capitulo iv resultados de la investigaciÓnvirtual.urbe.edu/tesispub/0095986/cap04.pdf · entrada...
TRANSCRIPT

86
CAPITULO IV
RESULTADOS DE LA INVESTIGACIÓN

87
CAPITULO IV
RESULTADOS DE LA INVESTIGACION
En el presente capitulo se muestran los resultados obtenidos en la
investigación, culminando así este proceso atendiendo a lo planteado
anteriormente mediante el análisis de las conclusiones obtenidas de los
instrumentos de recolección de datos. A continuación se presenta el estudio
de las fases previamente establecidas con el propósito de desarrollar las
estrategias para la implementación de un plan de mantenimiento preventivo a
las calderas acuotubulares en el servicio autónomo hospital universitario de
Maracaibo (S.A.H.U.M).
1. ANALISIS Y DISCUSIÓN DE LOS DATOS Y RESULTADOS
Un plan de mantenimiento sea correctivo, preventivo o predictivo, en la
actividad industrial tiene como propósito fundamental aumentar la
disponibilidad de los equipos manteniéndolos en buenas condiciones,
aumentando así la productividad, reduciendo los costos de producción y
extendiendo su vida útil.
Cuando se refiere al mantenimiento de calderas implícitamente se está
considerando el mantenimiento de todos los elementos que componen el
87

88
sistema, siendo estos el sistema de alimentación y tratamiento del agua, el
sistema de alimentación del combustible, generador y hogar, el cuerpo de la
caldera, el sistema de distribución de vapor y recuperación del condensado y
el sistema de accesorios y seguridad.
Por ello al planificar el mantenimiento de este equipo debe considerarse
los siguientes niveles de actuación:
Seguimiento en operación del equipo
Operaciones preventivas, predictivas y programadas
Eventuales acciones correctivas, las cuales deberán de disponer en la
medida que se perfeccionen los programas de mantenimiento.
1.1 DESARROLLOS DE CADA FASE DE LA INVESTIGACIÒN
FASE I: ANALIZAR CAUSAS, MODOS, EFECTOS DE FALLAS DE LAS
CALDERASDEL S.A.H.U.M DE MARACAIBO.
Para el desarrollo de esta fase se llevó a cabo una revisión bibliográfica de
varios autores y trabajos alusivos al tema de estudio; seguidamente se
procedió a la elaboración de un formato enfocado a registrar el análisis de
fallas por pieza de la caldera; tomando en cuenta los registros de fallas que
de una manera u otra fueron aportados por el Hospital Universitario de
Maracaibo a través de una mesa de trabajo conformada por el personal
técnico de mantenimiento de dicho hospital.
89
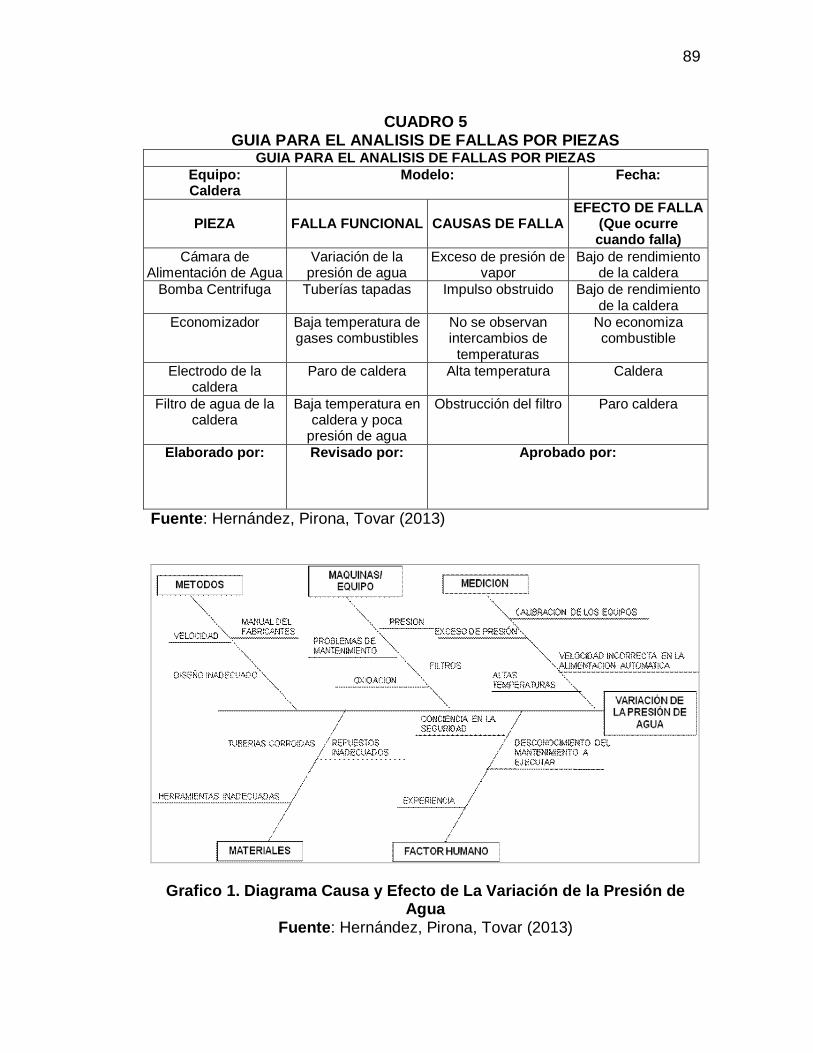
CUADRO 5 GUIA PARA EL ANALISIS DE FALLAS POR PIEZAS
GUIA PARA EL ANALISIS DE FALLAS POR PIEZAS Equipo: Caldera
Modelo:
Fecha:
PIEZA
FALLA FUNCIONAL
CAUSAS DE FALLA
EFECTO DE FALLA (Que ocurre cuando falla)
Cámara de Alimentación de Agua
Variación de la presión de agua
Exceso de presión de vapor
Bajo de rendimiento de la caldera
Bomba Centrifuga Tuberías tapadas Impulso obstruido Bajo de rendimiento de la caldera
Economizador Baja temperatura de gases combustibles
No se observan intercambios de
temperaturas
No economiza combustible
Electrodo de la caldera
Paro de caldera
Alta temperatura Caldera
Filtro de agua de la caldera
Baja temperatura en caldera y poca
presión de agua
Obstrucción del filtro
Paro caldera
Elaborado por:
Revisado por:
Aprobado por:
Fuente: Hernández, Pirona, Tovar (2013)
Grafico 1. Diagrama Causa y Efecto de La Variación de la Presión de Agua
Fuente: Hernández, Pirona, Tovar (2013)

90
Grafico 2. Diagrama Causa y Efecto de Tuberías Tapadas Fuente: Hernández, Pirona, Tovar (2013)
Grafico 3. Diagrama Causa y Efecto de Baja Temperatura de Gases Combustibles
Fuente: Hernández, Pirona, Tovar (2013)

91
Grafico 4. Diagrama Causa y Efecto de Combustión Incompleta
Fuente: Hernández, Pirona, Tovar (2013)
Se realizó un análisis en una mesa de trabajo con el apoyo del personal
técnico y supervisor de mantenimiento del hospital universitario en el cual se
realizaron diagramas causa efecto para determinar las causas de las fallas
de la caldera, haciendo una elección por mayoría de votos de los
participantes para determinar la falla principal y las secundarias.
50%
19%
31%
Corrosion en las tuberias Fugas en las Tuberias
Baja presion del combustible
Grafico 5. Principales Fallas
Fuente: Hernández, Pirona, Tovar (2013)
92
Como se puede observar las principales fallas las cuales se encuentra
reflejadas en la grafica sobresale en primer lugar la corrosión en las tuberías
las cuales ocasionan un gran problema en todo el sistema debido a que
estas arrastran las perdidas por oxidación de las tuberías a lo largo del
sistema lo que genera bajas presiones a la salidas de filtros, por otra parte
tenemos las falla por baja de presión del combustible eso se debe a que la
entrada de combustible está conectada a línea de gas publica la cual
abastece el servicio de gas de cocina residencial y por ende en ciertas horas
del día la presión de la línea principal baja debido al consumo.
La última falla es la de fugas en las tuberías a lo largo del sistema de las
calderas, estas está en varias secciones de la línea de vapor se encuentran
pérdidas debido a los accesorios de la tuberías que se encuentra en mal
estado y allí hay están las fugas causando baja presión y ocasionando una
condición insegura.
FASE II. INSTRUCCIONES TECNICAS Y PROCEDIMIENTO DE
EJECUCION
ELABORACIÓN DE LA FICHA TÉCNICA.
Durante la formulación de un programa de mantenimiento se recopilan
datos técnicos y de operatividad de cada uno de los equipos involucrados,
por ello esimportante organizar toda esa información en fichas técnicas que
sirvan como herramientas de consulta de fácil acceso en cualquier momento.

93
Según Leal y Zambrano (2008) se elaboro un formato, con la finalidad de
recopilar datos técnicos de los equipos, permitiendo establecer registros de
consulta rápida para el personal de mantenimiento, presentando
características funcionales y especificaciones del fabricante.
El formato contiene los siguientes renglones:
Logotipo: logo de identificación de la empresa
Código del formato: identificación del formato
Nombre: nombre del equipo
Código del equipo: identificación del equipo
Clasificación del equipo: Se refiere si el equipo es crítico, semi-crítico, o
no crítico
Marca: nombre o fabricante de la empresa representante del equipo
Serial: identificación numérica o codificación del fabricante
Modelo: características particulares del equipo, que permite diferenciarlo
de otro
Capacidad: medida cuantitativa de potencia
Es importante destacar que algunos equipos no cuentan con placas o
éstas se encuentran deterioradas, en consecuencia para éstos no se pudo
recolectar toda la información que exige el formato. Cada equipo deberá
constar con una carpeta física en la que debe estar la ficha técnica, ésta se
debe elaborar cada vez que un equipo ingrese a las instalaciones de la
empresa. La ficha se encuentra estructurada de una manera sencilla, con
datos y especificaciones técnicas relevantes.

94
CUADRO 6 FORMATO DE FICHA TÉCNICA
HOSPITAL UNIVERSITARIO DE MARACAIBO
FICHA TECNICA FECHA: 13/06/2013 SA-FT-001 Código: SAH-CC-01 Nombre: Caldera
Marca: American of iron Modelo: Acuotubular Serial: --------------
Dimensiones Especificaciones Técnicas
Piezas de recambio
Largo: 3.50m
Ancho: 2.30m
Capacida1000lts
Frecuencia:
60Hz
Nombre
Tipo Numero
Alto: 2.50 m
Peso: ----- KW: 2750
Correa Helicoidal
NKT63
Elementos principales Soplador Armadura Válvulas Bobina Tornillos bases
acople Motor
Carcasa Termómetro Reguladores Bomba Celenoides Manómetros
Equipos complementarios Nombre Potenci
a Modelo Serial Marca Observacione
s Niveladore
s ---------- ----------- ---------- ------ -------------
Cuñas ---------- ------------ ---------- --------- ----------------
Fuente: Hernández, Pirona, Tovar (2013)

95
CONTROL DE TRABAJO
Luego de lograr una clara definición de cuales equipos se involucran en el
programa, se hace necesario establecer una herramienta que facilite el
control de las actividades de mantenimiento a efectuar y que así mismo
alerte sobre alguna anormalidad que pueda alterar sustancialmente la
planificación que se ha realizado, impidiendo obtener los resultados
previstos. Según Sulbaran (1998), el control de trabajo en un programa de
mantenimiento tiene los siguientes objetivos:
Canalizar la demanda de mantenimiento.
Controlar la generación de trabajo.
Establecer criterios de autorización y programación de trabajos basados
en una adecuada planificación, estimación del costo y programación de los
recursos necesarios: mano de obra, material y repuesta, contratos.
Permitir la evaluación jerarquizada del trabajo de mantenimiento
ejecutado.” Cuando se realizan trabajos de mantenimiento que han sido
planificados se define una programación que detalla las actividades a
ejecutar y controlar, es decirincluye:
1. La elaboración de una lista de verificación, donde se pueda recopilar
información básica de los requerimientos de mantenimiento de los equipos
incluidos en el programa. Repuestos estratégicos, entre otros.
2. La simplificación de dicha lista, clasificando las actividades hasta lograr un
número óptimo y una ordenación adecuada de las mismas.
3. La codificación de las actividades a considerar.

96
DISEÑO DE UNA ORDEN DE TRABAJO
Para controlar el trabajo se requiere lograr una conexión entre el proceso
de planificación/ programación y el proceso de ejecución/ control; para ello la
figura de la Orden de Trabajo (ODT) permitirá detallar las necesidades a
cubrir en las diferentes etapas de la ejecución de un trabajo, a fin de evitar la
realización de labores sin importancia, innecesarias o no autorizadas, y para
contar con un registro de la tarea efectuada por máquina. (Duffuaa 1997).
La ODT representa la herramienta escrita en el proceso de control cuyo
objetivo consiste en informar a quien corresponda el trabajo que se debe
realizar y controlar, además es un medio a través del cual se ejecutan cada
uno de los diferentes tipos de trabajo de mantenimiento, permitiendo que el
supervisor de mantenimiento analice y programe el trabajo, proporcione un
medio para revisar los trabajos en lo referente al costo, necesidad y
magnitud, tanto antes como después de haberse realizado.
Las órdenes de trabajo ayudan a la supervisión de operación en la
determinación de la necesidad de trabajo y proporciona a la supervisión de
mantenimiento, los medios para estimar y programar el trabajo, de acuerdo
con los requerimientos de la empresa,
Este documento permitirá la aprobación y control de la ejecución de los
trabajos de mantenimiento a realizar, el cual se emitirá cuando se generen
los reportes de fallas o cuando al equipo corresponda realizarle las
actividades de mantenimiento preventivo. La orden será elaborada por el
97
Planificador de Mantenimiento, posteriormente aprobada por el Jefe de
Mantenimiento y luego por el Supervisor (Mecánico, Eléctrico, Refrigeración,
etc.).
El formato se estructuró de la siguiente forma:
Logotipo: logo de identificación de la empresa
Código del formato: identificación del formato
Tipo de mantenimiento: se refiere si al equipo le realizan mantenimiento
por avería(reparación) o preventivo
Fecha: correspondiente al día, mes y año de la elaboración de la orden de
trabajo
Área: área donde se encuentra el equipo al cual se le realizará actividades
de mantenimiento
Número de la orden: número consecutivo a partir de la primera orden de
mantenimiento
Fecha de culminación: indica el día, mes y año que debe culminar el
trabajo
Código del equipo: identificación del equipo
Asignado a: indica el nombre de la persona responsable de realizar el
trabajo de mantenimiento.
Marca: Nombre o fabricante de la empresa representante del equipo
Duración del trabajo: indica el tiempo real y planificado en que debe
realizarse el trabajo de mantenimiento ( horas/ minutos)

98
Diagnóstico del mantenimiento: se refiere a la opinión realizada por la
persona encargada de llenar la orden de trabajo, referente al estado en el
cual se encuentra el equipo
Descripción del trabajo realizado: se refiere a las actividades de
mantenimiento que han sido ejecutadas en el equipo
Mano de obra: indica la cantidad de mano de obra, clasificación y tiempo
requerido para solventar la falla
Repuestos: cantidad y descripción de las piezas para el trabajo de
mantenimiento
Materiales: cantidad y descripción de los materiales para el trabajo de
mantenimiento
Costos involucrados: costo de mano de obra, repuestos, materiales y
costo total causado por la falla
Observaciones: se refiere a emitir juicios u opiniones sobre el equipo
Elaborado por: se refiere a la persona que elabora la orden de
trabajo
Revisado por: se refiere a la persona que revisa y aprueba la orden de
trabajo.
En la tabla 2 se presenta el formato propuesto para la orden de trabajo, en
el que se indica cada uno de los pasos para registrar la información, así
como los responsables de que éstos se cumplan.

99
ORDEN DE TRABAJO
Tiene una descripción pormenorizada del trabajo que se debe llevar a
cabo, en estos normalmente se identifican cada paso a considerar de la
reparación en cuestión.
CUADRO 7
ORDEN DE TRABAJO
ORDEN DE TRABAJO Código: 0001
Tipo de Mantenimiento Preventivo Correctivo
X
Fecha de emisión:10 /06/2013 Fecha de culminación:10/062013/
Nº de la IT:___0001___
Identificación del equipo Codificación del Equipo: SAH-CC-01 Marca: American of Iron
Asignado a: Mecánicos
Duración del trabajo: 10 Min Planificado: X Real:
Características del mantenimiento Registrar parámetros de la caldera
Recursos empleadospara ejecutar el trabajo de mantenimiento:
Mano de obra Repuestos Materiales Cantida
d Clasificación
: Tiemp
o Cantidad
: Descripció
n: Cantidad
: Descripció
n: 1 M 10min -- --- 1 Formato
Llaves -- -- -- -- -- ----- --------- Costo de mano de obra:
0.78 Bs.F Costo de repuestos:
0 Costos de materiales:
0.16BsF. Costo Total:
0.94BsF. Descripción del trabajo realizado:
Observaciones:
Elaborado por: Revisado por: Fuente: Hernández, Pirona, Tovar (2013)

100
INSTRUCCIONES TÉCNICA
Se elaboró este formato para verificar la condición o estado de los
equipos, de manera que se pueda tener un control de las inspecciones
realizadas, anomalías encontradas y seguimiento del funcionamiento del
equipo.
El formato de lista de verificación se estructuró de la siguiente manera:
Logotipo: logo de identificación de la empresa
Código del formato: identificación del formato
Nombre: nombre del equipo
Código del equipo: identificación del equipo
Marca: nombre o fabricante de la empresa representante del equipo
Serial: identificación numérica o codificación del fabricante
Condición: se refiere al estado en que se encuentra el equipo con respecto
a las actividades de inspección (bueno/malo)
Actividad a realizar: se refiere a las actividades de inspección establecidas
en la planificación.
Período: frecuencia para ejecutar la actividad de inspección
Observaciones: este renglón se utiliza para expresar cualquier comentario
referente al estado en que se encuentra el equipo
Fecha: día, mes y año en que se realizó la verificación
Realizado por: persona que realiza la inspección

101
CUADRO 8 FORMATO DE INSTRUCCIONES TÉCNICAS
INSTRUCCIONES
TECNICAS
CODIGO:
0001
DATOS DEL EQUIPO
EQUIPO CÓDIGO SERIAL MARCA
Caldera SAH-CC-01
ACTIVIDAD A REALIZAR
FRECUENCIA: CONDICIÓN
D S Q M T BUENO MA
LO
Lubricación de Bombas X X
Ajuste a bases motores X X
Remplazo de Fusibles X X
OBSERVACIONES:
FECHA:
13/06/2013
REALIZADO POR: REVISADO POR: APROBADO
POR:
Fuente: Hernández, Pirona, Tovar (2013)

102
CUADRO 9 ÍNDICE DE INSTRUCCIONES TÉCNICAS RUTINARIAS PARA LA
ACTIVIDAD MECÁNICA HOSPITAL UNIVERSITARIO DE MARACAIBO
INDICE DE INSTRUCCIONES TECNICAS
Tipo de Mantenimiento: Rutinario: X Programado:
Tipo de Actividades: M: X L: E: I: G: O:
Pieza Actividades Personal Frecuencia Tiempo (min.)
Ejecución
Cámara de
Alimentación
de Agua
Tratamiento y
Control del
Agua de
Alimentación
Mecánico Cada 5Mes 120
Bomba
Centrifuga
Limpiar
completamente
los conductos
de agua de la
carcasa
Mecánico Cada 1 Mes 60
Economizador Purificar purga
de vapor
Mecánico Cada 2 Meses 150
Electrodo de la
caldera
Remplazo del
electrodo
Mecánico Cada 1 Día 45
Filtro de agua
de la caldera
Limpieza del
filtro
Mecánico Cada 15 Día 30
Fecha: Aprobado por:
Elaborado por: Fecha:
Fuente:Hernández, Pirona, Tovar

103
PROCEDIMIENTOS DE EJECUCIÓN
Una vez diseñados los formatos necesarios para registrar y controlar las
actividades de mantenimiento, se procedió a la elaboración de los
procedimientos de ejecución, el cual constituye un instrumento de gran
utilidad para el personal de mantenimiento, ya que contempla una serie de
pasos que conllevan a un mejor desempeño de la gestión de mantenimiento.
Los procedimientos de ejecución están compuestos por los siguientes
aspectos:
Instrucción técnica: Las acciones de mantenimiento.
Equipo: Nombre del equipo a trabajar.
Codificación del equipo.
Fecha.
N° de control de la ficha técnica
N° de control de procedimiento de ejecución.
Responsabilidad: Personas responsables de cumplir las políticas y pasos
contenidos en el documento
Actividades: pasos a seguir para la ejecución de las actividades de
mantenimiento
Duración: Tiempo en el que se realizo el mantenimiento.
Personal que va a ejecutar el mantenimiento.
Cantidad de personas involucradas en el mantenimiento.
Herramientas y equipos empleados.

104
Repuestos / Materiales.
Documentos de Referencia.
Para la estructuración del manual tomaron en cuenta sugerencias
aportadas por la empresa.
CUADRO 10
PROCEDIMIENTO DE EJECUCION
PROCEDIMIENTO DE EJECUCION
N° DE CONTROL
0001
INSTRUCCIÓN TÉCNICA:0001 N° DE CONTROL – IT:0001
EQUIPO: CALDERA CODIFICACION: SAH-MT-TR-01
N° ACTIVIDADES DURACION 01 Condenar al circuito 1min 02 Medir aislamientos tanto del motor como de
conductores eléctricos. 5min
03 Cerras admisión de gas combustible 3 min 04 Cerrar válvulas de línea de flujo 3 min 05 Despresurizar el sistema 10min
PERSONAL CANT HERRAMIENTAS Y EQUIPOS
CANT REP./MAT DOC. REF.
Eléctrico Mecánico
1 Multímetro, llave combinada, llave de tubo.
1 Tornillos, cableado
----------
OBSERVACIONES: Cumplir Normas de Seguridad.
RESPONSABILIDADES: REVISADO POR: APROBADO POR:
NOMBRE Y APELLIDO: FIRMA: FECHA:
Fuente: Hernández, Pirona, Tovar (2013)

105
Iníciales del departamento
Iníciales de la Ubicación
CODIFICACIÓN DE LOSEQUIPOS
Es importante mencionar que se asignará un código para el
formato que contiene el manual de procedimientos, de manera
que éste se pueda identificar y manejar con mayor facilidad. La
codificación del manual se encuentra estructurada de la siguiente
forma:
LEYENDA DE LA CODIFICACION DE LOS EQUIPOS
XXX - XXX - XXX – XX numero en inventario
Iníciales del componente
Las iníciales del departamento de Servicio Autónomo del Hospital
Universitario de Maracaibo son (SAH).
Las iníciales del nombre del equipo corresponden a la inicial de cada uno
de sus componentes.

106
CUADRO 11 CODIFICACION DE LOS EQUIPOS
CODIFICACION DE EQUIPOS PAG.1
DESCIPCION FECHA N° EQUIPO MARCA/MODELO UBICACIÓN CODIGO
01 Reguladores de gas
Rockwell/052 Reguladores SAH-RG-REG-03
02 Flotador ---------- Válvula, Tanque SAH-FL-TAN-01 03 Válvulas de control
del tanque ASCO/ Stop – Non Retorn
Tanque SAH-VC-TAN-02
04 Visor de vidrio --------------- Tanque SAH-VV-TAN-01 05 Boquillas Greenleaf /Nº5 Sistema de
ignición SAH-BOQ-SI-02
06 Modulo de Ignición Allison/ BT636 Sistema de ignición
SAH-MI-SI-02
07 Bomba de Agua APP25/Centrifuga Línea de Fluido SAH-BA-LF-02 08 Precalentador de
agua Continental/MTX-90-56
Precalentador SAH-PCA-PRC-01
09 Suavizador Micro-T/LI500PS-MT Suavizadores SAH-SDR-SDR-01 10 Filtros mann-hummel/HG-
BFU Suavizador SAH-FT-SDR-02
11 Trampas de Vapor Armstrong/Croept Línea de vapor SAH-TV-LV-04 12 Válvulas de
retención Jenkins/3600-105-97 Línea de fluido SAH-VR-LF-03
13 Válvula globo ASCO/Stop-Non RETORN
Línea de fluido SAH-VG-LF-07
14 Válvula de seguridad
Lonergan/11-W-200 Línea de vapor SAH-VS-LV-01
15 Válvulas solenoide Magnatrol/10M90 Línea de fluido
SAH-VSO-LF-03
16 Válvula de gas Honeywell/VPFF Reguladores SAH-VG-REG-02 17 Visor de Agua ------------- Visor SAH-VA-VIS-01 18 Termómetros Wika/54 Termómetros SAH-T-T-04 19 Manómetro Terrice/2X114” NPT Manómetro SAH-M-M-11 20 Programador Honeywell/7900 Controladores SAH-PGM-CON-01 21 Tarjetas Honeywell/RT150 Controladores SAH-TJT-CON-03 22 Presostatos Honeywell/C645C Controladores SAH-PTT-CON-03 23 Controladores de
nivel de agua Macdonell&Miller / RLM-157
Controladores SAH-CNA-CON-02
24 Motores de Bombas
Siemens/ autosebante 6.6HP
Línea de Fluidos SAH-MB-LF-02
25 Motor de Soplador AVNT/132 Soplador SAH-MS-S-01 26 Soplador ------------- Soplador SAH-S-S-01 27 Caldera American of Iron Caldera SAH-CC-01 Fuente: Hernández, Pirona, Tovar (2013)

107
CUADRO 12 FICHA TÉCNICA DE LOS EQUIPOS
COMPONENTE BOQUILLA Marca Greenleaf Modelo Nº5
Capacidad 26gph Temperatura máxima 400ºC
Diametro 20mm Orificio de salida ½”
COMPONENTE PRECALENTADOR Marca Continental Modelo MTX-90-56 Peso 128 kg
Capacidad 150 lts Consumo 80 watts
COMPONENTE SUAVIZADOR Marca Micro-T Modelo L1500PS-MT
Dimisiones 90 cm x 160cm Sal 25 Kg
Capacidad 12000lbs/pie3 COMPONENTE TRAMPA DE VAPOR
Marca Armstrong Modelo CROEPT
Dirección Vertical Capacidad 20000Lbs
Presión máxima 200Psi Temperatura máxima 450 ºF
COMPONENTE VALVULA DE RETENCION Marca Jenkins Modelo 3600-105-97 Presión 200Psi
Diámetro 6” COMPONENTE
VALVULA GLOBO Marca Asco Modelo Stop-Non/Retorn
Presión Máxima 250Psi Diámetro 4”
COMPONENTE VALVULA DE SEGURIDAD
Marca Lonergan Modelo 11-W-200 Tamaño 3”
Capacidad 1490lbs/hr Presión 200 Psi

108
Cuadro 12 (Cont…)
COMPONENTE VALVULA SOLENOIDE Marca Magnatrol Modelo 10M90
Diámetro 1/2” Temperatura Máxima 400ºF
Presión Máxima 200Psi Vatios 220v
Corriente 20 watt COMPONENTE VALVULA DE GAS
Marca Honeywell Modelo VPFF
Diámetro 3/8” x ½” Conexión 4”
Presión de Trabajo 5 Psi COMPONENTE VALVULA DE CONTROL
Marca Asco Modelo Stop-Non/Retorn
Presión Máxima 200Psi Diámetro 4”
COMPONENTE PROGRAMADOR Marca Honeywell Modelo 7900
Voltaje y Frecuencia 220VCA, 60Hz Disipación 0 a 10 W
Carga Máxima 2000VA Fusibles 0 a 20A
Temperatura de operación 0 a 150 ºF Vibración 1 G
COMPONENTE TARJETAS Marca Honeywell Modelo RT7830
Almacenamiento de voltaje 120Vca Sensor de llama 70- 220Va
COMPONENTE PRESOSTATOS Marca Honeywell Modelo C645C
Presión Máxima 6 Bar Presión Mínima 0.8 Bar
Diferencial Ajustable 0.75 Bar Carga Admisible 15 Amp

109
Cuadro 12 (Cont…)
COMPONENTE CONTROLADORES DE NIVEL Marca Macdonell& Miller Modelo RLM-157 Tensión 17Vca y 220Vca
Sensibilidad 0 a 10KOHM Distancia 0.60m a 2.30m
COMPONENTE REGULADOR DE GAS (MOTORREDUCTORES 3 HP) Marca Rockwell Modelo 052
Presión Máxima 250 Psi Presión de Entrada 123 Psi Presión de Salida 10 Psi
COMPONENTE MOTORES DE BOMBA (AUTOSEBANTENTE 6.6HP) Marca Siemens Modelo Autosebante 6.6HP Peso 45Kg
Frecuencia 60Hz Vatios 220v
COMPONENTE MOTOR DE TURBINA Marca AVNT Modelo 132 Trifasico (15HP)
Corriente 1.0KW Frecuencia 60Hz
COMPONENTE MANOMETRO Marca Terrice Modelo 2X114” NPT
Conexión Bronce ¼ NPT Dimensión 2”
Rango 210 Kg/cm2
COMPONENTE TERMOMETRO Marca WIKA Modelo 54
Diámetro 160mm Presión admisible 25 Bar
Temperatura Máxima 160ºC COMPONENTE MODULO DE IGNICION
Marca Allison Modelos BT636
Frecuencia 60Hz Voltaje 120 V
COMPONENTE BOMBA DE AGUA Bomba APP 2.5
Revoluciones 1500Rpm Permebilidad 0.35
Descarga 4” COMPONENTE FILTROS
Marca mann-hummel Tipo HG y BFU Fuente: Hernández, Pirona, Tovar (2013)
110
HISTORIAL DE FALLA
El objeto de un programa efectivo de mantenimiento es la reducción de los
costos una forma de controlar los mismo es llevando una historia o registro a
los equipos de la planta.
Este debe contener en primer lugar, la relación de las reparaciones, la
relación de las reparaciones y el mantenimiento preventivo a cada maquina,
tipo de falla y su costo.
Estos datos permiten conocer el funcionamiento de cada equipo, se puede
saber cuándo comprar una maquina debido al deterioro de su condición
actual.
Igualmente puede detectarse que averías se repiten o si hay reparaciones
frecuentes debido a la misma causa.

111
CUADRO 13 HISTORIAL DE FALLAS
1. Empresa Modelo 2. Hoja de Vida
3. Numero: 4.- Código del Objeto:
5. Fecha:
6. Fech
a
7. Tipo de mantenimie
nto
8. Tipo de
Actividad
9. Tipo de
Parada
10. Mano de Obra 11. Material, repuesto, equipo, instrumento
10.1. Código
10.2. Cantidad
10.3. Tiempo
10.4. Costos
11.1. Código
11.2. Cantidad
11.3. Tiempo
11.4. Costos
12. Elaborado por: 14. Aprobado por: 13. Fecha: 15. Fecha: Fuente: Hernandez, Pirona, Tovar (2013)
111

112
1.- Nombre y Logotipo de la empresa
2.- Titulo de la Planilla, para este caso “hoja de vida”.
3.- Numero: que se le da a cada hoja de vida del objeto a mantener.
4.- Código del objeto: Definido anteriormente.
5.- Fecha: En la cual se empezó a llenar la ficha de hoja de vida.
6.- Fecha: En la que se ejecuta una determinada acción de mantenimiento al
objeto.
7.- Tipo de Mantenimiento: Realizado al objeto (programado, averías).
8.- Tipo de Actividad: Realizada al objeto (eléctrica, mecánica, instrumentista,
lubricación, otros).).
9.- Tipos de paradas: Que tuvo el objeto (programada y no programada.
10.- Mano de Obra: Información con respecto a este renglón.
10.1.- Código: Del personal utilizado.
10.2.- Cantidad: Numero de persona utilizada para la realización de la
acción de mantenimiento.
10.3.- Tiempo: horas hombres utilizadas para ejecutar el mantenimiento.
10.4.- Costos: En los que se incurrió por la utilización del personal.
11.- Recursos: Empleados para la realización de la reparación.
11.1.- Código: El recurso utilizado para la realización de la acción de
mantenimiento.
11.2.- Cantidad: Emplea para la ejecución de la reparación.
11.3.- Costos: En lo que se incurrió por la utilización de los materiales,
repuestos, equipos, herramientas e instrumentos.

113
12.- Elaborado por: Persona(s) encargada de la recaudación de la
información necesaria para el llenado de la planilla,
13.- Fecha: De la realización de la ficha técnica.
14: Aprobado por: Persona encargada de la revisión de la información
contenida en la planilla que tiene la potestad de aprobarla o rechazarla.
15.- Fecha en que se realizo tal revisión.
PLANIFICACION DE MANTENIMIENTO PREVENTIVO
Antes de emprender un programa de mantenimiento preventivo es
indispensable, según lo expresa Newbrough, (2002, p.44) trazar un plan
general y despertar el interés de quienes participen en el mismo, e inclusive
de quienes le sean ajenos. Ya que el mantenimiento preventivo por ser una
forma de mantenimiento programado exige un mínimo de información para
cada máquina, referida a la literatura técnica, instrucciones de fabricantes,
condiciones del funcionamiento del equipo (carga de trabajo, humedad,
polvo, historial de vida y rutinas de trabajo).
Al respecto, Perozo (2004, p.65) refiere que la planificación del
mantenimiento preventivo está dirigida principalmente a máquinas clave en el
proceso de producción, aquellas que tengan un costo de paradas elevado y/o
aquellas cuya avería ponga en riesgo la integridad física del personal o la
seguridad de las instalaciones. Es decir, a las maquinarias que más se
averían pues con la planificación del mantenimiento preventivo se puede
predecir la presencia de las fallas.

114
En cuanto a la planificación del mantenimiento, en virtud de que la
empresa no posee formato para realizar un plan de mantenimiento
preventivo. Se presenta a continuación un formato preestablecido por los
autores antes mencionados.

115
CUADRO 14 PLANIFICACION DEL MANTENIMIENTO PREVENTIVO
HOSPITAL UNIVERSITARIO DE MARACAIBO
Planificación Del Mantenimiento Preventivo Código: Sa-Pmp-001
Nº Código (1)
Personal (2)
Estado (3)
Actividad (4)
Frecuencia (5)
Tiempo De Ejecución (6)
DISPONIBLE STOP
01
02
03 04 05 Observaciones. (7)
Fecha (8)
Realizado (9)
Revisado (10)
Aprobado (11)
FUENTE: Hernández, Pirona, Tovar (2013)
115

116
(1) CODIGO: Allí ira la codificación del componente al que se planificara el
mantenimiento.
(2) PERSONAL: Se refiere al personal especializado que estará
involucrado en el mantenimiento a realizar.
(3) ESTADO: Se colocara el estado o situación en la que se encuentra el
equipo o componente ya sea disponible o en stop (Pare).
(4) ACTIVIDAD: Actividad planificada de mantenimiento que se
realizara.
(5) FREUENCIA: Se especificara que tan seguido habrá que realizarse la
misma actividad de mantenimiento puede ser colocado en horas, días,
semanas, meses.
(6) TIEMPO DE EJECUCION: Tiempo estándar en que se realiza la
actividad.
(7) OBSERVACIONES: Se anexara un nota o soporte para respaldar el
avance o detalles del mantenimiento aplicado.
(8) FECHA. Fecha de elaboración del formato.
(9) REALIZADO: Persona que elaboro el formato y realiza la propuesta a
sus superiores.
(10) REVISADO: Persona especializada en el área que certifica el diseño
del formato y la correcta aplicabilidad a los componentes.
(11) APROBADO: Persona de alta jerarquía que aprueba el uso de este
formato dentro de las instalaciones de la empresa.

117
FASE III: CLASIFICACIÓN DE LOS EQUIPOS
Mediante la información obtenida de la entrevista para definir la criticidad
de los equipos, se realizó la clasificación correspondiente a cada equipo
existente en la planta, así como también se evaluó el proceso productivo,
separándose el mismo en equipos críticos, equipos semi-críticos y equipos
no críticos.
A continuación se presenta el siguiente cuadro con la entrevista realizada
tomando en cuenta los siguientes términos suministrados por el autor Alberto
Perozo.
EQUIPO CRITICO: Son aquellos equipos que intervienen directamente en
el proceso de una planta, y no se pueden sustituir por uno en reserva, por lo
tanto, inciden en la producción de la planta
SEMI-CRÍTICO: Son aquellos que pueden o no intervenir en el proceso de
una planta y pueden sustituirse por uno en reserva temporalmente mientras
se repara el desperfecto en el mismo. La falla de uno de estos equipos no
afecta inmediatamente al proceso de producción, pero podría hacerlo a largo
plazo
NO-CRÍTICO: Son aquellos equipos que no intervienen directamente en el
proceso de una planta y al ponerlos fuera de servicio no inciden en la
producción de la misma.

118
CUADRO 15 CLASIFICACIÓN DE LOS EQUIPOS DE ACUERDO A SU GRADO DE
CRITICIDAD Nº
PIEZA NOMBRE CLASIFICACION
Justificación Critico Semi-critico
No-critico
1
Hogar de la
Caldera
X
Se considera crítico porque es donde se produce la combustión para originar el vapor.
2
Emparrillado
X
Se considera crítico porque sirve de soporte al combustible sólido Y permite el paso del Aire primario que sirve para que se produzca la combustión.
3
Economizador
X
Se considera criticopor que su principal objetivo es por intercambio de temperatura entre los gases de combustión y el agua de caldera se le baja temperatura a los gases de combustión
4
Caja de Humo
X
Se considera semi-critico porque en él se juntan los humos y gases después de haber entregado su calor y antes de salir por la chimenea.
5
Conductos de Humos
X
Se considera critico porque es por donde circulan los gases calientes y humos que se han producido en la combustión
6
Templador
X
Se considera semi-critico porque es una puerta metálica que puede sustituirse, instalada en el conducto de humo que comunica con la chimenea o bien en la chimenea misma
7
Cenicero
X
Se considera no-critico porque no interviene en el proceso. Tiene como función principal recibir las cenizas que caen de la parrilla
Fuente: Hernández, Pirona, Tovar(2013)

119
La realización de dicha clasificación determinó que el hogar de la caldera,
el emparrillado, el economizador y los conductos de humos son equipos
críticos para la caldera, ya que los mismos cumplen y realizan las funciones
principales dentro del proceso productivo de la caldera y sin el
funcionamiento de una de ellas el sistema se detendría automáticamente en
el área en que este desempeñe su función.
Por otra parte la caja de humo y el templador sonsemi-criticos ya que el
templador tiene como objeto dar mayor o menor paso a la salida de los
gases y humos de la combustión y la caja de humo los junta después de
haber entregado su calor si alguno de los dos no cumplen con su función o
fallan durante el proceso productivo asegurando de esta manera el buen
funcionamiento del proceso.
FASE IV. PASOS RECOMENDADOS PARA APLICAR UN PLAN DE
MANTENIMIENTO ÓPTIMO A LAS CALDERAS DEL S.A.H.U.M.
En esta última fase se mencionan las actividades a seguir para iniciar un
plan de mantenimiento preventivo; para esto fue indispensable contar con la
descripción detallada de cada labor a ejecutar, razón por la cual se diseñaron
formatos donde se recopiló la información concerniente a la codificación de
los equipos, ficha técnica, procedimientos de ejecución. Esta información se
basó en la experiencia de los obreros de mantenimiento del S.A.H.U.M.
Por otra parte, se elaboró un listado de los equipos donde se presentan
las especificaciones técnicas obtenidas de la investigación, las cuales se
registraron en un formato (Ver cuadro 11) que contienen los siguientes ítems:

120
CODIGO DEL SISTEMA
DESCRIPCION COMPONENTE
MARCA
UBICACIÓN
Para realizar codificación de los equipos, es necesario realizar un
inventario en las aéreas de la estación, conociendo así los equipos con los
que se cuentan para realizar las operaciones, lo cual fortalece las bases para
un mantenimiento eficiente. Como resultado se ejecuta un sistema de
codificación de manera que se pueda identificar de forma sencilla y rápida los
equipos existentes en la estación.
Para la codificación de los equipos se diseñó un código funcional para
cada uno de ellos, se estructura basándose en once (11) caracteres
alfanuméricos, con el propósito de facilitar la identificación y ubicación de los
equipos.
Las iniciales del nombre del equipo corresponden a la inicial de cada uno
de sus componentes.
Donde la descripción funcional se refiere al tipo de componente, siendo
una abreviación de su nombre, esto con el fin de facilitar su ubicación y
búsqueda en las áreas donde se lleva a cabo el proceso. El número
consecutivo del equipo representa el número asignado a cada equipo y está
representado por dos (2) dígitos que indican el inventario físico de cada
componente.

121
Las instrucciones técnicas, son las acciones o actividades de
mantenimiento a ejecutar sobre cada objeto registrado en las fichas técnicas
(Ver cuadro 8 y 9). En líneas generales, cada instrucción técnica debe incluir:
datos del equipo, numeración secuencia de control para cada instrucción,
descripción general de la actividad a realizar, frecuencia y duración de la
actividad, acondicionamiento del sitio.
La ficha técnica, son los datos técnicos de operación de cada equipo o
componente involucrados, generando así una herramienta de consulta sobre
estos equipos, para ello la utilización del formato (Ver cuadro 6).