anÁlisis de los sistemas de mediciÓn en...
TRANSCRIPT
REPÚBLICA BOLIVARIANA DE VENEZUELA
MINISTERIO DE EDUCACIÓN SUPERIOR
UNIVERSIDAD DE CARABOBO
FACULTAD EXPERIMENTAL DE CIENCIAS Y TECNOLOGÍA
DEPARTAMENTO DE QUÍMICA
ANÁLISIS DE LOS SISTEMAS DE MEDICIÓN EN DUPONT PERFORMANCE COATINGS VENEZUELA, C.A
AUTOR:
CAMPOS M ELICARMAR V
C.I: 17.993.462
Valencia, Mayo del 2009

Informe de Pasantías
REPÚBLICA BOLIVARIANA DE VENEZUELA
MINISTERIO DE EDUCACIÓN SUPERIOR
UNIVERSIDAD DE CARABOBO
FACULTAD EXPERIMENTAL DE CIENCIAS Y TECNOLOGÍA
DEPARTAMENTO DE QUÍMICA
INFORME DE PASANTÍAS
ANÁLISIS DE LOS SISTEMAS DE MEDICIÓN EN DUPONT PERFORMANCE COATINGS VENEZUELA, C.A
Autor: Elicarmar V .Campos M
Tutor Académico: José .Giménez
Tutor Empresarial: Nieves L. Gutiérrez
RESUMEN
En el presente trabajo se realizó una evaluación para todos los sistemas de medición en
DuPont Performance Coatings Venezuela, C. A con la finalidad de cumplir con el trabajo de
pasantías. En primer lugar se realizó una planificación de todos los sistemas de medición a
evaluar, luego se determinaron las condiciones de operación y fueron seleccionados los equipos y
operadores para realizar el estudio; a partir de allí se dio comienzo a los estudios de estabilidad,
repetibilidad y reproducibilidad (R&r), linealidad y por atributos, estos determinan si todos los
sistemas de medición se encuentran bajo un control estadístico. Parar ello, se implementaron los
requisitos QS- 9000 (ISO/TS 16949:2002) y los manuales de M.S.A para la ejecución de dichos
estudios. Se realizó un análisis de la data obtenida para cada sistema de medición, se elaboraron
propuestas de mejora a los sistemas de medición y por último se determinó si este opera bajo
condiciones estables. Se encontró que la variabilidad del sistema de medición es pequeña en
comparación con los límites de especificación requeridos y opera bajo condiciones estables,
atribuyéndose las diferencias a causas especiales por parte de cada uno de los operadores y por el
instrumento de medida. En la pruebas por atributo se comparó cada parte con los limites
requeridos para el sistema, con una linealidad que indica que los sistemas de medición se
encuentran dentro del rango operativo del instrumento de medida.
ii

Informe de Pasantías
DEDICATORIA
Primeramente a Dios Todopoderoso por darme el don más maravilloso de la vida,
iluminarme e impulsarme a lograr mis metas.
A mis padres Linda y Víctor, que son el pilar fundamental de mi vida, por darme la
vida y quienes me han brindado tanto amor y apoyo a lo largo de mi carrera por
impulsarme día a día para lograr mis sueños y guiarme a través de un buen
camino.
A mis hermanas, María José y Andreina a quienes tanto amo y siempre han
estado a mi lado apoyándome.
A mi toda mi familia que me abrieron las puertas de su hogar brindándome su
apoyo y cariño incondicional.
A mis profesores que gracias a todas sus enseñanzas han contribuido en mi
formación académica y personal.
A todos mis amigos, compañeros que siempre han estado pendientes de mí y me
han apoyado para alcanzar mis metas.
iii
Informe de Pasantías
AGRADECIMIENTOS
A todo el personal de la Empresa Dupont por abrirme las puertas para el
desarrollo de mis pasantías y colaborar en mi crecimiento profesional.
A la Ing. Nieves Gutiérrez que gracias a sus enseñanzas logre aprender y
comprender una gran cantidad de cosas que me ayudaron en mi desempeño
laboral. A todo el personal del laboratorio de calidad/desarrollo, y muchos otros
quienes me brindaron toda colaboración y enseñanzas que me sirvieron para
cumplir con mi trabajo de pasantías.
A mis profesores José Jiménez, Ruth Álvarez y Víctor Pérez, que me han
inculcado la importancia y belleza de esta carrera logrando fortalecer mi espíritu
con sus aportes y enseñanzas.
A mis padres por toda su ayuda que me han brindado a pesar de la distancia y a
todas aquellas personas que de alguna u otra manera contribuyeron en el logro de
esta meta.
iv

Informe de Pasantías
ÍNDICE
Pág.
INTRODUCCIÓN………………………………………………………………….. 7
CAPÍTULO I.- ASPECTOS GENERALES DE LA EMPRESA………………... 10
Consideraciones Generales……………………………………………………. 10
1.1 Nombre de la Empresa………………………………………………. 10
1.2 Ubicación……………………………………………………………………… 10
1.3 Tipo de Empresa…………………………………………………………….. 10
1.4 Reseña Histórica…………………………………………………………….. 11
1.5 Principios de la Empresa…………………………………………………… 12
1.6 Políticas de Calidad…………………………………………………………. 13
1.6.1 Visión……………………………………………………………………… 13
1.6.2 Misión……………………………………………………………………… 13
1.6.3 Seguridad, Salud Ocupacional y Ambiente…………………………… 14
1.6.4 Principios de Seguridad…………………………………………………. 15
1.6.5 Administración de la Seguridad………………………………………… 16
1.6.6 Principios del Laboratorio de Calidad………………………………….. 16
1.7 Organización de la Empresa………………………………………………. 17
1.7.1 Organigrama de la Gerencia General…………………………………. 18
1.7.2 Organigrama del Área de Manufactura………………………………... 19
1.8 Productos Terminados……………………………………………………… 20
1.8.1 Proceso de Fabricación…………………………………………………. 23
CAPÍTULO II. MARCO OPERATIVO DE LAS ACTIVIDADES ASIGNADAS
EN EL PROGRAMA DE PASANTÍAS……………………………………………
26
v
Informe de Pasantías
Consideraciones Generales……………………………………………………. 26
1.1 Objetivos………………………………………………………………………. 26
1.2 Programación de las actividades………………………………………… 27
1.3 Descripción de las actividades desarrolladas y discusión de los
resultados………………………………………………………………………….
29
CONCLUSIONES………………………………………………………………….. 36
RECOMENDACIONES……………………………………………………………. 38
BIBLIOGRAFíA…………………………………………………………………….. 40
ANEXOS………………………………………………………………………… 41

Informe de Pasantías
INTRODUCCION
La Unidad de Metrología es un departamento adscrito al “Departamento de
Ingeniería en Dupont” que opera desde 1997 y actualmente se encuentra
acreditado por la Unidad de Metrología Legal de Venezuela (SENCAMER). Esta
se encarga de Prestar un Servicio de Calibración y Mantenimiento especializado a
todos los equipos e instrumentos de medición de la planta, respondiendo a los
requerimientos del Sistema de Medición de los Clientes internos y externos de
DuPont, siguiendo los lineamientos del Sistema de Trabajo.
Dicha área contempla todas las actividades relativas a la confirmación
metrológica de aquellos equipos usados para medir cualquier característica o
parámetro que afecte la calidad del producto, con la finalidad garantizar un
producto terminado de acuerdo a lo establecido en los planes de control
aprobados por los clientes, es por ello que surge la idea de analizar los sistemas
de medición en Dupont Performance Coatings Venezuela, C.A.
La aplicación de técnicas estadísticas permite evaluar los sistemas de
medición, siendo esta es una herramienta del control de la calidad que por medio
del estudio y análisis de la data se pueden establecer las características de un
proceso a fin de lograr que resulte en la forma como se desea o se necesite para
su utilización. Para lograr un efectivo control estadístico de procesos es necesario
ensamblar una estructura basada en aquellas características que realmente
producen un impacto en el comportamiento del producto cuando es usado por
nuestros clientes, Una vez recopiladas todas las características relevantes del
producto, el químico responsable del desarrollo analizará y verificará la
funcionalidad del producto a través de pilotos de Laboratorio.
vi
Informe de Pasantías
Los estudios para evaluar los sistemas de medición (M.S.A) se basan en la
calidad de la data de múltiples mediciones obtenidas de un sistema de medición
operando bajo condiciones estables, estos se realiza en dos fases: la primera es
que entender el proceso de medición y verificar que satisface los requerimientos,
luego de verificar que el sistema de medición es estable este debe continuar
teniendo las propiedades estadísticas apropiadas. Este estudio es llamado
comúnmente "R&r" de los dispositivos de medición" (Gage R&r). El procedimiento
de estos análisis debe estar documentado de la siguiente manera:
Personal involucrado, N° de método de ensayo.
Especificaciones de los ítems seleccionados para ser medidos y el
ambiente en el cual se aplicará la prueba.
Especificar como la data será tomada, registrada y analizada.
Definiciones operacionales términos claves y conceptos.
Si el procedimiento utiliza estándares especiales, entonces la
documentación debe incluir, instrucciones para el almacenaje,
mantenimiento y uso de esos estándares.
Software usado. Minitab 15.
La actividad asignada consistió en analizar los sistemas de medición en
Dupont, las pruebas más relevantes fueron: brillo, dureza, % de pureza, espesor,
escurrido, semilla en cera, color, % de humedad, % de sólidos, viscosidad,
distinción de imagen. El propósito de estos análisis del sistema de medición, es
conocer las fuentes de variación que puedan influenciar los resultados producidos

Informe de Pasantías
por el sistema. Esto permite cuantificar y comunicar las limitaciones del sistema
de medición.
El informe de pasantías titulado ANÁLISIS DE LOS SISTEMAS DE
MEDICIÓN EN DUPONT PERFORMANCE COATINGS VENEZUELA, C.A está
estructurado de la siguiente manera:
Capítulo I: Contiene los aspectos generales de la empresa.
Capítulo II: Está constituido por la descripción de las actividades asignadas,
objetivos, resultados y la discusión de los resultados.
Finalmente las conclusiones y recomendaciones.
Entre los aspectos más relevantes se encuentran los conocimientos,
habilidades y destrezas adquiridos durante el desarrollo del trabajo de pasantías,
tales como: el manejo de equipos del laboratorio, principios y normas de calidad y
de seguridad industrial. Así mismo este me permitió adquirir un conjunto de
enseñanzas que me servirán en mi desempeño laboral.

Informe de Pasantías
CAPÍTULO I
ASPECTOS GENERALES DE LA EMPRESA
En este capítulo se presentan los aspectos generales de la empresa, con la
finalidad de dar a conocer sus principios, políticas, normas de seguridad y los
procesos de manufactura de pinturas automotrices.
1.1 NOMBRE DE LA EMPRESA.
Du Pont de Venezuela C.A.
1.2 UBICACIÓN.
Zona Industrial Carabobo (La Quizanda) Av. Eugenio Mendoza prolongación
de la Av. Michelena. Valencia Estado Carabobo.
I.3 TIPO DE EMPRESA.
DuPont Performance Coatings de Venezuela, S.A. Es una empresa privada
perteneciente a la rama de la industria química, su casa matriz se encuentra en
Wilmington, Delaware de los Estados Unidos de Norte América. Se asoció el 1° de
Enero de 1996 a Renner de Brasil para poder entrar en el mercado del sur
(Colombia, Argentina, Ecuador, Chile y Perú). En el actual año (2003) rompe
sociedad con Renner Hermann Pinturas de Brasil pasando a ser una empresa
netamente DuPont de Nemours.
10

Informe de Pasantías
DuPont está orientada a la producción de productos químicos utilizados en
diversas áreas de la ciencia y la tecnología a nivel mundial. La presencia de
DuPont en Venezuela sé remota al siglo pasado, cuando los mercaderes de
armas y municiones dotaron a la naciente República, de la pólvora negra
mundialmente reconocida por su alta calidad, fabricada por DuPont.
De la misma manera, hasta mediados de este siglo, la marca DuPont fue
dándose a conocer en el país a través de sus productos y componentes, tales
como el cuero artificial Fabricado que tapizaba los asientos de los primeros autos
importados que llegaron a Venezuela y más adelante, el revolucionario Nylon, La
Lycra, La fibra autoestinguible Nomex, El Neopreno, El Celofan, El Teflón, El
Dacrón, El Kevlar, El Tyvec representado en diversos producto terminados, entre
muchos otros.
1.4 RESEÑA HISTÓRICA.
En 1957 fue inaugurada la planta Du Pont en Valencia, siendo ésta una de
las 136 plantas que la corporación Dupont tiene alrededor del mundo, con una
excelente concepción de garantía de servicio, calidad e integración vertical, la
planta fabricaría resinas, dispersiones y productos terminados de forma que una
etapa alimentaría a la otra.
En junio de 1957 se envasaron las primeras latas de pinturas, con el orgullo
de la inscripción en la etiqueta “HECHO EN VENEZUELA”.
En 1966 se lanzaron las lacas acrílicas, líneas para General Motors; por tal
motivo fue necesaria la instalación del primer reactor para fabricar resinas por
solución y no por fusión, como originalmente se hacía cuando se inició la planta.
11

Informe de Pasantías
En 1960 salieron al mercado los acabados acrílicos para repintado de
automóviles.
En 1970 se inició la fabricación de productos para tratamiento metálico, y al
siguiente año arrancó una pequeña planta para la formulación de herbicidas
(agroquímicos).
En 1976, siempre pioneros en el mercado de reacabados automotrices, se
lanzó el esmalte poliuretano, en 1978 para ampliar la capacidad de producción de
resinas se instaló un segundo reactor de mayor capacidad.
En la planta de Du Pont se conjuga el trabajo serio y responsable de una
gerencia que cada día se especializa más en la integración que mantiene con las
otras plantas establecidas en el mundo, y el trabajo arduo y productivo de un
personal que labora con eficiencia, mística y seguridad.
1.5 PRINCIPIOS DE LA EMPRESA
La calidad de Du Pont de Venezuela ha venido evolucionando desde inicios
de las operaciones en planta en el año 1957, donde la calidad estaba enfocada en
la inspección del producto terminado, dando poca atención a la prevención.
A partir de la década de los ochenta se comienza a adoptar corporativamente
el proceso de calidad total, haciendo especial énfasis en la prevención.
Desde finales de 1995 comenzó a estandarizar operaciones basadas en
requerimientos QS 9 000, este esfuerzo se vio recompensado cuando el 4 de
Diciembre de 1 997 Bureau Veritas Quality Internacional le otorgó a Du Pont de
Venezuela la máxima acreditación en el mercado Automotriz como lo es: el
certificado que lo acredita como proveedor QS 9 000; y 1 995 ISO 9 001, por el
12
Informe de Pasantías
diseño, manufactura, venta y distribución de pinturas, solventes y aditivos para la
industria automotriz.
1.6 POLÍTICA DE CALIDAD
“SATISFACCIÓN DE LAS NECESIDAES Y ESPECTATIVAS DE LOS
CLIENTES A TRAVÉS DE LA CALIDAD DE NUESTROS PRODUCTOS,
PROCESOS Y SERVICIOS, ENFOCADO EN LA MEJORA CONTINUA DE
TODOS NUESTROS PROCESOS, ORIENTADO POR EL SISTEMA DE
TRABAJO DE DUPONT Y SEGUIDO POR TODOS LOS TRABAJADORES”
1.6.1 VISION.
Du Pont de Venezuela, C.A. (Subsidiaria de Renner Du Pont Tintas
Automotrices e Industriales, S.A.) será reconocida en la Región Andina
como lider absoluto de pinturas automotrices.
Por nuestro compromiso con la calidad, servicio y tecnología seremos
percibidos por nuestros clientes como la mejor compañía con la cual hacer
negocio.
Contaremos siempre con la mejor gente, altamente motivada y orientada a
la excelencia.
Seremos reconocidos por nuestros accionistas como un contribuidor clave
en el desempeño financiero y crecimiento de la corporación.
Las comunidades en las cuales operamos nos valoran como empresa
responsable y líder industrial en seguridad, salud, respeto al medio
ambiente y altos valores éticos.
1.6.2 MISIÓN
“Ser una unidad operacional de clase mundial del negocio de pinturas,
13

Informe de Pasantías
apoyada en nuestra gente, basada en la mejora continua de los sistemas,
logrando productos y servicios de calidad a un costo competitivo, orientada a
satisfacer los requerimiento de nuestros clientes de Venezuela, Paises Andínos,
Centro América y Caribe, respetando la comunidad y al medio ambiente,
contribuyendo consistentemente a un negocio saludable”
1.6.3 SEGURIDAD, SALUD OCUPACIONAL Y AMBIENTE
A partir de julio de 1994, Dupont a adquirido un compromiso corporativo a
nivel mundial con sus trabajadores, clientes, accionistas y con la sociedad, de
conducir sus negocios con cuidado y respeto al medio ambiente implementando
estrategias que proporcionen negocios exitosos, e intentando alcanzar los
mayores beneficios para todos, sin comprometer la habilidad de las futuras
generaciones en alcanzar sus necesidades. Mediante este compromiso se
persigue alcanzar:
Los más altos standard de desempeño en la excelencia de los negocios.
Meta de “CERO” enfermedades ocupacionales e incidentes.
Meta de “CERO” residuos y emisiones.
Conservación de la energía, de los recursos naturales y potencialización del
ambiente natural.
Mejora continua de procesos, prácticas y productos.
Discusión abierta y pública, participación en la formación de legislaciones
14

Informe de Pasantías
pertinentes.
Compromiso y responsabilidad de la dirección y de los trabajadores.
I.6.4 PRINCIPIOS DE SEGURIDAD
Toda lesión o enfermedad ocupacional puede ser prevenida.
La gerencia es responsable por la seguridad.
Toda exposición ocupacional puede ser controlada.
La seguridad es una condición de empleo.
Es necesario entrenar eficientemente al personal para trabajar con
seguridad.
Toda lesión o incidente con potencial de lesión deberá ser investigada.
Se deben conducir auditorías periódicamente.
Toda eficiencia encontrada debe ser corregida prontamente.
La gente es el elemento más importante de los programas de seguridad y
salud.
La seguridad fuera de la empresa es una parte importante del esfuerzo de la
seguridad.
15

Informe de Pasantías
I.6.5 ADMINISTRACIÓN DE LA SEGURIDAD
La planificación y programación de todas las actividades destinadas a
promover la seguridad en planta, son realizadas por los diferentes comités y sub-
comités bajo un esquema establecido por un programa denominado
Responsabilidad Integral.
Responsabilidad Integral, es una iniciativa de la industria química y
petroquímica a nivel mundial a la cual se suscribe Dupont y cuyo objetivo es que
la industria se autoregulé, estableciendo una disciplina interna que le permita
operar en un ambiente de trabajo más seguro, evitando así accidentes y
enfermedades ocupacionales, y reducir la agresión al medio ambiente.
I.6.6 PRICIPIOS DEL LABORATORIO DE CALIDAD.
Todos somos responsables de nuestro trabajo.
El laboratorio es transparente.
Si el equipo triunfa yo también.
Los conocimientos se comparten.
Nos cuidamos unos a los otros.
Colaboración es nuestro punto fuerte.
16
Informe de Pasantías
Siempre hay lugar para la mejora.
Somos la comunidad.
Saber escuchar y decir.
I.7 ORGANIZACIÓN DE LA EMPRESA
A continuación se presenta la estructura organizativa de la empresa
mediante un organigrama general (figura 1), y otro del área de Manufactura.
(figura 2).
17

Informe de Pasantías
GERENCIA GENERAL
Gerente de Sistemas de Información
Región Andina
Gerente General
Región Andina
Asistente
Ejecutiva
Gerente de
Manufactura
Gerente de Suministros
y Planificación
Gerente de RRII
y Manejo de Materiales
Gerente de
Ingeniería-SHE
Gerente de
División Automotriz
Gerente de División
Reacabado Automotriz
Gerente de Recursos Humanos
Región Andina
Gerente de Finanzas y
Control Interno
18
Figura 1. Organigrama de la gerencia general de la
empresa.

Informe de Pasantías
Autorizado por:
Olga de Asuaje
Gte. Gestión Humana
Región Andina
DPC - VENEZUELA
GESTION HUMANA
ORGANIGRAMA
Manufactura
Recurso AdministrativoJANITZA DE SOTILLO
Recurso Ambientey Responsabilidad Integral
ROSANA FLAVIANNI
Inspectores de Seguridad(4)
Ingeniero deProcesos / ProyectosYENIFER RAMIREZ
Ingeniero deProcesos / Proyectos
ALEJO GOMEZ
Técnico deMetrología
NIEVES GUTIERREZ
OperariosMantenimiento
(7)
Ingeniero de MantenimientoEDUARDO MAZZEI
Técnico Senior deCalidad
FREDDY MOTA
Técnico Senior deCalidad
LAUREN MENDOZA
Técnico deCalidad
FRANKLIN ANTILLANO
Técnico Senior deCalidad
DENIS PEÑA
Técnico Senior deCalidad
ELIAS MELENDEZ
Técnico Senior deCalidad
JULIO MACHIN
Técnico deCalidad (Cont.)
RODRIGO PACHECO
OperariosLaboratorio
(1)
Coordinador Lab. CalidadRecurso ManufacturaENEIDA LA GRECA
Ingeniero de ManufacturaLUISA FERREIRA
Coordinador Lab. CalidadRecurso ManufacturaENEIDA LA GRECA
OperariosLavado Tanques/Totes
(Outsourcing)(2)
OperariosProducción (Temp)
(10)
OperariosProducción
( 35)
GerenteManufactura
SERGIO RODRIGUEZ
Gerente GeneralRegión Andina
GERARDO BARRETO
Marzo, 2004
Figura 1. Esquema del área de Manufactura de la empresa
19

Informe de Pasantías
1.8 Productos Terminados:
Limpiadores:
Son productos de carácter básico, usados para eliminar la grasa que recubre
los metales crudos, estos son:
Limpiadores de Fondos Prep-Sol.
Limpiadores para Sustrato Desnudo.
Limpiadores para Plásticos.
Anticorrosivos:
Son productos elaborados con fosfatos, sales de zinc, se aplican sobre el
metal crudo después del limpiador para protegerlos de la corrosión. Se utilizan
para:
Reacabados.
Automotriz.
Sellador:
Se utilizan para rellenar las partes metálicas del carro donde no llega el
anticorrosivo y el fondo, a demás existe uno especial para madera que la protege
de la polilla. Existen tres tipos:
Universal.
20

Informe de Pasantías
Para Reacabados.
Traslúcido.
Masilla:
Se utiliza para retocar vehículos que han sido chocados, éste ayuda a
darles forma y alisar la superficie del metal. Son utilizadas en Reacabado y
Flotillas.
Fondos:
Se aplica después de efectuar el tratamiento metálico con anticorrosivo y antes
de aplicar la pintura, tiene dos funciones, es anticorrosivo y es la primera capa de
pintura. Se utilizan para:
Reacabado.
Aluminio.
Flotilla.
Herrería.
Automotriz.
Diluyentes:
Son thiner a base de solventes, se usan para bajar la viscosidad de las
pinturas, ya que la viscosidad de aplicación debe de ser menor que la de
empaque.
Los diferentes thiner son:
Para secado rápido.
Para secado lento.
Para secado con brochas.
21

Informe de Pasantías
Productos para tratamiento metálico:
Se utilizan en la primera etapa para limpiar el metal crudo, para evitar los
diferentes tipos de corrosión. Estos son:
Ácido Crómico.
Fosfato.
Desengrasante.
Convertidores.
Estabilizadores.
Desoxidantes.
Acondicionadores.
Líneas de Reacabados:
Son esmaltes que se vende al detal en el mercado para pintar vehículos
usados, fabrican la línea IMRON que pinta flotillas, autobuses, vehículos grandes y
fabrican la línea epóxica la cual se usa en mantenimiento industrial, ya que posee
alta resistencia química, una característica importante de esta línea es que las
pinturas secan al aire mediante reacción química. Las líneas que se fabrican son:
Corlar (mantenimiento industrial y flotilla).
Dulux (Artefactos Electrodomésticos).
Lucite (Flotillas y mantenimiento industrial).
Chromabase (Automotriz).
Chromaone (Automotriz).
22

Informe de Pasantías
Pinturas Automotrices:
Son esmaltes que van directamente a las ensambladoras, se diferencian de
las pinturas de la línea de reacabado ya que secan al horno a 135 °C durante 20
min. DUPONT abastece el 90% del mercado automotriz, tales como:
GENERAL MOTOR'S de Venezuela.
FORD
CHRYSLER.
TOYOTA.
MITSUBISHI.
MACK.
Transparentes:
Son una mezcla de resinas y solventes se aplica al vehículo después de la
pintura, su función es darle brillo al acabado final hay dos tipos de transparentes:
Para productos Automotriz.
Para productos de Reacabado.
1.8.1 PROCESO DE FABRICACIÓN:
El proceso de fabricación consta de las siguientes etapas:
Suministro y Almacenaje de Materia Prima:
En esta etapa son acumulados todos los componentes necesarios (Resinas,
23

Informe de Pasantías
Pigmentos, Aditivos, Cargas, Solventes, entre otros), para el proceso de
fabricación de Pintura, cada uno en su correspondiente envase, los cuales deben
facilitar el manejo y descarga de los mismos.
Pre-mezcla:
En esta etapa se lleva a cabo la humectación y la dispersión inicial, donde el
material de entrada está constituido por resinas, solventes, pigmentos y algunos
aditivos; durante este proceso existe un desplazamiento de aire, reducción de
fuerzas atractivas entre los pigmentos mediante la separación de sus aglomerados
y la estabilización de las partículas ya separadas.
Molienda:
Una vez humectado el pigmento con el vehículo (resinas y solventes), se
procede a la Molienda, este proceso mecánico se basa en fracturar los
aglomerados de pigmentos en partículas de pigmento, mediante mecanismos de
impacto y esfuerzo cortante, a través de la utilización de un molino.
La molienda es promovida por la rotación del eje y la fricción, éste choque de
moléculas genera alta energía en forma de calor, por lo que es indispensable el
control de temperatura a lo largo del proceso, este incremento de temperatura es
contrarrestado a través de una chaqueta de enfriamiento que cubre el cuerpo del
molino, cuyo funcionamiento básico es la transferencia del calor generado en el
área interna del molino hacia el agua de enfriamiento, la cual puede circular desde
el chiller (agua helada) o desde las torres de enfriamiento.
Mezcla:
Este proceso consiste en mezclar la base con la resina, el solvente y los
24

Informe de Pasantías
aditivos, con el objetivo de lograr las propiedades de la pintura y obtener los
colores y características deseadas.
Filtrado:
Una vez que la pintura ha sido balanceada, ajustada y matizada, pasa por un
proceso de filtrado para eliminar sólidos y partículas extrañas, garantizando así la
limpieza del producto terminado.
Llenado y Envasado:
El producto filtrado es pasado a través de la llenadora, luego es empacado
para ser transferido al almacén de productos terminados.
25

Informe de Pasantías
CAPÍTULO II
MARCO OPERATIVO DE LAS ACTIVIDADES ASIGNADAS EN EL PROGRAMA
DE PASANTÍAS
En este capítulo se presenta de forma detallada la programación de las
actividades asignadas para el trabajo de pasantías, así como también los objetivos
a alcanzar con dicho trabajo junto con las herramientas metodológicas empleadas
para cada actividad realizada. Adicionalmente, se dan a conocer los resultados
obtenidos en los estudios realizados a los sistemas de medición en DuPont
Performance Coatings Venezuela, C.A. Por último, se plantean algunas
recomendaciones para mejorar la eficiencia de este análisis.
1.1 OBJETIVOS
1.1.1. Objetivo General
Analizar los sistemas de medición en DuPont Performance Coatings de
Venezuela, C.A, a través de criterios y procedimientos estadísticos estandarizados
según las normas M.S.A y ISO.17025.
1.1.2 Objetivos Específicos
Implementar las Técnicas Estadísticas que controlan y verifican la
capacidad de los procesos y productos en la empresa.
Verificar a través de las graficas de control, la estabilidad de los sistemas de
medición.
26

Informe de Pasantías
Verificar la correspondencia de los parámetros de reproducibilidad y
repetitividad de los sistemas de medición, con las necesidades del negocio
y garantía de control de procesos y calidad.
Evaluar el comportamiento normal del instrumento de medida, mediante
criterios de linealidad de los resultados obtenidos.
Realizar los estudios por atributo para los sistemas de medición
seleccionados.
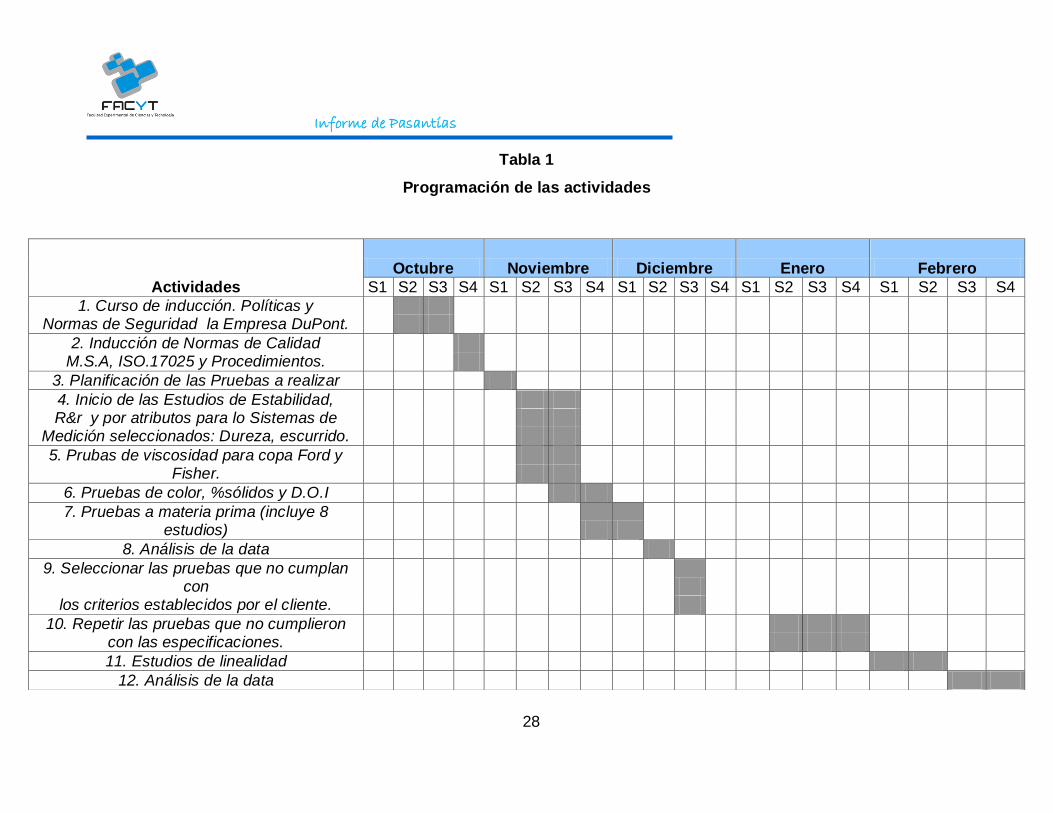
1.2 PROGRAMACION DE LAS ACTIVIDADES
A continuación se presenta la manera estimada de cómo se distribuirán las
actividades a desarrollar para el logro de cada uno de los objetivos en función del
tiempo:
27
Informe de Pasantías
Tabla 1
Programación de las actividades
Actividades
Octubre Noviembre Diciembre Enero Febrero
S1 S2 S3 S4 S1 S2 S3 S4 S1 S2 S3 S4 S1 S2 S3 S4 S1 S2 S3 S4
1. Curso de inducción. Políticas y Normas de Seguridad la Empresa DuPont.
2. Inducción de Normas de Calidad M.S.A, ISO.17025 y Procedimientos.
3. Planificación de las Pruebas a realizar
4. Inicio de las Estudios de Estabilidad, R&r y por atributos para lo Sistemas de
Medición seleccionados: Dureza, escurrido.
5. Prubas de viscosidad para copa Ford y Fisher.
6. Pruebas de color, %sólidos y D.O.I
7. Pruebas a materia prima (incluye 8 estudios)
8. Análisis de la data
9. Seleccionar las pruebas que no cumplan con
los criterios establecidos por el cliente.
10. Repetir las pruebas que no cumplieron con las especificaciones.
11. Estudios de linealidad
12. Análisis de la data
28

Informe de Pasantías
Objetivo General: Analizar los sistemas de medición en DuPont Performance Coatings de
Venezuela, C.A, a través de criterios y procedimientos estadísticos estandarizados según las
normas M.S.A y ISO.17025.
Objetivos Específicos Herramientas
Metodológicas
Actividades y logros
personales.
1. Implementar las Técnicas
Estadísticas que controlan y
verifican la capacidad de los
procesos y productos en la
empresa.
Haciendo uso de gráficas
de control, registros de
datos y planes de control.
A través de modelos
matemáticos apropiados
se determinan cada una de
las variables involucradas
en el análisis.
1.1 Revisión bibliográfica de
las técnicas estadísticas para
la realización de estos
estudios.
1.2 Comprensión de cada uno
de los métodos propuestos
para dichas técnicas.
1.3 Comprensión de las
propiedades estadísticas para
cada sistema de medición.
2. Verificar a través de las
graficas de control, la
estabilidad de los sistemas de
medición.
Haciendo uso de las
graficas de control esto
resulta al graficando los
promedios y los rangos de
las mediciones obtenidas.
Programa estadístico:
Minitab 15.
1. Planificación del
experimento:
1.1 Identificación de las
variables involucradas en la
toma de datos.
1.2 Diseño de los instrumentos
de recolección de datos.
1.3 Seleccionar el personal
para realizar el estudio.
1.4 Seleccionar
adecuadamente las muestras.
1.5. Aplicación de la técnica de
análisis para la determinación
29

Informe de Pasantías
de: %Acidez, % Sólidos,
Viscosidad, % de Humedad,
Brillo, Dureza Tukon, color.
1.6. Verificar que el estudio se
realice periódicamente y que
cumpla con las
especificaciones requeridas
durante el tiempo establecido.
1.7 Graficar la data obtenida
sobre las cartas de control de
la media y el rango para
determinar si la estabilidad del
sistema de medición es
aconsejable para esta
aplicación.
3. Verificar la correspondencia
de los parámetros de
reproducibilidad y repetitividad
de los sistemas de medición,
con las necesidades del
negocio y garantía de control
de procesos y calidad.
Implementando los
requisitos del QS- 9000
(referencia a ISO/TS
16949:2002) y los
manuales de análisis a los
sistemas de medición
(M.S.A).
Programa estadístico
Minitab 15.
3.1 Revisión del QS- 9000 y
los manuales de M.S.A para la
realización de las pruebas.
3.2 Comprensión de cada uno
de los métodos propuestos por
estas normativas.
3.3 Seleccionar el método para
efectuar el estudio según las
necesidades y los
requerimientos establecidos.
3.4 Planificación del
experimento:
3.4.1 Identificación de las
variables involucradas en la
toma de datos.
30

Informe de Pasantías
3.4.2 Diseño de los
instrumentos de recolección de
datos.
3.4.3 Seleccionar el personal
involucrado para las pruebas.
3.4.4 Toma de las muestras.
3.5. Aplicación de la técnica de
análisis para la determinación
de: Acidez, % Sólidos,
Viscosidad, % de Humedad,
semilla en cera,
Gravedad Especifica, Brillo,
DOI, Cubrimiento, Solvente
Atrapado, Finura, Dureza
Tukon
4. Evaluar el comportamiento
normal del instrumento de
medida, mediante criterios de
linealidad de los resultados
obtenidos.
Haciendo uso de las
propiedades estadísticas y
minitad 15.
4.1 Verificar la linealidad de
la data obtenida.
4.2 Realizar el estudio de
regresión lineal.
4.3 Analizar los resultados
obtenidos.
5. Realizar los estudios por
atributo para los sistemas de
medición seleccionados.
Haciendo uso de las
propiedades estadísticas y
minitad 15.
5.1 Descargar la data obtenida
en minitab 15.
5.2 Correr el programa para el
estudio por atributos.
5.3 Analizar los resultados
obtenidos.
31
Informe de Pasantías
APORTES PARA LA EMPRESA
Entre los aportes que se otorgan a la empresa con la realización de este
trabajo de pasantías se encuentran:
La planificación y las especificaciones de cada una de las muestras
empleadas para llevar a cabo dicho estudio.
El diseño del material para la recolección de la data experimental.
La documentación de cada uno de los resultados obtenidos para los
diferentes sistemas de medición.
Las gráficas de: control, regresión normal, probabilidades y el estudio de
R&r empleando el programa estadístico “Minitab”.
El análisis de los resultados obtenidos.
La identificación de las variables que afectan a los sistemas de medición en
Dupont.
La propuesta de mejora para el rendimiento y eficiencia de estos análisis.
32
Informe de Pasantías
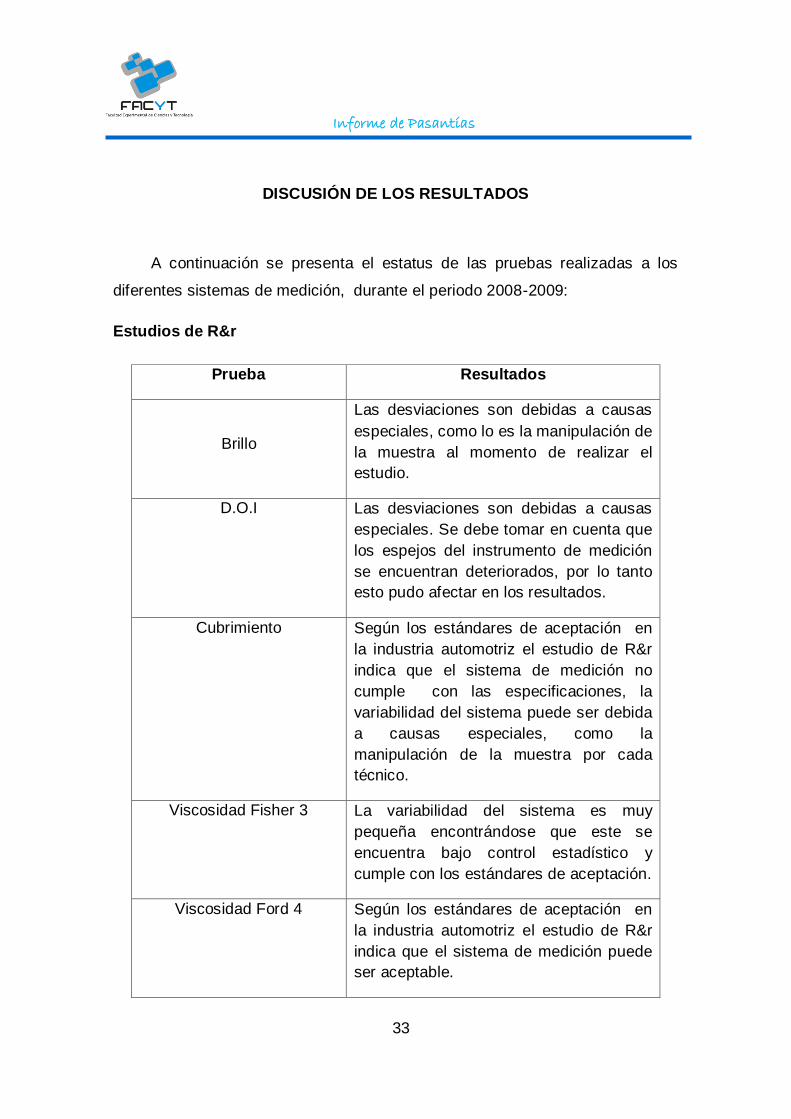
DISCUSIÓN DE LOS RESULTADOS
A continuación se presenta el estatus de las pruebas realizadas a los
diferentes sistemas de medición, durante el periodo 2008-2009:
Estudios de R&r
Prueba Resultados
Brillo
Las desviaciones son debidas a causas
especiales, como lo es la manipulación de
la muestra al momento de realizar el
estudio.
D.O.I Las desviaciones son debidas a causas
especiales. Se debe tomar en cuenta que
los espejos del instrumento de medición
se encuentran deteriorados, por lo tanto
esto pudo afectar en los resultados.
Cubrimiento Según los estándares de aceptación en
la industria automotriz el estudio de R&r
indica que el sistema de medición no
cumple con las especificaciones, la
variabilidad del sistema puede ser debida
a causas especiales, como la
manipulación de la muestra por cada
técnico.
Viscosidad Fisher 3 La variabilidad del sistema es muy
pequeña encontrándose que este se
encuentra bajo control estadístico y
cumple con los estándares de aceptación.
Viscosidad Ford 4 Según los estándares de aceptación en
la industria automotriz el estudio de R&r
indica que el sistema de medición puede
ser aceptable.
33

Informe de Pasantías
Estudios de Estabilidad
Prueba Resultados
Color (grado 2 y 10)
Los sistemas de medición se consideran
estables durante el periodo de tiempo
estipulado, donde la variabilidad en el
proceso se debe a causas comunes.
%Puraza
%Humedad
Brillo
Infrarrojo
%Acidez
Dureza Tukon
%Sólidos
Viscosidad Fisher 3
Viscosidad Ford 4
Solvente Atrapado La variabilidad del sistema de medición
es grande, encontrándose que este se
encuentra fuera de los límites de
aceptación establecidos.
Gravedad Específica La variabilidad del sistema es pequeña y
es debida a causas especiales.
Dureza Tukon La variabilidad del sistema es grande y
esto se puede notar en las graficas. Se
debe tomar en cuenta que el equipo
presento dificultades y fallas al momento
de realizar el ensayo, en consecuencia,
los valores obtenidos no son confiables.
34

Informe de Pasantías
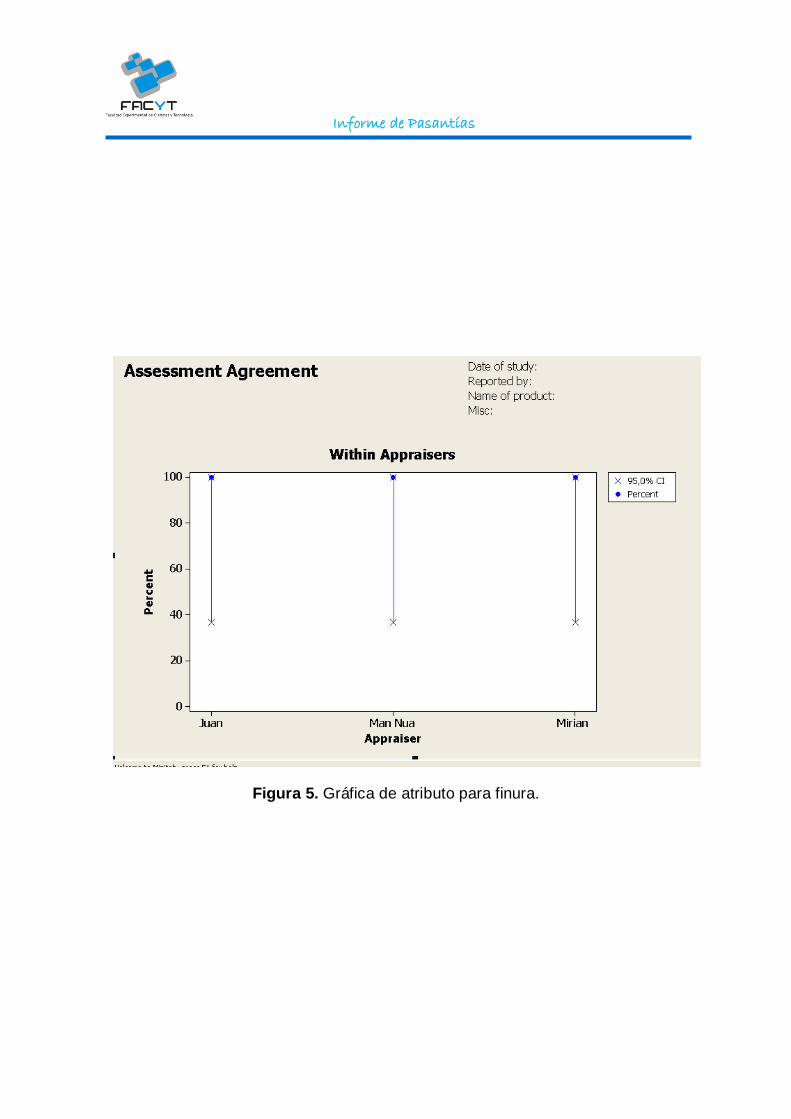
Estudio por atributos
Prueba Observaciones
Finura
Los dispositivos de medición son
aceptados al comparar cada parte con los
límites establecidos por los clientes.
Semilla en cera
Estudio de Linealidad
Prueba Resultados Observaciones
% Acidez Los datos poseen una
distribución normal muy
pequeña, ya que los
valores muy pequeños se
encuentran por debajo y
los valores muy grandes
se encuentran en la parte
superior de la línea de
distribución normal. Para
una adecuada
distribución normal se
requiere que la mayoría
de los puntos coincidan
con la línea de
distribución normal. En
conclusión, se puede
decir que el sesgo no es
constante en todo el
rango de operación del
instrumento de medida.
Este estudio fue realizado para
aquellas partes que se
encuentran dentro del rango
operativo del instrumento de
medida. Así mismo, el test que
se empleo para evaluar la
normalidad de la data
recolectada fue el de Ryan-
Joiner.
35

Informe de Pasantías
CONCLUSIONES
Los equipos que fueron sujetos a la confirmación metrológica son todos
aquellos que miden un parámetro o característica que afecta la calidad de un
producto terminado de acuerdo a lo establecido por los planes de control
aprobados por los clientes; con la finalidad de analizar la fuente de variabilidad
presente en los resultados.
Estos estudios, permitieron detectar las variaciones presentes en los
sistemas de medición, encontrándose que la fuente de variación es debida a
causas especiales, así como también permitieron observar la tendencia de un
proceso, predecir su comportamiento para establecer las acciones correctivas y
las medidas preventivas para garantizar que los sistemas de medición operan
bajo un control estadístico adecuado. Así mismo, a través de estos estudios se
logra una mejora continua en la calidad de los productos que se desarrollan en
la empresa.
Se debe tomar en cuenta que cualquier actividad o línea de producción,
no obstante que el equipo y maquinaria estén en excelentes condiciones, el
operario tenga una gran experiencia en su manejo, y la materia prima sea de
alta calidad; siempre se podrá observar una diferencia pequeña entre dos
artículos producidos consecutivamente. Por tal motivo, resulta de gran
importancia estudiar las variables que representa esa característica de calidad
para cada sistema de medición.
Para realizar cada análisis sobre los sistemas de medición se necesita
seguir detalladamente cada procedimiento ya que los resultados pueden ser
modificados por algún error cometido lo que trae como consecuencia pérdida
de tiempo y de materia prima.
36 36

Informe de Pasantías
Finalmente me permito concluir con los aspectos personales dejados por
estas actividades de pasantías, entre estos puedo citar que logre darme cuenta
que la excelencia y el éxito de una organización se basa principalmente en la
gente que la conforma, en la seguridad, en el respeto al medio ambiente y en
los valores éticos. Estos representan para mí los pilares fundamentales para
lograr ser un profesional con excelentes valores y un criterio propio, lo cual me
permitirá resolver de manera eficaz las diferentes problemáticas que se
presentaran en el día a día, poniendo en práctica todos mis conocimientos
adquiridos durante mi periodo académico.
37
Informe de Pasantías
RECOMENDACIONES
Para lograr un buen estudio estadístico, se recomienda tener las
siguientes precauciones:
1. Registrar fielmente los datos, es decir que los valores registrados sean
los obtenidos en la observación.
2. Si son datos continuos, es importante efectuar la medición con la mayor
precisión posible, es para conservarlos en un buen estado.
3. Los instrumentos de medición deben estar calibrados y con un
mantenimiento programados para conservarlos en buen estado.
4. Usar correctamente los instrumentos de medición.
5. Que el operario conozca el equipo de medición y tenga práctica en su
uso.
Si se parte de errores al obtener los datos, las conclusiones del estudio
estadístico estarán alejados de la realidad.
Así mismo, también se recomienda realizar un seguimiento a cada
característica o problema versus su recurrencia en el tiempo, realizando
mediciones periódicamente con esto se estará actualizando la data y al mismo
tiempo se evaluaran las causas potenciales e identificaran las oportunidades de
mejora. Lo cual permite tomar acciones preventivas a corto plazo garantizando
así el éxito de los Análisis a los Sistemas de Medición (M.S. A) a largo plazo.
38

Informe de Pasantías
También se recomienda a la empresa seguir brindando su apoyo a los
estudiantes de pregrado para que realicen su trabajo de pasantías, ya que este
contribuye en el crecimiento profesional y personal del estudiante. Así mismo,
se recomienda realizar convenios con la universidad de manera que sea más
fácil para los bachilleres cumplir con el requisito de pasantías exigido para
poder obtener el título de licenciado en química.
39

Informe de Pasantías
BIBLIOGRAFÍA
Manuales de las normas M.S.A y la I.S.O y ISO.17025.
40

Informe de Pasantías
ANEXOS
A continuación se muestran las gráficas empleadas para el análisis del sistema
de medición, obtenidas por el software estadístico (Minitab 15).
41

Informe de Pasantías
Figura 3. Estudio de R&r para viscosidad Ford 4

Informe de Pasantías
Figura 4. Gráficas de control empleadas en el estudio de la Estabilidad para el
%Humedad.
Informe de Pasantías
Figura 5. Gráfica de atributo para finura.

Informe de Pasantías
Estudio de Linealidad para el %de s