propuesta de sub programa seguridad...
TRANSCRIPT
10
PROPUESTA DE SUB PROGRAMA SEGURIDAD INDUSTRIAL EN LA
EMPRESA CAFÉ ZULETA
VIVIANA ÁVILA RENDÓN
20072077009
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
TECNOLOGÍA INDUSTRIAL
BOGOTÁ 2013
11
PROPUESTA DE SUB PROGRAMA SEGURIDAD INDUSTRIAL EN LA
EMPRESA CAFÉ ZULETA
VIVIANA ÁVILA RENDÓN
20072077009
Trabajo de Grado
Presentado como requisito para optar al título de
TECNOLOGA INDUSTRIAL
TUTORA: PROFESORA MARTHA PINZÓN
Ingeniera Industrial
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
TECNOLOGÍA INDUSTRIAL
BOGOTÁ 2013
12
CONTENIDO
INTRODUCCION……………………………………………………………………. 9
1 GENERALIDADES 19
1.1 PROBLEMA ........................................................................................ 19
1.1.1 Descripción Del Problema ............................................................ 19
1.1.2 Formulación Del Problema ........................................................... 20
1.2 FORMULACION DE OBJETIVOS ...................................................... 20
1.2.1 Objetivo General .......................................................................... 20
1.2.2 Objetivos Específicos ................................................................... 20
1.3 JUSTIFICACIÓN ................................................................................. 20
1.4 DISEÑO METODOLÓGICO ................................................................ 21
2 MARCO REFERENCIAL 22
2.1 MARCO HISTORICO .......................................................................... 22
2.1.1 Datos Generales de la empresa ................................................... 22
2.1.2 Misión .......................................................................................... 23
2.1.3 Visión .......................................................................................... 23
2.1.4 Reseña Histórica ........................................................................ 23
2.1.5 Organización Del Trabajo ............................................................. 26
2.1.6 Organigrama ................................................................................ 28
2.2 MARCO TEÓRICO ............................................................................. 28
2.2.1 Seguridad Industrial ..................................................................... 29
2.2.2 Enfermedad profesional ............................................................... 30
2.2.3 Accidente de trabajo ..................................................................... 30
2.2.4 Elementos de protección personal ............................................... 31
2.2.5 Norma GTC 45 de 2010 ............................................................... 31
2.3 MARCO LEGAL .................................................................................. 37
3 DIAGNOSTICO 40
13
3.1 PROCEDIMIENTO PARA LA OBTENCION DE DATOS ...................... 40
3.1.1 Observación directa ..................................................................... 40
3.1.2 Listas de chequeo ........................................................................ 41
3.1.3 Encuesta ...................................................................................... 41
3.2 MATRIZ DE PELIGROS ..................................................................... 49
3.2.1 Riesgo Nivel I (No aceptable) ....................................................... 51
3.2.2 Riesgo Nivel II (Aceptable con control específico) ........................ 55
4 PROPUESTA 49
4.1 Extractores ......................................................................................... 49
4.2 Ventanal ............................................................................................. 51
4.3 Barrera ............................................................................................... 52
4.4 Lámparas............................................................................................ 52
4.5 5S ....................................................................................................... 54
4.6 Espátula.............................................................................................. 55
4.7 Sillas ergonómicas .............................................................................. 55
4.8 Herramienta para levantar cargas ....................................................... 56
4.9 Elementos de protección personal ...................................................... 57
4.10 COPASO ......................................................................................... 58
4.10.1 Funciones del comité ................................................................... 59
4.10.2 Funciones del presidente ............................................................. 59
4.10.3 Funciones del secretario .............................................................. 60
4.10.4 Obligaciones del empleador ......................................................... 60
4.10.5 Señalización ................................................................................. 60
4.10.6 Demarcación ................................................................................ 62
4.10.7 Capacitaciones (ver anexo D). ..................................................... 62
4.10.8 Costos .......................................................................................... 63
14
5 CONCLUSIONES 64
6 BIBLIOGRAFÍA 66
6.1 INFOGRAFÍA 66
7 GLOSARIO 68
ANEXOS………………………………………………………………………………71

15
LISTA DE TABLAS
Tabla 1. Distribución de personal por áreas de trabajo .................................... 27
Tabla 2. Distribución de personal por género ................................................... 27
Tabla 3. Determinación del Nivel de Deficiencia .............................................. 34
Tabla 4. Determinación del Nivel de Exposición ............................................... 35
Tabla 5. Determinación del nivel de Probabilidad ............................................. 35
Tabla 6. Significado Niveles de Probabilidad.................................................... 35
Tabla 7. Determinación del Nivel de Consecuencias........................................ 36
Tabla 8. Determinación del nivel de Riesgo y de intervención. ......................... 36
Tabla 9. Significado Niveles de riesgo y de intervención .................................. 37
Tabla 10. Aceptabilidad del Riesgo .................................................................. 37
Tabla 11. Las 5s ............................................................................................... 54
Tabla 12. Costos de elementos de protección personal proyectados a un año 57
Tabla 13. Costos de Señalización industrial .................................................... 60
Tabla 14. Colores para demarcación ............................................................... 62
Tabla 15. Costos totales................................................................................... 63
16
LISTA DE IMÁGENES
Imagen 1. Mapa de ubicación geográfica del municipio de Caparrapí
Cundinamarca. ................................................................................................ 24
Imagen 2 . Matriz de peligro ............................................................................ 33
Imagen 3. Matriz de peligro de la empresa CAFÉ ZULETA ............................. 49
Imagen 4. Secadora de café ............................................................................ 51
Imagen 5. Trilladora ......................................................................................... 52
Imagen 6. Tostadora de café............................................................................ 53
Imagen 7. Molido de café................................................................................. 54
Imagen 8. Pesado del café Imagen 9. Bolsa de empaque ...... 55
Imagen 10. Extractor de aire Semi-industrial ................................................... 49
Imagen 11. Extractor de aire industrial ............................................................. 50
Imagen 12. Lámpara Hermética....................................................................... 52
Imagen 13. Espátula de acero inoxidable ........................................................ 55
Imagen 14. Sillas ergonomicas ........................................................................ 56
Imagen 15. Carro manual para cargas............................................................. 56
LISTA DE FIGURAS
Figura 1. Plano de la empresa primer piso ...................................................... 25
Figura 2. Plano de la empresa segundo piso ................................................... 26
Figura 3. Organigrama empresa Café Zuleta .................................................. 28
Figura 4. Plano de ubicación de los extractores de aire primer piso ................ 49
Figura 5. Plano de ubicación de los extractores de aire segundo piso ............. 50
Figura 6. Plano de ubicación de la ventana y la polea segundo piso ............... 51
Figura 7. Plano de ubicación de las lámparas primer piso .............................. 53
17
LISTA DE GRAFICAS
Grafica 1. Rango de edades ........................................................................... 42
Grafica 2. Porcentajes de edades ................................................................... 43
Grafica 3. Contacto directo con la maquina. ................................................... 43
Grafica 4. Seguridad de la maquina ............................................................... 44
Grafica 5. Conocimiento del riesgo ................................................................. 44
Grafica 6. Elementos de protección personal que brinda la empresa ............. 45
Grafica 7. Uso de elementos de protección .................................................... 46
Grafica 8. Accidentalidad dentro de la empresa .............................................. 46
Grafica 9. Conocimientos del personal ante un accidente laboral ................... 47
Grafica 10. Conocimientos sobre auto cuidado ............................................... 47
Grafica 11. Conocimiento sobre enfermedades profesionales…………………48
LISTA DE ANEXOS
Anexo A. Ficha de evaluación y/o inspección………………………………......72
Anexo B. Encuesta ........................................................................................ 73
Anexo C. Evaluación del impacto de las capacitaciones………………………75
Anexo D. Capacitación sobre Seguridad Industrial…………………………….77
18
INTRODUCCIÓN
Luego de realizar una serie de visitas a la empresa Café Zuleta ubicada en
Caparrapi (Cundinamarca) –dedicada a la producción de café molido desde
hace 13 años– y observar su organización interna, nace la necesidad de
plantear la creación de un sub programa de seguridad industrial para dicha
empresa, puesto que no implementa en las actividades que involucran sus
procesos productivos, ningún plan que tenga como objetivo prevenir los riesgos
a los que están expuestos los trabajadores ni mucho menos proteger su
seguridad.
Por ende, el objetivo al final del presente proyecto es que la empresa Café
Zuleta cuente con un sub programa de seguridad industrial, que contribuya al
mejoramiento de las condiciones laborales y en la prevención de accidentes en
el lugar de trabajo de los empleados de dicha empresa, en el caso de ser
implementado.
Para tal resultado, es necesario llevar a cabo visitas de inspección en las
cuales se conozcan a fondo los factores de riesgo a los que están expuestos
los empleados, con el fin de tener la información necesaria para el
levantamiento de una matriz de peligros, la cual permitirá priorizar los riesgos
más críticos, y partiendo de dichos resultados crear las propuestas necesarias
para mitigar o eliminar los riesgos encontrados.
19
1 GENERALIDADES
1.1 PROBLEMA 1.1.1 Descripción Del Problema
Cualquier empresa, sin importar su tamaño o actividad económica, debe
cumplir con lineamientos legales de salud ocupacional, no solo porque esto
contribuye a proteger la salud de los trabajadores, sino porque se encuentra
sujeto a normas jurídicas de obligatorio cumplimiento tales como la ley 1562 de
2012, la resolución 1016 de 1991, además de las contenidas en la Constitución
Nacional, el Código Sustantivo del Trabajo y la ley 100 de seguridad social.
Por lo anterior, la empresa CAFÉ ZULETA presenta inconvenientes en cuanto a
cumplir las normas legales estipuladas, pues no cuenta con un programa de
seguridad industrial, por lo cual sus empleados están expuestos a diversos
riesgos cuando ejecutan su trabajo, entre ellos:
Caídas: el desorden de la empresa conlleva a acumular desperdicios que
ocasionan caídas.
Cortadas: este riesgo se da en el proceso de secado puesto que los
empleados no cuentan con un dispositivo adecuado de encendido y apagado
de la máquina y al ponerla en funcionamiento pueden sufrir cortaduras en los
dedos.
Así mismo, en el proceso de control de calidad, al momento de la selección los
granos del café, estos pueden venir acompañados por trozos de vidrio,
puntillas, entre otros, lo que expone constantemente a lesiones en las manos
de los empleados, dado que no cuentan con elementos adecuados de
protección.
Problemas respiratorios: debido a la acumulación de la cascarilla del café
y residuos manejados inadecuadamente, además de la falta de Elementos de
Protección Personal (EPP). Es posible afirmar tras la visita hecha a la empresa
20
que el problema más reiterativo en todos los procesos es, definitivamente, no
cumplir con los EPP.
Poca ventilación: la empresa cuenta con amplias instalaciones, pero tiene
una ventilación deficiente, lo que provoca sofocamiento a los empleados
mientras realizan su labor.
1.1.2 Formulación Del Problema
¿Qué planeación y normas a seguir son necesarios para la creación de un sub
programa de seguridad industrial en la empresa CAFÉ ZULETA?
1.2 FORMULACION DE OBJETIVOS 1.2.1 Objetivo General
Diseñar un sub programa de seguridad industrial en la empresa Café Zuleta,
ubicada en municipio de Caparrapí (Cundinamarca), con el fin de contribuir a
mejorar las condiciones de trabajo.
1.2.2 Objetivos Específicos
Elaborar panorama de factores de riesgo basado en la metodología GTC 45 del 2010.
Priorizar los factores de riesgo referentes a la seguridad industrial según la norma GTC45, del más alto al más bajo, a los que están expuestos los trabajadores de la empresa.
Proponer mecanismos de control para disminuir o prevenir los efectos de los factores de riesgo priorizados.
Proponer la realización de capacitaciones para fomentar el auto cuidado en
cada área de trabajo.
1.3 JUSTIFICACIÓN
Uno de los recursos más importantes de una empresa son sus trabajadores, ya
que en ellos recae la responsabilidad de que ésta funcione. Por ende, el
bienestar de los empleados debe ser íntegro física y psicológicamente, por lo
21
que sus condiciones laborales tienen que ser óptimas para tal fin.
Teniendo en cuenta lo anterior, el desarrollo del presente proyecto toma gran
importancia para la empresa Café Zuleta, puesto que busca contribuir al
bienestar de sus trabajadores previniendo diversos riesgos que puedan
presentarse en el lugar de trabajo y afecten la seguridad e integridad física del
empleado.
Para ello, tras realizar un análisis de la seguridad industrial de la empresa, será
propuesto un programa de prevención y capacitación en riesgos profesionales,
el cual logre contribuir a la minimización de los diversos factores de riesgo a los
que están expuestas las personas que laboran allí; hecho que podría reducir
pérdidas económicas por accidentes de trabajo y las incapacidades que estos
implican, además de reforzar la confianza de los empleados en la empresa y
evitar la deserción laboral, que también afecta sensiblemente la economía de la
organización.
1.4 DISEÑO METODOLÓGICO
OBJETIVO 1: Elaborar un panorama de factores de riesgo basado en la
metodología GTC 45 del 2010.
Realizar las visitas necesarias a la empresa Café Zuleta, ubicada en el
municipio de Caparrapí (Cundinamarca), con el fin de efectuar una inspección
visual a todas las áreas que la conforman, para determinar los riesgos a los
que están expuestos los empleados al realizar cada proceso.
Realizar listas de chequeo para recolectar la información necesaria con el fin
de crear la matriz de riesgo.
Realizar una encuesta a los trabajadores de la empresa CAFÉ ZULETA para
conocer las opiniones acerca de las condiciones laborales en las que se
encuentran actualmente.
22
Hacer la matriz de riesgos basada en la norma GTC45, con el fin de
priorizar los riesgos presentes en la empresa.
OBJETIVO 2: Priorizar los factores de riesgo referentes a la seguridad industrial según la norma GTC45, del más alto al más bajo, a los que están expuestos los trabajadores de la empresa.
Seleccionar los peligros con nivel de riesgo I Y II que arroje la matriz, y a partir
de ellos proponer los mecanismos de control.
OBJETIVO 3: Proponer mecanismos de control para disminuir o prevenir
los efectos de los factores de riesgo priorizados.
Luego de analizar los resultados obtenidos en la matriz de riesgos, formular
las posibles soluciones para minimizar o erradicar los accidentes, las causas de
estos y las enfermedades laborales.
OBJETIVO 4: Realizar capacitaciones para fomentar el auto cuidado en
cada área de trabajo.
Diseñar las capacitaciones según las necesidades de los riesgos más
críticos, basados en los resultados del proyecto.
2 MARCO REFERENCIAL
2.1 MARCO HISTORICO 2.1.1 Datos Generales de la empresa
La empresa CAFÉ ZULETA hace parte del Sector Agrícola y su actividad
económica, según la codificación de la Cámara de Comercio el código
“A11100”, es descrita como “Producción especializada de café”.
Café Zuleta está compuesta por 13 empleados, teniendo en cuenta a su dueño,
el Sr. Josué Francisco Zuleta, gerente y fundador de la empresa.
RAZON SOCIAL: CAFÉ ZULETA NIT: 17053186-0
23
2.1.2 Misión 1
En la empresa Café Zuleta procesamos y distribuimos el mejor café del
municipio proveniente de las altas montañas de Caparrapí, actualizándonos
constantemente mediante la adquisición de nueva maquinaria que nos permita
brindar a nuestros clientes un producto con excelente aroma, suavidad y
textura.
2.1.3 Visión 2
Para el año 2016 Café Zuleta será una empresa reconocida a nivel nacional,
con el mismo nivel competitivo de otras marcas ya posicionadas. Además, será
una de las empresas con mejor infraestructura para el procesamiento de café
de la región Andina, que innova constantemente para proporcionar a los
clientes un excelente producto.
2.1.4 Reseña Histórica 3
“La empresa Café Zuleta fue creada en el año de 1999, en Caparrapí,
municipio de Cundinamarca ubicado en la Provincia del Bajo Magdalena –a
186 km de Bogotá–, cuando, en una pequeña bodega, su fundador empezó a
tostar aproximadamente cuatro libras de café semanales en un caldero, y
posteriormente las vendía empacadas en pequeñas bolsas transparentes, los
fines de semana en la plaza de mercado.
La empresa realizó la misma actividad durante 3 años. Luego, el Sr. Josué
decidió mejorar su proceso de empaque, por lo que adquirió papel metalizado,
el cual era sellado con plancha, para armar la figura de la bolsa y así empacar
el café para una mejor presentación ante el cliente. Después de esto, y al ver
que se incrementaban los pedidos, la empresa adquirió nueva maquinaria, con
el fin de elevar su producción.
1 Formulado por la Autora
2 Formulado por la Autora
3 Formulado por la Autora
24
Para el año 2006, fue mejorada, a pedido de los clientes, la presentación del
empaque del café, y se realizó el primer lanzamiento de la marca Café Zuleta
en el parque central del pueblo con el nuevo estilo de empaque, el cual tenía el
logo de la empresa, creado por su propietario e hijos. En ese mismo año la
empresa comenzó a contratar más empleados para cubrir la demanda de
producción.
En el presente, la empresa no solo suple de café a las veredas aledañas a
Caparrapí, sino también a otros pueblos como Utica, Villeta, Facatativá, La
Dorada, Puerto Salgar, Guaduas, entre otros”.
Imagen 1. Mapa de ubicación geográfica del municipio de Caparrapí Cundinamarca.
Fuente: http://www.sogeocol.edu.co/dptos/cundinamarca_05_division.jpg
DEPARTAMENTO DE CUNADINAMARCA
25
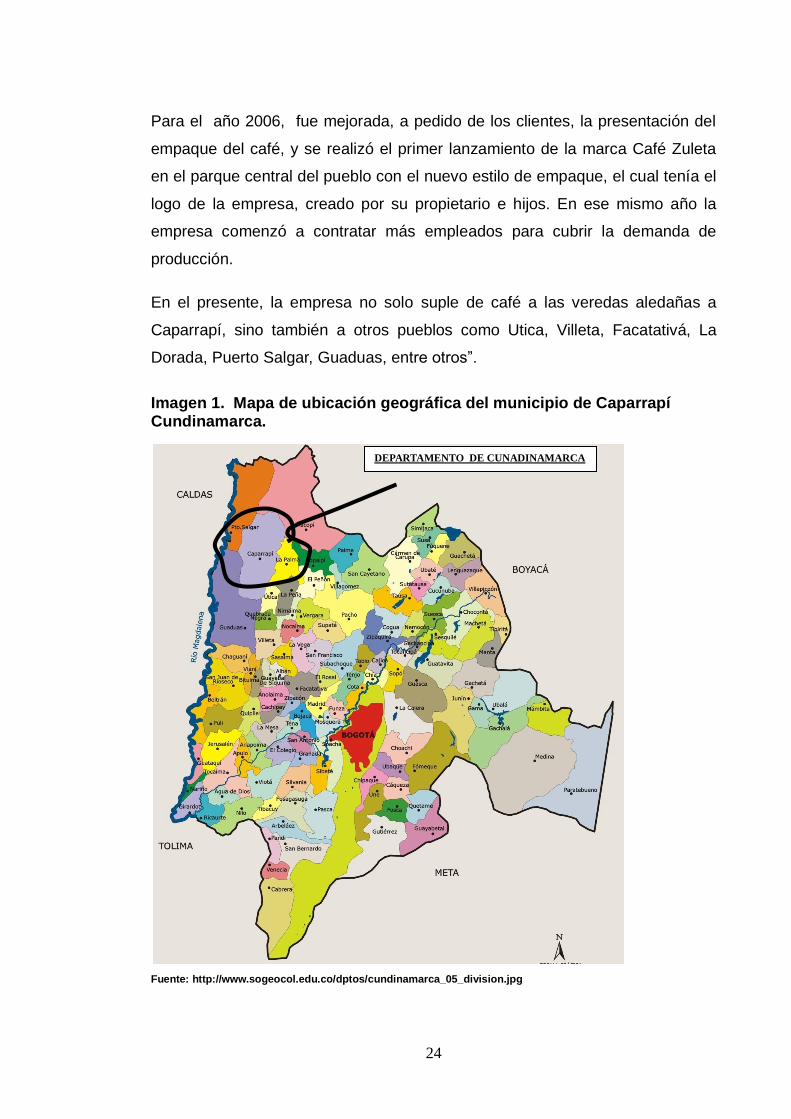
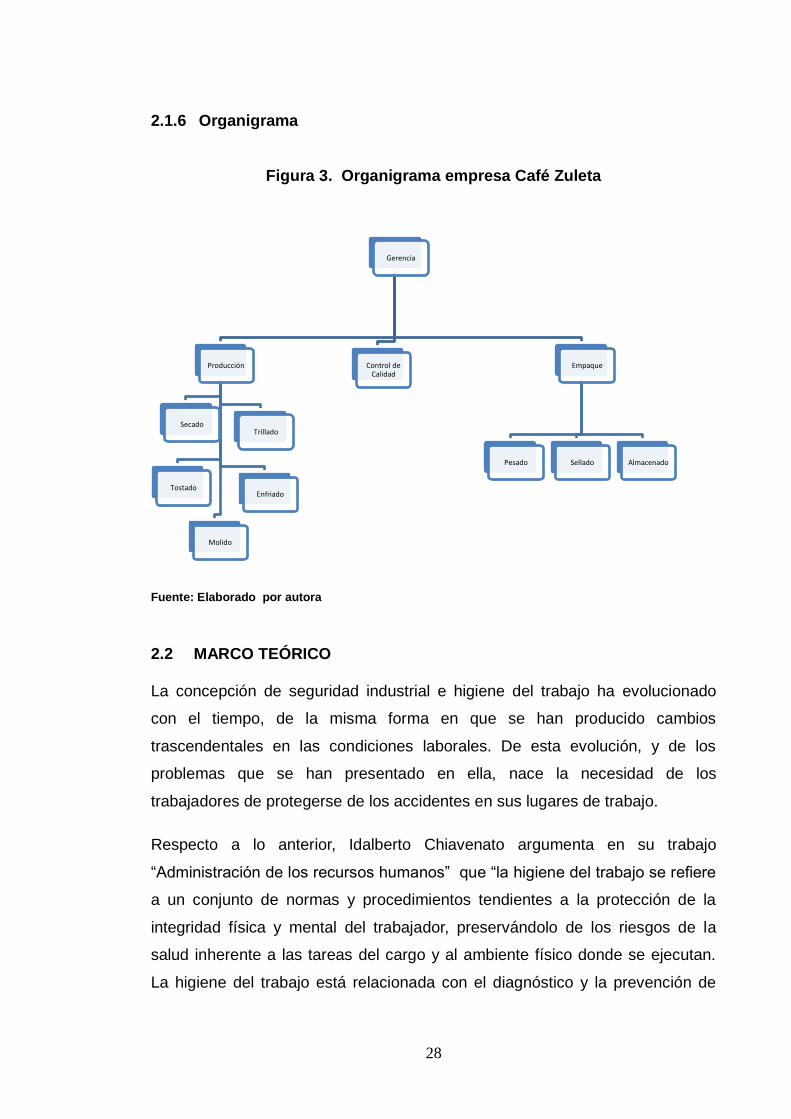
La estructura física de la empresa consta de dos plantas, en la primera se
encuentran los procesos de secado y trillado, y el segundo piso funcionan los
procesos restantes de control de calidad, tostado, molido, pesado, empaque,
sellado y el área de almacenamiento.
Figura 1. Plano de la empresa primer piso
Fuente: Elaborado por autora
El primer piso de la planta no cuenta con ningún medio de ventilación ni de
iluminación. Adicional a lo anterior, no tiene ninguna conexión interna para
llegar al segundo nivel; el único medio para trasladarse de un piso a otro, es
una escalera que está ubicada externamente a la bodega, a la intemperie.

26
Figura 2. Plano de la empresa segundo piso
Fuente: Elaborado por autora
Cuando el café llega al segundo nivel de la empresa, el primer proceso al que
se somete es el de control de calidad, en el cual los empleados se cercioran
que el grano esté en buen estado y no hallan vidrios, piedras o cualquier
elemento ajeno al producto. Luego pasa al proceso de tostado, para después
ser enfriado y molido. Después es vaciado el café en grandes canecas para
llevarlo al laboratorio, área donde es pesado, empacado y sellado.
Cuando termina todo el proceso el café es almacenado sobre bolsas que están
en el piso. Esta área cuenta con ventanas a través de las cuales entra luz
natural y hay ventilación, aunque no la suficiente. En este piso también está
ubicada la cafetería.
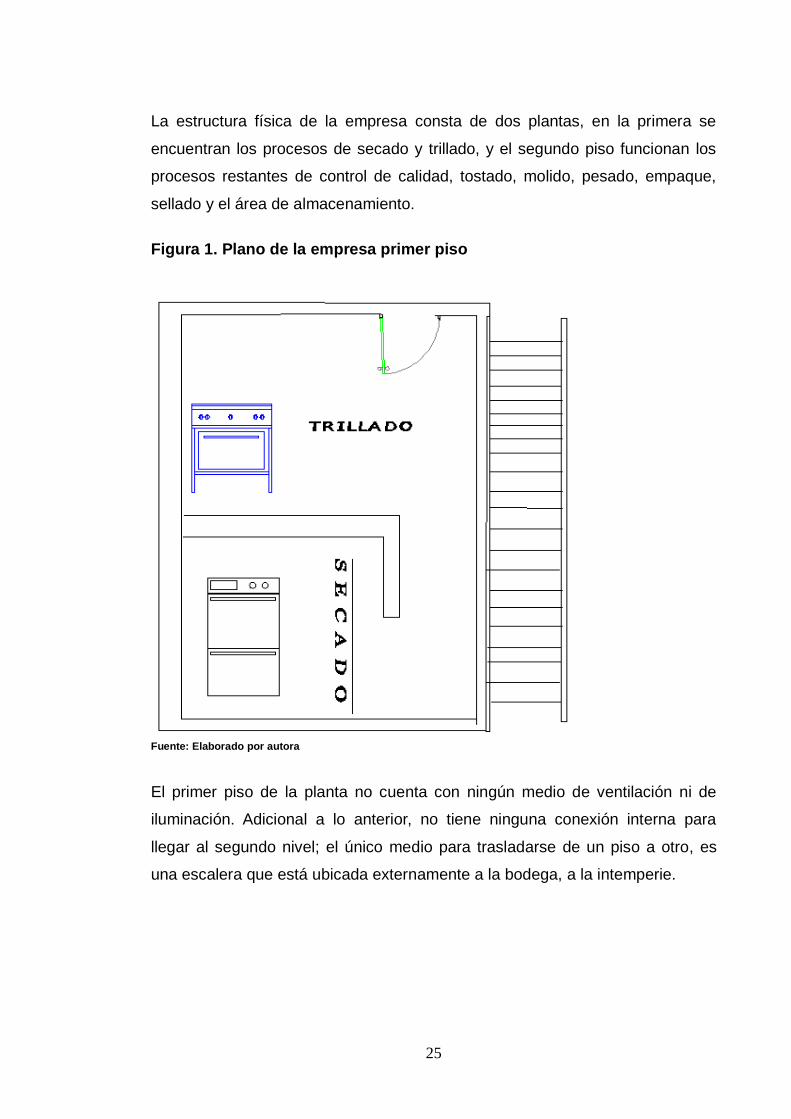
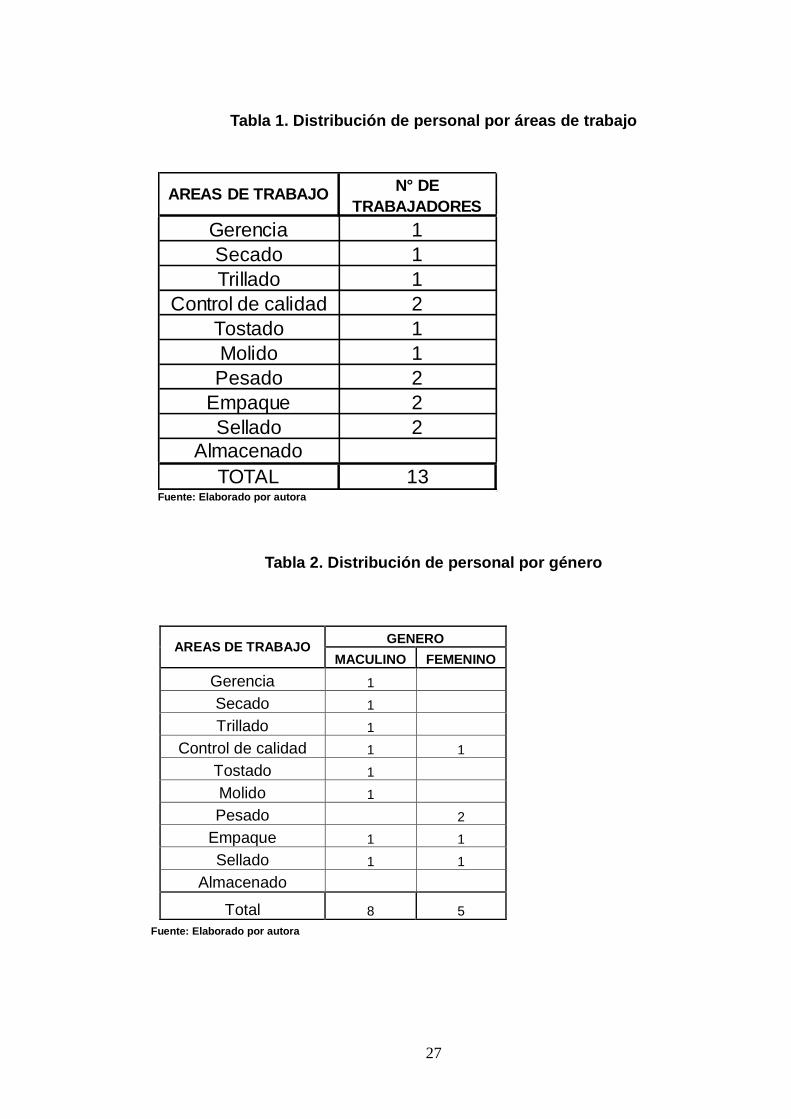
2.1.5 Organización Del Trabajo La empresa CAFÉ ZULETA cuenta con 10 áreas de trabajo y 13 empleados
distribuidos y clasificados de la siguiente forma:
27
Tabla 1. Distribución de personal por áreas de trabajo
Fuente: Elaborado por autora
Tabla 2. Distribución de personal por género
Fuente: Elaborado por autora
AREAS DE TRABAJO GENERO
MACULINO FEMENINO
Gerencia 1 Secado 1 Trillado 1 Control de calidad 1 1
Tostado 1 Molido 1 Pesado
2
Empaque 1 1
Sellado 1 1
Almacenado
Total 8 5
Gerencia 1
Secado 1
Trillado 1
Control de calidad 2
Tostado 1
Molido 1
Pesado 2
Empaque 2
Sellado 2
Almacenado
TOTAL 13
AREAS DE TRABAJO N° DE
TRABAJADORES
28
2.1.6 Organigrama
Figura 3. Organigrama empresa Café Zuleta
Fuente: Elaborado por autora
2.2 MARCO TEÓRICO
La concepción de seguridad industrial e higiene del trabajo ha evolucionado
con el tiempo, de la misma forma en que se han producido cambios
trascendentales en las condiciones laborales. De esta evolución, y de los
problemas que se han presentado en ella, nace la necesidad de los
trabajadores de protegerse de los accidentes en sus lugares de trabajo.
Respecto a lo anterior, Idalberto Chiavenato argumenta en su trabajo
“Administración de los recursos humanos” que “la higiene del trabajo se refiere
a un conjunto de normas y procedimientos tendientes a la protección de la
integridad física y mental del trabajador, preservándolo de los riesgos de la
salud inherente a las tareas del cargo y al ambiente físico donde se ejecutan.
La higiene del trabajo está relacionada con el diagnóstico y la prevención de
Gerencia
Producción
Secado
Tostado Enfriado
Trillado
Molido
Control de Calidad
Empaque
Pesado Sellado Almacenado
29
enfermedades ocupacionales a partir del estudio y el control de dos variables:
el hombre y su ambiente de trabajo. Para este autor la seguridad del trabajo
comprende el conjunto de medidas técnicas, educacionales, médicas y
psicológicas empleadas para prevenir accidentes, para eliminar las condiciones
inseguras del ambiente, y a instruir o convencer a las personas acerca de la
necesidad de implementación de prácticas preventivas.
Toda empresa debe implementar un programa partiendo del principio de que la
prevención de accidentes se alcanza mediante la aplicación de medidas de
seguridad adecuadas y que sólo pueden ser bien aplicadas por medio de un
trabajo de equipo. De manera estricta, la seguridad es una responsabilidad de
línea y una función de staff. En otras palabras, cada jefe es responsable de los
asuntos de seguridad de su área, aunque exista en la organización un
organismo de seguridad que asesorará todas las jefaturas con relación a este
asunto...”.4
2.2.1 Seguridad Industrial
“Desde los albores de la historia, el hombre ha hecho de su instinto de
conservación una plataforma de defensa ante la lesión corporal; tal esfuerzo
probablemente fue en un principio de carácter personal, intensivo-defensivo.
Así nació la seguridad industrial, reflejada en un simple esfuerzo individual más
que en un sistema organizado”.5
“La seguridad industrial es el conjunto de normas técnicas tendientes a
preservar la integridad física y mental de los trabajadores conservando
materiales, maquinaria, equipo instalaciones y todos aquellos elementos
necesarios para producir en las mejores condiciones de servicio y
productividad; estas normas son las encargadas de prevenir los accidentes y
deben cumplirse en su totalidad”.6
4 CHIVENATO, Idalberto (1998). “Administración de los Recursos Humanos”. Colombia. Editorial Lito
Camargo Ltda., página 360 5 RAMIREZ CAVASSA, Cesar. Seguridad industrial un enfoque integral. México: Limusa, S.A., 1994, p. 23
6 FRANCO GONZALEZ, Juan C. Seguridad industrial (Salud Ocupacional). Quindío: Copyright, 1992, p. 39.
30
Ahora bien, los programas de seguridad industrial tienen como objetivo prevenir
los peligros de los que puede ser víctima el empleado en su lugar de trabajo,
pero desafortunadamente, en muchas ocasiones, estos peligros nos son
advertidos de una forma inmediata, como las enfermedades profesionales, que
pueden tardar un periodo de tiempo, antes de ser detectadas.
2.2.2 Enfermedad profesional
“Se considera enfermedad profesional a todo estado patológico, permanente o
temporal, que sobrevenga como consecuencia obligada y directa de la clase de
trabajo que desempeña el trabajador, o del medio en que se ha visto obligado a
trabajar y que haya sido determinado como enfermedad profesional por el
gobierno nacional”.7 Se considera enfermedad profesional, cuando existe el
diagnóstico de la enfermedad y el empleado está expuesto al factor de riesgo
relacionado con el diagnóstico.
2.2.3 Accidente de trabajo
“Suceso repentino que sobreviene por causa o con ocasión del trabajo, y que
produce en el trabajador una lesión orgánica, una perturbación funcional, una
invalidez o la muerte. Es también accidente de trabajo aquel que se produce
durante la ejecución de órdenes del empleador o durante la ejecución de una
labor bajo su autoridad, incluso fuera del lugar y horas de trabajo”.8
Pero también es importante destacar que no se considera accidente de trabajo
cuando el empleado esté realizando actividades diferentes a las que fue
contratado; labores recreativas, deportivas y culturales, así el accidente se
produzca durante una jornada laboral, a menos que actúe por cuenta o en
representación del empleador.
7 ALCALDIA DE GENOVA QUINDIO. Manual De Salud Ocupacional Alcaldía De Génova 2.008 – 2011. Disponible en
http://www.genova-quindio.gov.co/apc-aa-files/30383035616462356138303364333731/Manual_de_Salud_Ocupacional.pdf [Consultado el 6 de agosto de 2012] 8 GUIA TECNICA COLOMBIANA, Guía para la identificación de los peligros y la valoración de los riesgos en seguridad
y salud ocupacional. Bogotá: Icontec, 2010, p. 1
31
2.2.4 Elementos de protección personal
Es cualquier equipo o dispositivo que sirve como barrera entre alguna parte
física del trabajador y los riesgos a los que pueda estar expuesto, para así
aumentar su seguridad.
2.2.5 Norma GTC 45 de 2010
Para la realización de este proyecto se realizará la metodología de la norma
GTC 45 de 2010, esencial para la identificación y clasificación de los riesgos
dentro de la empresa y obtención del diagnostico de las condiciones de trabajo
el cual según esta norma, y cuyo objetivo es brindar las directrices necesarias
para identificar peligros y valorar riesgos en seguridad; teniendo presente que
estos lineamientos podrán ser ajustados según las necesidades de la
compañía.
El propósito general de la identificación de los peligros y la valoración de los
riesgos, es, primordialmente, entender que estos pueden generarse en el
desarrollo de cualquier actividad que el trabajador realice en la empresa, y a
partir de ello crear controles para cada uno y asegurar que cualquier riesgo sea
aceptable.
Por tanto, para la identificación de los peligros y la valoración de los riesgos se
deben llevar a cabo las siguientes actividades:
1. Clasificar actividades del lugar de trabajo: Elaborar una lista de procesos
y las actividades que lo componen
2. Identificar los peligros: Establecer los riesgos relacionados con cada
actividad laboral; en esta etapa debe considerarse quién y cómo puede
resultar afectado
3. Identificar los controles de los riesgos: Determinar los controles
existentes que se han implementado en la organización
32
4. Evaluar el riesgo: Calificar el riesgo asociado a cada peligro
5. Definir los criterios de aceptabilidad del riesgo
6. Decidir si el riesgo es aceptable: Aceptabilidad, controles faltantes o
inexistentes.
7. Elaborar plan de acción para el control de los riesgos a fin de mejorar los
controles existentes
8. Revisar el plan de acción propuesto: Re-valorar los riesgos con base en
los controles propuestos y verificar que los riesgos serán aceptables
9. Asegurar que los controles implementados son efectivos.
33
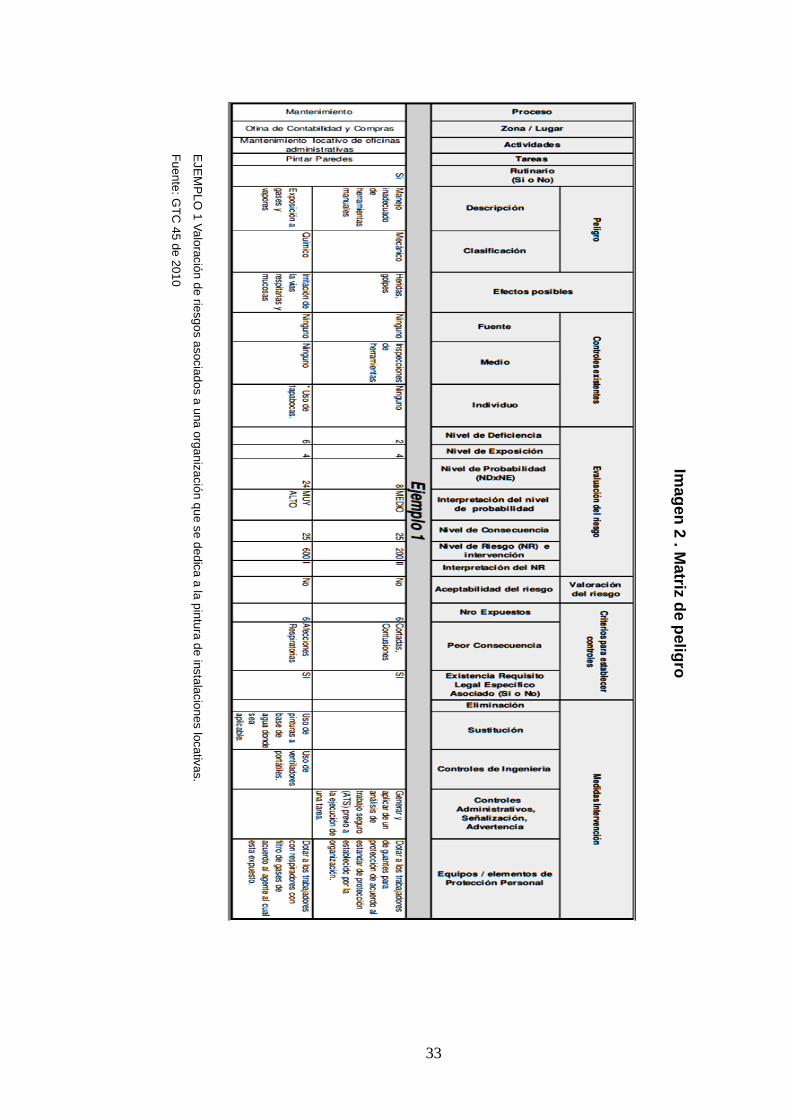
Imag
en
2 . M
atriz
de p
elig
ro
EJE
MP
LO
1 V
alo
ració
n d
e rie
sg
os a
socia
do
s a
una
org
aniz
ació
n q
ue s
e d
edic
a a
la p
intu
ra d
e in
sta
lacio
nes lo
ca
tivas.
Fu
en
te: G
TC
45 d
e 2
01
0
34
A continuación se explicarán una serie de tablas que califican un ítem para la
evaluación de los riesgos y proponen la pauta para saber si el riesgo es
aceptable o no:
Evaluación de riesgo:
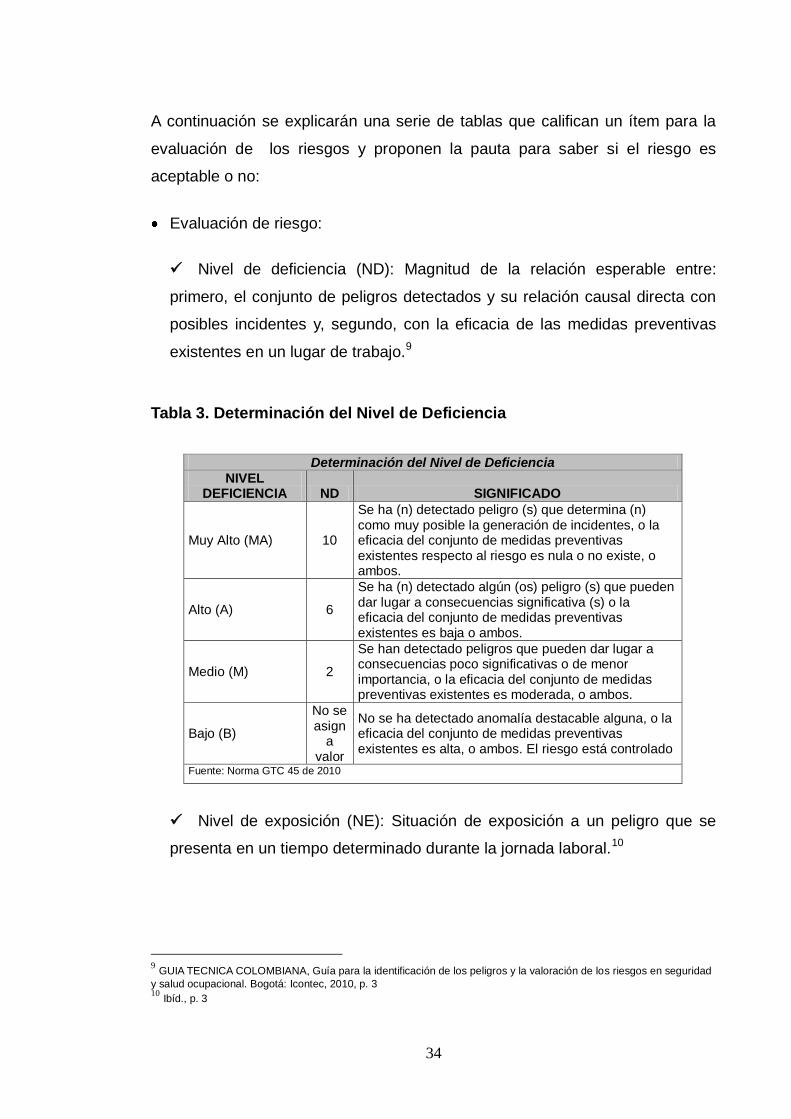
Nivel de deficiencia (ND): Magnitud de la relación esperable entre:
primero, el conjunto de peligros detectados y su relación causal directa con
posibles incidentes y, segundo, con la eficacia de las medidas preventivas
existentes en un lugar de trabajo.9
Tabla 3. Determinación del Nivel de Deficiencia
Determinación del Nivel de Deficiencia
NIVEL DEFICIENCIA ND SIGNIFICADO
Muy Alto (MA) 10
Se ha (n) detectado peligro (s) que determina (n) como muy posible la generación de incidentes, o la eficacia del conjunto de medidas preventivas existentes respecto al riesgo es nula o no existe, o ambos.
Alto (A) 6
Se ha (n) detectado algún (os) peligro (s) que pueden dar lugar a consecuencias significativa (s) o la eficacia del conjunto de medidas preventivas existentes es baja o ambos.
Medio (M) 2
Se han detectado peligros que pueden dar lugar a consecuencias poco significativas o de menor importancia, o la eficacia del conjunto de medidas preventivas existentes es moderada, o ambos.
Bajo (B)
No se asign
a valor
No se ha detectado anomalía destacable alguna, o la eficacia del conjunto de medidas preventivas existentes es alta, o ambos. El riesgo está controlado
Fuente: Norma GTC 45 de 2010
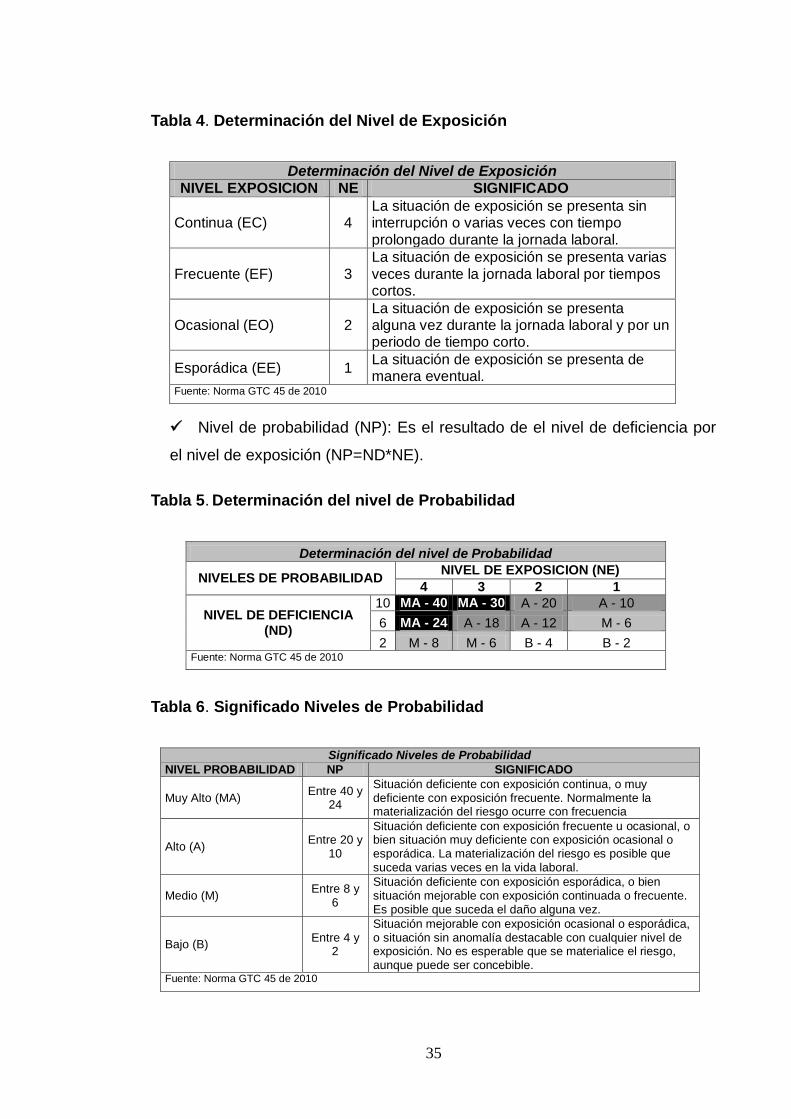
Nivel de exposición (NE): Situación de exposición a un peligro que se
presenta en un tiempo determinado durante la jornada laboral.10
9 GUIA TECNICA COLOMBIANA, Guía para la identificación de los peligros y la valoración de los riesgos en seguridad
y salud ocupacional. Bogotá: Icontec, 2010, p. 3 10
Ibíd., p. 3
35
Tabla 4. Determinación del Nivel de Exposición
Determinación del Nivel de Exposición
NIVEL EXPOSICION NE SIGNIFICADO
Continua (EC) 4 La situación de exposición se presenta sin interrupción o varias veces con tiempo prolongado durante la jornada laboral.
Frecuente (EF) 3 La situación de exposición se presenta varias veces durante la jornada laboral por tiempos cortos.
Ocasional (EO) 2 La situación de exposición se presenta alguna vez durante la jornada laboral y por un periodo de tiempo corto.
Esporádica (EE) 1 La situación de exposición se presenta de manera eventual.
Fuente: Norma GTC 45 de 2010
Nivel de probabilidad (NP): Es el resultado de el nivel de deficiencia por
el nivel de exposición (NP=ND*NE).
Tabla 5. Determinación del nivel de Probabilidad
Determinación del nivel de Probabilidad
NIVELES DE PROBABILIDAD NIVEL DE EXPOSICION (NE)
4 3 2 1
NIVEL DE DEFICIENCIA (ND)
10 MA - 40 MA - 30 A - 20 A - 10
6 MA - 24 A - 18 A - 12 M - 6
2 M - 8 M - 6 B - 4 B - 2 Fuente: Norma GTC 45 de 2010
Tabla 6. Significado Niveles de Probabilidad
Significado Niveles de Probabilidad
NIVEL PROBABILIDAD NP SIGNIFICADO
Muy Alto (MA) Entre 40 y
24
Situación deficiente con exposición continua, o muy deficiente con exposición frecuente. Normalmente la materialización del riesgo ocurre con frecuencia
Alto (A) Entre 20 y
10
Situación deficiente con exposición frecuente u ocasional, o bien situación muy deficiente con exposición ocasional o esporádica. La materialización del riesgo es posible que suceda varias veces en la vida laboral.
Medio (M) Entre 8 y
6
Situación deficiente con exposición esporádica, o bien situación mejorable con exposición continuada o frecuente. Es posible que suceda el daño alguna vez.
Bajo (B) Entre 4 y
2
Situación mejorable con exposición ocasional o esporádica, o situación sin anomalía destacable con cualquier nivel de exposición. No es esperable que se materialice el riesgo, aunque puede ser concebible.
Fuente: Norma GTC 45 de 2010
36
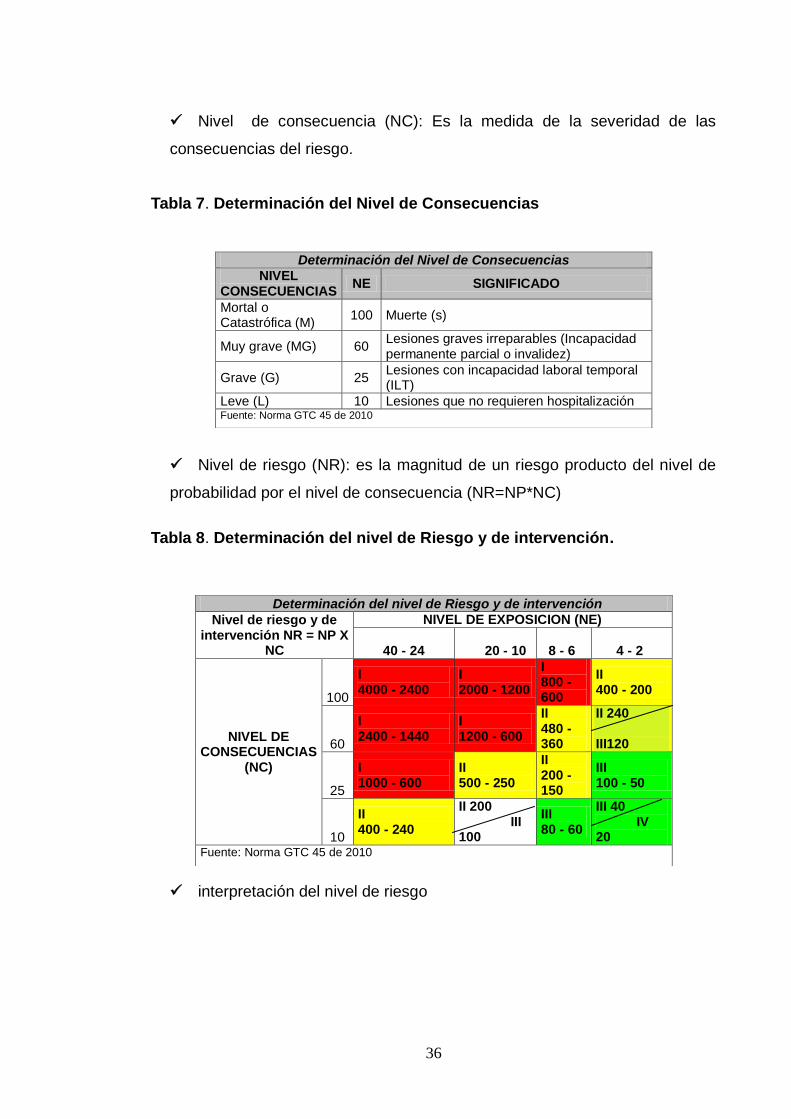
Nivel de consecuencia (NC): Es la medida de la severidad de las
consecuencias del riesgo.
Tabla 7. Determinación del Nivel de Consecuencias
Nivel de riesgo (NR): es la magnitud de un riesgo producto del nivel de
probabilidad por el nivel de consecuencia (NR=NP*NC)
Tabla 8. Determinación del nivel de Riesgo y de intervención.
interpretación del nivel de riesgo
Determinación del Nivel de Consecuencias
NIVEL CONSECUENCIAS
NE SIGNIFICADO
Mortal o Catastrófica (M)
100 Muerte (s)
Muy grave (MG) 60 Lesiones graves irreparables (Incapacidad permanente parcial o invalidez)
Grave (G) 25 Lesiones con incapacidad laboral temporal (ILT)
Leve (L) 10 Lesiones que no requieren hospitalización Fuente: Norma GTC 45 de 2010
Determinación del nivel de Riesgo y de intervención
Nivel de riesgo y de intervención NR = NP X
NC
NIVEL DE EXPOSICION (NE)
40 - 24 20 - 10 8 - 6 4 - 2
NIVEL DE CONSECUENCIAS
(NC)
100
I 4000 - 2400
I 2000 - 1200
I 800 - 600
II 400 - 200
60
I 2400 - 1440
I 1200 - 600
II 480 - 360
II 240 III120
25
I 1000 - 600
II 500 - 250
II 200 - 150
III 100 - 50
10
II 400 - 240
II 200 III 100 III 100
III 80 - 60
III 40 III 100 IV 20
Fuente: Norma GTC 45 de 2010
37
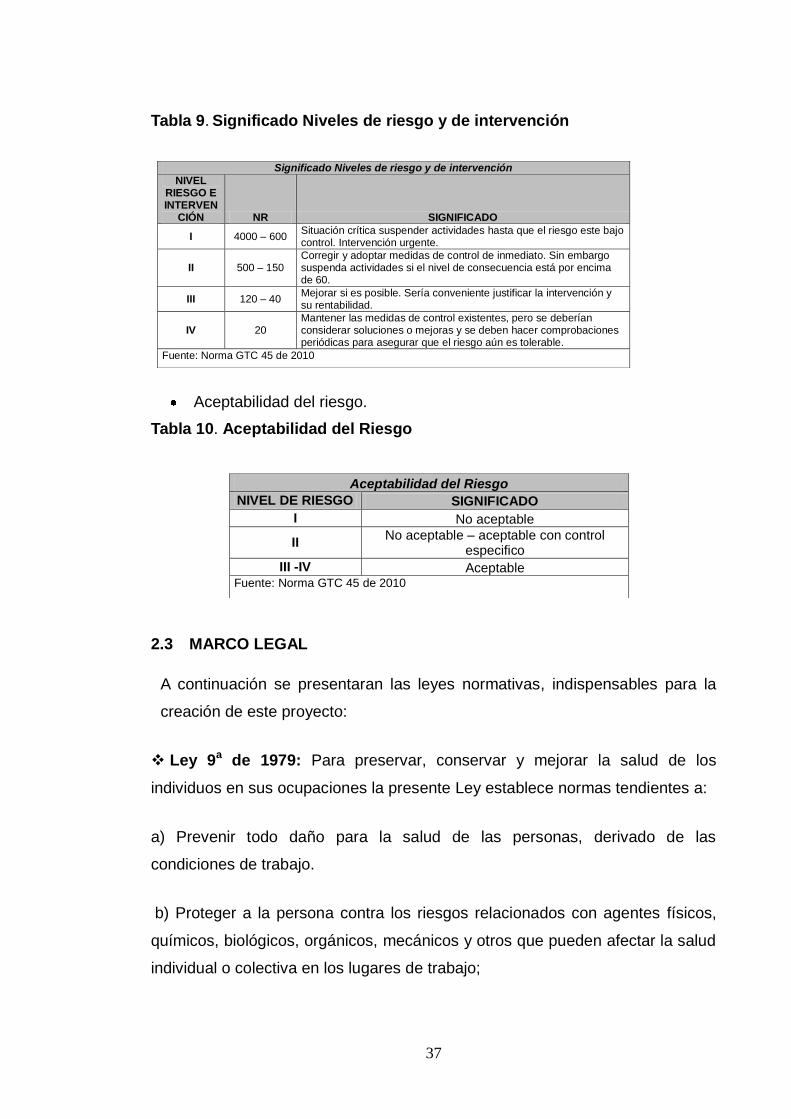
Tabla 9. Significado Niveles de riesgo y de intervención
Aceptabilidad del riesgo.
Tabla 10. Aceptabilidad del Riesgo
2.3 MARCO LEGAL
A continuación se presentaran las leyes normativas, indispensables para la
creación de este proyecto:
Ley 9a de 1979: Para preservar, conservar y mejorar la salud de los
individuos en sus ocupaciones la presente Ley establece normas tendientes a:
a) Prevenir todo daño para la salud de las personas, derivado de las
condiciones de trabajo.
b) Proteger a la persona contra los riesgos relacionados con agentes físicos,
químicos, biológicos, orgánicos, mecánicos y otros que pueden afectar la salud
individual o colectiva en los lugares de trabajo;
Significado Niveles de riesgo y de intervención
NIVEL RIESGO E INTERVEN
CIÓN NR SIGNIFICADO
I 4000 – 600 Situación crítica suspender actividades hasta que el riesgo este bajo control. Intervención urgente.
II 500 – 150 Corregir y adoptar medidas de control de inmediato. Sin embargo suspenda actividades si el nivel de consecuencia está por encima de 60.
III 120 – 40 Mejorar si es posible. Sería conveniente justificar la intervención y su rentabilidad.
IV 20 Mantener las medidas de control existentes, pero se deberían considerar soluciones o mejoras y se deben hacer comprobaciones periódicas para asegurar que el riesgo aún es tolerable.
Fuente: Norma GTC 45 de 2010
Aceptabilidad del Riesgo
NIVEL DE RIESGO SIGNIFICADO
I No aceptable
II No aceptable – aceptable con control
especifico
III -IV Aceptable Fuente: Norma GTC 45 de 2010
38
c) Eliminar o controlar los agentes nocivos para la salud en los lugares de
trabajo.11
La Resolución 2400 de 1979: Conocida como el "Estatuto General de
Seguridad". Trata disposiciones sobre vivienda, higiene y seguridad en los
establecimientos de trabajo.12
Ley 1562 de 2012: Por la cual se modifica el sistema de riesgos laborales y
se dictan otras disposiciones en materia de salud Ocupacional13
.
Resolución 1016 de 1989: Esta resolución es la que reglamenta la
organización, funcionamiento y forma de los programas de salud ocupacional
que obligatoriamente deben desarrollar los patrones o empleadores en todo el
país. 14
Artículo 1o: “Todos los empleadores públicos, oficiales, privados,
contratistas y subcontratistas, están obligados a organizar y garantizar el
funcionamiento de un Programa de Salud Ocupacional de acuerdo con la
presente resolución”15.
Decreto 614 de 1984:
Artículo 24o: “Responsabilidades de los patronos” los patronos o
empleadores, en concordancia con el Articulo 84 de la ley 9a. de 1979 y el
Código Sustantivo del Trabajo tendrán las siguientes responsabilidades:
11
CONGRESO DE COLOMBIA. Ley 9 de 1979. Disponible en
http://www.saludcapital.gov.co/Documentos%20Centro%20de%20Zoonosis/Ley%209%20del%2024%20de%20Enero%20de%201979.pdf [consultado el 17 de marzo de 2013] 12
MINISTERIO DE TRABAJO Y SEGURIDAD SOCIAL. Resolución 2400 de 1979. Disponible en http://copaso.upbbga.edu.co/legislacion/Res.2400-1979.pdf [Consultado el 22 de mayo de 2013] 13
CONGRESO DE COLOMBIA. Ley 1562 de 2012. Disponible en http://wsp.presidencia.gov.co/Normativa/Leyes/Documents/ley156211072012.pdf [Consultado el 3 de junio de 2013] 14
Ibíd., p. 245 15
Ibíd., p. 226-227
39
a. Responder por la ejecución del programa permanente de salud
ocupacional en los lugares de trabajo.
b. Comprobar ante las autoridades competentes de Salud Ocupacional,
que cumplen con las normas de medicina, higiene y seguridad
industrial para la protección de la salud de los trabajadores.16
Ley 100 de 1993: “Se crea el régimen de seguridad social integral.”17
La Norma GTC 45: “Esta guía proporciona las directrices para identificar los
peligros y valorar los riesgos de seguridad y salud ocupacional.”
La Norma GTC 34: “Esta guía tiene por objeto dar los lineamientos para
estructurar y desarrollar un programa de salud ocupacional para las
empresas establecidas en Colombia”.
16
Ibíd., p. 226-227 17
ALCALDIA MAYOR DE BOGOTA. Ley 100 de 1993.Disponible en http://www.alcaldiabogota.gov.co/sisjur/normas/Norma1.jsp?i=5248 [Consultado el 3 de junio de 2013]
40
3 DIAGNOSTICO
3.1 PROCEDIMIENTO PARA LA OBTENCION DE DATOS
Para la obtención de todos los datos empleados en la realización del
diagnostico de la empresa fueron hechas dos visitas en un periodo de dos
meses, en las cuales el gerente permitió el ingreso a las instalaciones de la
empresa.
En la primera visita se llevaron a cabo inspecciones visuales para recolectar
datos de cómo se ejecutaban las actividades laborales y las condiciones de las
mismas, para determinar los peligros a los que se exponían los empleados; y
en la segunda visita, los trabajadores fueron reunidos para aplicarles una
encuesta, la cual pretendía recopilar datos claves de seguridad de los
principales implicados. Cabe anotar que el gerente y dueño de Café Zuleta no
quiso participar de esta última actividad.
3.1.1 Observación directa
Se plantea el proceso de recolección de información de forma primaria, en la
cual se obtuvo la información directa, es decir, donde se origina, debido a que
no se tienen registros históricos de información sobre los riesgos y accidentes
de la labor.
Se utilizo la técnica de observación directa, que permitió obtener información
de los trabajadores, la cual es confiable, ya que se recopilo mediante un
proceso sistematizado. Primero fue realizada la observación de las tareas
desarrolladas, registrándose paso a paso cada hecho relevante; luego se llevó
a cabo una retroalimentación con los trabajadores acerca de la forma como son
desarrollaban las tareas
41
3.1.2 Listas de chequeo
Con la información recolectada anteriormente fue posible elaborar listas de
chequeo (véase Anexo A) para la valoración del estado en el cual se
encuentra la empresa en temas de seguridad orden y limpieza. En dichas listas
se relacionaron aspectos considerables para los procesos, cada uno fue
calificado de la siguiente manera: 1= malo, 5= excelente y 0= no existe,
valores que permitieron determinar la calificación promedio entre las dos zonas
de la bodega y sus procesos.
Dicho lo anterior, las listas de chequeo arrojaron relevantemente que:
No cuentan con señalización informativa.
No tienen un sistema de extracción de vapores o partículas.
No hay orden y ni un buen aseo en los puestos de trabajo.
No cuentan con implementos de aseo.
No cuentan con botiquines necesarios, puesto que solo poseen uno que
está ubicado el segundo piso de la bodega.
Lo anterior, entre otros aspectos que tienen menos relevancia, será
considerado para el levantamiento de la matriz.
El promedio total de todas las áreas inspeccionadas que arrojo el formato es
de 2,5, que indica que no está en las peores condiciones pero tampoco en las
mejores.
3.1.3 Encuesta
Definida la población como “el conjunto de todos los elementos a los cuales se
refiere la investigación” (Bernal, 2006, p 164), y teniendo en cuenta que la
muestra es definida como “la parte de la población que se selecciona, de la
cual realmente se obtiene la información para el desarrollo del estudio y sobre
42
la cual se efectuara la medición y la observación de las variables objeto de
estudio”. (Bernal, 2006, p 165). La muestra que se tomó es de 12 trabajadores
que participan en los procesos productivos de la Empresa Café Zuleta, y se les
aplicó una encuesta (véase Anexo B) que arrojó los siguientes resultados:
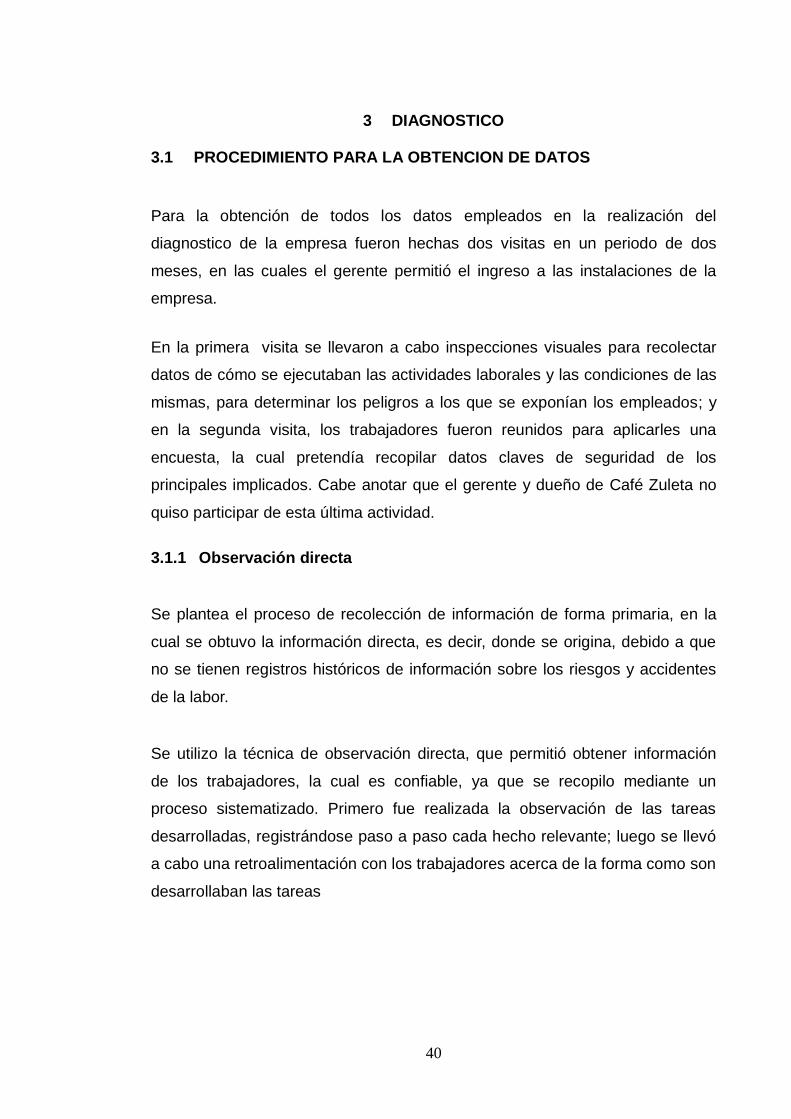
A. Del 100% de la muestra, el 58% de los trabajadores son hombres, y el 42%
son mujeres. El 58%del total ha estado en la empresa en un intervalo de
tiempo de 0 a 1 año, el 34% a de 1 a 3 años y el 8% más de 3 años.
De lo anterior puede concluirse que la empresa tiene una rotación de personal
notoria, puesto que, según testimonios de los empleados más antiguos, los
trabajadores no duran por factores como las condiciones laborales.
Grafica 1. Rango de edades
Fuente: Elaborado por autora
Las edades en que se encuentran los trabajadores oscilan entre los 20 y los 50
años; el mayor porcentaje (50%) de empleados se encuentran entre los 20 y
los 30 años.
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
20-30 30-40 40-50
Can
tid
ad d
e p
erso
nal
Rango de edades (años)
hombres
mujeres
43
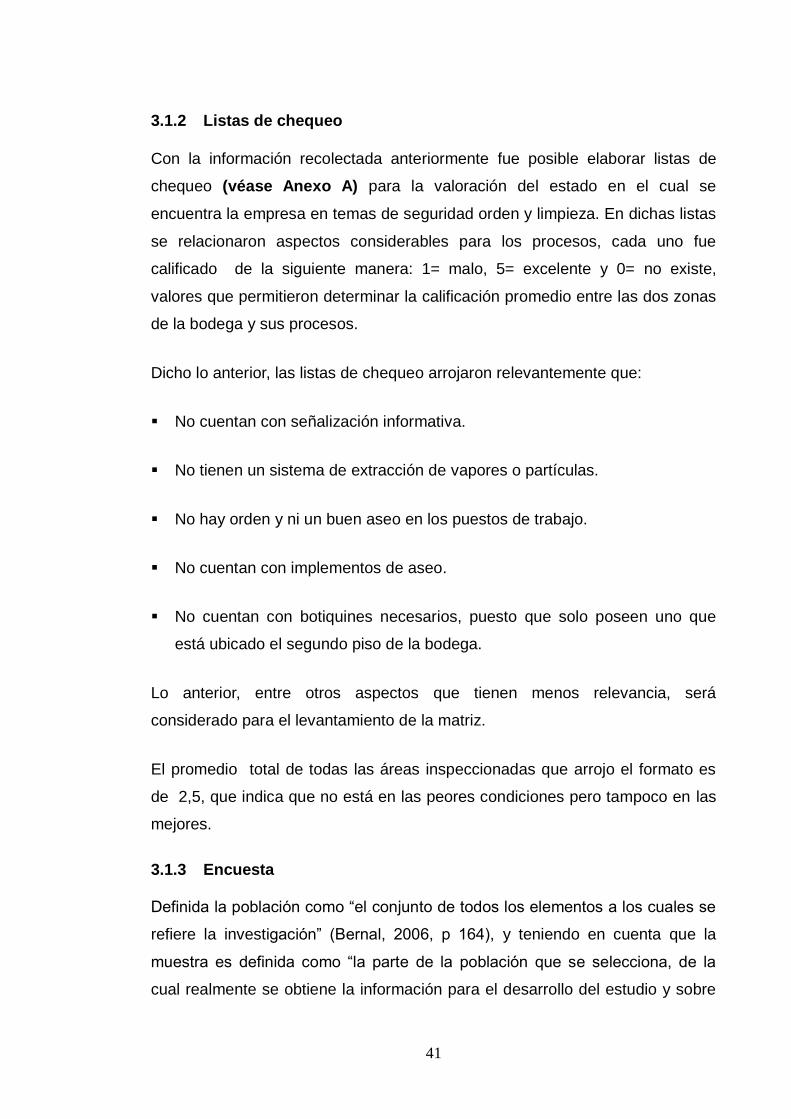
Grafica 2. Porcentajes de edades
Fuente: Elaborado por autora
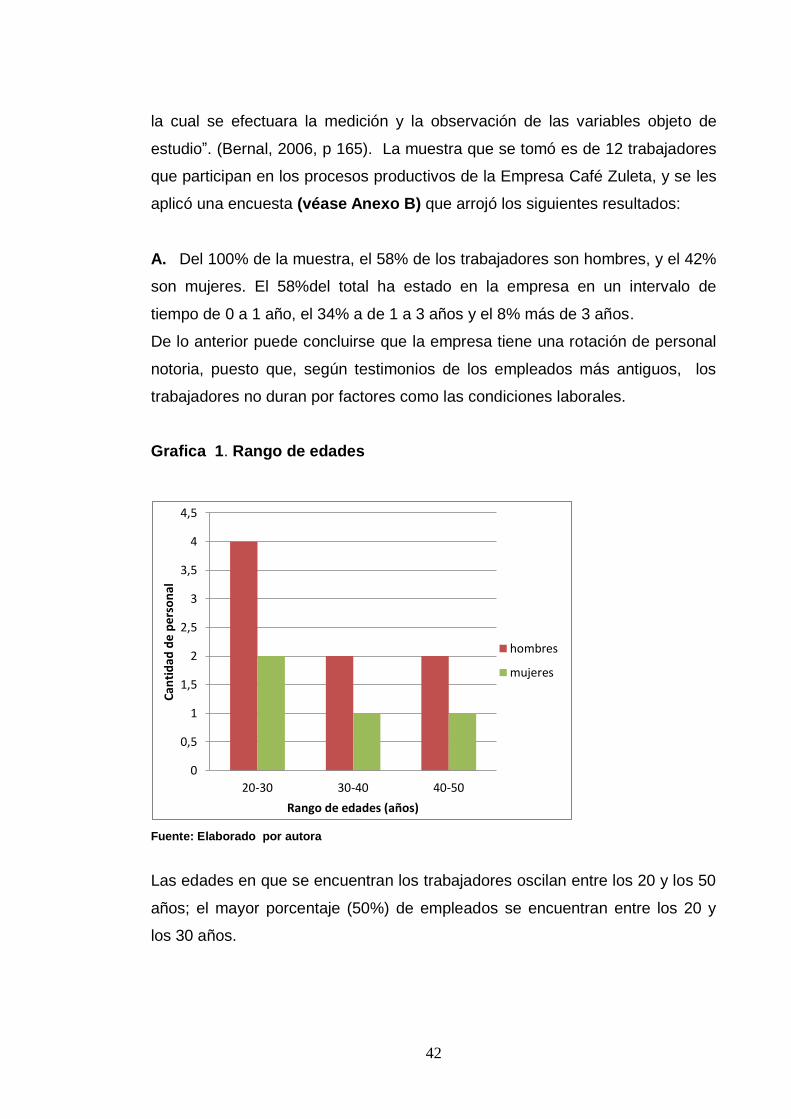
B. La Grafica 3 presenta que el 67% del personal tiene un contacto directo con
la empresa, y el 33% no lo tienen, debido a que su labor no implica uso de
maquinaria.
Grafica 3. Contacto directo con la maquina.
Fuente: Elaborado por autora
Ese 67% del que se habla la Grafica 3, son 8 trabajadores que tienen ese
contacto directo con la maquinaria correspondiente a su labor y de esos 8 el
63% cree que esa maquinaria es segura para el proceso que realiza, el 37%
restante no la considera segura, como se muestra en la Grafica 4.
50% 25% 25% 0
1
2
3
4
5
6
7
20-30 30-40 40-50
Hombres
mujeres
67%
33%
0%
10%
20%
30%
40%
50%
60%
70%
si no
PERSONAL
44
Grafica 4. Seguridad de la maquina
Fuente: Elaborado por autora
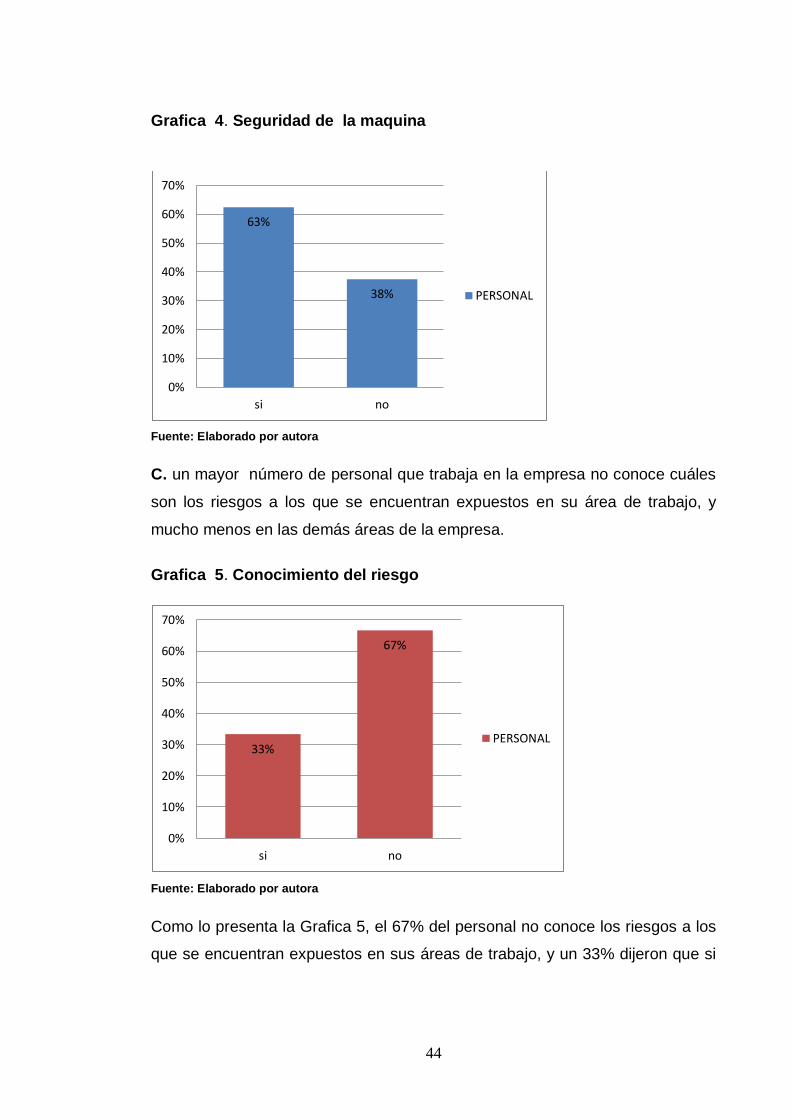
C. un mayor número de personal que trabaja en la empresa no conoce cuáles
son los riesgos a los que se encuentran expuestos en su área de trabajo, y
mucho menos en las demás áreas de la empresa.
Grafica 5. Conocimiento del riesgo
Fuente: Elaborado por autora
Como lo presenta la Grafica 5, el 67% del personal no conoce los riesgos a los
que se encuentran expuestos en sus áreas de trabajo, y un 33% dijeron que si
63%
38%
0%
10%
20%
30%
40%
50%
60%
70%
si no
PERSONAL
33%
67%
0%
10%
20%
30%
40%
50%
60%
70%
si no
PERSONAL
45
conocen los riesgos entre los cuales nombraron los siguientes: quemaduras,
cortaduras y caídas.
D. Como se comentó anteriormente, en el proceso de almacenamiento y
transporte de cargas, los encargados son los 8 hombres que trabajan en la
empresa, y una de las preguntas que se les hizo fue si utilizaban algún equipo
para el transporte del café, a lo que el 100% respondieron que la empresa no
les brinda los equipos necesarios para el transporte y carga. Indagando en
cada uno de los encuestados que participan en el transporte del cargamento,
mencionan que en la mayoría de procesos existe un transporte o levantamiento
manual, ya sea de la materia prima o del producto terminado, que por lo
general supera los 50 kg, lo que es preocupante, debido a que el peso máximo
recomendado en trabajos habituales de manipulación de cargas es de 25 kg.
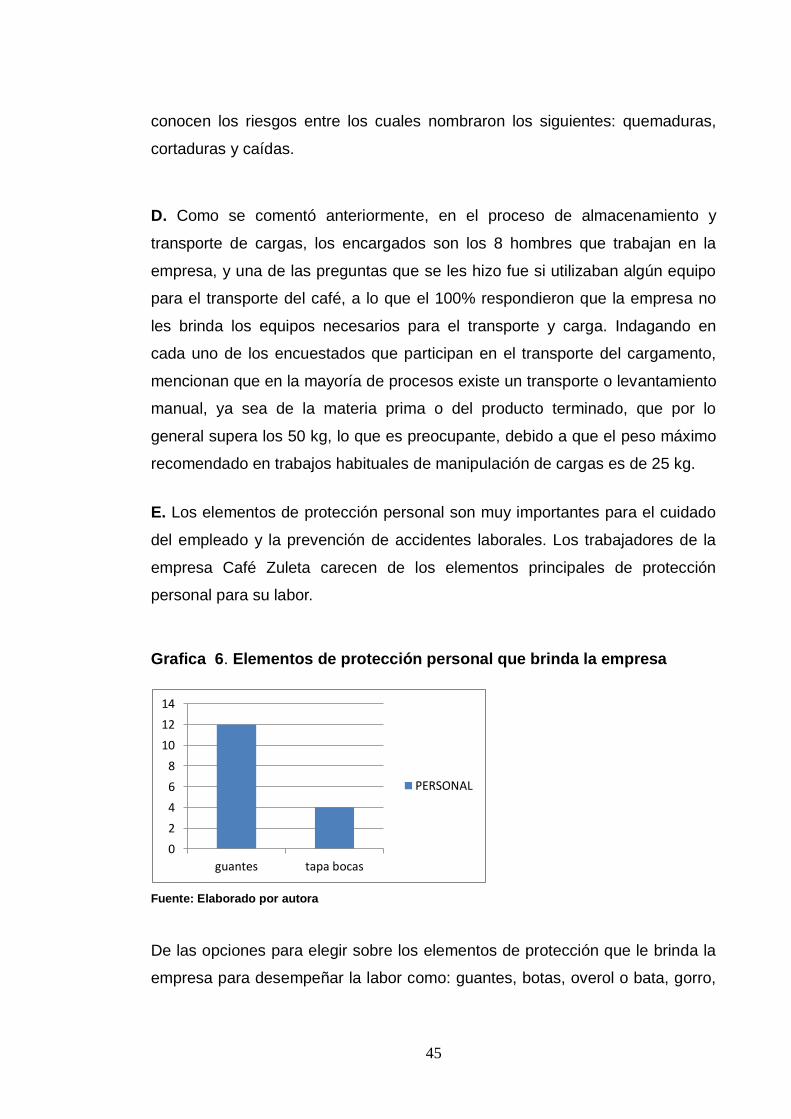
E. Los elementos de protección personal son muy importantes para el cuidado
del empleado y la prevención de accidentes laborales. Los trabajadores de la
empresa Café Zuleta carecen de los elementos principales de protección
personal para su labor.
Grafica 6. Elementos de protección personal que brinda la empresa
Fuente: Elaborado por autora
De las opciones para elegir sobre los elementos de protección que le brinda la
empresa para desempeñar la labor como: guantes, botas, overol o bata, gorro,
0
2
4
6
8
10
12
14
guantes tapa bocas
PERSONAL
46
gafas de seguridad, tapa bocas y tapa oídos, los empleados solo seleccionaron
dos: guantes y tapa bocas. A solo 4 de los 12 le proveyeron tapabocas cuando,
por la polución y exposición a gases y vapores, todo el personal debería portar
dichos elementos.
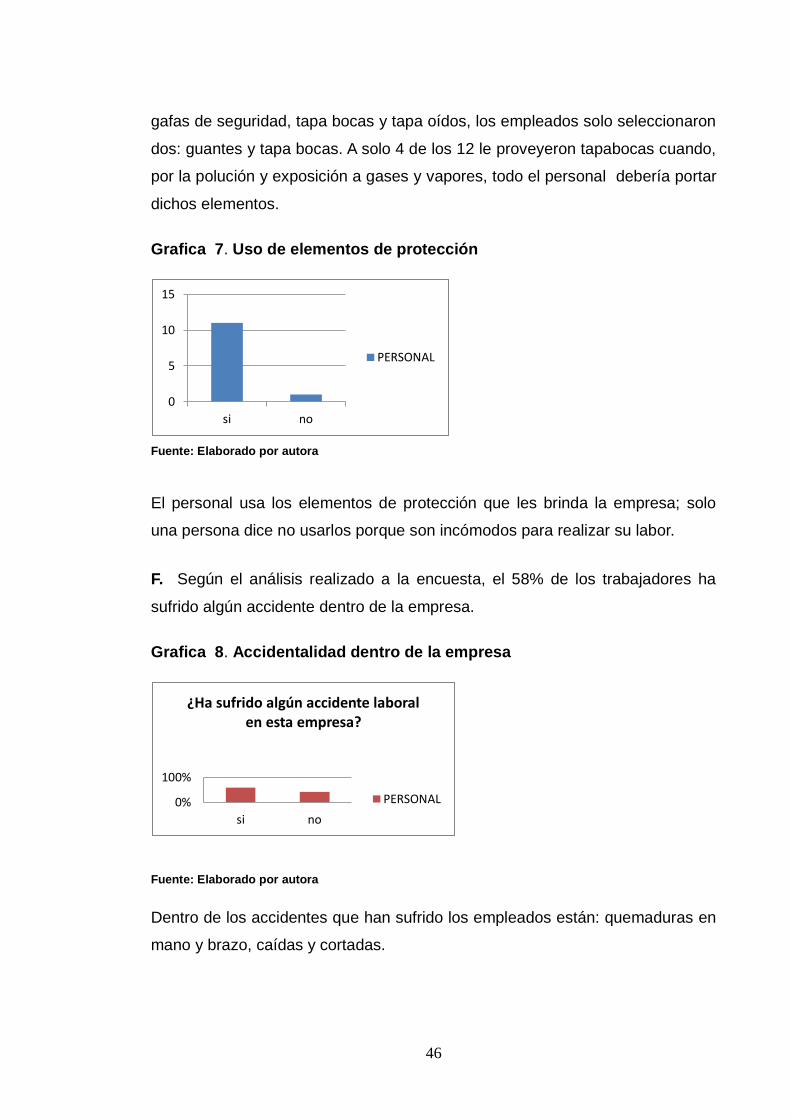
Grafica 7. Uso de elementos de protección
Fuente: Elaborado por autora
El personal usa los elementos de protección que les brinda la empresa; solo
una persona dice no usarlos porque son incómodos para realizar su labor.
F. Según el análisis realizado a la encuesta, el 58% de los trabajadores ha
sufrido algún accidente dentro de la empresa.
Grafica 8. Accidentalidad dentro de la empresa
Fuente: Elaborado por autora
Dentro de los accidentes que han sufrido los empleados están: quemaduras en
mano y brazo, caídas y cortadas.
0
5
10
15
si no
PERSONAL
0%
100%
si no
¿Ha sufrido algún accidente laboral en esta empresa?
PERSONAL
47
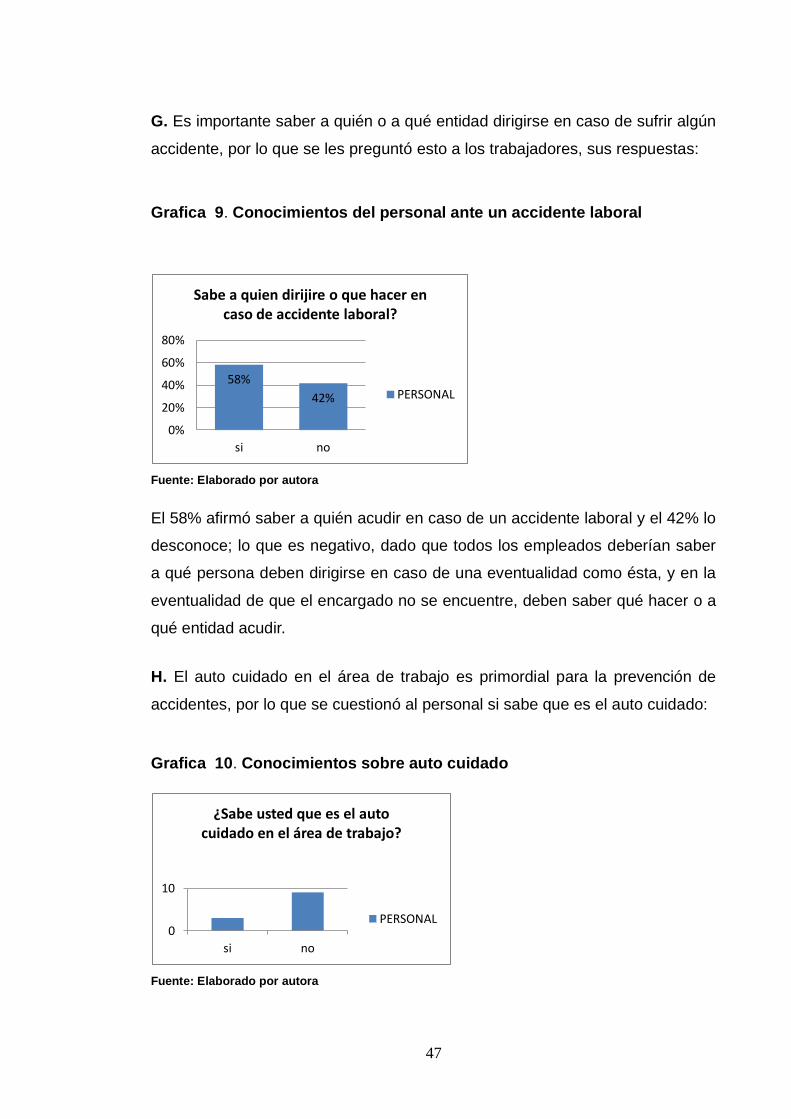
G. Es importante saber a quién o a qué entidad dirigirse en caso de sufrir algún
accidente, por lo que se les preguntó esto a los trabajadores, sus respuestas:
Grafica 9. Conocimientos del personal ante un accidente laboral
Fuente: Elaborado por autora
El 58% afirmó saber a quién acudir en caso de un accidente laboral y el 42% lo
desconoce; lo que es negativo, dado que todos los empleados deberían saber
a qué persona deben dirigirse en caso de una eventualidad como ésta, y en la
eventualidad de que el encargado no se encuentre, deben saber qué hacer o a
qué entidad acudir.
H. El auto cuidado en el área de trabajo es primordial para la prevención de
accidentes, por lo que se cuestionó al personal si sabe que es el auto cuidado:
Grafica 10. Conocimientos sobre auto cuidado
Fuente: Elaborado por autora
58%
42%
0%
20%
40%
60%
80%
si no
Sabe a quien dirijire o que hacer en caso de accidente laboral?
PERSONAL
0
10
si no
¿Sabe usted que es el auto cuidado en el área de trabajo?
PERSONAL
48
Las dos personas que contestaron afirmativamente, afirmaron que el auto
cuidado son normas para el cuidado de los trabajadores y que es lo que se
necesita para no sufrir accidentes.
I. Las capacitaciones sobre la prevención de los riesgos en cada área y en
cada proceso, son importantes para mitigar o eliminar los riesgos que
puedan producir accidentes laborales a los trabajadores; por tanto se le
pregunto si para ellos sería adecuado recibir esas capacitaciones, a lo que el
100% respondió afirmativamente. Para ellos es importante saber cómo
prevenirse ante los riesgos que existan en cada proceso que manejen.
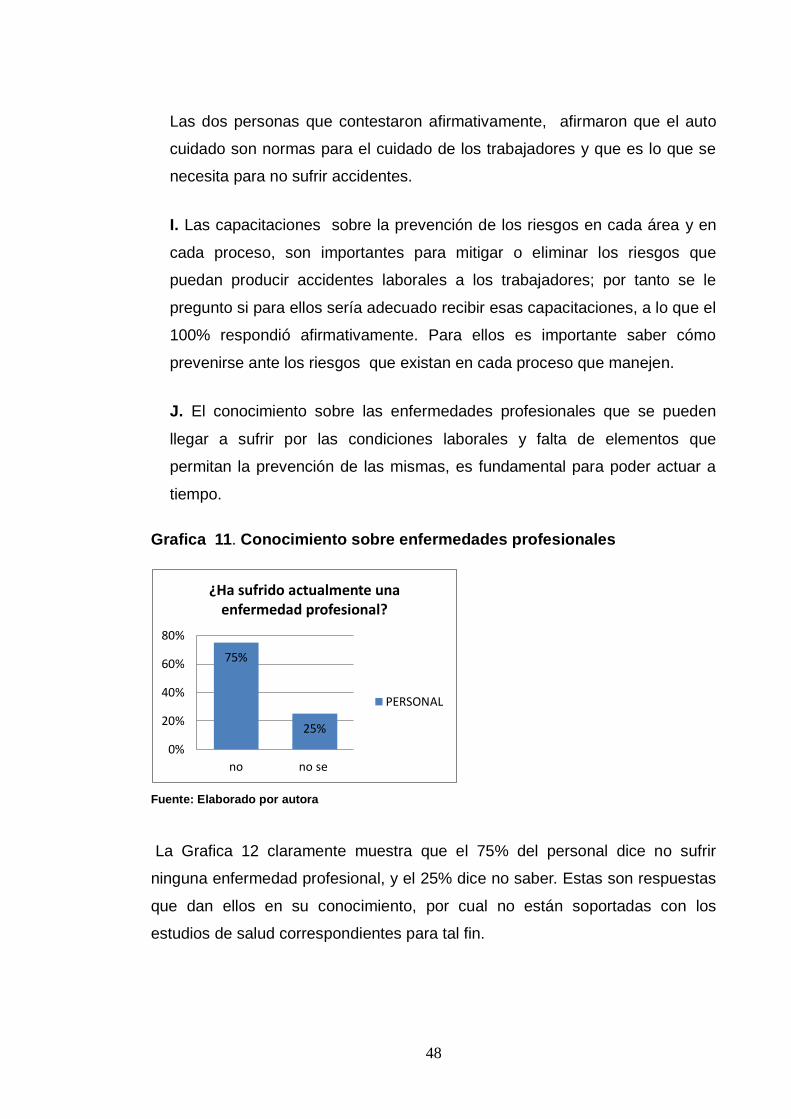
J. El conocimiento sobre las enfermedades profesionales que se pueden
llegar a sufrir por las condiciones laborales y falta de elementos que
permitan la prevención de las mismas, es fundamental para poder actuar a
tiempo.
Grafica 11. Conocimiento sobre enfermedades profesionales
Fuente: Elaborado por autora
La Grafica 12 claramente muestra que el 75% del personal dice no sufrir
ninguna enfermedad profesional, y el 25% dice no saber. Estas son respuestas
que dan ellos en su conocimiento, por cual no están soportadas con los
estudios de salud correspondientes para tal fin.
75%
25%
0%
20%
40%
60%
80%
no no se
¿Ha sufrido actualmente una enfermedad profesional?
PERSONAL
49
3.2 MATRIZ DE PELIGROS
Con la información recolectada se procede a hacer el análisis para identificar
los factores de riesgo allí determinados, de tal forma que sirva como pauta para
la evaluación del estado real de la empresa y poder tomar los riesgos más
críticos; y a partir de ellos proponer los mecanismos de control para
disminuirlos o prevenirlos.
Después de realizada la matriz se toman los peligros con nivel de riesgo I y II.
Los primeros están demarcados con el color rojo y los segundos con color
naranja. A continuación se explicará en cada proceso los peligros hallados de
atención inmediata, es decir nivel I (NO ACEPTABLES), y luego los de nivel II
(ACEPTABLES CON CONTROL ESPECIFICO).
Imagen 3. Matriz de peligro de la empresa CAFÉ ZULETA

50
51
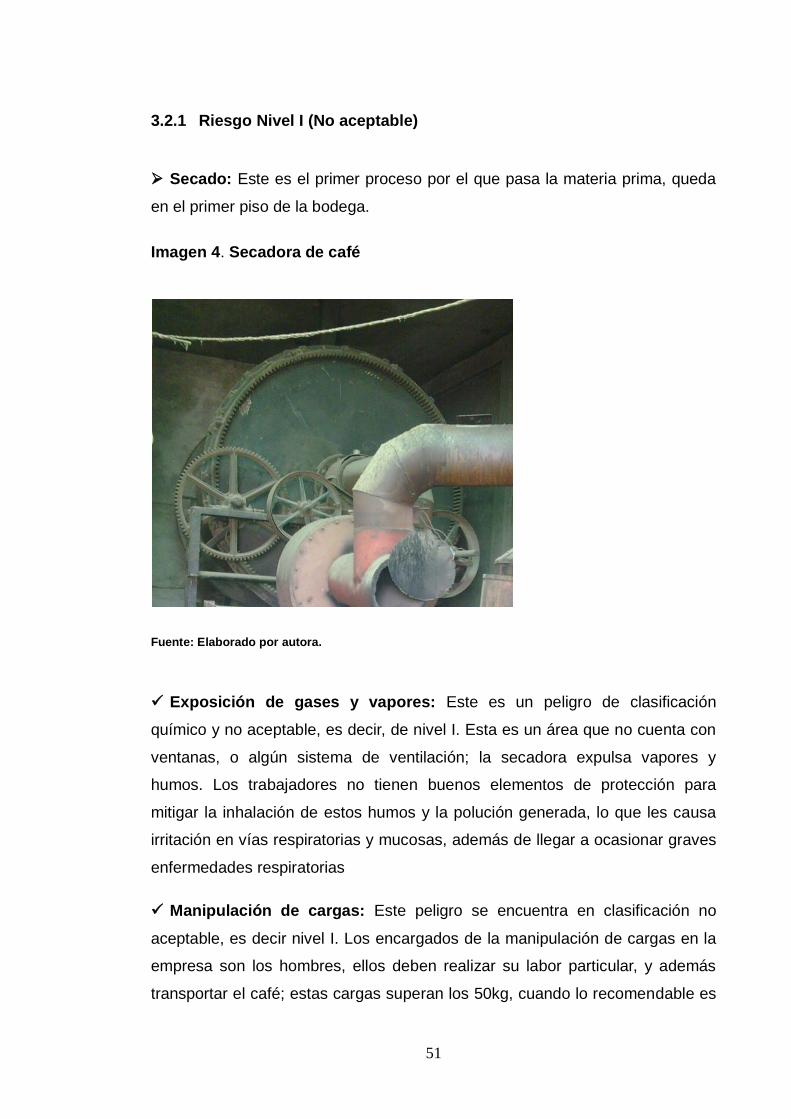
3.2.1 Riesgo Nivel I (No aceptable)
Secado: Este es el primer proceso por el que pasa la materia prima, queda
en el primer piso de la bodega.
Imagen 4. Secadora de café
Fuente: Elaborado por autora.
Exposición de gases y vapores: Este es un peligro de clasificación
químico y no aceptable, es decir, de nivel I. Esta es un área que no cuenta con
ventanas, o algún sistema de ventilación; la secadora expulsa vapores y
humos. Los trabajadores no tienen buenos elementos de protección para
mitigar la inhalación de estos humos y la polución generada, lo que les causa
irritación en vías respiratorias y mucosas, además de llegar a ocasionar graves
enfermedades respiratorias
Manipulación de cargas: Este peligro se encuentra en clasificación no
aceptable, es decir nivel I. Los encargados de la manipulación de cargas en la
empresa son los hombres, ellos deben realizar su labor particular, y además
transportar el café; estas cargas superan los 50kg, cuando lo recomendable es
52
que en actividades rutinarias no se cargue más de 25%. En este proceso el
trabajador debe levantar la carga de café secado para pasarlo al siguiente
proceso o donde sea necesario. Pero lo peligroso es que la empresa no les
proporciona ninguna herramienta para el transporte de estas. Lo que les puede
ocasionar dolores de espalda, hernias, lumbagos.
Adicional a esto no tienen conocimientos sobre buen manejo manual para
levantar cargas, lo que les puede ocasionar problemas severos en la columna.
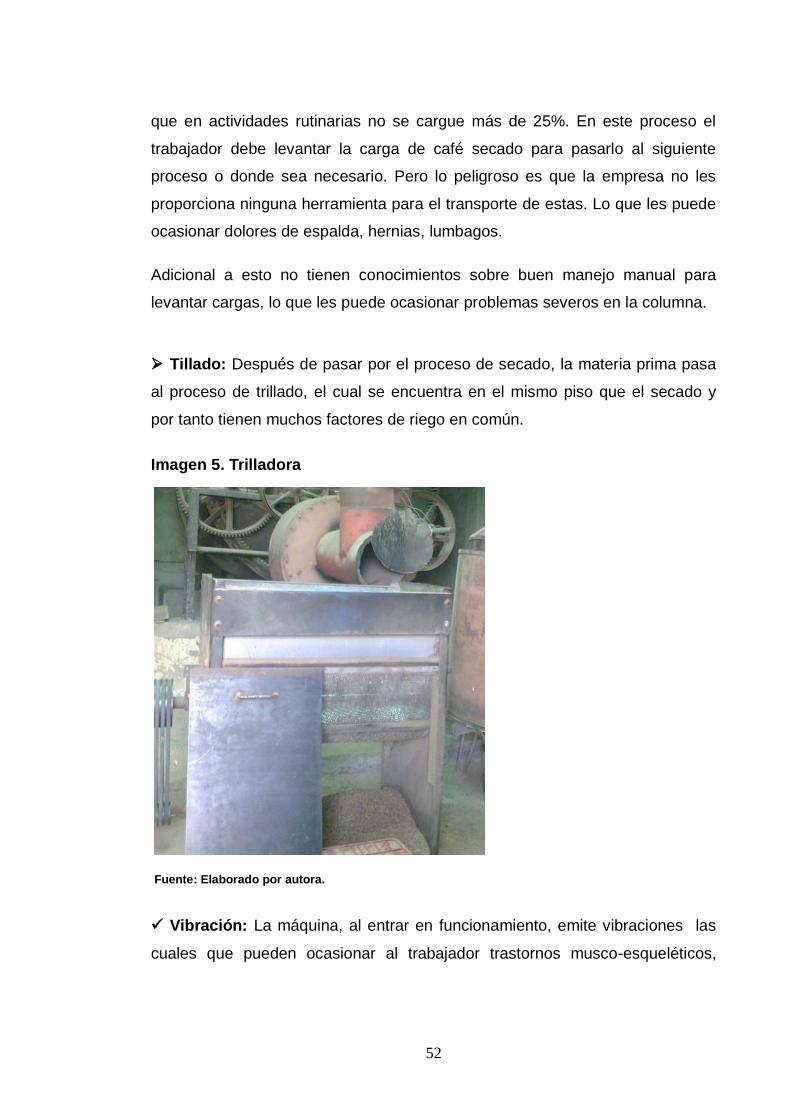
Tillado: Después de pasar por el proceso de secado, la materia prima pasa
al proceso de trillado, el cual se encuentra en el mismo piso que el secado y
por tanto tienen muchos factores de riego en común.
Imagen 5. Trilladora
Fuente: Elaborado por autora.
Vibración: La máquina, al entrar en funcionamiento, emite vibraciones las
cuales que pueden ocasionar al trabajador trastornos musco-esqueléticos,
53
efectos sobre el sistema nervioso, entre otros. Los trabajadores deberían
realizar pausas activas para prevenir dichas alteraciones.
Desorden: El desorden se origina por la acumulación del residuo del trillado
–la cascarilla de café– que no es recogido con frecuencia y por tanto se
concentra en ese lugar, provocando caídas y polución para el ambiente laboral.
Accidentes en los ojos: cuando la máquina está en operación arroja la
cascarilla con fuerza, entre otros elementos, lo cual puede producir accidentes
en los ojos. La empresa no dota las gafas de seguridad, hecho que expone a
los trabajadores a un accidente en sus órganos visuales.
Tostado del café: Este proceso queda en el segundo piso, donde las
condiciones cambian, porque hay ventanas, que permiten el ingreso de luz
natural.
Imagen 6. Tostadora de café
Fuente: Elaborado por autora.
Exposición de gases: Puesto el combustible que utilizan para esta máquina
es carbón, la expulsión de gases y vapores además de polución es un riesgo
inminente para los trabajadores, la empresa dota a pocos de tapa bocas, los
cuales son desechables y no protegen lo suficiente.
54
Manipulación de cargas: Este es un riesgo que todos los hombres sufren
debido a las cargas pesadas que deben levantar; la empresa no les brinda
herramientas para tal labor.
Molido del café: se encuentra en el segundo piso de la bodega y es el
proceso donde pasa la materia prima después de ser tostado.
Imagen 7. Molido de café
Fuente: Elaborado por autora.
Atrapamiento: En esta máquina el trabajador puede sufrir un atrapamiento
de mano y llegar a perderla en el peor de los casos.
Pesado, empacado y sellado del café: Estos procesos se ubican en un
punto llamado laboratorio, que cuenta con instalaciones en buen estado,
aunque hay muchos riesgos que se comparten por estar todos en el mismo
lugar:
55
Movimientos repetitivos: Para la realización de estas labores los
empleados hacen movimientos repetitivos todo el día, lo que les puede
ocasionar quistes sinoviales, problemas del túnel carpiano y tendinitis.
Imagen 8. Pesado del café Imagen 9. Bolsa de empaque
del café
Fuente: Elaborado por autora
Fuente: Elaborado por autora
Posturas sedentarias: Estas posturas pueden ocasionar lumbagos y llegar
a ser crónicos con incapacidad permanente.
3.2.2 Riesgo Nivel II (Aceptable con control específico)
Secado:
Ruido: En el área de secado, debido al ruido de la maquina, no puede
escucharse una conversación a una intensidad normal en una distancia menor
de 50 cm, por lo que esto puede producir sordera. Cuando termina la jornada
laboral los trabajadores salen con un nivel auditivo menor a como entraron a
trabajar. No tienen ninguna protección auditiva, la cual es indispensable para
evitar estos riesgos.
Temperaturas extremas: Por el gran calor que irradia la secadora y sin
ninguna ventilación, el calor se encapsula y produce altas temperaturas, que
47
producen deshidratación en el trabajador, lo que podría ocasionar desmayos y
pérdidas de conciencia. Adicional a esto, cuando el personal que se encuentra
en la secadora sale a trasladar el café al siguiente proceso, se enfrenta a un
cambio drástico de temperatura, porque sale del calor al frio, ya que debe subir
las escaleras, externas a la infraestructura, para hallar los demás procesos.
Cuando se habla de altas temperaturas en este proceso, también se involucra
los accidentes que pueden sucederle al operario cuando está manipulando la
maquina, como quemones, los cuales ya han sucedido.
Iluminación: La bodega no tiene ventanas, ni tiene luz artificial, la única luz
que entra es la de la puerta que se encuentra abierta en todo momento para
recibir dicha luz, lo cual es muy perjudicial para los ojos de los trabajadores, los
cuales han padecido deslumbramientos. La mala iluminación puede llevarlos a
perder capacidad visual.
Trillado:
Ruido: Este proceso está en el mismo piso y área de secado, los
trabajadores sufren las mismas consecuencias y no hay elementos de
protección.
Iluminación: La iluminación es deficiente, como se comentó anteriormente
en el proceso de secado.
Atrapamiento: Al estar en la ejecución del proceso, el operario puede sufrir
atrapamiento de mano por la máquina que está operando, por tanto en
necesario que tenga sus elementos de protección personal adecuados y
capacitaciones sobre auto cuidado para evitar lesiones en los miembros
superiores.
Temperaturas extremas: La temperatura generada con la secadora junto
con la falta de ventilación genera altas temperaturas que pueden producir
deshidratación, mareos, entre otros.
48
Molido:
Polvos: La generación de polvos en este proceso elevada, lo que puede
producir afecciones respiratorias y dolor de pecho, la empresa no provee los
elementos de protección necesarios para prevenir dichos riesgos.
Pesado, empacado y sellado
Polvos: Los polvos generados por el café ya molido pueden causar
afecciones respiratorias. La empresa no brinda el elemento de protección
indicado para prevenir riesgos.
Temperaturas extremas: En el proceso de sellado los trabajadores se
exponen a quemaduras, puesto que la selladora se calienta demasiado y
los elementos de protección no son de la mejor calidad.
49
4 PROPUESTA
4.1 Extractores
Para el riesgo de exposición de gases que se presenta en el primer y segundo
piso se propone instalar dos extractores de aire semi-industrial y uno industrial,
para evitar la contaminación en el área de trabajo y prevenir enfermedades
respiratorias a los trabajadores.
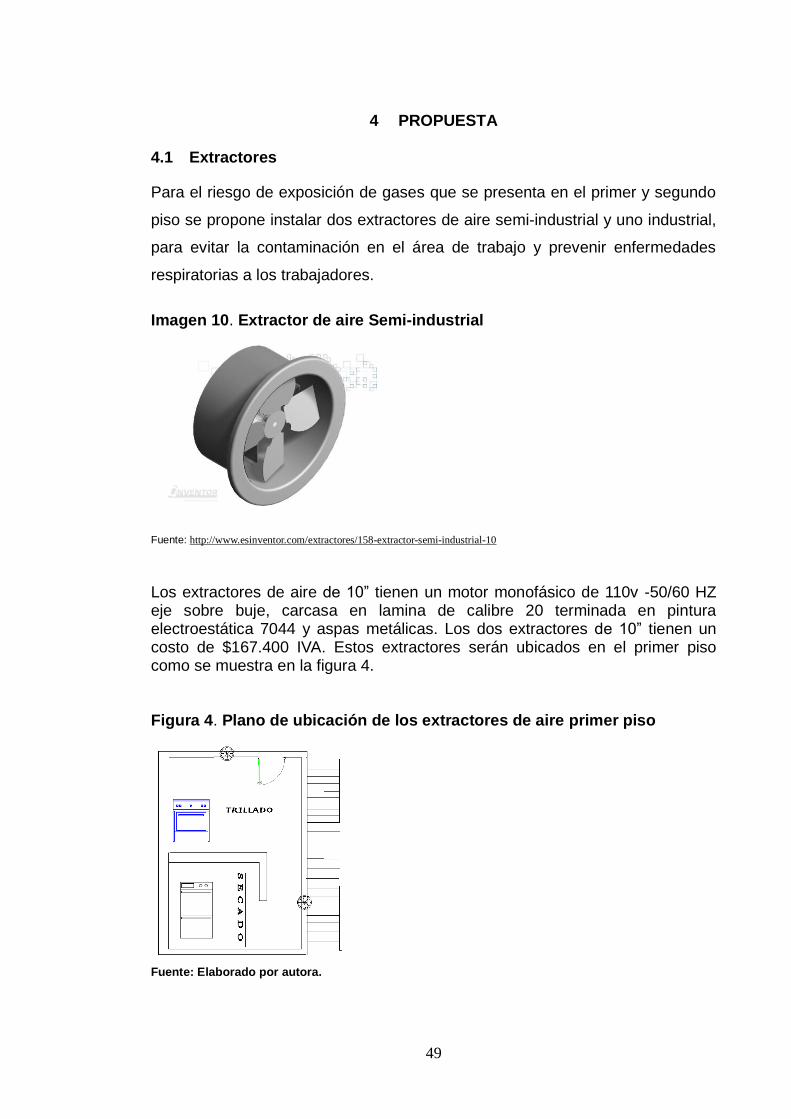
Imagen 10. Extractor de aire Semi-industrial
Fuente: http://www.esinventor.com/extractores/158-extractor-semi-industrial-10
Los extractores de aire de 10” tienen un motor monofásico de 110v -50/60 HZ eje sobre buje, carcasa en lamina de calibre 20 terminada en pintura electroestática 7044 y aspas metálicas. Los dos extractores de 10” tienen un costo de $167.400 IVA. Estos extractores serán ubicados en el primer piso como se muestra en la figura 4. Figura 4. Plano de ubicación de los extractores de aire primer piso
Fuente: Elaborado por autora.

50
Imagen 11. Extractor de aire industrial
Fuente: http://www.esinventor.com/images/articulos/extractores/extractor_industrial_15.jpg
El extractor de aire de 15” tiene un motor monofásico 110v-1/8 HP - eje sobre
rodamiento, carcasa en lamina de calibre 20 terminada en pintura
electroestática 7044 y aspas metálicas. El extractor de 15” tiene un valor de
$230.200 IVA incluido. La instalación y mano de obra de los tres extractores
tiene un coso de $ 300.000 IVA incluido. Este extractor se ubicara en el
segundo piso como me muestra en la Figura 5.
Figura 5. Plano de ubicación de los extractores de aire segundo piso
Fuente: Elaborado por autora.
51
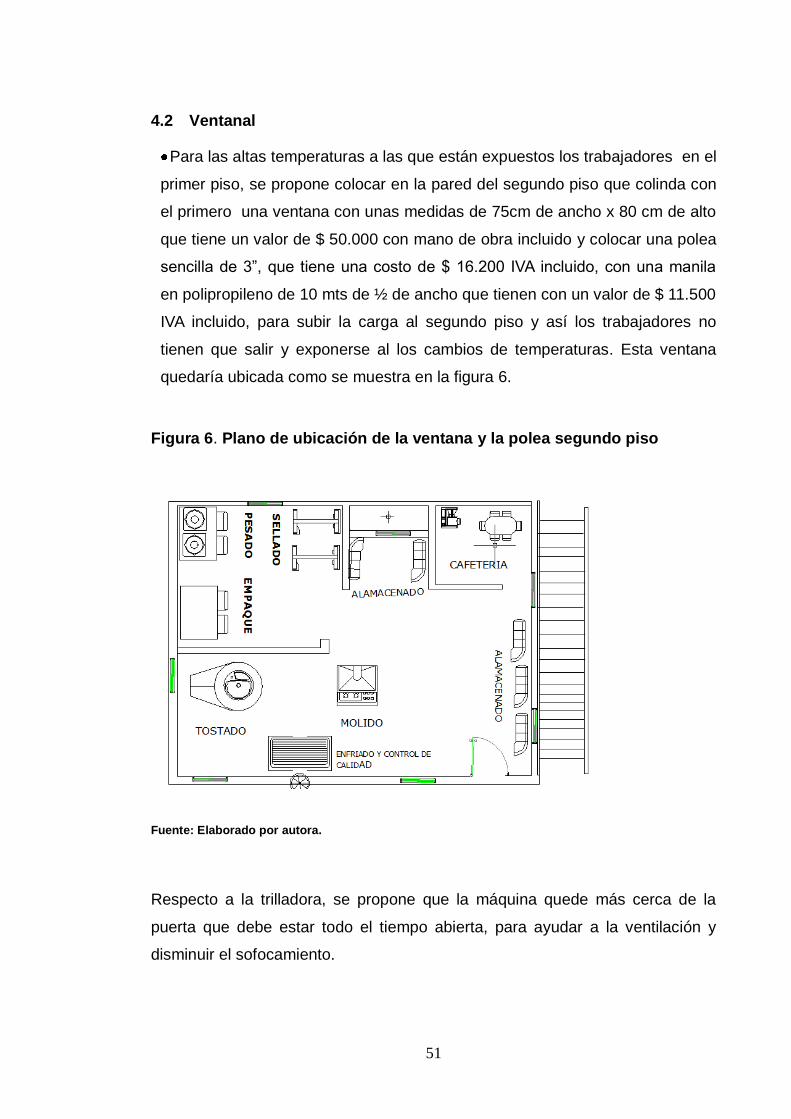
4.2 Ventanal
Para las altas temperaturas a las que están expuestos los trabajadores en el
primer piso, se propone colocar en la pared del segundo piso que colinda con
el primero una ventana con unas medidas de 75cm de ancho x 80 cm de alto
que tiene un valor de $ 50.000 con mano de obra incluido y colocar una polea
sencilla de 3”, que tiene una costo de $ 16.200 IVA incluido, con una manila
en polipropileno de 10 mts de ½ de ancho que tienen con un valor de $ 11.500
IVA incluido, para subir la carga al segundo piso y así los trabajadores no
tienen que salir y exponerse al los cambios de temperaturas. Esta ventana
quedaría ubicada como se muestra en la figura 6.
Figura 6. Plano de ubicación de la ventana y la polea segundo piso
Fuente: Elaborado por autora.
Respecto a la trilladora, se propone que la máquina quede más cerca de la
puerta que debe estar todo el tiempo abierta, para ayudar a la ventilación y
disminuir el sofocamiento.
52
4.3 Barrera
El interruptor de la máquina de secado queda muy cerca de ésta, por lo que las
quemaduras pueden ocurrir en cualquier momento. Para ello se propone
instalar una barrera de madera la cual tiene un valor de $ 20.000 , la cual no
quede muy cerca a la secadora, que permita el encendido y apagado de la
máquina de una forma segura.
4.4 Lámparas
Para la poca iluminación que está afectando la visión de los trabajadores se
propone instalar dos lámparas herméticas BS-100 T8 2X32 W con cuerpo
reflector y difusor de policarbonato inyectado autoextingible IP66 127 V AC
60Hz . Las dos lámparas tienen un costo $ 278.400 IVA incluido, la instalación
y mano de obra tiene un valor de $ 20.000.
Imagen 12. Lámpara Hermética
Fuente: http://www.teconex.com/
Las dos lámparas serán ubicadas en el techo del primer piso de la empresa
donde quedan los procesos de secado y trillado como se muestra en la figura
7.
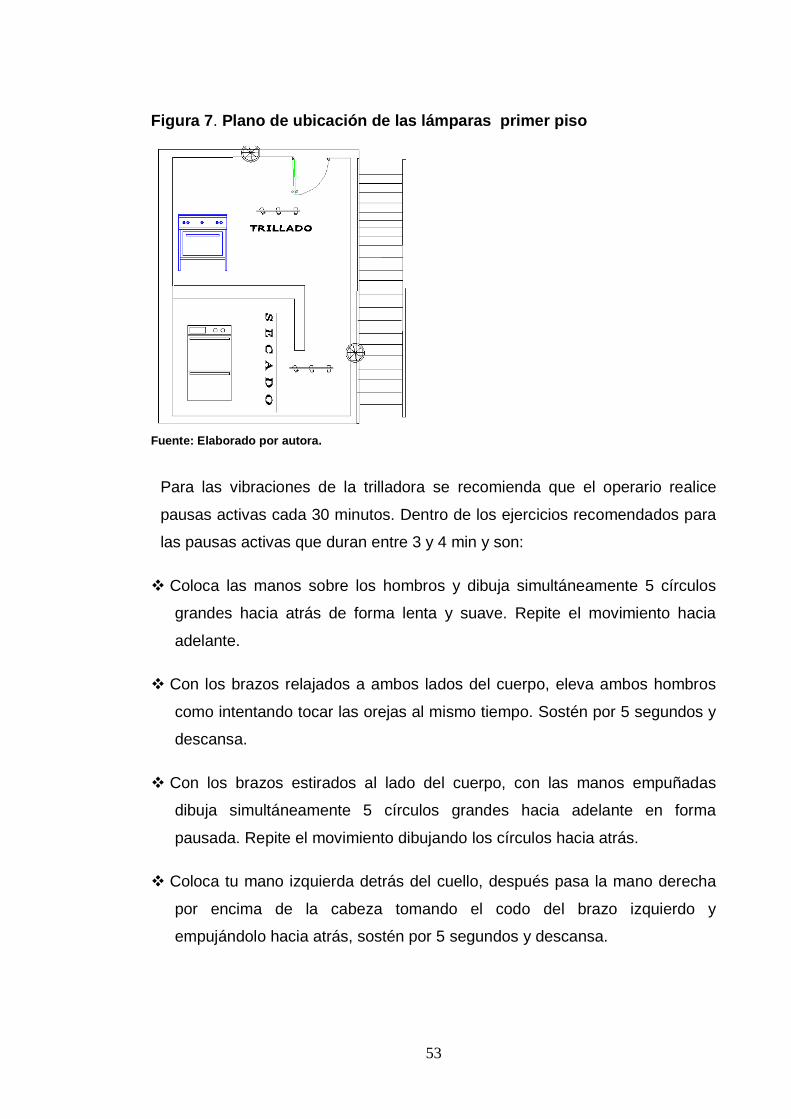
53
Figura 7. Plano de ubicación de las lámparas primer piso
Fuente: Elaborado por autora.
Para las vibraciones de la trilladora se recomienda que el operario realice
pausas activas cada 30 minutos. Dentro de los ejercicios recomendados para
las pausas activas que duran entre 3 y 4 min y son:
Coloca las manos sobre los hombros y dibuja simultáneamente 5 círculos
grandes hacia atrás de forma lenta y suave. Repite el movimiento hacia
adelante.
Con los brazos relajados a ambos lados del cuerpo, eleva ambos hombros
como intentando tocar las orejas al mismo tiempo. Sostén por 5 segundos y
descansa.
Con los brazos estirados al lado del cuerpo, con las manos empuñadas
dibuja simultáneamente 5 círculos grandes hacia adelante en forma
pausada. Repite el movimiento dibujando los círculos hacia atrás.
Coloca tu mano izquierda detrás del cuello, después pasa la mano derecha
por encima de la cabeza tomando el codo del brazo izquierdo y
empujándolo hacia atrás, sostén por 5 segundos y descansa.
54
Con los brazos relajados al lado del cuerpo, dibuja con ambos hombros
simultáneamente 5 círculos grandes hacia atrás de forma pausada. Luego,
dibuja los círculos hacia adelante.
Estirar el brazo derecho y colocar la palma hacia arriba, con la mano
izquierda hacer presión sobre los dedos durante 5 segundo y luego repetir
el ejercicio con la mano izquierda
Estas pausas activas se recomiendan también para el operario del proceso de
secado. El delegado de los empleados del COPASO deberá ser el encargado
de realizar y regular estas pausas activas.
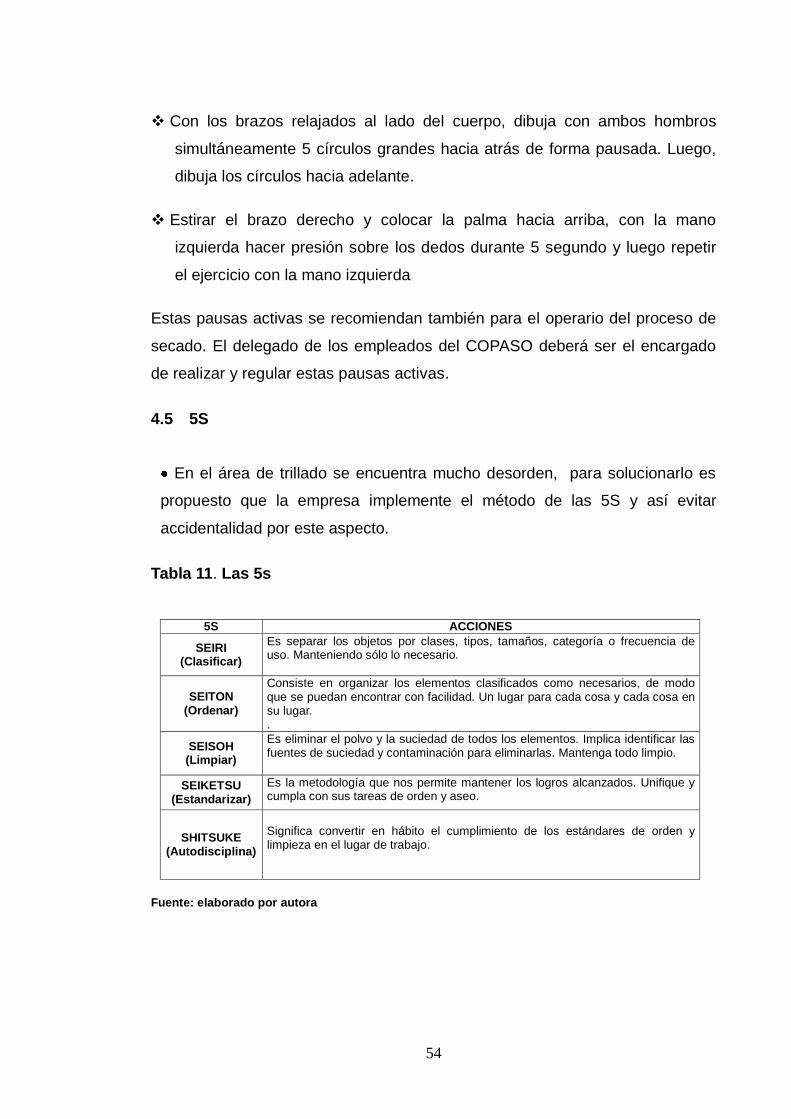
4.5 5S
En el área de trillado se encuentra mucho desorden, para solucionarlo es
propuesto que la empresa implemente el método de las 5S y así evitar
accidentalidad por este aspecto.
Tabla 11. Las 5s
Fuente: elaborado por autora
5S ACCIONES
SEIRI (Clasificar)
Es separar los objetos por clases, tipos, tamaños, categoría o frecuencia de uso. Manteniendo sólo lo necesario.
SEITON (Ordenar)
Consiste en organizar los elementos clasificados como necesarios, de modo que se puedan encontrar con facilidad. Un lugar para cada cosa y cada cosa en su lugar. .
SEISOH (Limpiar)
Es eliminar el polvo y la suciedad de todos los elementos. Implica identificar las fuentes de suciedad y contaminación para eliminarlas. Mantenga todo limpio.
SEIKETSU (Estandarizar)
Es la metodología que nos permite mantener los logros alcanzados. Unifique y cumpla con sus tareas de orden y aseo.
SHITSUKE (Autodisciplina)
Significa convertir en hábito el cumplimiento de los estándares de orden y limpieza en el lugar de trabajo.
55
4.6 Espátula
En el proceso del molido del café hay peligro de sufrir atrapamiento por
parte de la máquina, por lo que se propone sea utilizada una espátula plana
de acero inoxidable que tiene un valor de $ 11.900 IVA incluido. Esta se usara
como herramienta para evitar el contacto directo con la máquina y así evitar el
riesgo de perder una extremidad.
Imagen 13. Espátula de acero inoxidable
Fuente: http://www.bodegondelcheff.com/acero.html
4.7 Sillas ergonómicas
En los procesos de pesado, empaque y sellado las posturas sedentarias son
causales de lumbagos, dolores de espalda, entre otros, puesto que los
operarios trabajan de pie. Por tal motivo se propone adecuar unas sillas
ergonómicas con Asiento y espaldar en espuma de alta densidad y resistencia,
no deformable, elaborada en poliuretano referencia Foamflex con la más alta
tecnología de inyección. Estas tienen un valor de $175.000 c/u y serian 6 sillas
en total serian $ 1.050.000; para mitigar el cansancio y prevenir enfermedades
como venas varices.

56
Imagen 14. Sillas ergonomicas
Fuente: Cotización empresa Intercaster
4.8 Herramienta para levantar cargas
Para los hombres que además de hacer su labor, realizan las cargas
pesadas, se propone adquirir una herramienta para ayudar con el
levantamiento de las cargas y así evitar daños en la espalda esta tiene un
valor de $45.000 usada pero en buen estado. Como también realizar
capacitaciones sobre la forma correcta de levantar cargas.
Imagen 15. Carro manual para cargas
Fuente: http://www.ruedasyrodachinesmymdecolombia.com/
57
Las propuestas anteriores se hicieron a peligros específicos, que competen a
cada proceso. Ahora se harán propuestas generales a peligros en los que toda
la empresa se encuentra incluida.
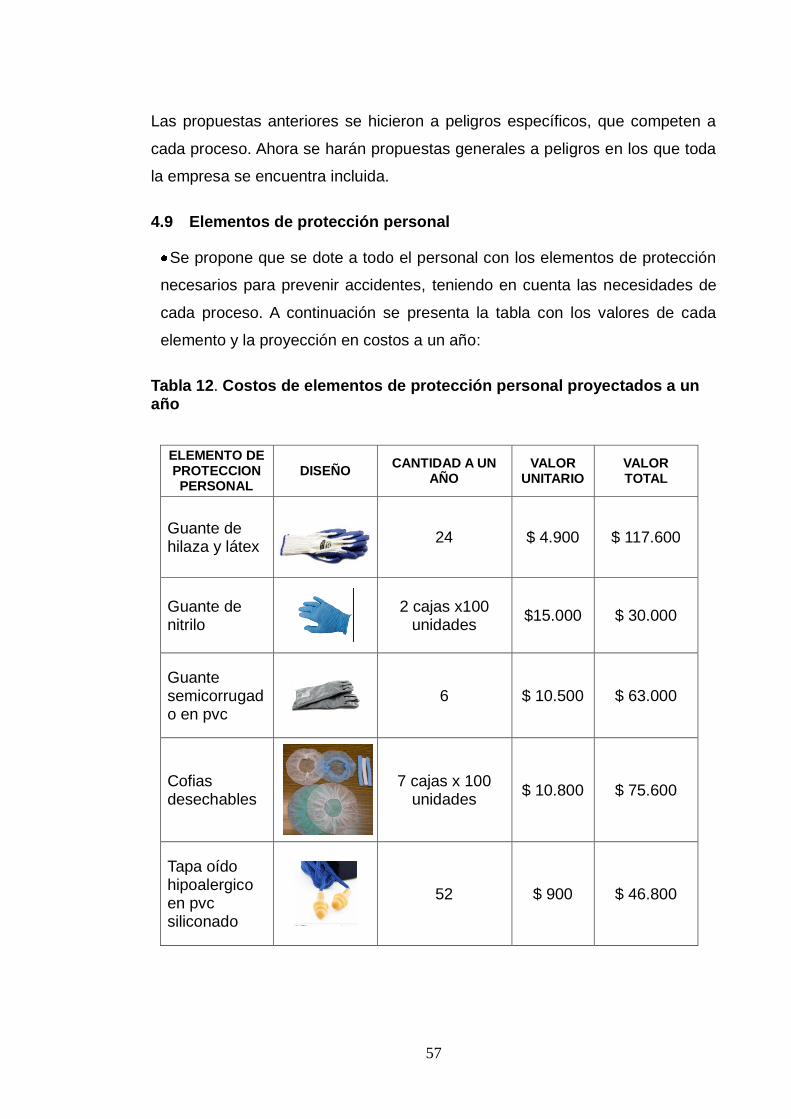
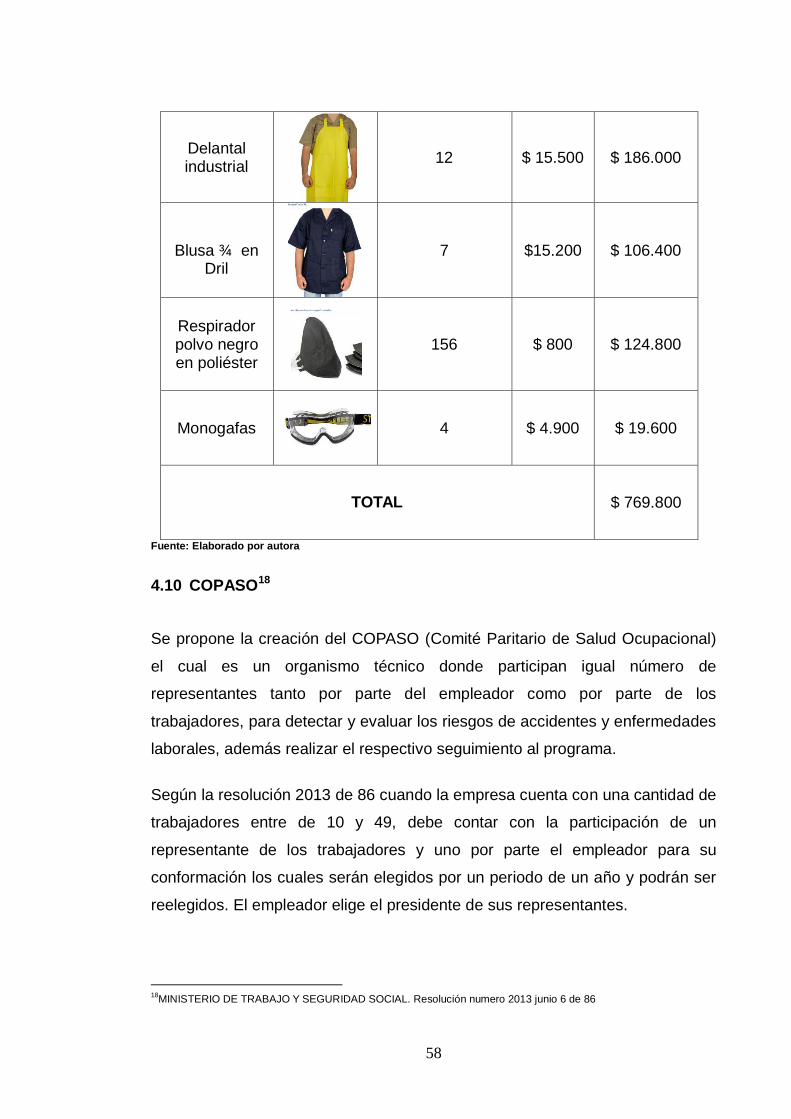
4.9 Elementos de protección personal
Se propone que se dote a todo el personal con los elementos de protección
necesarios para prevenir accidentes, teniendo en cuenta las necesidades de
cada proceso. A continuación se presenta la tabla con los valores de cada
elemento y la proyección en costos a un año:
Tabla 12. Costos de elementos de protección personal proyectados a un año
ELEMENTO DE PROTECCION PERSONAL
DISEÑO CANTIDAD A UN
AÑO VALOR
UNITARIO VALOR TOTAL
Guante de hilaza y látex
24 $ 4.900 $ 117.600
Guante de nitrilo
2 cajas x100 unidades
$15.000 $ 30.000
Guante semicorrugado en pvc
6 $ 10.500 $ 63.000
Cofias desechables
7 cajas x 100 unidades
$ 10.800 $ 75.600
Tapa oído hipoalergico en pvc siliconado
52 $ 900 $ 46.800
58
Delantal industrial
12 $ 15.500 $ 186.000
Blusa ¾ en
Dril
7 $15.200 $ 106.400
Respirador polvo negro en poliéster
156 $ 800 $ 124.800
Monogafas
4 $ 4.900 $ 19.600
TOTAL $ 769.800
Fuente: Elaborado por autora
4.10 COPASO18
Se propone la creación del COPASO (Comité Paritario de Salud Ocupacional)
el cual es un organismo técnico donde participan igual número de
representantes tanto por parte del empleador como por parte de los
trabajadores, para detectar y evaluar los riesgos de accidentes y enfermedades
laborales, además realizar el respectivo seguimiento al programa.
Según la resolución 2013 de 86 cuando la empresa cuenta con una cantidad de
trabajadores entre de 10 y 49, debe contar con la participación de un
representante de los trabajadores y uno por parte el empleador para su
conformación los cuales serán elegidos por un periodo de un año y podrán ser
reelegidos. El empleador elige el presidente de sus representantes.
18
MINISTERIO DE TRABAJO Y SEGURIDAD SOCIAL. Resolución numero 2013 junio 6 de 86
59
4.10.1 Funciones del comité Elegir el secretario del comité
Tendrán reuniones una vez al mes, las cuales se llevaran a cabo dentro de
las instalaciones de la empresa y en horario laboral. En caso de que ocurra
un accidente grave o riesgo inminente se convocara a una reunión
extraordinaria dentro de 5 días hábiles siguientes al hecho.
Este comité tratara temas de promoción, prevención y vigilancia de las
normas y reglamentos de medicina, higiene y seguridad industrial.
Proponer ante el empleado medidas y actividades que procuren mantener
la salud y seguridad en los lugares de trabajo.
Proponer capacitaciones en temas de salud ocupacional dirigidos a todos
los miembros de la organización.
Vigilar las actividades que debe realizar la empresa en materia de medicina,
higiene y seguridad industrial y promover su divulgación.
Colaborar en el análisis de las causas de accidentes laborales y
enfermedades profesionales y proponer mecanismos de corrección para
evitar la ocurrencia de estos.
Visitar periódicamente los lugares de trabajo e inspeccionar las
herramientas y maquinaria, como también las operaciones realizadas por
cada trabajador e informar al empleador sobre la existencia de posibles
riesgos y sugerir medidas correctivas.
Estudiar y considerar las sugerencias dadas por los trabajadores en temas
relacionados con higiene y seguridad industrial.
Servir como mediador entre los trabajadores y la administración, en la
solución de los problemas relacionados a la salud ocupacional.
4.10.2 Funciones del presidente Liderar y orientar las reuniones.
Coordinar el lugar donde se llevaran a cabo las reuniones.
Notificar por escrito a los miembros del comité sobre las reuniones.
Preparar los temas a tratar en cada reunión.
60
Tramitar ante la administración de la empresa, las recomendaciones
aprobadas por el comité y darle a conocer todas sus actividades.
Proporcionar los medios necesarios para el buen desempeño de las
funciones del comité.
4.10.3 Funciones del secretario
Verificar asistencia de los miembros del comité y llevar un archivo.
Tomar nota de los temas tratados, elaborar actas de cada reunión para
someterla a discusión y aprobación del comité.
Llevar archivo de las actividades realizadas por el comité.
4.10.4 Obligaciones del empleador
Proporcionar la elección de los representantes de los trabajadores al comité
garantizando la transparencia de las votaciones.
Nombrar sus representantes del comité.
Designar el presidente del comité.
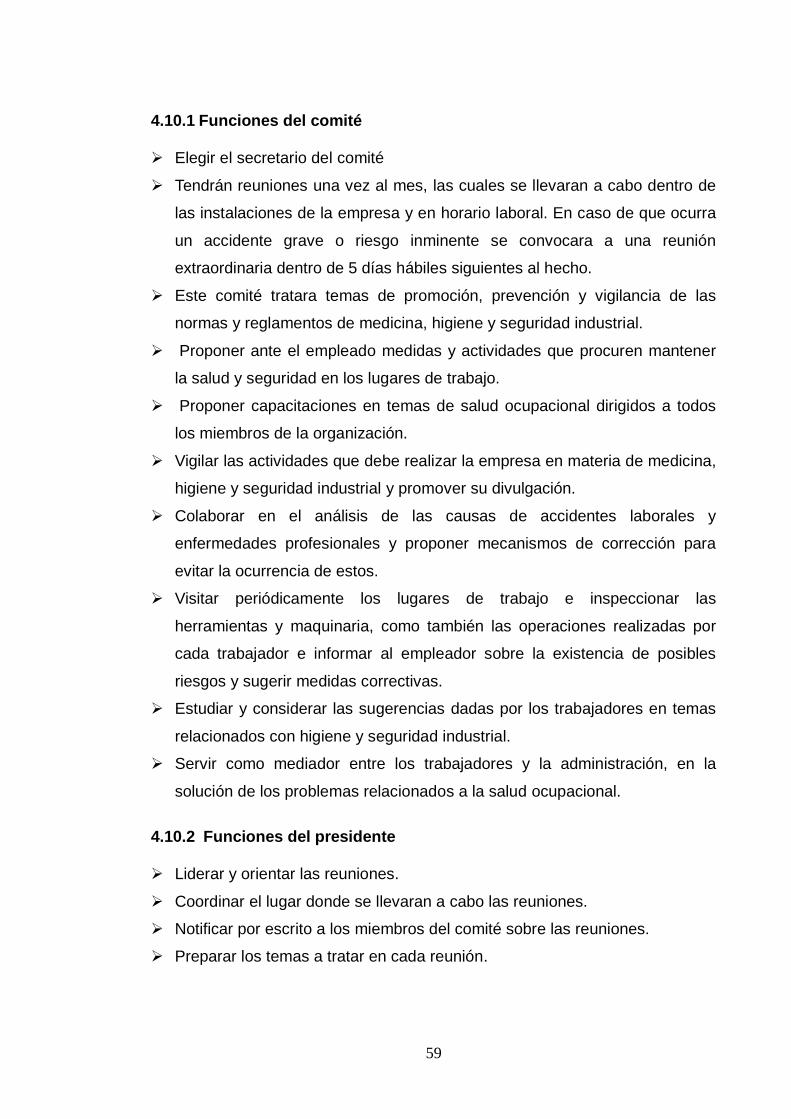
4.10.5 Señalización
Se propone la implementación de señalización en polietileno adecuada para
cada área y proceso. A continuación se presenta una tabla con el diseño, el
valor y la cantidad de cada señal industrial necesitada en la empresa:
Tabla 13. Costos de Señalización industrial
DISEÑO CANTIDAD VALOR UNIDAD VALOR TOTAL
3 $ 5.000 $ 15.000
1 $ 5.000 $ 5.000
2 $ 5.000 $ 10.000
6 $ 5.000 $ 30.000

61
2 $ 5.000 $ 10.000
2 $ 5.000 $ 10.000
1 $ 5.000 $ 5.000
2 $ 5.000 $ 10.000
1 $ 5.000 $ 5.000
4 $ 4.000 $ 18.000
1 $ 4.000 $ 4.000
4 $ 4.000 $ 18.000
3 $ 4.000 $ 12.000
2 $ 4.000 $ 8.000
1 $ 4.000 $ 4.000
2 $ 5.500 $ 11.000
3 $ 5.500 $ 16.500
TOTAL $ 187.500
Fuente: Elaborado por autora
62
4.10.6 Demarcación
Se propone la delimitación grafica del espacio físico de las instalaciones, para
identificar áreas de operación, circulación y almacenamiento, dibujando líneas
de 5 cm de grosor con los siguientes colores:
Tabla 14. Colores para demarcación
AREA COLOR
Circulación Blanco
Almacenamiento Amarillo
Áreas de trabajo Amarillo
El costo de estas pinturas las cuales están formuladas para tráfico es de $
48.000 por galón. Las dimensiones en la demarcación son las siguientes: para
el ancho de los pasillos del tráfico de personas es de 120 cm y distancia entre
pared y maquinaria es de 50 cm.
4.10.7 Capacitaciones (ver anexo D).
Se propone realizar una capacitación que enseñen a los trabajadores que es
seguridad industrial, normas y procedimientos para prevenir riesgos y
accidentes en su lugar de trabajo con el fin de crear un hábito de auto cuidado
En primer lugar se presentara a los trabajadores las definiciones
correspondientes a temas como: seguridad industrial, accidentes de trabajo,
enfermedad profesional, riegos, peligro, actos inseguros, entre otros.
Luego se presentara la manera de actuar en caso de sufrir o presenciar un
accidente laboral, con el fin de que los trabajadores de la empresa Café Zuleta
tengan las herramientas necesarias para responder idóneamente ante dicha
situación.
Tras lo anterior se les enseñara a los empleados cuales son las causas más
frecuentes de accidentes de trabajo, las conductas que los pueden ocasionar y
63
las condiciones en el ambiente laboral que también pueden determinar que
sucedan.
Así mismo es importante que los trabajadores conozcan los procedimientos
que deben realizarse luego de que se presente un accidente laboral o algún
evento similar, por lo tanto les serán presentados los pasos que se siguen en la
investigación de los accidentes y el propósito que tiene dicha acción.
Además se les dará a conocer los objetivos que tiene la seguridad industrial
para la prevención de los riesgos que pueden afectar su salud y bienestar.
4.10.8 Costos
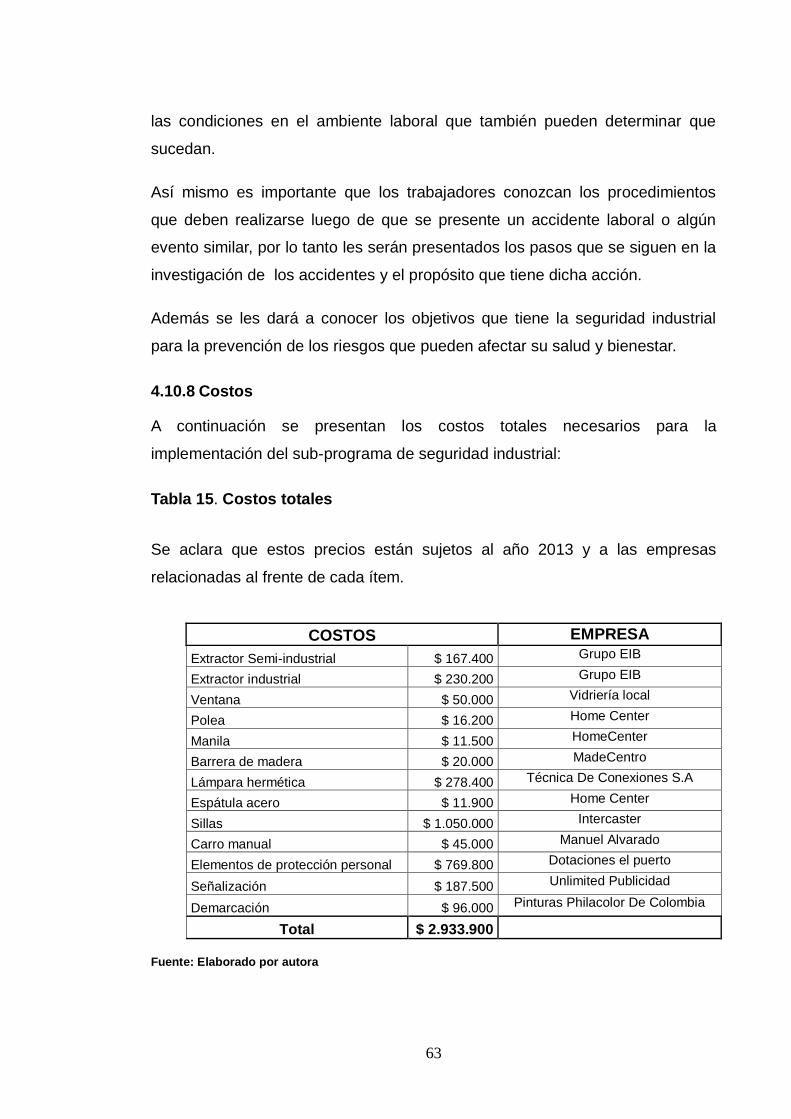
A continuación se presentan los costos totales necesarios para la
implementación del sub-programa de seguridad industrial:
Tabla 15. Costos totales
Se aclara que estos precios están sujetos al año 2013 y a las empresas
relacionadas al frente de cada ítem.
COSTOS EMPRESA
Extractor Semi-industrial $ 167.400 Grupo EIB
Extractor industrial $ 230.200 Grupo EIB
Ventana $ 50.000 Vidriería local
Polea $ 16.200 Home Center
Manila $ 11.500 HomeCenter
Barrera de madera $ 20.000 MadeCentro
Lámpara hermética $ 278.400 Técnica De Conexiones S.A
Espátula acero $ 11.900 Home Center
Sillas $ 1.050.000 Intercaster
Carro manual $ 45.000 Manuel Alvarado
Elementos de protección personal $ 769.800 Dotaciones el puerto
Señalización $ 187.500 Unlimited Publicidad
Demarcación $ 96.000 Pinturas Philacolor De Colombia
Total $ 2.933.900
Fuente: Elaborado por autora
64
5 CONCLUSIONES
Se puede concluir tras estudiar las condiciones del ambiente de trabajo de la
empresa, la importancia de implementar un plan de seguridad a tiempo para
prevenir los accidentes laborales que pueden presentarse al realizar una
actividad determinada; dado que en esta empresa los trabajadores
manifestaron haber tenido accidentes porque no conocían los riesgos
presentes es su área de trabajo.
Las visitas a la empresa y la recolección de información referente a su nivel
de seguridad industrial, permitieron crear un sub-programa de seguridad
industrial, el cual será presentado al dueño de la compañía y dará solución
a las falencias halladas.
El análisis de los datos obtenidos condujo a la priorización de los riesgos
más críticos a los que están expuestos los empleados en sus labores, es
decir, los niveles I y II según la norma GTC 45 de 2010.
La ausencia de dotación de elementos de protección personal por parte de
la empresa hacia sus trabajadores puede ocasionar lesiones tanto mínimas
como complejas a futuro.
Implementar un sub-programa de seguridad industrial en la empresa Café
Zuleta mejoraría de manera significativa las condiciones laborales de sus
empleados, y podría aportar a que el sentido de pertenencia de estos hacia
la empresa aumente.
Medir constantemente la calidad del ambiente de trabajo y las condiciones
en las que laboran los empleados es muy importante para evitar
complicaciones futuras a nivel interno de la empresa y jurídico.
El conocimiento de las enfermedades profesionales que se pueden llegar a
sufrir por las condiciones laborales y tener claro si hay falta de elementos
que permitan la prevención de las mismas, es fundamental para poder
actuar a tiempo.
65
Capacitar al personal compromete y hace efectiva la propuesta para
alcanzar la meta del subprograma, además de que genera en ellos un
sentido de superación y pertenencia por la compañía.
La implementación del presente subprograma es decisión final del gerente
de la compañía, puesto que se le presenta como una alternativa para
mejorar las falencias a nivel de seguridad industrial que posee la empresa.
Se hacen las siguientes recomendaciones:
Los bajos niveles académicos de las personas que laboran dentro de la
empresa, son un factor importante a la hora de evaluar su desconocimiento
en temas referentes a la seguridad industrial. Por lo que se recomienda que
la empresa brinde a sus empleados las capacitaciones necesarias sobre
temas de seguridad industrial, y mida los niveles de aprendizaje para
cerciorarse del entendimiento de los conceptos y las prácticas correctas.
En conversaciones verbales con la ARP Colpatria, se acuerda que si este
proyecto es puesto en práctica, se comprometen a realizar una capacitación
sin ningún costo.
66
6 BIBLIOGRAFÍA
CHIVENATO, Idalberto (1998). “administración de los Recursos Humanos”. Colombia. Editorial Lito Camargo Ltda. CORTEZ DIAZ José María .Seguridad e higiene del trabajo “técnicas de prevención en riesgos laborales”. Alfa Omega Grupo Editorial S.A. de C.V 2001 GALVA Ñ Pedro Varo. JULIO FERNANDEZ CEMPERE. Universidad de Alicante D.KEIT Denton (1988). “Seguridad Industrial- Administración De Métodos” CACEREZ, Rafael: Seguridad Industrial, Universidad Nacional Abierta, Noriega: limusa, 2002. MINISTERIO DE TRABAJO Y SEGURIDAD SOCIAL. Manual comité paritario de salud ocupacional. Imprenta nacional de Colombia, segunda edición 2009. MINISTERIO DE TRABAJO Y SEGURIDAD SOCIAL. Guía para el responsable de seguridad y salud ocupacional. Imprenta nacional de Colombia, 2010 MINISTERIO DE TRABAJO Y SEGURIDAD SOCIAL. Derechos y deberes en salud y riesgos profesionales. Imprenta nacional de Colombia, segunda edición 2010 NORMA TECNICA COLOMBIANA GTS 45. Guia para la identificación de los peligros y la valoración de los riesgos en seguridad y salud ocupacional, Diciembre de 2010 NORMA TECNICA COLOMBIANA GTS 34. Guía estructura básica del programa de salud ocupacional, Abril de 1997 ASFAHL Ray. Seguridad industrial y salud, cuarta edición, Editorial Prentice Hall, México 2010 MINISTERIO DE TRABAJO Y SEGURIDAD SOCIAL. Resolución numero 2013 junio 6 de 86 6.1 INFOGRAFÍA
http://www.minproteccionsocial.gov.co
http://seguridadindustrialapuntes.blogspot.com/2009/02/la-historia-de-la-seguridad-industrial.html
67
http://www.estrucplan.com.ar/articulos/verarticulo.asp?IDArticulo=2662
http://www.laseguridad.ws/consejo/consejo/html/biblioteca-legis/resolucion_2400.pdf http://recursosbiblioteca.utp.edu.co/tesisdigitales/texto/61362T164dp.pdf http://www.laseguridad.ws/consejo/consejo/html/biblioteca-legis/resolucion_2400.pdf http://redalyc.uaemex.mx/pdf/311/31100707.pdf http://www.elergonomista.com/27en01.html http://www-saludocupacionalosgebosa.blogspot.com/2009/02/subprograma-de-seguridad-industrial.html

68
7 GLOSARIO
Riesgo
Es la probabilidad de que una situación suceda y sus consecuencias afecten la
integridad física o emocional del individuo.
Prevención
Medidas que se adoptan para evitar el riesgo al que se está expuesto en la
actividad realizada.
Accidente de trabajo
Suceso repentino que sobreviene por causa o con ocasión del trabajo, y que
produce en el trabajador una lesión orgánica, una perturbación funcional, una
invalidez o la muerte. Es también accidente de trabajo aquel que se produce
durante la ejecución de órdenes del empleador o durante la ejecución de una
labor bajo su autoridad, incluso fuera del lugar y horas de trabajo.19
Actividad rutinaria: Según la norma GTC 45 de 2010 es “Actividad que
forma parte de un proceso de la organización, se ha planificado y es
estandarizable”.20
Actividad no rutinaria: “Actividad que no se ha planificado ni
estandarizado, dentro de un proceso de la organización o actividad que la
organización determine como no rutinaria por su baja frecuencia de ejecución.”
Diagnostico de las condiciones de trabajo.
19
GUIA TECNICA COLOMBIANA, Guía para la identificación de los peligros y la valoración de los riesgos en seguridad y salud ocupacional. Bogotá: Icontec, 2010, p. 1 20
GUIA TECNICA COLOMBIANA, Guía para la identificación de los peligros y la valoración de los riesgos en seguridad
y salud ocupacional. Bogotá: Icontec, 2010, p. 1
69
Según la norma GTC 45 de 2010 es “el resultado del procedimiento sistemático
para identificar, localizar y valorar “aquellos elementos, peligrosos que tienen
influencia significativa en la generación de riesgos para la seguridad y la salud
de los trabajadores”.
Elementos de protección personal
Es cualquier equipo o dispositivo que sirve como barrera entre alguna parte del
trabajador y los riesgos a los que pueda estar expuesto y así aumentar su
seguridad.
Enfermedad profesional
Se considera enfermedad profesional a todo estado patológico, permanente o
temporal, que sobrevenga como consecuencia obligada y directa de la clase de
trabajo que desempeña el trabajador, o del medio en que se ha visto obligado a
trabajar y que haya sido determinado como enfermedad profesional por el
gobierno nacional.21
Seguridad Industrial
La seguridad industrial es el conjunto de normas técnicas tendientes a
preservar la integridad física y mental de los trabajadores conservando
materiales, maquinaria, equipo instalaciones y todos aquellos elementos
necesarios para producir en las mejores condiciones de servicio y
productividad; estas normas son las encargadas de prevenir los accidentes y
deben cumplirse en su totalidad.22
Señalización Industrial
Se refiere al conjunto de estímulos visuales, con los cuales se informa al
trabajador o cualquier individuo acerca de la mejor conducta que debe tener
ante una situación o circunstancia que es importante resaltar.
21
ALCALDIA DE GENOVA QUINDIO. Manual De Salud Ocupacional Alcaldía De Génova 2.008 – 2011. Disponible en http://www.genova-quindio.gov.co/apc-aa-files/30383035616462356138303364333731/Manual_de_Salud_Ocupacional.pdf [Consultado el 6 de agosto de 2012] 22
FRANCO GONZALEZ, Juan C. Seguridad industrial (Salud Ocupacional). Quindío: Copyright, 1992, p. 39.
70
Capacitación
Actividad por medio de la cual se brinda una enseñanza de conocimientos, que
posteriormente al ser implementados mejoren los procesos laborales
habituales.
Incapacidad temporal
Es cuando el empleado se encuentra imposibilitado para llevar a cabo sus
labores por un periodo de tiempo corto (días).
Incapacidad parcial
Es cuando el empleado pierde su capacidad laboral en un porcentaje de entre
5 y 49,9 %.
Invalidez
Es la perdida de la capacidad laboral del empleado de un 50% o más.
71
ANEXOS
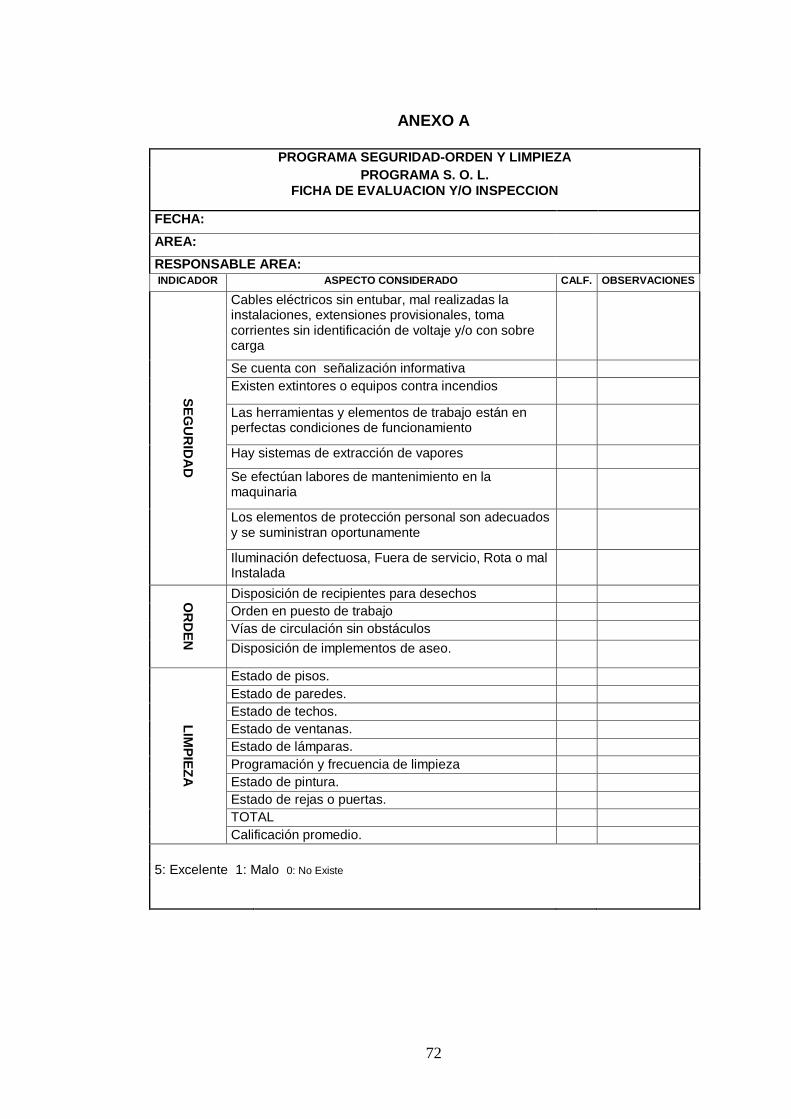
72
ANEXO A
PROGRAMA SEGURIDAD-ORDEN Y LIMPIEZA
PROGRAMA S. O. L.
FICHA DE EVALUACION Y/O INSPECCION
FECHA:
AREA:
RESPONSABLE AREA: INDICADOR ASPECTO CONSIDERADO CALF. OBSERVACIONES
SE
GU
RID
AD
Cables eléctricos sin entubar, mal realizadas la instalaciones, extensiones provisionales, toma corrientes sin identificación de voltaje y/o con sobre carga
Se cuenta con señalización informativa
Existen extintores o equipos contra incendios
Las herramientas y elementos de trabajo están en perfectas condiciones de funcionamiento
Hay sistemas de extracción de vapores
Se efectúan labores de mantenimiento en la maquinaria
Los elementos de protección personal son adecuados y se suministran oportunamente
Iluminación defectuosa, Fuera de servicio, Rota o mal Instalada
OR
DE
N
Disposición de recipientes para desechos
Orden en puesto de trabajo
Vías de circulación sin obstáculos
Disposición de implementos de aseo.
LIM
PIE
ZA
Estado de pisos.
Estado de paredes.
Estado de techos.
Estado de ventanas.
Estado de lámparas.
Programación y frecuencia de limpieza
Estado de pintura.
Estado de rejas o puertas.
TOTAL
Calificación promedio.
5: Excelente 1: Malo 0: No Existe
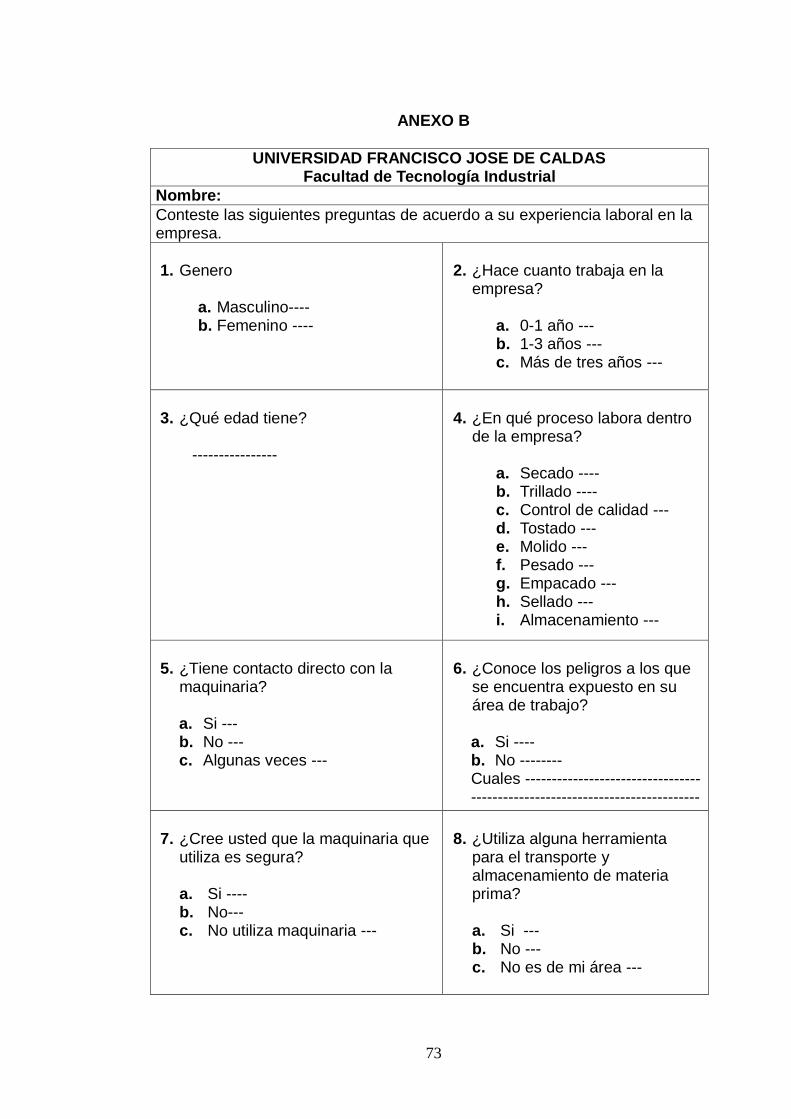
73
ANEXO B
UNIVERSIDAD FRANCISCO JOSE DE CALDAS Facultad de Tecnología Industrial
Nombre:
Conteste las siguientes preguntas de acuerdo a su experiencia laboral en la empresa.
1. Genero
a. Masculino---- b. Femenino ----
2. ¿Hace cuanto trabaja en la
empresa?
a. 0-1 año --- b. 1-3 años --- c. Más de tres años ---
3. ¿Qué edad tiene?
----------------
4. ¿En qué proceso labora dentro
de la empresa?
a. Secado ---- b. Trillado ---- c. Control de calidad --- d. Tostado --- e. Molido --- f. Pesado --- g. Empacado --- h. Sellado --- i. Almacenamiento ---
5. ¿Tiene contacto directo con la
maquinaria?
a. Si --- b. No --- c. Algunas veces ---
6. ¿Conoce los peligros a los que
se encuentra expuesto en su área de trabajo? a. Si ---- b. No -------- Cuales ----------------------------------------------------------------------------
7. ¿Cree usted que la maquinaria que
utiliza es segura? a. Si ---- b. No--- c. No utiliza maquinaria ---
8. ¿Utiliza alguna herramienta
para el transporte y almacenamiento de materia prima? a. Si --- b. No --- c. No es de mi área ---
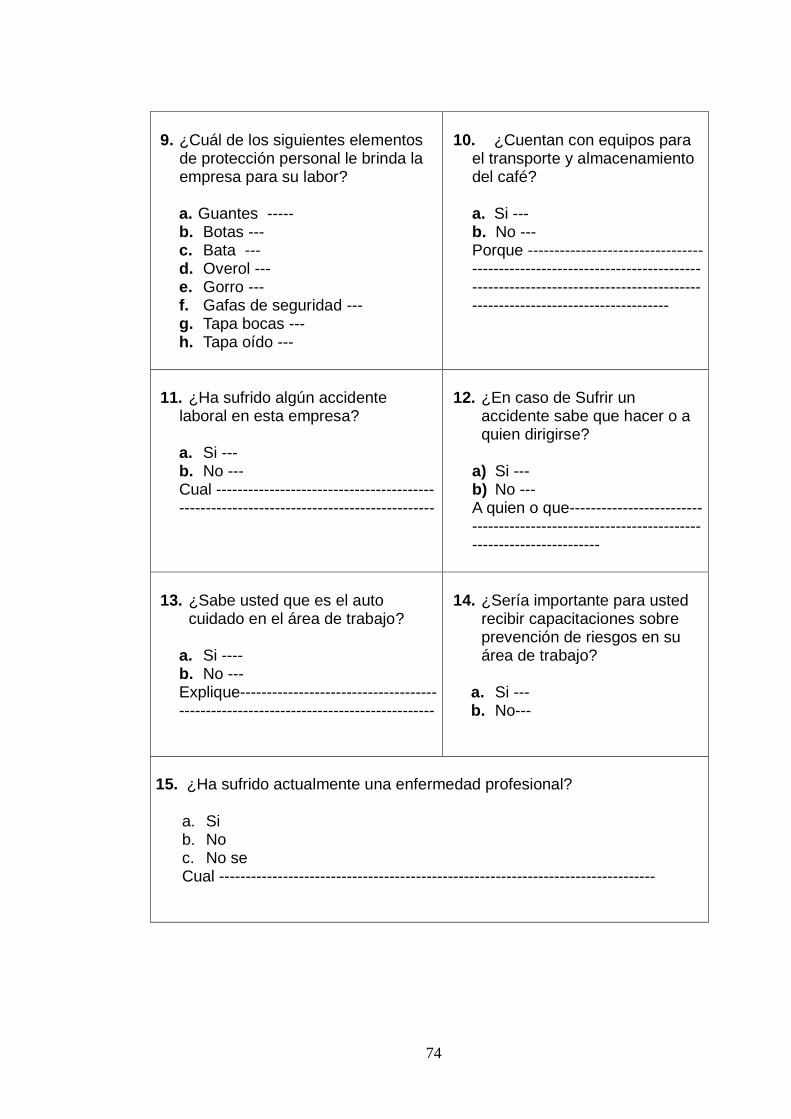
74
9. ¿Cuál de los siguientes elementos
de protección personal le brinda la empresa para su labor?
a. Guantes ----- b. Botas --- c. Bata --- d. Overol --- e. Gorro --- f. Gafas de seguridad --- g. Tapa bocas --- h. Tapa oído ---
10. ¿Cuentan con equipos para
el transporte y almacenamiento del café?
a. Si --- b. No --- Porque ------------------------------------------------------------------------------------------------------------------------------------------------------------
11. ¿Ha sufrido algún accidente
laboral en esta empresa?
a. Si --- b. No --- Cual -----------------------------------------------------------------------------------------
12. ¿En caso de Sufrir un
accidente sabe que hacer o a quien dirigirse?
a) Si --- b) No --- A quien o que--------------------------------------------------------------------------------------------
13. ¿Sabe usted que es el auto
cuidado en el área de trabajo?
a. Si ---- b. No --- Explique-------------------------------------------------------------------------------------
14. ¿Sería importante para usted
recibir capacitaciones sobre prevención de riesgos en su área de trabajo?
a. Si --- b. No---
15. ¿Ha sufrido actualmente una enfermedad profesional?
a. Si b. No c. No se Cual ----------------------------------------------------------------------------------
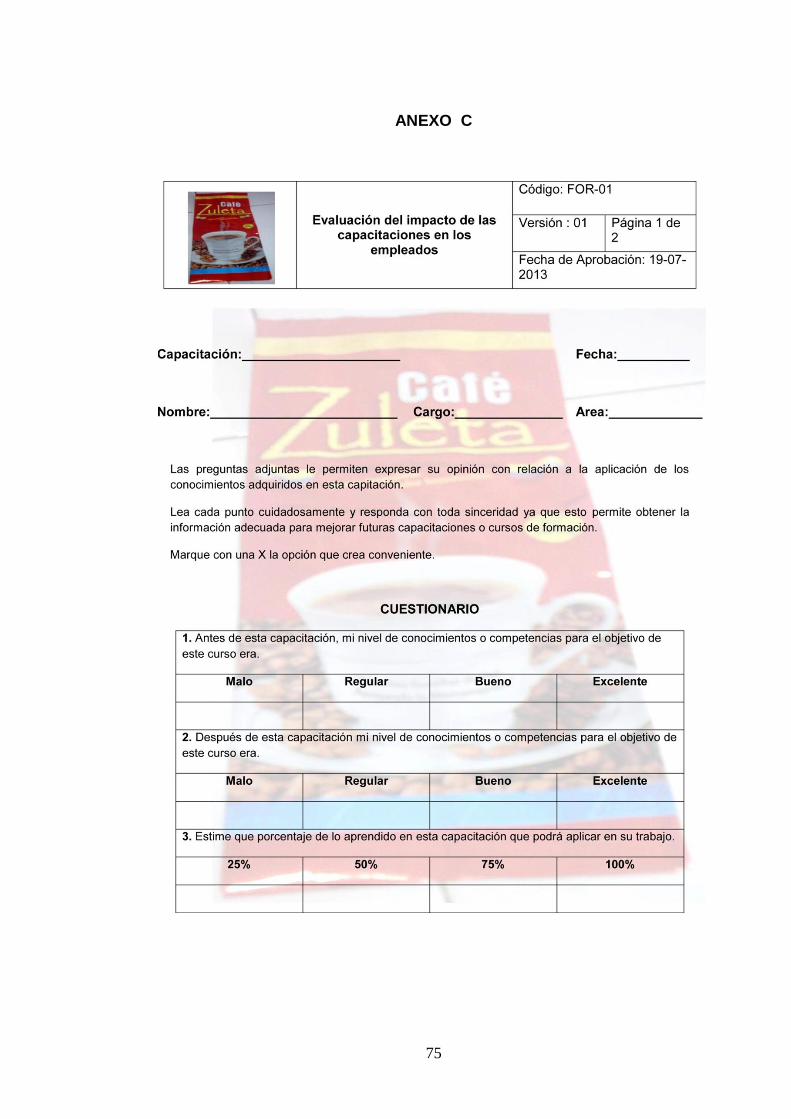
75
ANEXO C
76
ANEXO C
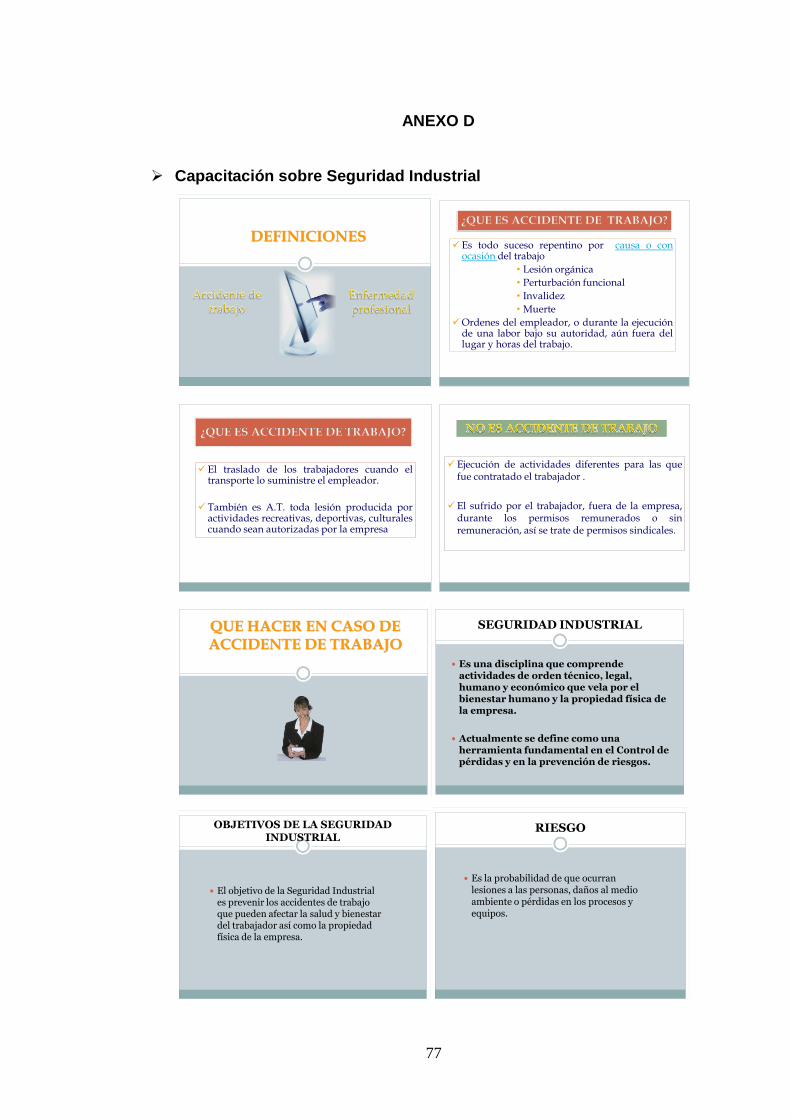
77
ANEXO D
Capacitación sobre Seguridad Industrial
DEFINICIONESEs todo suceso repentino por causa o conocasión del trabajo
• Lesión orgánica
• Perturbación funcional
• Invalidez
• Muerte
Ordenes del empleador, o durante la ejecuciónde una labor bajo su autoridad, aún fuera dellugar y horas del trabajo.
El traslado de los trabajadores cuando eltransporte lo suministre el empleador.
También es A.T. toda lesión producida poractividades recreativas, deportivas, culturalescuando sean autorizadas por la empresa
Ejecución de actividades diferentes para las quefue contratado el trabajador .
El sufrido por el trabajador, fuera de la empresa,durante los permisos remunerados o sinremuneración, así se trate de permisos sindicales.
QUE HACER EN CASO DE ACCIDENTE DE TRABAJO
SEGURIDAD INDUSTRIAL
Es una disciplina que comprende actividades de orden técnico, legal, humano y económico que vela por el bienestar humano y la propiedad física de la empresa.
Actualmente se define como una herramienta fundamental en el Control de pérdidas y en la prevención de riesgos.
OBJETIVOS DE LA SEGURIDAD INDUSTRIAL
El objetivo de la Seguridad Industrial es prevenir los accidentes de trabajo que pueden afectar la salud y bienestar del trabajador así como la propiedad física de la empresa.
RIESGO
Es la probabilidad de que ocurran lesiones a las personas, daños al medio ambiente o pérdidas en los procesos y equipos.
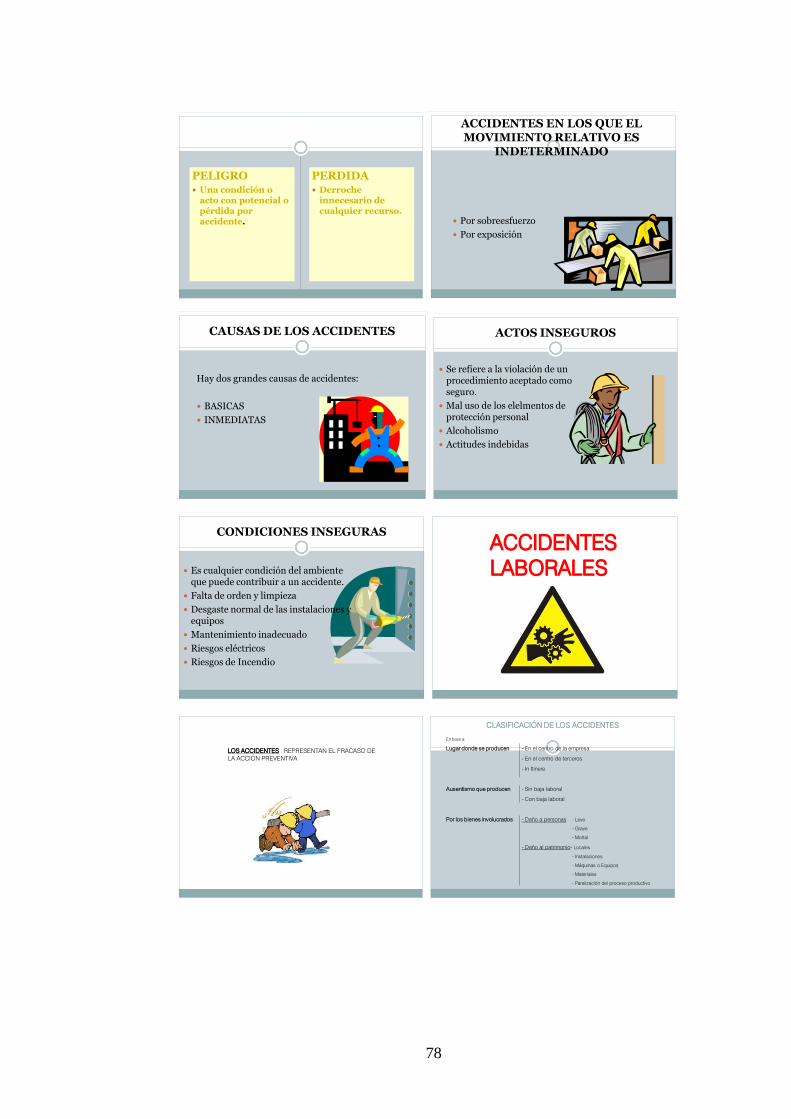
78
PELIGRO Una condición o
acto con potencial o pérdida por accidente.
PERDIDA Derroche
innecesario de cualquier recurso.
ACCIDENTES EN LOS QUE EL MOVIMIENTO RELATIVO ES
INDETERMINADO
Por sobreesfuerzo
Por exposición
CAUSAS DE LOS ACCIDENTES
Hay dos grandes causas de accidentes:
BASICAS
INMEDIATAS
ACTOS INSEGUROS
Se refiere a la violación de un procedimiento aceptado como seguro.
Mal uso de los elelmentos de protección personal
Alcoholismo
Actitudes indebidas
CONDICIONES INSEGURAS
Es cualquier condición del ambiente que puede contribuir a un accidente.
Falta de orden y limpieza
Desgaste normal de las instalaciones y equipos
Mantenimiento inadecuado
Riesgos eléctricos
Riesgos de Incendio
ACCIDENTES
LABORALES
LOS ACCIDENTES REPRESENTAN EL FRACASO DE
LA ACCIÓN PREVENTIVA
CLASIFICACIÓN DE LOS ACCIDENTES
En base a:
Lugar donde se producen - En el centro de la empresa
- En el centro de terceros
- In Itinere
Ausentismo que producen - Sin baja laboral
- Con baja laboral
Por los bienes involucrados - Daño a personas - Leve
- Grave
- Mortal
- Daño al patrimonio- Locales
- Instalaciones
- Máquinas o Equipos
- Materiales
- Paralización del proceso productivo
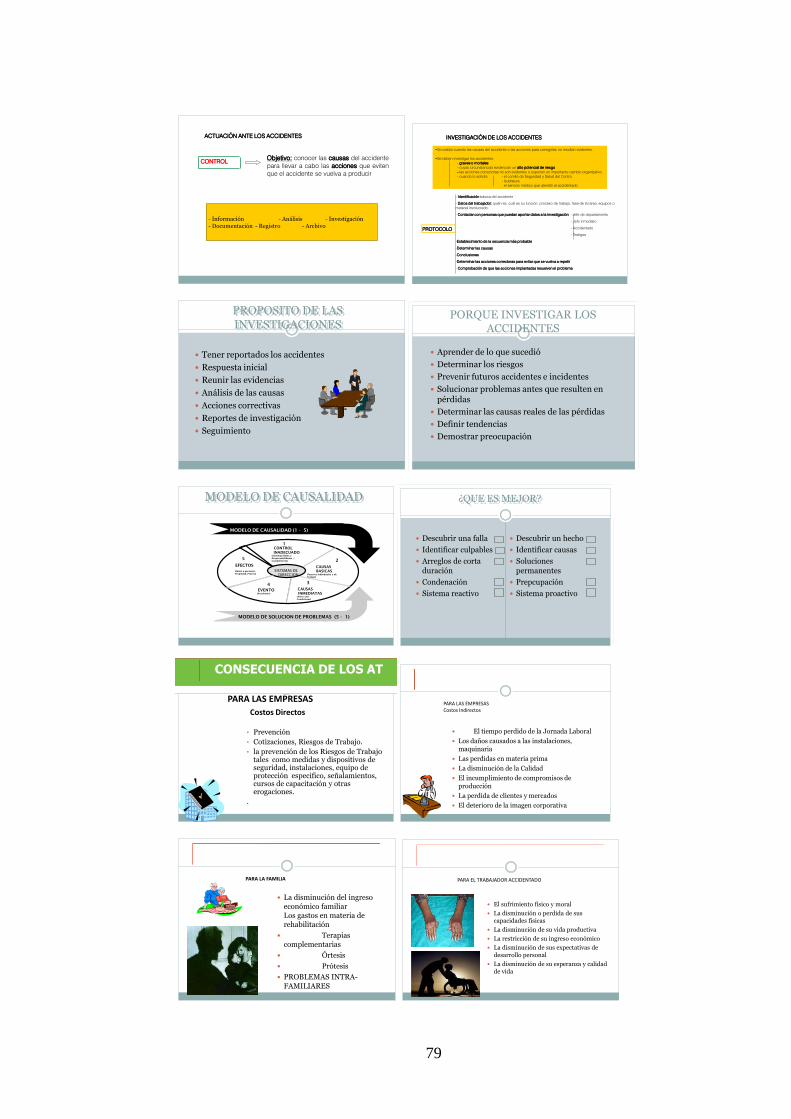
79
ACTUACIÓN ANTE LOS ACCIDENTES
CONTROLObjetivo: conocer las causas del accidente
para llevar a cabo las acciones que eviten
que el accidente se vuelva a producir
- Información - Análisis - Investigación- Documentación - Registro - Archivo
INVESTIGACIÓN DE LOS ACCIDENTES
- Identificación básica del accidente
- Datos del trabajador: quién es, cuál es su función, proceso de trabajo, fase de la tarea, equipos o
material involucrado.
- Contactar con personas que puedan aportar datos a la investigación - Jefe de departamento
- Jefe inmediato
- Accidentado
- Testigos
-Establecimiento de la secuencia más probable
-Determinar las causas
-Conclusiones
-Determinar las acciones correctoras para evitar que se vuelva a repetir
- Comprobación de que las acciones implantadas resuelven el problema
•Se realiza cuando las causas del accidente o las acciones para corregirlas no resultan evidentes.
•Se deben investigar los accidentes:
- graves o mortales
- cuyas circunstancias evidencian un alto potencial de riesgo
- las acciones correctoras no son evidentes o suponen un importante cambio organizativo.
- cuando lo solicite: - el comité de Seguridad y Salud del Centro
- la jefatura
- el servicio médico que atendió al accidentado
PROTOCOLO
PROPOSITO DE LAS INVESTIGACIONES
Tener reportados los accidentes
Respuesta inicial
Reunir las evidencias
Análisis de las causas
Acciones correctivas
Reportes de investigación
Seguimiento
PORQUE INVESTIGAR LOS ACCIDENTES
Aprender de lo que sucedió
Determinar los riesgos
Prevenir futuros accidentes e incidentes
Solucionar problemas antes que resulten en pérdidas
Determinar las causas reales de las pérdidas
Definir tendencias
Demostrar preocupación
MODELO DE CAUSALIDAD
5
EFECTOS
Daños a personas,
Propiedad, Proceso
4
EVENTO
(Accidenete)
SISTEMAS DE
DIRECCION
3
CAUSAS
INMEDIATAS
(Actos and
Condiciones)
2
CAUSAS
BASICAS
(Factores Individuales y de
Trabajo)
1
CONTROL
INADECUADO
(Sistemas/Roles y
Responsabilidades /
Cumplimiento)
MODELO DE SOLUCION DE PROBLEMAS (5 - 1)
MODELO DE CAUSALIDAD (1 - 5)
¿QUE ES MEJOR?
Descubrir una falla
Identificar culpables
Arreglos de corta duración
Condenación
Sistema reactivo
Descubrir un hecho
Identificar causas
Soluciones permanentes
Prepcupación
Sistema proactivo
• Prevención
• Cotizaciones, Riesgos de Trabajo.
• la prevención de los Riesgos de Trabajo tales como medidas y dispositivos de seguridad, instalaciones, equipo de protección especifico, señalamientos, cursos de capacitación y otras erogaciones.
.
CONSECUENCIA DE LOS AT
PARA LAS EMPRESAS
Costos Directos
El tiempo perdido de la Jornada Laboral
Los daños causados a las instalaciones, maquinaria
Las perdidas en materia prima
La disminución de la Calidad
El incumplimiento de compromisos de producción
La perdida de clientes y mercados
El deterioro de la imagen corporativa
CONSECUENCIA DE LOS AT
PARA LAS EMPRESAS Costos Indirectos
La disminución del ingreso económico familiar Los gastos en materia de rehabilitación
Terapias complementarias
Órtesis
Prótesis
PROBLEMAS INTRA-FAMILIARES
CONSECUENCIA DE LOS AT
PARA LA FAMILIA
El sufrimiento físico y moral
La disminución o perdida de sus capacidades físicas
La disminución de su vida productiva
La restricción de su ingreso económico
La disminución de sus expectativas de desarrollo personal
La disminución de su esperanza y calidad de vida
CONSECUENCIA DE LOS AT
PARA EL TRABAJADOR ACCIDENTADO