informe de pasantias -...
TRANSCRIPT

REPUBLICA BOLIVARIANA DE VENEZUELA
UNIVERSIDAD DE CARABOBO
FACULTAD EXPERIMENTAL DE CIENCIAS Y TECNOLOGIA
DEPARTAMENTO DE QUÍMICA
INFORME DE PASANTIAS “Análisis Fisicoquímico por Métodos Convencionales e Instrumentales de
Materia Prima, Producto en Proceso y Producto Terminado en la Empresa”.
Presentado por: Tutor Académico:
Br. José M. Morillo. Prof. Elizabeth Perozo.
Tutor Empresarial:
Lic. Ada Estefanelli.
Octubre, 2008.
1
Resumen
Las actividades dentro de la empresa se realizaron en el laboratorio
fisicoquímico de control de calidad dentro del departamento técnico de la
empresa Colgate-Palmolive C.A. La producción se clasifica en cuatro áreas,
Cuidado Bucal (Crema Dental), Jabones, Detergentes (Axion Crema y ABC en
polvo) y Líquidos (Ajax, Brisol, Axion Líquido, entre otros). Las pasantías se
desarrollaron en el área de jabones donde se analizaban diariamente materias
primas, productos intermedios y terminados. El objetivo era asegurar que el
producto estuviese dentro de las especificaciones y mínimos requerimientos
necesarios exigidos por la empresa. Dentro de los análisis rutinarios en
cualquier Área se encontraba la determinación física de muestras y materia
prima (Color, olor, textura); así como también un análisis por el FTIR o pH
dependiendo de los requerimientos que cada una amerite. En la producción de
jabones se encontraba la determinación del porcentaje (%) de insolubles. Otro
análisis de gran interés es la determinación del porcentaje de insaponificables
tanto en la carga de blanqueo como en la salida de blanqueo del proceso. Los
análisis de mayor relevancia en el área de jabones se basaban en la
determinación del porcentaje de TCC, Triclosán y Vitamina E. El método
analítico empleado en la determinación de los mismos se realiza por
Cromatografía Líquida de Alta Resolución (HPLC). Los resultados obtenidos de
los análisis se reportaban e interpretaban de acuerdo con las especificaciones
del producto. Durante el período de pasantías se trabajó con variedad de
equipos instrumentales y se trabajo con nuevas técnicas del laboratorio lo que
permitió el desarrollo y consolidación de conocimientos adquiridos durante la
carrera como licenciado en Química.

2
Índice
Introducción .................................................................................................................... 3 Objetivos. ........................................................................................................................ 4
Objetivo General. ......................................................................................................... 4 Objetivos Específicos. .................................................................................................. 4
Función en la Empresa ................................................................................................. 5 Cronograma de Actividades ......................................................................................... 6 Marco Teórico................................................................................................................. 7
Definición de Términos ................................................................................................ 7 Jabones y Fabricación.......................................................................................... 7 Materia Prima ...................................................................................................... 8 Sebo ...................................................................................................................... 8 Grasa .................................................................................................................... 8 Aceites................................................................................................................... 9 Vitamina E ............................................................................................................ 9 Glicerina............................................................................................................. 10 Triclosan............................................................................................................. 11 Triclorocarbanilida (TCC) ................................................................................. 11
Definición de Fundamentos de Análisis, técnicas y Equipos Instrumentales ............ 12 Materia Insaponificable ..................................................................................... 12 Índice de Materia Insaponificable...................................................................... 12 Métodos Gravimétricos ...................................................................................... 13 Titulación Acido-Base ........................................................................................ 13 Titulación Yodométrica ...................................................................................... 14 Cromatografía Liquida de Alta Resolución (HPLC).......................................... 15
Metodología Experimental.......................................................................................... 19 Color de Saponificación. ............................................................................................ 20 Determinación del Porcentaje (%) de Glicerina. ........................................................ 20 Determinación del porcentaje de Insolubles............................................................... 22 Determinación del Porcentaje de Insaponificables..................................................... 23 Análisis de TCC /Triclosán y Vitamina E por HPLC. ............................................... 24
Logros y Aprendizaje................................................................................................... 25 Conclusiones ................................................................................................................ 26 Recomendaciones ....................................................................................................... 27 Bibliografia .................................................................................................................... 28 Anexos ........................................................................................................................... 29

3
Introducción
La empresa Colgate Palmolive C.A. se ha dedicado a la fabricación de
productos de consumo masivo para el cuidado del hogar y del cuerpo durante
muchos años en Venezuela. Sus altos estándares de calidad, tecnología y
seguridad la han hecho merecedora de prestigiosos reconocimientos. Con 62
años de trayectoria en la manufactura de sus productos.
La empresa se clasifica en cuatros departamentos, las cuales son la
producción de jabones, detergentes, cuidado bucal (Crema dental), líquidos
(Ajax. Brisol, Axion) y una unidad de Soplado (plásticos).
Entre los objetivos de la empresa se encuentra en ser reconocidos como
líderes en Venezuela y Latinoamérica, ofreciendo productos y servicios de
calidad mundial a través de la optimización de los procesos de manufactura, y
del entrenamiento y desarrollo del personal, garantizando de este modo la
calidad en todos los productos, tanto en Venezuela como el resto de las
subsidiarias de Colgate Palmolive C.A., por tal motivo surgen las actividades y
metas propuestas durante el período de mis pasantías dentro de la empresa.
Los productos deben ser evaluados constantemente, tanto en cada una
de las etapas de elaboración como ya terminados, a fin de verificar que tanto
las propiedades físicas como químicas cumplan con las especificaciones de
calidad establecidos.
Antes de llevar los productos al mercado, los productos se someten a
extensas pruebas profesionales y evaluaciones de seguridad. Siendo una
compañía global en la elaboración de productos de consumo masivo, las
normas de excelencia de Colgate Palmolive C.A. aseguran para los clientes la
calidad y valor de los productos obtenidos, en cualquier parte del mundo donde
se comercialicen.

4
Objetivos
Objetivo General
Realizar análisis fisicoquímico de materia prima, producto en proceso y
producto terminado por métodos tradicionales e instrumentales a productos de
cuidado personal (Jabones) conforme a los procedimientos operativos de la
empresa Colgate-Palmolive C.A.; ubicados en el Edo. Carabobo, Venezuela.
Objetivos Específicos
• Determinar el porcentaje de Glicerina presente en Jabón Húmedo por
titulación Yodométrica.
• Determinar el porcentaje de Humedad en materia prima y producto en
proceso por método gravimétrico.
• Determinar el porcentaje de materia Insaponificable en materia prima y
producto en proceso por Extracciones Sucesivas.
• Determinar el porcentaje de materia Insoluble presente en materia
prima y producto en proceso por métodos gravimétricos.
• Determinar el color de Blanqueo y/o Saponificación de materia prima
por el tintómetro Lovibond.
• Determinar el porcentaje de Acidez en materia prima por titulación
Acido-Base.
• Cuantificar el porcentaje de Triclorocarbanilida (TCC) presente en
productos terminados por Cromatografía Liquida de Alta Resolución
(HPLC).
• Cuantificar el porcentaje de Triclosán presente en productos
terminados por HPLC.
• Cuantificar el porcentaje de Vitamina E presente en Productos
terminados por HPLC.
5
Función en la Empresa
El período de pasantías se desarrolló en el laboratorio Físico-Químico de
control de calidad dentro del departamento técnico de la empresa Colgate-
Palmolive C.A. Mi función dentro de la empresa era de analista de control de
calidad; diariamente se realizaban análisis de materia prima, producto en
proceso y producto terminado con el fin de resguardar y mantener los
parámetros de calidad de la producción de la empresa. Se llevaba un control
del proceso global del producto; así como también una supervisión de los
técnicos de manufactura dentro de la planta y de los reactivos, materiales y
equipos empleados en los análisis.
6
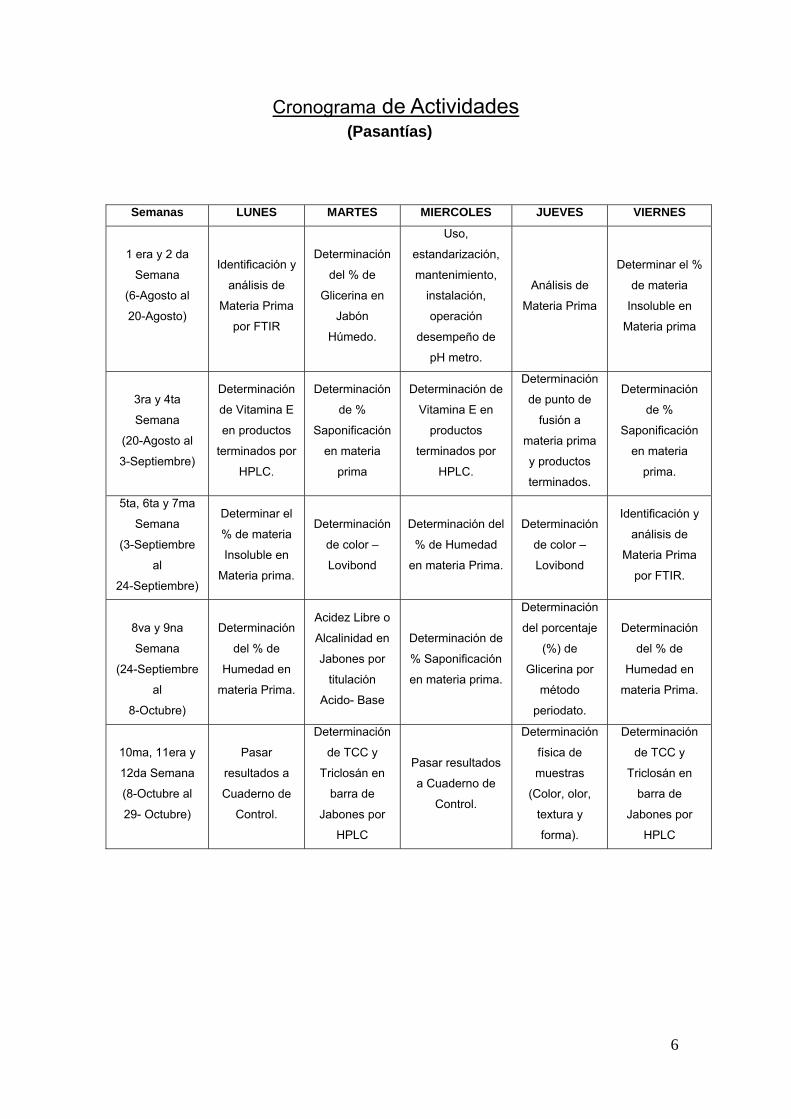
Cronograma de Actividades (Pasantías)
Semanas LUNES MARTES MIERCOLES JUEVES VIERNES
1 era y 2 da
Semana
(6-Agosto al
20-Agosto)
Identificación y
análisis de
Materia Prima
por FTIR
Determinación
del % de
Glicerina en
Jabón
Húmedo.
Uso,
estandarización,
mantenimiento,
instalación,
operación
desempeño de
pH metro.
Análisis de
Materia Prima
Determinar el %
de materia
Insoluble en
Materia prima
3ra y 4ta
Semana
(20-Agosto al
3-Septiembre)
Determinación
de Vitamina E
en productos
terminados por
HPLC.
Determinación
de %
Saponificación
en materia
prima
Determinación de
Vitamina E en
productos
terminados por
HPLC.
Determinación
de punto de
fusión a
materia prima
y productos
terminados.
Determinación
de %
Saponificación
en materia
prima.
5ta, 6ta y 7ma
Semana
(3-Septiembre
al
24-Septiembre)
Determinar el
% de materia
Insoluble en
Materia prima.
Determinación
de color –
Lovibond
Determinación del
% de Humedad
en materia Prima.
Determinación
de color –
Lovibond
Identificación y
análisis de
Materia Prima
por FTIR.
8va y 9na
Semana
(24-Septiembre
al
8-Octubre)
Determinación
del % de
Humedad en
materia Prima.
Acidez Libre o
Alcalinidad en
Jabones por
titulación
Acido- Base
Determinación de
% Saponificación
en materia prima.
Determinación
del porcentaje
(%) de
Glicerina por
método
periodato.
Determinación
del % de
Humedad en
materia Prima.
10ma, 11era y
12da Semana
(8-Octubre al
29- Octubre)
Pasar
resultados a
Cuaderno de
Control.
Determinación
de TCC y
Triclosán en
barra de
Jabones por
HPLC
Pasar resultados
a Cuaderno de
Control.
Determinación
física de
muestras
(Color, olor,
textura y
forma).
Determinación
de TCC y
Triclosán en
barra de
Jabones por
HPLC
7
Marco Teórico
Definición de Términos (Materia Prima, Producto en proceso y Productos Terminados)
Jabones y Fabricación
La preparación del jabón es una de las más antiguas reacciones
químicas conocidas. Durante siglos la elaboración de jabones fue una tarea
casera empleándose para ello cenizas vegetales y grasas animales o
vegetales. Posteriormente se sustituyó la ceniza por álcalis.
Las grasas y aceites son ésteres formados por un alcohol más un
ácido. Las sustancias grasas se descomponen al tratarlas con una disolución
acuosa de álcalis (sosa sódica o potásica) produciéndose una reacción química
denominada saponificación que da como resultado jabón y glicerina.
Para que la saponificación se produzca es necesario agitar la mezcla
de la grasa con la sosa. Si la sosa es sódica (hidróxido de sodio) se obtiene un
jabón sólido y duro, si es potásica (hidróxido potásico) el jabón que se obtiene
es blando o líquido (cremas jabonosas como las de afeitar). Una vez producida
la saponificación se sala la mezcla para separar el jabón de la glicerina, se
sigue con un proceso de cocción, de amasado, enfriamiento y secado lento.
Los jabones industriales suelen contener además diferentes productos
químicos y aditivos, como fosfatos, agentes espumantes o blanqueantes con el
fin de incrementar su función limpiadora. Según el tipo de grasa utilizado, el
proceso de fabricación seguido y los aditivos empleados se obtienen jabones
de diferentes calidades.
Los jabones son sales sódicas o potásicas de ácidos grasos superiores
(que contienen 12 o más átomos de carbono). Sus moléculas están
constituidas por dos partes, una apolar, formada por una cadena larga
carbonada, como si fuera una cola, que es neutra y repele el agua (hidrófoba)
pero atrae a la grasa (liposoluble). La otra parte, la cabeza, es polar y está
8
formada por un extremo iónico cargado eléctricamente que es afín al agua
(hidrófila).
Materia Prima
En la fabricación del jabón, los caracteres físicos y químicos del
producto dependen directamente de las materias primas empleadas. De las
grasas y aceites se emplean el sebo, la manteca, aceite de nueces, los
residuos de la refinación y del endurecimiento de aceites de semilla y algunos
aceites marinos
Sebo
El sebo se utiliza en la fabricación de jabones en mayor cantidad que
cualquier otra grasa. Se obtiene fundiendo grasas de ganado vacuno, lanar,
caballar, etc., y se clasifica en dos grados comerciales: comestible y no
comestible. La mayor parte del sebo utilizado es no comestible.
Los sebos se clasifican según su color, su título, su porcentaje de
ácidos grasos libres y su contenido de humedad, materia insoluble y materia
insaponificable.
El título del sebo crudo es un factor importante para determinar la
calidad del sebo y la dureza del jabón que éste producirá. El título se define
como el punto de solidificación de los ácidos grasos contenidos en el sebo,
expresado en grados centígrados. Una grasa cuyo título excede los 40ºC, se
clasifica como sebo, y hasta 40ºC se considera como grasa o manteca. El
contenido de humedad, materia insoluble y materia insaponificable es material
que no produce jabón.
El sebo de alto título produce jabones duros y el de título bajo, jabones
blandos.
Grasa
La grasa o manteca ocupa el segundo lugar en importancia entre las
materias grasas utilizadas para producir jabón. La grasa pocas veces se utiliza
sola en las calderas de saponificación; generalmente se utiliza combinada con
el sebo. Los jabones hechos con manteca son algo más blandos que los
fabricados con sebo y no tienen el olor y la estabilidad peculiares de los

9
fabricados con sebo. La manteca contiene mayor porcentaje de ácidos grasos
sin saturar que el sebo.
Aceites
Estos aceites, a saber: de coco, de palma, marinos, de oliva, de
cacahuate, de maíz, o de sésamo, se utilizan combinados con las grasas
ordinarias utilizadas en la fabricación de jabón. Se utilizan para jabones
especiales con propiedades distintas a las de los jabones comunes. Estos
jabones no tienen mucha salida debido a que son muy caros por las materias
primas utilizadas.
Vitamina E
Es una vitamina liposoluble (se disuelven en las grasas, por lo tanto se
encuentran asociadas a las grasas de la dieta, y se depositan en las grasas de
nuestro organismo) que existe en ocho diferentes formas. Cada forma posee su
propia actividad biológica la cual es medida por la potencia o uso funcional en
el cuerpo. Alfa-tocoferol (a-tocoferol) es el nombre de la forma de Vitamina E
más activa en los humanos. Es también un poderoso antioxidante biológico. La
Vitamina E en suplementos es generalmente vendida como alfa-tocoferil
acetato, una forma que protege su capacidad para funcionar como un
antioxidante. La forma sintética es etiquetada "D, L" mientras que la forma
natural es etiquetada "D". La forma sintética solo es la mitad de activa que la
forma natural .
Imagen # 1: Estructura de Vitamina E.

10
Los antioxidantes, tales como la vitamina E, actúan para proteger las
células contra los efectos de los radicales libres, los cuales son potencialmente
dañinos. Los radicales libres pueden dañar las células y contribuir al desarrollo
de enfermedades cardiovasculares y cáncer. Estudios que se están llevando a
cabo para determinar si la Vitamina E, a través de su habilidad para limitar la
producción de radicales libres, podrían ayudar a prevenir o retrasar el
desarrollo de estas enfermedades crónicas. La Vitamina E también se ha
demostrado que juega un papel en la función del sistema inmunológico, en la
reparación de ADN, y otros procesos del metabolismo.
Glicerina
La Glicerina es una sustancia incolora, con un sabor dulce a alcohol, de
fórmula C3H8O3 (1,2,3-propanotriol), y densidad relativa de 1,26. Tiene un
punto de ebullición de 290 °C y un punto de fusión de 18 °C. La glicerina
líquida es resistente a la congelación, pero puede cristalizar a baja
temperatura. Es soluble en agua en cualquier proporción, y se disuelve en
alcohol, pero es insoluble en éter y muchos otros disolventes orgánicos.
Las grasas y aceites simples son ésteres de ácidos grasos y glicerina.
Una vez obtenida como producto secundario en la fabricación del jabón
después de haber tratado las grasas y aceites con álcali, la glicerina bruta se
purifica por destilación.
El uso más frecuente de la glicerina es la elaboración de resinas
alquídicas. Otras aplicaciones son la fabricación de medicinas y artículos de
aseo, como pasta de dientes; como agente plastificante para el celofán y como
agente humidificante de productos derivados del tabaco. Dado que existen
otros productos más baratos, solamente el 5% de la producción industrial de
glicerina se destina a la fabricación de explosivos derivados de ella. Por su
afinidad con el agua y su viscosidad, la glicerina se utiliza para la tinta de los
tampones de sellar. También se usa para lubricar la maquinaria que bombea
los productos del petróleo, debido a su resistencia a disolverse en los líquidos
del petróleo. Por su alta viscosidad y ausencia de toxicidad, la glicerina es un
excelente lubricante para las máquinas procesadoras de alimentos.
11
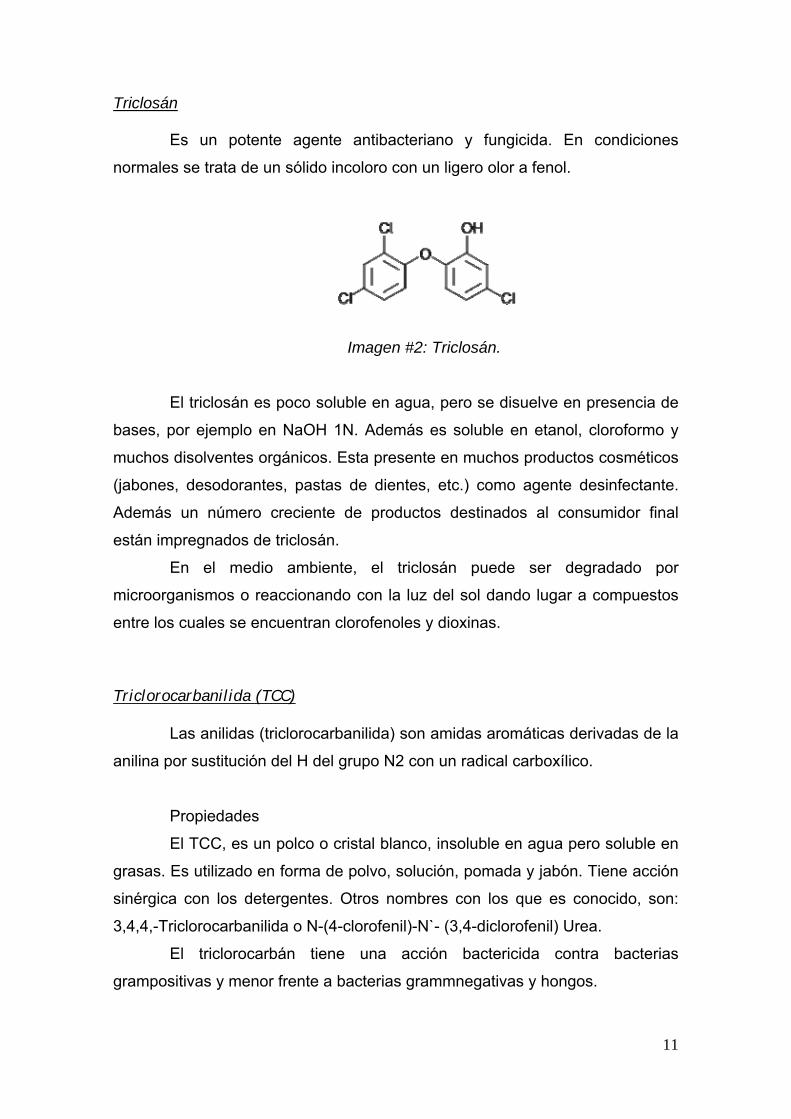
Triclosán
Es un potente agente antibacteriano y fungicida. En condiciones
normales se trata de un sólido incoloro con un ligero olor a fenol.
Imagen #2: Triclosán.
El triclosán es poco soluble en agua, pero se disuelve en presencia de
bases, por ejemplo en NaOH 1N. Además es soluble en etanol, cloroformo y
muchos disolventes orgánicos. Esta presente en muchos productos cosméticos
(jabones, desodorantes, pastas de dientes, etc.) como agente desinfectante.
Además un número creciente de productos destinados al consumidor final
están impregnados de triclosán.
En el medio ambiente, el triclosán puede ser degradado por
microorganismos o reaccionando con la luz del sol dando lugar a compuestos
entre los cuales se encuentran clorofenoles y dioxinas.
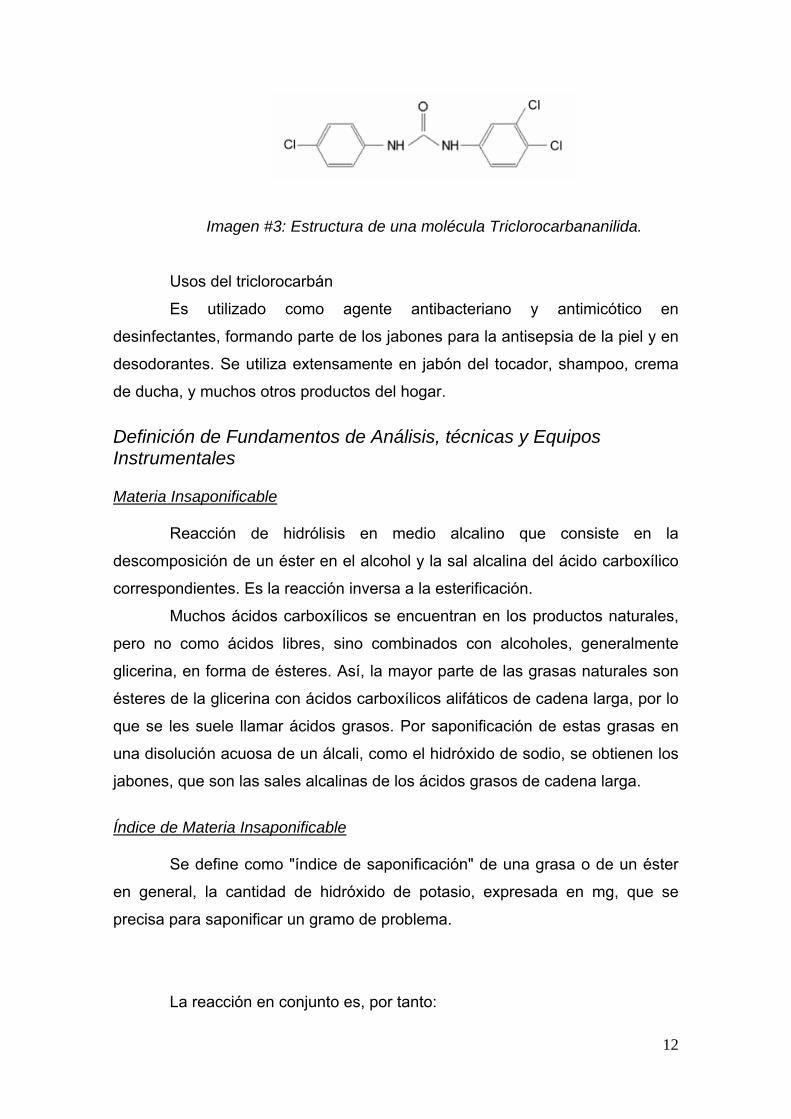
Triclorocarbanilida (TCC)
Las anilidas (triclorocarbanilida) son amidas aromáticas derivadas de la
anilina por sustitución del H del grupo N2 con un radical carboxílico.
Propiedades
El TCC, es un polco o cristal blanco, insoluble en agua pero soluble en
grasas. Es utilizado en forma de polvo, solución, pomada y jabón. Tiene acción
sinérgica con los detergentes. Otros nombres con los que es conocido, son:
3,4,4,-Triclorocarbanilida o N-(4-clorofenil)-N`- (3,4-diclorofenil) Urea.
El triclorocarbán tiene una acción bactericida contra bacterias
grampositivas y menor frente a bacterias grammnegativas y hongos.
12
Imagen #3: Estructura de una molécula Triclorocarbananilida.
Usos del triclorocarbán
Es utilizado como agente antibacteriano y antimicótico en
desinfectantes, formando parte de los jabones para la antisepsia de la piel y en
desodorantes. Se utiliza extensamente en jabón del tocador, shampoo, crema
de ducha, y muchos otros productos del hogar.
Definición de Fundamentos de Análisis, técnicas y Equipos Instrumentales
Materia Insaponificable
Reacción de hidrólisis en medio alcalino que consiste en la
descomposición de un éster en el alcohol y la sal alcalina del ácido carboxílico
correspondientes. Es la reacción inversa a la esterificación.
Muchos ácidos carboxílicos se encuentran en los productos naturales,
pero no como ácidos libres, sino combinados con alcoholes, generalmente
glicerina, en forma de ésteres. Así, la mayor parte de las grasas naturales son
ésteres de la glicerina con ácidos carboxílicos alifáticos de cadena larga, por lo
que se les suele llamar ácidos grasos. Por saponificación de estas grasas en
una disolución acuosa de un álcali, como el hidróxido de sodio, se obtienen los
jabones, que son las sales alcalinas de los ácidos grasos de cadena larga.
Índice de Materia Insaponificable
Se define como "índice de saponificación" de una grasa o de un éster
en general, la cantidad de hidróxido de potasio, expresada en mg, que se
precisa para saponificar un gramo de problema.
La reacción en conjunto es, por tanto:

13
RCOOR' + KOH RCOOK + R'OH,
En el caso de las grasas, se produce el "jabón " y glicerina.
El ácido acetilsalicílico, objeto de una de las alternativas de la práctica,
reacciona como:
C6 H4(COOH)(OCOCH3) +2KOH C6 H4(COOK)(OH)
+CH3COOK+H2O
Métodos Gravimétricos
El análisis gravimétrico está basado en la Ley de las proporciones
definidas, que establece que, en cualquier compuesto puro, las proporciones
en peso de los elementos constituyentes siempre son las mismas, y en la Ley
de la consistencia de la composición, que establece que las masas de los
elementos que toman parte en un cambio químico muestran una relación
definida e invariable entre sí. El análisis gravimétrico consiste en determinar la
cantidad proporcionada de un elemento, radical o compuesto presente en una
muestra, eliminando todas las sustancias que interfieren y convirtiendo el
constituyente o componente deseado en un compuesto de composición
definida, que sea susceptible de pesarse.
Los cálculos se realizan con base en los pesos atómicos y moleculares,
y se fundamentan en una constancia en la composición de sustancias puras y
en las relaciones ponderales (estequiometría) de las reacciones químicas.
Titulación Acido-Base
Las reacciones ácido-base son reacciones de neutralización entre los
iones, que se producen al estar en contacto un ácido con una base
obteniéndose una sal más agua.
Un equivalente de un ácido neutraliza completa y precisamente un
equivalente de una base, puesto que un mol H+ reaccionará con un mol de OH-.
14
Esto significa que al mezclar volúmenes iguales de soluciones que
tienen la misma normalidad llevara a una reacción completa entre sus solutos,
un litro de ácido 1N neutralizará completamente un litro de base 1N porque un
equivalente de ácido reaccionara con un equivalente de base.
Matemáticamente es posible determinar la cantidad de ácido que posee una
disolución a partir de una cantidad de base conocida, o viceversa.
Dicha técnica recibe el nombre de titulación por método volumétrico,
volumetría ácido-base o reacción de neutralización.
El pH en el punto de equivalencia de una reacción de neutralización es
diferente según la fortaleza del ácido y/o la base que se neutraliza; en la
mayoría de los casos el uso de indicadores visuales son empleado para
determinar el punto de equivalencia en una reacción.
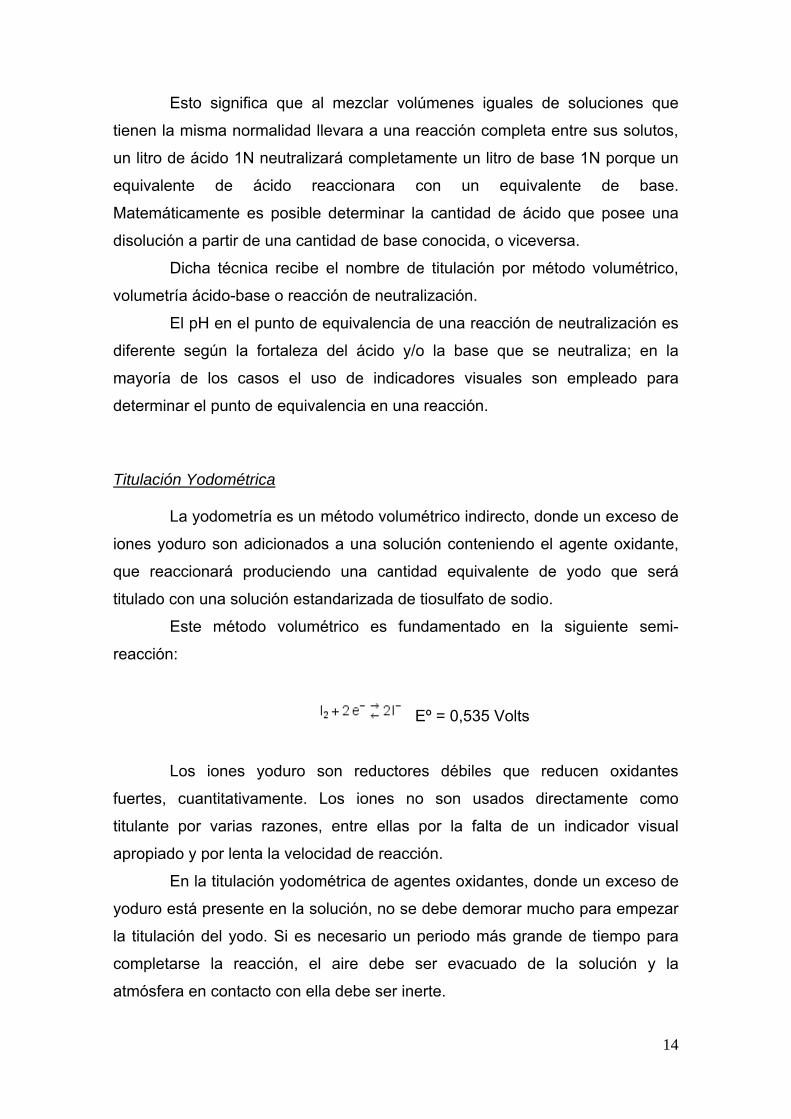
Titulación Yodométrica
La yodometría es un método volumétrico indirecto, donde un exceso de
iones yoduro son adicionados a una solución conteniendo el agente oxidante,
que reaccionará produciendo una cantidad equivalente de yodo que será
titulado con una solución estandarizada de tiosulfato de sodio.
Este método volumétrico es fundamentado en la siguiente semi-
reacción:
Eº = 0,535 Volts
Los iones yoduro son reductores débiles que reducen oxidantes
fuertes, cuantitativamente. Los iones no son usados directamente como
titulante por varias razones, entre ellas por la falta de un indicador visual
apropiado y por lenta la velocidad de reacción.
En la titulación yodométrica de agentes oxidantes, donde un exceso de
yoduro está presente en la solución, no se debe demorar mucho para empezar
la titulación del yodo. Si es necesario un periodo más grande de tiempo para
completarse la reacción, el aire debe ser evacuado de la solución y la
atmósfera en contacto con ella debe ser inerte.

15
El yodo es soluble en agua en la proporción de 0,001 mol L-1, a la
temperatura ambiente, pero su solubilidad es aumentada en la presencia de
iones yoduro. Así, la pérdida de yodo por volatilización es evitada por la adición
de un gran exceso de iones yoduro, los cuales reaccionan con el yodo para
formar iones triyoduro, según la ecuación:
K = 7,68 X 102
En titulaciones a una temperatura de aproximadamente 25ºC, las
pérdidas de yodo por volatilización son despreciables si la solución contiene
aproximadamente 4% m/v de yoduro de potasio.
Cromatografía Líquida de Alta Resolución (HPLC)
La cromatografía es un método muy utilizado en todas las ramas de la
ciencia y que permite la separación, identificación y determinación de los
componentes químicos en mezclas complejas. Ningún otro método de
separación es tan potente y de aplicación tan general como la cromatografía.
Descripción general de la cromatografía:
Es difícil definir rigurosamente el término de cromatografía, ya que se
ha aplicado ese nombre a varios sistemas y técnicas. Sin embargo, todos esos
métodos tienen en común el uso de una fase estacionaria y una fase móvil.
En todas las separaciones cromatográficas, la muestra se desplaza con
una fase móvil, que puede ser un gas, un líquido o un fluido supercrítico. Esta
fase móvil se hace pasar a través de una fase estacionaria con la que es
inmiscible, y que se fija a una columna o a una superficie sólida. Las dos fases
se eligen de tal forma, que los componentes de la muestra se distribuyen de
modo distinto entre la fase móvil y la fase estacionaria. Aquellos componentes
que son fuertemente retenidos por la fase estacionaria se mueven lentamente
con el flujo de la fase móvil; por el contrario, los componentes que se unen
débilmente a la fase estacionaria, se mueven con rapidez. Como consecuencia

16
de la distinta movilidad, los componentes de la muestra se separan en bandas
o zonas discretas que pueden analizarse cualitativa y/o cuantitativamente.
Cromatograma:
Si colocamos un detector al final de la columna que responde a la
concentración del soluto y se registra su señal en función del tiempo (o del
volumen de fase móvil añadido) se obtiene una serie de picos que representan
un grafico denominado cromatograma.
Este grafico es útil tanto para el análisis cualitativo como cuantitativo.
La posición de los picos en el eje del tiempo puede servir para identificar los
componentes de la muestra; las áreas bajo los picos proporcionan una medida
cuantitativa de la cantidad de cada componente.
Tiempo de retención tR:
Es el tiempo que transcurre después de la inyección de la muestra
hasta que el pico de concentración del analito alcanza el detector; es el tiempo
que tarda un compuesto en salir de la columna; es el tiempo que tarda en
aparecer el máximo de un pico.
Figura #1. Cromatograma característico de una mezcla de dos
componentes.
El pico pequeño de la izquierda representa una especie que no se
retiene en la columna, y de esta forma alcanza el detector casi inmediatamente
después del inicio de la elución. Por tanto, su tiempo de retención tM es
aproximadamente igual al tiempo que emplea una molécula de la fase móvil
para pasar a través de la columna.
Tipos de separación cromatográfica:

17
Los métodos cromatográficos se pueden clasificar de dos modos
distintos. El primero de ellos se basa en la forma en que las fases estacionaria
y móvil se ponen en contacto, diferenciándose así la cromatografía en columna
de la cromatografía en plano o plana. En la cromatografía en columna, un tubo
estrecho contiene la fase estacionaria a través de la cual hace se pasar la fase
móvil por presión o gravedad. En la cromatografía en plano o plana, la fase
estacionaria se fija sobre una placa plana o a los intersticios de un papel; en
este caso la fase móvil se desplaza a través de la fase estacionaria por
capilaridad o por efecto de la gravedad. Nos centraremos principalmente en la
cromatografía en columna, y como ya hemos dicho la teoría que se desarrolle
para la cromatografía en columna se adaptara también para la cromatografía
plana.
Otra clasificación más fundamental de los métodos cromatográficos se
basa en el tipo de fase móvil y estacionaria, y en la clase de equilibrios
implicados en la transferencia de los solutos entre las fases.
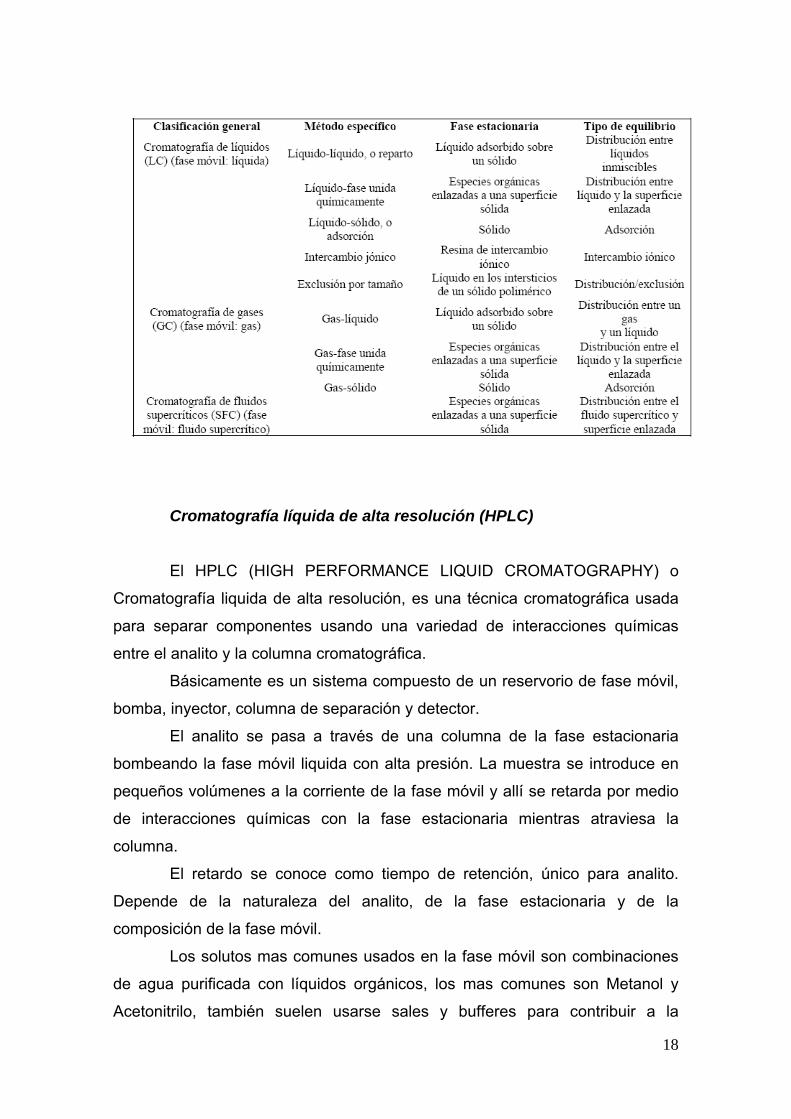
La tabla a continuación refleja la relación de las tres clases generales
de cromatografía: cromatografía de líquidos, cromatografía de gases y
cromatografía de fluidos supercríticos. Como su nombre indica las fases
móviles en las tres técnicas son, respectivamente, líquidos, gases y fluidos
supercríticos.
Hay que mencionar que solamente la cromatografía de líquidos es la
que puede llevarse a cabo en columnas o sobre superficies planas; por otra
parte, tanto la cromatografía de gases como la de fluidos supercríticos están
restringidas a los procedimientos en columna, de tal modo que las paredes de
la columna contienen la fase móvil.
Tabla # 1: Clasificación de los métodos cromatográficos en columna.
18
Cromatografía líquida de alta resolución (HPLC)
El HPLC (HIGH PERFORMANCE LIQUID CROMATOGRAPHY) o
Cromatografía liquida de alta resolución, es una técnica cromatográfica usada
para separar componentes usando una variedad de interacciones químicas
entre el analito y la columna cromatográfica.
Básicamente es un sistema compuesto de un reservorio de fase móvil,
bomba, inyector, columna de separación y detector.
El analito se pasa a través de una columna de la fase estacionaria
bombeando la fase móvil liquida con alta presión. La muestra se introduce en
pequeños volúmenes a la corriente de la fase móvil y allí se retarda por medio
de interacciones químicas con la fase estacionaria mientras atraviesa la
columna.
El retardo se conoce como tiempo de retención, único para analito.
Depende de la naturaleza del analito, de la fase estacionaria y de la
composición de la fase móvil.
Los solutos mas comunes usados en la fase móvil son combinaciones
de agua purificada con líquidos orgánicos, los mas comunes son Metanol y
Acetonitrilo, también suelen usarse sales y bufferes para contribuir a la
19
separación de componentes. También se usa el Acido Trifluoroacetico para
actuar como formador de pares iónicos.
Estas combinaciones introducen el concepto de gradiente de elución.
Consiste en la variación de la composición de la fase móvil, para adaptarse a
los diferentes analitos y conseguir mejores resultados. El gradiente separa la
matriz del analito en función de la afinidad del analito por la composición de la
fase móvil. Cada analito tiene un gradiente de elución óptimo para obtener la
máxima separación de picos en el detector.
Metodología Experimental
20
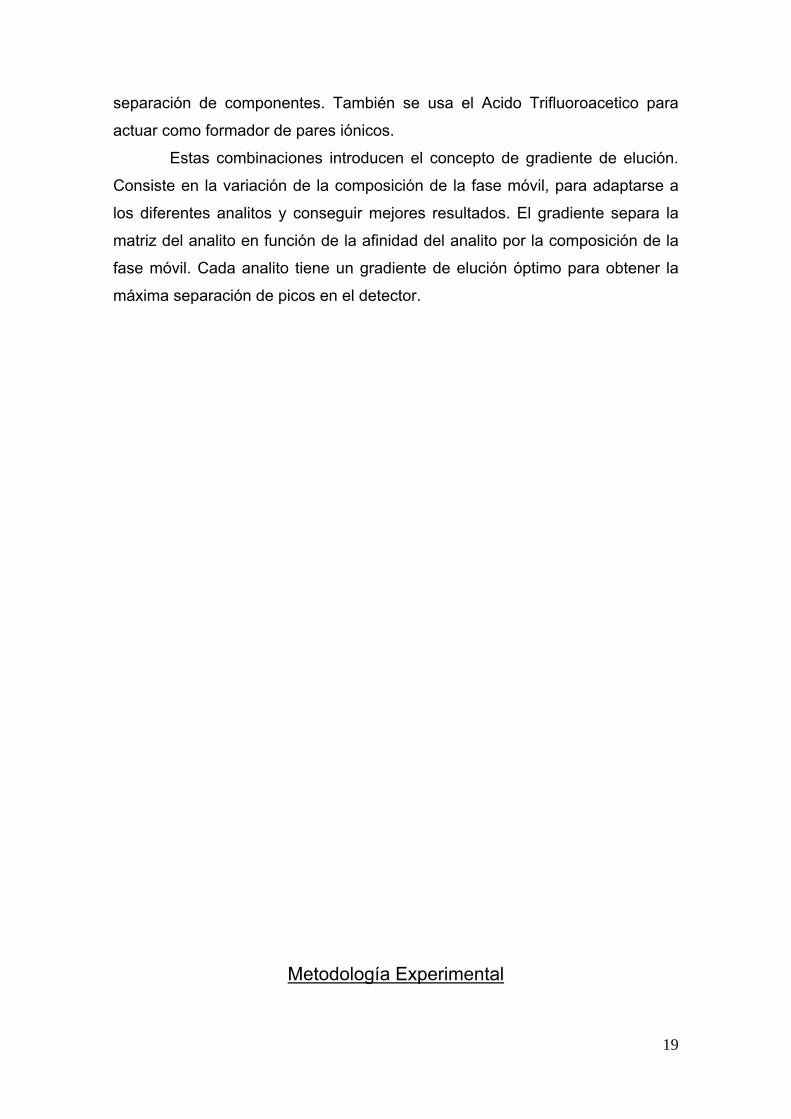
Color de Saponificación.
Consiste en determinar el color de saponificación de producto en
proceso (grasas y sebos) mediante un método tradicional, sencillo y efectivo
con el fin de controlar que el producto final cumpla con las especificaciones.
Equipo Utilizado:
Tintómetro Lovibond.
Procedimiento.
Adicionar
Mantener Reflujo
Resultados.
Se reporta el Color Observado en escala del 0 – 100 de color Amarillo,
Rojo, Azul y Blanco; dependiendo del producto en proceso analizado.
Determinación del Porcentaje (%) de Glicerina.
Saponificación Completa (70ºC)
Leer Color Lovibond
KOH (Solución acuosa 50
Alcohol reactivo
Pesar una cantidad de muestra fundida
21
Titular con Tiosulfato de
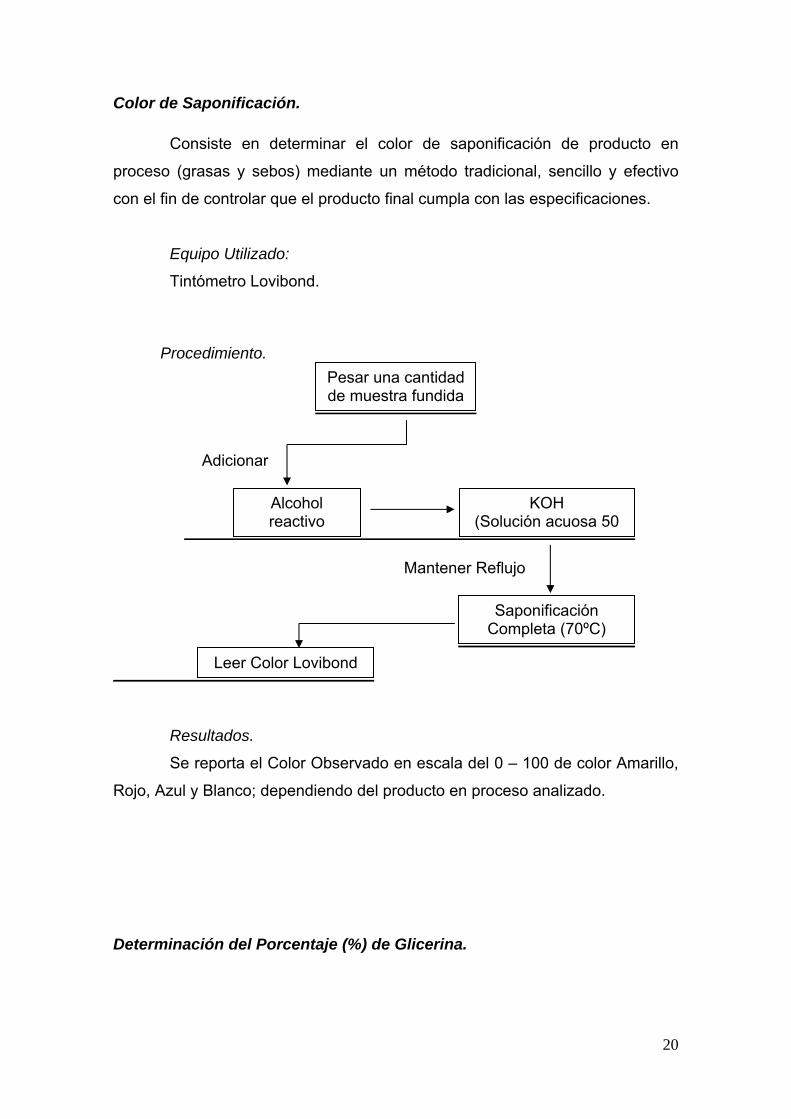
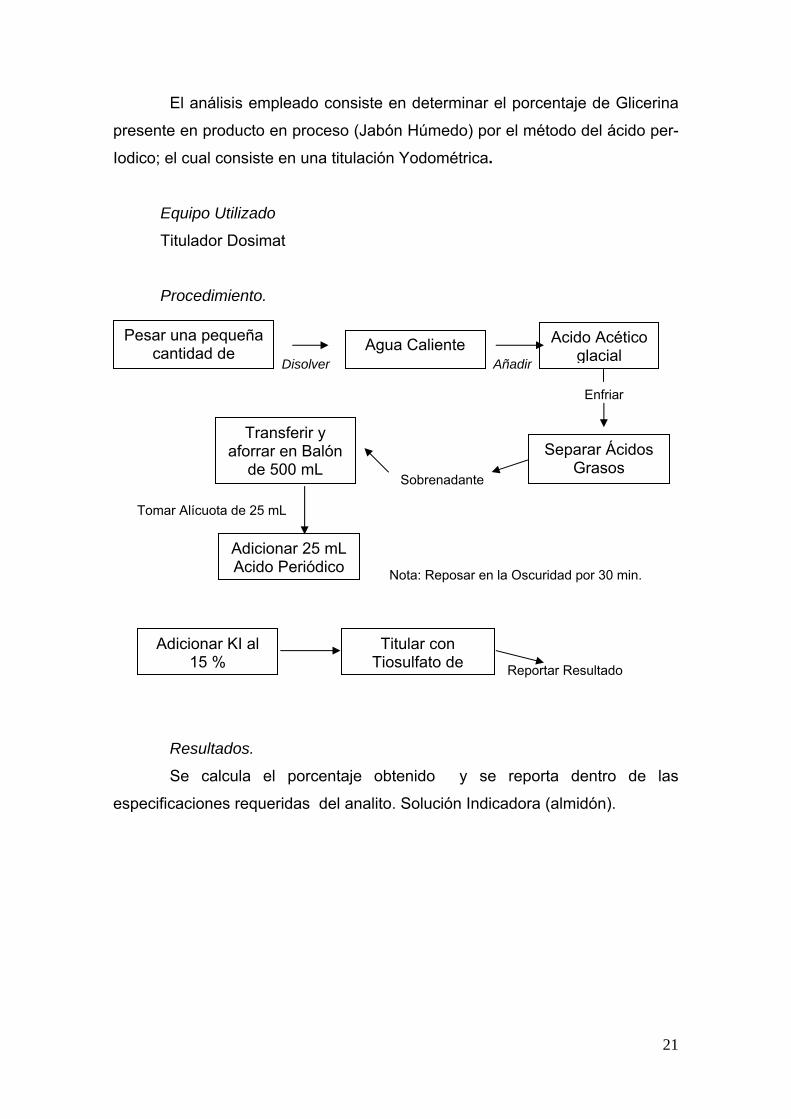
El análisis empleado consiste en determinar el porcentaje de Glicerina
presente en producto en proceso (Jabón Húmedo) por el método del ácido per-
Iodico; el cual consiste en una titulación Yodométrica.
Equipo Utilizado
Titulador Dosimat
Procedimiento.
Disolver Añadir Enfriar
Sobrenadante Tomar Alícuota de 25 mL
Nota: Reposar en la Oscuridad por 30 min.
Reportar Resultado
Resultados.
Se calcula el porcentaje obtenido y se reporta dentro de las
especificaciones requeridas del analito. Solución Indicadora (almidón).
Adicionar KI al 15 %
Adicionar 25 mL Acido Periódico
Transferir y aforrar en Balón
de 500 mL Separar Ácidos
Grasos
Acido Acético glacial
Agua Caliente Pesar una pequeña cantidad de

22
Reportar Residuo
Adicionar Eter de Petróleo
Determinación del porcentaje de Insolubles.
El objetivo del análisis se basa en determinar partículas extrañas y
sustancia desconocidas insolubles en éter de petróleo.
Procedimiento.
Calentar Filtrar
Resultados.
Se calcula el porcentaje de materia insoluble en base el valor del peso
obtenido y se reporta de acuerdo a las especificaciones del producto.
Disolver Pesar Muestra Fundida
23
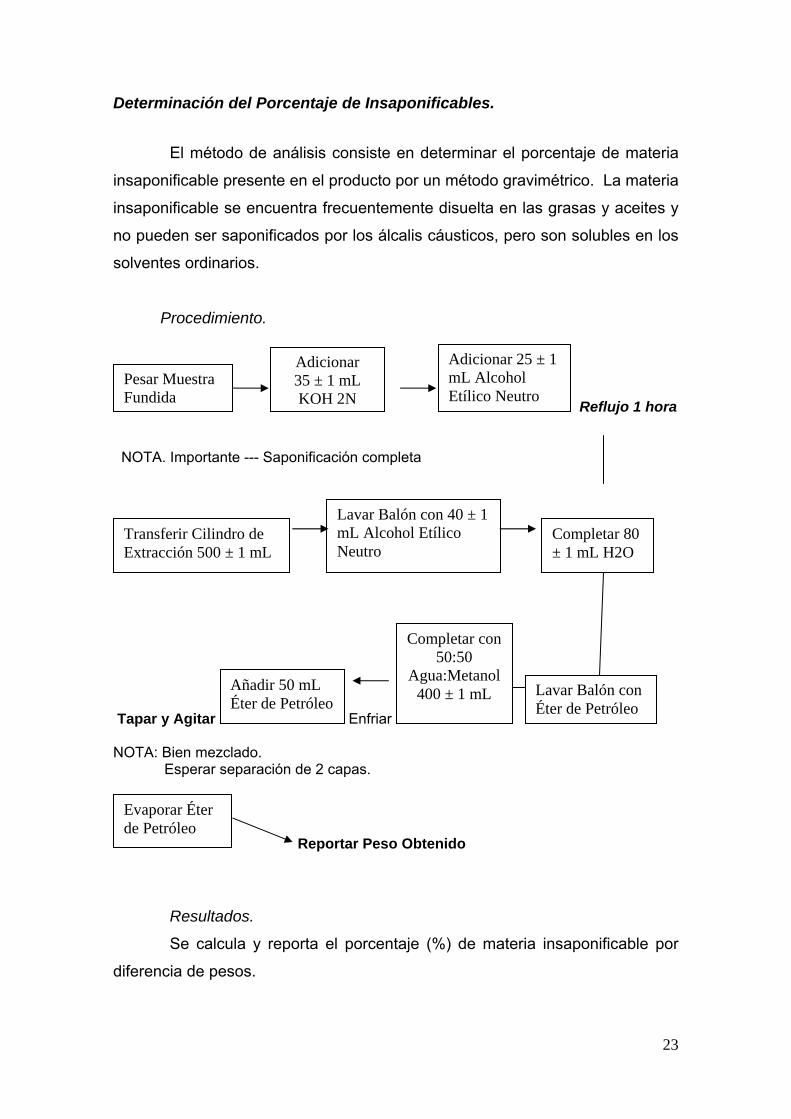
Determinación del Porcentaje de Insaponificables.
El método de análisis consiste en determinar el porcentaje de materia
insaponificable presente en el producto por un método gravimétrico. La materia
insaponificable se encuentra frecuentemente disuelta en las grasas y aceites y
no pueden ser saponificados por los álcalis cáusticos, pero son solubles en los
solventes ordinarios.
Procedimiento.
Reflujo 1 hora NOTA. Importante --- Saponificación completa
Tapar y Agitar Enfriar NOTA: Bien mezclado.
Esperar separación de 2 capas.
Reportar Peso Obtenido
Resultados.
Se calcula y reporta el porcentaje (%) de materia insaponificable por
diferencia de pesos.
Evaporar Éter de Petróleo
Añadir 50 mL Éter de Petróleo
Completar con 50:50
Agua:Metanol 400 ± 1 mL Lavar Balón con
Éter de Petróleo
Lavar Balón con 40 ± 1 mL Alcohol Etílico Neutro
Completar 80 ± 1 mL H2O
Transferir Cilindro de Extracción 500 ± 1 mL
Adicionar 25 ± 1 mL Alcohol Etílico Neutro
Adicionar 35 ± 1 mL KOH 2N
Pesar Muestra Fundida

24
Estabilizar la Columna e inyectar Estándares
Inyección de Muestras
Interpretación de Espectros
Analizar y Reportar Resultados
Análisis de TCC /Triclosán y Vitamina E por HPLC.
Equipo
Cromatógrafo Líquido de Alta Resolución (HPLC)
Procedimiento.
Resultados.
Se reporta y analiza el resultado de acuerdo con las especificaciones y
análisis del producto.
Preparación de Estándares
Ajustar Condiciones
(HPLC)
Tratamiento de la Muestra
25
Logros y Aprendizaje
Las pasantías en la empresa Colgate-Palmolive C.A. resultaron ser
muy gratificantes y de gran provecho; reforcé mis conocimientos y técnicas
dentro del laboratorio adquiridas durante el desarrollo de mi carrera como
licenciado en Química.
Uno de los aspectos de mayor importancia fue el manejar equipos
instrumentales de gran relevancia en el ámbito analítico. Análisis con el
Cromatógrafo de Gases, Infrarrojo con transformada de Fourrier (FTIR),
Cromatógrafo Liquido de Alta Resolución (HPLC), Infrarrojo Cercano (NIRS),
pH metro, Resonancia Magnética Nuclear (RMN), Color Lovibond, Karl Fischer;
entre otros.
El trabajo de equipo y una excelente organización permitió entre otras
cosas llevar a cabo los análisis rutinarios y especiales; así como también el
seguimiento a lo largo del proceso de todos los factores involucrado con el
proceso.

26
Conclusiones • El análisis por HPLC para Triclosán, Triclorocarbanilida y Vitamina E
resultaron ser muy precisos con un alto grado de confiabilidad.
• Los resultados del porcentaje de saponificación, insolubles y humedad de
la materia prima son factor determinante en la manufactura del producto
en proceso y terminado.
• El porcentaje de Glicerina presente en el jabón húmedo refleja el grado de
avance de la reacción de saponificación llevada a cabo en el proceso.
• El color de saponificación de las materias primas refleja el estado y
pureza del analito.
• Los análisis del porcentaje de materia insoluble presente tanto en la carga
y salida de blanqueo resultan ser de gran utilidad para el control y
prevención de presencia de agentes externos; así como también el
funcionamiento del filtro durante el proceso.
• Tanto las materias primas, intermediarios como el producto final deben
regirse dentro de las especificaciones para así constatar y asegurar al
consumidor un producto de calidad y seguridad.
• El período de las pasantías en la empresa Colgate-Palmolive C.A.
excedieron las expectativas esperadas; un cúmulo de conocimientos,
técnicas y un gran equipo de trabajo trajo consigo el logro de los objetivos
y metas propuestas.
27
Recomendaciones
• Realizar la determinación de Álcali y Acidez en materia prima por
Titulaciones Potenciométricas, la cual representa un factor respuesta y un
resultado más preciso, minimizando errores de apreciación.
• Realizar la determinación de % Humedad de materia prima por el equipo
de medición de Humedad Karl Fischer, ya que representa un factor
respuestas más corto y obtención de resultados más precisos.
• Realizar la determinación del % de Triclorocarbanilida - Triclosán en
producto terminado por Infrarrojo Cercano (NIRS), el cual minimiza la
cantidad de reactivos, el factor respuesta, la propagación de errores y
costos.
• Establecer convenios Colgate-Palmolive ↔ Universidad de Carabobo
para Pasantes y trabajos de Investigación.
28
Bibliografía • “Vitamin E and Vitamin E Acetate in finished products”, Standard
Practice Instructions 1005-05, Colgate – Palmolive.
USA -Sep 2008
• “Fats and fatty oils – Color”, Standard Practice Instructions 2354-8
USA-Diciembre 2000. , Colgate – Palmolive.
• “Fats and Oils- Determination of Insoluble”, Standard Practice
Instructions 2362-7, Colgate – Palmolive.
USA Jun 2004.
• “Saponification values for fats, oils and mixes”, Standard Practice
Instructions 2368-10, Colgate – Palmolive.
USA - Ene 2001.
• “Glycerine by Periodate Method”, Standard Practice Instructions 7009-5,
Colgate – Palmolive.
USA- Abril 2006.
• “Triclosan and/or TCC in Bar Soap”, Standard Practice Instructions 9499-
05, Colgate – Palmolive.
USA - Sep 2008.
• EDGAR WOOLLATT. “The Manufacture of Soaps, Other Detergents and
Glycerine”, Edit. Ellis Horwood Limited
2da Edition
New York, 1994

29
ANEXOS

30
Anexo # 1: Línea de Productos de Jabones.
Linea Protex
• Protex Balance
• Protex Suave
• Protex Ultra
• Protex Fresh
• Protex DEO12
• Protex Herbal
• Protex Cream
• Protex Sun Care
• Protex Avena
Banner
Banner

31
Anexo # 2: Diagrama de Proceso de Producción y manufactura de jabones en
la empresa Colgate-Palmolive.
Recepcion de Grasas y Aceites
Almacen de Grasas y
Refinacion Blanqueo
Aceite
Saponificacion
Materiales
Preparado Secado
Almacenado de Viruta de Jabon
Mezclado
Pre-Plodder (Pre-Homogenizador)
Plodder (Homogenizador)
Cortadora Troqueladora(Estampadora)
Envolvedora Empaquetadora (Ofertas 2X, 3X)
Perfumes Colorantes
Mesa de Empaque
Selladora
32
Anexo # 3: Cromatógrafo Líquido de Alta Resolución empleado en la
Laboratorio Fisicoquímico.

33
Anexo # 4: Equipo de Trabajo. Grupo de Analistas del departamento Técnico
de la Empresa Colgate-Palmolive