estudio de factibilidad para la adquisicion de...
TRANSCRIPT

ESTUDIO DE FACTIBILIDAD PARA LA ADQUISICIÓN DE NUEVA TECNOLOGÍA EN LA FABRICACIÓN DE SUEROS ENVASADOS EN BOLSAS
DE PVC EN LABORATORIOS QUIBI S.A
LUIS FERNANDO ACEVEDO GÓMEZ JULIO CESAR GIRALDO ROCHA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA INGENIERÍA DE PRODUCCIÓN
BOGOTÁ 2012

ESTUDIO DE FACTIBILIDAD PARA LA ADQUISICIÓN DE NUEVA TECNOLOGÍA EN LA FABRICACIÓN DE SUEROS ENVASADOS EN BOLSAS
DE PVC EN LABORATORIOS QUIBI S.A
LUIS FERNANDO ACEVEDO GÓMEZ JULIO CESAR GIRALDO ROCHA
Trabajo de grado presentado como requisito para optar por el título de Ingeniería de Producción
Director: FAOLAIN CHAPARRO
Ingeniero Mecánico
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA
INGENIERÍA DE PRODUCCIÓN BOGOTÁ
2012

Nota de aceptación:
________________________________
________________________________
________________________________
________________________________
________________________________
________________________________ Firma del Director(a) del proyecto
________________________________ Firma del Jurado
________________________________ Firma del Jurado
Bogotá, 5 de Septiembre de 2012

DEDICATORIA
“Este trabajo de grado se lo dedico ante todo a Dios, que me ha acompañado a lo largo de mi vida, a mi familia por ser el apoyo para levantarme día a día y a mis amigos, compañeros y
profesores por ser la apoyo en mi camino profesional”
Luis Fernando Acevedo Gómez
“A Dios por haberme permitido llegar hasta este punto con salud para lograr mis objetivos, a mi abuela por su apoyo, consejos, valores, motivación constante que me ha permitido ser
una persona de bien, a mi hijo por ser el motivo por el cual me levanto cada día y a mis amigos por su compañía”
Julio Cesar Giraldo Rocha

AGRADECIMIENTOS
A la Universidad Distrital Francisco José de Caldas y en especial a la Facultad Tecnológica por el apoyo brindado durante toda la carrera de Ingeniería en Producción Al Ingeniero FAOLAIN CHAPARRO, quien oriento con sus mejores aportes académicos, su dedicación, valentía, logrando despertar en nosotros motivos de trabajo y de transformación humana. A los ingenieros Rodrigo Quintero y Pablo Garzón por su atención, motivación y contribución al desarrollo de este trabajo. A Laboratorios Quibi por abrir las puertas para realizar el presente estudio, especialmente al Gerente General el Doctor Antonio Malaver Afanador, al Director Técnico el Doctor Jorge Enrique Parada y al Ingeniero de Mantenimiento Elías Murrillo, por su ayuda y contribución al desarrollo de este proyecto A nuestros compañeros, quienes nos ayudaron a desarrollar la amistad y la empatía necesarias para trabajar en equipo.

TABLA DE CONTENIDO
0. INTRODUCCIÓN ..................................................................................................... 3
1. GENERALIDADES .................................................................................................. 4
1.1 PROBLEMA .............................................................................................................. 4
1.1.1. Definición del problema…………………………………………………………. 4
1.1.2. Formulación del problema……………………………………………………… 5
1.2. JUSTIFICACIÓN ...................................................................................................... 6
1.3. OBJETIVOS ............................................................................................................. 7
1.3.1. General……………………………………………………………………………. 7
1.3.2. Específicos……………………………………………………………………….. 7
1.4. DELIMITACIÓN ....................................................................................................... 7
1.5. METODOLOGÍA ...................................................................................................... 8
2. MARCO REFERENCIAL ...................................................................................... 10
2.1 MARCO HISTÓRICO ............................................................................................ 10
2.1.1 Sector e Historia…………………………………………………………………. 10
2.1.2 Análisis del entorno……………………………………………………………. 10
2.2 MARCO CONCEPTUAL ....................................................................................... 11
2.3 MARCO TEORICO ................................................................................................ 14
2.3.1 Estudio de Factibilidad…………………………………………………………. 14
2.3.2 Análisis Cuantitativo……………………………………………………………. 16
2.3.3 Infraestructura del sector Farmacéutico………………………………………. 19
2.3.4 Entorno político………………………………………………………………….. 21
2.4 MARCO NORMATIVO .......................................................................................... 22
3. ESTUDIO DE MERCADO .................................................................................... 25
3.1 IDENTIFICACIÒN DEL PRODUCTO ................................................................. 25
3.1.1 Aspectos Diferenciales…………………………………………………………. 26
3.2 MERCADO ............................................................................................................. 27
3.2.1 Ámbito Geográfico…………………………………………………………….. 27
3.2.2 Líneas de Mercado…………………………………………………………….. 27
3.3 CARACTERIZACIÓN DE LA COMPETENCIA ................................................. 27
3.4 PRECIO COMPETIDORES EN EL MERCADO ............................................... 30
3.5 CANALES DE DISTRIBUCIÒN ........................................................................... 31
3.6 PROMOCIÓN ......................................................................................................... 32
3.7 DEMANDA .............................................................................................................. 33
4. ESTUDIO TÉCNICO O DE INGENIERÍA .......................................................... 37
4.1 DEFINICIÓN DEL PROCESO ............................................................................. 37
4.1.1 Estado Actual……………………………………………………………………. 37
4.1.2 Proceso de Fabricación………………………………………………………… 37
4.2 ANÁLISIS PROCESOS Y TECNOLOGIAS EXISTENTES ............................ 41
4.3 EQUIPO Y MAQUINARIA .................................................................................... 43
4.4 PERSONAL Y DISTRIBUCIÓN EN PLANTA ................................................... 48
4.4.2 Distribución en Planta………………………………………………………….. 50
4.5 COSTOS ................................................................................................................. 55
4.5.1 Costos de obra civil y maquinaria……………………………………………… 55
4.5.2 Costo Total de la Inversión……………………………………………………... 56
4.5.3 Costos Unitarios…………………………………………………………………. 56
5. Estudio Organizacional ......................................................................................... 61
5.1. PLATAFORMA ESTRATÉGICA………………………………………………. 61
6. Estudio Financiero ................................................................................................. 66
6.1. PRESUPUESTO DE INGRESOS ....................................................................... 67
6.2. Presupuesto de Operaciones .............................................................................. 69
6.3. ESTADOS FINANCIEROS .................................................................................. 70
6.3.1. Estado de pérdidas y Ganancias………………………………………………. 70
6.3.2. Estado de flujos de efectivo……………………………………………………. 72
6.3.3. Balance General…………………………………………………………………. 74
6.4. VIABILIDAD DEL PROYECTO ........................................................................... 76
7. CONCLUSIONES .................................................................................................. 78
8. RECOMENDACIONES ......................................................................................... 80
9. BIBLIOGRAFIAS ................................................................................................... 81

INDICE DE TABLAS
Tabla 1. Metodología de Trabajo ............................................................................. 8
Tabla 2. Indicadores económicos .......................................................................... 17
Tabla 3. Principales empresas competidoras. ....................................................... 29
Tabla 4. Precio de venta sueros en bolsa de PVC principales competidores ........ 30
Tabla 5. Histórico de Ventas Canal Institucional y Comercial .............................. 33
Tabla 6. Tabla de Correlaciones Canal Comercial ................................................ 35
Tabla 7. Tabla de Correlaciones Canal Institucional ............................................. 35
Tabla 8. Demanda Potencial Canal Comercial ..................................................... 36
Tabla 9. Demanda Potencial Canal Institucional .................................................. 36
Tabla 10. Proceso fabricación sueros envasados en bolsas de PVC ................... 38
Tabla 11. Análisis del proceso actual y mejoras necesarias ................................. 42
Tabla 12 Tanques de almacenamiento Agua Destilada ........................................ 43
Tabla 13. Equipos de Apoyo Crítico ...................................................................... 47
Tabla 14. Número de operario actual .................................................................... 48
Tabla 15. Número de operario propuesta .............................................................. 49
Tabla 16. Distribución en m2 por área ................................................................... 53
Tabla 17. Máquina y Equipos de áreas ................................................................. 53
Tabla 18. Costo de Obra civil ................................................................................ 55
Tabla 19. Costo de equipos ................................................................................... 56
Tabla 20. Costos unitarios actuales ....................................................................... 57
Tabla 21. Costos unitarios año 1 ........................................................................... 57
Tabla 22. Costos unitarios año 2 ........................................................................... 58
Tabla 23. Costos unitarios año 3 ........................................................................... 58
Tabla 24. Costos unitarios año 4 ........................................................................... 59
Tabla 25. Costos unitarios año 5 ........................................................................... 59
Tabla 26. Matriz DOFA .......................................................................................... 64
Tabla 27 Inversión Inicial ....................................................................................... 66
Tabla 28 Resumen Amortización .......................................................................... 67

Tabla 29 Proyecciones de los ingresos hasta el año 5 del proyecto .................... 68
Tabla 30 Presupuesto de Gastos y Costos .......................................................... 69
Tabla 31 Estado de Resultados Proyectado ........................................................ 71
Tabla 32 Estado de Flujo de Efectivo para proyecto ............................................ 73
Tabla 33 Balance General proyecto Financiado con Recursos Propios .............. 74
Tabla 34 VPN proyecto ....................................................................................... 76
Tabla 35 TIR proyecto Financiado por Terceros en un 60% ............................... 77
Tabla 36 Cálculo de la relación costo – beneficio proyecto Financiado con
Recursos Propios ................................................................................ 77
Tabla 37 Resumen ............................................................................................... 77

INDICE DE FIGURAS
Figura 1. Gremios sector farmacéutico colombiano .............................................. 20
Figura 2. Gama de Sueros .................................................................................... 25
Figura 3. Gama de Sueros en bolsa de PVC ........................................................ 26
Figura 4. Ubicación de Laboratorios Quibi ............................................................ 27
Figura 5. Canal Comercial..................................................................................... 31
Figura 6. Canal Institucional .................................................................................. 31
Figura 7. Plano actual de la Empresa ................................................................... 51
Figura 8. Plano Propuesto General (Línea de Fabricación de Sueros envasados
en Bolsas de PVC) .................................................................................. 54
Figura 9. Organigrama general y Organigrama gerencia técnica.......................... 62

INDICE DE GRÁFICOS
Gráfico 1. Consumo aparente de la industria farmacéutico en Colombia (Valores
en Millones de Dólares)............................................................................. 4
Gráfico 2. Consumo de sueros envasados en Bolsa PVC para Laboratorios Quibi
S.A.(Valores en Unidades) ........................................................................ 5
Gráfico 3. Valor Presente Neto ............................................................................. 76

INDICE DE ANEXOS
ANEXO A PRONOSTICOS ANEXO B COSTOS DEL PROYECTO

3
0. INTRODUCCIÓN
El sector farmacéutico Colombiano es de gran importancia para el país siendo una industria con más de 30 años de trayectoria con un desarrollo en los últimos 15 años. Según cifras de Proexport, en 2009 la industria farmacéutica fue el segundo sector de alta tecnología con mayor crecimiento de sus exportaciones, después del sector de instrumentos y aparatos, al registrar un aumento de 12,5% en sus ventas, las cuales llegaron a US$386,3 millones, además, es una de los sectores más dinámicos en materia económica, según un estudio realizado por U.S. International Trade Commission1. El sector ofrece al mercado nacional un portafolio de cerca de 18.397 medicamentos que deben ser controlados por cada fabricante y por el gobierno mismo. Otra señal del progreso del sector es que en 1995 Colombia solo exportaba medicamentos a tres destinos: Venezuela, Ecuador y Perú, y con el “Tratado de Montevideo2” hoy los laboratorios nacionales comercializan estos medicamentos en 15 países, entre los que se destacan Chile, Paraguay, Uruguay, Bolivia, Panamá, Costa Rica, Guatemala, El Salvador, Honduras, República Dominicana y Venezuela, aunque las ventas a este último país han caído a un ritmo de 40% en los últimos dos años3.
Además de esto, la Súper Intendencia de Industria y Comercio para el año 2009 informó que de las patentes que se efectuaron para la industria farmacéutica Colombiana, únicamente dos fueron otorgadas, ya que la mayoría se consideraron no patentables por falta de novedad, nivel inventivo y por desconocimiento sobre los últimos desarrollos ya existentes en otros países.
Por esta razón es fundamental avanzar y consolidar sistemas sólidos aumentando la conciencia tecnológica e incentivar e invertir en Investigación y Desarrollo para desarrollar tecnologías nacionales4.
Quibi S.A tiene como objetivo el aprovechamiento de los recursos y al desarrollo, implementación y evaluación de nuevas tecnologías aplicables a esta industria.
2 Latinpyme: Centro de desarrollo empresarial publicado en Mayo 25 de 2010.
3 Acta mercosul: Tratado de Montevideo1980, http://www2.uol.com.br/actasoft/actamercosul/espanhol/tratado de
montevideo1980.htm 4 Revista Dinero: Tomado de la edición marzo 3 de 2010. Publicado por Aura María Portilla Mera Marzo 23 de 2010
5 Grupo de Estudios sectoriales: Dirección de Desarrollo Empresarial. Departamento Nacional de Planeación. Ana María
Mojica

4
1. GENERALIDADES
1.1 PROBLEMA 1.1.1. Definición del problema. El alto nivel de competencia del sector farmacéutico nacional y el aumento de la demanda han generado grandes cambios en los procesos productivos y tecnológicos empresariales. A continuación en el Gráfico 1 se presenta el consumo de farmacéuticos a 2007 donde se evidencia el crecimiento de la industria en los últimos años. . Gráfico 1. Consumo aparente de la industria farmacéutico en Colombia (Valores en Millones de Dólares)
Fuente. DANE-DIAN – Cálculos Cámara Farmacéutica - ANDI Asimismo, en los últimos años se ha aumentado la demanda de sueros envasados en bolsas de PVC para Quibi (Ver Gráfico 2) y para este tipo de producto el mercado en Colombia lo abarcan Laboratorios Baxter, Fresenius Medical Care2, Ropson Therapeutic y Biogen en materiales como polipropileno de baja densidad quienes son los que imponen los precios de venta en el mercado.

5
Gráfico 2. Consumo de sueros envasados en Bolsa PVC para Laboratorios Quibi S.A.(Valores en Unidades)
Fuente. Laboratorios Quibi Además de esto según datos suministrador por Quibi, se dejó de tener ingresos en los años 2010 y 2011 por $294.651.332 debido a que no se tenía producto disponible para la venta. Por lo anterior y para aumentar el porcentaje de participación en el mercado se hace necesario estandarizar procesos y mejorar el componente tecnológico. Con esto se busca ser más competitivos en precios ya que la competencia es quien los impone en la actualidad, esto, sin dejar de lado factores importantes como rentabilidad, productividad y calidad de producto. 1.1.2. Formulación del problema. ¿Desde el punto de vista de un estudio de factibilidad cual es la viabilidad para una nueva línea de producción en la fabricación de sueros envasados en bolsas de PVC en la compañía QUIBI S.A.?
$922,377.55
$899,242.74
$968,748.50
$1,637,527.13
$1,238,972.19
$2,142,666.54
$2,528,389.06
$-
$500,000.00
$1,000,000.00
$1,500,000.00
$2,000,000.00
$2,500,000.00
$3,000,000.00
2004 2005 2006 2007 2008 2009 2010 2011 2012
Comportamiento Ventas (Miles de $) de Sueros en Bolsa PVC

6
1.2. JUSTIFICACIÓN
Teniendo en cuenta el repunte de ventas del sector como se observa en el Gráfico 1, el aumento en las ventas de Sueros envasados en bolsas PVC (Gráfico 2) de Quibi S.A. y la imposición de precios de venta de la competencia hace que la compañía se vea en la necesidad de replantear su estrategia empresarial respecto a esta gama de productos. Para lo anterior la compañía cuenta con los conocimientos, procesos y técnicas necesarias para la fabricación de este tipo de productos, además se tiene un área integrada a la planta de producción con comunicación directa y sistemas comunes, la cual tiene capacidad instalada y aprobada con BPM para la fabricación de sueros de tipo inyectable y oral, dicha planta está aprobada por ICA5 y el INVIMA6 para este y otro tipo de productos, esto refleja una larga experiencia en los asuntos regulatorios que se deben asumir, además de esto la compañía solicita este estudio, pues su idea es aumentar la capacidad de producción a un menor costo y tiempo Siguiendo lo anterior se visualiza la posibilidad de que el presente proyecto contribuya con el proceso de reactivación empresarial que ha llevado durante los últimos 10 años la empresa y por la cual se encuentra acogida mediante la Ley 550 de 1999.
6 Instituto colombiano Agropecuario: diseña y ejecuta estrategias para prevenir, controlar y reducir riesgos sanitarios,
biológicos y químicos para las especies animales y vegetales, que puedan afectar la producción agropecuaria, forestal, pesquera y acuícola de Colombia. 6Instituto Nacional de Vigilancia de Medicamentos y Alimentos: Vigilancia y control de carácter técnico
científico, para proteger la salud individual y colectiva de los colombianos mediante la aplicación de las normas
sanitarias relacionadas con los productos de su competencia.

7
1.3. OBJETIVOS 1.3.1. General Realizar un estudio de factibilidad para determinar la viabilidad de la implementación de una línea de producción de sueros envasados en bolsas de PVC en QUIBI S.A. 1.3.2. Específicos
Estimar la proyección de ventas tanto para el canal institucional como para canal comercial mediante un análisis del mercado actual.
Determinar la capacidad y la tecnología necesaria para la producción de sueros envasados en bolsas de PVC todo esto encaminado a la satisfacción del potencial de ventas actual y proyectada.
Establecer una distribución en planta para el proceso que integre de manera efectiva todos los factores que afecten el producto.
Identificar la estructura estratégica y organizacional que el proyecto requiere para el funcionamiento óptimo.
Determinar la factibilidad financiera y económica del proyecto.
1.4. DELIMITACIÓN
El alcance del proyecto se limita al estudio de factibilidad determinando la viabilidad operativa, técnica y económica para este proceso, su implementación y seguimiento serán evaluados por la organización teniendo en cuenta este estudio.

8
1.5. METODOLOGÍA Tabla 1. Metodología de Trabajo
OBJETIVOS ACTIVIDAD MÉTODO EJECUCIÓN
1
Estimar la proyección de ventas tanto para el canal institucional como para canal comercial mediante un análisis del mercado actual.
Cualitativo y Cuantitativo
Identificación las necesidades de mercado más importantes (precio, productos, canales de distribución, promoción, competencia, etc.)
Cualitativo y Cuantitativo
Se determinaran las cantidades que los clientes estén dispuestos a adquirir por medio de series estadísticas (pronósticos) y a través de entes especializados como IMS.
2
Determinar la capacidad y la tecnología necesaria para la producción de sueros envasados en bolsas de PVC todo esto encaminado a la satisfacción del potencial de ventas actual y proyectada.
Cualitativo y Cuantitativo
Se realizara una descripción de las actividades para la fabricación, incluyendo un diagrama del proceso.
Cualitativo y Cuantitativo
Determinar cómo esta y como debe estar compuesta el área de fabricación, cuantas personas participan y demás que tengan lugar en el proceso según las necesidades de las proyecciones en ventas.
3
Establecer una distribución en planta para el proceso que integre de manera efectiva todos los factores que afecten el producto
Cualitativo y Cuantitativo
Hacer un diagnóstico previo acerca del espacio disponible para el proyecto, e investigar el mejor método de distribución que se adecue.
Cualitativo y Cuantitativo
Realizar la distribución, teniendo en cuenta la normatividad, y las características especificas de este tipo de productos..
4
Identificar la estructura estratégica y organizacional que el proyecto requiere para el funcionamiento óptimo.
Cuantitativo Analizar la estructura organizacional de la empresa y proponer un DOFA teniendo en cuenta las variables de gran importancia para el proyecto.

9
OBJETIVOS ACTIVIDAD MÉTODO EJECUCIÓN
5
Determinar la factibilidad financiera y económica del proyecto
Cualitativo y Cuantitativo
Determinar el costo de producto terminado, así mismo determinar cuál es precio al cual se debería vender el producto.
Cualitativo y Cuantitativo
Realizar el Plan Financiero del Proyecto (Plan de Inversión, Proyección de resultados, Flujos de Caja y Punto de Equilibrio)
Cualitativo y Cuantitativo
Aplicar indicadores: Valor Actual Neto (VAN), Tasa Interna De Retorno (TIR), Relación Beneficio - Costo (RBC).
Fuente. Los autores

10
2. MARCO REFERENCIAL 2.1 MARCO HISTÓRICO
2.1.1 Sector e Historia Quibi S.A. se encuentra ubicada en el sector de Fabricación de sustancias y productos químicos, el cual se identifica en el código industrial internacional uniforme (CIIU) 2423 que corresponde a fabricación de productos farmacéuticos, sustancias químicas medicinales y productos botánicos Esta empresa es una sociedad comercial cuyo objeto social es el desarrollo, fabricación, importación, exportación, compraventa, distribución y comercialización de productos farmacéuticos para uso humano, veterinario, agrícola, hospitalario y cosmético. Fue constituida el 7 de julio de 1.944 con el nombre de Instituto de Química y Biología Quibi Ltda., como el primer laboratorio farmacéutico nacional con el objeto de suplir la demanda de productos farmacéuticos importados que escaseaban en el mercado colombiano.
La industria farmacéutica en Colombia mueve en la actualidad casi US$1.500 millones anuales. Es importante resaltar que actualmente existen dos canales de distribución para los medicamentos: canal institucional (distribución que se realiza a través del Sistema General de Seguridad Social en Salud,) y el canal comercial (distribución en puntos de venta como droguerías, cadenas, etc.) 2.1.2 Análisis del entorno. Si se observa la visión tradicional de la estrategia, las empresas buscan configurar sus sistemas de actividades para alcanzar una ventaja competitiva sostenible (sea de bajo coste o diferenciación). Según Porter (1996), estrategia es la configuración de un sistema de actividades singular que posiciona a la empresa en su sector para lograr una rentabilidad superior a largo plazo. Así y sin quedar a un lado, Quibi S.A busca mejorar el posicionamiento estratégico de bajar costos para lograr el cumplimiento del objetivo de la estrategia, evidenciado en este proyecto. Es importante tener en cuenta que no solo se enfrasca el proyecto en el micro entorno del sector farmacéutico sino también en el micro entorno político, social, económico y legal que busca incrementar la diferencia entre valor del precio del producto para el cliente, el aseguramiento de la calidad del producto y el cumplimiento de la promesa básica de venta que es la salud de los usuarios. De todo lo anterior, se puede deducir que al encontrar ventajas o desventajas en el

11
entorno, se pueden generar estrategias que lleven a utilizar estos hallazgos en ventajas competitivas como lo es la adquisición de tecnología para la fabricación de sueros envasados en bolsas PVC. Por esto, para el análisis del entorno se utilizaran herramientas de medición, con sus respectivos datos históricos y proyectados, para el establecimiento de estrategias afines con el Core del negocio. 2.2 MARCO CONCEPTUAL Para el presente estudio se hace necesario revisar los conceptos inherentes a un estudio de factibilidad para una línea de fabricación de sueros envasados en bolsa PVC, estos ayudarán a entender de forma clara las características que el proceso conlleva.
A continuación se relacionan los conceptos claves de mayor importancia:
Área crítica: Es un área limpia, clasificada y diseñada para prevenir la contaminación microbiana, en la cual existe un alto nivel de control microbiológico. Estas áreas usualmente se clasifican como A, el ambiente que la rodea y su diseño debe garantizar dicha clasificación.
Áreas controladas: Son áreas donde el nivel de control del ambiente aplicado a los pasos de fabricación minimizará el riesgo de contaminación microbiana.
Áreas de apoyo: Son áreas limpias, clasificadas y adyacentes a las áreas donde se realiza el procesamiento aséptico, generalmente se clasifican como D. En estas áreas se preparan los materiales para su posterior limpieza, desinfección y/o esterilización/despirogenización. Además, pueden ser pesadas las materias primas que componen una formulación no aséptica previa a su introducción en el área de formulación.
Áreas Limpias7: Son áreas empleadas para la fabricación de productos estériles que están clasificadas de acuerdo a las características del ambiente, de la siguiente manera:
- Grado A: Zona local para operaciones de alto riesgo con un nivel
permisible de casi 0 partículas por millón, como llenado y conexiones asépticas.
7 ITURRALDE, Juan Pedro, Fabricación de productos estériles, Tomo II.Industria farmacéutica Bogotá D.C 2002, pág.- 65

12
- Grado B: Zona empleada para operaciones que no sean de alto riesgo, pero que requieran un numero mínimo de partículas por millón.
- Grado C y D: Áreas limpias para llevar a cabo etapas menos críticas en la fabricación de productos estériles.
Condiciones de operación: Es la condición donde la instalación se encuentra funcionando según el procedimiento de operación definido con el número especificado de personal trabajando, es decir, condiciones normales de operación.
Condiciones de reposo: Es la condición donde la instalación cuenta con el equipamiento de producción instalado y operando pero no con el personal de producción presente.
Desinfección: Proceso donde se emplea un agente antimicrobiano con el objetivo de destruir microrganismos patógenos en objetos inanimados.
Esterilidad: Ausencia de microrganismos vivos.
Esterilización: Destrucción y/o remoción de toda forma de vida por medio de agentes físicos o químicos.
Higienización: Proceso que se realiza en las áreas limpias clasificadas, con vistas a reducir la contaminación microbiológica a un nivel permisible según los resultados históricos del control o a un nivel de referencia según los establecidos en la presente regulación.
Procesamiento aséptico: Proceso diseñado y conducido a través de técnicas que reducen al mínimo el riesgo de contaminación microbiológica para la obtención de un producto estéril. Se emplea, generalmente, en el procesamiento de productos termolábiles.
Proceso de apoyo crítico: Proceso auxiliar o de apoyo que tienen una incidencia directa en la calidad del producto final; por ejemplo: esterilización, despirogenización, limpieza e higienización, etc.
Sistema abierto: Es un sistema diseñado de forma tal que permite el intercambio entre el ambiente externo y el producto en proceso y viceversa.
Sistema cerrado: Es un sistema diseñado de forma tal que no permite el intercambio entre el ambiente externo y el producto en proceso y viceversa. Además debe permitir la adición, extracción y muestreo garantizando la hermeticidad.
13
Sistema de apoyo crítico: Sistema ingeniero que apoya las actividades de fabricación de productos farmacéuticos teniendo una incidencia directa en la calidad final de los mismos; por ejemplo, sistemas para la producción de agua purificada y para inyección, para el acondicionamiento, calefacción y ventilación de aire, para la producción de vapor limpio, para la producción de aire comprimido limpio.
Superficie crítica: Superficie que entra en contacto con el producto estéril, por ejemplo, envases primarios (ampolletas, bulbos), cierres (tapones), bandejas de liofilización, bombas de llenado, inyectores, etc.
Tecnología de Proceso: Es el conjunto de métodos o procedimientos, técnicas, conocimientos de ingeniería y diseño, habilidades y experiencias aplicados al procesamiento de productos.
Tecnología de Equipo: Conjunto de métodos o procedimientos, técnicas, instructivos de uso, conocimientos prácticos, memorias de cálculo, habilidades y experiencias relacionadas con el diseño, fabricación, operación y mantenimiento de maquinaria y equipo.
Tecnología de Producto: Son procedimientos, normas, técnicas, conocimientos aplicados, memorias de diseño y especificaciones, manuales, habilidades y experiencias requeridos para desarrollar producto.
Tecnología de Operación: Métodos, técnicas, know-how, conocimientos prácticos, memorias de cálculo, hojas de proceso, manuales, habilidades y experiencias requeridos para organizar el trabajo y operar una planta o fábrica.
Viabilidad: Si existen las condiciones mínimas coyunturales para garantizar su implementación.
Factibilidad: Disponibilidad de los recursos, operativos, técnicos y financieros.
Sostenibilidad: podrá mantenerse el proyecto en el tiempo cuando desaparezcan los apoyos financieros.
14
2.3 MARCO TEORICO 2.3.1 Estudio de Factibilidad. En primer lugar es importante hacer referencia al concepto de estudio de Factibilidad, para ello se empieza citando el libro de Rafael Luna y Damaris Chaves “Guía para elaborar estudios de factibilidad”, en el se expone que el estudio de factibilidad a nivel empresarial “Consiste en el análisis que realiza una empresa para determinar si el negocio que se propone es bueno o malo, y en cuales dimensiones se debe desarrollar para que sea exitoso.” Asimismo esta guía hace énfasis en la Factibilidad como “el grado en que lograr algo es posible o las posibilidades que tiene de lograrse." 8. Otra fuente relevante es en el libro de Adolfo Blanco denominado “Formulación y evaluación de Proyectos”, donde se define el estudio de Factibilidad como “Un proyecto que consiste en descubrir cuáles son los objetivos de la organización y luego determinar si el proyecto es útil para que la empresa logre sus objetivos”9.
Después de tener claro el concepto se debe hacer énfasis en las áreas que lo componen, es decir, la factibilidad del proyecto se valora por medio de variables como factibilidad técnica, factibilidad financiera y factibilidad económica.
Factibilidad Técnica10. En todo proceso de estudio de factibilidad es de gran importancia el estudio o viabilidad técnica, puesto que representa si la tecnología (dura o blanda), disponible permite hacer realidad el proyecto y si es conveniente realizarlo. De igual forma se define como la capacidad de aplicar con efectividad el método y la tecnología, el cual es valorado teniendo en cuenta algunos indicadores11. Cabe resaltar estos indicadores.
Grado de validez del método de trabajo propuesto para cumplir con los objetivos.
Grado de manejo del método de trabajo propuesto.
Grado de validez de la tecnología propuesta.
Suficiencia de la cantidad y calidad de los recursos humanos, materiales y económicos requeridos.
Otros.
8 LUNA, Rafael, CHAVES, Damaris, Guía para elaborar estudios de Factibilidad, Bogotá D.C 2001, pág.- 1
9 BLANCO, Adolfo, Formulación de evaluación de proyectos, Ediciones Torán, pág.- 5
10 ILPES, Guía para la presentación de proyectos, SIGLO XX1 Editores 10 edición
11 LUNA, Rafael, CHAVES, Damaris, Guía para elaborar estudios de Factibilidad, Bogotá D.C 2001, pág.- 22
15
Factibilidad Financiera12. Se define como la capacidad del proyecto para ejecutar el proyecto teniendo en cuentan la disponibilidad de recursos de capital. Ademas, se afirma que los proyectos deben ser “evaluados con independencia de las fuentes de financiamiento a las que puede acceder el proyecto y financiar todas las etapas del mismo” 13. Se resaltan indicadores con las cuales se valora esta variable.
Situación de balance (Activos, Pasivos y Patrimonio del proyecto).
Situación de estado de resultados (Ingresos, egresos y saldo).
Proyección de flujo de caja
Aportes de los socios y/o beneficiarios al proyecto.
Aporte de otros al proyecto
Suficiencia del conjunto de recursos (Organización y otros) para financiar las actividades del proyecto.
Sostenibilidad del proyecto después que finalice el financiamiento
Capacidad de crédito de pagos
Factibilidad Económica14. Continuando con la realización de un proyecto, se encuentra una variable muy importante para diagnosticar el mismo en cuanto a su rentabilidad si este es viable o no, es llamado estudio o viabilidad económica, el cual lo definen como la evaluación del proyecto, “En esta parte se calcula la rentabilidad del proyecto, en el se utilizan diversos indicadores donde los más utilizados que tienen en cuenta el valor tiempo de dinero son:
Valor Actual Neto (VAN) 15, El cual consiste en traer el flujo de caja del proyecto (ingresos y egresos) al punto cero, es decir es la diferencia entre el valor actual de los ingresos esperados de una inversión y el valor actual de los egresos que la misma ocasione.
Si el VPN es > 0 el proyecto es rentable, este presenta dos modalidades
Vidas Útiles Iguales
Vidas Útiles Diferentes
Tasa Interna de Retorno (TIR), La tasa interna de retorno - TIR -, es la tasa que iguala el valor presente neto a cero. También es conocida como Tasa crítica de rentabilidad cuando se compara con la tasa mínima de rendimiento
12
I LUNA, Rafael, CHAVES, Damaris, Guía para elaborar estudios de Factibilidad, Bogotá D.C 2001, pág.- 24 13
http://www.ledcdc.org/es/pequenos-negocios 14
BLANCO, Adolfo, Formulación de evaluación de proyectos, Ediciones Torán, 15
BLANCO, Adolfo, Formulación de evaluación de proyectos, Ediciones Torán,
16
requerida (tasa de descuento) para un proyecto de inversión específico. La evaluación de los proyectos de inversión cuando se hace con base en la Tasa Interna de Retorno, toman como referencia la tasa de descuento. Si la Tasa Interna de Retorno es mayor que la tasa de descuento, el proyecto se debe aceptar pues estima un rendimiento mayor al mínimo requerido, siempre y cuando se reinviertan los flujos netos de efectivo. Por el contrario, si la Tasa Interna de Retorno es menor que la tasa de descuento, el proyecto se debe rechazar pues estima un rendimiento menor al mínimo requerido.
2.3.2 Análisis Cuantitativo En la Tabla 2 se observar el comportamiento de los principales indicadores económicos con su respectiva proyección.

17
Tabla 2. Indicadores económicos SUPUESTOS GENERALES BASICOS 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014
INFLACION
INFLACION DOMESTICA
IPC fin de período 4,86 4,48 5,69 7,7 3,0 3,0 3,0 3,0 3,0 3,0 IPC promedio 5,05 4,30 5,54 7,00 4,36 3,00 3,00 3,00 3,00 3,00 IPP fin de período 2,1 5,5 1,3 9,0 3,0 3,0 3,0 3,0 3,0 3,0 IPP promedio 3,1 4,2 1,0 7,2 3,6 3,0 3,0 3,0 3,0 3,0 IPP Productos Exportados (promedio) 5,4 8,0 4,0 7,2 -7,4 1,5 -5,5 1,7 2,6 4,7
DEVALUACION
TASA DE CAMBIO REP DEL MERCADO
Fin de Período 2284,22 2238,79 2014,76 2243,59 1900,32 2070,50 1883,70 1916,79 1909,05 1998,93
Devaluación (%) -4,42 -1,99 -10,01 11,36 -15,30 8,96 -9,02 1,76 -0,40 4,71
Promedio Período 2321,49 2358,96 2076,24 1967,11 2138,78 2048,33 1913,23 1907,64 1911,19 1974,08
Devaluación (%) -11,68 1,61 -11,98 -5,26 8,73 -4,23 -6,60 -0,29 0,19 3,29 INDICE DE TASA DE CAMBIO REAL
ITCR fin de período 119,7 118,2 119,3 123,2 101,8 110,4 98,2 98,5 96,9 100,2
Devaluación Real (%) -2,6 -1,3 1,0 3,2 -17,4 8,5 -11,0 0,3 -1,6 3,4
ITCR promedio de período (1994=100) 118,63 122,35 115,8 116,2 124,0 118,1 108,0 106,1 105,0 107,1
Devaluación Real (%) -7,64 3,14 -5,36 0,39 6,66 -4,72 -8,57 -1,78 -1,04 2,03
INFLACION EXTERNA EN DOLARES (socios comerciales) (Promedio) 7,8 5,8 8,6 14,3 1,3 2,5 0,8 1,5 1,7 1,7
A. Inflación externa 13,9 7,9 11,1 15,8 1,9 5,3 6,2 6,3 6,6 6,6
B. Devaluación frente al dólar 5,7 1,9 2,3 1,3 0,6 2,8 5,3 4,8 4,8 4,8 PRODUCTO INTERNO BRUTO (PIB)
PIB Interno Nominal ($ Millones) 335.546.93 383.322.87 431.839.01 478.359.98 494.377.45 521.163.74 550.963.94 589.425.94 634.172.87 683.750.35
Variacion porcentual 12,2 14,2 12,7 7,3 3,3 5,4 5,7 7,0 7,6 7,8
PIB Interno Real ($ Millones de 2000) 237.982.2 254.505.5 273.710.2 280.369.0 281.770.8 288.815.15 298.923.6 310.880.62 324.870.2 339.489.4
Variacion porcentual 5,72 6,94 7,55 2,43 0,5 2,5 3,5 4,0 4,5 4,5
Deflactor Implícito (Variación) 6,1 6,8 4,8 4,8 2,8 2,8 2,1 2,9 3,0 3,2 PIB Interno. (US$ Millones) 144.539 162.497 207.991 243.179 231.150 254.434 287.976 308.981 331.821 346.364
Variacion porcentual 27,0 12,4 28,0 16,9 -4,9 10,1 13,2 7,3 7,4 4,4
PIB Mundial Real (Socios Comerciales - Global)
Variacion porcentual 4,6 4,7 4,2 2,5 -2,3 1,6 2,5 2,6 2,6 2,4
PIB de Socios Comerciales para XNT (Var %) 6,5 6,6 5,7 3,8 -1,4 1,3 2,1 2,3 2,3 2,3 TASAS DE INTERES
Prime Rate
6,7 8,2 8,2 6,0 4,1 4,3 6,3 7,8 7,8 7,8 Libor (6 meses) 3,8 5,3 5,3 3,0 1,2 1,4 3,4 4,8 4,9 4,8 Tasa de Inversión de Reservas 2,7 2,5 2,7 2,4 2,0 2,1 2,1 2,1 2,1 2,1
% de Reservas Invertidas 90,0 90,0 90,0 90,0 90,0 90,0 90,0 90,0 90,0 90,0 CRECIMIENTO DE EXPORTACIONES
Totales
26,6 14,9 22,8 26,3 -21,0 5,7 8,7 6,4 8,4 4,6 Tradicionales 35,3 13,9 20,3 40,7 -26,4 9,7 16,0 5,8 10,1 2,9 No tradicionales (No incluye Oro y Esmeraldas) 21,0 19,1 25,3 9,1 -17,1 1,1 0,6 1,8 6,6 7,7
CRECIMIENTO DE IMPORTACIONES 26,8 23,4 25,54 20,6 -18,0 10,0 12,3 7,6 7,5 3,9 Total Importaciones (US$ FOB) 19.431 23.976 30.100 36.313 29.777 32.757 36.789 39.573 42.559 44.235
Importaciones Endógenas 18.692 23.262 28.762 34.476 27.876 30.956 35.638 38.507 41.581 43.308 Compras ext. Militares + Plan Fortaleza 316 315 385 521 685 665 450 465 478 477 Plan Colombia 423 399 374 531 416 416 0 0 0 0 Sector de Petróleo y Gas (Información adicional)
580 784 800 720 700 600 500 450
Crecimientos anuales
Total Importaciones (US$ FOB) 26,80% 23,39% 25,54% 20,64% -18,00% 10,01% 12,31% 7,57% 7,55% 3,94% Importaciones Endógenas 27,12% 24,45% 23,64% 19,87% -19,15% 11,05% 15,13% 8,05% 7,98% 4,15% Compras ext. Militares + Plan Fortaleza 15,1% -0,2% 22,0% 35,4% 31,6% -3,0% -32,2% 3,3% 2,8% -0,3% Plan Colombia 22,5% -5,8% -6,1% 41,9% -21,6% 0,0% n.a n.a n.a n.a Sector de Petróleo y Gas 35,3% 2,0% -10,0% -2,8% n.a n.a n.a
ROLL-OVER DEUDA PRIVADA (No incluye leasing) 97,2 93,7 173,9 116,0 75,6 89,1 98,8 99,1 99,0 99,2 Sector no financiero 81,7 97,3 145,7 126,2 80,0 90,0 100,0 100,0 100,0 100,0 Sector financiero 339,5 67,1 579,8 48,4 45,0 80,0 90,0 90,0 90,0 90,0
Fuente: Banco de la Republica

18
Factores Económicos16. A continuación se presenta un resumen de los factores económicos de mayor importancia para el 2011 (Información del Banco de la República), además de tendencias económicas los cuales tiene incidencia en las empresas:
En 2010 la economía mundial continuó por el camino de la recuperación liderada principalmente por el crecimiento económico de los países emergentes. En este contexto de desigual crecimiento mundial la economía colombiana alcanzó un crecimiento de 4,3% y la inflación finalizó cerca al punto medio del rango meta. En el país la mayor actividad económica de 2011 fue principalmente impulsada por el dinamismo de la formación bruta de capital y el consumo de los hogares, con incrementos anuales de 11,0% y 4,3%, respectivamente, tasas que no se observaban desde 2007
La mayor actividad económica en 2011 se reflejó en una reducción de la tasa de desempleo. Durante el último trimestre del año el desempleo para el total nacional fue en promedio de 10,7%, cayendo desde 11,3% para el mismo período de 2009. Esta reducción fue más marcada en las trece principales ciudades (11% vs. 12,3%) y en las cabeceras municipales (11,3% vs. 12,3%). En contraste, en el área rural, que cobija el 21,5% de la población económicamente activa del país, se observó un incremento de la tasa de desempleo, al alcanzar en el último trimestre de 2010 el 8,6% frente al 7,7% registrado en el mismo período de 2009. Este fenómeno tiene una estrecha relación con los estragos generados por la fuerte ola invernal. A pesar de los avances en la reducción del desempleo, la calidad y estabilidad del empleo continúan siendo débiles, como lo indican los elevados niveles de informalidad y subempleo, y la alta proporción de empleo no asalariado. La recuperación de la actividad económica y la reducción de la tasa de desempleo tuvieron lugar en un contexto de cumplimiento de la meta de inflación. La inflación al consumidor al finalizar 2010 fue 3,17%. La política monetaria ha sido un factor de estímulo para la recuperación de la actividad económica, al mantener una postura expansiva desde 2009. La tasa de intervención del Banco, que se situaba en 3,5% al comienzo de 2010, fue reducida en 50 puntos básicos en el mes de abril y se mantuvo en el nivel históricamente bajo de 3% durante todo el año. Esto contribuyó a que las tasas de interés de las distintas modalidades de crédito también alcanzaran niveles históricamente bajos, lo que se reflejó en un comportamiento positivo de las carteras de consumo, comercial e hipotecaria del sistema financiero, incidiendo favorablemente en la recuperación del consumo de los hogares, la inversión empresarial y la compra de vivienda.
16
http://www.banrep.gov.co/documentos/publicaciones/informe_congreso/2011/marzo.pdf
19
Para el año 2012 se identifican factores positivos que contribuirán a la consolidación de la recuperación económica, tales como el fortalecimiento del consumo y la inversión estimulados por las bajas tasas de interés, la abundancia de crédito, los favorables términos de intercambio y la recuperación del mercado laboral. Para 2012 el equipo técnico del Banco de la República proyecta que el crecimiento del PIB de Colombia estará en un rango entre 3,0% y 5,5%. Para los próximos años se espera un IPC promedio de 3% lo cual sería una meta importante para el país. Entre otros datos de importancia para el 2012 se destacan:
1. El PIB de Colombia sumo US$ 288 Millones en 2010 superando a países como Chile, Irlanda, Malasia, Egipto, entre otras (EIU-Economist Intelligence Unit-mayo 23 de 2011)17
2. Los sectores no tradicionales de mayor participación en el mercado son:
Financiero (35,3%), Manufactureras (25,0%), Comercio, Hotelero (22,9%), Construcción (11,1%), Servicios Comunales (4,0%), entre otros. (Fuente Banco de la República)
3. En 10 años las exportaciones se han triplicado de US$ 13.158 en 2000 a
US$ 39.820 en
4. Colombia es el tercer país más “amigable” para hacer negocios en Latinoamérica y mayor reformador en la región según el Banco Mundial (2011).
2.3.3 Infraestructura del sector Farmacéutico
Según cifras del IMS para 2010 la región de mayor crecimiento fue América Latina con un incremento anual de 18.5%. Por el contrario, Norte América sólo registró un crecimiento de 5.2% en este período. Por lo anterior los grandes productores han puesto su atención en regiones emergentes que cuentan con perspectivas de crecimientos importantes como la de América Latina. Tal es el caso de China que ha capturado la atención de las grandes multinacionales para la investigación y el desarrollo, así como para la producción y las ventas de sus medicamentos. Caso colombiano:
17
http://www.slideshare.net/pasante/presentacin-colombia-junio-2011

20
Para el caso local, el sector farmacéutico se había caracterizado por contar con una amplia participación de las empresas extranjeras dentro del total de las ventas nacionales. Sin embargo, pese a que esta situación continúa, se ha visto una variación en la cual las grandes empresas nacionales han adquirido una posición relevante desplazando a importantes empresas multinacionales. Un ejemplo claro es Tecnoquímicas, empresa nacional especializada en genéricos de marca, que en los últimos años a sido líder del mercado en valor en ventas, superando a empresas multinacionales como Baxter, Schering Colombia y Abbott. En el contexto gremial el sector farmacéutico colombiano cuenta con tres entidades, AFIDRO, ASINFAR (Ver Figura 1) y la Cámara Farmacéutica de la ANDI. Esta división representa la composición del sector farmacéutico local que corresponde en su orden a la agremiación de laboratorios extranjeros, la agremiación de laboratorios nacionales y por último la agremiación compuesta tanto por las empresas nacionales como por las empresas extranjeras. Figura 1. Gremios sector farmacéutico colombiano
Fuente: Investigación económicas, sector farmacéutico Corficolombia, junio de 2007, pag 17 Así pues, AFIDRO (Asociación de Laboratorios Farmacéuticos de Investigación) es la organización gremial conformada por empresas farmacéuticas de investigación establecidas en Colombia (multinacionales). El objetivo fundamental de esta asociación es la protección a la propiedad intelectual, buscando mantener el valor de la investigación y el desarrollo de nuevos medicamentos, de igual modo
ASINFAR (Asociación de Industrias Farmacéuticas de Colombia) es la organización gremial de las empresas productoras colombianas del sector farmacéutico. Su principal objetivo es velar por el desarrollo de las empresas productoras nacionales. Al igual que AFIDRO, su papel en los tratados y la normatividad interna del sector ha sido activo, mostrando y gestionando su posición frente a sus intereses. Por último, la Cámara Farmacéutica de la ANDI es la asociación gremial, cuyos miembros son tanto laboratorios multinacionales como productores nacionales. Su objetivo es implementar planes de acción en beneficio de sus asociados, así como gestionar e interceder ante el gobierno sobre los temas más relevantes para sus afiliados.
Laboratorios Nacionales
Laboratorios Multinacionales
ASINFAR ANDI – Cámara Farmacéutica
AFIDRO

21
2.3.4 Entorno político El Estado es el encargado de crear y regular el marco normativo en el que se desarrollan las actividades relacionadas con la Salud en aras de asegurar el bienestar de la población. Básicamente, existen dos entidades que se encargan de la política y normas de la Industria Farmacéutica en Colombia, el Ministerio de la Protección Social y el INVIMA (Instituto Nacional de Vigilancia de Medicamentos y Alimentos). Corresponde al Ministerio de la Protección Social, la Dirección Nacional del Sistema de Salud, la formulación de las políticas, planes, programas y proyectos que orienten los recursos y las acciones del Sistema de Salud, así como las normas científicas y administrativas pertinentes, con miras a la Seguridad Social, el fomento de la salud, la prevención de la enfermedad, el tratamiento y la rehabilitación; velando por la integración de todas las instituciones y la comunidad, en los procesos y las acciones que incidan sobre la salud18. El INVIMA es un establecimiento público del orden nacional, de carácter científico y tecnológico que controla, vigila la calidad y seguridad de los medicamentos farmacéuticos naturales y homeopáticos en su producción, importación, comercialización y consumo19. BPM, Business Process Management: Workflow, Gestión de Procesos de Negocio, Reingeniería de Procesos, Optimización de Procesos, Mejora Continua. Las empresas necesitan constantemente adaptar y mejorar sus procesos, pero frecuentemente están frenadas por aplicaciones y sistemas que no están preparados para explotar nuevas oportunidades y adaptarse a los cambios de forma ágil. El BPM, con sus enfoques evolucionados y sus tecnologías, ha emergido como el elemento clave para proveer a las organizaciones de la “Agilidad” y “Flexibilidad” necesaria para responder de forma rápida a los nuevos cambios y oportunidades de mercado. El BPM definido como “Un conjunto de herramientas, tecnologías, técnicas, métodos y disciplinas de gestión para la identificación, modelización, análisis, ejecución, control y mejora de los procesos de negocio. Las mejoras incluyen tanto cambios de mejora continua como cambios radicales20. La importancia de las Buenas Practicas de Manufactura (GMP por sus siglas en ingles) radica en que las medicinas de mala calidad no solamente ponen en peligro la salud (ya sea conteniendo sustancias tóxicas que pudieran haber sido
18
Artículo 3 Ley 192 de 1994 19
www.invima.gov.co 20
© 2009 Club-BPM.

22
agregadas no intencionalmente, o bien careciendo del efecto terapéutico previsto sin la cantidad de los ingredientes demandados), si no que además son una perdida de dinero para los gobiernos y los consumidores individuales. Las BPM es de suma importancia para permanecer en el negocio, y es un fuerte impulso cuando se busca crecer21. En Colombia el marco normativo de la Industria Farmacéutica sigue los parámetros internacionales, en especial los de la Organización Mundial de la Salud, que se resumen en el Decreto 677 de 1995 en el que se reglamenta parcialmente el Régimen de Registros y Licencias, el Control de Calidad, así como el Régimen de Vigilancia Sanitaria de Medicamentos, Cosméticos, Preparaciones Farmacéuticas a base de Recursos Naturales, Productos de Aseo, Higiene y Limpieza y otros productos de uso doméstico y se dictan otras disposiciones sobre la materia.
2.4 MARCO NORMATIVO
La normatividad vigente y obligatoria en Colombia se basa en: Buenas Prácticas de Manufactura (BPM). Según el artículo 2 del decreto 677 de 1995, las BPM son las normas, procesos y procedimientos de carácter técnico que aseguran la calidad de los medicamentos, los cosméticos y las preparaciones farmacéuticas a base de recursos naturales; actualmente Quibi S.A. Productos Farmacéuticos está certificada con las normas legales y dispuestas por el gobierno nacional para el tema de las BPM – GMP y está próxima a actualizar dicha certificación de acuerdo a la normatividad vigente. Las BPM son un mecanismo sugerido por la Organización Mundial de la Salud para certificar la calidad de los productos farmacéuticos y su cumplimiento se ha hecho obligatorio a través de la legislación en la mayoría de los países miembros. El procedimiento para la obtención del Certificado de Cumplimiento de las BPM por parte de los laboratorios fabricantes de medicamentos que se importen o produzcan en el país, se establece en el decreto 549 de marzo 29 de 200122. Este certificado es otorgado por el INVIMA.
Manual de Buenas Prácticas de Manufactura, de la Organización Mundial de la Salud (OMS), documento WHO, Serie Informes técnicos # 823-Informe 32, los cuales serian de uso y cumplimiento obligatorio para una posterior certificación
21
www.quiminet.com 22
www.invima.gov.co

23
por parte del INVIMA.
El informe 32 está actualmente vigente en todos los países de Latino América y Centro América, sin embargo se están adoptando elementos que cambian en el informe 37, con el fin de prever la posible implementación de este informe legalmente en Colombia a mediano plazo.
El decreto 549 de 2001 procedimiento para obtención de certificado BPMv. Otras normativas que se puede emplear como soporte:
INFORME 37 OMS: “Good manufacturing practices for sterile products”. Como bien lo establece el informe 32 de la Organización Mundial de la Salud (OMS), las Buenas Prácticas de Manufactura (BPM): son una parte de la función de garantía de calidad de una empresa dedicada a la elaboración de productos farmacéuticos, que asegura que dichos productos se fabriquen de manera uniforme y controlada, de acuerdo con las normas adecuadas al uso que se les pretende dar y conforme a las condiciones exigidas para su Comercialización.
FDA 21 CFR 211 Subparts C (Buildings and Facilities), D (Equipment). Todos los materiales y componentes utilizados por EWS Agua en la fabricación de todos los Sistemas PDU (Punto de Uso) de filtración de agua potable, Sistemas de ósmosis inversa y todos los Sistemas PDE (Punto de Entrada ) de filtración, acondicionamiento y equipos suavizadores cumplen con, pero no están limitados a, una o más de las siguientes normas de calidad.
ISO 14644-1: Parte 1: Classification of air cleanliness. L a certificación ISO 14644-1 es ahora la norma aceptada en todo el mundo para la clasificación de la limpieza del aire en salas blancas y zonas limpias
INFORME 40: Normas de identidad y de pureza para los aditivos alimentarios y evaluación de su toxicidad: Diversas sustancias antimicrobianas y antioxidantes. FAO. Reuniones sobre nutrición. Informe Nº 40ª. WHO/ Food Add./ 66.29 en (preparación).
ISPE: Guide for new and renovated facilities, Volume 3: Sterile manufacturing facilities, First edition, January 1999.

24
FDA: Guidance for Industry, Sterile Drug Products, Produced by Aseptic Processing, Current Good Manufacturing Practice; B, C (pressure, change rate), E (Design: SIP, On line weight check device, transport protection, drains, ULPA filters); regula los productos de fármacos destinados a ser utilizados en el diagnóstico, cura, mitigación, tratamiento o prevención de enfermedades o destinados a afectar la estructura o cualquier función del cuerpo de los seres humanos o animales. Registrar Corp provee asistencia para Registro, Agente de EE.UU., y Cumplimiento regulatorio para empresas de EE.UU. y extranjeras en la Industria de Fármacos23. La FDA es una división del Departamento de Salud y Servicios Humanos, el cual es a su vez uno de los 15 departamentos (ministerios) del gobierno de los Estados Unidos. La FDA está dividida en 5 centros mayores:
CBER (Centro de Evaluación Biológica e Investigación) CDRH (Centro de Aparatos y Salud Radiológica). CDER (Centro de Investigación y Evaluación de Medicamentos). CFSAN (Centro de Seguridad de Alimentos y Nutrición Aplicada) y Centro de Medicina Veterinaria.
Cada uno de estos centros tiene su propio origen e historia; el más antiguo, el CBER, es el responsable de regular productos sanguíneos, vacunas y, últimamente, tratamientos con células madre y terapias génicas. El CDER regula los medicamentos para humanos y, normalmente, es el centro más importante.
La FDA requiere que cada nuevo medicamento sea evaluado a través de una serie sucesiva de 4 fases de ensayos clínicos, siendo la fase 3 la más extensa, y en la que se realizan pruebas en 1.000 a 3.000 pacientes24.
PICS PHARMACEUTICAL INSPECTION CONVENTION: Pharmaceutical inspection co-operation scheme; 1 july 2004; validation of aseptic processes; ww.picscheme.org.
Occupational Safety and Health Administration (OSHA) is an agency of the United States Department of Labor25: Esta norma contiene requisitos que cubren el manejo seguro de riesgos asociados con procesos que usan, almacenan, fabrican, tratan o desplazan productos químicos altamente peligrosos en el lugar de trabajo. Enfatiza el manejo de riesgos mediante un programa extenso establecido que integra las tecnologías, los procedimientos y las prácticas gerenciales26.
23
Registrarcorp 24
↑ FDA.gov (Agencia de Alimentos y Medicamentos), consultado el 20 de octubre de 2010.
↑ "FDA.gov (Agencia de Drogas y Alimentos). Consultado el 20 de octubre de 2010. 25
www.osha.gov.co 26
www.osha-slc.gov/OshDoc.Additional.html

25
3. ESTUDIO DE MERCADO Este estudio se realiza con el fin de obtener información que permita identificar si las condiciones del mercado son aceptables para que el proyecto sea viable económicamente.
La información debe de ser lo suficientemente veraz para poder demostrar que existe un número suficiente de consumidores, con las características necesarias para considerarlo como demanda de los productos ofrecidos y que dichos consumidores pueden ejercer una demanda real que justifique la producción de los productos que se ofrecen.
3.1 IDENTIFICACIÒN DEL PRODUCTO
El suero (artificial o solución salina) es una disolución acuosa de sustancias compatibles con los organismos vivos creado artificialmente. Se utiliza tanto en la medicina como en la veterinaria. Este suero es un líquido salino que está compuesto en su mayor parte por agua y que contiene diversos tipos de nutrientes (electrolitos, glucosa, entre otros), aplicados al agua en una dosis útil para los individuos o animales convalecientes. Se emplea como sustituto de la sangre cuando disminuye drásticamente la volemia y como vía de aplicación de diversas sustancias (por ejemplo, inyectables), su objetivo principal es permitir que el individuo o animal en cuestión pueda seguir recibiendo los nutrientes y minerales esenciales aún cuando su condición particular no le permita alimentarse por sus propios medios. Para este tipo de farmacéuticos Quibi ofrece una gama de productos en diferentes presentación y soluciones la cuales van desde productos inyectables a productos de administración oral. En la Figura 2 se puede observar la serie de productos de ofrecidos. Entre las principales presentaciones se encuentran los siguientes: Pediasol® (Administración Oral) Enematrol® (Administración Oral e Inyectable)
Figura 2. Gama de Sueros
Fuente. Quibi S.A.

26
Fisioline® (Spray Oral) Venovit® (Administración Oral e Inyectable) Para el caso del proyecto se analizaran las soluciones en Bolsa PVC (Inyectables), pues son estas las de principal preocupación e interés, entre las principales sustancias de esta presentación se destacan:
Solución lactato de ringer Suero fisiológico Dextrosa al 5% en agua destilada. Dextrosa al 5% en solución salina. Dextrosa al 10% en agua destilada.
Estos se pueden usar en: hemorragia quirúrgica o traumática, deshidratación, vómito, hiperhidrosis, insuficiente ingestión de líquidos. En la Figura 3 se visualiza las diferentes presentaciones de sueros en Bolsa de PVC Figura 3. Gama de Sueros en bolsa de PVC
Fuente. Quibi S.A 3.1.1 Aspectos Diferenciales
Materiales: La Calidad de la materia prima es de un material de fácil manipulación y maleabilidad.
Atención al Cliente: La preocupación principal es el Cliente y se tiene la trazabilidad cada una de los productos. Se ofrece un servicio post-venta.
Credibilidad: Al ser el primer Laboratorio Farmacéutico de Colombia con una trayectoria de reconocimiento su nombre es reconocido y valorado por los diferentes partes interesadas.
Políticas Comerciales: Se ofrecen diferentes forma de pago lo cual es muy atractivo para los clientes

27
3.2 MERCADO 3.2.1 Ámbito Geográfico El producto se venderá a nivel nacional puesto que Quibi que ha tenido un desarrollo en este mercado, además, su sede propia se encuentra ubicada en la Avenida Primera N° 17-49 de la ciudad de Bogotá (Ver Figura 4). La empresa se encuentra en ésta dirección desde su fundación en el año 44. Figura 4. Ubicación de Laboratorios Quibi
Fuente. Google Maps 3.2.2 Líneas de Mercado
Institucional: Productos ofrecidos a entidades públicas (fuerzas militares, hospitales y clínicas, Eps, entre otros)
Comercial: Productos ofrecidos a entes privados (droguerías, distribuidores, Retail, entre otros)
3.3 CARACTERIZACIÓN DE LA COMPETENCIA En Colombia de este tipo de productos lo abarcan Laboratorios Baxter, Fresenius Medical Care2, Itochu y Biogen en materiales como polipropileno de baja densidad, en sistema botte-pack esta Corpaul y Ropson Therapeutic. Esta Competencia se caracteriza por:

28
Son empresas que cuentan con una infraestructura mayor lo cual les da una capacidad de producción superior en comparación a Quibi.
Los precios de la competencia en la mayoría de casos son inferiores a los que Quibi puede ofrecer en la actualidad.
Al ser empresas con mayor capacidad financiera sus campañas de publicidad y de mercadeo son mayores y de gran magnitud.
La participación en el mercado de estos competidores es superior.

29
A continuación en la Tabla 3 se observan los datos informativos de los principales competidores para las soluciones en Bolsa PVC. Tabla 3. Principales empresas competidoras.
NOMBRE LOGOTIPO DIRECCION TELEFONO MAIL
Baxter
Transversal 23 No. 97 – 73 piso 6
Línea de atención al paciente y cliente: 018000 939595
Línea directa: 589 30 00
www.latinoamerica.baxter.com
Fresenius Medical Care2
Dg 25 G 95 A-85 Bogotá 2 94 14 00 [email protected]
Itochu
Calle 72 #10-07 3 10 07 88 www.itochu.com.co
Biogen
Cra 33 Bis # 25B - 68 - Bogotá
2087979 - Línea Nacional 01800091286 -
www.laboratoriosbiogen.com
Corpaul
Autopista Medellín Bogotá Km. 33
Guarne – Antioquia- Colombia
(574) 4480550 opción 1 Celular:(57) 3168768718
www.corpaul.com
Ropson Therapeutic
Cr13 50-78 Colombia - Distrito
Capital, Bogotá
(57) (1) 2356820,(57) (1) 2355346,(57) (1) 2102240,(57) (1)
3438750,(57) (1) 2356860,
www.ropsohn.com.co
Fuente. Los autores

30
3.4 PRECIO COMPETIDORES EN EL MERCADO
La Tabla 4 muestra los precios correspondientes de los productos comercializados al mercado de las empresa competidoras, estas fueron tomados de información de mercadeo de la compañía QUIBI y de datos del IMS, de acuerdo a esta información es claro que los competidores ofrecen precios más bajos comparados con los precios ofrecidos por QUIBI, es importante resaltar que esto se debe a la gran infraestructura y capacidad de tecnología que poseen estas industrias, el cual deja rezagado a la empresa en cuanto a comercialización y distribución de los productos a precios más bajos y asequibles para los consumidores ya sean clientes institucionales o comerciales.
Tabla 4. Precio de venta sueros en bolsa de PVC principales competidores
PRODUCTO
PRECIO SUERO
FISIOLOGICO BOLSA X 500
ML
PRECIO LACTATO DE
RINGER BOLSA X 500
ML
PRECIO SUERO
FISILOGICO BOLSA X 100
ML
PRECIO SUERO
FISILOGICO BOLSA X 250
ML
PRECIO DEXTROSA
BOLSA X 500 ML
PRECIO SUERO
FISILOGICO BOLSA X 1000 ML
PRECIO LACTATO BOLSA X 1000 ML
PRECIO SUERO
FISILOGICO BOLSA X 50
ML
QUIBI S.A. $ 1.200 $ 1.250 $ 1.117 $ 1.200 $ 1.350 $ 2.200 $ 2.200 $ 878
Baxter $ 1.140 $ 1.160 $ 950 $ 1.160 $ 1.300 $ 2.000 $ 2.000 $ 850
Fresenius Medical Care2 $ 1.140 $ 1.160 $ 900 $ 1.160 $ 1.280 $ 2.100 $ 2.100 $ 820
Itochu $ 1.120 $ 1.150 $ 1.000 $ 1.150 $ 1.300 $ 2.100 $ 2.100 $ 900
Biogen $ 1.130 $ 1.100 $ 1.100 $ 1.100 $ 1.200 $ 1.950 $ 1.950 $ 800
Corpaul $ 1.160 $ 1.180 $ 1.100 $ 1.180 $ 1.250 $ 2.150 $ 2.150 $ 850
Ropson Therapeutic $ 1.170 $ 1.190 $ 1.000 $ 1.190 $ 1.280 $ 2.000 $ 2.000 $ 870
Fuente. Los autores

31
3.5 CANALES DE DISTRIBUCIÒN
Los canales de distribución (Figura 5 y 6) que utiliza la compañía QUIBI S.A para la comercialización de los productos son: Figura 5. Canal Comercial
Nota: “QUIBI utiliza o posee un transporte cuando se distribuyen a minoristas” Figura 6. Canal Institucional

32
3.6 PROMOCIÓN PLAN “QUIBI RECOMPENSA TU FIDELIDAD
Objetivo: Incentivar la recomendación de los productos en el punto de venta.
Participantes: droguerías copidroguistas, independientes y de cadena a nivel país.
PLAN “DIAS DE SUERTE QUIBI”
Objetivo: Generar transferencias en el punto de venta.
Participantes: droguerías copidroguistas y droguerías independientes a nivel país.
DEGUSTACIONES PUNTO DE VENTA

33
3.7 DEMANDA
Para determinar el tamaño de la demanda potencial se utilizará como insumo base, el promedio histórico de ventas de los últimos tres (3) años (Quibi S.A. solo suministró los datos de estos años) para los sueros envasados en bolsas de PVC, información que fue suministrada por la empresa para el caso de la línea institucional y por el IMS para el caso de la línea comercial. A continuación en la Tabla 5 se presenta los históricos de ventas promedio.. Tabla 5. Histórico de Ventas Canal Institucional y Comercial
C: COMERCIAL I: IMSTITUCIONAL
ENERO FEBRERO MARZO ABRIL
C I Total C I Total C I Total C I Total
DEXTROSA 5% A.D. 3.688 4.483 8.171 5.100 8.965 14.065 7.363 8.405 15.768 9.332 10.086 19.418
DEXTROSA 5% S.S. 2.410 680 3.090 2.492 1.134 3.626 487 1.240 1.727 1.956 1.285 3.241
DEXTROSA 10% A.D. 1.000 953 1.953 458 1.588 2.046 1.863 1.736 3.599 1.710 1.799 3.509
LACTATO DE RINGER X 1000 mL 351 1.361 1.712 612 2.419 3.031 2.023 2.480 4.503 506 2.570 3.076
LACTATO RINGER X 500 mL 44.023 14.351 58.374 27.748 23.918 51.666 30.612 26.150 56.762 23.470 27.107 50.577
SUERO FISIOLOGICO X 500 mL 63.831 34.744 98.575 53.772 55.590 109.362 93.241 55.590 148.831 94.185 52.116 146.301
SUERO FISIOLOGICO X 1000 mL 920 11.340 12.260 1.380 18.144 19.524 1.148 18.144 19.292 298 17.010 17.308
SUERO FISIOLOGICO X 50 mL 12 12 14 14 348 348 264 264
SUERO FISIOLOGICO X 100 mL 1.104 4.082 5.186 590 6.804 7.394 3.354 7.439 10.793 3.103 7.711 10.814
SUERO FISIOLOGICO X 250 mL 3.700 1.928 5.628 2.522 1.792 4.314 1.633 1.928 3.561 1.958 2.223 4.181
TOTAL 121.039 73.921 194.960 94.688 120.354 215.042 142.072 123.111 265.183 136.782 121.907 258.689
C: COMERCIAL I: IMSTITUCIONAL
MAYO JUNIO JULIO AGOSTO
C I Total C I Total C I Total C I Total
DEXTROSA 5% A.D. 4.472 7.845 12.317 6.624 13.448 20.072 9.128 10.086 19.214 5.324 4.483 9.807
DEXTROSA 5% S.S. 1.640 1.058 2.698 2.215 1.512 3.727 2.526 1.391 3.917 100 605 705
DEXTROSA 10% A.D. 1.040 1.482 2.522 1.560 2.117 3.677 2.775 1.947 4.722 1.055 847 1.902
LACTATO DE RINGER X 1000 mL 2.412 2.389 4.801 3.124 3.326 6.450 92 2.782 2.874 4.100 1.361 5.461
LACTATO RINGER X 500 mL 20.602 22.323 42.925 45.321 31.890 77.211 46.708 29.339 76.047 31.499 12.756 44.255
SUERO FISIOLOGICO X 500 mL 54.276 58.370 112.646 92.399 76.437 168.836 87.935 62.539 150.474 134.416 34.744 169.160
SUERO FISIOLOGICO X 1000 mL 1.854 19.051 20.905 7.507 24.948 32.455 17.148 20.412 37.560 14.032 11.340 25.372
SUERO FISIOLOGICO X 50 mL 228 228 536 536 1.124 1.124 1.088 1.088
SUERO FISIOLOGICO X 100 mL 2.488 6.350 8.838 2.101 9.072 11.173 3.948 8.346 12.294 3.566 3.629 7.195
SUERO FISIOLOGICO X 250 mL 3.324 1.814 5.138 1.727 1.656 3.383 3.500 2.041 5.541 3.000 1.769 4.769
TOTAL 92.336 120.683 213.019 163.114 164.406 327.520 174.884 138.884 313.768 198.180 71.533 269.713

34
C: COMERCIAL
I: IMSTITUCIONAL
SEPTIEMBRE OCTUBRE NOVIEMBRE DICIEMBRE Total Enero - Diciembre
C I Total C I Total C I Total C I Total C I Total
DEXTROSA 5% A.D. 6.213 11.207 17.420 6.570 13.448 20.018 6.420 16.810 23.230 4.260 5.603 9.863 74.494 114.870 189.364
DEXTROSA 5% S.S. 240 1.361 1.601 1.325 1.663 2.988 2.586 2.570 5.156 1.034 529 1.563 19.011 15.029 34.040
DEXTROSA 10% A.D. 3.003 1.905 4.908 1.442 2.328 3.770 1.552 3.599 5.151 683 741 1.424 18.141 21.041 39.182
LACTATO DE RINGER X 1000 mL 3.740 2.570 6.310 2.207 3.326 5.533 2.361 5.141 7.502 668 1.058 1.726 22.196 30.784 52.980
LACTATO RINGER X 500 mL 49.062 28.701 77.763 47.591 35.079 82.670 36.194 54.213 90.407 19.881 11.162 31.043 422.711 316.987 739.698
SUERO FISIOLOGICO X 500 mL 85.177 59.065 144.242 127.680 76.437 204.117 106.777 122.299 229.076 68.900 20.846 89.746 1.062.589 708.778 1.771.367
SUERO FISIOLOGICO X 1000 mL 18.132 19.278 37.410 22.064 24.948 47.012 40.612 39.917 80.529 400 6.804 7.204 125.495 231.336 356.831
SUERO FISIOLOGICO X 50 mL 998 998 108 108 480 480 200 200 5.400 0 5.400
SUERO FISIOLOGICO X 100 mL 1.939 8.165 10.104 8.076 9.979 18.055 7.878 15.422 23.300 572 3.175 3.747 38.719 90.176 128.895
SUERO FISIOLOGICO X 250 mL 3.145 2.041 5.186 3.368 2.722 6.090 1.481 2.268 3.749 1.500 794 2.294 30.858 22.975 53.833
TOTAL 171.649 134.293 305.942 220.431 169.931 390.362 206.341 262.239 468.580 98.098 50.713 148.811 1.819.614 1.551.975 3.371.589
Fuente: Quibi S.A., IMS. Teniendo en cuenta los anteriores datos hstóricos de ventas, se determinara la demanda potencial con diferentes pronósticos como: regresión lineal, inversa de x, inversa de y, regresión logarítmica, regresión exponencial exponencial, y de poder entre otras, los cuales se desarrollaron en el ANEXO A presentado en medio magnético (Excel). Todo esto para determinar cuál de ellos posee la mayor correlación (Ver Tabla 6 y 7); una vez obtenido el método adecuado se procede a la proyección de cinco años.

35
Tabla 6. Tabla de Correlaciones Canal Comercial
COMERCIAL
PRODUCTO REG. LINEAL R. LOG R. EXP R. PODER INV. X INV. Y INV. XY
DEXTROSA 10% A.D. 0,1829 0,3007 -0,1895 0,0097 0,3336 0,1180 0,3396
DEXTROSA 5% A.D. 0,0147 0,2115 -0,0161 -0,1739 0,3835 -0,0032 0,2899
SUERO FISIOLOGICO X 50 ML 0,35340 0,5612 -0,41230 0,08672 0,49325 0,4813 -0,48797
SUERO FISIOLOGICO X 100 ML 0,46747 0,4816 -0,47275 0,36397 0,4278 0,4707 0,45270
SUERO FISIOLOGICO X 250 ML 0,22 0,24 -0,22 -0,28 0,3161 0,20 0,30
SUERO FISIOLOGICO X 500 ML 0,47 0,5215 -0,47 0,22483 0,4802 0,42 0,52
SUERO FISIOLOGICO X 1000 ML 0,4604 0,5948 -0,64 0,48 0,6366 0,58 0,53
DEXTROSA 5% S.S. 0,2888 0,3375 -0,2827 -0,2429 0,3497 0,3309 -0,2849
LACTATO DE RINGER x 500 ML 0,1045 0,0657 -0,11 -0,04 0,06 0,10 -0,27
LACTATO DE RINGER x 1000 ML 0,35 0,45 -0,37 0,16 0,4608 0,27 0,4721
Fuente: Los autores, archivo Excel Tabla 7. Tabla de Correlaciones Canal Institucional
INSTITUCIONAL
PRODUCTO REG. LINEAL R. LOG R. EXP R. PODER INV. X INV. Y INV. XY
DEXTROSA 10% A.D. 0,3009 0,3439 -0,3021 0,2362 0,3587 -0,3021 0,3481
DEXTROSA 5% A.D. 0,3673 0,4316 -0,3708 0,2484 0,458 0,3447 0,4495
SUERO FISIOLOGICO X 50 ML N/A N/A N/A N/A N/A N/A N/A
SUERO FISIOLOGICO X 100 ML 0,33 0,36 -0,33 0,24 0,3738 0,32 0,37
SUERO FISIOLOGICO X 250 ML 0,0912 0,03 -0,09 -0,18 0,0026 -0,066 -0,07
SUERO FISIOLOGICO X 500 ML 0,27 0,31 -0,27 0,19354 0,3269 -0,28 0,31
SUERO FISIOLOGICO X 1000 ML 0,33 0,31 -0,27 0,16 0,8316 -0,28 0,31
DEXTROSA 5% S.S. 0,3009 0,3439 -0,3021 0,2407 0,3587 -0,3021 0,3481
LACTATO DE RINGER x 500 ML 0,30 0,3587 -0,30 0,20 0,34 -0,30 0,35
LACTATO DE RINGER x 1000 ML 0,27 0,33 -0,27 0,19 0,3636 -0,27 0,34
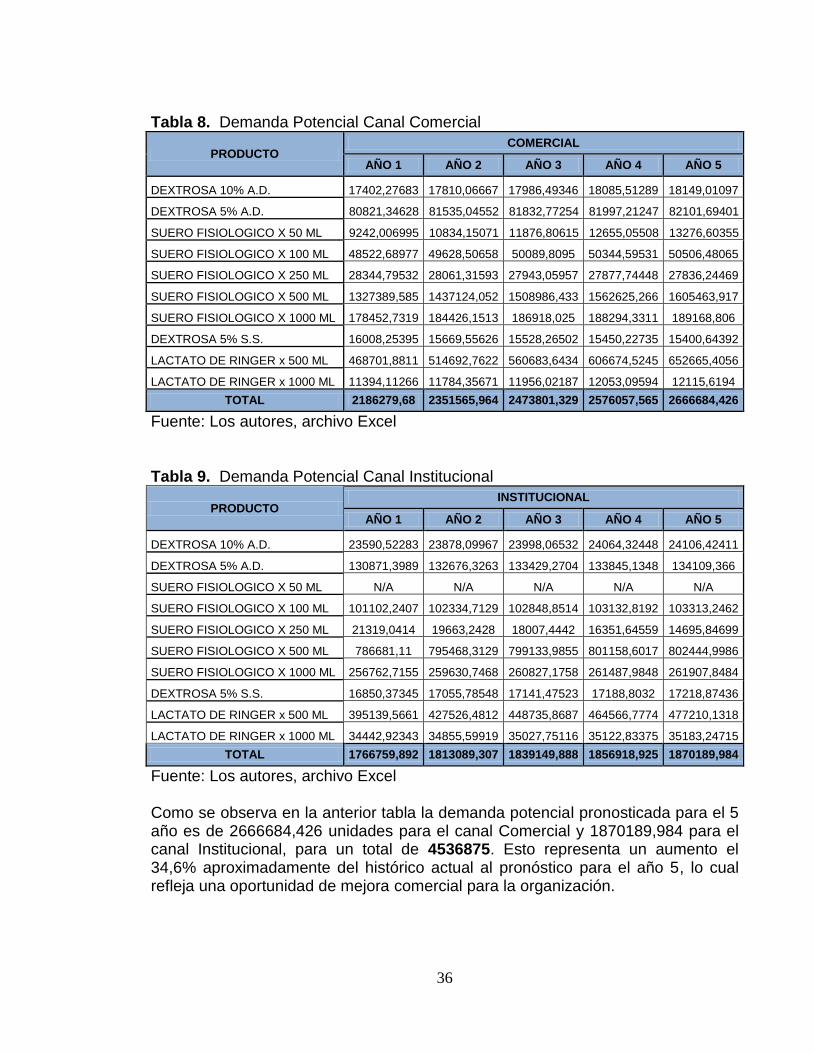
La información anterior y el desarrollo de cada una de los pronósticos seleccionados se encuentran desarrollados en el archivo de Excel adjunto al proyecto. A continuación en la Tabla 8 y 9 se presenta el resumen de los pronósticos de las demandas potenciales de los diferentes productos a cinco (5) años, es decir, sesenta (60) meses.
36
Tabla 8. Demanda Potencial Canal Comercial
PRODUCTO COMERCIAL
AÑO 1 AÑO 2 AÑO 3 AÑO 4 AÑO 5
DEXTROSA 10% A.D. 17402,27683 17810,06667 17986,49346 18085,51289 18149,01097
DEXTROSA 5% A.D. 80821,34628 81535,04552 81832,77254 81997,21247 82101,69401
SUERO FISIOLOGICO X 50 ML 9242,006995 10834,15071 11876,80615 12655,05508 13276,60355
SUERO FISIOLOGICO X 100 ML 48522,68977 49628,50658 50089,8095 50344,59531 50506,48065
SUERO FISIOLOGICO X 250 ML 28344,79532 28061,31593 27943,05957 27877,74448 27836,24469
SUERO FISIOLOGICO X 500 ML 1327389,585 1437124,052 1508986,433 1562625,266 1605463,917
SUERO FISIOLOGICO X 1000 ML 178452,7319 184426,1513 186918,025 188294,3311 189168,806
DEXTROSA 5% S.S. 16008,25395 15669,55626 15528,26502 15450,22735 15400,64392
LACTATO DE RINGER x 500 ML 468701,8811 514692,7622 560683,6434 606674,5245 652665,4056
LACTATO DE RINGER x 1000 ML 11394,11266 11784,35671 11956,02187 12053,09594 12115,6194
TOTAL 2186279,68 2351565,964 2473801,329 2576057,565 2666684,426
Fuente: Los autores, archivo Excel Tabla 9. Demanda Potencial Canal Institucional
PRODUCTO INSTITUCIONAL
AÑO 1 AÑO 2 AÑO 3 AÑO 4 AÑO 5
DEXTROSA 10% A.D. 23590,52283 23878,09967 23998,06532 24064,32448 24106,42411
DEXTROSA 5% A.D. 130871,3989 132676,3263 133429,2704 133845,1348 134109,366
SUERO FISIOLOGICO X 50 ML N/A N/A N/A N/A N/A
SUERO FISIOLOGICO X 100 ML 101102,2407 102334,7129 102848,8514 103132,8192 103313,2462
SUERO FISIOLOGICO X 250 ML 21319,0414 19663,2428 18007,4442 16351,64559 14695,84699
SUERO FISIOLOGICO X 500 ML 786681,11 795468,3129 799133,9855 801158,6017 802444,9986
SUERO FISIOLOGICO X 1000 ML 256762,7155 259630,7468 260827,1758 261487,9848 261907,8484
DEXTROSA 5% S.S. 16850,37345 17055,78548 17141,47523 17188,8032 17218,87436
LACTATO DE RINGER x 500 ML 395139,5661 427526,4812 448735,8687 464566,7774 477210,1318
LACTATO DE RINGER x 1000 ML 34442,92343 34855,59919 35027,75116 35122,83375 35183,24715
TOTAL 1766759,892 1813089,307 1839149,888 1856918,925 1870189,984
Fuente: Los autores, archivo Excel Como se observa en la anterior tabla la demanda potencial pronosticada para el 5 año es de 2666684,426 unidades para el canal Comercial y 1870189,984 para el canal Institucional, para un total de 4536875. Esto representa un aumento el 34,6% aproximadamente del histórico actual al pronóstico para el año 5, lo cual refleja una oportunidad de mejora comercial para la organización.

37
4. ESTUDIO TÉCNICO O DE INGENIERÍA
4.1 DEFINICIÓN DEL PROCESO
4.1.1 Estado Actual
QUIBI S.A en la actualidad cuenta con una línea de producción en la que se procesan productos envasados en diferentes presentaciones (Frascos de Vidrio, Frascos de Plástico y Bolsas de PVC), la línea de fabricación se adapta dependiendo del tipo de producto que se requiera fabricar, sin embargo, la línea en la actualidad no cumple con especificaciones técnicas de procesamiento de suero envasado en bolsas de PVC, debido a que la línea esta diseña originalmente para procesar productos envasado en Frasco. Esto afecta directamente el rendimiento de producción de esta presentación la cual se encuentra en un 93%.
En consecuencia la productividad de la compañía no es óptima, es decir, que la producción no cumple con los requerimientos del área comercial. Todo esto sin dejar de lado que la baja productividad afecta el costo del producto dando como resultado un precio de venta no competitivo. Pese a lo descrito, el proceso se encuentra estructurado y en funcionamiento, sin embargo, hay que tener en cuenta las implicaciones que traería al proceso la adquisición de nueva tecnología, por esta razón se requiere un estudio en el cual se identifiquen los procesos afectados por dicha tecnología en la fabricación de sueros envasados en bolsas de PVC. 4.1.2 Proceso de Fabricación Los procedimientos para el proceso son establecidos de acuerdo a los requerimientos del producto, así como las normas establecidas por los entes regulatorios INVIMA e ICA, las BPM y el informe 36, que es uno de los que establece todo los requerimientos necesarios para un proceso de fabricación industrial de este tipo de productos. A continuación en la Tabla 10 se describe el proceso en general y las variables que intervienen para llevarlo a cabo, así como el diagrama de flujo del respectivo proceso.

38
Tabla 10. Proceso fabricación sueros envasados en bolsas de PVC OBJETIVO: Describir las actividades necesarias para la fabricación de sueros envasados en bolsa de PVC
ALCANCE: El procedimiento inicia con la verificación de la producción mensual por referencia y termina una vez se realiza el análisis de indicadores.
PROCEDIMIENTO:
No (ACTIVIDAD Y/O
TAREA) DESCRIPCIÓN PUNTO DE CONTROL
RESPONSABLE / AREA INVOLUCRADA
1
El proceso de producción iniciaría desde la recepción de materias primas y materiales. Almacén recibe las materias primas y materiales por parte del proveedor y los ubica en un área rotulado como material en cuarentena hasta que el área de control de calidad emita el rótulo de aprobación.
El encargado de control de calidad tomará las muestras necesarias para su análisis, con el fin de certificar si la materia prima y los materiales son óptimos para el proceso. Si la muestra es aprobada, inmediatamente todo el material recibido en almacén debe ser rotulado como aprobado, quedando disponible para el proceso. No se realiza el análisis de MP cuando esta venga de un mismo lote que tenga un análisis anterior.
Coordinador almacén de MP / Almacén de
MP Y ME
Analista control de calidad / control de
calidad
2
El proceso consiste en dispensar y proporcionar al proceso de fabricación las cantidades de materia prima según la orden de producción.
El jefe de producción debe asegurar de que la cantidad de insumos dispensados sea acorde con lo que la orden de producción requiere.
Coordinador almacén de MP /
Dispensación
3
Para este proceso se toma el agua potable y se desmineraliza por medio de filtros de arena, a continuación el líquido se pasa por unas resinas de intercambio iónico para eliminar las sales disueltas en el agua. Posterior a esto el agua pasa al proceso de destilación y por último se almacena en tanques.
El encargado de control de calidad tomará las muestras necesarias para su análisis, con el fin de certificar si el agua es óptima para el proceso (Prueba del LAL)
Coordinador almacén
de MP / Dispensación
INICIO
Recibir materias primas y materiales
Realizar dispensación de materias primas y
materiales
1
Realizar destilación
de Agua

39
No (ACTIVIDAD Y/O
TAREA) DESCRIPCIÓN PUNTO DE CONTROL
RESPONSABLE / AREA INVOLUCRADA
4
Se deben preparar las soluciones a ser envasadas. Estas se mezclan en un área grado A que son “Zona local para operaciones de alto riesgo, normalmente dichas condiciones son proporcionadas por una estación de flujo laminar”
27, utilizando tanques con
agitador, y en algunos casos con temperatura regulada donde se mezclan los ingredientes activos y excipientes necesarios de acuerdo con las fórmulas estándares y siguiendo los procedimientos adecuados.
El encargado de control de calidad tomará las muestras necesarias para su análisis, con el fin de certificar si el producto prepara cumple con las especificaciones técnicas y de calidad que requiere el producto (Prueba del LAL y análisis físico-químico del producto donde se verifica que los componentes del producto preparado cumplan con la formula estándar)
Preparador / preparación de
productos
5
El líquido es llevado a un tanque pulmón el cual utiliza filtros de 0.22 micras esto para garantizar que todos los microorganismos presentes en la solución sean retenidos en el filtro. Este método es conocido por su economía y confiabilidad. Para el proceso de envase, todo debe estar esterilizado en área de clase grado A. luego se procede a envasar la solución en una máquina de operación automática en dos fases: • Fase 1: inyección de la solución en las bolsas. • Fase 2: ajuste del puerto de inyección y mariposa.
Los operarios verifican por método visual que la dosificación sea la correcta
Operarios de envase / área de envase
6
El producto pasa por una banda transportadora, puede ser de la que sale del área estéril, se lleva a cabo la marcación del lote y la fecha de vencimiento en la base de la bolsa, y anteriormente se debió arcar las cajas plegadizas.
Los operarios verifican por método visual que el codificado se efectué con las especificaciones requeridas
Operarios empaque sobre bolsa / área de
Empaque sobre bolsa
7
Esta etapa del proceso consiste en empacar el producto ya envasado en una bolsa de protección (empaque sobre bolsa), esta operación se divide en tres fases: • Fase 1: Limpieza de la bolsa. • Fase 2: Empaque sobre bolsa. • Fase 3: Sellado. Posteriormente el producto es almacenado en los carros de almacenamiento para esterilización.
Las bolsas son revisadas de forma aleatoria por operarios que buscan partículas en las mismas (materiales extraños) de igual manera son pesadas para constatar de que la dosificación sea la requerida
Operarios empaque sobre bolsa / área de
Empaque sobre bolsa
27
ORGANIZACIÓN MUNDIAL DE LA SALUD, Buenas Practicas De Fabricación Para Productos Farmacéuticos Estériles, Informe 32. Anexo 6.
Preparar productos
Empacar sobre Bolsa
Envasar
1
2
Codificar

40
No (ACTIVIDAD Y/O
TAREA) DESCRIPCIÓN PUNTO DE CONTROL
RESPONSABLE / AREA INVOLUCRADA
8
El producto se ingresa al autoclave para someterlo a una temperatura de 121ºC por un tiempo de 120 min, esto con el fin de eliminar los microorganismos que puedan estar presentes tanto en el material, como en el contenido del producto
Se verifica que el producto conserve sus propiedades físicas y químicas luego de que es esterilizado
Operario de autoclave / área
autoclave Analista control de calidad / control de
calidad
9
Los productos que pasaron la prueba son etiquetados y limpiados para su posterior empaque en cajas por 40 unidades. Los materiales de empaque vienen codificados con el lote y fecha de vencimiento. Después de que el producto ha sido empacado y se ha verificado que las cantidades son correctas, se procede a ubicar las cajas en una estiba y se transporta a la bodega de producto en cuarentena.
Una vez el producto sale del área estéril, se somete a una prueba para detectar las fugas o defectos en el sellado. El producto que tenga defectos pasa a un proceso de destrucción, con un acta autorizada.
Operario de acondicionamiento / área acondicionado
10
El producto se almacena en cuarentena por un tiempo de 14 días hasta que sea aprobado y se libere por el departamento de Control de calidad y posteriormente se traslada a la Bodega de Producto terminado almacenándolo teniendo en cuenta el método (PEPS) primeros en entrar primeros en salir.
En esta parte final del proceso es donde se realizan la totalidad de análisis de control de calidad asegurándose de que el producto cumpla al 100% todos los estándares de calidad que se requieren para que el producto pueda ser comercializado
Coordinador almacén de PT / Almacén de
PT Analista control de calidad / control de
calidad
FUENTE: los autores
Acondicionamiento
Almacenamiento Producto terminado
FIN DEL PROCESO
2
Esterilizar (Autoclave)

41
4.2 ANÁLISIS PROCESOS Y TECNOLOGIAS EXISTENTES Con el fin de evaluar y realizar un análisis de la tecnología disponible además de establecer cuáles son las áreas y/o procesos que requieren algún tipo de mejora, compra de equipos o ampliación, se presentan las siguientes tablas donde se expone cada etapa del proceso productivo enfocadas a dar cumplimiento a la demanda proyectada de sueros envasados en bolsas de PVC para el quinto año-
. A continuación se encuentra el resumen de la demanda proyecta:
4.536.874 unidades anuales
378.073 unidades mensuales
15.753 turno 8 horas
1969 unidades por hora
Como se observa el lote máximo de fabricación es de 3500 L y este se debe subdividir en tres lotes. Lo anterior se debe a que los entes regulatorios INVIMA e ICA indican que cada proceso de esterilización no debe mezclar lotes de fabricación ni productos, además, la capacidad máxima del autoclave es de 2000 unidades por ciclo ó carga (1000 L), por ende, se establece que el tamaño de lote de fabricación lo determina la capacidad que tenga el autoclave. Los volúmenes de trabajo que las máquinas de llenado manejarían serán desde 100 mL hasta 3000 mL, es decir, que los 3500 L (aceptando un 2% de desperdicio aproximadamente dependiendo el volumen de la presentación a envasar) se estarían envasando desde 34000 unidades hasta 6000 unidades por lote y este a su vez se divide en 3 sub-lotes. También se determina que aproximadamente (según la demanda estimada) se requiere llegar a velocidades de 34 unidades /minuto, teniendo en cuenta que se trabajará en un área estéril. De modo que se podría producir 2.000 unidades/hora, 384.000 al mes y aproximadamente 4.608.000 un/año, con un turno.
(34 un/min * 60 min/hora* 8 horas/turno = 16.000 un/ turno teórico.
16.000 un/turno * 0.95 = 15.200 un/turno
15.200 un/turno * 22 turnos/mes = 334.400 un / mes) Es importante asegurarse que la tecnología a adquirir, modificar o ampliar esté enfocada a cumplir con la producción requerida y con las unidades proyectadas a vender por año. A continuación en la Tabla 11 se presenta el análisis del proceso y las mejoras necesarias para que su funcionamiento.

42
Tabla 11. Análisis del proceso actual y mejoras necesarias
PROCESO CAPACIDAD
ACTUAL MEJORA REQUERIDA PARA EL PROCESO
CAPACIDAD REQUERIDA (ESTIMADA)
SOLUCIÓN TECNOLÓGICA
Dispensación de Materias
Primas
Almacenamiento 13,29 mt²
Los equipos y áreas que están asignados para este proceso no requieren de alguna modificación, ampliación o mejora puesto que no afectará la ejecución del proceso en el momento de implementar otra línea de producción.
Almacenamiento
12 mt² No Aplica
Destilación De Agua
Producción 900 litros/ hora
Se debe tener disponible para el proceso de preparación 7000 litros de agua destilada cada 3 horas.
Producción 2500 litros/hora
Adquirir un destilador de agua con mayor capacidad de destilación por hora (2500 litros por hora)
Almacenamiento 7600 litros
Almacenamiento 12000 litros
Aumentar la capacidad de almacenamiento de agua destilada a 12000 litros adquiriendo 2 tanques de almacenamiento de 2500 litros
Preparación Almacenamiento
2 tanques de 3500 litros
Cada línea de fabricación requiere un juego de 2 tanques de preparación de 3500 litros
Almacenamiento 4 tanques de
3500 litros
Adquirir 2 tanques de preparación de 3500 litros cada uno
Envase 1800 unid/hora
Para estructurar este proceso la compañía debe contar con una envasadora que cumpla con las especificaciones para envasar productos en bolsas de PVC, además, debe contar con el sistema de transporte del producto ya envasado
2000 unid/hora Adquirir una envasadora que tenga mínimo una capacidad de producción de 2000 unidades/hora con sistema de transporte
Codificado 2000 unid/hora Por requerimiento de los entes reguladores se debe realizar el proceso de codificado luego de que el producto sea envasado en un área completamente estéril
2000 unid/hora Adquirir una codificadora tipo inkjet que trabaje de forma sincronizada con la etapa de envase
Empaque Sobre Bolsa
3000 unid/hora La compañía debe asegurarse de que este proceso tenga un sistema de bandas transportadoras grado farmacéutico
2000 unid/hora
1 banda transportadora para la etapa de codificado 1 banda transportadora con mesón para la etapa de empaque sobre bolsa 1 banda transportadora tipo cangilón y un gato hidráulico para el cargue del producto en los carros de almacenamiento
Esterilización (autoclave)
2000 unid/ciclo de 1,5 horas
(16 cargas / 24 horas)
Se requiere ejecutar 14 ciclos de esterilización (14 cargas al autoclave)
2000 unid/ciclo de 1,5 horas
(16 cargas / 24 horas)
Para garantizar la esterilización de la totalidad de los productos procesados se deben adquirir 25 carros de almacenamiento de producto y ampliar las áreas disponibles para estacionar los carros que contienen producto sin esterilizar y esterilizado
Acondicionamiento 2000 unid/55 min
Para evitar esfuerzos de los operarios en la alimentación la banda de acondicionamiento y la apilación del producto ya empacado en las estibas, se debe modificar el mesón donde se alimenta esta banda anexándole un gato hidráulico para que levante el producto a la distancia requerida de igual forma al final de la banda y no hacerlo de forma manual.
2000 unid/55 min
Adquirir 2 gatos hidráulicos
Almacenamiento Producto
Terminado
Almacenamiento 120 pallets
Se debe asegurar que la totalidad del producto fabricado se encuentre almacenado en la bodega de producto terminado
Almacenamiento 240 pallets
Modificar el método de almacenamiento utilizando estantería de tipo pesado mínimo de tres niveles y montacargas que pueda operar en pasillo angosto.
Fuente: Los autores

43
Como se observa en la tabla anterior el proceso requiere en su mayoría soluciones tecnológicas lo que implica la adquisición de equipos y maquinarias. Estas serán descritas a continuación. 4.3 EQUIPO Y MAQUINARIA En esta etapa del proyecto se hace referencia a las máquinas y/o equipos requeridos para el montaje de la línea de producción de productos envasados en bolsa de PVC. En la Tabla 12 se analizan los diferentes equipos necesarios para el proceso con descripción, dimensiones y unidades requeridas Tabla 12 Descripción de equipos y maquinaria.
GRÁFICO DESCRIPCIÓN DIMENSIONES UNID. REQ.
Tanques de almacenamiento Agua Destilada
Tanque almacenamiento de líquidos fabricado en su totalidad en acero inoxidable 304 material idóneo para la mayoría de las industrias, tales como alimentos, químicos, bebidas y farmacéutica.
Capacidad de almacenamiento de 2500 litros
Parte superior concéntrica totalmente cerrado.
Arriba montado producto en el tubo de alimentación.
Patas de acero inoxidable con refuerzos transversales
Todas las soldaduras como han quedado definidos y pasivado, soldaduras externas son despojados pulida.
Alto: 1,25 Mts
Diámetro: 2 Mts
Alto base: 0,4 Mts
2
Tanques preparación de Producto
Tanques de acero inoxidable AISI 304L (DIN 1.4404) estándar para almacenamiento, mezcla y procesamiento de productos líquidos.
Los modelos verticales u horizontales de Simple o doble camisa de enfriamiento con agua helada refrigerante, o glicol o de calefacción con agua caliente o vapor.
Las patas ajustables con placas de descanso.
Sistemas de limpieza fija o giratoria bola de aerosol
Agitador Termostato
Sensor de presión
Escalera
Alto: 2 Mts
Diámetro: 1,75 Mts
Alto base: 0,6 Mts
2
Banda transportadora tipo Cangilón
Los transportadores de cangilones utilizan cadenas de rodillos doble hebra y cinta de transporte en polipropileno que están especialmente diseñados para manejar materiales grado farmacéutico. Estos cambios son necesarios para levantar la carga de un perfil horizontal o inclinado con bajo consumo de energía. Estos tienen un cuerpo fuerte y sólida construcción.
Alto:1,5 Mts (ajustable)
Ancho:0,6 Mts
Inclinación: 90°
(ajustable)
1

44
Envasadora
Máquina electro-neumática de 8 boquillas de accionamiento mecánico con temporizador alimentadas por una bomba sistema de transporte de bolsas guías de acero inoxidable con sistema de prensado y centrado de bolsas para dosificado La máquina consta básicamente de una base o pedestal desde el piso en perfil tubular cuadrado en acero inoxidable 304, tipo monoblock, donde se encuentran montados los sistemas de boquillas de llenado, Sistema de prensado y centrado Boquillas móviles accionadas verticalmente, por un cilindro neumático con graduación de carrera, el cuál baja las boquillas contra el tubo de inyección de la bolsa. Estas boquillas tendrán dos mangueras, una a la flauta de alimentación
Alto: 1,95 Mts
Largo con sistema de transporte: 2,7 Mts
Fondo: 1,2 Mts
Capacidad de
producción
34,2 und / min
2057 und/ hora
Esta capacidad puede variar si se modifica el numero de boquillas +/- o si se modifica la velocidad de dosificado dependiendo de la viscosidad del liquido o el requerimiento de producción.
1
Codificadora
Codificador por chorro de tinta; codifica e imprime logotipos, fecha de vencimiento numero de lote etc. (4 líneas de hasta 64 caracteres)
Estructura en acero inoxidable ANSI 304
Teclado resistente al solvente
Ajuste automático de viscosidad
Altura de caracteres de 0,8 mm a 1,9 mm
Velocidad de línea de impresión 300 Mts / min
Reloj y calendario automático
Reemplazo de tinta y solvente sin paro de maquina
Contador de impresiones
Limpieza de eyector automática
Capacidad de impresión de 1,666 ct/ seg
Alto: 1,6 Mts
Largo con sistema de transporte: 1,8
Mts
Fondo: 0,9 Mts
1
Banda transportadora con Mesón
Banda transportadora sobre mesa motorizada fabricada en Acero Inoxidable.
Chasis en lámina Acero Inoxidable 304, calibre 12, de veinte (20) centímetros ancho.
Moto reductor Marca YASKAWA de 1/2 HP a 40 RPM con conexión a 220V, Variador de velocidad Marca YASKAWA.
Soportes trípode al piso, con altura de 90 cms (características ergonómicas).
• Banda Modular Línea 1000 paso 50mm, Material Polipropileno color Blanco, grado farmacéutico de 20 cms de ancho.
Alto: 1,2 Mts (ajustable)
Ancho total:0,9 Mts
Largo:2,7 Mts
1

45
Gato Hidráulico
Sistema hidráulico de máxima fiabilidad y resistencia.
Nuevo diseño adaptado a la norma europea EN 1570:1599.
Sistema de descenso controlado.
Válvula de seguridad por sobrecarga.
Dos ruedas giratorias con freno y dos fijas.
Ruedas giratorias protegidas para evitar accidentes.
Capacidad de carga (kg) 350
Peso (kg) 125
Diámetro ruedas (mm) 1
Impulsos para máxima altura (mm) 70
Diámetro ruedas (mm) 150
Medidas de la
mesa(mm) 920x1300
Altura de la mesa (mm) 435 min /
1500max
Altura de la empuñadura (mm)
1130
Dimensiones totales (mm) 1170(d)x520(c)
2
Carro estándar de carga/descarga para cámara de esterilización
Esta diseñado para la manipulación y el transporte de mercancías a las cuales se les realiza el proceso de esterilización, cuenta con rieles montados horizontalmente que actúan como redes de los contenedores o cestos su altura debe ser graduada con una mesa hidráulica. El carro de distribución esta fabricado en su totalidad en acero inoxidable diseñados para ser fáciles de limpiar y desinfectar
Diámetro ruedas (mm) 150
Medidas
entrepaño(mm) 1100x1500
Altura de la mesa (mm) 1500max
25
Estantería tipo pesado
Estantes tipo pesado con capacidad de carga de 3000 Kg. /Nv. Y 1 de H: 4.50 X 1.40 X 1.20 Mts. con capacidad de carga de 9000 Kg en total . Cada uno con 3 Niveles, 1 a piso y 2 sobre Vigas Tipo Entrepaño
Alto: 4,5 Mts
Ancho: 3 Mts
Fondo: 1,2 Mts
46
Montacargas pasillo angosto
Apilador Eléctrico marca LINDE, modelo: L12 serie 372-03 País de Origen Francia Sistema de Locomoción Eléctrico Con un centro de Carga de 600mm 1.600 kg Peso Equipo Armado 1.200 Kg. VELOCIDAD DE DESPLAZAMIENTO Con Carga / Sin Carga 6.0 / 6.0 Km/h VELOCIDAD DE ELEVACIÓN Con Carga / Sin Carga 0.16 / 0.25 m/s VELOCIDAD DE DESCENSO Con Carga / Sin Carga 0.45 / 0.45 m/s
Largo (Con Horquillas) 1.950
mm Ancho 800 mm Alto 2.265 mm
PASILLO REQUERIDO 2.500
mm HORQUILLAS
Largo x Ancho x Espesor 1.150 x 180
x 71 mm. Altura de Elevación de carga 5.316 mm
Altura de mástil recogido 2.265 mm
1
Fuente: Los autores

46
Seguido a lo anterior en la Tabla 13, se relacionan los equipos de apoyo al proceso, que no requieren de compra, pero si una ampliación de la red, pues deben tener la posibilidad de abastecer las plantas actuales y la proyectada. A continuación se enuncian estos equipos, con el fin de determinar los requerimientos de los mismos, así como la justificación de su ampliación. Cabe resaltar que este proyecto no contempla ningún tipo de transferencia para los equipos de apoyo, pues la adecuación de ello, requiere únicamente de obra civil y algunas herramientas básicas de empleo, que serán realizadas por el mismo personal de la compañía perteneciente al departamento de Salud ocupacional, mantenimiento y Economato.

47
Tabla 13. Equipos de Apoyo Crítico PUNTO DE
APOYO CRITICO
COMPATIBLE Y AMPLIABLE
DESCRIPCION OBSERVACIONES
RED DE AIRE COMPRIMIDO
SI
Aire des-humectado, pre-filtrado y filtrado el cual pone en funcionamiento los sistemas neumáticos de los equipos de la planta
Se debe asegurar que los equipos que van a operar en cada área de la nueva línea de producción y requieren para su funcionamiento aire comprimido quede establecido el punto de suministro
RED ELÉCTRICA
SI Sistemas eléctricos generales conformados por: 220 volt tres fases + neutro + tierra 60 Hz
La totalidad de las áreas deben contar con el sistema eléctrico el cual suministre luz artificial y los puntos de conexión para la maquinaria y equipo (ver plano distribución en planta propuesto)
RED AGUA POTABLE
SI
Sistema que permite el suministro de agua para baños, aseos, alimentación en general; con una presión de 60-09 psi pre filtrada y con cloro controlado.
Por normas de la compañía todas las áreas deben tener por lómenos un punto de suministro de agua potable a si no se requiera para la ejecución del proceso.
RED AGUAS RESIDUALES
SI
Sistema de evacuación de aguas que han sufrido algún tipo de contaminación por el funcionamiento de la compañía (administración o producción)
Las áreas que tengan contacto con algún tipo de líquido se deben conectar a la red de aguas residuales
RED AGUA DES-
MINERALIZADA SI
Sistema que permite el suministro de agua desmineralizada a los tanques de preparación de producto.
Debido a que se va estructurar otra línea de fabricación y esta debe tener un juego de tanques de preparación extra, la red de agua desmineralizada se debe ampliar.
SISTEMA DE INYECCIÓN Y EXTRACCIÓN
DE AIRE AMBIENTE
SI
Sistema que permite el control medioambiental, confort de las operaciones y que debe cumplir con las condiciones para que el proceso se ejecute (dirección de o flujo del aire)
Todas las áreas del proceso de producción deben estar conectadas al sistema de inyección y extracción de aires siguiendo las especificaciones ya establecidas para la planta de producción (cada área debe tener puntos de inyección y extracción de aire).
FLUJOS LAMINARES
SI
Se requiere para garantizar la integridad del proceso que tenga contacto directo con el producto como es el caso de envase, y dispensación (no debe presentarse partículas en el aire de ningún tipo)
Teniendo en cuenta que el objetivo es estructurar otra línea de producción se debe acoplar el sistema de flujos laminares para el área de envase ya que esta área es de clase A.
SISTEMA VAPOR
INDUSTRIAL SI
Este tipo de vapor permite el funcionamiento de algunos equipos y maquinarias que en el momento de estar operando este no tienen contacto directo con el producto. Como es el caso del autoclave y el destilador
En la actualidad los equipos que suministran el vapor industrial al proceso productivo (calderas y compresores) están trabajando al 50% de su capacidad total, esto indica que en el momento de implementar otra línea de producción no se vera afectado el sistema, además, este no requiere puntos de vapor industrial en las áreas donde se implementara la nueva línea de producción.
SISTEMA VAPOR PURO
NO
Este tipo de vapor se usa para esterilizar maquinas o accesorios que tienen contacto directo con el producto como es el caso de los tapones o puertos de inyección
La capacidad del equipo actual y red de distribución solo está diseñada para equipos estándar del área estéril actual se debe complementar este sistema para las nuevas áreas que lo requieran.
Fuente. Laboratorios Quibi y los Autores La tabla anterior además de revelar de manera clara el porqué de la ampliación de la red, permite conocer el funcionamiento de cada uno. Sabiendo que estos equipos de apoyo permiten que la maquinaria de proceso, así como toda el área en general funcionen de manera correcta y bajo las normas y especificaciones establecidas
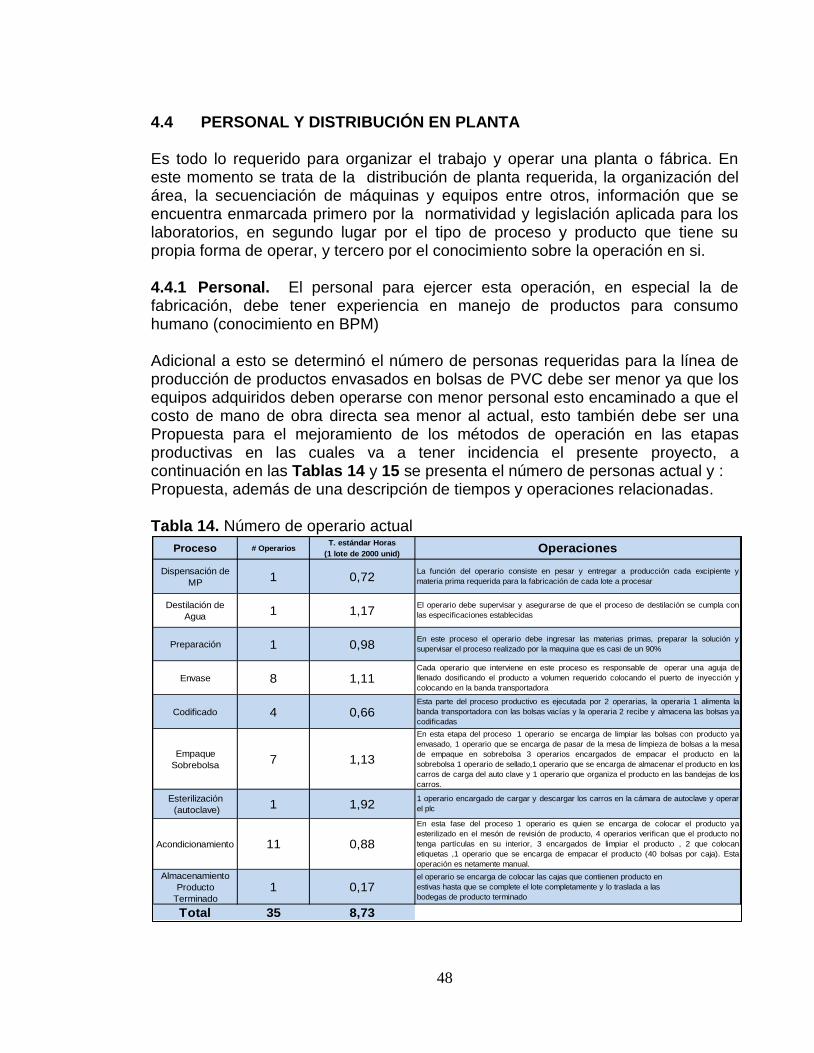
48
4.4 PERSONAL Y DISTRIBUCIÓN EN PLANTA Es todo lo requerido para organizar el trabajo y operar una planta o fábrica. En este momento se trata de la distribución de planta requerida, la organización del área, la secuenciación de máquinas y equipos entre otros, información que se encuentra enmarcada primero por la normatividad y legislación aplicada para los laboratorios, en segundo lugar por el tipo de proceso y producto que tiene su propia forma de operar, y tercero por el conocimiento sobre la operación en si. 4.4.1 Personal. El personal para ejercer esta operación, en especial la de fabricación, debe tener experiencia en manejo de productos para consumo humano (conocimiento en BPM) Adicional a esto se determinó el número de personas requeridas para la línea de producción de productos envasados en bolsas de PVC debe ser menor ya que los equipos adquiridos deben operarse con menor personal esto encaminado a que el costo de mano de obra directa sea menor al actual, esto también debe ser una Propuesta para el mejoramiento de los métodos de operación en las etapas productivas en las cuales va a tener incidencia el presente proyecto, a continuación en las Tablas 14 y 15 se presenta el número de personas actual y : Propuesta, además de una descripción de tiempos y operaciones relacionadas. Tabla 14. Número de operario actual
T. estándar Horas
(1 lote de 2000 unid)
Dispensación de
MP1 0,72
Destilación de
Agua1 1,17
Preparación 1 0,98
Envase 8 1,11
Codificado 4 0,66
Empaque
Sobrebolsa 7 1,13
Esterilización
(autoclave)1 1,92
Acondicionamiento 11 0,88
Almacenamiento
Producto
Terminado1 0,17
Total 35 8,73
Proceso # Operarios
En esta fase del proceso 1 operario es quien se encarga de colocar el producto ya
esterilizado en el mesón de revisión de producto, 4 operarios verifican que el producto no
tenga partículas en su interior, 3 encargados de limpiar el producto , 2 que colocan
etiquetas ,1 operario que se encarga de empacar el producto (40 bolsas por caja). Esta
operación es netamente manual.
En esta etapa del proceso 1 operario se encarga de limpiar las bolsas con producto ya
envasado, 1 operario que se encarga de pasar de la mesa de limpieza de bolsas a la mesa
de empaque en sobrebolsa 3 operarios encargados de empacar el producto en la
sobrebolsa 1 operario de sellado,1 operario que se encarga de almacenar el producto en los
carros de carga del auto clave y 1 operario que organiza el producto en las bandejas de los
carros.
1 operario encargado de cargar y descargar los carros en la cámara de autoclave y operar
el plc
Operaciones
el operario se encarga de colocar las cajas que contienen producto en
estivas hasta que se complete el lote completamente y lo traslada a las
bodegas de producto terminado
La función del operario consiste en pesar y entregar a producción cada excipiente y
materia prima requerida para la fabricación de cada lote a procesar
El operario debe supervisar y asegurarse de que el proceso de destilación se cumpla con
las especificaciones establecidas
En este proceso el operario debe ingresar las materias primas, preparar la solución y
supervisar el proceso realizado por la maquina que es casi de un 90%
Cada operario que interviene en este proceso es responsable de operar una aguja de
llenado dosificando el producto a volumen requerido colocando el puerto de inyección y
colocando en la banda transportadora
Esta parte del proceso productivo es ejecutada por 2 operarias, la operaria 1 alimenta la
banda transportadora con las bolsas vacías y la operaria 2 recibe y almacena las bolsas ya
codificadas

49
Fuente. Laboratorios Quibi S.A. Tabla 15. Número de operario propuesta
Fuente. Los Autores
Como se observa en las anteriores tablas el numero de operaciones y el tiempo disminuyen de forma visible pasando de 35 a 23 operarios con la propuesta y de 8.73 horas por lote a 7,76 horas por lote. Esto significa reducción en Mano de Obra directa y en tiempos de producción lo que se debe ver reflejado en un menor costo de producción.
T. estándar Horas
(1 lote de 2000 unid)
Dispensación de
MP1 0,72
Destilación De
Agua1 1,17
Preparación 1 0,98
Envase 3 0,96
Codificado 0 0,00
Empaque Sobre
Bolsa 5 0,96
Esterilización
(autoclave)1 1,92
Acondicionamiento 10 0,88
Almacenamiento
Producto
Terminado1 0,17
Total 23 7,76
Proceso # Operarios
Teniendo en cuenta que el producto luego de ser envasado no se requiere limpiar a demás
de que el producto es transportado por bandas para ser empacado en la sobrebolsa; es
decir que no es necesario tener el operario de limpieza de bolsas ni el operario que alimenta
el mesón de empaque de sobrebolsa de igual forma al utilizar un elevador de cangilones
para colocar el producto en los carros de almacenamiento no se requiere el operario que
colca en producto en los carros de carga de autoclave
El proceso no tiene ningún cambio
El proceso no tiene ningún cambio
En esta parte del proceso al implementar una mesa hidráulica no se requiere el operario que
traslada las bolsas de pvc al mesón de revisión de acondicionado, el resto del proceso
seguirá operando de la misma forma como la venido haciendo
Operaciones
El proceso no tiene ningún cambio
El proceso no tiene ningún cambio
El operario esta en capacidad de efectuar la preparación para los 4 tanques
Solo se requieren 3 operarios para ejecutar esta etapa del proceso, 1 para alimentar el
sistema de transporte con la bolsas listas para envasar el producto, 1 operario para colocar
los puertos de inyección luego de que el producto es envasado y 1 operario que se encarga
de verificar que la llenadora ajuste ,centre y dosifique a volumen requerido.
Debido a que esta parte del proceso se incorpora a la línea de fabricación de bolsa de
PVC no se requiere ningún operario ya que la codificadora trabaja de forma sincronizada
con el proceso de envase es decir que luego de que el producto es envasado, este es
llevado por una banda transportadora hasta la codificadora sin tener ningún contacto con los
operarios.
50
4.4.2 Distribución en Planta
En esta etapa del proyecto se establece la distribución en planta con el fin de optimizar el proceso. En este punto se tiene en cuenta lo requerido para organizar el trabajo, secuenciar máquinas y/o equipos y adecuar espacios acordes al aumento de la capacidad de producción requerida. Para esto se necesita un espacio ideal, esto con el fin de obtener un funcionamiento óptimo y el cumplimiento de lo propuesto. Estas áreas serán distribuidas de acuerdo DISPLAN definitivo (ver Figura 8), contando con el espacio total disponible, donde se adecuará la sección de preparación de Oftálmicos y envase Oftálmicos Como se observa en la Figura 7 la línea de fabricación actual cuenta con siete (7) secciones o áreas:
1. Preparación de Suero 2. Esclusa de Materias Primas de Suero 3. Esclusa de Personal 4. Envase 5. Empaque sobrebolsa 6. Preparación de Oftálmicos 7. Envase Oftálmicos
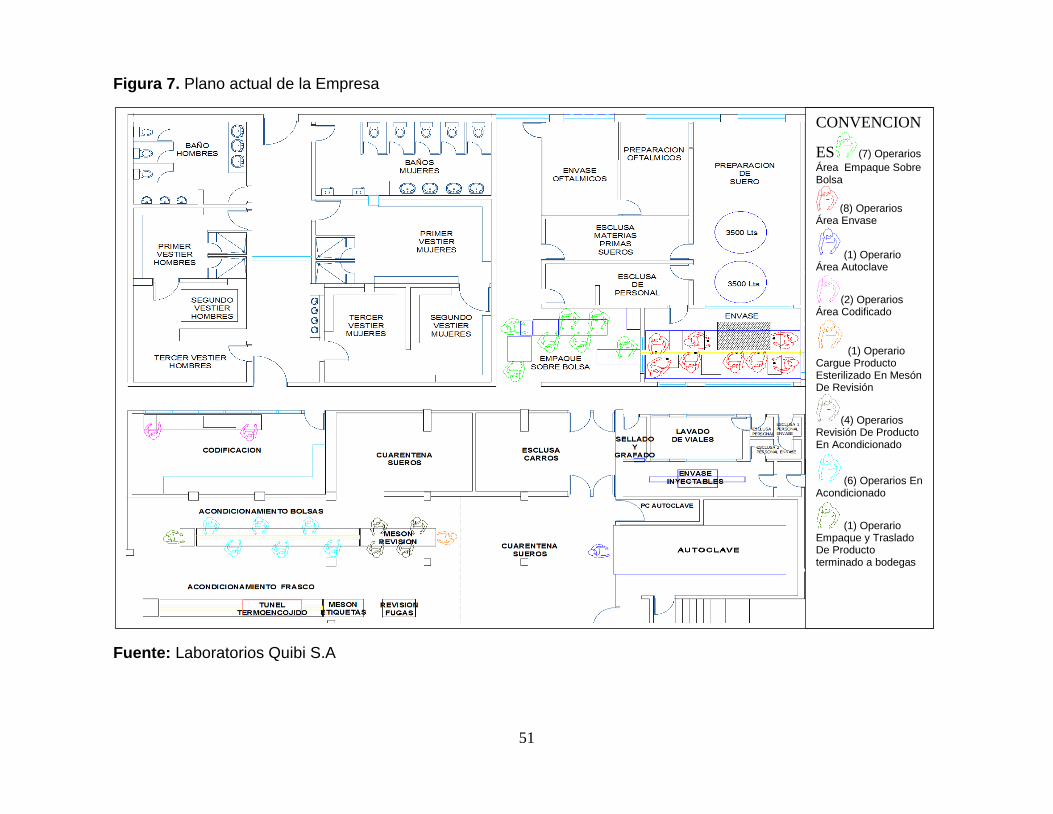
51
Figura 7. Plano actual de la Empresa Fuente: Laboratorios Quibi S.A
CONVENCION
ES (7) Operarios
Área Empaque Sobre Bolsa
(8) Operarios Área Envase
(1) Operario Área Autoclave
(2) Operarios Área Codificado
(1) Operario Cargue Producto Esterilizado En Mesón De Revisión
(4) Operarios Revisión De Producto En Acondicionado
(6) Operarios En Acondicionado
(1) Operario Empaque y Traslado De Producto terminado a bodegas

52
Como propuesta encontrada para realizar la distribución de planta se describe lo siguiente: El área de Preparación de Oftálmicos y envase de Oftálmicos, ubicada en la actual línea de Fabricación (Ver Figura 8) se encuentra vacía y puede ser integrada a la línea de Producción de productos inyectables, además, se podría aprovechar y adecuar este espacio para la ubicación y distribución de los equipos y maquinas. La línea para la realización de Sueros envasados en PVC posee un área total de 61.61 m2. Esta será distribuida de tal forma que se pueda aprovechar el espacio existente de forma eficiente. Esta área se encuentra frente de productos inyectables la cual está integrada a la planta de producción con comunicación directa a las demás áreas productivas y uso de algunos equipos y sistemas comunes. Las áreas a considerar para la nueva distribución de la planta (Ver Figura 8) son las siguientes:
1. Preparación de Suero 2. Esclusa de Personal y Materias
primas Sueros 3. Envase 4. Acondicionado
5. Embalaje 6. Empaque sobrebolsa 7. Codificado 8. Sellado
Las principales consideraciones de cambio que tendría esta área de fabricación serían:
Reubicación de equipos actuales de envase y empaque de bolsa al área de preparación de Oftálmicos (Soluciones estériles y esclusa de materiales); esta pasaría a ser controlado por el área de productos inyectables, además, el área vacía se puede aprovechar unificando las dos secciones de Oftálmicos eliminando muros.
Ubicación de dos (2) tanques adicionales de preparación del producto en la sección de suero aumentando así su capacidad
En la Tabla 16 que se presenta a continuación se establece la distribución en planta por m2
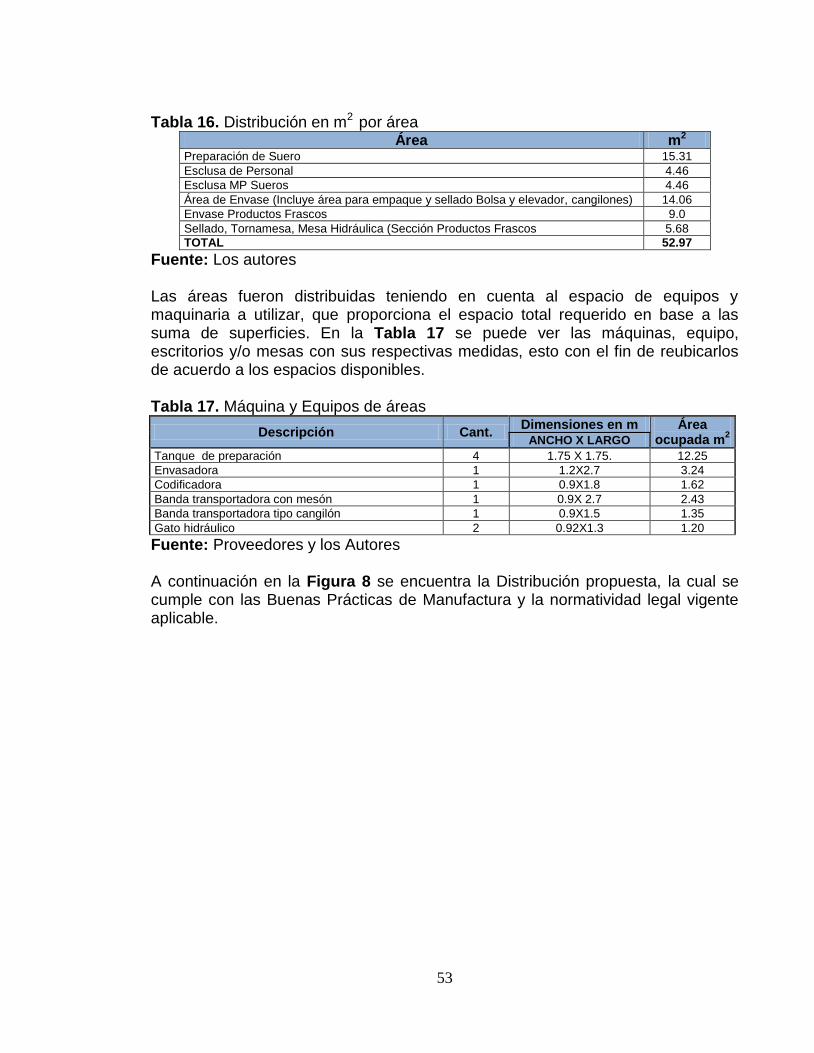
53
Tabla 16. Distribución en m2 por área Área m2
Preparación de Suero 15.31
Esclusa de Personal 4.46
Esclusa MP Sueros 4.46
Área de Envase (Incluye área para empaque y sellado Bolsa y elevador, cangilones) 14.06
Envase Productos Frascos 9.0
Sellado, Tornamesa, Mesa Hidráulica (Sección Productos Frascos 5.68
TOTAL 52.97
Fuente: Los autores Las áreas fueron distribuidas teniendo en cuenta al espacio de equipos y maquinaria a utilizar, que proporciona el espacio total requerido en base a las suma de superficies. En la Tabla 17 se puede ver las máquinas, equipo, escritorios y/o mesas con sus respectivas medidas, esto con el fin de reubicarlos de acuerdo a los espacios disponibles. Tabla 17. Máquina y Equipos de áreas
Descripción Cant. Dimensiones en m Área
ocupada m2 ANCHO X LARGO
Tanque de preparación 4 1.75 X 1.75. 12.25
Envasadora 1 1.2X2.7 3.24
Codificadora 1 0.9X1.8 1.62
Banda transportadora con mesón 1 0.9X 2.7 2.43
Banda transportadora tipo cangilón 1 0.9X1.5 1.35
Gato hidráulico 2 0.92X1.3 1.20
Fuente: Proveedores y los Autores A continuación en la Figura 8 se encuentra la Distribución propuesta, la cual se cumple con las Buenas Prácticas de Manufactura y la normatividad legal vigente aplicable.

54
Figura 8. Plano Propuesto General (Línea de Fabricación de Sueros envasados en Bolsas de PVC) Fuente: Autores
CONVENCIO
NES (5)
Operarios Área Empaque Sobre Bolsa
(3) Operarios Área Envase
(1) Operario Área Autoclave
(0) Operarios Área Codificado
(0) Operario Cargue Producto Esterilizado En Mesón De Revisión
(4) Operarios Revisión De Producto En Acondicionado
(6) Operarios En Acondicionado
(1) Operario Empaque y Traslado De Producto terminado a bodegas

55
4.5 COSTOS
En este capítulo se relacionan todos los costos que la empresa tendrá que asumir en el momento de hacer efectivo el proyecto. 4.5.1 Costos de obra civil y maquinaria Como es un área nueva se debe realizar una obra civil, para la cual se reunió con personal del área de mantenimiento y el tercero que siempre se ha encargado de todo este tipo de obras para el laboratorio, y se llegó a un estimado del costo que tendría el adecuar esta nueva área. A continuación en la Tabla 18 se relacionan los costos que se tendrían en el momento de poner en marcha la obra. Tabla 18. Costo de Obra civil
Fuente: Los Autores y Laboratorios Quibi S.A En la siguiente Tabla 19 se relacionan los costos en que se debe incurrir de acuerdo al proveedor.
DETALLE OBRA CIVIL COSTO
Adecuación punto de suministro aire comprimido para envasadora, mesa
hidráulica área de empaque sobrebolsa y masa hidráulica para el área de
acondicionamiento $ 1.852.684
Ampliación sistema eléctrico para el suministro de los puntos de conexión
para la maquinaria y equipo (envasadora, codificadora, banda
transportadora, selladora, elevador de cangilones mesas hidráulicas,
conexión cargador para montacargas) $ 2.727.436
Instalación punto de suministro de agua potable para las áreas afectadas
(envase productos en bolsa de pvc, empaque sobre bolsa y cuarentena
sueros). $ 689.296
Ampliación red de aguas residuales $ 753.616
ampliación de la red de agua desmineralizada. $ 2.647.840
Adecuación sistema de inyección y extracción de aires para las áreas
afectadas (envase y empaque sobre bolsa). $ 15.121.900
Compra cabina de flujo laminar era envase $ 26.000.000
Adecuación punto de suministro de vapor puro para envasadora. $ 1.852.684
Despeje y adecuación del área donde se estructurará la línea de envase
de productos en bolsas de pcv. $ 1.683.933
Adecuación final del área: pintura, pisos, paredes, techos, $ 5.206.347
TOTAL COSTO OBRA CIVIL $ 58.535.736

56
Tabla 19. Costo de equipos
Fuente: Los Autores 4.5.2 Costo Total de la Inversión:
Obra Civil + Costo Maquinaria Proveedor 1: $ 383.066.792 Obra Civil + Costo Maquinaria Proveedor 2: $ 396.184.916
Obra Civil + Costo Maquinaria Proveedor 2: $ 407.996.867
4.5.3 Costos Unitarios. Con el fin de asegurar que el proyecto contribuirá con la reducción de costos se realizó un análisis de costo estándar unitario por cada producto el cual se presenta en el ANEXO B en medio magnético (costo estándar por producto) esto también se hace con el fin de que la compañía posea información confiable para la toma de decisiones y así pueda ofrecer un precio competitivo al mercado. Este análisis se resume en las Tablas 20, 21, 22, 23, 24, 25 donde se presenta un desglose de los elementos del costo por producto proyectado a 5 años y tomando como incremento los indicadores financieros (PIB) proyectados por el Banco de la Republica.
MAQUINARIA / EQUIPO UNID. PROVEEDOR 1 PROVEEDOR 2 PROVEEDOR 3
REQUERIDO REQ. GRUPO ARIAL MAKITRONIK AXIOMATICA
TANQUES DE ALMACENAMIENTO AGUA DESTILADA 2 $ 29.696.000 $ 30.586.880 $ 32.071.680
TANQUES PREPARACIÓN DE PRODUCTO 2 $ 60.320.000 $ 61.526.400 $ 62.732.800
ENVASADORA 1 $ 67.628.000 $ 70.333.120 $ 73.038.240
CODIFICADORA 1 $ 19.488.000 $ 20.267.520 $ 20.072.640
BANDA TRANSPORTADORA CON MESÓN 1 $ 11.832.000 $ 11.832.000 $ 12.186.960
BANDA TRANSPORTADORA TIPO CANGILÓN 1 $ 11.252.000 $ 11.252.000 $ 11.589.560
MESA HIDRÁULICA 2 $ 19.256.000 $ 19.833.680 $ 19.833.680
CARRO DE CARGA/DESCARGA PARA AUTOCLAVE 25 $ 22.500.000 $ 23.225.000 $ 27.575.000
ESTANTERÍA TIPO PESADO 1 $ 45.439.056 $ 49.074.180 $ 49.528.571
MONTACARGAS PASILLO ANGOSTO 1 $ 37.120.000 $ 39.718.400 $ 40.832.000
TOTAL $ 324.531.056 $ 337.649.180 $ 349.461.131

57
Tabla 20. Costos unitarios actuales
Fuente: Los Autores Tabla 21. Costos unitarios año 1
Fuente: Los Autores
COSTOS COSTOS CIF CIF COSTO MARGUEN PRECIO MARGEN
MATERIAS PRIMAS MANO DE OBRA FIJOS VARIABLES PRODUCCION BRUTO VENTA (%)
DEXTROSA 5% A.D. $ 652 $ 85 $ 232 $ 157 $ 1.125 $ 225 $ 1.350 17%
DEXTROSA 5% S.S. $ 660 $ 85 $ 232 $ 166 $ 1.142 $ 208 $ 1.350 15%
DEXTROSA 10% A.D. $ 733 $ 85 $ 232 $ 157 $ 1.206 $ 144 $ 1.350 11%
LACTATO DE RINGER X 1000 mL $ 923 $ 169 $ 463 $ 365 $ 1.921 $ 279 $ 2.200 13%
LACTATO RINGER X 500 mL $ 615 $ 85 $ 232 $ 182 $ 1.113 $ 137 $ 1.250 11%
SUERO FISIOLOGICO X 500 mL $ 579 $ 85 $ 232 $ 164 $ 1.059 $ 141 $ 1.200 12%
SUERO FISIOLOGICO X 1000 mL $ 887 $ 179 $ 463 $ 328 $ 1.857 $ 343 $ 2.200 16%
SUERO FISIOLOGICO X 50 mL $ 366 $ 78 $ 23 $ 46 $ 513 $ 365 $ 878 42%
SUERO FISIOLOGICO X 100 mL $ 421 $ 80 $ 46 $ 108 $ 655 $ 462 $ 1.117 41%
SUERO FISIOLOGICO X 250 mL $ 582 $ 85 $ 116 $ 121 $ 904 $ 296 $ 1.200 25%
PRODUCTO
COSTOS COSTOS CIF CIF COSTO MARGUEN PRECIO MARGEN
MATERIAS PRIMAS MANO DE OBRA FIJOS VARIABLES PRODUCCION BRUTO VENTA (%)
DEXTROSA 5% A.D. $ 671 $ 64 $ 207 $ 162 $ 1.104 $ 220 $ 1.324 17%
DEXTROSA 5% S.S. $ 680 $ 64 $ 207 $ 170 $ 1.121 $ 218 $ 1.339 16%
DEXTROSA 10% A.D. $ 755 $ 64 $ 207 $ 162 $ 1.187 $ 152 $ 1.339 11%
LACTATO DE RINGER X 1000 mL $ 951 $ 128 $ 414 $ 376 $ 1.868 $ 274 $ 2.142 13%
LACTATO RINGER X 500 mL $ 633 $ 64 $ 207 $ 188 $ 1.092 $ 134 $ 1.226 11%
SUERO FISIOLOGICO X 500 mL $ 596 $ 64 $ 207 $ 169 $ 1.036 $ 141 $ 1.177 12%
SUERO FISIOLOGICO X 1000 mL $ 913 $ 128 $ 414 $ 337 $ 1.792 $ 350 $ 2.142 16%
SUERO FISIOLOGICO X 50 mL $ 377 $ 57 $ 21 $ 48 $ 503 $ 362 $ 865 42%
SUERO FISIOLOGICO X 100 mL $ 433 $ 67 $ 41 $ 111 $ 653 $ 460 $ 1.112 41%
SUERO FISIOLOGICO X 250 mL $ 600 $ 63 $ 103 $ 124 $ 891 $ 283 $ 1.174 24%
PRODUCTO

58
Tabla 22. Costos unitarios año 2
Fuente: Los Autores Tabla 23. Costos unitarios año 3
Fuente: Los Autores
COSTOS COSTOS CIF CIF COSTO MARGUEN PRECIO MARGEN
MATERIAS PRIMAS MANO DE OBRA FIJOS VARIABLES PRODUCCION BRUTO VENTA (%)
DEXTROSA 5% A.D. $ 691 $ 66 $ 203 $ 167 $ 1.127 $ 236 $ 1.363 17%
DEXTROSA 5% S.S. $ 700 $ 66 $ 203 $ 176 $ 1.145 $ 234 $ 1.379 17%
DEXTROSA 10% A.D. $ 777 $ 66 $ 203 $ 167 $ 1.213 $ 166 $ 1.379 12%
LACTATO DE RINGER X 1000 mL $ 979 $ 131 $ 407 $ 387 $ 1.905 $ 302 $ 2.207 14%
LACTATO RINGER X 500 mL $ 652 $ 66 $ 203 $ 194 $ 1.115 $ 148 $ 1.262 12%
SUERO FISIOLOGICO X 500 mL $ 614 $ 66 $ 203 $ 174 $ 1.057 $ 155 $ 1.213 13%
SUERO FISIOLOGICO X 1000 mL $ 941 $ 131 $ 407 $ 348 $ 1.826 $ 380 $ 2.207 17%
SUERO FISIOLOGICO X 50 mL $ 388 $ 59 $ 20 $ 49 $ 517 $ 374 $ 891 42%
SUERO FISIOLOGICO X 100 mL $ 446 $ 69 $ 41 $ 115 $ 670 $ 475 $ 1.146 41%
SUERO FISIOLOGICO X 250 mL $ 618 $ 65 $ 102 $ 128 $ 913 $ 297 $ 1.209 25%
PRODUCTO
COSTOS COSTOS CIF CIF COSTO MARGUEN PRECIO MARGEN
MATERIAS PRIMAS MANO DE OBRA FIJOS VARIABLES PRODUCCION BRUTO VENTA (%)
DEXTROSA 5% A.D. $ 712 $ 68 $ 203 $ 172 $ 1.154 $ 250 $ 1.404 18%
DEXTROSA 5% S.S. $ 721 $ 68 $ 203 $ 181 $ 1.173 $ 248 $ 1.421 17%
DEXTROSA 10% A.D. $ 801 $ 68 $ 203 $ 172 $ 1.243 $ 178 $ 1.421 13%
LACTATO DE RINGER X 1000 mL $ 1.009 $ 135 $ 406 $ 399 $ 1.949 $ 324 $ 2.273 14%
LACTATO RINGER X 500 mL $ 672 $ 68 $ 203 $ 199 $ 1.142 $ 159 $ 1.300 12%
SUERO FISIOLOGICO X 500 mL $ 633 $ 68 $ 203 $ 179 $ 1.082 $ 167 $ 1.249 13%
SUERO FISIOLOGICO X 1000 mL $ 969 $ 135 $ 406 $ 358 $ 1.868 $ 405 $ 2.273 18%
SUERO FISIOLOGICO X 50 mL $ 400 $ 61 $ 20 $ 51 $ 532 $ 386 $ 918 42%
SUERO FISIOLOGICO X 100 mL $ 460 $ 71 $ 41 $ 118 $ 689 $ 491 $ 1.180 42%
SUERO FISIOLOGICO X 250 mL $ 636 $ 67 $ 101 $ 132 $ 937 $ 309 $ 1.246 25%
PRODUCTO
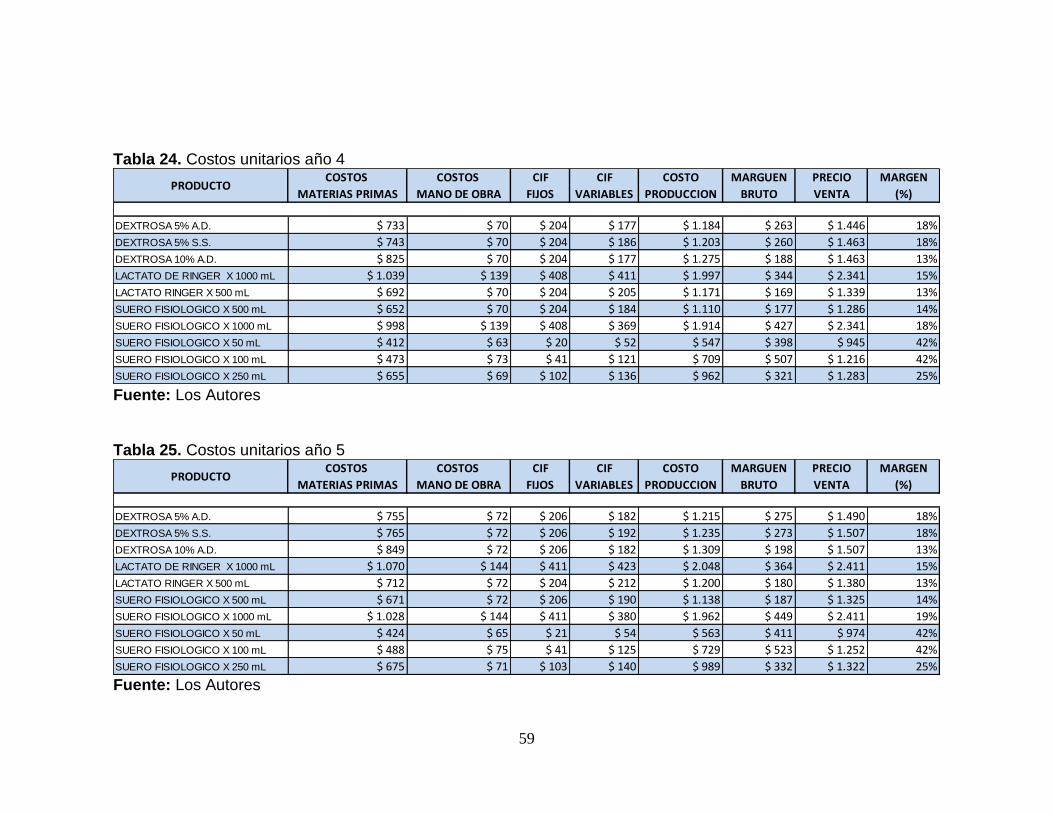
59
Tabla 24. Costos unitarios año 4
Fuente: Los Autores Tabla 25. Costos unitarios año 5
Fuente: Los Autores
COSTOS COSTOS CIF CIF COSTO MARGUEN PRECIO MARGEN
MATERIAS PRIMAS MANO DE OBRA FIJOS VARIABLES PRODUCCION BRUTO VENTA (%)
DEXTROSA 5% A.D. $ 733 $ 70 $ 204 $ 177 $ 1.184 $ 263 $ 1.446 18%
DEXTROSA 5% S.S. $ 743 $ 70 $ 204 $ 186 $ 1.203 $ 260 $ 1.463 18%
DEXTROSA 10% A.D. $ 825 $ 70 $ 204 $ 177 $ 1.275 $ 188 $ 1.463 13%
LACTATO DE RINGER X 1000 mL $ 1.039 $ 139 $ 408 $ 411 $ 1.997 $ 344 $ 2.341 15%
LACTATO RINGER X 500 mL $ 692 $ 70 $ 204 $ 205 $ 1.171 $ 169 $ 1.339 13%
SUERO FISIOLOGICO X 500 mL $ 652 $ 70 $ 204 $ 184 $ 1.110 $ 177 $ 1.286 14%
SUERO FISIOLOGICO X 1000 mL $ 998 $ 139 $ 408 $ 369 $ 1.914 $ 427 $ 2.341 18%
SUERO FISIOLOGICO X 50 mL $ 412 $ 63 $ 20 $ 52 $ 547 $ 398 $ 945 42%
SUERO FISIOLOGICO X 100 mL $ 473 $ 73 $ 41 $ 121 $ 709 $ 507 $ 1.216 42%
SUERO FISIOLOGICO X 250 mL $ 655 $ 69 $ 102 $ 136 $ 962 $ 321 $ 1.283 25%
PRODUCTO
COSTOS COSTOS CIF CIF COSTO MARGUEN PRECIO MARGEN
MATERIAS PRIMAS MANO DE OBRA FIJOS VARIABLES PRODUCCION BRUTO VENTA (%)
DEXTROSA 5% A.D. $ 755 $ 72 $ 206 $ 182 $ 1.215 $ 275 $ 1.490 18%
DEXTROSA 5% S.S. $ 765 $ 72 $ 206 $ 192 $ 1.235 $ 273 $ 1.507 18%
DEXTROSA 10% A.D. $ 849 $ 72 $ 206 $ 182 $ 1.309 $ 198 $ 1.507 13%
LACTATO DE RINGER X 1000 mL $ 1.070 $ 144 $ 411 $ 423 $ 2.048 $ 364 $ 2.411 15%
LACTATO RINGER X 500 mL $ 712 $ 72 $ 204 $ 212 $ 1.200 $ 180 $ 1.380 13%
SUERO FISIOLOGICO X 500 mL $ 671 $ 72 $ 206 $ 190 $ 1.138 $ 187 $ 1.325 14%
SUERO FISIOLOGICO X 1000 mL $ 1.028 $ 144 $ 411 $ 380 $ 1.962 $ 449 $ 2.411 19%
SUERO FISIOLOGICO X 50 mL $ 424 $ 65 $ 21 $ 54 $ 563 $ 411 $ 974 42%
SUERO FISIOLOGICO X 100 mL $ 488 $ 75 $ 41 $ 125 $ 729 $ 523 $ 1.252 42%
SUERO FISIOLOGICO X 250 mL $ 675 $ 71 $ 103 $ 140 $ 989 $ 332 $ 1.322 25%
PRODUCTO

60
Con la información de costos, precios y demás que se mencionaron anteriormente se calculó el costo de producción estándar estimado, el cual está compuesto por: Materia prima y material de empaque: aquí están contemplados todos los materiales directos de fabricación para un lote óptimo y teniendo en cuenta el rendimiento que tiene la línea de producción que se estima sea del 98% el costo unitario, cada producto debe asumir la ineficiencia del proceso (roturas, mermas, rechazos, entre otros). Seguido a esto se relacionan el costo de principio activo y excipientes por cada ml que contiene una presentación Mano de obra directa: Este es el costo en que el laboratorio tendría que incurrir por cada uno de los operarios, dependiendo el área donde vayan a laborar, así mismo se calculó el costo por cada hora asumiendo turno de 8 horas. Con esta información y con los tiempos empleados para cada proceso, se calculó el costo de mano de obra por cada unidad. Costos indirectos de fabricación fijos: Esta información fue suministrada por la compañía indicando el costo relacionado por cada mililitro producido y puesto que se tiene proyectado un nivel de producción mayor al actual estos costos se minimizan o diluyen dentro de un periodo de tiempo contable. Estos costos consolidados son: seguros, vigilancia, servicio de aseo y economato, depreciaciones, mantenimiento, entre otros, el valor presupuestado mensual para el año 1 es de $ 73.324.477,17 para procesar 158.212.293 mililitros con una asignación por mililitro de $ 0,46 y para la proyección al quinto año será una producción de 206.765.851 mililitros mensuales con unos CIF fijos de $ 85.003.165,39 teniendo una asignación por mililitro de $ 0,41(esta proyección se efectuó teniendo en cuenta el PIB estimado por el banco de la republica para el año 5) Costos indirectos de fabricación variables: Al igual que los CIF fijos la compañía tiene establecido el costo variable de $49.045.810 promedio mensual para una producción promedio de 158.212.293 mililitros lo que indica que se debe cargar a cada mililitro producido un promedio de $27.40, es de anotar que en la medida que la producción aumente los costos variables aumentan proporcionalmente y como se tiene estimado para el quinto año una producción de 206.765.851 mililitros mensuales en esta medida se deben incrementar los CIF variables teniendo en cuenta el PIB estimado el valor mensual para este año será de $64.097.414

61
5. Estudio Organizacional 5.1. PLATAFORMA ESTRATÉGICA Horizonte: De acuerdo al estudio de mercado realizado previamente, se logra determinar que el proyecto está presupuestado inicialmente a cinco años, alcanzando con este tiempo la madurez del producto y viabilidad económica que permita la liquidez requerida. Misión: Quibi S.A. un laboratorio farmacéutico dedicado a la fabricación, investigación, y comercialización de medicamentos de uso humano, aportando productos innovadores con los últimos estándares tecnológicos para el mercado Colombiano. Visión: Ser el primer laboratorio farmacéutico Colombiano con presencia internacional e innovación propia. Valores
Respeto: Reconocer a las personas con el valor, las capacidades y la diversidad que permita el crecimiento personal y organizacional.
Calidad: Prestar un servicio, ágil y eficiente que garantiza el resultado de las metas proyectadas comprometiéndonos con la excelencia del servicio prestado.
Innovación: Implementar constantemente nuevas y mejores tecnologías.
Trabajo en equipo: Colaboración mutua con los procesos internos y nuestros clientes para lograr los mejores resultados.
Principios Empresariales
En la Empresa: Ser una Empresa, promotora constante de la innovación tecnológica para la optimización de los procesos farmacéuticos. En las Personas: Incentivar la creatividad y fortalecer las habilidades de nuestro equipo humano, creando ambientes que mejoren la calidad de vida, el crecimiento personal, creando sentido de pertenencia. En el País: Aportar al crecimiento económico del país, siendo fuente generadora empleo que permita el mejoramiento de vida de los trabajadores y asociados, y a su vez atraer inversión extranjera.

62
5.2. ESTRUCTURA ORGANIZACIONAL A continuación en la Figura 9 se presenta la estructura organizacional actual de QuIbi S.A. Figura 9. Organigrama general y Organigrama gerencia técnica
ASAMBLEA GENERAL DE
ACCIONISTAS
REVISOR FISCAL
JUNTA DIRECTIVA
PRESIDENCIA
GERENCIA GENERAL
SECRETARIA ASESOR FINANCIERO
COORD. DE PROYECTOS ASUNTOS LEGALES
DIRECTOR TÉCNICO Y GERENTE DE
PLANTADIRECTOR COMERCIAL DIRECTOR FINANCIERO
COORD. DE DESARROLLO Y
VALIDACIONESASISTENTE DOC. BPM
JEFE DE PRODUCCION
SUPERVISOR DE FABRICACIONSUPERVISOR DE
ACONDICIONAMIENTO
AUXILIARES DE
ACONDICIONAMIENTO
OPERARIOS DE
CODIFICADO
PREPARADOR
AUXILIARES DE FABRICACION
OPERARIO AUTOCLAVE
OPERARIO PISO TENICO
JEFE CONTROL DE CALIDAD
SECRETARIA
ANALISTAS DE LABORATORIO
FISICO - QUIMICO
AUXILIAR DE LABORATORIO
FISICO - QUIMICO
ANALISTAS DE LABORATORIO
MICROBIOLOGICO
AUXILIAR DE LABORATORIO
MICROBIOLOGICO
INSPECTOR CONTROL DE CALIDAD
JEFE MANTENIMIENTO
ALMACEN DE MANTENIMIENTO
MECANICOS
AUXILIARES DE MANTENIMIENTO
SUPERVISOR NAL. DE VENTAS
ASISTENTE COMERCIAL
REPRESENTANTE SANTANDER
REPRESENTANTE BOGOTA
REPRESENTANTE OCCIDENTE
REPRESENTANTE COSTA
TRANSF. EJE CAFETERO
TRANSF. ANTIOQUIA
TRANSF. SANTANDER
TRANSF. BOGOTA
TRANSF. OCCIDENTE
TRANSF. COSTA
JEFE DE PERSONAL
COORDINADOR DE
ECONOMATO
AUXILIARES DE ECONOMATO
JEFE DE CONTABILIDAD
JEFE DE SISTEMAS
JEFE DE COMPRAS Y LOGÍSTICA
TESORERIA
ANALISTA FINANCIERO Y DE
COSTOS
ASISTENTE DE CONTABILIDAD
COORDINADOR DE ALMACÉN
DE M. P. Y M. A.
MENSAJERO
VENDEDOR JUNIOR
OCCIDENTE
REPRESENTANTE EJE CAFETERO
REPRESENTANTE ANTIOQUIA
TRANSF. CUCUTA
RECEPCIONENCARGADO DE ALMACÉN
PRODUCTO TERMINADO
ASISTENTE
Fuente: Quibi S.A.
Área de proyectos
Área de mantenimiento y Control de Calidad

63
Como se observa en la anterior figura anterior, Quibi cuenta con una estructura organización definida y en funcionamiento, además, para el presente proyecto se tienen 3 áreas en especial que le dan soporte a este tipo de iniciativas; Coordinación de proyectos, Control de Calidad y Mantenimiento. Cada una de estas áreas desde sus funciones son vitales para el proyecto y son responsables de la parte técnica del mismo, sin dejar de lado las demás áreas misionales, de apoyo y estratégicas que también dan soporte en otros aspectos del presente proyecto.
5.3. ESTRATEGIAS Para complementar el estudio organizacional se encuentra la Matriz DOFA (ver Tabla 26) que muestra las Debilidades, Oportunidades, Fortalezas y Amenazas que tiene la empresa para el presente proyecto respecto a si misma, a la organización y al exterior. El objetivo de la matriz es generar estrategias para afrontar los retos que le esperar al área en un futuro.

64
Tabla 26. Matriz DOFA
MATRIZ DOFA
OPORTUNIDADES AMENAZAS O1. O1 Alta Demanda . O2 Involucrar nuevas tecnologías para productos nuevos especializados. O3 Crecimiento como Unidad de negocio (Mayor participación desarrollo de productos) O4 Incremento Portafolio de Productos Naturales (Fitoterapeuticos) O5 Reformulación de Productos O6 Proveedores de Materias primas con alto volumen de Producción
A1 Acceso limitado a BPCS A2 Futuro del mercado farmacéutico (TLC - Ingreso de Multinacionales al mercado ) A3 Exigencias de entidades regulatorias (Nacional e Internacional) A4 Cambio constante de proveedores (Materia Prima.- Material Empaque)
FORTALEZAS ESTRATEGIAS FO ESTRATEGIAS FA
F1 Capital Humano altamente calificado F2 Soporte Técnico F3 Clima Organizacional F5 Buena relación Clientes - Proveedores F6 Trabajo en Equipo F7 Compromiso Gerencial F8 Aprovechamiento Racional Recursos
F1O1O2 Definir un presupuesto anual para capacitar y actualizar al personal de investigación F7O4 Incrementar el compromiso gerencial con los recursos necesarios para el portafolio de productos naturales.
F2A1 Facilitar el acceso y aprovechamiento de las herramientas para control de operaciones de I+D, a partir del BPCS y que sirvan como soporte para la gestión técnica oportuna y de calidad. F5A4 Aprovechar las buenas relaciones clientes - Proveedores para establecer acuerdos de calidad (especificaciones claramente definidas materia prima - material de envase)
DEBILIDADES ESTRATEGIAS DO ESTRATEGIAS DA
D1 Infraestructura Física Insuficiente D2 Soporte bibliográfico especializado insuficiente D3 Incumplimiento en compromisos de entrega (Oportunidad y costo eficiencia de la cadena de valor I+D) D4 Generación Ordenes Producción Lotes piloto D5 Reposición de equipos ( PC, Impresoras)
D1O1 Implementar una nueva área para el proceso que permita absorber un porcentaje importante del mercado para la demanda D5O2 Involucrar nuevas tecnologías especializadas mediante reposición y adquisición de equipos con tecnología actual, D2O4 Para incrementar el portafolio de productos naturales, es necesario contar con un soporte bibliográfico especializado de carácter científico y tecnológico. (Productos uso humano y veterinario) D4O1 Optimizar los tiempos para la generación de órdenes de producción.
D2A3 Ampliar y fortalecer el acceso a información en temas regulatorios nacionales e internacionales (soporte bibliográfico suficiente, actualizado y especializado) D3A2 Fortalecer la capacidad y entrega oportuna de la cadena de valor I+D, de tal manera que permita entrar a competir con el mercado futuro..
Fuente. Los autores

65
Como las estrategias DOFA enfatizan en hablar de la tecnología como fuente importante de progreso para la organización, ejemplo claro la estrategia D5-O4 que proyecta la inclusión de nuevas tecnologías mediante la adquisición de equipos de punta, aspecto clave en el desarrollo económico de cualquier empresa. Otro ejemplo a destacar es la estrategia F1-O1-O2 que hace referencia a la disposición de recursos para capacitar al personal de Investigación y Desarrollo en temas analíticos, galénicos y de nuevas tecnologías, pero además y en general, las estrategias están encaminadas a forjar un ambiente propicio para la generación de novedosos productos que involucra a su vez nuevos procesos y nuevas formas de trabajo.

66
6. Estudio Financiero A continuación se presenta el estudio financiero desarrollado para el proyecto, en el mismo se contempla el monto de inversión que se requiere para la puesta en marcha, así como la estructura de financiamiento; se presentan la proyección de ingresos, gastos, costos, estado de resultados, balances generales y análisis de indicadores financieros del proyecto para los próximos 5 años, tiempo para el cual se encuentra formulado. Para la selección de proveedor de maquinaria y equipos se optó por la propuesta económica realizada por el proveedor grupo Arial (la de menor costo), que al igual que los demás cumple con las especificaciones técnicas. normativas y de ingeniería que el proceso y la empresa requieren para este proyecto. El presupuesto de inversión del presente proyecto se compone de activos fijos, diferidos y capital de trabajo, en Tabla 27 se presenta el detalle de la Inversión Inicial para el proyecto. Tabla 27 Inversión Inicial
Capital de trabajo
Maquinaria y Equipo $ 324.531.056
Obra Civil (adecuación de áreas) $ 58.535.736
Inventario Inicial de MP. $ 202.047.811
MOD $ 24.325.877
CIF $ 125.163.111
Capital de trabajo $ 734.603.590
Fuente: Los Autores En resumen la Inversión Inicial del proyecto es de $ 734.603.590 el cual va a ser financiero en un 100% por una entidad financiera. Para el caso del préstamo, este se encuentra ajustado tasas de interés para las Pymes que en la actualidad se encuentra en 33.45% E.A., es decir, 2,4338% efectivo mensual. A continuación en la Tabla 28 se presenta el resumen de la amortización, en el anexo de Excel se encuentra la tabla completa.

67
Tabla 28 Resumen Amortización
Fuente: Los Autores 6.1. PRESUPUESTO DE INGRESOS Este presupuesto proviene de la fabricación de sueros envasados en bolsas PVC para cinco (5) años. A continuación en la Tabla 29 se detallan los ingresos para el proyecto.
Año Saldo Interés Pago Amortización
$ 734.603.590
AÑO 1 $ 658.585.672 $ 204.897.747 $ 280.915.666 $ 76.017.918
AÑO 2 $ 557.139.760 $ 179.469.754 $ 280.915.666 $ 101.445.912
AÑO 3 $ 421.760.191 $ 145.536.096 $ 280.915.666 $ 135.379.569
AÑO 4 $ 241.096.155 $ 100.251.630 $ 280.915.666 $ 180.664.035
AÑO 5 $ 0 $ 39.819.510 $ 280.915.666 $ 241.096.155
TOTAL $ 669.974.738 $ 1.404.578.328 $ 734.603.590

68
Tabla 29 Proyecciones de los ingresos hasta el año 5 del proyecto
Fuente: Los Autores Las demandas potenciales y los precios de ventas de los productos se encuentran en los capítulos 3 y 4 respectivamente.
Año AÑO 1 AÑO 2 AÑO 3 AÑO 4 AÑO 5
DEXTROSA 5% A.D. $ 54.256.020 $ 56.831.664 $ 58.952.794 $ 60.960.417 $ 62.946.535
DEXTROSA 5% S.S. $ 283.456.586 $ 295.433.898 $ 305.789.440 $ 315.812.202 $ 325.842.239
DEXTROSA 10% A.D. $ 12.375.047 $ 14.942.136 $ 16.871.539 $ 18.516.389 $ 20.008.589
LACTATO DE RINGER x 1000 ML $ 320.556.451 $ 335.332.981 $ 347.610.025 $ 359.299.579 $ 370.903.981
LACTATO DE RINGER x 500 ML $ 60.872.965 $ 60.250.871 $ 59.751.514 $ 59.238.876 $ 58.674.558
SUERO FISIOLOGICO X 500 ML $ 2.488.874.289 $ 2.707.260.925 $ 2.882.812.307 $ 3.040.905.286 $ 3.190.600.351
SUERO FISIOLOGICO X 1000 ML $ 932.405.575 $ 979.887.923 $ 1.017.667.602 $ 1.052.966.635 $ 1.087.676.660
SUERO FISIOLOGICO X 50 ML $ 28.429.284 $ 29.163.385 $ 29.987.250 $ 30.857.834 $ 31.764.568
SUERO FISIOLOGICO X 100 ML $ 960.937.226 $ 1.079.568.427 $ 1.191.261.552 $ 1.302.146.845 $ 1.414.622.251
SUERO FISIOLOGICO X 250 ML $ 53.821.848 $ 56.407.575 $ 58.528.099 $ 60.530.494 $ 62.508.879
Ingresos $ 5.195.985.290 $ 5.615.079.785 $ 5.969.232.121 $ 6.301.234.557 $ 6.625.548.611
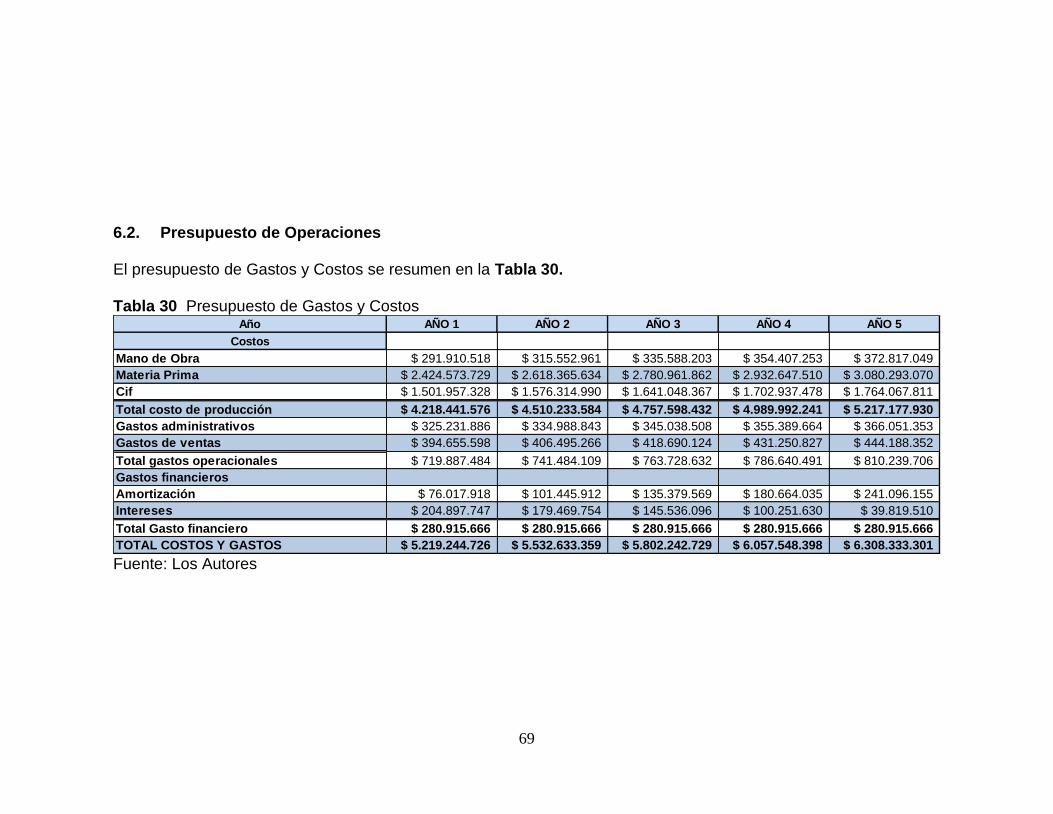
69
6.2. Presupuesto de Operaciones El presupuesto de Gastos y Costos se resumen en la Tabla 30. Tabla 30 Presupuesto de Gastos y Costos
Fuente: Los Autores
Año AÑO 1 AÑO 2 AÑO 3 AÑO 4 AÑO 5
Costos
Mano de Obra $ 291.910.518 $ 315.552.961 $ 335.588.203 $ 354.407.253 $ 372.817.049
Materia Prima $ 2.424.573.729 $ 2.618.365.634 $ 2.780.961.862 $ 2.932.647.510 $ 3.080.293.070
Cif $ 1.501.957.328 $ 1.576.314.990 $ 1.641.048.367 $ 1.702.937.478 $ 1.764.067.811
Total costo de producción $ 4.218.441.576 $ 4.510.233.584 $ 4.757.598.432 $ 4.989.992.241 $ 5.217.177.930
Gastos administrativos $ 325.231.886 $ 334.988.843 $ 345.038.508 $ 355.389.664 $ 366.051.353
Gastos de ventas $ 394.655.598 $ 406.495.266 $ 418.690.124 $ 431.250.827 $ 444.188.352
Total gastos operacionales $ 719.887.484 $ 741.484.109 $ 763.728.632 $ 786.640.491 $ 810.239.706
Gastos financieros
Amortización $ 76.017.918 $ 101.445.912 $ 135.379.569 $ 180.664.035 $ 241.096.155
Intereses $ 204.897.747 $ 179.469.754 $ 145.536.096 $ 100.251.630 $ 39.819.510
Total Gasto financiero $ 280.915.666 $ 280.915.666 $ 280.915.666 $ 280.915.666 $ 280.915.666
TOTAL COSTOS Y GASTOS $ 5.219.244.726 $ 5.532.633.359 $ 5.802.242.729 $ 6.057.548.398 $ 6.308.333.301

70
6.3. ESTADOS FINANCIEROS Tiene por objeto determinar la viabilidad financiera y económica del proyecto a través del análisis de los diferentes estados financieros y la aplicación de los criterios de evaluación 6.3.1. Estado de pérdidas y Ganancias El P y G (Ver Tabla 31) suministra información de las causas que generaron el resultado atribuible al periodo, sea bien un resultado de utilidad o pérdida. A continuación se presenta el estado de resultados proyectado en base a los presupuestos establecidos con anterioridad:
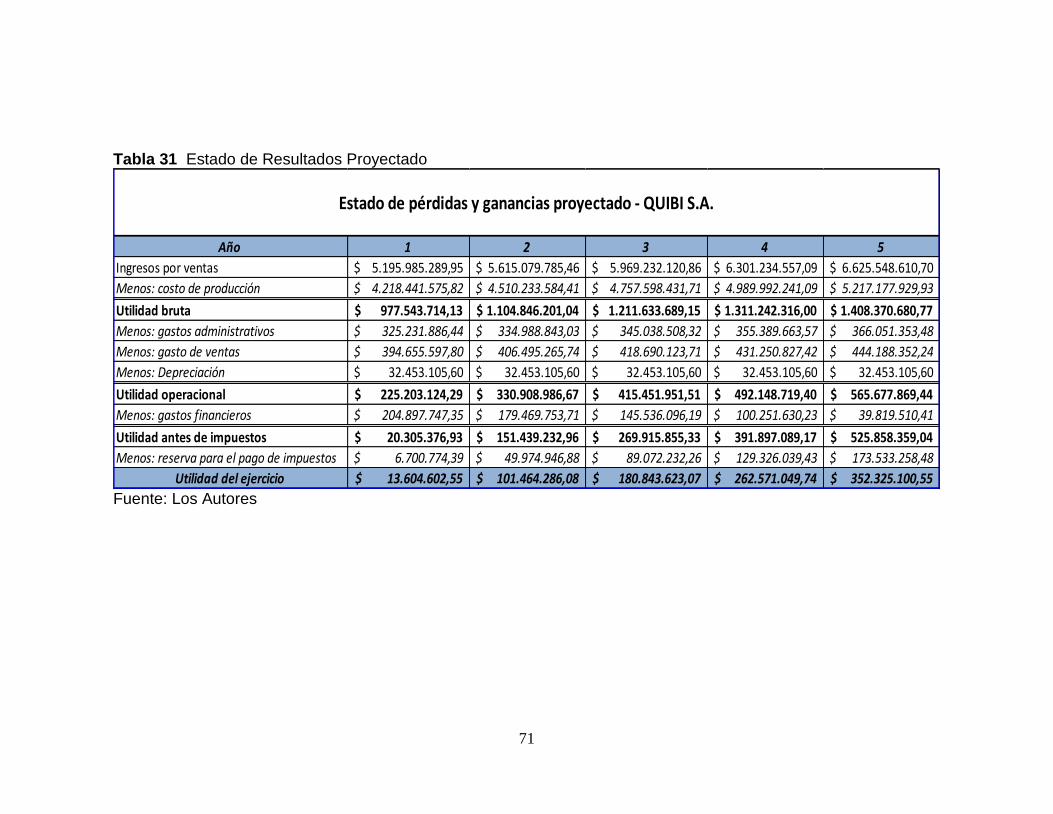
71
Tabla 31 Estado de Resultados Proyectado
Fuente: Los Autores
Año 1 2 3 4 5
Ingresos por ventas 5.195.985.289,95$ 5.615.079.785,46$ 5.969.232.120,86$ 6.301.234.557,09$ 6.625.548.610,70$
Menos: costo de producción 4.218.441.575,82$ 4.510.233.584,41$ 4.757.598.431,71$ 4.989.992.241,09$ 5.217.177.929,93$
Utilidad bruta 977.543.714,13$ 1.104.846.201,04$ 1.211.633.689,15$ 1.311.242.316,00$ 1.408.370.680,77$
Menos: gastos administrativos 325.231.886,44$ 334.988.843,03$ 345.038.508,32$ 355.389.663,57$ 366.051.353,48$
Menos: gasto de ventas 394.655.597,80$ 406.495.265,74$ 418.690.123,71$ 431.250.827,42$ 444.188.352,24$
Menos: Depreciación 32.453.105,60$ 32.453.105,60$ 32.453.105,60$ 32.453.105,60$ 32.453.105,60$
Utilidad operacional 225.203.124,29$ 330.908.986,67$ 415.451.951,51$ 492.148.719,40$ 565.677.869,44$
Menos: gastos financieros 204.897.747,35$ 179.469.753,71$ 145.536.096,19$ 100.251.630,23$ 39.819.510,41$
Utilidad antes de impuestos 20.305.376,93$ 151.439.232,96$ 269.915.855,33$ 391.897.089,17$ 525.858.359,04$
Menos: reserva para el pago de impuestos 6.700.774,39$ 49.974.946,88$ 89.072.232,26$ 129.326.039,43$ 173.533.258,48$
Utilidad del ejercicio 13.604.602,55$ 101.464.286,08$ 180.843.623,07$ 262.571.049,74$ 352.325.100,55$
Estado de pérdidas y ganancias proyectado - QUIBI S.A.

72
Como se observa, durante el primer año el proyecto generaría ganancias lo cual es normal por la inversión inicial y por los ingresos, a partir del segundo año se esperan mayores ingresos hasta un proyectado para el 5to año de $352.325.100 6.3.2. Estado de flujos de efectivo Para este estado financiero se tendrán en cuenta los flujos de entrada y de salida de caja o efectivo en un periodo dado. Este sirve para determinar problemas de liquidez, viabilidad, son la base para el VPN (Valor presente Neto) y la TIR (Tasa Interna de retorno). En Tabla 32 se muestra el resumen para los 5 años de duración del proyecto.

73
Tabla 32 Estado de Flujo de Efectivo para proyecto
Fuente: Los Autores Como se observa para el proyecto el primer año se tiene un flujo de caja negativo, pero a partir del segundo año se incrementa hasta llegar a un saldo positivo de $ 177.179.745,19.
Ingresos 5.195.985.289,95$ 5.615.079.785,46$ 5.969.232.120,86$ 6.301.234.557,09$ 6.625.548.610,70$
Egresos
MP 2.424.573.729,39$ 2.618.365.633,52$ 2.780.961.862,07$ 2.932.647.510,39$ 3.080.293.069,90$
MOD 291.910.518,10$ 315.552.961,16$ 335.588.203,03$ 354.407.252,61$ 372.817.049,28$
CIF 1.501.957.328,34$ 1.576.314.989,74$ 1.641.048.366,61$ 1.702.937.478,09$ 1.764.067.810,75$
Total costo de producción 4.218.441.575,82$ 4.510.233.584,41$ 4.757.598.431,71$ 4.989.992.241,09$ 5.217.177.929,93$
Gastos administrativos 325.231.886,44$ 334.988.843,03$ 345.038.508,32$ 355.389.663,57$ 366.051.353,48$
Total gastos administrativos 325.231.886,44$ 334.988.843,03$ 345.038.508,32$ 355.389.663,57$ 366.051.353,48$
Gastos ventas 394.655.597,80$ 406.495.265,74$ 418.690.123,71$ 431.250.827,42$ 444.188.352,24$
Total gastos ventas 394.655.597,80$ 406.495.265,74$ 418.690.123,71$ 431.250.827,42$ 444.188.352,24$
Gastos financieros
Intereses 204.897.747,35$ 179.469.753,71$ 145.536.096,19$ 100.251.630,23$ 39.819.510,41$
Total Gasto financiero 204.897.747,35$ 179.469.753,71$ 145.536.096,19$ 100.251.630,23$ 39.819.510,41$
Total egresos 5.143.226.807,42$ 5.431.187.446,89$ 5.666.863.159,94$ 5.876.884.362,32$ 6.067.237.146,06$
Flujo de caja antes de impuestos 52.758.482,53$ 183.892.338,56$ 302.368.960,93$ 424.350.194,77$ 558.311.464,64$
Impuestos 6.700.774,39$ 49.974.946,88$ 89.072.232,26$ 129.326.039,43$
Flujo de caja después de impuestos 52.758.482,53$ 177.191.564,17$ 252.394.014,05$ 335.277.962,51$ 428.985.425,21$
Menos: Amortización 76.017.918,22$ 101.445.911,87$ 135.379.569,39$ 180.664.035,34$ 241.096.155,17$
Flujo de caja neto (23.259.435,69)$ 75.745.652,31$ 117.014.444,66$ 154.613.927,17$ 187.889.270,04$
Saldo incial de Caja 351.536.797,99$ 328.277.362,30$ 404.023.014,61$ 521.037.459,27$ 675.651.386,44$
Saldo Final en Caja 328.277.362,30$ 404.023.014,61$ 521.037.459,27$ 675.651.386,44$ 863.540.656,48$

74
6.3.3. Balance General Estado Financiero que, muestra contablemente los activos de una empresa (lo que posee), sus pasivos (lo que se debe); y el patrimonio. La Tabla 33 presenta el Balance general proyectado hasta el año 5 de la organización. Tabla 33 Balance General proyecto Financiado con Recursos Propios
Fuente: Los Autores
Año
ACTIVO
Activo corriente 351.536.797,99$ 328.277.362,30$ 404.023.014,61$ 521.037.459,27$ 675.651.386,44$ 863.540.656,48$
Activo fijo
Maquinaria y Equipo 324.531.056,00$ 324.531.056,00$ 292.077.950,40$ 259.624.844,80$ 227.171.739,20$ 194.718.633,60$
Menos Depreciación 32.453.105,60$ 32.453.105,60$ 32.453.105,60$ 32.453.105,60$ 32.453.105,60$
Totak Activos Fijos 324.531.056,00$ 292.077.950,40$ 259.624.844,80$ 227.171.739,20$ 194.718.633,60$ 162.265.528,00$
Gastos Diferidos 58.535.736,00$ 58.535.736,00$ 58.535.736,00$ 58.535.736,00$ 58.535.736,00$ 58.535.736,00$
TOTAL ACTIVOS 734.603.589,99$ 678.891.048,70$ 722.183.595,41$ 806.744.934,47$ 928.905.756,04$ 1.084.341.920,48$
PASIVO
Pasivo a largo plazo 734.603.589,99$ 658.585.671,76$ 557.139.759,90$ 421.760.190,51$ 241.096.155,17$ (0,00)$
Impuestos por pagar 6.700.774,39$ 49.974.946,88$ 89.072.232,26$ 129.326.039,43$ 173.533.258,48$
TOTAL PASIVO 734.603.589,99$ 665.286.446,15$ 607.114.706,78$ 510.832.422,77$ 370.422.194,59$ 173.533.258,48$
PATRIMONIO
Capital social -$ -$ -$ -$ -$
Utilidad o pérdida del ejercicio 13.604.602,55$ 101.464.286,08$ 180.843.623,07$ 262.571.049,74$ 352.325.100,55$
Resultado de ejercicios anteriores 13.604.602,55$ 115.068.888,63$ 295.912.511,70$ 558.483.561,44$
TOTAL PATRIMONIO -$ 13.604.602,55$ 115.068.888,63$ 295.912.511,70$ 558.483.561,44$ 910.808.662,00$
TOTAL PASIVO + PATRIMONIO 734.603.589,99$ 678.891.048,70$ 722.183.595,41$ 806.744.934,47$ 928.905.756,04$ 1.084.341.920,48$
Balance general proyectado - QUBI S.A. Proyecto Fabricación Sueros Envasados en Bolsas de PVC
0 1 2 3 4 5

75
Del anterior balance se destaca que la depreciación de la maquinaria y equipo esta presupuestada para 10 años, la tabla anterior refleja los gastos de depreciación para los 5 años del proyecto. La obra civil se encuentra en la cuenta de gastos diferidos y se mantiene durante el proyecto.

76
6.4. VIABILIDAD DEL PROYECTO Valor Presente Neto (Ver Tabla 34 y Gráfico 3). Este es uno de los indicadores más importantes para determinar la viabilidad de un proyecto a continuación y con los datos de estado de flujo de fondos se determina el VPN para el proyecto. Para este caso la Tasa Interna de Oportunidad (TIO) es de 20%. Tabla 34 VPN proyecto
Periodo Flujo de caja neto /
periodo Valor presente
neto
0 -$ 351.536.798
1 -$ 23.259.436 -$ 19.382.863
2 $ 75.745.652 $ 52.601.147
3 $ 117.014.445 $ 67.716.693
4 $ 154.613.927 $ 74.563.044
5 $ 187.889.270 $ 75.508.484
TOTAL $ 251.006.504
Fuente. Los Autores Gráfico 3. Valor Presente Neto
Fuente. Los autores Como se observa el Valor presente Neto es de $251.006.504 lo cual es un valor positivo y de gran repercusión para la viabilidad del proyecto.
-$ 351,536,798
-$ 23,259,436
$ 75,745,652
$ 117,014,445
$ 154,613,927
$ 187,889,270
-$ 400,000,000
-$ 300,000,000
-$ 200,000,000
-$ 100,000,000
$ 0
$ 100,000,000
$ 200,000,000
$ 300,000,000
1 2 3 4 5 6

77
Tabla 35 TIR proyecto Financiado por Terceros en un 60%
Periodo Flujo de caja neto /
periodo TIR
0 -$ 351.536.798
10%
1 -$ 23.259.436
2 $ 75.745.652
3 $ 117.014.445
4 $ 154.613.927
5 $ 187.889.270
TOTAL
Fuente: Los Autores La TIR (tabla 35) para el proyecto es de un 10% y en la actualidad según datos de QuIbi S.A. la rentabilidad de la línea de sueros envasados en bolsa PVC es de un 2%28 Tabla 36 Cálculo de la relación costo – beneficio proyecto Financiado con Recursos Propios
Periodo Ingresos netos Costos netos Valor presente de
ingresos Valor presente de
costos
0 $ 734.603.590 $ 383.066.792 $ 734.603.590 $ 383.066.792
1 $ 5.195.985.290 $ 4.755.271.984 $ 4.329.987.742 $ 3.962.726.653
2 $ 5.615.079.785 $ 5.074.667.128 $ 3.899.360.962 $ 3.524.074.394
3 $ 5.969.232.121 $ 5.337.245.268 $ 3.454.416.737 $ 3.088.683.604
4 $ 6.301.234.557 $ 5.574.959.574 $ 3.038.789.813 $ 2.688.541.461
5 $ 6.625.548.611 $ 5.623.048.794 $ 2.662.659.389 $ 2.259.777.197
TOTAL $ 30.441.683.954 $ 26.748.259.541 $ 18.119.818.233 $ 15.906.870.102
Relación C/B 1,139119017
Fuente: Los Autores En general, se encuentra que la relación beneficio-costo es 1,13 lo cual indica que los ingresos compensan y exceden los costos generados por el proyecto, por lo cual el proyecto es elegible para realizar la inversión. Tabla 37 Resumen
VPN $ 251.006.554
TIR 10%
RELACIÓN COSTO-BENEFICIO 1,1391
Fuente: Los Autores
28
Este Porcentaje fue suministrado por la Gerencia Financiera Laboratorio Quibi S.A.

78
7. CONCLUSIONES 1. La demanda potencial pronosticada por medio de series estadísticas para el
5 año es de 2666684,426 unidades para el canal Comercial y 1870189,984 para el canal Institucional, para un total de 4536875. Esto representa un aumento el 34,6% aproximadamente del histórico actual al pronóstico para el año 5, lo cual refleja una oportunidad de mejora comercial para la organización.
2. En la actualidad Quibi no es competitivo en cuanto a precio de ventas porque no se cuenta con una infraestructura adecuada para la fabricación de este tipo de productos, esto trae como consecuencia, costos y gastos de producción altos.
3. El estudio de mercado permitió identificar variables importantes para el
presente estudio, entre las cuales están el precio, el producto, la competencia, promoción, demanda, oferta, plaza, entre otros
4. En cuanto al proceso de fabricación se realizó el análisis de las falencias y carencias actuales apuntando a la mejora del proceso, basados en que la actualidad no cumple con la especificaciones técnicas ni de Ingeniería, para esto el laboratorio esta en capacidad de soportar el desarrollo de este tipo de proyectos, ya que cuenta con la experiencia en la producción y el personal idóneo para esta labor.
5. La distribución en planta propuesta en el presente proyecto contribuye a los factores como el proceso, producto, equipo, operación y medio ambiente, pues está orientada a la normatividad legal vigente aplicable en Colombia.
6. Con la implementación de nuevas tecnologías se disminuyen el número de operarios pasando de 35 a 23 y de 8.73 horas por lote a 7,76 horas por lote. Esto significa reducción en Mano de Obra directa y en tiempos de producción lo que se debe ver reflejado en un menor costo de producción.
7. El estudio de Ingeniería permitió determinar las principales características
para la fabricación (ubicación, distribución en planta, maquinaria y equipos a utilizar y dimensionamiento del sistema).
8. En el estudio organizacional se determinó la plataforma estratégica, la
estructuctura organizacional, y aspectos importantes a destacar para el desarrollo del proyecto.
79
9. El VPN del proyecto es $251.006.554, la TIR 10% y la relación costo beneficio es de 1,13, lo cual determina la viabilidad financiera y por ende la factibilidad del proyecto.
10. Para implementar la nueva línea de producción Qubi S.A. cumples al 100% con la normatividad legal vigente aplicable tales como; BPM. Informe 36 y demás leyes, normas, resoluciones, entre otras establecidas por el entes reguladores INVIMA e ICA.
11. Por último, se concluye que el proyecto es viable tecnológicamente pues se posee una estructura física disponible, se cuenta con el personal capacitado para trabajar en la labor, poseen la experiencia en procesos de este tipo de fabricación, se identifica la tecnología necesaria, quien la provee el personal de proyectos conoce los productos así como las formulas a emplear y la cultura organizacional, permite fácil adaptación y asimilación a este tipo de proyectos.

80
8. RECOMENDACIONES
Para que el QUBI S.A. cumpla con el objetivo que se estableció en este proyecto debe tener las siguientes recomendaciones o propuestas: 1. Cumplir al 100% con la normatividad legal vigente. 2. Es importante que durante la ejecución del proyecto se cumpla al 100% la
propuesta de valor establecida en el estudio de mercado, esto es clave para el éxito de la empresa.
3. La maquinaria y equipo a adquirir para el presente proyecto debe cumplir con las especificaciones técnicas requeridas, todo esto con el fin de que los productos sean aptos para consumo humano.
4. El manejo de gestión de cambio es importante para que el personal que se verá involucrado directamente, esto en aras de no generar resistencia al cambio ni dificultades en la implementación.
5. Al momento de empezar la implementación es importante poseer el 100% de los recursos para que los tiempos de proyecto no se vean afectados.
6. Como labor inicial para la ejecución del proyecto deben trabajar en conjunto las áreas de proyectos, calidad, mantenimiento y producción, estableciendo un cronograma detallado de trabajo y basándose en la metodología de trabajo PMO.
81
9. BIBLIOGRAFIAS
1. ANIF. Mercados Industriales. Productos Farmaceuticos.1999
2. ANIF. Mercados Industriales. Productos Farmacéuticos y Medicamentos.
2000
3. ANIF. Mercados Industriales. Productos Farmacéuticos y Medicamentos. La industria entre 1999 y 2003: Evolución de la producción e indicadores financieros 2003
4. MOIA, Emilio. El Criterio de Diseño de una sala limpia farmacéutica.
Industria Farmacéutica, año 2008.
5. Instituto colombiano Agropecuario: diseña y ejecuta estrategias para prevenir, controlar y reducir riesgos sanitarios, biológicos y químicos para las especies animales y vegetales, que puedan afectar la producción agropecuaria, forestal, pesquera y acuícola de Colombia.
6. Instituto Nacional de Vigilancia de Medicamentos y Alimentos: Vigilancia y control de carácter técnico científico, para proteger la salud individual y colectiva de los colombianos mediante la aplicación de las normas sanitarias relacionadas con los productos de su competencia
7. ORGANIZACIÓN MUNDIAL DE LA SALUD, Buenas Practicas De Fabricación Para Productos Farmacéuticos Estériles, Informe 32. Anexo 6.
8. Artículo 3 Ley 192 de 1994
9. www.invima.gov.co
10. ITURRALDE, Juan Pedro, Fabricación de productos estériles, Tomo II.Industria farmacéutica Bogotá D.C 2002, pág.- 65
11. LUNA, Rafael, CHAVES, Damaris, Guía para elaborar estudios de Factibilidad, Bogotá D.C 2001, pág.- 22
12. http://www.ledcdc.org/es/pequenos-negocios
13. Velázquez MASTRETTA Gustavo, Administración de los sistemas de producción, Ed. Noriega Limusa.
14. MUTHER, Richard. Distribución en planta. Ed Hispano, Europea S.A, Barcelona España, 1982.