informe de herramienta de contro estadistico de a calidad
TRANSCRIPT
8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 1/40
1
Índice.
Pagina.
Introducción. 2.
Herramientas de control estadístico. 3.
Diagrama de Pareto. 3.
Hoja de verificación. 7.
Diagrama de Ishikawa. 10.
Diagrama de dispersión. 15.
Cartas de control. 19.
Metodología de la 5s. 30.
Implementación de kaizen. 35.
Conclusiones. 39.
Bibliografía. 40.

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 2/40
2
Introducción.
En el presente informe se presenta una descripción acerca del controlestadístico de la calidad, para poderse realizar el control de calidad se
necesita el empleo de herramientas de gran importancia que facilitanel trabajo del control de calidad entre ellos se encuentra el diagramade pareto que consiste en unos gráficos de barras que cuyo campo deanálisis o aplicación son los datos categóricos que tiene como objetivoayudar a localizar el o los problemas vitales a si como sus principalescausas. La hoja de verificación es un formato construidoespecialmente para colectar dato, de tal forma que sea sencillo suregistro sistemático y que sea fácil de analizar la manera en que los
principales factores que intervienen influyen en una situación oproblema especifico. El diagrama de Ishikawa busca las diferentescausas que afectan el problema bajo a análisis y de esta forma seevita el error de buscar de manera directa las soluciones sincuestionar cuales son las verdaderas causas. El diagrama dedispersión analiza la forma en que las variables X y, Y estánrelacionadas. La carta de control observa y analiza el comportamientode un proceso, con el propósito de distinguir, detectar cambios ytendencias importantes en los procesos.la metodología de 5S permiteorganizar el lugar de trabajo, mantenerlo funcional, limpio y con lascondiciones estandarizada y la disciplina necesaria para hacer unbuen trabajo. La implementación de kaizen es la estrategia de calidad,sistema enfocado en la mejora continua de toda la empresa y suscomponentes de manera armónica y proactiva tanto individuo comocolectivo.

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 3/40

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 4/40
4
si no que supere y predomine de manera clara sobre el resto de lasbarras.
5. Cuando en un diagrama de pareto no predomina ninguna barra ytiene una apariencia plana o un descenso lento en forma de
escalera, significa que se debe reanalizar los datos o el problema ysu estrategia de clasificación. En estos casos y en general esconveniente ver el pareto desde distinta perspectiva, siendocreativo y clasificando el problema o los datos de distintas manerahasta localizar un componente importante.
6. El eje vertical derecho representa una escala en porcentaje de0al100 para que con base en esta sea posible evaluar laimportancia de cada categoría con respecto a los demás, en
término porcentuales en tanto la línea acumulativa representa losporcentajes acumulados de la categoría.7. Para que no haya un número excesivo de categoría que dispersen
el fenómeno se agrupan las categorías que tienen poca importanciaen una sola y se le denomina la categoría “otras”, aunque no es
conveniente que este represente un porcentaje de los más alto siesto ocurre se debe revisar laClasificación y evaluar alternativas.
Pasos para la construcción de un diagrama de pareto.
1. Es necesario decidir y delimitar el problema o área de mejora quese va a atender así como tener claro que objetivo se persigue. Apartir de lo anterior se procede a visualizar o imaginar que tipo dediagrama de pareto puede ser útil para localizar prioridades oentender mejor el problema.
2. Con base en lo anterior se discute y decide el tipo de datos que seva a necesitar así como los posibles factores que sería importante
estratificar. Entonces se construye una hoja de verificación biendiseñada para la colección de datos que identifique tales factores.
3. Si la información se va a tomar de reportes anteriores o si se va acolectar es preciso definir el periodo que se tomaran los datos ydeterminar a la persona responsable de ellos.

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 5/40
5
4. Al determinar de obtener los datos se construye una tabla donde secuantifique la frecuencia de cada defecto, su porcentaje y demásinformación.
5. Se decide si el criterio con el que se va a jerarquizar las diferentes
categorías será directamente la frecuencia o si será necesariomultiplicarla por su costo o intensidad correspondiente de ser asíes preciso multiplicarla, después de esto se produce a realizar lagrafica.
6. Documentación de referencia del diagrama de pareto, como títulos,periodo, área de trabajo etc.
7. Se realiza la interpretación del diagrama de pareto y si existe unacategoría que predomina, se hace un análisis de pareto de segundo
nivel para localizar los factores que más se incluye en el mismo.Error típico en el uso del diagrama de pareto.Una de las herramientas que ha tenido mayor aceptación y uso enla mejora en la mejora de la calidad es el diagrama de pareto (DP).Sin embargo, es frecuente encontrar casos en los que el diagramade pareto solo se aplica para identificar un problema importante yno para localizar su causa principal. En otras palabras, es comúnque la decisión sobre que causa atacar se tome inmediatamentedespués de que se ha identificado un problema importante (la barramás alta) lo que en ocasiones lleva a errores.
Pareto para causa de primer nivel.En una fábrica de botas industriales se hace una inspección delproducto final, mediante el cual las botas con algún tipo de defectose mandan a la segunda, después de quitar las etiquetas paracuidar la marca. Por medio de un análisis de los problemas odefectos por los que las botas se mandan a la segunda, se obtiene
los siguientes datos, que corresponde a las últimas 10 semanas.

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 6/40
6
Al representar los datos de las botas por medio de una grafica con lasbarras ubicadas de izquierda a derecha en forma decreciente deacuerdo con la frecuencia se obtiene el diagrama de pareto donde laescala vertical izquierda está en términos del número de botasrechazada y la vertical derecha e porcentaje. La línea que está arriba
de la barras representa la magnitud acumulada de los defecto hastacompletar el total. En la grafica se aprecia que el defecto reventado dela piel es el más frecuente de mayor impacto ya que representa el 50%del total de los defectos. En este defecto es preciso centrar unverdadero proyecto de mejora para determinar las causas de fondo ydejar de dar la solución que hasta hora se ha adoptado mandar lasbotas a la segunda.

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 7/40
7
Hoja de verificación.
Un aspecto fundamental en la mejora de la calidad es contar coninformación objetiva que facilite las acciones y decisiones sobremateriales, artículos, lotes, procesos y personal.En las organizaciones en ocasiones no hay información no se sabecómo ha evolucionado la calidad, la magnitud de los problemasprincipales, las razones de las quejas de los clientes etc.La hoja de verificación es un formato construido especialmente paracolectar dato, de tal forma que sea sencillo su registro sistemático yque sea fácil de analizar la manera en que los principales factoresque intervienen influyen en una situación o problema especifico.Una característica que debe reunir una buena hoja de verificación
es que visualmente se pueda hacer un primer análisis que permitaapreciar la magnitud y localización de los problemas principales.
Algunas de las situaciones en las que resulta de utilidad obtenerdatos a través de las hojas de verificación son las siguientes:*Describir resultados de operación o de inspección.*Examinar artículos defectuosos (identificando razones, tipo defallas, área de donde proceden, así como maquina, material uoperador que participe en su elaboración).
*confirmar posibles causas de problemas de calidad.*analizar o verificar operaciones y evaluar el efecto de los planes demejora.La finalidad de la hoja de verificación es fortalecer el análisis y lamedición del desempeño de los diferentes procesos de la empresa,a fin de contar con información que permita orientar con esfuerzos,actuar y decidir objetivamente. Estos es de suma importancia yaque en ocasiones algunas áreas o empresa no cuentan con datos
ni información de nada. En otros casos, el problema no es laescases de datos; por al contrario en ocasiones abundan (reportes,informe, registros), el problema más bien es que tales datos estánarchivados, se registraron demasiado tarde, se colectaron demanera inadecuada o no existe el habito de analizarlos y utilizarlo

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 8/40
8
de manera sistemática para tomar decisiones, por lo que en amboscasos el problema es el mismo.
Hoja de verificación del tipo: defectos y posibles causas.
Hoja de verificación para distribución de procesos.Las hojas de verificación son una especies de histograma “andante”
que se obtiene en el momento y lugar de los hechos por la genteque realiza la medición. En esta hoja que es utilizado para datoscontinuo, se hace énfasis en el comportamiento del proceso másque en las observaciones individuales, además se puede apreciarcomportamientos especiales, como datos raros, acantilados,distribuciones bimodales, capacidad, entre otros aspectos.

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 9/40
8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 10/40
10
Recomendaciones para el uso de una hoja de verificación.1. Determinar qué situación es necesario evaluar, sus objetivos y el
propósito que se persigue, definir qué tipo de dato se requiere.2. Establecer el periodo durante el cual se obtendrán los datos.
3. Diseñar el formato apropiado. Cada hoja de verificación debellevar la información completa sobre el origen de los datos;fecha, turno, maquina, proceso, quien toma los datos. una vezobtenidos, se analizan e investigan las causas de suscomportamientos, para ello se deben utilizar graficas, esnecesario buscar la mejora de los formatos de registro de datospara que cada día sean más claros y útiles.
Diagrama de Ishikawa (de causa- efecto).El diagrama de causa – efecto o de Ishikawa es un método grafico querelaciona un problema o efectos con los factores o causa queposiblemente lo generen. La importancia de este diagrama radica enque obliga a buscar las diferentes causas que afectan el problemabajo a análisis y de esta forma se evita el error de buscar de maneradirecta las soluciones sin cuestionar cuales son las verdaderascausas.
El diagrama de Ishikawa (DI) es una grafica en la cual, en el ladoderecho se anota el problema, y en el lado izquierdo se especificanpor escrito todas sus causas potenciales, de tal manera que seagrupan o estratifican de acuerdo con sus similitudes en ramas y subramas.
El diagrama de Ishikawa es una manera de identificar las fuentes devariabilidad. Para confirmar si una posible causa es una causa real se
recurre a la obtención de datos o al conocimiento que se tiene sobreel proceso.

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 11/40
11
Ventajas que tiene el uso del diagrama de Ishikawa.
Hacer un diagrama de Ishikawa es una educación en si (se lograconocer más el proceso o la situación).
El diagrama de Ishikawa sirve de guía objetiva para la discusión y lamotiva.
Las causas del problema se buscan activamente y los resultadosquedan plasmado en el.
Un diagrama de Ishikawa muestra el nivel de conocimientos técnicosque se han logrados sobre el proceso.
Un diagrama de Ishikawa sirve para señalar todas las posibles causasde un problema y como se relacionan entre sí, con lo cual la soluciónde un problema se vuelve un reto y se motiva así el trabajo por lacalidad.
Métodos para la construcción de un diagrama de Ishikawa.
Existen tres métodos para construir un diagrama de Ishikawa loscuales son: 6M, flujo del proceso y estratificación.
Métodos de las 6M.El método de las 6 M es el más común y consiste en agrupar lascausas potenciales en seis ramas principales (6 M): métodos detrabajo, mano o mente de obra, materiales, maquinaria, medición ymedio ambiente.
Método tipo flujo de proceso.
Con el método flujo del proceso de construcción, la línea principal del
diagrama de Ishikawa sigue la secuencia normal del proceso deproducción o de administración. Los factores que pueden afectar lacaracterística de calidad se agregan en el orden que les corresponde,según el proceso. Este método permite explorar formas alternativas detrabajo, detectar cuellos de botella, descubrir problemas ocultos, etc.

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 12/40
12
Ventaja y desventaja del diagrama de Ishikawa construido según elflujo de proceso.
Ventajas• Obliga a preparar el diagrama de flujo del proceso. • Se considera al proceso completo como una causa potencial delproblema.• Identifica procedimientos alternativos de trabajo. • Hace posible descubrir otros problemas no considerados al inicio.• Permite que las personas que desconocen el proceso se familiaricencon él, lo que facilita su uso.• Se emplea para predecir problemas del proceso poniendo atención
especial en las fuentes de variabilidad.
Desventajas• Es fácil no detectar las causas potenciales, puesto que las personasquizás estén muy familiarizadas con el proceso y todo se les haganormal.• Es difícil usarlo por mucho tiempo, sobre todo en procesoscomplejos.• Algunas causas potenciales pueden aparecer muchas veces.
Diagrama de Ishikawa tipo flujo se proceso.

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 13/40
13
Método de estratificación o enumeración de causas.El método de la estratificación de construcción del diagrama deIshikawa es ir directamente a las principales causas potenciales perosin agrupar de acuerdo a las 6M.El método de la estratificación contrasta con el método de las 6M yaque este va de lo general a lo particular mientras que la estratificaciónse va directamente a las causas potenciales del problema.Ventajas Proporciona un agrupamiento claro de las causas potenciales del
problema lo cual permite centrarse directamente en el análisis delproblema.
Este diagrama es menos complejo que los obtenidos con los otrosprocedimientos.
Desventaja Es posible dejar de contemplar algunas causas potenciales
importantes. Puede ser difícil definir subdivisiones principales. Se requiere mayor conocimiento del producto o del proceso. Se requiere gran conocimiento de las causas potenciales.
Pasos para la construcción de un diagrama de Ishikawa.1. Especificar el problema a analizar. Se recomienda que sea
problema importante y, de ser posible que ya este delimitadomediante la aplicación de herramientas como pareto yestratificación, también es importante que se tenga la cuantificaciónobjetiva de la magnitud del problema.
2. Seleccionar el tipo de diagrama de Ishikawa que se va a usar, estadecisión se toma con base en las ventajas y desventaja que tienecada método.

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 14/40
14
3. Buscar todo los problemas causa, lo más concreta posible quepuede tener algún efecto sobre el problema. En esta etapa no sedebe discutir cuales causas son más importantes por el momento, elobjetivo es generar las posibles causas. La estrategia para labúsqueda es diferente según el tipo de diagrama elegido por lo quese debe proceder de acuerdo con las siguientes recomendaciones:Para el método 6 M: trazar el diagrama de acuerdo con la
estructura base para este método e ir preguntándose yreflexionando acerca de cómo los diferentes factores o situacionesde cada M pueden afectar el problema bajo análisis.Método flujo del proceso: construir un diagrama de flujo en el que semuestra la secuencia y el nombre de las principales operaciones delproceso que están antes del problema e iniciando de atrás paradelante. Es preciso preguntarse qué aspectos o factores en esta
parte del proceso afectan al problema especificado.Método enumeración y causas: mediante una lluvia de ideasgenerar una lista de las posibles causas y después agruparla porafinidad. Es preciso representarlas en el diagrama considerando quepara cada grupo corresponderá una rama principal del diagrama,también se asigna un titulo representativo del tipo de causas en talgrupo.
4. Una vez representada las ideas obtenidas, es necesario preguntarsesi faltan algunas otras causas aun no consideradas, si es así espreciso agregarlas.
5. Decidir cuáles son las causas más importantes mediante dialogo ydiscusión respetuosa y con apoyo de datos, datos, conocimientos,consenso o votación del tipo 5, 3, 1. En este tipo de votación cadaparticipante asigna 5 puntos a la causa que considera másimportante, 3 a la que le sigue, y 1 a la tercera en importancia;después de la votación se suman los puntos y el grupo deberá enenfocarse en las causas que recibieron más puntos.
6. Decidir sobre cuales causas se va a actuar. Para ello se toma enconsideración el punto anterior y lo factible que resulta corregir cada
una de las causas más importantes. Con respecto a las causas queno se decida actuar debido a que es imposible por distintacircunstancia, es importante reportarlas a la alta dirección.
7. Prepara un plan de acción para cada una de las causas a serinvestigada o corregidas de tal forma determine las acciones que sedeben realizar, para ello se puede usar nuevamente el diagrama deIshikawa. Una vez determinadas las causas, se debe insistir en las

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 15/40
15
acciones para no caer en solo debatir los problemas y en no acordaracciones de solución.
Diagrama de dispersión.El diagrama de dispersión es una grafica del tipo X-Y, donde cadaelemento de la muestra es representado mediante un par de valores(X1, Y1) y el punto correspondiente en el plano cartesiano x-y.El objetivo de esta grafica es analizar la forma en que estas dosvariables están relacionadas .por ejemplo:En una fábrica de pintura se desea investigar la relación que existeentre la velocidad de agitación en el proceso de mezclado y elporcentaje de impurezas en las pintura, mediante pruebaexperimentales se muestran los datos, el diagrama de dispersiónpara estos datos en donde se ve que hay una relación o correlación
lineal positiva, ya que a medida que aumenta la velocidad deagitación se incrementa el porcentaje de impurezas.

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 16/40
16
Interpretación de un diagrama de dispersión.En las figuras siguientes se muestran los patrones más comunesque pueden seguir un conjunto de puntos en un diagrama dedispersión. En la figura c, los puntos están dispersos dentro de unabanda horizontal sin ningún orden aparente, lo cual sugiere una nocorrelación entre las dos variables. Por el contrario en la figura a, b yd los punto siguen un patrón bien definido lo cual indica una relaciónentre las dos variables correspondiente. En tanto la figura acorresponde a una correlación positiva, en la que cundo X crece,también lo hace Y en forma lineal por lo tanto se habla de unacorrelación lineal positiva. La correlación negativa se muestra en lafigura, b donde se ve que cuando X crece, Y disminuye en formalineal, y viceversa. Cuando se sospecha que si hay relación y en lagrafica se muestra lo contrario, es preciso asegurarse de que los
datos fueron obtenidos correctamente.
En ocasiones los diagramas de dispersión se muestran relacionescon un patrón más débil es decir, menos definido. En esos caso se
8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 17/40
17
habla de una correlación débil y habrá que corroborarlo calculandoel coeficiente de correlación. Por otro lado puede haber otro tipo derelaciones que no son lineales como se muestra la figura d, dondese muestra una relación curvilínea en forma de parábola, de talforma que conforme X crece, Y también lo hace hasta cierto punto ydespués empieza a disminuir. También pueden darse puntosaislados que se salen del patrón general del resto de los puntos, enese caso es necesario investigar a que se debe, alguna situaciónespecial en el comportamiento del proceso, algún tipo de error, yasea de medición, registro o de “dedo”. En cualquier caso que losmotivos, ya que en ocasiones puede ser información valiosa. Acercade la posible relación causa- efecto es preciso tener en cuenta quecuando dos variables están relacionadas, no necesariamenteimplica que una es causa de la otra. Lo único que indica el diagrama
de dispersión es que existe una relación. Para verificar siefectivamente X influye sobre Y se debe recurrir tanto alconocimiento del proceso como la comprobación.Quien interprete el diagrama de dispersión debe tomar en cuentaque algunas de las razones por las que las variables X y, Yaparecen relacionadas de manera significativa son las siguientes:
X influye sobre Y. Y influye sobre X. X y, Y interactúa entre sí.
Una tercera variable Z influye sobre ambas y es la causante de talrelación. X y, Y actúa en forma similar debido al azar. X y, Y aparecen relacionada debido a que la muestra no es
representativa.Construcción de un diagrama de dispersión.
1. Obtención de datos. Una vez que se han seleccionado las variablesque se desea investigar, se colectan los valores de ambas sobre lamisma pieza o unidad. Entre mayor sea el número de puntos con elque se construye un diagrama de dispersión es mejor. Por ello,siempre que sea posible se recomienda obtener más de 30 parejasde valores.
2. Elegir ejes. Por lo general, si se trata de descubrir una relacióncausa-efecto, la posible la posible causa se representa en el eje X yel probable efecto en el eje Y . Por ejemplo, X puede ser una

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 18/40
18
variable de entrada y, Y una de salida. Si lo que se estáinvestigando es la relación entre dos variables cualesquiera,entonces en el eje X se anota la que se puede controlar más, medirde manera más fácil o la que ocurre primero durante el proceso. Esnecesario anotar en los ejes el título de cada variable.
3. Construir escalas. Los ejes deben ser tan largos como seaposible, pero de longitud similar.Para construir la escala se sugiere encontrar el valor máximo y elmínimo de ambas variables.Es preciso escoger las unidades para ambos ejes de tal forma quelos extremos de éstos coincidan de manera aproximada con elmáximo y el mínimo de la correspondiente variable.
4. Graficar los datos. Con base en las coordenadas en el eje X yen el eje Y , representar con un punto en el plano X -Y los valores deambas variables. Cuando existen parejas de dato repetidos (con losmismos valores en ambos ejes), en el momento de estar graficandose detectará un punto que ya está graficado, y entonces se traza uncírculo sobre el punto para indicar que está repetido una vez. Si sevuelve a repetir, se traza otro círculo concéntrico y asísucesivamente.
5. Documentar el diagrama. Registrar en el diagrama toda lainformación que sea de utilidad para identificarlo, como son títulos,periodo que cubren los datos, unidades de cada eje, área odepartamento, y persona responsable de colectar los datos.
Error típico en el uso del diagrama de dispersión.
Uno de los aspecto que requiere mayor cuidado implica no cometer elerror de declarar o afirmar que el factor X es causante del problema Yapoyándose en que X y, Y están correlacionados de manera
significativa. Cuando se tiene problema en control de calidad unapráctica muy socorrida es buscar un culpable o una solucióninmediata.
Es decir se trata de “apagar el fuego” de cualquier forma lo que
provoca que no necesariamente se ataque la causa raíz del problema,

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 19/40
19
se atacan los efectos (o síntomas) y no las verdaderas causas. Estamanera de proceder es propicia para cometer el error de declarar unarelación causa- efecto en toda correlación significativa.
Cartas de control.
A través del el objetivo básico de una carta de control es observar yanalizar el comportamiento de un proceso tiempo. Así, es posibledistinguir entre variaciones por causas comunes y especiales(atribuibles), lo que ayudará a caracterizar el funcionamiento delproceso y decidir las mejores acciones de control y de mejora. Cuandose habla de analizar el proceso nos referimos principalmente a lasvariables de salida (características de calidad), pero las cartas de
control también pueden aplicarse para analizar la variabilidad devariables de entrada o de control del proceso mismo.
Elementos básicos de una carta de control.
La idea básica de una carta de control es observa r y analizargráficamente el comportamiento de un proceso, con el propósito dedistinguir las variaciones debida a causas comunes de lasocasionadas por causas especiales (atribuibles). Esto permitirá
detectar cambios y tendencias importantes en los procesos.En la figura siguiente se muestra una típica carta de control en la cualse aprecia que el objetivo es analizar de dónde a dónde varía (vercampana) y cómo varía el estadístico W a través del tiempo y esteestadístico puede ser una media muestral, un rango, un porcentaje,etc. Los valores que va tomando W se representan por un punto yéstos se unen con una línea recta. La línea central representa elpromedio de W . Los límites de control, inferior y superior, definen elinicio y final del rango de variación de W , de forma que cuando el
proceso está en control estadístico existe una alta probabilidad de queprácticamente todos los valores de W caigan dentro de los límites. Porello, si se observa un punto fuera de los límites de control, es señal deque ocurrió algo fuera de lo usual en el proceso. Por el contrario, sitodos los puntos están dentro de los límites y no tienen algunospatrones no aleatorios de comportamiento entonces será señal de

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 20/40
20
que en el proceso no ha ocurrido ningún cambio fuera de lo común, yfunciona de manera estable (que está en control estadístico). Así, lacarta se convierte en una herramienta para detectar cambios en losprocesos.
Límites de control
La ubicación de los limites de control en una carta es un aspectofundamental ya que si estos se ubican demasiado alejado de la líneacentral entonces será más difícil detectar los cambios en el proceso,mientras que si se ubican demasiado estrecho se incrementara el errortipo 1(declarar un cambio cuando no lo hay ).
Para calcular los limites de control se debe proceder de tal forma quebajo condiciones de control estadístico que se grafica en la carta tengauna alta probabilidad de caer dentro de tales limites por lo tanto una
forma de proceder es encontrar la distribución de probabilidades delestadístico, estimar sus parámetros y ubicar los limites de manera queun alto porcentaje de la distribución este dentro de ellos, esta forma deproceder se conoce como limites de probabilidad.
Para calcular los límites de control se debe actuar de forma que, bajocondiciones de control estadístico, los datos que se grafican en la

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 21/40
21
carta tengan una alta probabilidad de caer dentro de tales límites. Porlo tanto, una forma de proceder es encontrar la distribución deprobabilidades de la variable, estimar sus parámetros y ubicar loslímites de manera que un alto porcentaje (99.73%) de la distribuciónesté dentro de ellos. Esta forma de proceder se conoce como límitesde probabilidad.
Una forma más sencilla y usual se obtiene a partir de la relación entrela media y la desviación estándar de W , que para el caso que W sedistribuye normal con media μw y desviación estándar σw , y bajocondiciones de control estadístico se tiene que entre μw − 3σw y μw +3σw se encuentra 99.73% de los posibles valores de W . En el caso deque no se tenga una distribución normal, pero se cuente con unadistribución unimodal con forma no muy distinta a la normal, entonces
se aplica la regla empírica o la extensión del teorema de Chebyshev. Bajo estas condiciones, un modelo general para una carta de controles el siguiente: sea W el estadístico que se va a graficar en la carta,supongamos que su media es μw y su desviación estándar σw ,entonces el límite de control inferior (LCI ), la línea central y el límite decontrol superior (LCS) están dados por:LCI = μw − 3σwLínea central = μw LCS = μw + 3σwCon estos límites y bajo condiciones de control estadístico se tendráuna alta probabilidad de que los valores de W estén dentro de ellos.En particular, si W tiene distribución normal, tal probabilidad será de0.9973, con lo que se espera que bajo condiciones de control sólo 27puntos de 10, 000 caigan fuera de los límites. Este tipo de cartas decontrol fueron propuestas originalmente por el doctor Walter A.Shewhart, y por eso se les conoce como cartas de control Shewhart .La forma de estimar la media y la desviación estándar de W a partir delas observaciones del proceso dependerá del tipo estadístico que sea W , ya sea un promedio, un rango o un porcentaje.
Tipo de carta de control.
Existen dos tipos generales de cartas de control: para variables y paraatributos. Las cartas de control para variables se aplican acaracterísticas de calidad de tipo continuo, que intuitivamente sonaquellas que requieren un instrumento de medición (peso, volumen,

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 22/40
22
voltaje, longitud, resistencia, temperatura, humedad, etc.). Las cartaspara variables tipo Shewhart más usuales son:• X (de medidas).• R (de rangos).• S (de desviaciones estándar).• X (de medidas individuales).Las distintas formas de llamarle a una carta de control se deben alcorrespondiente estadístico que se representa en la carta, y por mediode la cual se busca analizar una característica importante de unproducto o proceso. Existen características de calidad de un productoque no son medidas con un instrumento de medición en una escalacontinua o al menos en una numérica. En estos casos, el producto se
juzga como conforme o no conforme, dependiendo de si posee ciertosatributos; también, al producto se le podrá contar el número de
defectos o no conformidades que tiene. Este tipo de características decalidad son monitoreadas a través de las cartas de control paraatributos:• p (proporción o fracción de artículos defectuosos).• np (número de unidades defectuosas).• c (número de defectos).• u (número de defectos por unidad).En las siguientes secciones se verá cada una de las cartas que semencionaron anteriormente.Cabe menciona que se han propuesto muchas otras cartas de controlque están enfocadas a variables con distribuciones de probabilidadque son menos frecuentes en la práctica o se utilizan para mejorar eldesempeño de las cartas que se mencionaron antes. Algunas de lascartas propuestas están orientadas a detectar pequeños cambios,como la CUSUM y la EWMA.
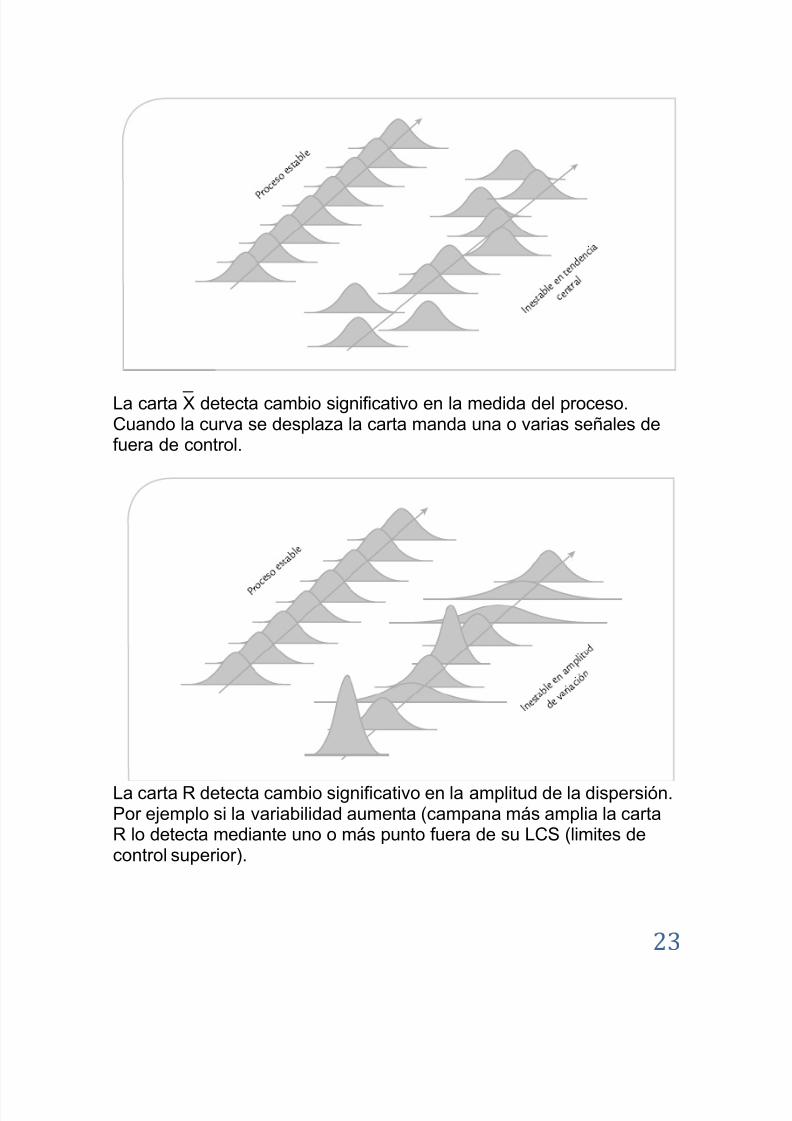
_Carta de control X-R.
Esta carta se aplica a procesos que producen una buena cantidad de
productos o partes y en lo que la característica de calidad de interéses de tipo continuo. Por lo general, mediante una carta de control R secontrola la tendencia central de este tipo de característica de calidad, ymediante una carta R (u ocasionalmente una S) su variabilidad.
8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 23/40

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 24/40
24
_Limites de control de la carta X.
Como se ha señalado, los límites de control de las cartas tipoShewhart están determinados por la media y la desviación estándardel estadístico W que se grafica en la carta, mediante la expresión μw± 3σw . En el caso de la carta de medias, el estadístico W es la mediade los subgrupos, X , por lo que los límites están dados por:μ x ± 3σ x
_Donde μ x representa la media de las medias, y σ x – la desviaciónestándar de las medias, que en un estudio inicial se estiman de lasiguiente manera:
Donde es la medida de los subgrupos σ la desviación estándar delproceso que indica que tan variables son las mediciones individualesy n es el tamaño de subgrupo. Como por lo general en un estudioinicial no se conoce σ esta puede estimarse de dos formasprincipalmente. Una es calculando la desviación estándar S incluyendola variabilidad entre muestra y dentro de muestra que corresponde a laσ de largo plazo. La otra manera de estimar σ es más apropiada lacarta y parte de solo considerar la variabilidad dentro de muestra (σ de corto plazo) a través de los rangos subgrupos y la estimación está
dada por:
Donde es la medida de los rangos de los subgrupos y es unaconstante que depende de n el tamaño de subgrupo o muestra. Sedan vario valores de para distinto valores de n . De esta manera,tres veces la desviación estándar de las medidas se estima con
Como se observa se introduce la constante A2 para simplificar loscálculos. Esta constante esta tabulada en el apéndice y depende deltamaño de subgrupo n. con base en lo anterior los limites de controlpara una carta de control en un estudio inicial se obtiene de lasiguiente manera:

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 25/40
25
Cuando ya se conoce la media μ y la desviación estándar del procesoσ entonces estos límites para la carta de medida están dado por:
_Interpretación de los límites de control en una carta X.
Estos límites reflejan la variación esperada para las medias muéstralesde tamaño n, mientras el proceso no tenga cambios importantes. Deesta manera, estos límites son utilizados para detectar cambios en lamedia del proceso y evaluar su estabilidad, de ninguna manera sedeben utilizar para evaluar la capacidad, puesto que estos límites decontrol no son los de especificaciones o tolerancias, ya que mientrasque los primeros se han calculado a partir de la información delproceso, las especificaciones son fijadas desde el diseño del producto. Los límites de control en una carta de medias tampoco son iguales alos límites reales o naturales del proceso, estos últimos están dadospor: Límite real superior = μ + 3σ
Límite real inferior = μ − 3σ
Limites de control de la carta R.
Con esta carta se detectarán cambios en la amplitud o magnitud de lavariación del proceso y sus límites se determinan a partir de la media yla desviación estándar de los rangos de los subgrupos, ya que en estecaso es el estadístico W se grafica en la carta R . Por ello, los límites
se obtienen con la expresión:
μR ± 3σR
Donde μR representa la media de los rangos, y σR la desviaciónestándar de los rangos, que en un estudio inicial se estiman de lasiguiente manera:

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 26/40
26
Donde es la medida de los de los subgrupos, σ la desviación
estándar del proceso y d 3 es una constante que depende del tamañode subgrupo que está tabulada en el apéndice.Como por lo general en un estudio inicial no se conoce σ, ésta puede
estimarse a través de R/d 2, como ya lo habíamos explicado antes. Enforma explícita, los límites de control para la carta R se calculan con:
Donde se han introducido las constantes D3 y D4 para simplificar loscálculos para diferentes tamaños de subgrupo, n.
Interpretación de los límites de control de una carta R.Estos límites reflejan la variación esperada para los rangos muéstralesde tamaño n, mientras que el proceso no tenga un cambio
significativo. Estos límites son utilizados para detectar cambios en laamplitud o magnitud de la variación del proceso y para ver qué tanestable permanece a lo largo del tiempo, pero de ninguna manera sedeben utilizar para evaluar la capacidad.
_Carta X-S.
_Cuando con una carta X-R se quiere tener mayor potencia para
detectar cambios pequeños en el proceso, se incrementa el tamaño desubgrupo, n. Pero si n > 10, la carta de rangos ya no es eficiente paradetectar cambios en la variabilidad del proceso, y en su lugar serecomienda utilizar la carta S, en la que se grafican las desviacionesestándar de los subgrupos.

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 27/40
27
Limites de control de la carta S. A cada subgrupo se le calcula S, que al ser una variable aleatoria, suslímites se determinan a partir de su media y su desviación estándar.Por ello, los límites se obtienen con la expresión:μS ± 3σS
Donde μS representa la media o valor esperado de S, y σS ladesviación estándar de S, y están dados por
Donde σ es la desviación estándar del proceso y c 4 es una constanteque depende del tamaño de subgrupo. Como por lo general en unestudio inicial no se conoce σ, ésta puede estimarse, pero ya no através del método de rangos, sino ahora con:
Donde es la media de las desviaciones estándar de los subgrupos.La razón de que σ no se estime de manera directa con el promedio de
las desviaciones estándar, es que no es un estimador insesgado deσ, es decir, la esperanza matemática de , no es igual a σ, más
bien, Por ello, al dividir entre la constante c 4, se convierteen un estimador insesgado.De esta manera, los límites de control para una carta S están dadospor:
La forma en la que ahora se estimó σ, modifica la forma de obtener loslímites de control en la carta cuando ésta es acompañada de la cartaS. En este caso se obtienen de la siguiente manera:
8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 28/40
28
Interpretación de los limites de control en una carta S.Estos límites reflejan la variación esperada para las desviacionesestándar de muestras de tamaño n, mientras el proceso no tengacambios importantes y, por lo tanto, son útiles para detectar cambiossignificativos en la magnitud de la variación del proceso.
En la elaboración de envases de plástico primero se elabora lapreforma, para la cual se tienen varios criterios de calidad, uno deellos es el peso de la preforma. Para cierto envase, el peso debe estarentre 28.00 ± 0.5 g. Cada media hora se toma un subgrupo de 10preformas y se pesan. Las medias y desviaciones estándar de losúltimos20 subgrupos se muestran enseguida:Medias28.048 ,28.042, 27.985, 27.968, 28.044, 28.162, 27.981,27.985,28.024, 27.973, 28.021, 28.026, 28.004, 27.993, 27.949, 28.028, 27.9928.004, 27.997, 28.014
Desviaciones estándar0.1343 ,0.1596, 0.0846, 0.0868, 0.1086, 0.1029, 0.1241, 0.1010,0.0924, 0.1049, 0.1157, 0.1127, 0.0841, 0.1090, 0.1285 0.1116,0.0927 0.1691, 0.1083, 0.1031

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 29/40
29
8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 30/40
30
Metodología de las 5S.Es una metodología que permite organizar el lugar de trabajo,mantenerlo funcional, limpio y con las condiciones estandarizada y ladisciplina necesaria para hacer un buen trabajo. El enfoque primordialde esta metodología desarrollada en Japón es que para que hayacalidad se requiere antes que todo orden, limpieza y disciplina. Conesto se pretende atender la problemática en las oficinas espacio detrabajos e incluso en la vida diaria donde es relativamente frecuenteque las personas no encuentre lo que busca existen desorden,urgencia para encontrar piezas o documentos, materiales en loslugares que no le corresponde, abundancia de cosas innecesarias yespacios sucios bajo estas condiciones la productividad del trabajodisminuye y los proceso se vuelven más lentos y burocráticos. Por lotanto es necesario aplicar la metodología de las 5S cuyo nombre
proviene de los siguientes términos japoneses: Seiri (seleccionar). Selecciona lo necesario y elimina lo que no lo
es. Seiton (ordenar). Cada cosa en su sitio y un sitio para cada cosa. Seiso (limpiar). Esmerarse en la limpieza del lugar y de las
cosas. Seiketsu (estandarizar). Como, mantener y controlar las tres
primera S. Shitsuque (disciplina). Convertir las 4 S en una forma natural de
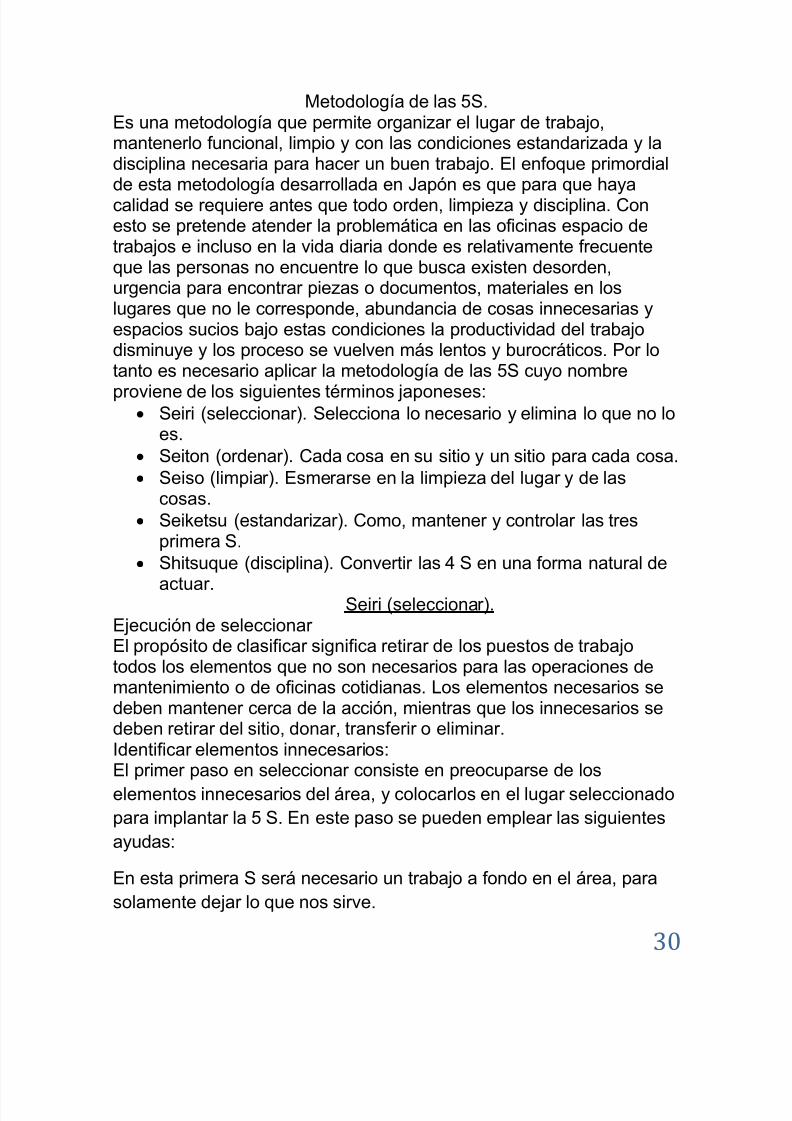
actuar. Seiri (seleccionar).Ejecución de seleccionarEl propósito de clasificar significa retirar de los puestos de trabajotodos los elementos que no son necesarios para las operaciones demantenimiento o de oficinas cotidianas. Los elementos necesarios sedeben mantener cerca de la acción, mientras que los innecesarios sedeben retirar del sitio, donar, transferir o eliminar.Identificar elementos innecesarios:El primer paso en seleccionar consiste en preocuparse de los
elementos innecesarios del área, y colocarlos en el lugar seleccionadopara implantar la 5 S. En este paso se pueden emplear las siguientesayudas:
En esta primera S será necesario un trabajo a fondo en el área, parasolamente dejar lo que nos sirve.
8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 31/40

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 32/40
32
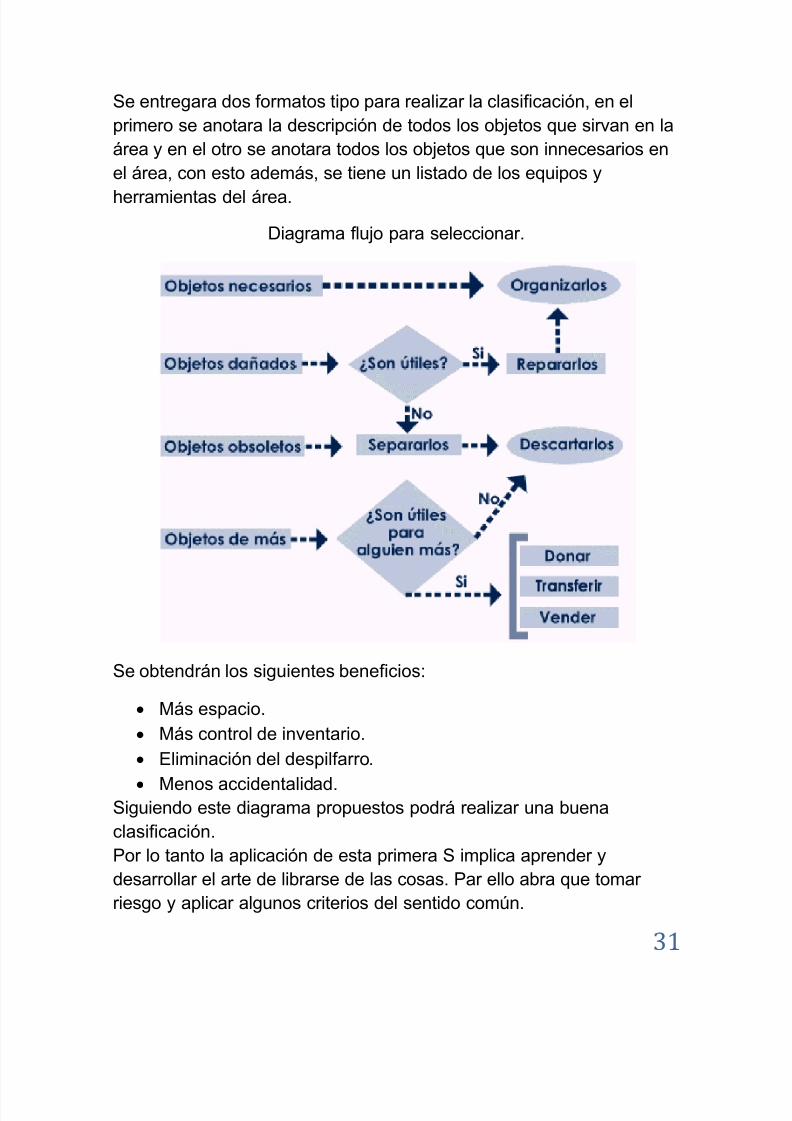
Seiton (ordenar).Ejecución de ordenarPretende ubicar los elementos necesarios en sitios donde se puedanencontrar fácilmente para su uso y nuevamente retornarlos al
correspondiente sitio.Con esta aplicación se desea mejorar la identificación y marcación delos controles de los equipos, instrumentos, expedientes, de lossistemas y elementos críticos para mantenimiento y su conservaciónen buen estado.Permite la ubicación de materiales, herramientas y documentos deforma rápida, mejora la imagen del área ante el cliente “da la
impresión de que las cosas se hacen bien”, mejora el control de stocks
de repuestos y materiales, mejora la coordinación para la ejecución detrabajos.En la oficina facilita los archivos y la búsqueda de documentos, mejorael control visual de las carpetas y la eliminación de la pérdida detiempo de acceso a la información.Orden y estandarizaciónEl orden es la esencia de la estandarización, un sitio de trabajo debeestar completamente ordenado antes de aplicar cualquier tipo deestandarización. La estandarización significa crear un modoconsistente de realización de tareas y procedimientos, a continuaciónse entregaran ayudas para la organización.Pasos propuestos para ordenar:
En primer lugar, definir un nombre, código o color para cadaclase de artículo.
Decidir donde guardar las cosas tomando en cuenta lafrecuencia de su uso.
Acomodar las cosas de tal forma que se facilite el colocaretiquetas visibles y utilizar código de colores para facilitar lalocalización de los objetos de manera rápida y sencilla.
8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 33/40
33
Se obtendrán los siguientes beneficios: Nos ayudara a encontrar fácilmente documentos u objetos de
trabajo, economizando tiempos y movimientos. Facilita regresar a su lugar los objetos o documentos que hemos
utilizados.
Ayuda a identificar cuando falta algo. Da una mejor apariencia.
Seiso (limpieza).Esta S consiste en limpiar el sitio de trabajo y los equipo para prevenirla suciedad implementando acciones que permita evitar o al menos
disminuir la suciedad y hacer más seguro los ambientes de trabajo.Por lo tanto esta S trata de identificar las causas por las cuales lascosas y los procesos no son como deberían (limpieza, orden, defectos,procesos, desviaciones etc.Los beneficios de tener limpios los espacios no solo es el agrado que
causa a la vista y en general al ambiente de trabajo (menos

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 34/40
34
contaminación), sino que también ayuda a identificar con más facilidadalgunas fallas.Tiene menos posibilidades de contraer enfermedades.
Ayuda a evitar mayor daño a la ecología.
Seiketsu (estandarizar).El estandarizar pretende mantener el estado de limpieza yorganización alcanzando con la aplicación de la primera 3S mediantela aplicación continúa de estas. En esta etapa:Con las cosasSeiri (clasificar: mantener solo lo necesario).Seiton (organizar: mantener todo en orden).Seiso (limpiar: mantener todo limpio).
Con uno mismoSeiketsu (bienestar personal: cuidar la salud física y mental).Shitsuque (disciplina: mantener un comportamiento confiable).Shikari (constancia: perseverar en los buenos hábitos)Shitsukoku (compromiso: ir hasta el final en tareas y decisiones).Con la organizaciónSeishoo (coordinación: actuar en equipo con los compañeros).Seido (estandarización: unificar a través de normas).De manera adicional es posible diseñar procedimientos y desarrollarprograma de sensibilización, involucramiento y convencimiento de laspersonas para que las tres primeras S sean parte de los hábitos,acciones y actitudes diarias.
Shitsuque (disciplina).Significa evitar a toda costa que se rompa los procedimientos yaestablecidos. Solo si se implanta la autodisciplina y el cumplimientode las normas y procedimientos adoptados, se podrá disfrutar de losbeneficios que estos brindan. La disciplina es el canal entre las 5S y
el mejoramiento continuo. Implica control periódico, visita sorpresas,autocontrol de los empleados respeto por sí mismo y por los demás ymejor calidad de vida laboral.Se obtendrá lo siguientes beneficios:
Se evitan reprimendas y sanciones. Mejora nuestra eficacia.
8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 35/40
35
El personal es mas apreciado por los jefes y compañeros
Mejora nuestra imagen.Implementación de kaizen.
Kaizen es la estrategia de calidad, sistema enfocado en la mejora
continua de toda la empresa y sus componentes de manera armónicay proactiva tanto individuo como colectivo.
Kaizen significa mejoramiento continúo en la vida personal, familiar,social y de trabajo. Significa un mejoramiento continuo que involucra atodos por igual. Para kaizen la administración establece elProcedimiento Estándar de Operación (PEO): políticas, reglas,directrices, procedimientos y disciplina; luego toda la organizaciónsigue el PEO formulado. Kaizen Significa un esfuerzo constante, no sólo para mantener losestándares, sino para mejorarlos. Requiere de los esfuerzos de todos.Se interesa más en el proceso que en el resultado.
Objetivo generales de kaizenPermite lograr los niveles óptimos en materia de:
Calidad Costo Entrega
Evaluar la necesidad de mejorar el ambiente de trabajo,eliminación de despilfarro por las falta de aseo.
Establecer y aumentar la conciencia de cuidado y conservaciónde los equipos y demás recurso de la empresa.
Cinco elementos bases de kaizen
Trabajo en equipo.
Disciplina personal.
Moral mejorada.
Circuitos de calidad.
Sugerencia para la mejoría.

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 36/40
36
Kaizen es el proceso de encontrar y limpiar, desperdicio en el menortiempo y al menor costo posible una y otra vez.Kaizen requiere una mejora continua gradual y consistente por partede todos los empleados.
Ciclo de kaizenEs un sistema enfocado en la mejora continua de toda la empresa y
sus componentes, de manera armónica y proactiva. Es uno de los
principales motores del “Lean Manufacturing” .
Este sistema involucra a todos los niveles y funciones de la empresa.Con esto aprovechamos al máximo la capacidad e inteligencia detodos los empleados de la fábrica.
Además el Kaizen persigue mejorar el proceso con los recursos ymedios existentes, es decir, prima la creatividad ante la inversión.
Por otro lado, se basa en pequeñas mejoras continuas eincrementales. Es necesario que haya sugerencias de mejoracontinuamente.
Implantación de kaizen.
La implantación del Ciclo Kaizen se basa en las 4 etapas delcírculo de Deming.

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 37/40
37
Planear: Para ello es necesario tomar datos y analizarlos paraplanificar el plan de acciones de mejora.
Hacer: Se implantan y se llevan a cabo las acciones planificadas.
Verificar: Controlar y verificar el proceso de cumplimiento del planpropuesto.
Actuar: Asegurar el resultado, mantener vivo el plan de acciones ybuscar nuevos temas sin dejar el seguimiento a acciones anteriores.
A la hora de introducir la mejora kaizen, el programa de implantacióndebe de tener en cuenta los siguientes aspectos:
Desarrollo de un compromiso con las metas de la empresa. Definición clara de metas y objetivos. Involucramiento y compromiso de las personas. Premio a los esfuerzos.
Establecer incentivos con el personal, no necesariamente condinero. Debe ser al equipo de trabajo completo. Reconocimientos al esfuerzo y mejoras. Trabajo en equipo. Establece metas claras a los equipos. Todos participan en el equipo y todas las ideas son bienvenidas.

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 38/40
38
Liderazgo. El líder debe poner atención y considerar losproblemas. Debe saber escuchar, transmitir actitudes e ideaspositivas.
Los principios básicos a la hora de implantar el ciclo kaizen son lossiguientes:
Eliminar la improvisación. Pensar en cómo hacerlo, no en porque no puedo hacerlo. No dar excusas, comenzar a preguntar por qué ocurre tan
frecuentemente. No buscar la perfección apresuradamente. Poner metas cortas y posibles. Corregir inmediatamente cualquier error. Evitar las inversiones, usar los recursos existentes y el
conocimiento. Las ideas de kaizen son infinitas muchas nacen en el camino.

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 39/40
39
Conclusiones. La hoja de verificación describe resultados de operación o de
inspección, examina artículos defectuosos y evalúa el efecto delos planes de mejora.
El diagrama de Ishikawa es una manera de identificar las fuentesde variabilidad.
El diagrama de dispersión tiene como objetivo analizar la formaen que las variables X y, Y están relacionadas.
La idea básica de una carta de control es observa r y analizargráficamente el comportamiento de un proceso, con el propósito
de distinguir las variaciones debida a causas comunes de lasocasionadas por causas especiales.
El enfoque primordial de la metodología de las 5 S es que estepermite organizar el lugar de trabajo, mantenerlo funcional,limpio para hacer un buen trabajo.
La utilización de kaizen a la calidad mejorada y a la mayorproductividad.

8/13/2019 Informe de Herramienta de Contro Estadistico de a Calidad
http://slidepdf.com/reader/full/informe-de-herramienta-de-contro-estadistico-de-a-calidad 40/40
Bibliografía.TextoCalidad total y productividad.Humberto Gutiérrez pulido.
Control estadístico de calidad y las seis sigmas.Segunda edición.Humberto Gutiérrez pulido y Román de la vara Salazar.
Manual de implementación de 5S.Héctor Vargas Rodríguez.
Direcciones electrónicas.Génesis.vag.mx.
http://www.monografias.com/trabajos58/metodo-cinco-s/metodo-cinco-s3.shtml#ixzz2ekVpXGxB.