universidad de carabobo coordinaciÓn de...
TRANSCRIPT
UNIVERSIDAD DE CARABOBO
FACULTAD EXPERIMENTAL DE CIENCIAS Y TECNOLOGÍA
DEPARTAMENTO DE QUÍMICA
COORDINACIÓN DE PASANTÍAS
ESTUDIOS DE PARÁMETROS FISICOQUÍMICOS EN LOS DIVERSOS
PRODUCTOS LÁCTEOS
Tutor Académico:
Lic. Jorge Briceño
Tutor (a) Empresarial:
Ing. Ingrid Herrera
Bárbula, Febrero de 2011
Autor:
Br. Juan A. Ojeda L.
2
RESUMEN
Durante el periodo de pasantías, las actividades fueron desarrolladas en la empresa
INDULAC–Industrias Lácteas Venezolanas, C.A. (Parmalat Miranda);
específicamente en departamento de aseguramiento de calidad (sección físico-
químico); el cual es el encargado de establecer los criterios, instrucciones y
actividades a realizar, con el objeto de garantizar que todos los productos, procesos y
servicios cumplan con los estándares y criterios previamente establecidos por la
organización y las disposiciones legales.
Con el propósito de cumplir con el objetivo primordial, validar un método rápido
y eficaz, a la hora de liberar los diversos productos generados en el área de lácteos; se
llevo a cabo la medición de sólidos totales (%S.T), mediante dos métodos
gravimétricos, análisis por estufa, método normalizado y análisis por microondas
método rápido; de acuerdo a los requerimientos exigidos por las normas COVENIN.
Se realizo un análisis estadístico de la data recolecta mediante una distribución
normal para ambos métodos, así como un análisis de varianza a través de una matriz
ANOVA, encontrándose una diferencia mínima entre los resultados arrojados por el
método rápido en relación al método normalizado.
No obstante mi formación en dicha empresa fue un poco más allá de lo
anteriormente mencionado; al realizar ensayos químicos de acidez titulable,
viscosidad, ºBrix e índice de homogeneidad, adquirí destrezas en lo que respecta al
análisis diario de los diversos productos semi-elaborados y terminados.
3
INDICE GENERAL
Pág.
INTRODUCCIÓN……………………………………………………………….. 4
CAPÍTULO I. ASPECTOS GENERALES DE LA EMPRESA.
1.1. Nombre y Ubicación de la Empresa…………………………………….. 6
1.2. Reseña Histórica de la Empresa………………………………………… 6
1.3. Actividad a la que se dedica……………………………………………. 8
1.4. Productos que Fabrica………………………………………………….. 8
1.5. Misión………………………………………………………………….. 9
1.6. Visión………………………………………………………………….. 9
1.7. Fines y Objetivos de la Empresa………………………………………. 9
1.8. Política de Calidad…………………………………………………….. 9
1.9. Objetivos de la Calidad………………………………………………... 10
1.10. Organigrama de posición del Dpto. de Aseg. de la Calidad…………... 11
CAPÍTULO II. MARCO TEÓRICO.
2.1. Lácteo…………………………………………………………………. 12
2.2. Análisis de Lácteos……………………………………………………. 13
CAPÍTULO III. DESARROLLO DE LAS ACTIVIDADES DE PASANTIAS.
3.1. Objetivo General………………………………………………………. 16
3.2. Objetivos Específicos………………………………………………….. 16
3.3. Descripción de las actividades realizadas……………………………… 17
3.4. Análisis de resultados…………………………………………………. 21
CONCLUSIONES…………………………………………………………….. 22
APORTES A LA EMPRESA…………………………………………………. 23
RECOMENDACIONES………………………………………………………. 24
REFERENCIAS BIBLIOGRAFICAS………………………………………… 25
ANEXOS…………………………………………………………………….... 26
4
INTRODUCCIÓN
La vida útil de los alimentos va a depender de su manejo a lo largo de toda la línea
de producción, desde la materia prima empleada, formulación, procesado, empaque,
hasta las condiciones de almacenamiento; por lo tanto para la determinación de la
vida útil de un alimento deben considerarse las variables microbiológicas,
fisicoquímicas, sensoriales que mayor influencia tienen sobre la calidad del producto;
ya que, gracias a la calidad ofrecida por los mismos se logra marcar la diferencia
entre una empresa y otra, satisfaciendo así las necesidades de los consumidores.
El presente informe expone el trabajo desarrollado y el aprendizaje adquirido
durante el periodo de pasantías, cuyas actividades fueron desarrolladas en el
laboratorio de aseguramiento de la calidad, el cual sustenta los sistemas HACCP e
ISO 22000, al implementar los principios establecidos en la BPM/BPF (Buenas
Practicas de Manofactura o Fabricación).
Implementar un método preciso que permita dar respuestas rápidas en la liberación
de los diversos productos generados en el área de lácteos a nivel de laboratorio, es la
propuesta de este trabajo, la cual surge debido a la necesidad que tiene el
departamento de aseguramiento de la calidad de no seguir liberando dichos productos
mediante el método actual, como lo es el análisis de ºBrix, ya que este método no esta
normalizado para el estudio de lácteos; del cual se pudiesen obtener resultados poco
confiable que eviten garantizar la calidad de estos productos.
El informe esta constituido por tres capítulos, en el capítulo I se destacan aspectos
alusivos a las características de la empresa, como por ejemplo razón social, actividad
comercial, antecedentes, objetivos entre otros.
El capitulo II comprende el basamento teórico sobre el cual se desenvuelve el trabajo
en estudio, aquí se destacan aspectos relacionados con los productos a tratar, así como
los diversos parámetros a evaluar en los mismos. Es de vital importancia señalar el

5
papel que tiene el pasante en la organización mediante revisión de las actividades
realizadas durante dicho periodo; como se detalla en el capítulo III, cuyo cuerpo está
conformado por los aspectos que se mencionan a continuación objetivos a cumplir en
la pasantía y descripción de las actividades a ejecutar durante dicho periodo. Por
ultimo refleja las conclusiones y recomendaciones del todo el trabajo realizado
durante el periodo de pasantías.
6
CAPITULO I
ASPECTOS GENERALES DE LA EMPRESA
En este capítulo se presentan los aspectos generales de la empresa, con la finalidad
de dar a conocer sus principios, políticas, normas de seguridad, actividades a las que
se dedica así como los fines y objetivos de la misma.
1.1. Nombre y Ubicación de la Empresa.
INDULAC—Industria Láctea Venezolana, C.A (Parmalat Miranda); se encuentra
ubicada en la carretera panamericana, kilometro 66, en la población de trinidad,
Miranda—Edo Carabobo. Geográficamente esta delimitada por:
Norte: Carretera panamericana vía Nirgua, kilometro 66.
Sur: Finca agropecuaria
Este: Rio Onoto
Oeste: Carretera vía las parchas.
1.2. Reseña Histórica de la empresa INDULAC—Miranda.
Frica perteneciente al sector agroindustrial, fue fundada el 26 de Noviembre de
1957, dedicada al procesamiento de frutas para su transformación en pulpas y/o
concentrados, y su utilización en la elaboración de jugos, néctares y concentrados;
además de fabricar derivados lácteos como yogurt, chicha y chocolatados.
Inicia sus actividades con una planta exprimidora de naranjas, ubicada en la
ciudad de Maracay, la cual producía concentrados. A mediados de la década de los
sesentas, Frica, adquiere una planta Hod Pack ubicada en Maracaibo, y allí empieza
la producción de néctares marca Frica envasados en lata.
Para el año de 1971, la planta de Maracay es trasladada a Valencia donde empieza
a trabajar como una planta procesadora de frutas tales como guanábana, naranja, piña
y parchita. Al año siguiente instala la línea Pure Pack, donde se envasan jugos y
néctares en cartón.
7
Años mas tarde, en 1980 es comprada por GRAIMON, en la población de
Miranda Edo Carabobo, allí se traslada la línea pure pack con néctares t derivados
lácteos; ese mismo año se inicia la producción de jugos y néctares en botella. Dos
años mas tarde, en el renglón de lácteos, frica lanza al mercado el Frigurt tipo Suizo,
también la línea de choco y chicha frica, pasteurizados y envasados en cartón.
En 1983, frica lanza al mercado la naranjada, así mismo se incorpora la línea de
productos sabana, con jugos Valencia, leche sabana, chicha el chichero y rico malt.
Entre otros productos importantes se destacan en 1986 los jugos sabores piña-pera
y pera-parchita. En 1988 introduce la línea 100% toronja y naranja, así como los
néctares de mango, guanábana y parchita.
En 1989, sale la yoka con sabor a chocolate, café y vainilla. En 1990 inicia la
producción de yogurt descremado natural y en la sección de jugos incorpora fruit
punch en botella; al año saca la combinación de jugos naranja con zanahoria.
En 1992 se produce la tecnología de envasado aséptico, los concentrados de piña,
parchita y naranja, además de los jugos de manzana en botellas, el jugo 100% de
manzana y el néctar de mango-piña; otra de las innovaciones las conforma el Frigurt
liquido (1993) y el Frigurt con cereales (1994).
Entre las innovaciones mas recientes se encuentra la línea de jugos dietéticos
(Santal), néctares activos (santal active) y el producto 3 en 1.
En el año 1997 la empresa Italiana Parmalat, internacionalmente conocida por la
marca de leche UHT de larga duración mas famosa del mundo, adquiere la planta de
Graimon con su marca frica y a partir del mes de Junio del año 2005 hasta Enero del
2006 incorpora a las líneas de llenaje de plasticubiertos cuatro llenadoras Tetra Rex,
con el fin de sustituir el parque de maquinarias antiguo e incrementar la producción
en un 20%.
8
1.3. Actividad a la que se dedica
Esta empresa netamente agroindustrial, elabora una amplia gama de productos
alimenticios, tales como jugos y néctares, te con frutas (limón y durazno), chicha
Rico Malt, yogurt firme y liquido en sus diferentes presentaciones, envasados en
plástico, plasticubiertos y botellas de marca FRICA Y PARMALAT.
EL área de producción se encuentra dividida en cuatro departamentos:
Cítricos: jugos, té en envases plásticos y plasticubiertos.
Néctares: néctar en botella de vidrio y jugos en envases de resina de
polietileno Pet y UHT.
Derivados lácteos: yogurt liquido, yogurt firme, chicha, choco, avena, trozos
de fresa, durazno y piña; jarabes de fresa, ciruela, piña y durazno. Mermelada
de fresa, ciruela, durazno, frutas del bosque y piña.
Procesamiento de frutas: concentrado de naranja, pulpa de durazno, guayaba,
piña, fresa, zanahoria, remolacha y mora.
1.4. Productos que fabrica.
Línea de Plasticubiertos: jugos y té pasteurizado; chicha y choco; yogurt
líquido Frigurt.
Línea de plásticos: jugos plásticos cuadrado; jugos plásticos Santal.
Línea de yogurt: yogurt firme, líquido, líquido con cereal, batido con trozos y
gelatina.
Línea de néctares: jugos en botella de vidrio; en botella Pet y jugos UHT.
Línea de procesamiento de frutas: concentrado de naranja; pulpas de durazno,
guayaba, piña, fresa, zanahoria, remolacha, mora y lechosa.
Línea de jarabes y mermeladas: jarabe de fresa; Kips mantecado y fresa;
mermelada de fresa, ciruela, durazno, frutas del bosque y piña; confituras
trozos de fresa, durazno y piña.
9
1.5. Misión.
Administrar, producir y comercializar nuestros productos con la mas alta calidad,
manteniendo estrategias claves que produzcan ventajas competitivas y nos lleven a
ver una empresa exitosa.
1.6. Visión.
Ser una empresa que garantice en cada actividad satisfacer los deseos de los
consumidores, no únicamente conquistando los paladares, sino sobre todo
manteniéndolo mediante productos innovadores, seguros y de calidad en el mercado.
1.7. Fines y Objetivos de la Empresa.
Considerándola como la mejor empresa del ramo, busca mantener esa posición,
mediante la calidad y variedad de presentaciones de sus productos.
Parmalat se encuentra siempre en busca de una nueva tecnología e innovación
adecuada, rentabilidad y crecimiento constante, así como su ejemplar
comportamiento ante la comunidad.
La empresa proporciona condiciones laborales apropiadas para atraer y retener el
mejor recurso humano, estimulándolos a utilizar sus capacidades y potencial en la
integración de equipos de trabajo altamente motivados y orientados hacia la
excelencia en el logo de los planes estratégicos de la compañía.
1.8. Política de Calidad.
Parmalat Venezuela tiene el compromiso de brindarle a los consumidores
productos alimenticios inocuos que cumplan con altos estándares de calidad,
buscando así satisfacer sus aspiraciones y expectativas no solamente conquistándolos
sino por sobre todo, manteniendo su fidelidad y sorprendiéndolos a través de
productos innovadores, seguros de alta calidad, nutritivos y de respeto al ambiente.
Para ello Parmalat Venezuela cuenta con el capital humano capacitado y
competente que asegura la calidad e inocuidad de nuestros productos, y fomenta los
procesos de mejora continua en el sistema de gestión administrativo, productivo y
10
comercial, trabajando en equipo con todos nuestros trabajadores, proveedores y
clientes y clientes como estrategia clave para lograr ventajas competitivas, el éxito y
el liderazgo de nuestros productos.
1.9. Objetivos de la Calidad.
Garantizar que todos nuestros productos, procesos y servicios cumplan con
los estándares y criterios previamente establecidos por la organización y
disposiciones legales vigentes.
Garantizar la seguridad alimentaria e inocuidad de os productos creados por
Parmalat.
Mantener capital humano competente en un clima de permanente desarrollo y
participación.
Disponer de proveedores y clientes afiliados a nuestra política de calidad y
que cumplan con los sistemas adecuados para satisfacer nuestras exigencias.
Cumplir con las disposiciones legislativas de seguridad y salud en el trabajo y
el ambiente.
Mantener y mejorar continuamente el sistema de gestión de la calidad.
11
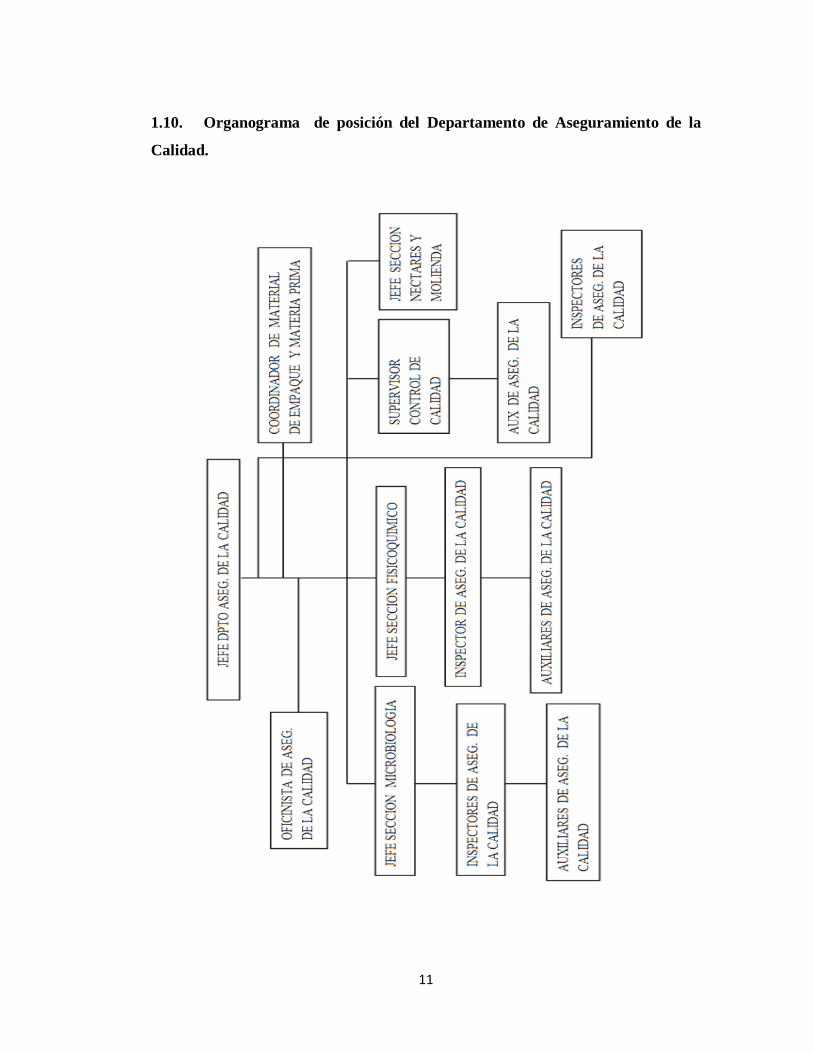
1.10. Organograma de posición del Departamento de Aseguramiento de la
Calidad.
12
CAPITULO II
BASES TEÓRICAS
Definición de Términos:
2.1. Lácteo.
El grupo de los lácteos (también productos lácteos o derivados lácteos) incluye
alimentos como la leche y sus derivados procesados (generalmente fermentados). Las
plantas industriales que producen estos alimentos pertenecen a la industria láctea y se
caracterizan por la manipulación de un producto altamente perecedero, como la leche,
que debe vigilarse y analizarse correctamente durante todos los pasos de la cadena de
frío hasta su llegada al consumidor.
Características:
Las características físicas y químicas de los lácteos se testean en muchos casos de
forma similar que en la leche, es decir, se emplean por ejemplo lactómetros para
medir la densidad específica. No obstante la elaboración de los lácteos es diferente
según el proceso que se haya realizado; por ejemplo algunos de ellos se han sometido
a fermentación láctica (un ejemplo son los yogures), otros por el contrario sufren un
proceso mecánico de concentración de su contenido graso (mantequillas). A veces es
posible un proceso combinado de fermentación y maduración (quesos). Estos
procesos cambian la composición y la concentración inicial de
ciertos macronutrientes y micronutrientes, dependiendo del lácteo en cuestión.
Composición:
Proteínas: de alto valor biológico, con capacidad de aumentar el valor de otras
proteínas de inferior calidad, tal como los cereales, cuando se los consume
juntos. La proteína específica y mayoritaria de la leche (80%) es la caseína.
Está en suspensión formando micelas, no se coagula al calentar la leche a
100°C pero sí al bajar el pH a 4,6. El 20% restante son las proteínas del suero,
13
lactoalbúminas y lactoglobulinas, que tienen importantes funciones
inmunológicas.
Grasas: responsables de la mitad del valor calórico de la leche, así
como de las características físicas, organolépticas y nutritivas, ya que
incluyen vitaminas liposolubles (A, D, E). Los dos componentes mayoritarios
son los ácidos grasos saturados y el colesterol, aterogénicos ambos, lo que
obliga a recomendar el consumo de lácteos descremados.
Hidratos de carbono: fundamentalmente la lactosa o “azúcar de leche”, que
actúa principalmente como fuente de energía y tiene un efecto facilitador de la
absorción de calcio. Después de la primera infancia, se puede perder la
capacidad de digerir la lactosa y existe en la población general un 40% de
intolerancia a la lactosa, con presencia de trastornos intestinales.
Minerales: aporta varios minerales (fósforo, magnesio, potasio, zinc) pero
el calcio se destaca de manera especial porque no es aportado por otros
alimentos en esta proporción. La leche es deficiente en hierro.
Vitaminas: contiene vitaminas hidrosolubles (B1, B2, niacina y ácido
fólico) y liposolubles (vitamina A). Hay que tener en cuenta que el proceso
de descremado disminuye el aporte de vitaminas A y D; por lo que la industria
las adiciona a la leche y a los productos descremados.
2.2. Análisis de los lácteos
Los productos lácteos se analizan con el objeto de determinar la calidad y las
propiedades de los mismos en contraste con su vida de consumo. Los productos
lácteos se pueden analizar por métodos químicos, físicos, microbiológicos
y sensoriales. Las técnicas físicas y químicas se utilizan con frecuencia para
determinar la composición y calidad de la leche, investigando la presencia o ausencia
14
de adulterantes. Los métodos microbiológicos se emplean cuando el analista está
interesado en indagar sólo la calidad de la leche. Las técnicas sensoriales se utilizan
para determinar la calidad de la leche, así como la aceptabilidad de los productos.
Un análisis de un producto lácteo suele incluir un estudio sobre los sólidos en
suspensión, sólidos totales proteínas, grasas, cenizas, niveles de acidez, gravedad
específica, y los elementos específicos como puede
ser: lactosa, sodio, potasio, calcio, cloro, fosfatos, citrato, conservantes y antibióticos,
microorganismos añadidos, residuos de detergente, residuos orgánicos y
microorganismos. El análisis de los lácteos es en su gran mayoría exclusivo de ciertos
lácteos, por ejemplo, la medida de contenido graso de la mantequilla, el análisis físico
de quesos, la determinación de humedad en los yogures, etc.
Sólidos en Suspensión (S.S):
Los sólidos en suspensión son partículas sólidas pequeñas, inmersas en un fluido
en flujo turbulento que actúa sobre la partícula con fuerzas en direcciones aleatorias,
que contrarrestan la fuerza de la gravedad, impidiendo así que el sólido se deposite en
el fondo. Los factores que influyen para que una partícula no se decante en el fondo
son:
Tamaño, densidad y forma de la partícula;
Velocidad del agua.
Sólidos Totales (S.T):
Se definen los sólidos totales como los residuos de material que quedan en un
recipiente después de la evaporación de una muestra y su consecutivo secado en
estufa a temperatura definida. Los sólidos totales incluyen los sólidos suspendidos, o
porción de sólidos totales retenidos por un filtro, y los sólidos disueltos totales, o
porción que atraviesa el filtro.

15
Acidez Titulable:
En alimentos el grado de acidez indica el contenido en ácidos libres. Se determina
mediante una valoración (volumetría) con un reactivo básico. El resultado se expresa
como el % del ácido predominante en el material. Ej: En aceites es el % en ácido
oléico, en zumo de frutas es el % en ácido cítrico, en leche es el % en ácido láctico.
Grados Brix (ºBx):
Los grados Brix miden el cociente total de sacarosa disuelta en un líquido. Los
grados Brix se miden con un sacarímetro, que mide la gravedad específica de un
líquido, o más fácilmente, con un refractómetro.
Textura:
Es el conjunto de propiedades que se derivan de la especial disposición que tienen
entre si las partículas que integran los alimentos. En los líquidos la textura se estudia
a través de la viscosidad, propiedad que define la resistencia a fluir del material.
También se conoce como la propiedad con la cual un fluido tiende a oponerse a su
flujo, es decir, la fuerza con la que una capa de fluido en movimiento arrastra
consigo a las capas adyacentes.
Viscosidad Brookfield:
Es la propiedad que define la resistencia a fluir de una mezcla al aplicarle una
fuerza con determinado ángulo de torsión con respecto a un gradiente determinado
de velocidad angular.
16
CAPITULO III
DESARROLLO DE LAS ACTIVIDADES DE PASANTÍAS
Este capítulo comprende en forma detallada el conjunto de actividades ejecutadas
durante el trabajo de pasantías, así como también los objetivos a alcanzar con dicho
trabajo junto con las herramientas metodológicas empleadas para cada actividad
realizada.
3.1. Objetivo general. I
Implementar un método que permita arrojar respuestas más rápidas y resultados
precisos en la liberación de los diversos productos generados en la línea de lácteos.
3.2. Objetivos Específicos.
Toma de muestra en fase de los diversos productos lácteos generados en la
línea de producción.
Determinar el %S.T de los derivados lácteos generados día a día.
Colaborar con los analistas de laboratorio en la preparación de reactivos
necesarios en los análisis de rutina.
Efectuar análisis de muestras dirigidas en néctar UHT.
Elaborar baches controlados de productos lácteos a nivel de laboratorio.
Colaborar con los analistas de laboratorio en análisis fisicoquímico rutinarios
(acidez titulable, ºBrix, viscosidad entre otros).
Aplicar en cada momento los principios establecidos por la BPF (Buenas
Practicas de Fabricación).
Mantener en perfecto orden el área de trabajo, a fin de cumplir con normas de
higiene y seguridad industrial.
17
3.3. Descripción de las actividades realizadas.
Durante la primera semana en la empresa se llevaron a cabo actividades de
carácter formativo con el propósito de cumplir con los criterios establecidos por la
política de la empresa, así como las disposiciones legislativas de seguridad y salud en
el trabajo y el ambiente. Entre estas actividades se encuentran:
El reconocimiento del laboratorio de aseguramiento de la calidad, las
secciones que lo conforman, así como el personal que labora dentro del
mismo, equipos a emplear durante el tiempo establecido y las diversas normas
sobre las cuales se rige el mismo.
Lectura de manuales de análisis fisicoquímicos, a fin de familiarizarse con la
normativa a través la cual se rigen los distintos análisis del día a día.
Se recibió la respectiva charla de higiene y seguridad industrial, en la cual se
dio a conocer la forma correcta de manipulación de alimentos, a fin de
mantener la inocuidad de los mismos; así como los riesgos a los que se esta
expuesto dentro de la planta y como prevenir los mismos mediante el uso de
equipos de protección personal facilitado por la empresa.
Se efectuó una visita dirigida hacia las diferentes aéreas de la planta con la
finalidad de adquirir conocimiento sobre la producción de la empresa, cuales
son los productos que elabora y la manera de como lo hacen.
El resto de las semanas se desempeñaron las actividades concernientes con el
objetivo principal y aunado a esto con el propósito de colaborar con los analistas e
inspectores de laboratorio se llevaron a cabo diversos análisis fisicoquímicos de
productos semi-elaborados y terminados.
18
3.3.1. Determinación de sólidos totales en los diversos productos lácteos:
Mediante un método gravimétrico se determino la carga de sólidos que permanece
luego de someter a un volumen determinado de muestra a calentamiento alrededor de
los 100–105ºC.
Procedimiento:
a. Tomar y pesar en una balanza analítica de alta precisión una capsula de petri
exenta de humedad (registrar pesada).
b. Tarar y pesar aproximadamente 2g de muestra y esparcir la misma
uniformemente sobre la placa (registrar pesada).
c. Introducir la capsula en una estufa a 100–105ºC durante 45min. Para el
análisis por microondas someter la muestra a calentamiento durante 2min.
d. Sacar la cápsula y colocarla en el desecador, dejar enfriar y posteriormente
volver a pesar.
e. Realizar los cálculos pertinentes y reportar los resultados obtenidos.
Nota: evitar el reposo de las muestras a analizar.
Resultados:
%S.T = Solidez total
Cv = masa capsula vacía
Cm = masa capsula mas muestra
M = masa de la muestra
Este análisis se realizo por quintuplicado por ambos métodos durante varias
semanas con el objeto de evaluar la repetitibilidad y reproducibilidad en el tiempo de
los resultados.
En función de la data recabada se realizo el análisis estadístico pertinente, un
análisis de varianza mediante una matriz ANOVA, así como un estudio de

19
distribución normal, el cual permitiría comparar si el método implementado (análisis
por microondas), difiere significativamente del método normalizado (análisis por
estufa).
3.3.2. Determinación de sólidos en suspensión:
Se empleo el método mecánico de centrifugación con el propósito de evaluar la
cantidad de sólidos no disueltos para néctares UHT terminado.
Procedimiento:
a. Llenar un tubo de centrifuga de 50ml con el producto a analizar.
b. Introducir el tubo en una centrifugadora tipo basculante durante 10min a 1500
rpm.
c. Sacar el tubo y leer el volumen de sólido sedimentado.
d. Realizar el cálculo pertinente y reportar el valor obtenido.
Resultado:
%S.S = sólidos no disueltos.
Vs = volumen de solido sedimentado.
V = capacidad del tubo de centrifuga.
3.3.3. Determinación de acidez titulable:
Se empleo un análisis volumétrico para determinar el porcentaje de acido cítrico
en cítricos y acido láctico en lácteos, mediante una valoración acido base con
hidróxido de sodio 0,1N, empleando fenolftaleína como indicador.
Procedimiento:
a. Tomar en una fiola exenta de humedad 10ml de muestra a analizar.
b. Adicionar unas gotas de fenolftaleína al 1% en etanol.
c. Valorar con NaOH 0,1N hasta observar el viraje del indicador. (registrar el
volumen gastado de álcali).
d. Realizar el cálculo pertinente y reportar el valor obtenido.
20
Resultados:
%Acidez = gramos de acido por 100ml de solución.
VNaOH = volumen de álcali gastado en la valoración (ml)
NNaOH = concentración del álcali (N)
Peq = peso equivalente del acido en cuestión. (u.m.a)
Vm = volumen tomado de muestra (ml)
3.3.4. Determinación de viscosidad:
Se empleo un método automatizado a fin de evaluar la viscosidad de algunos
productos lácteos semi-elaborados y envasados mediante un viscosímetro Brookfield,
con el objeto de mantener dentro de especificación la textura de dichos productos.
Procedimiento:
a. Tomar en un beaker de plástico 400ml del producto.
b. Seleccionar la aguja ideal en función de las características de cada producto.
c. Medir la viscosidad del mismo tomando en consideración el mejor porcentaje
de eficiencia de la medición.
d. Reportar el valor medido.
3.3.5. Determinación de ºBrix:
Se hizo uso de un método óptico como la refractometria para determinar cantidad
de sólidos solubles (azucares y ácidos) presentes en productos semi-elaborados y
terminados, a fin de mantenerlos dentro de los estándares de calidad.
Procedimiento:
a. Medir mediante un refractómetro de mesa los ºBrix de una pequeña cantidad
de muestra.
b. Reportar el valor medido.

21
3.4. Análisis de Resultados.
Los siguientes resultados se obtuvieron a partir de un contraste de significación y
un análisis de varianza mediante una matriz (ANOVA):
Prueba Resultados
%Sólidos Totales
El contraste t de student revelo que a un 98% de
confianza las medias experimentales obtenidas por
ambos métodos, en bebidas chocolatadas y chicha, no
difieren significativamente; lo que indica la no
existencia de errores sistemáticos atribuidos a equipos o
instrumentos de análisis, al método o al analista. La
medias de distribución obtenida para el resto de los
productos como frigurt liquido, base yoka duce y base
yoka natural, si presentan diferencias significativas, la
cual pudiese estar asociada a la gran variabilidad que
presenta el parámetro ºBrix en dichos productos.
En lo que respecta a la variable precisión, ambos
métodos son muy precisos, como lo refleja los valores
de desviación estándar obtenidos en el estudio de los
distintos productos, lo que indica la poca o no
existencia de errores aleatorios debidos a numerosas
variables no controladas que son parte inevitable de
toda medición física o química.
El parámetro evaluado es reproducible en el tiempo,
lo cual se puede apreciar en los diagramas de punto (ver
anexos); esto permite afirmar que los resultados no se
encuentran alejados de la realidad.
22
CONCLUSIONES
Se podría implementar el análisis por microondas en la liberación de
derivados lácteos, ya que el control estadístico revelo que para ciertos
productos no existe una gran diferencia o variabilidad en los resultados
obtenidos por ambos métodos.
El análisis por microondas requiere un tiempo estimado de entre cinco y seis
minutos para la emisión de resultados, un tiempo bastante aceptable para la
liberación de productos lácteos.
En INDULAC MIRANDA C.A. cada análisis químico se encuentra
respaldado según las normas COVENIN y FONDONORMA.
Un conocimiento previo de las normas de seguridad es óptimo para evitar
cualquier tipo de incidente que pueda ocurrir dentro de las instalaciones de la
empresa.
La labor desempeñada permitió afianzar los conocimientos teóricos previos y
lograr un buen desenvolvimiento laboral.

23
APORTES PARA LA EMPRESA
La Realización de un seguimiento detallado mediante la evaluación de unos
de los parámetros de calidad en los productos lácteos, a fin de implementar un
nuevo método en la liberación de los mismos.
La documentación de cada uno de los resultados obtenidos para los diferentes
sistemas de medición.
Los gráficos de: control, de distribución normal y diagramas de puntos
realizados a partir de una hoja de cálculo en EXCEL.
La identificación de variables que podrían afectar ciertos parámetros de
calidad.

24
RECOMENDACIONES
Realizar un seguimiento trimestral en cuanto a la determinación de sólidos
totales por ambos métodos a fin de evaluar la dispersión de los resultados
arrojados por los mismos.
Registrar fielmente los datos, es decir que los valores registrados sean los
obtenidos en la observación.
Los instrumentos de medición deben estar calibrados y con un mantenimiento
programado para conservarlos en buen estado.
Conocer a cabalidad los procedimientos internos y normas de calidad que
rigen cada análisis para así tener un mejor desempeño.
Mantener en orden y limpieza el área de trabajo a fin de cumplir las normas de
higiene y seguridad industrial.
En caso de presentar alguna incertidumbre con un método consultar la norma
correspondiente.
25
REFERENCIAS BIBLIOGRAFICAS
1. Miller, J. N. y Miller, J. C. (2002). Estadística y Quimiometría para Química
Analítica. (4ª. Ed.). Edit. Pearson. Madrid-España.
2. COVENIN 658-1997. Determinación de acidez titulable en leche y derivados.
3. COVENIN 1151-1977. Determinación de acidez titulable en frutas y
derivados.
4. COVENIN 1300-1977. Determinación de viscosidad en frutas y derivados.
5. COVENIN 932-1997. Determinación de sólidos totales en leche y derivados.
6. CONENIN 924-1983. Determinación de sólidos solubles en frutas y derivados.
7. COVENIN 1343-1978. Determinación de sólidos en suspensión en frutas,
vegetales y derivados.
8. COVENIN 1315-1979. Determinación de pH (acidez iónica).

26
ANEXOS
A continuación se muestran las tablas que contienen los resultados de cada
medición, así como los gráficos empleados para el análisis de los métodos de
medición, obtenidos a partir de la hoja de cálculo EXCEL.
27
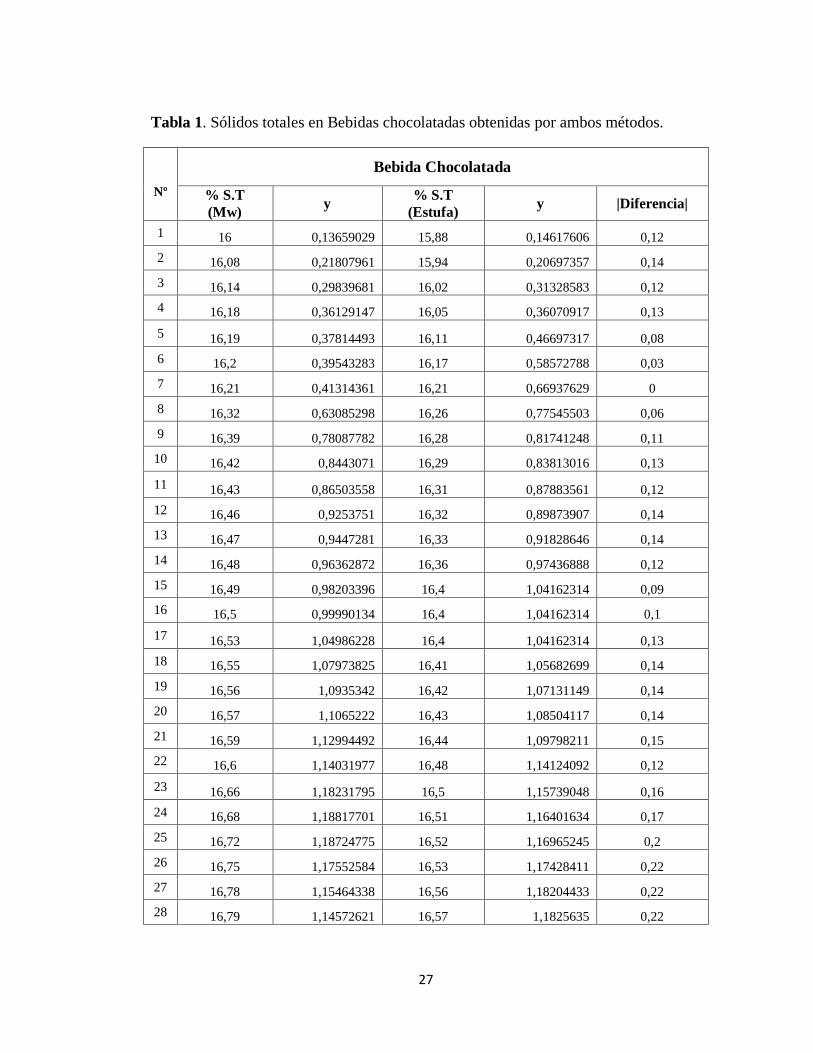
Tabla 1. Sólidos totales en Bebidas chocolatadas obtenidas por ambos métodos.
Nº
Bebida Chocolatada
% S.T
(Mw) y
% S.T
(Estufa) y |Diferencia|
1 16 0,13659029 15,88 0,14617606 0,12
2 16,08 0,21807961 15,94 0,20697357 0,14
3 16,14 0,29839681 16,02 0,31328583 0,12
4 16,18 0,36129147 16,05 0,36070917 0,13
5 16,19 0,37814493 16,11 0,46697317 0,08
6 16,2 0,39543283 16,17 0,58572788 0,03
7 16,21 0,41314361 16,21 0,66937629 0
8 16,32 0,63085298 16,26 0,77545503 0,06
9 16,39 0,78087782 16,28 0,81741248 0,11
10 16,42 0,8443071 16,29 0,83813016 0,13
11 16,43 0,86503558 16,31 0,87883561 0,12
12 16,46 0,9253751 16,32 0,89873907 0,14
13 16,47 0,9447281 16,33 0,91828646 0,14
14 16,48 0,96362872 16,36 0,97436888 0,12
15 16,49 0,98203396 16,4 1,04162314 0,09
16 16,5 0,99990134 16,4 1,04162314 0,1
17 16,53 1,04986228 16,4 1,04162314 0,13
18 16,55 1,07973825 16,41 1,05682699 0,14
19 16,56 1,0935342 16,42 1,07131149 0,14
20 16,57 1,1065222 16,43 1,08504117 0,14
21 16,59 1,12994492 16,44 1,09798211 0,15
22 16,6 1,14031977 16,48 1,14124092 0,12
23 16,66 1,18231795 16,5 1,15739048 0,16
24 16,68 1,18817701 16,51 1,16401634 0,17
25 16,72 1,18724775 16,52 1,16965245 0,2
26 16,75 1,17552584 16,53 1,17428411 0,22
27 16,78 1,15464338 16,56 1,18204433 0,22
28 16,79 1,14572621 16,57 1,1825635 0,22
28
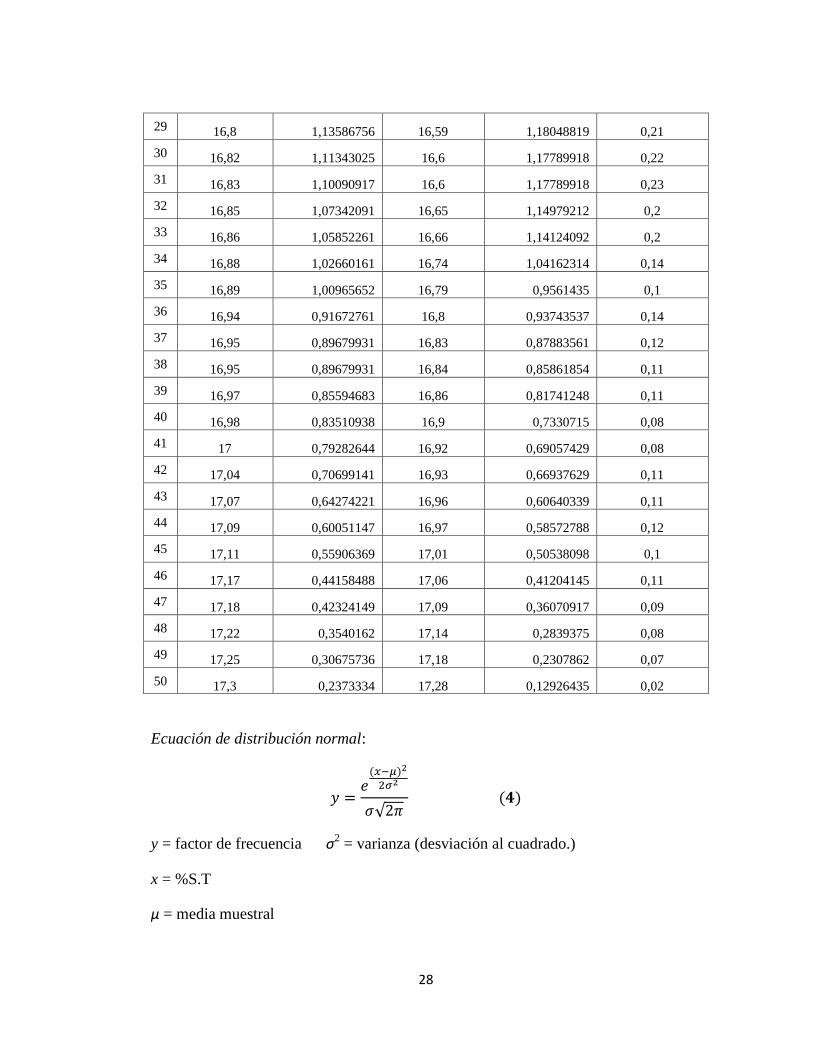
29 16,8 1,13586756 16,59 1,18048819 0,21
30 16,82 1,11343025 16,6 1,17789918 0,22
31 16,83 1,10090917 16,6 1,17789918 0,23
32 16,85 1,07342091 16,65 1,14979212 0,2
33 16,86 1,05852261 16,66 1,14124092 0,2
34 16,88 1,02660161 16,74 1,04162314 0,14
35 16,89 1,00965652 16,79 0,9561435 0,1
36 16,94 0,91672761 16,8 0,93743537 0,14
37 16,95 0,89679931 16,83 0,87883561 0,12
38 16,95 0,89679931 16,84 0,85861854 0,11
39 16,97 0,85594683 16,86 0,81741248 0,11
40 16,98 0,83510938 16,9 0,7330715 0,08
41 17 0,79282644 16,92 0,69057429 0,08
42 17,04 0,70699141 16,93 0,66937629 0,11
43 17,07 0,64274221 16,96 0,60640339 0,11
44 17,09 0,60051147 16,97 0,58572788 0,12
45 17,11 0,55906369 17,01 0,50538098 0,1
46 17,17 0,44158488 17,06 0,41204145 0,11
47 17,18 0,42324149 17,09 0,36070917 0,09
48 17,22 0,3540162 17,14 0,2839375 0,08
49 17,25 0,30675736 17,18 0,2307862 0,07
50 17,3 0,2373334 17,28 0,12926435 0,02
Ecuación de distribución normal:
y = factor de frecuencia σ2 = varianza (desviación al cuadrado.)
x = %S.T
μ = media muestral
29
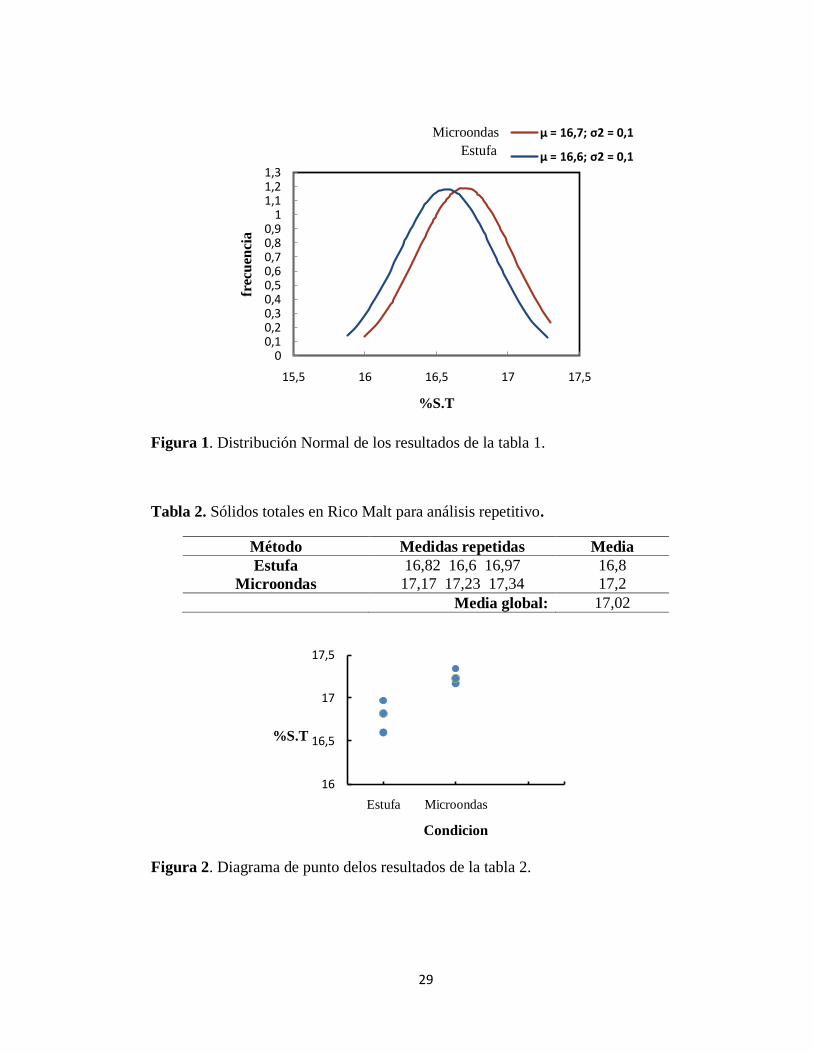
Figura 1. Distribución Normal de los resultados de la tabla 1.
Tabla 2. Sólidos totales en Rico Malt para análisis repetitivo.
Método Medidas repetidas Media
Estufa 16,82 16,6 16,97 16,8
Microondas 17,17 17,23 17,34 17,2
Media global: 17,02
Figura 2. Diagrama de punto delos resultados de la tabla 2.
00,10,20,30,40,50,60,70,80,9
11,11,21,3
15,5 16 16,5 17 17,5
frec
uen
cia
%S.T
μ = 16,7; σ2 = 0,1
μ = 16,6; σ2 = 0,1
16
16,5
17
17,5
Estufa Microondas
%S.T
Condicion
Microondas
Estufa
30
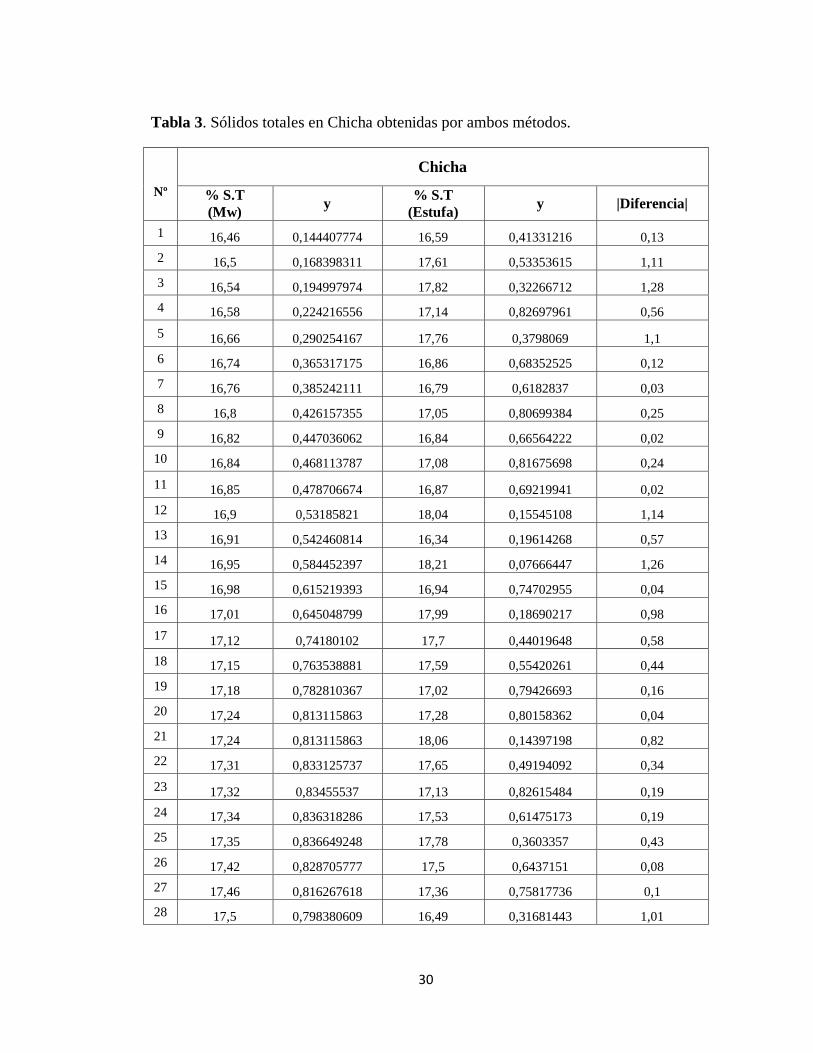
Tabla 3. Sólidos totales en Chicha obtenidas por ambos métodos.
Nº
Chicha
% S.T
(Mw) y
% S.T
(Estufa) y |Diferencia|
1 16,46 0,144407774 16,59 0,41331216 0,13
2 16,5 0,168398311 17,61 0,53353615 1,11
3 16,54 0,194997974 17,82 0,32266712 1,28
4 16,58 0,224216556 17,14 0,82697961 0,56
5 16,66 0,290254167 17,76 0,3798069 1,1
6 16,74 0,365317175 16,86 0,68352525 0,12
7 16,76 0,385242111 16,79 0,6182837 0,03
8 16,8 0,426157355 17,05 0,80699384 0,25
9 16,82 0,447036062 16,84 0,66564222 0,02
10 16,84 0,468113787 17,08 0,81675698 0,24
11 16,85 0,478706674 16,87 0,69219941 0,02
12 16,9 0,53185821 18,04 0,15545108 1,14
13 16,91 0,542460814 16,34 0,19614268 0,57
14 16,95 0,584452397 18,21 0,07666447 1,26
15 16,98 0,615219393 16,94 0,74702955 0,04
16 17,01 0,645048799 17,99 0,18690217 0,98
17 17,12 0,74180102 17,7 0,44019648 0,58
18 17,15 0,763538881 17,59 0,55420261 0,44
19 17,18 0,782810367 17,02 0,79426693 0,16
20 17,24 0,813115863 17,28 0,80158362 0,04
21 17,24 0,813115863 18,06 0,14397198 0,82
22 17,31 0,833125737 17,65 0,49194092 0,34
23 17,32 0,83455537 17,13 0,82615484 0,19
24 17,34 0,836318286 17,53 0,61475173 0,19
25 17,35 0,836649248 17,78 0,3603357 0,43
26 17,42 0,828705777 17,5 0,6437151 0,08
27 17,46 0,816267618 17,36 0,75817736 0,1
28 17,5 0,798380609 16,49 0,31681443 1,01
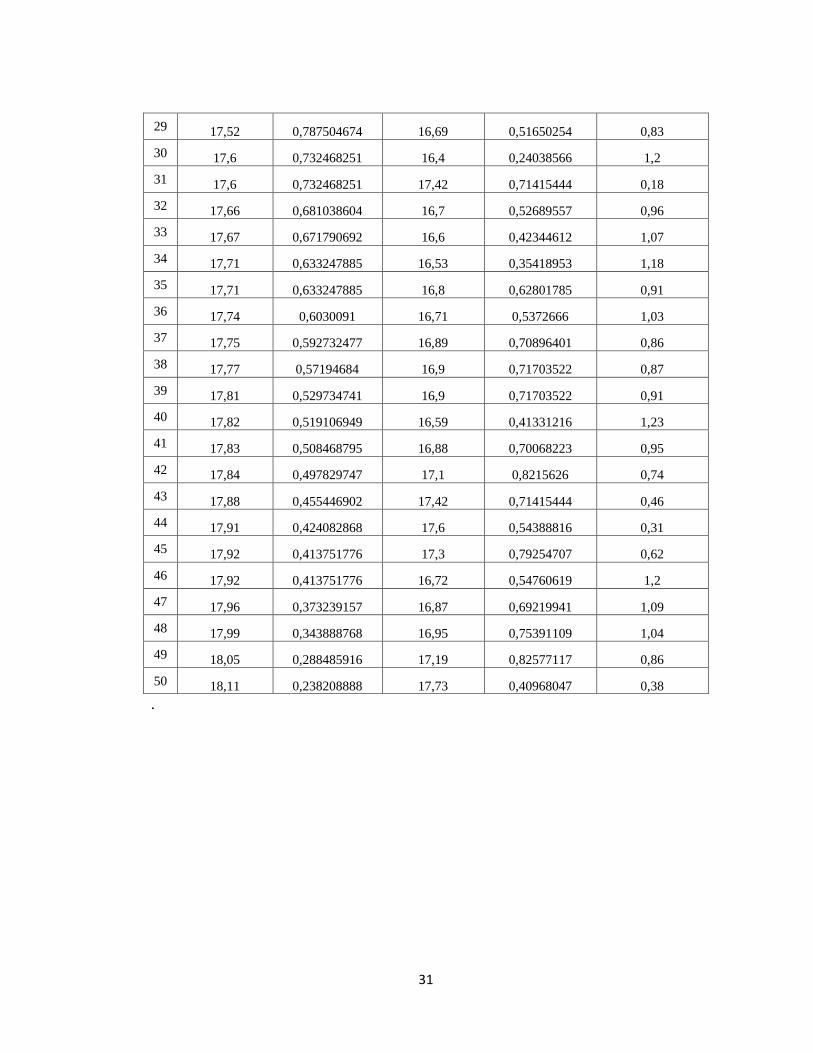
31
29 17,52 0,787504674 16,69 0,51650254 0,83
30 17,6 0,732468251 16,4 0,24038566 1,2
31 17,6 0,732468251 17,42 0,71415444 0,18
32 17,66 0,681038604 16,7 0,52689557 0,96
33 17,67 0,671790692 16,6 0,42344612 1,07
34 17,71 0,633247885 16,53 0,35418953 1,18
35 17,71 0,633247885 16,8 0,62801785 0,91
36 17,74 0,6030091 16,71 0,5372666 1,03
37 17,75 0,592732477 16,89 0,70896401 0,86
38 17,77 0,57194684 16,9 0,71703522 0,87
39 17,81 0,529734741 16,9 0,71703522 0,91
40 17,82 0,519106949 16,59 0,41331216 1,23
41 17,83 0,508468795 16,88 0,70068223 0,95
42 17,84 0,497829747 17,1 0,8215626 0,74
43 17,88 0,455446902 17,42 0,71415444 0,46
44 17,91 0,424082868 17,6 0,54388816 0,31
45 17,92 0,413751776 17,3 0,79254707 0,62
46 17,92 0,413751776 16,72 0,54760619 1,2
47 17,96 0,373239157 16,87 0,69219941 1,09
48 17,99 0,343888768 16,95 0,75391109 1,04
49 18,05 0,288485916 17,19 0,82577117 0,86
50 18,11 0,238208888 17,73 0,40968047 0,38
.
32
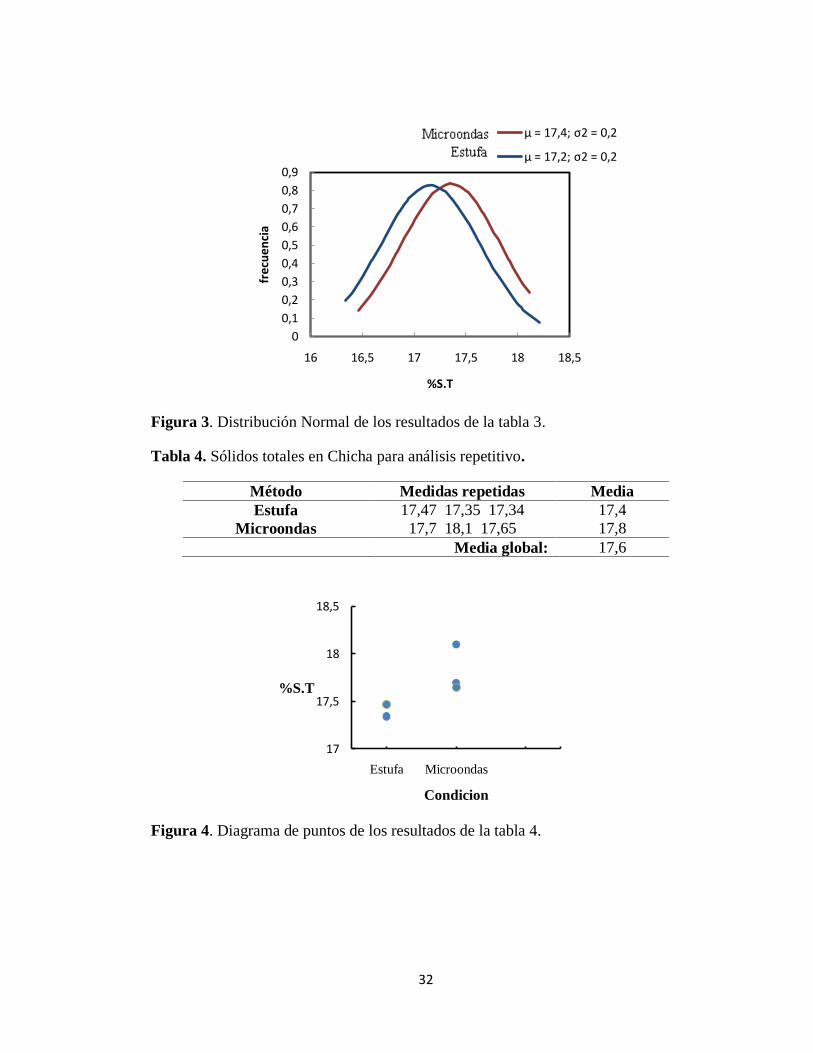
Figura 3. Distribución Normal de los resultados de la tabla 3.
Tabla 4. Sólidos totales en Chicha para análisis repetitivo.
Método Medidas repetidas Media
Estufa 17,47 17,35 17,34 17,4
Microondas 17,7 18,1 17,65 17,8
Media global: 17,6
Figura 4. Diagrama de puntos de los resultados de la tabla 4.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
16 16,5 17 17,5 18 18,5
frecuen
cia
%S.T
μ = 17,4; σ2 = 0,2
μ = 17,2; σ2 = 0,2
17
17,5
18
18,5
Estufa Microondas
%S.T
Condicion
33
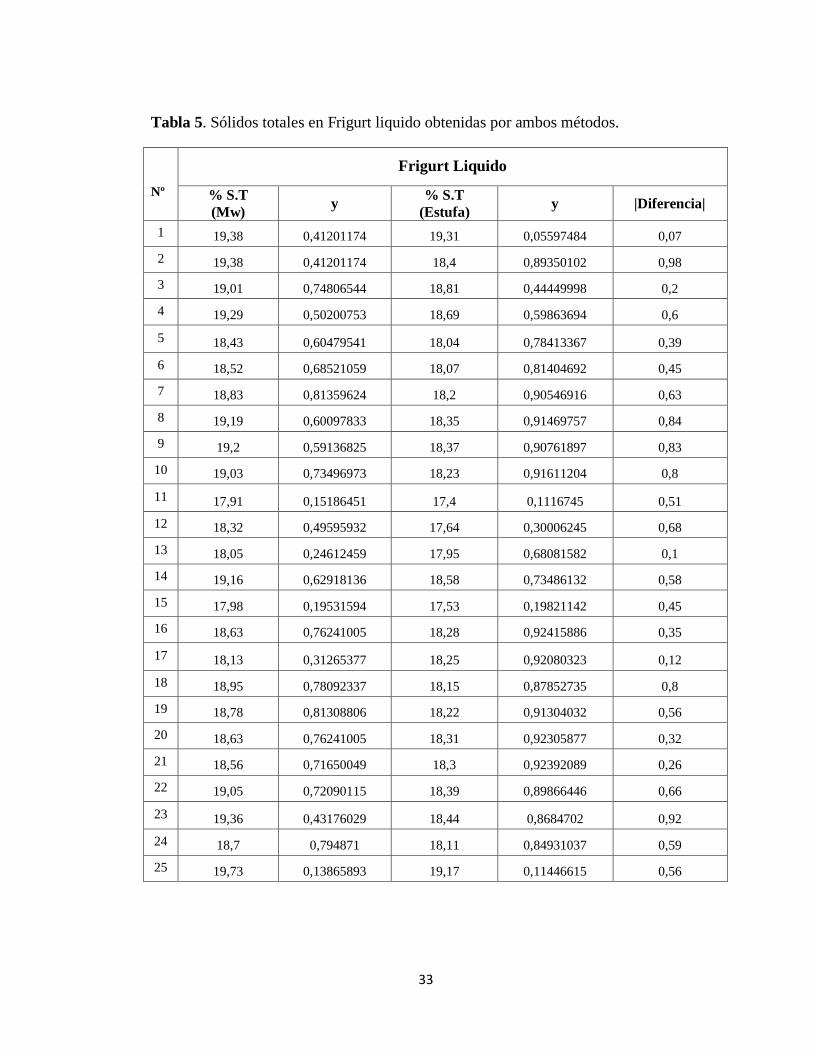
Tabla 5. Sólidos totales en Frigurt liquido obtenidas por ambos métodos.
Nº
Frigurt Liquido
% S.T
(Mw) y
% S.T
(Estufa) y |Diferencia|
1 19,38 0,41201174 19,31 0,05597484 0,07
2 19,38 0,41201174 18,4 0,89350102 0,98
3 19,01 0,74806544 18,81 0,44449998 0,2
4 19,29 0,50200753 18,69 0,59863694 0,6
5 18,43 0,60479541 18,04 0,78413367 0,39
6 18,52 0,68521059 18,07 0,81404692 0,45
7 18,83 0,81359624 18,2 0,90546916 0,63
8 19,19 0,60097833 18,35 0,91469757 0,84
9 19,2 0,59136825 18,37 0,90761897 0,83
10 19,03 0,73496973 18,23 0,91611204 0,8
11 17,91 0,15186451 17,4 0,1116745 0,51
12 18,32 0,49595932 17,64 0,30006245 0,68
13 18,05 0,24612459 17,95 0,68081582 0,1
14 19,16 0,62918136 18,58 0,73486132 0,58
15 17,98 0,19531594 17,53 0,19821142 0,45
16 18,63 0,76241005 18,28 0,92415886 0,35
17 18,13 0,31265377 18,25 0,92080323 0,12
18 18,95 0,78092337 18,15 0,87852735 0,8
19 18,78 0,81308806 18,22 0,91304032 0,56
20 18,63 0,76241005 18,31 0,92305877 0,32
21 18,56 0,71650049 18,3 0,92392089 0,26
22 19,05 0,72090115 18,39 0,89866446 0,66
23 19,36 0,43176029 18,44 0,8684702 0,92
24 18,7 0,794871 18,11 0,84931037 0,59
25 19,73 0,13865893 19,17 0,11446615 0,56
34
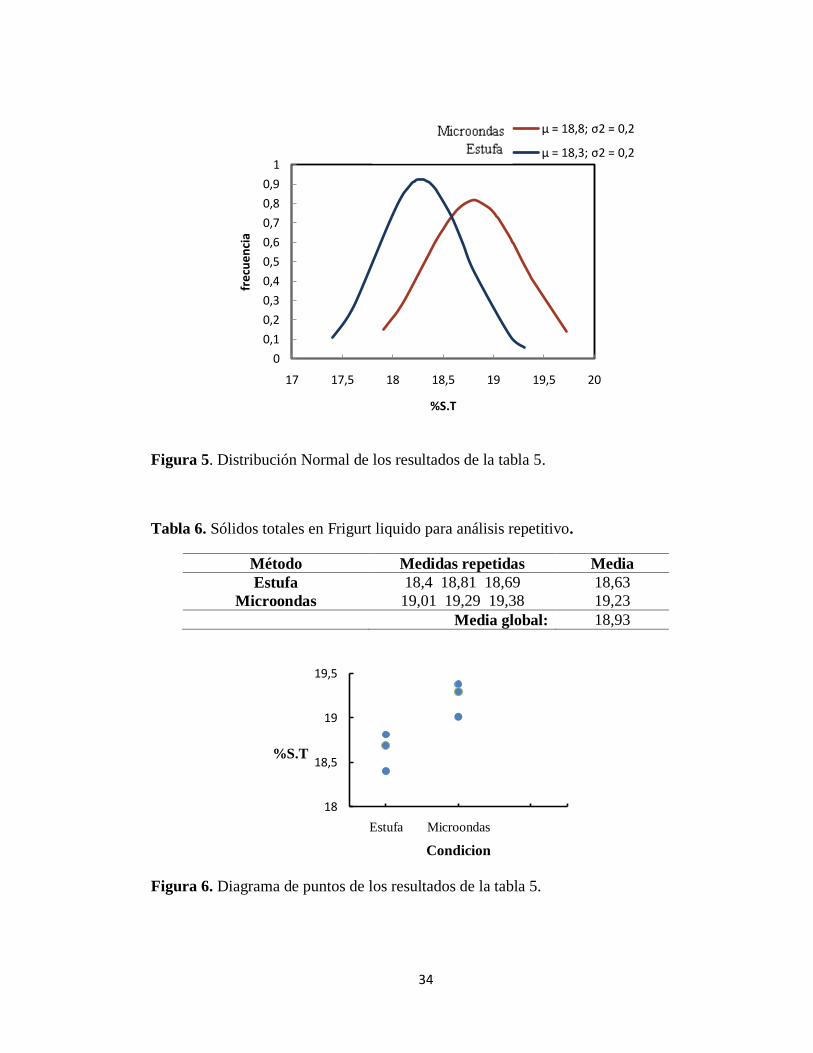
Figura 5. Distribución Normal de los resultados de la tabla 5.
Tabla 6. Sólidos totales en Frigurt liquido para análisis repetitivo.
Método Medidas repetidas Media
Estufa 18,4 18,81 18,69 18,63
Microondas 19,01 19,29 19,38 19,23
Media global: 18,93
Figura 6. Diagrama de puntos de los resultados de la tabla 5.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
17 17,5 18 18,5 19 19,5 20
frecuen
cia
%S.T
μ = 18,8; σ2 = 0,2
μ = 18,3; σ2 = 0,2
18
18,5
19
19,5
Estufa Microondas
%S.T
Condicion
35
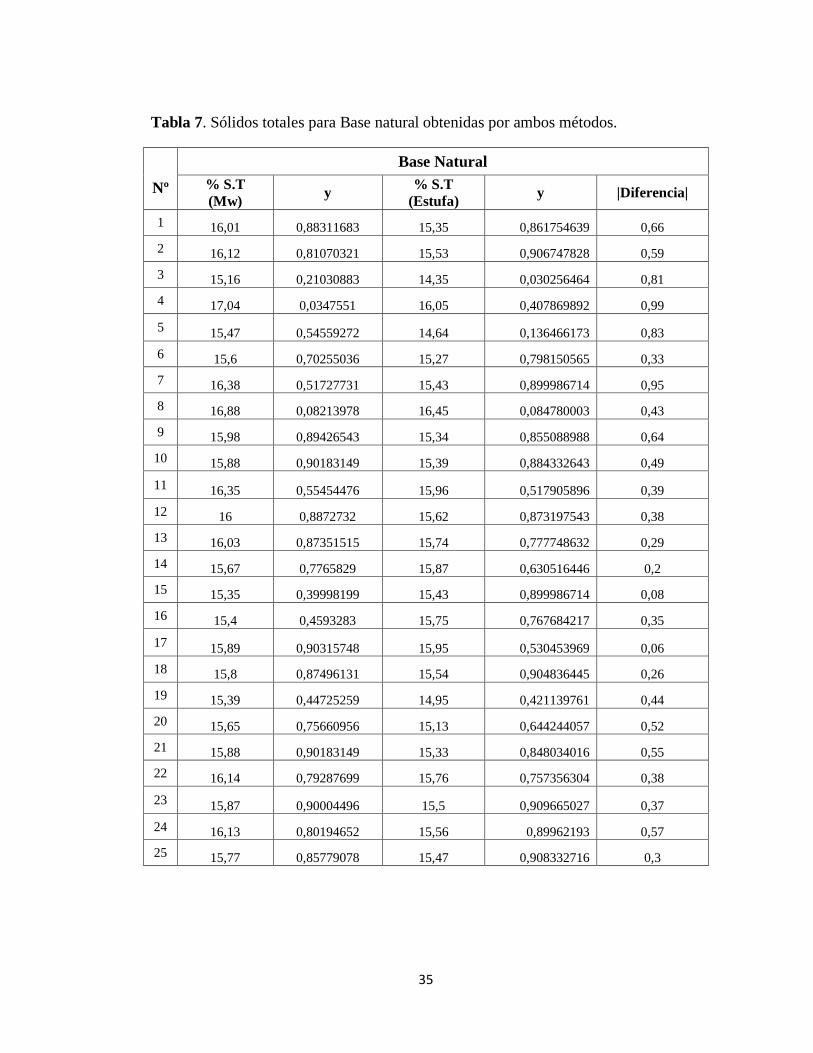
Tabla 7. Sólidos totales para Base natural obtenidas por ambos métodos.
Nº
Base Natural
% S.T
(Mw) y
% S.T
(Estufa) y |Diferencia|
1 16,01 0,88311683 15,35 0,861754639 0,66
2 16,12 0,81070321 15,53 0,906747828 0,59
3 15,16 0,21030883 14,35 0,030256464 0,81
4 17,04 0,0347551 16,05 0,407869892 0,99
5 15,47 0,54559272 14,64 0,136466173 0,83
6 15,6 0,70255036 15,27 0,798150565 0,33
7 16,38 0,51727731 15,43 0,899986714 0,95
8 16,88 0,08213978 16,45 0,084780003 0,43
9 15,98 0,89426543 15,34 0,855088988 0,64
10 15,88 0,90183149 15,39 0,884332643 0,49
11 16,35 0,55454476 15,96 0,517905896 0,39
12 16 0,8872732 15,62 0,873197543 0,38
13 16,03 0,87351515 15,74 0,777748632 0,29
14 15,67 0,7765829 15,87 0,630516446 0,2
15 15,35 0,39998199 15,43 0,899986714 0,08
16 15,4 0,4593283 15,75 0,767684217 0,35
17 15,89 0,90315748 15,95 0,530453969 0,06
18 15,8 0,87496131 15,54 0,904836445 0,26
19 15,39 0,44725259 14,95 0,421139761 0,44
20 15,65 0,75660956 15,13 0,644244057 0,52
21 15,88 0,90183149 15,33 0,848034016 0,55
22 16,14 0,79287699 15,76 0,757356304 0,38
23 15,87 0,90004496 15,5 0,909665027 0,37
24 16,13 0,80194652 15,56 0,89962193 0,57
25 15,77 0,85779078 15,47 0,908332716 0,3
36
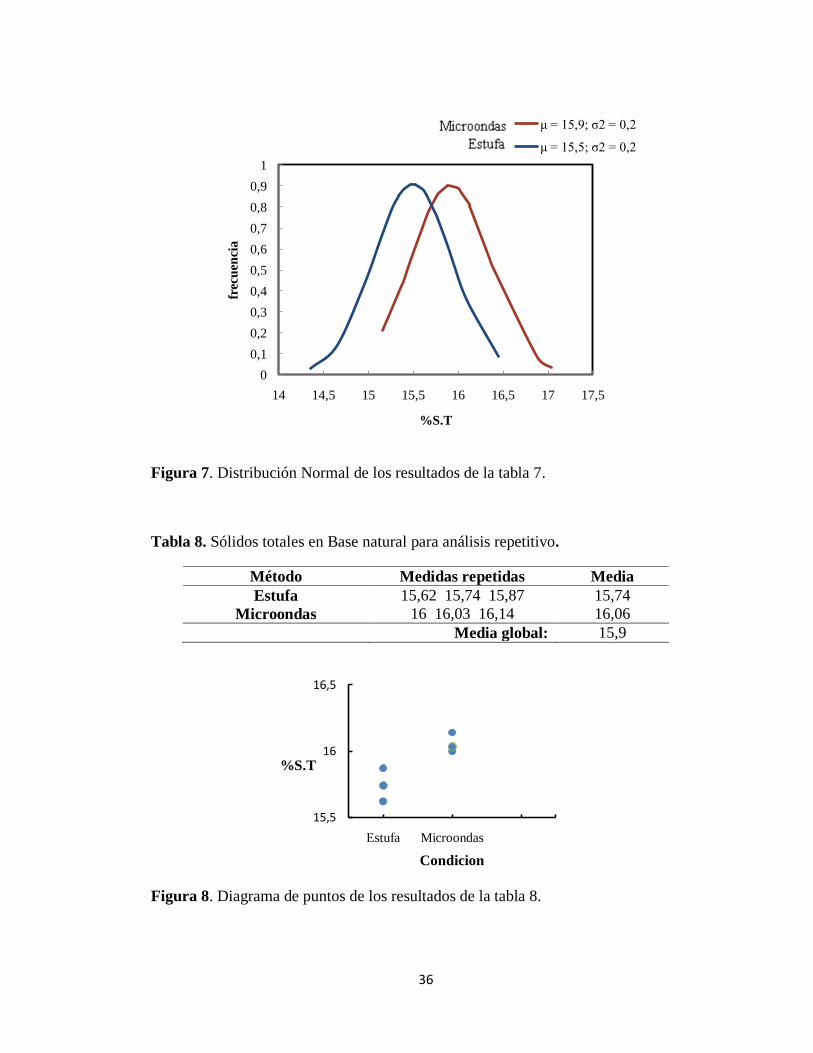
Figura 7. Distribución Normal de los resultados de la tabla 7.
Tabla 8. Sólidos totales en Base natural para análisis repetitivo.
Método Medidas repetidas Media
Estufa 15,62 15,74 15,87 15,74
Microondas 16 16,03 16,14 16,06
Media global: 15,9
Figura 8. Diagrama de puntos de los resultados de la tabla 8.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
14 14,5 15 15,5 16 16,5 17 17,5
frec
uen
cia
%S.T
μ = 15,9; σ2 = 0,2
μ = 15,5; σ2 = 0,2
15,5
16
16,5
Estufa Microondas
%S.T
Condicion
37
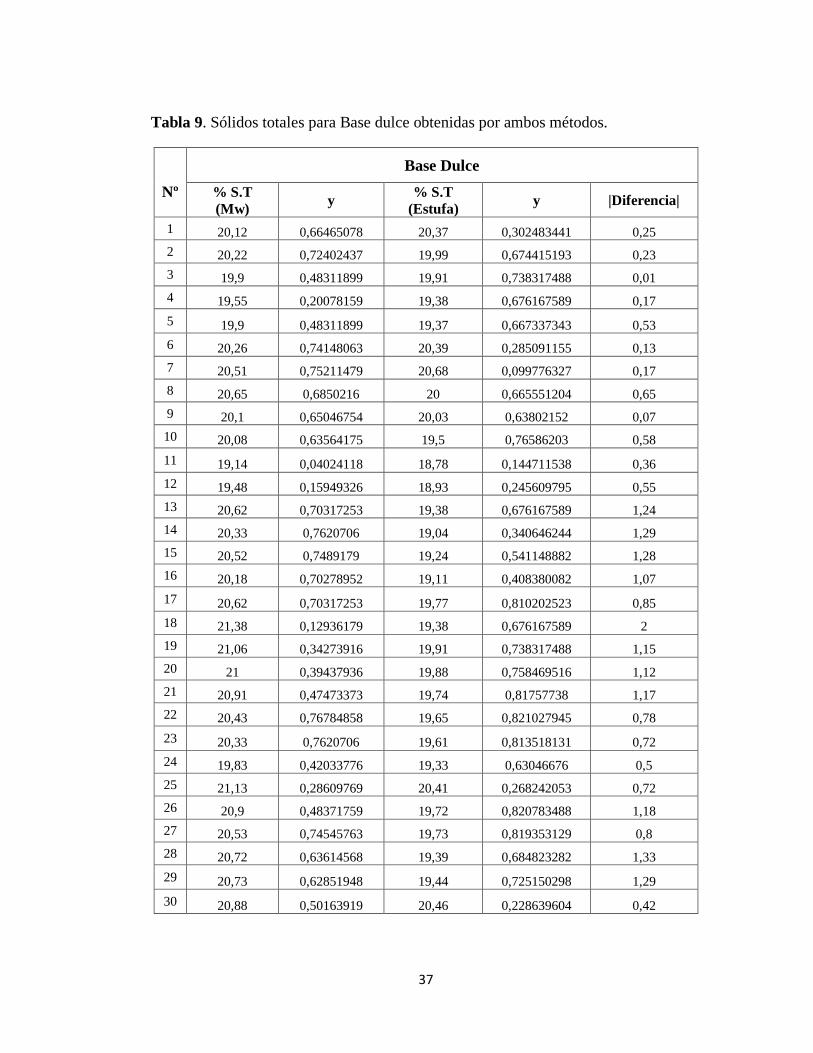
Tabla 9. Sólidos totales para Base dulce obtenidas por ambos métodos.
Nº
Base Dulce
% S.T
(Mw) y
% S.T
(Estufa) y |Diferencia|
1 20,12 0,66465078 20,37 0,302483441 0,25
2 20,22 0,72402437 19,99 0,674415193 0,23
3 19,9 0,48311899 19,91 0,738317488 0,01
4 19,55 0,20078159 19,38 0,676167589 0,17
5 19,9 0,48311899 19,37 0,667337343 0,53
6 20,26 0,74148063 20,39 0,285091155 0,13
7 20,51 0,75211479 20,68 0,099776327 0,17
8 20,65 0,6850216 20 0,665551204 0,65
9 20,1 0,65046754 20,03 0,63802152 0,07
10 20,08 0,63564175 19,5 0,76586203 0,58
11 19,14 0,04024118 18,78 0,144711538 0,36
12 19,48 0,15949326 18,93 0,245609795 0,55
13 20,62 0,70317253 19,38 0,676167589 1,24
14 20,33 0,7620706 19,04 0,340646244 1,29
15 20,52 0,7489179 19,24 0,541148882 1,28
16 20,18 0,70278952 19,11 0,408380082 1,07
17 20,62 0,70317253 19,77 0,810202523 0,85
18 21,38 0,12936179 19,38 0,676167589 2
19 21,06 0,34273916 19,91 0,738317488 1,15
20 21 0,39437936 19,88 0,758469516 1,12
21 20,91 0,47473373 19,74 0,81757738 1,17
22 20,43 0,76784858 19,65 0,821027945 0,78
23 20,33 0,7620706 19,61 0,813518131 0,72
24 19,83 0,42033776 19,33 0,63046676 0,5
25 21,13 0,28609769 20,41 0,268242053 0,72
26 20,9 0,48371759 19,72 0,820783488 1,18
27 20,53 0,74545763 19,73 0,819353129 0,8
28 20,72 0,63614568 19,39 0,684823282 1,33
29 20,73 0,62851948 19,44 0,725150298 1,29
30 20,88 0,50163919 20,46 0,228639604 0,42
38
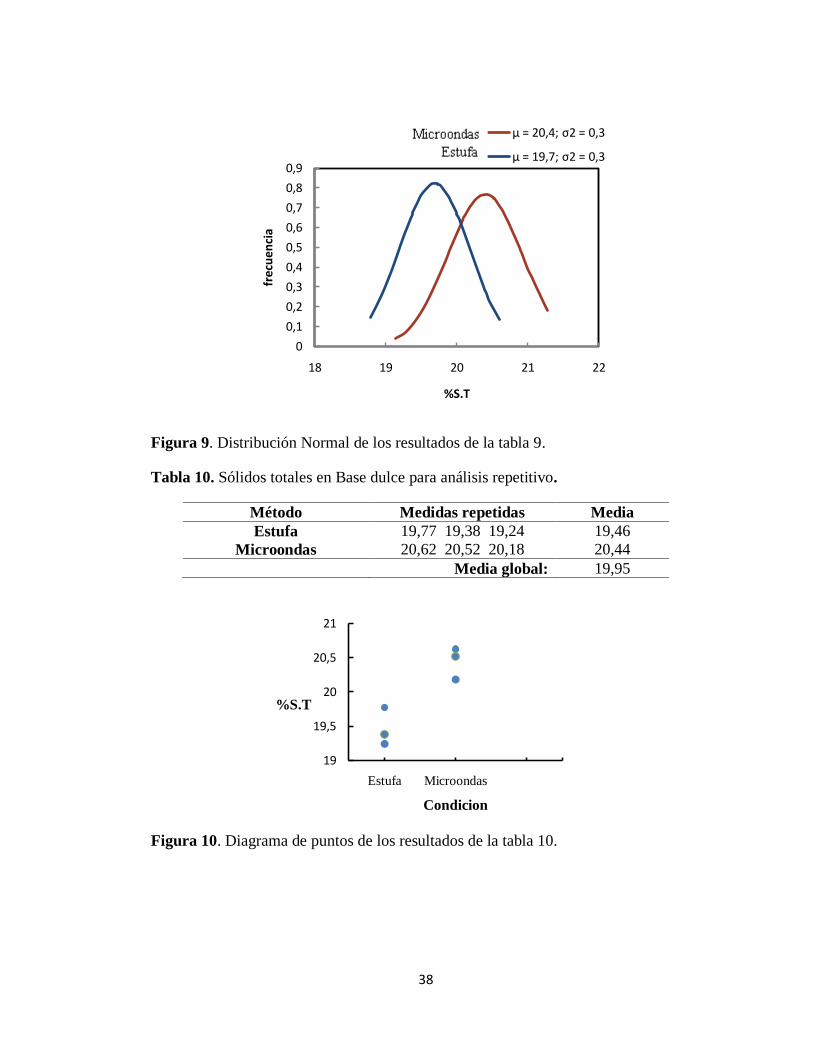
Figura 9. Distribución Normal de los resultados de la tabla 9.
Tabla 10. Sólidos totales en Base dulce para análisis repetitivo.
Método Medidas repetidas Media
Estufa 19,77 19,38 19,24 19,46
Microondas 20,62 20,52 20,18 20,44
Media global: 19,95
Figura 10. Diagrama de puntos de los resultados de la tabla 10.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
18 19 20 21 22
frecuen
cia
%S.T
μ = 20,4; σ2 = 0,3
μ = 19,7; σ2 = 0,3
19
19,5
20
20,5
21
Estufa Microondas
%S.T
Condicion
39
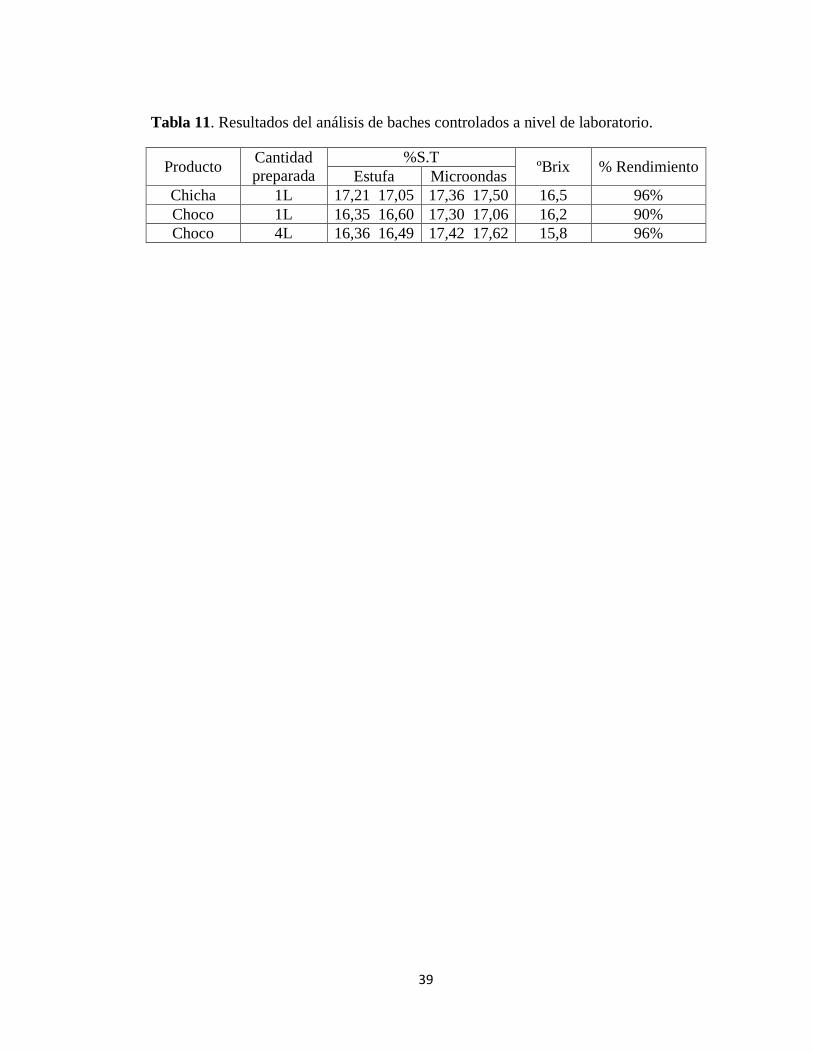
Tabla 11. Resultados del análisis de baches controlados a nivel de laboratorio.
Producto Cantidad
preparada
%S.T ºBrix % Rendimiento
Estufa Microondas
Chicha 1L 17,21 17,05 17,36 17,50 16,5 96%
Choco 1L 16,35 16,60 17,30 17,06 16,2 90%
Choco 4L 16,36 16,49 17,42 17,62 15,8 96%