aseguramiento del proceso de prensado en la...
TRANSCRIPT

ASEGURAMIENTO DEL PROCESO DE PRENSADO EN LA PLANTA P&P
PLANTA MADRID CORONA-COLCERÁMICA S.A. A TRAVÉS DE LA
METODOLOGÍA DMAIC
LUIS CARLOS ROMERO SANABRIA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA
P.C. Tecnología Industrial Bogotá D.C.
2014

ASEGURAMIENTO DEL PROCESO DE PRENSADO EN LA PLANTA P&P
PLANTA MADRID CORONA-COLCERÁMICAS.A. A TRAVÉS DE LA
METODOLOGÍA DMAIC
Autor:
Luis Carlos Romero Sanabria
Código:
20101077029
Director:
Manuel Alfonso Mayorga Morato
Modalidad:
Pasantía contrato de aprendizaje
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA
P.C. Tecnología Industrial Bogotá D.C.
2014
NOTA DE ACEPTACIÓN
_____________________________________________________________
_____________________________________________________________
_____________________________________________________________
_____________________________________________________________
_____________________________________________________________
_____________________________________________________________
___________________________________
FIRMA DEL DIRECTOR DEL PROYECTO
___________________________________
FIRMA DEL JURADO 1
___________________________________
FIRMA DEL JURADO 2
Bogotá D.C. Junio 17 del 2014 (17-06-2014)

DEDICATORIA
A mis dos lindas madres: Jeaneth Sanabria y Mery Tovar.
A mi gran familia, por haber apoyado y seguir apoyando de las infinitas maneras
posibles mi proyecto de vida, por la fe puesta en mí y el gran valor agregado que
aportan a mi diario vivir.
Al amor de mi vida, Leidy J. Ospina, por un paso más en nuestras vidas, un logro
de tantos que nos esperan. Gracias por tu apoyo y aliento, tormenta favorita.
A todo el equipo de planta Madrid de Pisos y Paredes: Pilares, Minifábricas y
Centros de Gestión, y en especial a los integrantes del equipo que hacen parte de
este proyecto.
A mis compañeros con los que compartí años de la carrera y a mi equipo de
practicantes.
“Pobre no es el hombre cuyos sueños no se han realizado, sino aquel que no
sueña”. Marie Von Ebner

AGRADECIMIENTOS
A CORONA-COLCERÁMICA S.A. por abrir sus puertas y permitir una práctica tan
agradable, en un lugar muy familiar y con un equipo de trabajo realmente
sorprendente como lo es todo su personal.
A José Germán Cuesta y cada una de las personas del equipo de Planta Madrid
de Pisos y Paredes por darme la oportunidad de conocer una parte del mundo de
la cerámica, de poder aprender del SPC y permitirme aportar un granito de arena
a tan excelente e interesante proceso.
Al profesor Manuel Alfonso Mayorga Morato por su gran ayuda y ser guía en este
proyecto. Por sus consejos y su gran saber.
Y por último y no menos importante, a la UNIVERSIDAD DISTRITAL FRANCISCO
JOSÉ DE CALDAS por aportar tanto a mi vida personal como profesional. Larga
vida a la Universidad Pública fundamental para el desarrollo de nuestra sociedad.

RESUMEN
El siguiente artículo pretende presentar la aplicación de la metodología DMAIC
para el aseguramiento del proceso de prensado en la planta de Pisos y Paredes
del municipio de Madrid, Cundinamarca de la empresa Corona-Colcerámica.
Dicha metodología se implementa a partir de una problemática general sobre la
información del proceso, la cual se encontraba desorganizada, mal distribuida y a
la vez no se tenía claro qué información debía tenerse ni cual existía.
Para empezar se definieron los objetivos del proyecto, el alcance del mismo, el
equipo de trabajo, el cronograma, la metodología, los indicadores de rendimiento
(KPI’s), las actividades dentro del proceso de prensado, el listado general de
entregables, entre otros. Posteriormente se aplicó la segunda fase de la
metodología (medir), en la cual, identificadas las fuentes de información se
recolectaron aquellos documentos referentes al proceso y se realizó un inventario
general de toda la información dividiéndola en tres tipos: información del portal
web, catálogos e información restante. Luego, en la siguiente fase se analizó la
información inventariada clasificándola en cada una de las siete actividades,
generando así el indicador inicial del proyecto, además del KPI (indicador clave de
rendimiento) definido en la primera fase de la metodología (definir). Finalmente se
aplican acciones de mejora para los estados de cada una de las siete actividades
y complementando parte de la información en la que inicialmente se necesitaba
intervenir, afectando los indicadores y demostrando la viabilidad de la
metodología.
Palabras Claves: Metodología DMAIC, Definir, Medir, Analizar, Controlar,
Prensado, Conocimiento, Información, KPI, Aseguramiento del proceso.

CONTENIDO
pág.
JUSTIFICACIÓN .................................................................................................... 15
1. GENERALIDADES .......................................................................................... 16
1.1. PROBLEMA .............................................................................................. 16
1.1.1. Descripción ........................................................................................ 16
1.1.2. Formulación ....................................................................................... 16
1.2. OBJETIVOS .............................................................................................. 16
1.2.1. General .............................................................................................. 16
1.2.2. Específicos ......................................................................................... 16
1.3. ALCANCE DEL PROYECTO .................................................................... 17
1.4. METODOLOGÍA ....................................................................................... 18
1.4.1. Definir ................................................................................................. 19
1.4.2. Medir .................................................................................................. 20
1.4.3. Analizar .............................................................................................. 21
1.4.4. Mejorar ............................................................................................... 22
1.4.5. Controlar ............................................................................................ 23
2. MARCO REFERENCIAL ................................................................................. 24
2.1. MARCO HISTÓRICO................................................................................ 24
2.1.1. Sector CIIU: Fabricación de otros productos minerales no metálicos 24
2.1.2. Corporación CORONA ....................................................................... 25
2.2. MARCO TEÓRICO ................................................................................... 27
2.2.1. Capital Intelectual ............................................................................... 27
2.2.2. Metodología DMAIC ........................................................................... 29
2.2.3. Información ........................................................................................ 30
3. ESTADO ACTUAL .......................................................................................... 33
3.1. PLATAFORMA ESTRATÉGICA ............................................................... 33
3.1.1. Misión ................................................................................................. 33
3.1.2. Visión ................................................................................................. 33
3.2. ESTRUCTURA ORGANIZACIONAL ........................................................ 33
3.3. PORTAFOLIO ........................................................................................... 34
3.4. PROCESOS ............................................................................................. 34
3.5. RECURSOS ............................................................................................. 38
3.5.1. Maquinaria del proceso de prensado ................................................. 38
3.5.2. Talento humano ................................................................................. 41
4. ASEGURAMIENTO DEL PROCESO .............................................................. 42
4.1. DEFINIR ...................................................................................................... 42
4.1.1. Actividades definidas dentro del proceso de prensado ......................... 42
4.1.2. Entregables generales para cada actividad ........................................... 42
4.1.3. Definición de los KPI’s ........................................................................... 43
4.1.4. Definición del cronograma ..................................................................... 46
4.2. MEDIR ...................................................................................................... 50
4.2.1. Inventario inicial de la información ........................................................ 51
4.3. ANALIZAR ................................................................................................ 56
4.3.1. Matrices documentales de cada actividad del proceso ......................... 57
4.3.2. Diagnósticos iniciales del proyecto ........................................................ 67
4.4. MEJORAR ................................................................................................ 69
4.4.1. Actas de reuniones por parte del proyecto del equipo........................... 69

4.4.2. Diagnósticos finales del proyecto .......................................................... 72
4.4.3. Alimentación de información al portal web Corona ............................... 75
5. CONCLUSIONES ............................................................................................ 76
6. RECOMENDACIONES ................................................................................... 77
BIBLIOGRAFÍA E INFOGRAFÍA ............................................................................ 78
LISTA DE TABLAS
pág.
Tabla 1. Cumplimiento del estado inicial del proceso 67
Tabla 2. Estado inicial de los KPI’s 68
Tabla 3. Diagnostico final del proyecto 72
Tabla 4. Estado inicial, medio y final de los KPI’s 73

LISTA DE CUADROS
pág.
Cuadro 1. Alcance del proyecto aseguramiento de proceso de prensado 17
Cuadro 2. Formatos de baldosa por prensa en planta Madrid, Corona 39
Cuadro 3: Listado de partes principales de la prensa 1400 (Figura 5) 40
Cuadro 4. Equipo de proyecto para know how prensado 41
Cuadro 5. KPI’s del proyecto: Aseguramiento del proceso de prensado 43
Cuadro 6. Cronograma de actividades para el primer mes del proyecto:
Octubre 2013 47
Cuadro 7. Cronograma de actividades para el segundo mes del proyecto:
Noviembre 2013 48
Cuadro 8. Cronograma de actividades para el tercer mes del proyecto:
Diciembre 2013 48
Cuadro 9. Cronograma de actividades para el cuarto mes del proyecto: Enero
2014 49
Cuadro 10. Cronograma de actividades para el Quinto mes del proyecto:
Febrero 2014 49
Cuadro 11. Base de datos para clasificación de la información de catálogos 51
Cuadro 12. Base de datos para clasificación de la información restante a
excepción del portal web Corona 52

Cuadro 13. Base de datos para clasificación de la información del portal web
Corona 55
Cuadro 14. Valoración del cumplimiento de documentos según el estado 57
Cuadro 15. Estado inicial de la actividad: Recepción y aprobación pasta 58
Cuadro 16. Estado inicial de la actividad: Sistema de alimentación y llenado
de la cavidad 58
Cuadro 17. Estado inicial de la actividad: Herramentales (Moldes y machos) 61
Cuadro 18. Estado inicial de la actividad: Prensado 62
Cuadro 19. Estado inicial de la actividad: Extracción de la pieza 63
Cuadro 20. Estado inicial de la actividad: Sistema de limpieza y transporte 64
Cuadro 21. Estado inicial de la actividad: Calidad del producto prensado 66
Cuadro 22. Acta del proyecto para la solución de pendientes 70

LISTA DE FIGURAS
pág.
Figura 1. Proceso escalonado de la metodología DMAIC a implementar
durante el proyecto 18
Figura 2. Gestión de actividades en la primera etapa del proyecto (definir) 19
Figura 3. Gestión de actividades en la segunda etapa del proyecto (medir) 20
Figura 4. Gestión de actividades en la tercera etapa del proyecto (analizar) 21
Figura 5. Gestión de actividades en la cuarta etapa del proyecto (mejorar) 22
Figura 6: Enfoque de Skandia sobre el valor del mercado y su composición de
capitales en bloques 28
Figura 7: Organigrama organización Corona, división de plantas según líneas
de negocios: núcleo, negocios de retail y otros negocios 33
Figura 8. Proceso cerámico en la planta de P&P de Madrid, Corona–
Colcerámica 35
Figura 9. Prensa hidráulica PH 2090 39
Figura 10. Prensa 1400 con enumeración de partes principales que la
componen 40
Figura 11. Portal Web Corona 50
Figura 12. Portal Web Corona. KH Prensado Vía Seca – Sección: Definición 75

14
INTRODUCCIÓN
El presente proyecto tiene como fin dar a conocer el aseguramiento del proceso
de prensado de la planta Pisos y Paredes del municipio de Madrid, Cundinamarca
de la empresa Corona-Colcerámica, a través de la metodología DMAIC.
La característica principal en cuanto al problema principal del proceso es la
información desorganizada que presentan. Además no responden a preguntas
como ¿Quién contiene la información?, ¿Cómo accedo fácilmente a esta?, ¿Qué
información hace falta?, ¿La información que se posee está actualizada?, ¿Con
qué documentos puedo reclamarle al proveedor?, ¿Existen los planos
actualizados de las partes de la máquina?, de la información que poseo ¿Está
oficializada en el Sistema de Gestión de Calidad?, entre otras.
Dentro de la información de un proceso, en él se observa todo lo referente al buen
funcionamiento (procedimientos), los parámetros para la buena calidad, el
mantenimiento de los buenos resultados, el mantenimiento de la máquina, etc.
Para ello se implementó la metodología DMAIC, la cual se utiliza para mejorar las
características actuales del proceso. Sus siglas se traducen como: Definir; Medir;
Analizar; Mejorar (improve); C: Controlar.
Con este proyecto se pretende asegurar el conocimiento, mediante una
metodología que permita encontrar, construir, preservar y actualizar la información
para transferirla de manera clara y ordenada aportando al aseguramiento de los
resultados.

15
JUSTIFICACIÓN
El capital intelectual es considerado una de las ventajas competitivas más fuertes
de una organización. Con el fin de reforzar esta área la empresa no solo puede
concentrarse en la tecnología, las personas y las relaciones con agentes
exteriores de la empresa, también se debe apropiar de cada uno de sus procesos
con los que produce sus bienes o servicios.
En esta ocasión se quiere apostar al aseguramiento del proceso con la
metodología DMAIC, la cual permite darle un orden a la información valiosa del
proceso de prensado en la planta de Pisos y Paredes, Madrid, Corona-
Colcerámica. La aplicación de este proyecto ayudará a solucionar la problemática
e incluso podrá ser base de aplicación para los siguientes procesos de la planta.
Además ayudará a reducir las brechas entre la información actual, la información
desactualizada y la información sobrante.

16
1. GENERALIDADES
1.1. PROBLEMA
1.1.1. Descripción
En la planta de Pisos & Paredes de Madrid, Cundinamarca de la empresa Corona-
Colcerámica S.A. hay una problemática general con el aseguramiento del proceso
de prensado.
La empresa no tiene la información organizada referente al conocimiento del
proceso, se cuenta con mucha información pero está distribuida de manera
desorganizada. Por ende no hay documentación de la información existente ni un
análisis de lo que debería existir, de lo que sobra y lo que falta, no hay una
transferencia de conocimiento completa que pueda crear, reforzar o complementar
las habilidades de un controlador nuevo o antiguo en el proceso. No se ha
organizado de manera clara las mediciones sobre el proceso realizadas por el
controlador. No se tiene claro que informes, presentaciones, SOP’s, estándares,
Lups, etc., están actualizados, por modificarse o faltan desarrollar y/o
complementar.
1.1.2. Formulación
¿Cómo poder solucionar de manera eficiente y eficaz las problemáticas
anteriormente mencionadas garantizando el aseguramiento del proceso?
1.2. OBJETIVOS
1.2.1. General
Aplicar la metodología DMAIC para el aseguramiento del proceso de prensado de
la planta de P&P-Madrid Corona-Colcerámica S.A.
1.2.2. Específicos

17
Aplicar los cuatro primeros pasos de la metodología DMAIC (definir,
medir, analizar, mejorar y controlar).
Elaborar un diagnóstico del proceso de prensado.
Validar la aplicación en la metodología DMAIC para el aseguramiento del
proceso.
1.3. ALCANCE DEL PROYECTO
En el cuadro 1 se puede observar el alcance y lo que no incluye el proyecto en la
empresa.
Cuadro 1. Alcance del proyecto aseguramiento de proceso de prensado
INCLUYE NO INCLUYE
Estado del arte a nivel mundial Garantizar resultados Planta
Conocimiento materias primas Aumento de calidad, disponibilidad o rendimiento
Conocimiento de herramentales (moldes, machos, carros)
Cambios de tecnología
Homologación de criterios Reducir los defectivos asociados al proceso de
prensado
Levantar principios de funcionamiento
Mejoras por parte del fabricante de los equipos
Diagrama de bloques de proceso Adecuaciones tecnológicas en equipos
Habilidades Probar lecciones aprendidas
Conversatorios Ensayos variables criticas
Documentación
Mover las variables del proceso como parte de este proyecto. Esto no implica que la planta haga sus trabajos normales de mejoramiento sólo que los resultados se alimentarán a este
proyecto.
Manuales y SOP (maquina-proceso)
Cambios en la formulación de la pasta y sus especificaciones técnicas
Estándares máquina y proceso Otros procesos como el secado.
Fuente: PPT: Know how prensado, Corona Colcerámica S.A

18
En el proyecto desarrollado, como pasante, durante los 5 meses de práctica donde
se gestionaron las fases de definir, medir y analizar, en la fase de Mejora no se
aseguró el 100% del cubrimiento de los subprocesos o actividades del proceso y
la fase de control requiere de realizarse en tiempos periódicos más extensos que
no cubrieron la práctica.
1.4. METODOLOGÍA
La metodología seleccionada para el proyecto es DMAIC. A continuación se ilustra
a nivel general cada una de las etapas con su respectivo contenido.
Figura 1. Proceso escalonado de la metodología DMAIC a implementar durante el
proyecto
Fuente: Autor
La aplicación de la metodología DMAIC se llevó a cabo desde cada una de sus
etapas. Detalladamente se describe en cada una ellas los puntos gestionados (Ver
figuras 1, 2, 3, 4 y 5) para el desarrollo de la misma.
Definir: Objetivo, Alcance, KPI, Equipo de Trabajo y Roles.
Medir: ¿Qué tenemos? Recolección y Clasificación de Información existente.
Analizar: ¿Qué falta y qué sobra? Revisión de la Información recolectada y clasificada.
Mejorar: Construir lo que falta. Levantamiento de la Información faltante, eliminación de información
innecesaria.
Controlar: Seguimiento. Auditoria, Actualización del sistema cada vez que sea necesario.

19
1.4.1. Definir
Figura 2. Gestión de actividades en la primera etapa del proyecto (definir)
Fuente: Autor
En cada una de las etapas, las actividades gestionadas se desarrollaron de la
siguiente manera:
La definición de los objetivos, el alcance y el equipo de trabajo se muestran
en el cuerpo del proyecto (ver numeral 1.2, 1.3 y 3.5.2 respectivamente).
Los KPI’s del proyecto se definen según ítems claves, los cuales sirven
como herramienta para ver el avance o rendimiento del proyecto. Estos
ítems fueron establecidos por el mismo equipo del proyecto. A cada KPI se
le debe asignar una o varias personas como responsables, y además,
contener un indicador medible. A esta herramienta se le llevó control en
cada reunión que se realiza en el equipo.
Para aquellas actividades definidas dentro del proceso de prensado, se
dividió el proceso en subprocesos, agrupando los sistemas que generan
gran influencia, las cuales definen el contenido referente al mismo.
Para la definición de los entregables se hace un listado general, pero este
modificó y complementó según la actividad del proceso, algunas
Definir
Definición de los objetivos del proyecto.
Definición del equipo de trabajo y asignación
de roles.
Definición de KPI’s (Indicadores de
cumplimiento y/o de avance).
Definición de las actividades en las que se
divide el proceso.
Listado de documentos entregables.
Establecimiento de las X y Y Vitales
(Variables críticas del producto y del
proceso).

20
actividades son más complejas que otras y requieren de mayor
documentación.
La definición del cronograma se realizó junto con el líder del proyecto.
Planeado para ejecutarlo a 5 meses sin asegurar el 100% del cumplimiento
en la etapa de mejorar.
Las “X” y “Y” vitales son consideradas como aquellas variables criticas del
proceso que influyen de manera directa en la calidad del producto. Estas
variables las establece el SGC.
1.4.2. Medir
Figura 3. Gestión de actividades en la segunda etapa del proyecto (medir)
Fuente: Autor
Para la gestión de esta etapa, las actividades mencionadas en la figura se
realizaron de la siguiente forma:
Como bien se mencionó en la problemática, la información estaba
distribuida de manera desorganizada, de hecho no se sabía que persona
tenía que tipo de información. Para ello se utilizaron las principales fuentes
de información y esta se recolectó. Todo documento fue recolectado de
Medir
Recolección de la información:
Sitio web portal CORONA.
Biblioteca de la planta.
Superintendente líder del proyecto.
Centros de gestión de activos: mecánico y
eléctrico.
Aporte de material por parte de los
integrantes del equipo.
Expertos del proceso en la compañía.
Construcción de base de datos para inventario
de la información recolectada.

21
manera digital, en caso de solo existir en físico, se escaneaba para luego
convertirlo a digital.
Obtenida toda la información existente, se clasificó en un inventario de
información que sirviera como base de datos donde se pudieran ver datos
como el código, el nombre, las carpetas donde se encontraba el archivo,
etc.
1.4.3. Analizar
Figura 4. Gestión de actividades en la tercera etapa del proyecto (analizar)
Fuente: Autor
Luego de organizar la información se procedió a la construcción de matrices
documentales. Una matriz documental es una herramienta que permite ver
el tipo de información existente por cada actividad declarada en el proceso.
Para ello se establece qué tipo de información debe existir en cada una y
así dar un balance sobre cada matriz.
Analizar
Construcción y análisis de matrices
Documentales, clasificando la información
según:
Actividad o subproceso del proceso.
Vigencia.
Completa e Incompleta.
Existente e Inexistente.
Discusión, control y gestión para la validación
de la información en reuniones ya definidas
para el cumplimiento del proyecto.
Análisis de causas raíces en problemas de
información: Faltante, Sobrante e Incompleta.
Gestión y control en KPI’s, indicador de
avance.
22
Una vez analizada y clasificada la información en las matrices
documentales, el siguiente paso a realizar es la validación de la
información. Para ello, en las reuniones por parte del equipo, se expresan
inquietudes, apuntes o labores a realizar, teniendo como eje el resultado de
cada matriz y el estado de cada documento o tema.
Es importante llevar a cabo el control de los KPI’s y analizar qué indicador
de rendimiento está fallando.
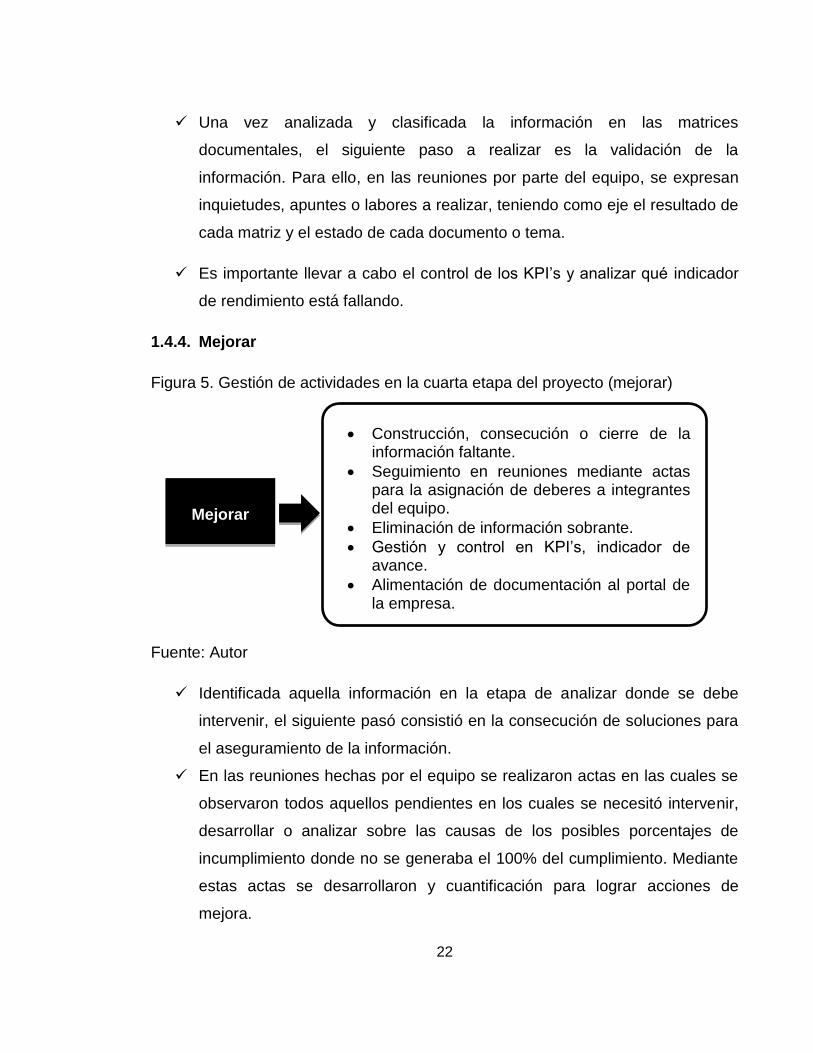
1.4.4. Mejorar
Figura 5. Gestión de actividades en la cuarta etapa del proyecto (mejorar)
Fuente: Autor
Identificada aquella información en la etapa de analizar donde se debe
intervenir, el siguiente pasó consistió en la consecución de soluciones para
el aseguramiento de la información.
En las reuniones hechas por el equipo se realizaron actas en las cuales se
observaron todos aquellos pendientes en los cuales se necesitó intervenir,
desarrollar o analizar sobre las causas de los posibles porcentajes de
incumplimiento donde no se generaba el 100% del cumplimiento. Mediante
estas actas se desarrollaron y cuantificación para lograr acciones de
mejora.
Mejorar
Construcción, consecución o cierre de la información faltante.
Seguimiento en reuniones mediante actas para la asignación de deberes a integrantes del equipo.
Eliminación de información sobrante.
Gestión y control en KPI’s, indicador de avance.
Alimentación de documentación al portal de la empresa.

23
Como consecuencia de la información desorganizada en varios entes de la
empresa, fue normal encontrar información repetida. Una vez asegurada en
el portal web, se elimina aquella que se repitió, la cual era innecesaria
tenerla más de una vez.
Toda información conocida y validada por el equipo se alimentó al portal
web del proyecto para estar al alcance de aquella persona que lo necesite.
1.4.5. Controlar
Dentro de este proyecto, no se gestionó ninguna actividad. Sin embargo el
desarrollo de la etapa tiene como principales responsables a líderes de
mantenimiento, producción y calidad; esta se realiza en intervalos de tiempos
periódicos dependiendo de la variable a controlar, generalmente el tiempo es
semestral.
En esta etapa se gestiona principalmente la actualización de la ficha técnica, el
plan de calidad y los planes de entrenamiento (serie de actividades para el
refuerzo de conocimientos del personal que lo requiera).

24
2. MARCO REFERENCIAL
2.1. MARCO HISTÓRICO
2.1.1. Sector CIIU: Fabricación de otros productos minerales no metálicos
La cadena productiva de la cerámica se encuentra agrupada en el CIIU sección 23
(fabricación de otros productos minerales no metálicos) grupo 239 (fabricación De
otros productos minerales no metálicos n.c.p.) clase 2391(fabricación de productos
refractarios), 2392 (fabricación de materiales de construcción de arcilla) y 2393
(fabricación de otros productos de porcelana y de cerámica)1.
El sector cerámico tiene gran influencia por su gran relación con el sector de la
construcción, dando al mercado productos en su gran mayoría de revestimientos
de pisos y pareces y porcelana sanitaria. Según datos del Departamento Nacional
de Planeación2, en Colombia, el 80% este sector pertenece a cuatro empresas:
Colcerámica S.A., Cerámica Italia, Alfagrés S.A. y Eurocerámica S.A.
Para el mes de octubre del 2013, según datos de MinCIT (Ministerio de Comercio,
Industria y Turismo)3, el sector de productos minerales no metálicos obtuvo una
variación del 3% en su producción real. Este sector es uno de los menos
dinámicos, fenómeno que ha ocurrido gracias a que como anteriormente se
expresó, va de la mano con la construcción, el cuál ha tenido una disminución en
licencias aprobadas. Dentro del PIB industrial, la participación del sector de
minerales no metálicos para el tercer trimestre del 2013 fue del 8.2%. Otro dato
interesante que nos arroja el MinCIT es la disminución de exportaciones del sector
de los minerales no metálicos, el cual fue del 11% en enero-octubre del 2013.
1 BANCO DE LA REPÚBLICA.ESTRUCTURA DETALLADA DE LA CLASIFICACIÓN INDUSTRIAL
INTERNACIONAL UNIFORME ADAPTADA PARA COLOMBIA – CIIU REV 4 AC. [En línea] <http://quimbaya.banrep.gov.co/servicios/saf2/BRCodigosCIIU.html> [Citado el 27 Febrero del 2014] 2 DEPARTAMENTO NACIONAL DE PLANEACIÓN. Cerámica. [En línea]
<https://www.dnp.gov.co/Portals/0/archivos/documentos/DDE/Ceramica.pdf> [Citado el 27 Febrero del 2014] 3 MINCIT MINISTERIO DE COMERCIO, INDUSTRIA Y TERRITORIO. Informe de industria
Octubre 2013. [En línea] <www.mincit.gov.co/OEE_IA_PRESENTACION_INFORME_DE_INDUSTRIA_A_OCTUBRE_DE_2 13.pdf >[Citado el 29 Febrero del 2014]
25
2.1.2. Corporación CORONA
Esta historia comienza en 1881 en un pequeño pueblo llamado Caldas. El señor
Victoriano Restrepo y su hijo fundaron la compañía cerámica antioqueña dedicada
a la producción de cerámicas y vidrios. En este entonces contaban apenas con 12
obreros y algunos hornos artesanales.
Se dice que sus primeros 50 años no fueron nada fáciles, pues esta pequeña
empresa (en ese entonces) tuvo que pasar por dificultades económicas y técnicas,
además no había materias primas de buena calidad ni electricidad. También
convivió en medio de escenarios políticos y sociales, como la guerra de los mil
días y la crisis mundial de los años 30.
En 1935, bajo la dirección y organización de la familia Echavarría Olózaga, su
razón social era en este entonces fue Locería Colombiana, y desde ese entonces
comienza a expandirse y consolidarse. En 1940 comienza a mejorar notablemente
sus técnicas de producción, contó además con asesores europeos. Hacía 1950 ya
contaba con más de 400 obreros4; en este año la organización empezó a
estandarizar su producción, a capacitar a su personal y mejorar la calidad de sus
productos. La empresa ya tenía el potencial para empezar a expandir su mercado
fuera de Antioquia y en 1952 instaló la planta de porcelana sanitaria en Madrid,
Cundinamarca.
Los años 6 ’s son considerados como una época dorada para la organización, ya
que, por esta década se creó Mancesa (dedicada la producción de sanitarios),
Grifos y Válvulas Grival, y también se creó la Fundación Corona, enfocada a la
educación, salud, vivienda y desarrollo local y comunitario de Colombia. Por estos
años empezó la búsqueda de nuevos mercados y también se realizaron las
primeras exportaciones a Estados Unidos, Puerto Rico y República Dominicana.
4 CORONA. Nuestra Historia. [En Línea].
<http://www.corona.com.co/web/Files/Uploads/Catalogo2012/Corporativo/QuienesSomos/timeline_new.pdf>[Citado el 25 de Septiembre del 2013]

26
Ya para 1970 se habían adquirido hornos con tecnología alemana que tenían más
capacidad de producción. Gamma (Una de las líneas de negocio de Corona,
fabricadora y comercializadora de aisladores para empresas y distribuidores del
sector de energía eléctrica5), inicia exportaciones a Centroamérica y países
Suramericanos como Ecuador, Perú y Bolivia.
En 1980, Corona modernizó sus fábricas y además de esto construyó en Sopó,
Cundinamarca la planta de producción de Revestimientos de Cerámica de Pisos y
Paredes (P&P) más moderna de toda América Latina.
Con un escenario de economía mundial globalizada y la llamada apertura
económica del gobierno nacional, en 199 , se crea el llamado “Alborada 2 ”, un
plan que traería un cambio fundamental en la organización, tanto en su dirección
como sus procesos operativos.
Un momento clave en la historia de la compañía es la alianza con Sodimac (sigla
de Sociedad Distribuidora de Materiales de Construcción, es una empresa chilena
dedicada al rubro de la construcción y al mejoramiento del hogar, perteneciente al
holding Falabella y está presente en países como Chile, Perú, Colombia y
Argentina6) en 1994, donde se pone en marcha la cadena Homecenter, empresa
internacional 51% de la organización Corona y 49% de la organización Falabella
de Chile7. Posteriormente se desarrolló el Hipercentro Cerámico, Tiendas
Cerámicas y Salas Corona.
A finales de la década de los 9 ’s, Corona se consolidó como líder del mercado
colombiano; y empezando el siglo XXI, la tercera generación de la familia
Echavarría se propone como visión hacer de Corona una compañía de talla
5 CORONA. Gamma Aisladores. [En Línea].
<http://www.corona.com.co/web/Corporativo/Pages/Perfil-Gamma> [Citado en 25 Septiembre de 2013] 6 SODIMAC. Nuestra Empresa. [En Línea].
<http://www.sodimac.cl/static/site/nuestra-empresa/index.html> [Citado en 25 septiembre] 7 HOMECENTER SODIMAC CORONA. Quienes Somos. [En Línea].
<http://portal.homecenter.com.co/Quienes-Somos/ide-donde-venimos.html> [Citado en 25 de septiembre del 2013]

27
mundial con estándares internacionales. En el 2006 Corona ya exporta a más de
40 países.
En el 2008, fruto de la gran transformación y emprendimiento, corona recibió
varios reconocimientos: el premio portafolio a la empresa con mejor gestión en
recurso humano8, en el 2010 el premio portafolio a la empresa más innovadora del
país. También recibió otros premios como el premio a la excelencia nivel 1 TPM
del instituto japonés para el mantenimiento de plantas (JIPM) y el premio progresa
por su excelente manejo ambiental en sus plantas. En la actualidad Corona
maneja varias líneas de negocio exitosas, cada una enfocada en diferentes tipos
de productos.
2.2. MARCO TEÓRICO
2.2.1. Capital Intelectual
“Llamaremos capital intelectual en sentido amplio, al conjunto de conocimiento
científico, tecnológico, artístico y comercial aplicable para la generación de riqueza
social del que dispone el individuo, organización y comunidad.”9
El capital intelectual es un concepto que se empezó a emplear a mediados de los
8 ’s, algo de lo que hoy en la época de la Información ha tomado mucha más
importancia. El siglo XXI cuenta con una dotación de esencias tangibles como la
tecnología (desde un computador hasta una máquina específica), la información
(todo lo que tenga que ver con algún contexto como libros, internet, etc.),
infraestructura (establecimientos, fabricas, oficinas), etc., por eso algo que no se
posee tan fácilmente es el capital intelectual cuya aplicación puede traer incluso
8 PORTAFOLIO.CO. Organización Corona ganó premio PORTAFOLIO a mejor Gestión del
Recurso Humano. [En Línea]. <http://www.portafolio.co/archivo/documento/CMS-4704983> [Citado en 25 septiembre del 2013] 9 OBESO, CARLOS. Capital Intelectual. España: Ediciones Gestión 2000, 2003. p 26.

28
ventajas a largo plazo10. Cuando una empresa está dotada de capital intelectual lo
que tiene en sus manos es una ventaja competitiva sobre las demás, información
intangible, experiencia aplicada, adaptación al entorno dinámico, interacción con la
innovación, etc.
La empresa de hoy se preocupa por que tanto las personas de la organización
(posean las habilidades, los conocimientos, las habilidades, el desarrollo de las
capacidades), como los procesos y sistemas y las relaciones que tenga con
agentes externos como los clientes, los proveedores, los competidores, las
universidades y los socios tecnológicos; adquieran de este valor diferenciador.
Esto se conoce como el know how de una empresa.
Un claro ejemplo del capital intelectual es la empresa Toyota, cuyo éxito se basa
en la innovación de sus aplicados métodos de producción como el Kaisen y el
Justo a Tiempo (JIT).Cabe aclarar que el capital intelectual no es igual a la
propiedad intelectual.
Figura 6: Enfoque de Skandia sobre el valor del mercado y su composición de capitales en bloques
10
LOS SANTOS. Ignacio Soret. Modelo de medición del conocimiento y generación de ventajas competitivas sostenibles en el ámbito de la iniciativa “respuesta eficiente al consumidor”. España: ESIC Editorial, 2008. p 82

29
Fuente: Ignacio Soret Los Santos. Modelo de medición del conocimiento y
generación de ventajas competitivas sostenibles en el ámbito de la iniciativa
“respuesta eficiente al consumidor”
2.2.2. Metodología DMAIC
Es una metodología proveniente del seis sigma, en la cual su enfoque son las
mejoras mesurables y significativas a los procesos de una empresa. Se aplica
para aquellos procesos donde sus especificaciones están por debajo de las
especificaciones y se requieren mejorar.11
Esta metodología es conformada por cinco fases que en inglés son: Define
(Definir), Mesure (Medir), Analyze (Analizar), Improve (Mejorar) y Control
(Controlar); las cuales son una secuencia lógica que se complementan entre sí.
Definir ¿Qué es lo importante? Todo proyecto debe tener:
Un propósito
Unos objetivos
11
HERIDIA. Nohora Ligia. Gerencia de compras la nueva estrategia competitiva. Colombia: Ecoe Ediciones, 2013. P 87

30
Un alcance
Información sobre los antecedentes del proyecto
Documentación del proceso
Definición del equipo
Medir ¿Cómo lo estamos haciendo ahora?
Recolección de toda la información actual sobre el proyecto
Clasificación de la información
Analizar ¿Qué necesito hacer?
Revisión de la información recolectada con detalle
Captar la información necesaria e innecesaria
Identificar las causas raíz de los problemas presentados.
Mejorar ¿Qué necesito hacer?
Desarrollar soluciones que ataquen los problemas o fallas
presentadas
Desarrollar y cuantificar soluciones de mejora
Verificar, corregir y/o completar la información
Eliminar la información innecesaria
Controlar
Seguimientos mediante auditorias
Actualización de la información periódicamente y cada vez que sea
necesario
Mantener los logros obtenidos
Anticipar mejoramientos futuros
Estandarizar
2.2.3. Información
En la actualidad, definir la palabra información es dependiente desde el punto de
vista en que se mire. Según la RAE (Real Academia Española), en dos de sus

31
ocho definiciones presenta la información como “Comunicación o adquisición de
conocimientos que permiten ampliar o precisar los que se poseen sobre una
materia determinada.”12 y “Conocimientos así comunicados o adquiridos.”13. La
información comprende de un conjunto de datos ordenados que permite
comprender sobre alguna determinada cosa, situación, objeto, acción, etc.
Al igual que las materias primas, maquinas, energía, recursos humanos, etc., la
información es un recurso importante para una organización. En la era actual, la
información no se puede relacionar solamente con la informática, pues esta puede
ser desde un individuo, departamento y hasta toda la empresa que interactúe
información desarrollando sus actividades cotidianas. Esto da como resultado un
alto nivel de mejora y competitividad.
Según Ramón Carlos Suárez y Alonso “la información analizada, almacenada,
organizada, estructurada, transmitida, reutilizada y compartida genera
conocimiento”.14
Los sistemas de información en una organización debe corresponder a tres
funciones:15
Práctica y coordinación de las acciones operativas.
Ejercer el control necesario para identificar las acciones que van en
contra de los objetivos de la organización.
Proporcionar la información necesaria para la toma de decisiones.
Existen dos tipos de información:
12
REAL ACADEMIA ESPAÑOLA. Información. [En línea]. <http://lema.rae.es/drae/?val=Informaci%C3%B3n>[Citado el 29 de Mayo del 2014] 13
Ibíd., [Citado el 29 de Mayo del 2014] 14
SUAREZ Y ALONSO, Ramón Carlos. Tecnologías de la información y la comunicación: Introducción a los sistemas de la información y telecomunicación. Ed. 1. España: Vigo, Ideaspropias Editorial, 2007. P 32 15
FERNÁNDEZ ALARCÓN, Vicenç. Desarrollo de sistemas de información: una metodología basada en el modelado. Ed. 1. España: Barcelona, Edicions UPC, 2006. P 14

32
Interna: es aquella que se genera dentro de la organización, en la que
cada uno de los recursos (humanos, financieros, maquinaria, etc.) es
influyente. Esta es modificada con las decisiones por parte de una
alta gerencia.
Externa: es aquella en la que ningún recurso perteneciente a la
empresa es influyente, como por ejemplo, el mercado internacional,
nuevas políticas, la competencia, etc.

33
3. ESTADO ACTUAL
3.1. PLATAFORMA ESTRATÉGICA
La empresa Corona tiene clara su esencia y su meta. Para ello ha definido su
misión y visión a largo plazo.
3.1.1. Misión
“Enriquecer los espacios para vivir mejor”16
3.1.2. Visión
“Meta a largo plazo 2020: Transformar a Corona de una empresa líder en
Colombia a una empresa multinacional diversificada, enfocada en los mercados
retail (venta al por menor) y soluciones de productos para el mejoramiento del
hogar y los mercados de nueva construcción de América.”17
3.2. ESTRUCTURA ORGANIZACIONAL
En la siguiente figura 7 se puede apreciar el organigrama de la empresa por sus
respectivas líneas de negocios, las diferentes plantas y donde se ubica el proceso
de prensado intervenido.
Figura 7: Organigrama organización Corona, división de plantas según líneas de
negocios: núcleo, negocios de retail y otros negocios
16
CORONA. Valores Corporativos. [En Línea]. <http://usc.corona.com.co/Paginas_intranet/Valores%20Corporativos.aspx> [Citado el 20 de Febrero del 2014] 17
Ibíd., [Citado el 20 de Febrero del 2014]

34
Fuente: PPT: Recepción del riesgo y percepción del comportamiento. Autor: ARP
SURA
3.3. PORTAFOLIO
La línea de negocio Corona-Colcerámica está dedicada a la fabricación y
comercialización de productos como aparatos sanitarios, lavamanos, accesorios,
asientos sanitarios, griferías, duchas, herrajes, muebles, elementos de plomería,
pisos, paredes y decorados que conforman los baños, cocinas, oficinas,
establecimientos comerciales, etc. Colcerámica opera ocho plantas de producción
ubicadas en los departamentos de Cundinamarca y Antioquia en Colombia y dos
en Estados Unidos. Otras líneas de negocio de manufactura son: Corona Insumos,
Materiales y Pinturas, Vajillas Corona, Gamma Aisladores, entre otros.
3.4. PROCESOS
La práctica empresarial se llevó a cabo en la planta de Pisos y Paredes de Planta
Madrid. A continuación se ilustra brevemente el proceso general de fabricación de
revestimientos (Ver Figura 8):

35
Figura 8. Proceso cerámico en la planta de P&P de Madrid, Corona–Colcerámica
Fuente: Autor
Para la fabricación de revestimientos, la materia prima es la pasta, la cual se
divide en rojas y blancas (ideales para el proceso), compuestas de dos materiales:
arcillosos y complementarios (feldespatos, arenas feldespáticas, cuarzo y
calizas)18. Una vez obtenida, llega al primer proceso de la planta: Preparación
pasta; allí recibe un tratamiento mediante varios subprocesos como molienda (la
cual se encarga de reducir las dimensiones del material para generar una
distribución granulométrica adecuada para el proceso), humectación, entre otras.
Luego de pasar por este proceso, la materia prima debe contener características
tales como: dimensiones, dureza, resistencia a la compresión, abrasión y al
impacto, peso, entre otras.
El siguiente proceso es el prensado, el cual se encarga de dar una compresión a
la pasta ligeramente húmeda, dándole la forma deseada. Este tipo de prensado es
hidráulico, este aplica uniformidad de fuerza sobre el polvo y realiza movimientos
repetitivos en el transcurso de sus ciclos de prensado.
18
ASOCIACIÓN ESPAÑOLA DE TÉCNICOS CERÁMICOS. Tecnología cerámica aplicada Volumen 1. España: Faenza Editrice Ibérica., 2004. P 261

36
El prensado está compuesto por tres operaciones fundamentales19:
1. Conformación de la baldosa.
2. Compactación del polvo cerámico.
3. Densificación del polvo.
En el proceso de prensado la pasta ya tratada llega mediante unas tolvas a los
diferentes tamices (con el fin de dar paso al grano de pasta más fino y rechazar
aquel que no cumple con las especificaciones). Luego llega a una parte de la
prensa, la cual se encarga de llenar las cavidades donde será prensada la pasta.
Este prensado ejerce una serie de presiones y además contiene unas altas
temperaturas en los moldes (para que el polvo cerámico no se adhiera a la
maquina).
Una vez obtenida la baldosa prensada llega al proceso de secado, este se
encarga de disminuir la humedad que contiene la pieza. Este secado influye en la
resistencia, baja humedad, valores determinados de temperatura y calidad de la
baldosa. La velocidad de los ciclos de secado es sumamente importante, ya que,
si la velocidad es muy alta puede generar fisuras sobre la baldosa20.
Luego la baldosa llega al proceso de esmaltado. La aplicación de esmalte en
planta se puede dividir en dos: esmaltes para revestimientos porosos y esmaltes
para pavimentos gresificados21. La diferencia principal de estos dos tipos de
esmaltes es básicamente que el esmalte para revestimientos porosos, es decir,
para baldosas de paredes, reciben un impacto de desgaste menos que el esmalte
para pavimento gresificado; en este último el desgaste lo produce el tránsito de
personas, objetos, maquinas, etc. El proceso de esmaltado básicamente permite
19
ASOCIACIÓN ESPAÑOLA DE TÉCNICOS CERÁMICOS. Tecnología cerámica aplicada Volumen 2. España: Faenza Editrice Ibérica., 2004. P 107 20
COLOMBIA. UNIDAD DE PLANEACIÓN MINERO ENERGÉTICA y COLCIENCIAS. Ahorro de Energía en la Industria Cerámica. P 7 21
CANTAVELLA ESCRIG, Miguel. Composiciones de pastas cerámicas. En línea
<http://www.ieselcaminas.org/apuntes/ceramica/composiciones/Esmaltes%20ceramicos.pdf> [Citado el 17 Marzo del 2014]

37
la aplicación de dos tipos de capas sobre la baldosa: engobe y esmalte. El engobe
permite que al ser aplicado no se denote el color rojizo de la baldosa (color normal
con el que sale del prensado) y facilita la aplicación del esmalte previniendo
defectos de calidad, el esmalte le da el primer color y brillo a la pieza.
El proceso de decorado en planta se conoce como decoración serigráfica, el cual
responde a las exigencias estéticas del producto. Este proceso básicamente
consiste en la aplicación de tintas o pastas sobre la pieza cerámica.
Finalizado el decorado sobre la baldosa, esta llega a una máquina llamada carro
cargue box, este proceso se conoce como movimentación; se encarga de
transportar la pieza al secadero horizontal para reducir la humedad y darle
fortaleza para finalmente llegar al carro de descargue box quien también traslada
la pieza a la entrada del horno para empezar el proceso de cocción.
El proceso de cocción se conoce como la fase más importante y fundamental de la
fabricación de las baldosas. El material cerámico, gracias a las altas temperaturas
las cuales producen cambios químicos, se transforma en compuestos cristalinos y
vítreos los cuales contraen propiedades como la solidez de la pieza, la resistencia
mecánica, la porosidad o impermeabilidad, entre otras22. El proceso de cocción se
compone de tres fases: precalentamiento (es el elevamiento de la temperatura
desde el valor ambiental hasta el deseado), cocción y enfriamiento.
Finalmente la baldosa llega al área de clasificación final. En esta sección la
baldosa recibe pruebas de presión para ver su fortaleza. Además se miden sus
longitudes y el aspecto del diseño. Según estos criterios será clasificada en rotura
o producto final. El producto final será empacado y distribuido según el cliente. La
rotura (baldosa que por algún defecto fue sacada de la línea) de cualquiera de los
procesos vuelve a la sección de Preparación Pasta para entrar nuevamente como
materia prima.
22
ASOCIACIÓN ESPAÑOLA DE TÉCNICOS CERÁMICOS. Op. cit., P 209
38
3.5. RECURSOS
3.5.1. Maquinaria del proceso de prensado
El proceso de prensado hidráulico se realiza colocando el polvo cerámico (pasta)
en un molde con la figura deseada, sometiéndolo a una compresión por medio de
un mecanismo hidráulico, de impacto o mecánico, que se ajusta al molde. La
prensa cuenta con unos machos (en el caso de la planta de Madrid,
Cundinamarca de la empresa Corona) sometidos a altas temperaturas que son los
que hacen contacto con el polvo, produciendo cambios químicos de tal forma que
su salida es una baldosa compactada pero cruda.
En la industria cerámica, donde se utiliza el prensado con polvo en estado
semiseco, se pueden encontrar tres diferentes tipos de prensas23:
Prensa de Rodillera: Esta prensa es de tipo mecánica, cuenta con un
sistema de control de la traviesa móvil construido por dos bielas acopladas
entre sí.
Prensa de Fricción: Desarrolla su operación de manera veloz y violenta a
través de una acción de impacto breve.
Prensa Hidráulica: En esta prensa la acción de prensado se lleva a cabo
mediante la transformación de la presión hidráulica en fuerzas de
deformación.
En planta Madrid de Corona existen tres tipologías de prensas hidráulicas: PH
680, PH 1400 y PH 2090; siendo la prensa 680 la más antigua y la prensa 2090 de
mejor tecnología. Cada una de ellas produce formatos diferentes de la siguiente
forma (Ver cuadro 2):
23
Ibíd., p. 108
39
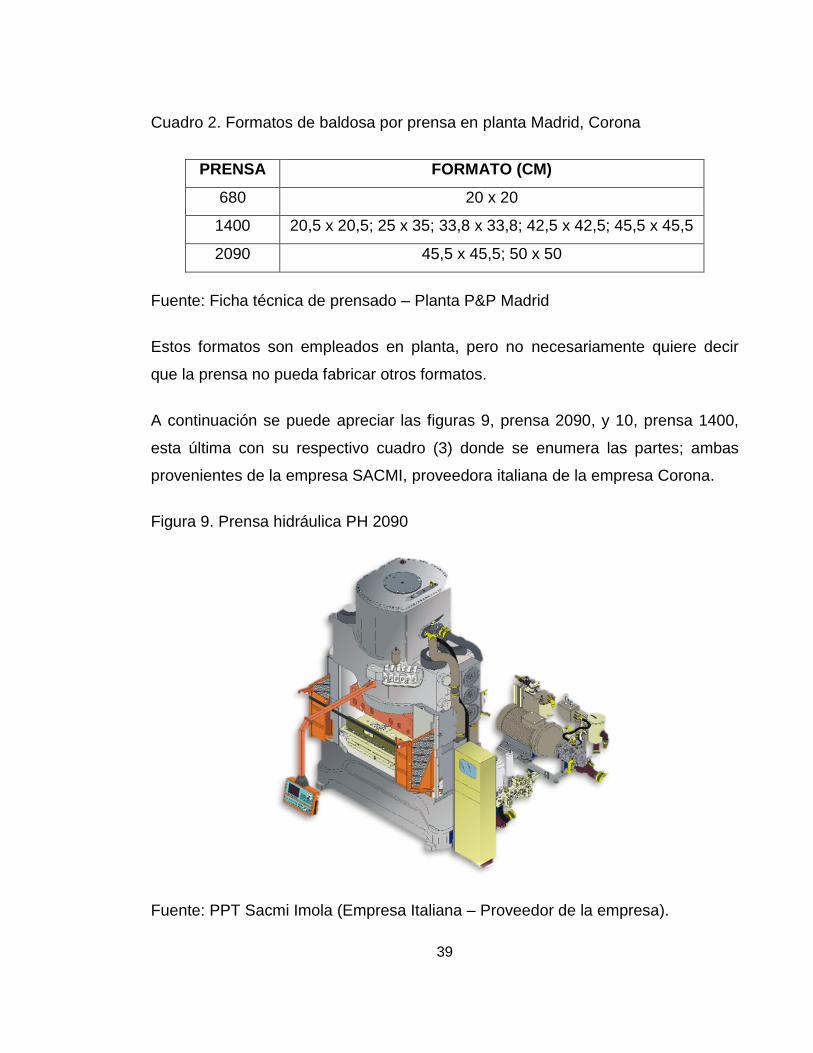
Cuadro 2. Formatos de baldosa por prensa en planta Madrid, Corona
PRENSA FORMATO (CM)
680 20 x 20
1400 20,5 x 20,5; 25 x 35; 33,8 x 33,8; 42,5 x 42,5; 45,5 x 45,5
2090 45,5 x 45,5; 50 x 50
Fuente: Ficha técnica de prensado – Planta P&P Madrid
Estos formatos son empleados en planta, pero no necesariamente quiere decir
que la prensa no pueda fabricar otros formatos.
A continuación se puede apreciar las figuras 9, prensa 2090, y 10, prensa 1400,
esta última con su respectivo cuadro (3) donde se enumera las partes; ambas
provenientes de la empresa SACMI, proveedora italiana de la empresa Corona.
Figura 9. Prensa hidráulica PH 2090
Fuente: PPT Sacmi Imola (Empresa Italiana – Proveedor de la empresa).
40
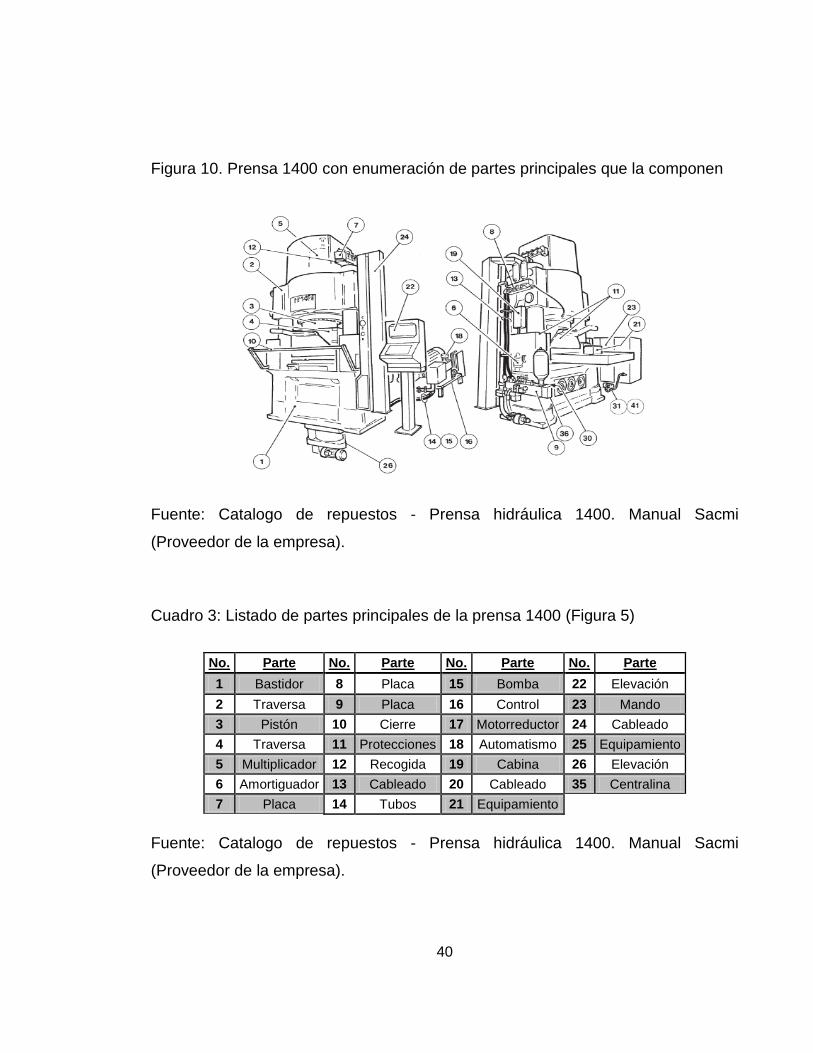
Figura 10. Prensa 1400 con enumeración de partes principales que la componen
Fuente: Catalogo de repuestos - Prensa hidráulica 1400. Manual Sacmi
(Proveedor de la empresa).
Cuadro 3: Listado de partes principales de la prensa 1400 (Figura 5)
No. Parte No. Parte No. Parte No. Parte
1 Bastidor 8 Placa 15 Bomba 22 Elevación
2 Traversa 9 Placa 16 Control 23 Mando
3 Pistón 10 Cierre 17 Motorreductor 24 Cableado
4 Traversa 11 Protecciones 18 Automatismo 25 Equipamiento
5 Multiplicador 12 Recogida 19 Cabina 26 Elevación
6 Amortiguador 13 Cableado 20 Cableado 35 Centralina
7 Placa 14 Tubos 21 Equipamiento
Fuente: Catalogo de repuestos - Prensa hidráulica 1400. Manual Sacmi
(Proveedor de la empresa).

41
3.5.2. Talento humano
Para el desarrollo del proyecto, se definió un equipo cuyo rol fue importante en la
gestión y repartición de actividades de la mejora (Ver Cuadro 4).
Cuadro 4. Equipo de proyecto para know how prensado
Cargo Nombre Rol
Superintendente de mantenimiento Iván Camilo Gómez Líder en Gestión del Proyecto
Practicante Universitario en E&E de P&P, Planta Madrid
Luis Carlos Romero Líder en Gestión del Proyecto
Gerente Corporativo de Tecnología Cerámica
Diego Jaramillo Sponsor
Jefe Desarrollo Nuevos Productos Luis Miguel Posada Sponsor
Jefe de Fabricación Planta Madrid Andrés Tremel Dueño Proceso
Gerente Gestión del Conocimiento Laura M. Prada Apoyo Metodológico
Coordinador del SPC Germán Cuesta Apoyo Metodológico
(conocimiento transferible)
Proveedores Sacmi, Macer, Sumicol Apoyo Técnico
Especialista Adolfo Malo Apoyo Técnico
Técnico Cerámico Santiago Echeverri Miembros equipos
(conocimiento Técnica)
Superintendente de Mantenimiento Iván Camilo Gómez Miembro equipo
(conocimiento máquinas)
Superintendente RV Diego Barbosa Miembro equipo
(conocimiento proceso)
Coordinadora SGC Luis Andrey Zapata Miembro equipo (SGC)
Líder del Pilar E&E Astrid Natalia Sanabria Miembro equipo
(conocimiento proceso)
Facilitadores de Mantenimiento Alexander Parra - Héctor
Salinas
Miembros equipo (conocimiento máquinas y
proceso)
Facilitador de producción Isidro Boyacá Miembro equipo
(conocimiento proceso)
Técnicos, Controladores, laboratorio Miembros equipo
(conocimiento proceso, técnico máquinas)
Fuente: Autor
42
4. ASEGURAMIENTO DEL PROCESO
4.1. DEFINIR
Ya definidos los objetivos, el equipo, el alcance, la metodología, etc., el siguiente
paso fue la definición de las actividades, los entregables, los KPI’s para el
proyecto, y el cronograma para cada actividad.
4.1.1. Actividades definidas dentro del proceso de prensado
Estas fueron establecidas por el equipo (principalmente por el superintendente de
mantenimiento y los expertos del proceso) del proyecto, quedando de la siguiente
manera:
I. Recepción y aprobación pasta
II. Sistema de alimentación y llenado de la cavidad
III. Herramentales (Molde y Machos)
IV. Prensado
V. Extracción de la pieza
VI. Sistemas de limpieza y transporte
VII. Calidad del producto de prensado
4.1.2. Entregables generales para cada actividad
Para cada actividad, los entregables generales definidos fueron:
Principio de funcionamiento
Manual de operación
Lup’s
Estándares de Planeado (Técnicos)
Estándares de Autónomo (Controladores)
Plan de Calidad - Matriz QA - X y Y vitales - Metrología
Manual de soluciones de problemas (Calidad y Máquina)

43
Informes Juntas Técnicas e Informes proveedores
Entrenamientos (Videos, presentaciones, informes proveedores)
4.1.3. Definición de los KPI’s
Un indicador importante es el KPI (Indicador clave de desempeño), para este
proyecto se formulan los siguientes KPI’s (Ver Cuadro 5):
Cuadro 5. KPI’s del proyecto: Aseguramiento del proceso de prensado
KPI Responsable Indicador
Cumplimiento de Cronograma
Equipo del proyecto Actividades Ejecutadas / Actividades
Planeadas
Sitio de Documentación Líderes del proyecto Archivos subidos al portal / Archivos
requeridos
X y Y Vitales Técnico /
Superintendentes X Vitales Especificadas / X Vitales
Matriz de habilidades Líder Educación y
Entrenamiento % Cargos con matriz de habilidades
Mantenimiento autónomo y planeado (Estándares)
Superintendente Mtto Ensamble
Documentos construidos / Documentos Totales
Superintendente Ensamble
Documentos construidos / Documentos Totales
Personal capacitado Líder Educación y
Entrenamiento Capacitaciones realizadas / Capacitaciones Planeadas
Plan de entrenamiento Líder Educación y
Entrenamiento Planes de entrenamiento realizados / Planes de entrenamiento planeados
Documentación a través del SGC
Coordinador SGC Documentos Asegurados /
Documentos requeridos en el SGC
Fuente: Equipo del proyecto.
Cumplimiento del cronograma: se vigila y controla en cada reunión,
teniendo en cuenta las actividades programadas sobre aquellas ejecutadas.
Para ello los líderes del proyecto llevaron control de los avances que se
realizan respecto al cronograma.

44
Sitio de documentación: Para el aseguramiento del proceso se lleva a cabo
una documentación de cada actividad, como por ejemplo, el listado de
entregables. Esta documentación se clasifica y posteriormente al ser
revisada y aprobada se carga al portal Corona (en una parte especial
destinada para el proyecto), sitio web que almacena la información para el
fácil acceso de todo aquel que necesite consultarla
X y Y vitales: Son aquellas que de manera directa afectan la calidad del
proceso y/o el producto. En este punto se tuvo en cuenta las variables
críticas existentes en el Sistema de Gestión de Calidad (SGC) referentes al
proceso de prensado. Este indicador básicamente relaciona aquellas
variables revisadas y aprobadas por el facilitador de mantenimiento de
ensamble (donde se ubica el proceso de prensado) y el superintendente de
mantenimiento.
Matriz de habilidades: es una herramienta en forma de evaluación que nos
permite averiguar el potencial de las habilidades de la persona respecto al
cargo. Estas habilidades están enfocadas en seis dominios: identificación
del cargo y el rol, seguridad y medio ambiente, herramientas de gestión,
operación eficaz de la máquina, manipulación de materias primas y
cumplimiento de métodos. En este punto lo que se quiere es evaluar al
controlador, al técnico mecánico y eléctrico para luego poder potenciar
aquellas brechas que se encuentren dentro de sus dominios. Este ítem
estuvo a cargo del líder de educación y entrenamiento y permitió construir
las matrices con las que serán evaluados los tres cargos anteriormente
mencionados.
Mantenimiento Autónomo y Planeado (Estándares): Teniendo en cuenta
que el mantenimiento autónomo hace referencia a la actividad que ejerce el
controlador (operario) para el cuidado y control de su máquina y
mantenimiento planeado a las actividades que ejerce el técnico (eléctrico
y/o mecánico) para el control de la máquina; Este punto indica la
construcción y aprobación de estándares por parte de cada una de las
45
partes. Un estándar es un listado de actividades o procesos, por ejemplo, la
limpieza, lubricación, cambio de partes, inspección, entre otras, que realiza
la persona en diferentes partes de la máquina para el buen funcionamiento
de la misma.
Personal Capacitado: Este punto se divide en dos tipos de capacitaciones.
La primera tiene como fin informar a controladores, técnicos, facilitadores,
etc., sobre la importancia del proyecto llevado acabo y sobre el acceso que
pueden tener a la información valiosa que contiene. Otro fin es el de
aprobar y dar visto bueno de la información que se va cargando al portal a
lo largo del proyecto. La segunda capacitación se aplica luego de tener
documentadas el total de matrices de habilidades para planear una serie de
capacitaciones con el fin de reforzar las habilidades que se requieren
potenciar. Para este proyecto se requiere del primer tipo, ya que, el
segundo hace parte de la etapa de controlar.
Planes de entrenamiento: Otro KPI que depende de las aplicaciones de las
matrices de habilidades, se encarga de generar un plan donde se incluyan
capacitaciones, materiales de apoyo, expertos de los temas, distribución del
tiempo cronológico, entre otras cosas. Este indicador empieza a generar un
porcentaje de rendimiento en la etapa de controlar, por lo tanto durante el
proyecto no se verá arranque de este ítem.
Documentación a través del SGC: a lo largo del proceso, por cada
actividad, deben existir una serie de entregables claves para el
aseguramiento del proceso tales como fichas técnicas, estándares, planos,
SOP’s, instructivos, planes de control e inspección, entre otros. En este
punto se tiene en cuenta todos aquellos documentos que se requieren en el
proceso sobre aquellos que están vinculados oficialmente al SGC
(vigentes).

46
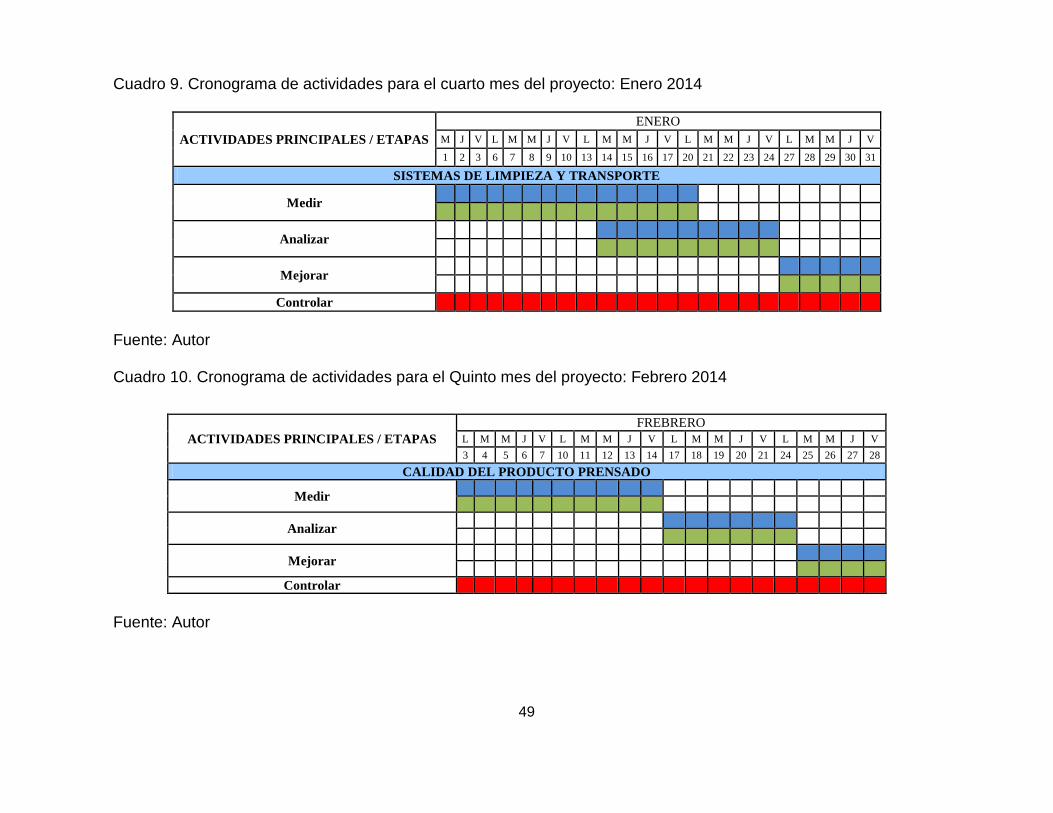
4.1.4. Definición del cronograma
Por último se definió el cronograma teniendo en cuenta las 7 actividades, las
etapas y los entregables. Ver Cuadros 6, 7, 8, 9 y 10 Para el cronograma se debe
tener en cuenta que toda actividad planeada es color azul, ejecutada es verde y no
ejecutada roja.

47
Cuadro 6. Cronograma de actividades para el primer mes del proyecto: Octubre 2013
ACTIVIDADES PRINCIPALES / ETAPAS
OCTUBRE
L M M J V L M M J V M M J V L M M J V L M M J
30 1 2 3 4 7 8 9 10 11 15 16 17 18 21 22 23 24 25 28 29 30 31
RECEPCION Y APROBACION DE PASTA
Medir
Analizar
Mejorar
Controlar
SISTEMA DE ALIMENTACION Y LLENADO DE LA CAVIDAD
Medir
Analizar
Mejorar
Controlar
HERRAMENTALES (MOLDES Y MACHOS)
Medir
Analizar
Mejorar
Controlar
Fuente: Autor

48
Cuadro 7. Cronograma de actividades para el segundo mes del proyecto: Noviembre 2013
ACTIVIDADES PRINCIPALES / ETAPAS
NOVIEMBRE
V L M M J V L M M J V L M M J V L M M J V
1 4 5 6 7 8 11 12 13 14 15 18 19 20 21 22 25 26 27 28 29
PRENSADO
Medir
Analizar
Mejorar
Controlar
Fuente: Autor
Cuadro 8. Cronograma de actividades para el tercer mes del proyecto: Diciembre 2013
ACTIVIDADES PRINCIPALES / ETAPAS
DICIEMBRE
L M M J V L M M J V L M M J V L M M J V L M
2 3 4 5 6 9 10 11 12 13 16 17 18 19 20 23 24 25 26 27 30 31
EXTRACCIÓN DE LA PIEZA
Medir
Analizar
Mejorar
Controlar
Fuente: Autor
49
Cuadro 9. Cronograma de actividades para el cuarto mes del proyecto: Enero 2014
ACTIVIDADES PRINCIPALES / ETAPAS
ENERO
M J V L M M J V L M M J V L M M J V L M M J V
1 2 3 6 7 8 9 10 13 14 15 16 17 20 21 22 23 24 27 28 29 30 31
SISTEMAS DE LIMPIEZA Y TRANSPORTE
Medir
Analizar
Mejorar
Controlar
Fuente: Autor
Cuadro 10. Cronograma de actividades para el Quinto mes del proyecto: Febrero 2014
ACTIVIDADES PRINCIPALES / ETAPAS
FREBRERO
L M M J V L M M J V L M M J V L M M J V
3 4 5 6 7 10 11 12 13 14 17 18 19 20 21 24 25 26 27 28
CALIDAD DEL PRODUCTO PRENSADO
Medir
Analizar
Mejorar
Controlar
Fuente: Autor

50
4.2. MEDIR
Ya implementado el primer paso de la metodología DMAIC, DEFINIR, se
implementa la segunda fase, MEDIR, cuyo principal objetivo es la deducción de la
información con la que se cuenta.
Como primer paso se identifican las fuentes de información. Tal como se
menciona en la metodología (numeral 1.4.2) estas fueron:
Sitio Web Portal CORONA (Ver figura 11).
Biblioteca de la planta.
Superintendente líder del proyecto.
Centros de gestión de activos: Mecánico y Eléctrico.
Aportes en entregables de los integrantes del equipo.
Expertos del proceso en la compañía.
Figura 11. Portal Web Corona
Fuente: Portal web corona. http://comunidad.corona.com.co/default.aspx (Acceso
solo a personal autorizado)
51
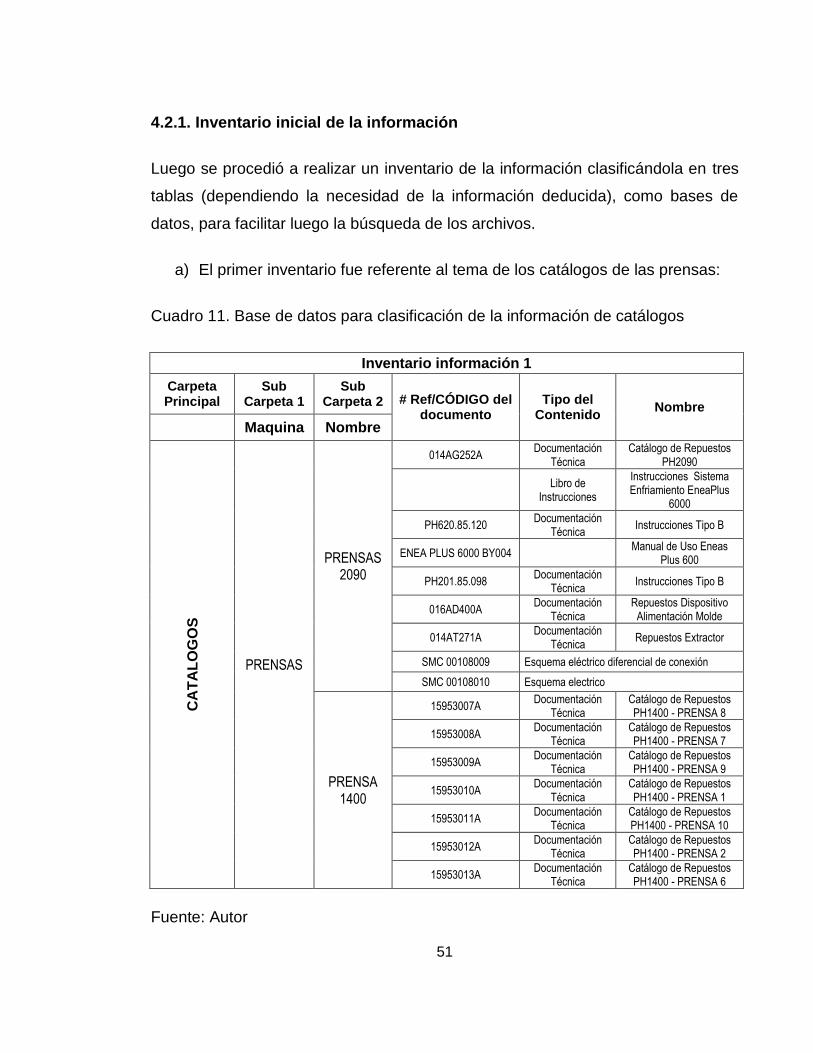
4.2.1. Inventario inicial de la información
Luego se procedió a realizar un inventario de la información clasificándola en tres
tablas (dependiendo la necesidad de la información deducida), como bases de
datos, para facilitar luego la búsqueda de los archivos.
a) El primer inventario fue referente al tema de los catálogos de las prensas:
Cuadro 11. Base de datos para clasificación de la información de catálogos
Inventario información 1
Carpeta Principal
Sub Carpeta 1
Sub Carpeta 2 # Ref/CÓDIGO del
documento Tipo del
Contenido Nombre
Maquina Nombre
CA
TA
LO
GO
S
PRENSAS
PRENSAS 2090
014AG252A Documentación
Técnica Catálogo de Repuestos
PH2090
Libro de
Instrucciones
Instrucciones Sistema Enfriamiento EneaPlus
6000
PH620.85.120 Documentación
Técnica Instrucciones Tipo B
ENEA PLUS 6000 BY004 Manual de Uso Eneas
Plus 600
PH201.85.098 Documentación
Técnica Instrucciones Tipo B
016AD400A Documentación
Técnica Repuestos Dispositivo
Alimentación Molde
014AT271A Documentación
Técnica Repuestos Extractor
SMC 00108009 Esquema eléctrico diferencial de conexión
SMC 00108010 Esquema electrico
PRENSA 1400
15953007A Documentación
Técnica Catálogo de Repuestos PH1400 - PRENSA 8
15953008A Documentación
Técnica Catálogo de Repuestos PH1400 - PRENSA 7
15953009A Documentación
Técnica Catálogo de Repuestos PH1400 - PRENSA 9
15953010A Documentación
Técnica Catálogo de Repuestos PH1400 - PRENSA 1
15953011A Documentación
Técnica Catálogo de Repuestos PH1400 - PRENSA 10
15953012A Documentación
Técnica Catálogo de Repuestos PH1400 - PRENSA 2
15953013A Documentación
Técnica Catálogo de Repuestos PH1400 - PRENSA 6
Fuente: Autor

52
Cuadro 11. (Continuación) Base de datos para clasificación de la información de
catálogos
Inventario información 1
Carpeta Principal
Sub Carpeta 1
Sub Carpeta 2 # Ref/CÓDIGO del documento
Tipo del Contenido
Nombre
Maquina Nombre
CA
TA
LO
GO
S
PRENSAS
PH 2090 PH201.85.098 Documentación
Técnica Instrucciones Tipo B
PH 1400 159.23.01A Documentación Manual de
Instrucciones
PH 2090 014AZ054A Documentación Manual de
Instrucciones
PH620.85.012 Documentación
Técnica Instrucciones Tipo B
SMC085.10.313 Documentación
Técnica
SPE253 014AT271A Documentación
Técnica Repuestos…
MS 930/1130 Tamiz Rotativo Manual de uso y
mantenimiento de repuestos
PRD 270 934.07.013 Documentación Instrucciones y
Repuestos
PH 608
158.01 Documentación Instrucciones y
partes de prensa
168.02 Documentación Instrucciones
168.04.A01 Documentación Manual,
Instrucciones
Fuente: Autor
b) El segundo inventario fue echo con base a la documentación restante
donde se encontraron planos, presentaciones, informes, etc. A excepción
de la información encontrada en el portal web Corona.
Cuadro 12. Base de datos para clasificación de la información restante a
excepción del portal web Corona

53
CARPETA SUBCARPETA NOMBRE DEL DOCUMENTO
KN
OW
HO
W
CICLO PRENSADO CALCULO PARA HALLAR LA PRESION MANOMETRICA
DE PRENSADO EN UNA PRENSA HIDARULICA
CRITERIOS CLASIFICACIÓN RV
DEFECTOS DE PRENSADO RV
PLC INSTRUCCIONES USO DEL SISTEMA DE CONTROL CON PLC PARA PRENSAS
FICHA TECNICA PRENSADO (2)
LEVANTAMIENTO TRADICIONAL
PROCEDIMIENTO DE OPERACIÓN ESTÁNDAR PARA REGULACION DE CAUCHOS AMORTIGUADORES
PH 1890 - 2090 - 2590 - 2890 CONTROLADAS POR VASCULAS ON/OFF CON S.M.U. CICLO HIDRÁULICO
PRENSADO Y CARGA NORMAR GENERALES Y TIPOLOGÍA DE FALLAS
REBABA PRENSADA
SMU SISTEMA MULTIPLE UNIVERSAL // DESCRIPCIÓN DEL MONTAJE Y REGULADORES
S.P.E EXTRACTOR PROPORCIONAL ELECTRONICO DESCRIPCIÓN
PH
209
0
CICLO HIDRAULICO
2090
PRENSADO Y SECADO
CAMBIO MOLDE CON
SPE Y REGULACION
ENCODER
SMU
SMU CICLO DE TRABAJO
SMU SISTEMA MULTIPLE UNIVERSAL // DESCRIPCIÓN
DEL MONTAJE Y REGULADORES
SMU SISTEMA MULTIPLE UNIVERSAL //
REGULACIONES ARRANQUE
SPE
Tabla F180
Operaciones de cambio molde
SPE DESCRIPCIÓN
SPE PROCEDIMIENTO DE REGULACION ENCODER
PARA EXTRACTOR PROPORCIONAL CON
TARJETA DE CONTROL EJES SACMI (AX)
PRESENTACIÓN GENERAL TIPOLIGÍA DE
MACHOS
CONTROLES PH & DRYER PRODUCTIONS CONTROLS
PRENSADO DE ESTRUCTURAS AGRESIVAS Y DE MICROESTRUCTURAS
PRENSA SERIE 1600-
2000
PH 1400-1600 - 2000
CICLO HIDRAULICO PH 1400 //1890 - 2090 - 2590 - 2890
MANUAL INSTRUCCIONES PH 1400 // 1600 - 2000 - 2500
PH 2000 old ciclo
PRENSADO Y CARGA - NORMAS GENERALES Y TIPOLOGÍA DE FALLAS
PH 2890 - 2090
MANUAL DE INSTRUCCIONES PH 2090
PH SERIE 2000 CICLO HIDRAULICO
PLANO HIDRAULICO
Fuente: Autor

54
Cuadro 12. (Continuación) Base de datos para clasificación de la información
restante a excepción del portal web Corona
CARPETA SUBCARPETA NOMBRE DEL DOCUMENTO P
H 2
09
1
CICLO HIDRAULICO
2091
PRENSADO Y SECADO
PRENSAS SERIE 2000
PH 680 AUTOMATISMO
PH 1600 2000 INSTRUCCIONES
TIPO B
USO DEL SISTEMA DE CONTROL
MEDIANTE MICRO PROCESADOR SMC 085 PARA PRENSAS
TIPO PH
PH339.85.028
PH339.85.053
PH339.85.169
PH 2890 - 2090
ITALIANO
PAGINA B
PAGINA C
PAGINA F 2009
PAGINA F
PAGINAS PH 2090 // PÁGINA ESTABLECIMIENTO DATOS FRENADO
TRAVERSA
REGULACION ENCODER Y DISPOSITIVOS ELECTRICOS
USO DEL SISTEMA DE CONTROL PARA PRENSAS DE TIPO
PH CON AUTOMACIÓN
PROFIBUS SIN PC DE INTERFAZ
OPERADOR
PH 283.85.002 INSTRUCCIONES
DE TIPO B
LISTA DISPOSITIVOS PARA PRENSAS TIPO
PH PROFIBUS
PH INSTRUCCIONES
DE TIPO B
USO DEL SISTEMA DE CONTROL PARA PRENSAS DE TIPO
PH CON AUTOMACIÓN PROFIBUS E
INTERFAZ CON PC
PH 620.85.012 INSTRUCCIONES
DE TIPO B
PC INSTRUCCIONES por PH - ESTABLECIMIENTO DATOS PROGRAMA OPERATIVO - PAGINA “ESTABLECIMIENTO PRENSADO” ( E )
PH 2090 CICLOS PRENSADO
ESQUEMA OLEODINÁMICO/NEUMÁTICO CON EXTRACTOR TIPO SPE
BLOQUE FRENADO PH 2090
PLACA AUMULADORES // PIEZA Y SUB PIEZAS
ESQUEMA ELECTRICO CABINA PH // CÓD: 28386005 [[ 6 PLANOS DISTINTOS ]]
PH201.85.098 // Instrucciones Tipo B // INSTRUCCIONES PARA LA REGULACION DE LOS DISPOSITIVOS ELECTRICOS
PH620.85.012 // Instrucciones Tipo B // USO DEL SISTEMA DE CONTROL PARA PRENSAS DE TIPO PH CON AUTOMACIÓN PROFIBUS E NTERFAZ CON PC
Repuestos Extractor PH2090 // 014AT271A // SPE253
INSTRUCCIONES PARA EL MANTENIMIENTO DEL EQUIPAMIENTO ELECTRICO // SMC085.10.313
Fuente: Autor
55
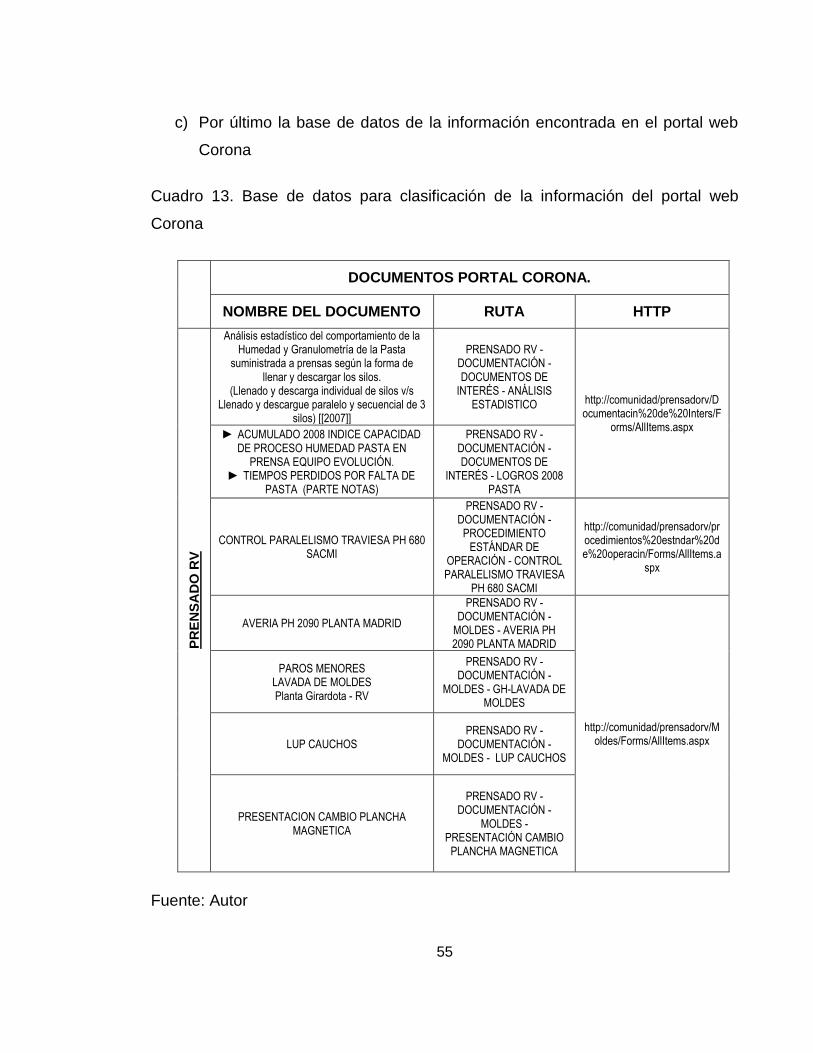
c) Por último la base de datos de la información encontrada en el portal web
Corona
Cuadro 13. Base de datos para clasificación de la información del portal web
Corona
DOCUMENTOS PORTAL CORONA.
NOMBRE DEL DOCUMENTO RUTA HTTP
PR
EN
SA
DO
RV
Análisis estadístico del comportamiento de la Humedad y Granulometría de la Pasta
suministrada a prensas según la forma de llenar y descargar los silos.
(Llenado y descarga individual de silos v/s Llenado y descargue paralelo y secuencial de 3
silos) [[2007]]
PRENSADO RV - DOCUMENTACIÓN - DOCUMENTOS DE
INTERÉS - ANÁLISIS ESTADISTICO http://comunidad/prensadorv/D
ocumentacin%20de%20Inters/Forms/AllItems.aspx
► ACUMULADO 2008 INDICE CAPACIDAD DE PROCESO HUMEDAD PASTA EN
PRENSA EQUIPO EVOLUCIÓN. ► TIEMPOS PERDIDOS POR FALTA DE
PASTA (PARTE NOTAS)
PRENSADO RV - DOCUMENTACIÓN - DOCUMENTOS DE
INTERÉS - LOGROS 2008 PASTA
CONTROL PARALELISMO TRAVIESA PH 680 SACMI
PRENSADO RV - DOCUMENTACIÓN - PROCEDIMIENTO
ESTÁNDAR DE OPERACIÓN - CONTROL PARALELISMO TRAVIESA
PH 680 SACMI
http://comunidad/prensadorv/procedimientos%20estndar%20de%20operacin/Forms/AllItems.a
spx
AVERIA PH 2090 PLANTA MADRID
PRENSADO RV - DOCUMENTACIÓN -
MOLDES - AVERIA PH 2090 PLANTA MADRID
http://comunidad/prensadorv/Moldes/Forms/AllItems.aspx
PAROS MENORES LAVADA DE MOLDES Planta Girardota - RV
PRENSADO RV - DOCUMENTACIÓN -
MOLDES - GH-LAVADA DE MOLDES
LUP CAUCHOS PRENSADO RV -
DOCUMENTACIÓN - MOLDES - LUP CAUCHOS
PRESENTACION CAMBIO PLANCHA MAGNETICA
PRENSADO RV - DOCUMENTACIÓN -
MOLDES - PRESENTACIÓN CAMBIO
PLANCHA MAGNETICA
Fuente: Autor

56
Cuadro 13. (Continuación) Base de datos para clasificación de la información del
portal web Corona. P
RE
NS
AD
O R
V
DOCUMENTOS PORTAL CORONA.
NOMBRE DEL DOCUMENTO
RUTA HTTP
PROCEDIMIENTO CALIBRACIÓN
PRENSADO RV - MANUALES - MANUALES PRENSAS - (MICROSOFT WORD -
PROCEDIMIENTO CALIBRACI
http://comunidad/prensadorv/Manuales/Forms/AllItems.aspx?RootFolder=%2fprensadorv%2fManuales%2fManuales%20de%20presas&FolderCTID=&View=%7bE5936535%2d9E67%2d4B75%2dA8A2%2d
9C37AA345886%7d
BOMBA PH 1400 PRENSADO RV - MANUALES - BOMBA PH
1400
http://comunidad/prensadorv/Manuales/MANUAL%20BOMBA%20HIDRAULICA%20A4VSO%20SERIE%2010%20PRENSA
S.pdf
CATALOGO MOLDE ENTRANTE SACMI
PRENSADO RV - MANUALES - CATALOGO MOLDE ENTRANTE SACMI
http://comunidad/prensadorv/Manuales/Catalogo%20molde%20entrante%20Sacmi
MANUAL DE OPERACIÓN PRENSAS HIDRAULICAS //
CAPACITACIÓN
PRENSADO RV - MANUALES - MANUAL CAPACITACION PRENSADO
http://comunidad/prensadorv/Manuales/MANUAL%20CAPACITACION%20PRENS
ADO.pdf
VENTANA INSPECCIÓN ACOPLE BOMBA MOTOR
PRENSAS HIDRAULICAS RV
PRENSADO RV - MEJORAMIENTO - VENTANA INSPECCIÓN ACOPLE BOMBA
MOTOR PRENSAS HIDRAULICAS RV
http://comunidad/prensadorv/Mejoramiento/VENTANA%20INSPECCION%20ACOPLE%20BOMBA%20MOTOR%20PREN
SAS.pdf
Fuente: Autor
4.3. ANALIZAR
Una vez obtenida la información disponible o existente en las fuentes declaradas
en la fase anterior, el siguiente paso consistió en dos partes:
I. Analizar la información recolectada.
II. Clasificar la información según la actividad o las actividades que
correspondan.
57
4.3.1. Matrices documentales de cada actividad del proceso
En cada una de las siete actividades se definen los documentos y/o entregables
que se deben: tener (pueden estar completos o incompletos) y que no se tienen
(no existen o no se cuenta con ellos). Estos documentos los definen el equipo de
trabajo, principalmente los integrantes con rol de expertos en el proceso. A lo largo
del proyecto se pueden modificar las matrices, ya que, inicialmente puede no
tenerse contemplado algunas variables o decisiones que se tomen dentro de las
reuniones a lo largo del proyecto.
Por cada uno de estos documentos se establece un porcentaje de cumplimiento
en cada matriz documental (cada actividad tiene una respectiva matriz). Es normal
encontrarse con algunos documentos que se repitan en varias matrices pero no
siempre tiene el mismo contenido.
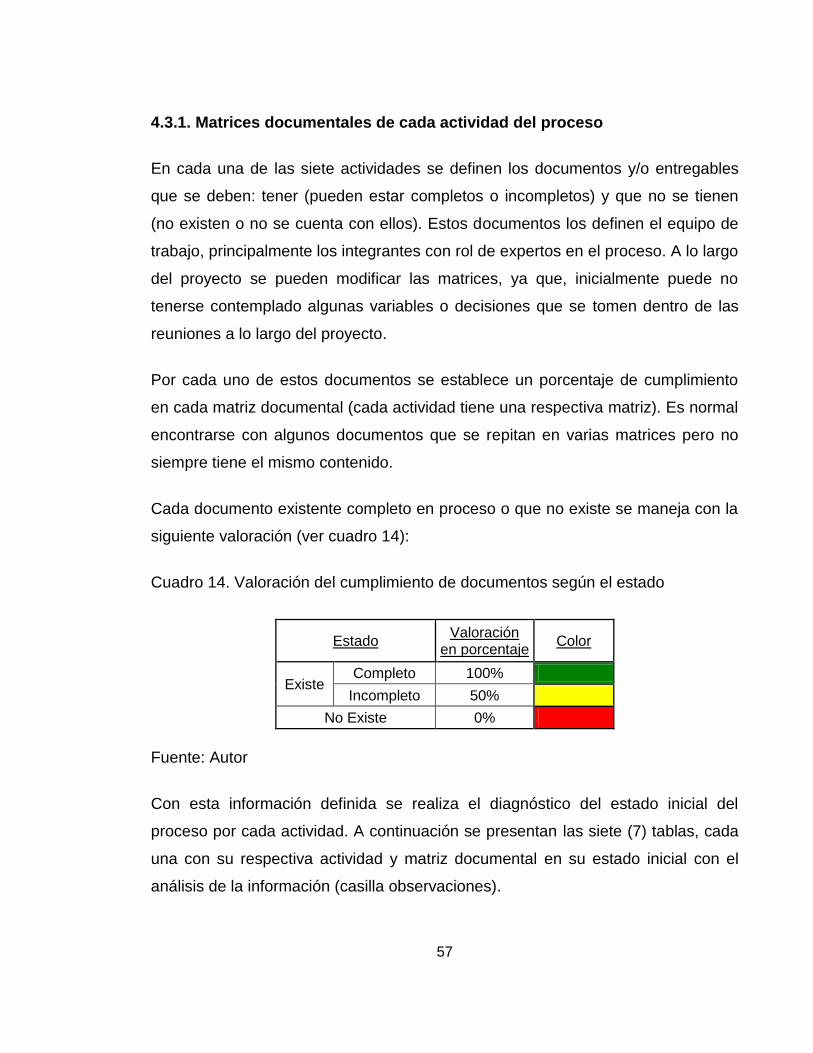
Cada documento existente completo en proceso o que no existe se maneja con la
siguiente valoración (ver cuadro 14):
Cuadro 14. Valoración del cumplimiento de documentos según el estado
Estado Valoración
en porcentaje Color
Existe Completo 100%
Incompleto 50%
No Existe 0%
Fuente: Autor
Con esta información definida se realiza el diagnóstico del estado inicial del
proceso por cada actividad. A continuación se presentan las siete (7) tablas, cada
una con su respectiva actividad y matriz documental en su estado inicial con el
análisis de la información (casilla observaciones).

58
Cuadro 15. Estado inicial de la actividad: Recepción y aprobación pasta
Estado Documentos RECEPCION Y APROBACION DE PASTA
Código Observaciones
0,5 Tipo de Pasta Ficha Técnica MD-MN-PRS-FT-1
Establecer este dato como va ser tomado
1
% Humedad
Ficha Técnica MD-MN-PRS-FT-1
Se encuentra dentro de la FT de prensado
1 SOP MD-MN-PRS-SOP-06 Documento Vigente
0,5 Formato Control Entradas no Vigentes 0,5 Formato Seguimiento Entradas no Vigentes
Fuente: Autor
Cuadro 16. Estado inicial de la actividad: Sistema de alimentación y llenado de la
cavidad
Estado Documentos
SISTEMA DE ALIMENTACIÓN Y LLENADO DE LA CAVIDAD
Código Observaciones
1
Principio de funcionamiento
Carro 212.01.A01
0 Tolva
1 Tamices LB Tamices Vibratorios. Libro en
Físico. Pendiente por Escanear
1 Tamices Manfredini PDF Tamiz Rotativo_MS_Esp
1 Listado de partes 2090 016AD400A
Repuestos Dispositivo Alimentación DCP175 PH2090
0 Listado de partes Genérico
0
Planos de Carros y Accesorios
PH 680 y 1400 20x20
Buscar fuente
0 PH 1400 20x30
Buscar fuente
0 PH 1400 25x35
Buscar fuente
0 PH 1400 33x33 Buscar fuente
0 PH 1400 42x42 Buscar fuente
0 PH 1400 45x45 Buscar fuente
0 PH2090 42x42
Buscar fuente
0 Marco Tolvilla 680
1 Marco Tolvilla 1400 Plano Plano físico, para escanear
0 Marco Tolvilla 2090
0 Plancha de
deslizamiento 680
0 Plancha de
deslizamiento 1400 Buscar fuente
0 Plancha de
deslizamiento 2090
Fuente: Autor

59
Cuadro 16. (Continuación) Estado inicial de la actividad: Sistema de alimentación y
llenado de la cavidad
Estado Documentos
SISTEMA DE ALIMENTACIÓN Y LLENADO DE LA CAVIDAD
Código Observaciones
1
Principio de funcionamiento
(Fabricante)
Accionamiento del Carro
159.23.01A
Principios de Funcionamiento PH 1400 (PDF) Página 45
0,5 Bloque de Servicios Existe, aclarar ubicación
0 Plano hidráulico PH
680
0,5 Plano hidráulico PH
1400 Existe, aclarar ubicación
0 Plano hidráulico PH
2090
0,5 Planos Eléctricos Buscar fuente
0,5 Principio de
funcionamiento (Información
Corona)
LUPS PDF
PDF con gran variedad de LUPS a analizar
0 Entrenamientos
0 Manual de operación
Propio
1 Panel de control PDF
0 PLC's
0,5 Manual soluciones de
problemas
Calidad PDF Revisar PDF
0 Máquina
0,5
Principio de Levantamiento Hidráulico 680
PDF Presentación Pendiente por adecuar
0 SOP's
0 Listado de Partes
1 Plano Plano Plano físico, para escanear
0 Formatos Control
0 Formatos de Seguimiento
0
Principio de Levantamiento Hidráulico 1400
PPT Presentación Presentación Incompleta
0 SOP's
1 Plano 159.23.01A
Principios de Funcionamiento PH 1400 (PDF) Página 12-12
0 Listado de Partes
0 Formatos Control
0 Formatos de Seguimiento
Fuente: Autor

60
Cuadro 16. (Continuación) Estado inicial de la actividad: Sistema de alimentación y
llenado de la cavidad
Estado Documentos
SISTEMA DE ALIMENTACIÓN Y LLENADO DE LA CAVIDAD
Código Observaciones
0,5
Principio de Levantamiento Hidráulico SPE
(2090)
Estándar Planeado
Pendiente por revisión
1 PPT Presentación
0,5 Lups PDF
1 PDF Descripción Para subir al portal
0,5 Regulación Encoder
1 Listado de Partes 014AT271A
0,5 Plano Buscar fuente
0,5 Esquema de montaje
molde para SPE Buscar fuente
0,5 Montaje y desmontaje
del molde PDF1
Tres PDF en el portal ; NOTA: Convertir a SOP
0 Formatos Control
0 Formatos de Seguimiento
0,5
Estándares Planeado
Mecánico de PH 680 Hay un estándar desactualizado (En Físico)
0,5 Mecánico de PH 1400 4 fotos Revisar, validar y pasar a digital
0,5 Mecánico de PH 2090 El Técnico encargado está actualizando el estándar en
digital
0,5 Eléctrico de PH 680 El Técnico encargado está actualizando el estándar en
digital
0,5 Eléctrico de PH 1400 ESTANDAR
PRENSA
Incompleto
0,5 Eléctrico de PH 2090 El Técnico encargado está actualizando el estándar en
digital
0,5
Estándares de Autónomo
2090 En proceso de revisión
0,5 Mesa recogedora 2090 En proceso de revisión
0,5 1400 En proceso de revisión
0,5 Mesa recogedora 1400
y 680 En proceso de revisión
0,5 680 En construcción
0,5
Plan de Calidad
Metrología Plan de
Metrología
0,5 Plan de control Entradas no vigentes
0,5 Plan de inspección Entradas no vigentes
0,5 SIPOC SIPOC DEL PRENSADO Desactualizado
0 QA Como tal no hay QA en el SGC
0,5 Revisión Informes
Informes Carros Alimentadores
Recolectarlos con el equipo
0 Informes Proveedores Buscar con el equipo los informes
0,5 Entrenamientos Vídeos, PPT, informes
proveedores. PPT
Para revisión y buscar o construir más material
Fuente: Autor

61
Cuadro 17. Estado inicial de la actividad: Herramentales (Moldes y machos)
Estado Documentos
HERRAMENTALES (MOLDES Y MACHOS)
Código/Formato Observaciones
0 Criterios
básicos de diseño de moldes
Materia Prima
0 Características del
producto de prensado
0 Máquina
0
Criterios básicos de diseño de punzones
1
Componentes
Molde 680 158.01
0 Molde 1400
0 Molde 2090
1 Principio básico de
funcionamiento
Molde PPT Molde y cavidad
1 Machos PDF Tipología de machos
1
Planos
Molde 680 Plano Sin código
1 Molde 1400 Plano Sin código
0 Molde 2090 Buscar fuente
0 Machos 20x20 Buscar fuente
0 Machos 20x30 Buscar fuente
1 Machos 25x35 Plano Sin código
0 Machos 33x33
Buscar fuente
1 Machos 42x42 Plano Sin código
1 Machos 45x45 Plano Sin código
0,5 Ficha Técnica
Molde Excel
Dimensiones Machos y Moldes
0 Machos
0,5
Estándares Planeado
Mecánico de PH 680
Hay un estándar desactualizado (En Físico)
0,5 Mecánico de PH
1400 4 fotos
Revisar, validar y pasar a digital
0,5 Mecánico de PH
2090 El Técnico encargado está actualizando el
estándar en digital
0,5 Eléctrico de PH 680 El Técnico encargado está actualizando el
estándar en digital
0,5 Eléctrico de PH
1400 ESTANDAR PRENSA Incompleto
0,5 Eléctrico de PH
2090 El Técnico encargado está actualizando el
estándar en digital
Fuente: Autor
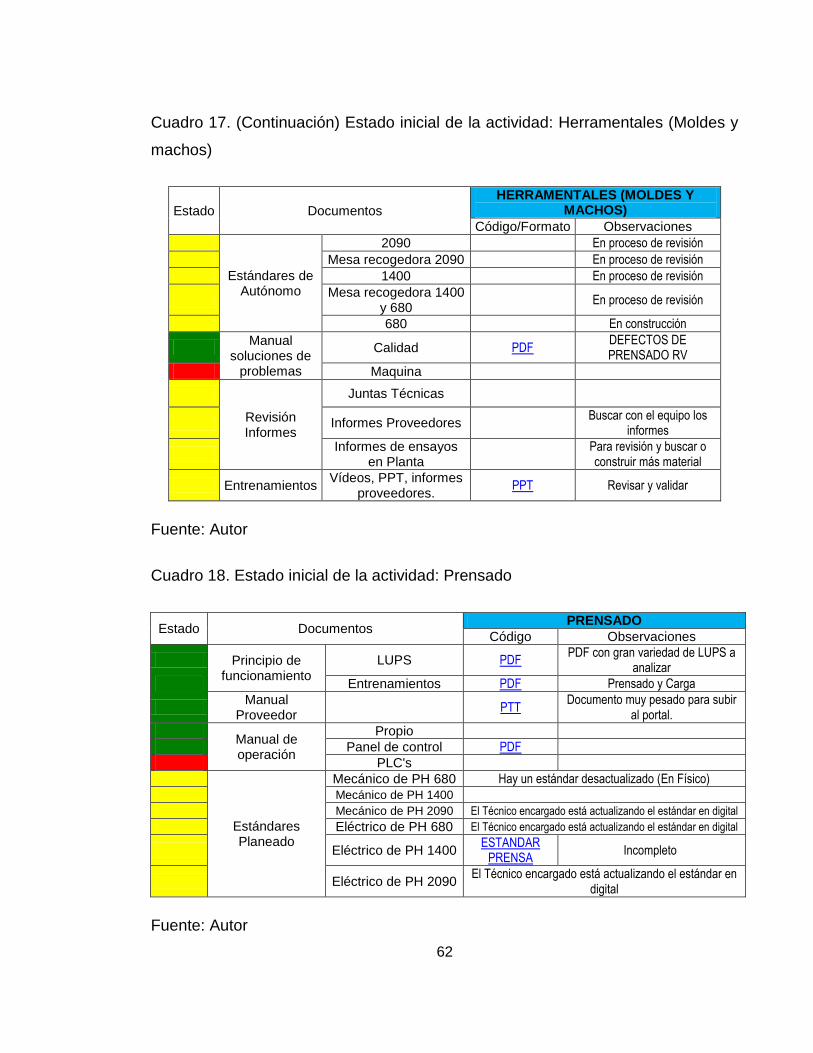
62
Cuadro 17. (Continuación) Estado inicial de la actividad: Herramentales (Moldes y
machos)
Estado Documentos
HERRAMENTALES (MOLDES Y MACHOS)
Código/Formato Observaciones
0,5
Estándares de Autónomo
2090 En proceso de revisión
0,5 Mesa recogedora 2090 En proceso de revisión
0,5 1400 En proceso de revisión
0,5 Mesa recogedora 1400
y 680 En proceso de revisión
0,5 680 En construcción
1 Manual
soluciones de problemas
Calidad PDF
DEFECTOS DE PRENSADO RV
0 Maquina
0,5
Revisión Informes
Juntas Técnicas
0,5 Informes Proveedores Buscar con el equipo los
informes
0,5 Informes de ensayos
en Planta
Para revisión y buscar o construir más material
0,5 Entrenamientos Vídeos, PPT, informes
proveedores. PPT Revisar y validar
Fuente: Autor
Cuadro 18. Estado inicial de la actividad: Prensado
Estado Documentos PRENSADO
Código Observaciones
1 Principio de funcionamiento
LUPS PDF
PDF con gran variedad de LUPS a analizar
1 Entrenamientos PDF Prensado y Carga
1 Manual
Proveedor PTT
Documento muy pesado para subir al portal.
1 Manual de operación
Propio
1 Panel de control PDF
0 PLC's
0,5
Estándares Planeado
Mecánico de PH 680 Hay un estándar desactualizado (En Físico)
0,5 Mecánico de PH 1400
0,5 Mecánico de PH 2090 El Técnico encargado está actualizando el estándar en digital
0,5 Eléctrico de PH 680 El Técnico encargado está actualizando el estándar en digital
0,5 Eléctrico de PH 1400 ESTANDAR
PRENSA
Incompleto
0,5 Eléctrico de PH 2090 El Técnico encargado está actualizando el estándar en
digital
Fuente: Autor

63
Cuadro 18. (Continuación) Estado inicial de la actividad: Prensado
Estado Documentos PRENSADO
Código Observaciones
0,5
Estándares de Autónomo
2090 En proceso de revisión
0,5 Mesa recogedora 2090 En proceso de revisión
0,5 1400 En proceso de revisión
0,5 Mesa recogedora 1400 y
680 En proceso de revisión
0,5 680 En construcción
0,5
Plan de Calidad
Metrología Plan de
Metrología
Está el formato en digital desactualizado pero en mediciones está al día
0,5 Plan de control Entradas no vigentes
0,5 Plan de inspección Entradas no vigentes
0,5 SIPOC SIPOC DEL PRENSADO Desactualizado
0 QA Como tal no hay QA en el SGC
0,5 Manual soluciones de problemas
Calidad
0 Maquina
0,5
Revisión Informes
Juntas Técnicas Buscar con el equipo los
informes
0,5 Informes Proveedores Buscar con el equipo los
informes
0,5 Informes de ensayos en
Planta
Para revisión y buscar o construir más material
0 Entrenamientos Vídeos, PPT, informes
proveedores.
Fuente: Autor
Cuadro 19. Estado inicial de la actividad: Extracción de la pieza
Estado Documentos EXTRACCIÓN DE LA PIEZA
Código Observaciones
0,5 Principio de
funcionamiento LUPS PDF
PDF con gran variedad de LUPS a analizar
0,5
Estándares Planeado
Mecánico de PH 680 Hay un estándar desactualizado (En Físico)
0,5 Mecánico de PH 1400 4 fotos Revisar, validar y pasar a
digital
0,5 Mecánico de PH 2090 El Técnico encargado está actualizando el estándar
en digital
0,5 Eléctrico de PH 680 El Técnico encargado está actualizando el estándar
en digital
0,5 Eléctrico de PH 1400 ESTANDAR PRENSA Incompleto
0,5 Eléctrico de PH 2090 El Técnico encargado está actualizando el estándar
en digital
Fuente: Autor

64
Cuadro 19. (Continuación) Estado inicial de la actividad: Extracción de la pieza
Estado Documentos EXTRACCIÓN DE LA PIEZA
Código Observaciones
0,5
Estándares de Autónomo
2090 En proceso de revisión
0,5 Mesa recogedora
2090 En proceso de revisión
0,5 1400 En proceso de revisión
0,5 Mesa recogedora
1400 y 680 En proceso de revisión
0,5 680 En construcción
0,5
Plan de Calidad
Metrología Plan de
Metrología
Está el formato en digital desactualizado pero en mediciones está al día
0,5 Plan de control Entradas no vigentes
0,5 Plan de inspección Entradas no vigentes
0,5 SIPOC SIPOC DEL PRENSADO Desactualizado
0 QA Como tal no hay QA en el SGC
1 Manual soluciones de
problemas
Calidad
0 Maquina
0,5
Revisión Informes
Juntas Técnicas Buscar con el equipo los informes
0,5 Informes Proveedores Buscar con el equipo los informes
0,5 Informes de ensayos
en Planta
Para revisión y buscar o construir más material
0 Entrenamientos Vídeos, PPT, informes
proveedores
Fuente: Autor
Cuadro 20. Estado inicial de la actividad: Sistema de limpieza y transporte
Estado Documentos
SISTEMA DE LIMPIEZA Y TRANSPORTE
Código Observaciones
0,5 Principio de funcionamiento
LUPS PDF
PDF con gran variedad de LUPS a analizar
1 Entrenamientos PPT línea RPR AER NUE
1 Manual Proveedor
AER PDF
1 RPR PDF
0 Manual de operación
Propio
0 Panel de control
0 PLC's
Fuente: Autor

65
Cuadro 20. (Continuación) Estado inicial de la actividad: Sistema de limpieza y
transporte
Estado Documentos SISTEMA DE LIMPIEZA Y TRANSPORTE
Código Observaciones
0,5 Principio de funcionamiento
LUPS PDF
PDF con gran variedad de LUPS a analizar
1 Entrenamientos PPT línea RPR AER NUE
1 Manual Proveedor
AER PDF
1 RPR PDF
0 Manual de operación
Propio
0 Panel de control
0 PLC's
0,5
Estándares Planeado
Mecánico de PH 680 Hay un estándar desactualizado (En Físico)
0,5 Mecánico de PH 1400 4 fotos Revisar, validar y pasar a
digital
0,5 Mecánico de PH 2090 El Técnico encargado está actualizando el estándar
en digital
0,5 Eléctrico de PH 680 El Técnico encargado está actualizando el estándar
en digital
0,5 Eléctrico de PH 1400 ESTANDAR
PRENSA
Incompleto
0,5 Eléctrico de PH 2090 El Técnico encargado está actualizando el estándar
en digital
0,5
Estándares de Autónomo
2090 En proceso de revisión
0,5 Mesa recogedora 2090 En proceso de revisión
0,5 1400 En proceso de revisión
0,5 Mesa recogedora 1400 y
680 En proceso de revisión
0,5 680 En construcción
0,5
Plan de Calidad
Metrología Plan de Metrología Está el formato en digital desactualizado pero en mediciones está al día
0,5 Plan de control Entradas no vigentes
0,5 Plan de inspección Entradas no vigentes
0,5 SIPOC SIPOC DEL PRENSADO Desactualizado
0 QA Como tal no hay QA en el SGC
0,5
Revisión Informes
Juntas Técnicas Buscar con el equipo los
informes
0,5 Informes Proveedores Buscar con el equipo los
informes
0,5 Informes de ensayos
en Planta
Para revisión y buscar o construir más material
0 Entrenamientos Vídeos, PPT, informes
proveedores.
Fuente: Autor

66
Cuadro 21. Estado inicial de la actividad: Calidad del producto prensado
Estado Documentos CALIDAD DEL PRODUCTO PRENSADO
Código Observaciones
0,5
Estándares Planeado
Mecánico de PH 680 Hay un estándar desactualizado (En Físico)
0,5 Mecánico de PH 1400 4 fotos Revisar, validar y pasar a
digital
0,5 Mecánico de PH 2090 El Técnico encargado está actualizando el
estándar en digital
0,5 Eléctrico de PH 680 El Técnico encargado está actualizando el
estándar en digital
0,5 Eléctrico de PH 1400 ESTANDAR
PRENSA
Incompleto
0,5 Eléctrico de PH 2090 El Técnico encargado está actualizando el
estándar en digital
0,5
Estándares de Autónomo
2090 En proceso de revisión
0,5 Mesa recogedora 2090 En proceso de revisión
0,5 1400 En proceso de revisión
0,5 Mesa recogedora 1400
y 680 En proceso de revisión
0,5 680 En construcción
0,5
Plan de Calidad
Metrología Plan de
Metrología
Está el formato en digital desactualizado pero en mediciones está al día
0,5 Plan de control Entradas no vigentes
0,5 Plan de inspección Entradas no vigentes
0,5 SIPOC SIPOC DEL PRENSADO Desactualizado
0 QA Como tal no hay QA en el SGC
0,5 Manual soluciones de
problemas
Calidad
0 Maquina
0,5
Revisión Informes
Juntas Técnicas Buscar con el equipo los
informes
0,5 Informes Proveedores Buscar con el equipo los
informes
0,5 Informes de ensayos
en Planta
Para revisión y buscar o construir más material
0 Entrenamientos Vídeos, PPT, informes
proveedores.
Fuente: Autor
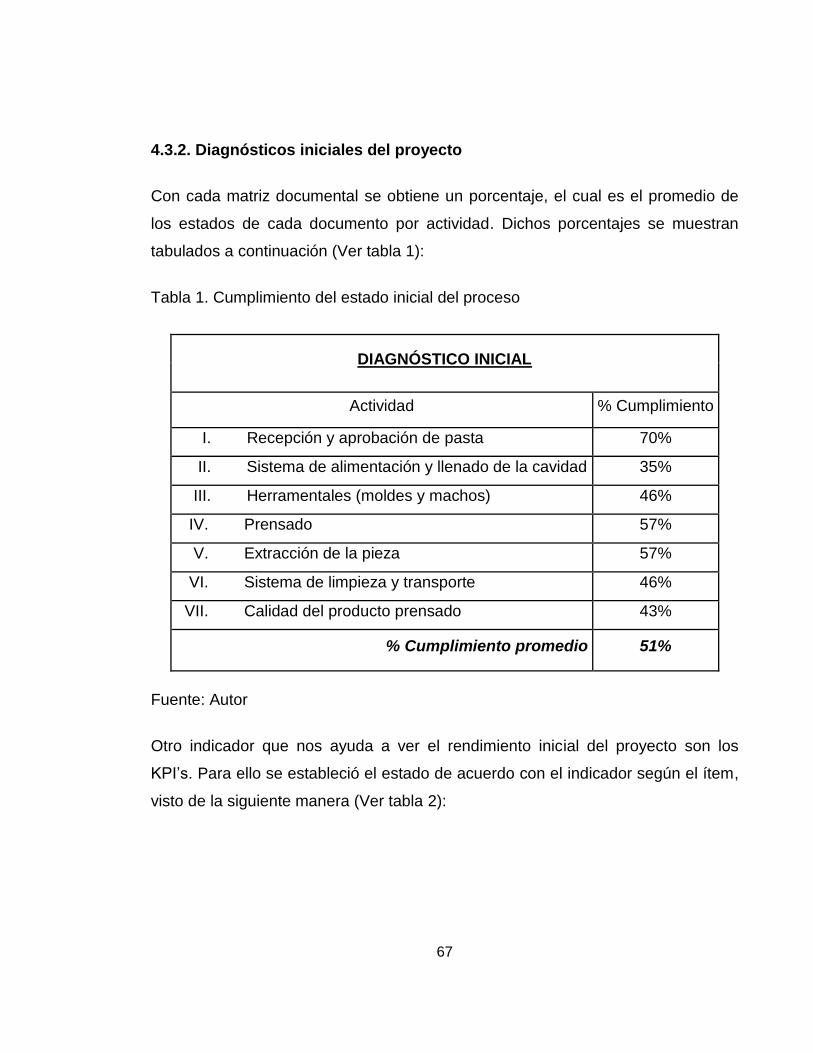
67
4.3.2. Diagnósticos iniciales del proyecto
Con cada matriz documental se obtiene un porcentaje, el cual es el promedio de
los estados de cada documento por actividad. Dichos porcentajes se muestran
tabulados a continuación (Ver tabla 1):
Tabla 1. Cumplimiento del estado inicial del proceso
DIAGNÓSTICO INICIAL
Actividad % Cumplimiento
I. Recepción y aprobación de pasta 70%
II. Sistema de alimentación y llenado de la cavidad 35%
III. Herramentales (moldes y machos) 46%
IV. Prensado 57%
V. Extracción de la pieza 57%
VI. Sistema de limpieza y transporte 46%
VII. Calidad del producto prensado 43%
% Cumplimiento promedio 51%
Fuente: Autor
Otro indicador que nos ayuda a ver el rendimiento inicial del proyecto son los
KPI’s. Para ello se estableció el estado de acuerdo con el indicador según el ítem,
visto de la siguiente manera (Ver tabla 2):

68
Tabla 2. Estado inicial de los KPI’s
KPI Responsable Indicador Estado Inicial
Cumplimiento de Cronograma
Equipo del proyecto Actividades
Ejecutadas/Actividades Planeadas
100%
Sitio de Documentación
Superintendente Insumos
Archivos en el portal/Archivos requeridos
54%
X y Y Vitales Técnico /
Superintendentes X Vitales Especificadas/ X
Vitales 48%
Matriz de habilidades
Líder Educación y Entrenamiento
% Cargos con matriz de habilidades
0%
Mantenimiento autónomo y planeado
(Estándares)
Superintendente Mtto Ensamble
Documentos construidos/Documentos Totales
56%
Superintendente Ensamble
Documentos construidos/Documentos Totales
0%
Personal capacitado Líder Educación y
Entrenamiento
Capacitaciones realizadas/Capacitaciones
Planeadas 0%
Plan de entrenamiento
Líder Educación y Entrenamiento
Planes de entrenamiento realizados/ Planes de
entrenamiento planeados 0%
Documentación a través del SGC
Coordinador SGC
Documentos Asegurados / Documentos requeridos en el
SGC 0%
Fuente: Autor
Cumplimiento de cronograma: Para el primer registro se tuvo las
actividades planeadas al día.
Sitio de documentación: Aunque para la etapa de analizar no se han subido
como tal archivos al portal, el porcentaje se generó de acuerdo al
porcentaje promedio de cumplimiento de las matrices, ya que es la
información disponible.
X y Y Vitales: Se tuvo en cuenta el archivo oficial que emitía el SGC sobre
las X y Y vitales, de las cuales se consideraron 10 variables como
específicas de 21 variables totales.
69
Matriz de habilidades: En el inicio del proyecto estaba en proceso la
construcción de una matriz, la del controlador, aun así no estaba definida y
las otras dos (técnico eléctrico y mecánico) aún no se estaban
construyendo.
Mantenimiento autónomo y planeado (estándares): Existían alrededor de 17
estándares de mantenimiento planeado (de 25) aún sin aprobar y ningún
estándar de autónomo.
Personal capacitado: Para la siguiente etapa se planearon las
capacitaciones informativas a todo el personal.
Plan de entrenamiento: Dentro del proyecto este ítem no tendrá
crecimiento.
Documentación a través del SGC (Sistema de Gestión de Calidad):
Archivos como planos de proveedores se deben documentar a través del
propio SGC de la empresa, para empezar no se había asegurado ningún
archivo.
4.4. MEJORAR
Analizada la información, el estado inicial de las matrices y las observaciones
sobre cada uno de los documentos y los KPI’s iniciales, el siguiente paso es la
mejora. Para ello se aprovecharon los espacios de las reuniones para tratar los
temas que salieron pendientes de cada matriz. Desafortunadamente no todos los
pendientes se pudieron atender dentro del lapso de tiempo del proyecto (alcance
del proyecto) sin embargo se logró atender gran parte de los pendientes por
matriz.
4.4.1. Actas de reuniones por parte del proyecto del equipo
Desde que inició el proyecto, todos los viernes cada quince (15) días, parte del
equipo se reunía para gestionar todos aquellos pendientes que se generaban a lo
largo del proyecto, dando respuesta y/o responsabilidades para gestionar tareas o
labores según correspondía el caso. De cada reunión se construía un acta donde

70
se iban acumulando todos aquellos pendientes, sus respectivo status (pendiente,
cuando era asignado o sin resolver, o cerrado, cuando se daba por solucionado),
responsables y las observaciones pertinentes.
A continuación se puede observar una de las actas construidas durante el
proyecto, donde se aprecia lo anteriormente mencionado (ver cuadro 22):
Cuadro 22. Acta del proyecto para la solución de pendientes
ACTA DE REUNIÓN
No. Fecha Status Compromiso Responsable Observaciones
Adicionales
1 Octubre 25
del 2013 Cerrado
Definición de variable en la regulación de cauchos
amortiguadores. Alex Parra
El montaje inicial se debe realizar con un reapriete a 70
mm sin utilizar grasa. La regulación se debe realizar
después de la primera prensada y a partir de allí se ajustan de 2 a 4 décimas. La
medición se puede validar con el espesor blando (solo con el peso de la traviesa
tras el llenado de la cavidad). La vida útil del caucho es hasta alcanzar una altura
mínimo de 65 mm.
2 Octubre 25
del 2013 Pendiente
Aplicar el contenido de conocimientos
específicos de la Matriz de habilidades a los
prenseros.
Diego Barbosa Natalia Sanabria
Aplicación del 86%
3 Octubre 25
del 2013 Pendiente
Definición de la matriz de habilidades para los
técnicos de ensamble.
Alexander Parra Héctor Salinas
Natalia Sanabria
Se tiene la parte General tanto para la parte eléctrica y mecánica. Adolfo apoya esta
actividad
4 Octubre 25
del 2013 Pendiente
Recolección de los informes de los ensayos
en planta.
Diego Barbosa Isidro Boyacá Andrey Zapata
Diego ha recolectado varios de estos informes. Horacio
debe entregar el 25x35
5 Octubre 25
del 2013 Pendiente
Ruta de documentos del SGC de Sumicol – Taller de Moldes para conectar
con el portal.
Luis Andrey Zapata.
Se definió persona de contacto en SM y a partir de allí se debe iniciar el proceso
de integración
Fuente: Autor

71
Cuadro 22. (Continuación) Acta del proyecto para la solución de pendientes
6 Octubre 25
del 2013 Cerrado
Recepción y aprobación de la pasta: Se debe
incluir en el formato de control, los campos para tipo de pasta y silos de
procedencia.
Andrey Zapata Santiago Echeverry
Diana Urrego
No se modifica el formato de control, pero si se debe
implementar un sistema de comunicación ente el
tolvero y el prensero, respecto al tipo de pasta,
%humedad y silo de procedencia
8 Octubre 25
del 2013 Cerrado
X vital rodillos mesa recogedora
Adolfo y Alex Se definió el criterio, falta
documentarlo
9 Octubre 25
del 2013 Pendiente
Definiciones de matrices QA
Camilo Gómez Andrey Zapata
10 Octubre 25
del 2013 Pendiente
Programar lanzamiento del proyecto
Camilo Gómez Luz María Uribe
Se estima para el 5 de Diciembre
11 Diciembre 2
del 2013 Pendiente
X vitales: Oficializar documento de regulación
de cauchos amortiguadores
Luis Andrey Zapata.
12 Diciembre 2
del 2013 Pendiente
X vitales: Oficializar documento Tipo de malla
Luis Andrey Zapata.
13 Diciembre 2
del 2013 Pendiente
X vitales: Oficializar documento Desgaste de
cepillos Luis Andrey Zapata.
14 Diciembre 2
del 2013 Pendiente
X vitales: Peso de la baldosa, ¿debe ser
incluida? Luis Andrey Zapata.
Fuente: Autor
Como se puede observar, de esta acta salieron compromisos que se iban
cumpliendo a lo largo del proyecto como por ejemplo la construcción de
documentos, la búsqueda de los informes, la validación de documentos del SGC,
el establecimiento de documentos oficiales por parte del proveedor, la aplicación
de matrices de habilidades, la programación de capacitaciones, la construcción y
validación de los estándares, etc. Algunos compromisos no se les dieron solución,
pero en un lapso de tiempo más amplio se solucionarán. Todas aquellas acciones
sobre los pendientes contribuyeron a cada una de las matrices, mejorando sus
porcentajes de cumplimiento y ampliando el número de información para subir al
portal.

72
4.4.2. Diagnósticos finales del proyecto
Al final de los cinco meses (tiempo de duración de este proyecto) se tomaron de
nuevo los porcentajes de cumplimiento con las matrices documentales,
implementando las mejoras encontradas a lo largo de este tiempo. En la siguiente
tabla se observan los resultados (Ver tabla 3):
Tabla 3. Diagnostico final del proyecto
DIAGNÓSTICOS
Actividad
%
Cumplimiento
Inicial
%
Cumplimiento
Final
I. Recepción y aprobación de pasta 70% 100%
II. Sistema de alimentación y llenado de la
cavidad 35% 66%
III. Herramentales (moldes y machos) 46% 76%
IV. Prensado 57% 85%
V. Extracción de la pieza 57% 88%
VI. Sistema de limpieza y transporte 46% 81%
VII. Calidad del producto prensado 43% 85%
% Cumplimiento promedio 51% 83%
Fuente: Autor
El siguiente indicador son los KPI’s, ya que estos midieron el rendimiento que tuvo
el proyecto. Para ello se muestra a continuación, en la tabla 4, los KPI’s en su
estado inicial y final.

73
Tabla 4. Estado inicial, medio y final de los KPI’s
KPI Responsable Indicador Estado Inicial
Estado Medio
Estado Final
Cumplimiento de Cronograma
Equipo del proyecto
Actividades Ejecutadas/Actividades
Planeadas 100% 100% 100%
Sitio de Documentación
Superintendente Insumos
Archivos en el portal/Archivos requeridos
54% 76% 83%
X y Y Vitales Técnico /
Superintendentes
X Vitales Especificadas/ X Vitales
48% 86% 86%
Matriz de habilidades
Líder Educación y Entrenamiento
% Cargos con matriz de habilidades
0% 50% 83%
Mantenimiento autónomo y planeado
(Estándares)
Superintendente Mtto Ensamble
Documentos construidos/Documentos
Totales 56% 86% 100%
Superintendente Ensamble
Documentos construidos/Documentos
Totales 0% 40% 40%
Personal capacitado
Líder Educación y Entrenamiento
Capacitaciones realizadas/Capacitaciones
Planeadas 0% 0% 100%
Plan de entrenamiento
Líder Educación y Entrenamiento
Planes de entrenamiento realizados/ Planes de
entrenamiento planeados 0% 0% 0%
Documentación a través del
SGC
Coordinador SGC
Documentos Asegurados / Documentos requeridos
en el SGC 0% 12% 31%
TOTAL PROMEDIO 20% 50% 70%
Fuente: Autor
El estado medio hace referencia a los dos meses y medio de iniciado el
proyecto, esto con el fin de ver la tendencia que tomaron los KPI’s.
Cumplimiento del cronograma: de acuerdo con lo pronosticado se
cumplieron las fases de acuerdo al alcance, recordando que la mejora es
una etapa continua que se espera culminar a más tardar 3 meses de
culminado el mes de febrero (último mes de la práctica).
Sitio de documentación: Luego de haber inventariado, analizado y
clasificado la información en las diferentes actividades del proceso, la
documentación alimentada al portal fue toda aquella utilizada en las
74
matrices documentales. Como se muestra en la tabla 12 (diagnóstico final
del proyecto) el porcentaje final promedio fue del 83%.
X y Y vitales: Luego de revisar cada una de las variables vitales del
proyecto, 18 de 21 variables fueron definidas como especificadas, dejando
un plan de acción sobre la oficialización en el SGC y a la vez la
construcción de documentos oficiales (sobre procedimientos y mediciones
para el establecimiento y la mantenibilidad de cada variable).
Matriz de habilidades: Luego de identificar los tres cargos, se logró (dentro
de la práctica) la construcción de dos matrices de habilidades (para el
controlador y el técnico eléctrico) y dejar en proceso de construcción la
tercera (técnico mecánico). Además de esto se logró la aplicación del 91%
de las matrices al total de los controladores de la planta.
Mantenimiento autónomo y planeado (estándares): Para ello, este ítem
ofrece dos porcentajes, el primero son los estándares construidos y
aprobados por parte de mantenimiento autónomo, el cual fue del 100% (ya
que exististe 25 de 25 estándares que componen la prensa), y el segundo
hace referencia a los estándares igualmente construidos y aprobados por
parte de mantenimiento autónomo el cual fue del 40% (de los cuales
existen 2 de 5 estándares que componen la prensa).
Personal capacitado: Como se dijo en el numeral 4.1.3. (definición de los
KPI’s), la capacitación dentro del proyecto tenía como fin informar a
controladores, técnicos, facilitadores, etc., sobre la importancia del proyecto
llevado acabo y sobre el acceso que pueden tener a la información que
contiene. Sobre esto se realizaron dos capacitaciones de las cuales se
obtuvo baja asistencia por parte de los controladores.
Planes de entrenamiento: Este indicador empieza a generar un porcentaje
de rendimiento en la etapa de controlar, por lo tanto durante el proyecto no
se vio arranque de este ítem.
Documentación a través del SGC: Gran influencia de los documentos de
cada matriz documental deben ser directamente relacionados con el SGC.

75
Para ello se requirió un mínimo de 13 documentos vinculados, de los cuales
solo 4 estaban oficialmente matriculados.
4.4.3. Alimentación de información al portal web Corona
Toda la información encontrada, analizada y aprobada fue cargada al portal web
destinado para el proyecto. Este portal es una herramienta que ofrece un espacio
central de colaboración y almacenamiento de documentos, información e ideas.
El portal permitió compartir toda la información con el equipo del proyecto. Es de
suma importancia, ya que, facilita el acceso a cualquier tipo de información
necesaria para obtener alguna tarea, por ejemplo, los planos, las fichas técnicas,
los catálogos, las presentaciones de capacitación, etc.
Figura 12. Portal Web Corona. KH Prensado Vía Seca – Sección: Definición
Fuente: Portal web corona: KH Prensado Vía Seca:
http://corporativo.corona.com.co/Gerencia_Tecnologica_Corporativa/KMPrensado
ViaSeca (Acceso solo a personal autorizado)

76
5. CONCLUSIONES
Se observó al inicio, según el orden, análisis y clasificación de la información, el
aseguramiento era del 51%, mediante la aplicación de la metodología se dio como
resultado un balance positivo logrando asegurar el 83% de la información del
proceso.
Claramente se denotó el cambio al implementar la metodología, pasando, de un
estado inicial donde no se tenía un orden ni un claro contenido de la información a
un estado final donde se logró identificar la información que existía, definir unas
actividades dentro del proceso, un listado de entregables general para cada
actividad, clasificar la información anteriormente encontrada u además, generar
una serie de mejoras por parte del equipo que contribuyeron a los resultados
finales.
La metodología DMAIC mostró una tendencia creciente en el mejoramiento de los
resultados. Si se observan los KPI’s finales, se pasó de un 2 % a un 5 % y
finalmente al 70%, apuntando al progreso del aseguramiento del proceso y en
consecuencia aportando a los resultados.
La herramienta de un portal web para el proyecto, al servicio de la empresa y de
cada uno de sus miembros, demostró las ventajas que aporta la era del internet,
volviendo la comunicación, el acceso, la facilidad y el manejo mucho más sencillo
que antes. Esto permitió asegurar la información de una forma más convincente y
segura.
77
6. RECOMENDACIONES
Extender los lapsos de tiempo en un periodo aproximado de dos meses para
culminar la etapa de la mejora, como se pudo observar con la metodología, se
obtienen resultados favorables demostrando la viabilidad y la importancia de
seguirla implementando.
Implementar al 100% la aplicación de las matrices de habilidades, ya que, con
esta aplicación será fácil deducir las debilidades en los saberes de los
controladores y técnicos, dando un plan de acción cuyo objetivo sea el refuerzo de
sus conocimientos, lo cual aporta de manera directa al aseguramiento de los
resultados.
Crear un cronograma donde se planee la creación de documentos como SOP’s
(Procedimiento Estándar de Operación), los cuales crean un procedimiento de la
manera más eficiente, segura y correcta, para cada una de las actividades con sus
respectivos subtemas o ítems.
Pronosticar y aplicar la última etapa de la metodóloga, controlar, teniendo en
cuenta actividades como auditorias y actualización de documentos cada vez que
sea necesario.
Dar a conocer el proyecto en las diferentes plantas de la empresa Corona-
Colcerámica donde exista el proceso de prensado.

78
BIBLIOGRAFÍA E INFOGRAFÍA
CALLISTER, William. Ciencia e Ingeniería de los materiales 1. Ed. 1. España: Editorial Reverté, 2007.
CORONA, Corona Colcerámica. Internet: (www.corona.com.co/web/Corporativo/Pages/Perfil-Colceramica <http://www.corona.com.co/web/Corporativo/Pages/Perfil-Colceramica>).
CORONA, Corona Insumos, Materiales y Pinturas. Internet: (www.corona.com.co/web/Corporativo/Pages/PerfilInsumos#sthash.Uvo1WkiI.dpuf <http://www.corona.com.co/web/Corporativo/Pages/Perfil-Insumos#sthash.Uvo1WkiI.dpuf>).
CORONA, Nuestra Historia. Internet: (www.corona.com.co/web/Corporativo/Pages/Nuestra-historia <Http://www.corona.com.co/web/Corporativo/Pages/Nuestra-historia>).
CORONA, Quienes Somos. Internet: (www.corona.com.co/web/Corporativo/Pages/Quienes-somos <http://www.corona.com.co/web/Corporativo/Pages/Quienes-somos>).
CORONA, Vajillas. Internet: (www.corona.com.co/web/Corporativo/Pages/Perfil-Vajillas#sthash.1tKbq9DU.dpuf <http://www.corona.com.co/web/Corporativo/Pages/Perfil-Vajillas#sthash.1tKbq9DU.dpuf>).
DEPARTAMENTO NACIONAL DE PLANEACIÓN, Cerámica. Internet: (www.dnp.gov.co/Portals/0/archivos/documentos/DDE/Ceramica.pdf. <https://www.dnp.gov.co/Portals/0/archivos/documentos/DDE/Ceramica.pdf.>).

79
FERNÁNDEZ ALARCÓN, Vicenç. Desarrollo de sistemas de información: una metodología basada en el modelado. Ed. 1. España: Barcelona, Edicions UPC, 2006.
FONAIAP. X Seminario. Administración de la Investigación Agrícola: Subregión Andina. Ed. 1. Maracay, Venezuela: B. Ramakrishna, 1989.
GUIX. Juan Carlos. Capital Intelectual. Ed. 1.España: International Thomson Business Press, 1997.
MANTILLA. Samuel Alberto. Capital Intelectual & Contabilidad del Conocimiento. Ed. 3. Bogotá D.C.: Ecoe Ediciones, 2004.
PANIAGUA ARIS, Enrique. La Gestión Tecnológica Del Conocimiento. Ed. 1. España: Universidad de Murcia, Servicio de Publicaciones, 2007.
PETER PETERKA, El Método DMAIC en Six Sigma. Internet: (www.sixsigmaespanol.com/six-sigma-article-DMAIC.php. <http://www.sixsigmaespanol.com/six-sigma-article-DMAIC.php.>).
PRIETO CORCOBA, Mariano. 6 Sigma en la práctica: guía de aplicación en proyectos. Ed. 1. España: Asociación Española Para La Calidad, 2009.
RODRIGUEZ MONTES, Julián. PROCESOS INDUSTRIALES para materiales no metálicos. Ed. 2. España, Editorial Visión Net, 2006.
SORET, Ignacio. Modelo de medición del conocimiento y generación de ventajas competitivas sostenibles en el ámbito de la iniciativa “respuesta eficiente al consumidor”. Ed. 1. España: ESIC EDITORIAL, 2 8.

80
SUAREZ Y ALONSO, Ramón Carlos. Tecnologías de la información y la comunicación: Introducción a los sistemas de la información y telecomunicación. Ed. 1. España: Vigo, Ideaspropias Editorial, 2007.