universidad de carabobo facultad experimental de...
TRANSCRIPT

UNIVERSIDAD DE CARABOBOFACULTAD EXPERIMENTAL DE CIENCIAS Y TECNOLOGIA
DEPARTAMENTO DE QUIMICA
INFORME DE PASANTÍAS:
ADIESTRAMIENTO EN LAS TÉCNICAS DE ANÁLISIS RUTINARIAS DEL LABORATORIO CENTRAL DE LA EMPRESA PAPELES VENEZOLANOS C. A.
(PAVECA)
Agosto 18 – Noviembre 08, 2008
UNIVERSIDAD DE CARABOBOFACULTAD EXPERIMENTAL DE CIENCIAS Y TECNOLOGIA
DEPARTAMENTO DE QUIMICA
INFORME DE PASANTÍAS:
ADIESTRAMIENTO EN LAS TÉCNICAS DE ANÁLISIS RUTINARIAS DEL LABORATORIO CENTRAL DE LA EMPRESA PAPELES VENEZOLANOS C. A.
(PAVECA)
Autor: Br. Leonardo J. Acosta V.Tutora Académica: Ing. Sheila Ortiz.
Tutora Empresarial: Ing. María de los A. Yépez
Agosto 18 – Noviembre 08, 2008
ÍNDICE
Resumen………………………………………………………………………………….. 4Objetivos…………………………………………………………………………………..5Capítulo I…………………………………………………………………………………. 6Capítulo II…………………………………………………………………………………10Capítulo III……………………………………………………………………………….. 17Capítulo IV……………………………………………………………………………….. 20Conclusiones………………………………………………………………………………24Bibliografía………………………………………………………………………………..25Apéndice A……………………………………………………………………………….. 26Apéndice B……………………………………………………………………………….. 27
RESUMEN
El siguiente es un informe cuya finalidad es la de mostrar al lector el trabajo de pasantías realizado por el estudiante autor del mismo, en la empresa Papeles Venezolanos Compañía Anónima (PAVECA).
Para lograr una mayor comprensión de las actividades realizadas por el pasante, se organiza dicho informe en cuatro capítulos. En el capitulo I, el lector encontrará información que le permitirá identificar a la empresa: donde se ubica, una breve reseña histórica, misión y visión de la misma, etc. Una vez identificada la empresa, el lector podrá conocer el proceso productivo que ésta lleva a cabo, detallado en el capítulo II, lo que a su vez le permitirá comprender mas fácilmente las actividades realizadas por el pasante, las cuales se detallan en el capítulo III.
Los resultados de las actividades realizadas, se presentan tabulados en el capítulo IV. Es conveniente resaltar que dada la forma en como se realizaron las pasantías, el estudiante (o pasante) no está en la obligación de presentar un análisis de los resultados obtenidos, ya que su trabajo en la empresa consistía sólo en realizar los ensayos. Sin embargo, y como debe esperarse de todo estudiante de la carrera Licenciatura en Química de la Facultad Experimental de Ciencias y Tecnología de la Universidad de Carabobo, el estudiante no se limita a realizar estos ensayos como un mero seguimiento de recetas, sino que intuitivamente los analiza y comprende, y los resultados obtenidos son seguidos con el riguroso pensamiento de un científico, estudiando variabilidades respecto a los valores aceptados como normales por la empresa, y su relación con las variables en el proceso productivo de la misma. Esto, aunque no se detalla en un informe de los resultados obtenidos, es parte de los objetivos implícitos de la pasantía.
Para finalizar, se presentan tabulados los principales análisis realizados por el pasante y su referencia a la guía seguida por recomendación (o base del análisis), esto como ayuda por si el lector requiere conocer detalladamente en que consiste el ensayo realizado, y el procedimiento para llevar a cabo el mismo.
Además, se presentan en forma detallada las conclusiones a las que llevó este período de pasantías en la empresa PAVECA, que puede resumirse en el hecho de que las mismas han permitido ilustrar al estudiante la importancia de los análisis químicos en una empresa, el cómo los mismos sirven de indicadores de control en las variables del proceso productivo, además de permitir al pasante familiarizarse en un ambiente de trabajo a nivel empresarial, y por último servir como plataforma para la inserción del mismo en el campo laboral.
OBJETIVOS
OBJETIVO GENERAL
Adiestrar al estudiante en el ánalisis rutinario llevado a cabo en el Laboratorio Central de la empresa Papeles Venezolanos C. A. (PAVECA)
OBJETIVOS ESPECÍFICOS
− Comprender las técnicas de análisis de aguas, tanto frescas como de desecho, en una empresa papelera.
− Realizar ensayos sobre pulpa y papel según estándares internacionales, exclusivos de la industria papelera.
− Ilustrar el estudio de variables de procesos, en base a los resultados obtenidos de los análisis químicos realizados.
− Adiestrar al estudiante en su desenvolvimiento en un ambiente de trabajo empresarial.− Fomentar la incursión del estudiante en el campo laboral.
CAPÍTULO I
QUE TRATA SOBRE LA EMPRESA PAPELES VENEZOLANOS C.A.
I.I.- LA EMPRESA
Papeles Venezolanos es una empresa productora de papel tissue (higiénico), ubicada en la ciudad de Guacara, Edo. Carabobo, específicamente en el sector industrial El Tigre, Carretera Nacional Guacara-San Joaquín, Kilómetro 1.
PAVECA fue, en 1953, la primera industria en establecerse en Guacara, cuando su población alcanzaba escasamente los 10.000 habitantes. Hoy en día, cuando muchas otras empresas comparten con ella su ubicación privilegiada (a 150 Km. de Caracas; a sólo 16 Km. de Valencia, tercera ciudad en importancia del país, y a 70 Km. de Puerto Cabello) y 150.000 personas se benefician de su desarrollo y progreso, PAVECA ofrece un empleo estable y ambiente laboral grato y productivo a más de 1.400 familias de la zona.
Además de la planta/sede en Guacara, PAVECA posee 8 sucursales de ventas en las ciudades más importantes del país: Guacara, Caracas, Maracaibo, Barquisimeto, Barcelona, San Cristóbal, Ciudad Bolívar y Margarita.
I.II.-RESEÑA HISTÓRICA DE LA EMPRESA.
Papeles Venezolanos C.A. fue fundada en Febrero del año 1953 en Guacara, Estado Carabobo. Tres años mas tarde (1956), da inicio a sus operaciones con tan sólo una máquina papelera (Molino), consolidándose al unirse a dos compañías de gran importancia, la primera de ellas el grupo canadiense Kruger, la cual representa la mayor empresa privada del mundo dedicada a la fabricación de papel y otros productos derivados de la madera; y la segunda Tamayo & Cía, considerada una de las mas importantes firmas de distribución de productos de consumo masivo en el país.
Con la marca SUAVE , PAVECA marcó en 1957 el inicio de la producción de papel higiénico de lujo en Venezuela y establece desde entonces un liderazgo indiscutible y sostenido en este segmento del mercado.
En 1990, la empresa inauguró la moderna Planta de Pulpa, con una capacidad de producción de 35000 toneladas anuales de pulpa BCTMP (Bleached Chemical and Thermo-Mechanic Pulp). Esta producción es usada para reemplazar, en un alto porcentaje, la pulpa química, la cual se importaba de diferentes partes del mundo. En sus inicios la planta se suplía con Pino Caribe, pero pruebas realizadas en 1992, usando Eucalipto Grandis, demostraron que se podía producir un producto superior usando este tipo de materia prima, e inmediatamente se comenzó a importar rolas de Eucalipto de Brasil y Argentina. Hoy en día, estas rolas provienen de sus plantaciones ubicadas en San Carlos, Estado Cojedes, lo que permite que la Planta de Pulpa se mantenga operativa las 24 horas del día, y el 100 %
de su producción sea consumida por los Molinos localizados en el área de Procesos. Además del significativo ahorro de divisas, la Planta de Pulpa de PAVECA brinda a una generación de jóvenes venezolanos la oportunidad de aprender a producir con tecnología avanzada, una materia que es fundamental para el desarrollo actual y la expansión de la industria papelera en Venezuela.
En el año 2000, PAVECA decidió construir una Planta de Destintado, con la finalidad de producir pasta blanqueada y semi-blanqueada, reemplazando en parte, la pulpa química importada altamente costosa. Esta planta utiliza papel reciclado de diversas calidades para extraer de ellos fibra secundaria de muy alta calidad y producir papel para diferentes gamas de productos: una fibra reciclada de mayor calidad, es usada para la elaboración de productos de alta calidad; mientras que una fibra de calidad moderada, se usa para la elaboración de productos más económicos. De esta manera, se satisfacen las exigencias del cliente, se reducen los costos de producción y se disminuye el impacto ambiental que genera el papel de desecho no reciclado, cumpliendo así con las disposiciones gubernamentales sobre la preservación del medio ambiente.
Actualmente, la empresa cuneta con 7 Molinos (o máquinas papeleras) capaces de producir 96.000 toneladas métricas de papel por año, y 30 líneas convertidoras (7 de Higiénicos, 3 de Toallas, 18 de Servilletas, 1 de envoltura, 1 Institucional), capaces de producir más de 9.5 millones de cajas por año. Con una capacidad de producción de 270 toneladas diarias de papel higiénico o tissue, Papeles Venezolanos (PAVECA) se consolida entre las cinco primeras plantas de América Latina en su segmento de negocio y es, sin duda, el más grande productor de papel tissue del país.
I.III.- MISIÓN DE LA EMPRESA
PAVECA tiene como misión mantener el liderazgo como empresa estratégicamente integrada, haciendo el mejor papel del mercado para cuidado personal y del hogar, que satisfaga las necesidades de los consumidores, clientes, accionistas y el talento humano que labora en ella, creando conciencia ambiental y con responsabilidad social.
I.IV.- VISIÓN DE LA EMPRESA
La visión de PAVECA es la de consolidar su liderazgo a través del talento humano, capacidades productivas y de comercialización, incursionando en nuevos mercados nacionales e internacionales, mediante la diversificación de productos
I.V.- RESPONSABILIDAD SOCIAL DE LA EMPRESA
Desde hace más de 50 años PAVECA ha sido sinónimo de confianza, esfuerzo y tradición para todos los venezolanos, realizando una labor constante en el desarrollo de
nuestro país, porque más allá de producir el mejor papel, ha sembrado su mejor semilla en diversos ámbitos que benefician a gran cantidad de venezolanos.
PAVECA cuenta con una integración vertical con DEFORSA, empresa filial dedicada a producir materia prima forestal extraída de los árboles de eucalipto, insumo básico para la manufactura de pulpa. DEFORSA dentro de su ideología tiene una alta responsabilidad para con el medio ambiente manejando proyectos de reforestación y conservación de flora y fauna. PAVECA y DEFORSA suministran empleo fijo a más de 1400 personas.
La vinculación de PAVECA con el consumidor venezolano se expresa en la permanencia del compromiso de la empresa, y también en las formas de desarrollar propuestas innovadoras acordes con las exigentes preferencias del consumidor, un ejemplo de ello es la marca líder del mercado Rosal, que ofrece varias presentaciones con diferentes números de hojas, que permiten adaptarse a las necesidades de cada consumidor. Esta marca además cuenta con Rosal Plus Chamos, papel higiénico para niños que innova con su divertido papel impreso y rico aroma en el tubito, y con Rosal Plus Practi-Pack, el primer higiénico portátil de Venezuela. Por otro lado, Suave Ultrasoft, ofrece su versión tradicional y la nueva versión Premium con aloe vera y manzanilla, ambas con la máxima suavidad del mercado. PAVECA también es líder del mercado en otras categorías de productos, como lo es toallas absorbentes con la marca Don Toallin, Jumbo Pack; y Household Napkins hace lo propio en la categoría de servilletas.
PAVECA, dentro de su política de responsabilidad social lleva a cabo diversas actividades, como por ejemplo en el área educativa, donde sustenta económicamente a la escuela Nueva Guacara, con más de 1200 niños. También DEFORSA colabora con el equipamiento y restauración de las escuelas cercanas a su plantación, en el Estado Cojedes. En el sector salud, PAVECA también ha hecho aportes a diversos hospitales y fundaciones a nivel nacional.
V.- VALORES DE LA EMPRESA
Son valores de Papeles Venezolanos C.A.:
− El trabajo en equipo.− La orientación al logro.− La solidaridad.− El respeto.− La moral y la ética.− El reconocimiento continuo al logro.− La excelencia.

CAPÍTULO II
QUE TRATA SOBRE EL PROCESO PRODUCTIVO EN LA EMPRESA
II.I.- INTROITO
El proceso descrito a continuación sólo involucra las secciones del mismo necesarias para la mejor comprensión del presente informe. Es necesario recordar que un proceso productivo se inicia con el suministro de materia prima y otros insumos necesarios a la planta, bien sea por la misma empresa o por proveedores. Además, luego del proceso en planta, el producto obtenido pasa a un riguroso sistema de calidad, y a un proceso final para llevarlo al mercado (empaquetamiento, etc.)
En PAVECA, el suministro de materia prima lo hace principalmente la empresa filial DEFORSA, y los insumos químicos necesarios en el proceso se obtienen través de otras empresas o proveedores. Esta parte del proceso no se especificará en detalles. Posteriormente se pasa al procesamiento de la materia prima en las diferentes secciones de la empresa (Planta de Pulpa, Planta de Destintado, Procesos o Molinos), y luego la etapa final para la puesta en el mercado del producto obtenido, que se lleva a cabo en el área conocida como Conversión. De ésta última tampoco se darán detalles.
II.II.- PROCESO DE LA PLANTA DE PULPA
Consumo de Madera
Eucalypto Eurofila es usada como la madera principal consumida en la Planta. Estos árboles han crecido en las plantaciones de la compañía. Los árboles, con cinco años de crecimiento, son cosechados usando ambos métodos, manual y equipos automatizados, y son llevados a la Planta, usando camiones que pertenecen, y son operados por Papeles Venezolanos, C.A. Las rolas, de 2.5 m de largo, son descargadas y almacenadas en el patio de madera. Luego, las rolas son cargadas en un transportador especial, el cual las dirige a través de una estación lavadora de rolas, antes de producir astillas de 20 mm aproximadamente. Estas astillas son luego tamizadas y re-astilladas, (como se requiere) y almacenadas por aproximadamente dos días antes de su consumo en la planta de pulpa.
Lavado de Astillas
Las astillas son recuperadas del área de almacenaje y son transportadas a un silo a presión atmosférica para calentarlas y sacarles el aire. Este proceso de calefacción improvisa ambos: El lavado y la etapa de impregnación, los cuales están más adelante. El lavado de astillas separa la arena y contaminantes fuertes de las astillas. Estas materias indeseadas son eliminadas del proceso. Una bomba especial es usada para transferir una mezcla de astillas y agua del proceso a un escurridor inclinado. El escurridor permite la

recuperación del agua procesada para ser re-usada, mientras las astillas se transfieren a un segundo silo de presión atmosférica.
Impregnación de Astillas
Nuevamente, las astillas son calentadas en el silo # 2 para suavizarlas, mientras se extrae el aire que pudiera permanecer atrapado dentro de las astillas. Luego, las astillas son alimentadas en una rosca obturadora, la cual las comprime al mismo tiempo que son transportadas al Impregnador Atmosférico # 1. Este impregnador permite de una manera más fácil, la separación de fibras y mejorar la calidad durante el proceso de refinación. El área de impregnación de astillas consta de dos impregnadores, los cuales están separados por un Silo de pre-calentamiento atmosférico # 3.
Refinación
El área de refinación consiste en dos etapas de refinación atmosféricas. Cada refinador está equipado con un rotor de 59" y es conducido por un motor eléctrico de 6000 HP. Estas astillas son transportadas al centro (ojo) de las zonas de refinación. Desde allí las astillas son forzadas a viajar entre dos juegos de discos, el Disco Estator, que se mantiene estacionario y el Disco Rotor que está girando a 1800 RPM. Mientras las astillas viajan del centro a la periferia de los discos, ocurre una separación individual de fibras. El patrón de disco refinador y la energía mecánica aplicada son significativos para controlar la calidad. En la salida de los discos refinadores, la pulpa entra a la cubierta del refinador, desde donde es puesta en el tanque de dilución, usando vapor generado. La pulpa es bombeada desde la tina inter-etapa hacia una prensa para ser lavada y removidos los extractivos, antes de continuar con su proceso en el refinador secundario. La pulpa del refinador secundario cae por gravedad hacia una tina de latencia. Esta tina proporciona un tiempo de retención, alta temperatura y agitación para mejorar la remoción en la latencia, antes de su limpieza y tamización.
Tamización, limpieza y espesamiento
De la tina de latencia, la pulpa es bombeada al lado de succión de la bomba de alimentación del tamiz a presión. Entonces el tamiz a presión es alimentado a una presión y consistencia constante. El tamiz es equipado con una cesta de ranuras para mejorar la remoción de las fibras largas, fibras amontonadas. Los aceptados del tamiz son dirigidos a la bomba de alimentación del depurador primario, mientras que los rechazos son dirigidos al tanque de rechazos a través del tamiz inclinado para recuperar filtrado y espesamiento. Los aceptados son mezclados con la pulpa virgen en la prensa de lavado inter-etapa y enviados al refinador secundario para futuro desarrollo. El sistema de depuración consiste en un sistema de cascadas de cuatro etapas. Los aceptados de la 1° etapa son dirigidos siguiendo el proceso, los rechazos van en reverso para proporcionar una clasificación adicional. Los aceptados de la 4° etapa son rechazados del proceso. Los aceptados de la 1° etapa de depuración son dirigidos a dos espesadores de pulpa. El filtrado es recuperado y al mismo tiempo la pulpa es descargada por gravedad a una bomba de consistencia media que
la transfiere al tanque de almacén de baja densidad. El tanque de almacén de baja densidad proporciona aproximadamente ocho horas de retención. Desde el tanque de almacén, la pulpa puede ser dirigida a través del área de blanqueo para mejorar la blancura.
Blanqueo
El área de blanqueo consiste en dos torres de blanqueo, operando entre 10 y 14% de consistencia y permitiendo aproximadamente tres horas de tiempo de retención en cada torre. Peróxido de hidrógeno, soda cáustica y otros químicos reaccionan con la lignina en las fibras para neutralizar su color natural oscuro y proporcionar el incremento necesario en la blancura. Los químicos son mezclados con la pulpa en la succión de la bomba de consistencia media antes de cada torre de blanqueo. Una prensa de limpieza localizada en la salida de cada torre permite lavar la pulpa y recuperar químicos residuales, los cuales son re-usados en el proceso. Continuando con la segunda etapa de blanqueo, la pulpa es dirigida a la torre de alta densidad. Esta torre proporciona un almacenaje de 24 horas aproximadamente a un 10% de consistencia. Desde la salida de esta torre, la pulpa podría ser dirigida a los Molinos de manera líquida o al área de Conversión transformadas en pacas, antes de su almacenaje.
Limpieza y Producción de Pacas
Para mantener un inventario adecuado de pulpa y al mismo tiempo permitir a la planta de pulpa realizar paradas de mantenimiento general, etc. es necesario producir pulpa en pacas, la cual es más fácil almacenar y ser manejada por el personal de los Molinos como sea requerido. Para hacer estas pacas se dirige la pulpa desde la torre de alta densidad (o la torre de baja densidad) a la prensa doble rollos y entonces a través de la prensa empacadora y línea de Conversión. En la prensa doble rollos, la pulpa es forzada entre dos cilindros perforados que giran a una velocidad variable, cuyos controles descargan consistencia. Mientras la pulpa pasa entre los rodillos, el filtrado es removido por presión y llevado hasta un tanque de filtrados para ser removido del proceso. La pulpa es dirigida a un ciclón atmosférico para la descarga de la presión. La prensa empacadora recibe pulpa del ciclón. Por medio de un pistón principal, un modelo de cilindro y un pistón de resistencia, las fibras de pulpa son comprimidas, formando una paca rígida, las cuales son almacenadas para el consumo de los Molinos.
II.III.- PROCESO DE LA PLANTA DE DESTINTADO
El proceso de destintado se divide, de una manera simple en cuatro etapas que se señalan a continuación:
Etapa de Pulpeo
Esta etapa contiene una serie de equipos necesarios en la elaboración de la pasta inicial y consiste en hacer una mezcla de papel, agua y los diferentes químicos útiles en el
proceso para hacer manejable la materia prima. Los equipos asociados a esta etapa son:
Transportador de Papel: Su principal objetivo es medir y llevar hasta la Pulpadora, la cantidad de papel necesaria en la etapa del pulpeo. Pulpadora: Está provista de un agitador helicoidal que permite la desintegración del papel (separación fibra-fibra), así como el mezclado de químicos y remoción de los contaminantes. Tanque de agua caliente: Proporciona la cantidad y la temperatura de agua involucrada en la elaboración de pasta.
Etapa de Limpieza
La finalidad de esta etapa es la eliminación de los diferentes contaminantes existentes en la pasta, agrupándolos por características como Densidad, forma, tamaño y flexibilidad. Para esto se usan los siguientes equipos: Pera de Descarga: Está íntimamente ligada a la etapa de pulpeo, tomando la pasta y eliminando de ella los contaminantes, cuyos tamaños sean superiores a los de la fibra. Depuradores: Operan eliminando todos aquellos contaminantes con densidades superiores a la fibra, además, consta de dos etapas: Una trata pasta densa y otra con densidad baja. Tamices: Existen diferentes tamices asociados a esta etapa, y todos buscan eliminar contaminantes con tamaños superiores a los de la fibra. Celdas de Flotación: Esta planta posee dos celdas de flotación, cuyo objetivo es eliminar la tinta hidrofóbica, mediante un proceso eficiente y compacto. Lavado: Existen dos equipos, estos están provistos de telas, cuyo objetivo es lavar la pasta mediante el drenado de esta; eliminando residuales químicos, finos y demás contaminantes más pequeños que la fibra. Permitiendo además, el espesamiento de la pasta. Gyroclean: Su función es eliminar los contaminantes que poseen densidades inferiores a la fibra, como por ejemplo los stickies. Triturador: Es el responsable de modificar los contaminantes, una vez que ya no se ha podido eliminarlos.
Etapa de Blanqueo
Existen dos torres de blanqueo que involucran dos procesos que se compenetran entre sí, garantizando el blanqueo de la pasta. En la primera torre de blanqueo, el tratamiento es oxidante, a través del peróxido de hidrógeno, proporcionando pasta semi-blanqueada. En la segunda torre de blanqueo, el tratamiento es reductivo a través de FAS o Hidrosulfito de Sodio.
Almacenamiento
La pasta sería servida de dos formas: Directamente a Molinos, y en láminas. La elaboración de láminas es posible a través de una laminadora (wet-lap) y estas láminas serían almacenadas en paletas.
II.IV.- ETAPA DE MOLINOS
Caja de sobre flujo
Dependiendo del producto a obtener, se realizan ciertas formulaciones o mezclas de pulpa antes de pasar a la etapa de Molinos. La pulpa obtenida de Planta de Pulpa y Destintado se conoce como “pulpa mecánica”. Las formulaciones se realizan mezclando pulpa mecánica con pulpa importada (hardwood, softwood) en relaciones que depende del producto a elaborar y cuya información se reserva la empresa por considerarse confidencial. La suspensión que se obtiene pasa inicialmente a una caja de sobre flujo, con la finalidad de asegurar un flujo regular de suspensión fibrosa, caudal, consistencia, y proporción constante. La mezcla pasa por un sistema de remoción de impurezas (pesadas y voluminosas) denominada “Pantalla”, para que de ésta manera continúe el recorrido hacia la caja de presión o caja de entrada de la máquina papelera. Esta caja se encarga de suministrar un chorro de suspensión de geometría laminar y tiene como función:
(a) Repartición homogénea de la pasta fibrosa a todo lo ancho de la máquina.(b) Imprimir el chorro a la velocidad y presión definida por gravedad y estable a lo
ancho de la máquina.(c) Permitir ajustes del ángulo de incidencia del chorro.
Sección seca del proceso
Una vez que la pasta fibrosa queda extendida sobre la tela de la máquina papelera o molino, se le realiza un proceso de filtración de agua de forma continua o discontinua mediante presión, quedando de esta manera las fibras entrelazadas y evitando así que se tapen los poros de la tela para que la pasta no se adhiera a ella. De suceder esto último, el papel sale con defectos. El agua filtrada es enviada al recuperador “Save-All”, con la finalidad de recuperar la fibra existente en ella.
Sistema de prensas
Después que la suspensión ha pasado por el proceso de filtración, se somete a presión con fieltros entre prensas cilíndricas. Parte del agua pasa al fieltro llegando a sequedades de 40%. En el fieltro se inyecta presión de vacío de manera que la hoja de papel se suspenda adherida al mismo. La hoja entra en contacto con un cilindro de fundición (Secador Yankee) donde se termina de eliminar el agua utilizando vapor sobrecalentado, hasta alcanzar sequedades entre 90-95%. Por otra parte, la máquina papelera también cuenta con un sistema de condensado que opera a través de un intercambiador de calor, en el cual se recupera vapor, que es reintroducido al Secador Yankee, y el agua obtenida es enviada a un sistema generador de vapor. Al Yankee se le inyecta a presión compuestos químicos como la resina y el agente release, el primero para adherir la hoja al mismo, el último para separarla de él.
Bobinado del papel
Una vez terminado el secado en el cilindro, la hoja de papel es separada del mismo a través de cuchillas, dispuestas con una inclinación específica para iniciar la etapa de bobinado. Ésta consiste en recoger la hoja de papel secada directamente del secador Yankee y realizar un bobinado a velocidad específica hasta obtener bobinas de papel seco semi-elaborado.
Estas bobinas de papel se llevan al área de Conversión, en donde son tratadas para la elaboración del producto final en su presentación comercial.
II.V.- CICLO DEL AGUA EN EL PROCESO
El proceso de producción de papel consume grandes cantidades de agua. La empresa se surte de agua fresca desde pozos subterráneos ubicados en unos terrenos pertenecientes a PAVECA, situados en Guacara y conocidos como “Turumo”.
La mayor parte del agua recuperada en Molinos es sometida a un tratamiento primario, para reinsertarla en el proceso de nuevo. El agua recuperada de Molinos se clasifica en dos sistemas o circuitos: Circuito 1 (que agrupa las aguas recuperadas en los Molinos 1, 2 y 4) y Circuito 2 (Molinos 3, 5 y 6). Cada circuito está integrado por un clarificador y un tanque de almacenamiento de agua clarificada. Básicamente, en el tratamiento de aguas de éstos circuitos, se introduce el agua recuperada en Molinos (la cual contiene cantidades considerables de fibras y residuos químicos) a un clarificador (dependiendo del circuito, al clarificador 1 ó 2). En él se le adicionan floculantes y coagulantes, y la materia sólida contenida en las mismas se arrastran al fondo del clarificador, extrayéndose como lodos, y desechándose siguiendo las normativas vigentes para ello. El agua clarificada, libre de sólidos, pasa al tanque de almacenamiento de aguas y de allí a los Molinos de nuevo.
El agua de desecho que se produce en Planta de Pulpa (altamente cargada de lignina, una sustancia presente en la madera responsable de la coloración de la misma y muy resistente a la degradación) y en Planta de Destintado (altamente cargada de residuos químicos) se envían al Circuito 3, comprendido igualmente por un clarificador y un tanque de almacenamiento. Sin embargo, el agua “clarificada” en este circuito es inservible para el proceso, debido a sus características químicas, y por ende se envía a una laguna de tratamiento secundario ubicada en Turumo, para de allí ser enviada a sistemas de riego en dicho lugar.
CAPÍTULO III
QUE TRATA SOBRE EL LUGAR EN DONDE SE REALIZARON LAS PASANTÍAS Y EN QUÉ CONSISTIERON LAS MISMAS
III.I.- LABORATORIO CENTRAL DE LA EMPRESA
El Laboratorio Central, perteneciente al Departamento de Aseguramiento de la Calidad y el Ambiente, se encarga de evaluar las condiciones físico-mecánicas de la materia prima y de los productos químicos que se emplean en el proceso de producción de la empresa, además de analizar las condiciones fisicoquímicas de los circuitos de agua en la misma, y los ensayos especiales que se requieran para solucionar los problemas que en ocasiones pudiesen presentarse en el proceso de producción.
III.II.- RUTINA DEL ANALISTA DEL LABORATORIO CENTRAL
Para cubrir todas las evaluaciones arriba descritas, se establece una rutina de trabajo en el laboratorio. Esto permite realizar los análisis requeridos, y así mantener un control de las condiciones en planta que aseguren la calidad del producto deseado.
Es parte de la rutina del analista de laboratorio examinar el agua fresca proveniente de los pozos en Turumo y las aguas del circuito 1, 2 y 3. El muestreo para la evaluación de las aguas de los pozos se realiza “in situ”, es decir, en el lugar donde están ubicados los mismos; mientras que los circuitos se analizan en tres puntos: Entrada a los clarificadores, salida de los mismos y salida de los tanques (En el caso del circuito 3, también se muestrea la laguna de tratamiento ubicada en Turumo). A las aguas provenientes de los pozos se le realiza un análisis fisicoquímico inorgánico, determinando la conductividad, el pH, la temperatura, y la dureza cálcica de las mismas. A las aguas de los circuitos 1 y 2 se le realiza un análisis fisicoquímico inorgánico mas riguroso, que consiste en determinación de pH, temperatura, conductividad, carga iónica del medio, alcalinidad, cloruros, sólidos totales, sólidos suspendidos, sólidos disueltos, aceites y grasas, sulfatos, dureza total, turbiedad, coordenadas CIELAB, y metales por absorción atómica. En el circuito 3 se realiza un análisis fisicoquímico orgánico consistente en la determinación de pH, temperatura, conductividad, sólidos suspendidos, sólidos sedimentables en base volumétrica, color, carga iónica del medio, nitrógeno, fósforo, demanda química de oxígeno, y demanda biológica de oxígeno. Los valores obtenidos de estos análisis permiten tomar las acciones que se crean necesarias para mejorar el proceso o para corregir las fallas o anomalías.
También es parte de la rutina del analista estudiar la pulpa, sea mecánica, hardwood, softwood, o incluso la proveniente del papel de reciclaje y el “broke”, que es la fibra que se recupera cuando el papel no pasa el control de calidad. La pulpa se analiza para verificar que ciertos parámetros sean los adecuados y así garantizar que el proceso de producción se
lleve a cabo eficientemente, o corregir y tomar medidas en donde sea necesario. Por lo general se analiza principalmente la fibra hardwood y softwood, que es importada, ya que la pulpa mecánica es analizada en el “Laboratorio de Planta de Pulpa”. En el análisis de la pulpa se examina la carga de la misma, el porcentaje de humedad, el porcentaje de cenizas, el porcentaje de extractivos, propiedades ópticas, y dos análisis que se detallan a continuación:
Curva de batido: La curva de batido permite medir tres parámetros importantes en la pulpa: el “freeness” o drenabilidad, el “breaking lenght” o resistencia a la rotura, y la densidad o calibre. La curva de batido consiste en refinar a escala de laboratorio la pulpa, obteniéndose así una representación del proceso en planta. Con la refinación, lo que se logra es reordenar la estructura de la fibra: en el proceso la fibra se va cortando y así adquiere un rearreglo que cambia sus propiedades físico-mecánicas. Lo que se busca con la refinación es obtener un punto óptimo en el que las propiedades físico-mecánicas sean las deseadas para la fabricación del papel (un exceso de refinación destruye la fibra). A lo largo del proceso, el freeness, el breaking lenght y la densidad de la pulpa cambian considerablemente, observándose que el freeness disminuye a lo largo del proceso, ya que al adoptar la fibra una estructura mas ordenada, permite menos el paso del agua a través de ella; el breaking lenght aumenta debido a que al adoptar una estructura mas ordenada, aumentan las fuerzas intermoleculares y con ella la resistencia a la rotura; y la densidad aumenta dado que el ordenamiento de la fibra hace que las moléculas ocupen menos volumen (este cambio es muy pequeño).
Clasificación de fibras: La clasificación de fibras permite conocer el comportamiento de la pulpa, según la distribución de la fibra en la misma. Éste parámetro es muy importante en la industria papelera ya que es determinante para obtener las formulaciones necesarias para la fabricación de un papel de alta calidad.
Otra parte de la rutina de trabajo del analista es la evaluación de los insumos químicos que se utilizan en el proceso de producción de papel y/o tratamiento de aguas. Cada químico tiene un análisis específico según las recomendaciones del proveedor y la acción del químico. Es necesario conocer las propiedades del químico para sí aprobar su uso en el proceso productivo, o rechazarlo si no cumple con los parámetros establecidos en la empresa.
Por último, el analista del laboratorio también debe encargarse de ensayos especiales que pudiesen presentarse dado algún problema en el proceso productivo, evaluaciones de riesgo, o simplemente estudios para mejorar el mismo. Si bien dichos ensayos no entran en la rutina, son comunes y de gran importancia para mantener el objetivo de la empresa: producir el mejor papel de Venezuela.
III.III.- EN QUÉ CONSISTIERON LAS PASANTÍAS.
Las pasantías realizadas consistieron en el adiestramiento del estudiante

universitario en la rutina del laboratorio, para servir de apoyo a los analistas ya establecidos en la empresa. El pasante debe realizar la rutina del laboratorio, la cual se presentó arriba, y para ello se contó con al menos dos semanas de inducción, que incluyen no solo el conocimiento de los ensayos que realiza el analista establecido ni la manera de realizarlos, sino también las medidas de seguridad generales de la empresa, específicas del área de trabajo (laboratorio), normas de comportamiento, conocimiento del proceso productivo, importancia de los análisis realizados, familiarización con el sistema informático de la empresa y el almacenamiento de los datos recolectados, etc.
Los resultados de los ensayos realizados en el período de pasantías se presentan en el capítulo IV, salvo los referentes al análisis de pulpa e insumos químicos, ya que son considerados confidenciales por la empresa.
La manera de realizar dichos análisis y su basamento se presentan tabulados en el apéndice A.
Es conveniente resaltar que el pasante sólo se encarga de realizar los ensayos y presentar los resultados obtenidos a sus superiores, siendo éstos los encargados del análisis de los mismos y de la elaboración de los informes. Sin embargo, al revisar la data acumulada en la empresa, y gracias a los conocimientos obtenidos previo estudio de la química universitaria, el pasante está en capacidad de inferir cuando un valor puede considerarse anómalo, pudiendo así elaborar los informes de resultados también, en ayuda y cooperación con los analistas establecidos en la empresa.
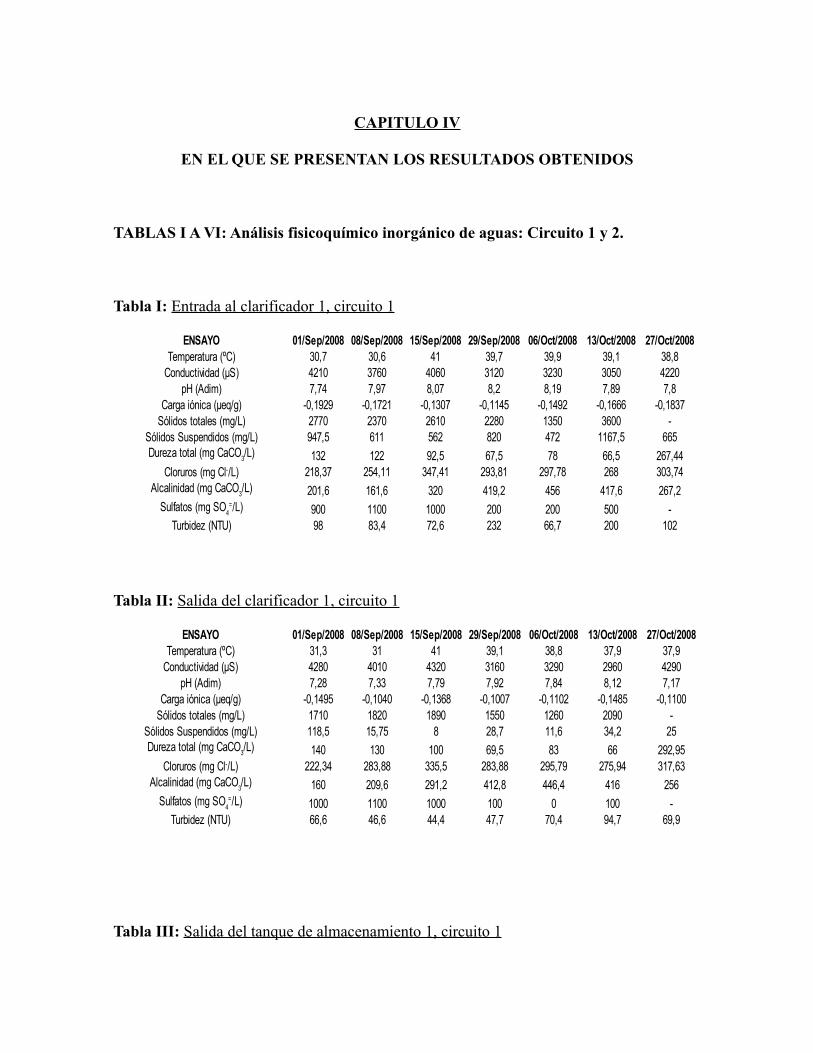
CAPITULO IV
EN EL QUE SE PRESENTAN LOS RESULTADOS OBTENIDOS
TABLAS I A VI: Análisis fisicoquímico inorgánico de aguas: Circuito 1 y 2.
Tabla I: Entrada al clarificador 1, circuito 1
Tabla II: Salida del clarificador 1, circuito 1
Tabla III: Salida del tanque de almacenamiento 1, circuito 1
ENSAYO 01/Sep/2008 08/Sep/2008 15/Sep/2008 29/Sep/2008 06/Oct/2008 13/Oct/2008 27/Oct/2008Temperatura (ºC) 30,7 30,6 41 39,7 39,9 39,1 38,8
Conductividad (μS) 4210 3760 4060 3120 3230 3050 4220pH (Adim) 7,74 7,97 8,07 8,2 8,19 7,89 7,8
Carga iónica (μeq/g) -0,1929 -0,1721 -0,1307 -0,1145 -0,1492 -0,1666 -0,1837Sólidos totales (mg/L) 2770 2370 2610 2280 1350 3600 -
Sólidos Suspendidos (mg/L) 947,5 611 562 820 472 1167,5 665
132 122 92,5 67,5 78 66,5 267,44218,37 254,11 347,41 293,81 297,78 268 303,74
201,6 161,6 320 419,2 456 417,6 267,2
900 1100 1000 200 200 500 -Turbidez (NTU) 98 83,4 72,6 232 66,7 200 102
Dureza total (mg CaCO3/L)
Cloruros (mg Cl-/L)Alcalinidad (mg CaCO
3/L)
Sulfatos (mg SO4=/L)
ENSAYO 01/Sep/2008 08/Sep/2008 15/Sep/2008 29/Sep/2008 06/Oct/2008 13/Oct/2008 27/Oct/2008Temperatura (ºC) 31,3 31 41 39,1 38,8 37,9 37,9
Conductividad (μS) 4280 4010 4320 3160 3290 2960 4290pH (Adim) 7,28 7,33 7,79 7,92 7,84 8,12 7,17
Carga iónica (μeq/g) -0,1495 -0,1040 -0,1368 -0,1007 -0,1102 -0,1485 -0,1100Sólidos totales (mg/L) 1710 1820 1890 1550 1260 2090 -
Sólidos Suspendidos (mg/L) 118,5 15,75 8 28,7 11,6 34,2 25
140 130 100 69,5 83 66 292,95222,34 283,88 335,5 283,88 295,79 275,94 317,63
160 209,6 291,2 412,8 446,4 416 256
1000 1100 1000 100 0 100 -Turbidez (NTU) 66,6 46,6 44,4 47,7 70,4 94,7 69,9
Dureza total (mg CaCO3/L)
Cloruros (mg Cl-/L)Alcalinidad (mg CaCO
3/L)
Sulfatos (mg SO4=/L)
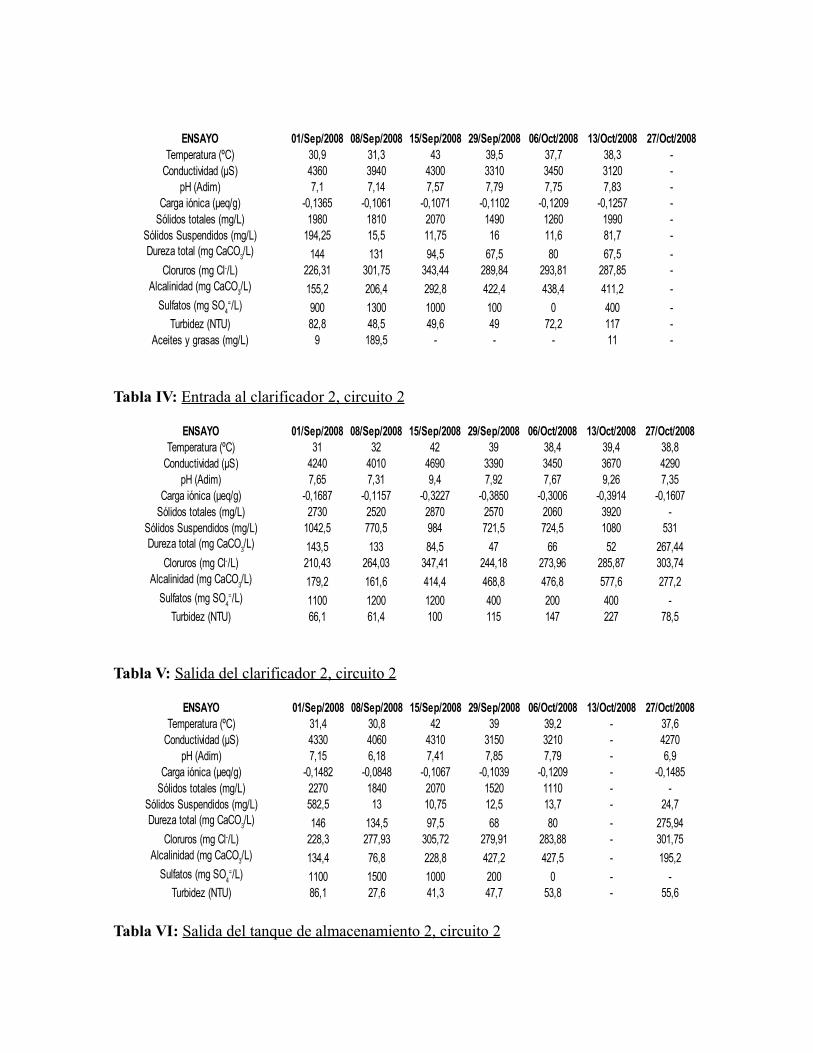
Tabla IV: Entrada al clarificador 2, circuito 2
Tabla V: Salida del clarificador 2, circuito 2
Tabla VI: Salida del tanque de almacenamiento 2, circuito 2
ENSAYO 01/Sep/2008 08/Sep/2008 15/Sep/2008 29/Sep/2008 06/Oct/2008 13/Oct/2008 27/Oct/2008Temperatura (ºC) 31,4 30,8 42 39 39,2 - 37,6
Conductividad (μS) 4330 4060 4310 3150 3210 - 4270pH (Adim) 7,15 6,18 7,41 7,85 7,79 - 6,9
Carga iónica (μeq/g) -0,1482 -0,0848 -0,1067 -0,1039 -0,1209 - -0,1485Sólidos totales (mg/L) 2270 1840 2070 1520 1110 - -
Sólidos Suspendidos (mg/L) 582,5 13 10,75 12,5 13,7 - 24,7
146 134,5 97,5 68 80 - 275,94228,3 277,93 305,72 279,91 283,88 - 301,75
134,4 76,8 228,8 427,2 427,5 - 195,2
1100 1500 1000 200 0 - -Turbidez (NTU) 86,1 27,6 41,3 47,7 53,8 - 55,6
Dureza total (mg CaCO3/L)
Cloruros (mg Cl-/L)Alcalinidad (mg CaCO
3/L)
Sulfatos (mg SO4=/L)
ENSAYO 01/Sep/2008 08/Sep/2008 15/Sep/2008 29/Sep/2008 06/Oct/2008 13/Oct/2008 27/Oct/2008Temperatura (ºC) 30,9 31,3 43 39,5 37,7 38,3 -
Conductividad (μS) 4360 3940 4300 3310 3450 3120 -pH (Adim) 7,1 7,14 7,57 7,79 7,75 7,83 -
Carga iónica (μeq/g) -0,1365 -0,1061 -0,1071 -0,1102 -0,1209 -0,1257 -Sólidos totales (mg/L) 1980 1810 2070 1490 1260 1990 -
Sólidos Suspendidos (mg/L) 194,25 15,5 11,75 16 11,6 81,7 -
144 131 94,5 67,5 80 67,5 -226,31 301,75 343,44 289,84 293,81 287,85 -
155,2 206,4 292,8 422,4 438,4 411,2 -
900 1300 1000 100 0 400 -Turbidez (NTU) 82,8 48,5 49,6 49 72,2 117 -
Aceites y grasas (mg/L) 9 189,5 - - - 11 -
Dureza total (mg CaCO3/L)
Cloruros (mg Cl-/L)Alcalinidad (mg CaCO
3/L)
Sulfatos (mg SO4=/L)
ENSAYO 01/Sep/2008 08/Sep/2008 15/Sep/2008 29/Sep/2008 06/Oct/2008 13/Oct/2008 27/Oct/2008Temperatura (ºC) 31 32 42 39 38,4 39,4 38,8
Conductividad (μS) 4240 4010 4690 3390 3450 3670 4290pH (Adim) 7,65 7,31 9,4 7,92 7,67 9,26 7,35
Carga iónica (μeq/g) -0,1687 -0,1157 -0,3227 -0,3850 -0,3006 -0,3914 -0,1607Sólidos totales (mg/L) 2730 2520 2870 2570 2060 3920 -
Sólidos Suspendidos (mg/L) 1042,5 770,5 984 721,5 724,5 1080 531
143,5 133 84,5 47 66 52 267,44210,43 264,03 347,41 244,18 273,96 285,87 303,74
179,2 161,6 414,4 468,8 476,8 577,6 277,2
1100 1200 1200 400 200 400 -Turbidez (NTU) 66,1 61,4 100 115 147 227 78,5
Dureza total (mg CaCO3/L)
Cloruros (mg Cl-/L)Alcalinidad (mg CaCO
3/L)
Sulfatos (mg SO4=/L)

TABLAS VII A XIV: Análisis fisicoquímico inorgánicos de agua fresca (pozos)
Tabla VII: Pozo nº 5
Tabla VIII: Pozo nº 6
Tabla IX: Pozo nº 7
ENSAYO 01/Sep/2008 08/Sep/2008 15/Sep/2008 29/Sep/2008 06/Oct/2008 13/Oct/2008 27/Oct/2008Temperatura (ºC) 31,5 33 40 39,8 39 38,6 -
Conductividad (μS) 4340 3890 4190 3110 3290 3040 -pH (Adim) 7,04 6,31 7,47 7,8 7,74 7,85 -
Carga iónica (μeq/g) -0,1232 -0,0874 -0,1026 -0,1018 -0,1119 -0,1306 -Sólidos totales (mg/L) 2240 1840 2210 1530 1360 2090 -
Sólidos Suspendidos (mg/L) 397,5 10,75 11,75 20,7 19,75 98,5 -
147 136 102 68,5 81 77,5 -218,37 264,03 311,68 275,94 277,93 277,93 -
131,2 81,6 252,8 432 441,6 412,8 -
1100 1100 1100 800 0 400 -Turbidez (NTU) 72,5 30,3 45,1 44,5 54,1 116 -
Aceites y grasas (mg/L) 20 177 - - - 11,5 -
Dureza total (mg CaCO3/L)
Cloruros (mg Cl-/L)Alcalinidad (mg CaCO
3/L)
Sulfatos (mg SO4=/L)
ENSAYO 24/Sep/2008 01/Oct/2008 22/Oct/2008 29/Oct/2008Temperatura (ªC) 29,7 31 31,2 31,4
Conductividad (μS) 1599 1216 1428 1448pH 7,03 7,3 7,1 7,14
78 58 151,2 126,63Dureza Cálcica (mg CaCO3/L)
ENSAYO 24/Sep/2008 01/Oct/2008 22/Oct/2008 29/Oct/2008Temperatura (ªC) 28,7 29,7 30,3 29,9
Conductividad (μS) 1247 1102 1114 1104pH 6,98 7,12 6,96 7,12
97 103 214,52 205,07Dureza Cálcica (mg CaCO3/L)
ENSAYO 24/Sep/2008 01/Oct/2008 22/Oct/2008 29/Oct/2008Temperatura (ªC) 28,4 29,8 30,6 30
Conductividad (μS) 1240 880 989 1113pH 7,11 7,14 7,14 7,16
100 94,5 144,59 121,91Dureza Cálcica (mg CaCO3/L)
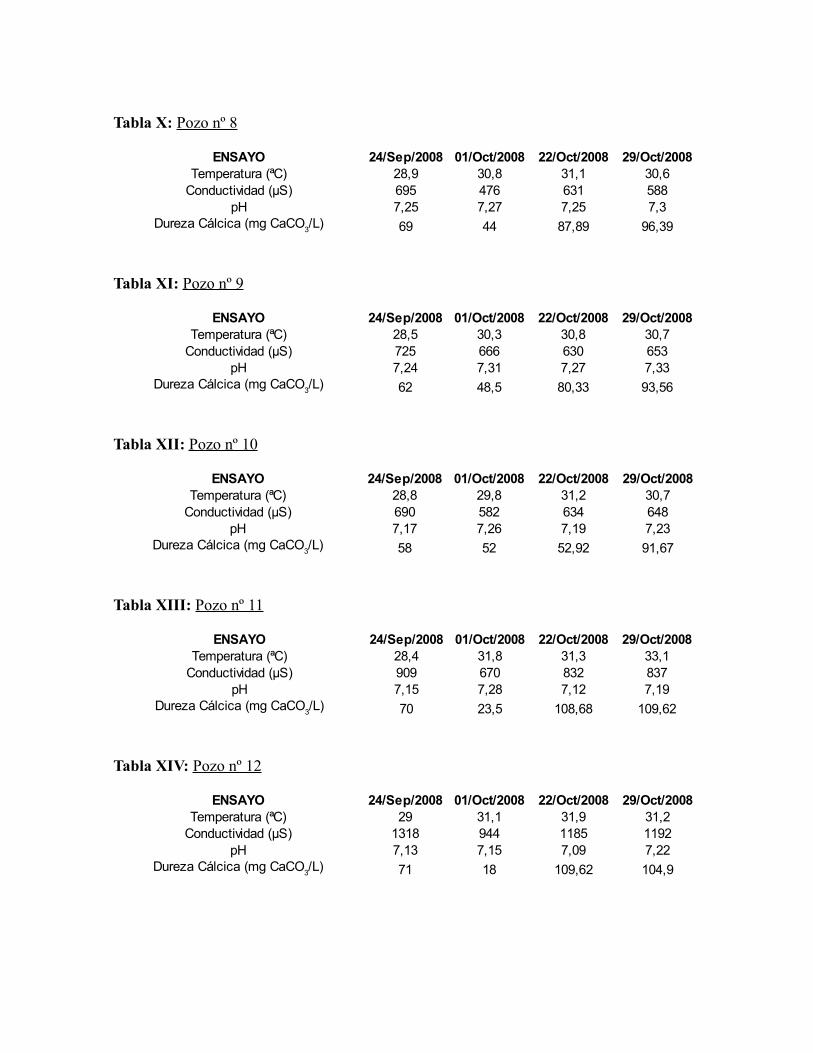
Tabla X: Pozo nº 8
Tabla XI: Pozo nº 9
Tabla XII: Pozo nº 10
Tabla XIII: Pozo nº 11
Tabla XIV: Pozo nº 12
ENSAYO 24/Sep/2008 01/Oct/2008 22/Oct/2008 29/Oct/2008Temperatura (ªC) 28,9 30,8 31,1 30,6
Conductividad (μS) 695 476 631 588pH 7,25 7,27 7,25 7,3
69 44 87,89 96,39Dureza Cálcica (mg CaCO3/L)
ENSAYO 24/Sep/2008 01/Oct/2008 22/Oct/2008 29/Oct/2008Temperatura (ªC) 28,5 30,3 30,8 30,7
Conductividad (μS) 725 666 630 653pH 7,24 7,31 7,27 7,33
62 48,5 80,33 93,56Dureza Cálcica (mg CaCO3/L)
ENSAYO 24/Sep/2008 01/Oct/2008 22/Oct/2008 29/Oct/2008Temperatura (ªC) 28,8 29,8 31,2 30,7
Conductividad (μS) 690 582 634 648pH 7,17 7,26 7,19 7,23
58 52 52,92 91,67Dureza Cálcica (mg CaCO3/L)
ENSAYO 24/Sep/2008 01/Oct/2008 22/Oct/2008 29/Oct/2008Temperatura (ªC) 28,4 31,8 31,3 33,1
Conductividad (μS) 909 670 832 837pH 7,15 7,28 7,12 7,19
70 23,5 108,68 109,62Dureza Cálcica (mg CaCO3/L)
ENSAYO 24/Sep/2008 01/Oct/2008 22/Oct/2008 29/Oct/2008Temperatura (ªC) 29 31,1 31,9 31,2
Conductividad (μS) 1318 944 1185 1192pH 7,13 7,15 7,09 7,22
71 18 109,62 104,9Dureza Cálcica (mg CaCO3/L)

CONCLUSIONES
− El estudiante logró adiestrarse en la rutina de análisis del Laboratorio Central de la empresa Papeles Venezolanos C.A. (PAVECA)
− Las pasantías permitieron al estudiante observar de manera implícita la relación entre los resultados obtenidos y las variables del proceso productivo.
− El estudiante adquirió destrezas y conocimientos en el análisis de pulpa y papel según estándares internacionales establecidos (Normas TAPPI)
− El pasante fue adiestrado en la adaptación y desenvolvimiento de un ambiente de trabajo empresarial
− Las pasantías permitieron fomentar la inserción del estudiante en el campo laboral.

BIBLIOGRAFÍA
− APHA – AWWA – WPCF. “Standar Methods for the Examination of Water and Wastewater” 17º Edición. Estados Unidos. 1989.
− Normativa Venezolana COVENIN.
− Manual de la Calidad. Gerencia de Protección Ambiental y Tratamiento de Aguas. Laboratotio Central. Papeles Venezolanos C.A. PAVECA
− SAWYER, C. “Química para Ingeniería Ambiental” 4º Edición. Editorial Mc.Graw-Hill. Colombia. 2000.
− TAPPI Test Methods.
En internet:
TAPPI web-site en español:http://www.tappi.org/s_tappi/doc.asp?CID=9&DID=524558
Papeles Venezolanos C.A. PAVECA:http://www.paveca.com
Grupo Kruger:http://www.kruger.com/index_en.html
APENDICE A
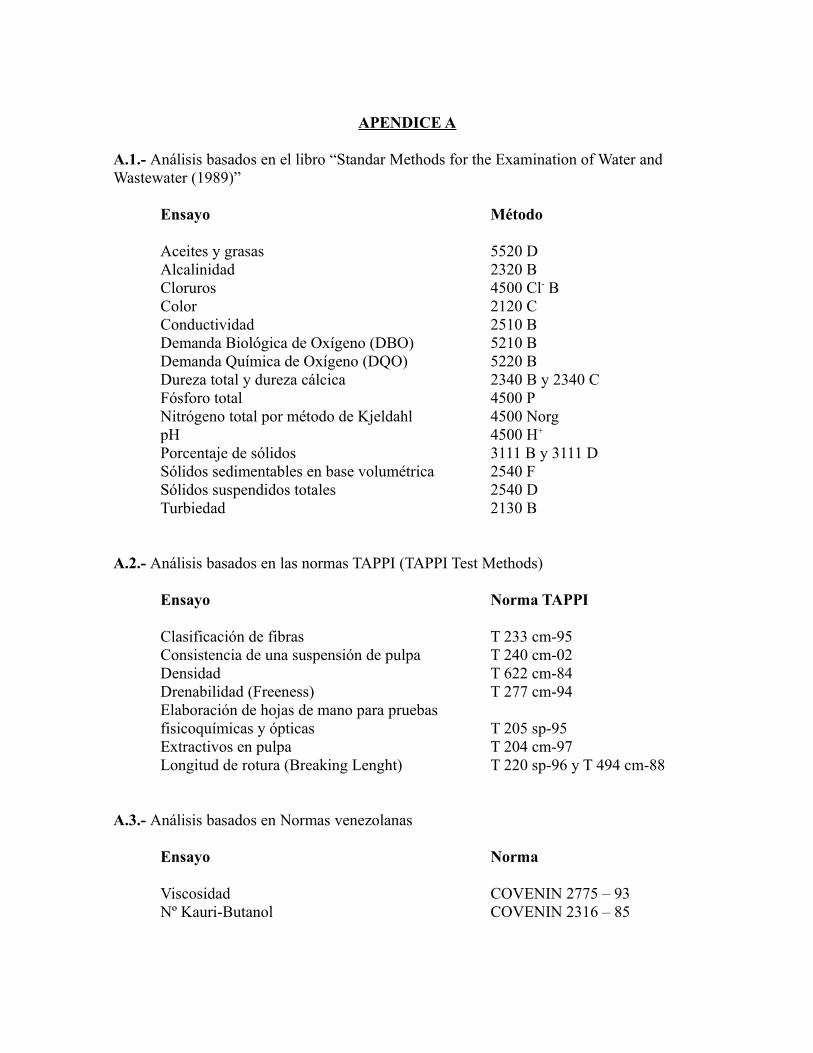
A.1.- Análisis basados en el libro “Standar Methods for the Examination of Water and Wastewater (1989)”
Ensayo Método
Aceites y grasas 5520 DAlcalinidad 2320 BCloruros 4500 Cl- BColor 2120 CConductividad 2510 BDemanda Biológica de Oxígeno (DBO) 5210 BDemanda Química de Oxígeno (DQO) 5220 BDureza total y dureza cálcica 2340 B y 2340 CFósforo total 4500 PNitrógeno total por método de Kjeldahl 4500 NorgpH 4500 H+
Porcentaje de sólidos 3111 B y 3111 DSólidos sedimentables en base volumétrica 2540 FSólidos suspendidos totales 2540 DTurbiedad 2130 B
A.2.- Análisis basados en las normas TAPPI (TAPPI Test Methods)
Ensayo Norma TAPPI
Clasificación de fibras T 233 cm-95Consistencia de una suspensión de pulpa T 240 cm-02Densidad T 622 cm-84Drenabilidad (Freeness) T 277 cm-94Elaboración de hojas de mano para pruebasfisicoquímicas y ópticas T 205 sp-95Extractivos en pulpa T 204 cm-97Longitud de rotura (Breaking Lenght) T 220 sp-96 y T 494 cm-88
A.3.- Análisis basados en Normas venezolanas
Ensayo Norma
Viscosidad COVENIN 2775 – 93Nº Kauri-Butanol COVENIN 2316 – 85
APENDICE B
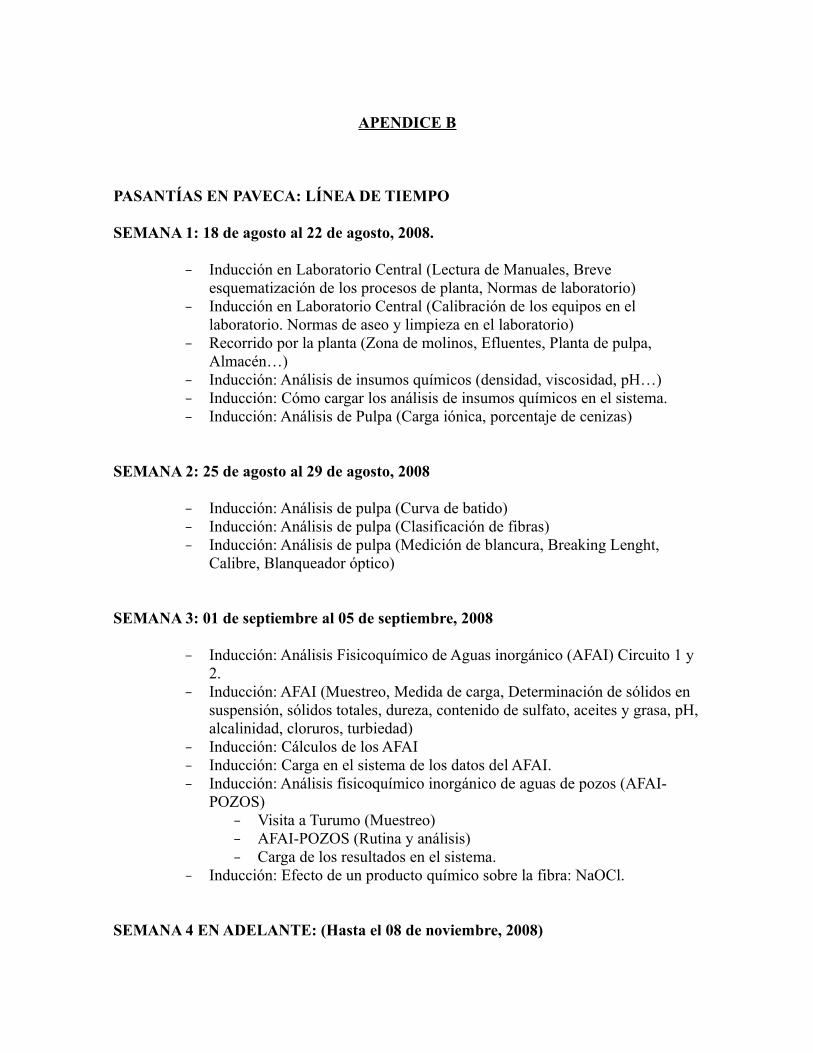
PASANTÍAS EN PAVECA: LÍNEA DE TIEMPO
SEMANA 1: 18 de agosto al 22 de agosto, 2008.
− Inducción en Laboratorio Central (Lectura de Manuales, Breve esquematización de los procesos de planta, Normas de laboratorio)
− Inducción en Laboratorio Central (Calibración de los equipos en el laboratorio. Normas de aseo y limpieza en el laboratorio)
− Recorrido por la planta (Zona de molinos, Efluentes, Planta de pulpa, Almacén…)
− Inducción: Análisis de insumos químicos (densidad, viscosidad, pH…)− Inducción: Cómo cargar los análisis de insumos químicos en el sistema.− Inducción: Análisis de Pulpa (Carga iónica, porcentaje de cenizas)
SEMANA 2: 25 de agosto al 29 de agosto, 2008
− Inducción: Análisis de pulpa (Curva de batido)− Inducción: Análisis de pulpa (Clasificación de fibras)− Inducción: Análisis de pulpa (Medición de blancura, Breaking Lenght,
Calibre, Blanqueador óptico)
SEMANA 3: 01 de septiembre al 05 de septiembre, 2008
− Inducción: Análisis Fisicoquímico de Aguas inorgánico (AFAI) Circuito 1 y 2.
− Inducción: AFAI (Muestreo, Medida de carga, Determinación de sólidos en suspensión, sólidos totales, dureza, contenido de sulfato, aceites y grasa, pH, alcalinidad, cloruros, turbiedad)
− Inducción: Cálculos de los AFAI− Inducción: Carga en el sistema de los datos del AFAI.− Inducción: Análisis fisicoquímico inorgánico de aguas de pozos (AFAI-
POZOS)− Visita a Turumo (Muestreo)− AFAI-POZOS (Rutina y análisis)− Carga de los resultados en el sistema.
− Inducción: Efecto de un producto químico sobre la fibra: NaOCl.
SEMANA 4 EN ADELANTE: (Hasta el 08 de noviembre, 2008)

Las actividades se realizarán de la siguiente manera:
Lunes: Análisis Fisicoquímico de Aguas Inorgánico (AFAI) del Circuito 1 y 2.Miércoles: Análisis Fisicoquímico de Aguas Inorgánico (AFAI) Pozos.Jueves: Análisis Fisicoquímico de Aguas Orgánico (AFAO) del circuito 3.
Los martes y viernes se toman para realiza análisis de insumos químicos, análisis de pulpa, o algún otro análisis especial que surja.