informe de pasantias - inicio | facultad experimental de...
TRANSCRIPT

UNIVERSIDAD DE CARABOBO
FACULTAD EXPERIMENTAL DE CIENCIAS Y TECNOLOGIA
DEPARTAMENTO DE QUIMICA
INFORME DE PASANTIAS:
Análisis Fisicoquímicos de las Aguas de Proceso empleadas en una
industria papelera (PAVECA)
Autor: Br. Ángel A. Molina A.
Tutor Académico: Prof. María Carlota Villegas.
Tutor Empresarial: Lic. Leonardo Acosta
Octubre, 2011

INDICE
Introducción
Capítulo I: Descripción de la empresa 4
1.1. La empresa 4
1.2. Laboratorio central 7
1.3. Proceso de elaboración de papel 8
1.3.1. Proceso en planta de pulpa 8
1.3.2. Proceso en planta Destintado 11
1.3.3. Etapa de Molinos 13
Capítulo II: Descripción de las actividades realizadas 15
2.1. Objetivo General 15
2.2. Objetivo Especifico 15
2.3. Ciclo de Agua de Proceso 15
2.4. Rutina del laboratorio Central 18
Conclusiones 22
Recomendaciones 22
Bibliografía 23
Apéndice A 24
INTRODUCCION
Papeles Venezolanos, C.A. (PAVECA) es una empresa productora de papel
tissue, fundada en Venezuela en la ciudad de Guacara, Edo. Carabobo, en la Carretera
Nacional Guacara – San Joaquín, Zona Industrial El Tigre en el año 1953.
Durante las pasantías realizadas en esta empresa, se adiestro al estudiante en los
análisis de rutina llevados a cabo en el Laboratorio Central de la empresa para la
caracterización fisicoquímica de las aguas usadas en los distintos procesos.
Para lograr una mayor comprensión de las actividades realizadas, se organiza el
informe en dos capítulos. En el capítulo I, se encuentra la descripción de la empresa y el
Laboratorio Central; y en el capítulo II se describe las actividades realizadas durante las
pasantías
La pasantía se llevó a cabo durante 12 semanas, y además de adiestrar en forma
las técnicas de análisis que se realizar en el Laboratorio Central, se ilustro la
importancia de los análisis químicos de la empresa y como los resultados de los mismos
están relacionados con las variables del proceso productivo. También permitió conocer
el ambiente de trabajo empresarial y por último, servir como plataforma para la
inserción del mismo en el campo laboral.
CAPITULO I
DESCRIPCION DE LA EMPRESA
1.1 Papeles Venezolanos CA
Papeles Venezolanos, C.A. (PAVECA) es una empresa productora de papel
tissue, fundada en Venezuela en la ciudad de Guacara, Edo. Carabobo, en la Carretera
Nacional Guacara-San Joaquín, Zona Industrial El Tigre en el año 1953.
Desde hace más de 50 años PAVECA ha sido sinónimo de confianza, esfuerzo y
tradición para todos los venezolanos, realizando una labor constante en el desarrollo de
nuestro país, porque más allá de producir el mejor papel, ha sembrado su mejor semilla
en diversos ámbitos que benefician a gran cantidad de venezolanos.
PAVECA posee una integración vertical con DEFORSA, empresa filial dedicada
a producir materia prima forestal extraída de los árboles de eucalipto, insumo básico
para la manufactura de pulpa. DEFORSA dentro de su ideología tiene una alta
responsabilidad para con el medio ambiente manejando proyectos de reforestación y
conservación de flora y fauna. PAVECA y DEFORSA suministran empleo fijo a más de
1400 personas. PAVECA cuenta con una capacidad instalada de 85.000 toneladas
métricas de papel al año, un capital social de Bsf. 1.164.993.790. Además, PAVECA ha
mantenido sus instalaciones en Guacara y ha aumentado su presencia en el Mercado
Nacional con depósitos en las principales ciudades del país.
La vinculación de PAVECA con el consumidor venezolano se expresa en la
permanencia del compromiso de la empresa, y también en las formas de desarrollar
propuestas innovadoras acordes con las exigentes preferencias del consumidor, un
ejemplo de ello es la marca líder del mercado Rosal, que ofrece varias presentaciones
con diferentes números de hojas, que permiten adaptarse a las necesidades de cada
consumidor. Esta marca además cuenta con Rosal Plus Chamos, papel higiénico para
niños que innova con su divertido papel impreso y rico aroma en el tubo de cartón, y
con Rosal Plus Practi-Pack, el primer higiénico portátil de Venezuela. Por otro lado,
Suave Ultrasoft, ofrece su versión tradicional y la nueva versión Premium con aloe vera
y manzanilla, ambas con la máxima suavidad del mercado. PAVECA, también, es líder
del mercado en otras categorías de productos, como lo es toallas absorbentes con la
marca Don Toallín Jumbo Pack y Household Napkins hace lo propio en la categoría de
servilletas. PAVECA, dentro de su política de responsabilidad social lleva a cabo
diversas actividades, como por ejemplo en el área educativa, donde sustenta
económicamente a la escuela Nueva Guacara, con más de 1200 niños. También
DEFORSA colabora con el equipamiento y restauración de las escuelas cercanas a su
plantación, en el Estado Cojedes. En el sector salud, PAVECA también ha hecho
aportes a diversos hospitales y fundaciones a nivel nacional. Con la marca SUAVE,
PAVECA marcó en 1957 el inicio de la producción de papel higiénico de lujo en
Venezuela y establece desde entonces un liderazgo indiscutible y sostenido en el
mercado. Tenemos 7 molinos capaces de producir 96.000 toneladas métricas de papel
por año, 30 líneas convertidoras (7 de Higiénicos, 3 de Toallas, 18 de Servilletas, 1 de
envoltura, 1 Institucional), capaces de producir más de 9.5 millones de cajas por año.
PAVECA distribuye directamente sus productos a nivel Nacional, en más de
2000 puntos de venta; para esto cuenta con un Centro de Distribución Central situado en
Guacara estado Carabobo y 8 depósitos ubicados en las principales ciudades del País.
Para poder cumplir con las exigencias de los clientes en la entrega de la
mercancía, PAVECA dispone de una nueva y moderna flota de transporte, compuesta
por más de 200 unidades, la mayoría de estas, especialmente diseñadas para manipular
en forma segura la carga y mantener la calidad de sus productos. Con su flota de
transporte PAVECA logra llegar a todos los clientes que componen los diferentes
eslabones de la cadena de suministro y que finalmente suplen a los consumidores
finales.
En la Figura 1 se observa la estructura organizativa de la empresa:
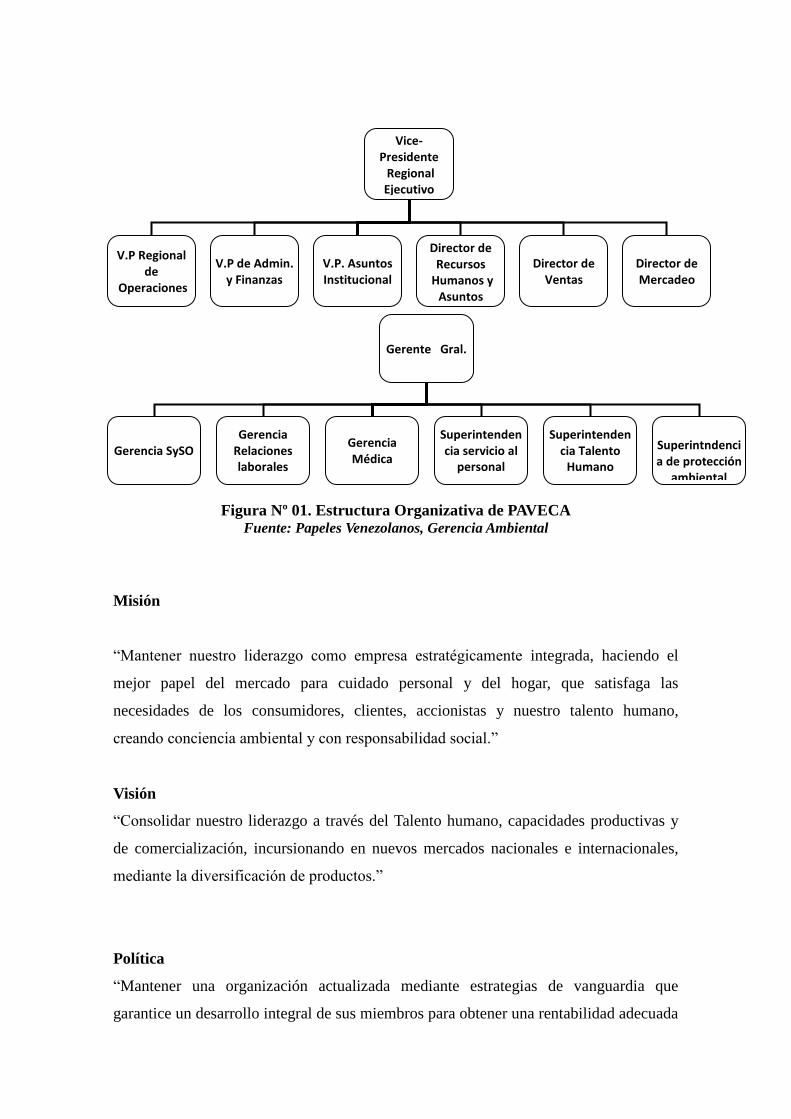
Figura Nº 01. Estructura Organizativa de PAVECA Fuente: Papeles Venezolanos, Gerencia Ambiental
Misión
“Mantener nuestro liderazgo como empresa estratégicamente integrada, haciendo el
mejor papel del mercado para cuidado personal y del hogar, que satisfaga las
necesidades de los consumidores, clientes, accionistas y nuestro talento humano,
creando conciencia ambiental y con responsabilidad social.”
Visión
“Consolidar nuestro liderazgo a través del Talento humano, capacidades productivas y
de comercialización, incursionando en nuevos mercados nacionales e internacionales,
mediante la diversificación de productos.”
Política
“Mantener una organización actualizada mediante estrategias de vanguardia que
garantice un desarrollo integral de sus miembros para obtener una rentabilidad adecuada
Vice-Presidente Regional Ejecutivo
V.P Regional de
Operaciones
V.P de Admin. y Finanzas
V.P. Asuntos Institucional
Director de Recursos
Humanos y Asuntos Legales
Director de Ventas
Director de Mercadeo
Gerente Gral.
Gerencia SySO Gerencia
Relaciones laborales
Gerencia Médica
Superintendencia servicio al
personal
Superintendencia Talento
Humano
Superintndencia de protección
ambiental
a través de incrementos continuos de productividad, óptima calidad de los productos a
la entera satisfacción de los clientes tanto a nivel nacional como internacional.”
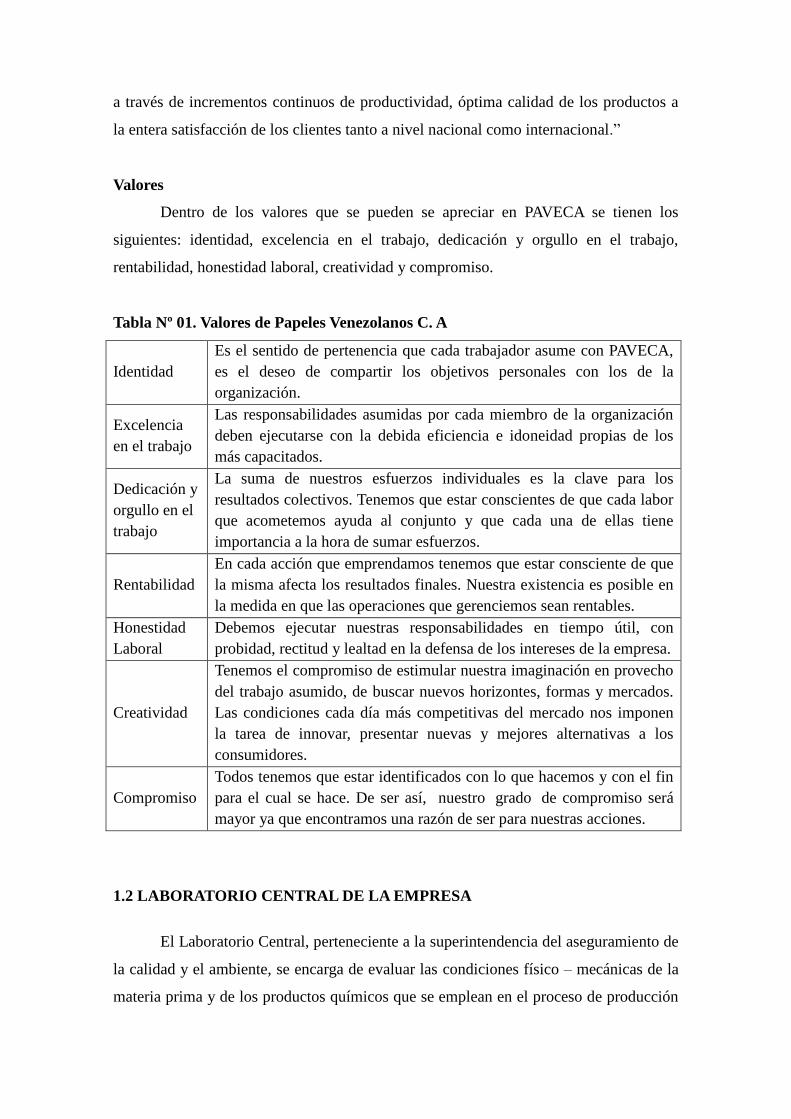
Valores
Dentro de los valores que se pueden se apreciar en PAVECA se tienen los
siguientes: identidad, excelencia en el trabajo, dedicación y orgullo en el trabajo,
rentabilidad, honestidad laboral, creatividad y compromiso.
Tabla Nº 01. Valores de Papeles Venezolanos C. A
Identidad
Es el sentido de pertenencia que cada trabajador asume con PAVECA,
es el deseo de compartir los objetivos personales con los de la
organización.
Excelencia
en el trabajo
Las responsabilidades asumidas por cada miembro de la organización
deben ejecutarse con la debida eficiencia e idoneidad propias de los
más capacitados.
Dedicación y
orgullo en el
trabajo
La suma de nuestros esfuerzos individuales es la clave para los
resultados colectivos. Tenemos que estar conscientes de que cada labor
que acometemos ayuda al conjunto y que cada una de ellas tiene
importancia a la hora de sumar esfuerzos.
Rentabilidad
En cada acción que emprendamos tenemos que estar consciente de que
la misma afecta los resultados finales. Nuestra existencia es posible en
la medida en que las operaciones que gerenciemos sean rentables.
Honestidad
Laboral
Debemos ejecutar nuestras responsabilidades en tiempo útil, con
probidad, rectitud y lealtad en la defensa de los intereses de la empresa.
Creatividad
Tenemos el compromiso de estimular nuestra imaginación en provecho
del trabajo asumido, de buscar nuevos horizontes, formas y mercados.
Las condiciones cada día más competitivas del mercado nos imponen
la tarea de innovar, presentar nuevas y mejores alternativas a los
consumidores.
Compromiso
Todos tenemos que estar identificados con lo que hacemos y con el fin
para el cual se hace. De ser así, nuestro grado de compromiso será
mayor ya que encontramos una razón de ser para nuestras acciones.
1.2 LABORATORIO CENTRAL DE LA EMPRESA
El Laboratorio Central, perteneciente a la superintendencia del aseguramiento de
la calidad y el ambiente, se encarga de evaluar las condiciones físico – mecánicas de la
materia prima y de los productos químicos que se emplean en el proceso de producción
de la empresa, además de analizar las condiciones fisicoquímicas de los circuitos de
agua en la misma, y los ensayos especiales que se requieran para solucionar los
problemas que en ocasiones pudiesen presentarse en el proceso de producción
1.3 DESCRIPCION DEL PROCESO DE ELABORACION DEL PAPEL
En la elaboración de papel destacan tres procesos importantes: la obtención de la
pulpa, el destintado para la obtención de pulpa reciclada y los molinos para la obtención
del papel.
1.3.1. PROCESO DE LA PLANTA DE PULPA
El proceso de obtención de pulpa se divide en siete etapas que se explican a
continuación.
1. Consumo de Madera
Eucalypto Eurofila es usada como la madera principal consumida en la Planta.
Estos árboles han crecido en las plantaciones de la compañía. Los árboles, con cinco
años de crecimiento, son cosechados usando ambos métodos, manual y equipos
automatizados, y son llevados a la Planta, usando camiones que pertenecen, y son
operados por Papeles Venezolanos, C.A. Las rolas, de 2.5 m de largo, son descargadas y
almacenadas en el patio de madera. Luego, las rolas son cargadas en un transportador
especial, el cual las dirige a través de una estación lavadora de rolas, antes de producir
astillas de 20 mm aproximadamente. Estas astillas son luego tamizadas y re-astilladas,
(como se requiere) y almacenadas por aproximadamente dos días antes de su consumo
en la planta de pulpa.
2. Lavado de Astillas
Las astillas son recuperadas del área de almacenaje y son transportadas a un silo
a presión atmosférica para calentarlas y sacarles el aire. Este proceso de calefacción
improvisa ambos: El lavado y la etapa de impregnación, los cuales están más adelante.
El lavado de astillas separa la arena y contaminantes fuertes de las astillas. Estas
materias indeseadas son eliminadas del proceso. Una bomba especial es usada para
transferir una mezcla de astillas y agua del proceso a un escurridor inclinado. El
escurridor permite la recuperación del agua procesada para ser re-usada, mientras las
astillas se transfieren a un segundo silo de presión atmosférica.
3. Impregnación de Astillas
Nuevamente, las astillas son calentadas en el silo # 2 para suavizarlas, mientras
se extrae el aire que pudiera permanecer atrapado dentro de las astillas. Luego, las
astillas son alimentadas en una rosca obturadora, la cual las comprime al mismo tiempo
que son transportadas al Impregnador Atmosférico # 1. Este impregnador permite de
una manera más fácil, la separación de fibras y mejorar la calidad durante el proceso de
refinación. El área de impregnación de astillas consta de dos impregnadores, los cuales
están separados por un Silo de pre-calentamiento atmosférico # 3.
4. Refinación
El área de refinación consiste en dos etapas de refinación atmosféricas. Cada
refinador está equipado con un rotor de 59" y es conducido por un motor eléctrico de
6000 HP. Estas astillas son transportadas al centro (ojo) de las zonas de refinación.
Desde allí las astillas son forzadas a viajar entre dos juegos de discos, el Disco
Estator, 8que se mantiene estacionario y el Disco Rotor que está girando a 18008 RPM.
Mientras las astillas viajan del centro a la periferia de los discos, ocurre una separación
individual de fibras. El patrón de disco refinador y la energía mecánica aplicada son
significativos para controlar la calidad. En la salida de los discos refinadores, la pulpa
entra a la cubierta del refinador, desde donde es puesta en el tanque de dilución, usando
vapor generado. La pulpa es bombeada desde la tina inter-etapa hacia una prensa para
ser lavada y removidos los extractivos, antes de continuar con su proceso en el refinador
secundario.
5. Tamización, limpieza y espesamiento
De la tina de latencia, la pulpa es bombeada al lado de succión de la bomba de
alimentación del tamiz a presión. Entonces el tamiz a presión es alimentado a una
presión y consistencia constante. El tamiz es equipado con una cesta de ranuras para
mejorar la remoción de las fibras largas, fibras amontonadas. Los aceptados del tamiz
son dirigidos a la bomba de alimentación del depurador primario, mientras que los
rechazos son dirigidos al tanque de rechazos a través del tamiz inclinado para recuperar
filtrado y espesamiento. Los aceptados son mezclados con la pulpa virgen en la prensa
de lavado inter-etapa y enviados al refinador secundario para futuro desarrollo. El
sistema de depuración consiste en un sistema de cascadas de cuatro etapas. Los
aceptados de la 1° etapa son dirigidos siguiendo el proceso, los rechazos van en reverso
para proporcionar una clasificación adicional. Los aceptados de la 4° etapa son
rechazados del proceso. Los aceptados de la 1° etapa de depuración son dirigidos a dos
espesadores de pulpa. El filtrado es recuperado y al mismo tiempo la pulpa
es descargada por gravedad a una bomba de consistencia media que la transfiere al
tanque de almacén de baja densidad. El tanque de almacén de baja densidad proporciona
aproximadamente ocho horas de retención. Desde el tanque de almacén, la pulpa puede
ser dirigida a través del área de blanqueo para mejorar la blancura.
6. Blanqueo
El área de blanqueo consiste en dos torres de blanqueo, operando entre 10 y 14%
de consistencia y permitiendo aproximadamente tres horas de tiempo de retención en
cada torre. Peróxido de hidrógeno, soda cáustica y otros químicos reaccionan con la
lignina en las fibras para neutralizar su color natural oscuro y proporcionar el
incremento necesario en la blancura. Los químicos son mezclados con la pulpa en la
succión de la bomba de consistencia media antes de cada torre de blanqueo. Una prensa
de limpieza localizada en la salida de cada torre permite lavar la pulpa y recuperar
químicos residuales, los cuales son re-usados en el proceso. Continuando con la
segunda etapa de blanqueo, la pulpa es dirigida a la torre de alta densidad. Esta torre
proporciona un almacenaje de 24 horas aproximadamente a un 10% de consistencia.
Desde la salida de esta torre, la pulpa podría ser dirigida a los Molinos de manera
líquida o al área de Conversión transformadas en pacas, antes de su almacenaje.
7. Limpieza y producción de Pacas
Para mantener un inventario adecuado de pulpa y al mismo tiempo permitir a la
planta de pulpa realizar paradas de mantenimiento general, etc. es necesario producir
pulpa en pacas, la cual es más fácil almacenar y ser manejada por el personal de los
Molinos como sea requerido.
Para hacer estas pacas se dirige la pulpa desde la torre de alta densidad (o la
torre de baja densidad) a la prensa doble rollos y entonces a través de la prensa
empacadora y línea de Conversión. En la prensa doble rollos, la pulpa es forzada entre
dos cilindros perforados que giran a una velocidad variable, cuyos controles descargan
consistencia. Mientras la pulpa pasa entre los rodillos, el filtrado es removido por
presión y llevado hasta un tanque de filtrados para ser removido del proceso. La pulpa
es dirigida a un ciclón atmosférico para la descarga de la presión. La prensa empacadora
recibe pulpa del ciclón. Por medio de un pistón principal, un modelo de cilindro y un
pistón de resistencia, las fibras de pulpa son comprimidas, formando una paca rígida, las
cuales son almacenadas para el consumo de los Molinos
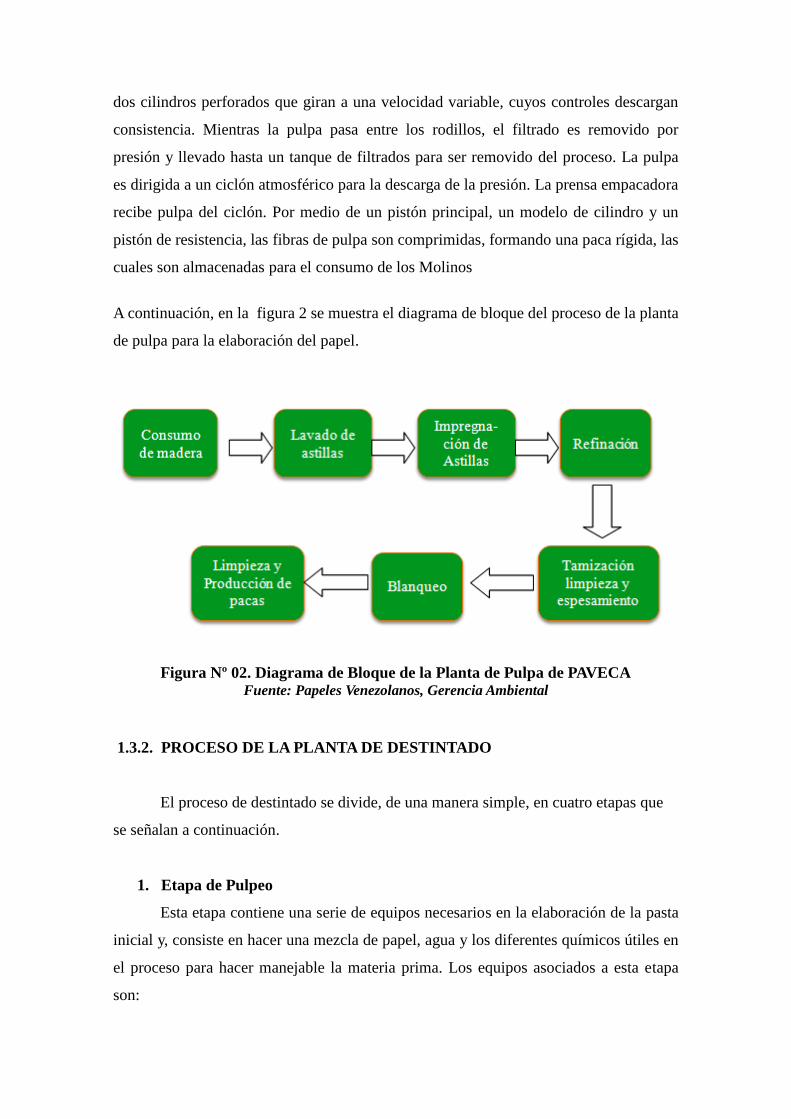
A continuación, en la figura 2 se muestra el diagrama de bloque del proceso de la planta
de pulpa para la elaboración del papel.
Figura Nº 02. Diagrama de Bloque de la Planta de Pulpa de PAVECA
Fuente: Papeles Venezolanos, Gerencia Ambiental
1.3.2. PROCESO DE LA PLANTA DE DESTINTADO
El proceso de destintado se divide, de una manera simple, en cuatro etapas que
se señalan a continuación.
1. Etapa de Pulpeo
Esta etapa contiene una serie de equipos necesarios en la elaboración de la pasta
inicial y, consiste en hacer una mezcla de papel, agua y los diferentes químicos útiles en
el proceso para hacer manejable la materia prima. Los equipos asociados a esta etapa
son:
a) Transportador de Papel: Su principal objetivo es medir y llevar hasta la
Pulpadora, la cantidad de papel necesaria en la etapa del pulpeo.
b) Pulpadora: Está provista de un agitador helicoidal que permite la desintegración
del papel (separación fibra-fibra), así como el mezclado de químicos y remoción
de los contaminantes.
c) Tanque de agua caliente: Proporciona la cantidad y la temperatura de agua
involucrada en la elaboración de pasta.
2. Etapa de la limpieza
La finalidad de esta etapa es la eliminación de los diferentes contaminantes
existentes en la pasta, agrupándolos por características como Densidad, forma, tamaño y
flexibilidad. Para esto se usan los siguientes equipos:
a) Pera de Descarga: Está íntimamente ligada a la etapa de pulpeo, tomando la
pasta y eliminando de ella los contaminantes, cuyos tamaños sean superiores a
los de la fibra.
b) Depuradores: Operan eliminando todos aquellos contaminantes con densidades
superiores a la fibra, además, consta de dos etapas: Una trata pasta densa y otra
con densidad baja.
c) Tamices: Existen diferentes tamices asociados a esta etapa, y todos buscan
eliminar contaminantes con tamaños superiores a los de la fibra.
d) Celdas de Flotación: Esta planta posee dos celdas de flotación, cuyo objetivo es
eliminar la tinta hidrofóbica, mediante un proceso eficiente y compacto.
e) Lavado: Existen dos equipos, estos están provistos de telas, cuyo objetivo es
lavar la pasta mediante el drenado de esta; eliminando residuales químicos, finos
y demás contaminantes más pequeños que la fibra. Permitiendo además, el
espesamiento de la pasta.
f) Gyroclean: Su función es eliminar los contaminantes que poseen densidades
inferiores a la fibra, como por ejemplo los stickies.
g) Triturador: Es el responsable de modificar los contaminantes, una vez que ya no
se ha podido eliminarlos.
3. Etapa de Blanqueo
Existen dos torres de blanqueo que involucran dos procesos que se compenetran
entre sí, garantizando el blanqueo de la pasta. En la primera torre de blanqueo, el
tratamiento es oxidante, a través del peróxido de hidrógeno, proporcionando pasta semi-
blanqueada. En la segunda torre de blanqueo, el tratamiento es reductivo a través de
FAS o Hidrosulfito de Sodio.
4. Almacenamiento
La pasta es servida de dos formas: directamente a Molinos, o en láminas. La
elaboración de láminas es posible a través de una laminadora (wet-lap) y estas láminas
serían almacenadas en paletas.
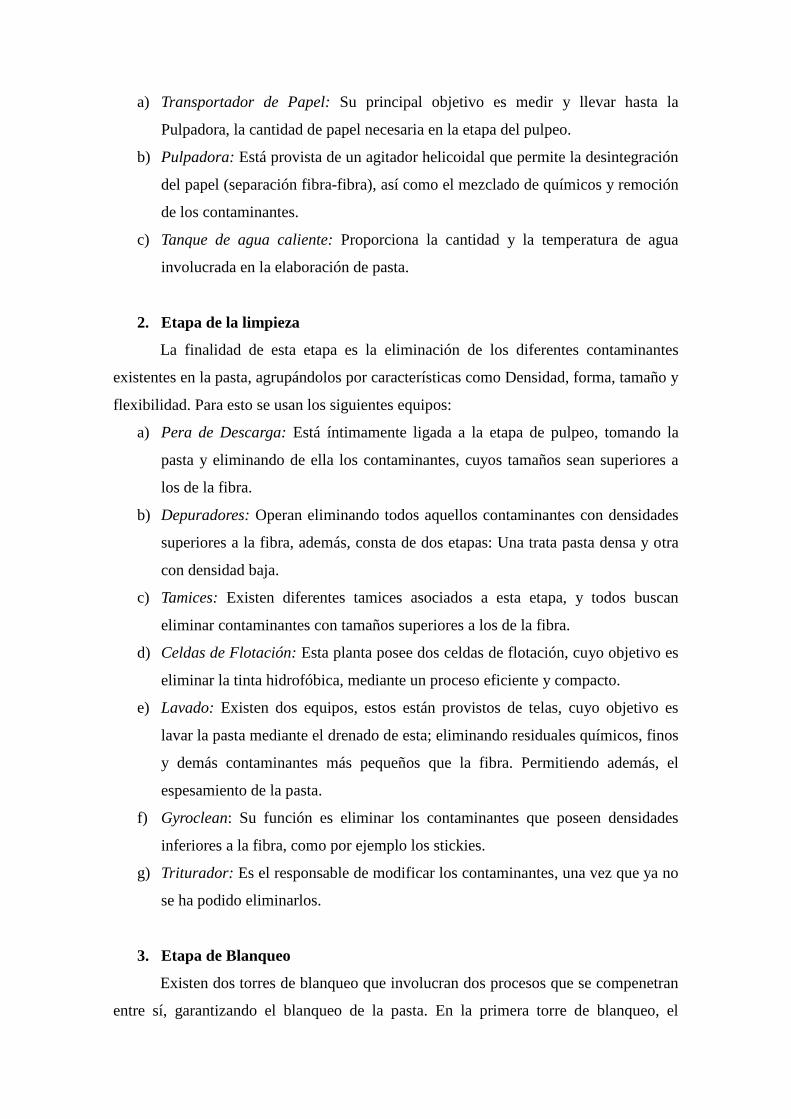
A continuación en la figura 3 se muestra el diagrama de bloque del proceso de planta de
Destinada para la elaboración del papel
Figura Nº 03. Diagrama de Bloque de la Planta de Destintado de PAVECA Fuente: Papeles Venezolanos, Gerencia Ambiental
1.3.3. ETAPA DE MOLINOS
En la etapa de los Molinos hay cuatro etapas importantes como se describe a
continuación.
1. Caja de Sobre flujo
Dependiendo del producto a obtener, se realizan ciertas formulaciones o mezclas
de pulpa antes de pasar a la etapa de Molinos. La pulpa obtenida de Planta de Pulpa y
Destintado se conoce como “pulpa mecánica”. Las formulaciones se realizan mezclando
pulpa mecánica con pulpa importada (hardwood, softwood) en relaciones que depende
del producto a elaborar y cuya información se reserva la empresa por considerarse
confidencial. La suspensión que se obtiene pasa inicialmente a una caja de sobre flujo,
con la finalidad de asegurar un flujo regular de suspensión fibrosa, caudal, consistencia,
y proporción constante. La mezcla pasa por un sistema de remoción de impurezas
(pesadas y voluminosas) denominada “Pantalla”, para que de ésta manera continúe el
recorrido hacia la caja de presión o caja de entrada de la máquina papelera. Esta caja se
encarga de suministrar un chorro de suspensión de geometría laminar y tiene como
función:
a) Repartición homogénea de la pasta fibrosa a todo lo ancho de la máquina.
b) Imprimir el chorro a la velocidad y presión definida por gravedad y estable a lo
ancho de la máquina.
c) Permitir ajustes del ángulo de incidencia del chorro.
2. Sección seca del proceso
Una vez que la pasta fibrosa queda extendida sobre la tela de la máquina
papelera o molino, se le realiza un proceso de filtración de agua de forma continua o
discontinua mediante presión, quedando de esta manera las fibras entrelazadas y
evitando así que se tapen los poros de la tela para que la pasta no se adhiera a ella. De
suceder esto último, el papel sale con defectos. El agua filtrada es enviada al
recuperador “Save-All”, con la finalidad de recuperar la fibra existente en ella.
3. Sistema de prensa
Después que la suspensión ha pasado por el proceso de filtración, se somete a
presión con fieltros entre prensas cilíndricas. Parte del agua pasa al fieltro llegando a
sequedades de 40%. En el fieltro se inyecta presión de vacío de manera que la hoja de
papel se suspenda adherida al mismo. La hoja entra en contacto con un cilindro de
fundición (Secador Yankee) donde se termina de eliminar el agua utilizando vapor
sobrecalentado, hasta alcanzar sequedades entre 90-95%. Por otra parte, la máquina
papelera también cuenta con un sistema de condensado que opera a través de un
intercambiador de calor, en el cual se recupera vapor, que es reintroducido al Secador
Yankee, y el agua obtenida es enviada a un sistema generador de vapor. Al Yankee se le
inyecta a presión compuestos químicos como la resina y el agente release, el primero
para adherir la hoja al mismo, el último para separarla de él.
4. Bobinado del papel
Una vez terminado el secado en el cilindro, la hoja de papel es separada del
mismo a través de cuchillas, dispuestas con una inclinación específica para iniciar la
etapa de bobinado. Ésta consiste en recoger la hoja de papel secada directamente del
secador Yankee y realizar un bobinado a velocidad específica hasta obtener bobinas de
papel seco semi-elaborado.
Estas bobinas de papel se llevan al área de Conversión, en donde son tratadas
para la elaboración del producto final en su presentación.
CAPITULO II
DESCRIPCION DE LAS ACTIVIDADES REALIZADAS DURANTE LAS
PASANTIAS
2.1 OBJETIVO GENERAL
Enseñar al estudiante los análisis de rutinas llevados a cabo en el Laboratorio Central de
la empresa Papeles Venezolanos C. A. con la finalidad de incorporarlo con el ambiente
laboral
2.2 OBJETIVOS ESPECÍFICOS
1. Comprender las técnicas de análisis de aguas, tanto afluentes como efluentes, en una
empresa papelera.
2. Adiestrar al estudiante en su desenvolvimiento en un ambiente de trabajo
empresarial.
3. Fomentar la incursión del estudiante en el campo laboral.
2.3 CICLO DEL AGUA EN EL PROCESO
El proceso de producción de papel consume grandes cantidades de agua. La
empresa se surte de agua fresca desde pozos subterráneos ubicados en unos terrenos
pertenecientes a PAVECA, situados en Guacara y conocidos como “Turumo”.
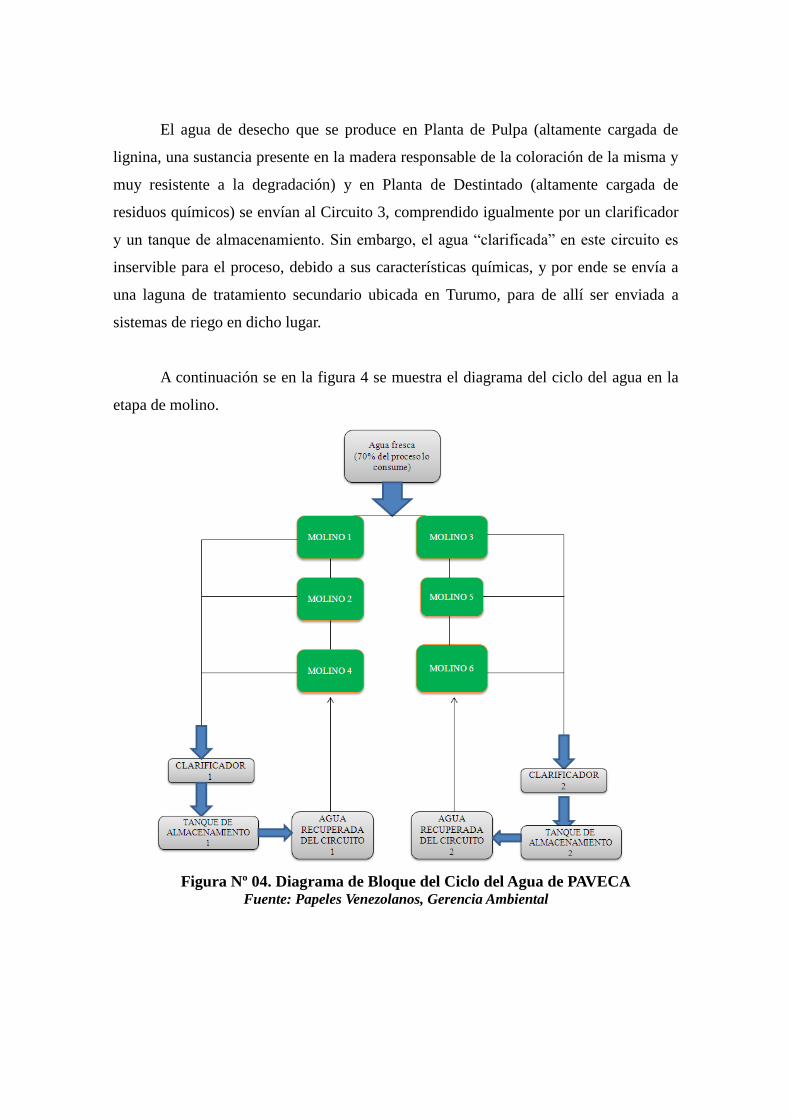
La mayor parte del agua recuperada en Molinos es sometida a un tratamiento
primario, para reinsertarla en el proceso de nuevo. El agua recuperada de Molinos se
clasifica en dos sistemas o circuitos: Circuito 1 (que agrupa las aguas recuperadas en los
Molinos 1, 2 y 4) y Circuito 2 (Molinos 3, 5 y 6). Cada circuito está integrado por un
clarificador y un tanque de almacenamiento de agua clarificada. Básicamente, en el
tratamiento de aguas de éstos circuitos, se introduce el agua recuperada en Molinos (la
cual contiene cantidades considerables de fibras y residuos químicos) a un clarificador
(dependiendo del circuito, al clarificador 1 ó 2). En él se le adicionan floculantes y
coagulantes, y la materia sólida contenida en las mismas se arrastran al fondo del
clarificador, extrayéndose como lodos, y desechándose siguiendo las normativas
vigentes para ello. El agua clarificada, libre de sólidos, pasa al tanque de
almacenamiento de aguas y de allí a los Molinos de nuevo.
El agua de desecho que se produce en Planta de Pulpa (altamente cargada de
lignina, una sustancia presente en la madera responsable de la coloración de la misma y
muy resistente a la degradación) y en Planta de Destintado (altamente cargada de
residuos químicos) se envían al Circuito 3, comprendido igualmente por un clarificador
y un tanque de almacenamiento. Sin embargo, el agua “clarificada” en este circuito es
inservible para el proceso, debido a sus características químicas, y por ende se envía a
una laguna de tratamiento secundario ubicada en Turumo, para de allí ser enviada a
sistemas de riego en dicho lugar.
A continuación se en la figura 4 se muestra el diagrama del ciclo del agua en la
etapa de molino.
Figura Nº 04. Diagrama de Bloque del Ciclo del Agua de PAVECA Fuente: Papeles Venezolanos, Gerencia Ambiental
2.4 RUTINA DEL ANALISTA DEL LABORATORIO CENTRAL
Para cubrir todas las evaluaciones arriba descritas, se establece una rutina de
trabajo en el laboratorio. Esto permite realizar los análisis requeridos, y así mantener un
control de las condiciones en planta que aseguren la calidad del producto deseado.
Es parte de la rutina del analista de laboratorio examinar el agua fresca
proveniente de los pozos en Turumo, tanque principal, torres de enfriamientos y las
aguas del circuito 1, 2. El muestreo para la evaluación de las aguas de los pozos se
realiza “in situ”, es decir, en el lugar donde están ubicados los pozos; mientras que los
circuitos se analizan en 3 puntos: Entrada a los clarificadores, salida de los mismos y
salida de los tanques. A las aguas provenientes de los pozos se le realiza un análisis
fisicoquímico inorgánico, determinando la conductividad, el pH, la temperatura, y la
dureza cálcica de las mismas. A las aguas de los circuitos 1 y 2 se le realiza un análisis
fisicoquímico inorgánico más riguroso, que consiste en determinación de pH,
temperatura, conductividad, carga iónica del medio, alcalinidad, cloruros, sólidos
totales, sólidos suspendidos, sólidos disueltos, sulfatos, dureza total, turbiedad,
coordenadas CIELAB, nitrógenos, y fosforo.
Por último, el analista del laboratorio también debe encargarse de ensayos
especiales que pudiesen presentarse dado algún problema en el proceso productivo,
evaluaciones de riesgo, o simplemente estudios para mejorar el mismo. Si bien dichos
ensayos no entran en la rutina, son comunes y de gran importancia para mantener el
objetivo de la empresa: producir el mejor papel de Venezuela.
En la tabla 2 se muestran loa análisis de rutina realizados en el Laboratorio
Central de la empresa y realizado durante las pasantías.
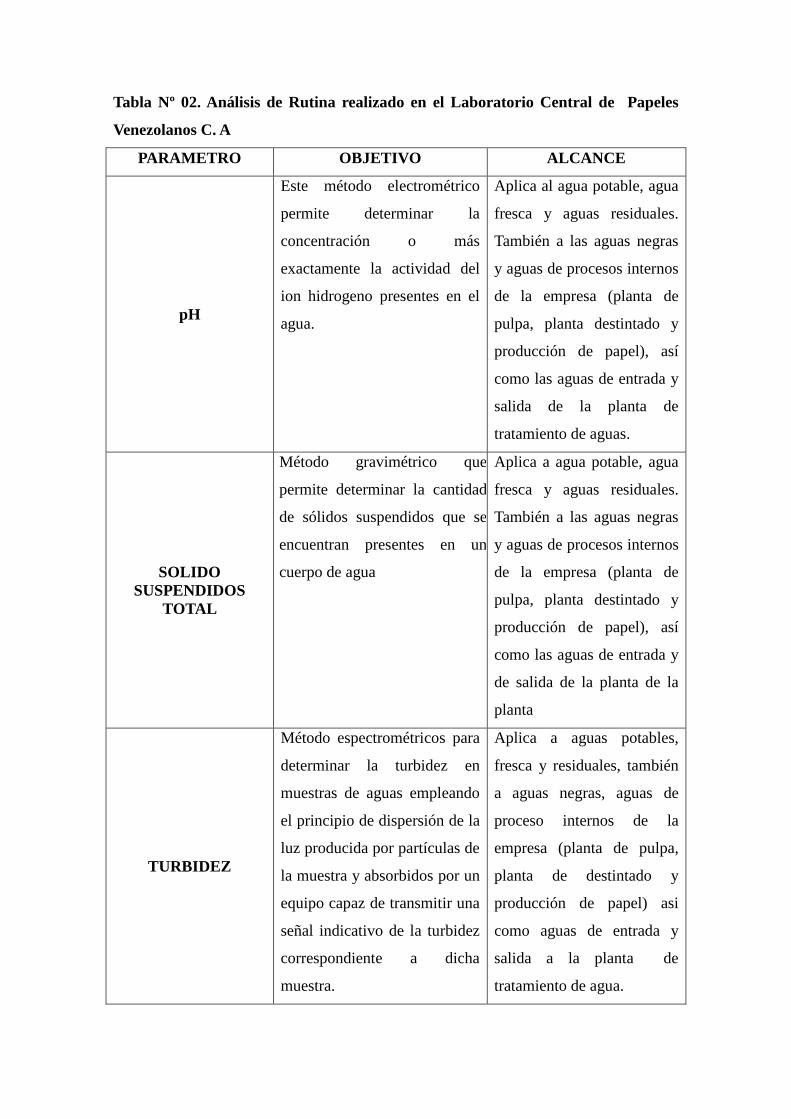
Tabla Nº 02. Análisis de Rutina realizado en el Laboratorio Central de Papeles
Venezolanos C. A
PARAMETRO OBJETIVO ALCANCE
pH
Este método electrométrico
permite determinar la
concentración o más
exactamente la actividad del
ion hidrogeno presentes en el
agua.
Aplica al agua potable, agua
fresca y aguas residuales.
También a las aguas negras
y aguas de procesos internos
de la empresa (planta de
pulpa, planta destintado y
producción de papel), así
como las aguas de entrada y
salida de la planta de
tratamiento de aguas.
SOLIDO
SUSPENDIDOS
TOTAL
Método gravimétrico que
permite determinar la cantidad
de sólidos suspendidos que se
encuentran presentes en un
cuerpo de agua
Aplica a agua potable, agua
fresca y aguas residuales.
También a las aguas negras
y aguas de procesos internos
de la empresa (planta de
pulpa, planta destintado y
producción de papel), así
como las aguas de entrada y
de salida de la planta de la
planta
TURBIDEZ
Método espectrométricos para
determinar la turbidez en
muestras de aguas empleando
el principio de dispersión de la
luz producida por partículas de
la muestra y absorbidos por un
equipo capaz de transmitir una
señal indicativo de la turbidez
correspondiente a dicha
muestra.
Aplica a aguas potables,
fresca y residuales, también
a aguas negras, aguas de
proceso internos de la
empresa (planta de pulpa,
planta de destintado y
producción de papel) asi
como aguas de entrada y
salida a la planta de
tratamiento de agua.
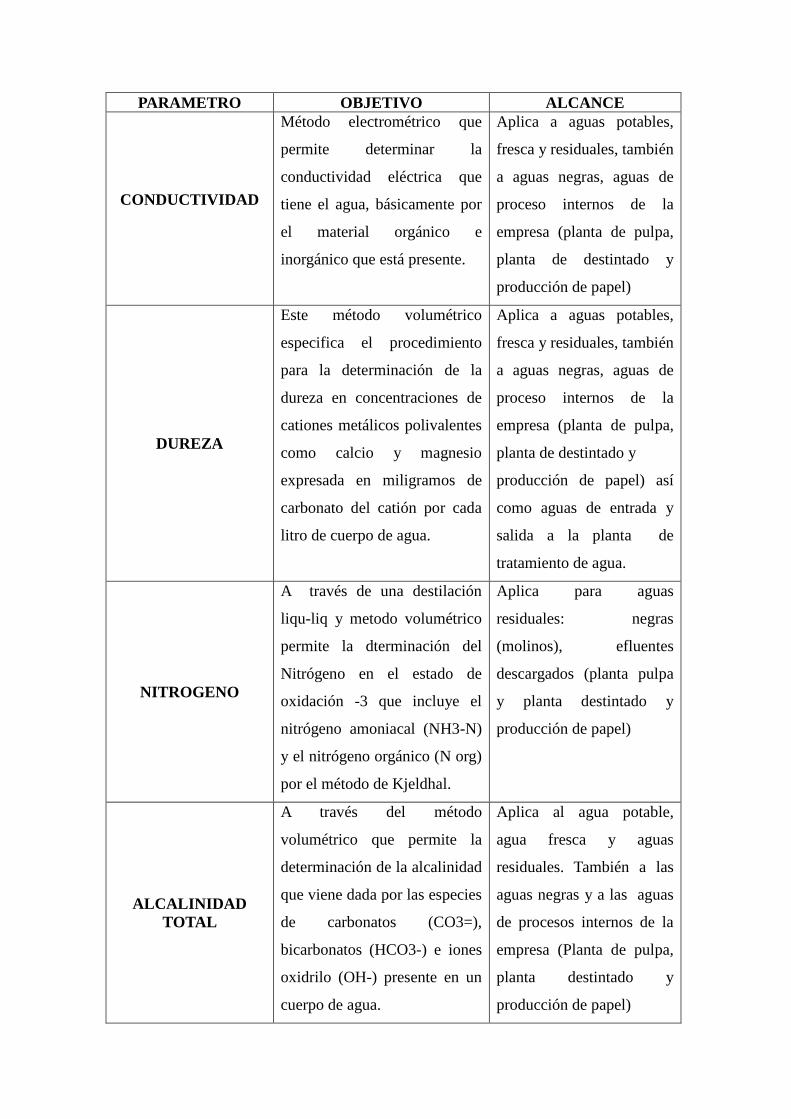
PARAMETRO OBJETIVO ALCANCE
CONDUCTIVIDAD
Método electrométrico que
permite determinar la
conductividad eléctrica que
tiene el agua, básicamente por
el material orgánico e
inorgánico que está presente.
Aplica a aguas potables,
fresca y residuales, también
a aguas negras, aguas de
proceso internos de la
empresa (planta de pulpa,
planta de destintado y
producción de papel)
DUREZA
Este método volumétrico
especifica el procedimiento
para la determinación de la
dureza en concentraciones de
cationes metálicos polivalentes
como calcio y magnesio
expresada en miligramos de
carbonato del catión por cada
litro de cuerpo de agua.
Aplica a aguas potables,
fresca y residuales, también
a aguas negras, aguas de
proceso internos de la
empresa (planta de pulpa,
planta de destintado y
producción de papel) así
como aguas de entrada y
salida a la planta de
tratamiento de agua.
NITROGENO
A través de una destilación
liqu-liq y metodo volumétrico
permite la dterminación del
Nitrógeno en el estado de
oxidación -3 que incluye el
nitrógeno amoniacal (NH3-N)
y el nitrógeno orgánico (N org)
por el método de Kjeldhal.
Aplica para aguas
residuales: negras
(molinos), efluentes
descargados (planta pulpa
y planta destintado y
producción de papel)
ALCALINIDAD
TOTAL
A través del método
volumétrico que permite la
determinación de la alcalinidad
que viene dada por las especies
de carbonatos (CO3=),
bicarbonatos (HCO3-) e iones
oxidrilo (OH-) presente en un
cuerpo de agua.
Aplica al agua potable,
agua fresca y aguas
residuales. También a las
aguas negras y a las aguas
de procesos internos de la
empresa (Planta de pulpa,
planta destintado y
producción de papel)
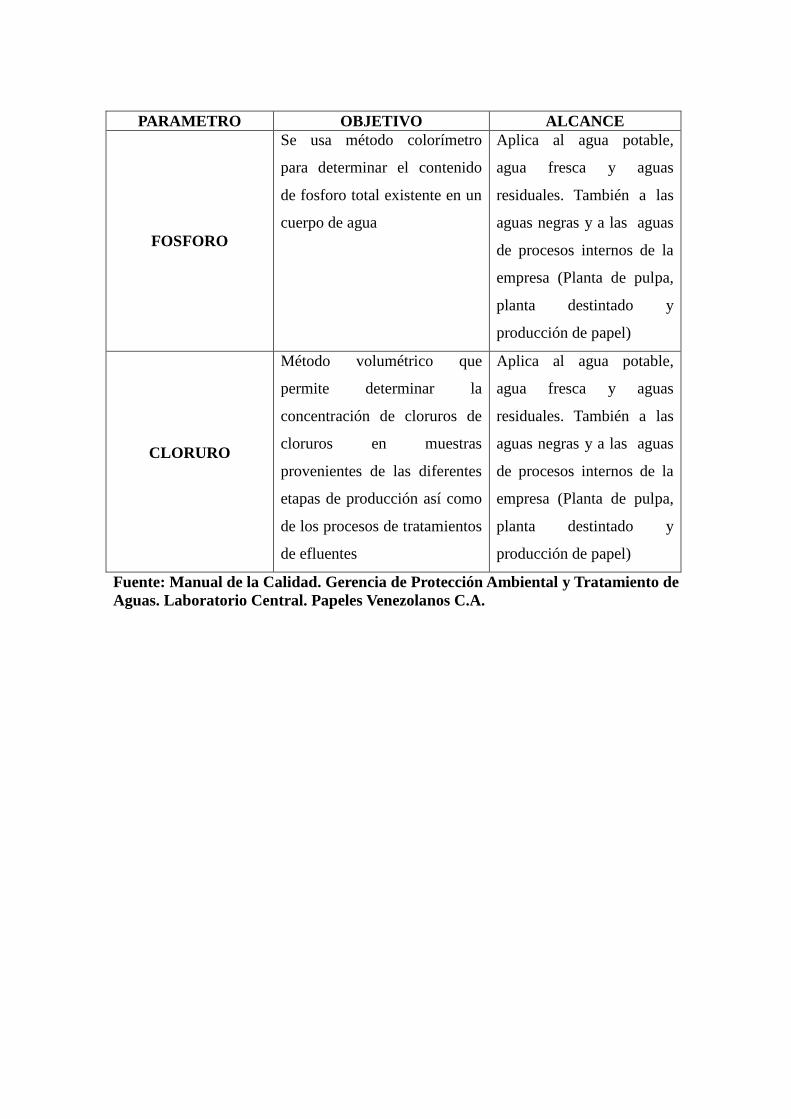
PARAMETRO OBJETIVO ALCANCE
FOSFORO
Se usa método colorímetro
para determinar el contenido
de fosforo total existente en un
cuerpo de agua
Aplica al agua potable,
agua fresca y aguas
residuales. También a las
aguas negras y a las aguas
de procesos internos de la
empresa (Planta de pulpa,
planta destintado y
producción de papel)
CLORURO
Método volumétrico que
permite determinar la
concentración de cloruros de
cloruros en muestras
provenientes de las diferentes
etapas de producción así como
de los procesos de tratamientos
de efluentes
Aplica al agua potable,
agua fresca y aguas
residuales. También a las
aguas negras y a las aguas
de procesos internos de la
empresa (Planta de pulpa,
planta destintado y
producción de papel)
Fuente: Manual de la Calidad. Gerencia de Protección Ambiental y Tratamiento de
Aguas. Laboratorio Central. Papeles Venezolanos C.A.
CONCLUSIONES
1. El estudiante logró adiestrarse en la rutina de análisis del Laboratorio Central de
la empresa Papeles Venezolanos C.A. (PAVECA) en forma satisfactoria.
2. Las pasantías permitieron observar de manera implícita la relación entre los
resultados obtenidos y las variables del proceso productivo.
3. El pasante fue adiestrado en la adaptación y desenvolvimiento de un ambiente de
trabajo empresarial
4. Las pasantías permitieron fomentar la inserción del estudiante en el campo
laboral.
RECOMENDACIONES
1. Mantener su política de apoyo profesional a los estudiantes pasantes, para que
ellos brinden y aporten sus conocimientos adquiridos en la universidad, lo cual
favorece tanto a la empresa como a los pasantes.
2. Continuar con la elaboración de manuales de procedimientos en la sección de
análisis fisicoquímico inorgánico de aguas, así recopilar y mejorar los análisis de
rutina.
3. Se sugiere retomar algunos análisis a las aguas como por ejemplo, análisis
orgánicos, análisis de metales, para así tener un conocimiento más profundo a
las aguas usadas en los procesos.
4. Acondicionar mucho más el laboratorio donde se realizan la rutina, ya que en
tamaño es pequeño. Así se mejoraría mucho más en el desenvolvimiento en el
mis
BIBLIOGRAFIA
1. APHA – AWWA – WPCF. “Standar Methods for the Examination of Water and
Wastewater” 17º Edición. Estados Unidos. 1989.
2. PAVECA Manual de la Calidad. Gerencia de Protección Ambiental y
Tratamiento de Aguas. Laboratorio Central.(2008)
3. Standard Methods for the Examination of wáter and waslenwater (WOS)
método 2450B 21 edición Apha- Awwa-Wpcf.EE.UU.
4. SAWYER, C. “Química para Ingeniería Ambiental” 4º Edición. Editorial
Mc.Graw- Hill. Colombia. 2000.
5. TAPPI Test Methods. Sitio web:
http://www.tappi.org/s_tappi/doc.asp?CID=9&DID=524558
APÉNDICE A
PASANTÍAS EN PAVECA: LÍNEA DE TIEMPO
18 de julio al 22 de julio 2011
1. Inducción en Laboratorio Central (Lectura de Manuales, Breve esquematización de
los procesos de planta, Normas de laboratorio)
2. Inducción en Laboratorio Central (Calibración de los equipos en el laboratorio.
Normas de aseo y limpieza en el laboratorio)
3. Recorrido por la planta (Zona de molinos, Efluentes, Planta de pulpa, Almacén)
25 de julio hasta 07 de Octubre 2011
Las actividades se realizan de la siguiente manera:
1. Lunes: Análisis Fisicoquímico de Aguas Inorgánico del Circuito 1 y 2.
2. Miércoles: Análisis Fisicoquímico de Aguas Inorgánico Pozos.
3. Jueves: Análisis Fisicoquímico tanque principal
4. Todos los días: Análisis Fisicoquímico de Aguas torres de enfriamiento y
calibración de instrumentos de laboratorio.