g02_03 interpolacion circular.pptx
TRANSCRIPT
2.3 Torno C.N.C. 2.3.1 Ejemplos de aplicación
Objetivo Ejemplificar los códigos G y M. Código G02/G03
INTERPOLACIÓN CIRCULAR. G02/G03.
DESCRIPCIÓN Y SINTAXIS DEL BLOQUE
Cuando se programan los códigos G02 o G03, se realiza un desplazamiento desde la posición en que se encuentra hasta la posición indicada, siguiendo una trayectoria circular y con el avance (F) programado. El CNC calcula el avance correspondiente a cada eje, para que el avance resultante coincida con el programado
La interpolación circular sólo se puede ejecutar en un plano. En torno se ejecutará en el plano XZ. En fresadora se podrá ejecutar en el plano XY, en el plano XZ y en el plano YZ. Las definiciones de sentido horario (G02) y sentido antihorario (G03) se han fijado de acuerdo con el sistema de coordenadas representado en la Figura para torno y en la Figura siguiente para fresadora, siempre referido al movimiento de la herramienta sobre la pieza.

Tornos horizontales:
Tornos verticales:
G02 y G03 son funciones modales, incompatibles entre sí e incompatibles también con G00, G01 y G33. Cuando se programan estas funciones el control asume como nuevo origen de coordenadas polares el centro del arco trazado. Para calcular la trayectoria el CNC necesita, además de las coordenadas del punto final, las coordenadas del centro o el radio del arco. El bloque se puede construir de las siguientes maneras: • En coordenadas Cartesianas: con las coordenadas del punto
final y las del centro (estas últimas medidas respecto al punto de inicio del arco).
• En coordenadas Cartesianas: con las coordenadas del punto final y el radio del arco.
• En coordenadas Polares: con las coordenadas del punto final y las del centro. El centro se dará con sus coordenadas cartesianas medidas respecto al punto de inicio del arco. La coordenada polar radial del punto final coincidirá con la del punto inicial (al asumir el CNC como nuevo origen polar el centro del arco), por lo tanto sólo habrá que indicar la coordenada angular del punto final.

PROGRAMACIÓN DE G02/G03 EN COORDENADAS CARTESIANAS: PUNTO FINAL Y CENTRO TORNO: El plano en el que se calcula la interpolación es el plano XZ. El formato del bloque es: N0260 G03 (G02) X26 Z74 I0 K-4
FRESADORA: Existen tres planos posibles para calcular la interpolación circular XZ, XY, YZ.
Así, los formatos de los bloques son: • Plano XY:
N0260 G17 G03 (G02) X26 Y74 I0 J-4 El código G17 indica que el plano de trabajo es el plano XY. • Plano XZ:
N0260 G18 G03 (G02) X26 Z74 I0 K-4 El código G18 indica que el plano de trabajo es el plano XZ. • Plano YZ:
N0260 G19 G03 (G02) Y26 Z74 J0 K-4 El código G19 indica que el plano de trabajo es el plano YZ.
Donde X, Y y Z son las coordenadas del punto final de la trayectoria. Según el modo de programación elegido estas coordenadas vendrán dadas en cotas absolutas, medidas respecto al origen que esté activo, o en cotas incrementales.
I Distancia según el eje X desde el punto de inicio del arco (donde está situada la herramienta) al centro del mismo. Este parámetro tiene que programarse siempre, aunque su valor sea 0, y se programa con signo (según el sentido del eje). Como este parámetro es una distancia, en el caso de torno su valor será independiente de si se está programando la coordenada X en radios o diámetros.
J Distancia según el eje Y desde el punto de inicio del arco al centro del mismo. Se programa con signo (indicado por el sentido del eje). Tiene que programarse siempre, aunque tenga valor 0.
K Distancia según el eje Z desde el punto de inicio del arco al centro del mismo. Se programa con signo (indicado por el sentido del eje). Tiene que programarse siempre, aunque tenga valor 0.

PROGRAMACIÓN DE G02/G03 EN COORDENADAS CARTESIANAS: PUNTO FINAL Y RADIO TORNO: El formato del bloque es:
N0260 G03 (G02) X26 Z74 R4

FRESADORA: Los formatos de los bloques son: • Plano XY:
N0260 G17 G03 (G02) X26 Y74 R4
• Plano XZ: N0260 G18 G03 (G02) X26 Z74 R4
• Plano YZ: |N0260 G19 G03 (G02) Y26 Z74 R4
Donde X, Y y Z son las coordenadas del punto final de la trayectoria. Según el modo de programación elegido estas coordenadas vendrán dadas en cotas absolutas, medidas respecto al origen que esté activo, o en cotas incrementales.
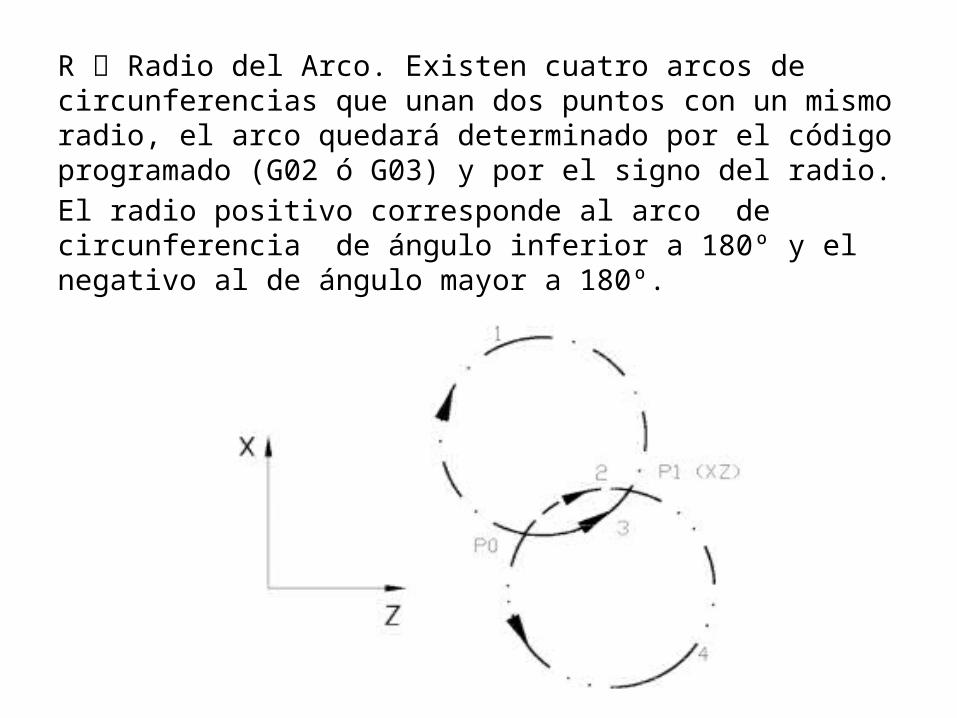
R Radio del Arco. Existen cuatro arcos de circunferencias que unan dos puntos con un mismo radio, el arco quedará determinado por el código programado (G02 ó G03) y por el signo del radio. El radio positivo corresponde al arco de circunferencia de ángulo inferior a 180º y el negativo al de ángulo mayor a 180º.
En la Figura se puede diferenciar los siguientes arcos: Arco 1: G02 X Z R< 0. Arco 2: G02 X Z R >0. Arco 3: G03 X Z R >0 Arco 4: G03 X Z R <0 Si se programa un círculo completo, con la programación del radio, el CNC visualizará el error 47, debido a que existen infinitas soluciones.
PROGRAMACIÓN DE G02/G03 EN COORDENADAS POLARES: CENTRO Y ÁNGULO DEL PUNTO FINAL TORNO: El formato del bloque es: N0260 G03 (G02) A90 I0 K-4

FRESADORA:
• Plano XY: N0260 G17 G03 (G02) A90 I0 J-4
• Plano XZ:
N0260 G18 G03 (G02) A90 I0 K-4 • Plano YZ:
N0260 G19 G03 (G02) A90 J0 K-4
Donde: • I Distancia según el eje X desde el punto de inicio del arco
(donde está situada la herramienta) al centro del mismo. Este parámetro es una distancia, y por lo tanto su valor será independiente de si se está programando la coordenada X en radios o diámetros. Se programa con signo (indicado por el sentido del eje). Tiene que programarse siempre, aunque tenga valor 0.
• J Distancia según el eje Y desde el punto de inicio del arco al centro del mismo. Se programa con signo (indicado por el sentido del eje). Tiene que programarse siempre, aunque tenga valor 0.
• K Distancia según el eje Z desde el punto de inicio del arco al centro del mismo. Se programa con signo (indicado por el sentido del eje). Tiene que programarse siempre, aunque tenga valor 0.
• A Ángulo del punto final respecto al centro polar. Cuando se programa una interpolación circular con G02 o G03 el CNC asume el centro del arco como centro polar.
PROGRAMACIÓN DEL CENTRO EN COORDENADAS ABSOLUTAS (NO SIMULADA). La función G06, con G02 o G03 activo, permite programar las coordenadas del centro (I J K) con cotas absolutas medidas respecto al cero pieza y no respecto al punto inicial del arco como se hacía en los apartados anteriores. Esta función no es modal, por lo tanto debe programarse en cada bloque en el que se quiera dar las coordenadas del centro en coordenadas absolutas. El programa WinUnisoft no simula esta función.
TORNO: El plano en el que se calcula la interpolación es el plano XZ. El formato del bloque es:
N0260 G03 (G02) G06 X26 Z74 I0 K-4
FRESADORA: Existen tres planos posibles para calcula
Así, los formatos de los bloques son: • Plano XY:
N0260 G17 G03 (G02) G06 X26 Y74 I0 J-4 El código G17 indica que el plano de trabajo es el plano XY. • Plano XZ:
N0260 G18 G03 (G02) G06 X26 Z74 I0 K-4 El código G18 indica que el plano de trabajo es el plano XZ. • Plano YZ:
N0260 G19 G03 (G02) G06 Y26 Z74 J0 K-4 El código G19 indica que el plano de trabajo es el plano YZ. r la interpolación circular XZ, XY, YZ.
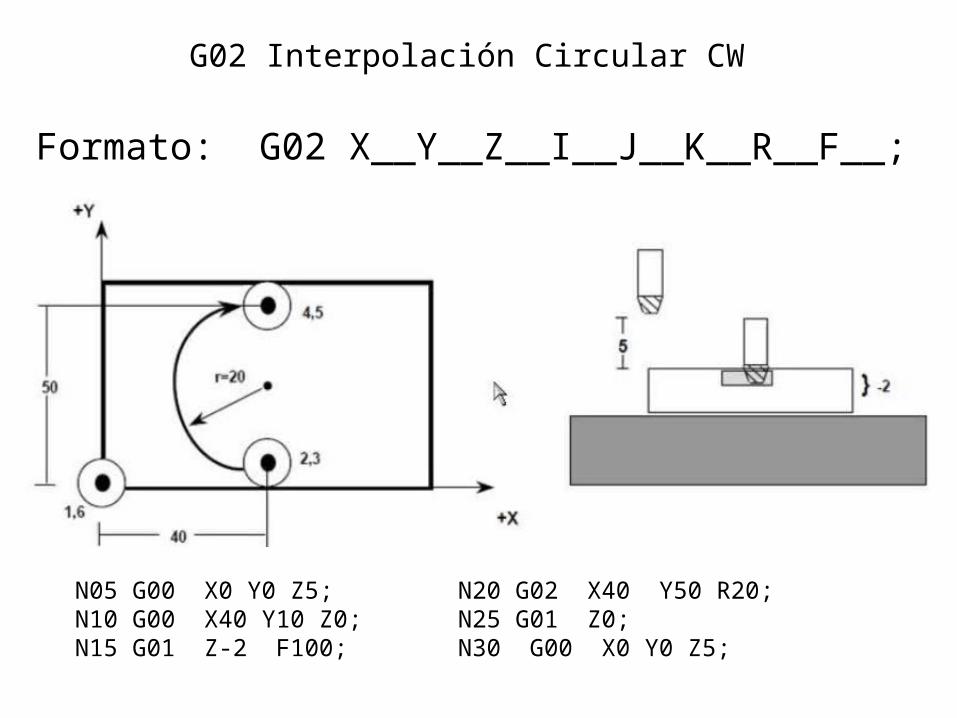
G02 Interpolación Circular CW
Formato: G02 X__Y__Z__I__J__K__R__F__;
N05 G00 X0 Y0 Z5; N20 G02 X40 Y50 R20;N10 G00 X40 Y10 Z0; N25 G01 Z0;N15 G01 Z-2 F100; N30 G00 X0 Y0 Z5;
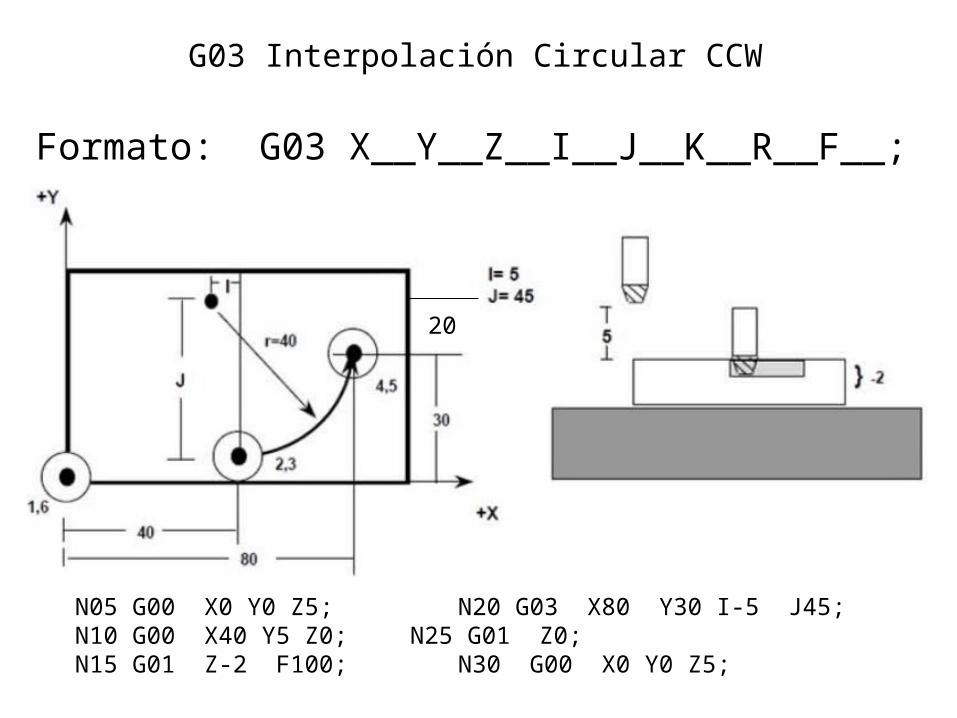
G03 Interpolación Circular CCW
Formato: G03 X__Y__Z__I__J__K__R__F__;
N05 G00 X0 Y0 Z5; N20 G03 X80 Y30 I-5 J45;N10 G00 X40 Y5 Z0; N25 G01 Z0;N15 G01 Z-2 F100; N30 G00 X0 Y0 Z5;
20
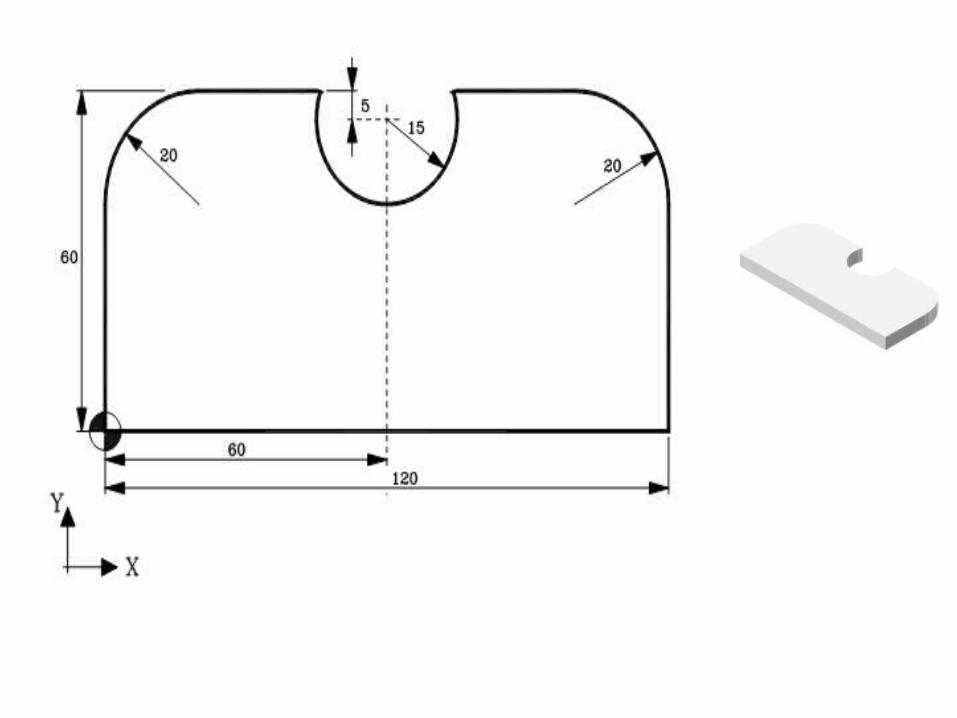

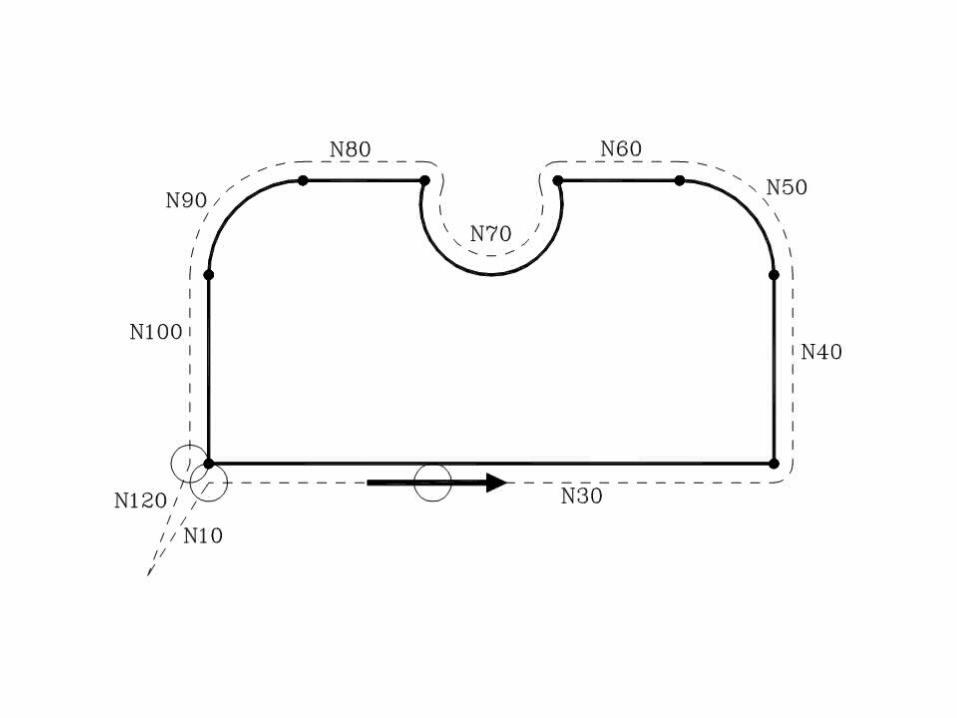
Programación del Centro del Arco en Coordenadas Absolutas
N 0010 G90 S1000 T2.D2 M3N0020 G00 X0 Y0 Z5N0030 G94 G01 Z-5 F150N0040 X120 F250N0050 Y40N0060 G03 X100 Y60 I-20 J0N0070 G01 X74.142N0080 G02 X45.858 I-14.142 J-5N0090 G01 X20N0100 G03 X0 Y40 I0 J-20N0110 G01 Y0N0120 G01 Z5N0130 G00 X-30 Y-30 Z20 M30

Programación del Radio del Arco en Coordenadas Absolutas
N 0010 G90 S1000 T2.D2 M3N0020 G00 X0 Y0 Z5N0030 G94 G01 Z-5 F150N0040 X120 F250N0050 Y40N0060 G03 X100 R20N0070 G01 X74.142N0080 G02 X45.858 R-15N0090 G01 X20N0100 G03 X0 Y40 R20N0110 G01 Y0N0120 G01 Z5N0130 G00 X-30 Y-30 Z20 M30
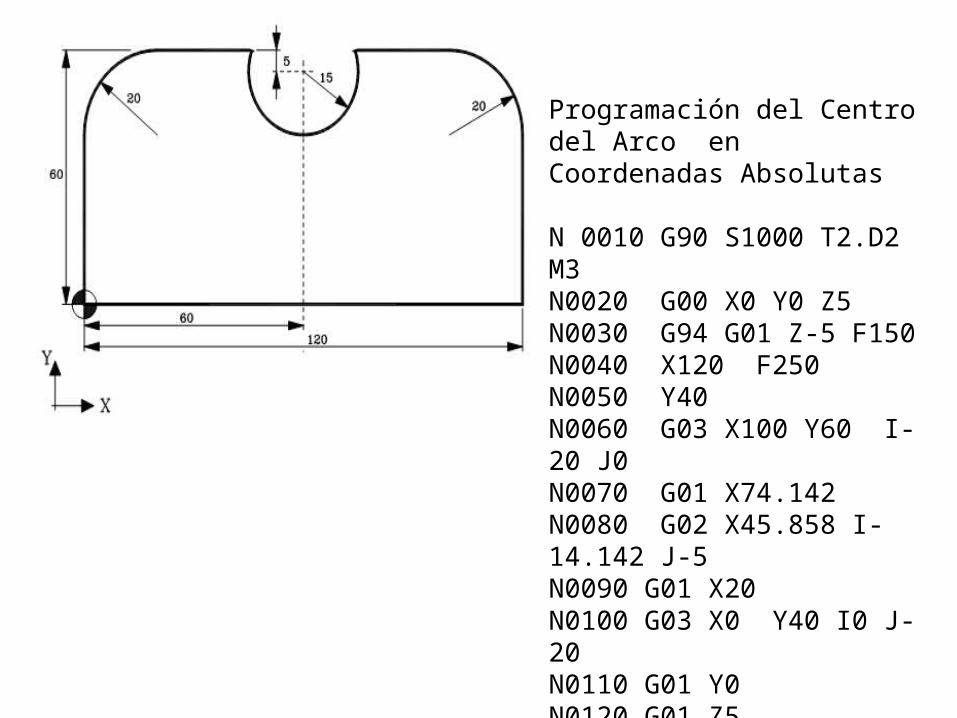
Programación del Centro del Arco en Coordenadas Incrementales
N 0010 G90 S1000 T2.D2 M3N0020 G00 X0 Y0 Z5N0030 G94 G01 Z-5 F150N0040 G91 X120 F250N0050 Y40N0060 G03 X-20 Y20 I-20 J0N0070 G01 X-25.858N0080 G02 X-28.284 I-14.142 J-5N0090 G01 X-25.858N0100 G03 X-20 Y-20 I0 J-20N0110 G01 Y0-40N0120 G90 G01 Z5N0130 G00 X-30 Y-30 Z20 M30
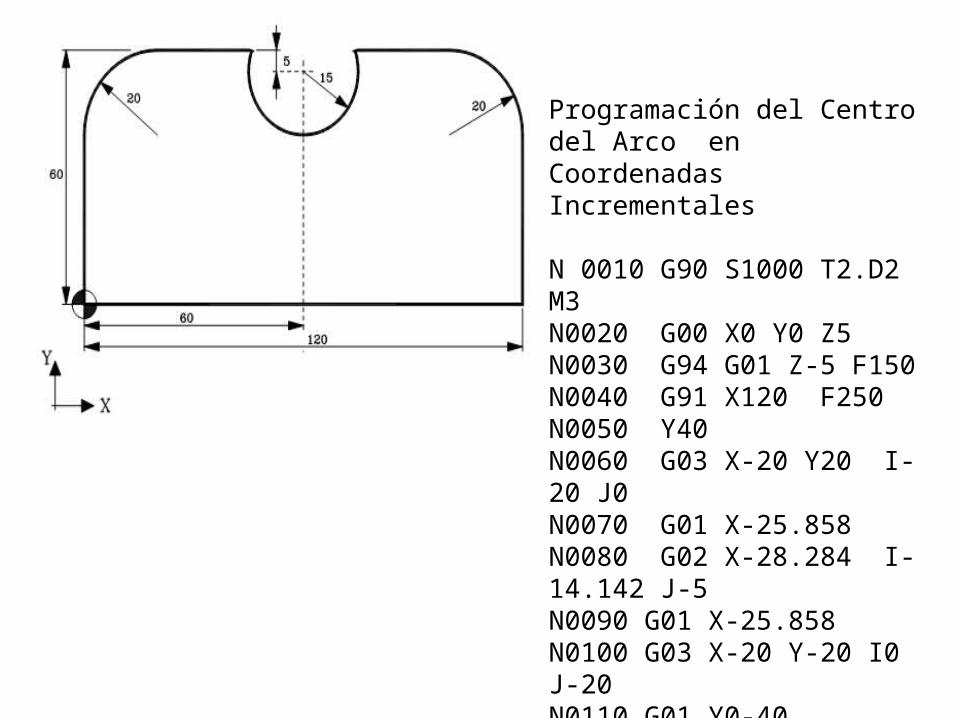
Programación del Centro del Radio en Coordenadas Incrementales
N 0010 G90 S1000 T2.D2 M3N0020 G00 X0 Y0 Z5N0030 G94 G01 Z-5 F150N0040 G91 X120 F250N0050 Y40N0060 G03 X-20 Y20 R20N0070 G01 X-25.858N0080 G02 X-28.284 R-15N0090 G01 X-25.858N0100 G03 X-20 Y-20 R20N0110 G01 Y0-40N0120 G90 G01 Z5N0130 G00 X-30 Y-30 Z20 M30
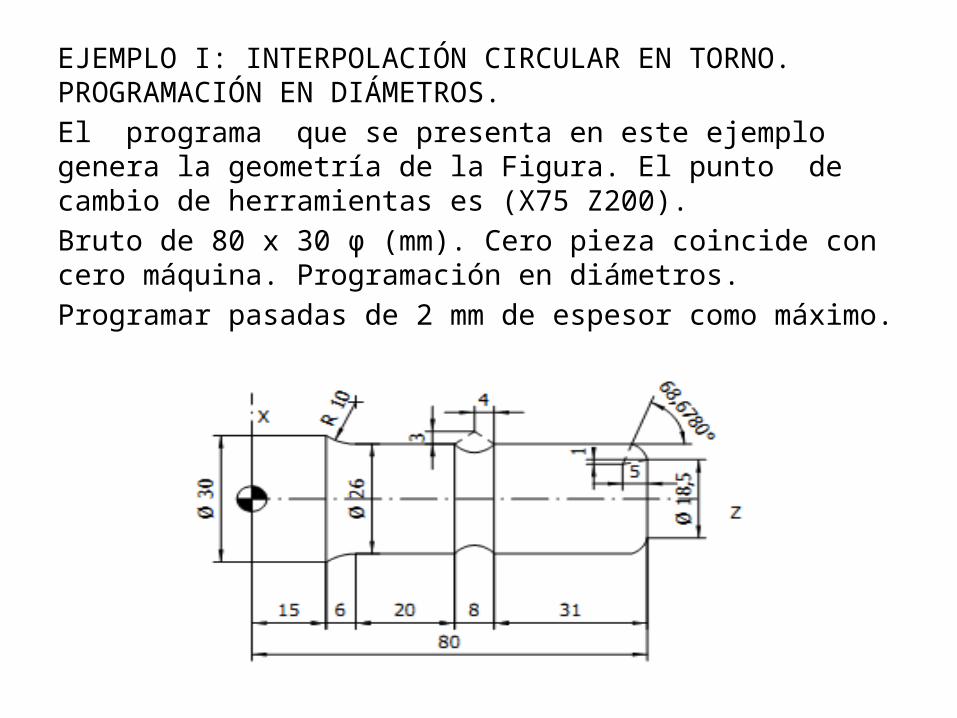
EJEMPLO I: INTERPOLACIÓN CIRCULAR EN TORNO. PROGRAMACIÓN EN DIÁMETROS. El programa que se presenta en este ejemplo genera la geometría de la Figura. El punto de cambio de herramientas es (X75 Z200). Bruto de 80 x 30 φ (mm). Cero pieza coincide con cero máquina. Programación en diámetros. Programar pasadas de 2 mm de espesor como máximo.
N0010 G90 (Cotas Absolutas) N0020 G94 (Avance en mm/min) N0030 G97 (Velocidad de giro en rev/min) N0040 F100 S800 (Avance 100 mm/min, Velocidad de giro 800 rev/min) N0050 T1.1 (Herramienta 1, corrector 1) N0060 G0 X26 Z81 M03 (Posición de inicio y arranque del cabezal) N0070 (Cilindrado a Diam. 26 y curva R 10) N0080 G01 Z21 N0130 G02 X30 Z15 R10 N0140 G0 Z81 N0150 (Torneado del Extremo) N0160 X22 N0170 G01 Z80
N0180 G03 A68.678 I-1 K-5 N0190 G0 Z81 N0240 X18.5 N0250 G01 Z80 N0260 G03 A68.678 I-1 K-5 N0270 (Torneado de la Ranura Curva) N0280 G0 X75 Z200 N0290 T4.4 N0300 G0 X27 Z49 N0310 G01 G91 X-0.5 N0320 G02 G06 X0 Z-8 I3 K-4 N0330 M30
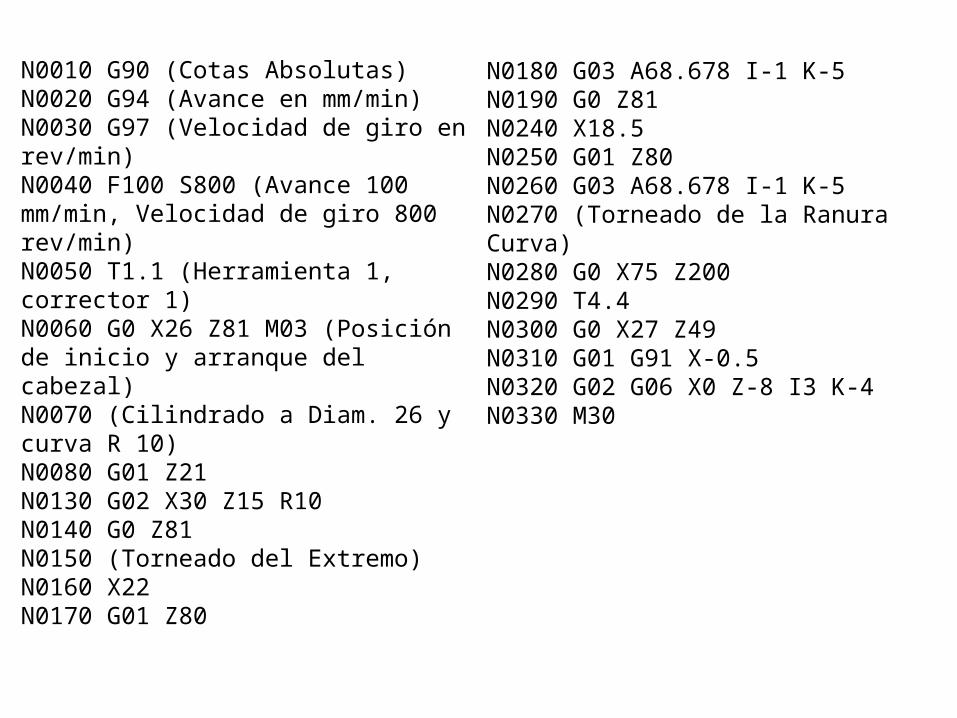
El mecanizado se ha programado en tres fases. • Cilindrado a 26 y curva de R10 (Trayectoria 1–2-3 en la Figura 2-13): Se ha programado la trayectoria completa. La curva se ha programado en coordenadas cartesianas (absolutas), con el punto final y el radio (N130)
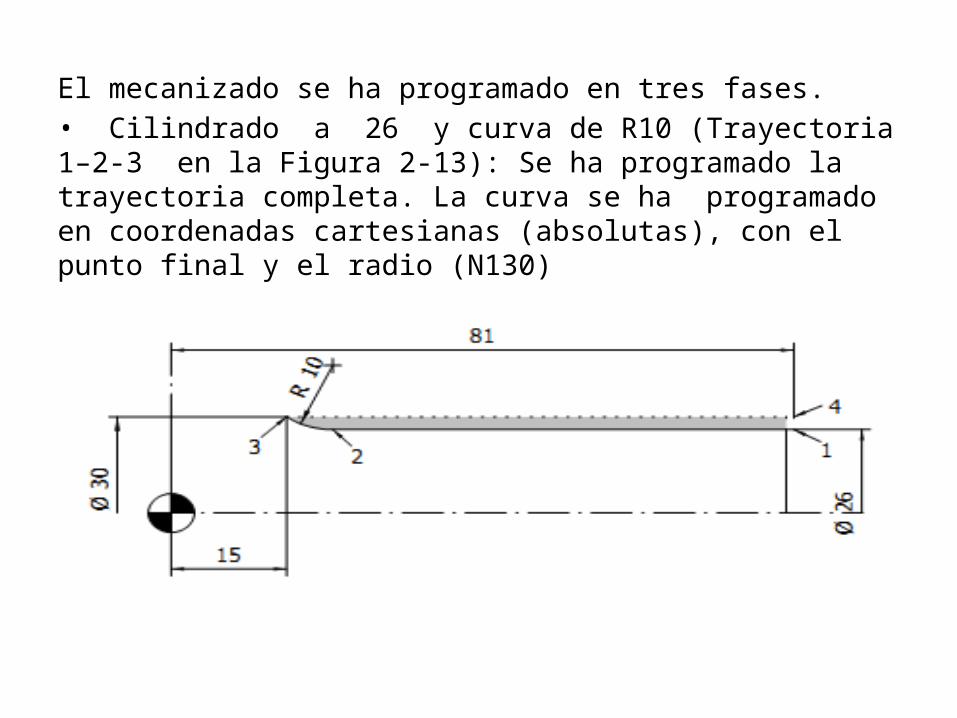
• Torneado de la Curva del Extremo: Se ha realizado en dos pasadas paralelas (Tray 6-7 y 10-11). La curva está programada en coordenadas polares (igual en los dos bloques N180 y N260), pero están desplazada 2 mm una respecto a la otra porque está desplazado el origen del arco (Bloques N170 y N250).
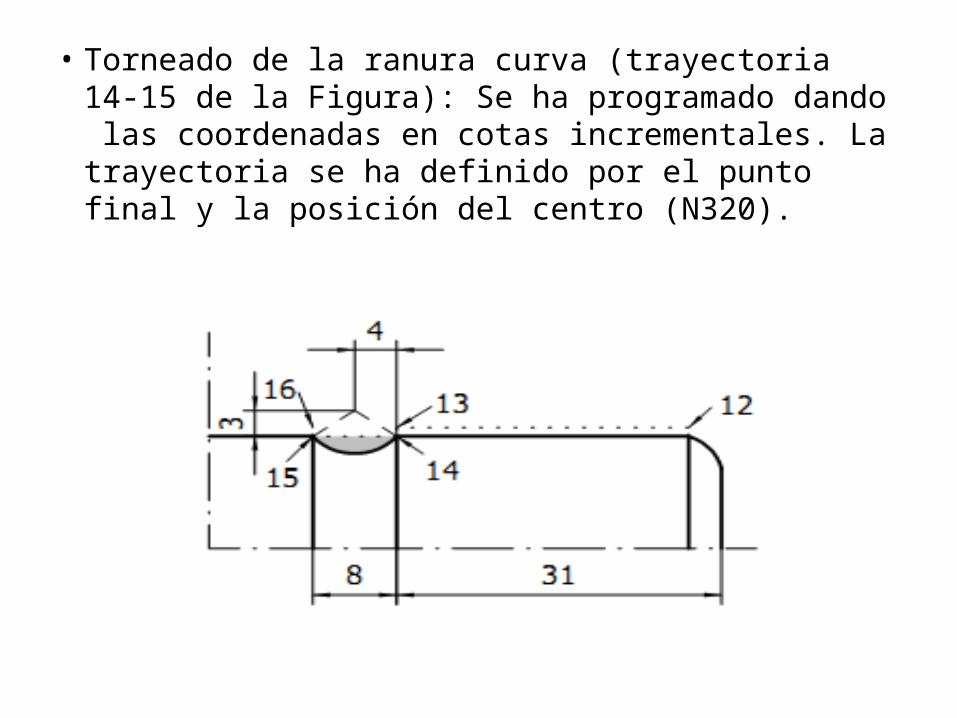
• Torneado de la ranura curva (trayectoria 14-15 de la Figura): Se ha programado dando las coordenadas en cotas incrementales. La trayectoria se ha definido por el punto final y la posición del centro (N320).