unidad profesional interdisciplinaria de …148.204.210.201/tesis/1472227447887diseodeuns.pdf ·...
TRANSCRIPT
INSTITUTO POLITÉCNICO NACIONAL
UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA Y CIENCIAS
SOCIALES Y ADMINISTRATIVAS
SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
“DISEÑO DE UN SISTEMA DE SEGURIDAD INDUSTRIAL EN UNA
SUBESTACIÓN ELÉCTRICA DE LA CFE EN LA CIUDAD DE LOS
MOCHIS, SINALOA”
T E S I S
QUE PARA OBTENER EL GRADO DE:
MAESTRO EN INGENIERÍA INDUSTRIAL
PRESENTA:
ING. DANAE GRACIELA LÓPEZ VERDUGO
DIRECTOR:
DR. JUVENAL MENDOZA VALENCIA
MÉXICO, D.F. JUNIO DEL 2016
II
FORMATO SIP 14
III
IV
DEDICATORIA
Dedico este trabajo principalmente a Dios, por darme la vida y permitirme llegar hasta
este momento tan importante en mi formación profesional.
A mi madre, por darme las armas necesarias para ser buena estudiante, por inculcarme
valores, por regalarme sonrisas y esperanza en los días buenos y no tan buenos, y por
impulsarme para siempre salir adelante, y por enseñarme a nunca rendirme ante nada y
a siempre luchar por mis sueños.
A mi padre, por su amor incondicional y por hacer hasta lo imposible por siempre darnos a
mi hermano y a mí la educación que necesitamos. Valoro todo tu esfuerzo.
A mi hermano, porque lo amo con todo mi corazón y es un ser maravilloso que siempre
está apoyándome incondicionalmente.
A mi ñamá, porque es mi segunda madre, siempre me ha formado con buenos
sentimientos, hábitos y valores, que me han permitido ser lo que soy ahora.
A mi abuela Susana, mi abuelo Raúl y mi ñapá que desde el cielo me guían, me cuidan, y
sé que hoy ellos están compartiendo conmigo la alegría de éste momento.
A mi compañera de maestría y amiga incondicional Lupita, por ser mi compañera de
clase, de aventuras, de locuras, de experiencias, por arriesgarse a conocer el mundo
conmigo, por compartirme su sabiduría y por enseñarme cosas que hoy me hacen ser una
mejor persona.
A mi amigo Eleazar, por todo su esfuerzo para vivir un momento como éste, aunque la
vida no se lo permitió, yo me esforcé aún más para lograr esta meta por él y por mí. Sé
que desde el cielo estarás realmente feliz.
Danae Graciela López Verdugo
V
AGRADECIMIENTOS
Al escribir estas líneas siento un profundo sentimiento, porque sé, que después de un
largo recorrido en la realización de mi maestría, hoy estoy a solo un paso de terminar esta
etapa en mi vida, en la cual he estado acompañada de grandes personas que me han
apoyado para que esto resulte de la mejor manera.
Primeramente quiero agradecer a Dios, por regalarme vida para poder realizar mi
maestría, por darme fuerza, perseverancia, constancia, responsabilidad y dedicación para
llevar a cabo el proyecto.
Agradezco con todo mi amor a mis padres, porque ellos siempre han sido mi motor,
porque a ellos les debo además de la vida, todo lo que soy ahora. No terminaría de
escribirles a las personas que más amo, ni siquiera en todas las hojas de mi tesis, en
pocas palabras gracias padres por su amor infinito, por su esfuerzo para siempre darme lo
mejor, por su apoyo incondicional, por inculcarme valores, por darme educación, por
regalarme bonitos sentimientos y por siempre estar ahí, para mí. Gracias por regalarme
desde antes de nacer su corazón.
A mi hermano, porque siempre me apoya, porque con su esfuerzo me demuestra que
todo es posible en la vida, y porque siempre tendrá todo mi apoyo y amor.
A mi familia, por siempre darme amor y por apoyarme en todo momento.
A mi amiga Lupita, por compartir su conocimiento conmigo, por acompañarme a lo largo
de esta etapa y por su valiosa ayuda para realizar mi tesis.
Al Dr. Juvenal Mendoza Valencia, director de tesis, por su apoyo incondicional en este
transcurso, por su valiosa guía y asesoramiento para la realización de la misma.
Al Dr. César García Hernández, por aceptarme para colaborar con él, por guiarme y por
toda la colaboración brindada para la elaboración de éste proyecto.
A mis profesores de maestría, por darme el aprendizaje que me permitió hacer mi tesis de
la mejor manera.
Finalmente, agradezco a todas las personas que me apoyaron para que hiciera posible
este proyecto y que se alegran del que hoy esté finalizando esta etapa en mi vida
Con amor…
Danae Graciela López Verdugo
VI
RESUMEN
La presente investigación científica está basada en el diseño de un sistema de seguridad
industrial para una subestación eléctrica en la empresa CFE Zona de Transmisión Los
Mochis. Tiene como finalidad minimizar los riesgos a los que los trabajadores se exponen,
cuidar su seguridad, prevenirlos de accidentes y enfermedades laborales y aumentar la
productividad de la empresa. Para el desarrollo del trabajo se utilizó la Ley del Instituto
Mexicano del Seguro Social, el Reglamento General de Seguridad e Higiene en el
Trabajo, las Normas Oficiales Mexicanas y las Normas OHSAS 18001.
Primeramente se diagnosticó la situación actual de la empresa, realizando un caso de
estudio en el departamento de subestaciones de CFE Zona de Transmisión Los Mochis,
se hizo una descripción de los departamentos y puestos que lo conforman, enfocando la
investigación al departamento de Subestaciones. Se analizó el historial de los accidentes,
enfermedades de trabajo y defunciones que se han presentado a lo largo de la historia de
la empresa. Se determinaron los trabajos de alto riesgo a los que se exponen los
empleados. Para el análisis de los riesgos, se aplicó la metodología HAZOP. En base a la
información obtenida en CFE zona de transmisión Los Mochis, de acuerdo al reporte
nacional de CFE en el año 2011, se determinaron los índices de frecuencia,
accidentalidad y gravedad en el trabajo. Se describió el Sistema de Seguridad industrial
actual utilizado en CFE a nivel nacional. Por último, se diseñó una propuesta de un nuevo
Sistema de Seguridad Industrial.
VII
ABSTRACT
This scientific research is based on the design of an industrial safety system for an electric
substation in the company CFE Transmission Zone Los Mochis. It is aims to minimize the
risks, to which workers are exposed, take care of their safety, prevent accidents and
occupational diseases and increase business productivity. This research was developed
with the use of the Mexican Social Security Law, the General Regulations on Safety and
Health at work and the Mexican Official Standards and OHSAS 18001 specifications.
First , the current situation of the company was diagnosed, making a case study in the
department of substations CFE Transmission Zone Los Mochis, it was making a
description of departments and positions that integrate it, focusing this research to
substations department. Record of accidents, occupational diseases and deaths that have
occurred throughout the history of the company were analyzed. High-risk jobs to which
employees are exposed were determined. For the analysis of risks, was applied HAZOP
methodology. Based on the information obtained from CFE Transmission Zone Los
Mochis, according to the national report CFE in 2011, rates of frequency and severity of
accidents at work were determined. The national system of industrial safety used currently
on CFE was described. Finally, a plan design was proposed for a new safety industrial
system.
Keywords: Safety, security, risks, accidents, work, employees, electricity.
VIII
ÍNDICE DE CONTENIDO
FORMATO SIP 14 ............................................................................................................... II
CARTA DE CESIÓN DE DERECHOS ............................................................................... III
DEDICATORIA .................................................................................................................. IV
AGRADECIMIENTOS ........................................................................................................ V
RESUMEN ......................................................................................................................... VI
ABSTRACT ...................................................................................................................... VII
ÍNDICE DE CONTENIDO ................................................................................................ VIII
ÍNDICE DE TABLAS ....................................................................................................... XIII
ÍNDICE DE GRÁFICOS ................................................................................................... XIV
ÍNDICE DE FIGURAS ....................................................................................................... XV
INTRODUCCIÓN ................................................................................................................. 1
JUSTIFICACIÓN ................................................................................................................. 3
OBJETIVOS Y PLANTEAMIENTO DEL PROBLEMA ....................................................... 4
Objetivo general ................................................................................................................. 4
Objetivos específicos ........................................................................................................ 4
Planteamiento del problema ............................................................................................. 4
Preguntas de investigación .............................................................................................. 5
Alcances y limitaciones del estudio................................................................................. 5
Contexto de la investigación ............................................................................................ 5
CAPÍTULO 1 MARCO TEÓRICO ....................................................................................... 6
1.1. Introducción. ............................................................................................................... 6
1.2.Antecedentes Históricos de la Seguridad Industrial. ............................................... 6
1.3.Antecedentes Históricos de la Seguridad e Higiene Industrial en México. ............ 7
1.4.Conceptos básicos generales. ................................................................................... 8
1.4.1. Seguridad industrial. ............................................................................................... 8
1.4.2. Higiene Industrial. .................................................................................................... 8
1.4.3.Seguridad e Higiene Industrial. ............................................................................... 9
IX
1.4.3.1.Objetivo de la seguridad e higiene industrial. ..................................................... 9
1.4.3.2. Ventajas de la seguridad e higiene industrial. ................................................... 9
1.4.4. Riesgos de trabajo. ............................................................................................... 10
1.4.4.1.Riesgos Eléctricos. .............................................................................................. 11
1.4.4.2. Prevención y protección de riesgos eléctricos. ............................................... 11
1.4.4.3. Primeros auxilios en caso de accidente eléctrico. .......................................... 12
1.4.5. Incidente. ................................................................................................................ 13
1.4.6. Accidente. ............................................................................................................... 13
1.4.6.1. Causas de accidentes. ....................................................................................... 13
1.4.6.2. Clasificación de accidentes. .............................................................................. 15
1.4.6.3. Costos de los accidentes de trabajo. ................................................................ 16
1.4.7. Acción Correctiva. ................................................................................................. 17
1.4.8. Acción preventiva. ................................................................................................. 17
1.4.9. Condición insegura. .............................................................................................. 18
1.4.10. Acto inseguro. ...................................................................................................... 18
1.4.11. Enfermedad de trabajo. ....................................................................................... 18
1.4.11.1.Clasificación de enfermedades de trabajo. ..................................................... 18
1.4.12. Incapacidad. ......................................................................................................... 19
1.4.13. Indemnización. ..................................................................................................... 19
1.5. Controles de seguridad industrial. .......................................................................... 20
1.6. Seguridad Industrial en instalaciones eléctricas. .................................................. 20
1.6.1. Seguridad de servicio. ........................................................................................... 21
1.6.2. Tipos de fallas eléctricas. ..................................................................................... 21
1.6.2.1. Sobrecarga. ......................................................................................................... 21
1.6.2.2. Cortocircuito. ...................................................................................................... 21
1.6.2.3. Falla de aislación. ............................................................................................... 24
1.6.3. Elementos de protección. ..................................................................................... 24
1.6.3.1. Protecciones eléctricas. ..................................................................................... 24
X
1.6.3.2. Características operativas de una instalación eléctrica. ................................. 24
1.6.3.3. Protección contra fallas. .................................................................................... 26
1.6.3.3.1. Fusibles. ........................................................................................................... 26
1.6.3.3.2. Disyuntores magnetotérmicos. ...................................................................... 29
1.6.3.3.3. Interruptor diferencial. ..................................................................................... 33
1.6.3.3.4. Relé térmico. .................................................................................................... 34
1.6.3.4.5. Equipo de protección personal y materiales de protección aislante
necesarios para realizar actividades de mantenimiento en instalaciones eléctricas…
........................................................................................................................................... 36
1.6.4. LOCK OUT/TAG OUT. ............................................................................................ 37
1.7. Tareas críticas. .......................................................................................................... 38
1.8. La ergonomía en el lugar de trabajo. ...................................................................... 41
1.8.1. Definición de Ergonomía. ...................................................................................... 41
1.8.2. Agentes físicos que se presentan en el lugar de trabajo. .................................. 41
1.8.3. El ambiente de trabajo. .......................................................................................... 42
1.8.4. La temperatura. ...................................................................................................... 42
1.8.5. La ventilación. ........................................................................................................ 44
1.8.6. La calefacción. ....................................................................................................... 44
1.8.7. El ruido. .................................................................................................................. 45
1.8.8. Vibraciones. ........................................................................................................... 45
1.8.9. Iluminación. ............................................................................................................ 45
1.9. Marco legal de la seguridad e higiene en el trabajo. ............................................. 46
1.9.1. Constitución Política de los Estados Unidos Mexicanos. .................................. 46
1.9.2. Secretaría del Trabajo y Previsión Social (STPS). .............................................. 47
1.9.3. Ley Federal del Trabajo. ........................................................................................ 47
1.9.4. Reglamento Federal de Seguridad, Higiene y Medio Ambiente de trabajo. ..... 48
1.9.4.1. Condiciones de seguridad en instalaciones eléctricas. .................................. 48
1.9.5. Ley del Seguro Social. ........................................................................................... 49
XI
1.9.6. Administración de Seguridad y Salud Ocupacional (OHSA). ............................ 49
1.9.6.1. Historia y misión de la OSHA. ............................................................................ 49
1.9.6.2. Funciones de la OSHA. ...................................................................................... 51
1.9.6.3. Objetivos logrados por la OSHA. ...................................................................... 51
1.9.6.4. Normas de la OSHA. ........................................................................................... 52
1.9.7. Organización Internacional del Trabajo (OIT). ..................................................... 52
1.9.7.1. La Organización Internacional del Trabajo (OIT) y la seguridad y salud en el
trabajo. .............................................................................................................................. 53
CAPÍTULO 2. CASO DE ESTUDIO DE CFE “ZONA DE TRANSMISIÓN LOS MOCHIS”
........................................................................................................................................... 55
2.1. Datos generales y antecedentes de la empresa..................................................... 55
2.1.1. Objetivo de CFE. .................................................................................................... 55
2.1.2. Misión y visión. ................................................................................................... 55
2.1.3. Antecedentes de la empresa. ............................................................................ 56
2.2. Descripción del proceso de CFE en Zona Los Mochis. ......................................... 60
2.2.1.Descripción del departamento de Subestaciones en Zona de Transmisión Los
Mochis. ............................................................................................................................. 61
2.3. Estructura organizacional. ....................................................................................... 62
2.3.1.Descripción de puestos en el departamento de subestaciones. ........................ 63
2.4. Diagnóstico situacional de CFE zona de transmisión Los Mochis realizado en el
departamento de subestaciones. ................................................................................... 63
2.4.1. Daños a la salud. .................................................................................................... 64
2.4.2. Identificación de riesgos. ...................................................................................... 69
2.4.3. Análisis de riesgos. ............................................................................................... 72
2.4.3.1. Definición del problema. ................................................................................. 73
2.4.3.2. Preparación de la información. ...................................................................... 74
2.4.3.3. Análisis. ............................................................................................................ 75
2.4.3.4. Documentación y seguimiento. ..................................................................... 80
2.4.4. Accidentes Laborales Seguridad en el Trabajo. ................................................. 81
XII
2.5. Sistema de Seguridad industrial actual utilizado en CFE a nivel nacional. ......... 83
2.5.1. Reglamento de Seguridad e Higiene Transmisión Capítulo 800. ...................... 83
2.5.2. Equipo de protección personal utilizado en CFE actualmente. ......................... 83
2.5.3. Supervisiones. ....................................................................................................... 85
2.5.4. Capacitaciones....................................................................................................... 85
2.5.5. Pláticas semanales. ............................................................................................... 87
2.5.6. Suspensión de labores. ......................................................................................... 87
2.5.7. Evaluación de la normatividad en Seguridad y Salud en el Trabajo para el
proceso de transmisión. ................................................................................................. 87
CAPÍTULO 3. DISEÑO DE UN SISTEMA DE SEGURIDAD INDUSTRIAL PARA CFE
ZONA DE TRANSMISIÓN LOS MOCHIS. ........................................................................ 90
3.1. Diseño de un sistema de seguridad industrial para CFE zona de transmisión
Los Mochis. ...................................................................................................................... 90
3.1.1. Estructura del sistema de seguridad industrial de CFE Zona de transmisión
Los Mochis. ...................................................................................................................... 91
3.2. Propuesta de sistema de seguridad industrial en CFE Zona de Transmisión
Los Mochis, en el departamento de subestaciones. .................................................... 93
3.2.1. Uso del programa de seguridad SafeStart® ..................................................... 93
3.2.2. Propuesta de equipo de protección personal. ................................................. 96
CONCLUSIONES .............................................................................................................. 98
REFERENCIAS ............................................................................................................... 102
ANEXO 1 ......................................................................................................................... 111
ANEXO 2 ......................................................................................................................... 113
XIII
ÍNDICE DE TABLAS
Tabla 1.7.1. Tabla de repetitividad .................................................................................. 40
Tabla 1.8.1. Datos relativos a la temperatura y ventilación .......................................... 43
Tabla 2.1. Reporte de accidente en CFE zona de Transmisión Los Mochis ............... 64
Tabla 2.2. Reporte de accidente en CFE zona de Transmisión Los Mochis ............... 65
Tabla 2.3. Reporte de accidente en CFE zona de Transmisión Los Mochis ............... 66
Tabla 2.4. Reporte de accidente en CFE zona de Transmisión Los Mochis ............... 67
Tabla 2.5. Peligros a los que se exponen los trabajadores .......................................... 69
Tabla 2.6. Trabajos con alto grado de riesgo ................................................................ 71
Tabla 2.7. Análisis de la admón. del depto. de subestaciones
de CFE Zona de Transmisión Los Mochis ................................................... 77
Tabla 2.8. Análisis de supervisión y control del depto. de subestaciones
de CFE Zona de Transmisión Los Mochis .................................................... 77
Tabla 2.9. Análisis del personal operativo del departamento
de subestaciones de CFE Zona de Transmisión Los Mochis ..................... 79
Tabla 2.10. EPP usado actualmente en CFE y sus costos ........................................... 84
Tabla 3.1. EPP recomendado para CFE Zona de Transmisión Los Mochis ................ 96
XIV
ÍNDICE DE GRÁFICOS
Gráfico 2.1. Historial de accidentes de CFE Zona de Transmisión Los Mochis ........ 68
Gráfico 2.2. Porcentaje de accidentes por departamento ............................................ 68
Gráfico 2.3. Índice de frecuencia de accidentes ........................................................... 82
Gráfico 2.4. Índice de accidentes ................................................................................... 82
Gráfico 2.5. Índice de gravedad de accidentes ............................................................. 83
XV
ÍNDICE DE FIGURAS
Fig. 1.6.1. Cortocircuito Trifásico ................................................................................... 22 Fig. 1.6.2. Cortocircuito bifásico aislado ....................................................................... 22
Fig. 1.6.3. Cortocircuito bifásico a tierra ........................................................................ 23
Fig. 1.6.4. Cortocircuito fase-tierra ................................................................................. 23
Fig. 1.6.5. Fusibles para diversos tipos de aplicaciones .............................................. 26
Fig. 1.6.6. Disyuntor de 3 polos ...................................................................................... 29
Fig. 1.6.7. Curvas características de disparo ................................................................ 30
Fig. 1.6.8. Selectividad Amperimétrica ........................................................................... 31
Fig. 1.6.9. Selectividad Cronométrica ............................................................................ 31
Fig. 1.6.10. Operación del motor bajo falla monofásica ............................................... 32
Fig. 1.6.11. Esquema interno de un interruptor diferencial .......................................... 34
Fig. 1.6.12. Relé térmico .................................................................................................. 34
Fig. 1.6.13. Curvas de las clases de Relé térmico ......................................................... 36
Figura 1.8.1. Curvas de Confort ...................................................................................... 43
Figura 2.1. Proceso de CFE en la ciudad de Los Mochis, Sinaloa .............................. 60
Figura 2.2. Estructura Organizacional de ZTLM ............................................................ 62
Figura 2.3. Proceso de la metodología HAZOP.
Definición del problema ............................................................................... 77
Figura 2.4. Proceso de la metodología HAZOP.
Preparación de la información ..................................................................... 78
Figura 2.5. Proceso de la metodología HAZOP. Análisis ............................................. 79
Figura 2.6. Proceso de la metodología HAZOP.
Documentación y Seguimiento .................................................................... 84
Figura 3.1. Propuesta de estructura de procesos ......................................................... 95
Figura 3.2. Fuentes inesperadas de incidentes ............................................................ 99
1
INTRODUCCIÓN
En un mercado globalizado los empresarios se preocupan por estar actualizados para
ofrecer los mejores bienes o servicios. Las industrias que desean formar parte del
mercado competitivo deben seguir las reglas y especificaciones establecidas con el fin de
prevenir accidentes y minimizar riesgos laborales. Para esto, es necesario que toda
industria cuente con establecimientos e instalaciones con condiciones seguras en el
ambiente de trabajo y así permitan a los operadores realizar su trabajo sin correr ningún
riesgo.
El control de la seguridad e higiene resulta de vital importancia en las empresas
industriales. El desafío al que se enfrentan los encargados de seguridad es crear una
profunda conciencia de prevención. Los gerentes, así como otras personas, son los
encargados de promover y dar seguimiento a los programas de seguridad establecidos
por la empresa. Esto no significa que la seguridad sea cuestión del gerente o del
encargado del departamento de seguridad e higiene, la seguridad debe ser un esfuerzo
de todos. Las condiciones seguras benefician principalmente a los empleados expuestos
a trabajos que de una forma u otra conllevan riesgos.
Los establecimientos seguros permiten el buen desenvolvimiento del empleado dentro de
las instalaciones de la empresa, generando un beneficio para el empleado y también para
la empresa. Crear condiciones seguras, contribuye al aumento de la productividad y a un
desarrollo más armonioso y estable por parte del trabajador en la empresa.
Los objetivos ayudan a tener una mejor visión acerca del tema a desarrollar, se
pretende alcanzar los siguientes:
· La empresa CFE (Comisión Federal de Electricidad) debe cumplir con diversas
condiciones exigidas por normas y reglamentos de seguridad, con la finalidad de
mantener un ambiente de trabajo seguro.
· La empresa debe tener un comité interno que se encargue de inspeccionar las
instalaciones y dar a conocer las problemáticas, ofrecer capacitación continua, hacer
simulacros de evaluación y programas de primeros auxilios, entre otros aspectos que
implique la seguridad industrial; se debe propiciar un ambiente de trabajo seguro para los
trabajadores.
2
Una problemática en CFE son los riesgos a los que se enfrentan los trabajadores
de la empresa. Es necesario identificar adecuadamente los principales factores de riesgo,
así como analizar si el equipo de seguridad que se utiliza actualmente es el adecuado,
entre otros aspectos, con la finalidad de minimizar los riesgos y accidentes de trabajo. Por
esta razón, surge el tema de investigación “Diseño de un sistema de seguridad industrial
en una subestación eléctrica de la CFE en la ciudad de los Mochis, Sinaloa”.
El capítulo I se compone del marco teórico, en el cual se describen conceptos para
facilitar al lector la comprensión de la investigación. El capítulo II presenta el caso de
estudio de la planta CFE Zona de Transmisión Los Mochis. Por último en el capítulo III se
encuentra el diseño de un sistema de seguridad industrial para una subestación eléctrica.
3
JUSTIFICACIÓN
La importancia de la seguridad industrial en nuestro país ha aumentado en gran medida
en los últimos años, ya que los empresarios se preocupan cada vez más por el bienestar
de sus empleados y así aumentan a su vez la productividad de su organización.
En CFE los técnicos están expuestos diariamente a sufrir accidentes laborales por
los peligros que conlleva su trabajo. Los directivos se preocupan por evitar estos riesgos
de trabajo y así minimizar el porcentaje de accidentes laborales.
De acuerdo a los informes anuales presentados por la empresa CFE a nivel
nacional, desde el año 2009 hasta el año 2012, las enfermedades más frecuentes de los
empleados son: sobrecarga de las articulaciones superiores, dolores en zona lumbar y
hombros, problemas respiratorios e hipoacusia neurosensorial.
Las consecuencias que traen consigo los accidentes y las enfermedades laborales
a la organización son: Disminución de la productividad por la ausencia de los trabajadores
accidentados, daños en los equipos y maquinaria de trabajo, pérdidas económicas a
causa de las incapacidades, entre otros.
De acuerdo al informe nacional anual de CFE (CFE, 2009), los índices de frecuencia,
accidentalidad y gravedad en el trabajo registraron la siguiente tendencia:
El índice de frecuencia, que se obtiene de los accidentes ocurridos por cada millón
de horas-hombre trabajadas, cerró en 2.93 en 2009 contra 2.46 de 2008.
El índice de accidentalidad, que se refiere al número de accidentes por cada cien
trabajadores en un año, quedó en 0.54 en 2009, superando el 0.46 del año
anterior.
El índice de gravedad, es decir, los días perdidos por cada mil horas trabajadas en
un año, aumentó de 0.43 en 2008 a 0.69 en 2009.
Por lo anteriormente mencionado, se justifica la presente investigación, además se
pretende contribuir con la mejora continua de la empresa CFE Zona de Transmisión Los
Mochis específicamente en el departamento de subestaciones, propiciando un lugar de
trabajo seguro y protegiendo la seguridad de los empleados. Se desea prevenir y
minimizar los riesgos laborales, evitando repercusiones mayores a la empresa y a cada
uno de los trabajadores.
4
Con la presente investigación se contribuirá con la mejora de la empresa CFE Zona de
Transmisión Los Mochis y con la calidad de vida de los empleados, ya que el recurso más
importante en una organización es el factor humano.
OBJETIVOS Y PLANTEAMIENTO DEL PROBLEMA
Objetivo general
Diseñar propuestas para mejorar el nivel de seguridad industrial en una
subestación eléctrica de CFE (Comisión Federal de Electricidad).
Objetivos específicos
Analizar los programas existentes de seguridad industrial en una subestación
eléctrica de CFE y hacer las modificaciones que se requieran.
Analizar el origen físico del riesgo y seguridad en el trabajo en una subestación
eléctrica de CFE.
Planteamiento del problema
Con los avances tecnológicos, el desarrollo de la maquinaria y equipos de seguridad
industrial ha evolucionado. Esto a su vez ha llevado a los trabajadores a manipular y
operar sofisticados equipos y máquinas, aumentando el grado de peligrosidad para la vida
humana y su entorno.
Ventajosamente la seguridad industrial avanza al mismo ritmo que el proceso
industrial, ofreciendo normas de prevención y protección para los trabajadores, la
maquinaria y el medio ambiente.
Para lograr prevenir riesgos y accidentes laborales, es necesario diagnosticar las
condiciones de seguridad que se tienen actualmente en la planta de CFE Zona de
Transmisión Los Mochis, y posteriormente analizar el origen físico del riesgo y seguridad
en el trabajo de la empresa, es por esto que surge la siguiente interrogante:¿cómo es
posible mejorar la seguridad industrial actual de la empresa CFE y cuál sería s -u
impacto?
5
Preguntas de investigación
A continuación se presentan las principales preguntas de investigación del presente
proyecto.
¿Cuál es el nivel de riesgo de las tareas físicas que realizan los trabajadores de
CFE?
¿De qué manera es posible mejorar los programas actuales de seguridad
industrial en CFE?
¿Cuáles son los riesgos ante los cuales se quiere proteger a los trabajadores de
CFE?
Alcances y limitaciones del estudio
Alcances
La presente investigación tiene un alcance de tipo explicativo. El investigador propondrá
propuestas para mejorar el nivel de seguridad industrial en CFE Zona de Transmisión Los
Mochis. Se pretende que las propuestas diseñadas se apliquen a esta planta, la cual está
ubicada en el Fraccionamiento Mañanitas, establecida en la ciudad de Los Mochis,
Sinaloa.
Limitaciones
La mayor limitación de esta investigación es el tiempo, ya que los trabajadores de los
cuales se obtendrá la información necesaria, se ocupan frecuentemente.
Contexto de la investigación
La investigación se basará en información obtenida en CFE Zona de Transmisión,
ubicada en el Fraccionamiento Mañanitas, en la ciudad de Los Mochis, Sinaloa. Es una
empresa de servicios, encargada de distribuir energía eléctrica a la población. La
investigación se desarrollará en el departamento de Subestaciones. La planta cuenta con
44 empleados en total, de los cuales once pertenecen al departamento anteriormente
mencionado.
6
CAPÍTULO 1 MARCO TEÓRICO
1.1. Introducción.
Este capítulo pretende hacer referencia esquema teórico, donde se recopilan definiciones
de diferentes autores, referencias bibliográficas y demás obras tomadas como referencia,
las cuales servirán para fundamentar la delimitación del objeto de estudio del presente
proyecto de investigación. Este apartado sustentado en referencias, hace una descripción
de todo aquello relacionado con seguridad industrial, accidentes y riesgos laborales, los
cuales permitirán al lector familiarizarse con el contenido.
1.2. Antecedentes Históricos de la Seguridad Industrial.
Según Guerrero& Salgado(2005), la verdadera necesidad de la seguridad organizada se
hizo patente con la Revolución Industrial, ya que vino acompañada de condiciones de
trabajo inadecuadas y totalmente inseguras, ocasionando muertes por accidentes
profesionales y mutilaciones con mucha frecuencia. La introducción de los operarios en la
industria mecanizada, vino acompañada de condiciones de trabajo detestables. No había
ningún sistema de distribución de agua, no existían escuelas y las habitaciones eran
inadecuadas.
Las condiciones de las fábricas eran más peligrosas. En éstas, no existían condiciones
convenientes de alumbrado, ventilación e higiene. Dos terceras partes de los obreros eran
mujeres y niños, cuyo tiempo de trabajo era de 12 a 14 horas al día.
Hacia el año 400 A.C. Hipócrates, padre de la medicina, realizaba estudios sobre
enfermedades laborales. En 1841 surgió la primera legislación de fábricas francesas,
sobre el empleo de niños en las empresas industriales, fábricas y talleres que utilizaban
fuerza motriz o que trabajaban sin interruptores. En 1869 la federación de Alemania del
Norte promulgó la protección social de los trabajadores contra los accidentes de trabajo y
las enfermedades profesionales. En los Estados Unidos de Norteamérica fue
Massachusetts el primer estado que adoptó una ley para la prevención de accidentes en
las fábricas en 1877 y en 1886 adoptó una ley para hacer obligatoria la notificación de
accidentes.
7
En 1970 se publica en E.U.A.la “Ley de Seguridad e Higiene Ocupacional”, cuyo objetivo
es asegurar en lo máximo posible que todo hombre y mujer trabaje en lugares seguros y
agradables lo cual permitirá preservar sus cuerpos.
1.3. Antecedentes Históricos de la Seguridad e Higiene Industrial en México.
Los trabajadores mexicanos, así como los de otros países, estuvieron expuestos a
circunstancias de riesgo laboral y de abandono por parte de los empresarios, con habitual
falta de interés en la seguridad de los trabajadores, estas situaciones los llevaron a tomar
la iniciativa para llevar a cabo acciones que disminuyeran los riesgos a los que estaban
expuestos. Con una ausencia de amparo a los trabajadores, así como la falta de un plan
de seguridad e higiene en los talleres y almacenes fabriles, los patrones eran los únicos
responsables de los accidentes que surgían como resultado al no aplicar las normas
adecuadas para evitar los riesgos laborales.
En 1857 la Constitución Política de los Estados Unidos Mexicanos, estableció los
preceptos para proteger a los trabajadores. Antes del año 1910 los trabajadores
mexicanos contaban con el amparo de dos leyes a nivel local. La primera ley fue
designada como José Vicente Villada en el año de 1904 y sus disposiciones solo estaban
para el Estado de México, la segunda dos años después fue nombrada Bernardo Reyes y
su aplicación solo tenía efectos en el estado de Nuevo León, en estas dos leyes quedó
estipulado al patrón como el responsable de los accidentes laborales y por ello debería
pagar una compensación por los percances ocurridos durante la jornada laboral. En el
año 1917 la Constitución Política de los Estados Unidos Mexicanos estableció las buenas
condiciones de trabajo, las indemnizaciones y sanciones en los casos necesarios. El 18
de Agosto de 1931 surge la primer Ley Federal del trabajo. El artículo 123 constitucional
fracción XXIX menciona la exigencia de crear un régimen de seguridad social que da su
fruto en el año de 1943 cuando se decreta una ley para instaurar el Instituto Mexicano del
Seguro Social. A pesar de contar con leyes que hagan referencia a los riesgos laborales y
a la seguridad social, hay otros factores que influyen en la prevención de riesgos
laborales. Aun con los adelantos tecnológicos, se puede afirmar que no se ha planteado
acertadamente la prevención de los riesgos laborales, ya que estos siguen dando como
resultado accidentes que se podrían evitar (Hernández, 2005).
8
En los siguientes años surgen las primeras Reformas y normas referentes a Seguridad e
Higiene industrial:
1973 Reformas de Ley del Instituto Mexicano del Seguro Social.
1978 Reglamento General de Seguridad e Higiene en el Trabajo.
1986 Reformas de Ley del Instituto Mexicano del Seguro Social.
1991 Instructivos del Reglamento General de Seguridad e Higiene en el Trabajo.
1993 Normas Oficiales Mexicanas aplicables a la Seguridad e Higiene Industrial.
1997 Reglamento Federal de Seguridad, Higiene y medio Ambiente de Trabajo.
1997 Reformas de ley del Instituto Mexicano del Seguro Social.
1999 Normas OHSAS 18001.
1.4. Conceptos básicos generales.
1.4.1. Seguridad industrial.
De acuerdo a Henao (2007), la seguridad en el trabajo es el conjunto de acciones que
permiten localizar y evaluar los riesgos, y establecer las medidas para prevenir los
accidentes de trabajo. La seguridad en el trabajo es responsabilidad compartida tanto de
las autoridades como de empleadores y trabajadores.
Marín & Pico (2004) definen el concepto de seguridad industrial como el conjunto de
normas y procedimientos encaminados a prevenir la ocurrencia de accidentes de trabajo y
de enfermedades profesionales, mantener las instalaciones, materiales, máquinas,
equipos y herramientas en buenas condiciones para su uso. La seguridad industrial se
dedica a la prevención de los accidentes de trabajo mediante medidas de carácter
técnico, organizacional y humano, a fin de proteger la fuerza laboral en los procesos
productivos. En estas áreas es importante considerar el papel del ingeniero y el tecnólogo
de atención a las personas, con responsabilidad concreta para asegurar la salud y
seguridad de los trabajadores.
1.4.2. Higiene Industrial.
Se define la higiene industrial como la ciencia dedicada al reconocimiento, evaluación y
control de los factores ambientales que se originan en o por lugares de trabajo, los cuales
9
pueden provocar perjuicios y patologías entre los trabajadores o ciudadanos de la
comunidad. En últimas, la higiene industrial detecta, analiza, evalúa el sistema de trabajo
y diseña los mecanismos de control y mejora del medio ambiente del trabajador, en busca
del mejoramiento de la salud y la productividad (Marín & Pico, 2004).
El objeto de la Higiene Industrial es la prevención de las enfermedades profesionales
causadas por los contaminantes físicos, químicos o biológicos que actúan sobre los
trabajadores. La metodología de la Higiene Industrial está basada en la identificación,
medición, evaluación y control de los contaminantes presentes en el ambiente de trabajo.
1.4.3. Seguridad e Higiene Industrial.
Son los procedimientos, técnicas y elementos que se aplican en los centros de trabajo,
para el reconocimiento, evaluación y control de los agentes nocivos que intervienen en los
procesos y actividades de trabajo (Lechuga, 2005).
1.4.3.1. Objetivo de la seguridad e higiene industrial.
Establecer medidas y acciones para la prevención de accidentes o enfermedades de
trabajo, a fin de conservar la vida, salud e integridad física de los trabajadores, así como
evitar cualquier posible deterioro del propio centro de trabajo (Lechuga, 2005).
1.4.3.2. Ventajas de la seguridad e higiene industrial.
Actualmente existen muchos factores que ponen en riesgo la salud del trabajador, por lo
tanto es de suma importancia que exista la implementación de programas de seguridad e
higiene en cada centro de trabajo para prevenir estos riesgos laborales y así evitar daños
al trabajador, ya que esto puede provocar lesiones o muertes. Mientras más peligro exista
en el área de trabajo, mayor debe ser el cuidado y las precauciones que se observen al
efectuarlas actividades laborales. El implementar los programas de higiene y seguridad
industrial creará un ambiente seguro en el área de trabajo, aumentará la productividad de
la empresa, mejorará la calidad de la producción y disminuirán el índice de accidentes y
los riesgos laborales.
La reducción de los riesgos laborales permite disminuir costos ocasionados por
enfermedades y accidentes de trabajo, incapacidad y tiempo muerto, aumentando las
ganancias de la organización.
10
Otro beneficio de la implementación de programas de higiene y seguridad industrial es
controlar las observaciones y las causas de pérdidas de tiempo relacionadas con la
interrupción del trabajo efectivo y aumentar el tiempo disponible para producir, evitando la
repetición del accidente (De la Rosa Porras, 2004).
1.4.4. Riesgos de trabajo.
El riesgo es una fuente o situación de daño potencial en términos de lesión o daños a la
salud, a la propiedad, al entorno de trabajo o a la combinación de éstos (Enríquez &
Sanchez, 2007).
De acuerdo a las normas OHSAS 18001:2007, capítulo 3º Planificación de peligros y la
evaluación y control de los riesgos, cláusula 3.2 Revisión de la identificación de peligros y
de la evaluación y control de riesgos, en la identificación de peligros y evaluación y control
de riesgos, OHSAS 18002 afirma en primer lugar que el resultado de los procesos de
identificación de peligros y evaluación y control de riesgos, así como sus actualizaciones y
ampliaciones se documentarán por escrito. El artículo 23 de la Ley de Prevención coincide
aquí plenamente con la Norma técnica cuando dice que “el empresario deberá elaborar y
conservar a disposición de la autoridad laboral (entre otra) la siguiente documentación…
Evaluación de los riesgos para la seguridad y salud en el trabajo, incluido el
resultado de los controles periódicos de las condiciones de trabajo y de la actividad
de los trabajadores…”
Los procesos, además deberán incluir, según OHSAS, las siguientes etapas:
Identificación de peligros.
Evaluación de los riesgos con las medidas de control existentes (o propuestas),
teniendo en cuenta la exposición a peligros específicos, la probabilidad de fallo de
las medidas de control y la gravedad potencial de las consecuencias que se
deriven de la existencia de lesiones o daños.
Evaluación de la tolerabilidad del riesgo.
Identificación de las medidas adicionales de control.
Evaluación de las medidas de control de riesgos para determinar su efectividad
para reducir el riesgo a niveles tolerables.
11
1.4.4.1. Riesgos Eléctricos.
Cortés (2007) define el riesgo eléctrico como el originado por la energía eléctrica,
quedando específicamente incluidos los riesgos de:
a) Choque eléctrico por contacto con elementos en tensión (contacto eléctrico
directo), o con masas puestas accidentalmente en tensión (contacto eléctrico
indirecto).
b) Quemaduras por choque eléctrico, o por arco eléctrico.
c) Caídas o golpes como consecuencia de choque o arco eléctrico.
d) Incendio o explosiones originados por la electricidad.
Cortés (2007) menciona que estos tipos de riesgos tienen su origen, por un lado en las
características, forma de utilización y mantenimiento de las instalaciones eléctricas, y por
otro, en las técnicas y procedimientos de trabajo. Debiendo el empresario adoptar
medidas de prevención necesarias, para suprimirlos o minimizarlos, a partir de la
evaluación de los riesgos.
1.4.4.2. Prevención y protección de riesgos eléctricos.
Existen cuatro puntos clave de los riesgos eléctricos que ocasionan efectos en el cuerpo
humano, los cuales son: la intensidad de la corriente, la resistencia del cuerpo al flujo
eléctrico, el tiempo de exposición y el recorrido de la corriente por el cuerpo humano.
Algunos efectos indirectos de la corriente son: quemaduras internas y externas;
problemas cardiovasculares; trastornos auditivos, oculares, nerviosos y renales; caídas;
proyección de objetos; golpes e incendios y explosiones.
Los riesgos eléctricos se localizan en máquinas, postes, cables, estructuras
transformadores, motores, herramientas e iluminación. Es muy importante la localización
como la señalización de los riesgos eléctricos, para la prevención de accidentes.
Para la prevención de accidentes por contacto directo es necesario el alejamiento de los
riesgos con respecto al lugar de trabajo, mantener distancias de seguridad, tener
aislaciones eléctricas y obstáculos o barreras que impidan el contacto.
Los accidentes por contacto indirecto, son aquellos ocasionados por estar en contacto con
partes con tensión ( que puedan dar corriente). En este caso se debe: usar conexión a
tierra, interruptor diferencial, doble aislamiento, no dejar cables desnudos, mantener las
instalaciones limpias, implementar capacitaciones específicas y trabajar sin tensión.
12
Existen cinco reglas para trabajar sin tensión eléctrica que son las siguientes:
1. Corte efectivo de la fuente de tensión.
2. Bloqueo, si es posible del aparato de corte.
3. Comprobación de ausencia de tensión.
4. Puesta a tierra y en corto circuito.
5. Señalización y delimitación de la zona de trabajo.
Para el trabajo cerca de líneas de alta tensión, es necesario colocar telas aislantes con
guantes y las herramientas necesarias, sin tener humedad ni roturas. Los perfiles de
material aislante protegen a las personas de contactos con cables sin o con poco aislante
y son flexibles (Cortés, 2007).
1.4.4.3. Primeros auxilios en caso de accidente eléctrico.
Según Cortés (2007), en primer lugar habrá de procederse a eliminar el contacto, para lo
cual deberá cortarse la corriente si es posible. En caso de que ello no sea posible se
tenderá a desprender al accidentado, para lo cual deberá actuarse con las debidas
precauciones (utilizando guantes, aislarse de la tierra, empleo de pértigas de salvamento,
etc.) ya que el electrocutado es un conductor eléctrico mientras esté pasando por él la
corriente eléctrica.
De forma general se incluyen una serie de medidas que habrán de tenerse en cuenta en
caso de accidente eléctrico.
a) Accidentes por BT (Redes de distribución secundaria).
Cortar la corriente eléctrica si es posible.
Evitar separar el accidentado directamente y especialmente si se está
húmedo.
Si el accidentado está pegado al conductor, cortar éste con herramienta de
mango aislante.
b) Accidentes por AT/MT (Líneas y redes primarias en media tensión).
Cortar la subestación correspondiente.
Prevenir la posible caída si está en alto.
13
Separar la víctima con auxilio de pértiga aislante y estando provisto de
guantes y calzado aislante y actuando sobre banqueta aislante.
Librada la víctima deberá intentarse su reanimación inmediatamente,
practicándole la respiración artificial y el masaje cardiaco. Si está ardiendo
utilizar mantas o hacerle rodar lentamente por el suelo.
1.4.5. Incidente.
Suceso o sucesos relacionados con el trabajo en el cual ocurre o podría haber ocurrido un
daño, o deterioro de la salud, o una fatalidad.
Nota 1: Un accidente es un incidente que ha dado lugar a un daño, deterioro de la salud o
una fatalidad.
Nota 2: Se puede hacer referencia a un incidente donde no se ha producido un daño,
deterioro de la salud o una fatalidad o como cuasi accidente.
Nota 3: Una situación de emergencia es un tipo peculiar de accidente.
OHSAS 18001:2007, cláusula 3 Términos y definiciones.
1.4.6. Accidente.
El artículo 474 de la Ley Federal del Trabajo en México, describe accidente de trabajo
como toda lesión orgánica o perturbación funcional, inmediata o posterior, o la muerte,
producida repentinamente en ejercicio, o con motivo del trabajo, cualesquiera que sean el
lugar y el tiempo en que se preste.
Quedan incluidos en la definición anterior los accidentes que se produzcan al trasladarse
el trabajador directamente de su domicilio al lugar del trabajo y de este a aquel.
Según Letayf y González (1994) los accidentes no son hechos aislados, sino la
consecuencia de una serie de factores previos, de un pasado inmediato o tardío, y que
pocas veces analizan. La única forma de prevenir a y sus consecuencias, consiste en
saber cómo se producen.
1.4.6.1. Causas de accidentes.
De acuerdo a Letayf y González(1994), un accidente ocurre por una de dos razones:
porque una persona ejecuta una acción fuera de las normas de seguridad, a lo cual se
14
llama práctica insegura, o bien, porque en el ambiente de trabajo existe una situación que
está fuera de las normas de seguridad, conocida como condición insegura.
Estas causas al ser inmediatamente anteriores al accidente, se les conoce como causas
inmediatas.
Las causas básicas o primarias que se describen como factores personales y factores de
trabajo inadecuados, revisten gran importancia ya que son el verdadero origen de los
accidentes.
“Cuando se inicia un programa de seguridad se recomienda que las acciones principales
se enfoquen a corregir las prácticas y condiciones inseguras, que son las causas
inmediatas. Esto se debe a que el análisis y corrección de las causas básicas se lleva
mucho tiempo, pues los factores que las ocasionan se encuentran muy arraigados en la
forma de funcionar de la empresa, y por ello su corrección requiere cambios profundos
que no se pueden implantar de la noche a la mañana. Sin embargo, cuando se logra
ejercer un control adecuado sobe las prácticas y condiciones inseguras, se puede dedicar
tiempo y esfuerzo a la detección y corrección de las causas primarias (el beneficio al
corregirlas será más impactante y más permanente).
Por otro lado, De la Rosa Porras (2004) menciona que la causa de los accidentes se
puede dividir en dos grupos genéricos:
Causas inmediatas. Se consideran las causas inmediatas como aquellas que
directamente “producen” el accidente. Se clasifican en dos grupos: los actos
subestándar que provienen de las personas y las condiciones subestándar que
radican en el ambiente físico.
Causas Básicas: La existencia de algunas de las causas inmediatas tiene origen
en las básicas. Estas se clasifican en dos grupos: los factores personales y los
factores del trabajo.
Los factores personales nos brindan respuesta a la pregunta de por qué la gente no hace
lo que debe hacer, en forma correcta y segura. La respuesta se encuentra básicamente
en tres razones:
Porque carecen de los conocimientos necesarios para hacer correctamente lo que
deben hacer.
15
Porque carecen de las capacidades o aptitudes físicas y psicológicas requeridas
por las tareas o roles que deben desempeñar. Un trabajador con problemas de la
vista que esté ubicado en una línea de ensamble de productos, difícilmente hará su
trabajo con calidad y, más bien, estará propenso a sufrir un accidente.
Porque carecen de la motivación que les impulse a hacer las cosas en forma
correcta.
Los factores del trabajo explican por qué se producen condiciones subestándar. Entre
estas se destacan las siguientes:
Normas inadecuadas de trabajo o incumplimiento de éstas.
Compra de equipos y materiales sin tomar en cuenta criterios de salud
ocupacional.
Diseño de locales de trabajo inseguros.
Ausencia de una programación en el mantenimiento de maquinaria y equipo.
Desgaste normal del material, maquinaria y equipo sin ser sustituido o
reemplazado.
Uso anormal de material, maquinaria o equipo.
1.4.6.2. Clasificación de accidentes.
Henao (2007) menciona que los accidentes se clasifican de la siguiente manera:
1.- Según la forma del accidente:
Caída de personas.
Caída de objetos.
Pisadas, choques o golpes.
Aprisionamientos.
Sobreesfuerzo, esfuerzo excesivo o falso movimiento.
Exposición o contacto con temperaturas extremas.
Exposición o contacto con la electricidad.
Exposición o contacto con sustancias nocivas o radiaciones o salpicaduras.
2.- Según el agente material:
Máquinas.
Medios de transporte y elevación.
16
Otros aparatos y equipos.
Materiales, sustancias y radiaciones.
Ambiente de trabajo.
3.- Según la ubicación de la lesión:
Cabeza y cuello.
Tronco.
Miembro superior e inferior.
Ubicaciones múltiples.
1.4.6.3. Costos de los accidentes de trabajo.
Herrero (2007) dice que los accidentes tienen costos directos o subjetivos, como el
sufrimiento de la víctima y el dolor de su familia, y costos indirectos encubiertos o de
recursos, como los daños a la propiedad, la destrucción de máquinas o la pérdida de la
producción entre otras cosas.
Para determinar los costos derivados de un accidente de trabajo se debe tomar en cuenta
lo siguiente:
– Tiempo perdido. En este apartado se valora el coste del tiempo perdido por el personal
directamente vinculado al proceso productivo –trabajador accidentado y otros
trabajadores que han parado debido al accidente, ya sea para socorrer al accidentado;
porque, a causa del accidente, se ha detenido el proceso, o simplemente por curiosidad- y
que ha supuesto una menor producción temporal, lo que se traduce en un tiempo
remunerado por la empresa sin contrapartida de producción.
– Costos materiales. En este apartado se valoran los daños que, a causa del accidente,
han sufrido los equipos de producción (maquinaria, equipos, herramientas, etc.), las
materias primas y los productos acabados o semitransformados.
– Pérdidas. Incluye los beneficios no obtenidos por la empresa como consecuencia del
accidente y de su consecuente paralización temporal, parcial o total del sistema
productivo, o el incremento del coste que supone tomar medidas para mantener la
producción al mismo nivel (horas extraordinarias, contratación de un sustituto,
subcontratación de la tarea, etc.). También se deben considerar las posibles
17
bonificaciones, tanto fiscales como de otro tipo, por la contratación de reemplazantes
temporales de los trabajadores accidentados.
– Gastos generales. Incluye todos los gastos misceláneos debidos al accidente (traslado
del accidentado, sanciones, honorarios profesionales, etc.). También se incluyen en este
apartado los gastos de Seguridad Social (compensación al trabajador en el periodo de
baja y cotización de la empresa por el trabajador accidentado durante este periodo).
– Tiempo dedicado al accidente por otro personal de la empresa. En este apartado se
incluye el coste que representa el tiempo que, si bien no repercute en el proceso
productivo, se dedica al accidente. Por ejemplo, el empleado en la investigación del
accidente por el mando intermedio o el servicio de prevención, en labores administrativas
como consecuencia del accidente, en interesarse por lo ocurrido por parte del equipo
directivo, en la reparación de desperfectos por el personal de mantenimiento, etc.
En este método se contempla la posibilidad poder aplicarlo incluso en el caso de que no
se disponga de algunos de los datos que se solicitan, en cuyo caso se estiman
automáticamente. Asimismo, se incluyen algunas correcciones a los datos entrados ya
que las partidas anteriores pueden verse afectadas por diferentes variables (por ejemplo,
por estar realizando el trabajo en lugares aislados, por tener que evacuar el centro de
trabajo, etc.).
1.4.7. Acción Correctiva.
Acción tomada para eliminar la causa de una no conformidad detectada u otra situación
indeseable.
Nota 1: Puede haber más de una causa de una no conformidad.
Nota 2: La acción correctiva se toma para prevenir que algo vuelva a producirse mientras
que la acción preventiva se toma para prevenir que suceda algo.
OHSAS 18001:2007, cláusula 3 Términos y definiciones.
1.4.8. Acción preventiva.
Acción tomada para eliminar la causa de una no conformidad potencial, o cualquier otra
situación potencial indeseable.
18
Nota 1: Puede haber más de una causa para una no conformidad potencial.
Nota 2: La acción preventiva se toma para prevenir que algo suceda mientras que la
acción correctiva se toma para prevenir que vuelva a producirse.
OHSAS 18001:2007, cláusula 3 Términos y definiciones.
1.4.9. Condición insegura.
La condición insegura representa una situación de peligro en el centro de trabajo que
puede estar presente en el ambiente, maquina, equipo e instalaciones (Chinchilla, 2002).
1.4.10. Acto inseguro.
El acto inseguro es el incumplimiento de los trabajadores a las normas y a los
procedimientos de seguridad que han sido divulgados y aceptados dentro de la
organización (Chinchilla, 2002).
1.4.11. Enfermedad de trabajo.
Son las afecciones agudas o crónicas causadas de una manera directa por el ejercicio de
la profesión o labor que realiza el trabajador y que producen incapacidad. Código de
trabajo de Ecuador, artículo 349.
1.4.11.1. Clasificación de enfermedades de trabajo.
El artículo 513 de la Ley Federal del Trabajo clasifica las enfermedades de la siguiente
manera:
Neumoconiosis y enfermedades broncopulmonares producidas por aspiración de
polvos y humos de origen animal, vegetal o mineral.
Enfermedades de las vías respiratorias producidas por inhalación de gases y
vapores.
Dermatosis.
Enfermedades del aparato ocular producidas por polvos y otros agentes físicos,
químicos y biológicos.
Infecciones, parasitosis, micosis y virosis.
Enfermedades producidas por el contacto con productos biológicos.
19
Enfermedades producidas por factores mecánicos y variaciones de los elementos
naturales del medio de trabajo.
Enfermedades producidas por las radiaciones ionizantes y electromagnéticas
(excepto el cáncer).
Enfermedades endógenas.
1.4.12. Incapacidad.
Herrero (2007) clasifica las incapacidades de la siguiente manera:
1. Incapacidad Temporal: Es la imposibilidad de trabajar dentro de un periodo
limitado.
2. Incapacidad Temporal Permanente: Incapacidad del cuerpo de un sujeto para
efectuar un trabajo y que permanece prácticamente durante el resto de su vida.
3. Incapacidad Total Permanente: Es la incapacidad plena o de funciones de un
lesionado que permanece durante toda su vida.
1.4.13. Indemnización.
Según el informe 87 de la comisión de expertos en la aplicación de convenios y
recomendaciones (1999) indemnización se define como pago de una cantidad devengada
con motivo de las cotizaciones abonadas en virtud del empleo del beneficiario afiliado a
un sistema obligatorio o voluntario.
De acuerdo al artículo 50 de la Ley Federal del Trabajo, las indemnizaciones consistirán
en lo siguiente:
I. Si la relación de trabajo fuere por tiempo determinado menor de un año, en una
cantidad igual al importe de los salarios de la mitad del tiempo de servicios
prestados; si excediera de un año, en una cantidad igual al importe de los
salarios de seis meses por el primer año y de veinte días por cada uno de los
años siguientes en que hubiese prestado sus servicios;
II. Además de las indemnizaciones a que se refieren la fracción anterior, en el
importe de tres meses de salario y en el de los salarios vencidos desde la fecha
del despido hasta que se paguen las indemnizaciones.
20
1.5. Controles de seguridad industrial.
Henao (2007) menciona que los controles de seguridad que deben considerarse en los
centros de trabajo, son:
a) CONTROLES DE INGENIERÍA.
Diseño de procesos con seguridad.
Aislamiento por sistemas cerrados.
Sistema de extracción y humidificación.
Protecciones en los puntos de operación y mecanismos de transmisión.
Diseños ergonómicos.
b) CONTROLES ADMINISTRATIVOS.
Supervisión.
Rotación de personal.
Descansos periódicos.
Disminución del tiempo de exposición.
c) EQUIPO DE PROTECCIÓN PERSONAL.
Caretas.
Mandiles.
Mascarillas.
Guantes.
Zapatos de seguridad, etc.
Los accidentes de trabajo no solamente ocurren en el local cerrado de la fábrica o
negociación, sino también en cualquier otro lugar, incluyendo la vía pública que usa el
trabajador para realizar una labor de la empresa, así como cualquier medio de transporte
que utilice para ir de su domicilio al centro de trabajo y de este a aquél.
1.6. Seguridad Industrial en instalaciones eléctricas.
Roldán (2003) comenta que los aspectos importantes que deben tomarse en cuenta a la
hora de efectuar una instalación eléctrica de tipo residencial, es precisar la carga que se
va a alimentar, por lo que debe proyectarse todos los aparatos electrodomésticos y
electrónicos que se van a utilizar en la residencia.
21
La puesta a tierra de la instalación eléctrica es una característica que se debe atender, ya
que este conductor ofrecerá una mayor seguridad en cuanto a la prevención de algún
accidente eléctrico.
“Al momento de efectuar una instalación eléctrica residencial, se debe velar por la
protección de la vida humana”, de allí radica la importancia de efectuar una apropiada
instalación eléctrica residencial, porque muchos electricistas técnicos e ingenieros tienen
la responsabilidad de evitar riesgos y situaciones no deseadas que no solo pueden afectar
el inmueble en donde se realice la instalación.
1.6.1. Seguridad de servicio.
Para diseñar la instalación eléctrica, es recomendable distribuir las cargas en varios
“circuitos”, ya que ante eventuales fallas (operación de protecciones) se interrumpe
solamente el circuito respectivo sin perjudicar la continuidad de servicio en el resto de la
instalación. Por ejemplo, en una casa se recomienda instalar al menos 4 circuitos, uno
exclusivo para iluminación, otra para tomacorrientes, un tercero para toma especial en la
cocina y un cuarto en la lavandería (Roldán, 2003).
1.6.2. Tipos de fallas eléctricas.
De acuerdo a Calloni (2013) las fallas, normalmente se localizan en 4 zonas: Tablero
seccional o tablero principal, línea seccional, circuitos y artefactos. Para determinarlas se
necesitan los siguientes instrumentos: medidos de aislación (megóhmetro) o en su
defecto tester digital, lámpara serie, kit de herramientas y pinza amperimétrica –
voltimétrica digital. Según su naturaleza y gravedad, se clasifican en:
1.6.2.1. Sobrecarga.
Es un valor de corriente que está por encima de la intensidad o carga nominal que puede
soportar el conductor del circuito. La sobrecarga produce un calentamiento en función del
tiempo. Estas se pueden deber al hecho de conectar indiscriminadamente cargas
adicionales sobre un circuito. Las sobrecargas se caracterizan por un incremento no
mucho mayor que la corriente nominal, por lo que la instalación puede resistirla durante
un tiempo corto. Sin embargo, al persistir la sobrecarga produce calentamiento excesivo
en los conductores, lo que puede significar la destrucción de su aislamiento, incluso
llegando a provocar incendios.
22
1.6.2.2. Cortocircuito.
Las fallas de cortocircuito se originan entre conductores fase a neutro o entre fase y fase.
Durante un cortocircuito el valor de la intensidad de corriente se eleva de tal manera, que
los conductores eléctricos pueden llegar a fundirse en los puntos de falla, generando
excesivo valor, chispas e incluso flamas, con el respectivo riesgo de incendio.
Estas fallas a su vez se dividen en:
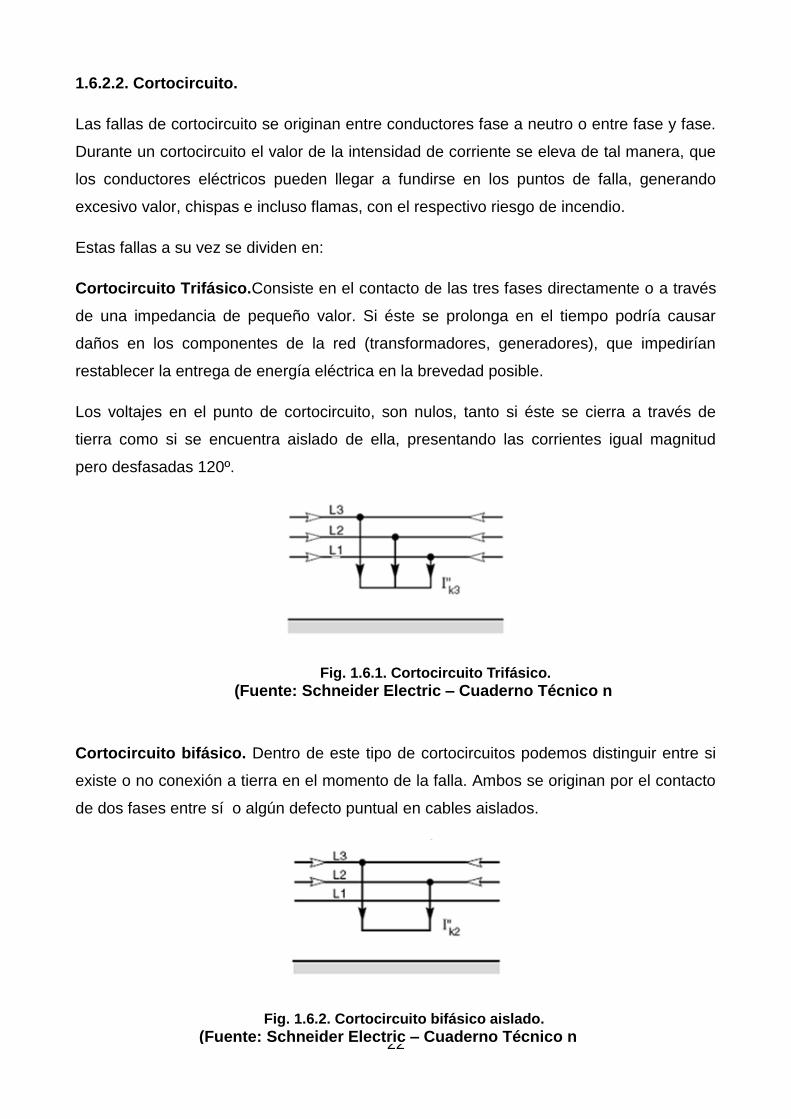
Cortocircuito Trifásico.Consiste en el contacto de las tres fases directamente o a través
de una impedancia de pequeño valor. Si éste se prolonga en el tiempo podría causar
daños en los componentes de la red (transformadores, generadores), que impedirían
restablecer la entrega de energía eléctrica en la brevedad posible.
Los voltajes en el punto de cortocircuito, son nulos, tanto si éste se cierra a través de
tierra como si se encuentra aislado de ella, presentando las corrientes igual magnitud
pero desfasadas 120º.
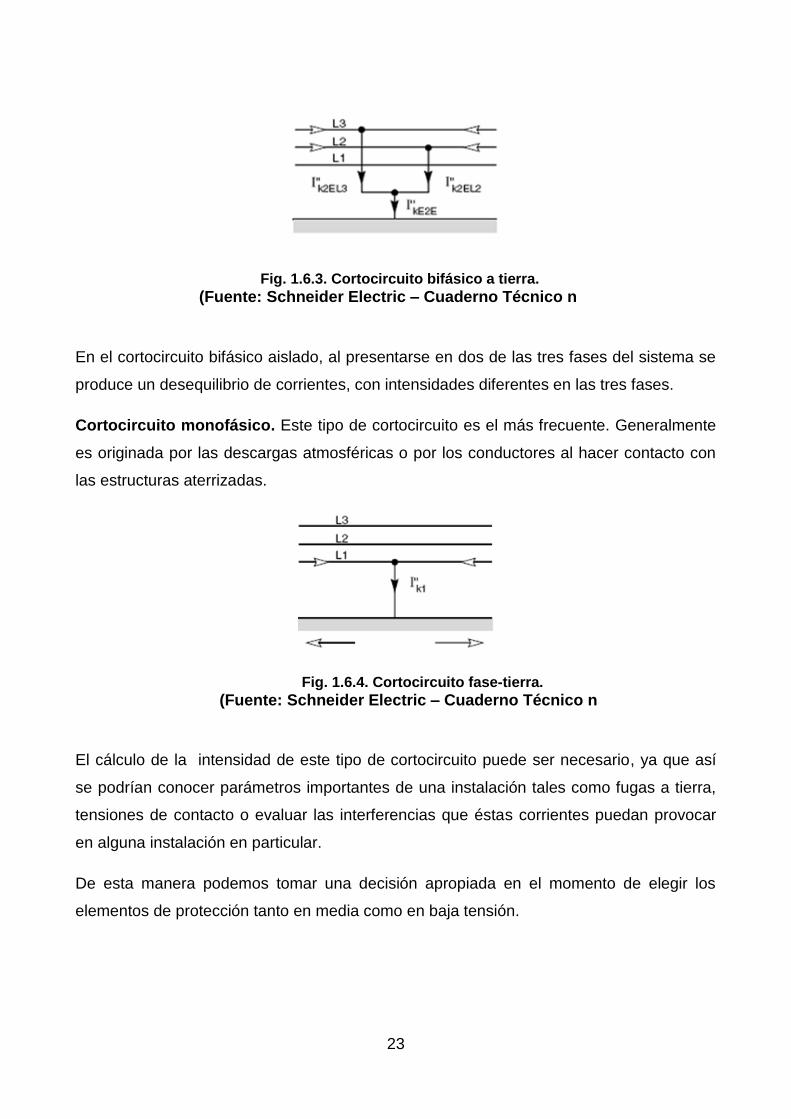
Cortocircuito bifásico. Dentro de este tipo de cortocircuitos podemos distinguir entre si
existe o no conexión a tierra en el momento de la falla. Ambos se originan por el contacto
de dos fases entre sí o algún defecto puntual en cables aislados.
Fig. 1.6.1. Cortocircuito Trifásico.
(Fuente: Schneider Electric – Cuaderno Técnico n
158)
Fig. 1.6.2. Cortocircuito bifásico aislado.
(Fuente: Schneider Electric – Cuaderno Técnico n
158)
23
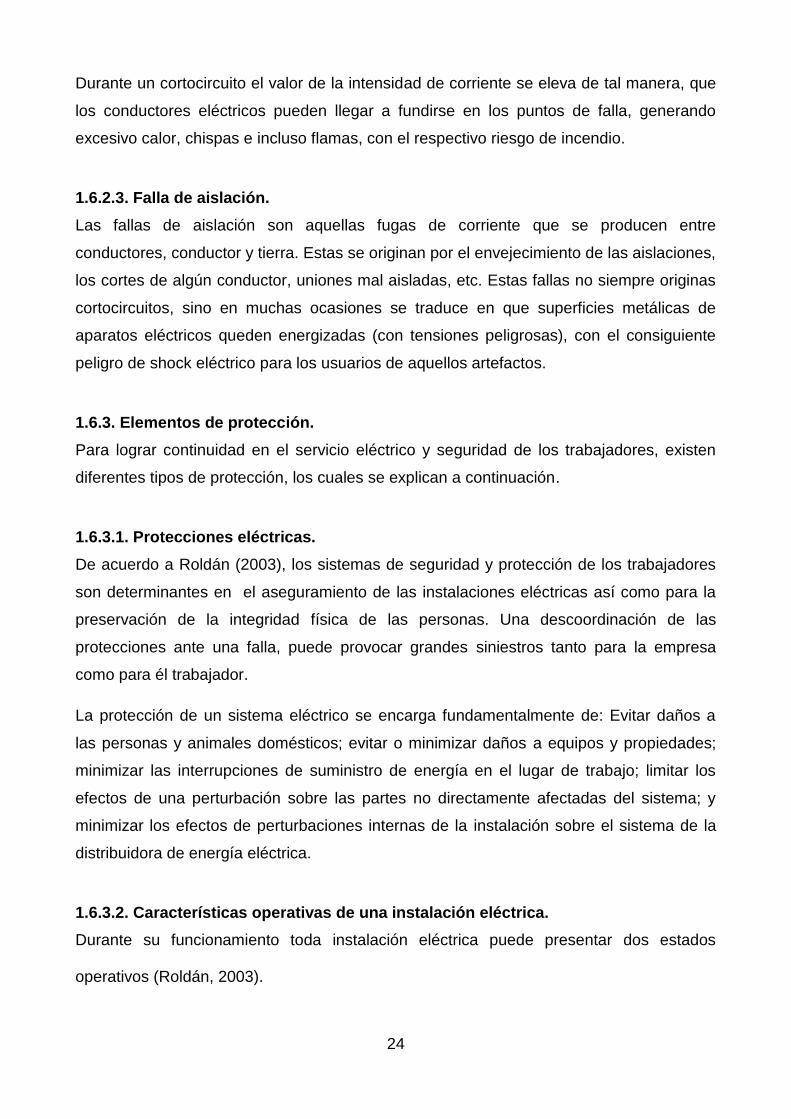
En el cortocircuito bifásico aislado, al presentarse en dos de las tres fases del sistema se
produce un desequilibrio de corrientes, con intensidades diferentes en las tres fases.
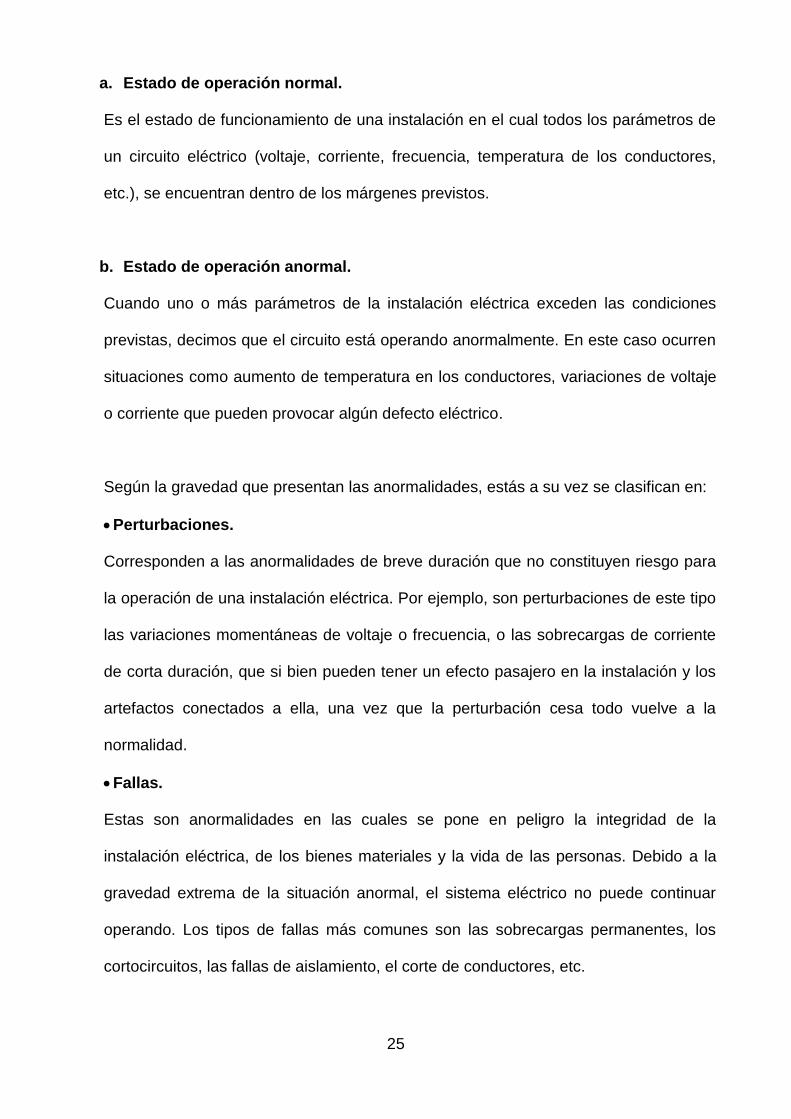
Cortocircuito monofásico. Este tipo de cortocircuito es el más frecuente. Generalmente
es originada por las descargas atmosféricas o por los conductores al hacer contacto con
las estructuras aterrizadas.
El cálculo de la intensidad de este tipo de cortocircuito puede ser necesario, ya que así
se podrían conocer parámetros importantes de una instalación tales como fugas a tierra,
tensiones de contacto o evaluar las interferencias que éstas corrientes puedan provocar
en alguna instalación en particular.
De esta manera podemos tomar una decisión apropiada en el momento de elegir los
elementos de protección tanto en media como en baja tensión.
Fig. 1.6.3. Cortocircuito bifásico a tierra.
(Fuente: Schneider Electric – Cuaderno Técnico n
158)
Fig. 1.6.4. Cortocircuito fase-tierra.
(Fuente: Schneider Electric – Cuaderno Técnico n
158)
24
Durante un cortocircuito el valor de la intensidad de corriente se eleva de tal manera, que
los conductores eléctricos pueden llegar a fundirse en los puntos de falla, generando
excesivo calor, chispas e incluso flamas, con el respectivo riesgo de incendio.
1.6.2.3. Falla de aislación.
Las fallas de aislación son aquellas fugas de corriente que se producen entre
conductores, conductor y tierra. Estas se originan por el envejecimiento de las aislaciones,
los cortes de algún conductor, uniones mal aisladas, etc. Estas fallas no siempre originas
cortocircuitos, sino en muchas ocasiones se traduce en que superficies metálicas de
aparatos eléctricos queden energizadas (con tensiones peligrosas), con el consiguiente
peligro de shock eléctrico para los usuarios de aquellos artefactos.
1.6.3. Elementos de protección.
Para lograr continuidad en el servicio eléctrico y seguridad de los trabajadores, existen
diferentes tipos de protección, los cuales se explican a continuación.
1.6.3.1. Protecciones eléctricas.
De acuerdo a Roldán (2003), los sistemas de seguridad y protección de los trabajadores
son determinantes en el aseguramiento de las instalaciones eléctricas así como para la
preservación de la integridad física de las personas. Una descoordinación de las
protecciones ante una falla, puede provocar grandes siniestros tanto para la empresa
como para él trabajador.
La protección de un sistema eléctrico se encarga fundamentalmente de: Evitar daños a
las personas y animales domésticos; evitar o minimizar daños a equipos y propiedades;
minimizar las interrupciones de suministro de energía en el lugar de trabajo; limitar los
efectos de una perturbación sobre las partes no directamente afectadas del sistema; y
minimizar los efectos de perturbaciones internas de la instalación sobre el sistema de la
distribuidora de energía eléctrica.
1.6.3.2. Características operativas de una instalación eléctrica.
Durante su funcionamiento toda instalación eléctrica puede presentar dos estados
operativos (Roldán, 2003).
25
a. Estado de operación normal.
Es el estado de funcionamiento de una instalación en el cual todos los parámetros de
un circuito eléctrico (voltaje, corriente, frecuencia, temperatura de los conductores,
etc.), se encuentran dentro de los márgenes previstos.
b. Estado de operación anormal.
Cuando uno o más parámetros de la instalación eléctrica exceden las condiciones
previstas, decimos que el circuito está operando anormalmente. En este caso ocurren
situaciones como aumento de temperatura en los conductores, variaciones de voltaje
o corriente que pueden provocar algún defecto eléctrico.
Según la gravedad que presentan las anormalidades, estás a su vez se clasifican en:
Perturbaciones.
Corresponden a las anormalidades de breve duración que no constituyen riesgo para
la operación de una instalación eléctrica. Por ejemplo, son perturbaciones de este tipo
las variaciones momentáneas de voltaje o frecuencia, o las sobrecargas de corriente
de corta duración, que si bien pueden tener un efecto pasajero en la instalación y los
artefactos conectados a ella, una vez que la perturbación cesa todo vuelve a la
normalidad.
Fallas.
Estas son anormalidades en las cuales se pone en peligro la integridad de la
instalación eléctrica, de los bienes materiales y la vida de las personas. Debido a la
gravedad extrema de la situación anormal, el sistema eléctrico no puede continuar
operando. Los tipos de fallas más comunes son las sobrecargas permanentes, los
cortocircuitos, las fallas de aislamiento, el corte de conductores, etc.
26
1.6.3.3. Protección contra fallas.
Según Roldán (2003), los elementos de protección contra fallas son los siguientes.
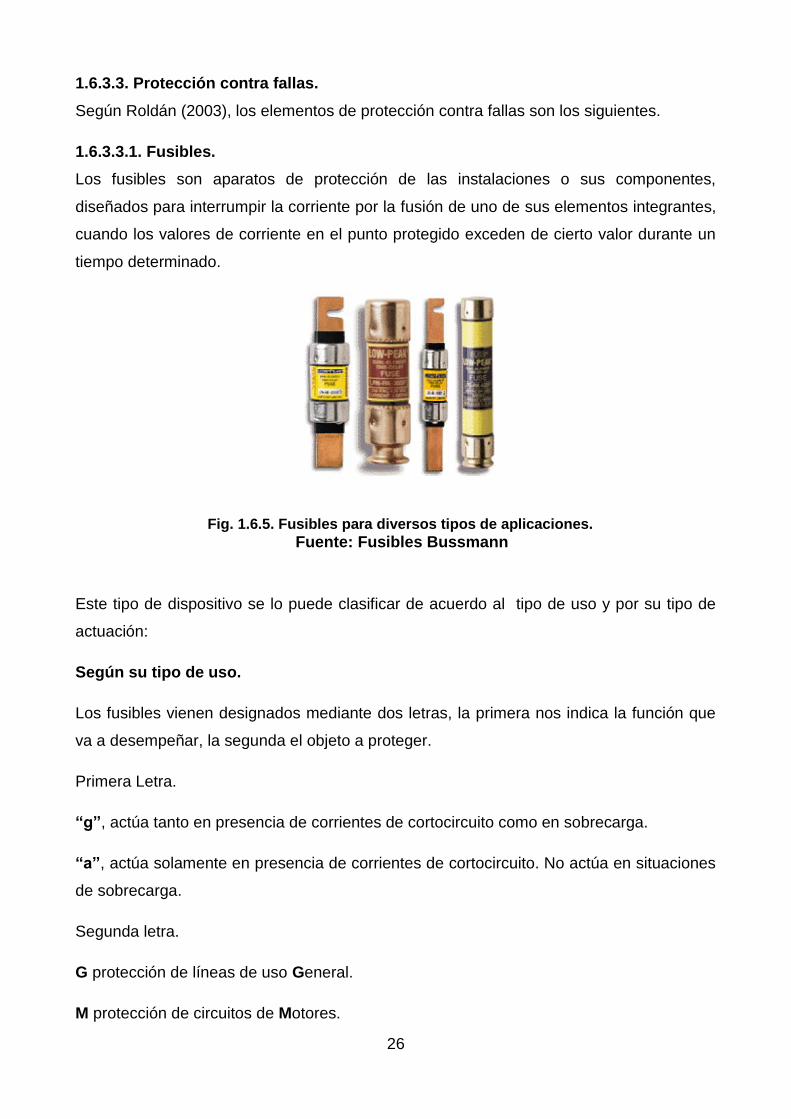
1.6.3.3.1. Fusibles.
Los fusibles son aparatos de protección de las instalaciones o sus componentes,
diseñados para interrumpir la corriente por la fusión de uno de sus elementos integrantes,
cuando los valores de corriente en el punto protegido exceden de cierto valor durante un
tiempo determinado.
Este tipo de dispositivo se lo puede clasificar de acuerdo al tipo de uso y por su tipo de
actuación:
Según su tipo de uso.
Los fusibles vienen designados mediante dos letras, la primera nos indica la función que
va a desempeñar, la segunda el objeto a proteger.
Primera Letra.
“g”, actúa tanto en presencia de corrientes de cortocircuito como en sobrecarga.
“a”, actúa solamente en presencia de corrientes de cortocircuito. No actúa en situaciones
de sobrecarga.
Segunda letra.
G protección de líneas de uso General.
M protección de circuitos de Motores.
Fig. 1.6.5. Fusibles para diversos tipos de aplicaciones.
Fuente: Fusibles Bussmann
27
R protección de semiconductores, ultra-Rápidos.
L protección de Líneas.
Trprotección de Transformadores.
Según su tipo de actuación.
Un aspecto importante a considerar en el momento de seleccionar un fusible, es el tiempo
que tarda en desconectar el circuito ante una falla.
De acuerdo a la aplicación que se esté implementando su tipo de acción puede ser rápido
o retardado.
Tipo.
F para acción rápida.
T para acción retardada.
Características de los fusibles.
Los fusibles son unos de los dispositivos de protección eléctrica más apropiados para
solucionar los problemas de sobrecorrientes, porque cumplen con los parámetros exigidos
por el NEC (Art. 240).
Para una correcta selección del tipo de fusible se debe de seguir los siguientes
parámetros:
Capacidad de interrupción.
Es la intensidad de corriente máxima que puede soportar adecuadamente el fusible para
proteger en forma segura los componentes del sistema eléctrico.
Característica corriente/tiempo. Determinan con qué rapidez responde un
fusible frente a sobrecorrientes. Todos los fusibles tienen una característica
inversa de tiempo, que es el tiempo requerido para abrir el fusible a un valor de
sobrecorrientes.
28
Limitación de corriente.
Se asocia con corrientes de cortocircuito, para que el fusible sea limitador de corriente
debe cumplir con lo establecido en el NEC (Art. 240.11), el cual manifiesta que este tipo
de dispositivo puede reducir la corriente eléctrica que pasa por el circuito en falla hasta
una cantidad sustancialmente inferior a la que se conseguiría en el mismo circuito si el
limitador fuese sustituido por un conductor macizo de impedancia comparable.
Coordinación selectiva.
La selectividad entre dos fusibles se determina gráficamente mediante la comparación de
ambas características de disparo; para ello, las curvas, a la misma escala, no deben
cortarse ni ser tangentes. Esto es cierto en el caso de sobrecargas y pequeñas
intensidades de cortocircuito, pero no lo es en el caso de intensidades muy grandes de
cortocircuito, ya que aquí los tiempos de fusión son extremadamente corto y solamente es
posible la selectividad en fusibles con una notable diferencia de valor nominal de la
intensidad.
Según la Norma VDE 0636, los fusibles cuyas intensidades nominales se encuentren en
la relación 1:1.6, deben de poder desconectar de forma selectiva.
Amperaje.
Corresponde al valor de operación normal dentro del sistema eléctrico. Su valor no debe
exceder la capacidad de corriente manejada por el circuito.
Voltaje.
El valor de voltaje en los fusibles debe ser igual o no exceder el voltaje de operación del
circuito, si no tomamos en cuenta este valor se produciría la destrucción violenta del
fusible.
Por ejemplo un fusible para 600V puede ser usado en sistemas de 480V, 240V o en 120V.
Cuando se produce un fallo, los fusibles se abren dentro de ¼ ó ½ ciclo (8.33
milisegundos). Dependiendo de la aplicación, algunos breakers pueden tomar hasta 17
ciclos para abrir, lo cual representa una ventaja de este dispositivo frente al breaker.
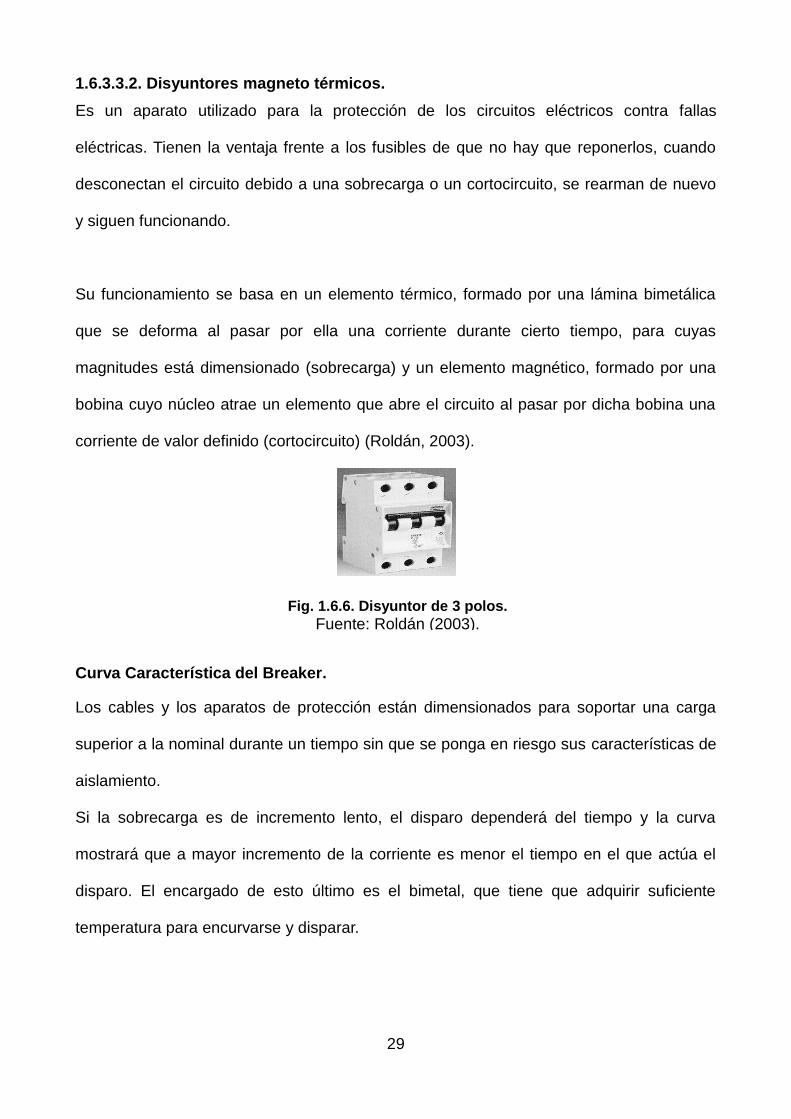
29
1.6.3.3.2. Disyuntores magneto térmicos.
Es un aparato utilizado para la protección de los circuitos eléctricos contra fallas
eléctricas. Tienen la ventaja frente a los fusibles de que no hay que reponerlos, cuando
desconectan el circuito debido a una sobrecarga o un cortocircuito, se rearman de nuevo
y siguen funcionando.
Su funcionamiento se basa en un elemento térmico, formado por una lámina bimetálica
que se deforma al pasar por ella una corriente durante cierto tiempo, para cuyas
magnitudes está dimensionado (sobrecarga) y un elemento magnético, formado por una
bobina cuyo núcleo atrae un elemento que abre el circuito al pasar por dicha bobina una
corriente de valor definido (cortocircuito) (Roldán, 2003).
Curva Característica del Breaker.
Los cables y los aparatos de protección están dimensionados para soportar una carga
superior a la nominal durante un tiempo sin que se ponga en riesgo sus características de
aislamiento.
Si la sobrecarga es de incremento lento, el disparo dependerá del tiempo y la curva
mostrará que a mayor incremento de la corriente es menor el tiempo en el que actúa el
disparo. El encargado de esto último es el bimetal, que tiene que adquirir suficiente
temperatura para encurvarse y disparar.
Fig. 1.6.6. Disyuntor de 3 polos.
Fuente: Roldán (2003).
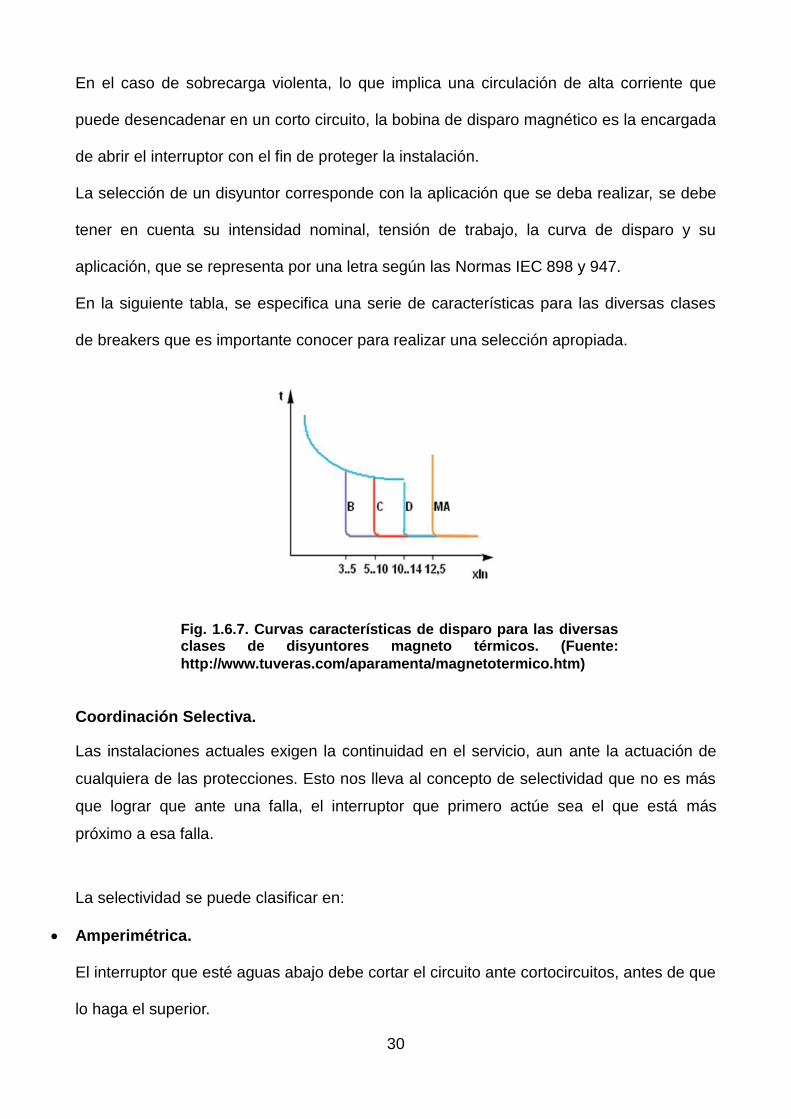
30
En el caso de sobrecarga violenta, lo que implica una circulación de alta corriente que
puede desencadenar en un corto circuito, la bobina de disparo magnético es la encargada
de abrir el interruptor con el fin de proteger la instalación.
La selección de un disyuntor corresponde con la aplicación que se deba realizar, se debe
tener en cuenta su intensidad nominal, tensión de trabajo, la curva de disparo y su
aplicación, que se representa por una letra según las Normas IEC 898 y 947.
En la siguiente tabla, se especifica una serie de características para las diversas clases
de breakers que es importante conocer para realizar una selección apropiada.
Coordinación Selectiva.
Las instalaciones actuales exigen la continuidad en el servicio, aun ante la actuación de
cualquiera de las protecciones. Esto nos lleva al concepto de selectividad que no es más
que lograr que ante una falla, el interruptor que primero actúe sea el que está más
próximo a esa falla.
La selectividad se puede clasificar en:
Amperimétrica.
El interruptor que esté aguas abajo debe cortar el circuito ante cortocircuitos, antes de que
lo haga el superior.
Fig. 1.6.7. Curvas características de disparo para las diversas clases de disyuntores magneto térmicos. (Fuente:
http://www.tuveras.com/aparamenta/magnetotermico.htm)
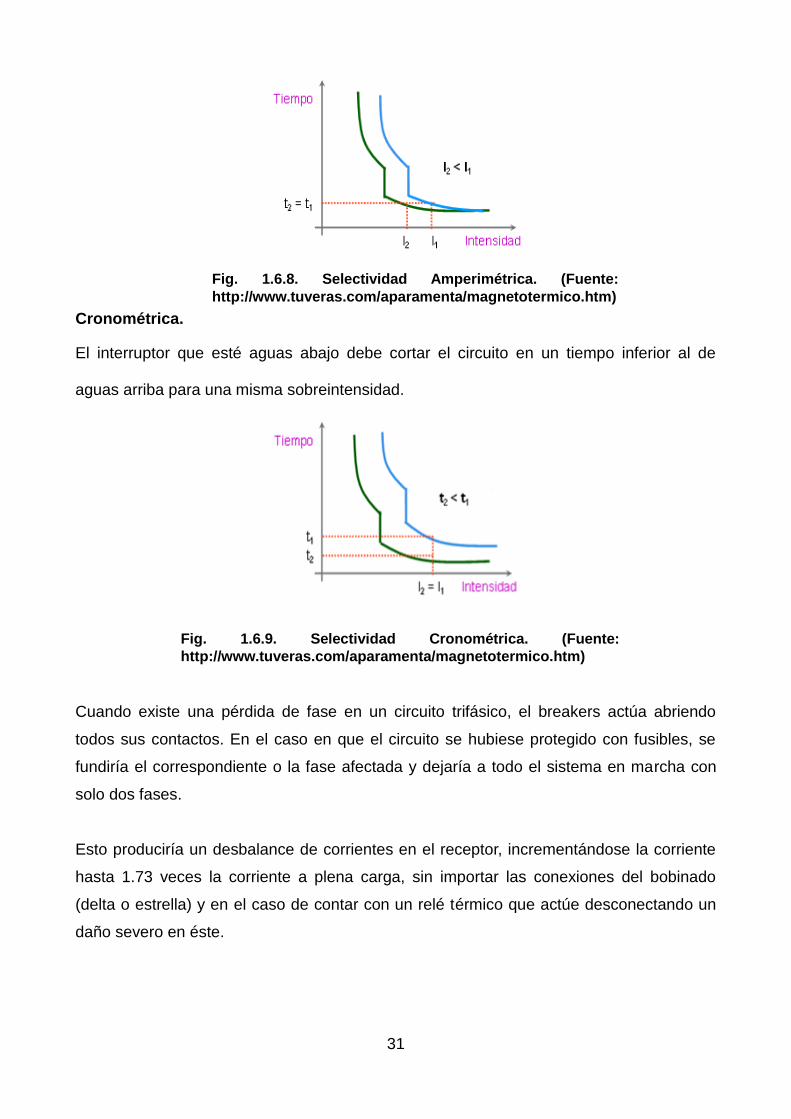
31
Cronométrica.
El interruptor que esté aguas abajo debe cortar el circuito en un tiempo inferior al de
aguas arriba para una misma sobreintensidad.
Cuando existe una pérdida de fase en un circuito trifásico, el breakers actúa abriendo
todos sus contactos. En el caso en que el circuito se hubiese protegido con fusibles, se
fundiría el correspondiente o la fase afectada y dejaría a todo el sistema en marcha con
solo dos fases.
Esto produciría un desbalance de corrientes en el receptor, incrementándose la corriente
hasta 1.73 veces la corriente a plena carga, sin importar las conexiones del bobinado
(delta o estrella) y en el caso de contar con un relé térmico que actúe desconectando un
daño severo en éste.
Fig. 1.6.8. Selectividad Amperimétrica. (Fuente:
http://www.tuveras.com/aparamenta/magnetotermico.htm)
Fig. 1.6.9. Selectividad Cronométrica. (Fuente:
http://www.tuveras.com/aparamenta/magnetotermico.htm)
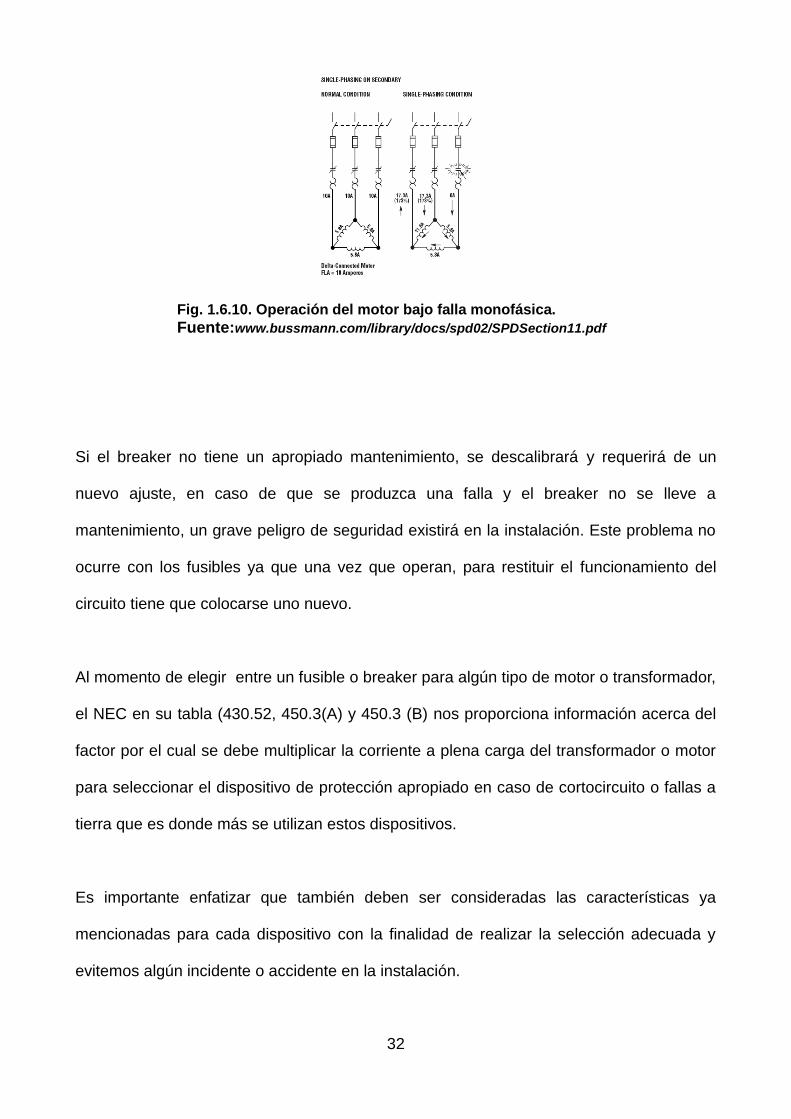
32
Si el breaker no tiene un apropiado mantenimiento, se descalibrará y requerirá de un
nuevo ajuste, en caso de que se produzca una falla y el breaker no se lleve a
mantenimiento, un grave peligro de seguridad existirá en la instalación. Este problema no
ocurre con los fusibles ya que una vez que operan, para restituir el funcionamiento del
circuito tiene que colocarse uno nuevo.
Al momento de elegir entre un fusible o breaker para algún tipo de motor o transformador,
el NEC en su tabla (430.52, 450.3(A) y 450.3 (B) nos proporciona información acerca del
factor por el cual se debe multiplicar la corriente a plena carga del transformador o motor
para seleccionar el dispositivo de protección apropiado en caso de cortocircuito o fallas a
tierra que es donde más se utilizan estos dispositivos.
Es importante enfatizar que también deben ser consideradas las características ya
mencionadas para cada dispositivo con la finalidad de realizar la selección adecuada y
evitemos algún incidente o accidente en la instalación.
Fig. 1.6.10. Operación del motor bajo falla monofásica.
Fuente:www.bussmann.com/library/docs/spd02/SPDSection11.pdf
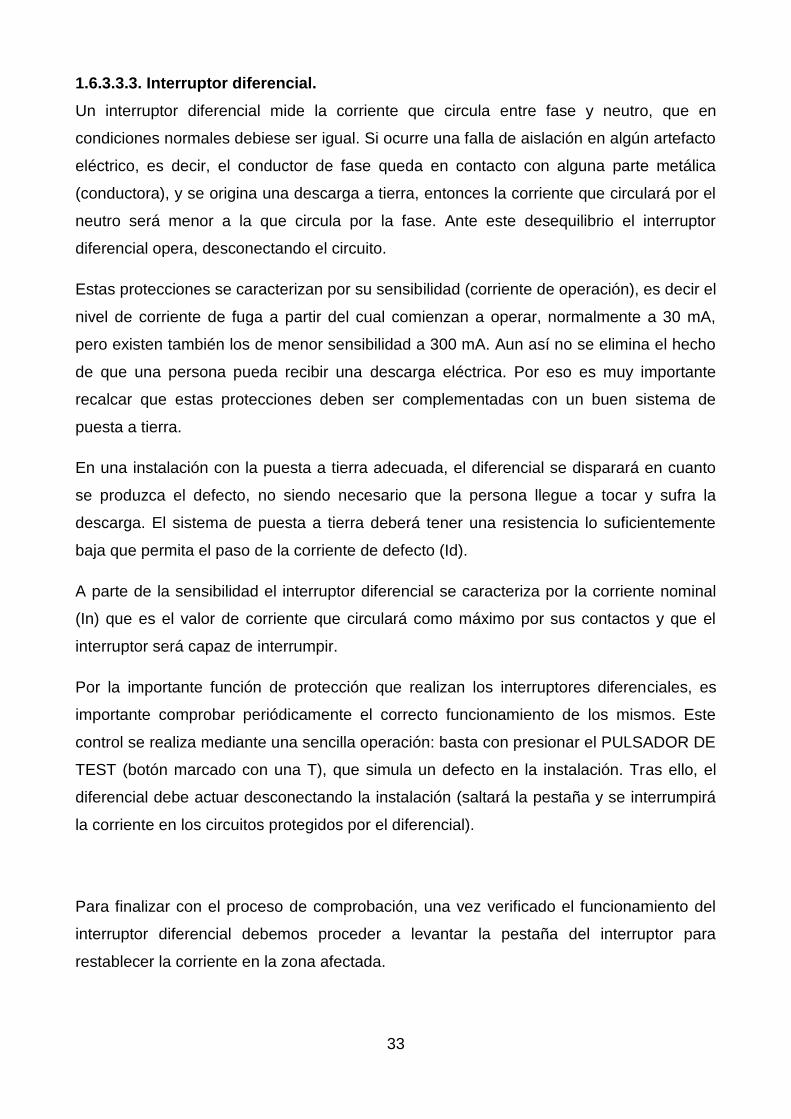
33
1.6.3.3.3. Interruptor diferencial.
Un interruptor diferencial mide la corriente que circula entre fase y neutro, que en
condiciones normales debiese ser igual. Si ocurre una falla de aislación en algún artefacto
eléctrico, es decir, el conductor de fase queda en contacto con alguna parte metálica
(conductora), y se origina una descarga a tierra, entonces la corriente que circulará por el
neutro será menor a la que circula por la fase. Ante este desequilibrio el interruptor
diferencial opera, desconectando el circuito.
Estas protecciones se caracterizan por su sensibilidad (corriente de operación), es decir el
nivel de corriente de fuga a partir del cual comienzan a operar, normalmente a 30 mA,
pero existen también los de menor sensibilidad a 300 mA. Aun así no se elimina el hecho
de que una persona pueda recibir una descarga eléctrica. Por eso es muy importante
recalcar que estas protecciones deben ser complementadas con un buen sistema de
puesta a tierra.
En una instalación con la puesta a tierra adecuada, el diferencial se disparará en cuanto
se produzca el defecto, no siendo necesario que la persona llegue a tocar y sufra la
descarga. El sistema de puesta a tierra deberá tener una resistencia lo suficientemente
baja que permita el paso de la corriente de defecto (Id).
A parte de la sensibilidad el interruptor diferencial se caracteriza por la corriente nominal
(In) que es el valor de corriente que circulará como máximo por sus contactos y que el
interruptor será capaz de interrumpir.
Por la importante función de protección que realizan los interruptores diferenciales, es
importante comprobar periódicamente el correcto funcionamiento de los mismos. Este
control se realiza mediante una sencilla operación: basta con presionar el PULSADOR DE
TEST (botón marcado con una T), que simula un defecto en la instalación. Tras ello, el
diferencial debe actuar desconectando la instalación (saltará la pestaña y se interrumpirá
la corriente en los circuitos protegidos por el diferencial).
Para finalizar con el proceso de comprobación, una vez verificado el funcionamiento del
interruptor diferencial debemos proceder a levantar la pestaña del interruptor para
restablecer la corriente en la zona afectada.

34
1.6.3.3.4. Relé térmico.
Es uno de los equipos más utilizados en la protección de motores contra las sobrecargas
débiles y prolongadas. Su principio de funcionamiento se basa en la deformación de
ciertos materiales (bimetales) que lo constituyen bajo el efecto del calor.
Los relés térmicos tripolares poseen tres biláminas compuestas cada una por dos metales
de coeficientes de dilatación muy diferentes unidos mediante laminación y rodeadas de un
bobinado de calentamiento.
Cada bobinado de calentamiento está conectado en serie a una fase del motor. La
corriente absorbida por el motor calienta los bobinados, haciendo que las bilaminas se
deformen en mayor o menor grado según la intensidad de dicha corriente. La
deformación de las bilaminas provoca a su vez el movimiento giratorio de una leva unido
al dispositivo de disparo.
Leyenda:
1. Electroimán 2. Toroide 3. Contactor del Interruptor 4. Pulsador de Test
Fig. 1.6.11. Esquema interno de un interruptor diferencial.
Fuente:www.bussmann.com/library/docs/spd02/SPDSection11.pdf
Fig. 1.6.12. Relé térmico.
Fuente: Roldán (2003).
35
Cuando no circula corriente por el dispositivo, las bilaminas se encuentran deformadas
debido a la temperatura ambiente, por este motivo muchos dispositivos como estos
presentan una bilamina de compensación de tal forma que la temperatura del medio no
llegue a disparar el dispositivo. Esta compensación llega a estar en el rango de -40 a +60
ªC.
En caso de ausencia de corriente en una fase, el relé térmico también procede a su
disparo.
Curva de disparo.
Durante la etapa de arranque se debe permitir que pase la sobrecarga temporal que
provoca el pico de corriente y activarse únicamente si ésta resulta excesivamente larga.
La duración del arranque normal del motor es distinta para cada aplicación; puede ser tan
solo unos segundos (arranque en vacio, bajo par resistente de la máquina arrastrada) o
de varias decenas de segundos (máquina arrastrada con mucha inercia), por lo que es
necesario contar con relés adaptados a la duración de arranque.
La norma IEC 947-4-1-1 responde a esta necesidad definiendo tres tipos de disparo para
los relés de protección térmica:
Relés de clase 10: Validos para todas las aplicaciones comunes con una
duración de arranque inferior a 10 segundos.
Relés de clase 20: Admiten arranques de hasta 20 segundos de duración.
Relés de clase 30: Para arranque con un máximo de 30 segundos de
duración.
El tiempo de respuesta de los relés térmicos, es inversamente proporcional a la magnitud
de corriente que circule por los arrollados del bimetal. A mayor intensidad, menor será el
tiempo de disparo.
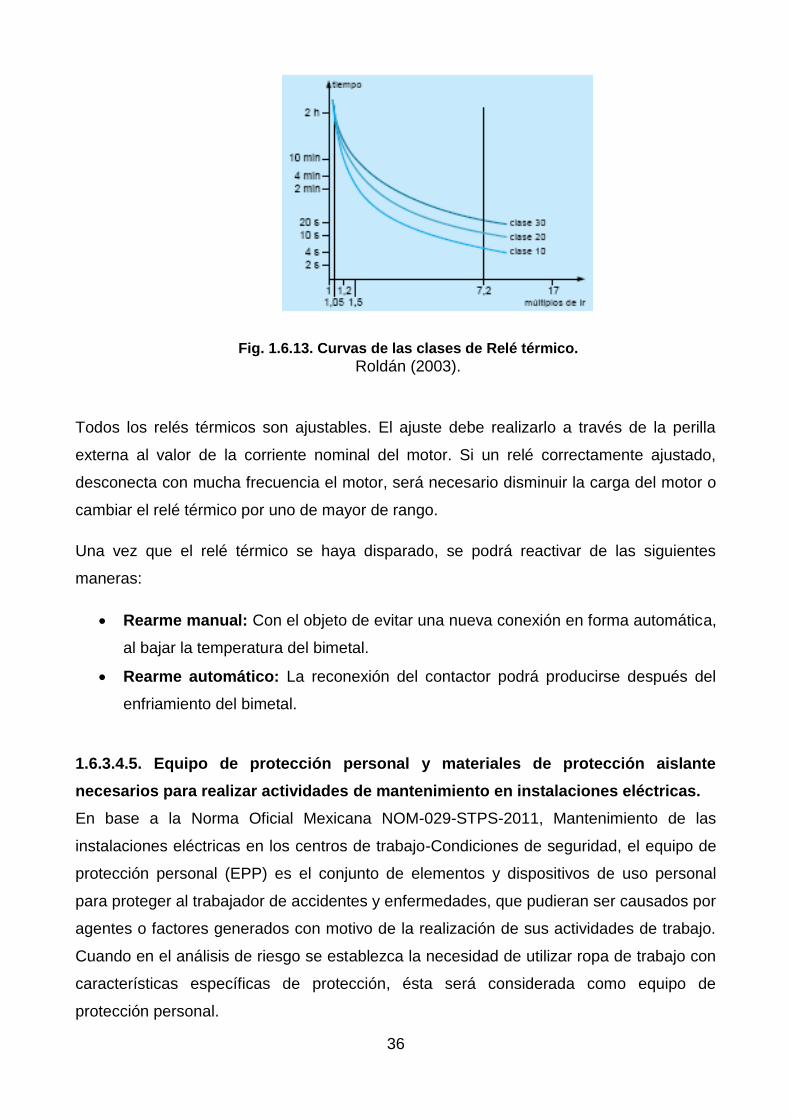
36
Todos los relés térmicos son ajustables. El ajuste debe realizarlo a través de la perilla
externa al valor de la corriente nominal del motor. Si un relé correctamente ajustado,
desconecta con mucha frecuencia el motor, será necesario disminuir la carga del motor o
cambiar el relé térmico por uno de mayor de rango.
Una vez que el relé térmico se haya disparado, se podrá reactivar de las siguientes
maneras:
Rearme manual: Con el objeto de evitar una nueva conexión en forma automática,
al bajar la temperatura del bimetal.
Rearme automático: La reconexión del contactor podrá producirse después del
enfriamiento del bimetal.
1.6.3.4.5. Equipo de protección personal y materiales de protección aislante
necesarios para realizar actividades de mantenimiento en instalaciones eléctricas.
En base a la Norma Oficial Mexicana NOM-029-STPS-2011, Mantenimiento de las
instalaciones eléctricas en los centros de trabajo-Condiciones de seguridad, el equipo de
protección personal (EPP) es el conjunto de elementos y dispositivos de uso personal
para proteger al trabajador de accidentes y enfermedades, que pudieran ser causados por
agentes o factores generados con motivo de la realización de sus actividades de trabajo.
Cuando en el análisis de riesgo se establezca la necesidad de utilizar ropa de trabajo con
características específicas de protección, ésta será considerada como equipo de
protección personal.
Fig. 1.6.13. Curvas de las clases de Relé térmico.
Roldán (2003).
37
El EPP debe ser proporcionado por el patrón, de conformidad con los procedimientos de
uso, revisión, reposición, limpieza, mantenimiento, resguardo y disposición final.
Para la protección de los trabajadores que realizan actividades de mantenimiento en las
instalaciones eléctricas de los centros de trabajo, se deben de considerar una serie de
factores que se presentan durante el desarrollo de sus actividades, sin embargo, los
factores que resultan de mayor importancia en este caso, son la tensión y la corriente, ya
que con ellos se puede determinar el material de protección aislante y el equipo de
protección personal que requerirán para la ejecución de su trabajo.
El equipo de protección personal que se puede utilizar según el lugar de trabajo se verá a
continuación en el Anexo 1.
1.6.4. LOCK OUT/TAG OUT.
Como menciona Menacho (2013), la manipulación de cualquier equipo con tensión
requiere de una planificación previa ya que, no solo hay que prestar atención a la
presencia de la tensión, sino que probablemente el equipo estará alimentando a la carga y
será necesario comprobar si los trabajos pueden ser realizados o no y coordinarlos con el
personal afectado. En este sentido, se debe cumplir el denominado proceso LOTO de seis
pasos, llamado así por sus siglas en inglés (LockOut, TagOut), que en México se
denomina proceso de bloqueo y etiquetado.
El procedimiento de LOTO de seis pasos consiste en:
1. Planificación y preparación de los trabajos a realizar. Antes de detener
cualquier equipamiento y bloquear el mismo, se deberá conocer lo siguiente:
Los tipos y la cantidad de energía que fluyen al equipo.
Los riesgos o peligros de esa energía (análisis de riesgos asociados).
Como esa energía puede ser controlada.
2. Apagado de la maquinaria según los procedimientos establecidos.
3. Aislamiento de la maquinaria. Nunca accionar un dispositivo eléctrico si está bajo
carga y nunca remueva los fusibles sin antes haber desenergizado.
4. Aplicación de los dispositivos de bloqueo. Colocar la o las tarjetas de seguridad
que cada operador retirará al igual que los candados cuando se haya terminado y
nadie esté trabajando en el equipo o dispositivo. Los elementos de bloqueo
deberán utilizarse solo para lo que fueron diseñados y nunca para otro fin.
38
5. Control de la energía almacenada. Inspeccionar el sistema y asegurarse que
todas las partes que puedan moverse estén detenidas.
6. Verificación del aislamiento: comprobación de energía cero.
1.7. Tareas críticas.
Según De la Rosa Porras (2004) el análisis de seguridad de tareas constituye una
herramienta cualitativa para análisis de riesgo. Este método corresponde con el
desarrollado por el Internacional Loss Control Institute, equivalente al job safety análisis
(JSA). Existe una interacción muy estrecha entre las capacidades fisiológicas del cuerpo
y las características y los requisitos del trabajo(Teiger, 1974).
Dicha metodología analiza simultáneamente la seguridad, la calidad, el medio ambiente y
la eficiencia de las tareas para la elaboración de nuevos procedimientos o para la revisión
de los existentes, incluyendo las nuevas etapas siguientes:
Hacer inventario de las tareas sistemáticas que requieran secuencias definidas y
que corresponda a la ocupación laboral de cada trabajador principalmente en las
secciones de producción, distribución y mantenimiento.
Identificar las tareas críticas.
Descomponer las tareas en pasos o actividades.
Identificar los peligros que puedan producir pérdidas desde el punto de vista de
seguridad, protección ambiental, calidad y eficacia.
Efectuar una comprobación de la eficiencia de los pasos.
Efectuar las recomendaciones pertinentes en cada paso.
Escribir los procedimientos de las tareas críticas.
Poner en práctica los procedimientos.
Actualizar y mantener registros de los procedimientos.
La identificación de peligros y las posibles pérdidas de materiales exigen el análisis de
cada paso, formulándose las siguientes preguntas:
¿Es ésta la mejor forma de realizar la tarea?
¿Puede mejorarse?
¿Qué peligro existe de que pueda afectar a la seguridad?
Para realizar el inventario de las ocupaciones se debe:
39
Dividir cada ocupación en tareas para determinar criticidad.
Fuentes de información
Supervisores
Manuales (guías de clasificación de ocupaciones)
Observación/Conversación
El grupo de trabajo
Mecanismos para identificar las tareas críticas.
Preguntas para clasificar por criticidad
¿Puede resultar en pérdida grave mientras se realiza?
¿Después de realizada?
¿Qué tan grave puede ser la pérdida?
¿Con qué frecuencia se espera que esto ocurra?
Frecuencia de ocurrencia determinada por:
Repetitividad
Probabilidad de pérdida
Una vez determinadas las tareas críticas se procederá a evaluar el riesgo bajo tres
criterios: Gravedad, repetitividad o exposición y probabilidad.
Gravedad
0 – Sin lesión o enfermedad, o una pérdida de calidad de producción o de otro tipo inferior
a US $100.
2- Lesión o enfermedad leve, sin pérdida de tiempo, daño a la propiedad que no provoque
interrupción, o una pérdida de calidad, de producción o de otro tipo de US$100 a
US$1000.
4 – Una lesión o enfermedad con pérdida de tiempo, sin incapacidad permanente, o daño
a la propiedad con interrupción, o una pérdida de calidad, de producción o de otro tipo de
más de US $1000 pero menor de US$5000.
6 – Incapacidad permanente o una pérdida de vida o de una parte del cuerpo, y/o pérdida
extensa en estructuras, equipos o materiales. Pérdidas de calidad, producción u otro tipo
que excedan los US $5000.
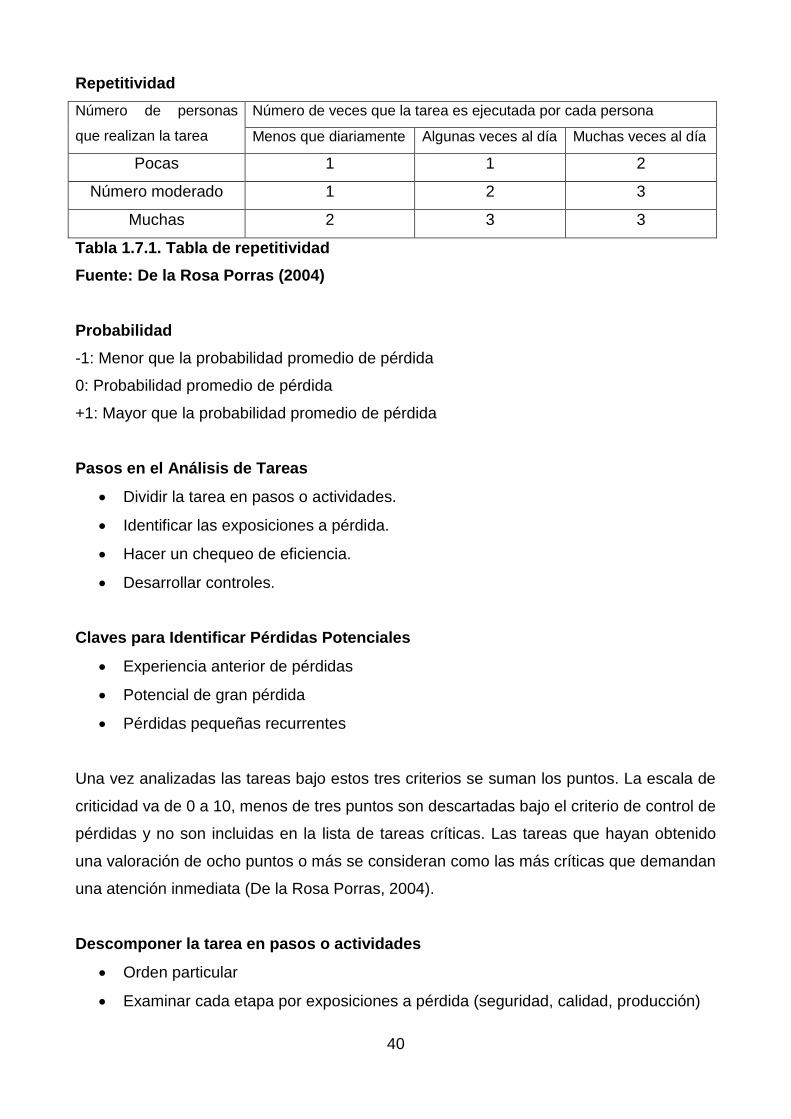
40
Repetitividad
Número de personas
que realizan la tarea
Número de veces que la tarea es ejecutada por cada persona
Menos que diariamente Algunas veces al día Muchas veces al día
Pocas 1 1 2
Número moderado 1 2 3
Muchas 2 3 3
Tabla 1.7.1. Tabla de repetitividad
Fuente: De la Rosa Porras (2004)
Probabilidad
-1: Menor que la probabilidad promedio de pérdida
0: Probabilidad promedio de pérdida
+1: Mayor que la probabilidad promedio de pérdida
Pasos en el Análisis de Tareas
Dividir la tarea en pasos o actividades.
Identificar las exposiciones a pérdida.
Hacer un chequeo de eficiencia.
Desarrollar controles.
Claves para Identificar Pérdidas Potenciales
Experiencia anterior de pérdidas
Potencial de gran pérdida
Pérdidas pequeñas recurrentes
Una vez analizadas las tareas bajo estos tres criterios se suman los puntos. La escala de
criticidad va de 0 a 10, menos de tres puntos son descartadas bajo el criterio de control de
pérdidas y no son incluidas en la lista de tareas críticas. Las tareas que hayan obtenido
una valoración de ocho puntos o más se consideran como las más críticas que demandan
una atención inmediata (De la Rosa Porras, 2004).
Descomponer la tarea en pasos o actividades
Orden particular
Examinar cada etapa por exposiciones a pérdida (seguridad, calidad, producción)
41
Número de pasos adecuado
Identificar las exposiciones a pérdida
Personas
Equipos
Materiales
Ambientes
Otros
Efectuar una verificación de la eficiencia para:
Hacer el trabajo más fácil y más seguro.
Reducir la pérdida de tiempo, de espacio, de energía y de materiales.
Mejorar la calidad y la productividad.
Hacer un mejor uso de los conocimientos, destrezas y habilidades del empleado.
1.8. La ergonomía en el lugar de trabajo.
1.8.1. Definición de Ergonomía.
Ergonomía se define como una disciplina científica o ingeniería de los factores humanos,
de carácter multidisciplinar, centrada en el sistema persona-máquina, cuyo objetivo
consiste en la adaptación del ambiente o condiciones de trabajo a la persona con el fin de
conseguir la mejor armonía posible entre las condiciones óptimas de confort y la eficacia
productiva (Cortés Díaz, 2007).
1.8.2. Agentes físicos que se presentan en el lugar de trabajo.
Ruido; perturbando las comunicaciones y alterando el sistema nervioso.
Vibraciones por mecanización excesiva; producen tensión excesiva en el individuo.
Iluminación; la manipulación de materiales y trabajos de control de calidad, así como las
demás actividades requieren de una gran luminosidad, para observar las indicaciones y
señalamientos. Investigaciones alemanas e italianas concluyen que la variable
“iluminación” figura entre la mayor coeficiente de correlación en seguridad.
42
Todos estos elementos conforman el lugar de trabajo y por ende, su falta de
racionalización es causa permanente de accidentes y de enfermedades laborales. Así, es
importante analizarlos con más detalle.
1.8.3. El ambiente de trabajo.
El factor esencial en el rendimiento humano; por lo que es necesario que el hombre no
trabaje más allá de los límites máximos de su resistencia y en condiciones ambientales
adecuadas.
El individuo se enfrenta a problemas como: temperatura, humedad, ruido y vibraciones,
iluminación y fuerzas de aceleración y desequilibrio, etc. La atención a cada uno de estos
aspectos proporciona al directivo estudioso los conocimientos indispensables para
trabajar sobre ellos en forma permanente (Ramírez, 1996).
1.8.4. La temperatura.
De acuerdo a Ramírez (1996) la temperatura influye en el bienestar, confort, rendimiento y
seguridad del trabajador. Los estudios ergonómicos del puesto de trabajo y del ambiente
físico que rodea al individuo, consideran al calor y sus efectos como una condición
ambiental importante.
Sus efectos varían de acuerdo a la humedad del ambiente. Por ejemplo, según el gráfico
de curvas de confort, una temperatura de 28°C con una humedad de 60 por ciento da
sensación de calor, mientras que con humedad del 45 por ciento la sensación es de
confort.
El frío también perjudica al trabajador. Las temperaturas bajas le hacen perder agilidad,
sensibilidad y precisión en las manos. Esto, aparte de resultar un serio inconveniente para
la ejecución de la tarea, es un riesgo para su seguridad, ya que aumenta el contacto con
superficies cortantes debido al entumecimiento de las manos.
Su efecto sobre el rendimiento está poco determinada, si bien ciertos grados de
temperatura son considerados perniciosos para el rendimiento. Por lo general, se debe
crear un entorno cuyas condiciones correspondan a una zona de confort: 18° es una
condición óptima.
Según Wooson y Conover en su guía de ergonomía:
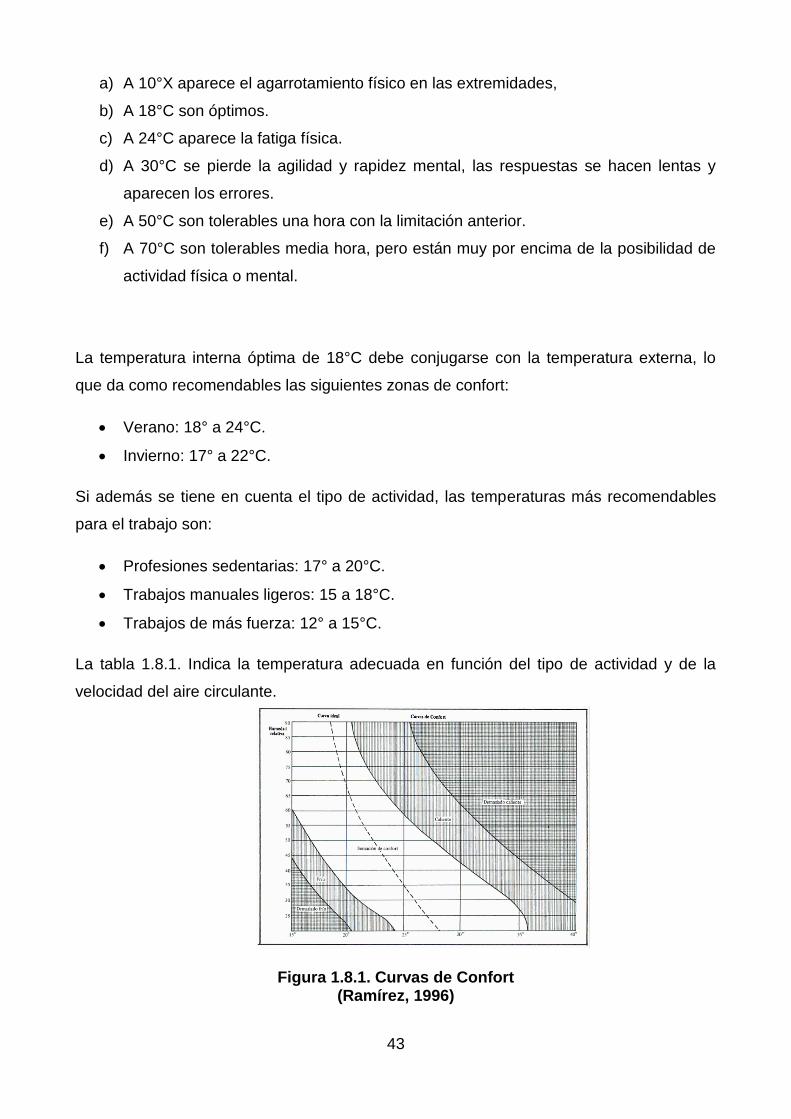
43
a) A 10°X aparece el agarrotamiento físico en las extremidades,
b) A 18°C son óptimos.
c) A 24°C aparece la fatiga física.
d) A 30°C se pierde la agilidad y rapidez mental, las respuestas se hacen lentas y
aparecen los errores.
e) A 50°C son tolerables una hora con la limitación anterior.
f) A 70°C son tolerables media hora, pero están muy por encima de la posibilidad de
actividad física o mental.
La temperatura interna óptima de 18°C debe conjugarse con la temperatura externa, lo
que da como recomendables las siguientes zonas de confort:
Verano: 18° a 24°C.
Invierno: 17° a 22°C.
Si además se tiene en cuenta el tipo de actividad, las temperaturas más recomendables
para el trabajo son:
Profesiones sedentarias: 17° a 20°C.
Trabajos manuales ligeros: 15 a 18°C.
Trabajos de más fuerza: 12° a 15°C.
La tabla 1.8.1. Indica la temperatura adecuada en función del tipo de actividad y de la
velocidad del aire circulante.
Figura 1.8.1. Curvas de Confort (Ramírez, 1996)
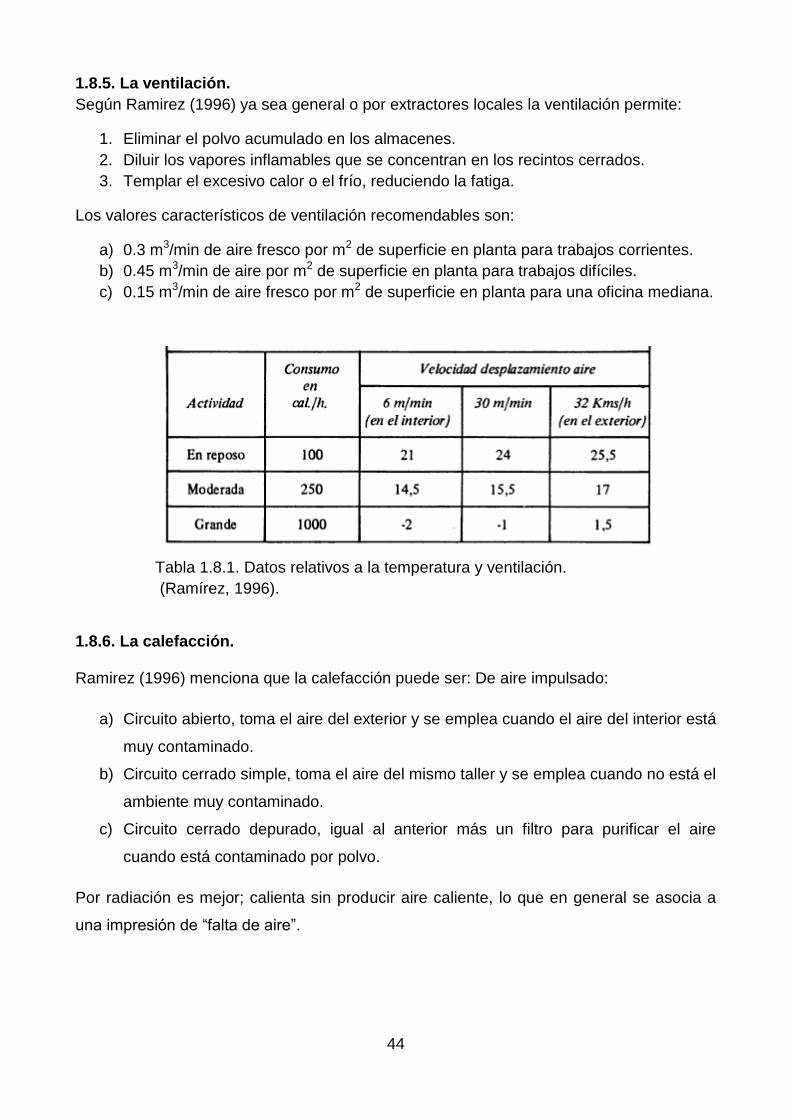
44
1.8.5. La ventilación.
Según Ramirez (1996) ya sea general o por extractores locales la ventilación permite:
1. Eliminar el polvo acumulado en los almacenes.
2. Diluir los vapores inflamables que se concentran en los recintos cerrados.
3. Templar el excesivo calor o el frío, reduciendo la fatiga.
Los valores característicos de ventilación recomendables son:
a) 0.3 m3/min de aire fresco por m2 de superficie en planta para trabajos corrientes.
b) 0.45 m3/min de aire por m2 de superficie en planta para trabajos difíciles.
c) 0.15 m3/min de aire fresco por m2 de superficie en planta para una oficina mediana.
Tabla 1.8.1. Datos relativos a la temperatura y ventilación.
(Ramírez, 1996).
1.8.6. La calefacción.
Ramirez (1996) menciona que la calefacción puede ser: De aire impulsado:
a) Circuito abierto, toma el aire del exterior y se emplea cuando el aire del interior está
muy contaminado.
b) Circuito cerrado simple, toma el aire del mismo taller y se emplea cuando no está el
ambiente muy contaminado.
c) Circuito cerrado depurado, igual al anterior más un filtro para purificar el aire
cuando está contaminado por polvo.
Por radiación es mejor; calienta sin producir aire caliente, lo que en general se asocia a
una impresión de “falta de aire”.
45
1.8.7. El ruido.
No existe una definición rígida e ruido; pero tal fenómeno causa en el organismo humano:
1. Efectos patológicos.
2. Fatiga.
3. Estados de confusión; efectos psicológicos.
4. Que el trabajador no perciba un peligro inminente.
No todos los individuos tienen la misma resistencia al ruido, algunos son demasiado
hipersensibles al mismo. La experiencia indica que cualquier ruido superior a 90
decibelios perjudica (Ramírez, 1996).
1.8.8. Vibraciones.
Según Ramírez (1996) las vibraciones por lo general son nocivas para el operario, tanto
desde el punto de vista comodidad, como de trabajo mental y físico.
La rapidez de lectura disminuye por causa de las vibraciones verticales de baja
frecuencia; las vibraciones verticales afectan a los operadores sentados y las horizontales
a los operadores de pie.
Por regla general, el cuerpo humano reacciona a las vibraciones y las resonancias de la
misma manera que un sistema mecánico compuesto de masa y resortes.
1.8.9. Iluminación.
Ramírez (1996) menciona que el concepto de iluminación natural hace retroceder al tema
del emplazamiento, construcción y orientación de los locales de trabajo. En la iluminación
con luz solar los preceptos son:
Que sea suficiente en relación con la superficie del local.
Que no provoque deslumbramiento ni contrastes marcados en las sombras; a fin
de evitarlos se acostumbra recurrir a la orientación de los locales.
Una iluminación inadecuada constituye un riesgo en cuanto que la apreciación errónea
de la posición, forma o velocidad de un objeto puede provocar errores y accidentes,
debidos, en la mayoría de los casos, a falta de visibilidad y deslumbramiento.
Asimismo, una iluminación inadecuada puede provocar la aparición de fatiga visual y
46
otros trastornos visuales y oculares. Es necesario, por tanto, realizar un
acondicionamiento de la iluminación en los puestos de trabajo, con objeto de favorecer
la percepción visual y asegurar así la correcta ejecución de las tareas y la seguridad y
bienestar de los trabajadores.
1.9. Marco legal de la seguridad e higiene en el trabajo.
Para desarrollar un programa de seguridad e higiene industrial adecuado, es necesario
conocer las leyes, reglamentos y normas que se encargan de regular su aplicación, de
esta manera será posible tomar las mejores decisiones para la organización.
En el caso del presente proyecto, las leyes, reglamentos y normas que se deben cumplir
se basan de acuerdo a lo indicado en:
La Constitución política de los Estados Unidos Mexicanos.
La Secretaría del Trabajo y Previsión Social (STPS).
Las Normas Oficiales Mexicanas (NOM).
Ley Federal del Trabajo.
El Reglamento Federal de Seguridad, Higiene y Medio Ambiente de trabajo.
La Ley del seguro social.
Administración de Seguridad y Salud Ocupacional (OHSA).
Organización Internacional del Trabajo (OIT).
1.9.1. Constitución Política de los Estados Unidos Mexicanos.
Los principales artículos relacionados con la seguridad e higiene industrial son:
ART 4 Entre otras cosas, se establece el derecho a la salud de los mexicanos.
ART 27 Establece los principios que rigen a CFE.
ART 73 Leyes sobre Salubridad, Seguridad y Protección Ambiental.
ART 123 Establece todos los principios de la legislación en materia de Trabajo,
incluyendo a la Seguridad e Higiene.
47
1.9.2. Secretaría del Trabajo y Previsión Social (STPS).
Las normas oficiales mexicanas que presenta la Secretaría de Trabajo y Previsión Social,
referentes a seguridad e higiene industrial en instalaciones eléctricas son:
NOM-001-STPS-2008, Edificios, locales, instalaciones y áreas en los centros de
trabajo – Condiciones de seguridad.
NOM-002-STPS-2010, Condiciones de seguridad – Prevención y protección contra
incendios en los centros de trabajo.
NOM-009-STPS-2011, Condiciones de seguridad para realizar trabajos en altura.
NOM-014-STPS-2000, Exposición laboral a presiones ambientales anormales –
Condiciones de seguridad e higiene.
NOM-017-STPS-2008, Equipo de protección personal – Selección, uso y manejo
en los centros de trabajo.
NOM-019-STPS-2011, Constitución, integración, organización y funcionamiento de
las comisiones de seguridad e higiene.
NOM-022-STPS-2008, Electricidad estática en los centros de trabajo – Condiciones
de seguridad.
NOM-025-STPS-2008, Condiciones de iluminación en los centros de trabajo.
NOM-029-STPS-2011, Mantenimiento de las instalaciones eléctricas en los centros
de trabajo – Condiciones de seguridad.
NOM-030-STPS-2009, Servicios preventivos de seguridad y salud en el trabajo –
Funciones y actividades.
NOM-113-STPS-2009, Seguridad – Equipo de protección personal – Calzado de
protección, Clasificación, especificaciones y métodos de prueba.
NOM-115-STPS-2009, Seguridad – Equipo de protección personal – Cascos de
protección, Clasificación, especificaciones y métodos de prueba.
1.9.3. Ley Federal del Trabajo.
Principales artículos relacionados con la presente investigación, ubicados en la Ley
Federal del Trabajo.
ART. 47 - 51 Negarse a cumplir las Normas de Seguridad es motivo o causa de
rescisión de contrato. ART.
ART. 134 - 135 Obligación del trabajador de observar las normas de trabajo.
ART. 472 - 476 Definiciones de riesgos de trabajo.
48
ART.477 - 480 Define los diferentes tipos de incapacidad que se originan a causa
de las enfermedades de trabajo.
ART.487 Expresa los derechos que adquiere un trabajador cuando su salud se ha
quebrantado a consecuencia de una enfermedad de trabajo.
ART. 504-508 Obligación del patrón de proporcionar Servicios Médicos.
ART. 509-510 De las Comisiones de Seguridad e Higiene. ART.
ART. 513: Señala las diferentes enfermedades de trabajo. ART.
ART. 514: Define la tabla para la evaluación de las incapacidades permanentes.
1.9.4. Reglamento Federal de Seguridad, Higiene y Medio Ambiente de trabajo.
Principales temas sobre seguridad e higiene industrial.
Titulo Primero Disposiciones generales y obligaciones de los patrones y
trabajadores.
Titulo Segundo Condiciones de Seguridad.
Título Tercero Condiciones de Higiene.
Titulo Cuarto Organización de la Seguridad e Higiene en el Trabajo.
Titulo Quinto De la Protección del Trabajo de Menores y de Mujeres en Periodo de
Gestación y de Lactancia.
Estipulación de las enfermedades de trabajo y valuación de incapacidades.
Reglamentación de las condiciones que deben satisfacer los lugares de trabajo, los
equipos y el manejo de materiales.
Disposiciones y campañas generales de salud pública.
1.9.4.1. Condiciones de seguridad en instalaciones eléctricas.
Se hace mención del título segundo principalmente en el reglamento federal de seguridad,
higiene y medio ambiente de trabajo, ya que es importante hacer énfasis de que se deben
contemplar en instalaciones eléctricas, las siguientes condiciones de seguridad:
Deben diseñarse y señalizarse de conformidad a lo dispuesto por el reglamento.
Mantenimiento por personal capacitado.
Materiales peligrosos lejos de instalaciones.
Reducir los riesgo por electricidad estática
49
1.9.5. Ley del Seguro Social.
Artículos relacionados con la presente tesis.
Art. 51: Del aviso inmediato después de ser descubierta la enfermedad de trabajo.
Art.56-57 Señala las prestaciones en especie a que tiene derecho el trabajador que
ha sufrido una enfermedad de trabajo (hospitalización, prótesis, rehabilitación, etc.)
Art.58-67: Regula los capitales constitutivos que integran el importe de las
prestaciones que otorga el IMSS y que deben ser cubiertos por la empresa.
1.9.6. Administración de Seguridad y Salud Ocupacional (OHSA).
1.9.6.1. Historia y misión de la OSHA.
En 1970, el Congreso de Estados Unidos y el presidente Richard Nixon crearon la
Administración de Seguridad y Salud Ocupacional (OSHA), organismo nacional de salud
pública dedicado a proteger la seguridad y la salud de los trabajadores. Un Congreso
bipartidario promulgó la Ley de la OSH y estableció la OSHA “. . .para asegurar, en la
mayor medida posible, unas condiciones de trabajo seguras y saludables para todos los
trabajadores y trabajadoras del país y para conservar nuestros recursos humanos.”
El Congreso de Estados Unidos creó la OSHA para que los hombres y las mujeres
trabajaran en condiciones seguras y saludables mediante el establecimiento y la
aplicación de normas y la capacitación, programas y actividades de alcance, educación y
asistencia para el cumplimiento. En el marco jurídico de la OSHA, los empleadores tienen
la responsabilidad de proporcionar un lugar de trabajo seguro y saludable a sus
empleados (Portal OSHA).
Las normas de seguridad y salud de la OSHA, incluyen las referentes al asbesto,
protección contra caídas, polvo de algodón, excavación de zanjas, protección de
maquinaria, benceno, plomo y agentes patógenos transmitidos por la sangre, han evitado
un sinnúmero de lesiones, enfermedades y muertes relacionadas con el trabajo. No
obstante, siguen ocurriendo demasiadas lesiones y muertes evitables. En los lugares de
trabajo de Estados Unidos todavía existen riesgos graves y condiciones peligrosas.
Anualmente, más de 3,3 millones de hombres y mujeres trabajadores sufren alguna lesión
o enfermedad grave relacionada con el trabajo. Millones más están expuestos a
sustancias químicas tóxicas que pueden causar enfermedades después de varios años.
50
Además del impacto directo en cada uno de los trabajadores, las consecuencias
desfavorables para la economía de los Estados Unidos son considerables. Las lesiones y
enfermedades relacionadas con el trabajo tienen un costo superior a los $53.000 millones
al año — más de $1.000 millones por semana — para los empleadores americanos solo
por concepto de costos de indemnización por accidentes de trabajo. Los costos indirectos
para los empleadores, tales como la pérdida de productividad, costos de capacitación y
reemplazo de personal y tiempo dedicado a investigaciones después de una lesión,
pueden ascender a más del doble de las cifras citadas. Los trabajadores y sus familias
sufren grandes daños emocionales y psicológicos, además de la pérdida de salarios y de
los gastos de atención de los lesionados, lo que debilita la economía aún más.
Desde la creación de la OSHA, su función ha consistido en proteger a los trabajadores
norteamericanos. La meta principal de la OSHA es lograr que todos los obreros regresen
a sus casas sanos y salvos todos los días. Para ello la agencia se concentra en los tres
objetivos siguientes:
Mejorar la seguridad y la salud de los centros de trabajo reduciendo las heridas, las
enfermedades y las muertes.
Cambiar la cultura de los centros de trabajo incrementando la dedicación de
empleadores y empleados a una mejor seguridad y salud.
Ganar la confianza del público mediante la excelencia en el desarrollo y suministro
de los servicios de la OSHA.
Para alcanzar estos objetivos, la OSHA aplica:
Estrictas medidas de cumplimiento de sus normas en los centros de trabajo con las
tasas más elevadas de heridas y enfermedades.
Sociedades creativas para diseñar nuevas maneras de trabajar con los
empleadores, los empleados y otras partes interesadas.
Normalización mejorada para hacer frente a los problemas del Siglo XXI.
Actividades ampliadas de divulgación y entrenamiento para crear ambientes de
trabajo seguros y saludables.
Para establecer un ambiente de trabajo seguro y saludable se requiere que cada
empleador y cada empleado asignen la más alta prioridad a las cuestiones de
seguridad y salud. La totalidad de la fuerza laboral — desde el Ejecutivo Principal
hasta el empleado más reciente — debe reconocer que la seguridad y la salud de los
51
trabajadores son vitales para la misión de las empresas norteamericanas y
fundamentales para su rentabilidad.
La función de la OSHA consiste en proporcionar liderazgo e inspiración a los
trabajadores y empleadores para que tomen en serio esa responsabilidad.
1.9.6.2. Funciones de la OSHA.
De acuerdo al portal de la OSHA, esta tiene las siguientes funciones:
Alentar a los empleadores y empleados a reducir los peligros en los centros de
trabajo y a poner en práctica programas de seguridad y salud nuevos o a mejorar
los ya existentes.
Formular normas obligatorias sobre seguridad y salud en el trabajo y hacerlas
cumplir por medio de inspecciones, ayuda para los empleadores, y algunas veces,
dando citaciones o imponiendo sanciones, o ambas cosas.
Establecer responsabilidades y derechos para empleadores y empleados a fin de
lograr mejores condiciones de seguridad y salud.
Realizar investigaciones, ya sea directamente o por medio de donativos y
contratos, para diseñar medios innovadores de eliminar peligros en los centros de
trabajo.
Mantener un sistema de presentación de informes y mantenimiento de registros
sobre las heridas y enfermedades relacionadas con el trabajo.
Establecer programas de entrenamiento para aumentar la competencia del
personal de seguridad y salud ocupacional.
Crear, analizar, evaluar y aprobar programas de seguridad y salud ocupacional de
los estados.
Ofrecer asistencia técnica y de otro tipo relacionada con el cumplimiento de la ley,
capacitación y educación, así como programas y sociedades cooperativas para
ayudar a los empleadores a reducir los accidentes y heridas de los trabajadores.
1.9.6.3. Objetivos logrados por la OSHA.
Desde que se creó la OSHA, la nación Estados Unidos ha progresado considerablemente
en cuestiones de seguridad y salud ocupacional. Por ejemplo, desde 1970 la OSHA ha:
Reducido a la mitad la tasa de muertes relacionadas con el trabajo; Reducido las tasas
generales de heridas y enfermedades en industrias en las que la OSHA ha concentrado
52
su atención; Eliminado prácticamente la enfermedad del pulmón en la industria textil, y;
Reducido en un 35 por ciento las muertes en la construcción de zanjas y excavaciones.
1.9.6.4. Normas de la OSHA.
Las normas de la OSHA para la construcción, la industria en general, la industria marítima
y la agricultura protegen a los trabajadores de una amplia gama de peligros graves. Entre
los ejemplos de las normas de la OSHA hay requisitos que exigen que los empleadores:
Ofrezcan protección contra caídas;
Eviten el derrumbe de lugares de excavación de zanjas;
Eviten la exposición a algunas enfermedades infecciosas;
Vigilen la seguridad de los trabajadores que entren a espacios confinados;
Eviten la exposición a sustancias químicas dañinas;
Instalen mecanismos de protección en las máquinas peligrosas;
Proporcionen respiradores y otro equipo de seguridad; y
Ofrezcan capacitación para ciertos empleos peligrosos en un idioma y con un
vocabulario que los trabajadores puedan entender.
Los empleadores también deben cumplir la cláusula general de la Ley OSH referente a
deberes. Esta cláusula exige que los empleadores mantengan el lugar de trabajo sin
graves peligros reconocidos y suele citarse cuando no hay ninguna norma específica
de la OSHA que corresponda al peligro en cuestión.
1.9.7. Organización Internacional del Trabajo (OIT).
La Organización Internacional del Trabajo (OIT) fue fundada en el año 1919, después de
una guerra destructiva, fundada en una visión según la cual una paz duradera debe
basarse en la justicia social. Los objetivos principales de la OIT son promover los
derechos laborales, fomentar la protección social y fortalecer el diálogo en el mundo del
trabajo. La estructura tripartita de la OIT es única, ya que en ella participan con la misma
voz trabajadores, empleadores y gobiernos y esto garantiza que las opiniones de los
interlocutores sociales queden fielmente reflejadas en las normas internacionales del
trabajo y en la formulación de políticas y programas (Portal OIT).
53
1.9.7.1. La Organización Internacional del Trabajo (OIT) y la seguridad y salud en el
trabajo.
La protección de los trabajadores contra las enfermedades, padecimientos y lesiones
ocasionados por el trabajo, es una de las áreas prioritarias de actuación descritas en el
Preámbulo de la Constitución de la OIT de 1919 y al día de hoy sigue siendo pertinente.
Este principio básico fue explícitamente ratificado en la Declaración de Filadelfia de 1944,
y más tarde en la Declaración de Seúl de 2008. En esta última se estableció que el
derecho a un medio ambiente de trabajo seguro y saludable debe ser reconocido como un
derecho humano fundamental y no sólo como un derecho laboral (Portal OIT).
Los principios fundamentales de la OIT en materia de seguridad y salud en el trabajo
(SST) están plasmados en el Convenio sobre seguridad y salud de los trabajadores, 1981
(núm. 155), el Convenio sobre los servicios de salud en el trabajo, 1985 (núm. 161), y el
Convenio sobre el marco promocional para la seguridad y salud en el trabajo, 2006 (núm.
187). Estos instrumentos son esenciales y pueden ser utilizados por los gobiernos, los
empleadores y los trabajadores para instaurar prácticas sólidas de seguridad y salud en el
trabajo. Además, la OIT ha adoptado más de 40 normas internacionales del trabajo que
tratan directa o indirectamente cuestiones relativas a la seguridad y salud en el trabajo,
así como, una serie de repertorios de recomendaciones prácticas sobre el tema.
La estrategia global en SST adoptada en 2003, confirma la función decisiva de los
instrumentos de la OIT como pilar central para la promoción de la seguridad y salud en el
trabajo, complementadas por las acciones de la OIT en este ámbito. La estrategia hace
también un llamado a un enfoque integrado que vincule mejor las normas de la OIT con
otros medios para la acción tales como el cabildeo, la sensibilización, el desarrollo del
conocimiento, la difusión de la información, y la cooperación técnica para maximizar su
impacto y utilidad.
De acuerdo al portal de internet de la OIT, cada 15 segundos, un trabajador muere a
causa de accidentes o enfermedades relacionadas con el trabajo. Cada 15 segundos, 153
trabajadores tienen un accidente laboral.
Cada día mueren 6.300 personas a causa de accidentes o enfermedades relacionadas
con el trabajo – más de 2,3 millones de muertes por año. Anualmente ocurren más de 317
millones de accidentes en el trabajo, muchos de estos accidentes resultan en absentismo
laboral. El coste de esta adversidad diaria es enorme y la carga económica de las malas
54
prácticas de seguridad y salud se estima en un 4 por ciento del Producto Interno Bruto
global de cada año.
La OIT tiene como objetivo crear conciencia mundial sobre la magnitud y las
consecuencias de los accidentes, las lesiones y las enfermedades relacionadas con el
trabajo. La meta de SafeWork es colocar la salud y la seguridad de todos los trabajadores
en la agenda internacional; además de estimular y apoyar la acción práctica a todos los
niveles (Portal OIT).
55
CAPÍTULO 2. CASO DE ESTUDIO DE CFE “ZONA DE TRANSMISIÓN
LOS MOCHIS”
2.1. Datos generales y antecedentes de la empresa
2.1.1. Objetivo de CFE.
La Comisión Federal de Electricidad (CFE) es una empresa productiva del país,
encargada de controlar, generar, transmitir y comercializar energía eléctrica en todo el
territorio mexicano. Fue fundada el 14 de Agosto de 1937 por el Gobierno Federal y sus
primeros proyectos se realizaron en Teloloapan, Guerrero; Pátzcuaro, Michoacán;
Suchiate y Xía, en Oaxaca, y Ures y Altar, en Sonora. La CFE abastece cerca de 26.9
millones de clientes e incorpora anualmente más de un millón. Desde octubre de 2009, se
hace cargo de las operaciones de la compañía Luz y Fuerza del Centro. La CFE es la
empresa más grande del sector eléctrico de Latinoamérica. Asimismo es propietaria de la
única central nucleoeléctrica existente en el país, la Central Nuclear de Laguna
Verde ubicada en el estado de Veracruz, misma que usa dos reactores de
tipo BWR construidos por General Electric.
2.1.2. Misión y visión.
Misión.
Prestar el servicio público de energía eléctrica con criterios de suficiencia, competitividad
y sustentabilidad, comprometidos con la satisfacción de los clientes, con el desarrollo del
país y con la preservación del medio ambiente.
Visión al 2030.
Ser una empresa de energía, de las mejores en el sector eléctrico a nivel mundial, con
presencia internacional, fortaleza financiera e ingresos adicionales por servicios
relacionados con su capital intelectual e infraestructura física y comercial.
Una empresa reconocida por su atención al cliente, competitividad, transparencia, calidad
en el servicio, capacidad de su personal, vanguardia tecnológica y aplicación de criterios
de desarrollo sustentable.
56
2.1.3. Antecedentes de la empresa.
La generación de energía eléctrica inició en México a fines del siglo XIX. La primera
planta generadora que se instaló en el país (1879) estuvo en León, Guanajuato, y era
utilizada por la fábrica textil “La Americana”. Casi inmediatamente se extendió esta forma
de generar electricidad dentro de la producción minera y, marginalmente, para la
iluminación residencial y pública.
En 1889 operaba la primera planta hidroeléctrica en Batopilas (Chihuahua) y extendió sus
redes de distribución hacia mercados urbanos y comerciales donde la población era de
mayor capacidad económica.
No obstante, durante el régimen de Porfirio Díaz se otorgó al sector eléctrico el carácter
de servicio público, colocándose las primeras 40 lámparas "de arco" en la Plaza de la
Constitución, cien más en la Alameda Central y comenzó la iluminación de la entonces
calle de Reforma y de algunas otras vías de la Ciudad de México.
Algunas compañías internacionales con gran capacidad vinieron a crear filiales, como
TheMexican Light and Power Company, de origen canadiense, en el centro del país; el
consorcio The American and ForeignPower Company, con tres sistemas interconectados
en el norte de México, y la Compañía Eléctrica de Chapala, en el occidente.
A inicios del siglo XX México contaba con una capacidad de 31 MW, propiedad de
empresas privadas. Para 1910 eran 50 MW, de los cuales 80% los generaba TheMexican
Light and Power Company, con el primer gran proyecto hidroeléctrico: la planta Necaxa,
en Puebla. Las tres compañías eléctricas tenían las concesiones e instalaciones de la
mayor parte de las pequeñas plantas que sólo funcionaban en sus regiones.
En ese período se dio el primer esfuerzo para ordenar la industria eléctrica con la creación
de la Comisión Nacional para el Fomento y Control de la Industria de Generación y
Fuerza, conocida posteriormente como Comisión Nacional de Fuerza Motriz.
Fue el 2 de diciembre de 1933 cuando se decretó que la generación y distribución de
electricidad son actividades de utilidad pública.
57
En 1937 México tenía 18.3 millones de habitantes, de los cuales únicamente siete
millones contaban con electricidad, proporcionada con serias dificultades por tres
empresas privadas. En ese momento las interrupciones de luz eran constantes y las
tarifas muy elevadas, debido a que esas empresas se enfocaban a los mercados urbanos
más redituables, sin contemplar a las poblaciones rurales, donde habitaba más de 62% de
la población. La capacidad instalada de generación eléctrica en el país era de 629.0 MW.
Para dar respuesta a esa situación que no permitía el desarrollo del país, el gobierno
federal creó, el 14 de agosto de 1937, la Comisión Federal de Electricidad (CFE), que
tendría por objeto organizar y dirigir un sistema nacional de generación, transmisión y
distribución de energía eléctrica, basado en principios técnicos y económicos, sin
propósitos de lucro y con la finalidad de obtener con un costo mínimo, el mayor
rendimiento posible en beneficio de los intereses generales. (Ley promulgada en la
Ciudad de Mérida, Yucatán el 14 de agosto de 1937 y publicada en el Diario Oficial de la
Federación el 24 de agosto de 1937).
La CFE comenzó a construir plantas generadoras y ampliar las redes de transmisión y
distribución, beneficiando a más mexicanos al posibilitar el bombeo de agua de riego y la
molienda, así como mayor alumbrado público y electrificación de comunidades.
Los primeros proyectos de generación de energía eléctrica de CFE se realizaron en
Teloloapan (Guerrero), Pátzcuaro (Michoacán), Suchiate y Xía (Oaxaca), y Ures y Altar
(Sonora).
El primer gran proyecto hidroeléctrico se inició en 1938 con la construcción de los
canales, caminos y carreteras de lo que después se convirtió en el Sistema Hidroeléctrico
Ixtapantongo, en el Estado de México, que posteriormente fue nombrado Sistema
Hidroeléctrico Miguel Alemán.
En 1938 CFE tenía apenas una capacidad de 64 kW, misma que, en ocho años, aumentó
hasta alcanzar 45,594 kW. Entonces, las compañías privadas dejaron de invertir y CFE se
vio obligada a generar energía para que éstas la distribuyeran en sus redes, mediante la
reventa.
58
Hacia 1960 la CFE aportaba ya el 54% de los 2,308 MW de capacidad instalada, la
empresa Mexican Light el 25%, la American and Foreign el 12%, y el resto de las
compañías 9%.
Sin embargo, a pesar de los esfuerzos de generación y electrificación, para esas fechas
apenas 44% de la población contaba con electricidad. Por eso el presidente Adolfo López
Mateos decidió nacionalizar la industria eléctrica, el 27 de septiembre de 1960.
A partir de entonces se comenzó a integrar el Sistema Eléctrico Nacional, extendiendo la
cobertura del suministro y acelerando la industrialización. El Estado mexicano adquirió los
bienes e instalaciones de las compañías privadas, las cuales operaban con serias
deficiencias por la falta de inversión y los problemas laborales.
Para 1961 la capacidad total instalada en el país ascendía a 3,250 MW. CFE vendía 25%
de la energía que producía y su participación en la propiedad de centrales generadoras de
electricidad pasó de cero a 54%.
En esa década la inversión pública se destinó en más de 50% a obras de infraestructura.
Se construyeron importantes centros generadores, entre ellos los de Infiernillo y
Temascal, y se instalaron otras plantas generadoras alcanzando, en 1971, una capacidad
instalada de 7,874 MW.
Al finalizar esa década se superó el reto de sostener el ritmo de crecimiento al instalarse,
entre 1970 y 1980, centrales generadoras que dieron una capacidad instalada de 17,360
MW.
Cabe mencionar que en los inicios de la industria eléctrica mexicana operaban varios
sistemas aislados, con características técnicas diferentes, llegando a coexistir casi 30
voltajes de distribución, siete de alta tensión para líneas de transmisión y dos frecuencias
eléctricas de 50 y 60 Hertz.
Esta situación dificultaba el suministro de electricidad, por lo que CFE definió y unificó los
criterios técnicos y económicos del Sistema Eléctrico Nacional, normalizando los voltajes
de operación, con la finalidad de estandarizar los equipos, reducir sus costos y los
tiempos de fabricación, almacenaje e inventariado. Posteriormente se unificaron las
59
frecuencias a 60 Hertz y CFE integró los sistemas de transmisión en el Sistema
Interconectado Nacional.
En los años 80 el crecimiento de la infraestructura eléctrica fue menor que en la década
anterior, principalmente por la disminución en la asignación de recursos a la CFE. No
obstante, en 1991 la capacidad instalada ascendió a 26,797 MW.
A inicios del año 2000 se tenía ya una capacidad instalada de generación de 35,385 MW,
cobertura del servicio eléctrico del 94.70% a nivel nacional, una red de transmisión y
distribución de 614,653 kms, lo que equivale a más de 15 vueltas completas a la Tierra y
más de 18.6 millones de usuarios, incorporando casi un millón cada año.
En el municipio de Ahome, Sinaloa, CFE cuenta con tres plantas en funcionamiento:
Generación, Transmisión y Comercialización. El documento presente se basa
principalmente en el análisis de la información recopilada en la planta de Transmisión, la
cual fue creada en el año 1990 y se encuentra ubicada en el fraccionamiento “Mañanitas”,
en la ciudad de Los Mochis, Sin. Actualmente la planta cuenta con 44 empleados.
A partir octubre de 2009, CFE es la encargada de brindar el servicio eléctrico en todo el
país.
El servicio al cliente es prioridad para la empresa, por lo que se utiliza la tecnología para
ser más eficiente, y se continúa la expansión del servicio, aprovechando las mejores
tecnologías para brindar el servicio aún en zonas remotas y comunidades dispersas.
CFE es reconocida como una de las mayores empresas eléctricas del mundo, y aún
mantiene integrados todos los procesos del servicio eléctrico.
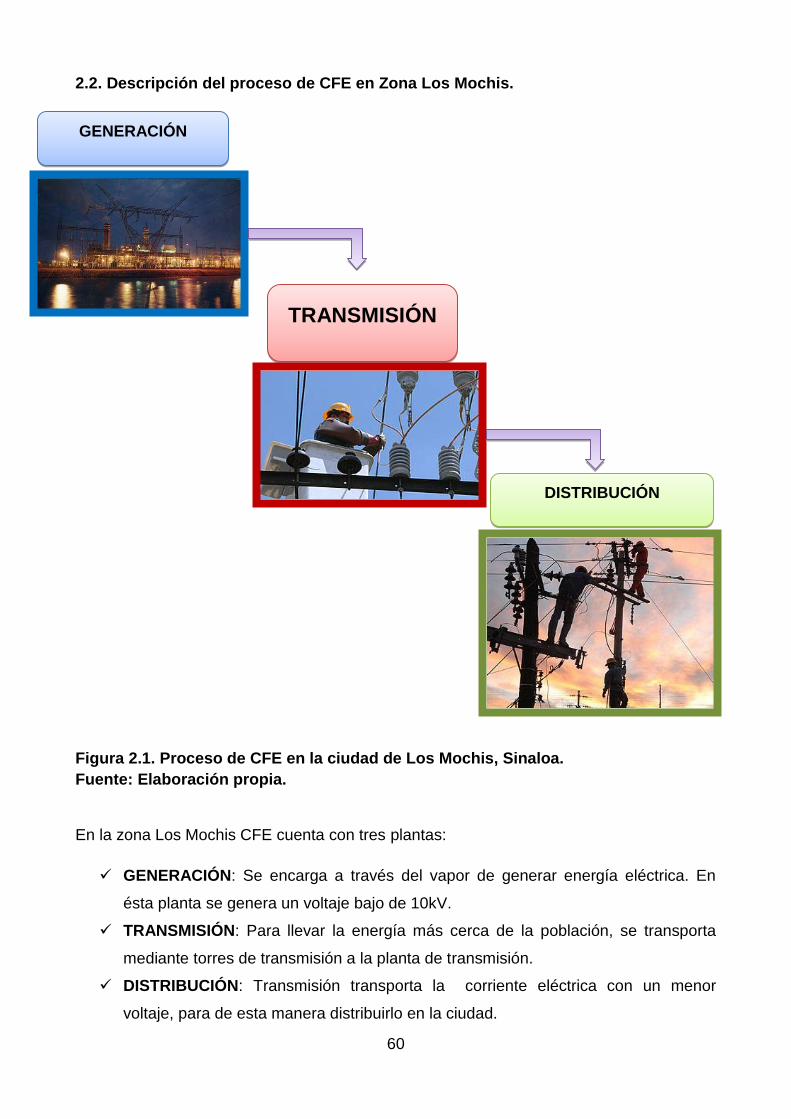
60
2.2. Descripción del proceso de CFE en Zona Los Mochis.
Figura 2.1. Proceso de CFE en la ciudad de Los Mochis, Sinaloa.
Fuente: Elaboración propia.
En la zona Los Mochis CFE cuenta con tres plantas:
GENERACIÓN: Se encarga a través del vapor de generar energía eléctrica. En
ésta planta se genera un voltaje bajo de 10kV.
TRANSMISIÓN: Para llevar la energía más cerca de la población, se transporta
mediante torres de transmisión a la planta de transmisión.
DISTRIBUCIÓN: Transmisión transporta la corriente eléctrica con un menor
voltaje, para de esta manera distribuirlo en la ciudad.
GENERACIÓN
TRANSMISIÓN
DISTRIBUCIÓN
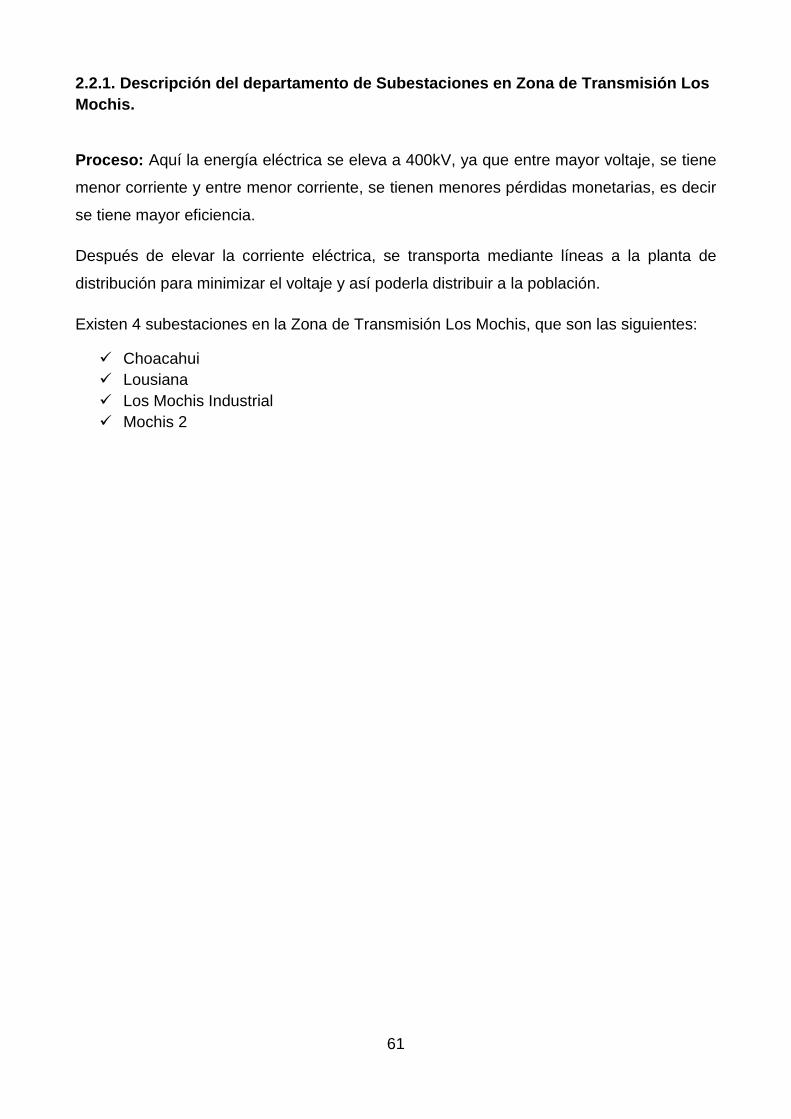
61
2.2.1. Descripción del departamento de Subestaciones en Zona de Transmisión Los
Mochis.
Proceso: Aquí la energía eléctrica se eleva a 400kV, ya que entre mayor voltaje, se tiene
menor corriente y entre menor corriente, se tienen menores pérdidas monetarias, es decir
se tiene mayor eficiencia.
Después de elevar la corriente eléctrica, se transporta mediante líneas a la planta de
distribución para minimizar el voltaje y así poderla distribuir a la población.
Existen 4 subestaciones en la Zona de Transmisión Los Mochis, que son las siguientes:
Choacahui
Lousiana
Los Mochis Industrial
Mochis 2
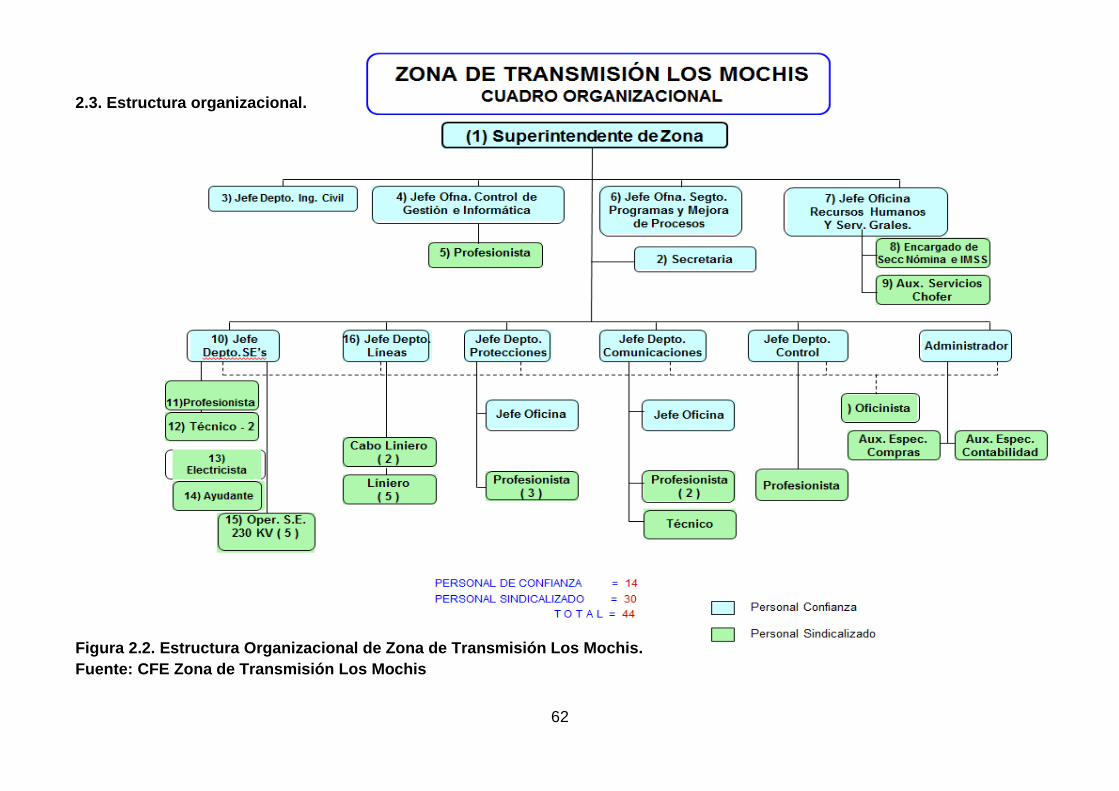
62
2.3. Estructura organizacional.
Figura 2.2. Estructura Organizacional de Zona de Transmisión Los Mochis.
Fuente: CFE Zona de Transmisión Los Mochis
63
2.3.1. Descripción de puestos en el departamento de subestaciones.
Actualmente el número total de empleados del departamento de subestaciones es de
once trabajadores.
Jefe de departamento de subestaciones. Planifica, organiza, dirige y controla las
actividades dentro del departamento de subestaciones en zona de transmisión Los
Mochis.
Profesionista. Apoya al jefe de departamento de subestaciones en la coordinación
y control del departamento, así como en la supervisión del personal operativo y
elaboración de informes periódicos.
Es quién se encarga de capacitar al personal operativo semanalmente en
seguridad e higiene en sus actividades
Técnico. Supervisan que la maquinaria y equipo se puedan manejar para que el
personal operativo pueda trabajar en él.
Electricista. Instala y repara la maquinaria para laborar.
Ayudante. Apoya al electricista en sus actividades.
Operadores. Se encargan de operar en las diferentes subestaciones.
2.4. Diagnóstico situacional de CFE zona de transmisión Los Mochis realizado en el
departamento de subestaciones.
Para elaborar e implementar adecuadamente un programa de seguridad industrial, es
necesario realizar un diagnóstico de la situación actual de la empresa, el cual está
enfocado en ubicar debilidades y fortalezas en las diferentes áreas y/o departamentos.
De acuerdo a Díaz (1995) el diagnóstico situacional se define como un proceso
sistemático de acopio y análisis de información sobre diferentes aspectos de los sistemas
de producción. Por esta razón el diagnóstico situacional es el punto de partida para
elaborar un sistema de seguridad industrial.
El presente diagnóstico situacional está sustentado en el artículo 130 del Reglamento de
Seguridad e Higiene y Medio Ambiente de Trabajo, el cual menciona: “los patrones deben
elaborar un diagnóstico de las condiciones de seguridad e higiene industrial que
prevalezcan en sus centros de trabajo…”, esto es con la finalidad de que tengan
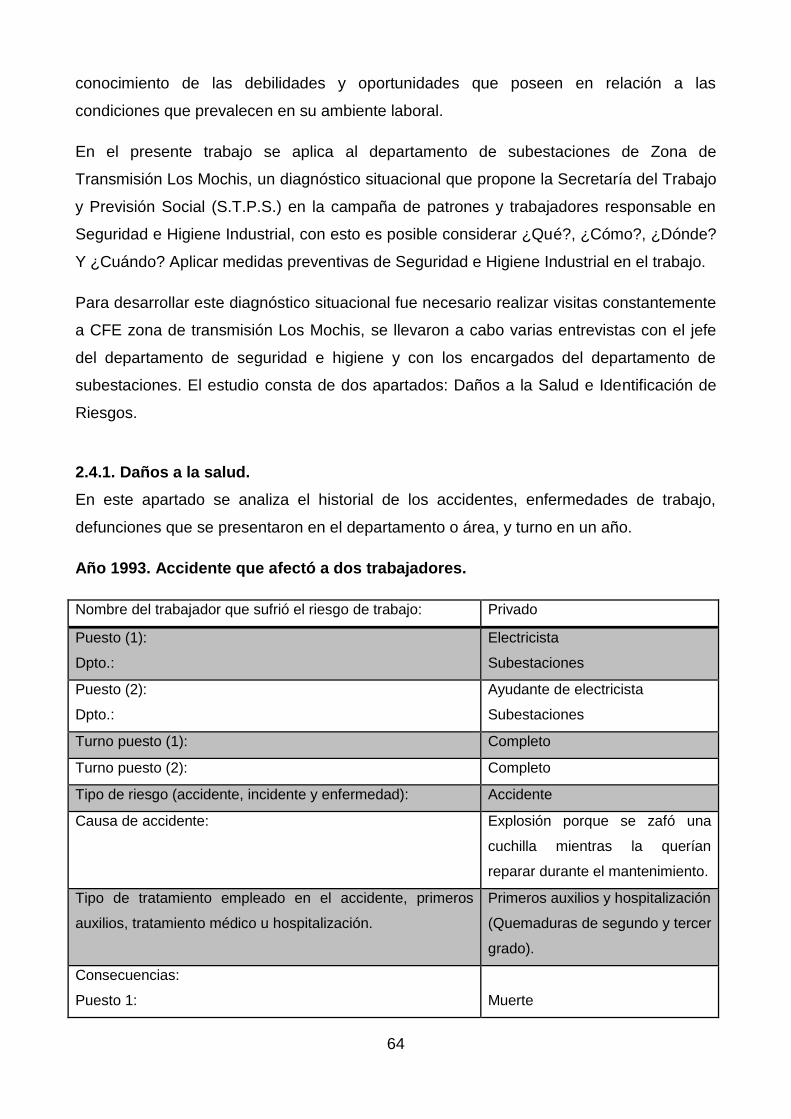
64
conocimiento de las debilidades y oportunidades que poseen en relación a las
condiciones que prevalecen en su ambiente laboral.
En el presente trabajo se aplica al departamento de subestaciones de Zona de
Transmisión Los Mochis, un diagnóstico situacional que propone la Secretaría del Trabajo
y Previsión Social (S.T.P.S.) en la campaña de patrones y trabajadores responsable en
Seguridad e Higiene Industrial, con esto es posible considerar ¿Qué?, ¿Cómo?, ¿Dónde?
Y ¿Cuándo? Aplicar medidas preventivas de Seguridad e Higiene Industrial en el trabajo.
Para desarrollar este diagnóstico situacional fue necesario realizar visitas constantemente
a CFE zona de transmisión Los Mochis, se llevaron a cabo varias entrevistas con el jefe
del departamento de seguridad e higiene y con los encargados del departamento de
subestaciones. El estudio consta de dos apartados: Daños a la Salud e Identificación de
Riesgos.
2.4.1. Daños a la salud.
En este apartado se analiza el historial de los accidentes, enfermedades de trabajo,
defunciones que se presentaron en el departamento o área, y turno en un año.
Año 1993. Accidente que afectó a dos trabajadores.
Nombre del trabajador que sufrió el riesgo de trabajo: Privado
Puesto (1):
Dpto.:
Electricista
Subestaciones
Puesto (2):
Dpto.:
Ayudante de electricista
Subestaciones
Turno puesto (1): Completo
Turno puesto (2): Completo
Tipo de riesgo (accidente, incidente y enfermedad): Accidente
Causa de accidente: Explosión porque se zafó una
cuchilla mientras la querían
reparar durante el mantenimiento.
Tipo de tratamiento empleado en el accidente, primeros
auxilios, tratamiento médico u hospitalización.
Primeros auxilios y hospitalización
(Quemaduras de segundo y tercer
grado).
Consecuencias:
Puesto 1:
Muerte
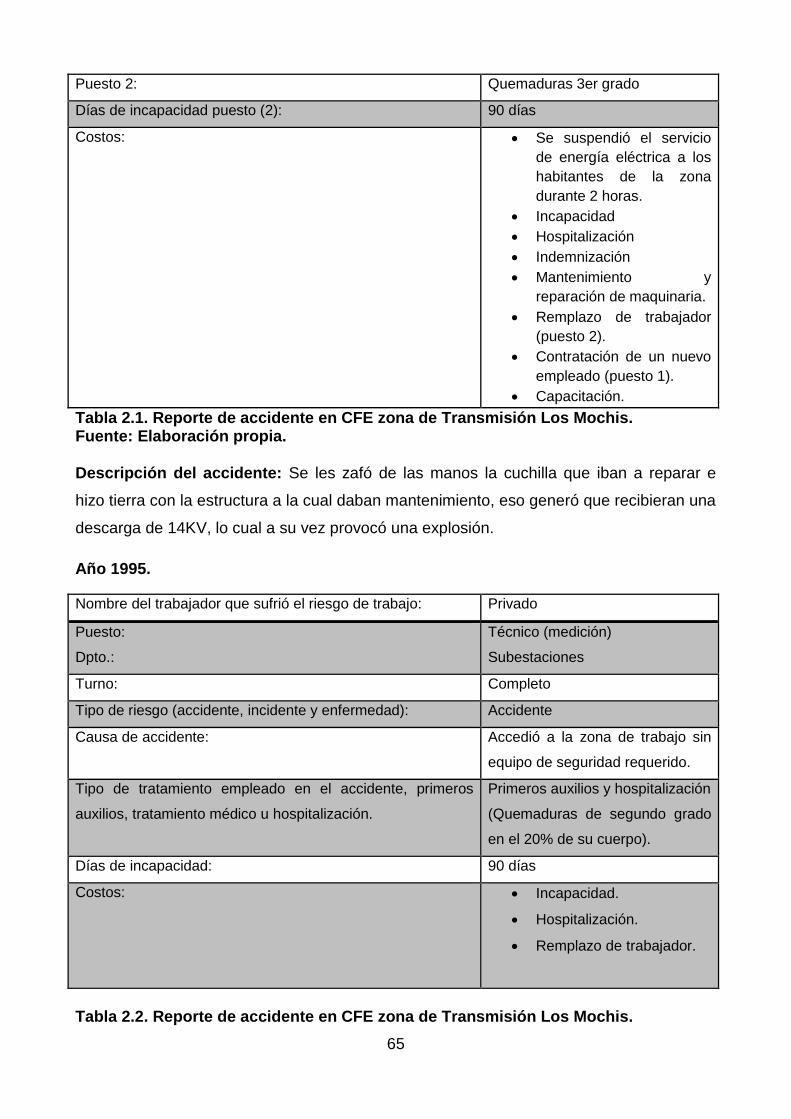
65
Puesto 2: Quemaduras 3er grado
Días de incapacidad puesto (2): 90 días
Costos: Se suspendió el servicio
de energía eléctrica a los
habitantes de la zona
durante 2 horas.
Incapacidad
Hospitalización
Indemnización
Mantenimiento y
reparación de maquinaria.
Remplazo de trabajador
(puesto 2).
Contratación de un nuevo
empleado (puesto 1).
Capacitación.
Tabla 2.1. Reporte de accidente en CFE zona de Transmisión Los Mochis. Fuente: Elaboración propia. Descripción del accidente: Se les zafó de las manos la cuchilla que iban a reparar e
hizo tierra con la estructura a la cual daban mantenimiento, eso generó que recibieran una
descarga de 14KV, lo cual a su vez provocó una explosión.
Año 1995.
Nombre del trabajador que sufrió el riesgo de trabajo: Privado
Puesto:
Dpto.:
Técnico (medición)
Subestaciones
Turno: Completo
Tipo de riesgo (accidente, incidente y enfermedad): Accidente
Causa de accidente: Accedió a la zona de trabajo sin
equipo de seguridad requerido.
Tipo de tratamiento empleado en el accidente, primeros
auxilios, tratamiento médico u hospitalización.
Primeros auxilios y hospitalización
(Quemaduras de segundo grado
en el 20% de su cuerpo).
Días de incapacidad: 90 días
Costos: Incapacidad.
Hospitalización.
Remplazo de trabajador.
Tabla 2.2. Reporte de accidente en CFE zona de Transmisión Los Mochis.
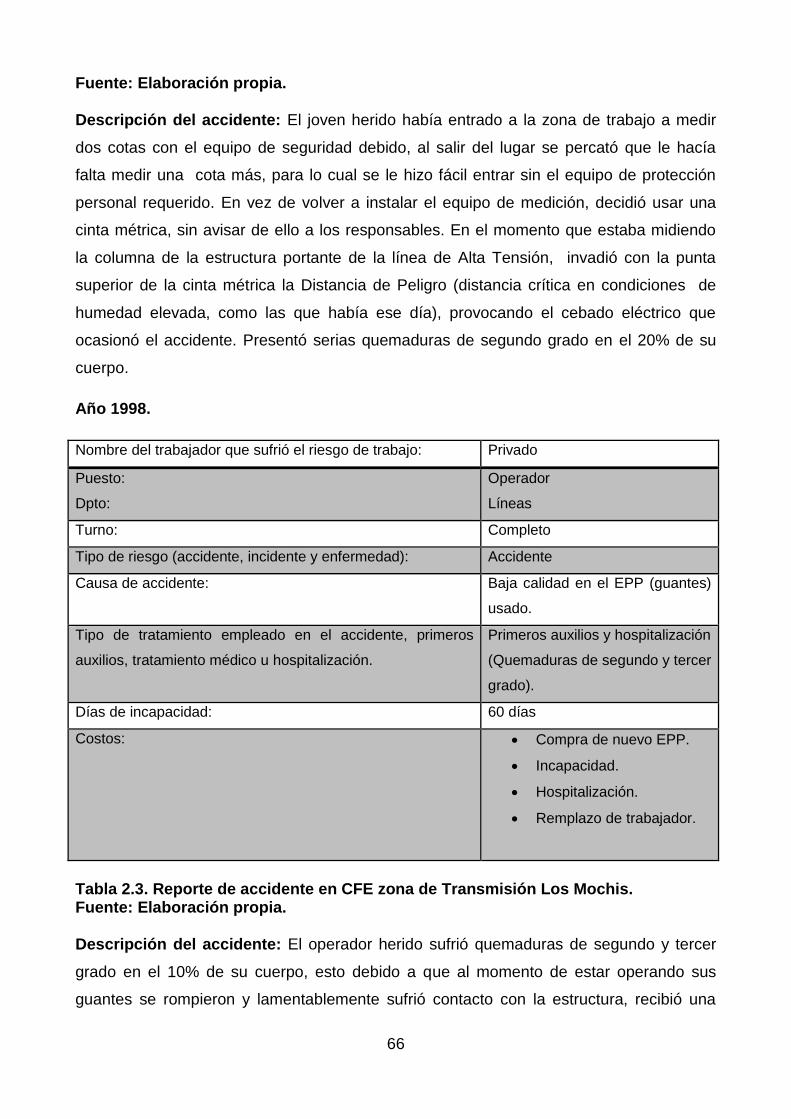
66
Fuente: Elaboración propia. Descripción del accidente: El joven herido había entrado a la zona de trabajo a medir
dos cotas con el equipo de seguridad debido, al salir del lugar se percató que le hacía
falta medir una cota más, para lo cual se le hizo fácil entrar sin el equipo de protección
personal requerido. En vez de volver a instalar el equipo de medición, decidió usar una
cinta métrica, sin avisar de ello a los responsables. En el momento que estaba midiendo
la columna de la estructura portante de la línea de Alta Tensión, invadió con la punta
superior de la cinta métrica la Distancia de Peligro (distancia crítica en condiciones de
humedad elevada, como las que había ese día), provocando el cebado eléctrico que
ocasionó el accidente. Presentó serias quemaduras de segundo grado en el 20% de su
cuerpo.
Año 1998.
Nombre del trabajador que sufrió el riesgo de trabajo: Privado
Puesto:
Dpto:
Operador
Líneas
Turno: Completo
Tipo de riesgo (accidente, incidente y enfermedad): Accidente
Causa de accidente: Baja calidad en el EPP (guantes)
usado.
Tipo de tratamiento empleado en el accidente, primeros
auxilios, tratamiento médico u hospitalización.
Primeros auxilios y hospitalización
(Quemaduras de segundo y tercer
grado).
Días de incapacidad: 60 días
Costos: Compra de nuevo EPP.
Incapacidad.
Hospitalización.
Remplazo de trabajador.
Tabla 2.3. Reporte de accidente en CFE zona de Transmisión Los Mochis. Fuente: Elaboración propia. Descripción del accidente: El operador herido sufrió quemaduras de segundo y tercer
grado en el 10% de su cuerpo, esto debido a que al momento de estar operando sus
guantes se rompieron y lamentablemente sufrió contacto con la estructura, recibió una
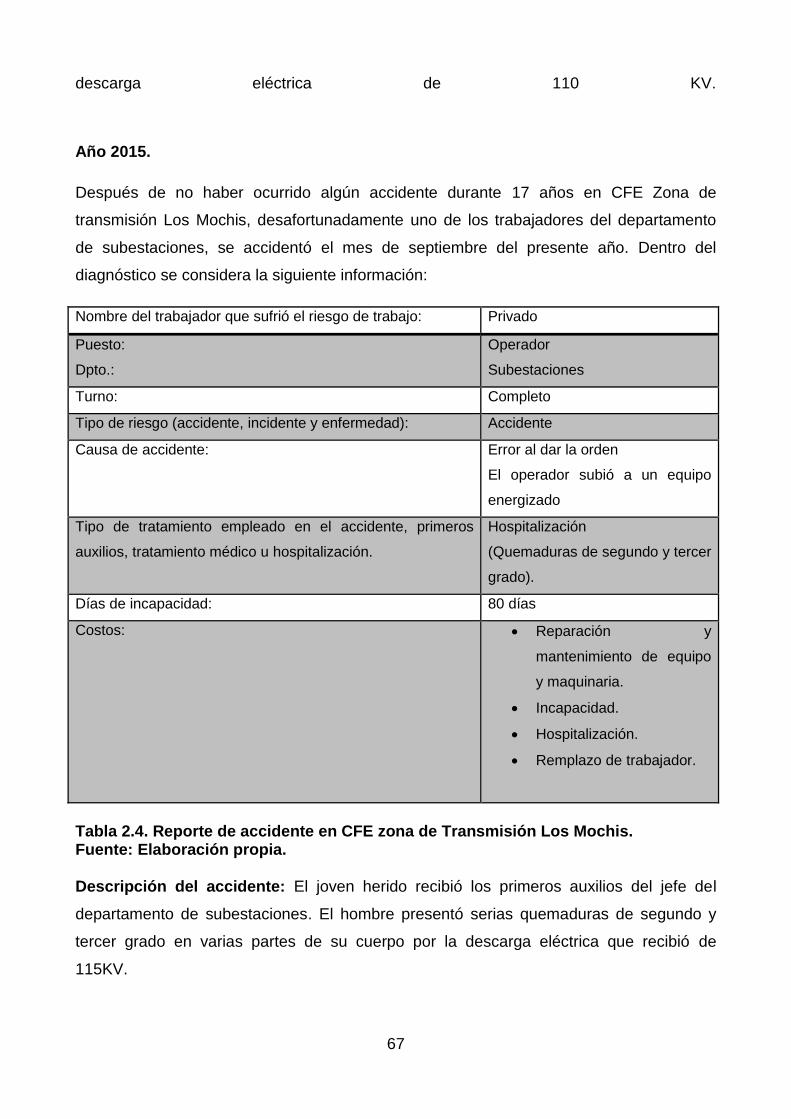
67
descarga eléctrica de 110 KV.
Año 2015.
Después de no haber ocurrido algún accidente durante 17 años en CFE Zona de
transmisión Los Mochis, desafortunadamente uno de los trabajadores del departamento
de subestaciones, se accidentó el mes de septiembre del presente año. Dentro del
diagnóstico se considera la siguiente información:
Nombre del trabajador que sufrió el riesgo de trabajo: Privado
Puesto:
Dpto.:
Operador
Subestaciones
Turno: Completo
Tipo de riesgo (accidente, incidente y enfermedad): Accidente
Causa de accidente: Error al dar la orden
El operador subió a un equipo
energizado
Tipo de tratamiento empleado en el accidente, primeros
auxilios, tratamiento médico u hospitalización.
Hospitalización
(Quemaduras de segundo y tercer
grado).
Días de incapacidad: 80 días
Costos: Reparación y
mantenimiento de equipo
y maquinaria.
Incapacidad.
Hospitalización.
Remplazo de trabajador.
Tabla 2.4. Reporte de accidente en CFE zona de Transmisión Los Mochis. Fuente: Elaboración propia. Descripción del accidente: El joven herido recibió los primeros auxilios del jefe del
departamento de subestaciones. El hombre presentó serias quemaduras de segundo y
tercer grado en varias partes de su cuerpo por la descarga eléctrica que recibió de
115KV.
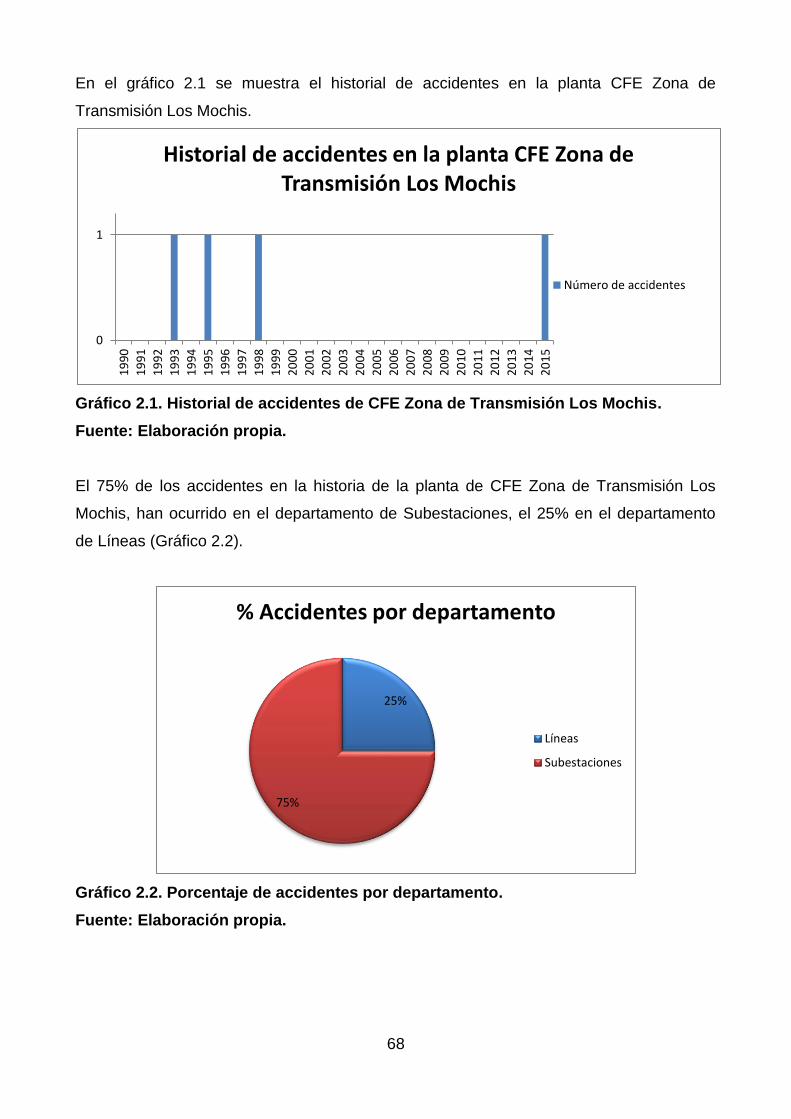
68
En el gráfico 2.1 se muestra el historial de accidentes en la planta CFE Zona de
Transmisión Los Mochis.
Gráfico 2.1. Historial de accidentes de CFE Zona de Transmisión Los Mochis.
Fuente: Elaboración propia.
El 75% de los accidentes en la historia de la planta de CFE Zona de Transmisión Los
Mochis, han ocurrido en el departamento de Subestaciones, el 25% en el departamento
de Líneas (Gráfico 2.2).
Gráfico 2.2. Porcentaje de accidentes por departamento.
Fuente: Elaboración propia.
0
1
19
90
19
91
19
92
19
93
19
94
19
95
19
96
19
97
19
98
19
99
20
00
20
01
20
02
20
03
20
04
20
05
20
06
20
07
20
08
20
09
20
10
20
11
20
12
20
13
20
14
20
15
Historial de accidentes en la planta CFE Zona de Transmisión Los Mochis
Número de accidentes
25%
75%
% Accidentes por departamento
Líneas
Subestaciones
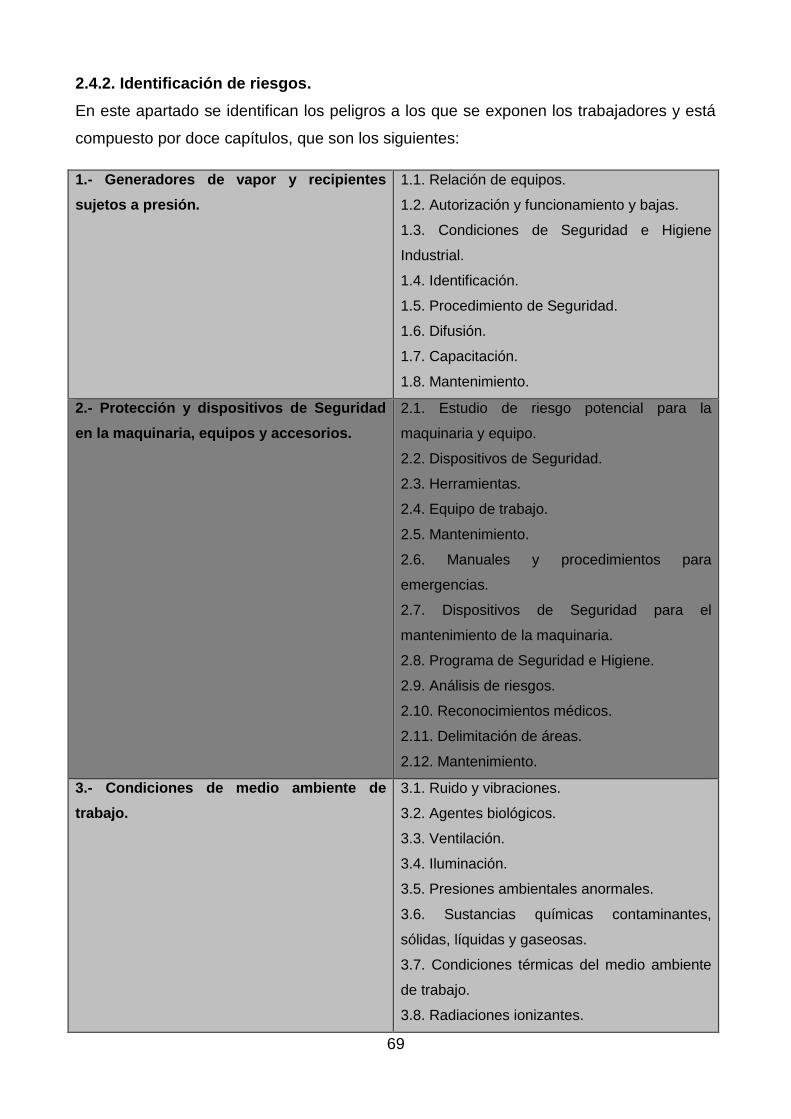
69
2.4.2. Identificación de riesgos.
En este apartado se identifican los peligros a los que se exponen los trabajadores y está
compuesto por doce capítulos, que son los siguientes:
1.- Generadores de vapor y recipientes
sujetos a presión.
1.1. Relación de equipos.
1.2. Autorización y funcionamiento y bajas.
1.3. Condiciones de Seguridad e Higiene
Industrial.
1.4. Identificación.
1.5. Procedimiento de Seguridad.
1.6. Difusión.
1.7. Capacitación.
1.8. Mantenimiento.
2.- Protección y dispositivos de Seguridad
en la maquinaria, equipos y accesorios.
2.1. Estudio de riesgo potencial para la
maquinaria y equipo.
2.2. Dispositivos de Seguridad.
2.3. Herramientas.
2.4. Equipo de trabajo.
2.5. Mantenimiento.
2.6. Manuales y procedimientos para
emergencias.
2.7. Dispositivos de Seguridad para el
mantenimiento de la maquinaria.
2.8. Programa de Seguridad e Higiene.
2.9. Análisis de riesgos.
2.10. Reconocimientos médicos.
2.11. Delimitación de áreas.
2.12. Mantenimiento.
3.- Condiciones de medio ambiente de
trabajo.
3.1. Ruido y vibraciones.
3.2. Agentes biológicos.
3.3. Ventilación.
3.4. Iluminación.
3.5. Presiones ambientales anormales.
3.6. Sustancias químicas contaminantes,
sólidas, líquidas y gaseosas.
3.7. Condiciones térmicas del medio ambiente
de trabajo.
3.8. Radiaciones ionizantes.
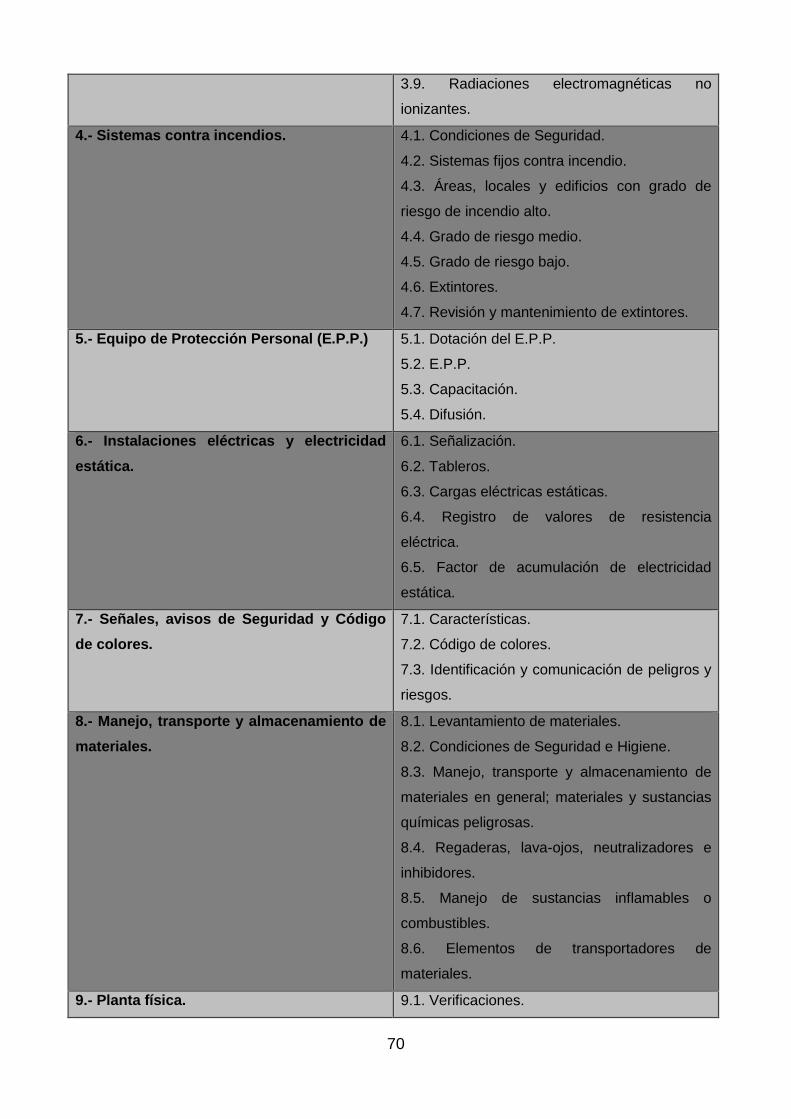
70
3.9. Radiaciones electromagnéticas no
ionizantes.
4.- Sistemas contra incendios. 4.1. Condiciones de Seguridad.
4.2. Sistemas fijos contra incendio.
4.3. Áreas, locales y edificios con grado de
riesgo de incendio alto.
4.4. Grado de riesgo medio.
4.5. Grado de riesgo bajo.
4.6. Extintores.
4.7. Revisión y mantenimiento de extintores.
5.- Equipo de Protección Personal (E.P.P.) 5.1. Dotación del E.P.P.
5.2. E.P.P.
5.3. Capacitación.
5.4. Difusión.
6.- Instalaciones eléctricas y electricidad
estática.
6.1. Señalización.
6.2. Tableros.
6.3. Cargas eléctricas estáticas.
6.4. Registro de valores de resistencia
eléctrica.
6.5. Factor de acumulación de electricidad
estática.
7.- Señales, avisos de Seguridad y Código
de colores.
7.1. Características.
7.2. Código de colores.
7.3. Identificación y comunicación de peligros y
riesgos.
8.- Manejo, transporte y almacenamiento de
materiales.
8.1. Levantamiento de materiales.
8.2. Condiciones de Seguridad e Higiene.
8.3. Manejo, transporte y almacenamiento de
materiales en general; materiales y sustancias
químicas peligrosas.
8.4. Regaderas, lava-ojos, neutralizadores e
inhibidores.
8.5. Manejo de sustancias inflamables o
combustibles.
8.6. Elementos de transportadores de
materiales.
9.- Planta física. 9.1. Verificaciones.
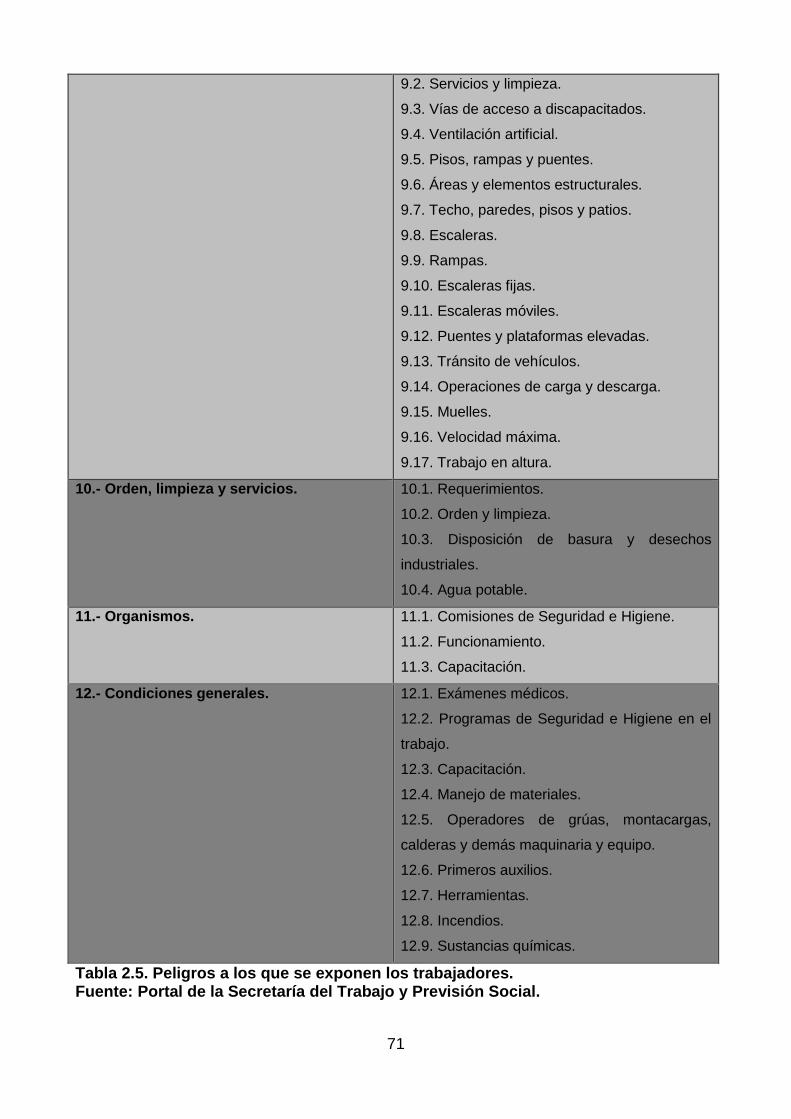
71
9.2. Servicios y limpieza.
9.3. Vías de acceso a discapacitados.
9.4. Ventilación artificial.
9.5. Pisos, rampas y puentes.
9.6. Áreas y elementos estructurales.
9.7. Techo, paredes, pisos y patios.
9.8. Escaleras.
9.9. Rampas.
9.10. Escaleras fijas.
9.11. Escaleras móviles.
9.12. Puentes y plataformas elevadas.
9.13. Tránsito de vehículos.
9.14. Operaciones de carga y descarga.
9.15. Muelles.
9.16. Velocidad máxima.
9.17. Trabajo en altura.
10.- Orden, limpieza y servicios. 10.1. Requerimientos.
10.2. Orden y limpieza.
10.3. Disposición de basura y desechos
industriales.
10.4. Agua potable.
11.- Organismos. 11.1. Comisiones de Seguridad e Higiene.
11.2. Funcionamiento.
11.3. Capacitación.
12.- Condiciones generales. 12.1. Exámenes médicos.
12.2. Programas de Seguridad e Higiene en el
trabajo.
12.3. Capacitación.
12.4. Manejo de materiales.
12.5. Operadores de grúas, montacargas,
calderas y demás maquinaria y equipo.
12.6. Primeros auxilios.
12.7. Herramientas.
12.8. Incendios.
12.9. Sustancias químicas.
Tabla 2.5. Peligros a los que se exponen los trabajadores. Fuente: Portal de la Secretaría del Trabajo y Previsión Social.
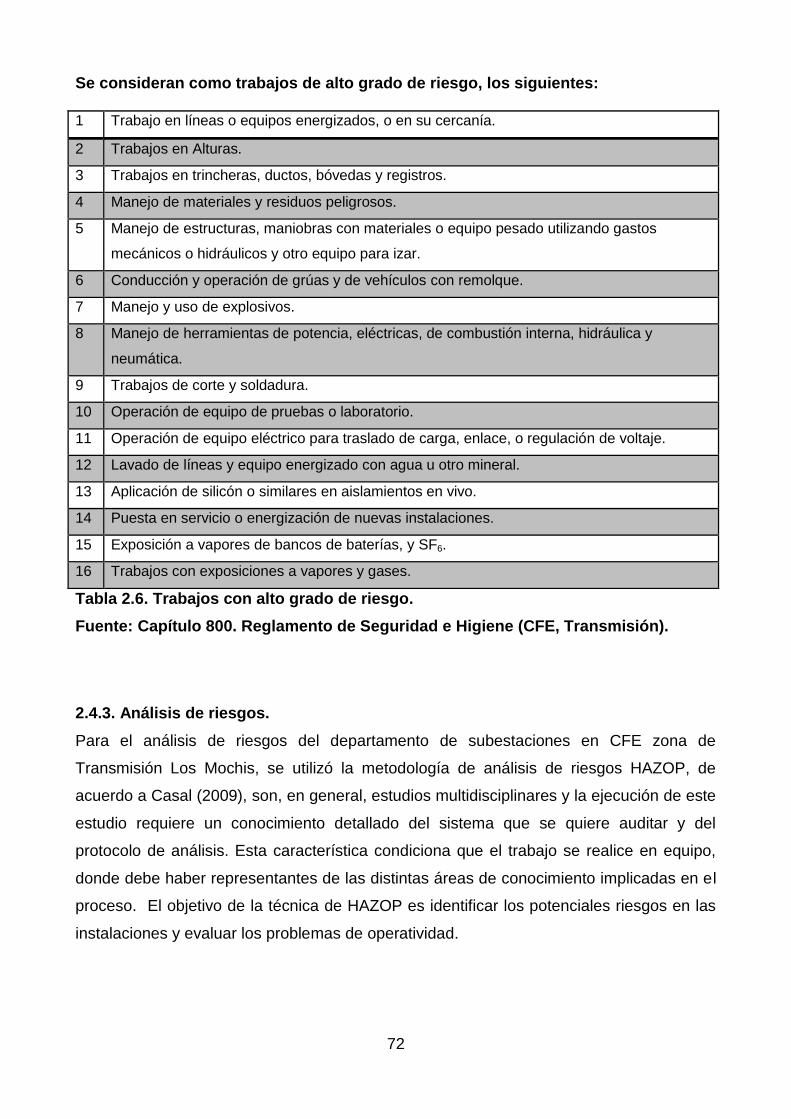
72
Se consideran como trabajos de alto grado de riesgo, los siguientes:
1 Trabajo en líneas o equipos energizados, o en su cercanía.
2 Trabajos en Alturas.
3 Trabajos en trincheras, ductos, bóvedas y registros.
4 Manejo de materiales y residuos peligrosos.
5 Manejo de estructuras, maniobras con materiales o equipo pesado utilizando gastos
mecánicos o hidráulicos y otro equipo para izar.
6 Conducción y operación de grúas y de vehículos con remolque.
7 Manejo y uso de explosivos.
8 Manejo de herramientas de potencia, eléctricas, de combustión interna, hidráulica y
neumática.
9 Trabajos de corte y soldadura.
10 Operación de equipo de pruebas o laboratorio.
11 Operación de equipo eléctrico para traslado de carga, enlace, o regulación de voltaje.
12 Lavado de líneas y equipo energizado con agua u otro mineral.
13 Aplicación de silicón o similares en aislamientos en vivo.
14 Puesta en servicio o energización de nuevas instalaciones.
15 Exposición a vapores de bancos de baterías, y SF6.
16 Trabajos con exposiciones a vapores y gases.
Tabla 2.6. Trabajos con alto grado de riesgo.
Fuente: Capítulo 800. Reglamento de Seguridad e Higiene (CFE, Transmisión).
2.4.3. Análisis de riesgos.
Para el análisis de riesgos del departamento de subestaciones en CFE zona de
Transmisión Los Mochis, se utilizó la metodología de análisis de riesgos HAZOP, de
acuerdo a Casal (2009), son, en general, estudios multidisciplinares y la ejecución de este
estudio requiere un conocimiento detallado del sistema que se quiere auditar y del
protocolo de análisis. Esta característica condiciona que el trabajo se realice en equipo,
donde debe haber representantes de las distintas áreas de conocimiento implicadas en el
proceso. El objetivo de la técnica de HAZOP es identificar los potenciales riesgos en las
instalaciones y evaluar los problemas de operatividad.
73
2.4.3.1. Definición del problema.
El desarrollo de la aplicación de la metodología de análisis de riesgos HAZOP consta de
los siguientes pasos:
Figura 2.3. Proceso de la metodología HAZOP. Definición del problema.
Fuente: Elaboración propia.
Primeramente se definen los objetivos y el alcance del estudio.
En el presente trabajo de tesis se pretende identificar los riesgos potenciales a los que se
exponen los trabajadores del departamento de subestaciones en la zona de transmisión
Los Mochis. Se consideran cuatro subestaciones en las que labora el personal operativo
que son Choacahui, Lousiana, Los Mochis industrial y Mochis 2. Estas subestaciones son
de alta tensión, por lo tanto, el personal está expuesto a distintos factores de riesgo
durante su intervención en alguna de estas subestaciones eléctricas, si no se cuenta con
un buen programa de seguridad industrial esto podría provocar daños en los equipos,
interrupción en el suministro de energía eléctrica, daños al medio ambiente, accidentes
y/o enfermedades laborales, y pérdidas monetarias. Por lo tanto estas subestaciones
serán tomadas como escenario para el análisis.
Actualmente la energía eléctrica es indispensable en la vida cotidiana, pero un mal
manejo de ella podría originar desde pequeños cosquilleos, hasta daños severos en el
cuerpo humano o la muerte. Es indispensable contar con capacitaciones y control
adecuado para el uso y manejo del equipo de alto voltaje, porque además de ocasionar
daños en la salud, esto también podría provocar daños en los equipos desde pequeñas
fallas, hasta problemas en todo el sistema. Por otra parte la comunicación entre el
personal operativo debe ser muy buena, ya que una orden incorrecta puede provocar
grandes problemas.
Definición
del
problema
Preparación Análisis Documentación
y Seguimiento
74
2.4.3.2. Preparación de la información.
En esta etapa de la metodología es donde se requiere de la información relevante
relacionada con el caso de estudio.
Figura 2.4. Proceso de la metodología HAZOP. Preparación de la información.
Fuente: Elaboración propia.
La información obtenida en CFE Zona de Transmisión Los Mochis es la siguiente:
Las subestaciones de transmisión manejan potencia de hasta 400 kV.
A través de las líneas de subtransmisión es como se transporta la energía eléctrica
a las subestaciones de distribución.
La energía que se recibe de distribución con una potencia de 15 kV en las
subestaciones de transmisión se eleva a 230 kV para tener mayor voltaje y
menores pérdidas monetarias.
En la planta de transmisión se baja el voltaje para transportarlo a la planta de
distribución y así pueda ser distribuido en la población.
El seccionador Automático de Aislamiento abre el circuito del lado positivo a la
salida del rectificador, opera de manera simultánea con el interruptor principal de la
subestación.
Definición del
problema Preparación Análisis
Documentación
y Seguimiento
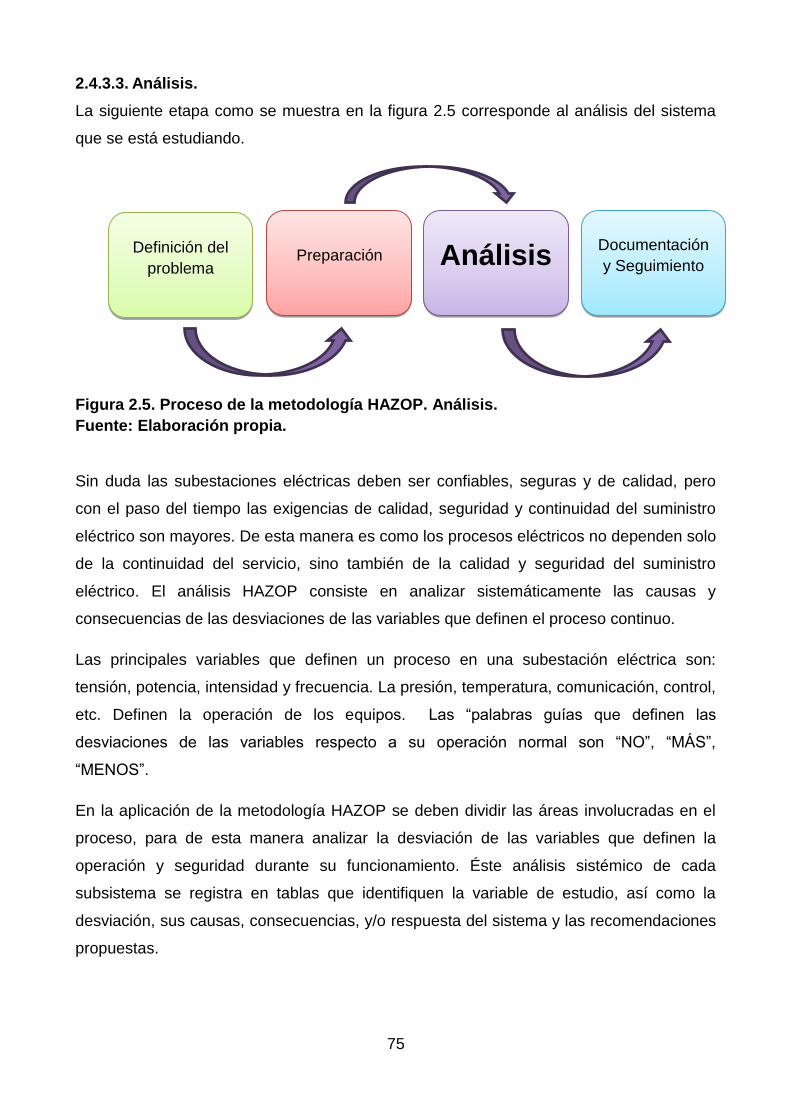
75
2.4.3.3. Análisis.
La siguiente etapa como se muestra en la figura 2.5 corresponde al análisis del sistema
que se está estudiando.
Figura 2.5. Proceso de la metodología HAZOP. Análisis.
Fuente: Elaboración propia.
Sin duda las subestaciones eléctricas deben ser confiables, seguras y de calidad, pero
con el paso del tiempo las exigencias de calidad, seguridad y continuidad del suministro
eléctrico son mayores. De esta manera es como los procesos eléctricos no dependen solo
de la continuidad del servicio, sino también de la calidad y seguridad del suministro
eléctrico. El análisis HAZOP consiste en analizar sistemáticamente las causas y
consecuencias de las desviaciones de las variables que definen el proceso continuo.
Las principales variables que definen un proceso en una subestación eléctrica son:
tensión, potencia, intensidad y frecuencia. La presión, temperatura, comunicación, control,
etc. Definen la operación de los equipos. Las “palabras guías que definen las
desviaciones de las variables respecto a su operación normal son “NO”, “MÁS”,
“MENOS”.
En la aplicación de la metodología HAZOP se deben dividir las áreas involucradas en el
proceso, para de esta manera analizar la desviación de las variables que definen la
operación y seguridad durante su funcionamiento. Éste análisis sistémico de cada
subsistema se registra en tablas que identifiquen la variable de estudio, así como la
desviación, sus causas, consecuencias, y/o respuesta del sistema y las recomendaciones
propuestas.
Definición del
problema Preparación Análisis
Documentación
y Seguimiento
76
El sistema en este trabajo de tesis es el departamento de subestaciones de zona de
transmisión Los Mochis en la empresa CFE. El sistema se divide en subsistemas que son
cada uno de los cargos.
Jefe del departamento
Profesionista
Técnicos (2)
Electricista
Ayudante
Personal operativo (5)
Cada uno de los trabajadores debe hacer tareas específicas, debe existir buena
coordinación y comunicación entre los miembros del departamento de subestaciones, con
la finalidad de laborar de la manera más eficiente.
Para realizar el análisis HAZOP se dividirán los cargos en base a sus funciones:
Administración del departamento (Jefe del departamento y profesionista).
Supervisión y control del departamento (Técnico, electricista y ayudante).
Operación del departamento (personal operativo).
Las actividades de los subsistemas son las siguientes:
Administración:
Realizar procedimientos, estrategias, planeación y dar capacitaciones.
Supervisión y control:
Supervisar las actividades a realizar, coordinar al personal y controlar
tensión, corriente, procedimientos, planeación, ejecución de prácticas
seguras, herramientas y uso de equipo de protección personal y maquinaria
adecuado.
Personal operativo:
Controlar la tensión y corriente de la energía eléctrica, realizar prácticas
seguras y asistir a las capacitaciones semanales.
A continuación se lleva a cabo el análisis HAZOP de cada uno de los subsistemas del
departamento de subestaciones.
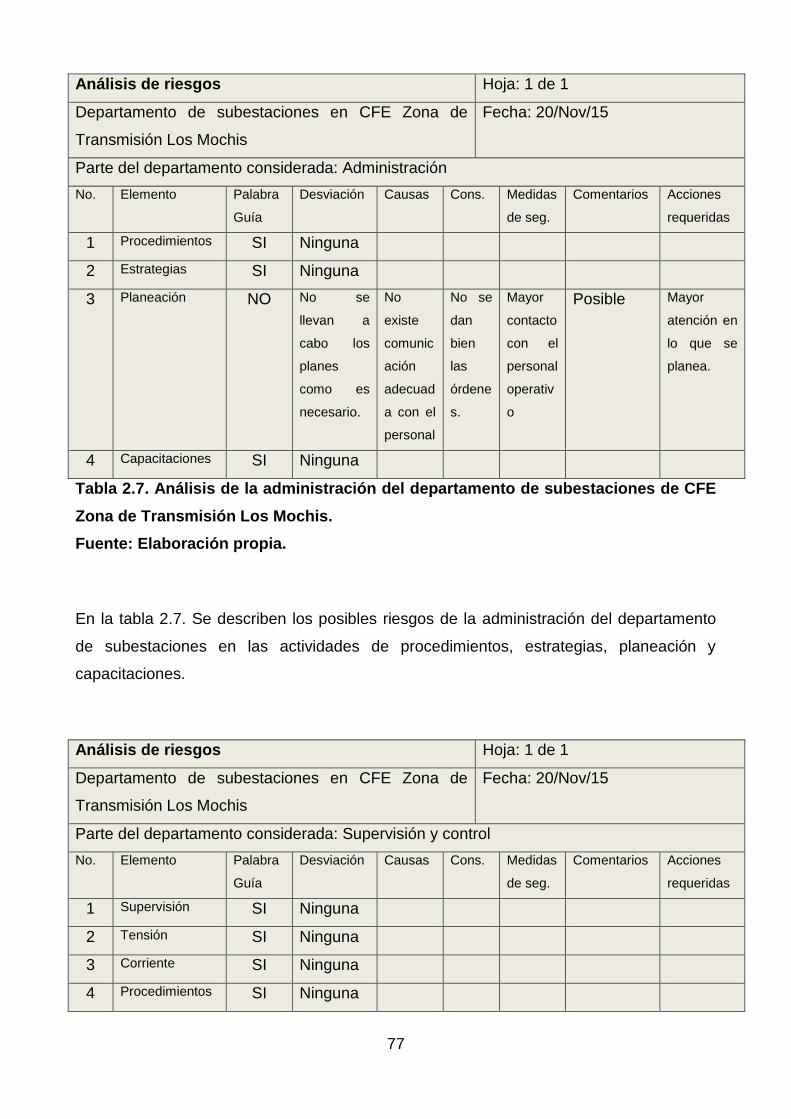
77
Análisis de riesgos Hoja: 1 de 1
Departamento de subestaciones en CFE Zona de
Transmisión Los Mochis
Fecha: 20/Nov/15
Parte del departamento considerada: Administración
No. Elemento Palabra
Guía
Desviación Causas Cons. Medidas
de seg.
Comentarios Acciones
requeridas
1 Procedimientos SI Ninguna
2 Estrategias SI Ninguna
3 Planeación NO No se
llevan a
cabo los
planes
como es
necesario.
No
existe
comunic
ación
adecuad
a con el
personal
No se
dan
bien
las
órdene
s.
Mayor
contacto
con el
personal
operativ
o
Posible Mayor
atención en
lo que se
planea.
4 Capacitaciones SI Ninguna
Tabla 2.7. Análisis de la administración del departamento de subestaciones de CFE
Zona de Transmisión Los Mochis.
Fuente: Elaboración propia.
En la tabla 2.7. Se describen los posibles riesgos de la administración del departamento
de subestaciones en las actividades de procedimientos, estrategias, planeación y
capacitaciones.
Análisis de riesgos Hoja: 1 de 1
Departamento de subestaciones en CFE Zona de
Transmisión Los Mochis
Fecha: 20/Nov/15
Parte del departamento considerada: Supervisión y control
No. Elemento Palabra
Guía
Desviación Causas Cons. Medidas
de seg.
Comentarios Acciones
requeridas
1 Supervisión SI Ninguna
2 Tensión SI Ninguna
3 Corriente SI Ninguna
4 Procedimientos SI Ninguna
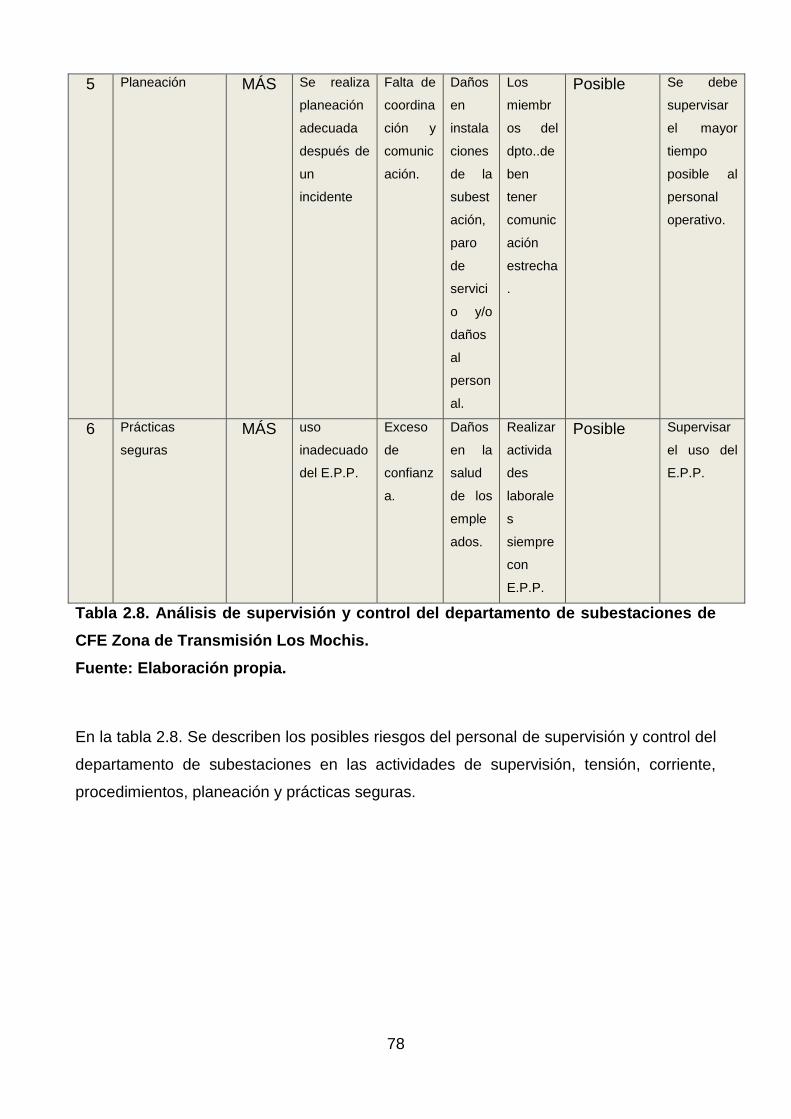
78
5 Planeación MÁS Se realiza
planeación
adecuada
después de
un
incidente
Falta de
coordina
ción y
comunic
ación.
Daños
en
instala
ciones
de la
subest
ación,
paro
de
servici
o y/o
daños
al
person
al.
Los
miembr
os del
dpto..de
ben
tener
comunic
ación
estrecha
.
Posible Se debe
supervisar
el mayor
tiempo
posible al
personal
operativo.
6 Prácticas
seguras
MÁS uso
inadecuado
del E.P.P.
Exceso
de
confianz
a.
Daños
en la
salud
de los
emple
ados.
Realizar
activida
des
laborale
s
siempre
con
E.P.P.
Posible Supervisar
el uso del
E.P.P.
Tabla 2.8. Análisis de supervisión y control del departamento de subestaciones de
CFE Zona de Transmisión Los Mochis.
Fuente: Elaboración propia.
En la tabla 2.8. Se describen los posibles riesgos del personal de supervisión y control del
departamento de subestaciones en las actividades de supervisión, tensión, corriente,
procedimientos, planeación y prácticas seguras.
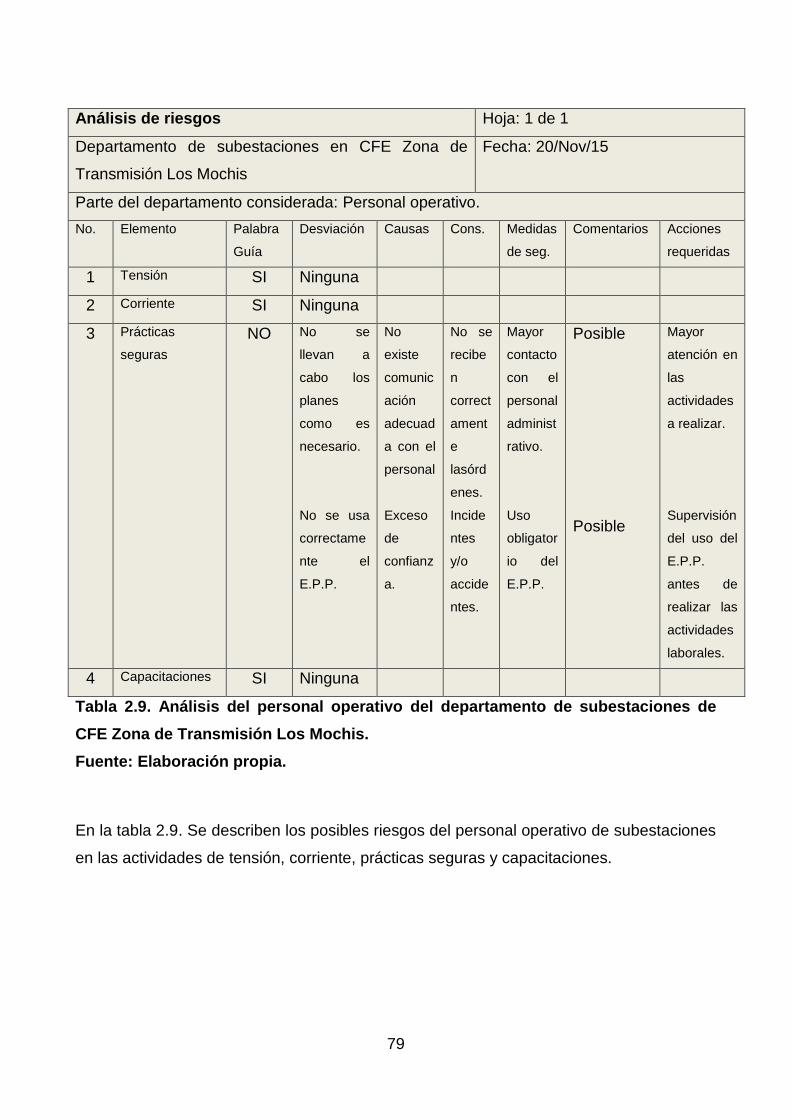
79
Análisis de riesgos Hoja: 1 de 1
Departamento de subestaciones en CFE Zona de
Transmisión Los Mochis
Fecha: 20/Nov/15
Parte del departamento considerada: Personal operativo.
No. Elemento Palabra
Guía
Desviación Causas Cons. Medidas
de seg.
Comentarios Acciones
requeridas
1 Tensión SI Ninguna
2 Corriente SI Ninguna
3 Prácticas
seguras
NO No se
llevan a
cabo los
planes
como es
necesario.
No se usa
correctame
nte el
E.P.P.
No
existe
comunic
ación
adecuad
a con el
personal
Exceso
de
confianz
a.
No se
recibe
n
correct
ament
e
lasórd
enes.
Incide
ntes
y/o
accide
ntes.
Mayor
contacto
con el
personal
administ
rativo.
Uso
obligator
io del
E.P.P.
Posible
Posible
Mayor
atención en
las
actividades
a realizar.
Supervisión
del uso del
E.P.P.
antes de
realizar las
actividades
laborales.
4 Capacitaciones SI Ninguna
Tabla 2.9. Análisis del personal operativo del departamento de subestaciones de
CFE Zona de Transmisión Los Mochis.
Fuente: Elaboración propia.
En la tabla 2.9. Se describen los posibles riesgos del personal operativo de subestaciones
en las actividades de tensión, corriente, prácticas seguras y capacitaciones.
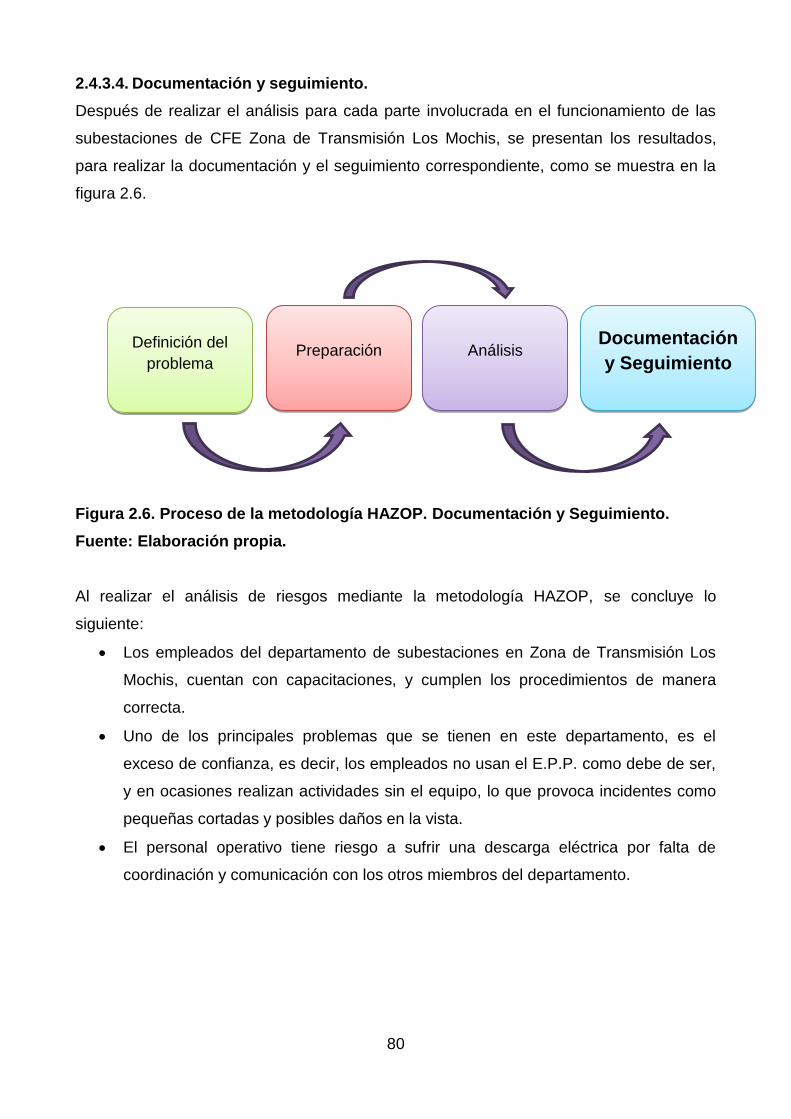
80
2.4.3.4. Documentación y seguimiento.
Después de realizar el análisis para cada parte involucrada en el funcionamiento de las
subestaciones de CFE Zona de Transmisión Los Mochis, se presentan los resultados,
para realizar la documentación y el seguimiento correspondiente, como se muestra en la
figura 2.6.
Figura 2.6. Proceso de la metodología HAZOP. Documentación y Seguimiento.
Fuente: Elaboración propia.
Al realizar el análisis de riesgos mediante la metodología HAZOP, se concluye lo
siguiente:
Los empleados del departamento de subestaciones en Zona de Transmisión Los
Mochis, cuentan con capacitaciones, y cumplen los procedimientos de manera
correcta.
Uno de los principales problemas que se tienen en este departamento, es el
exceso de confianza, es decir, los empleados no usan el E.P.P. como debe de ser,
y en ocasiones realizan actividades sin el equipo, lo que provoca incidentes como
pequeñas cortadas y posibles daños en la vista.
El personal operativo tiene riesgo a sufrir una descarga eléctrica por falta de
coordinación y comunicación con los otros miembros del departamento.
Definición del
problema Preparación Análisis
Documentación
y Seguimiento
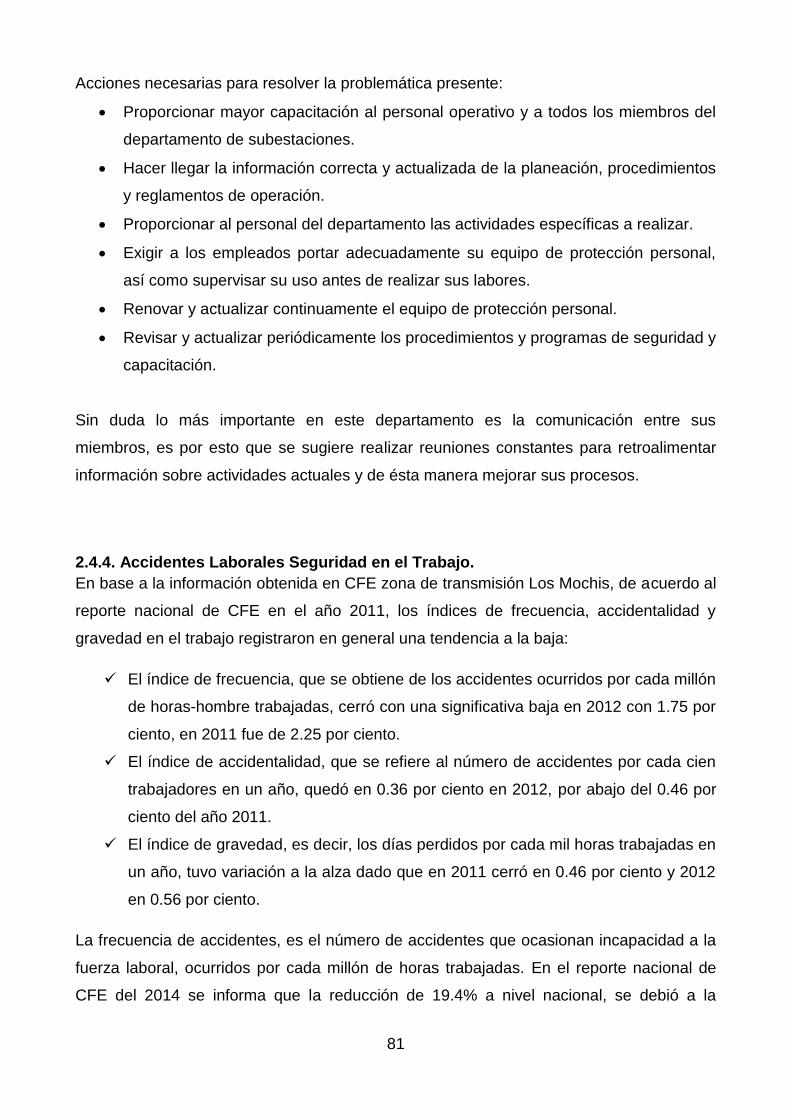
81
Acciones necesarias para resolver la problemática presente:
Proporcionar mayor capacitación al personal operativo y a todos los miembros del
departamento de subestaciones.
Hacer llegar la información correcta y actualizada de la planeación, procedimientos
y reglamentos de operación.
Proporcionar al personal del departamento las actividades específicas a realizar.
Exigir a los empleados portar adecuadamente su equipo de protección personal,
así como supervisar su uso antes de realizar sus labores.
Renovar y actualizar continuamente el equipo de protección personal.
Revisar y actualizar periódicamente los procedimientos y programas de seguridad y
capacitación.
Sin duda lo más importante en este departamento es la comunicación entre sus
miembros, es por esto que se sugiere realizar reuniones constantes para retroalimentar
información sobre actividades actuales y de ésta manera mejorar sus procesos.
2.4.4. Accidentes Laborales Seguridad en el Trabajo.
En base a la información obtenida en CFE zona de transmisión Los Mochis, de acuerdo al
reporte nacional de CFE en el año 2011, los índices de frecuencia, accidentalidad y
gravedad en el trabajo registraron en general una tendencia a la baja:
El índice de frecuencia, que se obtiene de los accidentes ocurridos por cada millón
de horas-hombre trabajadas, cerró con una significativa baja en 2012 con 1.75 por
ciento, en 2011 fue de 2.25 por ciento.
El índice de accidentalidad, que se refiere al número de accidentes por cada cien
trabajadores en un año, quedó en 0.36 por ciento en 2012, por abajo del 0.46 por
ciento del año 2011.
El índice de gravedad, es decir, los días perdidos por cada mil horas trabajadas en
un año, tuvo variación a la alza dado que en 2011 cerró en 0.46 por ciento y 2012
en 0.56 por ciento.
La frecuencia de accidentes, es el número de accidentes que ocasionan incapacidad a la
fuerza laboral, ocurridos por cada millón de horas trabajadas. En el reporte nacional de
CFE del 2014 se informa que la reducción de 19.4% a nivel nacional, se debió a la
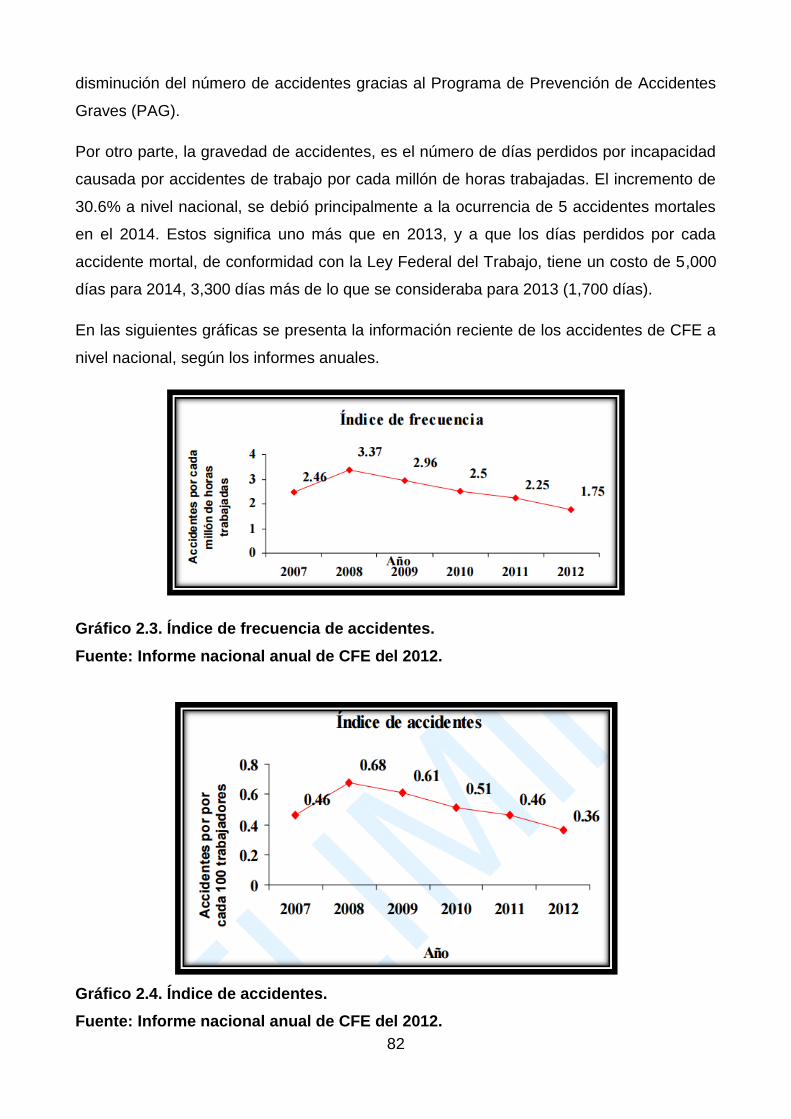
82
disminución del número de accidentes gracias al Programa de Prevención de Accidentes
Graves (PAG).
Por otro parte, la gravedad de accidentes, es el número de días perdidos por incapacidad
causada por accidentes de trabajo por cada millón de horas trabajadas. El incremento de
30.6% a nivel nacional, se debió principalmente a la ocurrencia de 5 accidentes mortales
en el 2014. Estos significa uno más que en 2013, y a que los días perdidos por cada
accidente mortal, de conformidad con la Ley Federal del Trabajo, tiene un costo de 5,000
días para 2014, 3,300 días más de lo que se consideraba para 2013 (1,700 días).
En las siguientes gráficas se presenta la información reciente de los accidentes de CFE a
nivel nacional, según los informes anuales.
Gráfico 2.3. Índice de frecuencia de accidentes.
Fuente: Informe nacional anual de CFE del 2012.
Gráfico 2.4. Índice de accidentes.
Fuente: Informe nacional anual de CFE del 2012.
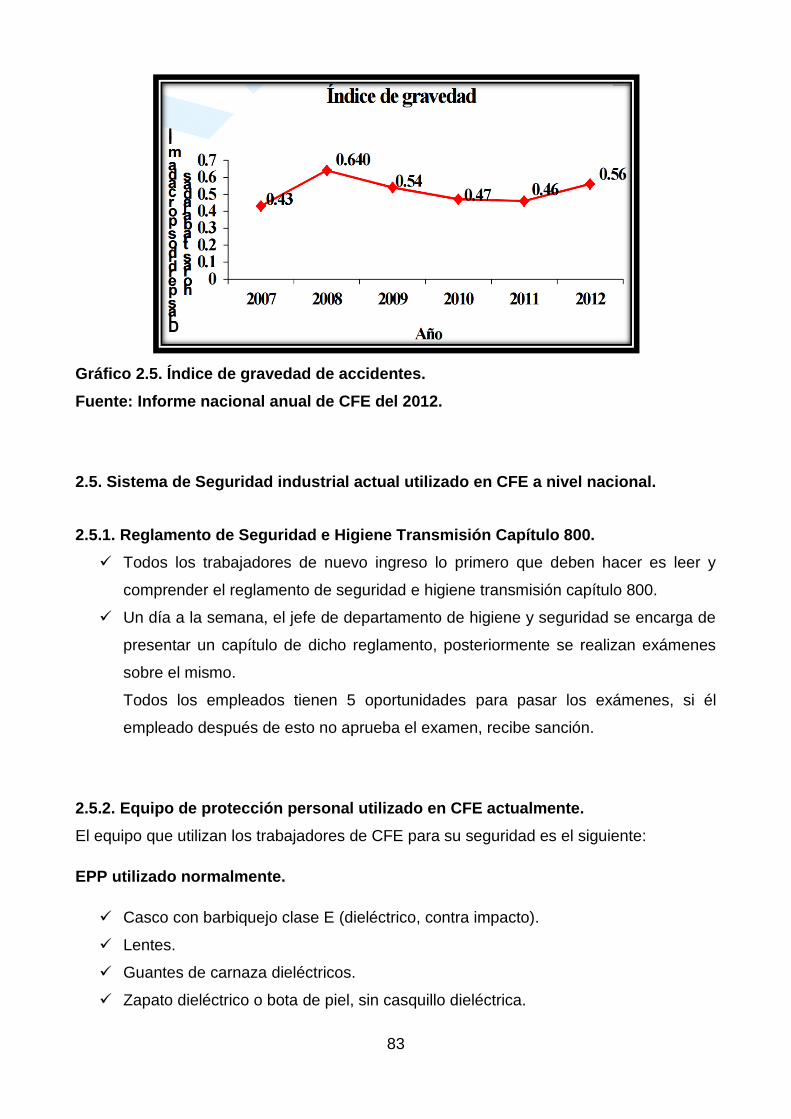
83
Gráfico 2.5. Índice de gravedad de accidentes.
Fuente: Informe nacional anual de CFE del 2012.
2.5. Sistema de Seguridad industrial actual utilizado en CFE a nivel nacional.
2.5.1. Reglamento de Seguridad e Higiene Transmisión Capítulo 800.
Todos los trabajadores de nuevo ingreso lo primero que deben hacer es leer y
comprender el reglamento de seguridad e higiene transmisión capítulo 800.
Un día a la semana, el jefe de departamento de higiene y seguridad se encarga de
presentar un capítulo de dicho reglamento, posteriormente se realizan exámenes
sobre el mismo.
Todos los empleados tienen 5 oportunidades para pasar los exámenes, si él
empleado después de esto no aprueba el examen, recibe sanción.
2.5.2. Equipo de protección personal utilizado en CFE actualmente.
El equipo que utilizan los trabajadores de CFE para su seguridad es el siguiente:
EPP utilizado normalmente.
Casco con barbiquejo clase E (dieléctrico, contra impacto).
Lentes.
Guantes de carnaza dieléctricos.
Zapato dieléctrico o bota de piel, sin casquillo dieléctrica.
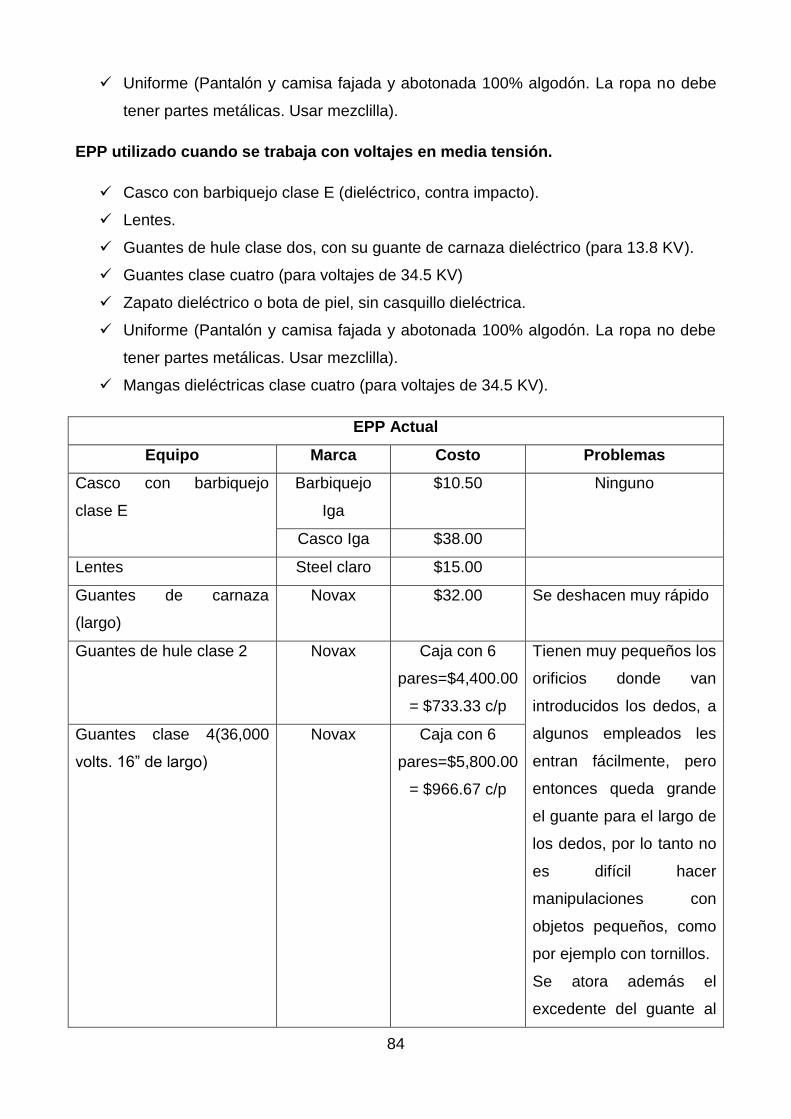
84
Uniforme (Pantalón y camisa fajada y abotonada 100% algodón. La ropa no debe
tener partes metálicas. Usar mezclilla).
EPP utilizado cuando se trabaja con voltajes en media tensión.
Casco con barbiquejo clase E (dieléctrico, contra impacto).
Lentes.
Guantes de hule clase dos, con su guante de carnaza dieléctrico (para 13.8 KV).
Guantes clase cuatro (para voltajes de 34.5 KV)
Zapato dieléctrico o bota de piel, sin casquillo dieléctrica.
Uniforme (Pantalón y camisa fajada y abotonada 100% algodón. La ropa no debe
tener partes metálicas. Usar mezclilla).
Mangas dieléctricas clase cuatro (para voltajes de 34.5 KV).
EPP Actual
Equipo Marca Costo Problemas
Casco con barbiquejo
clase E
Barbiquejo
Iga
$10.50 Ninguno
Casco Iga $38.00
Lentes Steel claro $15.00
Guantes de carnaza
(largo)
Novax $32.00 Se deshacen muy rápido
Guantes de hule clase 2 Novax Caja con 6
pares=$4,400.00
= $733.33 c/p
Tienen muy pequeños los
orificios donde van
introducidos los dedos, a
algunos empleados les
entran fácilmente, pero
entonces queda grande
el guante para el largo de
los dedos, por lo tanto no
es difícil hacer
manipulaciones con
objetos pequeños, como
por ejemplo con tornillos.
Se atora además el
excedente del guante al
Guantes clase 4(36,000
volts. 16” de largo)
Novax Caja con 6
pares=$5,800.00
= $966.67 c/p
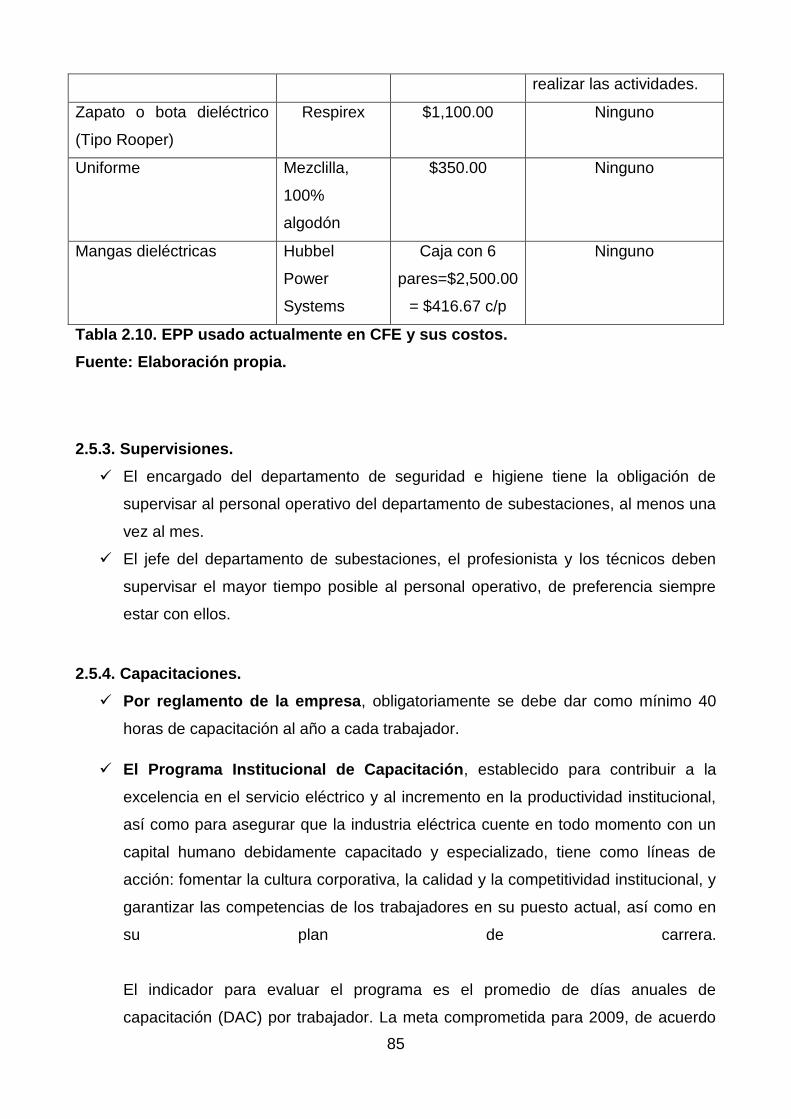
85
realizar las actividades.
Zapato o bota dieléctrico
(Tipo Rooper)
Respirex $1,100.00 Ninguno
Uniforme Mezclilla,
100%
algodón
$350.00 Ninguno
Mangas dieléctricas Hubbel
Power
Systems
Caja con 6
pares=$2,500.00
= $416.67 c/p
Ninguno
Tabla 2.10. EPP usado actualmente en CFE y sus costos.
Fuente: Elaboración propia.
2.5.3. Supervisiones.
El encargado del departamento de seguridad e higiene tiene la obligación de
supervisar al personal operativo del departamento de subestaciones, al menos una
vez al mes.
El jefe del departamento de subestaciones, el profesionista y los técnicos deben
supervisar el mayor tiempo posible al personal operativo, de preferencia siempre
estar con ellos.
2.5.4. Capacitaciones.
Por reglamento de la empresa, obligatoriamente se debe dar como mínimo 40
horas de capacitación al año a cada trabajador.
El Programa Institucional de Capacitación, establecido para contribuir a la
excelencia en el servicio eléctrico y al incremento en la productividad institucional,
así como para asegurar que la industria eléctrica cuente en todo momento con un
capital humano debidamente capacitado y especializado, tiene como líneas de
acción: fomentar la cultura corporativa, la calidad y la competitividad institucional, y
garantizar las competencias de los trabajadores en su puesto actual, así como en
su plan de carrera.
El indicador para evaluar el programa es el promedio de días anuales de
capacitación (DAC) por trabajador. La meta comprometida para 2009, de acuerdo
86
con lo establecido en el Contrato Colectivo de Trabajo en vigor, fue de 8.5 DAC y
se lograron 10.86.
Capacitación a distancia. A partir del año 2004, en que se comenzó a contabilizar
el indicador de DAC a distancia, se incrementó de 0.97 días anuales de
capacitación por trabajador a 1.08, lo que significa que aproximadamente el 9.97
por ciento del total de la capacitación en CFE en este periodo fue impartida a
distancia.
Este porcentaje representa 844 390.58 horas-hombre totales de capacitación al
año bajo esta modalidad. Un total de 44 945 participantes asistieron a alguna de
las actividades a distancia impartidas en el 2009.
La capacitación bajo la modalidad a distancia se imparte en oficinas nacionales
(corporativo) y áreas foráneas.
Certificación de competencia laboral. Desde el año 2000, en que dio inicio el
proceso de certificación de competencias en la CFE, a la fecha, la Institución
cuenta con 117 151 unidades dictaminadas con resultado competente.
Asimismo, ya se cuenta con lineamientos, procedimientos y metodología para la
operación de la normalización y certificación institucional de competencias,
esquema en el que durante el periodo 2009, se elaboraron 16 Normas
Institucionales de Competencia: 12 correspondientes al proceso de construcción y
cuatro a interprocesos. Además se realizaron dos talleres de formación de 37
metodólogos para la elaboración de normas institucionales de competencia.
Especialidades por competencia. Se cuenta con nueve especialidades por
competencia en materia de ingeniería: eléctrica aplicada, abastecimientos, ahorro
de energía térmica y eléctrica, seguridad industrial, sistemas de distribución
subterránea, sistemas eléctricos de potencia, operación de centrales térmicas y
mantenimiento a turbinas hidráulicas. Estas fueron desarrolladas por especialista
de cada uno de los procesos en los cuales intervienen.
87
2.5.5. Pláticas semanales.
Cada lunes el jefe del departamento de seguridad e higiene y el jefe del
departamento de subestaciones, imparten una plática sobre seguridad en el trabajo
a los empleados.
2.5.6. Suspensión de labores.
En caso de haber lluvia, el departamento de subestaciones hace lo posible por
evitar laborar bajo estas condiciones.
Las actividades laborales del departamento de subestaciones se suspenden
obligatoriamente en caso de existir rayos, tormentas de lluvia, ciclones o
huracanes.
2.5.7. Evaluación de la normatividad en Seguridad y Salud en el Trabajo para el
proceso de transmisión.
Actualmente CFE Zona de transmisión Los Mochis utiliza diferentes formatos para llevar
el control de la seguridad de sus trabajadores. Algunos formatos de planeación de
seguridad anual se presentan en el Anexo 1.
La Secretaría del trabajo y Previsión Social impulsa a las empresas a la identificación de
los riesgos en las instalaciones y procesos, esto a partir de lo establecido en las Normas
Oficiales Mexicanas (NOMs) y de acuerdo a las condiciones de escala, tipo y actividades
laborales de los centros de trabajo. Esto se debe al Programa de Autogestión en
Seguridad y Salud en el Trabajo (PASST).
A continuación se presenta el modelo de diagnóstico que en colaboración con CFE la
STPS diseñaron para evaluar el cumplimiento de la normatividad en seguridad y salud
laborales, esto aplicable en los centros de trabajo de trabajo de transmisión.
Con estos documentos es posible determinar el que, como, cuándo y el dónde aplicar en
sentido de prioridad acciones sistemáticas de carácter preventivo que permitan ofrecer a
los empleados centros de trabajo seguros.
El Diagnóstico de Evaluación de la Normatividad en Seguridad y Salud en el Trabajo
incluye 314 requisitos legales aplicables al proceso de transmisión de 614 requerimientos
88
establecidos en las NOMs. Su principal objetivo es apoyar para optimizar los tiempos de
aplicación y el flujo de información de los diferentes departamentos de la empresa.
De acuerdo al portal de la STPS, para lograr resultados efectivos en la aplicación de este
documento se debe considerar lo siguiente:
1.- Parcelar o dividir el centro de trabajo por especialidades, áreas, departamentos,
secciones, etc., lo más posible, tomando como base uno o más de los siguientes
elementos: el mapa de riesgos del centro laboral, el número de trabajadores, los procesos
de alto riesgo, la maquinaria instalada, el producto almacenado.
2.- Verificar la aplicación de cada capítulo en cada una de las áreas seleccionadas del
centro de trabajo.
3.- Verificar la aplicación de cada disposición normativa en aquellos capítulos identificados
para cada área del centro de trabajo.
4.- Ajustar el documento a cada una de las áreas del centro de trabajo.
5.- Aplicar los diagnósticos normativos que han sido ajustados para cada una de las áreas
seleccionadas del centro de trabajo y determinar las acciones correctivas o de
mantenimiento de la normatividad por cada una de ellas.
6.- Por cada disposición que se evalúa, el documento contempla un apartado denominado
“acciones de mejora” o “acciones correctivas”, según sea el caso, lo que permitirá
registrar la decisión que se tome para su seguimiento.
7.- En ningún caso debe quedar sin registro de información el apartado relacionado con
las acciones de mejora o correctivas. Esta se refiere a las actividades que se emprenderá
en el centro laboral para corregir o mantener su cumplimiento.
8.- Con el fin de ayudar a la toma de decisiones para priorizar la atención de las
disposiciones normativas, cada una de ellas tiene un registro de calificación que va del 1
al 3. Se debe considerar para su atención y tiempo de solución primeramente aquellas
disposiciones que no se cumplen y que presentan calificaciones de 3, continuando con las
de 2 y dejando al final las de 1.
9.-Para su elaboración se requiere involucrar en todo el proceso a los supervisores o
responsables de cada área, para que participen en su instrumentación y aplicación.
89
10.-Para analizar los resultados que presente el centro laboral, el documento contiene
cuadros que permiten concentrar los registros de calificaciones obtenidas por cada área,
bajo los siguientes criterios:
- Por especialidad, departamento, sección, etc. para los responsables del área, a fin de
que sea de utilidad en la toma de decisiones de acciones preventivas en el ámbito de su
competencia y compromiso con los trabajadores que estén bajo su responsabilidad.
- Global de la empresa, en donde se concentran los nombres de las diversas áreas
definidas en el centro laboral y los registros de sus calificaciones por cada elemento
normativo y por cada una de ellas. Se presenta en un cronograma de actividades para
facilitar su visualización por parte de los directivos de las empresas y facilitar su
evaluación y la toma de decisiones en las acciones a emprender.
Esta herramienta debe dar lugar a la integración de un apartado para el cumplimiento de
la normatividad del Programa de Seguridad y Salud en el Trabajo. Se tiene el propósito de
establecer un proceso de mejora continua al registrar una mayor proporción de acciones
de carácter preventivo que correctivo.
Estos registros facilitan el proceso de valoración y la transferencia de información a los
cuadros de concentrado por departamentos, áreas u otros, así como de todo el centro de
trabajo, cuyos resultados deben ser validados por los niveles directivos de la empresa.
Este documento debe actualizarse por lo menos cada año, con objeto de comprobar el
nivel de cumplimiento de la normatividad en la materia, así como para la actualización del
Programa de Seguridad y Salud en el Trabajo.
La aplicación del diagnóstico en cada área será responsabilidad del supervisor de la
misma. La integración global de todos los departamentos de la empresa corresponderá al
gerente, subgerente de especialidad o líder de este proceso en el centro de trabajo (jefe
de seguridad y salud en el trabajo, médico de la empresa, jefe de capacitación, gerente de
planta u otro). Estas hojas de evaluación de muestran en anexo 2.
90
CAPÍTULO 3. DISEÑO DE UN SISTEMA DE SEGURIDAD INDUSTRIAL
PARA CFE ZONA DE TRANSMISIÓN LOS MOCHIS.
3.1. Diseño de un sistema de seguridad industrial para CFE zona de
transmisión Los Mochis.
Después de la identificación y evaluación de los riesgos laborales asociados a las
actividades de operación y mantenimiento del departamento de transmisión, se
procede a estructurar el sistema de gestión de prevención, para lo cual se utiliza el ciclo
de Deming o círculo de control (Planear, Hacer, Verificar y Actuar). Esta metodología
es la base de la estructura de Gestión de calidad.
De acuerdo a Ishikawa (1997) el control debe organizarse con base en las siguientes
seis categorías, que han demostrado su eficacia.
1. Determinar metas y objetivos. (P)
2. Determinar métodos para alcanzar las metas. (P)
3. Dar educación y capacitación. (H)
4. Realizar el trabajo. (H)
5. Verificar los efectos de la realización. (V)
6. Emprender la acción apropiada. (A)
En la etapa de planificación se determinan metas y objetivos, así como también se
desarrolla el esquema y los métodos para alcanzar estas metas.
Hacer, es una etapa en la que se debe presentar el capítulo 800 (programa de
seguridad industrial), el cual describe los procesos y actividades. Mediante este manual
es posible dar capacitaciones a los empleados para que realicen sus labores con
mayor seguridad y en las condiciones adecuadas.
Para verificar, se deben diseñar procesos de auditoría interna periódicamente, tanto de
la calidad como de la seguridad en las actividades laborales.
En la etapa de Actuar, se deben diseñar estrategias para el mejoramiento continuo
mediante la aplicación de acciones preventivas y correctivas, y de esta manera
emprender las acciones apropiadas.
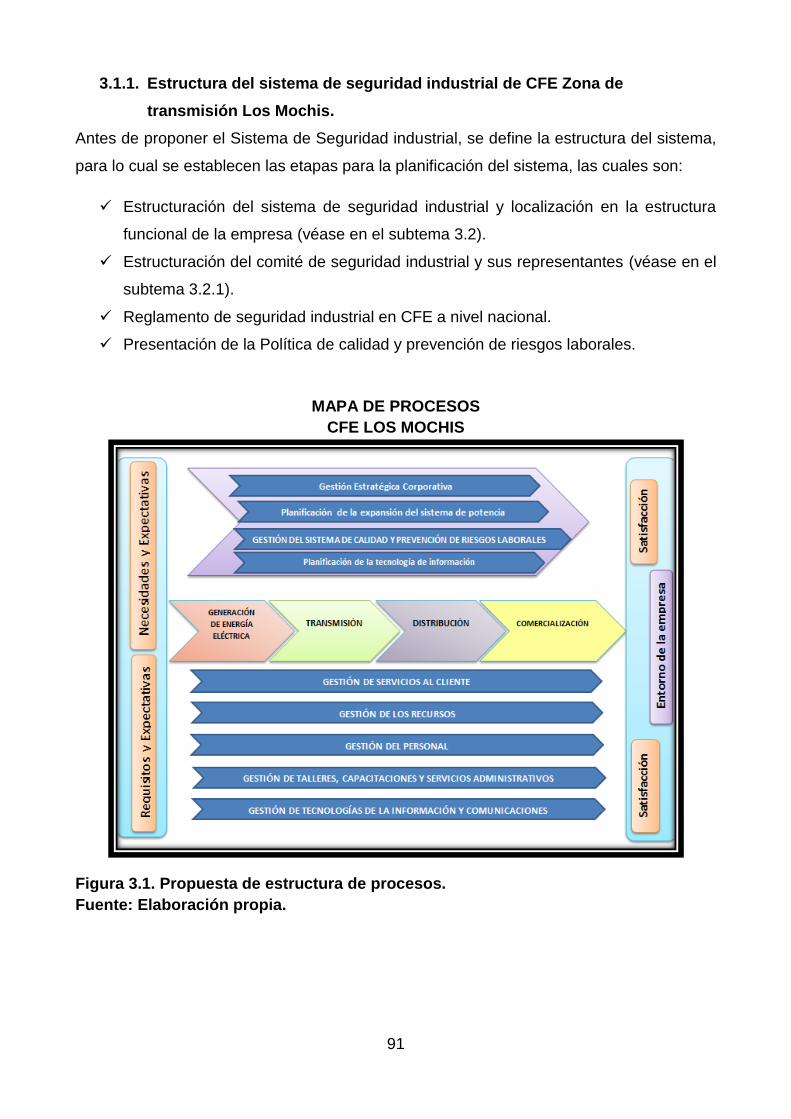
91
3.1.1. Estructura del sistema de seguridad industrial de CFE Zona de
transmisión Los Mochis.
Antes de proponer el Sistema de Seguridad industrial, se define la estructura del sistema,
para lo cual se establecen las etapas para la planificación del sistema, las cuales son:
Estructuración del sistema de seguridad industrial y localización en la estructura
funcional de la empresa (véase en el subtema 3.2).
Estructuración del comité de seguridad industrial y sus representantes (véase en el
subtema 3.2.1).
Reglamento de seguridad industrial en CFE a nivel nacional.
Presentación de la Política de calidad y prevención de riesgos laborales.
MAPA DE PROCESOS
CFE LOS MOCHIS
Figura 3.1. Propuesta de estructura de procesos.
Fuente: Elaboración propia.
92
Reglamento de seguridad industrial en CFE zona de transmisión Los Mochis.
La empresa CFE cuenta con un reglamento de prevención de riesgos laborales a nivel
nacional, llamado capítulo 800. Este reglamento es la base para llevar a cabo el
sistema de Gestión de Calidad y para el cumplimiento de las disposiciones normativas
que indica la organización y los reglamentos oficiales.
Política de calidad y prevención de riesgos de CFE.
Satisfacer las necesidades de energía eléctrica de la sociedad mejorando la
competitividad asegurando la eficacia de los procesos de la dirección de operación,
sustentados en la autonomía de gestión de sus áreas y en el compromiso de:
Desarrollar el capital humano;
Prevenir y controlar riesgos que atentan la integridad de los trabajadores e
instalaciones;
Cumplir con la legislación, reglamentación y otros requisitos aplicables y;
Prevenir la contaminación mejorando continuamente la eficacia del sistema
integral de gestión de la empresa.
Política de calidad y prevención de riesgos propuesta para CFE.
Brindar el servicio de energía eléctrica a la ciudadanía, con calidad, continuidad y
eficacia, mejorando continuamente la competitividad de la empresa y el sistema de
gestión de sus áreas. Comprometidos con:
Desarrollar el capital humano;
Prevenir y controlar riesgos que atentan la integridad de los trabajadores e
instalaciones, con la finalidad de accidentes laborales;
Cumplir con la legislación, reglamentación y otros requisitos aplicables y;
Prevenir la contaminación mejorando continuamente la eficacia del sistema
integral de gestión de la empresa, esto con el propósito de aumentar la
satisfacción de los clientes.
93
3.2. Propuesta de sistema de seguridad industrial en CFE Zona de
Transmisión Los Mochis, en el departamento de subestaciones.
El principal problema identificado en el departamento de subestaciones zona de
transmisión Los Mochis, es la coordinación y comunicación entre los miembros del
departamento, así como el exceso de confianza y uso inadecuado del equipo de
protección personal.
Para solucionar esta problemática se propone lo siguiente:
Realizar dinámicas cada semana referente al reglamento de Seguridad e
Higiene Transmisión capítulo 800, no simplemente leído, buscar estrategias
para que los empleados puedan interactuar entre ellos y a su vez, llevar a la
práctica el uso del reglamento.
Crear un programa de supervisión del equipo de protección personal, el cual
exija que los trabajadores no laborarán sin usarlo, y de hacerlo así aplicar
alguna sanción.
Continuar con las supervisiones tanto de los empleados en sus actividades,
como de la planeación, programación y capacitaciones.
Actualizar y mejorar las técnicas de capacitación actual.
Evaluar periódicamente la normatividad con ayuda del Programa de
Autogestión en Seguridad y Salud en el trabajo que ofrece la Secretaría del
Trabajo y Previsión Social.
3.2.1. Uso del programa de seguridad SafeStart®
Por otro lado se propone el uso de un programa avanzado de concientización hacia la
seguridad, el cual lleva por nombre SafeStart®. Este es un programa avanzado basado en
la prevención de accidentes. Ayuda a las personas a evitar errores e incidentes que no se
quieren cometer. Su principal objetivo es mantener la mente y los ojos en la tarea a
realizar. Crea conciencia en los trabajadores sobre las situaciones de peligro.
Ya son más de 7,000 plantas en el mundo que han implementado Safestart® con esto se
ha logrado reducir lesiones en el trabajo. Más de 1,500,000 de empleados han sido
formados con los principios y técnicas de reducción de los errores críticos de SafeStart®,
con esto se ha logrado reducir el porcentaje de accidentes y lesiones.
Es muy importante crear conciencia en los trabajadores de mantener la mente y la vista
en la tarea a ejecutar, para reducir el índice de lesiones y errores dentro del lugar de
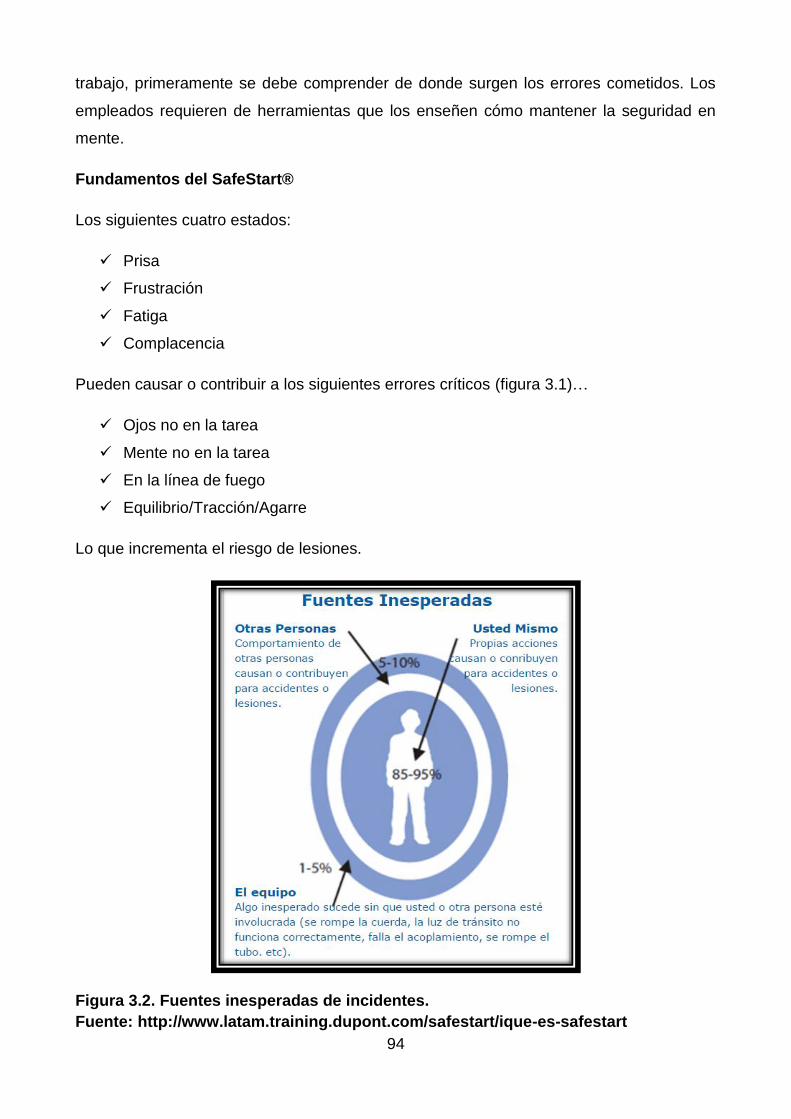
94
trabajo, primeramente se debe comprender de donde surgen los errores cometidos. Los
empleados requieren de herramientas que los enseñen cómo mantener la seguridad en
mente.
Fundamentos del SafeStart®
Los siguientes cuatro estados:
Prisa
Frustración
Fatiga
Complacencia
Pueden causar o contribuir a los siguientes errores críticos (figura 3.1)…
Ojos no en la tarea
Mente no en la tarea
En la línea de fuego
Equilibrio/Tracción/Agarre
Lo que incrementa el riesgo de lesiones.
Figura 3.2. Fuentes inesperadas de incidentes.
Fuente: http://www.latam.training.dupont.com/safestart/ique-es-safestart
95
SafeStart® Técnicas de reducción de errores críticos (TREC).
Concentrarse en el estado (o cantidad de energía peligrosa) de tal manera que no
se cometa un error crítico.
Analizar los incidentes (a punto de suceder) y los pequeños errores (para prevenir
grandes daños).
Buscar en otros los patrones que aumentan el riesgo de lesiones.
Trabajar para mejorar los hábitos.
SafeStart® enseña a las personas a identificar cuando están más predispuestas a
cometer un error que los puede lesionar, además de proporcionarles las habilidades o
técnicas para reducir estos errores, y así, reducir el riesgo de tener una lesión. Las
técnicas de reducción de los errores críticos enseñan a la persona a concentrarse en el
estado que se encuentra, analizar los incidentes o los “casi incidentes”, buscar en otras
personas los patrones que aumentan los riegos de lesiones y trabajar para mejorar los
hábitos.
Más de 90% de todos los incidentes en casa, en el trabajo o en la carretera son causados
por estos patrones de estado a error. Enseñar a las personas a reconocer estos patrones
de estado a error que indudablemente aumentan el riesgo de accidentes, es uno de los
componentes clave en los entrenamientos de SafeStart®.
Formación para los empleados SafeStart®.
El programa de SafeStart® se compone de cinco unidades que comprenden libros, DVD y
trabajo en grupo con reflexiones liderados por un instructor. Cada unidad se completa
aproximadamente en 90 minutos y la secuencia de impartición y resolución de cada
unidad, a ser posible es cada una o dos semanas.
Durante las sesiones, los participantes podrán:
Comprender los principios y objetivos del programa SafeStart®;
Aumentar la conciencia sobre la seguridad personal y el conocimiento de los
patrones que conducen a las lesiones;
Desarrollar la capacidad de utilizar las técnicas de SafeStart®;
Practicar las habilidades y técnicas después de cada sesión;
Mejorar sus habilidades de seguridad individual y la concienciación.
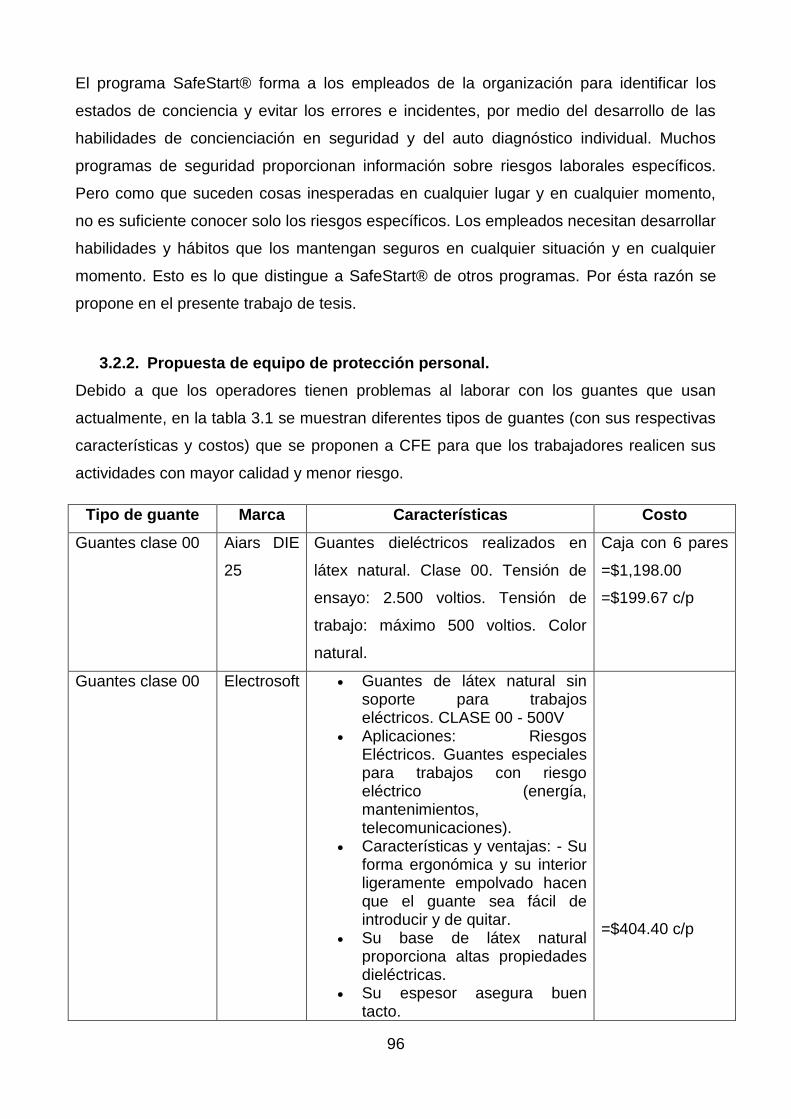
96
El programa SafeStart® forma a los empleados de la organización para identificar los
estados de conciencia y evitar los errores e incidentes, por medio del desarrollo de las
habilidades de concienciación en seguridad y del auto diagnóstico individual. Muchos
programas de seguridad proporcionan información sobre riesgos laborales específicos.
Pero como que suceden cosas inesperadas en cualquier lugar y en cualquier momento,
no es suficiente conocer solo los riesgos específicos. Los empleados necesitan desarrollar
habilidades y hábitos que los mantengan seguros en cualquier situación y en cualquier
momento. Esto es lo que distingue a SafeStart® de otros programas. Por ésta razón se
propone en el presente trabajo de tesis.
3.2.2. Propuesta de equipo de protección personal.
Debido a que los operadores tienen problemas al laborar con los guantes que usan
actualmente, en la tabla 3.1 se muestran diferentes tipos de guantes (con sus respectivas
características y costos) que se proponen a CFE para que los trabajadores realicen sus
actividades con mayor calidad y menor riesgo.
Tipo de guante Marca Características Costo
Guantes clase 00 Aiars DIE
25
Guantes dieléctricos realizados en
látex natural. Clase 00. Tensión de
ensayo: 2.500 voltios. Tensión de
trabajo: máximo 500 voltios. Color
natural.
Caja con 6 pares
=$1,198.00
=$199.67 c/p
Guantes clase 00 Electrosoft Guantes de látex natural sin soporte para trabajos eléctricos. CLASE 00 - 500V
Aplicaciones: Riesgos Eléctricos. Guantes especiales para trabajos con riesgo eléctrico (energía, mantenimientos, telecomunicaciones).
Características y ventajas: - Su forma ergonómica y su interior ligeramente empolvado hacen que el guante sea fácil de introducir y de quitar.
Su base de látex natural proporciona altas propiedades dieléctricas.
Su espesor asegura buen tacto.
=$404.40 c/p
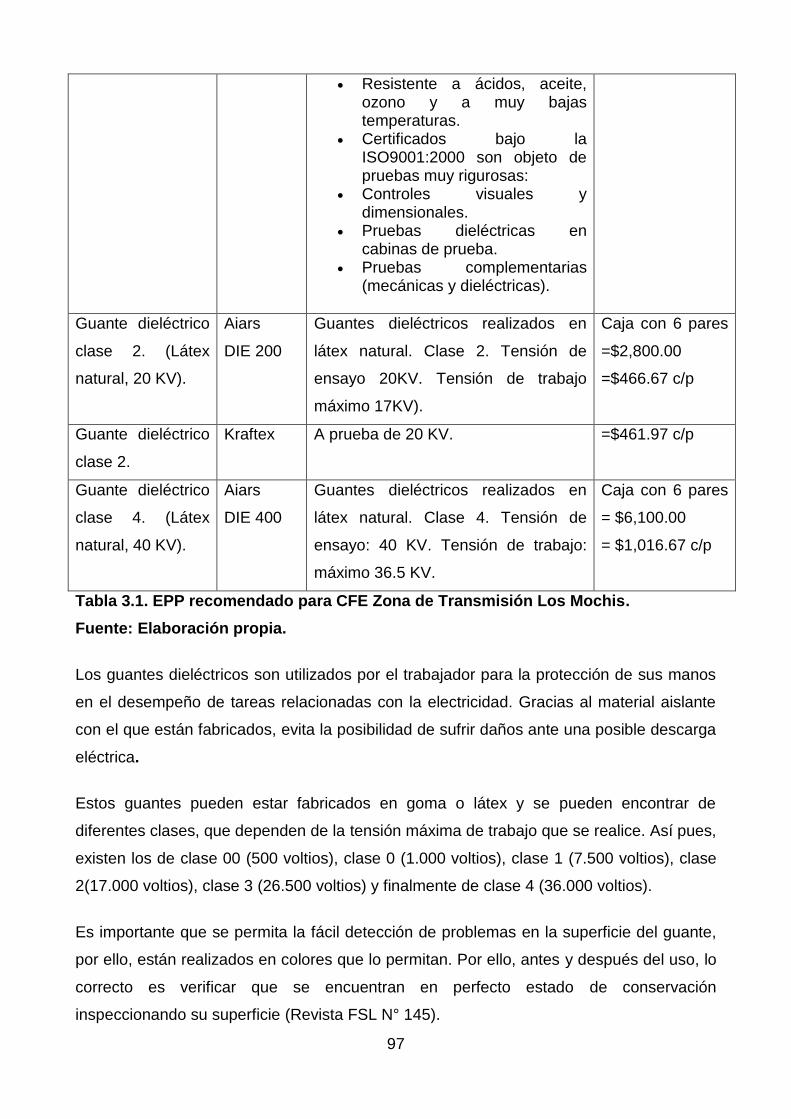
97
Resistente a ácidos, aceite, ozono y a muy bajas temperaturas.
Certificados bajo la ISO9001:2000 son objeto de pruebas muy rigurosas:
Controles visuales y dimensionales.
Pruebas dieléctricas en cabinas de prueba.
Pruebas complementarias (mecánicas y dieléctricas).
Guante dieléctrico
clase 2. (Látex
natural, 20 KV).
Aiars
DIE 200
Guantes dieléctricos realizados en
látex natural. Clase 2. Tensión de
ensayo 20KV. Tensión de trabajo
máximo 17KV).
Caja con 6 pares
=$2,800.00
=$466.67 c/p
Guante dieléctrico
clase 2.
Kraftex A prueba de 20 KV. =$461.97 c/p
Guante dieléctrico
clase 4. (Látex
natural, 40 KV).
Aiars
DIE 400
Guantes dieléctricos realizados en
látex natural. Clase 4. Tensión de
ensayo: 40 KV. Tensión de trabajo:
máximo 36.5 KV.
Caja con 6 pares
= $6,100.00
= $1,016.67 c/p
Tabla 3.1. EPP recomendado para CFE Zona de Transmisión Los Mochis.
Fuente: Elaboración propia.
Los guantes dieléctricos son utilizados por el trabajador para la protección de sus manos
en el desempeño de tareas relacionadas con la electricidad. Gracias al material aislante
con el que están fabricados, evita la posibilidad de sufrir daños ante una posible descarga
eléctrica.
Estos guantes pueden estar fabricados en goma o látex y se pueden encontrar de
diferentes clases, que dependen de la tensión máxima de trabajo que se realice. Así pues,
existen los de clase 00 (500 voltios), clase 0 (1.000 voltios), clase 1 (7.500 voltios), clase
2(17.000 voltios), clase 3 (26.500 voltios) y finalmente de clase 4 (36.000 voltios).
Es importante que se permita la fácil detección de problemas en la superficie del guante,
por ello, están realizados en colores que lo permitan. Por ello, antes y después del uso, lo
correcto es verificar que se encuentran en perfecto estado de conservación
inspeccionando su superficie (Revista FSL N° 145).
98
CONCLUSIONES
CFE Zona de Transmisión Los Mochis cuenta con 44 empleados en total, de los cuales
once pertenecen al departamento de subestaciones.
Desde que la planta de CFE zona de Transmisión Los Mochis está en funcionamiento, se
han presentado 4 accidentes, en los años: 1993, 1995, 1998 y diecisiete años más tarde,
uno más. Todos los accidentes tuvieron trabajadores heridos y con quemaduras de 2° y 3°
grado, a excepción del accidente presentado en el año 1993, en el cual,
desafortunadamente un empleado perdió la vida. A partir de esto se empezaron a tomar
mayores medidas de seguridad y prevención de riesgos, pero fue hasta el año 1999 en el
que ya no se presentaron accidentes. Un descuido y falta de comunicación, provocó que
en el año 2015, un empleado más sufriera daños a su salud.
El 75% de los accidentes presentados en la historia de CFE Zona de Transmisión Los
Mochis, han ocurrido en el departamento de subestaciones, el 25% restante, en el
departamento de líneas.
Para determinar el nivel de riesgo de las actividades de los trabajadores en la empresa
CFE, los encargados de cada departamento, después de registrar el nuevo riesgo
encontrado, determinan el nivel de jerarquización que es de la siguiente manera:
Operacional: La gerencia tiene la autoridad e injerencia para atender el riesgo.
Táctico: La gerencia requiere del apoyo de otras áreas, coordinaciones o
subdirecciones, para la atención del riesgo.
Directivo: La gerencia requiere, del apoyo de su dirección o de otras direcciones,
para la atención del riesgo.
Estratégico: La atención del riesgo implica la intervención de la alta dirección,
órganos de gobierno de CFE o incluso de otras entidades, dependencias o
instituciones.
De acuerdo al capítulo 800 de CFE, los trabajos de alto grado de riesgo son:
Trabajo en líneas o equipos energizados, o en su cercanía.
Trabajos en Alturas.
Trabajos en trincheras, ductos, bóvedas y registros.
Manejo de materiales y residuos peligrosos.
99
Manejo de estructuras, maniobras con materiales o equipo pesado utilizando
gastos mecánicos o hidráulicos y otro equipo para izar.
Conducción y operación de grúas y de vehículos con remolque.
Manejo y uso de explosivos.
Manejo de herramientas de potencia, eléctricas, de combustión interna, hidráulica y
neumática.
Trabajos de corte y soldadura.
Operación de equipo de pruebas o laboratorio.
Operación de equipo eléctrico para traslado de carga, enlace, o regulación de
voltaje.
Lavado de líneas y equipo energizado con agua u otro mineral.
Aplicación de silicón o similares en aislamientos en vivo.
Puesta en servicio o energización de nuevas instalaciones.
Exposición a vapores de bancos de baterías, y SF6.
Trabajos con exposiciones a vapores y gases.
Para el análisis de riesgos del departamento de subestaciones, se aplicó la metodología
HAZOP, la cual consta de cuatro pasos (la definición del problema, la preparación de las
áreas de estudio, el análisis y la documentación y seguimiento adecuado para hacer las
mejoras correspondientes) y se determinó lo siguiente:
Los empleados del departamento de subestaciones en Zona de Transmisión Los
Mochis, cuentan con capacitaciones, y cumplen los procedimientos de manera
correcta.
Uno de los principales problemas que se tienen en este departamento, es el
exceso de confianza, es decir, los empleados no usan el E.P.P. como debe de ser,
y en ocasiones realizan actividades sin el equipo, lo que provoca incidentes como
pequeñas cortadas y posibles daños en la vista.
El personal operativo tiene riesgo a sufrir una descarga eléctrica por falta de
coordinación y comunicación con los otros miembros del departamento.
Acciones necesarias para resolver la problemática presente:
Proporcionar mayor capacitación al personal operativo y a todos los miembros del
departamento de subestaciones.
Hacer llegar la información correcta y actualizada de la planeación, procedimientos
y reglamentos de operación.
100
Proporcionar al personal del departamento las actividades específicas a realizar.
Exigir a los empleados portar adecuadamente su equipo de protección personal,
así como supervisar su uso antes de realizar sus labores.
Renovar y actualizar continuamente el equipo de protección personal.
Revisar y actualizar periódicamente los procedimientos y programas de seguridad y
capacitación.
Sin duda lo más importante en este departamento es la comunicación entre sus
miembros, es por esto que se sugiere realizar reuniones constantes para retroalimentar
información sobre actividades actuales y de ésta manera mejorar sus procesos.
Para solucionar esta problemática se diseñó una propuesta de un sistema de seguridad
industrial a CFE Zona de Transmisión Los Mochis. Primeramente, se definió la estructura
del sistema, mediante un mapa de procesos de la planta, de esta manera fue posible
planificar las actividades de las áreas involucradas. Se elaboró una nueva política de
calidad y prevención de riesgos. Se sugiere la aplicación del reglamento de seguridad e
higiene transmisión capítulo 800; Por otro lado, es recomendable que se otorgue
capacitación constante a los empleados, además el reglamento de la empresa indica que
esto debe ser como mínimo 40 horas al año a cada trabajador. Se anexó el programa de
seguridad de CFE Zona de Transmisión Los Mochis y las hojas de evaluación en
seguridad e higiene en el trabajo para el proceso de transmisión, de acuerdo al portal de
STPS. Para realizar de manera más práctica la concientización de la seguridad industrial
a los empleados, se propone el uso del programa de seguridad SafeStart®, el cual busca
la prevención de accidentes y crear conciencia a los trabajadores sobre las situaciones de
peligro a los que se pueden enfrentar. .
Por último, la propuesta del SSI exige la supervisión del departamento de subestaciones
al momento de operar, así como también del uso adecuado de su EPP, el cual consta de:
casco con barbiquejo clase E, lentes, guantes de carnaza dieléctricos, guantes de hule
clase dos, con su guante de carnaza dieléctrico, en caso de tensión de 13.8KV; guantes
clase cuatro para voltajes de 34.5 KV, zapato o bota dieléctrico, uniforme (de mezclilla,
100% algodón) y mangas dieléctricas clase 4. Se ha propuesto además la compra de
nuevo equipo de protección para las manos, ya que el actual provoca muchos problemas
a los trabajadores al realizar sus actividades, y esto podría ocasionar accidentes.
101
En lo referente al calzado de seguridad, se debe identificar claramente, y sin ningún
género de dudas, si el riesgo al cual se expone el trabajador se solventa evitando el paso
de corriente (intensidad) a través del cuerpo humano mediante el aislamiento del suelo
para que no se cierre el circuito o precisamente al contrario, conduciendo la corriente por
el cuerpo humano y descargándola a tierra.
Actualmente los trabajadores de CFE Zona de Transmisión Los Mochis, no tienen ningún
inconveniente con el calzado que usan al momento de laborar, pero el personal de la
planta debería estar preparado para cualquier tipo de emergencia, al trabajar con energía
eléctrica se expone a gran cantidad de riesgos laborales, uno de ellos es la ocurrencia de
incendios, por esta razón tanto el traje que utilizan y el calzado debe estar estrictamente
diseñado para soportar todo tipo de temperaturas y así proteger a los empleados.
Con la aplicación del programa de seguridad propuesto para el departamento de
subestaciones, de CFE Zona de Transmisión Los Mochis, se pretende eliminar lo mayor
posible el riesgo de accidentes, ya que por el giro de la empresa, la frecuencia de
accidentes debe ser igual a cero, pues cualquier accidente ocurrido podría causar la
muerte de algún trabajador y grandes perjuicios a la empresa.
102
REFERENCIAS
Álvarez Ó.R. (1995). Análisis de Kaiser-Meyer-Olkin y esfericidad de Bartlett para los
factores. Revista persona, 1, pp.125–136.
Ahsberg E., Gamberale F.& Kjelberg A.(1997). Perceived quality of fatigue during different
occupational task. Development of a questionnaire. International Journal of Industrial
Ergonomics, 20, pp.121–135.
Borg G. (1978). Subjective effort and physical abilities. Scandinavian Journal of
Rehabilitation Medicine, 6, pp.108–113.
Brunette M.J. ( 2002). Working conditions in Perú: a survey study of worker´s perceptions
in a industrially developing country. Wisconsin EUA: University Wisconsin Madison,
pp.38–43.
Calloni J.C. ( 2013). Prácticas eléctricas en inmuebles. Francisco Erchelecu Ed., 81 pp.
Casal J.(2009). Análisis del riesgo en instalaciones industriales. Univ. Politéc. de
Catalunya. 364 pp.
Castell L.(1999). Accidentes , empleo , carga de trabajo y peligrosidad del trabajo. INSHT,
1, pp.29–36.
Chignell P.H.& M.(1986). Toward a Theory of Mental Work Load: Stress and Adaptability
in Human-Machine Systems. In IEEE International Conference on Systems, Man and
Cybernetics. Nueva York: IEEE Society.
Chinchillas R.(2002). Salud y Seguridad en el trabajo. EUNED, 368 pp.
Constitución Política de los Estados Unidos Mexicanos. (2002). Trillas.
Cortés JM. ( 2007). Técnicas de prevención de riesgos laborales: seguridad e higiene del
trabajo. Tebar Editorial. 842 páginas.
De la Rosa Porras I. ( 2004). Análisis de procedimientos de Trabajo, Tareas, Control de
pérdidas, 37 Congreso de Seguridad, Salud y ambiente.
103
Díaz Cabrera Dolores H.F.E. y R.G.G. ( 2013). ESCAM Subjetiva de Trabajo. Ergonomics,
1, pp.19.
Diaz de Santos.(1995). El Diagnóstico de la empresa. 268 páginas.
Diaz J.M.C.(2007). Seguridad E Higiene Del Trabajo. 9th ed. Madrid, España: Edit. Tebar.
Enríquez A. & Sanchez J.M. (2007). LA NORMA OHSAS 18001 Utilidad y aplicación
práctica (cuarta edición). Madrid: Fundación Confemetal Editorial, pp 287.
Farrer Velazquez F., Minaya Lozano G., Niño Escalante J.&Ruiz Ripollés M.(1994).
Manual de ergonomía. Madrid, España: Fundación MAPFRE.
González R.A. (2014). Una introducción a la fatiga. MS in focus, revista de la MSIF
(Múltiple Sclerosis International Federation), 1, pp.2–9.
Gonzalez J. L., Moreno, J. B., Garrosa H. A., & López L.A. (2005). Swedish Occupational
Fatigue Inventory (SOFI): factorial replication and validity (Edición en Español).
Introducción Journal of Industrial Ergonomics, 35, pp.737–746.
Guerrero L. &Salgado J. (2005). Higiene y Seguridad Industrial. (1°ed). México: Exodo.
129 páginas.
Henao F.(2007). Codificación en salud ocupcional. México: ECOE. 318 páginas.
Hernández A.(2005). Seguridad e Higiene Industrial.México: Edit. Limusas. Pág. 13.
Hernández-Arellano J., García-Alcaráz J., Flores-Figueroa J., & Vázquez-Álvarez
N.(2011). La escala de recuperación por agotamiento causado (Edición en español).
Academia Journals, 3(1), pp.218–222.
Hernández J., Hernández J.L., & García J.L. (2011). Metodologías de valoración
subjetiva de fatiga relacionada con el trabajo. Academia Journals, 3(1), pp.241–245.
Herrero G., & Prados J.M.(2007). 2000 Soluciones laborales. Valencia: CISS. 755 pp.
Informe de la comisión de expertos en la aplicación de convenios y recomendaciones.
Informe 87 (1ª).(1999). Ginebra: International Labour Organization Editorial. 696
páginas.
104
Ishikaw K.(1997). ¿Qué es el control total de la calidad?: La modalidad japonesa. México:
Editorial Norma. pp.261.
Javier Díaz. (Octubre 2015). Selección y Uso de ropa contra el frío. Formación de
seguridad laboral.143. 17-19. Barcelona, España: Grupo-ASATEX.
Juarez-García A. (2007). La dimensión de fatiga-energía como indicador de presentismo:
validez de una escala en trabajadroes mexicanos. Ciencia y trabajo. 9(24). pp.55–60.
Jung H.S. (2001). Establishment of Overal workload assessment technique for various
task and workplaces. International Journal of Industrial Ergonomics. 1(28). pp.341–
353.
Largo A. (2010). Carga física: factores de riesgo ergonómico y sus medidas preventivas.
International Journal of Industrial Ergonomics. 40. pp.18–39.
Lechuga E. Multi Agenda Laboral. (2005). México: Ediciones Fiscales ISEF.
Letafy J. & González C. (1994). Seguridad, higiene y control ambiental. México: Mc Graw
Hill.
Marín M. & Pico M. (2004). Fundamentos de salud ocupacional. Manizales, Colombia:
Universidad de Caldas.
Menacho A.(2013). Sistemas de alimentación ininterrumpida (1ra Edición).Madrod,
España: Ed. Paraninfo, SA.
Meshkati N. & Hancock P.(1988) . Human Mental Workload. Amsterdam: North Holland.
Michielsen H., De Vries J.&Van H. ( 2003). Psychometrics qualities of a brief self-rared
fatigue measure. The fatigue assessment scale. Journal of Psychosomatic
Research.54. pp.345–352.
Michielsen H., De Vries J. & Van H. G. (2004). Psychometrics qualities of a brief self-
rared fatigue measure. The fatigue assessment scale. Journal of Psychosomatic
Research. 56. pp.333–340.
Moncada C., LlorensT.& Kristensen S. (2003). Evaluación del riesgo psicosocial: el
método21st ed. A. y S. Instituto Sindical del Trabajo. Barcelona: ISTAS.
105
Moreno J. (1985). Nueva Ley del Seguro Social (10a edición). México: Ed. Trillas.
Nunally J.(1978). Psychometry theory1st. New York: Mc Graw Hill.
Nygren T.& Reid G. (1988). The subjective workload assessment technique. Human
Mental Workload. 1. pp.188–218.
Pett M., Lackey N., & Sullivan J. (2003). Making sense of factor analysis. Thousand Oaks:
Sage Publications, Inc, 24.
Pheasant S.(2007). Bodyspace, Anthropometry, Ergonomics and Design (Vol.
29).Londres: Taylor & Francis, 1986.
Ramírez C. (1996).Seguridad Industrial: Un enfoque integral. México:Edit. Limusa. 506 pp.
STPS. (2016). Reglamento Federal de Seguridad, Higiene y Medio Ambiente de
trabajo.México.
Rohmert W.(1973). Problems in determining rest allowances. In Part I: Use of modern
methods to evaluate stress and strain in static muscular work.Londres: Appl Ergon,
pp. 91–95.
Roldán J. (2003). Seguridad en las instalaciones eléctricas: equipos e instalaciones
eléctricas. 2 ed. Madrid, España: Editorial Paraninfo. 217 pp.
Rutefranz J., Iimarinen J. Klimmer F.& Kylian H. (1990). Work load and demanted
physical performance capacity under different industrial working conditions 1st ed. M.
Kaneko. Champaign, Illinois: Human Kinetics books.
Serratos J., Hernández J.L., & Márquez S.(2012). Levas . Estimación de la carga de
trabajo y presencia de molestias músculo esqueléticas . Academia Journals, 4(3),
pp.2911–2916.
Barrietos-Gutiérrez T.,Martínez-Alcántara S., & Méndez-Ramírez I. (2004). Validéz de
constructo, confiabilidad y punto de corte de la Prueba de Síntomas de Subjetivos de
Fartiga en Trabajadores Mexicanos. Salud Pública de México. 46(6). pp.516–523.
Teiger C., Laville, A., & Durafourg J. (1974). Taches répétitives sous contrainte de temps
et charger de travail39th ed.Paris, Francia.
106
Trueba A. y Trueba J. (2001). Ley Federal del Trabajo. (82ª. ed.). México: Porrúa.
Vedder J. & Laurig W. (2010). Ergonomía: Herramientas y enfoques. Enciclopedia de
Salud y Seguridad en el Trabajo, pp.29.2 – 29.102.
Villarrubia M. ( 2000). Seguridad Eléctrica: efectos de la corriente eléctrica sobre el cuerpo
humano. Facultad de física. Universidad de Barcelona.
Yoshitake H.(1978). Three characteristics patterns of subjective fatigeu symptoms.
Ergonomics, 1(21), pp.231–233.
Zelnik M. & Panero J.(1983). Las dimensiones humanas en los espacios
interioresreimpresa. S. L. Editorial Gustavo Gili, ed., Barcelona, España.
STPS. (2016). Normas Oficiales Mexicanas. 2016, de Secretaría del Trabajo y Previsión
Social Sitio web: http://www.stps.gob.mx/bp/secciones/conoce/marco_juridico/noms.html
OIT. (2016). Seguridad y Salud en el Trabajo. 2016, de Organización Internacional del
Trabajo Sitio web: http://www.ilo.org/global/topics/safety-and-health-at-work/lang--
es/index.htm
OSHA. (1970). Ley de Seguridad y Salud Ocupacional. 2016, de OSHA Sitio web:
https://www.osha.gov/pls/oshaweb/owasrch.search_form?p_doc_type=OSHACT&p_toc_le
vel=0&p_keyvalue=
OSHA. (1970). Sobre la OSHA. 2016, de OSHA Sitio web: https://www.osha.gov/about-
sp.html
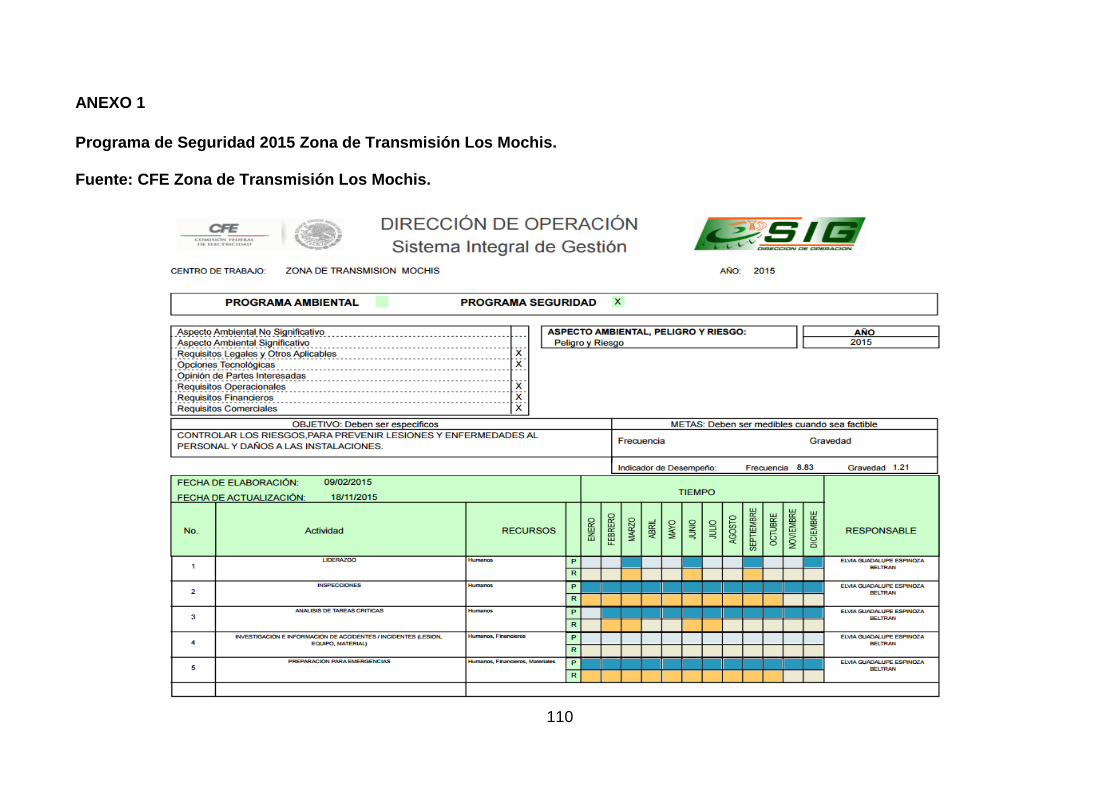
110
ANEXO 1
Programa de Seguridad 2015 Zona de Transmisión Los Mochis.
Fuente: CFE Zona de Transmisión Los Mochis.

111
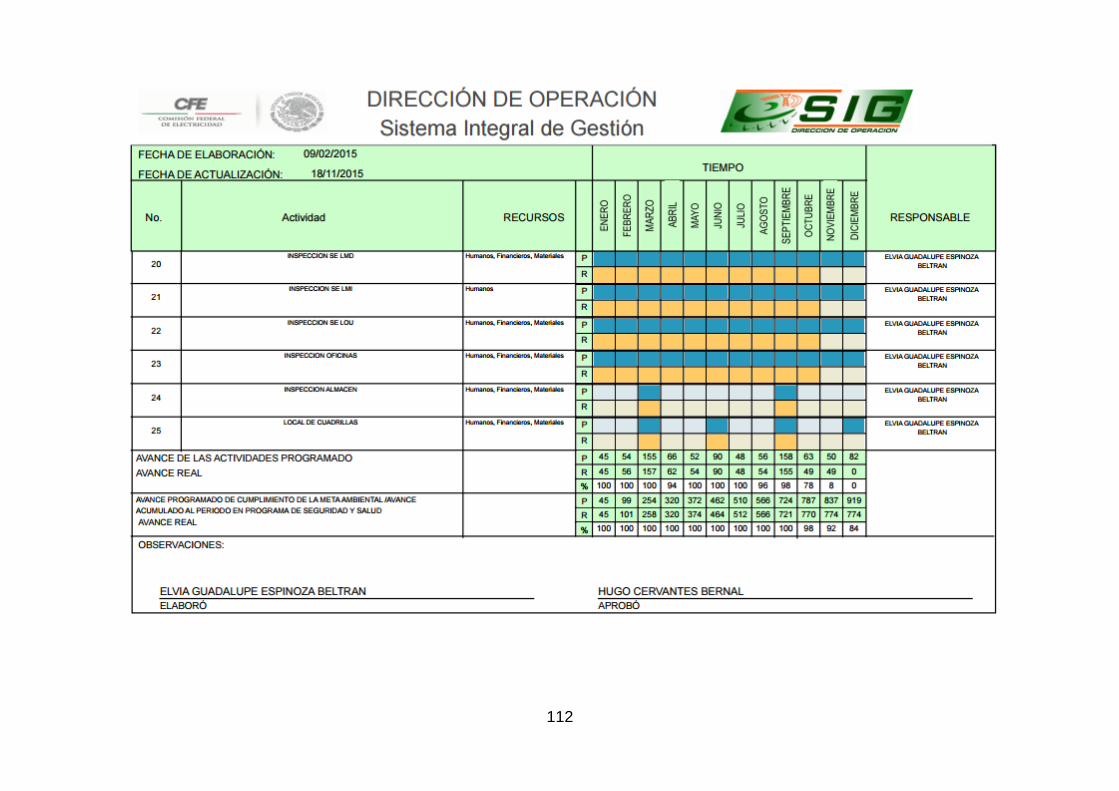
112
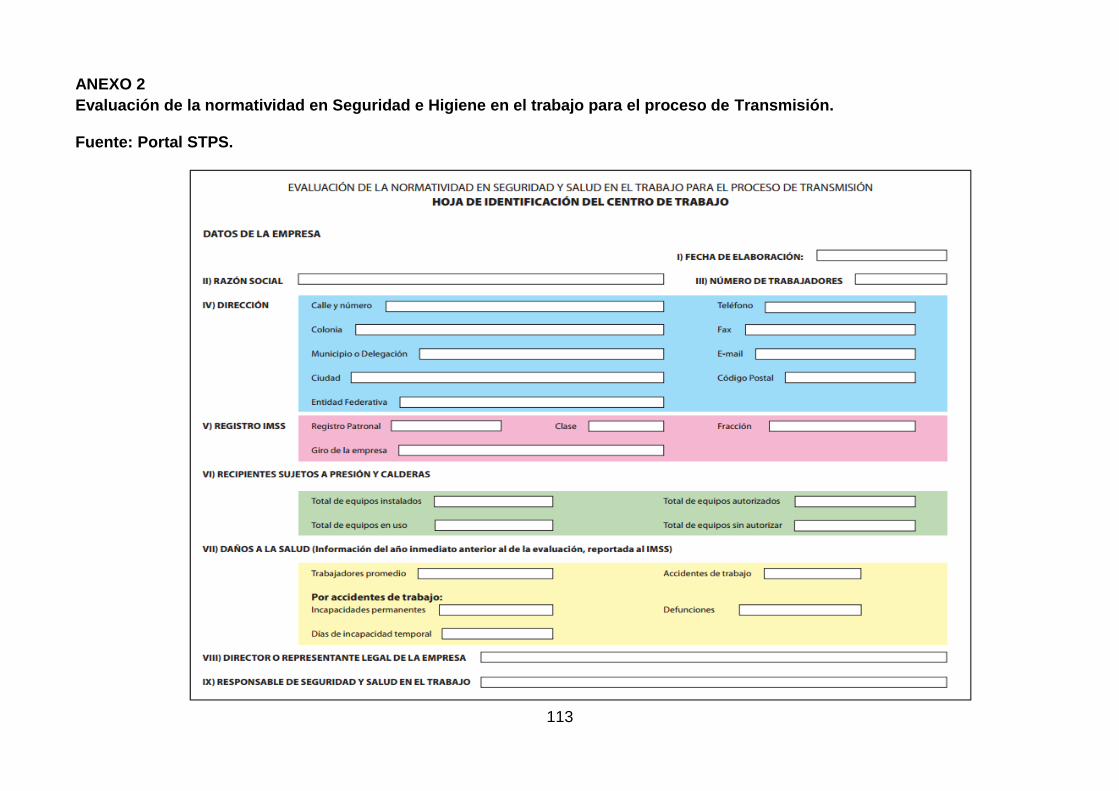
113
ANEXO 2
Evaluación de la normatividad en Seguridad e Higiene en el trabajo para el proceso de Transmisión.
Fuente: Portal STPS.
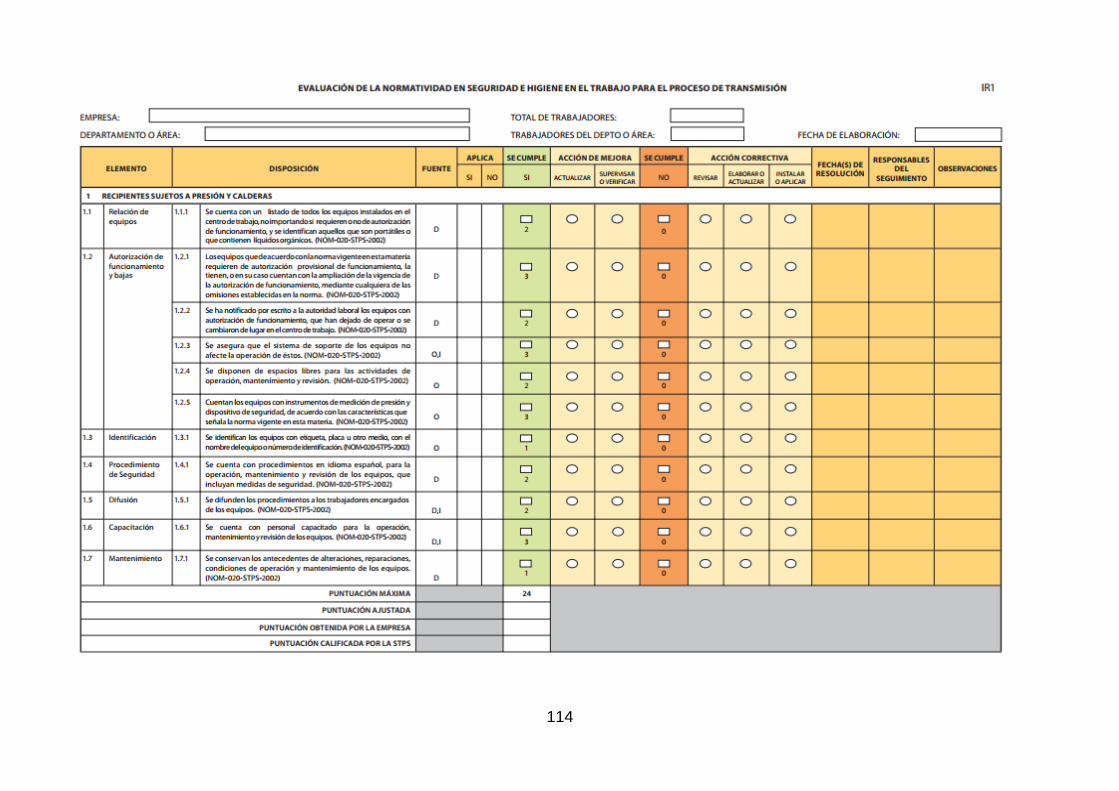
114
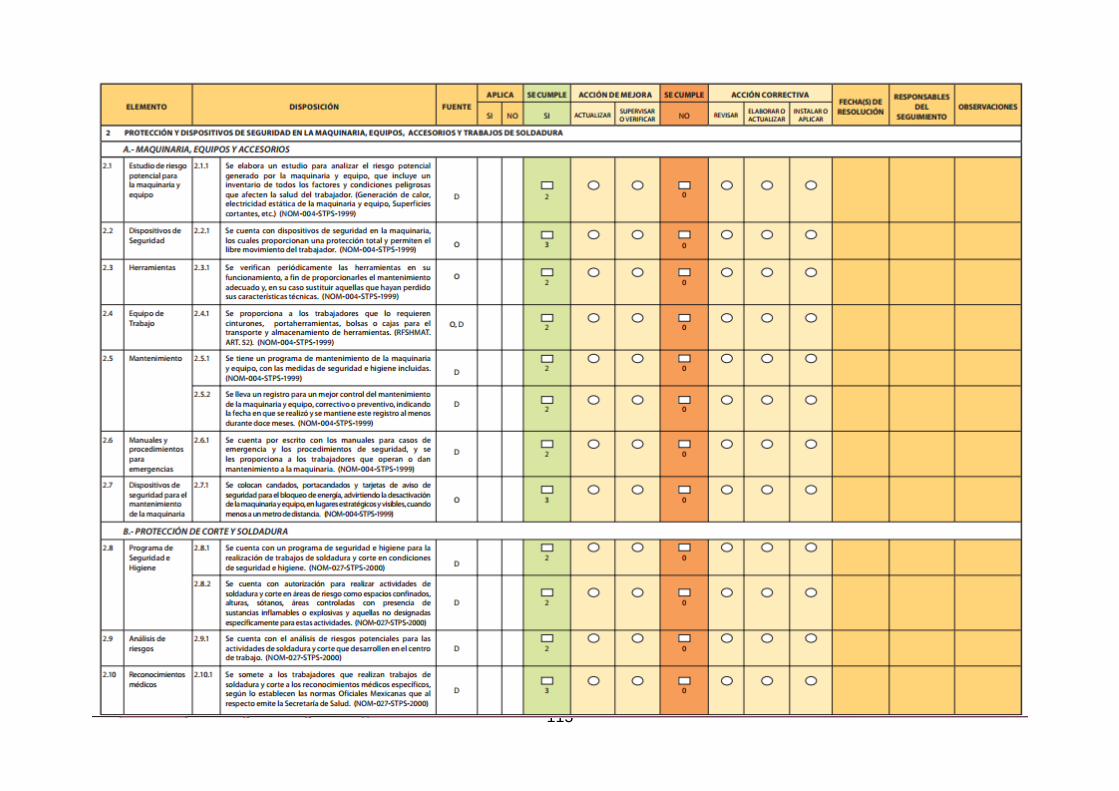
115
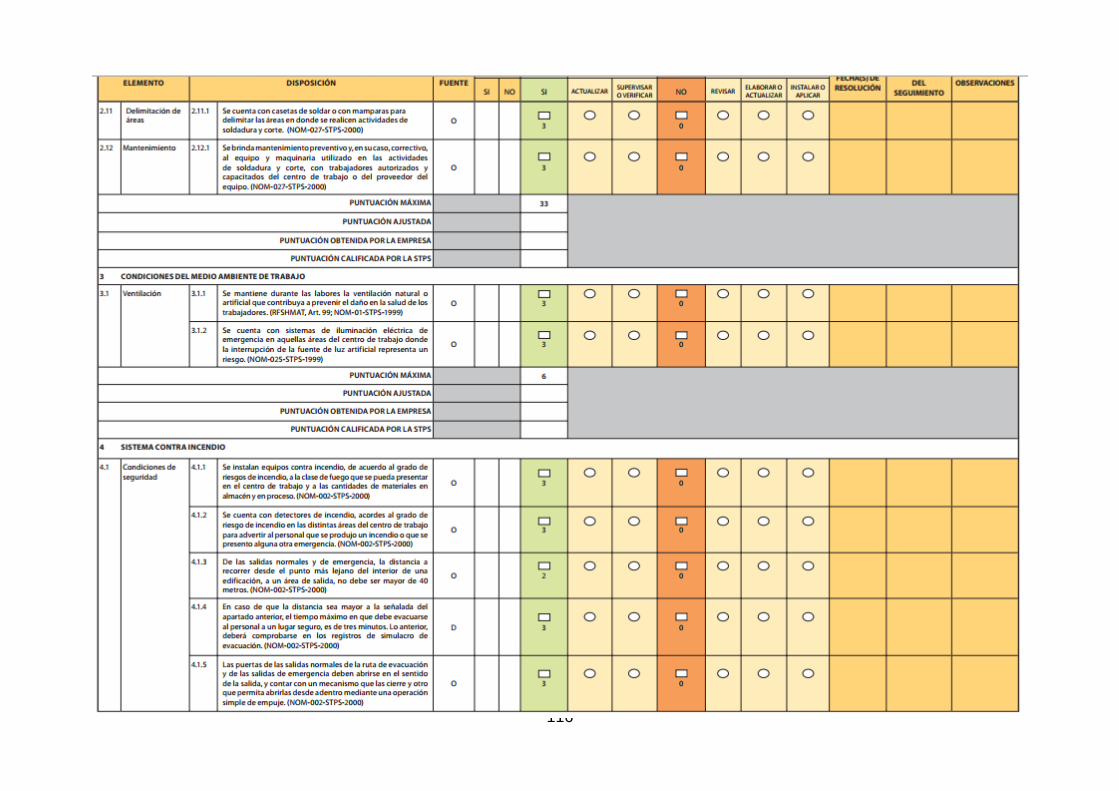
116
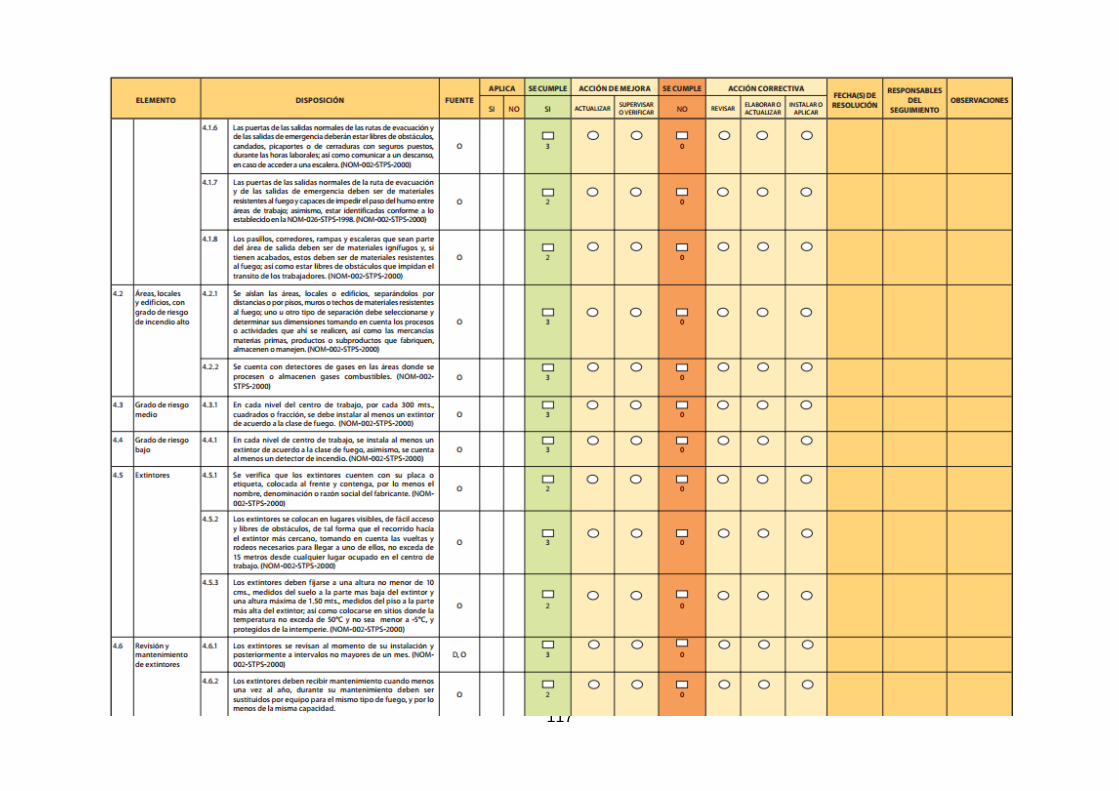
117
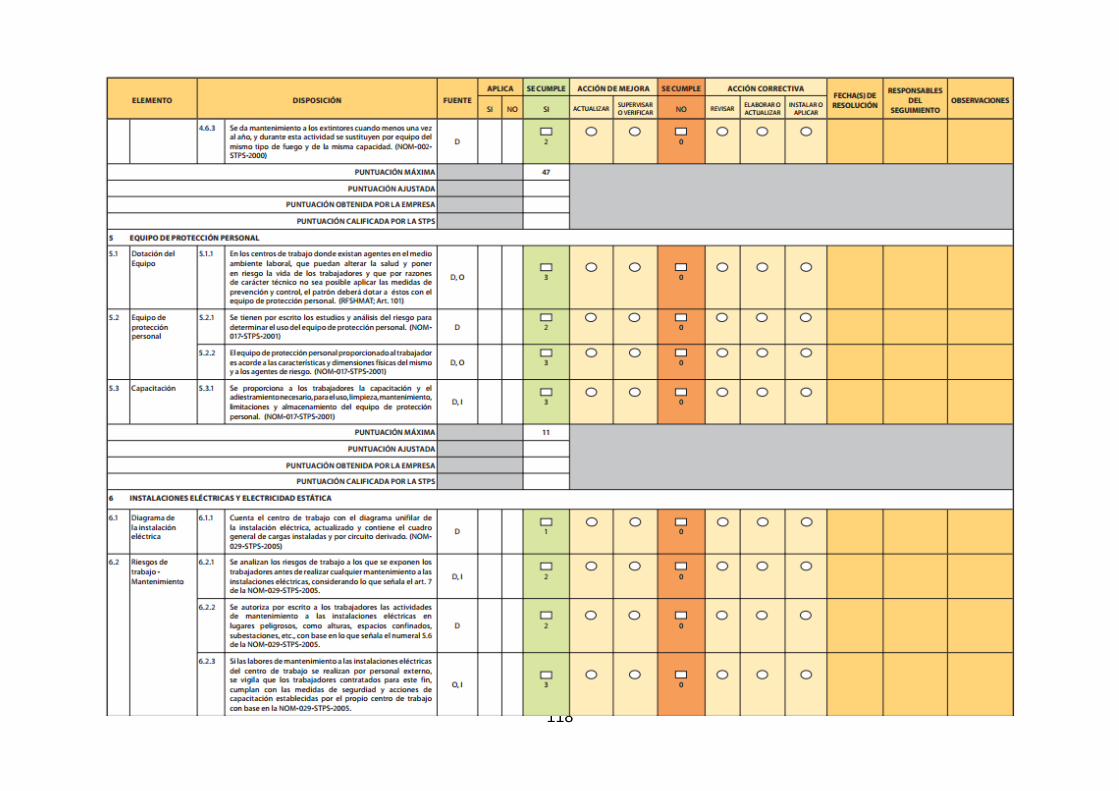
118
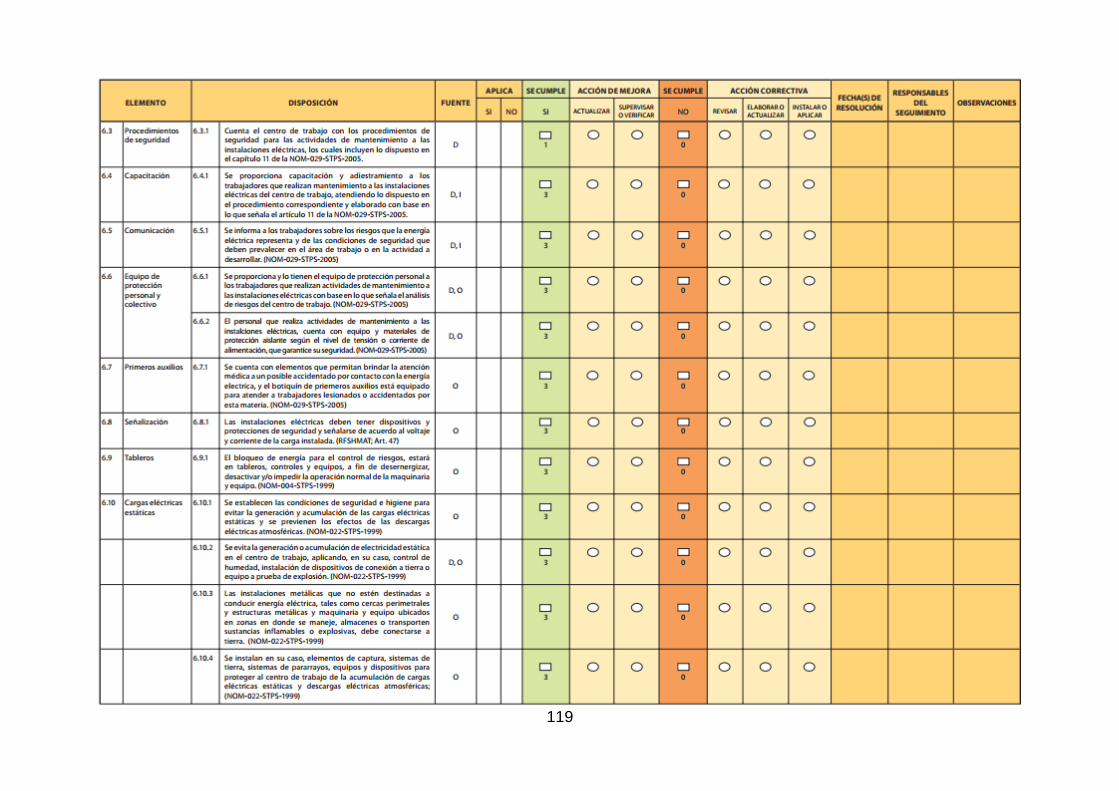
119
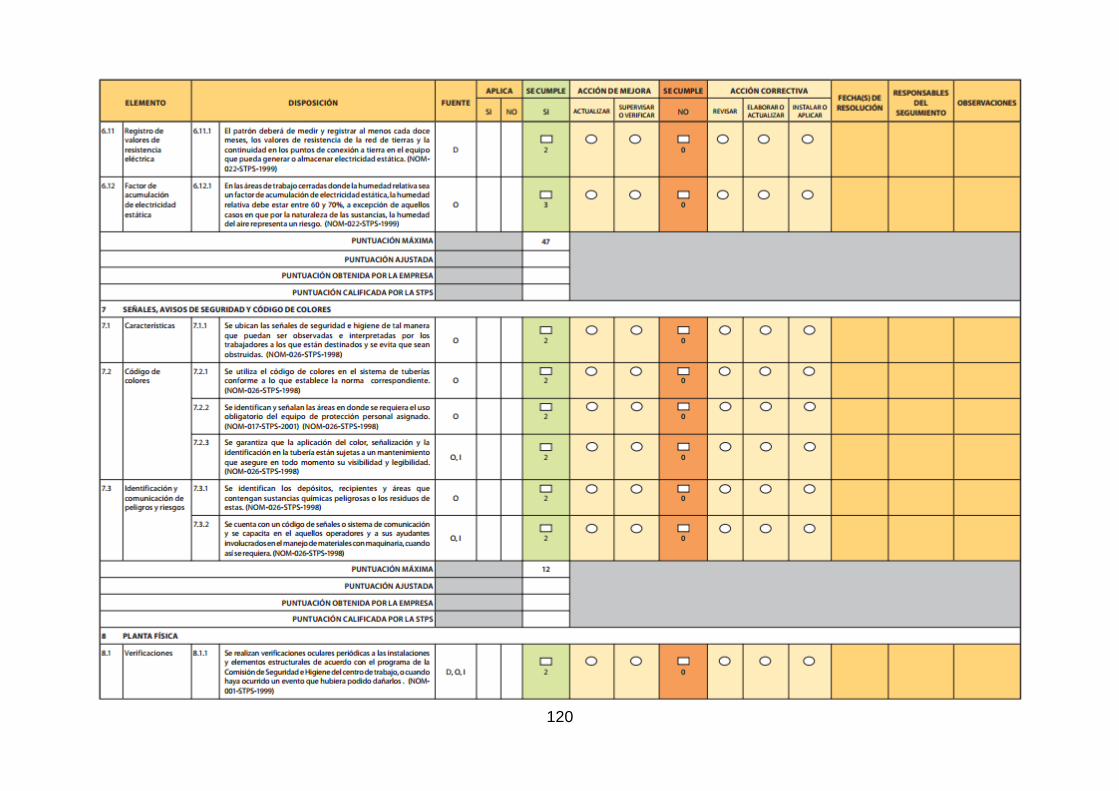
120
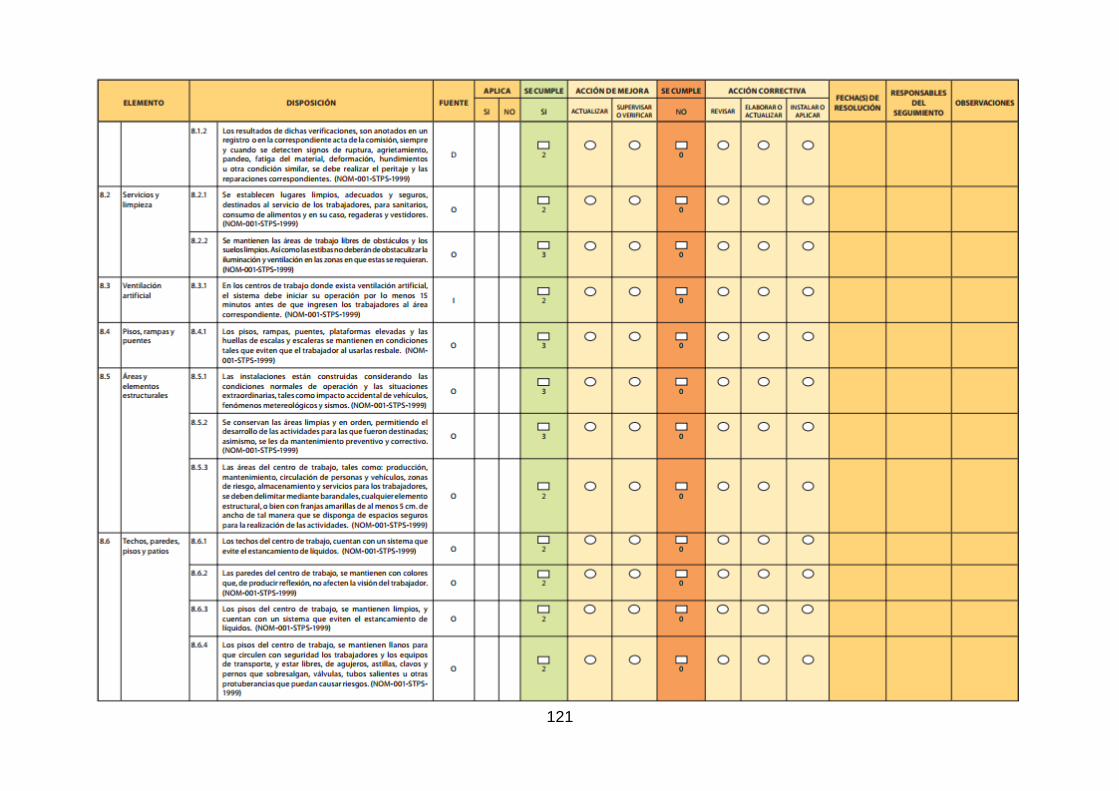
121
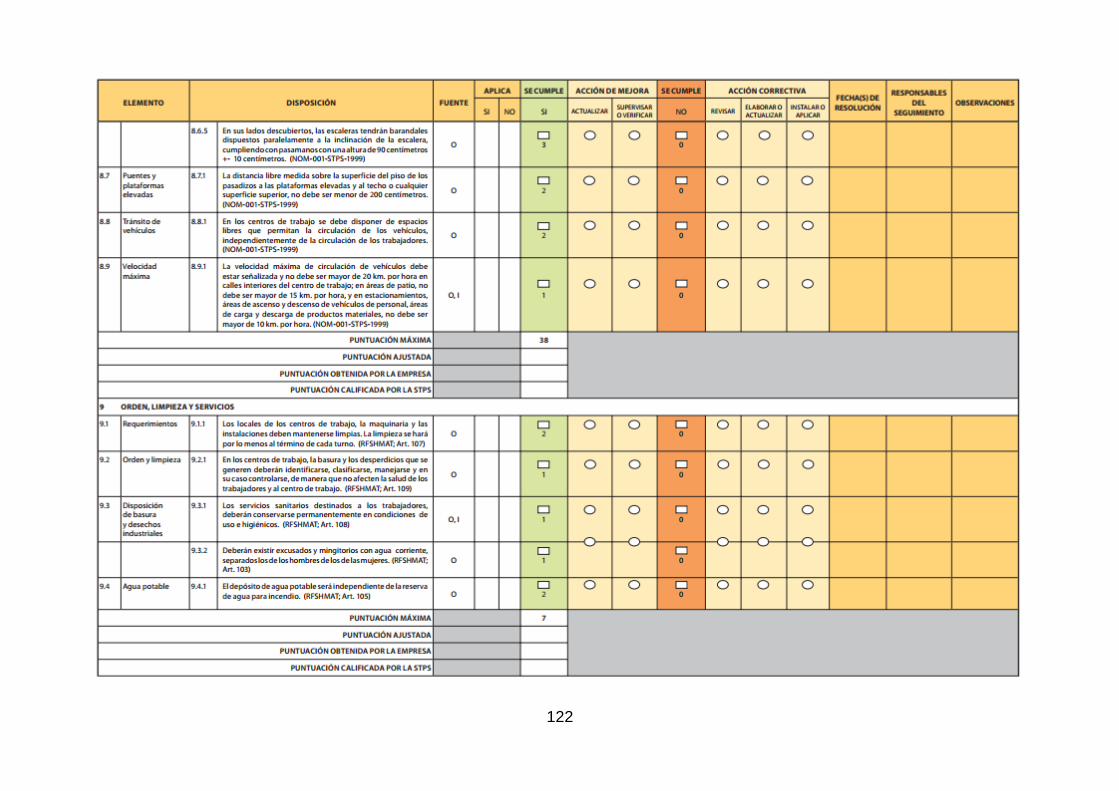
122
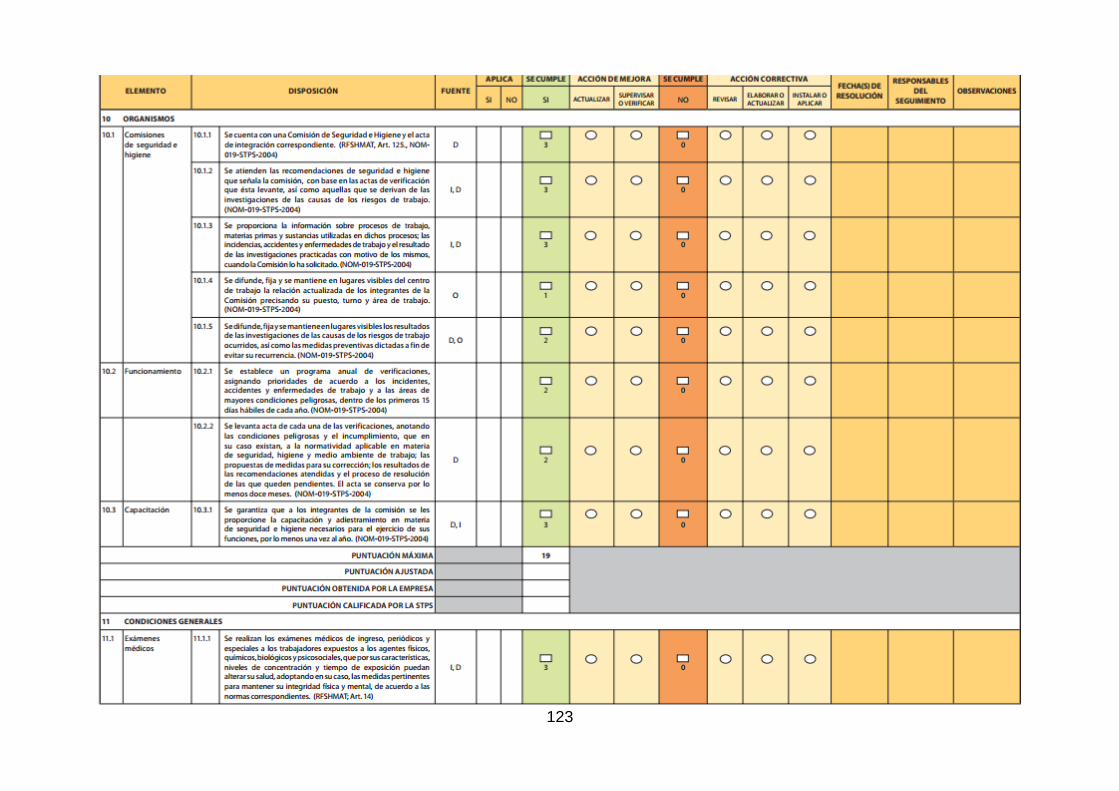
123
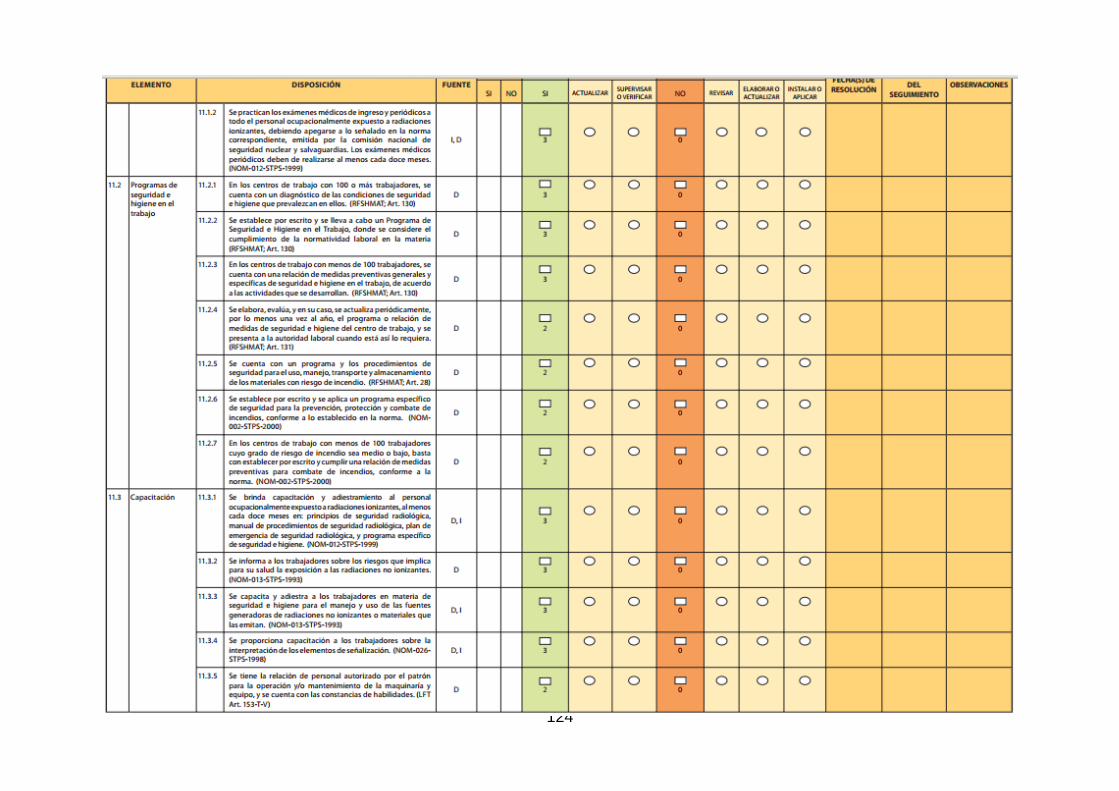
124
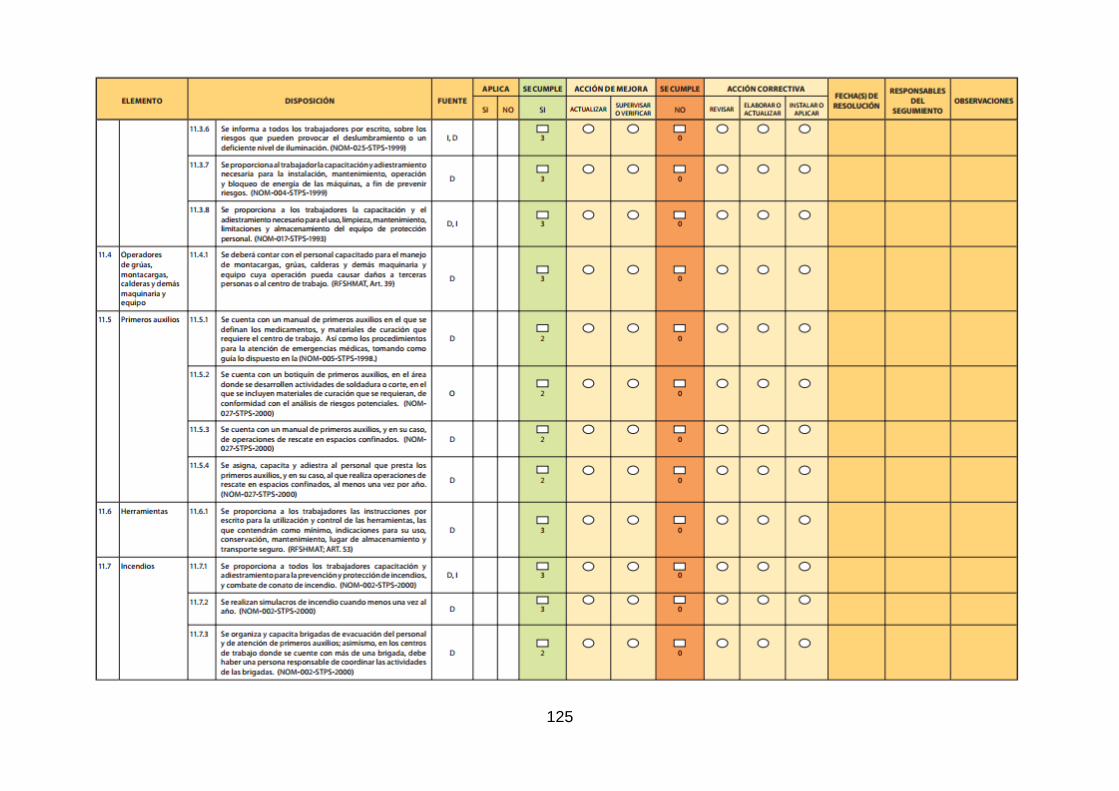
125
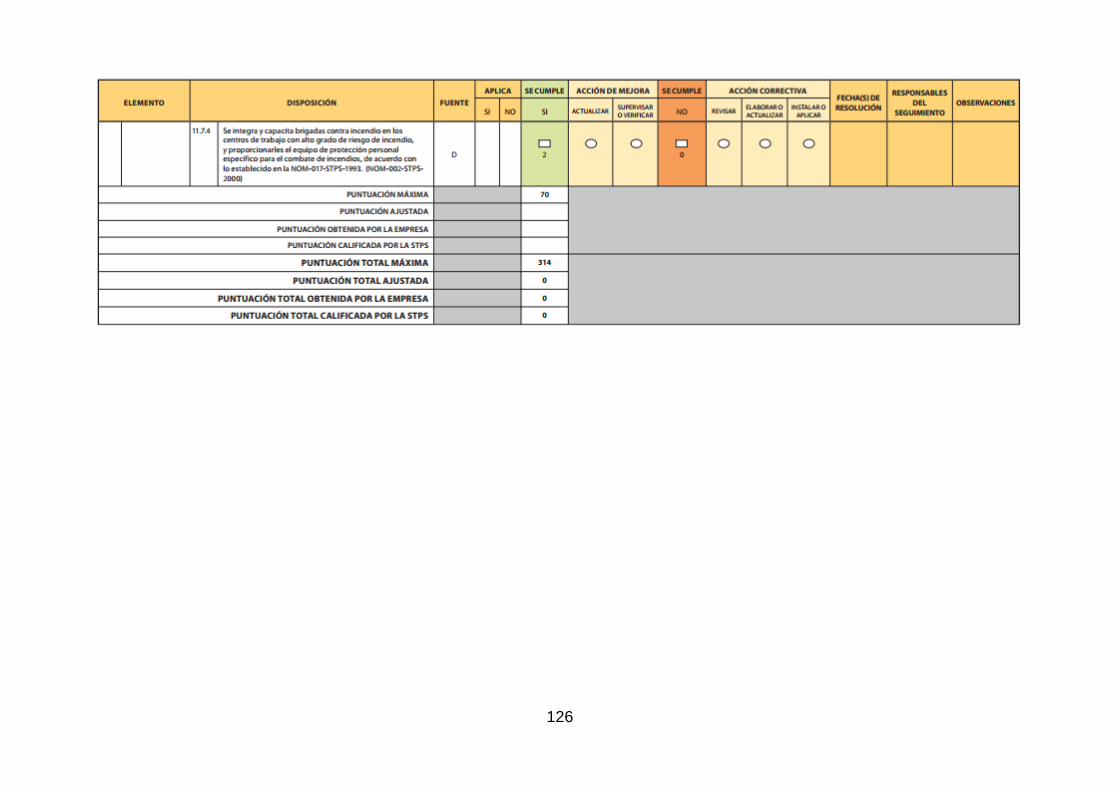
126
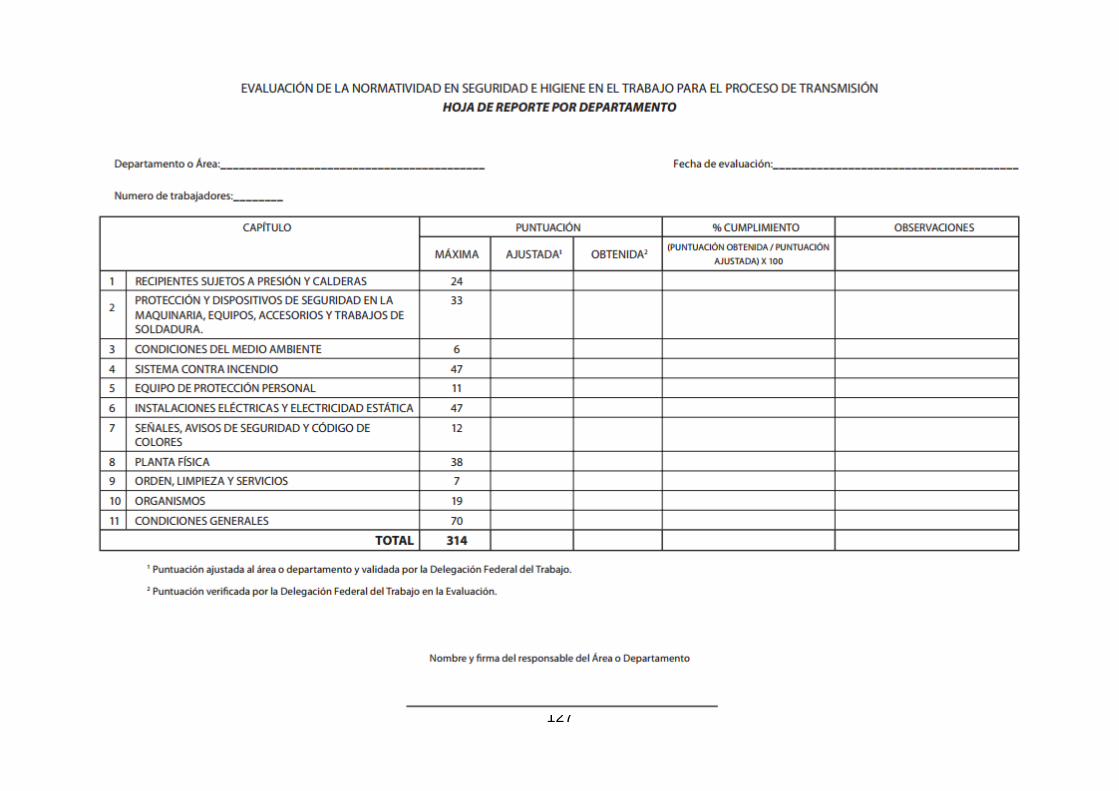
127
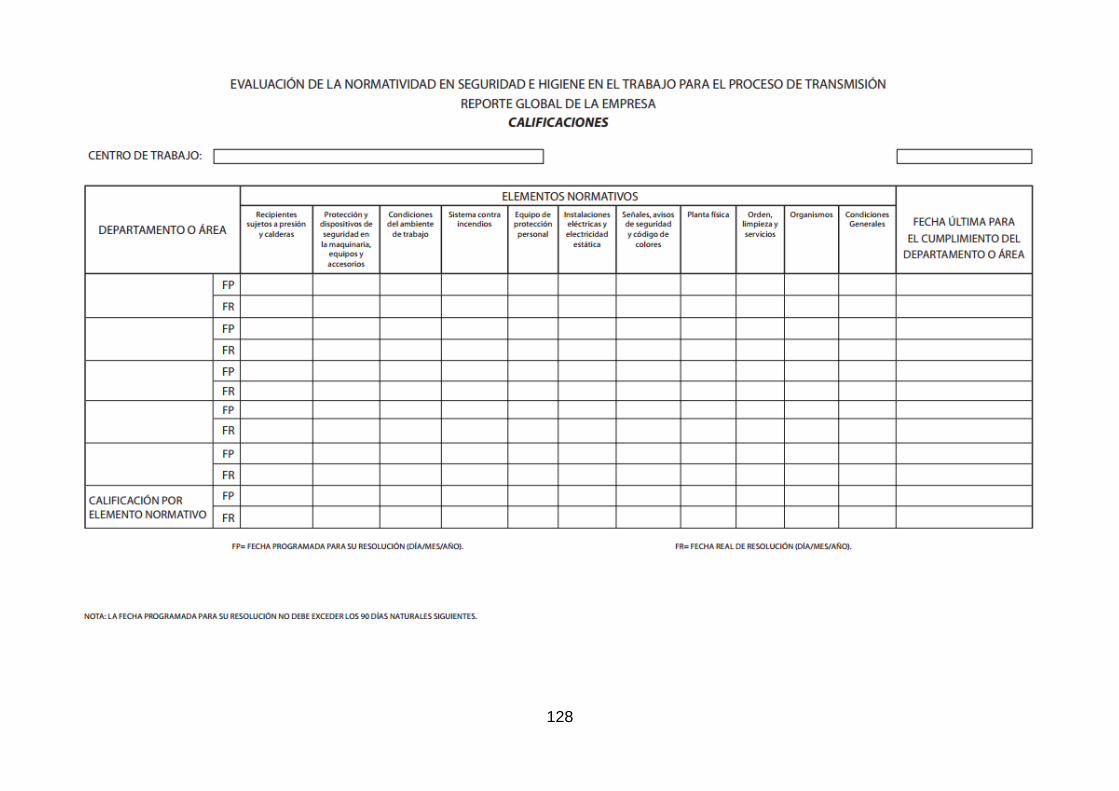
128