republica bolivariana de venezuela facultad...
TRANSCRIPT

REPUBLICA BOLIVARIANA DE VENEZUELA
MINISTERIO DE EDUCACIÓN SUPERIOR
UNIVERSIDAD DE CARABOBO
FACULTAD EXPERIMENTAL DE CIENCIAS Y TECNOLOGÍA
DEPARTAMENTO DE QUÍMICA
EVALUACIÓN DEL NIVEL MÁXIMO DE ADITIVOS DE SUPERFICIE A
SER USADOS EN LOS FONDOS (PRIMERS) DEL SISTEMA DE
PINTURA AUTOMOTRIZ, PRODUCIDOS POR DUPONT
PERFORMANCE COATINGS VENEZUELA, C.A.
Autor:
González Delgado María Magdalena
C.I. N° 16.806.539
Valencia, Noviembre del 2009
2
REPUBLICA BOLIVARIANA DE VENEZUELA
MINISTERIO DE EDUCACION SUPERIOR
UNIVERSIDAD DE CARABOBO
FACULTAD EXPERIMENTAL DE CIENCIAS Y TECNOLOGÍA
DEPARTAMENTO DE QUÍMICA
EVALUACIÓN DEL NIVEL MÁXIMO DE ADITIVOS DE SUPERFICIE A
SER USADOS EN LOS FONDOS (PRIMERS) DEL SISTEMA DE
PINTURA AUTOMOTRIZ, PRODUCIDOS POR DUPONT
PERFORMANCE COATINGS VENEZUELA, C.A.
INFORME DE PASANTÍAS
Autor:
González Delgado María Magdalena
C.I. N° 16.806.539
Valencia, Noviembre del 2009

3
EVALUACIÓN DE PASANTIA
4
DEDICATORIA
A Dios Padre Todo Poderoso, quien ha permitido que la sabiduría dirija y
guíe mis pasos, quien ha iluminado mi sendero cuando más oscuro ha
estado, el que me ha dado fortaleza para continuar cuando a punto de
caer he estado. Te amo mi señor.
A mis Padres, Ysbelia y Gilberto son los seres que tanto amo, el mayor
regalo que la vida me ha dado. Son los pilares fundamentales de mi vida,
quienes han velado por mi bienestar y depositaron su confianza en los
retos que emprendí, sin dudar de mi inteligencia y capacidad.
A mis Hermanos, Isbelia, Gilberto y Braulio por estar siempre a mi lado
motivándome y dándome su apoyo incondicional, por llenar de alegrías mi
vida. Son lo más grande que tengo en esta vida. Los amo.
A toda mi familia por depositar tanto cariño y confianza en los retos que
emprendo cada día. Los quiero a todos con todo mi corazón
A mis amigos Elicarmar, Maricela, Miriam, Victoria, Quirley, Angel,
Humberto y muchos otros por tenderme sus manos para mantenerme de
pie cuando lo necesite y por permitirme formar parte de sus vidas.
A mis profesores, formadores de grandes profesionales. Por sus consejos
y enseñanzas.
5
AGRADECIMIENTOS
A Dios Todo Poderoso por darme la oportunidad de vivir intensamente
cada día y por poner en mi camino tantas puertas e iluminarme para abrir
las que están llenas de grandiosas oportunidades, como esta.
A Dupont Performance Coatings de Venezuela por brindarme la
oportunidad de desarrollar mis pasantías, contribuyendo en el
fortalecimiento de mi crecimiento profesional y personal.
Al Ingeniero Douglas Durán por guiarme con sus conocimientos y por las
enseñanzas transmitidas, permitiendo así mejorar mi desempeño
profesional. Gracias por confiar en mis capacidades.
A todos los Técnicos del laboratorio de Desarrollo Automotriz en especial
a Carlos Silva, Héctor Villalobos y Gustavo Aponte, gracias por la
colaboración y dedicación aportada durante las actividades desarrolladas
y por compartir sus conocimientos conmigo.
Al profesor Juan Carlos Pereira por el apoyo aportado para el desarrollo
satisfactorio de las pasantías, y muchos otros por los sabios consejos y
enseñanzas brindadas durante mi preparación académica.
A los seres más ESPECIALES en mi vida, mis Padres y Hermanos por
todo el amor y fortaleza que me dan, impulsándome a mejorar cada día.
Gracias por apoyarme y guiarme por el camino del bien para hacer de mi
lo que hoy soy.
6
INDICE
PÁGINA DE EVALUACIÓN DE PASANTÍA………………….………………… 3
DEDICATORIA………………………………………………………….………… 4
AGRADECIMIENTOS……………………………………………………………. 5
ÍNDICE GENERAL……………………………………………………………...... 6
RESUMEN………………………………………………………………………… 8
INTRODUCCIÓN…………………………………………………………………. 10
CAPÍTULO I. ASPECTOS GENERALES DE LA EMPRESA
1.1 Nombre de la Empresa……………………………………………................ 11
1.2 Ubicación………..…………………………………………………………….. 11
1.3 Tipo de Empresa…………………………………………………………....... 11
1.4 Reseña Histórica…………………………………………………………....... 12
1.5 Principios de la Empresa…………………………………………………...... 13
1.6 Políticas de Calidad………………………………………………………...... 14
1.6.1 Visión………………………………………………………………………… 14
1.6.2 Misión.................................................................................................... 14
1.6.3 Seguridad, Salud Ocupacional y Ambiente……………………………… 15
1.6.4 Principios de Seguridad………………………………………..………….. 16
1.6.5 Administración de la Seguridad…………………………………………… 16
1.7 Misión del Laboratorio de Desarrollo……………………………………….. 17
1.8 Principios del Laboratorio de Desarrollo…..……………………………….. 17
1.9 Organización de la Empresa………………………………………………… 17
1.10 Productos Terminados……….……………………………………………... 19
1.10.1 Proceso de Fabricación…………………………………………………... 23

7
CAPÍTULO II. MARCO OPERATIVO DE LAS ACTIVIDADES ASIGNADAS EN
EL PROGRAMA DE PASANTÍAS
2.1 Objetivos……………………………………………………………………... 25
2.2 Descripción de las actividades desarrolladas..……………………………. 26
DESCRIPCIÓN DE LOS RESULTADOS……………...……………………….. 42
APORTES PARA LA EMPRESA………………………………………………... 53
CONCLUSIONES…………………………………………………………………. 54
RECOMENDACIONES…………………………………………………………… 55
BIBLIOGRAFÍA…………………………………………………………………….. 56
ANEXOS……………………………………………………………………………. 57

8
UNIVERSIDAD DE CARABOBO FACULTAD EXPERIMENTAL DE CIENCIAS Y TECNOLOGÍA
DEPARTAMENTO DE QUÍMICA INFORME DE PASANTÍAS
EVALUACIÓN DEL NIVEL MÁXIMO DE ADITIVOS DE SUPERFICIE A
SER USADOS EN LOS FONDOS (PRIMERS) DEL SISTEMA DE
PINTURA AUTOMOTRIZ, PRODUCIDOS POR DUPONT
PERFORMANCE COATINGS VENEZUELA, C.A.
Autor: María Magdalena González Delgado Tutor Académico: Juan Carlos Pereira Tutor Industrial: Douglas Durán
Noviembre de 2009
RESUMEN
El presente informe está basado en la evaluación del nivel máximo de
aditivos de superficie a ser usados en los fondos (primers) del sistema de
pintura automotriz producidos por DuPont Performance Coatings
Venezuela, C.A.; para el cumplimiento del objetivo principal se llevaron a
cabo distintas actividades las cuales consistieron en primer lugar en
definir los aditivos a emplear para la preparación de muestras pilotos de
fondo a diferentes porcentajes de los mismos, siendo estos el G-848
(resina acrílica) y el VH-1443 (solución de silicona) y en un rango de cero
a cuatro por ciento. A los mismos se les midió la tensión superficial a
través del método del anillo Du Nouy, presentado mayor disminución en
comparación al estándar los pilotos con VH-1443. Adicionalmente a los
pilotos aplicados sobre láminas de acero se les determinó la adhesión,
obteniendo como resultado general que no hay pérdida de la misma
cuando se encuentra solo la capa da fondo, sin embargo al estudiar el
sistema completo de pintura automotriz se evidencian perdidas de
adherencia mayormente cuando el aditivo es el VH-1443, adicionalmente
el efecto es más notorio cuando las láminas son sometidas a doble
calentamiento en el proceso de rehorneado.
9
INTRODUCCIÓN
DuPont Performance Coatings de Venezuela, S.A. es una empresa
privada perteneciente a la rama de la industria química, su casa matriz se
encuentra en Wilmington, Delaware de los Estados Unidos de Norte
América. Se asoció el 1° de Enero de 1996 a Renner de Brasil para
poder entrar en el mercado del sur (Colombia, Argentina, Ecuador, Chile y
Perú). En el año 2003 rompe sociedad con Renner Hermann Pinturas de
Brasil pasando a ser una empresa netamente DuPont de Nemours. Entre
los productos destinados al mercado automotriz se encuentran las bases
color (o pinturas), fondos (primers), esmaltes interiores, tratamientos
metálicos y transparentes; abarcando además el mercado de reacabados
e industrias generales. Esta empresa es reconocida por la calidad de sus
productos y servicios destinados a suplir los requerimientos de la industria
automotriz a escala nacional e internacional (actualmente a países como
Colombia, Ecuador y Perú). A lo largo de todos estos años Dupont ha
ocupado un lugar cada vez más relevante en el desarrollo económico de
Venezuela.
El Laboratorio de Desarrollo es el departamento encargado del
diseño de los productos manufacturados en Planta y está conformado por
la Superintendencia de Desarrollo Automotriz e Industrias Generales,
adscrita a la Gerencia de División Automotriz e Industrias Generales y la
Superintendencia de Desarrollo Reacabado Automotriz que depende de la
Gerencia de División Reacabado Automotriz. Para aquellos productos
cuyos diseños son realizados en otras subsidiarias, mantiene
responsabilidad en que estos se adapten a las necesidades locales. Para
esto se apoya en los recursos propios y en aquellos disponibles
corporativamente.

10
Los fondos constituyen un producto importante para la empresa,
estos se aplican después de efectuar el tratamiento metálico con
anticorrosivo y antes de aplicar la pintura, tiene dos funciones, es
anticorrosivo y es la primera capa de pintura; por lo que el Laboratorio de
Desarrollo se encarga de realizar diversos análisis para verificar el
comportamiento de sus productos y de esta forma poder ofrecer mejoras
en los productos desarrollados que satisfagan las necesidades y
requerimientos de los clientes, por tal motivo se pretende evaluar el nivel
máximo de aditivos de superficie a ser usados en los fondos a través de
medidas de tensión superficial de los pilotos preparados y pruebas de
adhesión de los mismos empleando todo el sistema de pintura automotriz
(e-coat, fondo, base color y transparente).

11
CAPITULO I
ASPECTOS GENERALES DE LA EMPRESA
Se describen los aspectos generales de la empresa, con la finalidad de
dar a conocer sus principios, políticas, normas de seguridad y los
procesos de manufactura de pinturas automotrices.
1.1 NOMBRE DE LA EMPRESA.
DuPont Performance Coatings Venezuela, C.A.
1.2 UBICACIÓN.
Zona Industrial Carabobo (La Quizanda), Av. Eugenio Mendoza
prolongación de la Av. Michelena. Valencia. Estado Carabobo.
I.3 TIPO DE EMPRESA.
DuPont esta orientada a la producción de productos químicos
utilizados en diversas áreas de la ciencia y la tecnología a nivel mundial.
La presencia de DuPont en Venezuela sé remota al siglo pasado, cuando
los mercaderes de armas y municiones dotaron a la naciente República,
de la pólvora negra mundialmente reconocida por su alta calidad,
fabricada por DuPont. De la misma manera, hasta mediados de este siglo,
la marca DuPont fue dándose a conocer en el país a través de sus
productos y componentes, tales como el cuero artificial Fabricado que
tapizaba los asientos de los primeros autos importados que llegaron a
12
Venezuela y más adelante, el revolucionario Nylon, La Lycra, La fibra
autoestinguible Nomex, El Neopreno, El Celofán, El Teflón, El Dacrón, El
Kevlar, El Tyvec representado en diversos producto terminados, entre
muchos otros.
1.4 RESEÑA HISTÓRICA.
En 1957 fue inaugurada la planta DuPont en Valencia, siendo ésta una
de las 136 plantas que la corporación Dupont tiene alrededor del mundo,
con una excelente concepción de garantía de servicio, calidad e
integración vertical, la planta fabricaría resinas, dispersiones y productos
terminados de forma que una etapa alimentaría a la otra.
En junio de 1957 se envasaron las primeras latas de pinturas, con el
orgullo de la inscripción en la etiqueta “HECHO EN VENEZUELA”.
En 1966 se lanzaron las lacas acrílicas, líneas para General Motors;
por tal motivo fue necesaria la instalación del primer reactor para fabricar
resinas por solución y no por fusión, como originalmente se hacia cuando
se inició la planta.
En 1960 salieron al mercado los acabados acrílicos para repintado de
automóviles.
En 1970 se inició la fabricación de productos para tratamiento metálico,
y al siguiente año arrancó una pequeña planta para la formulación de
herbicidas (agroquímicos).
En 1976, siempre pioneros en el mercado de reacabados automotrices,
se lanzó el esmalte poliuretano, en 1978 para ampliar la capacidad de
13
producción de resinas se instaló un segundo reactor de mayor capacidad.
En la planta de DuPont se conjuga el trabajo serio y responsable de
una gerencia que cada día se especializa más en la integración que
mantiene con las otras plantas establecidas en el mundo, y el trabajo
arduo y productivo de un personal que labora con eficiencia, mística y
seguridad.
1.5 PRINCIPIOS DE LA EMPRESA
La calidad de DuPont de Venezuela ha venido evolucionando desde
inicios de las operaciones en planta en el año 1957, donde la calidad
estaba enfocada en la inspección del producto terminado, dando poca
atención a la prevención.
A partir de la década de los ochenta se comienza a adoptar
corporativamente el proceso de calidad total, haciendo especial énfasis
en la prevención.
Desde finales de 1995 comenzó a estandarizar operaciones basadas
en requerimientos QS 9 000, este esfuerzo se vio recompensado
cuando el 4 de Diciembre de 1 997 Bureau Veritas Quality Internacional
le otorgó a DuPont de Venezuela la máxima acreditación en el mercado
Automotriz como lo es: el certificado que lo acredita como proveedor QS
9000; y 1995 ISO 9001, por el diseño, manufactura, venta y distribución
de pinturas, solventes y aditivos para la industria automotriz.
La Política de Calidad manifiesta el sentir del compromiso del trabajo
personal de Du Pont de Venezuela.
14
1.6 POLÍTICA DE CALIDAD
“SATISFACCIÓN DE LAS NECESIDADES Y ESPECTATIVAS DE LOS
CLIENTES A TRAVÉS DE LA CALIDAD DE NUESTROS PRODUCTOS,
PROCESOS Y SERVICIOS, ENFOCADO EN LA MEJORA CONTINUA
DE TODOS NUESTROS PROCESOS, ORIENTADO POR EL SISTEMA
DE TRABAJO DE DUPONT Y SEGUIDO POR TODOS LOS
TRABAJADORES”
1.6.1 VISIÓN
DuPont de Venezuela, C.A. (Subsidiaria de Renner DuPont Tintas
Automotrices e Industriales, S.A.) será reconocida en la Región Andina
como líder absoluto de pinturas automotrices.
Por nuestro compromiso con la calidad, servicio y tecnología seremos
percibidos por nuestros clientes como la mejor compañía con la cual
hacer negocio.
Contaremos siempre con la mejor gente, altamente motivada y
orientada a la excelencia.
Seremos reconocidos por nuestros accionistas como un contribuidor
clave en el desempeño financiero y crecimiento de la corporación.
Las comunidades en las cuales operamos nos valoran como empresa
responsable y líder industrial en seguridad, salud, respeto al medio
ambiente y altos valores éticos.
1.6.2 MISIÓN
“Ser una unidad operacional de clase mundial del negocio de pinturas,
apoyada en nuestra gente, basada en la mejora continua de los sistemas,

15
logrando productos y servicios de calidad a un costo competitivo,
orientada a satisfacer los requerimiento de nuestros clientes de
Venezuela, Países Andinos, Centro América y Caribe, respetando la
comunidad y al medio ambiente, contribuyendo consistentemente a un
negocio saludable”
1.6.3 SEGURIDAD, SALUD OCUPACIONAL Y AMBIENTE
A partir de julio de 1994, Dupont a adquirido un compromiso
corporativo a nivel mundial con sus trabajadores, clientes, accionistas y
con la sociedad, de conducir sus negocios con cuidado y respeto al medio
ambiente implementando estrategias que proporcionen negocios exitosos,
e intentando alcanzar los mayores beneficios para todos, sin comprometer
la habilidad de las futuras generaciones en alcanzar sus necesidades.
Mediante este compromiso se persigue alcanzar:
Los más altos estándares de desempeño en la excelencia de los
negocios.
Meta de “CERO” enfermedades ocupacionales e incidentes.
Meta de “CERO” residuos y emisiones.
Conservación de la energía, de los recursos naturales y
potencialización del ambiente natural.
Mejora continua de procesos, prácticas y productos.
Discusión abierta y pública, participación en la formación de
legislaciones pertinentes.
Compromiso y responsabilidad de la dirección y de los trabajadores.

16
I.6.4 PRINCIPIOS DE SEGURIDAD
Toda lesión o enfermedad ocupacional puede ser prevenida.
La gerencia es responsable por la seguridad.
Toda exposición ocupacional puede ser controlada.
La seguridad es una condición de empleo.
Es necesario entrenar eficientemente al personal para trabajar con
seguridad.
Toda lesión o incidente con potencial de lesión deberá ser
investigada.
Se deben conducir auditorías periódicamente.
Toda eficiencia encontrada debe ser corregida prontamente.
La gente es el elemento más importante de los programas de
seguridad y salud.
La seguridad fuera de la empresa es una parte importante del
esfuerzo de la seguridad.
I.6.5 ADMINISTRACIÓN DE LA SEGURIDAD
La planificación y programación de todas las actividades destinadas a
promover la seguridad en planta, son realizadas por los diferentes comités
y sub-comités bajo un esquema establecido por un programa denominado
Responsabilidad Integral.
Responsabilidad Integral, es una iniciativa de la industria química y
petroquímica a nivel mundial a la cual se suscribe Dupont y cuyo objetivo
es que la industria se autorregule, estableciendo una disciplina interna
que le permita operar en un ambiente de trabajo más seguro, evitando así
accidentes y enfermedades ocupacionales, y reducir la agresión al medio
ambiente.

17
1.7 MISIÓN DEL LABORATORIO DE DESARROLLO:
Ser el proveedor preferido de información, conocimientos, tecnología
de pintura y servicios en los mercados en que actuemos.
Nuestros procesos de aprendizaje proveerán la gente más competente,
motivada, proactiva y orientada a exceder los requerimientos de los
clientes.
1.8 PRINCIPIOS DEL LABORATORIO DE DESARROLLO:
- Todos somos responsables de nuestro trabajo.
- El laboratorio es transparente.
- Si el equipo triunfa, yo también.
- Los conocimientos se comparten.
- Nos cuidamos unos a otros.
- Colaboración es nuestro punto fuerte.
- Siempre listos y dispuestos.
- Siempre hay lugar para la mejora.
- Habla con no de…
- Somos la comunidad.
- Saber escuchar.
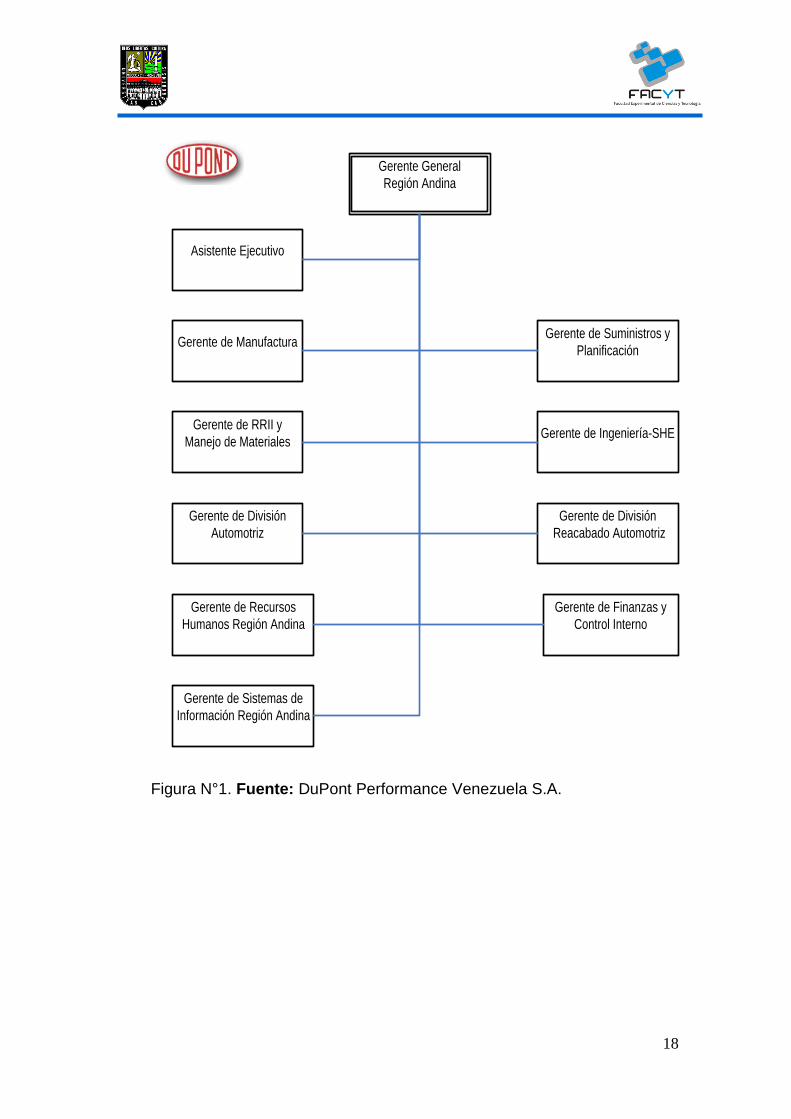
I.9 ORGANIZACIÓN DE LA EMPRESA
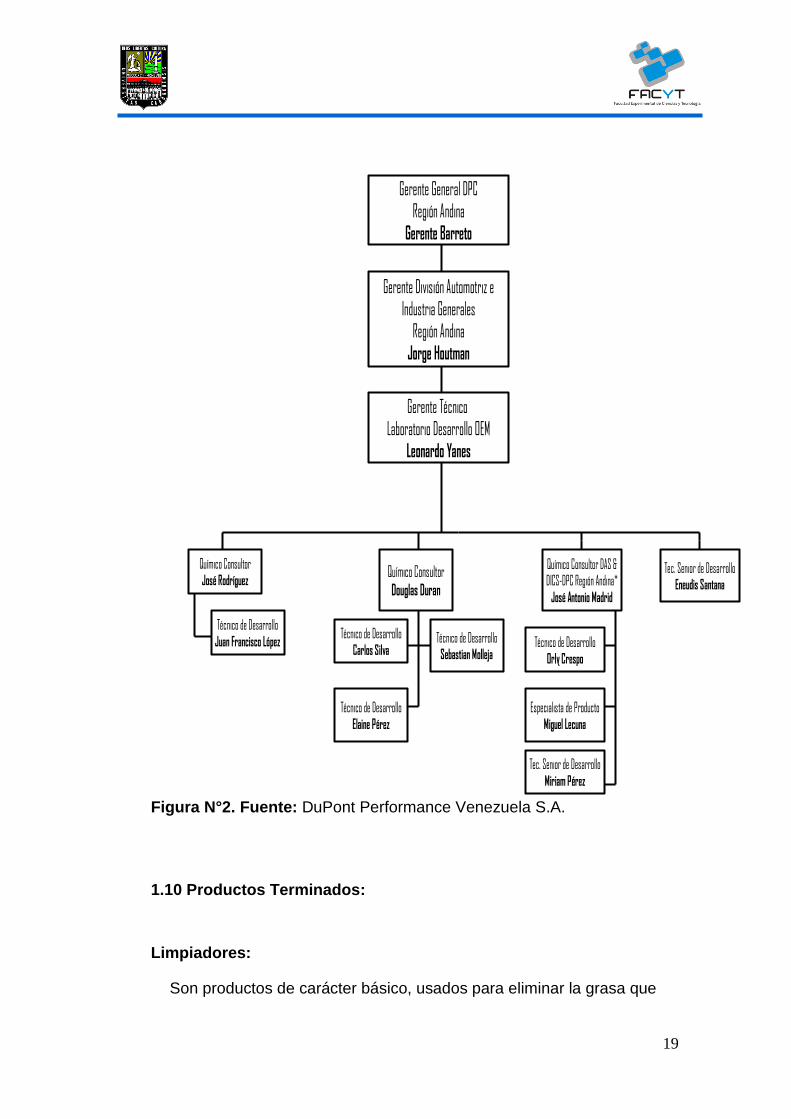
A continuación se presenta la estructura organizativa de la empresa
mediante un organigrama general (figura N° 1) y el organigrama del
laboratorio de desarrollo (Figura N° 2)
18
Gerente General
Región Andina
Asistente Ejecutivo
Gerente de Manufactura
Gerente de Suministros y
Planificación
Gerente de RRII y
Manejo de Materiales
Gerente de Ingeniería-SHE
Gerente de División
Automotriz
Gerente de División
Reacabado Automotriz
Gerente de Recursos
Humanos Región Andina
Gerente de Finanzas y
Control Interno
Gerente de Sistemas de
Información Región Andina
Figura N°1. Fuente: DuPont Performance Venezuela S.A.
19
Gerente General DPC
Región Andina
Gerente Barreto
Gerente División Automotriz e
Industria Generales
Región Andina
Jorge Houtman
Gerente Técnico
Laboratorio Desarrollo OEM
Leonardo Yanes
Químico Consultor
José Rodríguez
Técnico de Desarrollo
Juan Francisco López
Tec. Senior de Desarrollo
Eneudis Santana
Técnico de Desarrollo
Orly Crespo
Especialista de Producto
Miguel Lecuna
Tec. Senior de Desarrollo
Miriam Pérez
Técnico de Desarrollo
Elaine Pérez
Técnico de Desarrollo
Carlos Silva
Químico Consultor
Douglas Duran
Químico Consultor DAS &
DICS-DPC Región Andina*
José Antonio Madrid
Laboratorio de Desarrollo Automotriz
* Recibe Guía Funcional de José Páez-Gerente de Producto Reacabados & DICS-DPC Andina
Técnico de Desarrollo
Sebastian Molleja
Figura N°2. Fuente: DuPont Performance Venezuela S.A.
1.10 Productos Terminados:
Limpiadores:
Son productos de carácter básico, usados para eliminar la grasa que
20
recubre los metales crudos, estos son:
Limpiadores de Fondos Prep-Sol.
Limpiadores para Sustrato Desnudo.
Limpiadores para Plásticos.
Anticorrosivos:
Son productos elaborados con fosfatos, sales de zinc, se aplican sobre
el metal crudo después del limpiador para protegerlos de la corrosión. Se
utilizan para:
Reacabados.
Automotriz.
Sellador:
Se utiliza para rellenar las partes metálicas del carro donde no llega el
anticorrosivo y el fondo, a demás existe uno especial para madera que la
protege de la polilla. Existen tres tipos:
Universal.
Para Reacabados.
Traslúcido.
Masilla:
Se utiliza para retocar vehículos que han sido chocados, éste ayuda a
darles forma y alisar la superficie del metal. Son utilizadas en Reacabado
y Flotillas.
Fondos:
Se aplica después de efectuar el tratamiento metálico con
anticorrosivo y antes de aplicar la pintura, tiene dos funciones, es
21
anticorrosivo y es la primera capa de pintura. Se utilizan para:
Reacabado.
Aluminio.
Flotilla.
Herrería.
Automotriz.
Diluyentes:
Son thiners a base de solventes, se usan para bajar la viscosidad de
las pinturas, ya que la viscosidad de aplicación debe de ser menor que la
de empaque. Los diferentes thiners son:
Para secado rápido.
Para secado lento.
Para secado con brochas.
Productos para tratamiento metálico:
Se utilizan en la primera etapa para limpiar el metal crudo, para evitar
los diferentes tipos de corrosión. Estos son:
Ácido Crómico.
Fosfato.
Desengrasante.
Convertidores.
Estabilizadores.
Desoxidantes.
Acondicionadores.
Líneas de Reacabados:
Son esmaltes que se vende al detal en el mercado para pintar
vehículos usados, fabrican la línea IMRON que pinta flotillas, autobuses,
vehículos grandes y fabrican la línea epóxica usada en mantenimiento
22
industrial, ya que posee alta resistencia química, una característica
importante de esta línea es que las pinturas secan al aire mediante
reacción química. Las líneas que se fabrican son:
Corlar (mantenimiento industrial y flotilla).
Dulux (Artefactos Electrodomésticos).
Lucite (Flotillas y mantenimiento industrial).
Chromabase (Automotriz).
Chromaone (Automotriz).
Pinturas Automotrices (bases color):
Son esmaltes que van directamente a las ensambladoras, se
diferencian de las pinturas de la línea de reacabado ya que secan al
horno a 135 °C durante 20 min. DuPont abastece el 90 por ciento del
mercado automotriz en Venezuela, a ensambladoras como:
GENERAL MOTOR'S de Venezuela.
FORD
CHRYSLER.
TOYOTA.
MITSUBISHI.
MACK.
Transparentes:
Son una mezcla de resinas y solventes, se aplica después de la
pintura, su función es darle brillo y protección al acabado final. Hay dos
tipos de transparentes:
Para productos Automotriz.
Para productos de Reacabado.

23
1.10.1 PROCESO DE FABRICACIÓN:
El proceso de fabricación consta de las siguientes etapas:
Suministro y Almacenaje de Materia Prima:
En esta etapa son acumulados todos los componentes necesarios
(Resinas, Pigmentos, Aditivos, Cargas, Solventes, entre otros), para el
proceso de fabricación de pintura, cada uno en su correspondiente
envase, los cuales deben facilitar el manejo y descarga de los mismos.
Pre-mezcla:
En esta etapa se lleva a cabo la humectación y la dispersión inicial,
donde el material de entrada esta constituido por resinas, solventes,
pigmentos y algunos aditivos; durante este proceso existe un
desplazamiento de aire, reducción de fuerzas atractivas entre los
pigmentos mediante la separación de sus aglomerados y la estabilización
de las partículas ya separadas.
Molienda:
Una vez humectado el pigmento con el vehículo (resinas y solventes),
se procede a la molienda, este proceso mecánico se basa en fracturar los
aglomerados de pigmentos en partículas, mediante mecanismos de
impacto y esfuerzo cortante, a través de la utilización de un molino.
La molienda es promovida por la rotación del eje y la fricción, éste
choque de moléculas genera alta energía en forma de calor, por lo que es
indispensable el control de temperatura a lo largo del proceso, este
incremento de temperatura es contrarrestado a través de una chaqueta de
enfriamiento que cubre el cuerpo del molino, cuyo funcionamiento básico
es la transferencia del calor generado en el área interna del molino hacia
24
el agua de enfriamiento, la cual puede circular desde el chiller (agua
helada) o desde las torres de enfriamiento.
Mezcla:
Este proceso consiste en mezclar la base con la resina, el solvente y
los aditivos, con el objetivo de lograr las propiedades de la pintura y
obtener los colores y características deseadas.
Filtrado:
Una vez que la pintura ha sido balanceada, ajustada y matizada, pasa
por un proceso de filtrado para eliminar sólidos y partículas extrañas,
garantizando así la limpieza del producto terminado.
Llenado y Envasado:
El producto filtrado es pasado a través de la llenadora, luego es
empacado para ser transferido al almacén de productos terminados.
25
CAPITULO II
MARCO OPERATIVO DE LAS ACTIVIDADES ASIGNADAS EN EL
PROGRAMA DE PASANTÍAS
En este capítulo se presenta de forma detallada la programación de las
actividades asignadas para el trabajo de pasantías, así como también los
objetivos a alcanzar con dicho trabajo junto con los métodos empleados
para el desarrollo de cada actividad. Se incluyen de igual forma los
resultados obtenidos en cada una.
2.1 OBJETIVOS
2.1.1 Objetivo General:
Evaluar el nivel máximo de aditivos de superficie a ser usados en
los fondos (primers) del sistema de pintura automotriz producidos
por DuPont Performance Coatings Venezuela, C.A.
2.1.2 Objetivos Específicos:
Definir los diferentes aditivos a emplear para la preparación de
muestras pilotos de fondo a diferentes porcentajes de los mismos.
Medir la tensión superficial de los pilotos preparados.
Determinar la adhesión de las láminas con los pilotos aplicados.
26
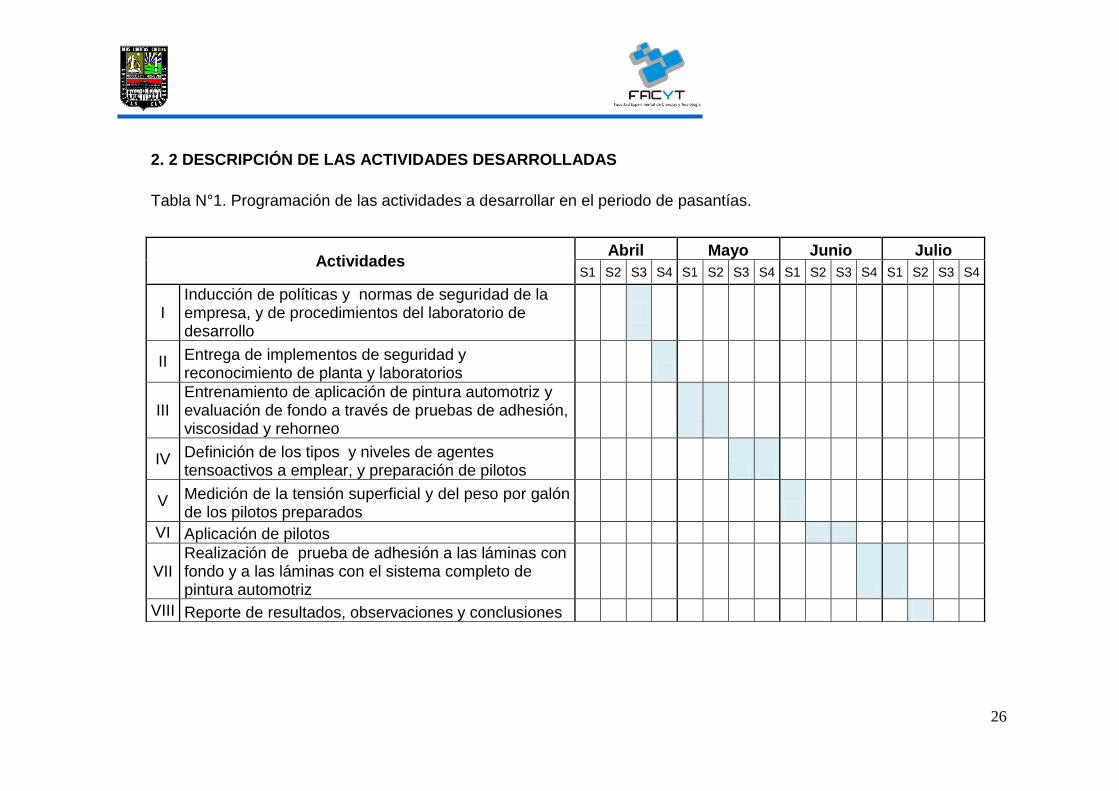
2. 2 DESCRIPCIÓN DE LAS ACTIVIDADES DESARROLLADAS
Tabla N°1. Programación de las actividades a desarrollar en el periodo de pasantías.
Actividades Abril Mayo Junio Julio
S1 S2 S3 S4 S1 S2 S3 S4 S1 S2 S3 S4 S1 S2 S3 S4
I Inducción de políticas y normas de seguridad de la empresa, y de procedimientos del laboratorio de desarrollo
II Entrega de implementos de seguridad y reconocimiento de planta y laboratorios
III Entrenamiento de aplicación de pintura automotriz y evaluación de fondo a través de pruebas de adhesión, viscosidad y rehorneo
IV Definición de los tipos y niveles de agentes tensoactivos a emplear, y preparación de pilotos
V Medición de la tensión superficial y del peso por galón de los pilotos preparados
VI Aplicación de pilotos
VII Realización de prueba de adhesión a las láminas con fondo y a las láminas con el sistema completo de pintura automotriz
VIII Reporte de resultados, observaciones y conclusiones
27
I. Inducción de políticas y normas de seguridad de la empresa, y de
procedimientos del laboratorio de desarrollo.
Se realizó la lectura de los manuales que contienen las políticas y
normas de seguridad de la empresa, así como también la lectura de las
técnicas y procedimientos más usados en el laboratorio, con la finalidad
de afianzar los conocimientos para un adecuado desenvolvimiento dentro
de la empresa.
II. Entrega de implementos de seguridad y reconocimiento de planta
y laboratorios.
Se adquirieron los implementos de seguridad (botas, braga, lentes,
mascarilla, casco, protectores auditivos, guantes) proporcionados por la
empresa, igualmente se llevó a cabo el recorrido por el laboratorio de
desarrollo y demás áreas de la planta tales como Tramet (tratamiento
metálico), laboratorio de E-Coat, reactores, dispersión, carga, almacén de
materias primas y productos terminados, reacabados, mantenimiento,
laboratorio de calidad; recibiendo la descripción a cargo de un técnico de
laboratorio, de cada una de las áreas, así como sus normas de seguridad
y funcionamiento.
28
III. Entrenamiento de aplicación de pintura automotriz y evaluación
de fondo a través de pruebas de adhesión, viscosidad y rehorneo
El entrenamiento para la aplicación de sistema de pintura fue llevado a
cabo por un técnico del laboratorio de desarrollo, además del
reconocimiento de las cabinas de aplicación se recibieron las
instrucciones pertinentes, como las condiciones de aplicación (flujo,
presión), el uso adecuado de las cabinas, entre otros. Además se
estudiaron los métodos de ensayo de adhesión, viscosidad y rehorneo
para el sistema de pintura automotriz.
IV. Definición de los tipos y niveles de aditivos a emplear, y
preparación de pilotos
Se seleccionaron dos aditivos, el G-848 (resina acrílica) que es un
agente control de flujo y el VH-1443 que es una solución de silicona. El
porcentaje a emplear va de 0 a 4%.
Para la preparación de los pilotos se solicitó en el área de producción
un fondo que no contuviera en su formula los aditivos seleccionados,
tomando este como patrón o estándar de comparación; el fondo
suministrado fue el “Fondo de Pintura Gris”. Los pilotos preparados fueron
llevados a la viscosidad de aplicación establecida en el plan de
inspección. También fueron filtradas todas las muestras con mangas de
100 micrones.

29
Para la medición de viscosidad se llevo a cabo el siguiente método de
ensayo:
Objetivo
Este método cubre la determinación de viscosidad de fluidos
Newtonianos y casi-Newtonianos, como pinturas, clears, lacas y
materiales líquidos relacionados en una copa Ford.
Principios
El método depende de la velocidad de flujo de la muestra a evaluar a
través de un orificio de diámetro conocido.
Aparatos y Reactivos
Copa Ford #4
Soporte de Copa
Nivel (o espátula)
Termómetro
Cronómetro.
Procedimiento
Verificar la etiqueta de calibración, si el equipo esta en condiciones
para su uso.
Chequee el nivel del soporte de la Copa.
1. Agitar hasta homogeneizar la muestra.

30
2. Filtrar si es necesario.
3. Llevar a 25 ± 1°C a menos que se especifique otra temperatura en la
fórmula.
4. Tapar con el dedo el orificio inferior de la Copa y vierta la muestra
hasta rebozar ligeramente.
5. Enrasar con una espátula para eliminar el exceso y esperar hasta que
las burbujas de aire de la superficie desaparezcan.
6. Simultáneamente accionar el cronómetro y quitar el dedo del orificio.
7. Parar el cronómetro cuando el flujo del líquido deje de ser continuo.
8. Reporte el tiempo en segundos hasta que el flujo deje de ser continuo,
esto representara la viscosidad en la Copa Ford respectiva según el
cliente.
9. Lavar la copa después de cada prueba con solvente de limpieza.
10. Reportar el resultado en segundos.
V. Medición de la tensión superficial y del peso por galón de los
pilotos preparados
A los pilotos preparados se les midió la tensión superficial y el peso
por galón según los siguientes métodos de ensayo:
TENSIÓN SUPERFICIAL
Objetivo
Determinar la tensión Superficial y la Densidad de Líquidos.
31
Principios
Medición de la Tensión Superficial
Es posible medir la tensión superficial según diferentes métodos. El
método más extendido para los líquidos es el de separación del anillo con
un tensiómetro.
Método del Anillo (Du Nouy)
Consiste en un anillo de platino suspendido horizontalmente, el cual
se sumerge en el líquido a ensayar, y luego se extrae lentamente. Se
forma una laminilla de líquido y se mide la máxima fuerza de tracción, que
se produce antes de separarse la laminilla del anillo. A base de esto se
puede determinar la tensión superficial del líquido. Este método también
se utiliza para medir la tensión interfacial.
Aparatos y Reactivos (Tensión superficial método del anillo (Ring c)):
1.- Anillo de platino.
Nota Importante:
El anillo es muy sensible, se debe tener mucho cuidado en su
manipulación ya que se pueden ocasionar deformaciones en su estructura
lo que ocasiona errores en el sistema de medición, se recomienda realizar
una inspección de la estructura antes de realizar cada medición, si se
encuentra alguna deformación corregirla mediante el dispositivo
apropiado de ajuste del anillo. No realizar ningún ajuste con las manos.
2.- Envase de muestra
Nota Importante:
Se debe encontrar completamente limpio cualquier impureza en las
paredes del envase ocasiona errores en la medición.
32
Con el uso de este método se determina la tensión superficial, el
equipo efectúa una corrección lineal automática del valor de tensión
superficial el cual solo es exacto para el agua a 20 °C, en caso contrario
se debe utilizar la tabla de Corrección de Resultados de Medición de la
Tensión Superficial (Ver sección ANEXOS).
Procedimiento
1. Presionar la tecla ON/OFF para encender el equipo.
2. Remover el anillo de su caja y seguir el procedimiento de limpieza,
luego colocarlo en el gancho.
3. Presionar la tecla MODE para colocar el equipo en modo Ring C.
Si es necesario presionar varias veces la tecla MODE hasta que
aparezca el modo Ring C en la pantalla del tensiómetro *.
*Nota: El método Ring C se utiliza para medir la tensión
superficial.
4. Presionar la tecla ZERO para tarar.
5. Colocar la muestra en el envase de vidrio.
6. Colocar en el soporte de muestra. Si es necesario ajustar la
posición de la muestra con el ajustador. El envase de la muestra
debe estar colocado de tal forma que se encuentre en el centro del
soporte.
7. Subir el soporte hasta que se encuentre inmerso el anillo en la
muestra.
8. Bajar el soporte de la muestra poco a poco hasta que se forme una
película entre el anillo y la muestra.
9. Usar la rueda de ajuste fino, cuidadosamente baje el vaso de la
muestra mientras observa la pantalla del equipo.
La medición se acaba cuando el valor máximo se excede.
33
10. En la pantalla se muestra nuevamente los valores más pequeños.
Al lado izquierdo de la pantalla se muestra también la flecha
indicadora que indica si los valores están en aumento ó descenso.
11. Presionar la tecla MAX HOLD para que en la pantalla se muestre
los valores más altos obtenidos durante esta medida.
12. Anotar el resultado ó presionar la tecla PRINT para transferir el
resultado de la medición a la computadora.
13. Repetir la medida.
14. Presionar el botón ZERO para borrar el máximo valor en memoria
(La función MAX HOLD debe encontrarse activa).
15. Desactivar la función MAX HOLD presionando el botón.
16. Subir el soporte de mezcla hasta que el anillo se encuentre
completamente humectado con la solución.
17. Bajar el soporte de muestra como lo descrito anteriormente y de
nuevo note el valor máximo presionando la tecla MAX HOLD.
18. Presionar la tecla PRINT para transferir el resultado al PC.
19. Efectuar la corrección de resultados mediante el uso de la tabla de
Corrección de Resultados de Medición de la Tensión
Superficial.
Limpieza del anillo:
1. Lavar el anillo con Solvente de limpieza.
2. Luego lavar con H-30 (acetona).
3. Luego lavar el anillo con agua hasta retirar todo el material.
4. Secar el anillo con Sontara® para eliminar cualquier tipo de fibra
que pueda afectar la medida.
Limpieza del envase de muestra
1. Lavar el envase con solvente de limpieza.
2. El envase debe ser limpiado con Acetona.
3. Luego debe ser limpiado con abundante agua.
34
4. Si queda material adherido a las paredes del envase, se vuelve a
limpiar hasta eliminar todo el material que pueda causar variación en la
medida de tensión superficial.
5. Secar el envase de muestra hasta que quede totalmente seco,
preferiblemente con Sontara® para eliminar la presencia de polvo en el
envase.
PESO POR GALÓN
Objetivo
Determinar el peso en kilos o en gramos de un volumen de pintura u
otros líquidos.
Principios
El método consiste en la pesada directa de un volumen conocido de
producto, a una temperatura de 25° C +/- 1, con un picnómetro de acero
inoxidable (copa de peso por galón). El peso del material se determina en
gramos. Este peso es numéricamente equivalente a 10 veces el peso por
galón (en libras). El peso final se multiplica por 0,4536 para convertir el
peso de libras a kilogramos.
Aparatos y Reactivos
- Picnómetro: copa de peso por galón con su tapa calibrada, para que
contenga 83.205 gramos de agua a 25°C o que contenga 100.001
gramos de agua a 25°C de acero inoxidable de Gardner Company. La
siguiente relación aplica a la copa de peso por galón:
Libras por galón = peso en gramo del contenido de la copa x 0,1000
- Termómetro, graduado en 1º C.
- Balanza electrónica de un plato con apreciación de 0,01 grs.

35
Procedimiento
1. - Ajustar la temperatura del material, a la especificada por el cliente,
antes de hacer la medida. Cuando no se especifique la temperatura, se
asumirá 25°C +/- 1.
2. - Pesar la copa vacía en la balanza y anotar el peso obtenido.
3. - Llenar la copa con el producto. Asegurarse que la muestra no
presente burbujas y/o aire atrapado.
4. - Colocar la tapa, eliminar el material en exceso a través del orificio.
Limpiar el exterior de la copa.
5. - Pesar la copa y anotar el peso.
6. - El resultado debe ser reportado en Kg/galón o gr/cm3.
VI. Aplicación de pilotos
Se recolectaron láminas de acero fosfatizadas y con e-coat
(anticorrosivo), fueron limpiadas con alcohol (H-69); se tomaron cuatro
láminas por cada piloto.
Se solicitó la base color y el transparente para realizar la aplicación del
sistema de pintura, estos fueron llevados a la viscosidad de aplicación
requerida para cada uno, y también fueron filtrados.
Los pilotos preparados fueron aplicados en las láminas, se orearon
por 10 minutos y se hornearon a 135 °C por 20 min. Luego se tomaron
tres láminas de cada piloto, y sobre ellas se aplicaron la base color y el
transparente, se orearon por 10 min y hornearon a 135°C por 20min.
36
Finalmente a todas las láminas se les midió el espesor de las películas
aplicadas. Los métodos de ensayos utilizados se describen a
continuación:
APLICACIÓN CON PISTOLA CONVENCIONAL
Objetivo
Dar a conocer las reglas generales para la aplicación de pinturas a
pistola, incluyendo la descripción y limpieza de la misma.
Principios
El spray se refiere al método de aplicación en el cual el acabado es
aplicado por medio de un compresor de aire y una pistola pulverizadora,
la cual pulveriza el material en finas partículas, cubriendo el sustrato.
Materiales y Reactivos
1. Pistolas pulverizadoras marca De Vilbis2
2. Compresor de Aire.
3. Tanque presurizado.
4. Transformador de Aire.
5. Mangueras.
6. Cabina de Aplicación con ventiladores.
Procedimiento
1. Nunca aplique en una cabina sin estar completamente seguro que
los ventiladores están funcionando satisfactoriamente.
2. El panel o lámina a ser recubierto es colocado en el rack dentro de
la cabina.
3. Si se requiere aplicar el producto con pistola presurizada, colocar el
recipiente (mínimo un octavo de muestra), dentro del tanque.
37
Colocar las válvulas de suministro de aire y de entrada del fluido en
posición abierta (vertical).
4. Si se aplica con la pistola por succión, colocar el tubo de succión
dentro del envase abierto.
5. Se mide el flujo según especificaciones de producto o cliente.
6. Chequear si la presión de aire se ajusta a las condiciones de
aplicación especificadas en la fórmula.
7. La pistola debe ser colocada entre 15 a 25 cm aproximadamente
frente al panel y moverla a través de la superficie constantemente.
8. El movimiento debe ser uniforme, tratando que la pistola forme un
ángulo recto con el panel todo el tiempo.
9. No hacer algún movimiento con la muñeca que empuje la pistola
fuera del ángulo de aplicación cuando este en el final de la pasada,
para evitar bordes en la lámina.
10. Mantener abierta la entrada de fluido de la pistola mientras recubre
el panel.
11. Vaya más allá de los terminales de panel antes de regresar en el
sentido opuesto.
12. Una vez cumplido con las especificaciones del producto en cuanto a
las condiciones de aplicación (ver PEP del producto), se deben
lavar las pistolas utilizadas con suficiente solvente de limpieza
(repetir puntos 3 y 4), hasta asegurarse que no queden restos del
material aplicado en la parte interna y externa del cuerpo de la
pistola.
MEDICIÓN DE ESPESORES
Objetivo
Proveer un procedimiento estandarizado para medir el espesor de un
acabado sobre paneles de prueba de Acero o Aluminio
38
Principios
El Fisherscope Multi 750, es una prueba no destructiva que hace uso
de la inducción magnética para determinar el espesor de película sobre
sustrato magnético y de corrientes de Eddy para determinar el espesor
sobre metal no magnético.
Aparatos y Reactivos
1. Fisherscope Multi 750, equipado con laminillas estándar para
calibración.
2. Sensor magnético.
3. Sensor de Corrientes de Eddy.
Procedimiento
1. Verifique que el instrumento este calibrado.
2. Seleccione el número de aplicación donde están almacenados los
parámetros de calibración.
3. Chequee la confiabilidad del equipo usando un panel sin acabado.,
y los estándares de espesor que se encuentran junto al mismo.
4. Si los resultados difieren en 0,1 mils o más, bloquee el equipo y
consulte con el grupo de metrología.
5. Si el resultado esta OK las mediciones puede ser realizadas
situando el sensor suave pero firmemente perpendicular al
acabado que se esta midiendo. Levantar el sensor, deje el equipo
listo para una próxima medición.
6. Realice 5 a 10 mediciones, los resultados son evaluados
presionando la tecla IR (Resultado Intermedio) o FR (Resultado
Final), y el equipo mostrará en pantalla:
· Promedio de espesor medido
39
· Máximo espesor medido.
· Mínimo espesor medido.
· Número de mediciones realizadas.
· Desviación estándar
· Coeficiente de Variación.
VII. Realización de prueba de adhesión a las láminas con fondo y a
las láminas con el sistema completo de pintura automotriz.
La prueba de adhesión se realizó inicialmente sobre la lámina con
fondo de cada piloto, esta misma lámina se rehorneó a 160° por 20 min
para repetir la prueba.
En las láminas con el sistema completo de pintura se realizó la prueba
después de hornearlas dos veces a 160°C y por 20 minutos
respectivamente.
La prueba de adhesión se realizó, según el siguiente método de
ensayo:
Objetivo
Proporcionar un método para determinar la adhesión de un acabado
y/o fondo sobre cualquier substrato.

40
Principios
La adhesión está directamente relacionada el enlace físico o químico
de una película a otra o de la película al substrato.
A la película se le hacen cortes perpendiculares unos a otros y a esta
área se le coloca una cinta adhesiva, la cual se desprende rápidamente.
Se evalúa la adhesión en función del material que queda sin desprender.
Materiales y reactivos
1. Navaja tipo bisturí o exacto. (Nota: Verificar las condiciones del
bisturí o del exacto)
2. Rejilla de acero, según Din 53 151 Mod. 295, de 11 cortes paralelos
y con una distancia de 2 mm entre cada uno.
3. Cinta N° 898, 25 mm de ancho, Marca 3M solo para Ford, GM y
Chrysler.
Procedimiento
Método (A): Toyota, Mitsubishi, General Motors, Chrysler, Mack, DICS,
Aymesa, Maresa.
1. Esta prueba se realiza después de 1 hora de haber aplicado y
horneado el acabado, de estar "Rechazado", repetir la prueba.
2. Se trazan seis cortes paralelos sobre la película aplicada.
3. Se trazan un ángulo recto otra banda con seis cortes, de tal modo que
se forme una rejilla con 25 cuadros. (En el caso de Toyota el
corte se hace en 11 x 11, de tal forma de obtener una cuadricula de
100 cuadros).
41
4. Los cortes deben trazarse en forma uniforme (no alternada). Todos
los cortes deben llegar hasta el substrato (sin excepción).
5. Colocar sobre la cuadricula, la cinta adhesiva aplicando una ligera
presión con el dedo, luego se debe desprender con un movimiento
fuerte aproximadamente con un ángulo de 30° con respecto al
sustrato.
Evaluación:
1. No se permite el desprendimiento de ningún cuadro completo, ni entre
capas de películas, solamente un ligero desprendimiento de pintura
en las líneas de cortes. En el caso de Toyota, el % se indica como el
N° de cuadros cuyo desprendimiento sea mayor a la mitad.
2. No se debe observar la chapa del metal fosfatizada (desprendimiento
del fondo de la capa fosfatizada).
3. Hacer evaluación de acuerdo a la comparación de las tablas anexas
dadas por las especificaciones de los clientes.
Nota Importante: Se usó el criterio de Toyota para la realización de la
prueba y la respectiva evaluación de las láminas.

42
DESCRIPCIÓN DE LOS RESULTADOS
I. Preparación de pilotos.
Tabla N°2. Concentración de los pilotos de fondo preparados con los
aditivos G-848 y VH-1443.
Piloto Porcentaje peso/peso (%p/p)
con G-848 con VH-1443
1 0,30 0,32
2 0,60 0,60
3 0,90 0,90
4 1,20 1,21
5 1,48 1,49
6 1,77 1,78
7 2,06 2,10
8 2,35 2,37
9 2,63 2,67
10 2,92 2,91
11 3,19 3,19
12 3,52 3,53
13 3,96 3,99
El porcentaje de aditivos cargados al fondo tomado como estándar se
encuentran dentro del rango propuesto (de 0 a 4%).
43
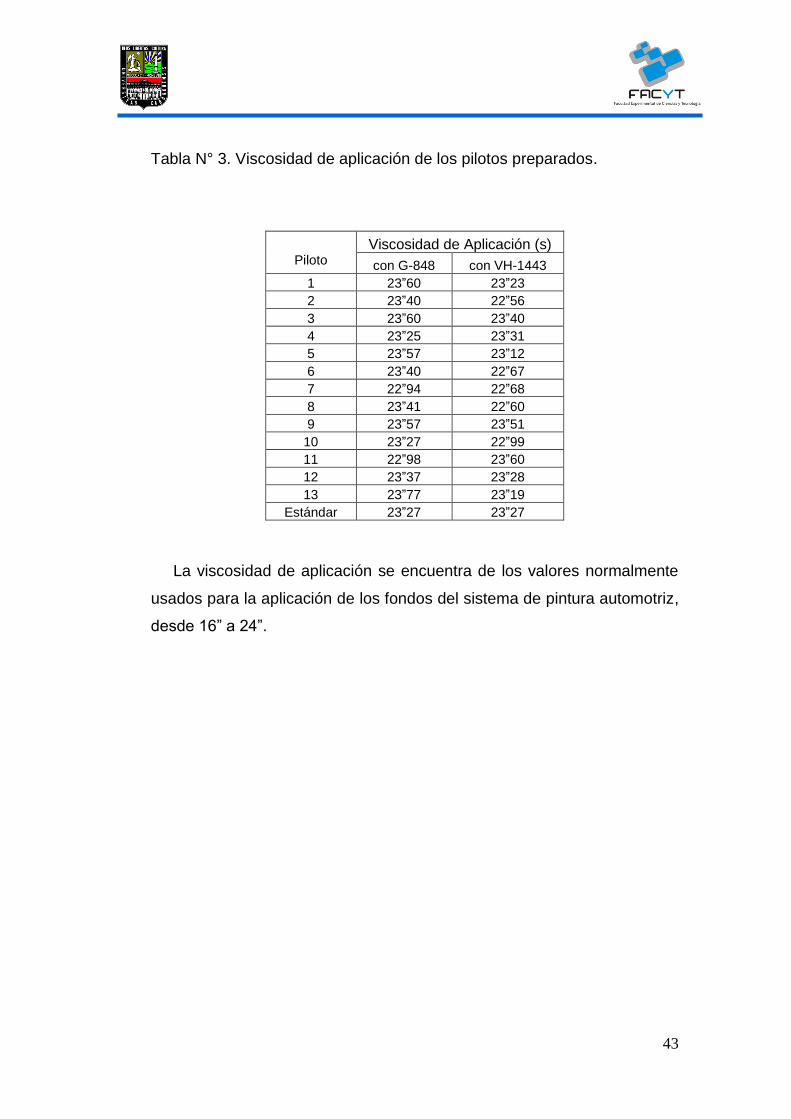
Tabla N° 3. Viscosidad de aplicación de los pilotos preparados.
Piloto
Viscosidad de Aplicación (s)
con G-848 con VH-1443
1 23”60 23”23
2 23”40 22”56
3 23”60 23”40
4 23”25 23”31
5 23”57 23”12
6 23”40 22”67
7 22”94 22”68
8 23”41 22”60
9 23”57 23”51
10 23”27 22”99
11 22”98 23”60
12 23”37 23”28
13 23”77 23”19
Estándar 23”27 23”27
La viscosidad de aplicación se encuentra de los valores normalmente
usados para la aplicación de los fondos del sistema de pintura automotriz,
desde 16” a 24”.
44
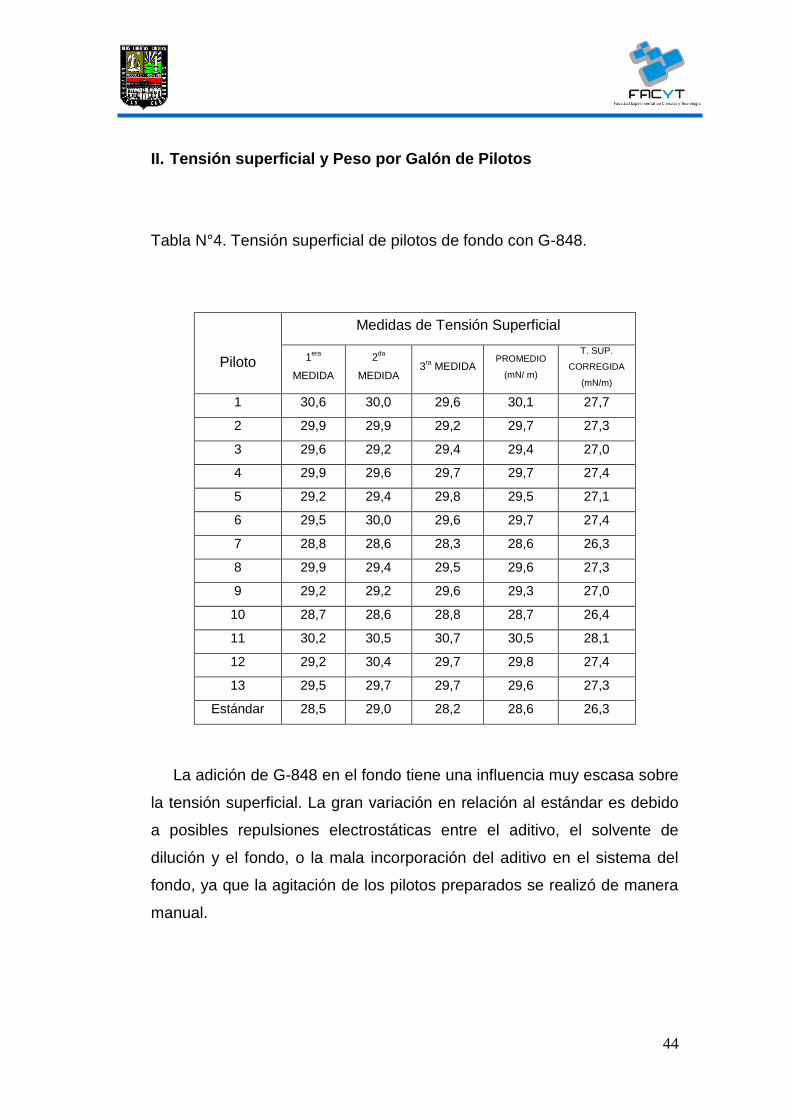
II. Tensión superficial y Peso por Galón de Pilotos
Tabla N°4. Tensión superficial de pilotos de fondo con G-848.
Piloto
Medidas de Tensión Superficial
1era
MEDIDA
2da
MEDIDA 3
ra MEDIDA
PROMEDIO
(mN/ m)
T. SUP.
CORREGIDA
(mN/m)
1 30,6 30,0 29,6 30,1 27,7
2 29,9 29,9 29,2 29,7 27,3
3 29,6 29,2 29,4 29,4 27,0
4 29,9 29,6 29,7 29,7 27,4
5 29,2 29,4 29,8 29,5 27,1
6 29,5 30,0 29,6 29,7 27,4
7 28,8 28,6 28,3 28,6 26,3
8 29,9 29,4 29,5 29,6 27,3
9 29,2 29,2 29,6 29,3 27,0
10 28,7 28,6 28,8 28,7 26,4
11 30,2 30,5 30,7 30,5 28,1
12 29,2 30,4 29,7 29,8 27,4
13 29,5 29,7 29,7 29,6 27,3
Estándar 28,5 29,0 28,2 28,6 26,3
La adición de G-848 en el fondo tiene una influencia muy escasa sobre
la tensión superficial. La gran variación en relación al estándar es debido
a posibles repulsiones electrostáticas entre el aditivo, el solvente de
dilución y el fondo, o la mala incorporación del aditivo en el sistema del
fondo, ya que la agitación de los pilotos preparados se realizó de manera
manual.
45
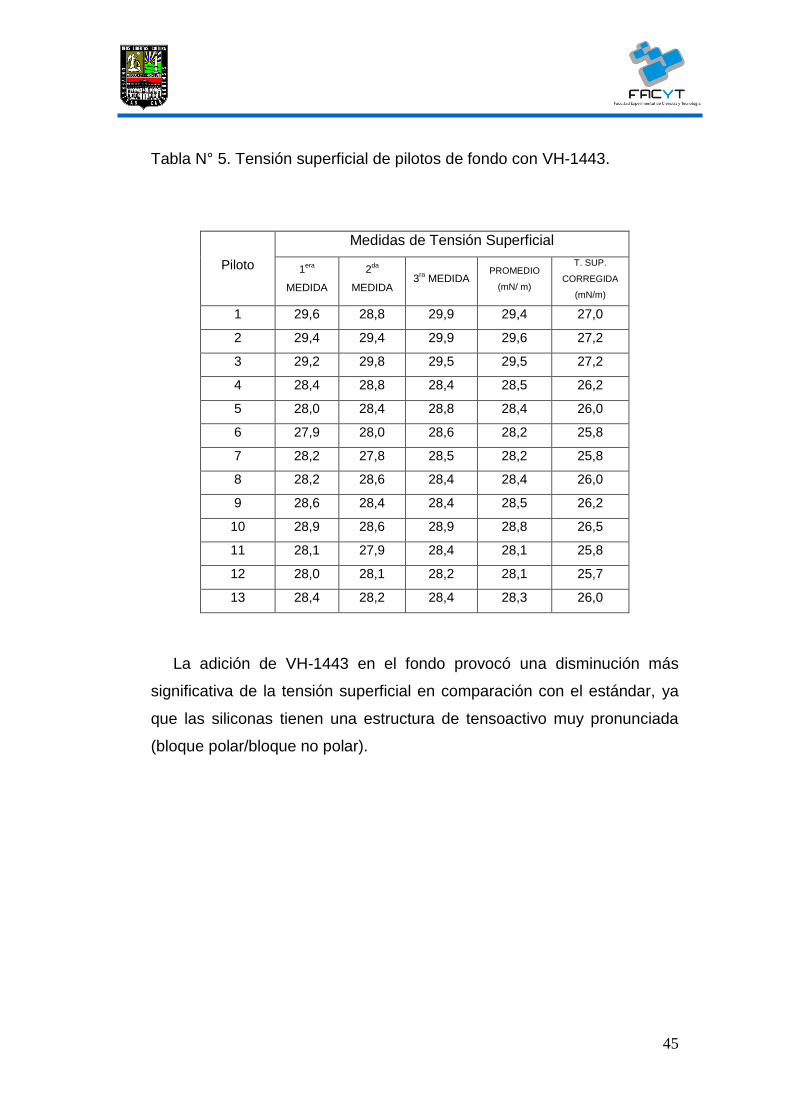
Tabla N° 5. Tensión superficial de pilotos de fondo con VH-1443.
Piloto
Medidas de Tensión Superficial
1era
MEDIDA
2da
MEDIDA 3
ra MEDIDA
PROMEDIO
(mN/ m)
T. SUP.
CORREGIDA
(mN/m)
1 29,6 28,8 29,9 29,4 27,0
2 29,4 29,4 29,9 29,6 27,2
3 29,2 29,8 29,5 29,5 27,2
4 28,4 28,8 28,4 28,5 26,2
5 28,0 28,4 28,8 28,4 26,0
6 27,9 28,0 28,6 28,2 25,8
7 28,2 27,8 28,5 28,2 25,8
8 28,2 28,6 28,4 28,4 26,0
9 28,6 28,4 28,4 28,5 26,2
10 28,9 28,6 28,9 28,8 26,5
11 28,1 27,9 28,4 28,1 25,8
12 28,0 28,1 28,2 28,1 25,7
13 28,4 28,2 28,4 28,3 26,0
La adición de VH-1443 en el fondo provocó una disminución más
significativa de la tensión superficial en comparación con el estándar, ya
que las siliconas tienen una estructura de tensoactivo muy pronunciada
(bloque polar/bloque no polar).
46
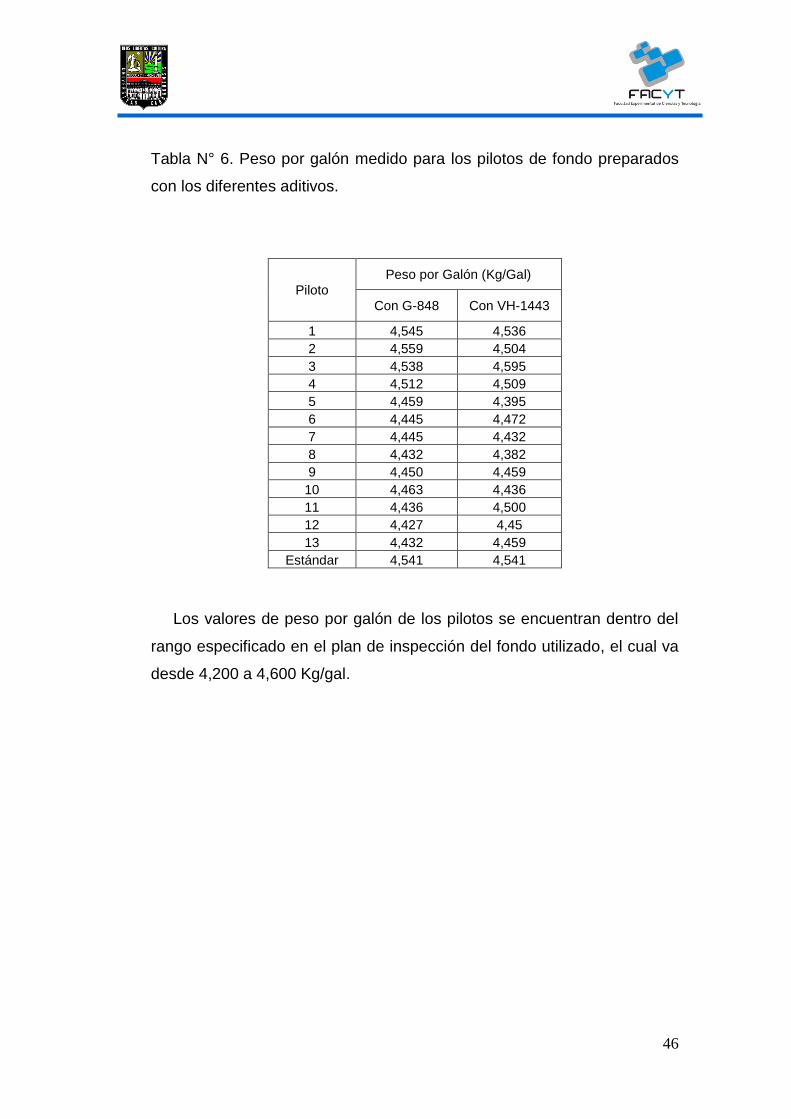
Tabla N° 6. Peso por galón medido para los pilotos de fondo preparados
con los diferentes aditivos.
Piloto
Peso por Galón (Kg/Gal)
Con G-848 Con VH-1443
1 4,545 4,536
2 4,559 4,504
3 4,538 4,595
4 4,512 4,509
5 4,459 4,395
6 4,445 4,472
7 4,445 4,432
8 4,432 4,382
9 4,450 4,459
10 4,463 4,436
11 4,436 4,500
12 4,427 4,45
13 4,432 4,459
Estándar 4,541 4,541
Los valores de peso por galón de los pilotos se encuentran dentro del
rango especificado en el plan de inspección del fondo utilizado, el cual va
desde 4,200 a 4,600 Kg/gal.

47
III. Espesores de la Capa de Fondo
Tabla N° 7. Espesores de la película de fondo con G-848 medidos para
las distintas láminas aplicadas.
Piloto Espesor (mils)
Lámina 1 Lámina 2 Lámina 3 Lámina 4
1 0,9 0,8 0,9 0,9
2 0,8 0,7 0,7 0,9
3 0,9 0,9 0,9 1,0
4 0,9 0,8 0,8 0,9
5 0,8 0,7 0,8 0,9
6 0,9 0,8 0,9 0,9
7 0,8 0,7 0,8 0,9
8 1,0 1,0 1,0 1,1
9 1,0 0,9 1,0 1,2
10 1,0 0,9 0,9 1,0
11 0,9 0,8 0,8 1,0
12 0,8 0,6 0,7 0,8
13 0,9 0,8 0,8 0,9
Estándar 1,0 1,0 1,1 1,2
Los espesores de la película de fondo presentan gran variación en
relación a la especificación interna que establece un rango de 1.0 a 1.2
mils, esto se debe a las condiciones de aplicación, modo de aplicación del
operario. Sin embargo, la mayoría de las láminas se acercan a estos
valores.
Se debe tomar en cuenta el error experimental ya que el instrumento
empleado registra mediciones de espesor, con una apreciación de (1% +/-
0,5 micrones) referente a los estándares suministrados.

48
Tabla N° 8. Espesores de la película de fondo con VH-1443 medidos
para las distintas láminas aplicadas.
Piloto
Espesores (mils)
Lámina 1 Lámina 2 Lámina 3 Lámina 4
1 1,3 1,2 1,3 1,4
2 1,2 1,1 1,1 1,2
3 1,0 0,9 1,0 1,0
4 0,8 0,7 0,9 0,9
5 1,0 0,9 1,0 1,0
6 1,2 1,1 1,1 1,4
7 1,2 1,2 1,3 1,4
8 1,1 1,1 1,1 1,2
9 1,2 1,2 1,2 1,4
10 1,3 1,2 1,2 1,4
11 1,2 1,0 1,1 1,3
12 1,2 1,2 1,1 1,3
13 1,2 1,1 1,3 1,3
Estándar 1,1 1,2 1,2 1,2
49
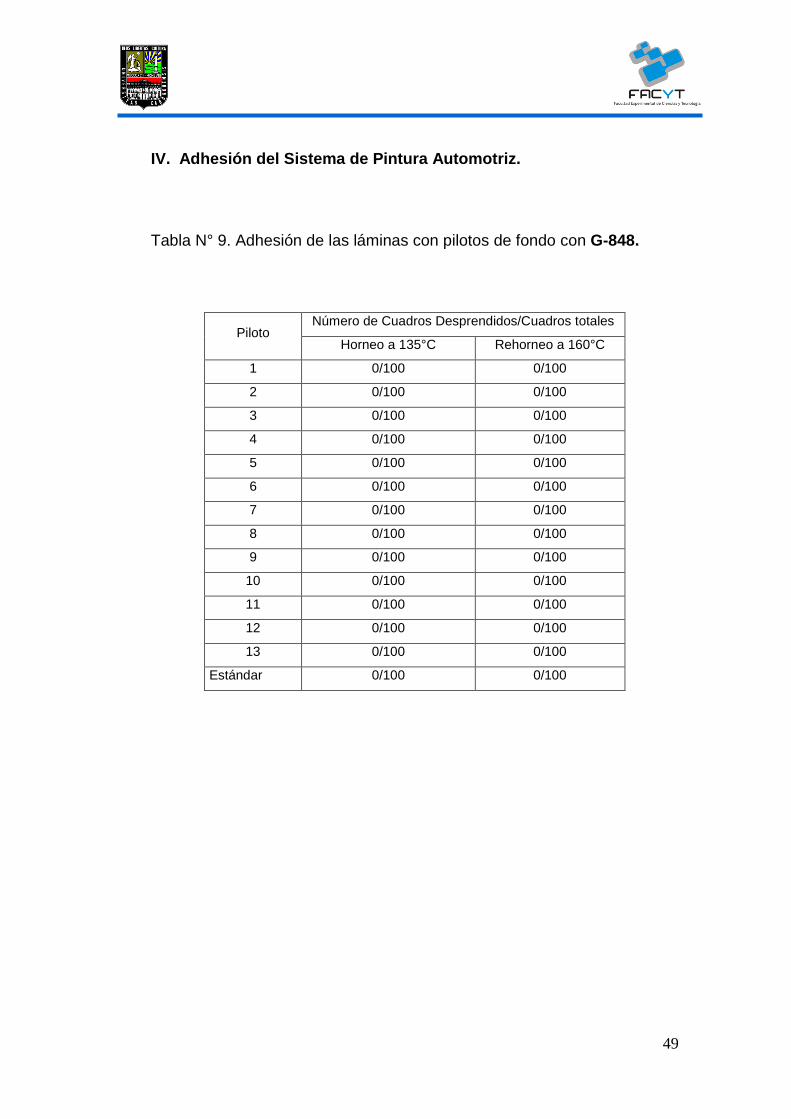
IV. Adhesión del Sistema de Pintura Automotriz.
Tabla N° 9. Adhesión de las láminas con pilotos de fondo con G-848.
Piloto Número de Cuadros Desprendidos/Cuadros totales
Horneo a 135°C Rehorneo a 160°C
1 0/100 0/100
2 0/100 0/100
3 0/100 0/100
4 0/100 0/100
5 0/100 0/100
6 0/100 0/100
7 0/100 0/100
8 0/100 0/100
9 0/100 0/100
10 0/100 0/100
11 0/100 0/100
12 0/100 0/100
13 0/100 0/100
Estándar 0/100 0/100

50
Tabla N° 10. Adhesión de láminas con fondo y VH-1443.
Piloto Número de Cuadros Desprendidos/Cuadros totales
Horneo a 135°C Rehorneo a 160°C
1 0/100 0/100
2 0/100 0/100
3 0/100 0/100
4 0/100 0/100
5 0/100 0/100
6 0/100 0/100
7 0/100 0/100
8 0/100 0/100
9 0/100 0/100
10 0/100 0/100
11 0/100 0/100
12 0/100 0/100
13 0/100 0/100
Estándar 0/100 0/100
El porcentaje de adhesión se encuentra dentro de las especificaciones
del plan de inspección del producto, es decir, no hubo pérdida de la
adhesión. No se presentó variación al aumentar la temperatura en el
rehorneo de las láminas.
51
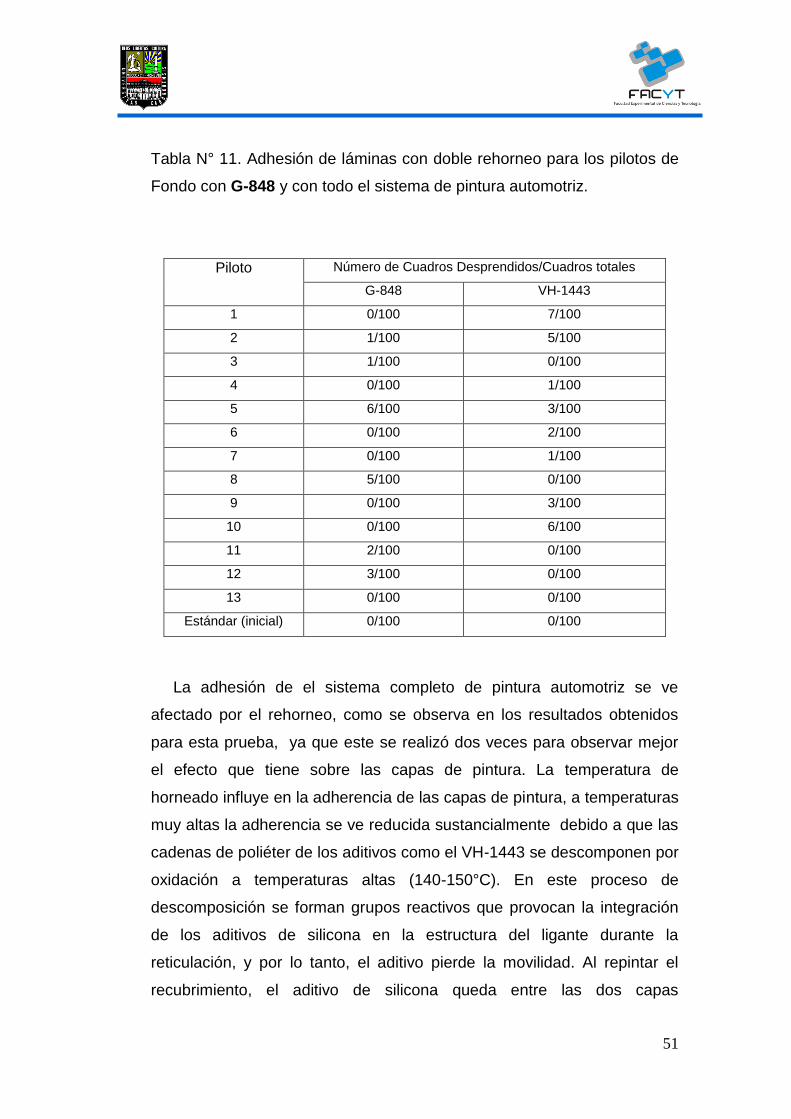
Tabla N° 11. Adhesión de láminas con doble rehorneo para los pilotos de
Fondo con G-848 y con todo el sistema de pintura automotriz.
Piloto Número de Cuadros Desprendidos/Cuadros totales
G-848 VH-1443
1 0/100 7/100
2 1/100 5/100
3 1/100 0/100
4 0/100 1/100
5 6/100 3/100
6 0/100 2/100
7 0/100 1/100
8 5/100 0/100
9 0/100 3/100
10 0/100 6/100
11 2/100 0/100
12 3/100 0/100
13 0/100 0/100
Estándar (inicial) 0/100 0/100
La adhesión de el sistema completo de pintura automotriz se ve
afectado por el rehorneo, como se observa en los resultados obtenidos
para esta prueba, ya que este se realizó dos veces para observar mejor
el efecto que tiene sobre las capas de pintura. La temperatura de
horneado influye en la adherencia de las capas de pintura, a temperaturas
muy altas la adherencia se ve reducida sustancialmente debido a que las
cadenas de poliéter de los aditivos como el VH-1443 se descomponen por
oxidación a temperaturas altas (140-150°C). En este proceso de
descomposición se forman grupos reactivos que provocan la integración
de los aditivos de silicona en la estructura del ligante durante la
reticulación, y por lo tanto, el aditivo pierde la movilidad. Al repintar el
recubrimiento, el aditivo de silicona queda entre las dos capas
52
empeorando la adherencia entre ellas, como se observó en las láminas, la
capa desprendida fue la del transparente (clear coat), que corresponde a
la última capa del sistema.
En el caso del G-848 que es un aditivo acrílico, estos se usan
principalmente para mejorar la nivelación, estos no se descomponen
como el VH-1443, sin embargo, la pérdida de adherencia de las capas de
pintura se atribuye a la temperatura del rehorneado.
Se debe considerar adicionalmente que los espesores de la capa de
fondo no se mantienen constantes, ocasionando que los resultados
obtenidos para la prueba de adhesión presenten variabilidad, es decir,
que no son consistentes.
53
APORTES PARA LA EMPRESA
Las actividades desarrolladas tienen como aporte para la empresa lo
siguiente:
- Evaluar el comportamiento que presenta la adición de agentes de
superficie sobre el sistema de recubrimiento automotriz.
- Definir que porcentaje de aditivos de superficie puede ser cargado
a los fondos sin que se presenten problemas de adherencia en el
sistema de recubrimiento automotriz.
- Seleccionar entre ambos tensoactivos el mejor para ser empleado
en el sistema de recubrimiento.
- Identificación de variables que afectan los resultados obtenidos de
las pruebas realizadas.
- Propuesta para la mejora de los análisis realizados.
54
CONCLUSIONES
Los valores de tensión superficial corregidos son afectados por las
medidas del peso por galón de las muestras, y por el modo de
corrección de la tensión superficial.
El VH-1443 disminuye en mayor magnitud la tensión superficial,
mientras que el G-848 no influye significativamente en la tensión
superficial del fondo.
La adherencia de la capa de fondo no presentó modificación con el
horneado tradicional, ni con el proceso de rehorneado.
La adhesión de las capas del sistema completo de pintura automotriz
es afectada mayormente por la adición de VH-1443 y por el
calentamiento en el proceso de rehorneado del sistema de pintura.
El porcentaje de aditivos no puede ser definido, ya que se presentó
pérdida de adhesión en gran parte de los pilotos preparados. Por lo
que se debe mantener una baja concentración de estos aditivos en la
fórmula de los fondos.
55
RECOMENDACIONES
Al Laboratorio de Desarrollo:
Realizar un diseño de experimentos donde se pueda estudiar más
profundamente las variables que intervienen en el comportamiento de los
fondos por la carga de diferentes proporciones de aditivos de superficie,
como el caso de la modificación de la tensión superficial y el efecto que
estos tienen sobre la adherencia del sistema completo de pintura, a
manera de poder emitir un juicio de más valor respecto a los niveles que
de estos se pueden emplear y de manera segura.

56
BIBLIOGRAFÍA
Manuales y procedimientos internos de la empresa DuPont Performance
Coatings de Venezuela, C.A.
57
ANEXOS
58
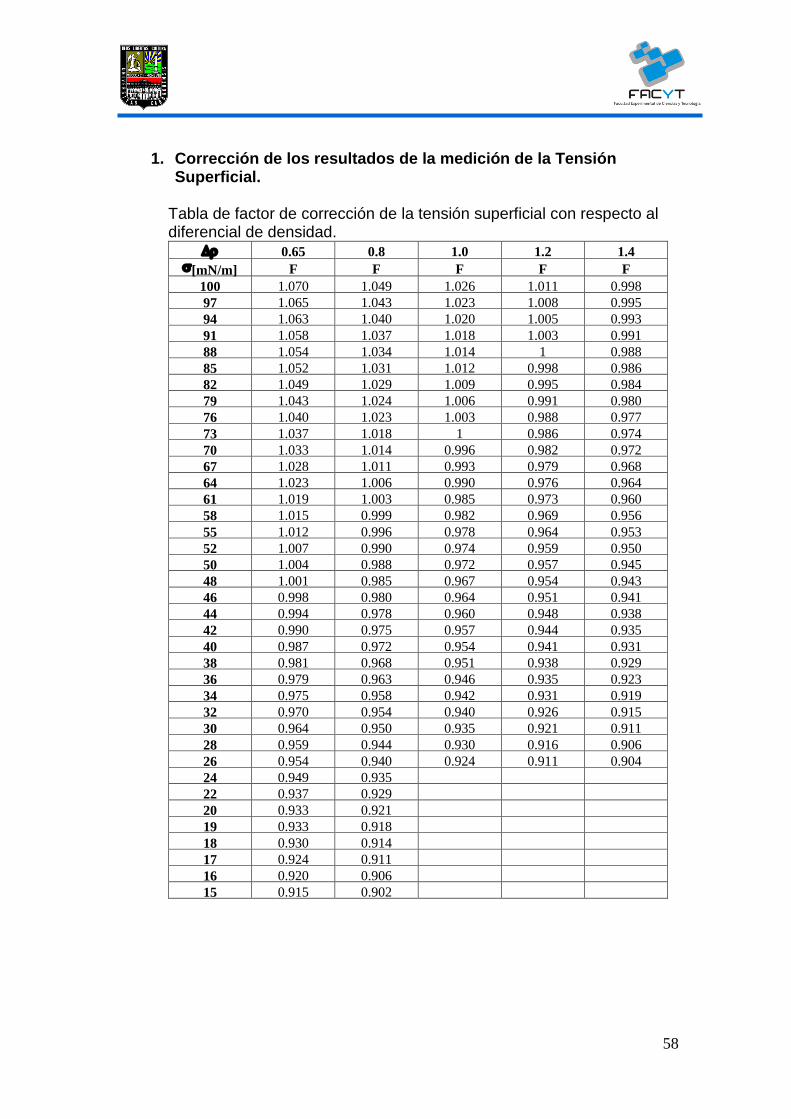
1. Corrección de los resultados de la medición de la Tensión Superficial.
Tabla de factor de corrección de la tensión superficial con respecto al diferencial de densidad.
0.65 0.8 1.0 1.2 1.4[mN/m] F F F F F
100 1.070 1.049 1.026 1.011 0.998
97 1.065 1.043 1.023 1.008 0.995
94 1.063 1.040 1.020 1.005 0.993
91 1.058 1.037 1.018 1.003 0.991
88 1.054 1.034 1.014 1 0.988
85 1.052 1.031 1.012 0.998 0.986
82 1.049 1.029 1.009 0.995 0.984
79 1.043 1.024 1.006 0.991 0.980
76 1.040 1.023 1.003 0.988 0.977
73 1.037 1.018 1 0.986 0.974
70 1.033 1.014 0.996 0.982 0.972
67 1.028 1.011 0.993 0.979 0.968
64 1.023 1.006 0.990 0.976 0.964
61 1.019 1.003 0.985 0.973 0.960
58 1.015 0.999 0.982 0.969 0.956
55 1.012 0.996 0.978 0.964 0.953
52 1.007 0.990 0.974 0.959 0.950
50 1.004 0.988 0.972 0.957 0.945
48 1.001 0.985 0.967 0.954 0.943
46 0.998 0.980 0.964 0.951 0.941
44 0.994 0.978 0.960 0.948 0.938
42 0.990 0.975 0.957 0.944 0.935
40 0.987 0.972 0.954 0.941 0.931
38 0.981 0.968 0.951 0.938 0.929
36 0.979 0.963 0.946 0.935 0.923
34 0.975 0.958 0.942 0.931 0.919
32 0.970 0.954 0.940 0.926 0.915
30 0.964 0.950 0.935 0.921 0.911
28 0.959 0.944 0.930 0.916 0.906
26 0.954 0.940 0.924 0.911 0.904
24 0.949 0.935
22 0.937 0.929
20 0.933 0.921
19 0.933 0.918
18 0.930 0.914
17 0.924 0.911
16 0.920 0.906
15 0.915 0.902
59
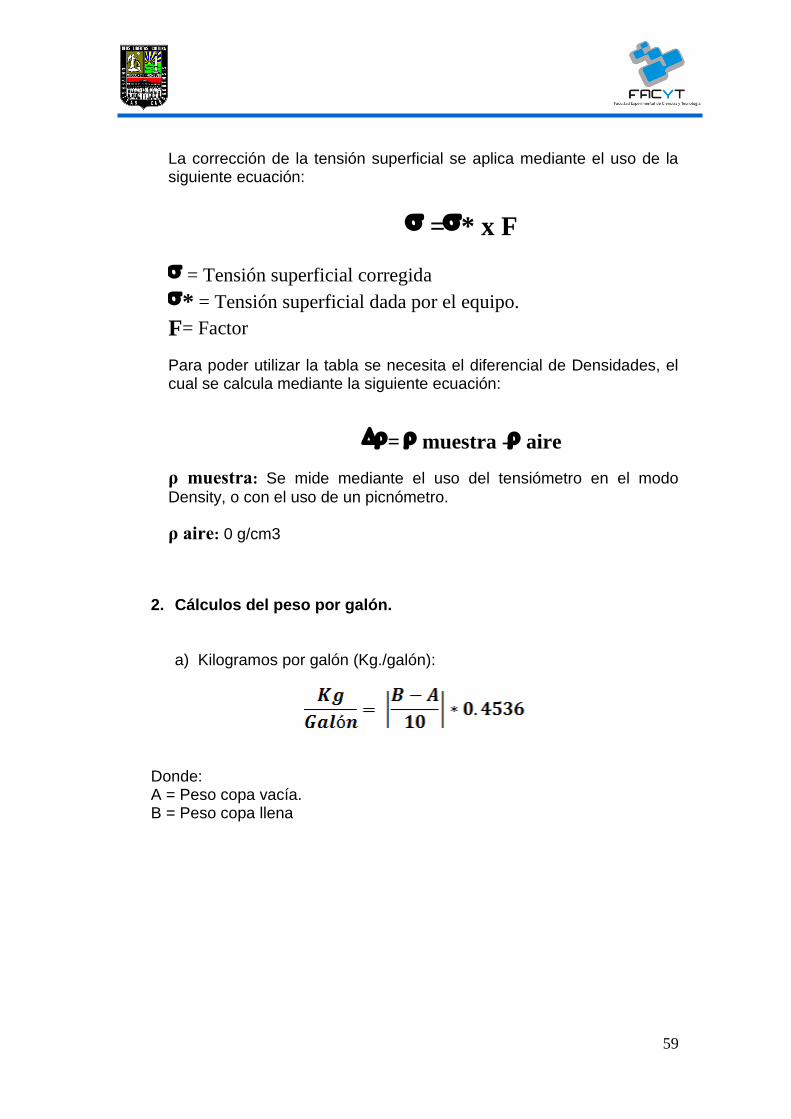
La corrección de la tensión superficial se aplica mediante el uso de la siguiente ecuación:
=* x F
= Tensión superficial corregida* = Tensión superficial dada por el equipo.
F= Factor Para poder utilizar la tabla se necesita el diferencial de Densidades, el cual se calcula mediante la siguiente ecuación:
= muestra - aire
ρ muestra: Se mide mediante el uso del tensiómetro en el modo
Density, o con el uso de un picnómetro.
ρ aire: 0 g/cm3
2. Cálculos del peso por galón.
a) Kilogramos por galón (Kg./galón):
Donde: A = Peso copa vacía. B = Peso copa llena

60
3. Equipo empleado para medir la Tensión Superficial.
1) Pantalla
2) Gancho
9) Anillo de Platino
11) Rueda de Ajuste Fino
10) Rueda gruesa de Ajuste.
12) Indicador de Arrastre mecánico
14) Pata Ajustable.
4) Envase de Muestra
5) Soporte de Muestra
6) Tornillo de Ajuste de Soporte
7) Base de soporte
8) Nivel
Figura N°3. Tensiómetro K9
61
4. Equipo usado para medir la Viscosidad de las muestras líquidas.
Figura N°4. Copa Ford #4 con soporte y envase con muestra de pintura
5. Equipo empleado para Prueba de adhesión
Figura N°5. Bisturí, rejilla y lámina.

62
6. Equipo para determinación de peso por galón de muestras de pintura.
Figura N°6. Picnómetro de acero inoxidable.
7. Equipo para medición de espesores.
Figura N°7. Fisherscope Multi 750