tÉcnica de anÁlisis de fallos para la identificaciÓn …
TRANSCRIPT

1
TÉCNICA DE ANÁLISIS DE FALLOS PARA LA IDENTIFICACIÓN Y
TRATAMIENTO DE RIESGOS EN PROCESOS DE MONTAJE.
AutorAlvaro Sánchez
Ingeniero AeronáuticoIngeniería de Soporte al Producto de ITP, S.A.

2
INTRODUCCIÓN
PFMEA APLICADO A MONTAJE
CONCLUSIONES Y EJEMPLOS
3
INTRODUCCIÓN

4

5
Eliminación:De la posibilidad de error
Sustitución:Para lograr un proceso más fiable
Facilitación:Del trabajo a realizar
Detección:Del error
Mitigación:Del efecto
Principios del Error-Proofing

6
Problemas habituales al montaje

7
INTENCIONAL
COORDINACIÓN
RAPIDEZHABILIDAD
COMUNICACIÓN
PERCEPCIÓN
MENTALES
ERRORHUMANO
MemoriaDecisiónDistracción
Factores del Error Humano
EntendimientoLecturaIdentificación
AmbiguaIncorrectaIncompleta
Errores de ajusteMovimiento incompleto
Sabotaje
InexperienciaEntrenamiento inadecuadoHabilidades inadecuadas
Carencia de estándaresProcesos rápidos

8
1) Aumentar la AutomatizaciónCostes de capital elevados Ineficaz con series cortas
2) Añadir inspecciones visualesDependencia de la persona que efectúa la inspección.
3) Poka-Yoke o Mistake ProofingRestricciones físicas que eviten una incorrecta instalaciónInspecciones que eviten que los errores sucedan o lleguen a transformarse en defectos
4) Reducir complejidad al productoSimplificar los productos
5) Simplificar los procesosMejorar la ergonomía Simplificando las tareas
Simplificación en procesos de montaje de la Industria Aeronáutica

9
PFMEA APLICADO A MONTAJE

10
Es una técnica que aplicada al proceso de montaje se utiliza para anticipar, evaluar y priorizar sobre los modos potenciales de fallo asociados al mismo, seleccionando la acción correctiva posible en cada caso que permita mitigar el riesgo.
Se utiliza como Design Driver de nuevos productos/procesos, así como modificador de los existentes a partir de la experiencia.
Como resultado se tiene la obtención de diseños y procesos robustos.
Aproximación

11

12

13

14
Equipo multidisciplinar, con experiencia y habilidades reconocidas:
Línea de Montaje / Diseñadores de procesos y Operarios
Planificación
Inspección
Ingeniería / Diseño, Servicio y Safety
Calidad
Otros expertos según sea preciso
1. Formulación del Equipo de Expertos

15
Revisión de un Proceso ya definidoProceso nuevo (diagrama de flujo esquemático)
Hipótesis Habituales:
Sólo montaje de piezas nuevas.
Instalaciones y medios determinados.
Tareas efectuadas por mecánicos cualificados.
Piezas disponibles al montaje.
Error por omisión en Kit tiene más probabilidades de detectarse que en Max / Min parts.
2. Definir el Proceso

16
3. Conocimiento de la Función de cada Parte.
Identificar la función que cada parte/componente tiene dentro del diseño.
4. Identificación de Modos de Fallo Potenciales.
Lista de modos de fallo potenciales de cada uno de los pasos / tareas definidas para el proceso. Tendrá en cuenta experiencia.

17
5. Definir los Efectos del Fallo
Identificar el/los efectos que puede provocar el fallo afectando:
Paso siguiente del proceso
Obtención del producto
Operación del producto
A partir de los efectos se acuerda un nivel de Severidad (Safety, Indisponibilidad del producto, reducción en las función, inestabilidad del sistema, etc.)

18
Severidad
19
6. Identificar las causas potenciales.
Identificar todas las causas potenciales que podrían provocar el fallo.
7. Identificar los mecanismos de control.
Identifican que mecanismos de control existen para evitar que se produzca el fallo, así como que medios se disponen para su detección en caso de producirse.
A partir de la causa y los mecanismos de control que evitan la ocurrencia se puede establecer para cada efecto una clasificación de la Ocurrencia, que seráutilizado más adelante para priorizar el riesgo.
Los mecanismos de control orientados a la detección del fallo una vez sucedido condicionarán la clasificación de Detectabilidad.

20
Ocurrencia

21
Detectabilidad

22
8. Cálculo y Gestión del Risk Priority Number (RPN)
Sobre unas escalas de 1 (mejor caso) a 10 (peor caso) para S, O y D, es necesario establecer una prioridad para abordar la mitigación de riesgos.

23
Límite admisible de RPN a priori:
RPN < 60 se consideran riesgos tolerables, y no es preciso establecer ninguna acción correctiva inmediata.
RPN comprendidos entre [60,120] poseen un riesgo fronterizo, y es preciso re-evaluar los niveles.
RPN > 120 se considera un riesgo inaceptable, y es preciso efectuar acciones correctivas.

24
Límite admisible de RPN a posteriori:
Independientemente del valor de RPN, siempre y cuando se otorguen valores de S > 8 asignar acciones correctivas que mitiguen el riesgo.
Sólo valores elevados de RPNs, estableciendo un límite siempre cuestionable de 3, 5, 10, etc., y aplicar acciones correctivas tan sólo a esta lista.
Intervalo comprendido entre el [20%-30%] de los RPNs, comenzando por los más elevados.
Identificar tendencias. Distribución gráfica de RPNs ordenados de forma creciente. Punto de inflexión (RPN límite)

25
Identificar Tendencias

26
Five Bar Gate
NNNNNYRisk 2
YNNNYYRisk 1
Pass Off
Test
Rig Check
Oil Flow
check
Pre or post
inspection overcheck
Fitter Check
Enhanced Protection Overcheck
Type of Check

27
9. Selección y Aplicación de la Acción Correctiva
Reducir el nivel:
Severidad (S), posiblemente a través del re-diseño de pieza.Reducir el nivel de Ocurrencia (O) y/o Detectabilidad (D).
Para la elección de la Óptima Acción Correctiva se puede aplicar un criterio que tenga en cuenta la Viabilidad (Feasibility (F))

28
1Fully available resources, very low cost and time consumption, near 100% chance of success and near zero probability of undesirable impact.
2Highly available resources, low cost and time consumption, high chance of success and low probability of undesirable impact.
3Rather highly available resources, rather low cost and time consumption, rather high chance of success and rather low probability of undesirable impact.
4Moderate availability of necessary resources, cost, time consumption, chance of success and probability of undesirable impact.
5Rather low availability of necessary resources and/or rather high cost and/or time consumption and/or rather low chance of success and/or rather high probability of undesirable impact.
6Low availability of necessary resources and/or high cost and/or time consumption and/or low chance of success and/or high probability of undesirable impact.
7Very low availability of necessary resources and/or very high cost and/or time consumption and/or very low chance of success and/or very high probability of undesirable impact.
8Remote availability of necessary resources and/or near unacceptable cost and/or time consumption and/or remote chance of success and/or near 100% probability of undesirable impact.
9Very remote availability of necessary resources and/or almost unacceptable cost and/or time consumption and/or almost zero chance of success and/or almost 100% probability of undesirable impact.
10Safety Problem and/or Non-compliance to Government Regulation and/or unavailable necessary resources and/or unacceptable cost and/or time consumption and/or zero chance of success and/or 100% probability of undesirable impact.
RankCriteria: Feasibility of Corrective Actions Implementation
Viabilidad

29
Óptima Acción Correctiva

30
CONCLUSIONES Y EJEMPLOS

31
RESUMEN DE CONCLUSIONES
Identificar en el Proceso de Montaje los útiles/herramientas.
Control por plano de tareas sensibles del proceso.
Producciones cortas no incorporar métodos robóticos de inspección.
Mitigación aplicando Sobre-Inspección <=> No análisis en las primeras fases de diseño. Potenciar el sentido de Design Driver al análisis. El abuso es mayor cuando se ofrece como alternativa de filtro.

32
RESUMEN DE CONCLUSIONES
Cambios formales, Warnings y Cautions para determinados pasos del proceso logrando la atención del mecánico.
El análisis puede terminar afectando a procesos, diseño, operarios, herramientas e instalaciones.
Aprietes de tornillos y aceite para su lubricación, son controlados por un inspector. Mecanismos automáticos que detecten un posible error por este motivo no se consideran fiables.

33
RESUMEN DE CONCLUSIONES
Reducir tiempos si un montador verificase el trabajo de otro.
Se puede alcanzar un sub-producto robusto en diseño y procesos (generalmente Low Pressure Turbine, LPT), sin embargo es preciso llevar el análisis al producto final para asegurar la satisfacción del cliente.
Se considera en cualquier caso un análisis que conviene actualizar con la experiencia acumulada, sin tener que esperar a que se produzcan modificaciones, rediseños o defectos.

34
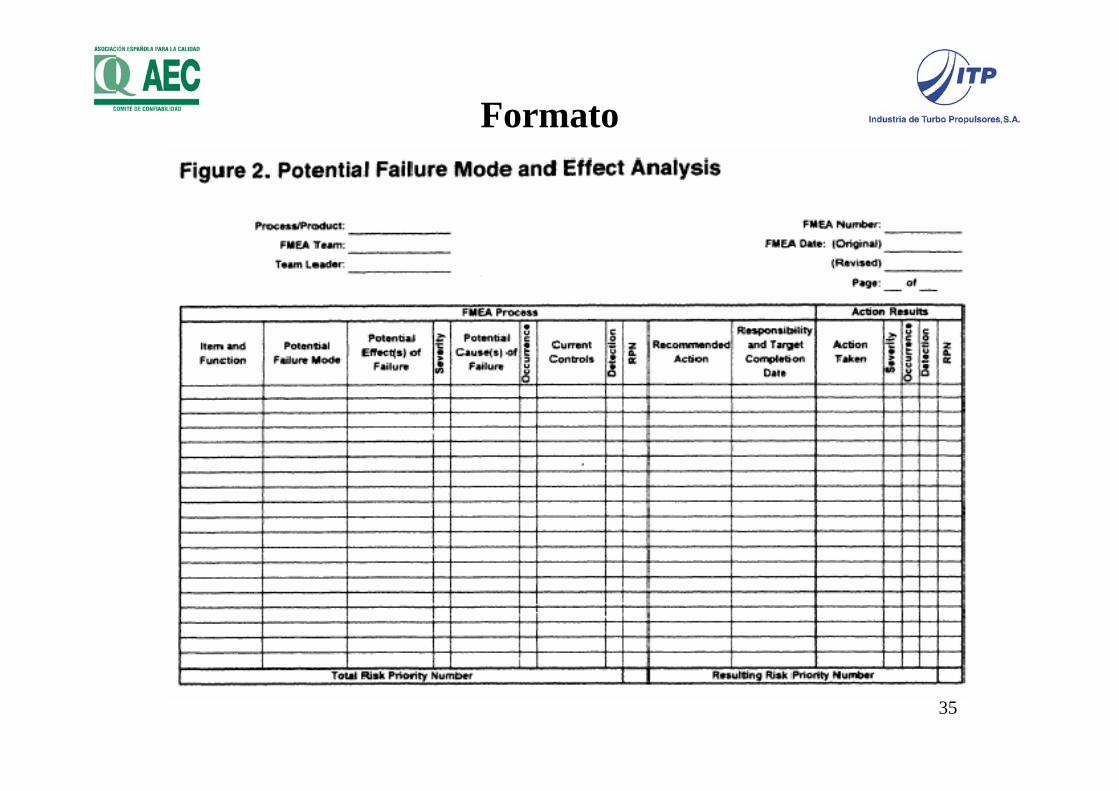
Formato
35
Formato

36
Operator is the person in charge of Pre /Post inspection check when no fitting check is performed8
Consider mechanics without experience (first assembly) and without assembly instructions7
Murphy's Law always prevails6If two results of a failure can occur, the worst one will5A loose part will go anywhere an adequate path exist4For the purpose of this analysis quality assurance at assembly does not exist3
Malfunction/ failure/ improper assembly of any device will cause failure of the entire product unless it can clearly be shown otherwise2
In general, all parts may be considered to be manufactured properly, except when sub-assemblies are prefabricated and treated as a detail part duringcomponent assembly. In that event, the subassembly must be subjected to this analysis
1
HYPOTHESIS
Ejemplo de Hipótesis de Partida

37
Tareas de Montaje con elevado RPN
Torque TighteningHeating and Cooling during assembly of interference joints
OmissionDamage during assembly
Blind assembly

38
80825Fasteners at joints of lower importance
3112827General
fasteners2
144829Fasteners at high integrity joints
1RPNDetectabilityOccurrenceSeverityDescriptionGroup
Refinamiento en el proceso
Omisión de piezas es más fácil de detectar si pertenecen a un KIT en lugar de piezas sueltas (max/min).
Organizar el torque tightening dentro de 3 clasificaciones para el cálculo de RPN.

39
Ejemplo de Análisis