pasantias ii
TRANSCRIPT
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 1/53
UNIVERSIDAD NACIONAL EXPERIMENTAL
FRANCISCO DE MIRANDA
ÁREA DE TECNOLOGÍA
PROGRAMA DE INGENIERÍA QUÍMICA
UNIDAD CURRICULAR: PASANTÍAS II
Diagnóstico de las Líneas de Transferencia de Crudo de las Áreas
Operacionales de PDVSA Producción Gas Anaco
Realizado por:
Charlys G. Benítez. P
C.I.: 16.196.918
Tutor Académico:
Ing. MSc. Roque Quevedo
C.I: 12.497.912
Tutor Industrial:
Ing. Rohammed CastilloC.I: 8.285.162
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 2/53
Punto Fijo, Febrero de 2009
2
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 3/53
UNIVERSIDAD NACIONAL EXPERIMENTAL
FRANCISCO DE MIRANDA
ÁREA DE TECNOLOGÍA
PROGRAMA DE INGENIERÍA QUÍMICA
UNIDAD CURRICULAR: PASANTÍAS II
Diagnóstico de las Líneas de Transferencia de Crudo de las Áreas
Operacionales de PDVSA Producción Gas Anaco
Organización: P.D.V.S.A Distrito Gas Anaco
Ubicación: Avenida Bolívar zona industrial PDVSA Gas Anaco edificio Palmaven
oficina A-3.
Período: Desde el 11/09/08 hasta el 12/12/08
Tutor Industrial:Ing. Rohammed Castillo
C.I: 8.285.162
________________________
Tutor Académico:
Ing. MSc. Roque Quevedo
C.I: 12.497.912
________________________
Realizado por:
Charlys G. Benítez. P
C.I.: 16.196.918 ________________________
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 4/53
Capitulo 1 El Problema
Punto Fijo, Febrero de 2009
ÍNDICE
Pág.
Introducción 1
Contenido
Generalidades: 3
1. Breve descripción de la Empresa 3
Planteamiento del Problema 8
Objetivos de la Pasantía 10
Justificación e Importancia de la Pasantía 11
Alcance 12
2. Bases Teóricas que sustenten el trabajo de Pasantías 13
3. Descripción de las Actividades Realizadas 31
4. Presentación y Análisis de Resultados 35
Conclusiones y Recomendaciones 41
Fuentes Consultadas 43
Apéndices y/o Anexos 46
4
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 5/53
Capitulo 1 El Problema
INTRODUCCIÓN
En la industria del petróleo y del gas existe la necesidad de transportar grandes
volúmenes de producto en condiciones seguras, de manera rápida y considerando el
menor costo posible. De entre todos los medios empleados para el transporte de
hidrocarburos, las tuberías ofrecen los costos variables más bajos, así como un régimen
de operación altamente fiable. Por estas razones, el volumen de productos transportados
mediante estos sistemas representa una proporción muy alta con respecto al total.
La importancia de las líneas de transferencia de crudo como sistema de transporte,
es fundamental, tanto que son consideradas por algunos autores, como las arterias de un
sistema circulatorio de hidrocarburos, siendo comparado con el cuerpo humano, esto es
porque sirve como distribuidor de productos a grandes zonas consumidoras de forma
continua y no interrumpida.
Entre los medios de transporte de hidrocarburos se encuentran las líneas de
transferencia de crudo, estas líneas de transferencia sirven para enlazar de una forma
segura, rápida limpia (salvo accidentes) y a un costo incomparable con otros sistemas de
transporte, diversos puntos, pudiendo a través de ellas transportar petróleo crudo desde
las estaciones de bombeo, a las estaciones de descarga y patios de tanques.
El transporte de crudos por líneas de transferencia presenta una característica que
no comparten otros medios de transporte, dado que al bombear los diferentes productos
a través de estas, no existe una superficie de separación entre cada fase del fluido, y
cuando este viaja a lo largo del trayecto estas fases se mezclan en cierta medida y se
forma una interfase de producto combinado que puede causar problemas, los cuales se
traducen posteriormente en fallas del sistema.
5
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 6/53
Capitulo 1 El Problema
La frecuencia de uso, antigüedad y las condiciones ambientales y de operación a
que son sometidas estas líneas, las convierten en víctimas potenciales de fallas de
diversa índole provocando pérdidas de productos contaminación ambiental y en algunoscasos pérdidas de vidas humanas.
Por tal motivo, se ha propuesto la realización de este trabajo, a través del cual
se pretende identificar las cantidades, porcentajes y tipos de fallas existentes, así como
también determinar y comprender los mecanismos que las causan, diagnosticando así las
áreas operacionales y campos de producción más afectados, para ello se utilizarán como
herramientas, los historiales de fallas correspondientes al año 2008, el programa decálculo Microsoft Excel y técnicas directas de investigación.
El trabajo, está configurado por 4 secciones. En la primera, se plantea el problema,
se formulan los objetivos, así como la justificación y alcance del mismo; en la segunda,
se presentan las bases teóricas consideradas para el desarrollo de este trabajo; en la
tercera, se detallan y describen cada una de las actividades realizadas durante el avance
del mismo; en la cuarta, se analizan los resultados obtenidos para posteriormente
establecer las conclusiones y recomendaciones.
6
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 7/53
Capítulo 1 El Problema
1. GENERALIDADES
1.1. DESCRIPCIÓN DE LA INSTITUCIÓN.
Petróleos de Venezuela S.A. (PDVSA) es una empresa estatal venezolana que se
dedica a la explotación, producción, refinación, mercadeo y transporte del petróleo
venezolano. Fue creada por decreto presidencial N° 1.123 del 30 de Agosto de 1975 para
ejercer funciones de planificación, coordinación y supervisión de la industria petrolera
nacional al concluir el proceso de reversión de las concesiones de hidrocarburos.
Efectivamente, el 1° de Enero de 1976 comenzó PDVSA a desempeñarse como casa
matriz, desde entonces el progreso, el fortalecimiento empresarial y la magnitud de las
actividades de la corporación y sus filiales han sido sobresalientes y reconocidas por la
comunidad petrolera mundial. Los resultados avalan los beneficios que para el país han
significado las relaciones comerciales internacionales directas de PDVSA y sus filiales
en los mercados de hidrocarburos del mundo.
A comienzos de la década de los 80, petróleos de Venezuela reconoce la
conveniencia de adelantar una estrategia de internacionalización y con el apoyo del
Estado Venezolano, iniciaron acciones para fortalecer la posición de PDVSA en EstadosUnidos y Europa, a través de la adquisición total o parcial de refinerías, sistemas de
distribución y comercialización, como complemento nacional de internacionalización. A
principios de la década de los 90, se inicia el proceso de apertura de la industria petrolera
en Venezuela al capital nacional e internacional.
A finales de 1997, ocurrió la unión de las filiales de PDVSA y se desarrolló una
nueva estructura corporativa que está formada por grandes divisiones como PDVSA
Servicios y PDVSA Exploración, Producción y Mercadeo, todas dedicadas a las
actividades medulares del negocio.
En 1998 CEVEGAS pasa a ser PDVSA GAS, S.A., obteniéndose de esta manera el
rango de división, lo que le otorgó una mayor jerarquía y autonomía dentro de la
3
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 8/53
Capítulo 1 El Problema
corporación, luego de efectuar un cambio en su estructura con el apoyo del ejecutivo
nacional PDVSA Gas pasa a ser una importante filial o unidad de negocios involucrada
en todas las actividades referentes al transporte, proceso, distribución y comercialización
de Gas Natural y sus derivados, de manera rentable, segura y eficiente, con calidad ensus productos y servicios, y en armonía con el ambiente y la sociedad.
Esta unidad de negocios tiene como objetivo principal optimizar los sistemas de
producción para recuperar la mayor cantidad de reservas de gas y crudo existentes en el
Distrito Gas Anaco (D.G.A), centrándose en la construcción de la infraestructura
necesaria para mantener su producción actual y llevarla a un crecimiento sostenido a
través del Proyecto de Gas Anaco (P.G.A), basado en el desarrollo y aprovechamientoóptimo de sus yacimientos, así como el incremento de la eficiencia operacional con la
aplicación de nuevas tecnologías, y promoviendo la incorporación del sector privado
mediante la promoción oportuna de negocios rentables, para el crecimiento de la
Industria del Gas.
El Distrito de Gas Anaco considerado como centro gasífero de Venezuela, es una
organización energética, destinada a la explotación, producción, manejo y transmisión
de hidrocarburos, orientada hacia el negocio del gas de manera óptima y segura, bajo
estándares de calidad, a través de la utilización de tecnología de punta. Cuenta con un
área aproximada de 13,400 km2 y posee yacimientos petrolíferos productores de
hidrocarburos livianos y condensados, así como también grandes cantidades de gas
natural. Esta ubicado geográficamente en la parte central del Estado Anzoátegui,
abarcando parte del Estado Monagas y Guárico, este opera en dos grandes áreas
ubicadas en las cercanías de la ciudad de Anaco en el Estado Anzoátegui las cuales se
encuentran distribuidas de la siguiente manera:
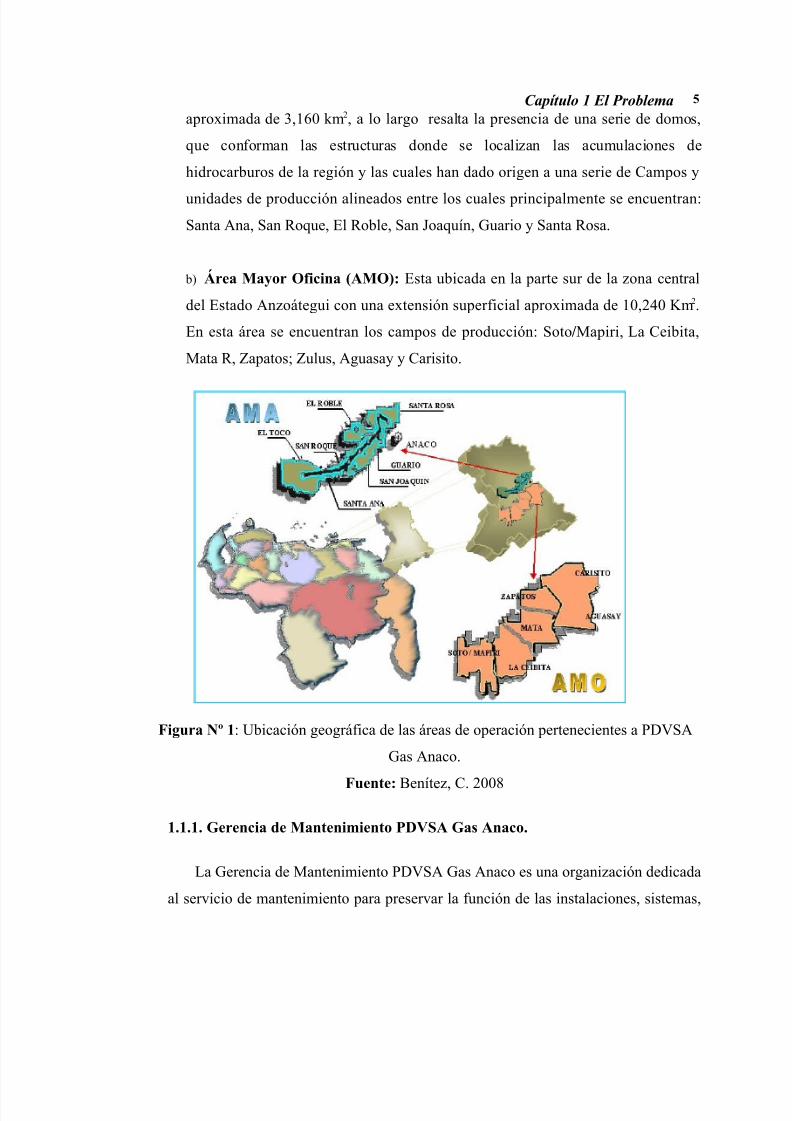
a) Área Mayor Anaco (AMA): Se encuentra ubicada al norte de la zona central
del Estado Anzoátegui, en la cuenca oriental de Venezuela, subcuenca de Maturín,
en el área geográfica de los municipios Freites y Aguasay, a 70 km de la ciudad de
Anaco y 50 km de la ciudad de Cantaura, en dirección sudeste, con una extensión
4
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 9/53
Capítulo 1 El Problema
aproximada de 3,160 km2, a lo largo resalta la presencia de una serie de domos,
que conforman las estructuras donde se localizan las acumulaciones de
hidrocarburos de la región y las cuales han dado origen a una serie de Campos y
unidades de producción alineados entre los cuales principalmente se encuentran:Santa Ana, San Roque, El Roble, San Joaquín, Guario y Santa Rosa.
b) Área Mayor Oficina (AMO): Esta ubicada en la parte sur de la zona central
del Estado Anzoátegui con una extensión superficial aproximada de 10,240 Km2.
En esta área se encuentran los campos de producción: Soto /Mapiri, La Ceibita,
Mata R, Zapatos; Zulus, Aguasay y Carisito.
Figura Nº 1: Ubicación geográfica de las áreas de operación pertenecientes a PDVSA
Gas Anaco.
Fuente: Benítez, C. 2008
1.1.1. Gerencia de Mantenimiento PDVSA Gas Anaco.
La Gerencia de Mantenimiento PDVSA Gas Anaco es una organización dedicada
al servicio de mantenimiento para preservar la función de las instalaciones, sistemas,
5
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 10/53
Capítulo 1 El Problema
equipos y dispositivos industriales de PDVSA Producción Gas Anaco, mediante el
establecimiento y control de planes, que garanticen la continuidad operacional,
cumpliendo con los estándares, leyes, normas y procedimientos vigentes y alineados
con los principios, valores y políticas de la corporación. Tiene como objetivo ser reconocida como una organización eficiente, eficaz y efectiva, que aplica la filosofía
del mantenimiento centrado en la contabilidad.
Entre sus políticas destaca, satisfacer las necesidades de mantenimiento de las
instalaciones, sistemas, equipos y dispositivos de PDVSA Producción Gas Anaco,
brindando eficaz y oportuna respuesta, a las solicitudes de los clientes, prestando
servicios de calidad que garanticen la continuidad operacional de las instalaciones,mediante el cumplimiento de especificaciones, normas aplicables, verificación de
cada proceso en ejecución, capacitación del recurso humano y mejora continua de los
procesos de la organización, además de esto asegura el uso de proveedores calificados
y certificados, manteniendo la armonía con el ambiente y el entorno social.
6
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 11/53
Capítulo 1 El Problema
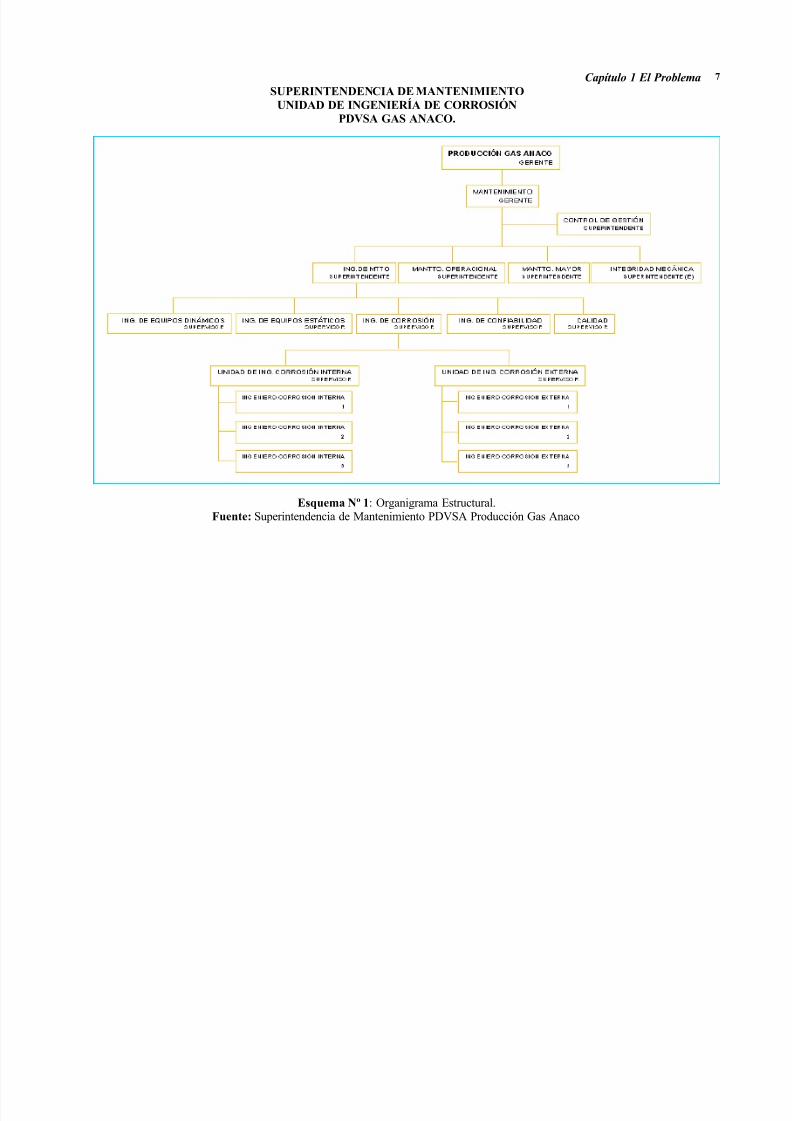
SUPERINTENDENCIA DE MANTENIMIENTOUNIDAD DE INGENIERÍA DE CORROSIÓN
PDVSA GAS ANACO.
Esquema Nº 1: Organigrama Estructural.Fuente: Superintendencia de Mantenimiento PDVSA Producción Gas Anaco
7
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 12/53
Capítulo 1 El Problema
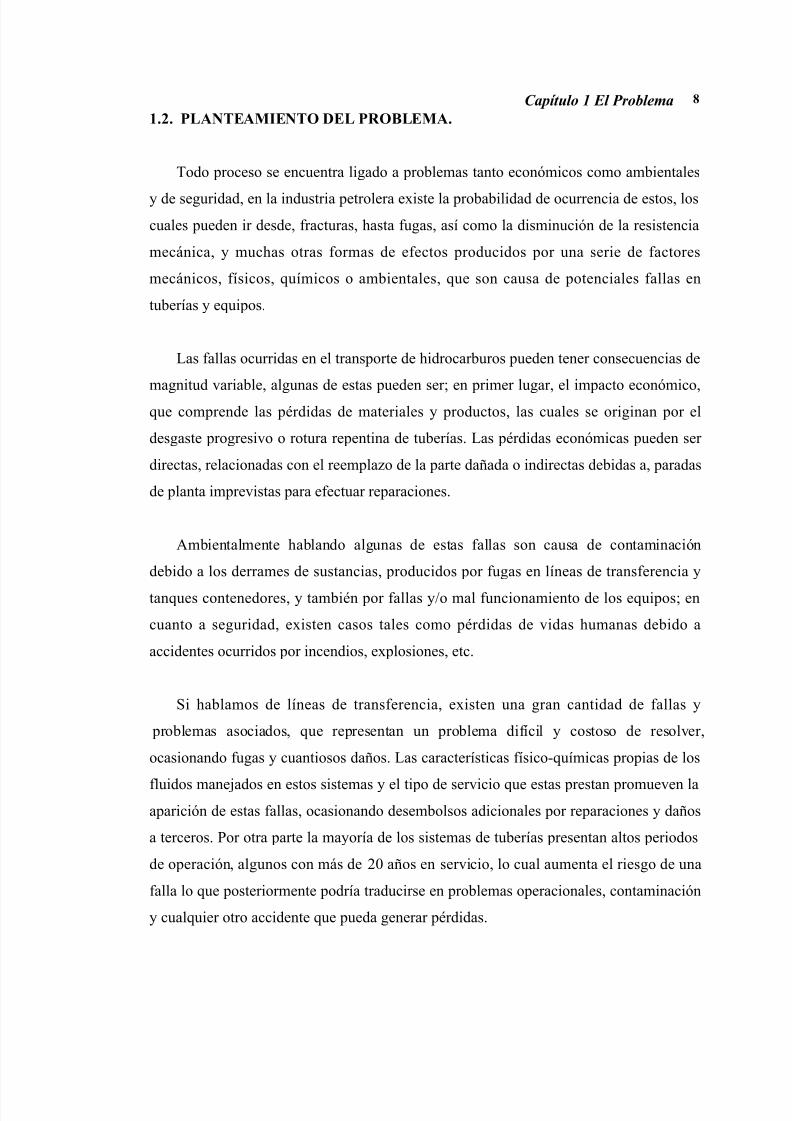
1.2. PLANTEAMIENTO DEL PROBLEMA.
Todo proceso se encuentra ligado a problemas tanto económicos como ambientales
y de seguridad, en la industria petrolera existe la probabilidad de ocurrencia de estos, loscuales pueden ir desde, fracturas, hasta fugas, así como la disminución de la resistencia
mecánica, y muchas otras formas de efectos producidos por una serie de factores
mecánicos, físicos, químicos o ambientales, que son causa de potenciales fallas en
tuberías y equipos.
Las fallas ocurridas en el transporte de hidrocarburos pueden tener consecuencias de
magnitud variable, algunas de estas pueden ser; en primer lugar, el impacto económico,que comprende las pérdidas de materiales y productos, las cuales se originan por el
desgaste progresivo o rotura repentina de tuberías. Las pérdidas económicas pueden ser
directas, relacionadas con el reemplazo de la parte dañada o indirectas debidas a, paradas
de planta imprevistas para efectuar reparaciones.
Ambientalmente hablando algunas de estas fallas son causa de contaminación
debido a los derrames de sustancias, producidos por fugas en líneas de transferencia y
tanques contenedores, y también por fallas y/o mal funcionamiento de los equipos; en
cuanto a seguridad, existen casos tales como pérdidas de vidas humanas debido a
accidentes ocurridos por incendios, explosiones, etc.
Si hablamos de líneas de transferencia, existen una gran cantidad de fallas y
problemas asociados, que representan un problema difícil y costoso de resolver,
ocasionando fugas y cuantiosos daños. Las características físico-químicas propias de los
fluidos manejados en estos sistemas y el tipo de servicio que estas prestan promueven laaparición de estas fallas, ocasionando desembolsos adicionales por reparaciones y daños
a terceros. Por otra parte la mayoría de los sistemas de tuberías presentan altos periodos
de operación, algunos con más de 20 años en servicio, lo cual aumenta el riesgo de una
falla lo que posteriormente podría traducirse en problemas operacionales, contaminación
y cualquier otro accidente que pueda generar pérdidas.
8
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 13/53
Capítulo 1 El Problema
Por lo antes expuesto, la Superintendencia de Mantenimiento, específicamente la
Sección de Corrosión, se ha planteado la necesidad de realizar un “Diagnóstico de las
Líneas de Transferencia de Crudo de las Áreas Operacionales de PDVSA ProducciónGas Anaco” a fin de determinar la población de líneas activas, analizando los historiales
de fallas asociadas a estas y calcular el porcentaje, tipo y/o mecanismo de fallas
existente, considerando la factibilidad de una propuesta para la realización de una
evaluación que permita conocer con mayor grado de detalle las características y realidad
del área en estudio, estimando así obtener un mejoramiento significativo en la integridad
del proceso y de esta manera prolongar la vida útil de las instalaciones.
9
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 14/53
Capítulo 1 El Problema
1.3. OBJETIVOS.
1.3.1. OBJETIVO GENERAL.
• Realizar un diagnóstico de las líneas de transferencia de crudo de las
áreas operacionales de PDVSA Producción Gas Anaco
1.3.2. OBJETIVOS ESPECÍFICOS.
• Analizar los historiales de fallas asociadas a las líneas de transferencia de
crudo.
• Desarrollar una base de datos, correspondiente a tipos de fallas,
localización, descripción del equipo y áreas afectadas.
• Determinar la incidencia de fallas en líneas de transferencia de crudo, en
las Áreas Operacionales, campos y estaciones.
• Realizar un diagnóstico visual de las líneas de transferencia en áreas
operacionales.
• Proponer una evaluación detallada en función de la determinación del
potencial corrosivo, en cuanto a líneas de transferencia de crudo, en el área más
critica en cuanto a fallas.
10
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 15/53
Capítulo 1 El Problema
1.4. JUSTIFICACIÓN.
En las instalaciones petroleras existen gran variedad de fallas, dependiendo delsitio o ambiente específico, así como también de las condiciones de operación y el tipo
de servicio, los sistemas de producción y transporte en la industria del petróleo y del gas,
no escapan de estos problemas, ya que la mayoría de las estructuras empleadas para
llevar a cabo este proceso se encuentran expuestas a ambientes y condiciones agresivas.
Es por ello y en función de los parámetros antes descritos, que, se realizará un
diagnóstico a las líneas de transferencia de crudo en las áreas operacionales de PDVSA producción Gas Anaco en el Estado Anzoátegui, a fin de determinar las causas que
originan las diferentes fallas, determinar cantidades y porcentajes de estas y evaluar la
posibilidad de una propuesta que permita proporcionar una información eficiente en
cuanto a los problemas que estas originan.
El presente diagnóstico es de sumo interés, ya que; permitirá comprender las
causas y mecanismos de diversas fallas en líneas de transferencia de crudo;
proporcionando a través de los diferentes estudios realizados, las bases para el desarrollo
una propuesta que permitirá obtener una comprensión más amplia del problema, lo cual
traerá, un beneficio inmediato para la empresa, puesto que de los resultados obtenidos
del diagnóstico de los diferentes tipos de fallas asociadas y de los parámetros en líneas
de transferencia de crudo en el Distrito de Gas Anaco, es posible determinar
empíricamente y mediante conclusiones basadas en análisis previos, el tipo de falla
predominante, el área operacional y campo con mayor afectación, así como también, el
grado de desgaste de las instalaciones estructuras y equipos, generando en consecuenciaventajas en cuanto al manejo eficiente de la producción y un ahorro en cuanto a labores
de contingencia.
11
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 16/53
Capítulo 1 El Problema
1.5. ALCANCE Y DELIMITACIÓN:
El análisis pertinente para “elaborar un diagnóstico de las líneas de transferencia
de crudo de las áreas operacionales de PDVSA Producción Gas Anaco” se basa en la
información reportada en los informes de inspección y en los informes de fallas
asociadas a las líneas de transferencia, así como la literatura impresa conformada por
textos científicos, trabajos de grados, manuales y publicaciones electrónicas, en las
cuales se encuentran reportados los resultados obtenidos de los diferentes análisis y
experimentos realizados en función de la determinación de fallas parámetros y
mecanismos de producción de estas, existentes en las instalaciones y líneas de producción explotación y transporte de hidrocarburos.
Seguidamente se procederá con el ordenamiento y selección de la información,
con criterios basados en actualización de las bases de datos y número de temas
disponibles, con el fin de aumentar la confiabilidad de la información existente, se
compararan también la información reportada en las historias o registros que manejan
las diferentes secciones (mantenimiento y ambiente), asimismo se utilizarán métodosestadísticos de análisis como la observación directa e indirecta y la estadística inductiva
para luego proceder a analizar la estadística de fallas asociadas a las líneas de
transferencia y determinar así las cantidades y porcentajes de estas mediante
correlaciones teóricas e interpretaciones lógicas de los resultados obtenidos, la
herramienta utilizada para el procesamiento de los datos y con el fin de agilizar los
resultados, será Microsoft Excel.
El tiempo empleado para Realizar un diagnóstico de las líneas de transferencia de
crudo de las áreas operacionales de PDVSA Producción Gas Anaco, Distrito de Gas
Anaco, será de doce semanas, en el lapso comprendido entre la semana del 11/09/2008 a
la semana del 12/12/2008, aproximadamente, realizándose en las instalaciones de
PDVSA Gas Anaco, Distrito de Gas Anaco, de la ciudad de Anaco Estado Anzoátegui.
12

5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 17/53
Capítulo 1 El Problema
2. BASES TEÓRICAS.
2.1. BREVE DESCRIPCIÓN DEL PROCESO.
El proceso de producción comienza con la extracción de los hidrocarburos del
yacimiento a través de los pozos de producción, donde se obtiene un flujo
multifásico, conformado por gas asociado, crudo y agua. La tubería de producción
está conectada a un arreglo de válvulas que la interconectan con las líneas de flujo,
que transportaran el fluido hacia las estaciones de flujo. En estas estaciones se
separan los componentes líquidos de los gaseosos a través de separadores tipo flash,horizontales y verticales. El crudo separado se transporta para su almacenamiento y
posterior tratamiento, el agua se utiliza para re-inyección al pozo u otros usos. El gas
continúa por una red de tuberías hacia las plantas compresoras o plantas de extracción
en función de la presión del mismo en la línea. (Mierez, J. 2008)
Durante todo este proceso se utilizan tuberías de acero al carbono de diferentes
diámetros.
Figura Nº 2: Proceso de Producción.
13
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 18/53
Capítulo 1 El Problema
Fuente: Benítez, C. 2008
2.2. CRUDOS
El petróleo o crudo, es un líquido oleoso, bituminoso de origen naturalcompuesto por diferentes sustancias orgánicas, es una mezcla en la que coexisten en
fases; sólida, líquida y gas, compuestos denominados hidrocarburos, constituidos por
átomos de carbono e hidrogeno y pequeñas proporciones de heterocompuestos con
presencia de nitrógeno, azufre, oxígeno y algunos metales, el cual se formó
naturalmente hace miles de años, en depósitos de roca sedimentaria. Su color varía
entre ámbar y negro, este se encuentra en grandes cantidades bajo la superficie
terrestre y se emplea como combustible y materia prima para la industria química.(Barberii. E, 1998)
2.2.1. Clasificación de los Crudos.
Generalmente, en el lenguaje petrolero corriente, los petróleos crudos se
clasifican como livianos, medianos, pesados o extrapesados. Dicha clasificación
está estrechamente vinculada a la gravedad específica o índice de grados, °API, de
cada crudo. La clasificación da idea de la viscosidad o fluidez de cada crudo.
(Barberii. E, 1998)
La clasificación de crudos por rango de gravedad °API utilizada en la industria
venezolana de los hidrocarburos, a 15,5 °C (60 °F), según el Ministerio Para el
Poder Popular de Energía y Minas, se realiza de la siguiente manera:
a) Crudos livianos: Son aquellos hidrocarburos líquidos que tienen unagravedad comprendida en el rango de 30,0 a 40,0 °API.
b) Crudos medianos: Son aquellos hidrocarburos líquidos que tienen una
gravedad comprendida en el rango de 22,0 a 29,9 °API.
14
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 19/53
Capítulo 1 El Problema
c) Crudos pesados: Son aquellos hidrocarburos líquidos que tienen una
gravedad comprendida en el rango de 10,0 a 21,9 °API.
d) Crudos extrapesados: Son aquellos hidrocarburos líquidos que tienen una
gravedad menor o igual a 9,9 °API y una viscosidad mayor de 10.000 cps
(centipoises) a condiciones de yacimiento.
Otra modalidad que se utiliza para tipificar los crudos es la “base” de la
composición de cada crudo. Sin embargo, aunque esta clasificación no es muy
adecuada, tiene aceptación de uso general. Por tanto, el crudo puede ser catalogadocomo de base aromática, nafténica o parafínica. (Barberii. E, 1998)
2.3. LÍNEAS DE TRANSFERENCIA
Las líneas de transferencia de crudo representan un sistema de tuberías
interconectadas que permiten y/o hacen posible el transporte del crudo desde las
estaciones de bombeo, hasta las estaciones de descargas o patios de tanques.
2.4. FALLA
Es cuando un elemento o sistema productivo (S.P) llega a ser completamente
inoperante o puede todavía operar, pero no realiza satisfactoriamente su función ó que
por su condición insegura no se permita su uso.
2.5. ESTADÍSTICA:
La estadística es comúnmente considerada como una colección de hechos
numéricos expresados en términos de una relación entre datos, Se define como una
ciencia basada en la recolección, clasificación y presentación de los hechos a partir de
15
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 20/53
Capítulo 1 El Problema
la observación y análisis de una muestra perteneciente a una población, sujetos a una
apreciación numérica como base a la explicación, descripción y comparación de los
fenómenos. (González, Y., 2004)
La estadística es una técnica especial apta para el estudio cuantitativo de los
fenómenos de masa o colectivos, cuya mediación requiere una masa de observaciones
de otros fenómenos más simples llamados individuales o particulares (Gini, C. 1953).
En estadística se manejan ciertos parámetros que facilitan el estudio y la
interpretación numérica de los resultados, algunos de estos son:
2.5.1. Población:
El concepto de población en estadística va más allá de lo que comúnmente se
conoce como tal. Una población se precisa según él numero de elementos que la
constituyen como un conjunto finito o infinito de personas u objetos que presentan
características comunes. (González, Y., 2004)
2.5.2. Muestra:
Se llama muestra a una parte de la población a estudiar que sirve para
representarla y debe ser definida en base de la población determinada, y las
conclusiones que se obtengan de dicha muestra solo podrán referirse a la población
en referencia. (Spiegel, M., 1991), el estudio de muestras es más sencillo que el
estudio de la población completa; cuesta menos y lleva menos tiempo. (González,
Y., 2004)
2.5.3. Formas de Observar la Población y la Muestra:
Atendiendo a la fuente se clasifican en directa o indirecta.
16
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 21/53
Capítulo 1 El Problema
a) Observación directa: es aquella donde se tienen un contacto directo con los
elementos o caracteres en los cuales se presenta el fenómeno que se pretende
investigar, y los resultados obtenidos se consideran datos estadísticos originales.
(González, Y., 2004)
b) Observación Indirecta: es aquella donde la persona que investiga hace uso
de datos estadísticos ya conocidos en una investigación anterior, o de datos
observados por un tercero, con el fin de deducir otros hechos o fenómenos.
2.5.4.Datos Estadísticos:
Los datos estadísticos no son otra cosa que el producto de las observaciones
efectuadas en las personas y objetos en los cuales se produce el fenómeno que
queremos estudiar. Dicho en otras palabras, son los antecedentes (en cifras)
necesarios para llegar al conocimiento de un hecho o para reducir las
consecuencias de este. (González, Y., 2004)
2.5.5. Tiempo Promedio Entre Fallas.
Es el tiempo promedio de exposición entre fallas consecutivas de un
componente. Este puede obtenerse dividiendo el tiempo total entre fallas (MTTF) y
reparación (ri) por el número de fallas, siempre y cuando hayan ocurrido suficientes
fallas durante ese período. (Mata, J., 2007)
2.6. CORROSIÓN.
La corrosión se define como el deterioro de un material, normalmente un metal,
debido a su reacción con el ambiente (NACE, 2003), algunos autores e investigadores
insisten en que la definición dada, deberá restringirse a metales puros y aleaciones,
aunque el deterioro de plásticos, materiales cerámicos, refractarios, caucho y otros
17
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 22/53
Capítulo 1 El Problema
materiales no metálicos, también puede considerarse una forma de corrosión.
(Andérez, J., 1993)
Finalmente la degradación electroquímica (reacción química que genera yconsume electrones) de los materiales es la definición clásica que se da a la corrosión,
puesto que la mayoría de sus reacciones proceden de acuerdo a un mecanismo
electroquímico, aunque a altas temperaturas el proceso de corrosión se caracteriza por
un mecanismo químico. El grado de participación de electrones, iones y átomos en
las reacciones electroquímicas establecen los diferentes tipos de corrosión. (PDVSA-
Intevep, 1994)
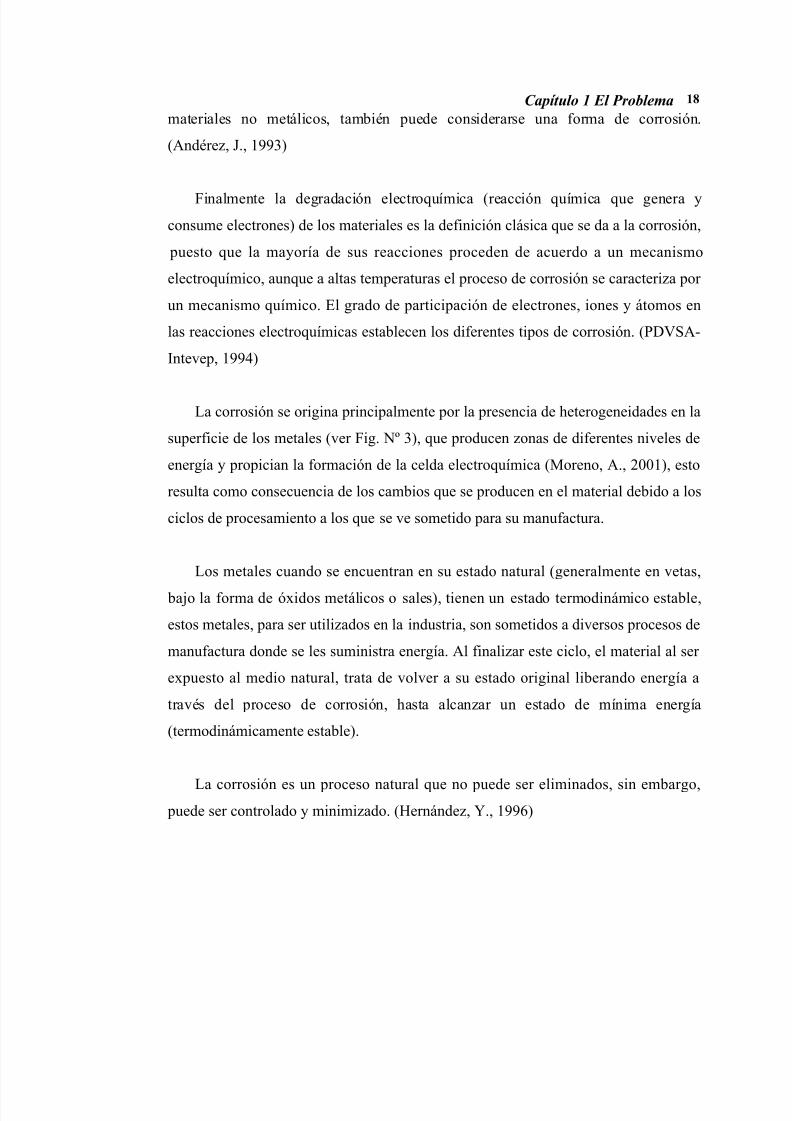
La corrosión se origina principalmente por la presencia de heterogeneidades en la
superficie de los metales (ver Fig. Nº 3), que producen zonas de diferentes niveles de
energía y propician la formación de la celda electroquímica (Moreno, A., 2001), esto
resulta como consecuencia de los cambios que se producen en el material debido a los
ciclos de procesamiento a los que se ve sometido para su manufactura.
Los metales cuando se encuentran en su estado natural (generalmente en vetas,
bajo la forma de óxidos metálicos o sales), tienen un estado termodinámico estable,
estos metales, para ser utilizados en la industria, son sometidos a diversos procesos de
manufactura donde se les suministra energía. Al finalizar este ciclo, el material al ser
expuesto al medio natural, trata de volver a su estado original liberando energía a
través del proceso de corrosión, hasta alcanzar un estado de mínima energía
(termodinámicamente estable).
La corrosión es un proceso natural que no puede ser eliminados, sin embargo, puede ser controlado y minimizado. (Hernández, Y., 1996)
18
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 23/53
Capítulo 1 El Problema
Figura Nº 3: Vista ampliada de una superficie metálica.
Fuente: Rendón, J., 2006
Dado que la corrosión de metales puros y aleaciones es generalmente de naturaleza
electroquímica, deben estar presentes cuatro elementos o factores para que esta ocurra.
2.6.1.Ánodo: Porción o área de una superficie metálica en donde se lleva a cabo la
reacción de oxidación (proceso de corrosión) en este proceso hay una pérdida o
liberación de electrones como consecuencia del paso del metal a su forma iónica,
que se representa con la siguiente reacción:
−+
+→ neM M n (Ec.1)
2.6.2.Cátodo: Porción o área de la superficie metálica donde se lleva a cabo la
reacción de reducción, en la cual los electrones producidos en el ánodo se
combinan con determinados iones presentes en el electrolito. En este proceso hay
una ganancia de electrones. (Moreno. A. 2001)
M neM n
→+−+ (Ec.2)
2.6.3.Electrolito: Es toda aquella solución que permite la transferencia de cargas
eléctricas en forma de iones entre el ánodo y el cátodo, generalmente son líquidos
o gases condensados.
2.6.4.Contacto metálico: es el medio de conexión eléctrica a través del cual los
electrones viajan del ánodo al cátodo. (Moreno. A. 2001)
19
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 24/53
Capítulo 1 El Problema
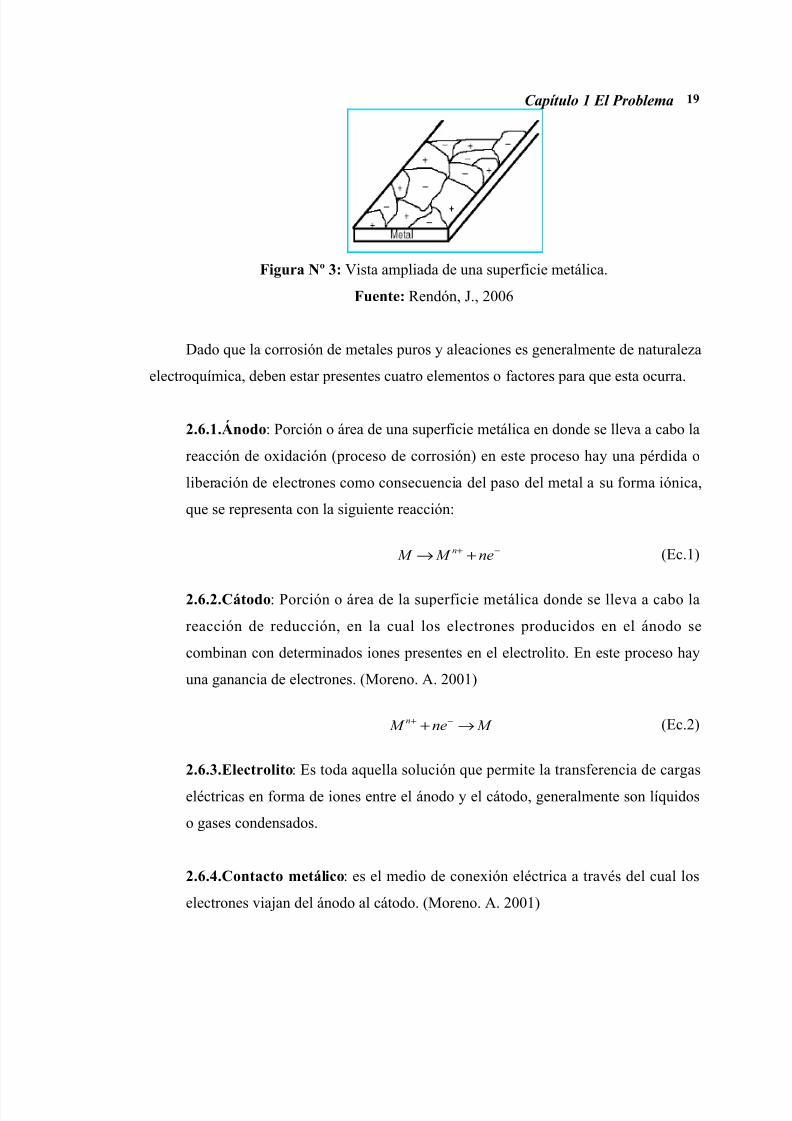
En la figura Nº 4, se muestra el proceso de corrosión electroquímica con sus cuatro
elementos condicionantes.
Figura Nº 4: Proceso de corrosión interna con sus cuatro elementos.
Fuente: Benítez, C. 2008
El ánodo al estar expuesto a medio corrosivo reacciona con el electrolito
ocurriendo de esta manera la oxidación, durante este proceso se liberarán iones hierro
(Fe++) que son transportados a través del electrolito produciéndose por cada ion dos
electrones, dichos electrones son trasladados a través del contacto metálico (tubería), del
ánodo al cátodo, donde se consumen ocurriendo así la reacción de reducción, y
generando la producción de iones H+.
2.7. TIPOS DE CORROSIÓN.
La corrosión ha sido clasificada de diferentes maneras, ya sea por combinación
directa u oxidación, por mecanismo de corrosión (corrosión electroquímica) o por la
naturaleza de la sustancia corrosiva (corrosión húmeda y corrosión seca)
Tipos de corrosión según la naturaleza de la sustancia corrosiva:
a) Corrosión seca: Ocurre en ausencia de la fase liquida o por encima del
punto de rocío del ambiente
20

5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 25/53
Capítulo 1 El Problema
b) Corrosión húmeda: Tiene lugar cuando hay líquidos presentes, como por
ejemplo: soluciones acuosas o electrolíticas. (PDVSA-Intevep, 1994)
Tipos de corrosión según el mecanismo de generación:
2.7.1. Corrosión uniforme.
Es la más común de la corrosión y se caracteriza por el desgaste uniforme y
general del material, se produce por una reacción electroquímica en la superficie
de este. El material va perdiendo espesor progresivamente hasta que falla. Un
ejemplo de este tipo de corrosión es el desgaste de una tubería expuestacontinuamente a un fluido corrosivo en forma más o menos uniforme y sobre toda
la superficie. (Fontana, M., 1986)
Este tipo de corrosión se expresa por las siguientes reacciones:
222 )(24222 OH FeOH FeOO H Fe →+→++−++ (Ec.3)
(Hidróxido de Hierro)
3221
22 )(2)(2 O H F eOO H O H F e →++ (Ec.4)
(Hidróxido comúnmente observado)
Figura Nº 5: Corrosión uniforme
Fuente: Jubert, A., 2008
21
Perdida de espesor delmetal
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 26/53
Capítulo 1 El Problema
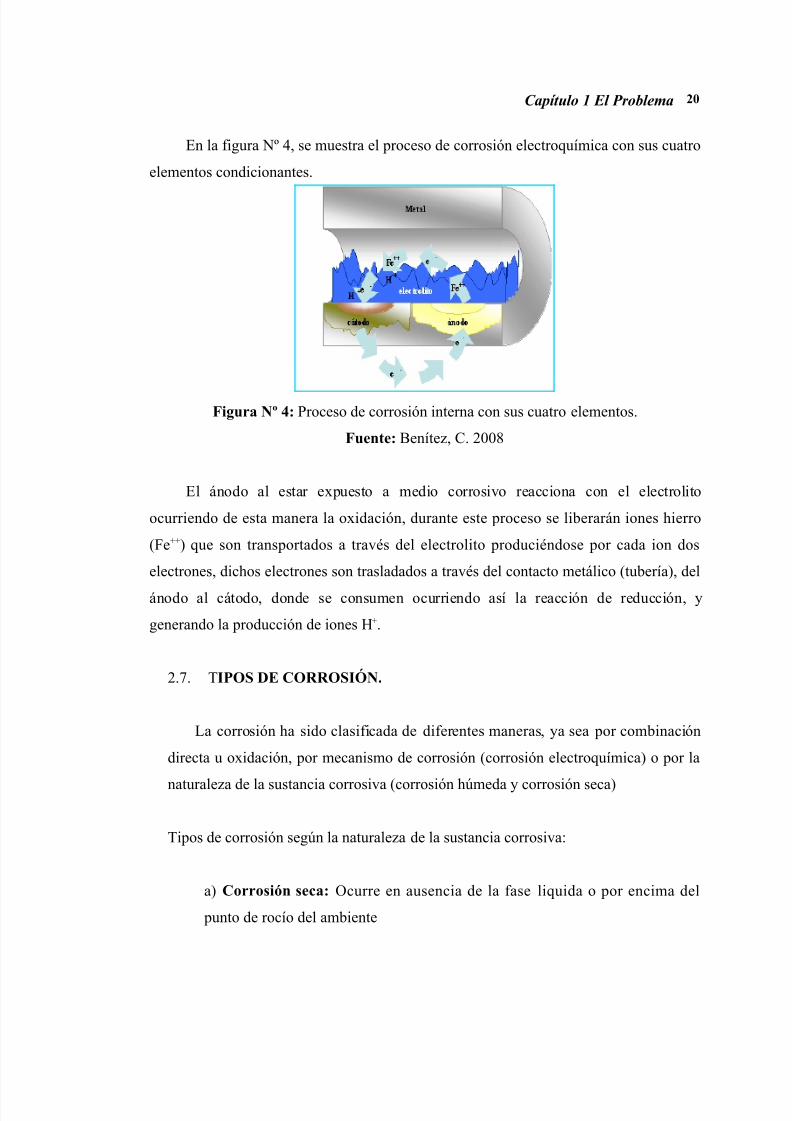
2.7.2. Corrosión galvánica o bimetálica.
Es un proceso electroquímico de corrosión acelerado, que ocurre cuando dos
materiales disímiles, en contacto eléctrico en un medio corrosivo o soluciónconductora, producen una diferencia de potencial entre ellos. Si están en contacto
directo (o conectados eléctricamente) uno se consume rápidamente perdiendo su
recubrimiento, mientras que el otro se protege. Ello no ocurriría si los metales no
estuvieran en contacto. Se dice entonces que el metal menos resistente se convierte
en anódico y el más resistente se convierte en catódico.
Figura Nº 6: Corrosión galvánica
Fuente: Jubert, A., 2008
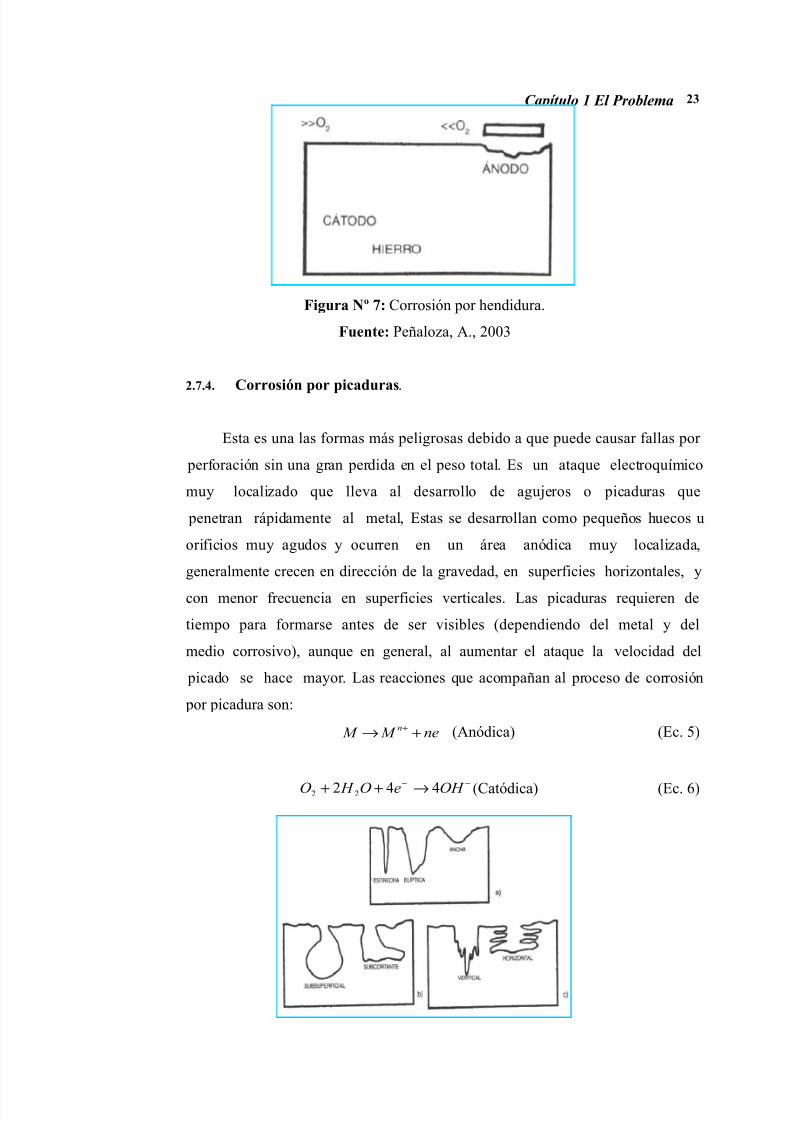
2.7.3. Corrosión por hendiduras.
Es un tipo de corrosión localizada que ocurre como su nombre lo indica en
hendiduras, hoyos, en superficies de empacaduras, remaches o tornillos, juntas
solapadas, entre otras. Este tipo de ataques está asociado a pequeños volúmenes de
solución o medios corrosivos estancados. La aceleración del proceso de corrosión
se debe a que la solución en lo profundo de la grieta o rendija difiere de la que estáexpuesta en la superficie, probablemente tanto en composición como en movilidad
y en contenido de oxígeno. La corrosión por hendiduras puede ser ocasionada por
la acumulación de agua o cualquier sustancia alcalina o ácida en la superficie del
metal debido a la presencia de pequeñas hendiduras en este. (PDVSA-Intevep,
1994)
22
metal 1 metal 2
corrosión
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 27/53
Capítulo 1 El Problema
Figura Nº 7: Corrosión por hendidura.
Fuente: Peñaloza, A., 2003
2.7.4. Corrosión por picaduras.
Esta es una las formas más peligrosas debido a que puede causar fallas por
perforación sin una gran perdida en el peso total. Es un ataque electroquímico
muy localizado que lleva al desarrollo de agujeros o picaduras que
penetran rápidamente al metal, Estas se desarrollan como pequeños huecos u
orificios muy agudos y ocurren en un área anódica muy localizada,
generalmente crecen en dirección de la gravedad, en superficies horizontales, y
con menor frecuencia en superficies verticales. Las picaduras requieren de
tiempo para formarse antes de ser visibles (dependiendo del metal y del
medio corrosivo), aunque en general, al aumentar el ataque la velocidad del
picado se hace mayor. Las reacciones que acompañan al proceso de corrosión
por picadura son:−+
+→ neM M n (Anódica) (Ec. 5)
−−→++ OH eO H O 442 22 (Catódica) (Ec. 6)
23

5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 28/53
Capítulo 1 El Problema
Figura Nº 8: Tipos de corrosión por picadura.
Fuente: Peñaloza, A., 2003
2.7.5. Corrosión Ínter granular.
Es una forma de corrosión selectiva que toma lugar, en los límites de los
granos de un metal. Aunque el mecanismo detallado de la corrosión ínter granular
varía con el sistema metálico, su apariencia física (microscópica) en la mayoría de
los sistemas es muy similar. Los efectos de esta forma de ataque sobre las
propiedades mecánicas pueden ser extremadamente perjudiciales pues requiere la
presencia de impurezas fuertemente electronegativas con relación al metal.
(Fontana, M., 1986)
Figura Nº 9: Corrosión ínter granular.
Fuente: Jubert, A., 2008
2.7.6. Corrosión por Disolución Selectiva.
24
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 29/53
Capítulo 1 El Problema
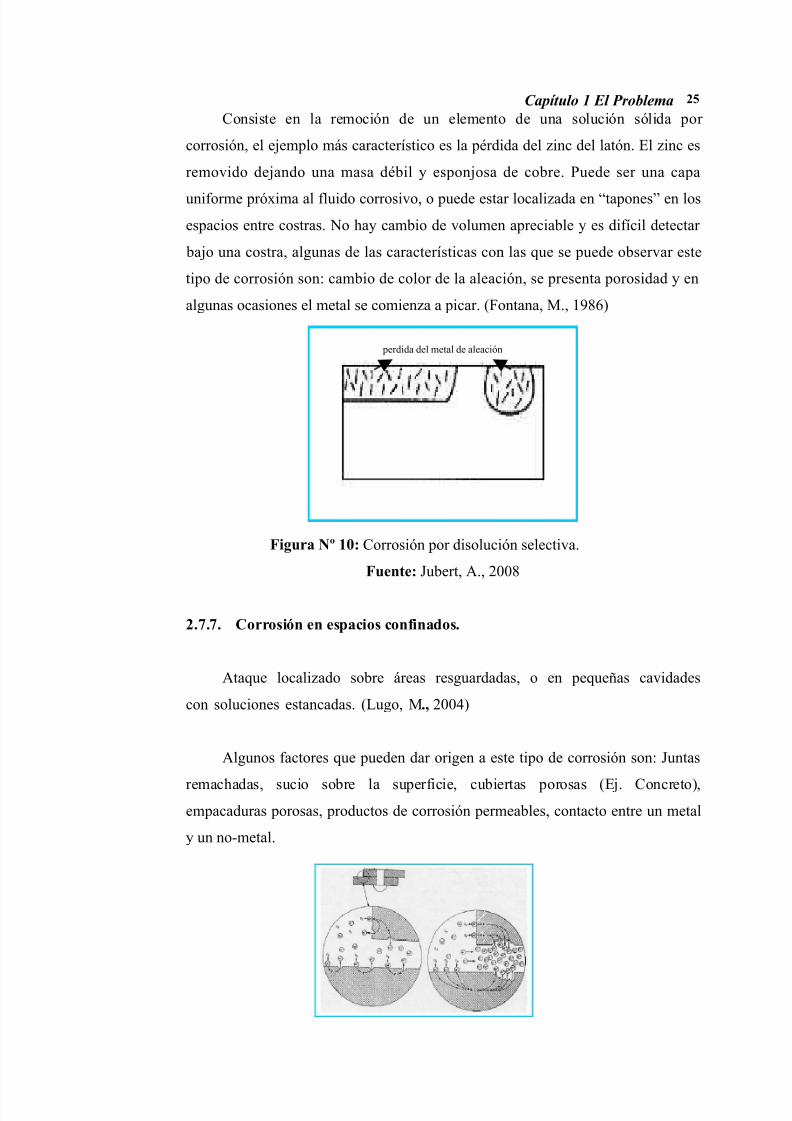
Consiste en la remoción de un elemento de una solución sólida por
corrosión, el ejemplo más característico es la pérdida del zinc del latón. El zinc es
removido dejando una masa débil y esponjosa de cobre. Puede ser una capa
uniforme próxima al fluido corrosivo, o puede estar localizada en “tapones” en losespacios entre costras. No hay cambio de volumen apreciable y es difícil detectar
bajo una costra, algunas de las características con las que se puede observar este
tipo de corrosión son: cambio de color de la aleación, se presenta porosidad y en
algunas ocasiones el metal se comienza a picar. (Fontana, M., 1986)
Figura Nº 10: Corrosión por disolución selectiva.
Fuente: Jubert, A., 2008
2.7.7. Corrosión en espacios confinados.
Ataque localizado sobre áreas resguardadas, o en pequeñas cavidades
con soluciones estancadas. (Lugo, M., 2004)
Algunos factores que pueden dar origen a este tipo de corrosión son: Juntas
remachadas, sucio sobre la superficie, cubiertas porosas (Ej. Concreto),empacaduras porosas, productos de corrosión permeables, contacto entre un metal
y un no-metal.
25
perdida del metal de aleación
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 30/53
Capítulo 1 El Problema
Figura Nº 11: Mecanismo de corrosión en espacios confinados.
Fuente: Lugo, M., 2004
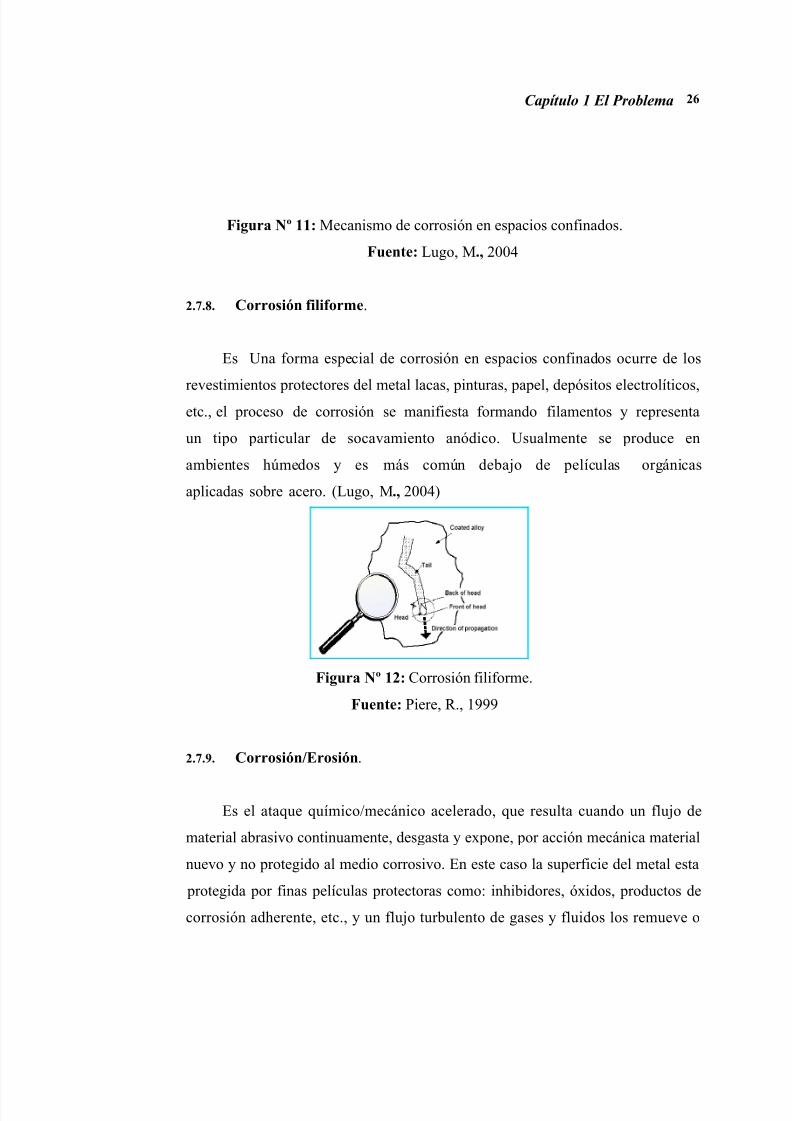
2.7.8. Corrosión filiforme.
Es Una forma especial de corrosión en espacios confinados ocurre de los
revestimientos protectores del metal lacas, pinturas, papel, depósitos electrolíticos,etc., el proceso de corrosión se manifiesta formando filamentos y representa
un tipo particular de socavamiento anódico. Usualmente se produce en
ambientes húmedos y es más común debajo de películas orgánicas
aplicadas sobre acero. (Lugo, M., 2004)
Figura Nº 12: Corrosión filiforme.
Fuente: Piere, R., 1999
2.7.9. Corrosión/Erosión.
Es el ataque químico/mecánico acelerado, que resulta cuando un flujo de
material abrasivo continuamente, desgasta y expone, por acción mecánica material
nuevo y no protegido al medio corrosivo. En este caso la superficie del metal esta
protegida por finas películas protectoras como: inhibidores, óxidos, productos de
corrosión adherente, etc., y un flujo turbulento de gases y fluidos los remueve o
26
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 31/53
Capítulo 1 El Problema
disuelve dejando la superficie expuesta al medio corrosivo. Este proceso es
acelerado si en el flujo se encuentra presentes sólidos suspendidos o gases
contaminados. (Fontana, M., 1986)
Figura Nº 13: Corrosión/ erosión.
Fuente: Jubert, A., 2008
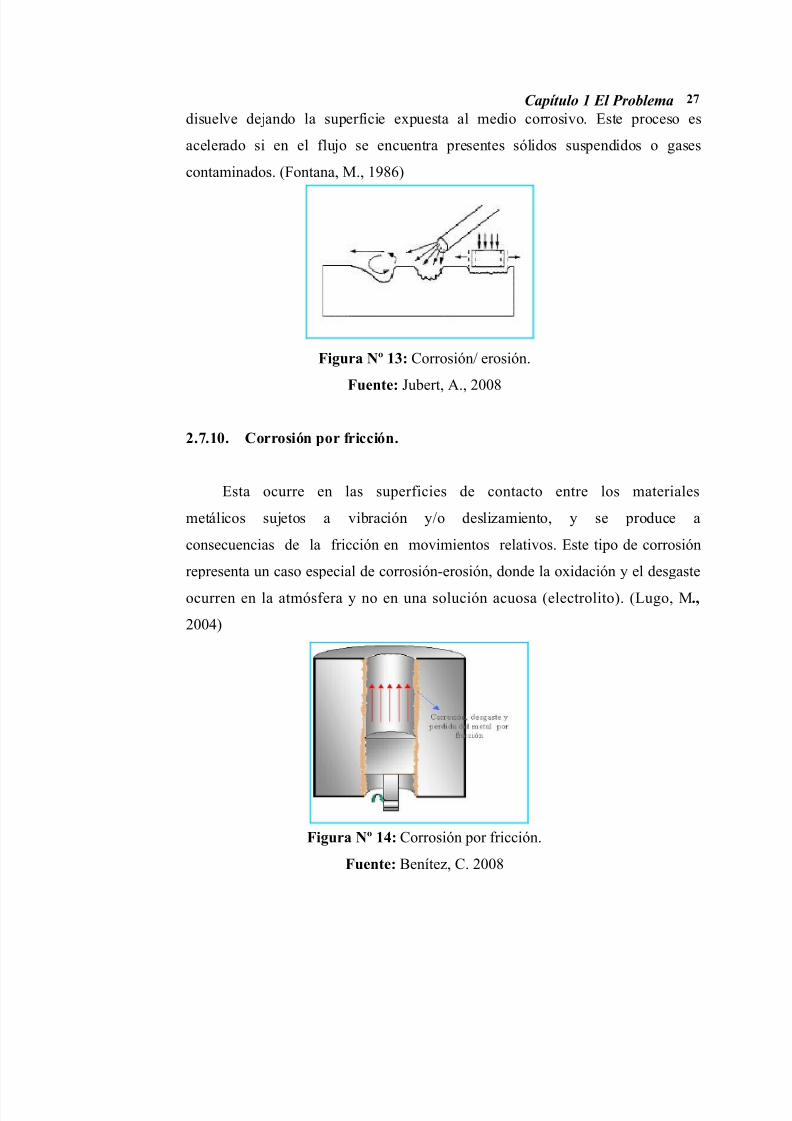
2.7.10. Corrosión por fricción.
Esta ocurre en las superficies de contacto entre los materiales
metálicos sujetos a vibración y/o deslizamiento, y se produce a
consecuencias de la fricción en movimientos relativos. Este tipo de corrosión
representa un caso especial de corrosión-erosión, donde la oxidación y el desgaste
ocurren en la atmósfera y no en una solución acuosa (electrolito). (Lugo, M.,
2004)
Figura Nº 14: Corrosión por fricción.
Fuente: Benítez, C. 2008
27
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 32/53
Capítulo 1 El Problema
La corrosión por frotamiento es muy deteriorante debido a la rápida
destrucción de los componentes metálicos que llegan a perder su resistencia y se
fracturan, y a la generación de partículas de óxido.
2.7.11. Corrosión cavitación.
Es considerada por algunos autores como una forma especial de
corrosión /erosión, está asociada a componentes o piezas que son movidas a altas
velocidades inmersas en líquidos o vapores condensados, consiste en la
formación y condensación de burbujas de vapor en un liquido cerca de
una superficie metálica, se presenta principalmente en turbinas hidráulicas, propelas de barcos, impeleres de bombas y otras superficies donde se forman
regímenes turbulentos con zonas alternas de altas y bajas presiones. (Lugo, M.,
2004)
Figura Nº 15: Formación y colapso de burbujas de cavitación.
Fuente: Lugo, M., 2004
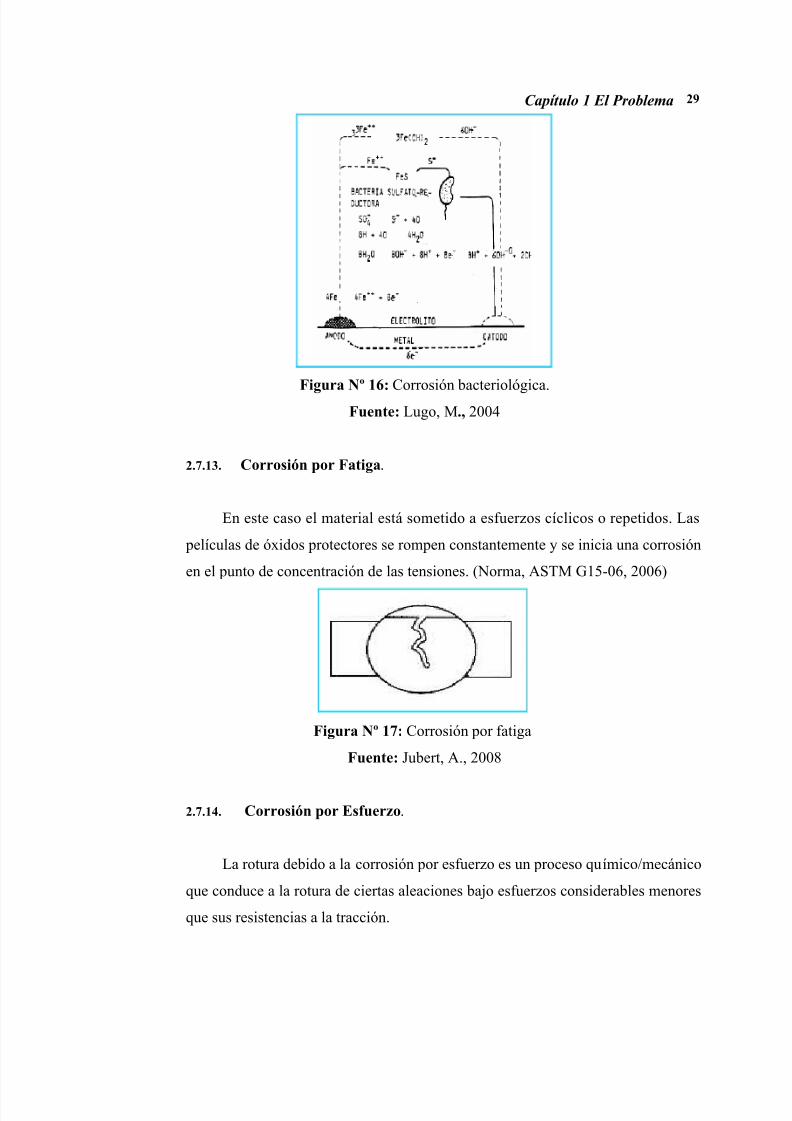
2.7.12. Corrosión Bacteriológica.
Es el proceso resultante de la actividad de organismos vivos, usualmente por
sus procesos de ingestión de nutrientes y eliminación de desperdicios que en
función de su crecimiento y su proceso metabólico produce metabolitos, que
son ácidos o hidróxidos corrosivos que atacan el material. (NACE, 2003)
28
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 33/53
Capítulo 1 El Problema
Figura Nº 16: Corrosión bacteriológica.Fuente: Lugo, M., 2004
2.7.13. Corrosión por Fatiga.
En este caso el material está sometido a esfuerzos cíclicos o repetidos. Las
películas de óxidos protectores se rompen constantemente y se inicia una corrosión
en el punto de concentración de las tensiones. (Norma, ASTM G15-06, 2006)
Figura Nº 17: Corrosión por fatiga
Fuente: Jubert, A., 2008
2.7.14. Corrosión por Esfuerzo.
La rotura debido a la corrosión por esfuerzo es un proceso químico/mecánico
que conduce a la rotura de ciertas aleaciones bajo esfuerzos considerables menores
que sus resistencias a la tracción.
29
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 34/53
Capítulo 1 El Problema
Figura Nº 18: Corrosión por esfuerzo.
Fuente: Jubert, A., 2008
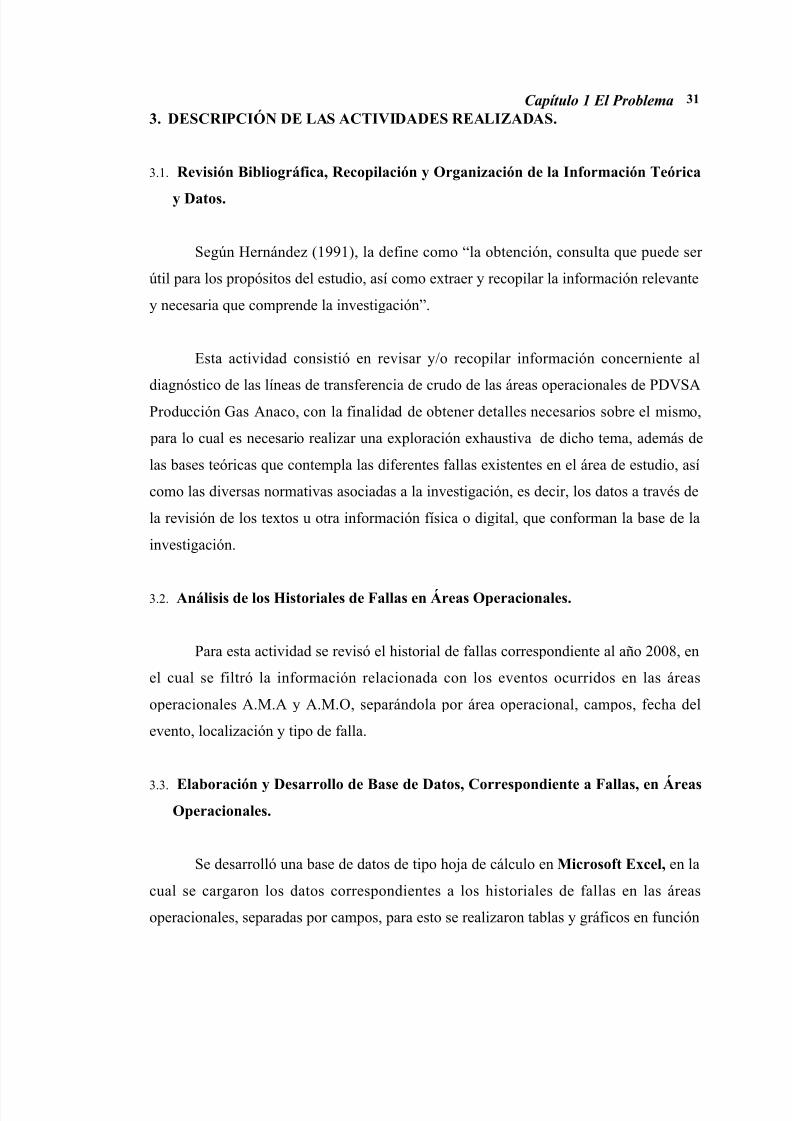
2.7.15. Corrosión por corrientes vagabundas.
Esta es producida por corriente que siguen otras vías diferentes al
establecido en un circuito determinado, en el caso específico en una
estructura metálica por donde existe conducción de corriente y por defectos
de aislamiento, uniones deficientes, etc. La corriente vagabunda puede
fluctuar e intervalos de tiempos grandes o cortos, paralelos a las
variaciones de carga de la fuente de energía. (PDVSA-Intevep, 1994)
Figura Nº 19: Corrosión por corrientes vagabundas.Fuente: Walton, W., 2004
30
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 35/53
Capítulo 1 El Problema
3. DESCRIPCIÓN DE LAS ACTIVIDADES REALIZADAS.
3.1. Revisión Bibliográfica, Recopilación y Organización de la Información Teórica
y Datos.
Según Hernández (1991), la define como “la obtención, consulta que puede ser
útil para los propósitos del estudio, así como extraer y recopilar la información relevante
y necesaria que comprende la investigación”.
Esta actividad consistió en revisar y/o recopilar información concerniente al
diagnóstico de las líneas de transferencia de crudo de las áreas operacionales de PDVSAProducción Gas Anaco, con la finalidad de obtener detalles necesarios sobre el mismo,
para lo cual es necesario realizar una exploración exhaustiva de dicho tema, además de
las bases teóricas que contempla las diferentes fallas existentes en el área de estudio, así
como las diversas normativas asociadas a la investigación, es decir, los datos a través de
la revisión de los textos u otra información física o digital, que conforman la base de la
investigación.
3.2. Análisis de los Historiales de Fallas en Áreas Operacionales.
Para esta actividad se revisó el historial de fallas correspondiente al año 2008, en
el cual se filtró la información relacionada con los eventos ocurridos en las áreas
operacionales A.M.A y A.M.O, separándola por área operacional, campos, fecha del
evento, localización y tipo de falla.
3.3. Elaboración y Desarrollo de Base de Datos, Correspondiente a Fallas, en ÁreasOperacionales.
Se desarrolló una base de datos de tipo hoja de cálculo en Microsoft Excel, en la
cual se cargaron los datos correspondientes a los historiales de fallas en las áreas
operacionales, separadas por campos, para esto se realizaron tablas y gráficos en función
31
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 36/53
Capítulo 1 El Problema
de las fallas existentes en estos, así como comparaciones gráficas y porcentuales de las
diferentes áreas, esto con el fin de determinar, porcentajes de fallas e incidencia de las
mismas, y cual área presenta mayor cantidad de fallas en tuberías, para finalmente
proponer las acciones pertinentes.
3.4. Determinación de la Incidencia de Fallas en líneas de Transferencia de Crudo
en Áreas Operacionales
Se contabilizaron las cantidades de fallas ocurridas por área operacional y campo
en un lapso de 12 meses, obteniéndose como resultado el tiempo en meses que
aproximadamente transcurre antes de que ocurra una falla en líneas de transferencia.
3.5. Diagnóstico Visual de Líneas de Transferencia en Áreas Operacionales.
Se realizaron visitas técnicas guiadas a los diferentes campos de producción y
estaciones de bombeo a fin de determinar la realidad existente en cuanto a problemas en
líneas de transferencia de crudo.
3.6. Análisis y Comparación de los Resultados Obtenidos.
Se procedió al análisis de los resultados obtenidos de cada uno de los campos y
de las áreas operacionales evaluadas, haciendo uso del material bibliográfico para
establecer las comparaciones, entre los resultados. Además, se realizaron las
conclusiones y recomendaciones pertinentes, basadas en los objetivos y resultados
obtenidos.
3.7. Propuesta de evaluación para la Determinación de Potencial Corrosivo en las
Líneas de Crudo de la zona más afectada.
Se desarrolló una propuesta, basada en la realización de una evaluación detallada
de las líneas de transferencia de crudo correspondiente al campo con mayor cantidad de
32
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 37/53
Capítulo 1 El Problema
fallas, con esta propuesta se espera recopilar la información necesaria para comprender
el fenómeno corrosivo y su impacto.
3.8. Redacción del Informe.
Una vez finalizada la rueda de análisis y discusión de los resultados se procedió a
la elaboración del informe final de pasantías, según el formato propuesto por la
Coordinación de Pasantías de la Universidad Nacional Francisco de Miranda.
33
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 38/53
UNIVERSIDAD NACIONAL EXPERIMENTAL “FRANCISCO DE MIRANDA”ÁREA DE TECNOLOGÍA
PUNTO FIJO – EDO. FALCÓN – VENEZUELA
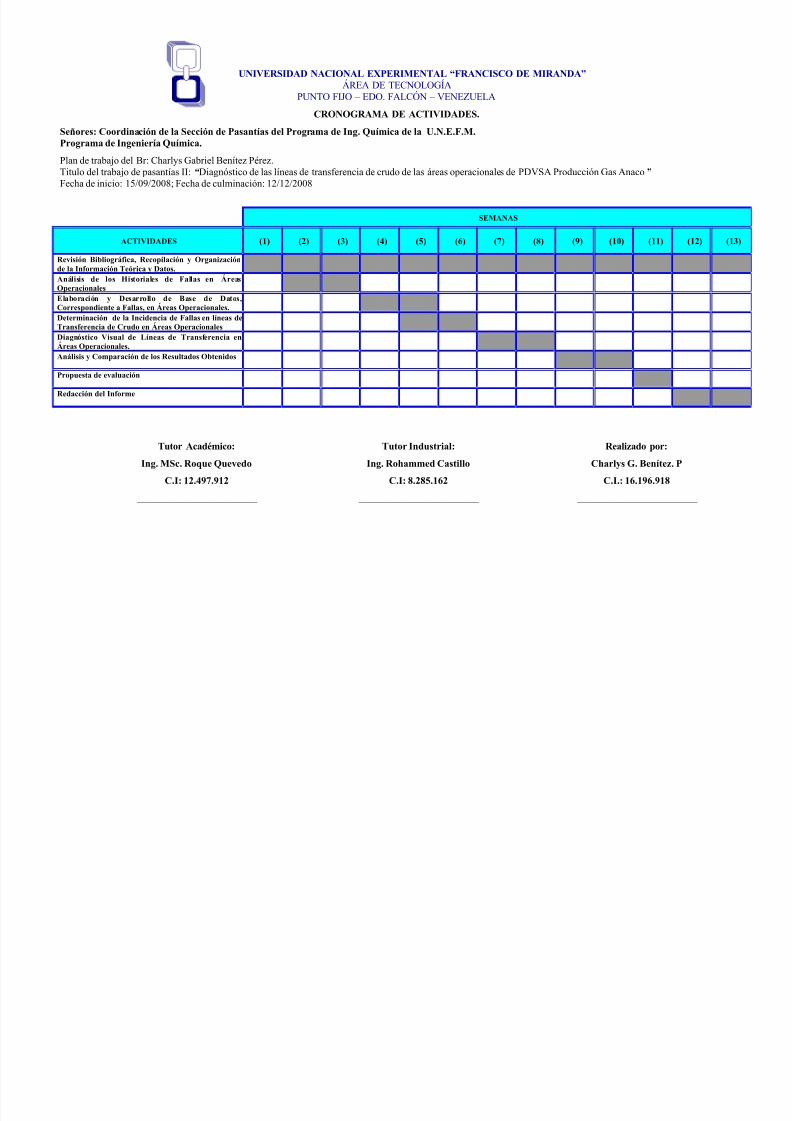
CRONOGRAMA DE ACTIVIDADES.
Señores: Coordinación de la Sección de Pasantías del Programa de Ing. Química de la U.N.E.F.M.Programa de Ingeniería Química.
Plan de trabajo del Br: Charlys Gabriel Benítez Pérez.Titulo del trabajo de pasantías II: “ Diagnóstico de las líneas de transferencia de crudo de las áreas operacionales de PDVSA Producción Gas Anaco”Fecha de inicio: 15/09/2008; Fecha de culminación: 12/12/2008
SEMANAS
ACTIVIDADES (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12)
Revisión Bibliográfica, Recopilación y Organizaciónde la Información Teórica y Datos.Análisis de los Historiales de Fallas en ÁreasOperacionalesElaboración y Desarrollo de Base de Datos,Correspondiente a Fallas, en Áreas Operacionales.Determinación de la Incidencia de Fallas en líneas deTransferencia de Crudo en Áreas OperacionalesDiagnóstico Visual de Líneas de Transferencia enÁreas Operacionales.Análisis y Comparación de los Resultados Obtenidos
Propuesta de evaluación
Redacción del Informe
Realizado por:
Charlys G. Benítez. P
C.I.: 16.196.918
________________________
Tutor Académico:
Ing. MSc. Roque Quevedo
C.I: 12.497.912
________________________
Tutor Industrial:
Ing. Rohammed Castillo
C.I: 8.285.162
________________________
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 39/53
Capítulo 4 Análisis de Resultados
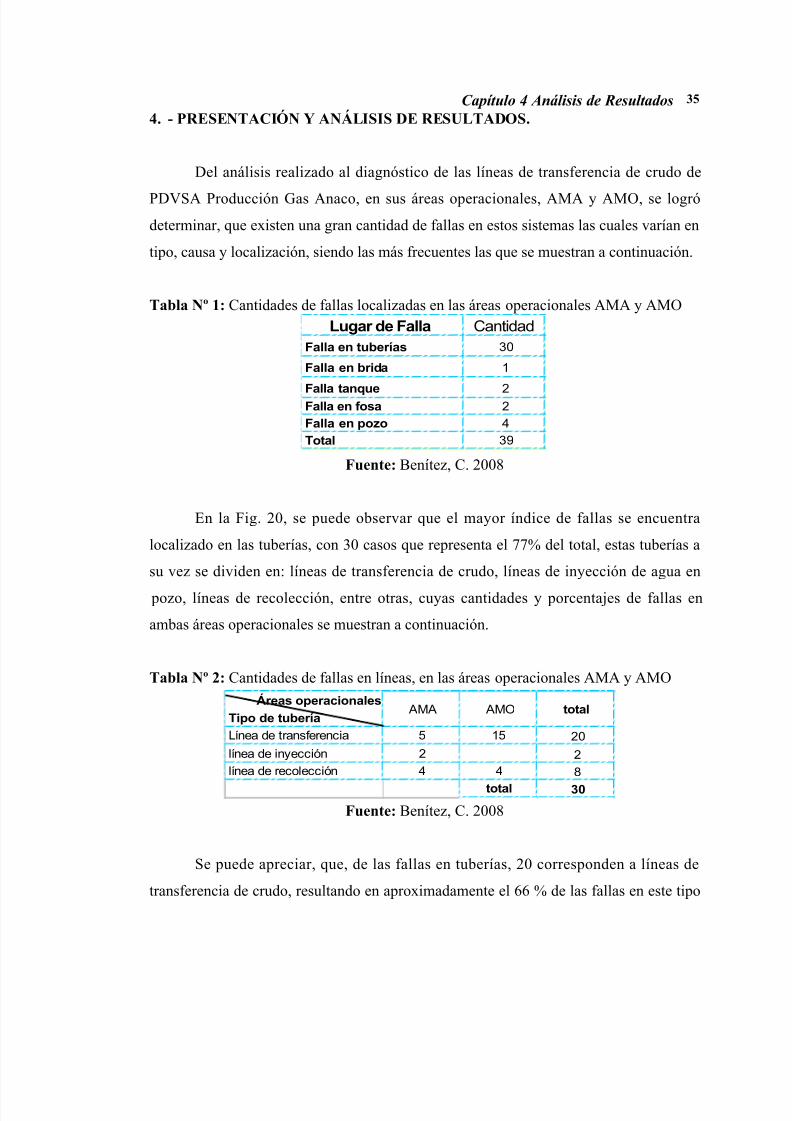
4. - PRESENTACIÓN Y ANÁLISIS DE RESULTADOS.
Del análisis realizado al diagnóstico de las líneas de transferencia de crudo de
PDVSA Producción Gas Anaco, en sus áreas operacionales, AMA y AMO, se logródeterminar, que existen una gran cantidad de fallas en estos sistemas las cuales varían en
tipo, causa y localización, siendo las más frecuentes las que se muestran a continuación.
Tabla Nº 1: Cantidades de fallas localizadas en las áreas operacionales AMA y AMO
Fuente: Benítez, C. 2008
En la Fig. 20, se puede observar que el mayor índice de fallas se encuentra
localizado en las tuberías, con 30 casos que representa el 77% del total, estas tuberías a
su vez se dividen en: líneas de transferencia de crudo, líneas de inyección de agua en
pozo, líneas de recolección, entre otras, cuyas cantidades y porcentajes de fallas en
ambas áreas operacionales se muestran a continuación.
Tabla Nº 2: Cantidades de fallas en líneas, en las áreas operacionales AMA y AMO
Fuente: Benítez, C. 2008
Se puede apreciar, que, de las fallas en tuberías, 20 corresponden a líneas de
transferencia de crudo, resultando en aproximadamente el 66 % de las fallas en este tipo
35
Cantidad
30
1
22
4
39
Falla tanqueFalla en fosa
Falla en tuberías
Falla en brida
TotalFalla en pozo
Lugar de Falla
Áreas operacionales
Tipo de tubería
Línea de transferencia 5 15 20
línea de inyección 2 2
línea de recolección 4 4 8
total 30
totalAMA AMO
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 40/53
Capítulo 4 Análisis de Resultados
de sistemas (Ver Fig. 21), mientras que el 3% restante, corresponde a fallas en líneas de
inyección y líneas de recolección.
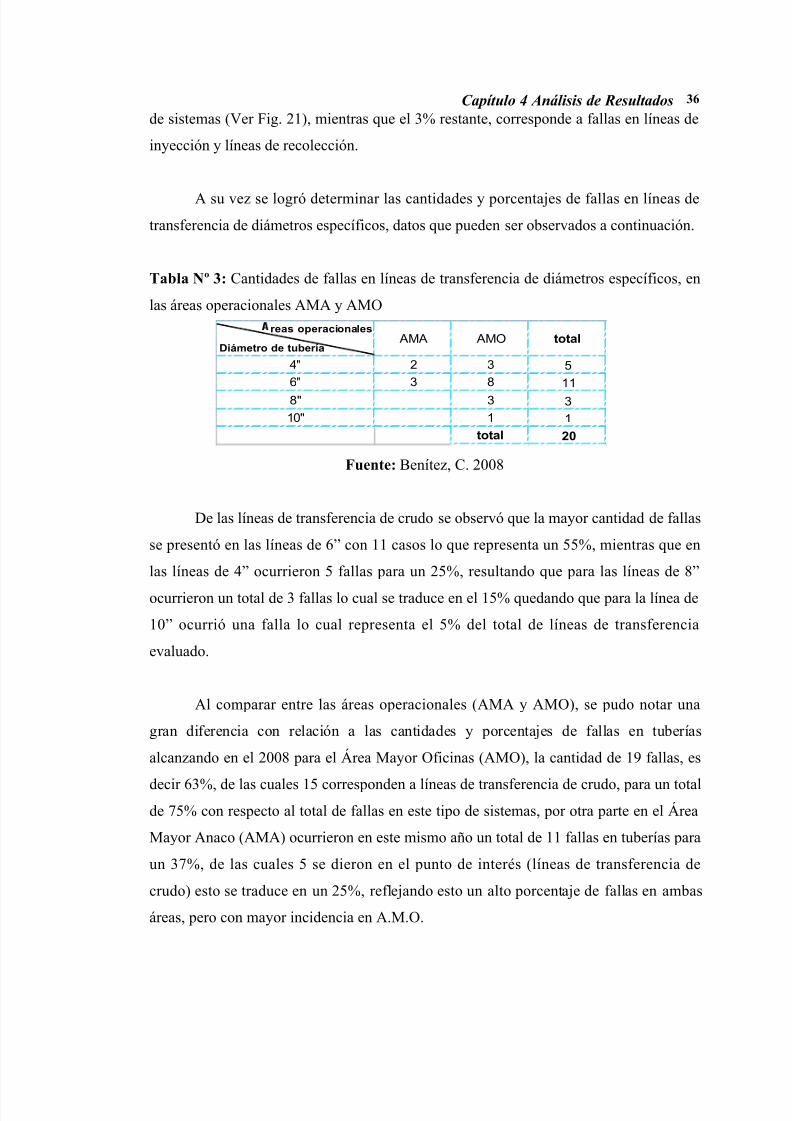
A su vez se logró determinar las cantidades y porcentajes de fallas en líneas detransferencia de diámetros específicos, datos que pueden ser observados a continuación.
Tabla Nº 3: Cantidades de fallas en líneas de transferencia de diámetros específicos, en
las áreas operacionales AMA y AMO
Fuente: Benítez, C. 2008
De las líneas de transferencia de crudo se observó que la mayor cantidad de fallas
se presentó en las líneas de 6” con 11 casos lo que representa un 55%, mientras que en
las líneas de 4” ocurrieron 5 fallas para un 25%, resultando que para las líneas de 8”
ocurrieron un total de 3 fallas lo cual se traduce en el 15% quedando que para la línea de
10” ocurrió una falla lo cual representa el 5% del total de líneas de transferencia
evaluado.
Al comparar entre las áreas operacionales (AMA y AMO), se pudo notar una
gran diferencia con relación a las cantidades y porcentajes de fallas en tuberías
alcanzando en el 2008 para el Área Mayor Oficinas (AMO), la cantidad de 19 fallas, es
decir 63%, de las cuales 15 corresponden a líneas de transferencia de crudo, para un totalde 75% con respecto al total de fallas en este tipo de sistemas, por otra parte en el Área
Mayor Anaco (AMA) ocurrieron en este mismo año un total de 11 fallas en tuberías para
un 37%, de las cuales 5 se dieron en el punto de interés (líneas de transferencia de
crudo) esto se traduce en un 25%, reflejando esto un alto porcentaje de fallas en ambas
áreas, pero con mayor incidencia en A.M.O.
36
reas operacionales
Diámetro de tubería
4" 2 3 5
6" 3 8 11
8" 3 3
10" 1 1
total 20
totalAMA AMO
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 41/53
Capítulo 4 Análisis de Resultados
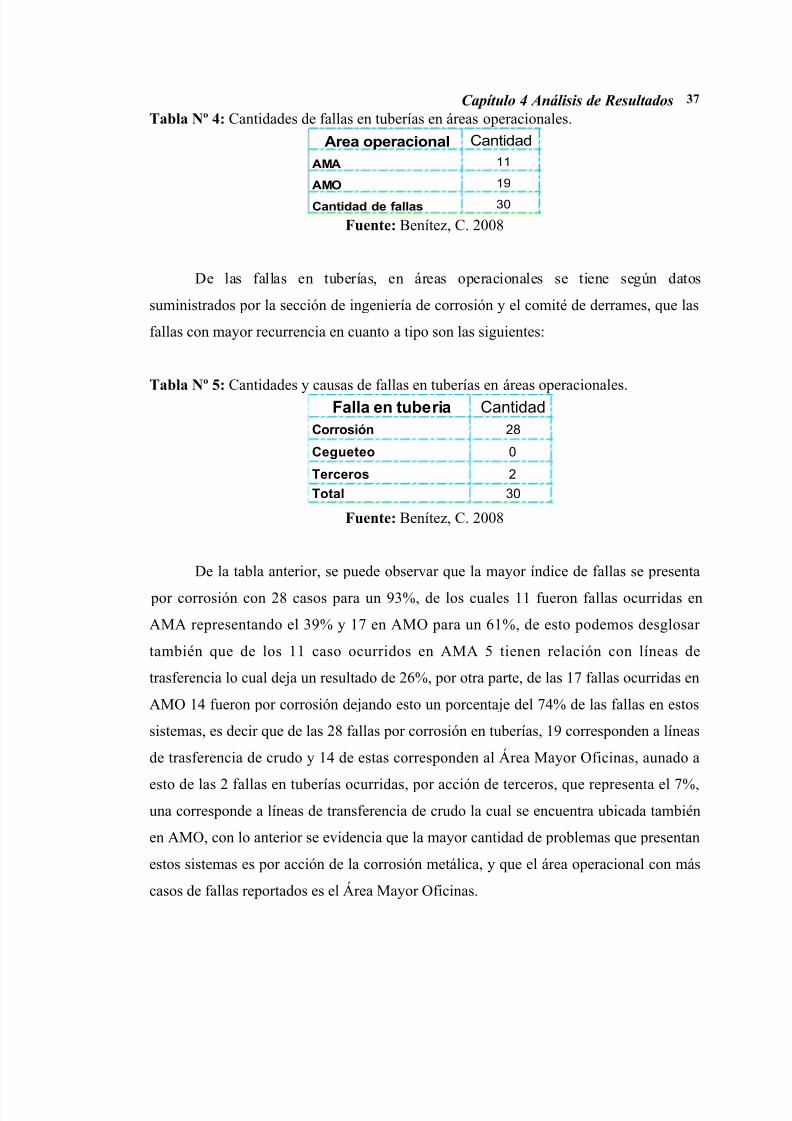
Tabla Nº 4: Cantidades de fallas en tuberías en áreas operacionales.
Fuente: Benítez, C. 2008
De las fallas en tuberías, en áreas operacionales se tiene según datos
suministrados por la sección de ingeniería de corrosión y el comité de derrames, que las
fallas con mayor recurrencia en cuanto a tipo son las siguientes:
Tabla Nº 5: Cantidades y causas de fallas en tuberías en áreas operacionales.
Fuente: Benítez, C. 2008
De la tabla anterior, se puede observar que la mayor índice de fallas se presenta
por corrosión con 28 casos para un 93%, de los cuales 11 fueron fallas ocurridas en
AMA representando el 39% y 17 en AMO para un 61%, de esto podemos desglosar
también que de los 11 caso ocurridos en AMA 5 tienen relación con líneas de
trasferencia lo cual deja un resultado de 26%, por otra parte, de las 17 fallas ocurridas en
AMO 14 fueron por corrosión dejando esto un porcentaje del 74% de las fallas en estos
sistemas, es decir que de las 28 fallas por corrosión en tuberías, 19 corresponden a líneas
de trasferencia de crudo y 14 de estas corresponden al Área Mayor Oficinas, aunado a
esto de las 2 fallas en tuberías ocurridas, por acción de terceros, que representa el 7%,una corresponde a líneas de transferencia de crudo la cual se encuentra ubicada también
en AMO, con lo anterior se evidencia que la mayor cantidad de problemas que presentan
estos sistemas es por acción de la corrosión metálica, y que el área operacional con más
casos de fallas reportados es el Área Mayor Oficinas.
37
Cantidad
11
19
30
AMA
Cantidad de fallas
AMO
Area operacional
Cantidad
28
0
2
30
Terceros
Total
Falla en tuberia
Corrosión
Cegueteo
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 42/53
Capítulo 4 Análisis de Resultados
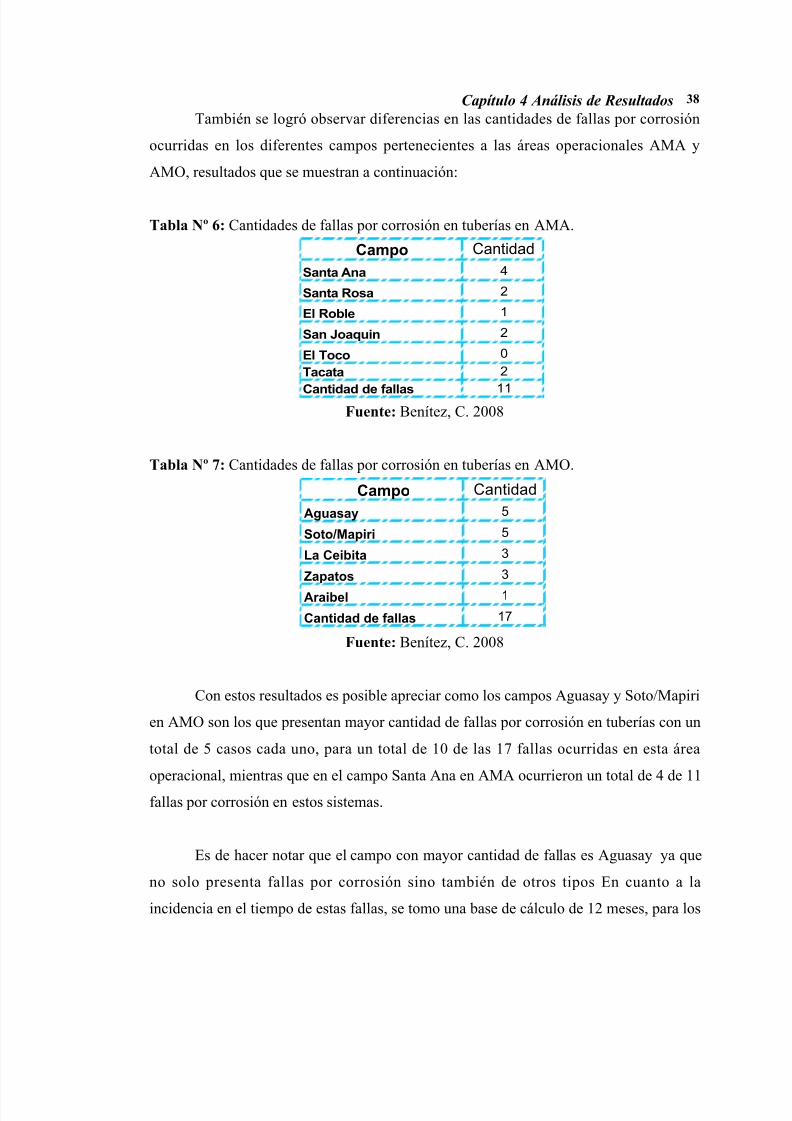
También se logró observar diferencias en las cantidades de fallas por corrosión
ocurridas en los diferentes campos pertenecientes a las áreas operacionales AMA y
AMO, resultados que se muestran a continuación:
Tabla Nº 6: Cantidades de fallas por corrosión en tuberías en AMA.
Fuente: Benítez, C. 2008
Tabla Nº 7: Cantidades de fallas por corrosión en tuberías en AMO.
Fuente: Benítez, C. 2008
Con estos resultados es posible apreciar como los campos Aguasay y Soto/Mapiri
en AMO son los que presentan mayor cantidad de fallas por corrosión en tuberías con un
total de 5 casos cada uno, para un total de 10 de las 17 fallas ocurridas en esta área
operacional, mientras que en el campo Santa Ana en AMA ocurrieron un total de 4 de 11fallas por corrosión en estos sistemas.
Es de hacer notar que el campo con mayor cantidad de fallas es Aguasay ya que
no solo presenta fallas por corrosión sino también de otros tipos En cuanto a la
incidencia en el tiempo de estas fallas, se tomo una base de cálculo de 12 meses, para los
38
Cantidad
4
2
1
2
0
2
11Cantidad de fallas
El Roble
San Joaquin
El TocoTacata
Campo
Santa Ana
Santa Rosa
Cantidad
5
5
3
3
1
17
La Ceibita
Zapatos
Araibel
Cantidad de fallas
Campo
Aguasay
Soto/Mapiri
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 43/53
Capítulo 4 Análisis de Resultados
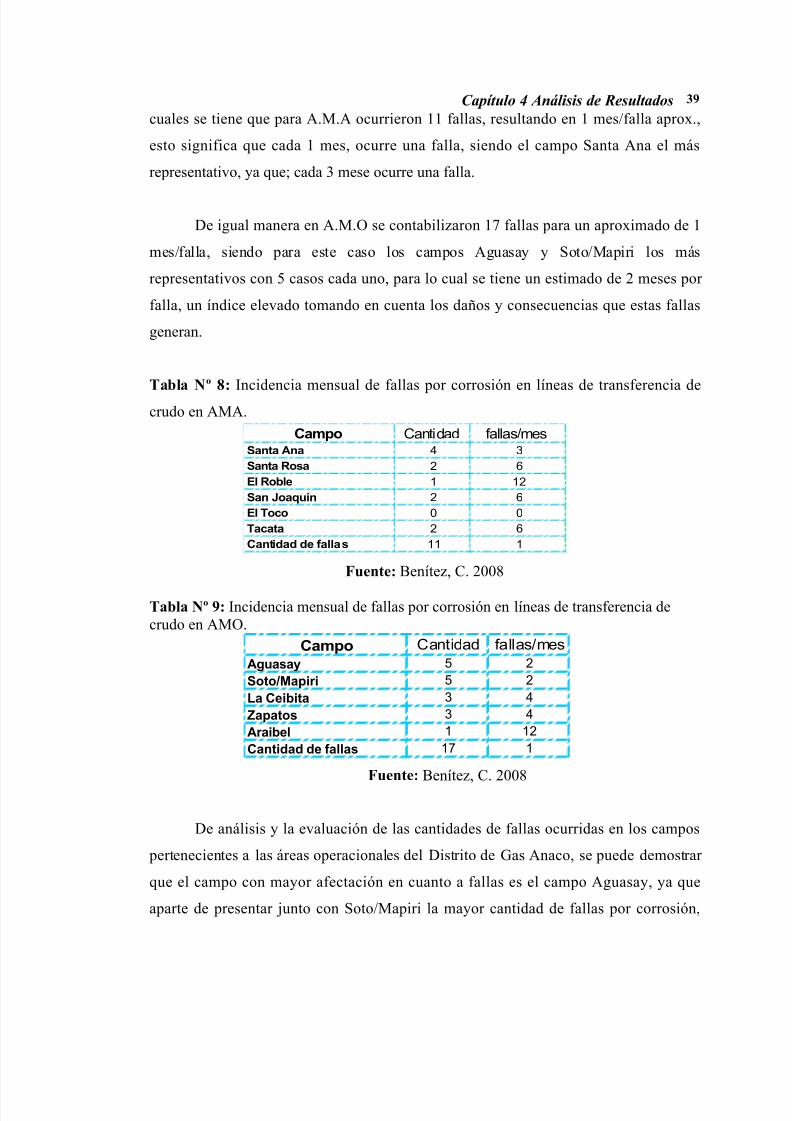
cuales se tiene que para A.M.A ocurrieron 11 fallas, resultando en 1 mes/falla aprox.,
esto significa que cada 1 mes, ocurre una falla, siendo el campo Santa Ana el más
representativo, ya que; cada 3 mese ocurre una falla.
De igual manera en A.M.O se contabilizaron 17 fallas para un aproximado de 1
mes/falla, siendo para este caso los campos Aguasay y Soto/Mapiri los más
representativos con 5 casos cada uno, para lo cual se tiene un estimado de 2 meses por
falla, un índice elevado tomando en cuenta los daños y consecuencias que estas fallas
generan.
Tabla Nº 8: Incidencia mensual de fallas por corrosión en líneas de transferencia decrudo en AMA.
Fuente: Benítez, C. 2008
Tabla Nº 9: Incidencia mensual de fallas por corrosión en líneas de transferencia decrudo en AMO.
Fuente: Benítez, C. 2008
De análisis y la evaluación de las cantidades de fallas ocurridas en los campos
pertenecientes a las áreas operacionales del Distrito de Gas Anaco, se puede demostrar
que el campo con mayor afectación en cuanto a fallas es el campo Aguasay, ya que
aparte de presentar junto con Soto/Mapiri la mayor cantidad de fallas por corrosión,
39
Cantidad fallas/mes
5 2
5 2
3 4
3 4
1 12
17 1
Zapatos
Araibel
Cantidad de fallas
CampoAguasay
Soto/Mapiri
La Ceibita
Cantidad fallas/mes4 3
2 6
1 12
2 6
0 0
2 6
11 1
CampoSanta AnaSanta RosaEl RobleSan JoaquínEl TocoTacataCantidad de fallas
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 44/53
Capítulo 4 Análisis de Resultados
también presentó fallas de otro tipo, aunado a esto los resultados obtenidos del
diagnóstico visual muestran el estado y grado de deterioro de las líneas de este campo,
esto sin mencionar los altos periodos de operación en años que poseen estas líneas de
transferencia; razón por la cual este campo resulta el candidato idóneo para larealización de un estudio detallado que permita comprender la naturaleza y origen de
estas fallas.
4.1. Propuesta para la “Determinación del Potencial Corrosivo en la Líneas de
Transferencia de Crudo ínter estaciones del Campo Aguasay de PDVSA
Producción Gas Anaco”
Con el desarrollo y análisis de los resultados obtenidos en el presente
diagnóstico, resulta evidente que existen parámetros desconocidos que inciden en gran
medida en la formación de diversas fallas en líneas de transferencia de crudo, uno de
estos factores que inducen la ocurrencia de este tipo de eventos es la corrosión; dado que
este fenómeno no se presenta de una única manera, ni tiene sus orígenes en casos
aislados, resulta imprescindible la realización de un estudio que permita conocer con un
mayor grado de detalle, las causas que originan este fenómeno, los mecanismos de
formación y propagación, los tipos existentes y las consecuencias que podría generar en
el entorno macro del proceso.
Por tal razón se propone a la Sección de Corrosión adscripta a la
Superintendencia de Mantenimiento de PDVSA Producción Gas Anaco la
“Determinación del Potencial Corrosivo en la Líneas de Transferencia de Crudo
ínter estaciones del Campo Aguasay de PDVSA Producción Gas Anaco” a fin de
determinar los factores, parámetros y datos desconocidos, antes mencionados y plantear la mejor manera de mitigar y reducir la ocurrencia de este tipo de fallas, pudiendo a
futuro extrapolar estos resultados a otras plantas y campos que presenten los mismos
problemas, y de esta manera optimizar los recursos mediante la optimización de los
procesos.
40
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 45/53
Capítulo 4 Análisis de Resultados
CONCLUSIONES Y RECOMENDACIONES
• Se revisó el historial general de averías del cual se extrajeron las fallas ocurridas solo
en el área de Operaciones de Producción (AMA y AMO).
• A través del historial de fallas se pudo conocer los tipos de fallas, localización,
descripción del equipo y áreas afectadas.
• Se logró desarrollar una base de datos que permitió conocer los tipos de fallas así
como las cantidades y porcentajes de estas.
• Se pudo determinar que ocurrieron un total de 28 fallas en tuberías entre las 2 áreas
operacionales, resultando en un total de 2 fallas anuales.
• Se determinó que el área con mayor afectación en tuberías es AMO, con 17 fallas, y
el campo con mayor cantidad de fallas es Aguasay con 5.
•
Se logro determinar a través de la inspección visual, el estado de las líneas detransferencia de crudo, pudiéndose observar que muchas de estas presentan altas
tasas de corrosión.
• Se planteó y elaboró una propuesta para la determinación del potencial corrosivo en
las líneas de transferencia de crudo del campo con mayor cantidad de problemas.
• Se recomienda realizar un proyecto de Determinación del Potencial corrosivo en las
líneas de transferencia de crudo ínter estaciones del campo Aguasay de PDVSA
Producción Gas Anaco.
• Se recomienda la ejecución y mantenimiento de un plan de recolección estadística de
fallas por corrosión.
41
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 46/53
Capítulo 4 Análisis de Resultados
• Se recomienda realizar un diagnóstico riguroso a las líneas de transferencia que
presenten un número de fallas mayor o igual a 2.
• Se recomienda la cooperación entre diferentes equipos multidisciplinarios para
elaborar y mantener un sistema de información eficiente que permita predecir futuras
averías.
REFERENCIAS BIBLIOGRÁFICAS
42
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 47/53
Capítulo 4 Análisis de Resultados
Andérez, J., (2003). Prevención y Control de Corrosión. Universidad de los
Andes, Escuela de Ingeniería Química. Mérida, Venezuela.
Arias, F. (2006). El Proyecto de Investigación. (5a Ed.). Caracas, Venezuela.
ASTM Intenational. (2004). G15-04, Standard Terminology Relating to
Corrosion and Corrosion Testing. United State.
ASTM Intenational. (2004). G3-89, Standard Practice for Conventions
Applicable to Electrochemical Measurements in Corrosion Testing. UnitedState.
Chow, Y. (1994). Análisis Estadístico. (2a Ed). McGraw-Hill, México.
Da Costa, C., (2006). Evaluación de Perdidas de Espesores y Propuesta de
Opciones de Control en Bajantes de Pozos Productores, PDVSA, Distrito Gas
Anaco. Universidad Central de Venezuela, Escuela de Ingeniería Química.Caracas, Venezuela.
Fontana, M. (1986). Corrosion Engineering. (3a Ed.). McGraw-Hill. New
York.
Gini, C. (1953). Curso de Estadística. (2a Ed). Italia.
González, Y. (2004). Análisis Estadístico. [Pagina web en línea]. Disponible
en: http://www.monografias.com/trabajos15/estadistica/estadistica.shtml
43
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 48/53
Capítulo 4 Análisis de Resultados
Hernández, Y., y Palacios, C., Diagnóstico, Cuantificación y Caracterización
del Fenómeno de Erosión/Corrosión en Instalaciones de Petróleo y Gas
Asociadas a Piamo. Corpoven. Puerto la Cruz, Venezuela.
Ingeniería de Corrosión. (2005).. Manual de Control y Prevención de
Corrosión. PDVSA.
Jones, D. (1996). Principles and Prevention of Corrosion, (2da Ed.). Prentice-
Hall. United State.
Jubert, A. (2008). La corrosión en la vida diaria. [Pagina web en línea].Disponible en: http://www.ing.unlp.edu.ar/quimica/corrosion.htm
Lugo, M. (2004). Corrosión y Protección Catódica en la Industria Petrolera.
Universidad de Oriente, Escuela de Ingeniería Eléctrica. Puerto la Cruz,
Venezuela.
Mata, J. (2007). Asignación del Nivel de Integridad de un SistemaInstrumentado de Seguridad en una Estación de Descarga de una Compañía de
Exploración y Producción de Petróleo y Gas. Universidad de Oriente, Escuela
de Ingeniería Eléctrica. Puerto la Cruz, Venezuela.
Miller, I y Freund, J. (1994). Probabilidad y Estadística para Ingenieros. (4a
Ed). Prentice-Hall, México.
Moreno, A. (2001). El Fenómeno de la Corrosión en Estructuras de Concreto
Reforzado. Secretaria de Comunicaciones y Transportes, Instituto Mexicano
Del Transporte. México.
44
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 49/53
Capítulo 4 Análisis de Resultados
National Association of Corrosion Engineers, (2003). NACE International
Book of Standards. Houston, United State.
PDVSA. (1998). EL Pozo Ilustrado. (4a Ed). Fondo Editorial del Centro
Internacional de Educación y Desarrollo (FONCIED). Caracas, Venezuela.
Pierre, R. (1999). Handbook of Corrosion Engineering. McGraw-Hill. New
York.
Rondón, R. (2005). Evaluación del Potencial de Corrosividad Interna en los
Gasoductos Principales y Líneas de Recolección de Gas del Area Mayor Anaco. Universidad de Oriente, Escuela de Ingeniería Química. Puerto la Cruz,
Venezuela.
Spiegel, M. (1991). Estadística. (2a Ed). McGraw-Hill. New York.
Uhlig, H. (1970). Corrosión y Control de Corrosión. Urmo ediciones, España.
Viloria, A., y Vera, J. (1994). Corrosión en la Industria Petrolera, Guía Practica
Intevep. PDVSA – Intevep. Caracas, Venezuela.
45

5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 50/53
Capítulo 4 Análisis de Resultados 46
5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 51/53
APÉNDICES
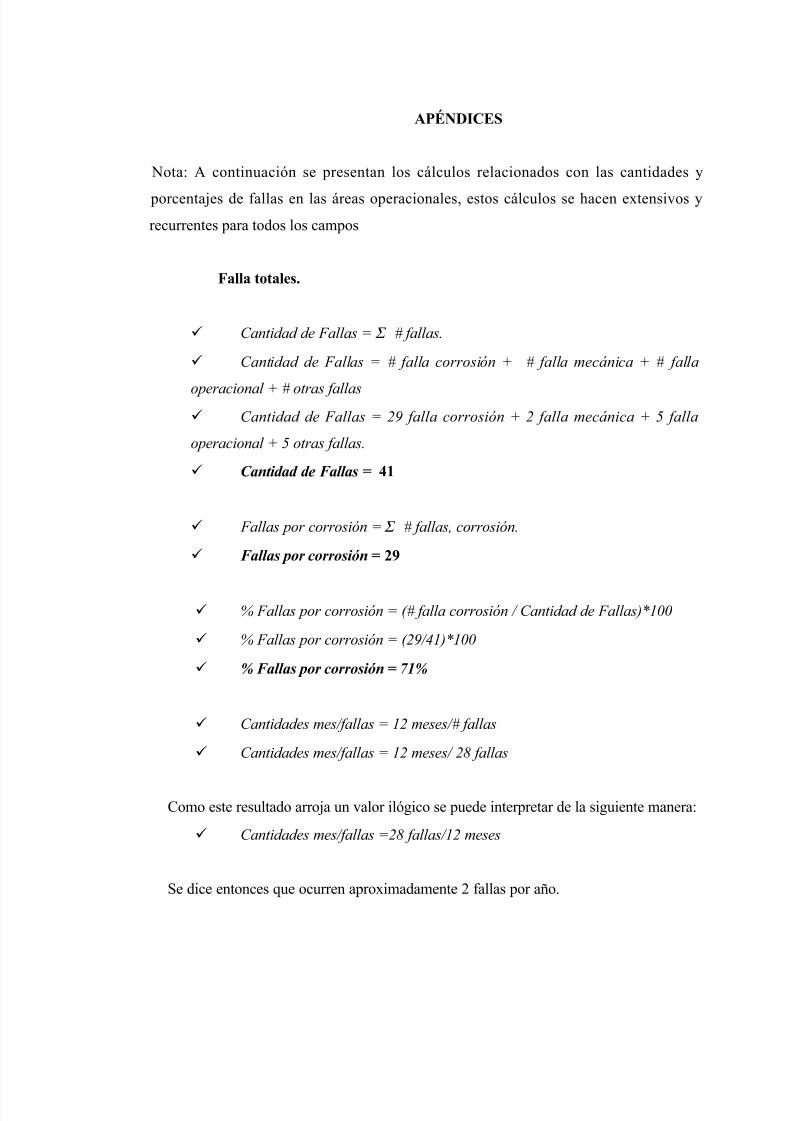
Nota: A continuación se presentan los cálculos relacionados con las cantidades y
porcentajes de fallas en las áreas operacionales, estos cálculos se hacen extensivos yrecurrentes para todos los campos
Falla totales.
Cantidad de Fallas = Σ # fallas.
Cantidad de Fallas = # falla corrosión + # falla mecánica + # falla
operacional + # otras fallas
Cantidad de Fallas = 29 falla corrosión + 2 falla mecánica + 5 falla
operacional + 5 otras fallas.
Cantidad de Fallas = 41
Fallas por corrosión = Σ # fallas, corrosión.
Fallas por corrosión = 29
% Fallas por corrosión = (# falla corrosión / Cantidad de Fallas)*100
% Fallas por corrosión = (29/41)*100
% Fallas por corrosión = 71%
Cantidades mes/fallas = 12 meses/# fallas
Cantidades mes/fallas = 12 meses/ 28 fallas
Como este resultado arroja un valor ilógico se puede interpretar de la siguiente manera:
Cantidades mes/fallas =28 fallas/12 meses
Se dice entonces que ocurren aproximadamente 2 fallas por año.

5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 52/53
ANEXOS
Figura Nº 20: Porcentajes de fallas localizadas en las áreas operacionales AMA y AMO
Fuente: Benítez, C. 2008
Figura Nº 21: Porcentajes de fallas en líneas, en las áreas operacionales AMA y AMO
Fuente: Benítez, C. 2008
77%
3%
5% 5%10%
Falla en tuberia
Falla en brida
Falla tanque
Falla en fosa
Falla en pozo
66%7%
27%
Línea de transferencia
línea de inyección de
línea de recolección

5/10/2018 Pasantias II - slidepdf.com
http://slidepdf.com/reader/full/pasantias-ii 53/53