03a guía técnica abastecimiento - cedex
TRANSCRIPT
Guía Técnicasobre tuberías
para el transporte de agua a presión
Centro de Estudios Hidrográficos del CEDEX
3.a Edición
MINISTERIODE FOMENTO
MINISTERIO DEMEDIO AMBIENTE
Centro de Estudios y Experimentaciónde Obras Públicas
NIPO: 163-06-013-XI.S.S.N.: 0211-6502I.S.B.N.: 84-7790-431-6Depósito Legal: M-35171-2006
Imprime: CEDEX Sección de EdiciónAlfonso XII, 3 y 5 - 28014 Madrid

Prólogo
La existencia de especificaciones técnicas que contengan directrices acerca de los crite-rios más idóneos para el proyecto, ejecución y mantenimiento de las obras y sobre lascaracterísticas de los materiales que en aquellas se utilizan, es de gran utilidad para losprofesionales del sector de la construcción, como para tantos otros, y contribuye a con-seguir una mejor calidad y sistematización en los trabajos.
La actual normativa general sobre esta materia vigente (el Pliego General de condicionesfacultativas de tuberías para abastecimiento de agua) data de 1974 por lo que la evolu-ción de la técnica durante el tiempo transcurrido hace conveniente su revisión.
La “Guía Técnica sobre tuberías para el transporte de agua a presión” que conforma estapublicación es consecuencia de la colaboración del Centro de Estudios y Experimentaciónde Obras Públicas (CEDEX) y de la Dirección General de Obras Hidráulicas y Calidad delas Aguas y para su redacción final, han sido consultados todos los afectados (Adminis-traciones públicas, industria, proyectistas, constructores, suministradores, universidades einstitutos de investigación, etc.) y pretende servir de orientación al sector de la construc-ción.
De su utilización con carácter voluntario se desprenderá la posibilidad y necesidad de que,en el futuro, se eleve su rango y sirva de base para una nueva reglamentación en estecampo.
JUAN MANUEL ARAGONÉS BELTRÁN
Director General de Obras Hidráulicas y Calidad de las Aguas
III
Presentación
La Reglamentación técnica de la Administración General del Estado relativa al proyectoe instalación de tuberías está constituida, fundamentalmente, por los Pliegos de Prescrip-ciones Técnicas Generales para Tuberías de Abastecimiento de Agua y de Saneamientode Poblaciones, de 1974 y 1986 respectivamente.
Los avances acaecidos en estos años en la tecnología y en la normalización de estos ele-mentos han hecho que su contenido se haya quedado obsoleto.
Consciente de ello, el Ministerio de Medio Ambiente ha emprendido distintas acciones enlos últimos años encaminadas a la revisión de dicha Normativa, entre las que cabe desta-car la celebración de distintos Convenios de colaboración con el CEDEX para la realiza-ción de estudios técnicos que actualizaran los citados Pliegos.
En particular, esta Guía Técnica es el fruto del Convenio suscrito en octubre de 2000entre la Secretaría de Estado de Aguas y Costas del Ministerio de Medio Ambiente (Direc-ción General de Obras Hidráulicas y Calidad de las Aguas) y el CEDEX para la actualiza-ción del “Estudio Técnico de Base para la elaboración del Pliego de Prescripciones Téc-nicas Generales para Tuberías de Abastecimiento de Agua” (MOPTMA, 1995).
El desarrollo de los trabajos se ha llevado a cabo en el Área de Estudios y Planificacióndel Centro de Estudios Hidrográficos del CEDEX, bajo la dirección técnica de D. LuisBalairón Pérez. En la elaboración del mismo se ha contado expresamente con el aseso-ramiento profesional de D. José Liria Montañés, cuya amplia experiencia en la materiaha supuesto una valiosa aportación a este documento.
Este texto es el resultado de un proceso muy participativo en el que han colaborado dis-tintas unidades administrativas, tanto del Ministerio de Medio Ambiente como de otrosDepartamentos Ministeriales, así como numerosos especialistas tanto del ámbito profe-sional como universitario.
En concreto, para el seguimiento de estos trabajos, el CEDEX auspició la creación de unGrupo de Trabajo, presidido por su Director General, D. Manuel L. Martín Antón, del quehan formado parte las siguientes personas e instituciones:
D. Álvaro Arroyo Lumbier (AENOR).D. Luis Balairón Pérez (CEDEX).D. Francisco Barbancho (Confederación Hidrográfica del Guadiana).

D. José Carlos Carrasco Tardío (CEDEX).D. Antonio Castrillo Canda (DG de la Vivienda, la Arquitectura y el Urbanismo).D. José Luis Esteban Saiz (Instituto de Ciencias de la Construcción “Eduardo Torroja”).D. Federico Estrada Lorenzo (CEDEX).D. Francesc Flos (Aguas de Barcelona).D. Mariano Garzo Fernández (CEDEX).D. Alejandro González y Díaz de la Cortina (AENOR).D. Alfredo Granados Granados (Universidad Politécnica de Madrid).D. Ramón Mª Gutiérrez Serret (CEDEX).D. José Liria Montañés.D. Manuel Maillo Álvarez de la Braña (Canal de Isabel II).D. Felipe Martínez Martínez (Secretaría de Estado de Aguas y Costas).D. Alfonso Palma Villalón (CEDEX).D. Julio Prado Pérez del Río (CEDEX).D. Francisco Redondo Fernández (Aguas de la Cuenca del Norte, SA).D. Ricardo Segura Graiño (DG de Obras Hidráulicas y Calidad de las Aguas).D. Juan Torres Cerezo (Confederación Hidrográfica del Tajo).D. Juan Vilchez Porras (EMASESA).
Este Grupo celebró reuniones periódicas en las que se fueron revisando distintos borra-dores de trabajo hasta llegar a la edición definitiva de esta Guía Técnica. Se aportaronnumerosos comentarios, sugerencias y experiencias prácticas, que fueron incorporadas aldocumento, mejorando apreciablemente la versión inicial.
Igualmente, las siguientes Empresas y Asociaciones han colaborado en la elaboración deeste documento, en sus ámbitos de trabajo específicos:
Asociación de Fabricantes de Tubería de Presión de Hormigón Armado y Pretensado(AFTHAP).Asociación Española de Fabricantes de Tubos y Accesorios Plásticos (ASETUB).Asociación Española de Normalización y Certificación (AENOR).Asociación Ibérica de Tecnología sin Zanja (ibSTT).Confederación Española de Empresarios de Plásticos (ANAIP).Guldager Electrólisis.Saint Gobain Canalización.Siderúrgica de Tubo Soldado.
Por todo ello, el equipo redactor quiere agradecer a tantos cuantos han participado en laelaboración de esta Guía Técnica sus desinteresadas aportaciones, comentarios o suge-rencias, las cuales han sido de gran utilidad en el desarrollo de este trabajo.
Por último, es de esperar que este trabajo se actualice periódicamente cuando las nove-dades técnicas o normativas acaecidas así lo aconsejen. Si desea participar en dicho pro-ceso de actualización puede enviar sus comentarios, propuestas o sugerencias por correoelectrónico a la dirección [email protected].
Madrid, diciembre de 2002
4

ÍNDICE
1 Introducción ............................................................................................ 11
2 Generalidades ......................................................................................... 172.1 Ámbito de aplicación de esta Guía Técnica ............................................ 182.2 Normalización en el ámbito de las tuberías a presión .............................. 20
2.2.1 Conceptos básicos ..................................................................... 202.2.2 Normativa y Reglamentación básica en el ámbito de las tuberías a
presión..................................................................................... 252.3 Sistema de unidades............................................................................. 332.4 Glosario de términos............................................................................ 35
3 Características de los componentes de la tubería................................ 493.1 Generalidades...................................................................................... 513.2 Tubos de fundición dúctil....................................................................... 53
3.2.1 Generalidades. Normativa y campo de aplicación ........................ 533.2.2 Definiciones y clasificación......................................................... 553.2.3 Características técnicas .............................................................. 583.2.4 Dimensiones ............................................................................. 603.2.5 Uniones ................................................................................... 643.2.6 Revestimientos de la tubería ....................................................... 683.2.7 Identificación ............................................................................ 73
3.3 Tubos de acero.................................................................................... 733.3.1 Generalidades. Normativa y campo de aplicación ........................ 733.3.2 Definiciones y clasificación......................................................... 753.3.3 Características técnicas .............................................................. 773.3.4 Dimensiones ............................................................................. 813.3.5 Uniones ................................................................................... 863.3.6 Revestimientos de la tubería ....................................................... 873.3.7 Identificación ............................................................................ 91
5

3.4 Tubos de hormigón armado y pretensado.............................................. 913.4.1 Generalidades. Normativa y campo de aplicación ...................... 913.4.2 Definiciones y clasificación....................................................... 953.4.3 Características técnicas ............................................................ 983.4.4 Ejecución................................................................................ 1013.4.5 Dimensiones ........................................................................... 1053.4.6 Uniones ................................................................................. 1093.4.7 Identificación .......................................................................... 113
3.5 Tubos de poli(cloruro de vinilo)no plastificado (PVC-U) ......................... 1133.5.1 Generalidades. Normativa y campo de aplicación ...................... 1133.5.2 Definiciones y clasificación....................................................... 1153.5.3 Características técnicas ............................................................ 1233.5.4 Dimensiones ........................................................................... 1253.5.5 Uniones ................................................................................. 1303.5.6 Identificación .......................................................................... 130
3.6 Tubos de polietileno (PE) .................................................................... 1313.6.1 Generalidades. Normativa y campo de aplicación ....................... 1313.6.2 Definiciones y clasificación........................................................ 1343.6.3 Características técnicas ............................................................. 1383.6.4 Dimensiones............................................................................ 1433.6.5 Uniones .................................................................................. 1463.6.6 Identificación ........................................................................... 148
3.7 Tubos de poli(cloruro de vinilo) con orientación molecular (PVC-O)........ 1483.7.1 Generalidades. Normativa. Ámbito de aplicación ....................... 1483.7.2 Definiciones y clasificación....................................................... 1503.7.3 Características técnicas ............................................................ 1513.7.4 Dimensiones. .......................................................................... 1533.7.5 Uniones ................................................................................. 1533.7.6 Identificación .......................................................................... 155
3.8 Tubos de poliester reforzado con fibras de vidrio (PRFV)....................... 1553.8.1 Generalidades. Normativa. Ámbito de aplicación ....................... 1553.8.2 Definiciones y clasificación....................................................... 1573.8.3 Características técnicas ............................................................ 1603.8.4 Dimensiones ........................................................................... 1613.8.5 Uniones ................................................................................. 1653.8.6 Identificación .......................................................................... 166
3.9 Válvulas y accesorios.......................................................................... 1673.9.1 Generalidades. Normativa ........................................................ 1673.9.2 Definiciones y clasificación....................................................... 1683.9.3 Características técnicas ............................................................ 1703.9.4 Válvulas.................................................................................. 1703.9.5 Ventosas................................................................................. 1763.9.6 Desagües................................................................................ 1783.9.7 Protección de válvulas ............................................................. 1793.9.8 Identificación .......................................................................... 179
6
3.10 Síntesis y resumen comparativo .......................................................... 1803.10.1 Ámbito de aplicación y normativa .......................................... 1803.10.2 Clasificación ......................................................................... 1853.10.3 Características físicas y mecánicas .......................................... 1863.10.4 Dimensiones ......................................................................... 1913.10.5 Uniones ............................................................................... 195
4 Dimensionamiento de la tubería ............................................................ 1974.1 Cálculo hidráulico .............................................................................. 198
4.1.1 Consideraciones generales ....................................................... 1984.1.2 Pérdidas de carga.................................................................... 1994.1.3 Sobrepresiones debidas al golpe de ariete ................................. 2124.1.4 Velocidad máxima del agua ...................................................... 218
4.2 Cálculo mecánico .............................................................................. 2224.2.1 Consideraciones generales ....................................................... 2224.2.2 Tubos de fundición .................................................................. 2484.2.3 Tubos de acero ....................................................................... 2574.2.4 Tubos de hormigón ................................................................. 2684.2.5 Tubos de PVC-U..................................................................... 2724.2.6 Tubos de PE ........................................................................... 2824.2.7 Tubos de PVC-O..................................................................... 2894.2.8 Tubos de PRFV....................................................................... 289
5 Instalación de la tubería ......................................................................... 2995.1 Normativa de aplicación..................................................................... 2995.2 Transporte, almacenamiento y manipulación........................................ 300
5.2.1 Transporte.............................................................................. 3005.2.2 Almacenamiento ..................................................................... 3015.2.3 Manipulación .......................................................................... 302
5.3 Instalación de tubos enterrados ........................................................... 3035.3.1 Zanjas para el alojamiento de la tubería .................................... 3035.3.2 Montaje de la tubería............................................................... 3125.3.3 Camas de apoyo ..................................................................... 3165.3.4 Relleno de la zanja .................................................................. 3185.3.5 Sistemas de protección catódica ............................................... 320
5.4 Instalación de tubos aéreos ................................................................. 3245.5 Otras instalaciones............................................................................. 3255.6 Uniones ............................................................................................ 3255.7 Macizos de anclaje ............................................................................. 3275.8 Obras de fábrica ................................................................................ 3325.9 Puesta en servicio de la tubería ........................................................... 3325.10 Consideraciones medioambientales ..................................................... 334
6 Aseguramiento de la calidad .................................................................. 3376.1 Conceptos básicos ............................................................................... 337
7
6.2 Control de calidad de la fabricación....................................................... 3386.2.1 Tubos de fundición .................................................................... 3406.2.2 Tubos de acero ......................................................................... 3436.2.3 Tubos de hormigón ................................................................... 3476.2.4 Tubos de PVC-U....................................................................... 3556.2.5 Tubos de PE ............................................................................. 3606.2.6 Tubos de PVC-O....................................................................... 3636.2.7 Tubos de PRFV......................................................................... 3636.2.8 Válvulas y ventosas.................................................................... 365
6.3 Control de calidad de la instalación ....................................................... 3666.4 Prueba de la tubería instalada ............................................................... 369
6.4.1 Metodología general .................................................................. 3706.4.2 Comparación con la metodología del PPTG de tuberías del MOPU
de 1974 ................................................................................... 375
7 Mantenimiento y rehabilitación de la tubería ....................................... 3817.1 Introducción ........................................................................................ 3817.2 Mantenimiento de la tubería ................................................................. 382
7.2.1 Inspección de la tubería ............................................................. 3837.2.2 Limpieza de la tubería ............................................................... 3857.2.3 Reparaciones puntuales ............................................................. 385
7.3 Rehabilitación de la tubería................................................................... 3867.3.1 Rehabilitación global no estructural............................................. 3877.3.2 Rehabilitación global estructural.................................................. 3887.3.3 Rehabilitación parcial ................................................................ 390
7.4 Análisis de riesgos de averías. Frecuencia óptima de las operaciones derehabilitación....................................................................................... 3907.4.1 Deterioro de las redes. Riesgos de averías y pérdida de nivel de ser-
vicio ......................................................................................... 3917.4.2 Frecuencia óptima para la inspección y la rehabilitación de las tube-
rías .......................................................................................... 393
Abreviaturas y acrónimos ........................................................................... 397
Simbología ................................................................................................... 401
Referencias bibliográficas ........................................................................... 405
Normativa citada en el texto ...................................................................... 413Legislación nacional......................................................................................... 413Legislación de la Unión Europea ...................................................................... 415Normas UNE .................................................................................................. 416Normas UNE-EN............................................................................................. 419Proyectos de normas europeas prEN ................................................................ 424Normas API.................................................................................................... 426Normas ASME................................................................................................ 427
8

Normas ASTM................................................................................................ 427Normas ATV................................................................................................... 428Normas AWWA............................................................................................... 429Normas BS..................................................................................................... 431Normas DIN ................................................................................................... 431Normas DVS .................................................................................................. 432Normas F ....................................................................................................... 432Normas ISO.................................................................................................... 432Normas MR .................................................................................................... 435Normas NBE .................................................................................................. 436Normas NF..................................................................................................... 436Normas NLT................................................................................................... 436Normas RP..................................................................................................... 437Normas SS ..................................................................................................... 437Normas SSPC................................................................................................. 438Normas UNI ................................................................................................... 438Normas WIS ................................................................................................... 438
9

1 INTRODUCCIÓN
Las tuberías para el transporte de agua a presión constituyen, sin duda, una de las infraes-tructuras hidráulicas más importantes.
Incluso en un contexto más amplio, si bien fueron inicialmente concebidas para trans-portar agua, las tuberías en la actualidad no son una infraestructura exclusiva para la con-ducción de los recursos hídricos, sino que son utilizadas con profusión como modo gené-rico de transporte, especialmente como oleoductos y gasoductos.
Estos últimos, oleoductos y gasoductos, no obstante, presentan diferencias importantesrespecto a las clásicas tuberías para el transporte de agua (mayor peligrosidad y valor eco-nómico del fluido transportado, presiones hidráulicas superiores, distancias de transportemuy elevadas) que hacen que sean conducciones de muy avanzada tecnología que hanincorporado las últimas innovaciones en materiales (plásticos, siderurgia, etc.), protecciónfrente a la corrosión, construcción especializada, automatizada y en cadena, telecomuni-caciones, regulación y control, etc. Frente a ellas, en las tuberías para la conducción deagua, todas estas innovaciones se incorporan de manera muy lenta y parcial, por lo queen ocasiones se siguen proyectando y construyendo de una forma un tanto tradicional.
La trascendencia de las tuberías para el transporte de agua a presión es especialmenteconstatable en un país como España, en el que, debido al irregular régimen hídrico y alalto grado de utilización que se hace de los recursos hidráulicos (a causa sobre todo de laagricultura de regadío), transportar importantes volúmenes de agua a grandes distanciasha sido una constante a lo largo del tiempo.
Así, el Libro Blanco del Agua en España (MIMAM, 2000), remitiéndose a un estudio pre-vio del MOPT (1993), estimaba cautelarmente en casi 30.000 millones de euros (5 billo-nes de pesetas) el valor económico de reposición del patrimonio hidráulico español, delos cuales corresponderían 12.000 millones a las presas de embalse, otros 12.000 millo-nes para las conducciones de abastecimiento y riego, 4.200 millones para las obras dedefensa contra inundaciones y 1.800 millones al resto. Aunque en el concepto de con-ducciones están englobadas también las redes de canales y acequias para el riego, la cifraen sí de 12.000 millones de euros para el total de las conducciones de abastecimiento yriego (el 40% del total aproximadamente) habla por sí misma de la importancia de lastuberías a presión en el ámbito de las obras hidráulicas.
11
En lo que se refiere a las dimensiones de las redes de tuberías para el transporte de aguaa presión existentes en la actualidad en nuestro país, si bien no hay muchos estudios alrespecto, algunos especialistas establecen como ratios orientativos de las longitudes de lasredes las cifras de 2 kilómetros por cada 1.000 habitantes y de 30 ó 40 metros por cadaha regada a presión (para el abastecimiento a poblaciones y el regadío, respectivamente,que son los dos principales usuarios de este tipo de conducciones) como indicadores deun buen desarrollo del servicio. Las encuestas que cada dos años viene realizando AEASsobre el suministro de agua potable en España (que cubren más de la mitad de la pobla-ción), arrojan, por ejemplo, unos índices de 1,52 ó 1,63 km de red por cada 1.000 habi-tantes en 1994 y 1996, respectivamente, para el universo de la encuesta. Todo lo ante-rior viene a indicar que las tuberías para el transporte de agua a presión, solo para abas-tecimiento de poblaciones y regadío, razonablemente, exceden en España la cifra de100.000 kilómetros.
Las redes de los oleoductos y gasoductos, por su parte, en España se estima que alcan-zan la cifra de 4.000 y 20.000 kilómetros respectivamente (Cegarra, 1996), si bien sonde desarrollo relativamente reciente, no habiendo alcanzado aún el nivel de desarrollo delos países más avanzados.
Ya en el ámbito específico de las tuberías para el transporte de agua a presión, es fácilconstatar que en ocasiones la tecnología ha ido muy por delante de la normalización, demanera que existen muchos componentes que no se encuentran suficientemente norma-lizados o que no tienen cabida en los Reglamentos Técnicos de las diferentes Adminis-traciones. O incluso, al tratarse de tipologías de tuberías muy diferentes entre sí y nor-malizadas de forma independiente, la terminología empleada en unas y otras, los crite-rios de clasificación, etc. resultan diferentes en cada caso, lo que sin duda supone una difi-cultad para el usuario.
Así, por ejemplo, existe una clara confusión en lo que se refiere a la terminologíaempleada llegando, incluso, en ocasiones, a la paradójica situación de que iguales térmi-nos se refieren a realidades diferentes en unos tubos o en otros. Es, por ejemplo, el casode las tradicionales designaciones genéricas de presión nominal y de diámetro nominal,de las cuales la primera en unos casos puede incluir en su concepto las sobrepresionesdebidas al golpe de ariete y en otros no, mientras que la segunda puede referirse bien aldiámetro exterior o al interior según tipologías. Incluso a veces ocurre la situación con-traria: las siglas empleadas para caracterizar iguales conceptos difieren de unos materia-les a otros (DI e ID ó OD y DE para los diámetros interiores y exteriores, Pt ó MDP parala presión máxima de trabajo, etc.). O no deja de ser también fuente de confusión la exis-tencia de términos de uso frecuente pero de incierta acepción (timbraje, por ejemplo) ola exclusividad en el uso de determinados conceptos por determinadas tipologías: el pará-metro serie S solo se emplea en los materiales termoplásticos; la clase K únicamente esde aplicación en los de fundición; solo en los tubos de PRFV se habla de rigidez nomi-nal, y así un largo etcétera.
Incluso sin necesidad de llegar a los extremos anteriores, algo parecido ocurre con los cri-terios de clasificación o de dimensionamiento de las tuberías: mientras que unos tubos seclasifican por su diámetro nominal y su presión nominal, otros lo hacen, por ejemplo, por
12

su diámetro nominal y por su espesor. O en el dimensionamiento estructural, tanto lashipótesis pésimas en las que calcular los tubos como los propios métodos de cálculo sontambién radicalmente diferentes de unos tubos a otros: método de Marston y Spangler enunos casos, método ATV en otros, etc.
Todo lo anterior, además, se ve acentuado con las recientes realizaciones en materia denormalización que se están llevando a cabo en el seno de la Unión Europea, a las queEspaña no puede ser ajena, las cuales introducen nuevos conceptos, o al menos modifi-can en parte los tradicionales. Así, por ejemplo, el término presión nominal varía res-pecto a su concepción tradicional en España; o en los tubos de hormigón, el conceptode presión de timbre, que en España ha gozado siempre de uso tradicional, es ignoradopor las oportunas normas EN; o los tubos de materiales termoplásticos ahora son clasifi-cados por toda una suerte de nuevos parámetros (MRS, LCL, etc.) introducidos tambiénpor las normas EN.
Puede decirse sin excesivo equívoco que a la situación anterior se ha llegado, básica-mente, por mor de lo diferente de cada material y porque cada tipo de tubo se ha nor-malizado de forma independiente de los demás. A este respecto, no es inoportuno recor-dar que las muy variadas tipologías existentes en el mercado de tuberías presentan entresí enormes diferencias, en ocasiones casi podría decirse que más que aspectos comunes,ya que, al fin y a la postre, se trata de estructuras diferentes. Y es que poco o nada tieneque ver una tubería rígida (como las de hormigón) con una tubería flexible (acero, porejemplo): distinta forma de resistir las cargas externas, diferente comportamiento en ellargo plazo, distintas rugosidades y también distintos coeficientes de seguridad a adoptar.Incluso no sólo hay diferencias estructurales: unos tubos necesitan protecciones contra lacorrosión y otros no, cada tipología requiere de un sistema de juntas diferente, etc.
Todo ello, en cualquier caso (mismos términos para diferentes conceptos, diversidad desiglas para iguales realidades, criterios de clasificación exclusivos según tipologías o dis-tintos métodos de dimensionamieno estructural), configura un escenario de clara com-plejidad y dificultad conceptual que demanda un serio ejercicio de ordenamiento, de refle-xión que, respetando la identidad propia de cada tipo de tubo (no siendo posible por tantomaterializar la quimérica idea de una normalización idéntica para los distintos materiales),clarifique conceptos y términos y suponga una ayuda al usuario de las tuberías en la apli-cación de la abundante normativa al respecto.
Así pues, con ese doble objetivo de ordenamiento del saber y conocimiento en torno a laciencia de las tuberías, pero reconociendo y explicitando a la vez las importantes dife-rencias entre cada tipología, se ha redactado la presente Guía Técnica, la cual tiene porobjeto el establecer unos criterios generales en lo que se refiere al proyecto, instalación ymantenimiento de tuberías para el transporte de agua a presión.
Debe destacarse de forma importante como antecedente y motivación de fondo de estedocumento el hecho cierto de que, a causa de todo lo anterior, el Pliego de prescripcionestécnicas generales para tuberías de abastecimiento de agua de 1974 del MOPU, docu-mento de obligado cumplimiento en la materia en las obras acometidas por la Administra-
13
ción General del Estado, haya venido quedándose obsoleto, habida cuenta de los años trans-curridos y por las novedades en la materia acaecidas en este periodo de tiempo.
Dicho Pliego de 1974 (aprobado por Orden Ministerial el 28 de julio de 1974, BOE de2 de octubre) era, a su vez, sustitutorio del Pliego general de condiciones facultativasde tuberías para abastecimientos de agua, aprobado en 1963.
Consciente de la necesidad de actualizar el Pliego de 1974, el entonces Ministerio deObras Públicas, Transportes y Medio Ambiente, MOPTMA, a través de su Comisión Per-manente de Tuberías de Abastecimiento de Agua y Saneamiento de Poblaciones, traba-jó activamente entre los años 1992-95 en la elaboración de un documento (Estudio Téc-nico de Base, 1995) que permitiera revisar y sustituir el citado Pliego de 1974, si bien,por distintas circunstancias y avatares, este documento no llegó a ver la luz.
La Comisión Permanente de Tuberías de Abastecimiento de Agua y Saneamiento dePoblaciones fué creada por la misma Orden Ministerial de 28 de julio de 1974 que apro-bó el citado Pliego de 1974, con las funciones de “redacción y revisión permanente delos pliegos de prescripciones técnicas generales de tuberías y la realización de todos aque-llos estudios y trabajos relacionados con estos temas”. En la misma estaban representa-dos, además del propio MOPU, el CEDEX (a través de su Centro de Estudios Hidrográ-ficos y del Laboratorio Central de Estructuras y Materiales), el Canal de Isabel II o el Ins-tituto Eduardo Torroja de la Construcción y del Cemento, entre otros.
Como hito importante de los trabajos de la Comisión puede destacarse la elaboración en1986 del Pliego de prescripciones técnicas generales para tuberías de saneamiento depoblaciones, aprobado por Orden Ministerial el 15 de septiembre de 1986 (BOE de 23de septiembre).
En el campo específico de las tuberías para abastecimiento es preciso resaltar y reconocerexpresamente el intenso trabajo realizado por la Comisión de Tuberías de Abastecimientode Agua y Saneamiento de Poblaciones entre los años 1992-95, pues realizó una enco-miable y rigurosa tarea de revisión y actualización del Pliego de Tuberías del MOPU de 1974que cristalizó en el citado Estudio Técnico de Base de 1995. De esta forma, en ese perio-do de tiempo, la Comisión amplió de forma importante el contenido originario del Pliegode 1974 (en materias como el cálculo hidráulico y mecánico de los tubos, el control de cali-dad, criterios de instalación, etc.), teniendo en cuenta el avance de la técnica, la normaliza-ción de la Unión Europea, las experiencias de otros países, etc. Todo ello, además, fue ana-lizado pormenorizadamente con usuarios, fabricantes y, en general, afectados por la mate-ria. Para dichas labores, la Comisión celebró periódicas reuniones y suscribió dos Conve-nios (en 1992 y 1994) con el CEDEX, quien le prestó la necesaria asistencia técnica.
El actual Ministerio de Medio Ambiente, por su parte, decidió en el año 2000 la actualiza-ción del citado Estudio Técnico de Base, para lo que su Dirección General de Obras Hidráu-licas y Calidad de las Aguas celebró un nuevo convenio con el CEDEX en octubre de 2000.
El presente documento es el fruto de dicho Convenio. Arranca en el mencionado Estu-dio Técnico de Base de 1995, asimila su contenido técnico, a la vez que lo actualiza y
14

amplia, y modifica el estilo del documento originario, haciendo que pase a ser de un pro-yecto de Pliego o Instrucción a unas recomendaciones técnicas, lo que supone la inclu-sión de numerosas explicaciones y comentarios a su contenido, en forma de ejemplos,figuras, tablas, etc., con el objetivo de lograr un carácter más descriptivo que facilite alusuario la aplicación de lo expuesto y de la numerosa normativa al respecto.
Este documento no tiene, por tanto, carácter normativo. No es tampoco un libro detexto ni tan siquiera un manual en el sentido estricto de los términos. Simplemente pre-tende, como se ha indicado antes, ordenar el estado del arte en la materia y servir de guíaal usuario de las tuberías para el transporte de agua a presión en la aplicación de la muyabundante e inconexa normativa al respecto.
En lo relativo al ámbito de aplicación de este documento, se extiende, en principio, al delas tuberías para el transporte de agua a presión, independientemente de cuál sea su uso,bien sea para abastecimiento a poblaciones, regadío o cualquier otra finalidad (el citadoPliego de Tuberías del MOPU de 1974 tenía por objeto exclusivamente las conduccionespara abastecimiento de agua potable). Quedan excluidos del objeto de este documento lasimpulsiones de aguas residuales y los emisarios submarinos, al entender que forman partede las conducciones de aguas residuales, con unos condicionantes de diseño conceptual-mente distintos de los anteriores. Las instalaciones singulares, como por ejemplo tuberíasde grandes diámetros y/o sometidas a altas presiones u otras circunstancias particulares,requerirán una detallada consideración en cuanto a su proyecto y construcción que com-plementen lo indicado en el presente texto. Es el caso de las tuberías forzadas de las cen-trales hidroeléctricas o las impulsiones en las estaciones de bombeo, sobre las que se danuna serie de pautas generales en lo que se refiere a su diseño, instalación o manteni-miento, pero su completa definición requerirá de indicaciones complementarias a loexpuesto.
En lo que se refiere a materiales considerados, se han contemplado todas las tipologíasde tuberías de posible uso en España en la actualidad (acero, fundición, hormigón y plás-ticos), incluso nuevos materiales aparecidos en el mercado en los ultimos años, cuyo usocomienza a implantarse en España (el policloruro de vinilo orientado molecularmente olos nuevos tipos de polietilenos, por ejemplo).
En este contexto, no se han incluido las tuberías de fibrocemento como posibles mate-riales para redes nuevas, pues la reciente OM del Ministerio de la Presidencia de 7 dediciembre de 2001 (en aplicación de la Directiva 99/77/CE de la Comisión) prohibe lafabricación e instalación de productos fabricados con amianto a lo largo del año 2002.
Además, el presente documento no pretende ceñirse exclusivamente a la caracterizacióndel propio tubo como elemento singular e independiente, sino que trata todos aquellosaspectos adicionales a ser tenidos en cuenta en una red de tuberías a presión, tales comoel cálculo hidráulico o mecánico, los necesarios elementos complementarios de la tuberíao la propia valvulería, la instalación de todo ello, el control de calidad tanto en fábricacomo en la propia obra, la explotación y el mantenimiento de la red una vez puesta enservicio o incluso las técnicas habituales de reparación o rehabilitación de tuberías. A suvez, de dichos aspectos se analizan tanto las prácticas habituales recomendadas como la
15
normativa vigente, ilustrando todo ello con numerosos ejemplos que faciliten al proyec-tista, o al usuario de la red en general, la, en ocasiones compleja, aplicación de la nor-mativa propia de cada caso.
De acuerdo con estas consideraciones se exponen en el capítulo 2 unos aspectos de índo-le general válidos para todos los tipos de conducciones, dedicando los siguientes capítu-los a la caracterización de cada tipología de tubo en particular (capítulo 3), al dimensio-namiento hidráulico y mecánico (capítulo 4), a los criterios de instalación (capítulo 5), alcontrol de calidad de todo lo anterior (capítulo 6) y a la explotación y mantenimiento delas redes (capítulo 7).
16

2 GENERALIDADES
En el presente capítulo se abordan una serie de aspectos genéricos válidos para cualquiertipología de tubería, independientemente del material de que se trate.
De esta forma, tras establecer el ámbito de aplicación de esta Guía Técnica, se ha compi-lado, en primer lugar, la normativa y legislación que afecta a los proyectos de tuberías a pre-sión, incluyendo unas explicaciones previas sobre los términos que habitualmente seemplean para ello (normalización, certificación, etc.). También se ha incluido en este capí-tulo un resumen de las unidades de medida empleadas en el presente documento (las delSistema Internacional), así como un glosario con los términos o definiciones empleadas eneste documento, y que son de aplicación para cualquier tipo de tubo.
El contenido de esta Guía Técnica se ha estructurado en tres categorías:
En primer lugar, en letra redonda, figura el cuerpo básico de las recomendaciones inclui-das en esta Guía Técnica. Se trata, básicamente, tanto de definiciones como de especifi-caciones relativas a las características de los componentes, a la instalación o al manteni-miento de la tubería, a los criterios de cálculo mecánico o hidráulico o al aseguramientode la calidad a seguir durante todo el proceso. En general todas estas recomendacionesson conformes a las respectivas normas UNE-EN vigentes o, en su defecto, otras normasinternacionales de uso habitual en el sector.
En segundo lugar, en letra cursiva, con fondo gris, todo un conjunto de explica-ciones, justificaciones o, en general, comentarios aclaratorios sobre el anteriorcuerpo básico de recomendaciones.
17
Eje
mplo Por último, también en letra cursiva y con fondo blanco, y con el título
“ejemplo” en vertical a la izquierda, distintos ejemplos, bien numéricos oconceptuales, que aclaren y ayuden al usuario a la aplicación de todo loanterior.

2.1 Ámbito de aplicación de esta Guía Técnica
Como se ha indicado en el apartado anterior, este documento tiene por objeto el esta-blecimiento de unas recomendaciones técnicas relativas a tuberías para el transporte deagua a presión, en lo relativo a la caracterización de los elementos constitutivos de la red(tubos, piezas especiales, accesorios, valvulería, etc.), a su cálculo hidráulico o mecánico,a la instalación en obra, al control de calidad tanto en fábrica como en la propia obra, ala explotación y al mantenimiento de la red una vez puesta en servicio e incluso a las téc-nicas habituales de reparación o rehabilitación de tuberías.
El ámbito de aplicación de esta Guía Técnica (tuberías para el transporte de agua a pre-sión) abarca, en principio, todas las aplicaciones posibles, independientemente de cualsea su uso final, bien sea para abastecimiento a poblaciones, regadío o cualquier otro.Como salvedad de lo anterior, quedan excluidos expresamente del objeto de este docu-mento las impulsiones de aguas residuales y los emisarios submarinos, ya que ambas for-man parte de las conducciones de aguas residuales, por lo que tienen unos condicionan-tes de diseño conceptualmente distintos.
Debe precisarse que las instalaciones singulares (tuberías de grandes diámetros y/o some-tidas a altas presiones, por ejemplo) requerirán un detallado análisis en cuanto a su pro-yecto y construcción que complementen lo indicado en este documento. Es el caso de lasimpulsiones en las estaciones de bombeo o de las tuberías forzadas de las centrales hidroe-léctricas, en las que su completa definición requerirá de indicaciones complementarias alo expuesto.
En cuanto a los posibles materiales de los tubos considerados en el presente documento,éstos son los siguientes:
– fundición dúctil.– acero.– hormigón armado o pretensado.– poli(cloruro de vinilo) no plastificado (PVC-U).– poli(cluroro de vinilo) orientado molecularmente (PVC-O).– polietileno (PE).– poliéster reforzado con fibra de vidrio (PRFV).
Caso de emplearse materiales diferentes a los anteriores, deberá justificarse su compor-tamiento mediante las oportunas normas de producto, y deberán cumplir, en cualquiercaso, con lo especificado en el apartado 3.1.
18
Entre los posibles materiales para nuevas redes de tuberías a presión en España,en la relación anterior no se ha incluido el fibrocemento, material de uso muy tra-dicional en España hasta la fecha.
Ello es debido a que la Directiva de la Unión Europea 99/77/CE de la Comisión de26 de Julio, prohibió a partir del año 2005 en toda la Unión Europea, la comer-
19
cialización y utilización de todas las fibras de amianto y de los productos conte-niendo estas fibras añadidas intencionadamente, permitiendo a cada Estadomiembro adelantar voluntariamente dicha fecha de aplicación.
Las disposiciones de esta Directiva fueron incorporadas a la legislación españolapor la OM del Ministerio de la Presidencia de 6 de julio de 2000 que modificabael RD 1406/1989 de 10 de noviembre.
En España, los Ministerios de Sanidad y Consumo y de Ciencia y Tecnología hanhecho uso de la posibilidad de adelantar la fecha de prohibición mediante la OMdel Ministerio de la Presidencia de 7 de diciembre de 2001, en la que se establecela siguiente regulación:
– Prohibición de utilizar amianto en la producción a partir del 15 de junio de2002
– Hasta el 15 de diciembre de 2002 se podrán comercializar e instalar produc-tos con amianto fabricados antes del 15 de junio de 2002
– A partir del 15 de diciembre de 2002 prohibición de producir, comercializar einstalar amianto y productos que lo contengan
– Los productos con amianto instalados o que se instalen hasta el 15 de diciem-bre de 2002, podrán mantenerse hasta el final de su vida útil
Por ello, ante el inminente final de la instalación de tubos de fibrocemento enEspaña, en la presente Guía Técnica se ha optado por no incluirlos en la misma,abarcando el ámbito de aplicación de este documento al resto de tipologías.
No obstante lo anterior, en otros países no afectados por la legislación de laUnión Europea (incluso hasta el año 2005 en países de la propia Unión) sí pue-den utilizarse tubos de fibrocemento. Incluso en la actualidad existe la normaUNE-EN 512:1995 que regula los tubos de fibrocemento para el transporte deagua a presión.
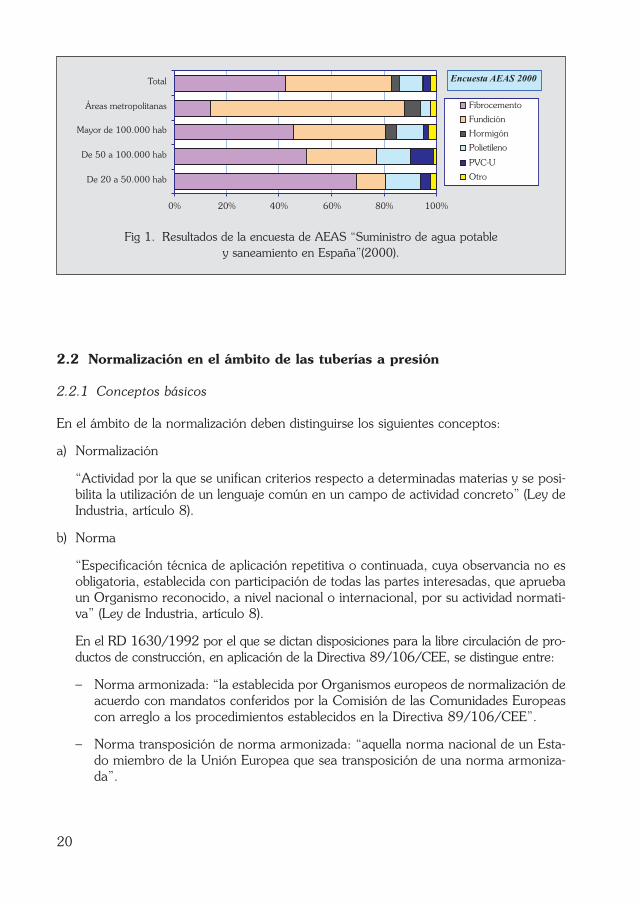
En relación con los materiales utilizados en las redes de tuberías en España, enlos últimos años, AEAS viene realizando una encuesta con periodicidad genéricabienal sobre el suministro de agua potable y saneamiento en España. De losresultados de la última encuesta publicada (la correspondiente a 2.000) se des-prende que los materiales mayoritarios en las redes de abastecimiento son la fun-dición y el fibrocemento (40% cada uno), siendo el 20% de materiales diversos.
Sobre la Fig 1 debe precisarse que el ámbito de las encuestas de AEAS es, bási-camente, el de las redes de distribución en baja (diámetros pequeños), el cual, entérminos absolutos de longitud, representa la mayor parte de las redes. En lasconducciones de transporte de grandes diámetros, los materiales habituales sonotros adicionales a los anteriores (acero, hormigón, PRFV, etc.).
2.2 Normalización en el ámbito de las tuberías a presión
2.2.1 Conceptos básicos
En el ámbito de la normalización deben distinguirse los siguientes conceptos:
a) Normalización
“Actividad por la que se unifican criterios respecto a determinadas materias y se posi-bilita la utilización de un lenguaje común en un campo de actividad concreto” (Ley deIndustria, artículo 8).
b) Norma
“Especificación técnica de aplicación repetitiva o continuada, cuya observancia no esobligatoria, establecida con participación de todas las partes interesadas, que apruebaun Organismo reconocido, a nivel nacional o internacional, por su actividad normati-va” (Ley de Industria, artículo 8).
En el RD 1630/1992 por el que se dictan disposiciones para la libre circulación de pro-ductos de construcción, en aplicación de la Directiva 89/106/CEE, se distingue entre:
– Norma armonizada: “la establecida por Organismos europeos de normalización deacuerdo con mandatos conferidos por la Comisión de las Comunidades Europeascon arreglo a los procedimientos establecidos en la Directiva 89/106/CEE”.
– Norma transposición de norma armonizada: “aquella norma nacional de un Esta-do miembro de la Unión Europea que sea transposición de una norma armoniza-da”.
20
Fig 1. Resultados de la encuesta de AEAS “Suministro de agua potabley saneamiento en España”(2000).
Encuesta AEAS 2000
0% 20% 40% 60% 80% 100%
De 20 a 50.000 hab
De 50 a 100.000 hab
Mayor de 100.000 hab
Áreas metropolitanas
Total
Fibrocemento
Fundición
Hormigón
Polietileno
PVC-U
Otro
– Documento de idoneidad técnica europeo (DITE): “evaluación técnica favorable dela aptitud de un producto para el uso asignado, concedida por alguno de los Orga-nismos autorizados a tal efecto, fundamentada en el cumplimiento de los requisi-tos esenciales previstos para las obras en las que este producto se utiliza”.
Los DITE pueden concederse bien a los productos para los que no exista ni unanorma armonizada ni una norma nacional o bien para los productos que se apar-ten significativamente de las normas nacionales armonizadas o de las normasnacionales reconocidas.
c) Reglamento Técnico
“Especificación técnica relativa a productos, procesos o instalaciones industriales,establecida con carácter obligatorio a través de una disposición para su fabricación,comercialización o utilización” (Ley de Industria, artículo 8).
21
La normalización ofrece a la sociedad importantes beneficios al facilitar la adap-tación de los productos, procesos y servicios a los fines a los que se destinan, pro-tegiendo la salud y el medio ambiente, previniendo los obstáculos al comercio yfacilitando la cooperación tecnológica. Es, pues, una actividad que aporta solu-ciones para aplicaciones repetitivas que se desarrollan, fundamentalmente, enlas esferas de la ciencia, la técnica y la economía, con vistas a la obtención de unresultado óptimo. Se manifiesta, generalmente, por la elaboración, publicación yaplicación de normas.
Las tuberías no son una excepción a esta regla general, por lo que la normaliza-ción de las mismas es una tarea fundamental en nuestros días.
De lo dicho en el presente apartado se desprende que el cumplimiento de las nor-mas es, en puridad, voluntario, a diferencia de las Reglamentaciones Técnicas,cuya observancia sí es obligatoria. Ambos documentos, en cualquier caso esta-blecen los requisitos técnicos que deben cumplir los productos y los servicios,pero, mientras que los Reglamentos Técnicos están establecidos por las diferen-tes Administraciones públicas, y tienen por tanto carácter obligatorio, las normastienen un carácter voluntario y se establecen por consenso implicando a los usua-rios y a los productores de bienes y servicios.
No debe concluirse de lo anterior en minusvalorar la validez o aplicabilidad delas normas, puesto que, al fin y a la postre, las Reglamentaciones técnicas de lasAdministraciones públicas suelen incorporar las normas UNE vigentes en cadamateria, con lo que, automáticamente, pasan a tener carácter obligatorio.
d) Organismo de normalización
Entidad con actividades reconocidas en el campo de la normalización y cuya funciónprincipal es, en consecuencia, la preparación, publicación y/o aprobación de normas.
22
En España, la única entidad reconocida para la elaboración de normas en elcampo de la calidad industrial es AENOR (www.aenor.es), conforme a lo esta-blecido en el RD 2.200/1995. A efectos de la elaboración de las normas UNE,AENOR está dividida en diversos Comités Técnicos de Normalización (CTN),siendo los de mayor interés en el ámbito de las tuberías a presión los siguientes:
CTN 1 Normas generalesCTN 7 Ensayos de materialesCTN 14 Soldadura y técnicas conexasCTN 19 Tuberías de fundición, grifería, valvulería y accesorios metálicosCTN 36 SiderurgiaCTN 41 ConstrucciónCTN 53 Plásticos y cauchoCTN 66 Gestión de la calidadCTN 77 MedioambienteCTN 88 Productos de cemento reforzado con fibrasCTN 112 CorrosiónCTN 149 Ingeniería del Agua
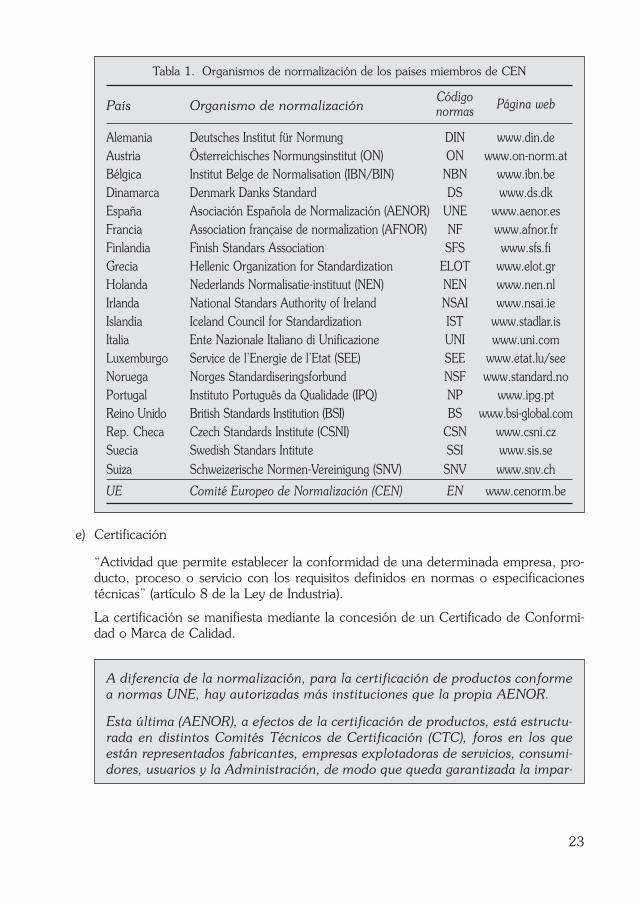
A nivel europeo, el organismo de normalización es el CEN (Comité Europeode Normalización), el cual, de manera análoga a AENOR, se divide en diver-sos Comités Técnicos (TC, Technicals Committes), siendo los más relevantes enel ámbito de las tuberías a presión los siguientes:
TC 29 Steel tubes and fittings for steel tubesTC 69 Industrial valvesTC 155 Plastics piping systems and ducting systemsTC 164 Water supplyTC 203 Cast iron pipes, fittings and their jointsTC 219 Cathodic protectionTC 230 Water analysisTC 262 Corrosion
El CEN está integrado por los países miembros de la UE, los del EFTA (Aso-ciación Europea de Libre Comercio) y la República Checa. Los Organimos denormalización de cada uno de ellos son los que se indican en la tabla adjun-ta, los cuales elaboran normas sobre todos los aspectos relativos a la calidadindustrial, las tuberías entre ellos.
Por último, respecto a los Organismos de normalización, es de destacar tam-bién la ISO (www.iso.ch), la cual es una agrupación mundial de Organismosde normalización nacionales (AENOR entre ellos), abarcando todos los cam-pos de normalización, excepto la electricidad y la electrónica, del cual seocupa la Comisión Electrotécnica Internacional (CEI).
23
Tabla 1. Organismos de normalización de los países miembros de CEN
País Organismo de normalizaciónCódigonormas Página web
Alemania Deutsches Institut für Normung DIN www.din.deAustria Österreichisches Normungsinstitut (ON) ON www.on-norm.atBélgica Institut Belge de Normalisation (IBN/BIN) NBN www.ibn.beDinamarca Denmark Danks Standard DS www.ds.dkEspaña Asociación Española de Normalización (AENOR) UNE www.aenor.esFrancia Association française de normalization (AFNOR) NF www.afnor.frFinlandia Finish Standars Association SFS www.sfs.fiGrecia Hellenic Organization for Standardization ELOT www.elot.grHolanda Nederlands Normalisatie-instituut (NEN) NEN www.nen.nlIrlanda National Standars Authority of Ireland NSAI www.nsai.ieIslandia Iceland Council for Standardization IST www.stadlar.isItalia Ente Nazionale Italiano di Unificazione UNI www.uni.comLuxemburgo Service de l’Energie de l’Etat (SEE) SEE www.etat.lu/seeNoruega Norges Standardiseringsforbund NSF www.standard.noPortugal Instituto Português da Qualidade (IPQ) NP www.ipg.ptReino Unido British Standards Institution (BSI) BS www.bsi-global.comRep. Checa Czech Standards Institute (CSNI) CSN www.csni.czSuecia Swedish Standars Intitute SSI www.sis.seSuiza Schweizerische Normen-Vereinigung (SNV) SNV www.snv.ch
UE Comité Europeo de Normalización (CEN) EN www.cenorm.be
e) Certificación
“Actividad que permite establecer la conformidad de una determinada empresa, pro-ducto, proceso o servicio con los requisitos definidos en normas o especificacionestécnicas” (artículo 8 de la Ley de Industria).
La certificación se manifiesta mediante la concesión de un Certificado de Conformi-dad o Marca de Calidad.
A diferencia de la normalización, para la certificación de productos conformea normas UNE, hay autorizadas más instituciones que la propia AENOR.
Esta última (AENOR), a efectos de la certificación de productos, está estructu-rada en distintos Comités Técnicos de Certificación (CTC), foros en los queestán representados fabricantes, empresas explotadoras de servicios, consumi-dores, usuarios y la Administración, de modo que queda garantizada la impar-

24
cialidad y transparencia del proceso de certificación. Además de las tareas deotorgamiento de las marcas de calidad, los CTC tienen otra importante laboren el proceso de seguimiento (habitualmente anual) de que las condiciones quese dieron para el otorgamiento inicial de la marca se siguen cumpliendo.
En el sector de las tuberías, los principales CTC de AENOR son los siguientes:
CTC 001 PlásticosCTC 003 Grifería sanitaria y valvuleríaCTC 015 CementosCTC 017 Productos de acero para hormigónCTC 036 Tubos de acero soldado y accesorios roscados de fundición maleableCTC 046 Perfiles y chapas de acero laminado en caliente para aplicaciones
estructuralesCTC 048 Personal relacionado con la soldaduraCTC 049 Barras y perfiles comerciales de aceroCTC 051 Aditivos para hormigones, morteros y pastasCTC 059 ÁridosCTC 061 Hormigón preparado
Igualmente, para la certificación del sistema de calidad de una empresa deter-minada hay autorizadas más empresas que AENOR.
De lo dicho en el presente apartado se desprende que debe distinguirse entrela certificación de un producto y la de una empresa. La primera se traduce enel otorgamiento de la correspondiente Marca o Certificado que acredita queun producto satisface los requisitos establecidos en determinadas normas(UNE habitualmente) relativos a seguridad y aptitud para la función. Con lasegunda se certifica que el sistema de calidad de una empresa (tanto su estruc-tura organizativa, como los productos, procesos y recursos necesarios paraponer en práctica la gestión de la calidad) es conforme con el modelo defini-do en determinada norma, por ejemplo la UNE-EN 9001:2001.
La certificación por parte de AENOR de que un producto determinado cum-ple con lo especificado por las normas UNE al respecto se materializa en laemisión de la oportuna Marca de Calidad o Certificado de Conformidad.
La certificación es por tanto la acción llevada a cabo por una entidad recono-cida como independiente de las partes interesadas mediante la que se mani-fiesta que se dispone de la confianza adecuada en que un producto, procesoo servicio debidamente identificado es conforme a una norma u otro docu-mento normativo especificado.
f) Acreditación
“Reconocimiento formal de la competencia técnica de una entidad para certificar, ins-peccionar o auditar la calidad, o un laboratorio de ensayo o de calibración industrial“(artículo 8 de la Ley de Industria).
25
La entidad encargada de estas actividades en España es la ENAC (EntidadNacional de Acreditación, www.enac.es), la cual es una organización auspi-ciada y tutelada por el Ministerio de Ciencia y Tecnología que se constituyecon arreglo a lo dispuesto en la Ley de Industria y al RD 2200/95 por el quese aprueba el Reglamento para la Infraestructura de la Calidad y SeguridadIndustrial.
ENAC es una entidad privada, independiente y sin ánimo de lucro que coor-dina y dirige en el ámbito nacional un sistema de acreditación. La organiza-ción y procedimientos de actuación de ENAC se ajustan en todo momento alos criterios y normas establecidos por la UE (UNE-EN 45003:1995 y UNE-EN 45010:1998).
En ocasiones el término “acreditación” se utiliza como sinónimo de “certifi-cación”, si bien lo cierto es que la acreditación es el procedimiento por el queun organismo tiene autoridad para reconocer formalmente que determinadainstitución es competente para efectuar las tareas de certificación descritas enel apartado anterior.
2.2.2 Normativa y Reglamentación básica en el ámbito de las tuberías a presión
2.2.2.1. Generalidades
En los diferentes capítulos y apartados del presente documento se detalla la Reglamenta-ción española y de la Unión Europea, así como aquellas normas nacionales o interna-cionales que sean de interés para cada tipo de tubo en particular o, en general, para otrosaspectos tratados en este documento, tal como ensayos de control de calidad, cálculohidráulico o mecánico, instalación y explotación de tuberías, etc.
En particular las diferentes normas consideradas son las siguientes:
– Normas españolas UNE de AENOR– Normas europeas EN, de CEN– Normas nacionales de otros países de la UE (NF, BSI, DIN, UNI, etc.). – Normas norteamericanas: Básicamente AWWA y ASTM– Normas internacionales: ISO– Otras normas de interés en cada caso particular: API para tubos de acero, SSPC para
los revestimientos de estos tubos, etc.
De la relación anterior, a los efectos de este documento, se han destacado de forma espe-cial las normas europeas EN, así como las españolas UNE.
En las normas que se citan en este documento se hace referencia, en general, a su códi-go y a la fecha de edición de dichas normas. Dado el dinamismo del sector de la norma-lización, el mismo debería ser actualizado con la frecuencia necesaria para que puedaincorporar el contenido de las normas que vayan cambiando en futuras revisiones.

26
Esta Guía Técnica recoge el contenido de una gran cantidad de normas relativasal diseño de tuberías (más de 300), empleándose una gran cantidad de siglas,acrónimos o en general tecnicismos que pueden no ser familiares al usuario deldocumento. Por ello, deben hacerse algunas aclaraciones al respecto.
Por un lado, como ya se ha indicado, AENOR es la encargada de la elaboración delas normas UNE (Una Norma Española), las cuales pueden ser de diversos tipos.
En primer lugar estarían las propias normas auspiciadas por los CTN de AENOR(que serían en rigor las conocidas como normas UNE). Pueden ser también tras-posición directa de normas europeas EN (se denominan en este caso normasUNE-EN), si bien hay más posibilidades. Por ejemplo, una tipología específica denormas UNE son las normas experimentales (UNE-EX), las cuales tienen carác-ter provisional ya que “son normas que se establecen para su aplicación provi-sional en campos técnicos donde el grado de innovaciones es elevado o existauna urgente necesidad de orientación, en relación al tema que abarca la norma”.
Otra posibilidad serían, por ejemplo, las normas referidas como PNE, los cualesson proyectos de normas UNE que, por la razón que sea, se decide sean publi-cados. O también AENOR elabora informes técnicos (que no normas), los cualesse editan con el código UNE-IN.
En cuanto a las normas europeas EN, el Comité Europeo de Normalización(CEN) es el encargado de elaborarlas, para lo que cuenta con la colaboración deexpertos acreditados de los diferentes países miembros. Este hecho provoca que,en ocasiones, su proceso de elaboración sea muy largo.
El primer paso es la redacción de un documento de partida (un borrador) que,en muchas ocasiones, recoge esencialmente el contenido de normas nacionalese internacionales ISO en uso y que sirve de base para las discusiones encami-nadas a un consenso provisional del TC que la estudia. Este primer borradorse define por una denominación provisional al que, una vez aprobado, se leasigna un número de proyecto de norma EN (prEN). Dicho borrador es some-tido a encuesta pública y si, a su vez, es aprobado por la mayoría de los miem-bros del CEN, queda definitivamente como norma EN y se edita en inglés, fran-cés y alemán.
La publicación de una norma EN obliga a todos los países miembros del CEN aconferirle el estatuto de norma nacional y retirar todas aquellas otras que esténen contradicción en un tiempo establecido. En España en particular, AENOR esla encargada de traducir las normas EN y publicarlas como normas UNE-EN.
En ocasiones, cuando los proyectos de normas europeas prEN se alargan en exce-so, se publican normas UNE EX con el contenido de dichos proyectos con unplazo de validez de las mismas que expira cuando se publique definitivamente lanorma europea EN en cuestión.

Como apéndice a este documento se relacionan, con su título completo, la totalidad delas normas referenciadas, así como una breve reseña con las principales características decada uno de los Organismos normalizadores.
2.2.2.2. Normas de producto
La UE, a través del CEN, viene realizando un importante esfuerzo de normalización enel ámbito de las tuberías a presión, de manera que en los últimos cinco o diez años sehan publicado, o están en la fase final de su elaboración, normas EN relativas a la tota-lidad de las tipologías habituales de tuberías a presión (normas de producto), las cuales, asu vez, están siendo oportunamente traspuestas como normas UNE por AENOR. En par-ticular, en la Tabla 2 se resumen las normas europeas, o proyectos (pr) en su caso, mássignificativos relativos a la materia.
27
Si la norma EN en cuestión hubiera sido tomada por consenso a partir de unanorma ISO existente, la norma EN reflejaría su procedencia denominándose EN-ISO, y la correspondiente norma UNE sería UNE-EN-ISO.
Las normas EN, a su vez, en muchas ocasiones están divididas en distintaspartes.
Por último CEN o ISO también elaboran documentos que no son estrictamentenormas. Son por ejemplo los TR (Informes Técnicos, “Technical Report”), o lasTS (Especificaciones técnicas, “Technical Specifications”, equivalentes, aproxi-madamente, a las normas experimentales).
Eje
mplo
1 La reciente norma UNE-EN 1452:2001 relativa a tubos de PVC-U tuvo su ori-gen (en 1992) en el borrador denominado provisionalmente CEN/TC 155wi019 (que quiere decir que era el documento número 19 de los elaborados porel TC 155), el cual en el año 1994 se aprobó como prEN 1452 (ya con el núme-ro que definitivamente tendría) y en 1999 como norma definitiva EN 1452. Porúltimo en 2001 fue traspuesto por AENOR como la norma UNE-EN 1452, sus-tituyendo hasta la entonces vigente UNE 53112:1988. Dicha norma EN 1452tiene un total de siete partes (de la EN 1452-1 a la EN 1452-7)
O la también reciente norma UNE 53323:2001 EX, relativa a tubos de PRFV,se ha elaborado a partir del contenido del proyecto de norma europea prEN1796, de manera que cuando éste sea aprobado definitivamente, AENOR loadoptará integramente y anulará esta norma experimental sustituyéndola porla futura UNE-EN 1796
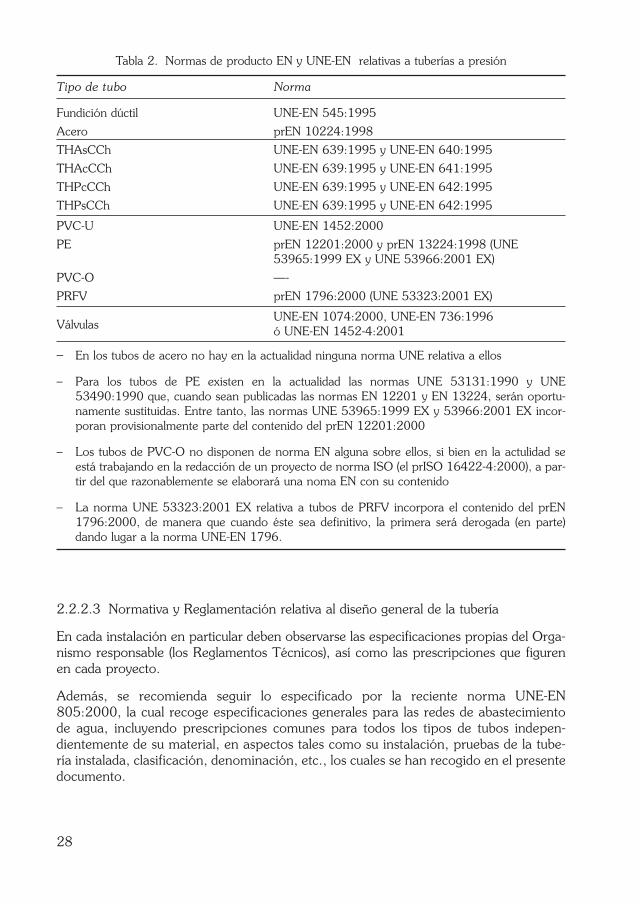
Tabla 2. Normas de producto EN y UNE-EN relativas a tuberías a presión
Tipo de tubo Norma
Fundición dúctil UNE-EN 545:1995
Acero prEN 10224:1998
THAsCCh UNE-EN 639:1995 y UNE-EN 640:1995
THAcCCh UNE-EN 639:1995 y UNE-EN 641:1995
THPcCCh UNE-EN 639:1995 y UNE-EN 642:1995
THPsCCh UNE-EN 639:1995 y UNE-EN 642:1995
PVC-U UNE-EN 1452:2000
PE prEN 12201:2000 y prEN 13224:1998 (UNE53965:1999 EX y UNE 53966:2001 EX)
PVC-O —-
PRFV prEN 1796:2000 (UNE 53323:2001 EX)
VálvulasUNE-EN 1074:2000, UNE-EN 736:1996 ó UNE-EN 1452-4:2001
– En los tubos de acero no hay en la actualidad ninguna norma UNE relativa a ellos
– Para los tubos de PE existen en la actualidad las normas UNE 53131:1990 y UNE53490:1990 que, cuando sean publicadas las normas EN 12201 y EN 13224, serán oportu-namente sustituidas. Entre tanto, las normas UNE 53965:1999 EX y 53966:2001 EX incor-poran provisionalmente parte del contenido del prEN 12201:2000
– Los tubos de PVC-O no disponen de norma EN alguna sobre ellos, si bien en la actulidad seestá trabajando en la redacción de un proyecto de norma ISO (el prISO 16422-4:2000), a par-tir del que razonablemente se elaborará una noma EN con su contenido
– La norma UNE 53323:2001 EX relativa a tubos de PRFV incorpora el contenido del prEN1796:2000, de manera que cuando éste sea definitivo, la primera será derogada (en parte)dando lugar a la norma UNE-EN 1796.
2.2.2.3 Normativa y Reglamentación relativa al diseño general de la tubería
En cada instalación en particular deben observarse las especificaciones propias del Orga-nismo responsable (los Reglamentos Técnicos), así como las prescripciones que figurenen cada proyecto.
Además, se recomienda seguir lo especificado por la reciente norma UNE-EN805:2000, la cual recoge especificaciones generales para las redes de abastecimientode agua, incluyendo prescripciones comunes para todos los tipos de tubos indepen-dientemente de su material, en aspectos tales como su instalación, pruebas de la tube-ría instalada, clasificación, denominación, etc., los cuales se han recogido en el presentedocumento.
28

2.2.2.4. Legislación sanitaria
En el caso de que la red de tuberías tenga como destino un abastecimiento a poblaciones(agua potable) debe observarse también la vigente Reglamentación Técnico Sanitaria paraAguas Potables (RTSAP), la cual, en la actualidad, está desarrollada en el RD 140/2003por el que se establecen los criterios sanitarios de la calidad del agua de consumo humano.
Dicho RD incorpora al derecho interno español el contenido de la Directiva 98/83/CE rela-tiva a la calidad de las aguas destinadas al consumo humano (Drinking Water Directive).
En este mismo ámbito del agua potable, deben también observarse las disposiciones quedictará el Grupo de Reguladores para los Productos de Construcción en contacto conAgua Potable (CIPC/GT4), el cual, al amparo de la futura trasposición de la Directiva98/83/CE, elaborará en un futuro listas de elementos y sustancias permitidas en lasredes de agua potable.
29
La reglamentación sanitaria ha vivido una época de transición reciente en España.
Durante muchos años, la RTSAP vigente ha sido la establecida en el RD 1138/90(que a su vez tuvo una primera versión en el año 1982, RD 1423/82), el cual tras-ponía lo especificado por la Directiva Europea 80/778/CEE, elaborada en losaños 70.
Dicha Directiva Europea fue sustituida en el año 1998 por la Directiva 98/83/CE,publicada en el DOCE el 5/12/98 (BOE 25/12/98) fecha a partir de la cual los Esta-dos miembros de la UE disponían de dos años para adoptar las medidas legales,reglamentarias y administrativas para cumplir con ella, por lo que las trasposicio-nes deberían haber estado hechas antes del 25/12/00, si bien en España, por dis-tintos avatares administrativos, no ha sido traspuesta hasta febrero de 2003.
Por otro lado, la Comisión Interministerial para los Productos de Construcción(CICP) fue creada en el año 1995 al amparo del RD 1630/1992 como órgano deapoyo y coordinación para el desarrollo y aplicación de lo dispuesto en dicho RDy como cauce para las actuaciones en el seno del Comité Permanente de la Cons-trucción creado por el artículo 19 de la Directiva 89/106/CEE,
Dicha CICP constituyó en el año 2000 el Grupo de Reguladores para los Pro-ductos de Construcción en contacto con Agua Potable (CIPC/GT4), el cual se con-cibe como un “grupo espejo” de su homólogo europeo, el RG-CPDW (RegulatorsGroup for Construction Products in contact with Drinking Water).
En el CIPC/GT4 están presentes todos los sectores afectados: Administración delEstado (a través de los Ministerios de Fomento, de Medio Ambiente, de Sanidady Consumo, de Ciencia y Tecnología o de otras instituciones públicas, tal comoel Instituto de Salud Carlos III, el Instituto de Ciencias de la Construcción Eduar-do Torroja o el CEDEX), AENOR, consumidores, usuarios y fabricantes de pro-ductos.

Debe, en cualquier caso, observarse también la Directiva de la Unión Europea76/769/CEE del Consejo de 27 de julio, relativa a la aproximación de las disposicionesde los estados miembros sobre sustancias y preparados peligrosos. En España, sobre labase de esta Directiva, se ha publicado el RD 1406/1989 de 10 de noviembre, el cualha sufrido varias modificaciones en su Anexo I como consecuencia de la evolución de lanormativa comunitaria en la materia y de la necesidad de incrementar los niveles de pro-tección de la salud. Pueden citarse entre ellas, las OM del Ministerio de la Presidencia de15 de diciembre de 1998 y de 6 de julio de 2000.
También debe observarse lo previsto en las Directivas de la Unión Europea 83/478/CEEdel Consejo (que prohibe el amianto azul y establece el etiquetado obligatorio de los pro-ductos con amianto) y 91/659/CEE de la Comisión (que prohibe amiantos anfíboles ylimita la aplicación del crisotilo), si bien supeditadas a la Directiva 1999/77/CEE de laComisión de 26 de julio y a la OM del Ministerio de la Presidencia del 7 de diciembre de2001 (ver apartado 2.1).
2.2.2.5. Legislación medioambiental
Conforme a lo establecido por la Ley 6/2001 de modificación del RD 1302/1986 deEvaluación de Impacto Ambiental, los proyectos de tuberías para el transporte de agua apresión han de someterse a la oportuna evaluación de impacto ambiental, en los casos yconforme al procedimiento previsto en dicha Ley.
Complementariamente a lo anterior, debe también tenerse en cuenta la legislación desa-rrollada por las respectivas Comunidades Autónomas en materia de evaluación de impac-to ambiental.
30
El anexo I de la Ley 6/2001 incluye una amplia relación de proyectos (públicos oprivados) que deben ser sometidos a una evaluación de impacto ambiental en lostérminos previstos en dicha Ley. En el caso de las tuberías para el transporte deagua a presión las situaciones más frecuentes son las siguientes:
“Grupo 1. Agricultura, silvicultura, acuicultura y ganadería
d) Proyectos de gestión de recursos hídricos para la agricultura, con inclusión deproyectos de riego o de avenamiento de terrenos, cuando afecten a una super-ficie mayor de 100 hectáreas. No se incluyen los proyectos de consolidacióny mejora de regadíos.
Grupo 7. Proyectos de ingeniería hidráulica y de gestión del agua
c) Proyectos para el trasvase de recursos hídricos entre cuencas fluviales, exclui-dos los trasvases de agua potable por tubería, en cualquiera de los siguientescasos:

31
1.° que el trasvase tenga por objeto evitar la posible escasez de agua y el volu-men trasvasado sea superior a 100.000.000 de m3/año
2.° que el flujo medio plurianual de la cuenca de la extracción supere los2.000.000.000 de m3/año y el volumen de agua trasvasada supere el 5%de dicho flujo
3.° en todos los demás casos, cuando alguna de las obras que constituyen eltrasvase figure entre las comprendidas en este anexo I
Grupo 9. Otros proyectos
b) Los siguientes proyectos correspondientes a actividades listadas en el anexo Ique, no alcanzando los valores de los umbrales establecidos en el mismo, sedesarrollen en zonas especialmente sensibles, designadas en aplicación de laDirectiva 79/409/CEE, del Consejo, de 2 de abril, relativa a la conservación deaves silvestres, y de la Directiva 92/43/CEE, del Consejo, de 21 de mayo, rela-tiva a la conservación de hábitats naturales y de la fauna y flora silvestres, oen humedales incluidos en la lista del Convenio de Ramsar:
3.° proyectos de gestión de recursos hídricos para la agricultura, con inclu-sión de proyectos de riego o de aveniamiento de terrenos, cuando afectena una superficie mayor de 10 hectáreas.
c) Los proyectos que se citan a continuación, cuando se desarrollen en zonasespecialmente sensibles, designadas en aplicación de la Directiva 79/409/CEEy 92/43/CEE o en humedales incluidos en la lista del Convenio de Ramsar:
1.° instalaciones para la producción de energía hidroeléctrica
8.° instalaciones para la conducción de agua a larga distancia, cuando la lon-gitud sea mayor de 10 km y la capacidad máxima de la conducción seasuperior a 5 m3/s”
Conforme a la anterior Ley 6/2001, el órgano ambiental competente tambiénpodrá establecer, por decisión motivada y pública, que sea necesario la realiza-ción de la evaluación de impacto ambiental en los siguientes casos, incluidos enel anexo II de dicha Ley:
“Grupo 1. Agricultura, silvicultura, acuicultura y ganadería
d) Proyectos de gestión de recursos hídricos para la agricultura, con inclusión deproyectos de riego o de avenamiento de terrenos, cuando afecten a una super-ficie mayor de 10 hectáreas (proyectos no incluidos en el anexo I), o bien pro-yectos de consolidación y mejora de regadíos de más de 100 hectáreas.

32
Grupo 4. Industria energética
c) Instalaciones para la producción de energía hidroeléctrica (cuando, según loestablecido en el anexo I, no lo exija cualquiera de las obras que constituyenla instalación)
Grupo 8. Proyectos de ingeniería hidráulica y de gestión del agua
b) Proyectos para el trasvase de recursos hídricos entre cuencas fluviales cuandoel volumen de agua trasvasada sea superior a 5.000.000 de m3. Se excep-túan los trasvases de agua potable por tubería o la reutilización directa de lasaguas depuradas (proyectos no incluidos en el anexo I)
f) Instalación de conducciones de agua a larga distancia, cuando la longitud seamayor de 40 kilómetros y la capacidad máxima de la conducción sea superiora 5 m3/s (proyectos no incluidos en el anexo I)”
Por último, anteriormente, el RD 9/2000, que también modificó el RD1302/1986 de impacto ambiental, exigía la necesaria evaluación de impactoambiental en el siguiente caso:
“Instalación de acueductos de larga distancia, cuando la longitud sea mayor de10 kilómetros y la conducción cumpla alguno de los supuestos siguientes:
1.° Conducción en tubo, cuando el diámetro de éste sea superior a 1 metro
2.° Conducción mediante varios tubos, cuando la suma de los diámetros detodos sea superior a 1,2 m”.
2.2.2.6. Otra Reglamentación a tener en cuenta
En su caso, debe observarse también lo previsto en la Ley 38/1999 de Ordenación de laEdificación, así como la Reglamentación vigente en materia de seguridad y salud en el tra-bajo y lo establecido, en su caso, en el Estudio de Seguridad y Salud del Proyecto y en elcorrespondiente Plan de Seguridad y Salud de Obra.
En dicho contexto, es de aplicación lo establecido en la Ley 31/1995 de Prevención deRiesgos Laborales, la cual determina el cuerpo básico de garantías y responsabilidadespara establecer un adecuado nivel de protección de la salud de los trabajadores frente alos riesgos derivados de las condiciones de trabajo.
En particular, debe observarse lo establecido en el RD 1627/1997 por el que se estable-cen disposiciones mínimas de seguridad y salud en las obras de construcción, el cual fueelaborado en desarrollo del artículo 6 de la anterior Ley y transpone lo establecido al res-pecto por la Directiva 92/57/CEE.
Por último, el personal que trabaje en el abastecimiento en tareas en contacto directo conagua de consumo humano deberá cumplir los requisitos técnicos y sanitarios que dispo-ne el RD 202/2000.

2.3 Sistema de unidades
Las unidades adoptadas en el presente documento corresponden a las del Sistema Inter-nacional de Unidades de Medidas (SI), cuyas unidades básicas son las siguientes:
para resistencias y tensiones: N/mm2 = MPapara fuerzas: kNpara fuerzas por unidad de longitud: kN/mpara fuerzas por unidad de superficie: kN/m2 ó N/mm2
para fuerzas por unidad de volumen: kN/m3
para momentos: kN x m
33
El Sistema Internacional de Unidades de Medidas (SI) es obligatorio en Españadesde la publicación del RD 1296/86, de 28 de junio, por el que, además, sederogó definitivamente el Sistema Métrico Decimal (o sistema MKS). En cual-quier caso, el SI ya fue declarado de uso legal por la Ley 88/1967, de 8 denoviembre. Entre esas dos fechas fueron de uso compatible ambos, el SistemaMétrico Decimal y el Sistema Internacional.
La correspondencia entre las unidades del Sistema Internacional (SI) y las del Sis-tema Metro-Kilopondio-Segundo (MKS) es la siguiente:
1 N = 0,102 kp e inversamente 1 kp = 9,8 N
1 N/mm2 = 10,2 kp/cm2 e inversamente 1kp/cm2 = 0,098N/mm2
En las tablas adjuntas se indican las equivalencias entre otras unidades que pue-den ser frecuentes en el ámbito de las tuberías a presión, así como los prefijosempleados en el SI para los múltiplos y submúltiplos de las unidades básicas.
Tabla 3. Factores de conversión
Para convertir en Debe multiplicarse por
Medidas de longitud mm Pulgadas 0,0394
m Pies 3,2808
m Yardas 1,0936
m Brazas 0,5468
m Millas tierra 0,6214
km Millas mar (USA) 0,5399
km Millas mar (UK) 0,5396

34
Tabla 3 (Cont.). Factores de conversión
Para convertir en Debe multiplicarse por
Medidas de superficie mm2 Pulgadas cuadradas 0,001550
m2 Pies cuadrados 10,7369
m2 Yardas cuadradas 1,1960
km2 Acres 247,105
km2 Millas cuadradas 0,3861
Hectáreas Acres 2,4710
Medidas de volumen cm3 Pulgadas cúbicas 0,0610
m3 Pies cúbicos 35,3145
m3 Yardas cúbicas 1,3079
m3 Acre-pie 8,107 x 10-4
m3 Galones (USA) 264,178
m3 Galones (UK) 219,979
Medidas de peso kg Libras 2,2046
Toneladas métricas Toneladas (USA) 1,1023
Toneladas métricas Toneladas (UK) 0,9842
Medidas de densidad kg/m3 Libra/pie 3 0,06243
kg/m3 Libra/pulgada 3 3,613 x 10-5
Medidas de caudal m3/s Pie3/min 2.118,6
Medidas de velocidad km/h Millas hora (mph) 0,6214
km/h cm/s 27,78
km/h Pie/minuto 54,68
km/h Nudo 0,5396
Medidas de presión kg/cm2 Atmósferas 1,033
kg/cm2 Bares 1,000
kg/cm2 T/m2 10
kg/cm2 MPa 0,10
Atmósferas Metros columna de agua 10,33
kg/cm2 Libras/pulgada 2 (psi) 14,22
kg/cm2 Libra/pie 2 2.048,0
kg/cm2 Toneladas/pie 2 (tsf) 0,9140
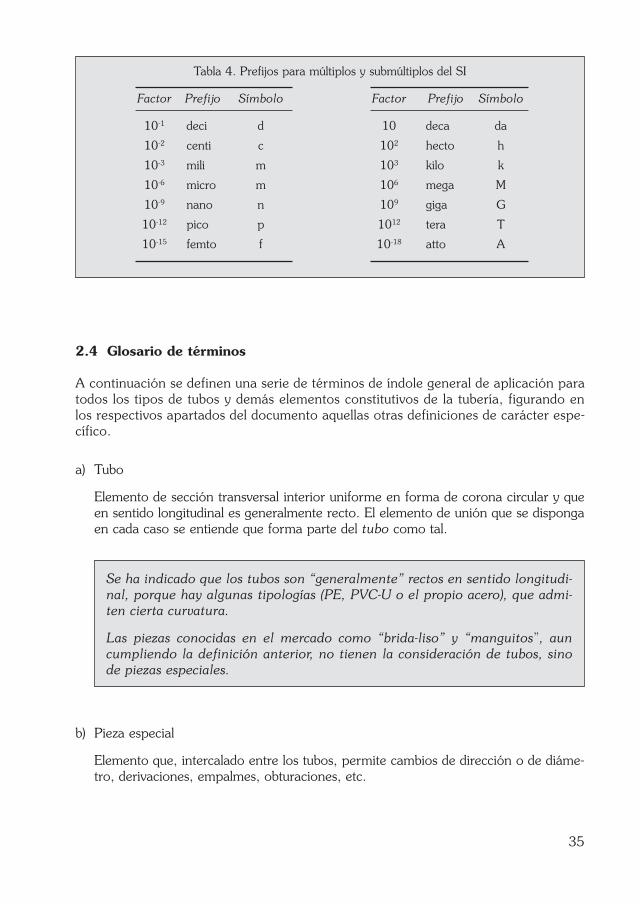
35
Tabla 4. Prefijos para múltiplos y submúltiplos del SI
Factor Prefijo Símbolo Factor Prefijo Símbolo
10-1 deci d 10 deca da
10-2 centi c 102 hecto h
10-3 mili m 103 kilo k
10-6 micro m 106 mega M
10-9 nano n 109 giga G
10-12 pico p 1012 tera T
10-15 femto f 10-18 atto A
2.4 Glosario de términos
A continuación se definen una serie de términos de índole general de aplicación paratodos los tipos de tubos y demás elementos constitutivos de la tubería, figurando enlos respectivos apartados del documento aquellas otras definiciones de carácter espe-cífico.
a) Tubo
Elemento de sección transversal interior uniforme en forma de corona circular y queen sentido longitudinal es generalmente recto. El elemento de unión que se dispongaen cada caso se entiende que forma parte del tubo como tal.
Se ha indicado que los tubos son “generalmente” rectos en sentido longitudi-nal, porque hay algunas tipologías (PE, PVC-U o el propio acero), que admi-ten cierta curvatura.
Las piezas conocidas en el mercado como “brida-liso” y “manguitos”, auncumpliendo la definición anterior, no tienen la consideración de tubos, sinode piezas especiales.
b) Pieza especial
Elemento que, intercalado entre los tubos, permite cambios de dirección o de diáme-tro, derivaciones, empalmes, obturaciones, etc.
36
Esta definición es concordante con el contenido de la norma UNE-EN805:2000, la cual distingue entre “piezas especiales” y “accesorios”, en lostérminos expuestos en el presente Documento. No obstante lo anterior, locierto es que muchas normas de producto (fundición o materiales plásticos,por ejemplo) identifican ambos conceptos y utilizan exclusivamente el térmi-no “accesorios”.
Las “piezas especiales” son, en cualquier caso, los “fittings” o “raccords” enla denominación inglesa o francesa, respectivamente.
c) Válvula
Elemento hidromecánico que, instalado entre los tubos, permite controlar el paso delagua, evitar su retroceso, reducir su presión, dar seguridad a la red, etc.
Abundando en lo anterior, algunas normas incluyen definiciones específicaspara las válvulas que ofrecen ejemplos de las funciones antes señaladas.
Por ejemplo, en UNE-EN 736-1:2000 (ver apartado 3.9.2.1) se define el tér-mino válvula como el “componente de las tuberías que permite actuar sobreel fluido por apertura, cierre u obstrucción parcial de la zona de paso delmismo o por desvío o mezcla del fluido”.
O la norma UNE-EN 805:2000 define a la válvula como el “componente quepermite cortar o regular el caudal y la presión, por ejemplo: válvula de aisla-miento, válvula de regulación, dispositivo reductor de presión, purgador, vál-vula anti-retorno, hidrantes y bocas de riego”.
La norma UNE EN 805:2000 amplía el contenido del concepto “válvulas” alos purgadores, a los que, en esta Guía Técnica, se les ha considerado como“accesorios”.
d) Elemento complementario de la tubería
Es cualquier estructura, fundamentalmente obras de fábrica –macizos de anclaje,arquetas, cámaras de válvulas y otros dispositivos–, que intercalada en la tubería, per-mite y facilita su explotación.
e) Unión
Es el dispositivo que hace posible enlazar de forma estanca dos elementos consecuti-vos de la tubería. Los sistemas de unión suelen clasificarse de la siguiente manera:
– Uniones flexibles: si permiten una desviación angular significativa, tanto durantecomo después de la instalación, y un ligero desplazamiento diferencial entre ejes.

– Uniones rígidas: si no permiten desviación angular significativa ni durante ni des-pués de la puesta en obra
– Uniones ajustables: si solamente permiten una desviación angular significativa enel momento de la instalación, pero no posteriormente
Otra clasificación habitual de los sistemas de unión sería la siguiente:
– Uniones autotrabadas o resistentes a la tracción: si son capaces de resistir el empu-je longitudinal producido por la presión interna y, cuando se de el caso, tambiénpor las fluctuaciones de temperatura y contracción de Poisson de la tubería bajopresión interna
– Uniones no autotrabadas o no resistentes a la tracción: las que tienen un juegoaxial adecuado para acomodar el movimiento axial del extremo liso inducido porfluctuaciones térmicas y contracción de Poisson de la tubería bajo presión interna,además de la desviación angular especificada.
37
Como se ha indicado anteriormente, muchas normas de producto (fundición omateriales plásticos) utilizan el término “accesorio” para referirse a las “piezasespeciales”. En este Documento, no obstante, se ha optado por seguir el criteriode UNE-EN 805:2000, distinguiendo ambos conceptos en los términos expuestos.
Es preciso distinguir entre la propia “unión” como tal (el sistema que permiteconectar dos elementos consecutivos de la tubería) y los elementos que lacomponen, que según sea su tipología serán unos u otros: anillo elastoméri-co, guarnición de junta, manguitos, bridas, etc.
f) Accesorio
“Elemento distinto a los tubos, piezas especiales, válvulas, uniones o elementos com-plementarios de la red, pero que forman también parte de la tubería, como por ejem-plo contra-bridas, tornillos y juntas para uniones acerrojadas, dispositivos para tomaen carga, etc.” (UNE-EN 805:2000).
A los efectos de este documento, las ventosas y los contadores han sido consideradoscomo accesorios.
g) Componente
Es cualquiera de los elementos antes definidos, los cuales constituyen la tubería (tubos,piezas especiales, uniones, elementos complementarios, accesorios, etc.).
h) Tubería
Es la sucesión de tubos unidos, con la intercalación de las piezas especiales, de las vál-vulas, de los accesorios necesarios y de los elementos complementarios que la redrequiera, formando un conducto estanco no permeable que conserve las calidades delagua para su suministro y que permita una explotación fácil y económica.

i) Dimensión nominal
Valor numérico convencional que se adopta para caracterizar dimensionalmente a losdistintos componentes de la tubería, y se refieren a los diámetros, a las longitudes, alos espesores, etc. y sobre ellos se establecen las tolerancias y desviaciones admisibles.
38
j) Diámetros
– Diámetro interior (ID). La norma UNE-EN 805:2000 lo define como “el diámetrointerior medio de la caña del tubo en una sección cualquiera”.
– Diámetro exterior (OD). Análogamente, la norma UNE-EN 805:2000 lo definecomo “el diámetro exterior medio de la caña del tubo en una sección cualquiera”.
– Diámetro nominal (DN). Valor tomado de una serie de números convencionalesque se adopta para caracterizar dimensionalmente a los diámetros, y que coincideaproximadamente, en general, con su valor real en milímetros.
Se puede referir tanto a los diámetros interiores (diámetro nominal interior,DN/ID), como a los exteriores (diámetro exterior nominal, DN/OD). Cuando nose especifique a cual de ellos se refiere (y se hable, en consecuencia, simplemen-te de diámetro nominal, DN) debe tenerse en cuenta que en unos tubos se refie-re al interior (DN=DN/ID; fundición, hormigón y PRFV) mientras que en otros esal exterior (DN=DN/OD; acero, PVC-U, PVC-O y PE), conforme a lo indicado encada uno de los apartados de este documento.
En la norma UNE-EN 805:2000, la serie de números convencionales que deter-minan los posibles valores normalizados de los DN son los siguientes, según DN serefiera a OD o a ID:
DN/ID: 20, 30, 40, 50, 60, 65, 80, 100, 125, 150, 200, 250, 300, 350, 400,450, 500, 600, 700, 800, 900, 1.000, 1.100, 1.200, 1.250, 1.300,1.400, 1.500, 1.600, 1.800, 2.000, 2.100, 2.200, 2.400, 2.500,2.600, 2.800, 3.000, 3.200, 3.500, 4.000
Eje
mplo
2 Para los tubos de fundición, la norma UNE-EN 545:1995 establece comodimensión nominal de la longitud de un tubo de fundición de diámetro1.500 mm y de unión flexible, el valor de 8,15 metros, admitiendo unadesviación de +/- 150 mm y una tolerancia de +/- 30 mm.
Ello quiere decir que el fabricante puede suministrar el tubo de una lon-gitud comprendida en el intervalo de 8 a 8,30 metros, aplicando sobre elvalor declarado la tolerancia de +/- 30 mm.
En el ámbito específico de determinadas tipologías de tuberías (en concretoen las de fundición), es preciso distinguir el concepto de “tolerancia” frente alde “desviación”. Las normas de producto establecen unas dimensiones nomi-nales respecto a las que, en ocasiones, admiten definir también como acepta-bles otras cercanas a éstas, denominadas desviaciones. Sobre ambas (valoresnominales y desviaciones) se establecen las tolerancias.
DN/OD: 25, 32, 40, 50, 63, 75, 90, 110 ,125, 160, 180, 200, 225, 250, 280,315, 355, 400, 450, 500, 630, 710, 800, 900, 1.000, 1.100, 1.200,1.250, 1.300, 1.400, 1.500, 1.600, 1.800, 2.000, 2.100, 2.200,2.400, 2.500, 2.600, 2.800, 3.000, 3.200, 3.500, 4.000
39
El DN es, por tanto, el valor teórico del diámetro y coincide, aproximada-mente, habida cuenta de las tolerancias, con el valor real del mismo, pudien-do referirse bien al interior (diámetro nominal interior) o al exterior (diámetronominal exterior), si bien en genérico en ocasiones se utiliza exclusivamenteel término diámetro nominal, entendiendo que se trata en unos casos del inte-rior y en otros del exterior.
Con todo ello, lo más habitual, no obstante, es referirse bien al diámetro inte-rior (ID), al exterior (OD) o al nominal (DN). Los acrónimos empleados en estedocumento para la designación de los diámetros ID u OD (del inglés,”InternalDiameter” y “Outside Diameter” respectivamente) son los utilizados en UNE-EN 805:2000.
Por otro lado, la anterior definición de DN es, aproximadamente, la que figu-ra en la norma UNE-EN 805:2000 (“designación numérica del diámetro de uncomponente mediante un número entero aproximadamente igual a la dimen-sión real, en milímetros. Esto se aplica tanto al diámetro interior como el diá-metro exterior”) o en la UNE-EN-ISO 6708:1996 (“designación alfanuméricade dimensión de los componentes de un sistema de canalización, que se utili-za con fines de referencia. Comprende las letras DN seguidas de un númeroentero adimensional que está relacionado indirectamente con las dimensionesreales, en milímetros, del taladro o del diámetro exterior en los extremos delas conexiones”).
En relación con los valores normalizados del DN, otras normas, no obstante,establecen series algo diferentes a la especificada de UNE-EN 805:2000. Porejemplo, la antes citada norma UNE-EN ISO 6708:1996, cuyo objeto esexpresamente la definición del DN, establece los siguientes valores preferen-tes del DN:
10, 15, 20, 25, 32, 40, 50, 60, 65, 80, 100, 125, 150, 200, 250, 300, 350,400, 450, 500, 600, 700, 800, 900, 1.000, 1.100, 1.200, 1.400, 1.500,1.600, 1.800, 2.000, 2.200, 2.400, 2.600, 2.800, 3.000, 3.200, 3.400,3.600, 3.800, 4.000
Otras normas particulares de cada producto prevén valores específicos paracada uno. Por ejemplo, la norma ISO 4065:1996 (relativa a las dimensiones delos tubos de materiales termoplásticos) prevé el DN 140, el cual ha sido inclui-do en las respectivas normas de PVC-U, PVC-O o de PE, y es muy utilizado enla práctica.

l) Presiones
40
La ovalación no debe entenderse como una tolerancia de fabricación, sinocomo el estado de deformación admisible de una conducción una vez instala-da, durante su vida útil, ante la acción de las solicitaciones a las que vaya aestar sometida.
Los términos empleados para referirse a las distintas presiones hidráulicas deun sistema de tuberías son variados según la fuente que se consulte, lo que hacontribuido, sin duda, a crear una cierta confusión terminológica, tal como sehacía referencia al comienzo de este documento.
En la presente Guía Técnica se ha tratado de ordenar las ideas existentes alrespecto, optándose por adoptar básicamente (allá donde existan) los térmi-nos y siglas que, en general, emplea la reciente norma UNE-EN 805:2000 alrespecto (por la validez intrínseca de una norma de estas características),entendiendo que, aunque se trata de un documento joven y en consecuenciapoco divulgado y utilizado por los usuarios, el tiempo, razonablemente, iráhaciendo que dichos términos vayan implantándose.
No obstante, debe recordarse e insistir en que no existe un patrón único paraesta terminología y simbología, de forma que no debe extrañar al usuario deeste documento el constatar que muchas publicaciones, artículos técnicos,foros de debate o las propias normas UNE (incluso en las más recientes) nosigan lo aquí establecido.
Es preciso distinguir, en cualquier caso, entre las presiones hidráulicas que solicitan ala tubería, y las presiones que cada componente es capaz de resistir individualmente.
– Presiones hidráulicas que solicitan a la tubería o a la red.– Presión estática.– Presión de diseño (DP).– Presión máxima de diseño (MDP).– Presión de prueba de la red (STP).– Presión de funcionamiento (OP).– Presión de servicio (SP).
k) Ovalación
Diferencia entre la forma real y la teórica de la sección transversal de los tubos. Sucálculo y sus valores admisibles se indican en el correspondiente capítulo del presen-te documento, según el tipo de tubo de que se trate.

– Presiones relativas a los componentes.– Presión nominal (PN).– Presión de funcionamiento admisible (PFA).– Presión máxima admisible (PMA).– Presión de prueba en obra admisible (PEA).– Presión de prueba en fábrica.– Presión de rotura (Pr).
41
Este concepto, aunque obvio, no se encuentra definido ni en la normaUNE-EN 805:2000 ni en el Pliego de Tuberías MOPU 1974 (en este últi-mo documento, sólo era citado indirectamente, pero no definido expre-samente).
Los acrónimos empleados para definir la presión de diseño (DP), máxima dediseño (MDP), de prueba de la red (STP), de funcionamiento (OP) y de servi-cio (SP) son los utilizados en UNE-EN 805:2000 y corresponden a las inicia-les en inglés de “Design Pressure”, “Maximum Design Pressure”, ”System TestPressure”, “Operating Pressure” y “Service Pressure”.
Por su parte, los acrónimos PFA, PMA y PEA corresponden, respectivamen-te, a las iniciales en francés de “Presión de Fonctionnement Admisible”, “Pre-sión Maximale Admisible” y “Presión d´Épreuve Admisible sur chantier”.
Las siglas PN y Pr utilizadas para referirse a la presión nominal y a la de rotu-ra, respectivamente, eran las empleadas en el Pliego de Prescripciones Técni-cas Generales para Tuberías de Abastecimiento de Agua del MOPU de 1974,y para el resto de presiones, no habiendo referencia alguna oficial para lasmismas, se ha optado por no adoptar ninguna, con el objeto de no crear con-fusiones adicionales.
l.1) Presiones hidráulicas que solicitan a la tubería o a la red
– Presión estática. Es la presión en una sección de la tubería cuando, estando encarga, se encuentra el agua en reposo.
– Presión de diseño (DP). Es la mayor de la presión estática o la presión máximade funcionamiento en régimen permanente en una sección de la tubería, exclu-yendo, por tanto, el golpe de ariete.
Al igual que el caso anterior, este concepto no figuraba definido expre-samente en el Pliego de Tuberías MOPU 1974. Dicho Documento habla-ba indirectamente de la “presión de servicio” para referirse a la máximapresión en funcionamiento, excluyendo, por tanto, el golpe de ariete.
42
El término “presión de diseño” y sus siglas DP son las adoptadas enUNE-EN 805:2000 (donde se define como la “presión máxima de fun-cionamiento, en régimen permanente, de la red o de la zona de presión,fijada por el proyectista, considerando futuras ampliaciones, pero exclu-yendo el golpe de ariete”).
Es diferente el caso de una impulsión que el de una tubería por grave-dad; en el primer caso, en el funcionamiento normal, la presión en latubería será mayor que la estática, siendo la presión de diseño, por tanto,la máxima de funcionamiento, mientras que en el caso de una tuberíapor gravedad, la presión en funcionamiento es menor que la estática,coincidiendo ésta en este caso, por tanto, con la presión de diseño.
No debe llamar a engaño la denominación “presión de diseño”, pues éstano es para la que realmente se diseña la tubería, ya que no considera lasobrepresión debida al golpe de ariete (ver siguiente definición).
– Presión máxima de diseño (MDP). Es la presión máxima que puede alcanzarseen una sección de la tubería en servicio, considerando las fluctuaciones produci-das por un posible golpe de ariete.
Este concepto, de gran importancia, sí figuraba definido expresamenteen el Pliego del MOPU 74 como “presión máxima de trabajo” y lo repre-sentaba con las siglas Pt.
Al igual que en el caso anterior, el término “presión máxima de diseño”y sus siglas MDP son las adoptadas en UNE-EN 805:2000 (donde se defi-ne como la “presión máxima de funcionamiento, en régimen permanen-te, de la red o de la zona de presión, fijada por el proyectista, conside-rando futuras ampliaciones, e incluyendo el golpe de ariete”).
Esta presion máxima de diseño es para la que realmente se diseña latubería.
– Presión de prueba de la red (STP). Es la presión hidráulica interior a la que seprueba la tubería una vez instalada y previo a la Recepción para comprobar suestanquidad.
El Pliego de Tuberías MOPU 74 entendía que había dos presiones dife-rentes para esta finalidad: la “presión de prueba en zanja” y la “presiónde prueba de estanquidad”, si bien no utilizaba sigla alguna para referir-se a ellas.
43
Al igual que en los casos anteriores, el término “presión de prueba de lared” y sus siglas STP son las adoptadas en UNE-EN 805:2000 (donde sedefine como la “presión hidrostática aplicada a una conducción reciente-mente instalada de forma que se asegure su integridad y estanquidad”).
Además de las anteriores presiones, la norma UNE-EN 805:2000 distingue entre lapresión de funcionamiento, OP, como la “presión interna que aparece en un ins-tante dado en un punto determinado de la red de abastecimiento de agua”, y la pre-sión de servicio, SP, esto es, la “presión interna en el punto de conexión a la ins-talación del consumidor, con caudal nulo en la acometida”.
Por último, en la Tabla 5, para una mayor claridad, se relaciona la terminologíaempleada en UNE-EN 805:2000 y el Pliego de Tuberías del MOPU de 1974 parareferirse a las distintas presiones que solicitan a la tubería.
Tabla 5. Denominaciones empleadas para referirse a las presiones hidráulicas que solicitan a la tubería
ConceptoNorma UNE-EN 805:2000 Pliego MOPU 1974
Denominación Siglas Denominación SiglasPresión solicitante cuando,estando en carga, se encuen-tra el agua en reposo
Presión máxima en funciona-miento en régimen permanente
Presión de diseño (la mayor de ambas) DP
Presión máxima de diseño MDP
Presión de prueba de la red STP
Presión estática
Presión de servicio
Presión máxima de trabajo Pt
Presión de prueba en zanja
Presión de prueba de estanquidad
Presión máxima que puedealcanzarse considerando las fluctuaciones debidas algolpe de ariete
Presión a la que se prueba la tubería una vez instalada yprevio a la Recepción
De los conceptos incluidos en la Tabla 5, los términos “Presión estáti-ca”,“Presión de servicio”, “Presión de prueba en zanja”, y “Presión de prue-ba de estanquidad” (en cursiva en la tabla) utilizados en el Pliego de Tube-rías del MOPU de 1974, no figuraban definidos expresamente en él, sinosimplemente citados auxiliarmente, por lo que no se les asignó sigla algunapara su representación.
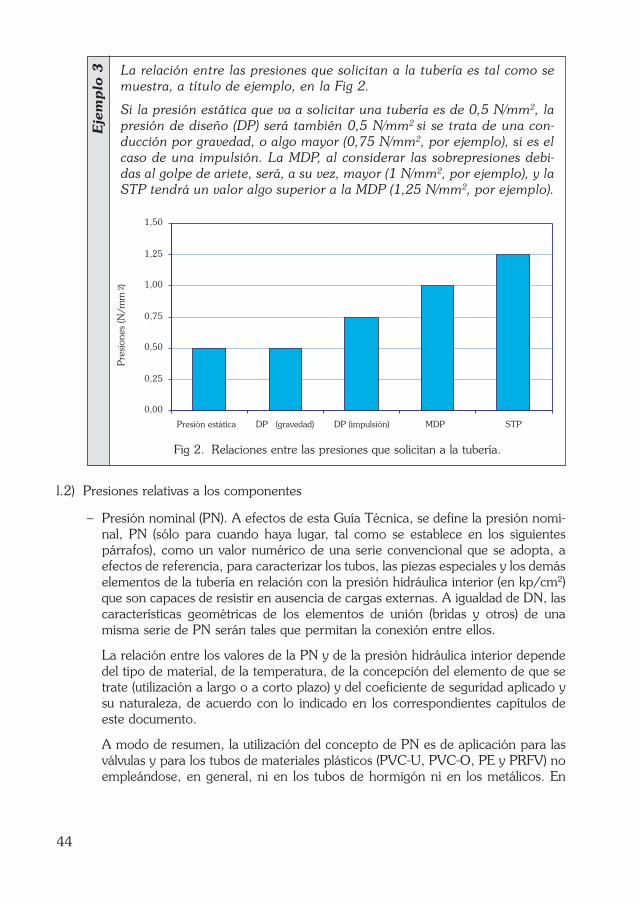
44
Eje
mplo
3 La relación entre las presiones que solicitan a la tubería es tal como semuestra, a título de ejemplo, en la Fig 2.
Si la presión estática que va a solicitar una tubería es de 0,5 N/mm2, lapresión de diseño (DP) será también 0,5 N/mm2 si se trata de una con-ducción por gravedad, o algo mayor (0,75 N/mm2, por ejemplo), si es elcaso de una impulsión. La MDP, al considerar las sobrepresiones debi-das al golpe de ariete, será, a su vez, mayor (1 N/mm2, por ejemplo), y laSTP tendrá un valor algo superior a la MDP (1,25 N/mm2, por ejemplo).
Fig 2. Relaciones entre las presiones que solicitan a la tubería.
0,00
0,25
0,50
0,75
1,00
1,25
1,50
Presión estática DP (gravedad) DP (impulsión) MDP STP
Pre
sion
es (N
/mm
)2
l.2) Presiones relativas a los componentes
– Presión nominal (PN). A efectos de esta Guía Técnica, se define la presión nomi-nal, PN (sólo para cuando haya lugar, tal como se establece en los siguientespárrafos), como un valor numérico de una serie convencional que se adopta, aefectos de referencia, para caracterizar los tubos, las piezas especiales y los demáselementos de la tubería en relación con la presión hidráulica interior (en kp/cm2)que son capaces de resistir en ausencia de cargas externas. A igualdad de DN, lascaracterísticas geométricas de los elementos de unión (bridas y otros) de unamisma serie de PN serán tales que permitan la conexión entre ellos.
La relación entre los valores de la PN y de la presión hidráulica interior dependedel tipo de material, de la temperatura, de la concepción del elemento de que setrate (utilización a largo o a corto plazo) y del coeficiente de seguridad aplicado ysu naturaleza, de acuerdo con lo indicado en los correspondientes capítulos deeste documento.
A modo de resumen, la utilización del concepto de PN es de aplicación para lasválvulas y para los tubos de materiales plásticos (PVC-U, PVC-O, PE y PRFV) noempleándose, en general, ni en los tubos de hormigón ni en los metálicos. En

estos últimos (tubos metálicos; acero y fundición), cuando se unan mediante bri-das, sí se emplea también el concepto de PN para caracterizar a las bridas enrelación con la presión interior.
Simplificadamente, y a modo de síntesis, en la actualidad, en los anteriores com-ponentes en los que se emplea este concepto de PN, se entiende que ésta es lapresión que dicho elemento es capaz de aguantar en servicio sin considerar elgolpe de ariete (presión de diseño, DP) y en ausencia de cargas externas.
Las normas UNE-EN 1333:1996 e ISO 7268:1983, cuyo objeto es expresa-mente la definición del concepto presión nominal prevén las siguientes seriesnormalizadas como posibles valores de PN (en kp/cm2):
UNE-EN 1333:1996: 2,5 – 6 – 10 – 16 – 25 – 40 – 63 – 100
ISO 7268:1983: 2,5 – 6 – 10 – 16 – 20 – 25 – 40 – 50 – 100 – 150 –250 – 420
45
La PN es un concepto de gran tradición en el ámbito de las tuberías a pre-sión, el cual no figura recogido en la norma UNE-EN 805:2000, si bien síse considera en muchas de las normas UNE específicas de producto (inclu-so recientes). Ya el Pliego de 1974 hablaba de “presión normalizada, Pn”,para los tubos fabricados en serie, definiéndola como “aquélla con arregloa la cual se clasifican y timbran los tubos”.
Como muestra de la complejidad terminológica del sector de las tuberías,puede resultar paradójico que este concepto de PN (de uso generalizado enel sector) lo ignore dicha norma UNE-EN 805:2000, pero sin embargo exis-ta otra norma europea vigente, la UNE-EN 1333:1996, destinada expresa-mente a definir este término (“designación alfanumérica que se utiliza confines de referencia relativa a una combinación de características mecánicasy dimensionales de un componente de una red de tuberías”), siguiendo a suvez las pautas de la norma ISO 7268:1983 (“designación numérica expre-sada por un número redondeado con fines de referencia”), además de estarconsiderado en numerosas normas UNE-EN de producto.
Por todo ello, en la presente Guía Técnica se ha optado por recoger esteconcepto, ya que es de gran utilidad para todos los usuarios de tuberías.
Es preciso también resaltar que si bien en la actualidad la PN se identificacon la máxima DP que un componente es capaz de resistir, en los tubos demateriales termoplásticos hasta hace relativamente poco tiempo se ha veni-do entendiendo que se refería a la máxima MDP (incluyendo las sobrepre-siones debidas al golpe de ariete).
Debe también precisarse que aunque la PN se refiera a la máxima DP queel componente es capaz de resistir, ello no quiere decir que dicho compo-nente no sea capaz de soportar las sobrepresiones debidas al golpe de arie-

46
te, sino que existen las relaciones entre dichas sobrepresiones y PN quese indican en la Tabla 63 para cada tipología.
Hay que destacar también, por último, que aunque el sistema de unida-des adoptadas en el presente Documento es el Sistema Internacional deUnidades de Medida (SI), los valores de las presiones nominales (por tra-dición y herencia) vienen normalizados en todas las normas de producto(incluso en las más recientes) en las unidades del Sistema Métrico Deci-mal (MKS).
– Presión de funcionamiento admisible (PFA), presión máxima admisible (PMA) ypresión de prueba en obra admisible (PEA). La norma UNE-EN 805:2000introduce como novedosos estos términos, equivalentes de algún modo al con-cepto anterior de presión nominal.
• Presión de funcionamiento admisible (PFA). “Presión máxima que un compo-nente es capaz de resistir de forma permanente en servicio” (UNE-EN805:2000).
• Presión máxima admisible (PMA). “Presión máxima, incluido el golpe de arie-te, que un componente es capaz de soportar en servicio” (UNE-EN 805:2000).
• Presión de prueba en obra admisible (PEA). “Presión hidrostática máxima queun componente recién instalado es capaz de soportar, durante un periodo detiempo relativamente corto, con objeto de asegurar la integridad y estanquidadde la conducción” (UNE-EN 805:2000).
De las anteriores definiciones, es fácil ver que PFA equivale aproximada-mente al concepto clásico de PN. Puede también concluirse de ello queen el espíritu de la norma UNE-EN 805:2000 está el eliminar el tradi-cional concepto de PN y dividirlo en tres, PFA, PMA y PEA.
Tras la aprobación de la norma EN 805, los distintos Comités Técnicosde CEN (CTN) acordaron modificar sus normas de producto para esta-blecer la equivalencia entre el valor de las presiones que asocian en susnormas actuales a la PN y las presiones PMA, PFA y PEA.
En la actualidad, las únicas que han hecho esta trasposición completahan sido la UNE-EN 545:1995 (tubos de fundición) y la UNE-EN1074:2000 (válvulas), elaboradas ambas por el CTN 19 de AENOR. Enotros materiales (PVC-U y PE, por ejemplo), las respectivas normas deproducto no han hecho más que una trasposición parcial (relación de PNcon PFA y PEA, por ejemplo, o solo con PFA). Todo ello conforme sedetalla en los respectivos apartados de este documento y a modo de resu-men para todos los materiales en la Tabla 63.

– Presión de prueba en fábrica. Es la presión hidráulica interior a la que se prue-ban los tubos previo al suministro para comprobar su estanquidad.
47
Casi la totalidad de los tubos, piezas especiales y uniones incluidos en elpresente documento son probados en fábrica individualmente segúnespecifican las correspondientes normas de producto, a efectos de com-probar su estanquidad. El valor de dicha presión de prueba suele ser algosuperior a la anteriormente definida STP.
Esta presión, al igual que en casos anteriores, no figura definida ni en lanorma UNE-EN 805:2000 ni expresamente en el Pliego de Tuberías de1974, si bien este documento se refería a ella indirectamente como la “pre-sión máxima de prueba de estanquidad”, término que llama a la confusiónpues es prácticamente idéntico a la denominación que dicho Pliegoempleaba para la presión de prueba de la red (“presión de estanquidad”).En cualquier caso, no existe sigla alguna reconocida para referirse a ella.
– Presión de rotura (Pr). Es la presión hidrostática interior que, en ausencia de car-gas externas, deja fuera de servicio al material constitutivo de la tubería. En lostubos de material homogéneo, esta presión se relaciona con la resistencia míni-ma a la tracción (Rm) del material (la que agota su capacidad resistente, noteniendo necesariamente porque romperle), mediante la expresión:
Pr presión de rotura, en N/mm2
e espesor de la pared del tubo, en mmID diámetro interior, en mmRm resistencia mínima a la tracción del material, en N/mm2
El concepto de Rm es variable de unos materiales a otros, si bien en cualquier casosubyace como concepto el de aquel valor que deja fuera de servicio a la tuberíapara seguir resistiendo solicitaciones.
En los tubos de acero y fundición, puede distinguirse entre el límite elástico míni-mo, Le,min (el valor que produce una deformación permanente del 0,2%) y la pro-pia resistencia a la tracción del material, Rm (el valor que produce la rotura, esdecir la fragmentación de los cristales. No es la rotura física del material, ya que,rotos los cristales, la tensión necesaria para separar en dos el material es menor–sería la conocida como tensión última–).
En los tubos de PVC-U, PVC-O y PE, Rm se corresponde, aproximadamente, conel concepto de LCL (la tensión que a 20°C y a 50 años resiste el material con unnivel de confianza no menor del 97,5%). En los tubos de PRFV, Rm se refiere a
Pe
IDRr m= 2
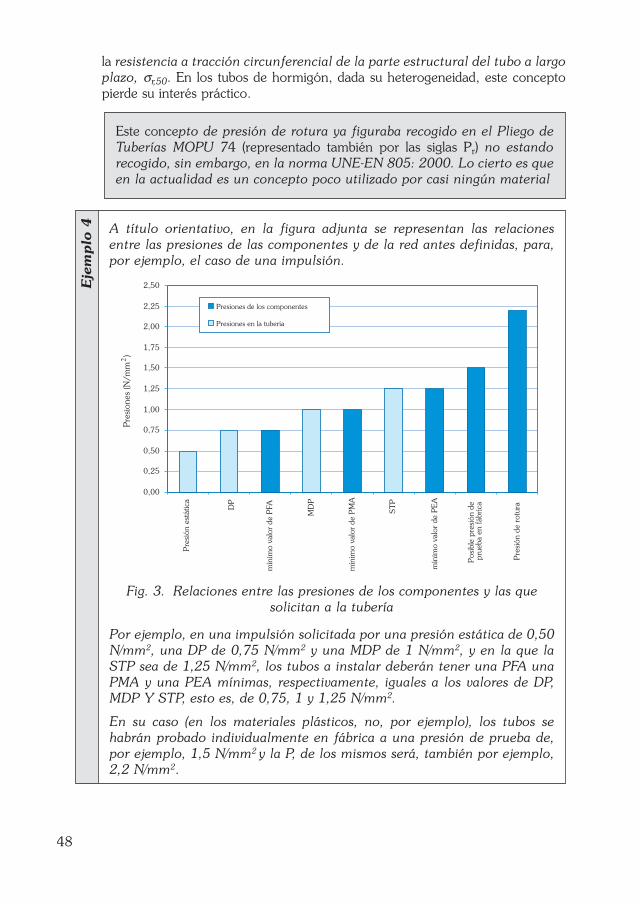
la resistencia a tracción circunferencial de la parte estructural del tubo a largoplazo, σr,50. En los tubos de hormigón, dada su heterogeneidad, este conceptopierde su interés práctico.
48
Eje
mplo
4 A título orientativo, en la figura adjunta se representan las relacionesentre las presiones de las componentes y de la red antes definidas, para,por ejemplo, el caso de una impulsión.
Fig. 3. Relaciones entre las presiones de los componentes y las quesolicitan a la tubería
Por ejemplo, en una impulsión solicitada por una presión estática de 0,50N/mm2, una DP de 0,75 N/mm2 y una MDP de 1 N/mm2, y en la que laSTP sea de 1,25 N/mm2, los tubos a instalar deberán tener una PFA unaPMA y una PEA mínimas, respectivamente, iguales a los valores de DP,MDP Y STP, esto es, de 0,75, 1 y 1,25 N/mm2.
En su caso (en los materiales plásticos, no, por ejemplo), los tubos sehabrán probado individualmente en fábrica a una presión de prueba de,por ejemplo, 1,5 N/mm2 y la P, de los mismos será, también por ejemplo,2,2 N/mm2.
0,00
0,25
0,50
0,75
1,00
1,25
1,50
1,75
2,00
2,25
2,50
Pre
sión
est
átic
a
DP
mín
imo
valo
r de
PFA
MD
P
mín
imo
valo
r de
PM
A
ST
P
mín
imo
valo
r de
PEA
Pos
ible
pre
sión
de
prue
ba e
n fá
bric
a
Pre
sión
de
rotu
ra
Pre
sion
es (N
/mm
)
2
Presiones de los componentes
Presiones en la tubería
Este concepto de presión de rotura ya figuraba recogido en el Pliego deTuberías MOPU 74 (representado también por las siglas Pr) no estandorecogido, sin embargo, en la norma UNE-EN 805: 2000. Lo cierto es queen la actualidad es un concepto poco utilizado por casi ningún material
3. CARACTERÍSTICAS DE LOS COMPONENTES DE LA TUBERÍA
Este capítulo tiene por objeto la descripción de las principales características de los com-ponentes que forman parte de una red de tuberías, básicamente los propios tubos. Serefiere a características específicas del producto como tal (dimensiones, tipos de uniones,revestimientos, etc.), quedando para otros capítulos aspectos tales como el dimensiona-miento hidráulico o mecánico, las condiciones de instalación, o el necesario control decalidad.
Por su propia condición es el capítulo más prolijo de la presente Guía Técnica y se hadividido en diferentes apartados, uno para cada uno de los tipos de tubos habitualmenteempleados en las redes de tuberías a presión, además de uno genérico (de carácter com-parativo) para todos ellos y otros específicos para las válvulas y los accesorios. El alcancedel contenido de cada uno de dichos apartados, es, resumidamente, el siguiente:
– Análisis de la normativa nacional e internacional que debe cumplir cada producto ybreve descripción de las características más singulares, procedimientos de fabricacióno ámbito normal de uso.
49
De la relación de normas citadas en este primer subapartado, debe destacarseque hay que entenderlas como relativas al propio tubo como tal (lo que se conocecomo"normas de producto"). Las normas sobre otros aspectos (dimensiona-miento mecánico, instalación, ensayos de control de calidad, materiales, reves-timientos, etc.) figuran en los respectivos apartados del presente documento.
En este apartado se dan explicaciones, a modo de comentario, sobre las uti-lizaciones que en la práctica se hacen de cada tipología de tubo, ya que esabsolutamente frecuente que las dimensiones normalizadas sean muy superio-res a los rangos de uso habitual.
Es preciso resaltar que dichas utilizaciones habituales se refieren al momentoactual (año 2003) y al caso específico de España, por lo que no debe extrañarver, en otros ámbitos, empleos de tuberías diferentes a los comentados en estedocumento.
– Definiciones de índole específica, complementarias a las genéricas expuestas en elapartado 2.4, propias de cada tipología, así como descripción de los parámetros declasificación de cada tipología.
Esta clasificación es desde el punto de vista hidráulico y mecánico, por lo que, concarácter general, y adicionalmente a dichos parámetros, su total definición requerirá,según los casos, especificaciones complementarias relativas a la longitud de los tubos,tipos de uniones, revestimientos, disposiciones constructivas, etc.
50
Además, debe tenerse muy en cuenta que las tuberías son una tecnología enpermanente desarrollo, de manera que es perfectamente posible esperar queen un futuro no lejano se empleen los mismos materiales (convenientementeevolucionados) en diámetros o presiones superiores.
Cada uno de los tubos incluidos en esta Guía Técnica admite ser fabricado endistintas series o gamas de dimensiones (diámetros, espesores, longitudes,etc.) e incluso con características mecánicas diferentes (por ejemplo los tubosde acero no se fabrican con un tipo único de acero sino que son muchos losposibles) por lo que en cada caso se requiere especificar determinadosparámetros para poder clasificar cada tipo de tubo (por ejemplo DN y PN óDN y espesor, etc.).
La clasificación de los tubos así entendida sería el conjunto de parámetros queel usuario de una tubería debería especificar al fabricante de la misma para susuministro, de manera que quede unívocamente determinada, en lo que serefiere a sus características hidráulicas y mecánicas.
Lo singular de las tuberías es que no hay prácticamente dos tipologías que seclasifiquen por los mismos parámetros, sino que cada una requiere una clasi-ficación específica (ver Tabla 64).
– Principales características técnicas (físicas, químicas y mecánicas), tanto de la materiaprima que constituye el tubo como del propio tubo como tal.
– Dimensiones normalizadas de los tubos y rango habitual de utilización.
– Sistemas de unión más usuales.
– Otras recomendaciones específicas en determinados tipos de tubos, como por ejem-plo revestimientos en los tubos metálicos (acero y fundición).
El análisis anterior de cada tipología de tubería se concluye con un resumen comparativogeneral en lo referente a sus características y posibilidades de utilización (apartado 3.10).

3.1 Generalidades
Todos los componentes (tubos, piezas especiales, etc.) empleados en las redes de tuberíasa presión deben ser tales que garanticen, al menos, una vida útil de la red de 50 años(norma UNE-EN 805:2000, artículo 5.2). Para ello deben ser conformes a las respecti-vas normas nacionales de producto recomendadas en los respectivos capítulos de estedocumento.
51
La EHE establece que "se entiende por vida útil de una estructura el periodo detiempo, a partir de su puesta en servicio, durante el que debe mantener unascondiciones de seguridad, funcionalidad y aspecto aceptables. Durante ese perio-do de tiempo requerirá una conservación normal, adecuada, pero no requeriráoperaciones de rehabilitación. La vida útil de proyecto es una magnitud que debefijar la Propiedad previamente al inicio del proyecto".
Así las cosas, el valor de 50 años recomendado para la vida útil de los compo-nentes que intervengan en las redes de tuberías a presión (recogido de la normaUNE-EN 805:2000) es razonable en el contexto de las obras públicas.
Son, en cualquier caso, absolutamente inadmisibles previsiones de vidas útilesinferiores a 50 años para infraestructuras de estas características. Dicha cifradebe ser, por tanto, un límite inferior de la durabilidad esperada de la tubería,pues hay materiales que sobrepasan de lejos dicha vida. Así, es un hecho absolu-tamente corriente encontrar en la práctica instalaciones que exceden con crecesdichos valores. Por ejemplo, el abastecimiento de la ciudad de Berlín tiene másde 150 años; o, como ejemplo notable en nuestro país, pueden destacarse lasconducciones de abastecimiento para las fuentes del Palacio de La Granja de SanIldefonso en Segovia, que tras más de 250 años desde su instalación aún seencuentran en un estado aceptable. O, a más a más, hay también conduccionesen funcionamiento en el palacio de Versalles en Francia colocadas en 1685.
En el caso particular de redes de agua potable, ninguno de los elementos de la tuberíadebe poder producir alteración alguna en las características físicas, químicas, bacteriológi-cas y organolépticas de las aguas, aún teniendo en cuenta el tiempo y los tratamientosfísico-químicos a que éstas hayan podido ser sometidas, siendo de aplicación lo especifi-cado por la vigente RTSA (RD 140/2003).
En concreto, las autorizaciones para el uso e instalación de cualquier producto de cons-trucción en contacto con el agua de consumo humano estarán sujetas a las disposicionesque regulará la Comisión Interministerial de Productos de Construcción (CIPC) y, en sucaso, por lo dispuesto en los RD 363/1995 y 1078/1993.
En cualquier caso, en general, debe prestarse atención a la calidad de las aguas trans-portadas (especialmente en el caso del regadío), de manera que no se perjudiquen laspropiedades de la tubería.
Debe cuidarse que todos los tubos y demás elementos de la tubería estén bien acabados, conespesores uniformes y cuidadosamente trabajados, de manera que las paredes exteriores, yespecialmente las interiores, queden regulares, lisas, exentas de rebabas, fisuras, oquedades,incrustaciones u otros defectos que puedan afectar a sus características hidráulicas o mecáni-cas. Todos los componentes deben, igualmente, presentar una distribución uniforme decolor, densidad y demás propiedades, debiendo ser su sección circular, con sus extremoscortados perpendicularmente a su eje, no debiendo tener otros defectos que los de carácteraccidental o local que queden dentro de las tolerancias admisibles.
En particular, en las válvulas, las superficies de rodadura, de fricción o contacto, las guías,anillos, ejes, piñones, engranajes, etc., deben estar convenientemente trazadas, ejecu-tadas e instaladas, de forma que aseguren de modo perfecto la posición y estanquidad delos órganos móviles o fijos, y que posean, al mismo tiempo, un funcionamiento suave,preciso, sensible y sin fallo de los aparatos. Las piezas constitutivas de elementoshidromecánicos deben, para un mismo DN y PN, poder ser intercambiables.
En lo que se refiere a las uniones, en los respectivos apartados de este documento seespecifican los sistemas habituales de unión de cada tipo de tubo.
En cualquier caso, si se emplean uniones con junta de elastómero o uniones con bridas,deben ser conformes, respectivamente, con lo especificado por las normas UNE-EN681:1996 y UNE-EN 1092:1998, independientemente del tipo de tubo a unir.
Para las uniones entre componentes de la tubería de diferentes materiales existen algunasnormas sobre los diseños de las mismas, como por ejemplo la UNE-EN 12842:2001 (paraaccesorios de fundición dúctil en tuberías de PVC-U o de PE) o el documento CEN/TC203wi015:2001 (futuro prEN y más adelante norma UNE-EN, relativo a adaptadores de fundi-ción dúctil en tuberías de fundición dúctil, gris, acero, PVC-U, PE o fibrocemento).
También en relación con las uniones, en el caso particular de los tubos flexibles o los semi-rigidos (en general, aquellos que son susceptibles de deformarse por la acción de las car-gas verticales, ver apartado 4.2.1.1), debe tenerse en cuenta que si se dispone de un sis-tema de unión que no admita deformaciones (bridas, por ejemplo) se creará una zona detransición y ajuste de tensiones en el extremo del tubo que debe ser tenida en cuenta enel dimensionamiento.
Además, todos los elementos deben permitir el correcto acoplamiento del sistema deuniones empleado, de forma que éstas sean estancas, a cuyo fin, los extremos decualquier elemento deben estar perfectamente acabados, sin defectos que repercutan enel ajuste y montaje de las mismas, evitando tener que forzarlas.
Por último, dentro de las características generales de los componentes de una red detuberías, debe notarse que los materiales a emplear en los elementos complementarios dela tubería (arquetas, macizos de anclaje, etc.) se recomienda sean conformes a lo queseguidamente se expone, si bien se pueden emplear otros materiales, pero dicho empleodebería estar oportunamente justificado e ir acompañado de la realización de los ensayosnecesarios para determinar el correcto funcionamiento, las características del material y
52
su comportamiento en el futuro, sometidos a las acciones de toda clase que puedansoportar, incluso la agresión química. En estos casos en el correspondiente proyecto sedeben fijar las condiciones para la recepción de los mencionados materiales.
– Cemento. Debe cumplir con lo especificado por la vigente RC. En la elección del tipode cemento se debe tener especialmente en cuenta la agresividad del agua y del terreno.
– Agua, áridos, acero para armaduras y hormigones. Deben cumplir las condicionesexigidas en la vigente EHE.
– Fundición. La fundición que se emplee en elementos tales como tapas de registro,rejillas, etc. debe ser conforme a la norma UNE EN 124:1995. La fundición debe pre-sentar en su fractura grano fino, regular, homogéneo y compacto, así como ser dulce,tenaz y dura, pudiendo, sin embargo, trabajarse a la lima y al buril, y susceptible deser cortada y taladrada fácilmente. En su moldeo no debe presentar poros, sopladuras,bolsas de aire o huecos, gotas frías, grietas, manchas, pelos ni otros defectos debidosa impurezas que perjudiquen a la resistencia o a la continuidad del material y al buenaspecto de la superficie del producto obtenido. Las paredes interiores y exteriores delas piezas deben estar cuidadosamente acabadas y limpiadas.
– Acero. El acero empleado en los elementos complementarios de la tubería (ver aparta-do 2.4) debe cumplir con lo especificado en las siguientes normas:
acero laminado NBE-MV-102 y NBE-MV-104acero estructural en chapas y perfiles UNE-EN 10025:1994acero inoxidable UNE-EN 10088:1996
– Aleaciones de cobre. Deben cumplir con lo especificado por las normas UNE-EN1982:1999 y UNE-EN 12165:1999.
– Ladrillos. Deben cumplir las especificaciones de la vigente RL.
3.2 Tubos de fundición dúctil
3.2.1 Generalidades. Normativa y campo de aplicación
Los tubos de fundición dúctil tienen la condición de metálicos y sus diámetros nominalesestán normalizados por UNE-EN hasta el valor de 2.000 mm.
La fundición dúctil, conocida también como fundición nodular o de grafito esferoidal,es aquélla en la que el grafito se presenta principalmente en forma de esferas, segúnlo indicado en el epígrafe 3.2.3. La fundición gris, de menor resistencia a la tracción,no debe ser utilizada ni en los tubos ni en las piezas especiales en las redes deabastecimiento.
Los procedimientos de fabricación usuales de los tubos y de las piezas especiales son losque se indican a continuación.
53
54
Esta norma UNE-EN 545:1995 (elaborada por el CTN 19 de AENOR) recoge loespecificado por la equivalente norma europea EN 545 de CEN (desarrollada porsu TC 203) y sustituyó a la antigua norma UNE 19021:1991 "Tubos y piezasespeciales y accesorios de fundición dúctil para canalizaciones con presión"vigente hasta el año 1995. Su contenido está basado en el de la norma ISO2531:1998.
En cualquier caso, recientemente (31/03/2002), CEN ha revisado dicha norma euro-pea EN 545 (EN 545:2002), habiéndose publicado por AENOR el 30 de diciembrede 2002 la norma UNE-EN 545:2002, traducción de la anterior norma CEN.
El contenido de la presente Guía Técnica ya estaba finalizado en dicha fecha, porlo que la norma referenciada es siempre la UNE-EN 545:1995 y no la nuevanorma UNE-EN 545:2002, si bien las principales novedades que incorpora la ver-sión de 2002 han sido tenidas en cuenta.
En Estados Unidos, que no en Europa, son de referencia para el dimension-amiento de estos tubos las siguientes normas
– AWWA C 110-98, C 115-99, C 150-96, C 151-96 ó C 153-00– ASTM A 377-99
Los tubos de fundición dúctil son utilizados en Europa desde el año 1948.Desplazaron a la antigua fundición gris (de menor resistencia y susceptible de sufrirroturas frágiles), la cual era empleada desde mucho más antiguo (siglo XVIII).
a) Tubos
Colada por centrifugación en molde metálico, revestido o no.Colada por centrifugación en molde de arena.Colada en molde de arena.Colada en molde metálico.
b) Piezas especiales
Colada en molde de arenaColada en molde metálico
Tras la colada, los tubos y las piezas especiales pueden ser sometidos, si es necesario, aun tratamiento térmico para conseguir las características mecánicas exigidas en el epí-grafe 3.2.3.
Respecto a la normativa de aplicación, los tubos y las piezas especiales de fundición parael transporte de agua a presión deben cumplir, con carácter general, con lo especificadopor la norma:
UNE-EN 545:1995 Tubos, uniones y accesorios en fundición dúctil y sus uniones paracanalización de agua. Prescripciones y métodos de ensayo.
3.2.2 Definiciones y clasificación
3.2.2.1 Definiciones
Complementariamente a las definiciones del apartado 2.4, en los tubos de fundición sonde aplicación las siguientes:
– Diámetro nominal
En los tubos de fundición el diámetro nominal (DN) es, aproximadamente, el diámetrointerior (ID).
Para un mismo diámetro nominal (DN) los tubos admiten ser fabricados en distintasgamas de espesores, de modo que para una misma capacidad hidráulica, la resisten-cia mecánica del tubo sea variable.
En estos tubos, por consideraciones de fabricación, para un determinado diámetronominal (DN), el diámetro exterior (OD) es siempre fijo, independientemente del espe-sor, de manera que el aumento o reducción de espesor debe ser obtenido por modifi-cación del diámetro interior real (ID).
55
Entre las ventajas de los tubos de fundición dúctil debe destacarse, en primerlugar, el excelente comportamiento de los mismos ante la presión hidráulica inte-rior y la acción de las cargas externas, lo que hace que su campo de aplicaciónabarque tanto los diámetros pequeños, como los medianos y los grandes (hayexperiencias de hasta 1.400 mm o 1.600 mm en España y de hasta 2.600 mmen Japón), con presiones máximas de 3 ó 4 N/mm2, según diámetros, habiendodisponible, además, una gran gama de piezas especiales en este material.
Por otro lado, estos tubos van provistos de revestimientos tanto interiores comointeriores (ya que por su condición de metálicos requieren de algún tipo de pro-tección, ver apartado 3.2.6), cuya elección depende de las características del aguaa transportar y del medio en el que se instalen.
En la instalación de los mismos, al ser un tubo flexible en diámetros grandes (ypor tanto resistir las solicitaciones deformándose y contando con la ayuda delempuje pasivo del relleno), las características y grado de compactación de losmateriales a colocar alrededor de la tubería adquieren gran importancia, lo queobliga a una cuidadosa ejecución en obra. En diámetros pequeños, el compor-tamiento del tubo es rígido, por lo que las condiciones de instalación no tienenporque ser exigentes.
La instalación, por su parte, se ve facilitada en tanto en cuanto los tubos sonfácilmente mecanizables en obra (se pueden cortar, taladrar, roscar, etc.) y porqueel tipo de unión habitualmente empleado (flexible, de enchufe y campana) es defácil colocación.

Por tanto, para un valor del diámetro nominal (DN), el diámetro exterior (OD) es fijo yel diámetro interior (ID) es variable (dependiendo del espesor de la fundición, del reves-timiento empleado y de las tolerancias), aproximadamente coincidente con el DN.
56
Eje
mplo
5 En esta figura se ha queridorepresentar, sobre una seccióngenérica de un cuadrante deuna tubería, como se relacio-nan entre sí los distintosdiámetros al variar el espesordel tubo.
A efectos de simplificar almáximo la figura no se hantenido en cuenta ni los reves-timientos (se ha supuesto lafundición desnuda) ni lastolerancias.
Así, por ejemplo, conformepuede verse en la Tabla 8, untubo de diámetro nominal(DN) 600 quiere decir que sudiámetro exterior (OD) essiempre 635 mm, salvo lastolerancias, pero el interiorreal (ID) no es exactamente
600, sino que es variable, teniendo en cuenta el espesor (que será uno uotro según la clase K), el revestimiento empleado y las tolerancias.
Fig. 4. Diámetros en los tubos de fundición (sin tener en cuenta los revestimientos)
– Clase de espesor (K)
Para definir el espesor se utiliza un parámetro (la clase de espesor, K) que lo relacionacon el diámetro, y que sirve para clasificar los tubos, de acuerdo con lo indicado en elapartado 3.2.2.2. Habitualmente es un número tomado de la serie .., 8, 9, 10, 11,12,... (hablándose entonces de clase K8, K9, K10, K11 ó K12), de forma que el espe-sor del tubo viene dado por la fórmula (e y DN en mm):
e = K (0,5+0,001DN)
Los valores más frecuentes son:
K = 9 para los tubos con unión flexibleK = 9, 10, 12, 14 para los tubos con bridasK = 12 y 14 para las piezas especiales
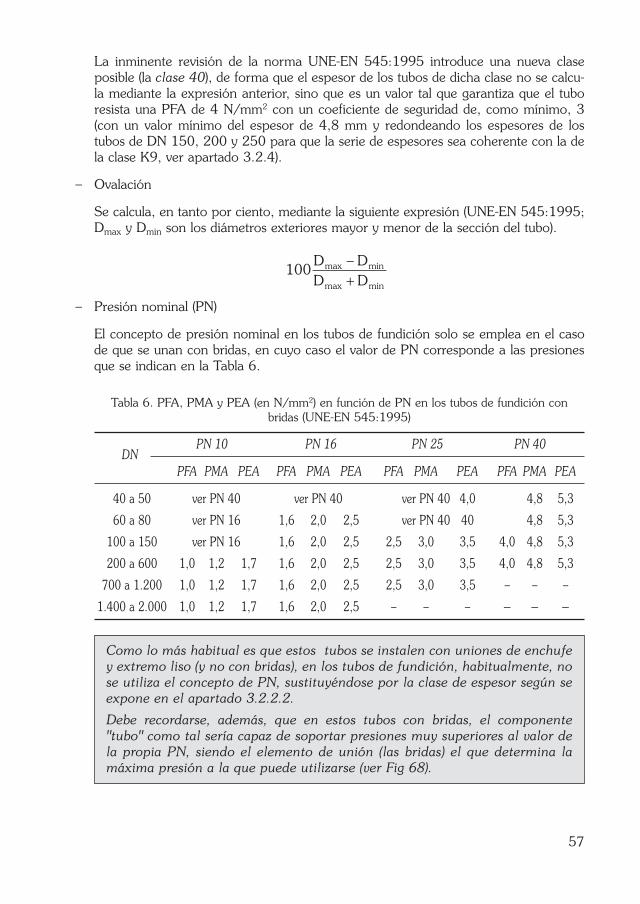
La inminente revisión de la norma UNE-EN 545:1995 introduce una nueva claseposible (la clase 40), de forma que el espesor de los tubos de dicha clase no se calcu-la mediante la expresión anterior, sino que es un valor tal que garantiza que el tuboresista una PFA de 4 N/mm2 con un coeficiente de seguridad de, como mínimo, 3(con un valor mínimo del espesor de 4,8 mm y redondeando los espesores de lostubos de DN 150, 200 y 250 para que la serie de espesores sea coherente con la dela clase K9, ver apartado 3.2.4).
– Ovalación
Se calcula, en tanto por ciento, mediante la siguiente expresión (UNE-EN 545:1995;Dmax y Dmin son los diámetros exteriores mayor y menor de la sección del tubo).
– Presión nominal (PN)
El concepto de presión nominal en los tubos de fundición solo se emplea en el casode que se unan con bridas, en cuyo caso el valor de PN corresponde a las presionesque se indican en la Tabla 6.
100D DD D
max min
max min
–+
57
Tabla 6. PFA, PMA y PEA (en N/mm2) en función de PN en los tubos de fundición conbridas (UNE-EN 545:1995)
DNPN 10 PN 16 PN 25 PN 40
PFA PMA PEA PFA PMA PEA PFA PMA PEA PFA PMA PEA
40 a 50 ver PN 40 ver PN 40 ver PN 40 4,0 4,8 5,3
60 a 80 ver PN 16 1,6 2,0 2,5 ver PN 40 40 4,8 5,3
100 a 150 ver PN 16 1,6 2,0 2,5 2,5 3,0 3,5 4,0 4,8 5,3
200 a 600 1,0 1,2 1,7 1,6 2,0 2,5 2,5 3,0 3,5 4,0 4,8 5,3
700 a 1.200 1,0 1,2 1,7 1,6 2,0 2,5 2,5 3,0 3,5 – – –
1.400 a 2.000 1,0 1,2 1,7 1,6 2,0 2,5 – – – – – –
Como lo más habitual es que estos tubos se instalen con uniones de enchufey extremo liso (y no con bridas), en los tubos de fundición, habitualmente, nose utiliza el concepto de PN, sustituyéndose por la clase de espesor según seexpone en el apartado 3.2.2.2.
Debe recordarse, además, que en estos tubos con bridas, el componente"tubo" como tal sería capaz de soportar presiones muy superiores al valor dela propia PN, siendo el elemento de unión (las bridas) el que determina lamáxima presión a la que puede utilizarse (ver Fig 68).

3.2.2.2. Clasificación
Los tubos de fundición se fabrican bajo determinadas clases (ver 3.2.2.1), de manera queel espesor del tubo queda determinado en función del DN y de la clase de que se trate.Además, los tubos de fundición dúctil pueden estar unidos mediante unión flexible conanillo elastomérico o rígida con bridas, siendo diferentes los parámetros de clasificaciónen ambos casos.
– Tubos de unión flexible.Se clasifican por su DN y la clase de espesor de que se trate.
– Tubos con bridas. Se clasifican por su DN y por la PN de las bridas. A su vez, paracada PN, y según las bridas sean roscadas, incorporadas o soldadas, los tubos serán,en general, de una clase de espesor K9, K10 ó K12, conforme puede verse en la Fig5 (solo en el caso de que las bridas sean incorporadas puede haber más de una clasede espesor posible para una combinación de DN y PN, debiendo especificarse en esoscasos la clase de que se trata como un parámetro más de clasificación).
Las posibles clases y los valores normalizados de DN y PN son los que se representan enla Fig 5.
58
Eje
mplo
6 La clasificación de un tubo con unión flexible de DN 1.000 requiere, ademásdel valor del DN, la clase de espesor de que se trate, que será K9 ó K10.
Mientras, la clasificación de un tubo con bridas de, por ejemplo, DN 500,requerirá la PN de que se trate (PN 10, 16, 25 ó 40).
Según las bridas sean soldadas, incorporadas o roscadas, la clase de espesordel tubo será una u otra conforme puede verse en la Fig 5.
Sólo en el caso de que las bridas sean incorporadas habrá más de una posi-bilidad (K9 ó K10), debiendo especificarse, en ese caso, de cuál se trata parasu correcta clasificación.
3.2.3 Características técnicas
La composición química de la fundición debe ser la adecuada para que con ella se alcan-cen las características mecánicas establecidas en la presente Guía Técnica.
De las características físicas y mecánicas de los tubos de fundición, debe destacarse, en primerlugar, que éstos tienen que poder ser cortados, taladrados y mecanizados con facilidad, si bienla dureza no debe exceder los valores indicados en la Tabla 7. El material no ha de presentarporos, sopladuras, burbujas, grietas, ni ningún otro defecto que pueda perjudicar su resisten-cia, continuidad y buen aspecto y su fractura tiene que ser de grano fino y homogéneo.
Cuando sea necesario, los tubos pueden ser reparados con el fin de corregir las imper-fecciones superficiales y defectos localizados que no afecten a la totalidad de espesor dela pared, siempre que los tubos reparados cumplan con las características mecánicasespecificadas en la norma UNE-EN 545:1995.

DN
4050606580
100125150200250300350400450500600700800900
1.0001.1001.2001.4001.5001.6001.8002.000
Fig 5.Clasificación de los tubos de fundición(elaborada a partir del contenido de la norma UNE-EN 545:1995)
59
Tubos conunión flexible
PN10 PN16 PN25 PN40 PN10 PN16 PN25 PN40 PN10 PN16 PN25 PN40
Unión con bridassoldadas
Unión con bridasincorporadas
Unión con bridasroscadas
Clase 40 Clase K9 Clase K10 Clase K12
Las características mecánicas de la fundición dúctil empleada en los tubos y en las piezasespeciales deben cumplir con lo especificado en la Tabla 7. Para la densidad del materialse adopta, en general, el valor de 7.050 kg/m3 y para el módulo de elasticidad, 1,7 x 105
N/mm2.
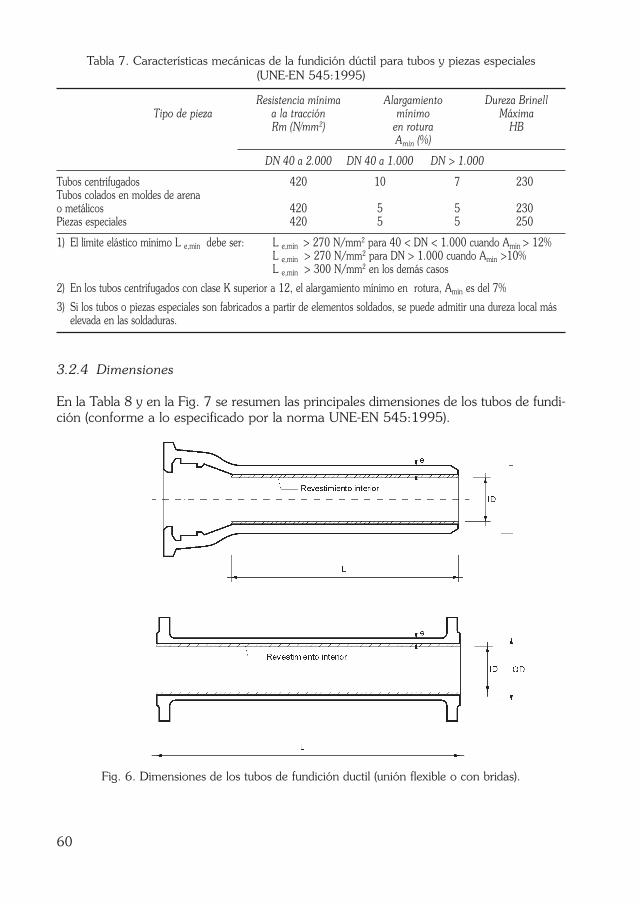
Tabla 7. Características mecánicas de la fundición dúctil para tubos y piezas especiales (UNE-EN 545:1995)
Resistencia mínima Alargamiento Dureza BrinellTipo de pieza a la tracción mínimo Máxima
Rm (N/mm2) en rotura HB Amin (%)
DN 40 a 2.000 DN 40 a 1.000 DN > 1.000
Tubos centrifugados 420 10 7 230Tubos colados en moldes de arenao metálicos 420 5 5 230Piezas especiales 420 5 5 250
1) El límite elástico mínimo L e,min debe ser: L e,min > 270 N/mm2 para 40 < DN < 1.000 cuando Amin > 12%L e,min > 270 N/mm2 para DN > 1.000 cuando Amin >10%L e,min > 300 N/mm2 en los demás casos
2) En los tubos centrifugados con clase K superior a 12, el alargamiento mínimo en rotura, Amin es del 7%
3) Si los tubos o piezas especiales son fabricados a partir de elementos soldados, se puede admitir una dureza local máselevada en las soldaduras.
3.2.4 Dimensiones
En la Tabla 8 y en la Fig. 7 se resumen las principales dimensiones de los tubos de fundi-ción (conforme a lo especificado por la norma UNE-EN 545:1995).
Fig. 6. Dimensiones de los tubos de fundición ductil (unión flexible o con bridas).
60

61
Tabl
a 8.
Dim
ensi
ones
de
los
tubo
s de
fun
dici
ón d
úctil
(ela
bora
da a
par
tir d
e U
NE-E
N 5
45:1
995)
Diám
etro
s (m
m)
Espe
sore
s (m
m)
Long
itude
sVa
lor
Tole
ranc
ias
Valo
r nom
inal
Tole
-
Valo
r nom
inal
(m)
Tole
ranc
ias (
mm
)
ranc
iaTu
bos
Tubo
s con
Tubo
s con
Tubo
sTu
bos
clase
clase
clase
con
brid
as
brid
asco
nco
nDN
ODDN
OD40
K9K1
0en
chuf
ein
corp
orad
asso
ldad
as
ench
ufe
brid
asro
scad
as40
56-1
0+1
/-1,
24,
86,
06,
0-1
,33
0,5-
1-2-
32-
3-4-
5+3
0/-3
0+1
0/-1
050
66-1
0+1
/-1,
24,
86,
06,
0-1
,33
0,5-
1-2-
32-
3-4-
5+3
0/-3
0+1
0/-1
060
77-1
0+1
/-1,
24,
86,
06,
0-1
,35-
5,5-
60,
5-1-
2-3
2-3-
4-5
+30/
-30
+10/
-10
6582
-10
+1/-
1,2
4,8
6,0
6,0
-1,3
5-5,
5-6
0,5-
1-2-
32-
3-4-
5+3
0/-3
0+1
0/-1
080
98-1
0+1
/-2,
74,
86,
06,
0-1
,35-
5,5-
60,
5-1-
2-3
2-3-
4-5
+30/
-30
+10/
-10
100
118
-10
+1/-
2,8
4,8
6,0
6,0
-1,3
5-5,
5-6
0,5-
1-2-
32-
3-4-
5+3
0/-3
0+1
0/-1
012
514
4-1
0+1
/-2,
84,
86,
06,
3-1
,35-
5,5-
60,
5-1-
2-3
2-3-
4-5
+30/
-30
+10/
-10
150
170
-10
+1/-
2,9
5,0
6,0
6,5
-1,3
5-5,
5-6
0,5-
1-2-
32-
3-4-
5+3
0/-3
0+1
0/-1
020
022
2-1
0+1
/-3,
05,
46,
37,
0-1
,55-
5,5-
60,
5-1-
2-3
2-3-
4-5
+30/
-30
+10/
-10
250
274
-10
+1/-
3,1
5,8
6,8
7,5
-1,6
5-5,
5-6
0,5-
1-2-
32-
3-4-
5+3
0/-3
0+1
0/-1
030
032
6-1
0+1
/-3,
36,
27,
28.
0-1
,65-
5,5-
60,
5-1-
2-3
2-3-
4-5
+30/
-30
+10/
-10
350
378
-10
+1/-
3,4
7,0
7,7
8,5
-1,7
5-5,
5-6
0,5-
1-2-
32-
3-4-
5+3
0/-3
0+1
0/-1
040
042
9-1
0+1
/-3,
57,
88,
19,
0-1
,75-
5,5-
60,
5-1-
2-3
2-3-
4-5
+30/
-30
+10/
-10
450
480
-10
+1/-
3,6
8,6
9,5
-1,8
5-5,
5-6
0,5-
1-2-
32-
3-4-
5+3
0/-3
0+1
0/-1
050
053
2-1
0+1
/-3,
89,
010
,0-1
,85-
5,5-
60,
5-1-
2-3
2-3-
4-5
+30/
-30
+10/
-10
600
635
-10
+1/-
4,0
9,9
11,0
-1,9
5-5,
5-6
0,5-
1-2-
32-
3-4-
5+3
0/-3
0+1
0/-1
070
073
8-1
0+1
/-4,
310
,812
,0-2
,05,
5-6-
70,
5-1-
2-3
2-3-
4-5-
6+3
0/-3
0+1
0/-1
080
084
2-1
0+1
/-4,
511
,713
,0-2
,15,
5-6-
70,
5-1-
2-3
2-3-
4-5-
6+3
0/-3
0+1
0/-1
090
094
5-1
0+1
/-4,
812
,614
,0-2
,26-
7-8,
150,
5-1-
2-3
2-3-
4-5-
6+3
0/-3
0+1
0/-1
01.
000
1.04
8-1
0+1
/-5,
013
,515
,0-2
,36-
7-8,
150,
5-1-
2-3
2-3-
4-5-
6+3
0/-3
0+1
0/-1
01.
100
1.15
2-1
1+1
/-6,
014
,416
,0-2
,46-
7-8,
150,
5-1-
2-3
4-5-
6-7
+30/
-30
+10/
-10
1.20
01.
255
-12
+1/-
5,8
15,3
17,0
-2,5
6-7-
8,15
0,5-
1-2-
34-
5-6-
7+3
0/-3
0+1
0/-1
01.
400
1.46
2-1
4+1
/-6,
617
,119
,0-2
,76-
7-8,
150,
5-1-
2-3
4-5-
6-7
+30/
-30
+10/
-10
1.50
01.
565
-15
+1/-
7,0
18,0
20,0
-2,8
8,15
0,5-
1-2-
34-
5-6-
7+3
0/-3
0+1
0/-1
01.
600
1.66
8-1
6+1
/-7,
418
,921
,0-2
,98,
150,
5-1-
2-3
4-5-
6-7
+30/
-30
+10/
-10
1.80
01.
875
-18
+1/-
8,2
20,7
23,0
-3,1
8,15
0,5-
1-2-
34-
5-6-
7+3
0/-3
0+1
0/-1
02.
000
2.08
2-2
0+1
/-9,
022
,525
,0-3
,38,
150,
5-1-
2-3
4-5-
6-7
+30/
-30
+10/
-10
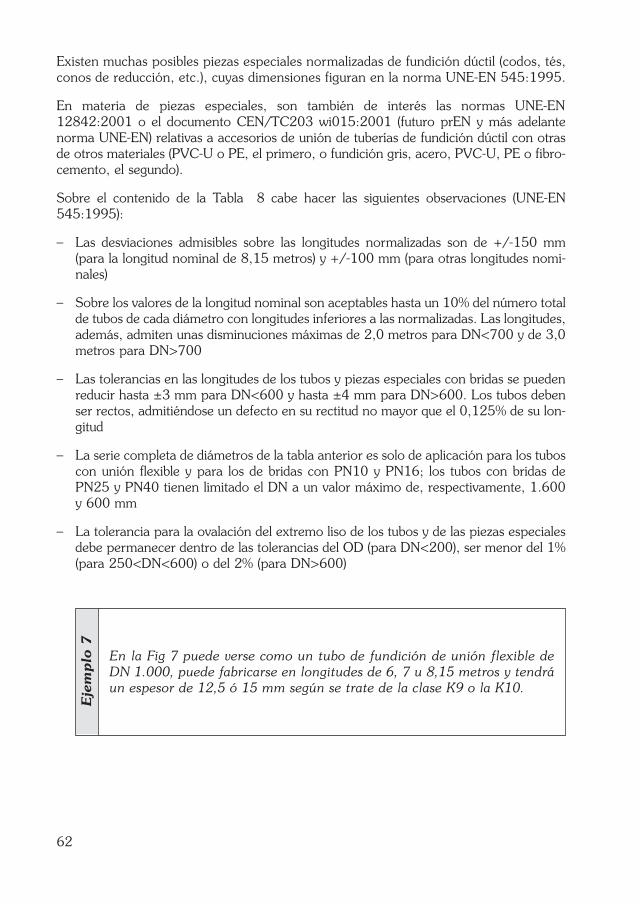
Existen muchas posibles piezas especiales normalizadas de fundición dúctil (codos, tés,conos de reducción, etc.), cuyas dimensiones figuran en la norma UNE-EN 545:1995.
En materia de piezas especiales, son también de interés las normas UNE-EN12842:2001 o el documento CEN/TC203 wi015:2001 (futuro prEN y más adelantenorma UNE-EN) relativas a accesorios de unión de tuberías de fundición dúctil con otrasde otros materiales (PVC-U o PE, el primero, o fundición gris, acero, PVC-U, PE o fibro-cemento, el segundo).
Sobre el contenido de la Tabla 8 cabe hacer las siguientes observaciones (UNE-EN545:1995):
– Las desviaciones admisibles sobre las longitudes normalizadas son de +/-150 mm(para la longitud nominal de 8,15 metros) y +/-100 mm (para otras longitudes nomi-nales)
– Sobre los valores de la longitud nominal son aceptables hasta un 10% del número totalde tubos de cada diámetro con longitudes inferiores a las normalizadas. Las longitudes,además, admiten unas disminuciones máximas de 2,0 metros para DN<700 y de 3,0metros para DN>700
– Las tolerancias en las longitudes de los tubos y piezas especiales con bridas se puedenreducir hasta ±3 mm para DN<600 y hasta ±4 mm para DN>600. Los tubos debenser rectos, admitiéndose un defecto en su rectitud no mayor que el 0,125% de su lon-gitud
– La serie completa de diámetros de la tabla anterior es solo de aplicación para los tuboscon unión flexible y para los de bridas con PN10 y PN16; los tubos con bridas dePN25 y PN40 tienen limitado el DN a un valor máximo de, respectivamente, 1.600y 600 mm
– La tolerancia para la ovalación del extremo liso de los tubos y de las piezas especialesdebe permanecer dentro de las tolerancias del OD (para DN<200), ser menor del 1%(para 250<DN<600) o del 2% (para DN>600)
62
Eje
mplo
7
En la Fig 7 puede verse como un tubo de fundición de unión flexible deDN 1.000, puede fabricarse en longitudes de 6, 7 u 8,15 metros y tendráun espesor de 12,5 ó 15 mm según se trate de la clase K9 o la K10.

63
tubos con uniónflexible
0
5
10
15
20
25
30
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000
DN
espe
sor
(mm
)
0
2
4
6
8
10
12
Lon
gitu
d (m
)
L=8,15 L=7m L=6m L=5,5mL=5 L=3m espesor serie K9 espesor serie K10
tubos con bridas soldadas o roscadas
0
5
10
15
20
25
30
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000
DN
espe
sor
(mm
)
0
2
4
6
8
10
12
Lon
gitu
d (m
)
L=7m L=6m L=5mL=4m L=3m L=2mespesor serie K9 espesor serie K10 espesor serie K12
tubos con uniónflexible
0
5
10
15
20
25
30
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000
DN
espe
sor
(mm
)
0
2
4
6
8
10
12
Lon
gitu
d (m
)
L=8,15 L=7m L=6m L=5,5mL=5 L=3m espesor serie K9 espesor serie K10
Fig. 7. Dimensiones de los tubos de fundición (elaboradas a partir de UNE-EN 545:1995).
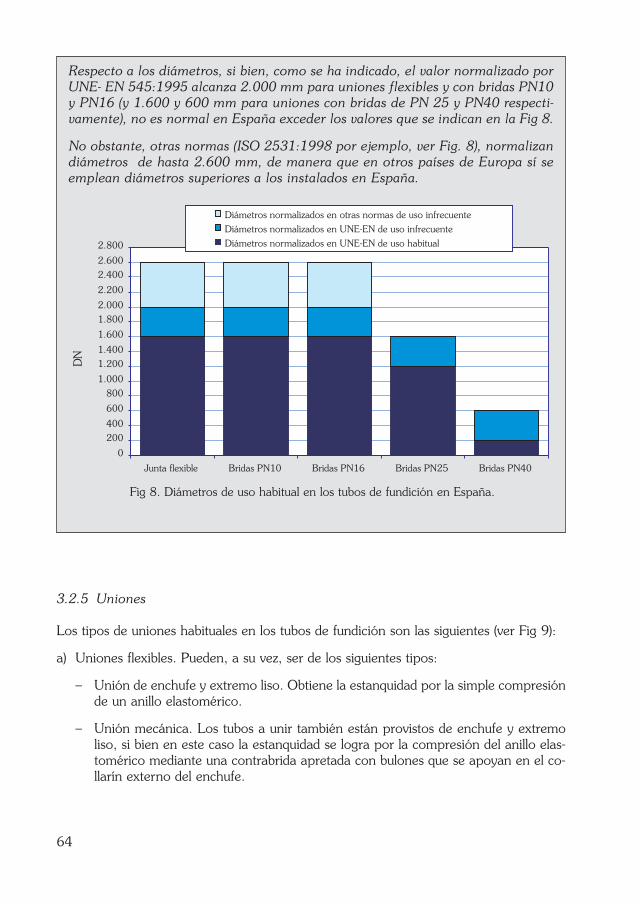
3.2.5 Uniones
Los tipos de uniones habituales en los tubos de fundición son las siguientes (ver Fig 9):
a) Uniones flexibles. Pueden, a su vez, ser de los siguientes tipos:
– Unión de enchufe y extremo liso. Obtiene la estanquidad por la simple compresiónde un anillo elastomérico.
– Unión mecánica. Los tubos a unir también están provistos de enchufe y extremoliso, si bien en este caso la estanquidad se logra por la compresión del anillo elas-tomérico mediante una contrabrida apretada con bulones que se apoyan en el co-llarín externo del enchufe.
64
Respecto a los diámetros, si bien, como se ha indicado, el valor normalizado porUNE- EN 545:1995 alcanza 2.000 mm para uniones flexibles y con bridas PN10y PN16 (y 1.600 y 600 mm para uniones con bridas de PN 25 y PN40 respecti-vamente), no es normal en España exceder los valores que se indican en la Fig 8.
No obstante, otras normas (ISO 2531:1998 por ejemplo, ver Fig. 8), normalizandiámetros de hasta 2.600 mm, de manera que en otros países de Europa sí seemplean diámetros superiores a los instalados en España.
0
200
400
600
800
1.000
1.200
1.400
1.600
1.800
2.000
2.200
2.400
2.600
2.800
Junta flexible Bridas PN10 Bridas PN16 Bridas PN25 Bridas PN40
DN
Diámetros normalizados en otras normas de uso infrecuente
Diámetros normalizados en UNE-EN de uso infrecuente
Diámetros normalizados en UNE-EN de uso habitual
Fig 8. Diámetros de uso habitual en los tubos de fundición en España.
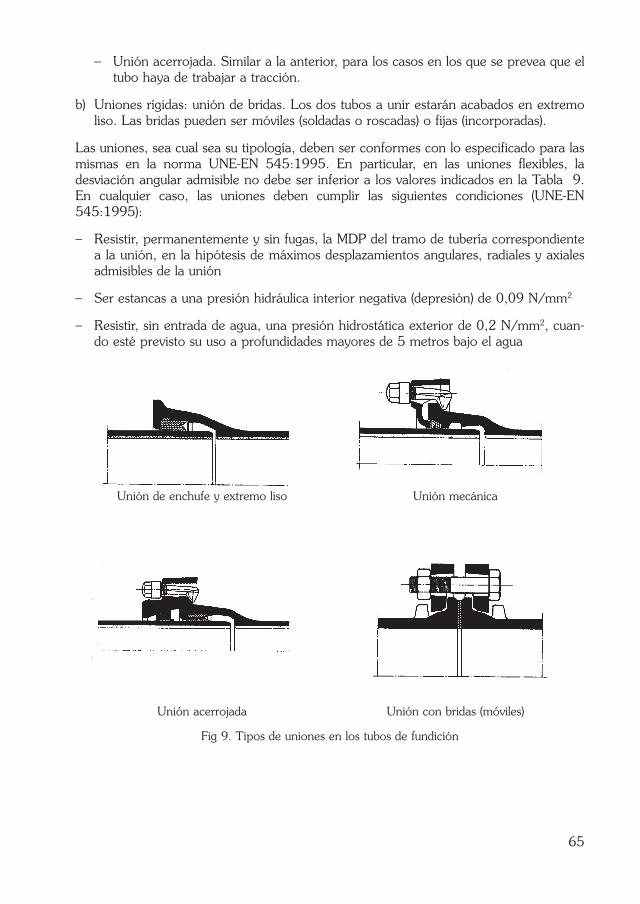
– Unión acerrojada. Similar a la anterior, para los casos en los que se prevea que eltubo haya de trabajar a tracción.
b) Uniones rígidas: unión de bridas. Los dos tubos a unir estarán acabados en extremoliso. Las bridas pueden ser móviles (soldadas o roscadas) o fijas (incorporadas).
Las uniones, sea cual sea su tipología, deben ser conformes con lo especificado para lasmismas en la norma UNE-EN 545:1995. En particular, en las uniones flexibles, ladesviación angular admisible no debe ser inferior a los valores indicados en la Tabla 9.En cualquier caso, las uniones deben cumplir las siguientes condiciones (UNE-EN545:1995):
– Resistir, permanentemente y sin fugas, la MDP del tramo de tubería correspondientea la unión, en la hipótesis de máximos desplazamientos angulares, radiales y axialesadmisibles de la unión
– Ser estancas a una presión hidráulica interior negativa (depresión) de 0,09 N/mm2
– Resistir, sin entrada de agua, una presión hidrostática exterior de 0,2 N/mm2, cuan-do esté previsto su uso a profundidades mayores de 5 metros bajo el agua
Fig 9. Tipos de uniones en los tubos de fundición
65
Unión de enchufe y extremo liso Unión mecánica
Unión acerrojada Unión con bridas (móviles)

Complementariamente a las especificaciones de UNE-EN 545:1995, las siguientes nor-mas de AFNOR son también habitualmente empleadas para normalizar estos elementos(no obstante, existen también normas similares de otros organismos normalizadores, talescomo BSI ó DIN en el Reino Unido y Alemania, respectivamente):
NF A 48-863:1981 Uniones con enchufeNF A 48-842:1981 Uniones con bridasNF A 48-860:1981 Unión mecánicaNF A 48-870:1981 Unión acerrojada
Tabla 9. Uniones flexibles. Desviación angular admisible. Valores mínimos (UNE-EN 545:1995)
DN Tipo de unión
Sin acerrojar Acerrojadas
DN < 300 3° 30' 1° 45'350 < DN < 600 2° 30' 1° 15'700 < DN < 2.000 1° 30' 45'
66
Las desviaciones admisibles de las uniones permiten a la canalización aco-modarse a los asentamientos del terreno y/o a los efectos térmicos sin sufrir ten-siones adicionales.
En particular, las uniones acerrojadas deben ser diseñadas para ser como míni-mo semiflexibles, por lo que la desviación angular admisible declarada por elfabricante no debería ser inferior a la mitad del valor indicado en la Tabla 9.
En cada instalación en particular, el proyecto debe especificar los tipos de juntasque sean de aplicación. Caso de no hacerlo suelen emplearse tubos con unionesenchufables. En este caso (uniones enchufables), unas dimensiones habituales delas mismas son las que se indican en la tabla adjunta.
Las uniones acerrojadas (al resistir esfuerzos de tracción) son especialmenterecomendables en los casos de fuertes pendientes longitudinales o cuando senecesite obviar la colocación de macizos de anclaje en los quiebros de la con-ducción (ver apartado 5.7). Las uniones mecánicas se emplean mucho en lasconexiones con accesorios, mientras que las bridas se suelen utilizar en montajesque requieran gran precisión o cuando sea previsible que hayan de ser desmon-tados.
En cualquier caso, un campo habitual de aplicación de cada tipo de unión en fun-ción del DN es como se muestra en la Fig. 10.

67
Tabla 10. Dimensiones habituales de las uniones enchufables
DN B (mm) C (mm) P (mm)
60 145 80 8780 168 101 90
100 189 121 92125 216 147 95150 243 173 98200 296 225 104250 353 277 404300 410 329 105350 465 381 108400 517 432 110450 575 483 113500 630 535 115600 739 638 120700 863 741 145800 974 845 145900 1.082 948 145
1.000 1.191 1.051 1551.100 1.300 1.154 1601.200 1.412 1.258 1651.400 1.592 1.465 2451.500 1.710 1.568 2651.600 1.816 1.671 2651.800 2.032 1.878 2752.000 2.265 2.085 290

3.2.6 Revestimientos de la tubería
Todos los tubos y las piezas especiales se deben proteger contra la corrosión mediantealgún procedimiento adecuado. En general, se recomienda seguir lo especificado en el"Manual de corrosión y protección de tuberías" de AEAS (2001).
Los revestimientos deben recubrir uniformemente la totalidad de los contornos de lostubos y de las piezas especiales, constituyendo superficies lisas y regulares, exentos dedefectos tales como cavidades o burbujas. Han de estar bien adheridos a la fundición, no
68
DN Enchufe y Mecánica Acerrojada Bridas Bridas Bridas Bridasextremo liso PN10 PN16 PN25 PN40
40
50
60
65
80
100
125
150
200
250
300
350
400
450
500
600
700
800
900
1.000
1.100
1.200
1.300
1.400
1.500
1.600
Fig. 10. Tipos de uniones de uso habitual en función del DN

descascarillándose, ni exfoliándose, y secando en un tiempo rápido. Se aplican despuésde efectuadas las pruebas de presión interna, previa comprobación de que los tubos opiezas especiales se encuentran secos y exentos de óxido, arena, escoria y demásimpurezas, debiendo efectuarse en caso contrario una cuidadosa limpieza. Los reves-timientos se deben aplicar siempre en fábrica, excepto la manga de polietileno que secoloca en la propia obra.
Los posibles revestimientos previstos para los tubos y las piezas especiales en la normaUNE-EN 545:1995 son los que se indican en la Tabla 12. Deben cumplir con lo que, engeneral, se establece para ellos en dicha norma UNE-EN 545:1995, indicándose en lapropia Tabla 12 otra normativa adicional específica para ellos (debe destacarse que en laactualidad se están desarrollando normas europeas para los revestimientos de polietileno,poliuretano y epoxy). En cualquier caso, los revestimientos más usuales son los resumi-dos en la Tabla 11.
69
Los posibles sistemas de protección de tuberías metálicas contra la corrosión son,básicamente, bien el recubrimiento mediante revestimientos o bien la proteccióncatódica.
La protección catódica (ver apartado 5.3.5) se basa en garantizar que la tuberíasea eléctricamente contínua, por lo que si se instalan uniones flexibles, como elanillo elastomérico rompe dicha continuidad eléctrica, deberían disponerse enlas uniones sistemas que eviten dichas discontinuidades, como puentes, elemen-tos mecánicos o, en general, accesorios que garantizasen la continuidad eléctri-ca de la conducción.
La protección mediante revestimientos, por el contrario, no requiere de la con-tinuidad eléctrica de la conducción, pudiendo emplearse con cualquier sistemade unión.
La elección entre un sistema u otro de protección es, por tanto, una cuestióneconómica que dependerá de las circunstancias particulares de cada instalación.
En las tuberías de fundición, habitualmente unidas mediante unión elástica, laprotección catódica no suele emplearse, protegiéndose contra la corrosión exclu-sivamente mediante revestimientos o mangas de polietileno. En el presenteapartado se exponen los revestimientos usualmente utilizados en los tubos defundición, reservándose el apartado 5.3.5 para cuando, excepcionalmente, seempleen sistemas de protección catódica complementariamente a estas protec-ciones.
No obstante, de alguna manera, el revestimiento de cinc metálico o el de cinc-alu-minio 80/15 (ver Tabla 12) son en sí mismos una protección catódica de cada tuboindividualmente considerado (garantizando un potencial de polarización obvia-mente inferior al logrado en una protección contínua de toda la conducción).

Tabla 11. Revestimientos habituales en los tubos y piezas de fundición (UNE-EN 545:1995)
Revestimiento exterior Revestimiento interior
Tubos Cinc metálico con capa de acabado Mortero de cemento
Cinc/Aluminio (85/15)
Piezas especiales Pintura Pintura
Enchufes Cinc metálico con capa de acabado Pintura
Cinc/Aluminio (85/15)
Bridas Pintura ––
Tabla 12. Tipos de revestimientos en los tubos de fundición dúctil
Tipo de AplicacionesNormativa Espesor
Otras revestimiento posibles
complementaria mínimocaracterísticasa UNE-EN 545:1995 erv
Cinc con capa Exterior de los tubos ISO 8179:1995 70 µm
Riqueza cinc: bituminosa de acabado 130 g/m2
Pintura rica en cinc Exterior de los tubos Riqueza cinc: con capa de acabado Ext. piezas especiales 150 g/m2
Cinc reforzado con Exterior de los tubos
Riqueza cinc: capa de acabado 200 g/m2
Cinc-Aluminio (85/15)Exterior de los tubos
Riqueza cinc-aluminio:con capa de acabado 400 g/m2
Polietileno extruido Exterior de los tubos DIN 30674-1:1982 1,8 y 3 mm
Exterior de los tubosISO 8180:1995
200µm (DN<1.200) Res. a la tracción:Manga de polietilenoExt. piezas especiales
AWWAC105-99400µm (DN>1.200) 8,3 N/mm2
ASTM A74-98
Mortero de cementoExterior de los tubos 5 mmreforzado con fibras
Bandas adhesivasExterior de los tubos 1,6 mm (solapeExt.r piezas especiales del 50%)
Exterior/interior tubos700µm (mínimo)Poliuretano Ext./int. enchufes NF A48-851:1995900µm (medio)Ext./int. piezas espec.
Interior de los tubos ISO 4179:1985 3,5 mm (DN<300) Res. a compresión:Int. piezas especiales AWWA C104-95 5 mm (300<DN<600) 40-50 N/mm2
Mortero de cemento Int. de los enchufes DIN 30674-2/92 6mm(600<DN<1200)BS 7892:2000 9 mm (DN>1.200) Densidad:2.200NF A48-902:1985 kg/m3
70

Tabla 12 (Cont.). Tipos de revestimientos en los tubos de fundición dúctil
Tipo de revestimiento Aplicaciones posibles Normativa Espesor Otras característicascomplementaria mínimoa UNE-EN 545:1995 erv
Mortero de cemento Int. de los tuboscon seal coat (sellado) Int. piezas especiales
Pintura bituminosa Int. de los tubos
Pintura Ext./int. piezas espec.
Pinturas epoxy Ext./int. enchufes AWWA C116-98 70 µmExt./int. piezas espec.
Electrodepositados Ext./int. piezas espec. 50 µm
Esmaltado Int. piezas espec.
71
Unos criterios para la elección de unos u otros tipos de revestimientos en funciónde la agresividad del terreno o de las aguas transportadas son los indicados enlas tablas adjuntas.
Tabla 13. Criterios de selección de los revestimientos exteriores en tubos de fundición según la agresividad del terreno
Agresividad del terreno Tipo de revestimiento exterior de los tubos
Terrenos poco corrosivos Cinc metálico y pintura bituminosa de acabado
Terrenos muy corrosivos Cinc metálico, pintura bituminosa de acabado, manga depolietileno o zinc-aluminio y pintura de acabado
Terrenos sumamente corrosivos Poliuretano; cinc metálico; polietileno extruido o bandasadhesivas
Tabla 14. Criterios de selección de los revestimientos interiores en tubos de fundición según la agresividad del agua transportada
Agresividad del agua transportada
Tipo de revestimiento interior de los tubos
Aguas no agresivas Mortero de cemento portland
Aguas agresivas Mortero de cemento resistente a los sulfatos (incluyendocementos de alto horno)
Aguas sumamente agresivas Mortero de cemento aluminosoPoliuretano
La división entre suelos corrosivos y no corrosivos no es, en lo más absoluto,nítida.
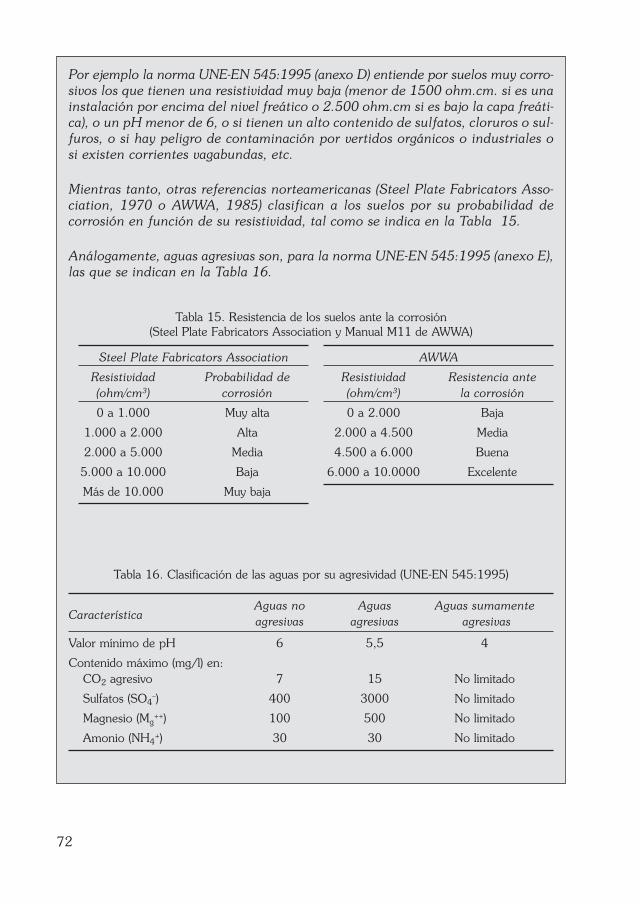
72
Por ejemplo la norma UNE-EN 545:1995 (anexo D) entiende por suelos muy corro-sivos los que tienen una resistividad muy baja (menor de 1500 ohm.cm. si es unainstalación por encima del nivel freático o 2.500 ohm.cm si es bajo la capa freáti-ca), o un pH menor de 6, o si tienen un alto contenido de sulfatos, cloruros o sul-furos, o si hay peligro de contaminación por vertidos orgánicos o industriales osi existen corrientes vagabundas, etc.
Mientras tanto, otras referencias norteamericanas (Steel Plate Fabricators Asso-ciation, 1970 o AWWA, 1985) clasifican a los suelos por su probabilidad decorrosión en función de su resistividad, tal como se indica en la Tabla 15.
Análogamente, aguas agresivas son, para la norma UNE-EN 545:1995 (anexo E),las que se indican en la Tabla 16.
Tabla 15. Resistencia de los suelos ante la corrosión(Steel Plate Fabricators Association y Manual M11 de AWWA)
Tabla 16. Clasificación de las aguas por su agresividad (UNE-EN 545:1995)
CaracterísticaAguas no Aguas Aguas sumamenteagresivas agresivas agresivas
Valor mínimo de pH 6 5,5 4
Contenido máximo (mg/l) en:CO2 agresivo 7 15 No limitado
Sulfatos (SO4–) 400 3000 No limitado
Magnesio (Mg++) 100 500 No limitado
Amonio (NH4+) 30 30 No limitado
Steel Plate Fabricators Association
Resistividad Probabilidad de(ohm/cm3) corrosión
0 a 1.000 Muy alta
1.000 a 2.000 Alta
2.000 a 5.000 Media
5.000 a 10.000 Baja
Más de 10.000 Muy baja
AWWA
Resistividad Resistencia ante (ohm/cm3) la corrosión
0 a 2.000 Baja
2.000 a 4.500 Media
4.500 a 6.000 Buena
6.000 a 10.0000 Excelente
3.2.7 Identificación
Todos los tubos y piezas especiales deben ir marcados, de forma fácilmente legible ydurable, con las siguientes identificaciones como mínimo:
a) Nombre o marca del fabricanteb) Fecha de fabricación (año)c) Especificación de que la pieza es de fundición dúctild) Diámetro nominal (DN)e) Presión nominal (PN), en el caso de la existencia de bridasf) Identificación de la aptitud para el contacto con agua potable, cuando sea el casog) Marca de calidad y/o Organismo de certificación, en su casoh) Clase de espesor de los tubos, cuando ésta no sea K=9i) Referencia a la norma UNE EN 545:1995
Las cinco primeras identificaciones deben ser realizadas en el molde de fundición o iránpunzonadas en frío, pudiéndose aceptar que las otras demás marcas sean ejecutadas conpintura, siempre que quede garantizada su durabilidad, o que vayan adheridas al embalaje.
3.3 Tubos de acero
3.3.1 Generalidades. Normativa y campo de aplicación
Los tubos de acero tienen la condición de metálicos. Son de aplicación, especialmente, enlos casos de altas presiones y cubren la gama de diámetros desde 168 mm hasta 2.540 mm.
El acero empleado en su fabricación debe ser del tipo no aleado y completamente cal-mado, según lo indicado en la norma UNE 36004:1989, pudiendo ser sometido atratamiento térmico. En cualquier caso las características mecánicas han de ser, comomínimo, las indicadas en el epígrafe 3.3.3.
En general, los tubos pueden ser de los siguientes tipos:
a) Tubos sin soldadura
Obtenidos por extrusión de un producto macizo (lingote, palanquilla o barra) y poste-rior laminado o estirado, en caliente o en frío. También pueden obtenerse por coladacentrifugada. En general, el diámetro exterior de estos tubos es inferior a 200 mm.
b) Tubos soldados
Son los obtenidos por conformación, de un producto plano laminado en caliente o enfrío, hasta conseguir una sección circular y posterior soldado de sus bordes. Según elprocedimiento de soldadura empleado los tubos pueden ser:
– Soldados a tope por presión– Soldados por inducción o resistencia eléctrica– Soldados por arco sumergido.
73

La soldadura, en el caso de los tubos soldados a tope por presión, es siempre longi-tudinal, mientras que en los soldados por inducción o arco sumergido puede utilizarsetambién la soldadura helicoidal.
El acero de estos tubos debe tener una aptitud garantizada al soldeo, según lo indica-do en la norma UNE-EN 10025:1994. Se recomienda, además, que las bobinas dechapa laminada empleadas en la obtención de los tubos soldados estén constituidaspor una única pieza, no debiendo admitirse que estén formadas por trozos soldados,excepto en los tubos con soldadura helicoidal por arco sumergido en los que si sonaceptables las soldaduras de empalmes de bobinas, siempre que dichas soldadurashayan sido realizadas por el mismo proceso y sometidas a iguales controles que las delpropio tubo.
74
Lo más habitual es que los tubos de acero para el transporte de agua a presiónsean soldados helicoidalmente, bien por inducción o por arco sumergido. Engeneral, las piezas especiales se suelen obtener por soldadura a partir de trozosde tubo o de chapas de acero iguales a las utilizadas en los tubos.
Respecto a la normativa de aplicación, hay que destacar que no existe en la actualidadninguna norma española UNE relativa a tubos de acero para transporte de agua a pre-sión. En el ámbito de la UE existe el siguiente proyecto de norma:
prEN 10224:1998 Steel pipes, joints and fittings for the conveyance of aqueous liquidincluding potable water
Esta norma está siendo desarrollada por el CEN/TC 29 y, cuando sea aprobada, seráconvenientemente traspuesta como norma UNE. No obstante, algunos organismos denormalización europeos (DIN ó BSI, por ejemplo) han publicado normas provisionalescon el contenido de dicho proyecto (DIN EN 10224 ó BS EN 10224 respectivamente).En esta Guía Técnica, habida cuenta de la importancia que dicho prEN tiene, se hanseguido los contenidos principales del mismo.
Ante esta situación, en ausencia de normativa nacional y/o europea al respecto, lohabitual es dimensionar los tubos de acero helicoidal soldado de acuerdo con lo especifi-cado por algunas de las normas internacionales sobre los mismos, algunas de las cualesse indican a continuación (si bien también existen normas al respecto BSI y AFNOR enel Reino Unido y Francia respectivamente).
a) Normas ISO 4200:1992 o ISO 559:1991b) Norma API 5L:2000c) Norma AWWA C200-97d) Normas DIN 1615:1984, 1626:1984, 1628:1998, 2448:1981, 2413:1993,
2458:1981 ó 2460:1992

Para las piezas especiales puede seguirse lo especificado por la norma AWWA C208-96.
En lo que se refiere a la normalización del material, en la mayoría de los casos, serecomienda que el acero a emplear esté conforme con algunas de las normas especifi-cadas en el apartado 3.3.3.
El procedimiento de soldadura de los tubos está regulado por alguna de las siguientes nor-mas:
a) Normas UNE 14011:1957, UNE 14040:1972, UNE 14606:1975, UNE14607:1979, UNE 14610:1979, UNE 14612:1980 y UNE 14613:1979
b) Normas UNE-EN 287-1:1992 y UNE-EN 288:1993 (partes 1, 2 y 3) c) Otras normas, tales como ASME IX:2001(parte C) ó API 5L:2000
75
Los tubos de acero para el transporte de agua se han utilizado desde antiguo (enlos Estados Unidos hay referencias desde los años 1850), si bien la tecnologíaactual de soldadura helicoidal se desarrolló hacia 1930.
El excelente comportamiento de estos tubos ante la presión hidráulica interior(por lo elevado de su módulo de elasticidad y de su resistencia a la tracción) haceque su campo habitual de aplicación sea el de los tubos de diámetros medios ygrandes (por encima de 500 mm y hasta 2.500 mm) y para elevadas presionesinteriores (hasta incluso cerca de 10 N/mm2 en tubos de diámetro inferior a 1.000mm, dependiendo del acero utilizado), empleándose habitualmente tubos solda-dos helicoidalmente bien por inducción o por arco sumergido.
Habida cuenta de la variabilidad existente de tipos de acero y el gran escalona-miento posible de espesores, es fácil adaptar estos tubos a las exigencias concre-tas de cada red, sin necesidad de sobredimensionamientos excesivos.
Por su condición de tubos metálicos requieren de protección frente a la corrosiónmediante revestimientos (o incluso protección catódica).
En cuanto a la instalación, como tubos flexibles que son, exigen una cuidadosacompactación de los rellenos de las zanjas. Además, las uniones empleadas sue-len ser soldadas, lo que siempre es una operación que requiere de controles adi-cionales.
3.3.2 Definiciones y clasificación
3.3.2.1 Definiciones
Complementariamente a las definiciones del apartado 2.4, en estos tubos son de apli-cación las siguientes:

– Diámetros nominales
En los tubos de acero el diámetro nominal (DN) se refiere al diámetro exterior (OD).
Para un mismo diámetro nominal (DN) los tubos admiten ser fabricados en distintasgamas de espesores, de modo que para una misma capacidad hidráulica, la resisten-cia mecánica del tubo sea variable.
Dichas variaciones de espesor se obtienen por aumento o disminución del diámetrointerior (ID), manteniendo constante el valor del diámetro exterior (OD=DN).
76
Eje
mplo
8 En esta figura se ha queridorepresentar, sobre una seccióngenérica de un cuadrante deuna tubería, como se relacio-nan entre sí los distintosdiámetros al variar el espesordel tubo.
A efectos de simplificar al máxi-mo la figura no se han tenidoen cuenta ni los revestimientos(se ha supuesto el acero des-nudo) ni las tolerancias.
Por ejemplo, un tubo dediámetro nominal (DN) 1.016quiere decir que su diámetroexterior (OD) es de 1.016 mm(ver Tabla 24), salvo las toleran-
cias admisibles, pero el interior (ID) es variable, teniendo en cuenta el espe-sor (que será variable) y las tolerancias.
Fig. 11. Diámetros en los tubos de acero(sin tener en cuenta los revestimientos).
– Ovalación
Se calcula, en tanto por ciento, mediante la siguiente expresión (prEN 10224:1998;Dmax y Dmin son los diámetros exteriores mayor y menor de la sección del tubo).
– Presión nominal (PN)
El concepto de presión nominal en los tubos de acero solo se emplea en el caso deque se unan con bridas, en cuyo caso, el valor de PN corresponde a la máxima DPque el tubo puede resistir.
100D D
DNmax min–

3.3.2.2 Clasificación
Los tubos de acero se clasifican por el diámetro nominal (DN), por el espesor nominal (e)y por el tipo de acero empleado (por el valor de su límite elástico).
La serie de diámetros nominales (DN) y espesores nominales (e) normalizados son losindicados en el apartado 3.3.4 y el tipo de acero empleado debe cumplir con lo especi-ficado en el epígrafe 3.3.3.
77
Como lo más habitual es que estos tubos se instalen con uniones soldadas (yno con bridas), en los tubos de acero, habitualmente, no se utiliza el concep-to de PN.
Debe recordarse, además, que en estos tubos, el componente "tubo" como talsería capaz de soportar presiones muy superiores al valor de la propia PN,siendo el elemento de unión (las bridas) el que determina la máxima presióna la que puede utilizarse.
Por otro lado, el proyecto de norma prEN 10224:1998 no establece relaciónalguna entre PN y PFA, PMA y PEA.
Eje
mplo
9
Si la norma de referencia que se está empleando para el dimensionamientode una tubería de acero fuera la API 5L:2000, dicha tubería quedaría clasifi-cada indicando, por ejemplo, que fuera de acero X60 (ver Tabla 21), de DN660 mm y de espesor 8,7 mm (ver Tabla 23).
Si, por el contrario, se emplea el proyecto de norma prEN 10224:1998 comonorma de producto, para clasificar una tubería habría que especificar que lamisma fuera, por ejemplo de acero L 275 (ver Tabla 19), de DN 660 mm yespesor 8,8 mm (ver Tabla 24).
3.3.3 Características técnicas
Según la norma de referencia que se se esté empleando, la composición química de lacolada en los aceros usados en la fabricación de los tubos debe cumplir con lo especi-ficado en la la Tabla 17 (prEN 10224:1998) o en la Tabla 18 (API 5L:2000). Noobstante, es también frecuente emplear aceros diferentes de los anteriores, tales comolos previstos por las normas UNE 10025:1994 o en las antiguas UNE 36080:1992 óDIN 17100:1980, debiendo cumplir, en dichos casos, lo especificado por las respecti-vas normas.

Tabla 17. Composición química de la colada del acero (prEN 10224:1998)
Tipo C % Si % Mn % P % S %Acero Max. Max. Max. Max. Max.
L235 0,16 0,35 1,20 0,030 0,025
L275 0,20 0,40 1,40 0,030 0,025
L355 0,22 0,55 1,60 0,030 0,025
En general, no se debe añadir ningún otro componente al acero, excepto elementos emplea-dos para la desoxidación (tales como aluminio añadido a la colada). El niobio, vanadio y titaniopueden añadirse según lo indicado en UNE 36004:1989 y UNE-EN 10025:199
Por cada reducción de 0,01% de C, el contenido de Mn se puede incrementar un 0,05% hastaun máximo de 1,60%
Para producto terminado, las tolerancias sobre los valores de esta tabla son las siguientes: C, + 0,03%; Si, + 0,05%; Mn, + 0,10%; P, + 0,005%; S, + 0,005%
Tabla 18. Composición química de la colada del acero (API 5L:2000)
Tipo C % Mn % P % S %Acero Max. Max. Max. Max.
A25 0,21 0,60 0,030 0,030
A 0,22 0,90 0,030 0,030
B 0,26 1,20 0,030 0,030
X42 0,26 1,30 0,030 0,030
X46, X52, X56 0,26 1,40 0,030 0,030
X60 0,26 1,40 0,030 0,030
X65 0,26 1,45 0,030 0,030
X70 0,26 1,65 0,030 0,030
Análogamente, según la norma utilizada, las características mecánicas de los acerosempleados en la fabricación de los tubos serán las indicadas en la Tabla 19 (prEN10224:1998), en la Tabla 20 (UNE-EN 10025:1994 y UNE 36080:1992) o en la Tabla21 (API 5L:2000 ó DIN 17100:1980). Además, la resiliencia debe ser la indicada en laTabla 6 de la norma UNE-EN 10025:1994.
78
Las normas UNE 36080:1992 y DIN 17800:1980 están, en la actualidad, anu-ladas, pero lo cierto es que los aceros previstos en ellas se siguen empleandohabitualmente en el sector, por lo que se han incluido en el presente documento.

79
Tabl
a 19.
Car
acte
ríst
icas
mec
ánic
as d
el a
cero
(prE
N 1
0224:
1998)
Lim
ite
elás
tico
mín
imo
Ala
rgam
iento
min
imo
Tip
o de
ace
roR
esis
tenci
a m
ínim
aL
e min
(N/m
m2)
en la
rot
ura
Am
in(%
)a
la
trac
ción
Rm
(e,
mm
)(N
/mm
2)
e ≤
16
16 <
e <
40
Lon
gitu
dinal
Tran
sver
sal
L 2
35
360 a
500
235
225
25
23
L 2
75
430 a
570
275
265
21
19
L 3
55
500 a
650
355
345
21
19
Tabl
a 20.
Car
acte
ríst
icas
mec
ánic
as d
el a
cero
(UN
E E
N 1
0025:1
994 y
UN
E 3
6080:1
992)
Tipo
de
acer
oRe
siste
ncia
mín
. a la
Lím
ite e
lást
ico
mín
imo
Alar
gam
ient
o en
la ro
tura
Am
in(%
)tr
acci
ón R
m (N
/mm
2 )Le
min
(N/m
m2 )
L (lo
ngitu
dina
l) y
T (tr
ansv
ersa
l)
UN
E U
NE
EN
e≤3
3<e<
40e≤
1616
<e<4
0e≤
11<
e≤1,
51,
5<e≤
22<
e≤2,
52,
5<e≤
33<
e<40
3608
010
025
A 31
0S
185
310
a 54
029
0 a
510
185
175
10 (L
)8 (T
)11
(L)9
(T)
12 (L
)10
(T)
13 (L
)11
(T)
14 (L
)12
(T)
18 (L
)16
(T)
AE 2
35S
235
360
a 51
034
0 a
470
235
225
17 (L
)18
(T)
18 (L
)16
(T)
19 (L
)17
(T)
20 (L
)18
(T)
21 (L
)19
(T)
26 (L
)24
(T)
AE 2
75S
275
430
a 58
041
0 a
560
275
265
14 (L
)12
(T)
15 (L
)13
(T)
16 (L
)14
(T)
17 (L
)15
(T)
18 (L
)16
(T)
22 (L
)20
(T)
AE 3
55S
355
510
a 68
049
0 a
630
355
345
14 (L
)12
(T)
15 (L
)13
(T)
16 (L
)14
(T)
17 (L
)15
(T)
18 (L
)16
(T)
22 (L
)20
(T)
A 49
0E
295
490
a 66
047
0 a
610
295
285
12 (L
)10
(T)
13 (L
)11
(T)
14 (L
)12
(T)
15 (L
)13
(T)
16 (L
)14
(T)
20 (L
)18
(T)
A 59
0E
335
590
a 77
057
0 a
710
335
325
8 (L
)6 (T
)9
(L)7
(T)
10 (L
)8 (T
)11
(L)9
(T)
12 (L
)10
(T)
16 (L
)14
(T)
A 69
0E
360
690
a 90
067
0 a
830
360
355
4 (L
)3 (T
)5
(L)4
(T)
6 (L
)5 (T
)7
(L)6
(T)
8 (L
)7 (T
)11
(L)1
0 (T
)
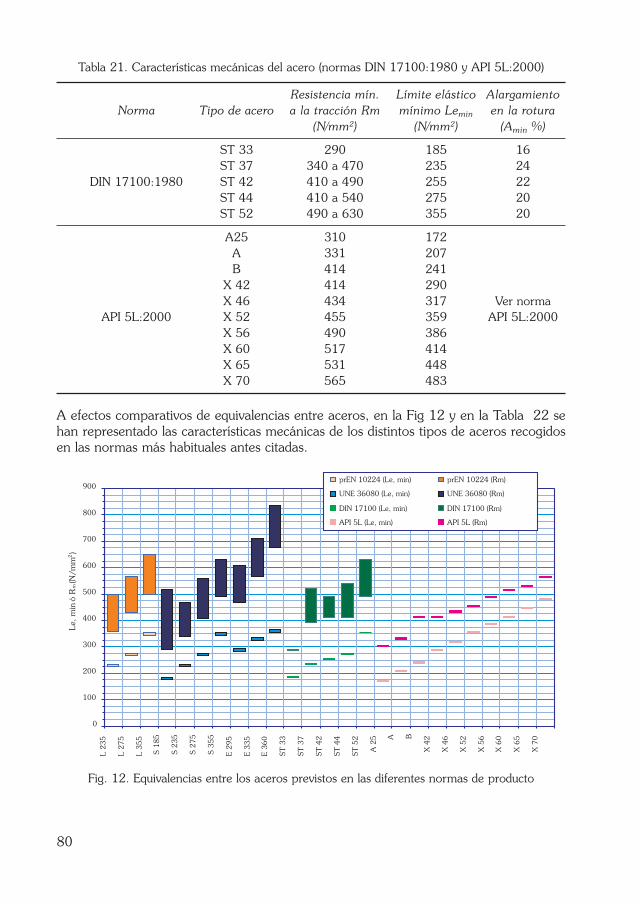
Tabla 21. Características mecánicas del acero (normas DIN 17100:1980 y API 5L:2000)
Resistencia mín. Límite elástico AlargamientoNorma Tipo de acero a la tracción Rm mínimo Lemin en la rotura
(N/mm2) (N/mm2) (Amin %)
ST 33 290 185 16ST 37 340 a 470 235 24
DIN 17100:1980 ST 42 410 a 490 255 22ST 44 410 a 540 275 20ST 52 490 a 630 355 20
A25 310 172A 331 207B 414 241
X 42 414 290X 46 434 317 Ver norma
API 5L:2000 X 52 455 359 API 5L:2000X 56 490 386X 60 517 414X 65 531 448X 70 565 483
A efectos comparativos de equivalencias entre aceros, en la Fig 12 y en la Tabla 22 sehan representado las características mecánicas de los distintos tipos de aceros recogidosen las normas más habituales antes citadas.
Fig. 12. Equivalencias entre los aceros previstos en las diferentes normas de producto
0
100
200
300
400
500
600
700
800
900
L 2
35
L 2
75
L 3
55
S 1
85
S 2
35
S 2
75
S 3
55
E 2
95
E 3
35
E 3
60
ST
33
ST
37
ST
42
ST
44
ST
52
A 2
5 A B
X 4
2
X 4
6
X 5
2
X 5
6
X 6
0
X 6
5
X 7
0
prEN 10224 (Le, min) prEN 10224 (Rm)
UNE 36080 (Le, min) UNE 36080 (Rm)
DIN 17100 (Le, min) DIN 17100 (Rm)
API 5L (Le, min) API 5L (Rm)
Le,
min
ó R
(N/m
m)
2m
80

Tabla 22. Equivalencias aproximadas entre los aceros previstos en las diferentes normas de producto (elaborada a partir de AEAS, 2001)
Otras características técnicas de interés relativas a estos tubos serían los valores de la den-sidad y del módulo de elasticidad, los cuales suelen ser, respectivamente, 7.850 kg/m3 y2,1 x 105 N/mm2.
3.3.4 Dimensiones
Las dimensiones normalizadas en los tubos de acero (básicamente diámetros y espesores)son variables según la norma de producto que se esté utilizando. A continuación se adjun-tan los valores previstos en prEN 10224:1998 (Tabla 24), en API 5L:2000 (Tabla 23) oen normas DIN (Tabla 25).
Fig. 13. Dimensiones en los tubos de acero.
API pr EN UNE EN DIN UNE 5L:2000 10224:1998 10025:1994 17100:1980 36080:1992
A25 S 185 ST 33 A 310AB L235 S 235 ST 37 AE 235
ST 42X42 L 275 ST 44X 46 S 275 AE 275X 52 L 355 S 355 ST 52 AE 355X 56X 60X 65X 70
81

En relación con las piezas especiales, sus dimensiones no suelen estar normalizadas, sinoque se determinan en función de las necesidades de cada proyecto. No obstante lo ante-rior, en prEN 10224:1998 se establecen unos valores para algunas tipologías específicasde piezas especiales.
Tabla 23. Diámetros y espesores nominales habituales para los tubos de acero (API 5L:2000)
82
DNEspesor nominal, e (mm)
3,2 3,6 4,0 4,4 4,8 5,2 5,6 6,4 7,1 7,9 8,7 9,5 10,3 11,1 11,9 12,7 14,3 15,9 17,5
168,3
219,1
273,1
323,9
355,6
406,4
457,0
508,0
559,0
610,0
660,0
711,0
762,0
813,0
864,0
914,0
1.016,0
1.067,0
1.118,0
1.168,0
1.219,0
1.270,0
1.321,0
1.422,0
1.524,0
1.626,0
1.727,0
1.829,0
1.930,0
2.032,0

Tabla 24. Diámetros y espesores nominales de los tubos de acero (prEN 10224:1998)
2,0
2,3
2,6
2,9
3,2
4,0
4,5
5,0
5,4
5,6
6,3
7,1
8,0
8,8
10,0
11,0
12,5
14,2
16,0
17,5
20,0
22,2
25,0
DN Espesor nominal, e (mm)
Serie Serie Serie 1 2 3
26,930,0
31,832,0
33,735,0
38,040,0
42,444,5
48,351,0
54,057,0
60,363,570,0
73,076,1
82,588,9
101,6108,0
114,3127,0133,0
139,7141,3152,4159,0
168,3177,8193,7
219,1244,5
273,0323,9355,6406,4457,0508,0
559,0610660711762813864914
1.0161.0671.1181.1681.2191.3211.4221.5241.6261.7271.8291.9302.0322.1342.2352.3372.4382.5402.6422.743
Serie 1: Diámetros para los que las piezas especiales necesarias están normalizadas Serie 2: Diámetros para los que las piezas especiales necesarias no están normalizadasSerie 3: Diámetros para aplicaciones especiales para los que existen muy pocas piezas especiales normalizadas
83
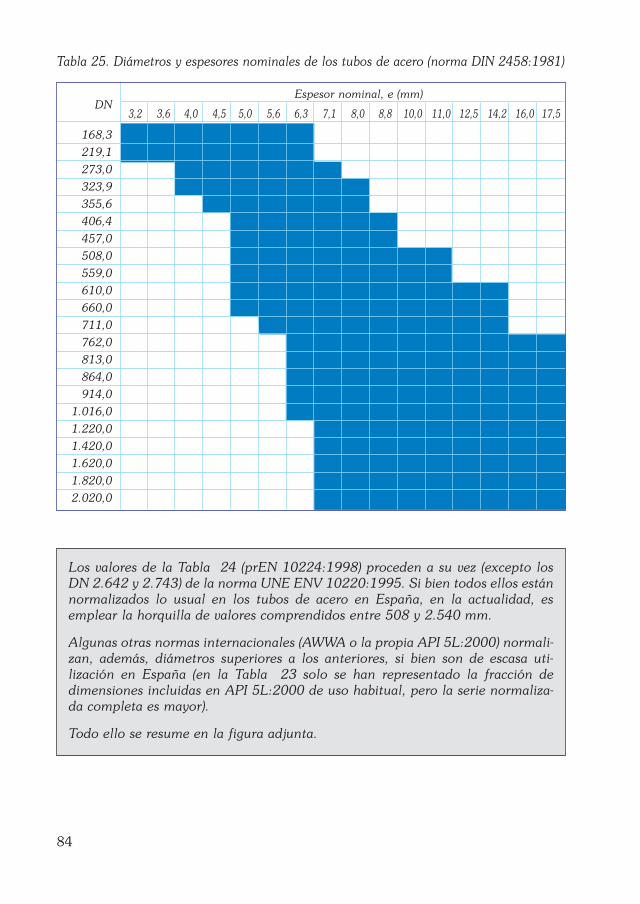
84
Tabla 25. Diámetros y espesores nominales de los tubos de acero (norma DIN 2458:1981)
DNEspesor nominal, e (mm)
3,2 3,6 4,0 4,5 5,0 5,6 6,3 7,1 8,0 8,8 10,0 11,0 12,5 14,2 16,0 17,5
168,3
219,1
273,0
323,9
355,6
406,4
457,0
508,0
559,0
610,0
660,0
711,0
762,0
813,0
864,0
914,0
1.016,0
1.220,0
1.420,0
1.620,0
1.820,0
2.020,0
Los valores de la Tabla 24 (prEN 10224:1998) proceden a su vez (excepto losDN 2.642 y 2.743) de la norma UNE ENV 10220:1995. Si bien todos ellos estánnormalizados lo usual en los tubos de acero en España, en la actualidad, esemplear la horquilla de valores comprendidos entre 508 y 2.540 mm.
Algunas otras normas internacionales (AWWA o la propia API 5L:2000) normali-zan, además, diámetros superiores a los anteriores, si bien son de escasa uti-lización en España (en la Tabla 23 solo se han representado la fracción dedimensiones incluidas en API 5L:2000 de uso habitual, pero la serie normaliza-da completa es mayor).
Todo ello se resume en la figura adjunta.

85
Fig. 14. Dimensiones normalizadas y de uso habitual en los tubos de acero
0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 2400 2600 2800 3000 3200 3400 3600 3800 4000
DN
Diámetros normalizados en prEN de uso habitual
Diámetros normalizados en prEN de uso infrecuente
Diámetros normalizados en otras normas de uso infrecuente
Cuando la relación DN/e sea menor o igual que 100, la tolerancia en la ovalación deberáser inferior al 2%, mientras que, caso contrario, deberá ser acordada entre fabricante ycliente (prEN 10224:1998).
Unos valores habituales para las tolerancias en los diámetros y en los espesores son losque se indican en la Tabla 26 (prEN 10224:1998).
Tabla 26. Tolerancias en diámetros y espesores en los tubos de acero (prEN 10224:1998)
Tolerancias sobre OD (mm) Tolerancias en el espesor (%)
en fuste
Sin soldar
Otrasoldadura
+/– 1% ODcon un
mínimo de+/– 0,5 mm
Arcosumergido
+/– 0,75%OD con
un máx de+/– 6 mm
e/OD≤ 0,025
el mayor de +/– 12,5% ó 4 mm
0,025<e/OD≤0,050
0,050<e/OD≤0,10
0,10 > e/OD
Arcosumegido
Otra soldadura
Sin soldaduraDN(mm)
+/– 7.5%el mayor de+/– 10% ó+/–0,3 mm
+/– 1% ODcon un
mínimo de+/– 0,5 mm
< 219,1
219,1<DN< 2.032
+/– 0,75%OD
poracuerdocon el
fabricante
+/–20% +/–15% +/–12,5% +/–10%
>2.032
Respecto a las longitudes, éstas pueden ser de los siguientes tipos:
a) Longitudes aleatorias. Son aquellas comprendidas dentro de los intervalos de longi-tudes adoptados por la DO o que figuren en el correspondiente proyecto, según seindica en la Tabla 27, y de forma que la longitud media resultante del total de lostubos sea, como mínimo, la indicada en dicha tabla (prEN 10224:1998).

86
Tabla 27. Longitudes aleatorias de los tubos (prEN 10224:1998)
Intervalo de longitudes (m)Longitud media mínimadel total de los tubos (m)
3 a 8 64 a 12 8
5,5 a 14 116,5 a 16,5 137,5 a 18,0 14,5
b) Longitudes aproximadas. Aquellas cuyo valor es fijado por la DO o en el correspon-diente proyecto, admitiéndose una desviación sobre ellas de 500 mm.
c) Longitudes fijas. Aquellas cuyo valor es fijado por la DO o por el proyecto. Si la lon-gitud del tubo es menor de 6 metros, se admite una tolerancia de +10 mm, y de +15mm en caso contrario.
Habitualmente las longitudes de los tubos son aleatorias, con unos valores mínimos ymáximos de, respectivamente, 4,5 y 13,5 metros (éste último por limitaciones de trans-porte). En cualquier caso, las longitudes deben determinarse de mutuo acuerdo entre elfabricante y el cliente.
Salvo que se trate de tubos curvados (ver apartado 5.3.2), los tubos han de ser rectos,admitiéndose un defecto en su rectitud no mayor que el 0,20 % de su longitud. Cuandola relación e/OD sea menor de 100, la ovalización deberá ser menor del 2%; caso con-trario, deberá acordarse entre fabricante y cliente (prEN 10224:1998).
3.3.5 Uniones
Los tubos de acero pueden estar provistos con diferentes tipos de uniones, siendo las máshabituales las siguientes:
a) Uniones rígidas:
– Uniones soldadas. La preparación y soldeo de las uniones debe realizarse según loindicado en las normas UNE-EN 288-1-2-3:1993, por soldadores cualificados deacuerdo con lo indicado en la norma UNE-EN 287-1:1992. Según como sea lasoldadura, estas juntas pueden, a su vez, ser de los siguientes tipos:
A topeMediante manguitoCon embocadura (junta abocardada)
– Uniones con bridas
b) Uniones flexibles: Uniones con enchufe y anillo elastomérico
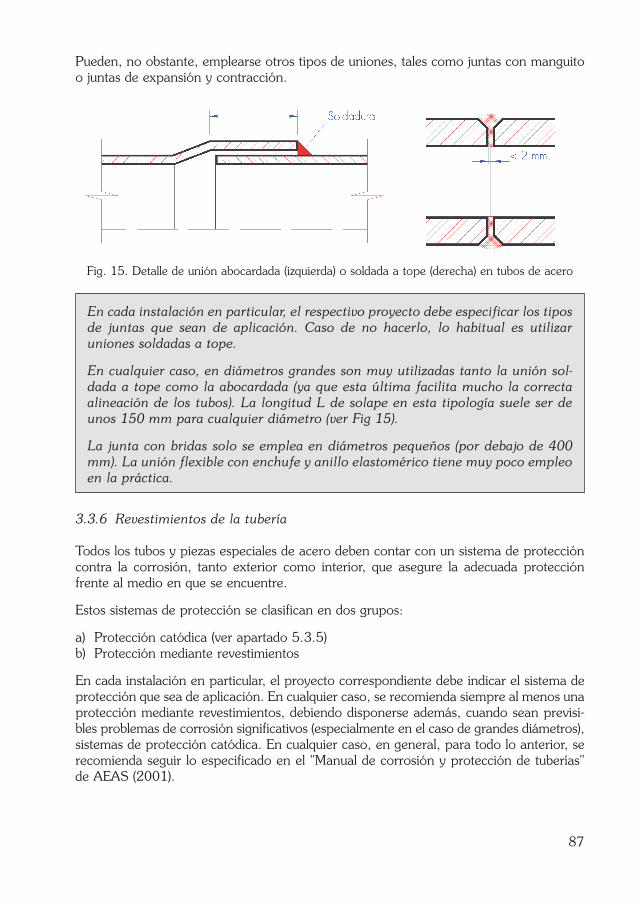
Pueden, no obstante, emplearse otros tipos de uniones, tales como juntas con manguitoo juntas de expansión y contracción.
Fig. 15. Detalle de unión abocardada (izquierda) o soldada a tope (derecha) en tubos de acero
87
En cada instalación en particular, el respectivo proyecto debe especificar los tiposde juntas que sean de aplicación. Caso de no hacerlo, lo habitual es utilizaruniones soldadas a tope.
En cualquier caso, en diámetros grandes son muy utilizadas tanto la unión sol-dada a tope como la abocardada (ya que esta última facilita mucho la correctaalineación de los tubos). La longitud L de solape en esta tipología suele ser deunos 150 mm para cualquier diámetro (ver Fig 15).
La junta con bridas solo se emplea en diámetros pequeños (por debajo de 400mm). La unión flexible con enchufe y anillo elastomérico tiene muy poco empleoen la práctica.
3.3.6 Revestimientos de la tubería
Todos los tubos y piezas especiales de acero deben contar con un sistema de proteccióncontra la corrosión, tanto exterior como interior, que asegure la adecuada protecciónfrente al medio en que se encuentre.
Estos sistemas de protección se clasifican en dos grupos:
a) Protección catódica (ver apartado 5.3.5)b) Protección mediante revestimientos
En cada instalación en particular, el proyecto correspondiente debe indicar el sistema deprotección que sea de aplicación. En cualquier caso, se recomienda siempre al menos unaprotección mediante revestimientos, debiendo disponerse además, cuando sean previsi-bles problemas de corrosión significativos (especialmente en el caso de grandes diámetros),sistemas de protección catódica. En cualquier caso, en general, para todo lo anterior, serecomienda seguir lo especificado en el "Manual de corrosión y protección de tuberías"de AEAS (2001).

Por tanto, todos los tubos y piezas especiales deben protegerse con revestimientos exte-rior e interiormente, los cuales han de recubrir uniformemente la totalidad de sus con-tornos, constituyendo superficies lisas y regulares, exentas de defectos tales como cavi-dades o burbujas. Han de estar bien adheridos al acero, no descascarillándose ni exfolián-dose, y siendo de secado rápido.
Cualquiera que sean los revestimientos utilizados deben reunir, entre otras, las siguientescondiciones:
a) Protección del acero contra el medio corrosivo en que esté situadob) Impermeabilidad al medio corrosivoc) Buena adherencia a la superficie de la tubería a protegerd) Resistencia a la abrasión, choques, variaciones de temperatura, etc.e) Baja rugosidad, en el caso de protecciones interiores
Además, el revestimiento interior no debe contener ningún elemento que pueda ser solu-ble en el agua, ni otros que puedan darle sabor u olor o que puedan modificar sus carac-terísticas. En el caso particular de los abastecimientos a poblaciones, será de aplicaciónlo especificado por la vigente RTSAP.
Previo a la aplicación de cualquier revestimiento las superficies de los tubos y piezas espe-ciales, tanto interiores como exteriores, deben ser cuidadosamente limpiadas al objeto deeliminar contaminantes grasos, restos de barro, calamina, óxidos, perlitas de soldaduray/o elementos extraños en general. Dicha limpieza puede ser realizada por alguno de losprocedimientos siguientes:
a) Limpieza por disolventesb) Limpieza manualc) Limpieza mecánica
La metodología a seguir en las operaciones de limpieza de las superficies puede ser, a títu-lo orientativo, la recogida en las normas SSPC-SP1 (Limpieza con disolventes), SSPC-SP2 (Limpieza manual) ó SSPC-SP3 (Limpieza mecánica).
Tras la limpieza de las superficies (de ser necesaria dicha operación), éstas se debenpreparar por medio de proyección de abrasivos al objeto de conseguir el perfil de rugosi-dad y el grado de preparación requerido por la protección anticorrosiva a aplicar. Losposibles grados de preparación son los siguientes:
a) Grado Sa 2. Limpieza o chorreado intenso: Examinada sin aumentos, la superficiedebe estar exenta de aceite, grasa y suciedad visibles, así como de la mayor parte dela cascarilla, óxido, capas de pintura y materias extrañas. Las posibles impurezasresiduales deben estar firmemente adheridas.
b) Grado Sa 2 1/2. Limpieza o chorreado a fondo: Examinada sin aumentos, lasuperficie debe estar exenta de aceite, grasa y suciedad visibles, así como de cas-carilla, óxido, capas de pintura y materias extrañas. Posibles trazas remanentes decontaminación deben presentarse sólo como ligeras manchas a modo de puntos ofranjas.
88
c) Grado Sa 3. Limpieza o chorreado hasta dejar el acero visualmente limpio: Examina-da sin aumentos, la superficie debe estar exenta de aceite, grasa y suciedad visibles,así como estar exenta de cascarilla, óxido, capas de pintura y materias extrañas. Debetener un color metálico uniforme.
Los grados de preparación de las superficies Sa 2, Sa 2 1/2 y Sa 3 están definidossegún lo indicado en la norma ISO 8501-1:1998 y equivalen a los descritos en lanorma SS 055900:1998 y en las SSPC-SP6 (Chorreado Comercial), SSPC-SP10(Chorreado a metal casi blanco) y SSPC-SP5 (Chorreado a metal blanco) respectiva-mente.
En general, el perfil de rugosidad medio Ra se recomienda tenga un valor de entre 15 y18 micras y el grado de preparación sea el Sa 2 1/2 ó Sa 3.
Preferentemente el abrasivo a emplear debe ser granalla metálica de acero, si bien alter-nativamente pueden ser utilizados otros abrasivos tales como corindón, aluminio electro-fundido triturado, etc. Solo excepcionalmente, y siempre y cuando la DO lo admita expre-samente, se recomienda el empleo de arena de cuarzo. El tipo y la granulometría del abra-sivo debe ser el adecuado para obtener el perfil de rugosidad y el grado de preparaciónexigido. Es conveniente que el acero empleado como abrasivo sea del tipo SAE-J444, deacuerdo con lo indicado en las normas SSPC, volumen 1, capítulo 2.2.
No se debe realizar la limpieza por proyección cuando la humedad relativa del aire supereel 80%, ni cuando la temperatura sea menor de 10°C o cuando la temperatura del aceroesté por debajo de 2 ó 3°C sobre la de rocío. En general, no deberían de transcurrir másde unas cuatro horas entre el granallado y la aplicación de la primera capa del reves-timiento, debiendo las superficies a revestir no presentar trazas de sombras o inicios deoxidación. Caso de observarse tales defectos, las superficies deben volver a ser grana-lladas, aplicándose, en este caso, de inmediato el revestimiento.
Una vez preparada la superficie hasta el grado requerido puede procederse a aplicar losrevestimientos correspondientes, los cuales, en este caso, salvo situaciones excepcionales,se deben aplicar siempre en fábrica después de efectuadas las pruebas de presión inter-na del tubo en fábrica.
Por tanto, habitualmente, los tubos de acero llegan a obra, con sus revestimientosdefinitivos, si bien, no obstante, y cuando así figure en el proyecto correspondiente o loadmita expresamente la DO, la tubería puede llegar protegida parcialmente o incluso,excepcionalmente, sin ninguna protección.
En obra, una vez realizadas las soldaduras, se deben proteger las uniones con el mismotipo de revestimiento que tenga el tubo u otro compatible que apruebe la DO, confir-mando que antes de aplicar el revestimiento el grado de preparación de las superficies esel exigido por la protección en cuestión; caso contrario, debe realizarse la preparación enobra hasta alcanzar el grado deseado.
89

90
Tipo
de
reve
stim
ient
oG
rado
de
prep
arac
ión
Nor
mat
iva
Apl
icab
ilida
dEs
peso
r mín
imo
Otr
asre
quer
ido
dede
e rv
Cara
cter
ístic
asla
sup
erfic
ieap
licac
ión
Reve
stim
ient
os
Met
aliza
ción
Sa 3
UN
E-EN
220
63:1
994
Inte
rior o
exte
rior
120
micr
asRi
quez
a en
zin
c:
met
álico
s(ci
ncad
o)12
00 g
r/m
2
Galv
aniza
doU
NE
3750
1:19
88In
terio
rU
NE
3750
8:19
88o
exte
rior
Epox
y Sa
2 1
/2AW
WAC
210-
97In
terio
r20
0 m
icras
Res t
racc
ión:
líqui
dopr
EN10
289:
2001
o ex
terio
r2,
7 N
/mm
2
Epox
y Sa
2 1
/2AW
WAC
213-
96In
terio
r 38
0 m
icras
(int
)Re
s tra
cció
n:Re
vesti
mie
ntos
en p
olvo
prEN
103
10:2
001
o ex
terio
r30
0 m
icras
(ext
)20
,6 N
/mm
2
a ba
se d
e re
sinas
Ep
oxy
refo
rzad
oIn
terio
r o e
xter
ior
Res t
racc
ión:
epox
yco
n fib
ra d
e vid
rioSa
2 1
/2N
o ap
to p
ara
300
micr
as3,
7 N
/mm
2
agua
pot
able
Epox
y sin
diso
lvent
eSa
2 1
/2In
terio
r o e
xter
ior
200
micr
asRe
s tra
cció
n:2,
5 a
3,0
N/m
m2
Polie
tilen
oSa
2 1
/2D
IN 3
0670
:199
1Ex
terio
r1,
8 a
5 m
m
Poliu
reta
noSa
2 1
/2D
IN 3
0671
:199
2Ex
terio
r80
0 m
icras
prEN
102
90:2
001
Cint
as p
lástic
asSa
2AW
WAC
203-
91Ex
terio
r1.
150
micr
asRe
s tra
cció
n:AW
WAC
209-
903,
7 N
/m a
ncho
AWW
AC21
4-00
DIN
306
72:2
000
Polio
lefin
asAW
WAC
215-
88Ex
terio
rAW
WAC
216-
89
AWW
AC21
7-90
MR0
274:
1995
RP01
85:1
996
Reve
stim
ient
o de
mor
tero
de
cem
ento
AWW
AC20
5-00
In
terio
r o e
xter
ior
6 m
m (D
N≤2
50) 8
mm
(2
50<D
N≤6
00) 1
0 m
m(6
00<D
N≤9
00 )1
3 m
m(D
N>9
00)
Tabl
a 28.
Rev
estim
ient
os h
abitu
ales
en
los
tubo
s de
ace
ro
Reve
stim
ient
os a
base
de
mat
eria
lespl
ástic
os

91
Cuando excepcionalmente los tubos lleguen a obra sin ninguna protección, los trabajos aefectuar in situ deben abarcar tanto la limpieza y la preparación de las superficies comola aplicación de los propios recubrimientos. Estos trabajos se pueden realizar bien en elparque de almacenamiento, en paralelo con el montaje de los tubos, debiendo seguir, encualquier caso, lo que indique la DO.
En cualquier caso, para la preparación de las superficies y la aplicación de los reves-timientos mediante pintura se recomienda seguir lo especificado al respecto en la normaISO 12944:1998. En la Tabla 28 se resumen los revestimientos más usualmenteempleados en este tipo de tubos, con la normativa de aplicación y sus características téc-nicas principales.
3.3.7 Identificación
Todos los tubos y piezas especiales deben ir marcados, de forma fácilmente legible ydurable, con las siguientes identificaciones como mínimo:
a) Nombre del suministrador, fabricante o razón comercialb) Tipo de acero empleadoc) Diámetro nominal (DN)d) Espesor nominal (e)e) Marca de calidad, en su caso
Estas indicaciones deben ser ejecutadas mediante pintura o eventualmente por otros pro-cedimientos que garanticen su fácil lectura y durabilidad, realizándose en un extremo deltubo a una distancia inferior a 0,30 metros de su final. En ocasiones, por indicación decada proyecto en particular, deberá de realizarse un marcado adicional con referencia ala normativa específica seguida para la fabricación de los tubos.
3.4 Tubos de hormigón armado y pretensado
3.4.1 Generalidades. Normativa y campo de aplicación
Los tubos de hormigón son utilizados en el caso de diámetros grandes (están normaliza-dos en UNE-EN hasta diámetros de 4.000 mm) y en presiones medias y elevadas.Pueden ser, en general, de los siguientes tipos:
a) Tubos de hormigón armado sin camisa de chapa (THAsCCh)b) Tubos de hormigón con armadura difusa, sin camisa de chapa (THD)c) Tubos de hormigón armado con camisa de chapa (THAcCCh)d) Tubos de hormigón pretensados sin camisa de chapa (THPsCCh)e) Tubos de hormigón pretensados con camisa de chapa (THPcCCh)
Las piezas especiales a intercalar en tuberías de hormigón armado y/o pretensado sue-len ser, en general, de hormigón armado, con camisa de chapa, de acero o, excep-cionalmente, de otros materiales de acuerdo con lo indicado en el proyecto. No están, en

general, normalizadas sus dimensiones en ninguna norma, sino que deben dimensionarsepara cada aplicación en particular. Para su diseño puede seguirse lo especificado en lanorma AWWA C 208-01.
Los procedimientos de fabricación para estos tubos son los que se indican a continuación,si bien también pueden emplearse combinaciones de ellos, siempre que se garantice lahomogeneidad y calidad del producto acabado.
– Centrifugación– Compactación por compresión radial– Vertido en moldes verticales y vibración– Regla vibrante– Proyección
Respecto a la normativa de aplicación, los tubos de hormigón deben cumplir, con carác-ter general, con lo especificado por las normas:
UNE-EN 639:1995 Prescripciones comunes para tubos de presión de hormigónincluyendo juntas y accesorios.
UNE-EN 640:1995 Tubos de presión de hormigón armado y tubos de presión dehormigón con armadura difusa (sin camisa de chapa), incluyen-do juntas y accesorios.
UNE-EN 641:1995 Tubos de presión de hormigón armado, con camisa de chapa,incluyendo juntas y accesorios.
UNE-EN 642:1995 Tubos de presión de hormigón pretensado, con y sin camisa dechapa, incluyendo juntas, accesorios y prescripciones particu-lares relativos al acero de pretensar para tubos.
En el caso de los THAsCCh, su utilización debe limitarse a presiones interiores inferioresa 0,5 N/mm2 (UNE-EN 640:1995) y los THD a 2 N/mm2 (UNE-EN 640:1995)
92
Debido a la escasa resistencia a la tracción del hormigón, no se pueden utilizartubos de hormigón en masa para transporte de agua a presión, siendo necesariorecurrir al hormigón armado (bien con armaduras activas o pasivas) para poderresistir los esfuerzos de tracción.
Además, en los THAsCCh, en el caso de niveles freáticos altos y/o en terrenos con-taminados por vertidos, puede producirse entrada de agua externa y de contami-nación, por lo que son inadmisibles en el caso de agua potable. Su utilización másadecuada es, por lo tanto, en conducciones en lámina libre o en regadío, y conpresiones inferiores a las máximas permitidas por UNE EN 640:1995, a lo sumo,habitualmente, de 0,1 N/mm2. Los THD, por su parte, son de muy rara utilizaciónen España y los de THPsCCh están en desuso. Por lo tanto, las recomendacionesincluidas en el presente capítulo son básicamente de aplicación para los THAc-CCh y THPcCCh ("hormigón postensado", estos últimos).

En cualquier caso, además de las normas UNE-EN antes citadas, otras normas de interésrelativas a tubos de hormigón son las siguientes:
a) Instrucción del Instituto Eduardo Torroja para tubos de hormigón armado o pretensa-do, IET-80 (1980),
b) Norma DIN 4035:1995
c) Norma BS 4625:1970
d) Normas AWWA C300-97, C301-99, C302-95, C303-97 y C304-99
e) Normas ASTM C 361-99 o C 118-99
93
En puridad, el pretensado (Instrucción EHE) es la aplicación controlada de unatensión al hormigón mediante el tesado de tendones de acero. En función delmomento del tesado respecto al hormigonado de la estructura, el pretensadopuede ser "con armaduras pretesas"(si es que el hormigonado se efectúadespués del tesado de las armaduras activas) o "con armaduras postesas" (cuan-do, al contrario, el hormigonado se realiza antes del tesado). Así las cosas, los"tubos de hormigón pretensados" antes citados, independientemente de quetengan o no camisa de chapa, serían siempre estructuras pretensadas conarmaduras postesas. De hecho, a los THPcCCh (tipología e) se les sueledenominar "tubos postensados" (curiosamente, hace años era al revés y estadenominación de "tubos postensados" se empleaba para los THPsCCh, los dela tipología d, ahora en desuso).
Las normas UNE-EN antes citadas son la más reciente aportación en materiade normativa nacional sobre tubos de hormigón para presión. Vienen a cubrirun importante vacío, en tanto en cuanto, a diferencia del resto de tipologías detuberías para presión, las de hormigón no contaban con normas UNE al respec-to. Transcriben las respectivas normas EN elaboradas por el grupo de trabajon.° 5 (Concrete pipes and fittings) del TC 164 de CEN y constituyen el marconormativo de la UE para este tipo de tubos.
Hasta su aparición la IET-80 ha sido la normativa habitualmente empleada enEspaña para el diseño, fabricación e instalación de este tipo de tubos. Es precisodestacar que numerosos términos acuñados por la IET-80 (presión de timbre, pre-sión de fisuración, ensayos de fisuración o de agotamiento, primario, etc.), y portanto, de gran tradición en el ámbito de las tuberías de hormigón en España, nofiguran recogidos en las normas UNE-EN.
Existe también una iniciativa española en lo que se refiere a la normalización delos tubos de hormigón, que es el proyecto de "Norma de Prefabricados deHormigón Estrucutural", auspiciado por la el antiguo Grupo Español delHormigón (GEHO), hoy Asociación Científico-técnica del Hormigón Estructural(ACHE), de la cual el capítulo 9 es referente a tubos y galerías de hormigón, yque es previsible esté finalizado en breves fechas.

94
Los tubos de hormigón han sido utilizados desde antiguo para el transporte deagua, tanto en abastecimientos como en saneamientos. Por ejemplo, al respectode estos últimos, hay muchas referencias de instalaciones ya en el siglo XIX (Paris,1850; Viena, 1860; San Francisco, 1870; Atlanta, 1895, y muchísimas más). Lostubos de hormigón armado y/o pretensado para el transporte de agua a presiónse desarrollaron con posterioridad, hacia los años 1940, originariamente en losEstados Unidos.
En España, en particular, los tubos de hormigón armado y/o pretensado tienenun empleo muy tradicional, especialmente en diámetros grandes, acciones ovali-zantes importantes y elevadas presiones interiores, sobre todo en estas últimascircunstancias, los de hormigón pretensado, (algo que, por la lógica tradición,también ocurre, por ejemplo, en los Estados Unidos, pero no en otros países dela UE). En particular, en diámetros por encima de 2.500 mm, prácticamente notienen competencia.
Y es que en nuestro país (como también en ciertas partes de los Estados Unidoso en Australia, donde también son usados con profusión estos tubos), hay unapermanente necesidad de transportar volúmenes importantes de agua a grandesdistancias, habida cuenta del desequilibrio hídrico de nuestro territorio, de laescasez de recursos hídricos en grandes zonas del país o del elevado uso del aguaque se hace (básicamente por el regadío).
Todo ello ha hecho que el uso de tuberías de grandes diámetros y en longitudesimportantes (como las de hormigón) sea una práctica habitual en España al con-trario de lo que ocurre en la mayoría de los países de la UE (salvo quizás Italia yPortugal), donde al disponer de más recursos hídricos, mejor distribuidos espa-cial y temporalmente y menores demandas de agua es raro instalar tuberías dediámetros mayores de 2.500 mm.
Entre sus ventajas hay que destacar, además, que al no fabricarse bajo determi-nadas series normalizadas (como por ejemplo la fundición, o los plásticos) per-mite una gran adaptación a las necesidades de cada proyecto, sin excesivossobredimensionamientos (algo que también ocurría con los tubos de acero), sibien, esta fabricación menos estandarizada hace que haya que proyectar endetalle cada tubería en particular (disposición de armaduras, cuantías, espesoresde la camisa de chapa, etc.) y que el proceso de fabricación pueda resultar menosindustrializado que los tubos realizados bajo series normalizadas.
Por otro lado, por su condición de tubo rígido, el propio tubo es quien resiste lassolicitaciones sin contar con la ayuda del relleno, de manera que no se producendeformaciones ni roturas frágiles. En cambio, cobra especial importancia elproblema de la fisuración, debiendo limitarse los valores admisibles. Por todoello, las condiciones de instalación son más sencillas que en los tubos flexibles,especialmente en lo que se refiere a las exigencias de los rellenos de las zanjas.

95
3.4.2 Definiciones y clasificación
3.4.2.1 Definiciones
Complementariamente a las definiciones de 2.4, en estos tubos son de aplicación lassiguientes:
– Tubo de hormigón armado, sin camisa de chapa (THAsCCh)
Es el formado por una pared de hormigón, que le confiere estanquidad, y que con-tiene una o dos capas de armadura transversal. También puede disponerse transver-salmente una armadura elíptica, única, o como refuerzo de la armadura interior en lazona de base y de clave, y de la armadura exterior en la zona de riñones.
– Tubo de hormigón armado con armadura difusa (THD)
Es el formado por una pared de hormigón, que le confiere estanquidad, con una omás capas de armadura transversal y longitudinal, formadas por alambres menores de2 mm de diámetro.
– Tubo de hormigón armado, con camisa de chapa (THAcCCh)
Es el formado por una pared de hormigón y una armadura transversal, compuesta poruna o más jaulas cilíndricas y una camisa de chapa de acero soldada, que, además, esla encargada de garantizar la estanquidad. Normalmente la camisa de chapa está situa-da más próxima al paramento interior que las armaduras y entre este paramento y lacamisa pueden disponerse armaduras transversales y longitudinales o bien un malla-zo, dependiendo del diámetro del tubo.
Cuando la armadura transversal esté sometida a baja tensión y se disponga arrolladadirectamente sobre la camisa, la norma UNE-EN 641:1995 los denomina tubos dehormigón armado con camisa de chapa pretensionado (THAcCChP).
No obstante, la instalación de estos tubos puede verse dificultada por el elevadopeso de los mismos o por la tipología de las uniones, que, cuando son soldadas,requieren de una cuidadosa ejecución y control de calidad, además del mayornúmero de ellas que hay que realizar, frente a otras alternativas, habida cuentade la menor longitud de los tubos debido a su elevado peso.
Debe destacarse también en estos tubos el que tienen una rugosidad mayor queotros materiales y que prácticamente no requieren mantenimiento (por ejemplo,apenas tienen problemas de corrosión).
La armadura interior puede estar constituida bien exclusivamente por lacamisa de chapa o bien por ésta más un refuerzo de espiras circunferenciales.

96
Los tubos de hormigón armado con camisa de chapa pretensionado (THAcC-ChP), en España no tienen prácticamente empleo, no así en Estados Unidosdonde sí son utilizados habitualmente. Son los conocidos como "pretensionedconcrete pressure pipe" (norma AWWA C303) a diferencia de los "prestressedconcrete pressure pipe" que serían los tubos de hormigón pretensados con osin camisa de chapa utilizados en España.
Por tanto, en estos tubos de hormigón pretensionado la armadura se com-pone de redondos y la tensión es muy baja, mientras que en los pretensados,la armadura consiste en alambres y la tensión es muy alta.
- Tubo de hormigón pretensado con camisa de chapa (THPcCCh, tubo de hormigónpostensado)
Es el formado por un núcleo de hormigón que contiene una camisa cilíndrica dechapa, que le confiere estanquidad, un alambre de acero de alta resistencia que seenrolla helicoidalmente alrededor del núcleo, postesado a una tensión previamentefijada, que se designa "tensión de zunchado", y un revestimiento exterior, de espe-sor y naturaleza variables, cuya misión principal es la protección del alambre. Elnúcleo zunchado, sin el revestimiento exterior, se denomina primario. Estos tubospodrán ser de camisa embebida o de camisa revestida, según que la camisa dechapa del núcleo esté revestida de hormigón por ambos lados o bien únicamentepor el interior.
– Tubo de hormigón pretensado sin camisa de chapa (THPsCCh)
Es el formado por un núcleo de hormigón que le confiere estanquidad, que contienearmaduras activas o pasivas longitudinales, un alambre de acero de alta resistencia quese enrolla helicoidalmente alrededor del núcleo, pretesado a una tensión previamentefijada, que se designa "tensión de zunchado", y un revestimiento exterior, de espesory naturaleza variables, cuya misión principal es la protección del alambre. El núcleozunchado, sin el revestimiento exterior, se denomina primario. Cuando el núcleo seaexclusivamente de hormigón pretensado longitudinalmente y disponga de generatri-ces de acero de alta resistencia, puestas en tensión y embebidas en la pared del tubo,hormigonado en una sola operación, la norma UNE-EN 642:1995 los denominatubos de hormigón pretensado monolítico (THPM).
– Diámetros nominales
En los tubos de hormigón la designación genérica DN se refiere al diámetro interior(ID). Para un mismo DN los tubos admiten ser fabricados con distintos espesores, demanera que para una misma capacidad hidráulica, la resistencia mecánica del tubo seavariable.
Para un valor del DN, las variaciones anteriores de espesor se logran por aumento odisminución del diámetro exterior (OD), manteniendo fijo el interior (ID).

97
– Ovalación
Se calcula como la diferencia entre el diámetro interior máximo y mínimo en unamisma sección recta del tubo.
Eje
mplo
10 En esta figura representativa
de un cuarto de sección detubería se han representado,las relaciones entre los diáme-tros en los tubos de hormigón.
Por ejemplo, en un tubo dehormigón pretensado concamisa de chapa de DN 1.100,su ID será también 1.100 mm,mientras que su OD será 1.240mm si es que el espesor fuera elmínimo recomendado por lasnormas UNE-EN (ver Tabla33).
Fig. 16. Diámetros en los tubos de hormigón
Durante muchos años, en el ámbito específico de las tuberías de hormigón enEspaña, se ha venido utilizando el concepto de "presión de timbre" (el cual fueintroducido en su momento por la IET-80), entendiéndose como tal a la pre-sión interior que, en ausencia de cargas externas, debe soportar el tubo conlos criterios tensionales que a continuación se indican:
– THAsCCh. La tensión de tracción en el hormigón sea inferior a la admisi-ble considerada en el cálculo: fct/C; fct es la resistencia a tracción delhormigón y C un coeficiente de minoración.
– THAcCCh: La tensión en las armaduras sea la admisible considerada enel cálculo: 130 N/mm2.
– THPcCh: La tensión de compresión en la fibra interior del primario sea iguala la admisible considerada en el cálculo que, como mínimo, será 0,5 N/mm2.
– THPsCCh: La tensión de tracción en la fibra interior del primario sea iguala la admisible considerada en el cálculo que ascenderá a 1,00 N/mm2.
No obstante, este concepto, si bien técnicamente indiscutible, es constatableque crea una cierta confusión en el sector, lo que ha hecho que en la actualidadse encuentre claramente en desuso, de manera que, por ejemplo, incluso en lasrecientes normas UNE-EN antes citadas relativas a estos tubos, no se contem-pla este término. Por ello, en esta Guía Técnica se ha optado por obviarlo.
3.4.2.2 Clasificación
La clasificación de los tubos se realiza en base al tipo de tubo de que se trate, a su DN ya la presión máxima de diseño (MDP) que resistan, debiendo, en cualquier caso figurar enel proyecto planos de detalle y prescripciones técnicas relativas a la disposición de lasarmaduras, espesor de hormigón y mortero de revestimiento, características de los mate-riales, proceso de ejecución y cuanta otra información sea necesaria para la completa yunívoca definición del tubo.
La serie de DN será la indicada en el apartado 3.4.5, las posibles tipologías se describenen el apartado 3.4.2.1 y para estos tubos no hay normalizada serie alguna de presionesde trabajo.
98
En cualquier caso, como se indicó en el apartado anterior, los tubos de hormigónarmado o pretensado no quedan unívocamente clasificados con el diámetronominal y la presión máxima de diseño que soportan, puesto que para un mismotubo podrían variar parámetros tales como el espesor, disposición de armaduras,cuantía, etc. Por ello, la total y completa definición de estos tubos deberá quedarreflejada en los planos y demás documentos del proyecto. En los tubos dehormigón, por tanto, la clasificación de los mismos es completamente diferentea como se hace en el resto de materiales.
Una forma de simplificar lo anterior sería, para cada proyecto de tubería en par-ticular, hacer un número pequeño (no más de 3 ó 4) de diseños o "clases" paracada diámetro, estableciendo los intervalos de validez para combinaciones depresiones hidráulicas interiores y cargas externas de cada una de ellas, de formaque los tubos pasarían a clasificarse por su diámetro y la" clase" de que se tratase,parecido a cómo se hace con el resto de las tuberías.
3.4.3 Características técnicas
Los materiales a emplear en los tubos de hormigón armado y pretensado - cemento,agua, áridos, aditivos, adiciones, acero para armaduras pasivas y activas y chapas deacero - deben cumplir con lo especificado por la vigente EHE, así como con lo que com-plementariamente se expone a continuación.
– Cemento. El cemento a emplear debe cumplir con lo especificado por la vigente RC.En ningún caso se deberá utilizar cemento aluminoso ni se deberán poner en contac-to hormigones fabricados con diferentes tipos de cementos que sean incompatiblesentre sí.
– Agua. En general se pueden utilizar todas las aguas sancionadas como aceptables porla práctica.

– Áridos. El tamaño máximo de árido a emplear no debe exceder de los siguientes valo-res (normas UNE-EN 639:1995 a 642:1995):
THAsCCh: un tercio del espesor de la pared con un máximo de 32 mm.
THAcCCh: un tercio del espesor de hormigón de cada lado de la camisa con un máximode 32 mm.
THPsCCh: un tercio del espesor del núcleo de hormigón o el espesor del reves-timiento exterior de hormigón o mortero con un máximo de 32 mm.
THPcCCh: un tercio del espesor de hormigón de cada lado de la camisa o el espesordel revestimiento exterior de hormigón o mortero con un máximo de 32 mm.
– Aditivos. No se deben utilizar aditivos que contengan cloruros, debiéndose utilizar úni-camente aquellos aditivos cuyas características, y especialmente su comportamiento alemplearlos en las proporciones previstas, vengan garantizadas por el fabricante, ysean aceptados por DO.
99
Eje
mplo
11 En un proyecto muy complejo podrían, por ejemplo, preverse un total de diez
"clases" o diseños (de la A a la L), de manera que cada uno de ellos tenga unadefinición geométrica perfectamente establecida (cuantías, separaciones entrearmaduras, espesores, etc.). Los intervalos de aplicabilidad de cada "clase"(resultado del oportuno cálculo mecánico) podrían ser como se muestran enla tabla adjunta. En esas condiciones, la clasificación de los tubos dehormigón se haría por el diámetro y la clase de que se tratase.
Tabla 29. Ejemplo de clasificación de los tubos de hormigón
Presión interior Carga de aplastamiento( kN//m)(N/mm2) 10 20 30 40 50 60
0,1 A A A A A B0,2 A A A A B C0,3 B B B C C D0,4 C C D D D E0,5 D D D E E F0,6 E E E F F G0,7 F F F G G I0,8 G G G H I I0,9 H H H I I J1,0 I I I J J K1,1 J J J K K L

– Adiciones. No deben usarse adiciones de ningún tipo, y en particular, las cenizasvolantes.
– Armaduras pasivas. En general, las barras o alambres de las armaduras pasivas debenser de los siguientes diámetros: 5, 6, 8, 10 y 12 mm y el acero a emplear soldable (B400 S).
– Armaduras activas. En general, los alambres de pretensado deben ser de los siguientesdiámetros: 5, 6, 7 y 8 mm. En ellos, la estricción no de ser inferior a los valores de laTabla 30.
100
Según la EHE, armaduras pasivas son las constituidas por barras corrugadas, mallaselectrosoldadas (formadas por barras o alambres corrugados) o armaduras básicaselectrosoldadas en celosía (también formadas por barras o alambres corrugados,cuyos puntos de contacto están unidos mediante soldadura eléctrica por un pro-ceso automático). Deben cumplir, respectivamente, los requisitos establecidos enlas normas UNE 36068:1994, UNE 36092:1996 y UNE 36739:1995 EX.
Las armaduras activas, por su parte, son las formadas con acero de alta resisten-cia, mediante las cuales se introduce la fuerza del pretensado. Sus elementosconstituyentes son alambres, barrras o cordones, debiendo cumplir, respectiva-mente, lo especificado por las normas UNE 7472:1992 y UNE 36094:1997.
Tabla 30. Alambres de pretensado. Valores mínimos de la estricción tras el ensayo de tracción,en %. (normas UNE-EN 639:1995 a 642:1995)
Diámetro del Carga unitaria máxima aalambre tracción del acero, fmax (N/mm2)
(mm) 1.500 1.600 1.700 1.800
5 35 34 32 316 34 33 31 307 33 32 30 –8 32 31 – –
– Chapa de acero. La chapa empleada en las camisas de los tubos de hormigón arma-do o pretensado, debe ser de acero dulce y espesor uniforme, debiendo cumplir conlas siguientes características químicas y mecánicas (normas UNE-EN 639:1995 a642:1995):
Contenido en fósforo: P < 0,075%Contenido en azufre: S < 0,065%Resistencia mínima a la tracción: Rm > 300 N/mm2
Límite elástico mínimo: Le,min > 220 N/mm2
Alargamiento en la rotura: Amin > 20%
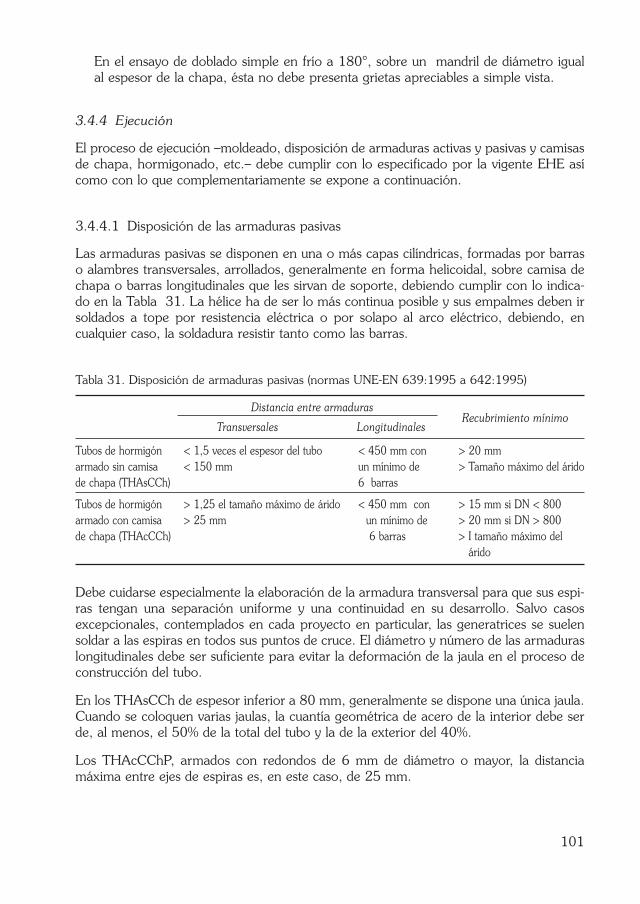
101
En el ensayo de doblado simple en frío a 180°, sobre un mandril de diámetro igualal espesor de la chapa, ésta no debe presenta grietas apreciables a simple vista.
3.4.4 Ejecución
El proceso de ejecución –moldeado, disposición de armaduras activas y pasivas y camisasde chapa, hormigonado, etc.– debe cumplir con lo especificado por la vigente EHE asícomo con lo que complementariamente se expone a continuación.
3.4.4.1 Disposición de las armaduras pasivas
Las armaduras pasivas se disponen en una o más capas cilíndricas, formadas por barraso alambres transversales, arrollados, generalmente en forma helicoidal, sobre camisa dechapa o barras longitudinales que les sirvan de soporte, debiendo cumplir con lo indica-do en la Tabla 31. La hélice ha de ser lo más continua posible y sus empalmes deben irsoldados a tope por resistencia eléctrica o por solapo al arco eléctrico, debiendo, encualquier caso, la soldadura resistir tanto como las barras.
Tabla 31. Disposición de armaduras pasivas (normas UNE-EN 639:1995 a 642:1995)
Distancia entre armadurasRecubrimiento mínimo
Transversales Longitudinales
Tubos de hormigón < 1,5 veces el espesor del tubo < 450 mm con > 20 mmarmado sin camisa < 150 mm un mínimo de > Tamaño máximo del áridode chapa (THAsCCh) 6 barras
Tubos de hormigón > 1,25 el tamaño máximo de árido < 450 mm con > 15 mm si DN < 800armado con camisa > 25 mm un mínimo de > 20 mm si DN > 800de chapa (THAcCCh) 6 barras > I tamaño máximo del
árido
Debe cuidarse especialmente la elaboración de la armadura transversal para que sus espi-ras tengan una separación uniforme y una continuidad en su desarrollo. Salvo casosexcepcionales, contemplados en cada proyecto en particular, las generatrices se suelensoldar a las espiras en todos sus puntos de cruce. El diámetro y número de las armaduraslongitudinales debe ser suficiente para evitar la deformación de la jaula en el proceso deconstrucción del tubo.
En los THAsCCh de espesor inferior a 80 mm, generalmente se dispone una única jaula.Cuando se coloquen varias jaulas, la cuantía geométrica de acero de la interior debe serde, al menos, el 50% de la total del tubo y la de la exterior del 40%.
Los THAcCChP, armados con redondos de 6 mm de diámetro o mayor, la distanciamáxima entre ejes de espiras es, en este caso, de 25 mm.

3.4.4.2 Disposición de las armaduras activas
Las armaduras activas transversales son postesas y van arrolladas helicoidalmente sobreun núcleo de hormigón, que puede llevar o no camisa de chapa. Si no se dispone camisade chapa, el tubo se puede pretensar longitudinalmente mediante armaduras pretesas oarmar mediante armaduras pasivas.
La separación libre entre las espiras del pretensado transversal debe ser uniforme y, comomínimo del diámetro del alambre, y nunca menor de 5 mm (UNE-EN 642:1995).
Los empalmes y anclajes de las armaduras deben efectuarse de modo que no se modi-fiquen las características del alambre, en especial su resistencia. Los sistemas de preten-sado deben garantizar la tensión de zunchado de forma sensiblemente constante, garan-tizar que el valor medio de ésta sea al menos el de diseño, permitir su medición y detec-tar las eventuales variaciones de la tensión que superen las tolerancias establecidas. A esterespecto son admisibles tanto todas las variaciones de tensión respecto al valor mediodentro de un intervalor de +/– 10% como aquellas desviaciones instantáneas superioresa este valor siempre que no se produzcan en más de un 5% del total de las espiras (UNE-EN 642:1995).
El sistema de pretensado longitudinal debe estar provisto de los sistemas adecuados parapoder realizar el destesado de un modo lento, gradual y uniforme, sin sacudidas bruscas.
No se debe proceder al tesado de las armaduras, hasta que el hormigón haya alcanza-do la resistencia necesaria para poder soportar las tensiones transmitidas por lasarmaduras. Dichas resistencias son fijadas en el proyecto para estas operaciones, conunos mínimos recomendables de 27 N/mm2 y 32 N/mm2 respectivamente. Encualquier caso, la compresión provocada en el núcleo de hormigón durante el preten-sado no debe exceder del 60% de la resistencia característica del hormigón en dichoinstante (UNE-EN 642:1995).
Si se prevén varias capas de armaduras postesas transversales, se debe disponer entrecada una de ellas, excepto en la más externa, un recubrimiento de mortero u hormigónde espesor, como mínimo, el diámetro del alambre. La primera capa se arrolla en tornoal núcleo de hormigón y las sucesivas en torno al recubrimiento de las anteriores. Sobrela última capa se dispone de un revestimiento exterior de acuerdo con lo indicado en elapartado 3.4.4.6.
3.4.4.3 Camisas de chapa
Las camisas de chapa embebidas en los tubos de hormigón armado son cilíndricas, consoldaduras transversales, longitudinales o helicoidales, hechas a tope o por solape, conuna resistencia a tracción mayor o igual a la de la propia chapa de acero. En general, esconveniente que el número de soldaduras a realizar en las camisas de chapa sea el menorposible. De las camisas, antes de ser colocadas en los moldes, se deben eliminar restosde aceite, grasa, petróleo, o cualquier materia extraña que pueda perjudicar la adheren-cia con el hormigón.
102

103
3.4.4.4 Hormigones y morteros
La colocación del hormigón o mortero debe efectuarse de forma continua, no debiendoadmitirse en ningún caso juntas de hormigonado, debiendo obtenerse una distribuciónuniforme del hormigón o mortero así como una superficie interior cilíndrica, lisa y com-pacta. En cualquier caso, la cantidad de cemento empleado y la relación agua-cementose recomienda sea según se indica en la Tabla 32. La resistencia característica a com-presión del hormigón a veintiocho días, por su parte, no debe ser inferior a 35 N/mm2
(normas UNE-EN 639:1995 a 642:1995).
La tolerancia para las juntas de los moldes debe ser tal que el resalto que origine en elparamento de hormigón del tubo no exceda de 3,5 mm. Si se sobrepasa este valor máxi-mo deberá repasarse la junta, especialmente en el caso de núcleos de tubos de hormigónpretensado, para lograr la aplicación directa del alambre de pretensar, en toda su longi-tud, sobre la superficie exterior del hormigón del núcleo.
Tabla 32. Hormigones y morteros. Cantidad de cemento y relación agua-cemento (normas UNE-EN 639:1995 a 642:1995)
CantidadRelación máxima
Tipo de tubo mínima de agua-cemento
cemento (kg/m3)
Tubos de hormigón armado sin camisa de chapa (THAsCCh) 300 0,45Tubos de hormigón armado con camisa de chapa (THAcCCh) 300 0,45(1)
Tubos de hormigón, pretensados sin camisa de chapa (THPsCCh) 350 0,45Tubos de hormigón, pretensados con camisa de chapa (THPcCCh) 350 0,45(2)
(1) Puede aumentarse a 0,50 si la cantidad mínima de cemento asciende a 385 kg/m3
(2) Si DN<1.000 puede aumentarse a 0,50 si la cantidad mínima de cemento asciende a 385 kg/m3
3.4.4.5 Curado
El curado de los tubos puede realizarse por cualquier procedimiento que mantenga con-tinuamente húmedas sus superficies interior y exterior, como por ejemplo métodos decurado acelerado, tales como el curado por calor o al vapor saturado a la presiónatmosférica.
Este último tipo de curado se realiza colocando los tubos en cámaras, cajas u otros recin-tos estancos, que protejan al hormigón de las corrientes de aire y tengan tamaño sufi-ciente para permitir una perfecta circulación del vapor por los paramentos interior y exte-rior del tubo. Cuando se utilice este procedimiento, la velocidad de calentamiento y enfria-miento debe controlarse adecuadamente, para evitar que el hormigón sufra choques tér-micos y desecaciones o condensaciones excesivas.
También pueden utilizarse productos de curado, los cuales deben ser aprobados previa-mente por la DO a la vista de los resultados obtenidos en los ensayos realizados en labo-

ratorio para justificar su idoneidad, tanto desde el punto de vista de su calidad como desu utilización.
El proceso de curado, en general, debe prolongarse hasta que el hormigón haya alcan-zado, como mínimo, el 70% de su resistencia de proyecto, no debiendo desmoldearse,en ningún caso, hasta que el hormigón alcance una resistencia mínima de 15 N/mm2.
3.4.4.6 Revestimiento exterior
En los tubos de hormigón pretensado, las armaduras activas transversales han de estarprotegidas por un revestimiento exterior de hormigón o mortero de cemento, cuyo espe-sor mínimo se recomienda sea de 20 mm si es de hormigón y 15 mm si es de mortero.La misión de este revestimiento exterior de los tubos de hormigón pretensado es funda-mental al objeto de evitar la corrosión bajo tensión de las armaduras activas, por lo quesu espesor y demás características deberán ser acordes con el medio en el que vayan ainstalarse estos tubos.
El revestimiento exterior de hormigón se debe elaborar, transportar, colocar y compactarde forma que se consiga un alto grado de compacidad y por tanto un bajo índice deporosidad y permeabilidad. La cantidad mínima de cemento debe ser de 400 kg/m3 y larelación máxima agua-cemento de 0,45 (UNE-EN 642:1995).
Si, por el contrario, el revestimiento exterior fuera de mortero de cemento, éste debetener una relación máxima agua-cemento de 0,35 y una relación máxima cemento-arenaen peso de 0,33. Previamente al mortero debe aplicarse una lechada de cemento sobreel núcleo de hormigón en una proporción de 0,5 litros por m2 con una dosificación de1,2 kg de cemento por cada litro de agua.
104
Esta lechada es imprescindible para proteger de la corrosión a los alambres depretensado, gracias al alto índice de alcalinidad del cemento. De no colocar estalechada, podría darse el caso de que la capa exterior de protección, muy seca,para alcanzar grandes resistencias, no envolviera bien a los alambres, corroyén-dose éstos con seguridad.
La superficie exterior del núcleo de hormigón debe limpiarse cuidadosamente antes deaplicar la lechada de cemento a fin de eliminar suciedades, restos de grasas o aceites, etc.
El alto índice de alcalinidad citado, provoca en el acero un proceso conocidocomo "pasivación". Debido al mismo, puede decirse que, en general, no serequiere protección adicional contra la corrosión en las tuberías de hormigón.
Sin embargo, en determinados entornos, la capacidad del hormigón para man-tener la pasividad alrededor de los componentes metálicos del tubo puede versecomprometida.

105
Algunas situaciones en las que sean de prever problemas significativos de corro-sión son, por ejemplo, los entornos con altos contenidos en cloruros o sulfatos(fuertemente ácidos), los suelos con resisitividad menor de 1.500 ohm/cm o laexistencia de corrientes vagabundas.
Por ello, en ocasiones puede ser interesante realizar un seguimiento del poten-cial natural para detectar valores que puedan indicar falta de "pasivación" de lasarmaduras y, por tanto, problemas de corrosión.
De esta manera, en determinados casos si habrá que adoptar métodos comple-mentarios de protección contra la corrosión, como pueden ser revestimientosmediante pinturas, sistemas de protección catódica o drenajes unidireccionalesde corriente contra el efecto de las corrientes vagabundas.
Tanto para instalar protección catódica como para drenar las corrientes vagabun-das es imprescindible que el tubo tenga continuidad eléctrica longitudinal.
3.4.4.7 Manipulación y acopio
Los tubos deben manipularse de forma que no sufran golpes o rozaduras. Cuando se utili-cen cables o eslingas de acero, es conveniente que se protejan éstos con un revestimien-to adecuado, para evitar cualquier daño en la superficie del tubo. Especialmente serecomienda el empleo de bragas de cinta ancha, resistente, recubiertas de caucho, o pro-cedimientos de suspensión a base de ventosas. Se desaconseja la suspensión del tubo porun extremo y la descarga por lanzamiento.
Debe prestarse especial atención al manejo de los primarios para evitar que el alambresufra golpes, rozaduras o presiones que deterioren su superficie. El tubo debe depositarsesuavemente sobre el suelo plano, cuando se acopie en vertical, o sobre apoyos de mate-rial adecuado que no dañen el tubo, cuando se acopie en horizontal. En este último caso,se prohibe rodarlos.
El acopio de los tubos debe hacerse preferentemente en vertical, salvo que se preveanposibles daños en la boquilla al colocarlos en esta posición. Los tubos permanecerándebidamente humedecidos o se protegerán del sol y, especialmente, del viento, cuandolas condiciones climatológicas hagan prever posibles daños en el tubo, bien sea porretracción o por efectos térmicos.
La manipulación y acopio de los tubos debe efectuarse de forma que las tensiones pro-ducidas en estas operaciones no superen el 35% de la resistencia característica delhormigón en ese momento, ni el 50% de la tensión máxima prevista en servicio.
3.4.5 Dimensiones
En la tabla adjunta se relacionan las principales características geométricas de los tubosde hormigón, según sea su tipología (normas UNE-EN 639:1995 a 642:1995).
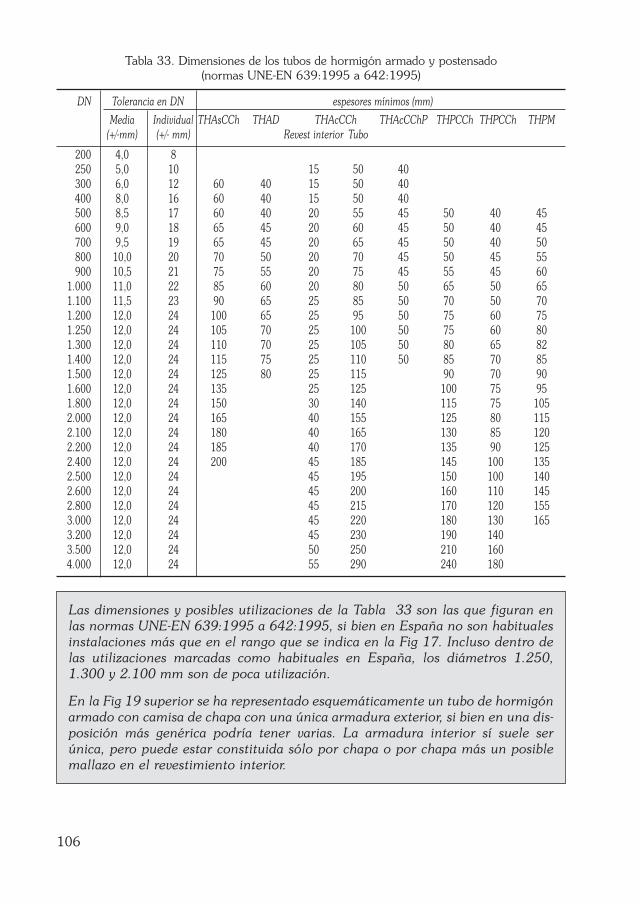
Tabla 33. Dimensiones de los tubos de hormigón armado y postensado (normas UNE-EN 639:1995 a 642:1995)
DN Tolerancia en DN espesores mínimos (mm)
Media Individual THAsCCh THAD THAcCCh THAcCChP THPCCh THPCCh THPM(+/-mm) (+/- mm) Revest interior Tubo
200 4,0 8250 5,0 10 15 50 40300 6,0 12 60 40 15 50 40400 8,0 16 60 40 15 50 40500 8,5 17 60 40 20 55 45 50 40 45600 9,0 18 65 45 20 60 45 50 40 45700 9,5 19 65 45 20 65 45 50 40 50800 10,0 20 70 50 20 70 45 50 45 55900 10,5 21 75 55 20 75 45 55 45 60
1.000 11,0 22 85 60 20 80 50 65 50 651.100 11,5 23 90 65 25 85 50 70 50 701.200 12,0 24 100 65 25 95 50 75 60 751.250 12,0 24 105 70 25 100 50 75 60 801.300 12,0 24 110 70 25 105 50 80 65 821.400 12,0 24 115 75 25 110 50 85 70 851.500 12,0 24 125 80 25 115 90 70 901.600 12,0 24 135 25 125 100 75 951.800 12,0 24 150 30 140 115 75 1052.000 12,0 24 165 40 155 125 80 1152.100 12,0 24 180 40 165 130 85 1202.200 12,0 24 185 40 170 135 90 1252.400 12,0 24 200 45 185 145 100 1352.500 12,0 24 45 195 150 100 1402.600 12,0 24 45 200 160 110 1452.800 12,0 24 45 215 170 120 1553.000 12,0 24 45 220 180 130 1653.200 12,0 24 45 230 190 1403.500 12,0 24 50 250 210 1604.000 12,0 24 55 290 240 180
106
Las dimensiones y posibles utilizaciones de la Tabla 33 son las que figuran enlas normas UNE-EN 639:1995 a 642:1995, si bien en España no son habitualesinstalaciones más que en el rango que se indica en la Fig 17. Incluso dentro delas utilizaciones marcadas como habituales en España, los diámetros 1.250,1.300 y 2.100 mm son de poca utilización.
En la Fig 19 superior se ha representado esquemáticamente un tubo de hormigónarmado con camisa de chapa con una única armadura exterior, si bien en una dis-posición más genérica podría tener varias. La armadura interior sí suele serúnica, pero puede estar constituida sólo por chapa o por chapa más un posiblemallazo en el revestimiento interior.

107
DNTu
bo d
e ho
rmig
ón
arm
ado
sin c
amis
ade
cha
pa
Tubo
de
horm
igón
ar
mad
o co
n
arm
adur
a di
fusa
Tubo
de
horm
igón
arm
ado
con c
amis
ade
cha
pa
Tubo
de
horm
igón
ar
mad
o co
n ca
mis
a de
ch
apa,
pre
tens
iona
da
Tubo
de
horm
igón
pr
eten
sado
con
cam
isa
de c
hapa
Tubo
de
horm
igón
pr
eten
sado
sin
ca
mis
a de
cha
pa
Tubo
de
horm
igón
pret
ensa
do
mon
olít
ico
Dimensiones normalizadas enUNE-EN, de escasa utilización
Dimensiones normalizadas enUNE-EN, de frecuente uso
Fig. 17. Utilizaciones habituales en los tubos de homigón.
200250300400500600700800900
1.0001.1001.2001.2501.3001.4001.5001.6001.8002.0002.1002.2002.4002.5002.6002.8003.0003.2003.5004.000
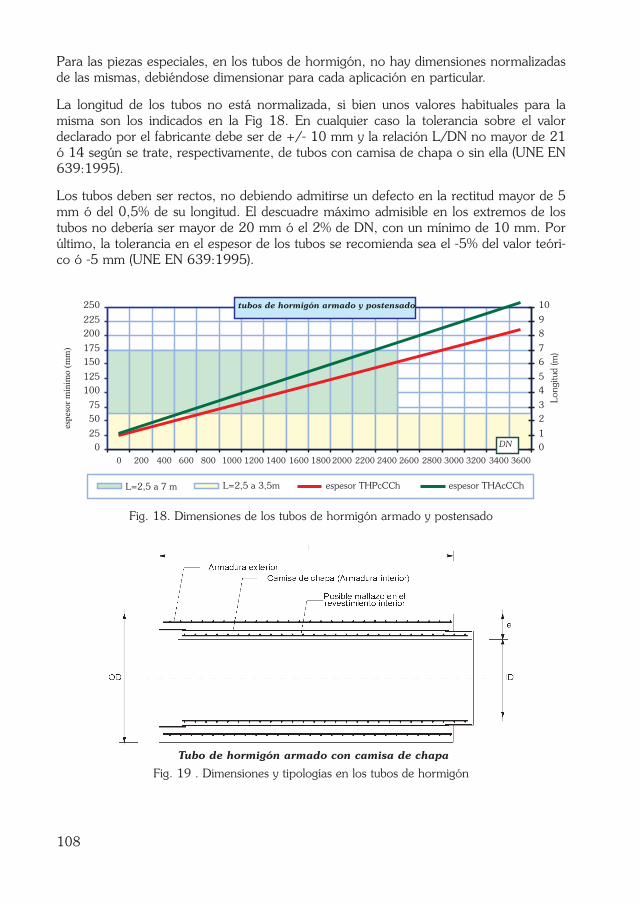
Para las piezas especiales, en los tubos de hormigón, no hay dimensiones normalizadasde las mismas, debiéndose dimensionar para cada aplicación en particular.
La longitud de los tubos no está normalizada, si bien unos valores habituales para lamisma son los indicados en la Fig 18. En cualquier caso la tolerancia sobre el valordeclarado por el fabricante debe ser de +/- 10 mm y la relación L/DN no mayor de 21ó 14 según se trate, respectivamente, de tubos con camisa de chapa o sin ella (UNE EN639:1995).
Los tubos deben ser rectos, no debiendo admitirse un defecto en la rectitud mayor de 5mm ó del 0,5% de su longitud. El descuadre máximo admisible en los extremos de lostubos no debería ser mayor de 20 mm ó el 2% de DN, con un mínimo de 10 mm. Porúltimo, la tolerancia en el espesor de los tubos se recomienda sea el -5% del valor teóri-co ó -5 mm (UNE EN 639:1995).
Fig. 18. Dimensiones de los tubos de hormigón armado y postensado
Tubo de hormigón armado con camisa de chapa
Fig. 19 . Dimensiones y tipologías en los tubos de hormigón
tubos de hormigón armado y postensado
0
25
50
75
100
125
150
175
200
225
250
0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 2400 2600 2800 3000 3200 3400 3600
DN
espe
sor
mín
imo
(mm
)
0
1
2
3
4
5
6
7
8
9
10
Lon
gitu
d (m
)
L=2,5 a 7 m L=2,5 a 3,5m espesor THPcCCh espesor THAcCCh
108
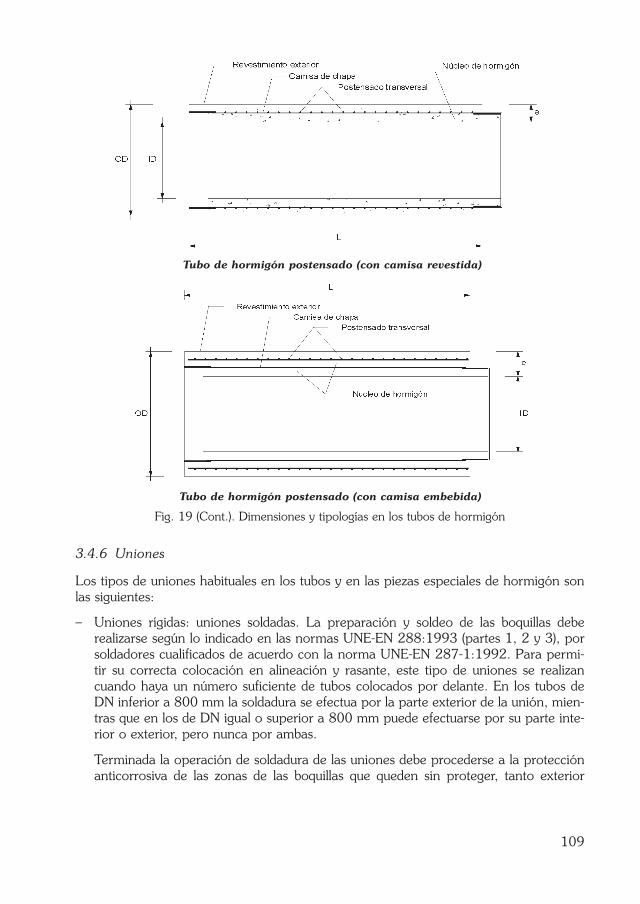
109
Tubo de hormigón postensado (con camisa revestida)
Tubo de hormigón postensado (con camisa embebida)
Fig. 19 (Cont.). Dimensiones y tipologías en los tubos de hormigón
3.4.6 Uniones
Los tipos de uniones habituales en los tubos y en las piezas especiales de hormigón sonlas siguientes:
– Uniones rígidas: uniones soldadas. La preparación y soldeo de las boquillas deberealizarse según lo indicado en las normas UNE-EN 288:1993 (partes 1, 2 y 3), porsoldadores cualificados de acuerdo con la norma UNE-EN 287-1:1992. Para permi-tir su correcta colocación en alineación y rasante, este tipo de uniones se realizancuando haya un número suficiente de tubos colocados por delante. En los tubos deDN inferior a 800 mm la soldadura se efectua por la parte exterior de la unión, mien-tras que en los de DN igual o superior a 800 mm puede efectuarse por su parte inte-rior o exterior, pero nunca por ambas.
Terminada la operación de soldadura de las uniones debe procederse a la protecciónanticorrosiva de las zonas de las boquillas que queden sin proteger, tanto exterior

110
como interiormente, por ejemplo, mediante un recubrimiento de mortero de cemen-to. En los tubos de DN igual o inferior a 800 mm (o incluso de 600 mm), de difícilaccesibilidad, la protección interior de las zonas de las boquillas, en general, es de apli-cación complicada, por lo que, en muchos de estos casos, las uniones quedan sin pro-tección.
En las uniones soldadas, en alineación recta de los tubos, el solapo de las boquillas nodebe ser inferior a 50 mm. En alineaciones curvas se puede formar un ángulo en launión, cuyo alcance depende del diámetro del tubo y de la holgura entre los elemen-tos que forman la unión. Esta holgura es, como mínimo, la necesaria para permitir unenchufe normal de los tubos y, como máximo, la que permita una correcta soldadurasin necesidad de añadir elementos suplementarios para el cierre de la unión. Encualquier caso, las características geométricas de las camisas de chapa en las juntasdeben cumplir con lo indicado en la Tabla 34.
Tabla 34. Uniones soldadas. Características geométricas (UNE-EN 639:1995)
DN
Espesor mínimo Tolerancia en el perímetro Tolerancia en la ovalación(mm) (mm) (mm)
Enchufe Extremo liso Enchufe Extremo liso Enchufe Extremo liso
DN ≤ 1.500 4 4 +8,5/–1,5 +1,5/–8,5 +7/–3 +3/–7
DN > 1.500 4 4 +8,5/–1,5 +1,5/–8,5 +10/–3 +5/–10
Las uniones soldadas pueden transmitir esfuerzos longitudinales en latubería. Ello las hace muy indicadas en las curvas, donde se producen empu-jes importantes. Estos empujes se descomponen en dos tracciones a lo largode los dos tramos de tubería, que se transmiten a los dos tramos anterior yposterior a la curva y que pueden ser absorbidos por el rozamiento entre latubería y el terreno. De esta forma se puede eliminar el macizo de anclaje enla curva (ver apartado 5.7).
En Estados Unidos, este es el único caso en que se emplean las uniones rígi-das, ya que tienen inconvenientes importantes, como son el de producir flexio-nes cuando hay asientos localizados, y el resistir muy mal el efecto de los ter-remotos, precisamente por las flexiones que estos efectos pueden producir,siendo totalmente desaconsejable el uso de uniones rígidas en zonas sísmicas.
– Uniones flexibles con anillo elastomérico. Estas uniones pueden realizarse medianteboquillas metálicas situadas en los extremos del tubo entre las que se aloje el anillo elas-tomérico, o bien sin dichas boquillas, colocándose el anillo directamente en contactocon el hormigón de los tubos. En ambos casos la unión puede realizarse con termi-nación en enchufe y extremo liso o a media madera, debiendo cuidarse especialmentesu construcción, y manipulándola de forma esmerada al objeto de no dañar la unión.
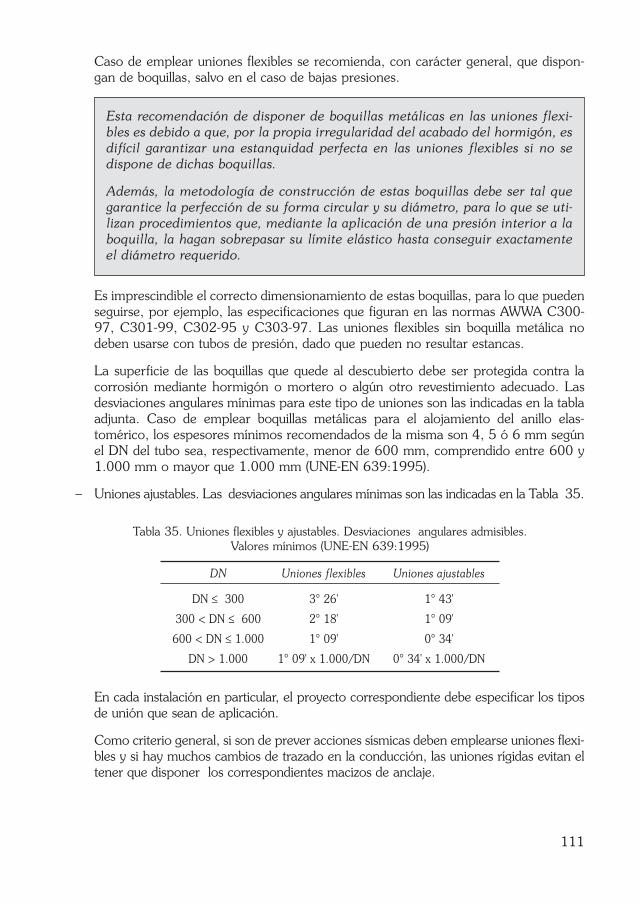
111
Caso de emplear uniones flexibles se recomienda, con carácter general, que dispon-gan de boquillas, salvo en el caso de bajas presiones.
Esta recomendación de disponer de boquillas metálicas en las uniones flexi-bles es debido a que, por la propia irregularidad del acabado del hormigón, esdifícil garantizar una estanquidad perfecta en las uniones flexibles si no sedispone de dichas boquillas.
Además, la metodología de construcción de estas boquillas debe ser tal quegarantice la perfección de su forma circular y su diámetro, para lo que se uti-lizan procedimientos que, mediante la aplicación de una presión interior a laboquilla, la hagan sobrepasar su límite elástico hasta conseguir exactamenteel diámetro requerido.
Es imprescindible el correcto dimensionamiento de estas boquillas, para lo que puedenseguirse, por ejemplo, las especificaciones que figuran en las normas AWWA C300-97, C301-99, C302-95 y C303-97. Las uniones flexibles sin boquilla metálica nodeben usarse con tubos de presión, dado que pueden no resultar estancas.
La superficie de las boquillas que quede al descubierto debe ser protegida contra lacorrosión mediante hormigón o mortero o algún otro revestimiento adecuado. Lasdesviaciones angulares mínimas para este tipo de uniones son las indicadas en la tablaadjunta. Caso de emplear boquillas metálicas para el alojamiento del anillo elas-tomérico, los espesores mínimos recomendados de la misma son 4, 5 ó 6 mm segúnel DN del tubo sea, respectivamente, menor de 600 mm, comprendido entre 600 y1.000 mm o mayor que 1.000 mm (UNE-EN 639:1995).
– Uniones ajustables. Las desviaciones angulares mínimas son las indicadas en la Tabla 35.
Tabla 35. Uniones flexibles y ajustables. Desviaciones angulares admisibles. Valores mínimos (UNE-EN 639:1995)
DN Uniones flexibles Uniones ajustables
DN ≤ 300 3° 26' 1° 43'
300 < DN ≤ 600 2° 18' 1° 09'
600 < DN ≤ 1.000 1° 09' 0° 34'
DN > 1.000 1° 09' x 1.000/DN 0° 34' x 1.000/DN
En cada instalación en particular, el proyecto correspondiente debe especificar los tiposde unión que sean de aplicación.
Como criterio general, si son de prever acciones sísmicas deben emplearse uniones flexi-bles y si hay muchos cambios de trazado en la conducción, las uniones rígidas evitan eltener que disponer los correspondientes macizos de anclaje.
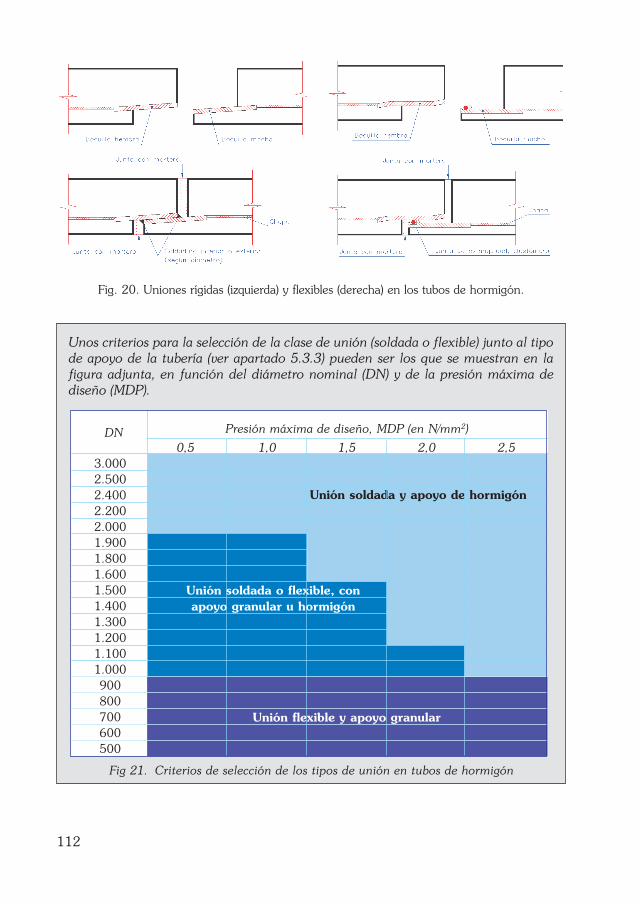
Fig. 20. Uniones rígidas (izquierda) y flexibles (derecha) en los tubos de hormigón.
112
Unos criterios para la selección de la clase de unión (soldada o flexible) junto al tipode apoyo de la tubería (ver apartado 5.3.3) pueden ser los que se muestran en lafigura adjunta, en función del diámetro nominal (DN) y de la presión máxima dediseño (MDP).
DN Presión máxima de diseño, MDP (en N/mm2)
0,5 1,0 1,5 2,0 2,53.0002.5002.4002.2002.0001.9001.8001.6001.5001.4001.3001.2001.1001.000900800700600500
Unión soldada y apoyo de hormigón
Unión soldada o flexible, conapoyo granular u hormigón
Fig 21. Criterios de selección de los tipos de unión en tubos de hormigón
Unión flexible y apoyo granular
3.4.7 Identificación
Todos los tubos y piezas especiales deben ir marcados, de forma fácilmente legible ydurable, con las siguientes identificaciones como mínimo:
– Nombre del suministrador, fabricante o razón comercial.– Fecha de fabricación (año, mes y día).– Tipo de tubo de que se trata.– Diámetro nominal (DN).– Presión máxima de diseño, o clase.– Referencia a la norma UNE-EN que sea de aplicación.– Marca de Calidad en su caso.
Adicionalmente, en los tubos que no tengan la armadura circular uniformemente dis-tribuida, deberá marcarse, de forma clara, la generatriz del tubo que deba quedar situadaen su parte superior después del montaje.
3.5 Tubos de poli(cloruro de vinilo)no plastificado (PVC-U)
3.5.1 Generalidades. Normativa y campo de aplicación
Los tubos de PVC-U tienen la condición de termoplásticos y están normalizados en UNE-EN en dimensiones de hasta 1.000 mm de DN y presiones de 2,5 N/mm2 (esta últimasolo para diámetros pequeños).
Se componen de una resina de poli (cloruro de vinilo) no plastificado. El procedimientode fabricación usual de los tubos es la extrusión, mientras que las piezas especiales sefabrican, en general, por inyección en moldes o bien mediante manipulación a partir deltubo, no siendo una buena práctica la fabricación por unión mediante soldadura o pega-mento de diversos elementos, salvo en el caso de diámetros grandes, debiendo, en estoscasos, realizarse en fábrica.
113
Estos tubos son también habitualmente conocidos, simplemente, como "tubos depolicloruro de vinilo, PVC", si bien en esta Guía Técnica se han seguido los cri-terios terminológicos de CEN y los de la norma UNE-EN ISO 1043-1:2000,habiéndose adoptado la denominación para ellos de "tubos de poli (cloruro devinilo) no plastificado, PVC-U".
Los materiales plásticos son básicamente de dos grandes tipos: los termoplásticosy los termoestables. Los primeros pueden ver cambiar su forma una o varias vecespor la acción combinada de aumento de la temperatura y de la presión (de formaque cuando la temperatura se eleva se reblandece y cuando al enfriar se endurece);en los segundos, durante su fabricación se ha operado una reacción química irre-versible que impide cambiar de forma a las piezas con ellos producidas.

114
De los materiales plásticos empleados en tuberías para el transporte de agua sontermoplásticos el PVC-U, el PVC-O y el PE y es termoestable el poliéster.
Otros materiales polímeros que también son empleados en las canalizacionesson, por ejemplo, los elastómeros utilizados en las uniones flexibles entretubos.
Respecto a la normativa aplicable, los tubos y las piezas especiales de PVC-U para con-ducción de agua a presión deberán cumplir, con carácter general, con lo especificado porla norma:
UNE-EN 1452:2000 Sistemas de canalización en materiales plásticos para conduc-ción de agua. Poli(cloruro de vinilo) no plastificado (PVC-U)
Parte 1. GeneralidadesParte 2. Tubos.Parte 3. Accesorios.Parte 4. Válvulas y equipo auxiliar.Parte 5. Aptitud al uso del sistema.Parte 6. Práctica recomendada de instalación.Parte 7. Guía para la evaluación de la conformidad.
Esta reciente norma UNE-EN 1452:2000 (elaborada por el CTN 53 de AENOR)recoge lo especificado por la equivalente norma europea EN 1452 (desarrollada,a su vez, por el TC 155 de CEN) y sustituye a la antigua norma UNE 53112:1988"Tubos y accesorios de poli(cloruro de vinilo) no plastificado para conducción deagua a presión. Características generales y métodos de ensayo" vigente hastajunio del año 2001, así como a las UNE 53177-1 y 2 relativas a accesorios, tantopor unión elástica como encolada.
Las partes 6 y 7 de la anterior EN 1452 son aún normas experimentales (ENV),estando, en cualquier caso, ambas traducidas por AENOR (UNE-ENV 1452-6:2001 y UNE-ENV 1452-7:2002).
Si bien poco utilizadas en España, otras normas de interés relativas a estos tubospodrían ser las siguientes:
a) Normas AWWA C900-97, C905-97 y C907-91b) Normas ASTM D1785-99 y D2241-00c) Normas ISO 161-1:1996, 264:1976, 2536:1974, 4065:1996, 4422:1996, y
12162:1995
115
Aunque el policloruro de vinilo era conocido desde finales del siglo XIX, no fueempleado hasta el año 1941 en la fabricación de tuberías. Fue en Alemania y lostubos inicialmente fabricados tenían como destino el transporte de ácidos ylíquidos corrosivos.
En la actualidad en España, el campo habitual de utilización de estos tubos es elde los diámetros pequeños o medianos (como máximo 700 mm, si bien habi-tualmente 400 ó 630 mm) y moderadas presiones (1 ó 1,5 N/mm2 como máxi-mo). No obstante lo anterior, hay experiencias puntuales que alcanzan hastadiámetros de 1.000 mm, pero es excepcional.
Entre sus ventajas deben citarse su ligereza (con la consiguiente simplificación delas tareas de instalación de los tubos en obra), su baja rugosidad (lo que suponeuna mayor capacidad hidráulica frente a otros materiales) y su elevada resisten-cia al ataque químico.
Como singular de estos tubos, hay que destacar el alto coeficiente de dilatacióntérmica del material y la disminución que con el tiempo sufren la resistencia y elmódulo de elasticidad de los tubos. Esta última propiedad (la regresión) está con-templada en las normas de producto, dimensionándose los mismos para laresistencia que tendrán dentro de 50 años, por lo que en el corto plazo resultansobredimensionados.
3.5.2 Definiciones y clasificación
3.5.2.1 Definiciones
Complementariamente a las definiciones de 2.4, en estos tubos son de aplicación lassiguientes:
– Diámetro nominal, DN
En los tubos de PVC-U la designación genérica DN se refiere al diámetro exterior(OD).
Para un mismo valor del DN los tubos admiten ser fabricados con distintos espesores,de manera que para una capacidad hidráulica determinada la resistencia mecánica deltubo sea variable.
Dichas variaciones de espesor (para un valor fijo del DN) se obtienen modificando eldiámetro interior (ID), manteniendo fijo el exterior (OD).
– Ovalación
En los tubos de PVC-U, es la diferencia entre el OD máximo y mínimo en una mismasección recta del tubo.
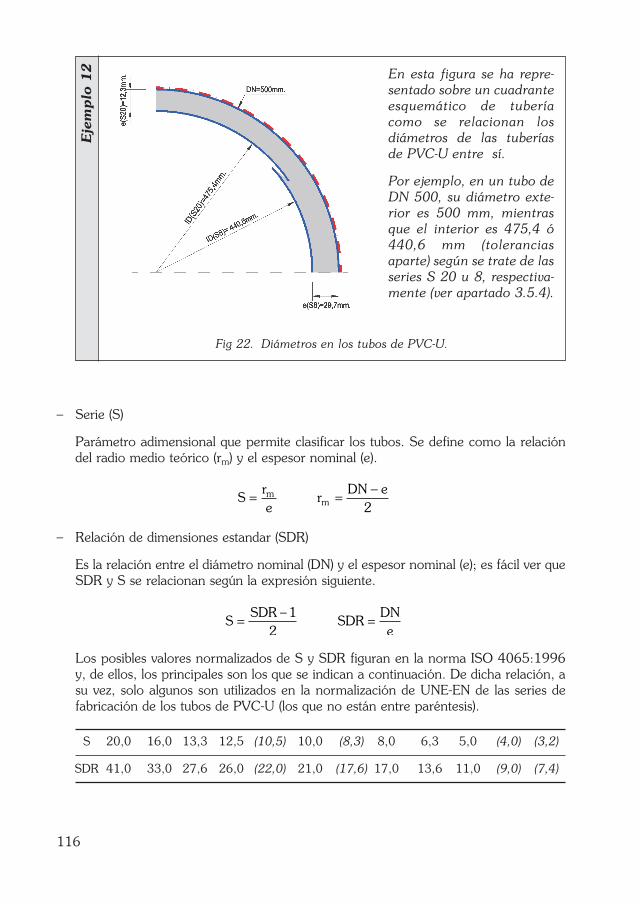
116
– Serie (S)
Parámetro adimensional que permite clasificar los tubos. Se define como la relacióndel radio medio teórico (rm) y el espesor nominal (e).
– Relación de dimensiones estandar (SDR)
Es la relación entre el diámetro nominal (DN) y el espesor nominal (e); es fácil ver queSDR y S se relacionan según la expresión siguiente.
Los posibles valores normalizados de S y SDR figuran en la norma ISO 4065:1996y, de ellos, los principales son los que se indican a continuación. De dicha relación, asu vez, solo algunos son utilizados en la normalización de UNE-EN de las series defabricación de los tubos de PVC-U (los que no están entre paréntesis).
S 20,0 16,0 13,3 12,5 (10,5) 10,0 (8,3) 8,0 6,3 5,0 (4,0) (3,2)
SDR 41,0 33,0 27,6 26,0 (22,0) 21,0 (17,6) 17,0 13,6 11,0 (9,0) (7,4)
Sre
rDN em
m= = −2
SSDR
SDRDNe
= =–12
Sre
rDN em
m= = −2
SSDR
SDRDNe
= =–12
Eje
mplo
12 En esta figura se ha repre-
sentado sobre un cuadranteesquemático de tuberíacomo se relacionan losdiámetros de las tuberíasde PVC-U entre sí.
Por ejemplo, en un tubo deDN 500, su diámetro exte-rior es 500 mm, mientrasque el interior es 475,4 ó440,6 mm (toleranciasaparte) según se trate de lasseries S 20 u 8, respectiva-mente (ver apartado 3.5.4).
Fig 22. Diámetros en los tubos de PVC-U.
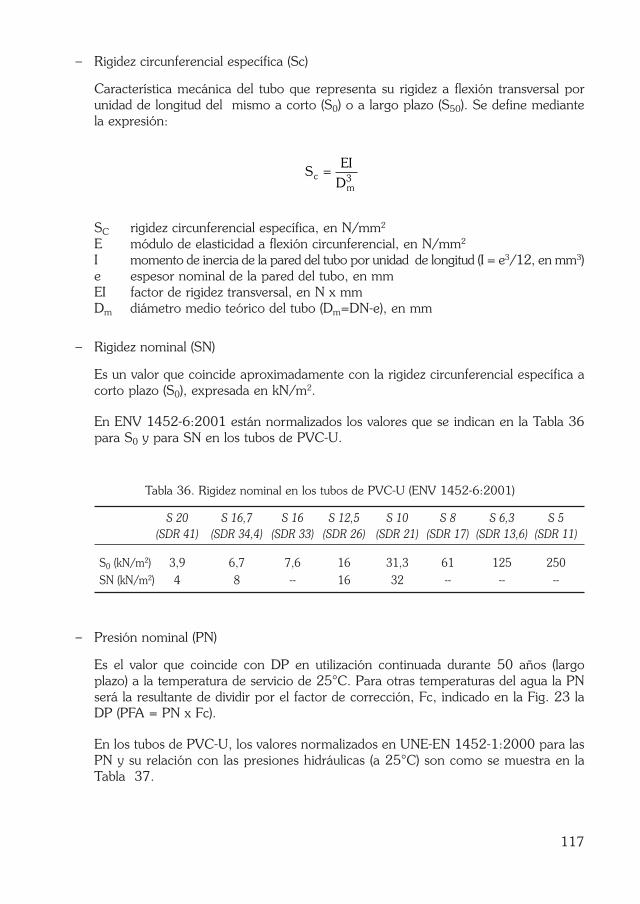
117
– Rigidez circunferencial específica (Sc)
Característica mecánica del tubo que representa su rigidez a flexión transversal porunidad de longitud del mismo a corto (S0) o a largo plazo (S50). Se define mediantela expresión:
SC rigidez circunferencial específica, en N/mm2
E módulo de elasticidad a flexión circunferencial, en N/mm2
I momento de inercia de la pared del tubo por unidad de longitud (I = e3/12, en mm3)e espesor nominal de la pared del tubo, en mmEI factor de rigidez transversal, en N x mmDm diámetro medio teórico del tubo (Dm=DN-e), en mm
– Rigidez nominal (SN)
Es un valor que coincide aproximadamente con la rigidez circunferencial específica acorto plazo (S0), expresada en kN/m2.
En ENV 1452-6:2001 están normalizados los valores que se indican en la Tabla 36para S0 y para SN en los tubos de PVC-U.
Tabla 36. Rigidez nominal en los tubos de PVC-U (ENV 1452-6:2001)
S 20 S 16,7 S 16 S 12,5 S 10 S 8 S 6,3 S 5(SDR 41) (SDR 34,4) (SDR 33) (SDR 26) (SDR 21) (SDR 17) (SDR 13,6) (SDR 11)
S0 (kN/m2) 3,9 6,7 7,6 16 31,3 61 125 250SN (kN/m2) 4 8 -- 16 32 -- -- --
– Presión nominal (PN)
Es el valor que coincide con DP en utilización continuada durante 50 años (largoplazo) a la temperatura de servicio de 25°C. Para otras temperaturas del agua la PNserá la resultante de dividir por el factor de corrección, Fc, indicado en la Fig. 23 laDP (PFA = PN x Fc).
En los tubos de PVC-U, los valores normalizados en UNE-EN 1452-1:2000 para lasPN y su relación con las presiones hidráulicas (a 25°C) son como se muestra en laTabla 37.
SEI
Dc
m
=3
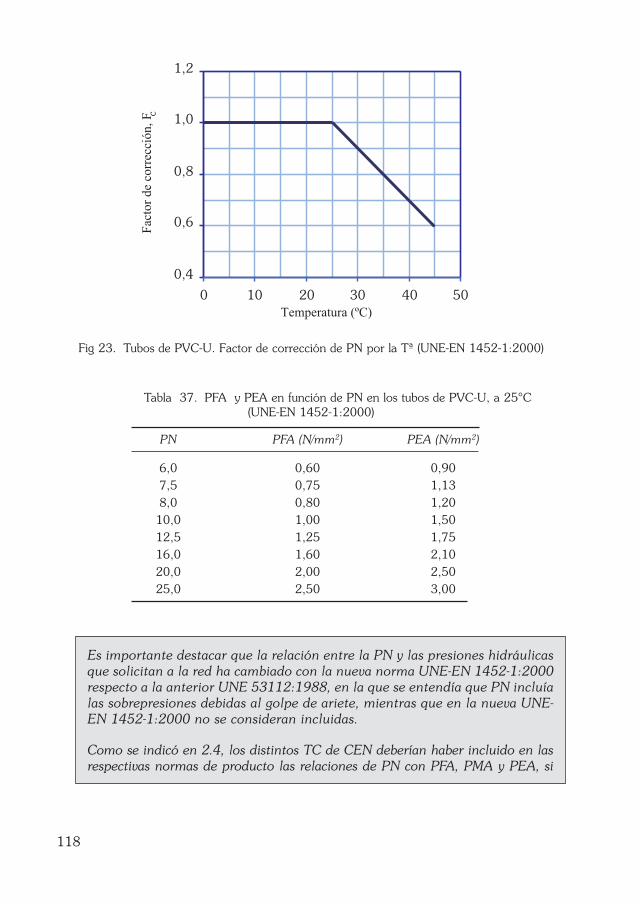
118
Fig 23. Tubos de PVC-U. Factor de corrección de PN por la Tª (UNE-EN 1452-1:2000)
Tabla 37. PFA y PEA en función de PN en los tubos de PVC-U, a 25°C(UNE-EN 1452-1:2000)
PN PFA (N/mm2) PEA (N/mm2)
6,0 0,60 0,907,5 0,75 1,138,0 0,80 1,2010,0 1,00 1,5012,5 1,25 1,7516,0 1,60 2,1020,0 2,00 2,5025,0 2,50 3,00
0,4
0,6
0,8
1,0
1,2
0 10 20 30 40 50Temperatura (ºC)
Fact
or d
e co
rrec
ción
, Fc
Es importante destacar que la relación entre la PN y las presiones hidráulicasque solicitan a la red ha cambiado con la nueva norma UNE-EN 1452-1:2000respecto a la anterior UNE 53112:1988, en la que se entendía que PN incluíalas sobrepresiones debidas al golpe de ariete, mientras que en la nueva UNE-EN 1452-1:2000 no se consideran incluidas.
Como se indicó en 2.4, los distintos TC de CEN deberían haber incluido en lasrespectivas normas de producto las relaciones de PN con PFA, PMA y PEA, si

– Límite inferior de confianza (LCL)
"Cantidad, expresada en MPa, que puede considerarse como una propiedad de unmaterial, y que representa el límite inferior de confianza al 97,5% de la resistenciahidrostática a largo plazo prevista para el agua a 20°C durante 50 años" (UNE-EN1452-1:2000)
– Tensión Mínima Requerida (MRS)
Es el valor del límite inferior de confianza (LCL) aproximado por defecto al númeromás próximo de una serie de números normalizados (Serie R20 de los números deRenard), según lo indicado en la Tabla 38.
119
bien en la norma UNE-EN 1452:2000 solo se han relacionado PN con PFA yPEA, no estando determinado, por tanto, cual es la relación entre PN y PMA.
Naturalmente, ello no quiere decir que los tubos de PVC-U no soporten lassobrepresiones debidas al golpe de ariete, sino que no está normalizado el valorde la sobrepresión que es admisible para cada valor de PN. Además, en estastuberías, debido a lo menor de su módulo de elasticidad, el golpe de ariete cau-sado por una solicitación hidráulica determinada es menor que en otrosmateriales (acero, fundición u hormigón; ver Ejemplo 24).
En cualquier caso, si se adopta como criterio el que el golpe de ariete admisiblesea el provocado por una onda de celeridad similar a los valores normalizadosen otros materiales (fundición, por ejemplo), sobrepresiones del orden del 25 óel 30% son razonablemente admisibles.
Eje
mplo
13 Una tubería que vaya a estar solicitada por una DP de 1,50 N/mm2 y una
MDP de 1,70 N/mm2, con la normativa anterior (UNE 53112:1988) debíade encargarse de PN 20 (el primer valor normalizado superior a 1,70N/mm2), mientras que con la nueva situación (UNE-EN 1452-1:2000)basta con que sea de PN 16 (el primer valor normalizado superior a 1,5N/mm2), siempre que la STP sea inferior a 2,10 N/mm2.
Quedaría por determinar si un tubo de PN 16 según los criterios de UNE-EN 1452:2000 resiste una MDP de 1,70 N/mm2, cuestión ésta que no estáresuelta en dicha norma, si bien, no obstante, al tratarse de una sobrepre-sión moderada (del orden del 20%), es soportable por el tubo.
En relación con la influencia de la temperatura, si una tubería va a trans-portar agua a 20°C y la DP a la que va a estar solicitada la red es de 0,60N/mm2, la PN del tubo deberá ser como mínimo de 6; si la temperaturadel agua es de 45°C, la PN del tubo deberá ser al menos de 10.

120
Los números de Renard (que deben su nombre al matemático francés Renard)son unas series de números normalizados, cuya génesis son unas progresionesgeométricas de razón variable según cual sea la serie.
Hay varias series posibles (R5, R10, R20, R40), y la utilizada para la defini-ción de la Tensión Mínima Requerida (MRS) es la R20. El detalle de todasellas figura en las normas ISO 3:1973 e ISO 497:1973, resumiéndose en laTabla 38 los valores de la Serie R20.
LCL y MRS son las abreviaturas de "Lower Limit Confidence" y "MinimumRequiered Strenght", y son los acrónimos adoptados tanto en las normasCEN como en las UNE resultantes de su traducción.
Tabla 38. Tensión mínima requerida. Valores de aplicación de las Series de los Números de Renard
Serie R20 de los números de Renard
1 - 1,12 - 1,25 - 1,4 -1,6 -1,8- 1,12 - 1,25 - 1,4 - 1,6 - 1,8 - 2 - 2,24 - 2,5 - 2,8 - 3,15 - 3,55 - 4 -4,5 - 5 - 5,60- 6,3 - 7,1 - 8 - 9 - 10 - 11,2 - 12 - 14 - 16 - 18 - 20 - 22,4 - 25 - 28 - 32 - 35,5 - 40
44 - 50 - 56 - 63 - 71 - 80 - 90 - 100
Eje
mplo
14
Por ejemplo, si el LCL fuera de 53 N/mm2, el MRS sería 50 (ver Tabla 38).
En un caso habitual (como el dibujado en la Fig 26), el LCL sería 27N/mm2 y el MRS 25 N/mm2, que es el valor mínimo aceptado para dichoparámetro, tal como se indica en el apartado 3.5.3.
– Tensión de diseño (σs)
Tensión a tracción admisible del material. Se determina dividiendo la Tensión MínimaRequerida (MRS) por un coeficiente de seguridad (C) denominado "coeficiente de dise-ño", el cual deberá ser seleccionado de entre alguno de los siguientes (serie R20 de losNúmeros de Renard):
1,12 - 1,25 - 1,40 - 1,60 - 1,80 - 2,00 - 2,24 - 2,50 - 2,80
σs = MRSC

Aplicando la fórmula básica de la resistencia de materiales para tuberías que relacionala presión interior (PN) con la resistencia del material a tracción (σS) y con el espesory el diámetro del tubo (e y DN, respectivamente):
puede verse fácilmente que PN, σs y S se relacionan de la siguiente forma:
La relación entre todos estos parámetros (LCL, MRS, C, σS) es, esquemáticamente,tal como se muestra en la Fig. 24.
Fig. 24. LCL, MRS, C y σS en tubos de PVC-U
PNeDN
s= 2 σ
PNSs= σ
PNeDN
s= 2 σ
PNSs= σ
121
El concepto de LCL equivale, aproximadamente, a la resistencia mínima a latracción que el material tendrá a largo plazo (no debe olvidarse que en estostubos esta propiedad disminuye con el paso de los años). El MRS es el LCLredondeado a una serie de números normalizados y σs es la tensión máxima a laque se deja trabajar al material teniendo en cuenta el coeficiente de seguridadadoptado.
3.5.2.2. Clasificación
Los tubos de PVC-U se clasifican por su DN y su PN. No obstante, al estar directamenterelacionada la PN con la serie S y con la relación SDR (conforme a lo explicado anterior-

mente), podría utilizarse alguno de estos dos parámetros alternativamente a la PN, sien-do, no obstante, lo más habitual clasificar a los tubos por el DN y la PN o, en todo caso,por el DN y la serie SDR.
122
DN
12162025324050637590
PN 7,5SDR 33
(S 16)
PN 8SDR 26(S 12,5)
PN 10SDR 21(S 10)
PN 12,5SDR 17
(S 8)
PN 16SDR 13,6
(S 6,3)
PN 20SDR 11
(S 5)
C =2,5
DN
110125140160180200225250280315355400450500560630710800900
1.000
PN 6SDR 41
(S 20)
PN 8SDR 33(S 16)
PN 10SDR 26(S 12,5)
PN 12,5SDR 21(S 10)
PN 16SDR 17
(S 8)
PN 20SDR 13,6
(S 6,3)
PN 25SDR 11
(S 5)
C =2,0
Fig. 25. Clasificación de los tubos de PVC-U (elaborada a partir de UNE-EN 1452:2000)
123
3.5.3. Características técnicas
Los materiales básicos que constituyen los tubos y las piezas especiales de PVC-U son lossiguientes:
– Resina de poli(cloruro de vinilo) técnicamente pura (menos del 1% de impurezas).
– Aditivos, tales como lubrificantes, estabilizadores, colorantes o modificadores de laspropiedades finales, que mejoren la calidad del producto. No deben añadirse sus-tancias plastificantes, ni utilizarse estos aditivos en cantidades tales que puedan darlugar a elementos tóxicos, que puedan provocar crecimientos microbianos, perju-dicar el proceso de fabricación o perjudicar el encolado de las uniones en su caso,así como afectar desfavorablemente a las propiedades físicas, químicas o mecáni-cas del material, especialmente en lo que se refiere a la resistencia a largo plazo yal impacto.
Los materiales que constituyan el tubo o la tubería, una vez transformados, no deben sersolubles en el agua, ni darle sabor u olor o modificar sus características. A este respectodebe ser de aplicación lo especificado por la vigente RTSAP, en el caso de abasteci-mientos a poblaciones.
Eje
mplo
15 Un tubo de PVC-U de DN 630 puede encargarse en la gama de PN 6, 8, 10
ó 12,5, siendo los parámetros S y SDR los mostrados en la Fig. 25 para cadaposibilidad.
O un tubo de PN8, si es de DN 75 tendrá un SDR 26, mientras que si esde DN 200 tendrá un SDR 33 (ya que el C es diferente en un caso o enotro).
En relación con los parámetros de clasificación, si bien en la actualidad los másusuales son el DN y la PN, la tendencia en el futuro es a que sean el DN y elSDR.
La rigidez nominal SN no es un parámetro de clasificación en estos tubos, ya queva implícito en cada combinación de valores de DN y PN.
En el caso genérico de utilizar el DN y la PN como parámetros de clasificación, las posi-bilidades de utilización de los tubos de PVC-U serían conforme a lo mostrado en la Fig.25, en la que pueden verse los valores normalizados en UNE-EN 1452:2000 para DN,PN, S, C y SDR.

124
En general, en la fabricación de los tubos y/o de las piezas especiales, no se debe utilizarmaterial reprocesado, excepto cuando éste provenga del propio proceso de fabricacióno de los ensayos que se realicen en fábrica, siempre que los mismos hayan sido satisfac-torios.
Las principales características técnicas de la materia prima constitutiva de los tubos dePVC-U, así como de los propios tubos una vez fabricados son las que se indican en laTabla 39.
Tabla 39. Características técnicas de la materia prima y de los tubos de PVC-U (UNE-EN 1452:2000)
Características físicas de la materia primaDensidad 1,35 a 1,46 gr/cm3
MRS 25 N/mm2
Características mecánicas de la materia primaMódulo de elasticidad a corto plazo, E0 3.000 ó 3.600 N/mm2
Módulo de elasticidad a largo plazo, E50 1.750 N/mm2
Límite elástico mínimo, Le, min 42 N/mm2
Límite de rotura 50 N/mm2 (aproximado)Dureza Shore D a 20°C 70 a 85Coeficiente de Poisson,υ 0,35
Características térmicas de la materia primaTemperatura de reblandecimiento Vicat 74 a 80°CCoeficiente de dilatación lineal 0,8 x 10-4 m/m°C-1
Conductividad térmica 0,15 a 0,18 kcal/mh °CCalor específico 0,20 a 0,28 cal/gr °C
Características eléctricas de la materia primaRigidez dieléctrica 20 a 40 kV/mmConstante dieléctrica 3,2 a 3,6 (a 60 Hz)Resistividad transversal a 20°C > 1016 ohm/cm
Características físicas de los tubosTemperatura de reblandecimiento Vicat > 80 °CEstabilidad dimensional 5 %Color Gris, azul o crema
Características mecánicas de los tubosResistencia al impacto < 10%
Características químicas de los tubosContenido en VCM < 1 ppm
De las características mecánicas de los tubos de PVC-U, debe destacarse que el valormínimo del MRS ha de ser 25 N/mm2 y el C, y en consecuencia σS, adoptan los valoresque se indican en la Tabla 40.
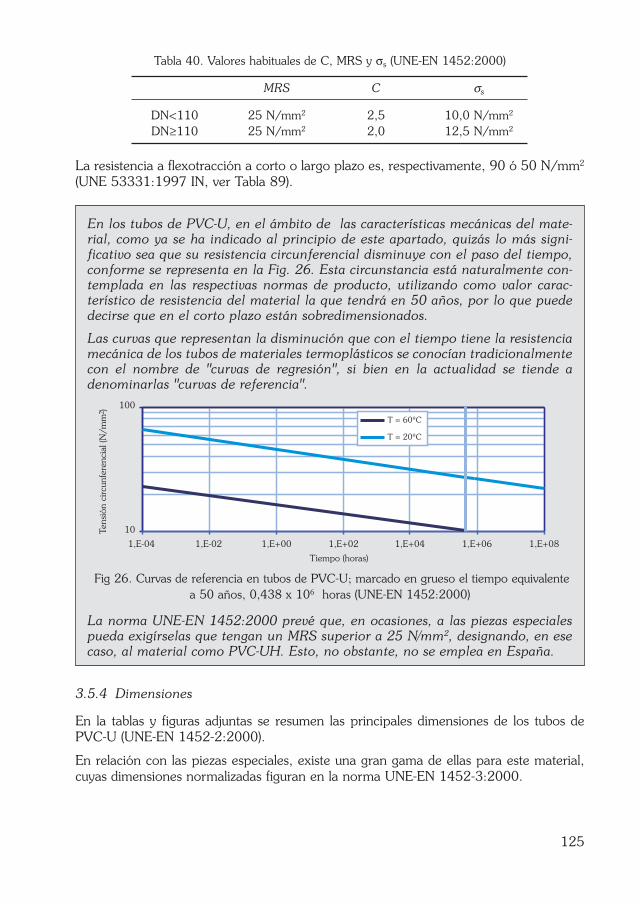
Tabla 40. Valores habituales de C, MRS y σs (UNE-EN 1452:2000)
MRS C σs
DN<110 25 N/mm2 2,5 10,0 N/mm2
DN≥110 25 N/mm2 2,0 12,5 N/mm2
La resistencia a flexotracción a corto o largo plazo es, respectivamente, 90 ó 50 N/mm2
(UNE 53331:1997 IN, ver Tabla 89).
125
En los tubos de PVC-U, en el ámbito de las características mecánicas del mate-rial, como ya se ha indicado al principio de este apartado, quizás lo más signi-ficativo sea que su resistencia circunferencial disminuye con el paso del tiempo,conforme se representa en la Fig. 26. Esta circunstancia está naturalmente con-templada en las respectivas normas de producto, utilizando como valor carac-terístico de resistencia del material la que tendrá en 50 años, por lo que puededecirse que en el corto plazo están sobredimensionados.
Las curvas que representan la disminución que con el tiempo tiene la resistenciamecánica de los tubos de materiales termoplásticos se conocían tradicionalmentecon el nombre de "curvas de regresión", si bien en la actualidad se tiende adenominarlas "curvas de referencia".
Fig 26. Curvas de referencia en tubos de PVC-U; marcado en grueso el tiempo equivalentea 50 años, 0,438 x 106 horas (UNE-EN 1452:2000)
La norma UNE-EN 1452:2000 prevé que, en ocasiones, a las piezas especialespueda exigírselas que tengan un MRS superior a 25 N/mm2, designando, en esecaso, al material como PVC-UH. Esto, no obstante, no se emplea en España.
10
100
1,E-04 1,E-02 1,E+00 1,E+02 1,E+04 1,E+06 1,E+08
Tiempo (horas)
T = 60ºC
T = 20ºC
Tens
ión
circ
unfe
renc
ial (
N/m
m2 )
3.5.4 Dimensiones
En la tablas y figuras adjuntas se resumen las principales dimensiones de los tubos dePVC-U (UNE-EN 1452-2:2000).
En relación con las piezas especiales, existe una gran gama de ellas para este material,cuyas dimensiones normalizadas figuran en la norma UNE-EN 1452-3:2000.

Tabla 41. Tubos de PVC-U. Dimensiones (elaboración propia a partir de UNE-EN 1452-2:2000)
Diámetro (mm) Ovalación (mm) Longitud Espesor (mm)
DN Toler. SDR 41 SDR 26 Valor Toleran S20 S 16 S 12,5 S 10 S8 S 6,3 S5
OD a a nominal cia SDR SDR SDR SDR SDR SDR SDR
SDR 33 SDR 11 (m) (mm) 41 33 26 21 17 13,6 11
PN7,5 PN 8 PN 10 PN12,5 PN 16 PN 20
12 0,2 0,5 6 +/- 10 1,5
16 0,2 0,5 6 +/- 10 1,5
20 0,2 0,5 6 +/- 10 1,5 1,9
25 0,2 0,5 6 +/- 10 1,5 1,9 2,3
32 0,2 0,5 6 +/- 10 1,5 1,6 1,9 2,4 2,9
40 0,2 1,4 0,5 6 +/- 10 1,5 1,6 1,9 2,4 3,0 3,7
50 0,2 1,4 0,6 6 +/- 10 1,6 2,0 2,4 3,0 3,7 4,6
63 0,3 1,5 0,8 6 +/- 10 2,0 2,5 3,0 3,8 4,7 5,8
75 0,3 1,6 0,9 6 +/- 10 2,3 2,9 3,6 4,5 5,6 6,8
90 0,3 1,8 1,1 6 +/- 10 2,8 3,5 4,3 5,4 6,7 8,2
PN 6 PN 8 PN 10 PN 12,5 PN 16 PN 20 PN 25
110 0,4 2,2 1,4 6 +/- 10 2,7 3,4 4,2 5,3 6,6 8,1 10,0
125 0,4 2,5 1,5 6 +/- 10 3,1 3,9 4,8 6,0 7,4 9,2 11,4
140 0,5 2,8 1,7 6 +/- 10 3,5 4,3 5,4 6,7 8,3 10,3 12,7
160 0,5 3,2 2,0 6 +/- 10 4,0 4,9 6,2 7,7 9,5 11,8 14,6
180 0,6 3,6 2,2 6 +/- 10 4,4 5,5 6,9 8,6 10,7 13,3 16,4
200 0,6 4,0 2,4 6 +/- 10 4,9 6,2 7,7 9,6 11,9 14,7 18,2
225 0,7 4.5 2,7 6 +/- 10 5,5 6,9 8,6 10,8 13,4 16,6
250 0,8 5,0 3,0 6 +/- 10 6,2 7,7 9,6 11,9 14,8 18,4
280 0,9 6,8 3,4 6 +/- 10 6,9 8,6 10,7 13,4 16,6 20,6
315 1,0 7,6 3,8 6 +/- 10 7,7 9,7 12,1 15,0 18,7 23,2
355 1,1 8,6 4,3 6 +/- 10 8,7 10,9 13,6 16,9 21,1 26,1
400 1,2 9,6 4,8 6 +/- 10 9,8 12,3 15,3 19,1 23,7 29,4
450 1,4 10,5 5,4 6 +/- 10 11,0 13,8 17,2 21,5 26,7 33,1
500 1,5 12,0 6,0 6 +/- 10 12,3 15,3 19,1 23,9 29,7 36,8
560 1,7 13,5 6,8 6 +/- 10 13,7 17,2 21,4 26,7
630 1,9 15,2 7,6 6 +/- 10 15,4 19,3 24,1 30,0
710 2,0 17,1 8,6 6 +/- 10 17,4 21,8 27,2
800 2,0 19,2 9,6 6 +/- 10 19,6 24,5 30,6
900 2,0 21,6 6 +/- 10 22,0 27,6
1.000 2,0 24,0 6 +/- 10 24,5 30,6
126
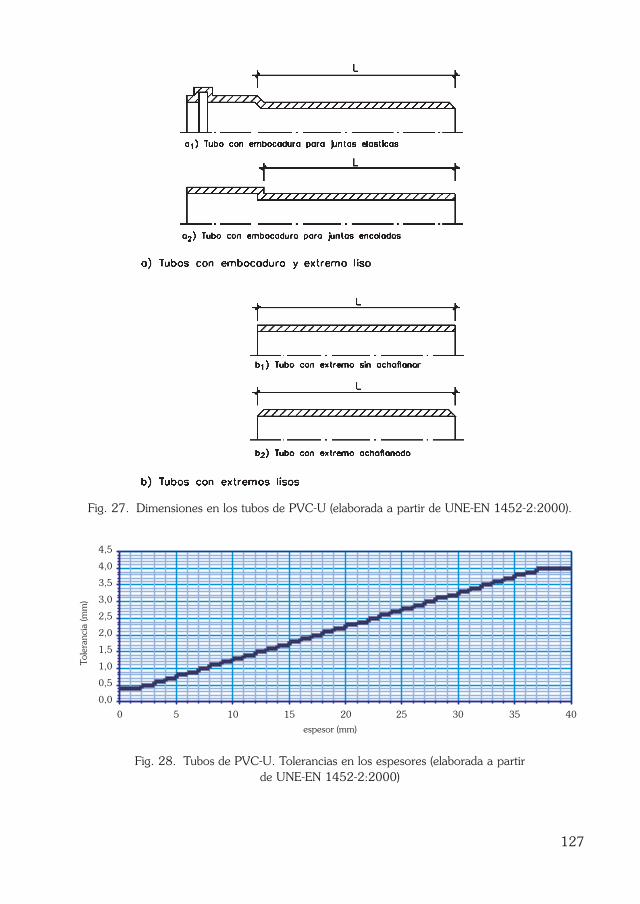
127
Fig. 27. Dimensiones en los tubos de PVC-U (elaborada a partir de UNE-EN 1452-2:2000).
Fig. 28. Tubos de PVC-U. Tolerancias en los espesores (elaborada a partir de UNE-EN 1452-2:2000)
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
0 5 10 15 20 25 30 35 40
espesor (mm)
Tole
ranc
ia (m
m)
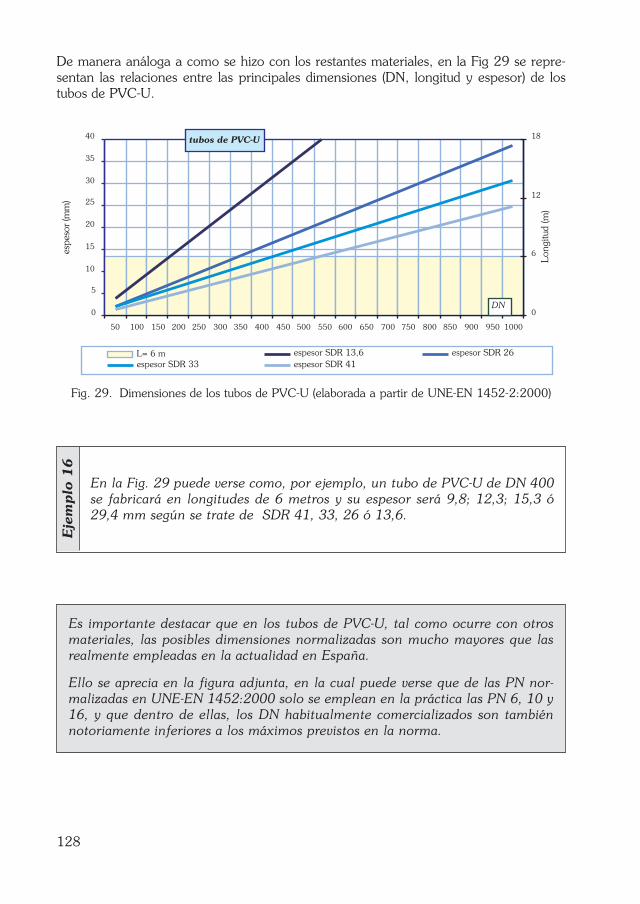
128
De manera análoga a como se hizo con los restantes materiales, en la Fig 29 se repre-sentan las relaciones entre las principales dimensiones (DN, longitud y espesor) de lostubos de PVC-U.
Fig. 29. Dimensiones de los tubos de PVC-U (elaborada a partir de UNE-EN 1452-2:2000)
tubos de PVC-U
0
5
10
15
20
25
30
35
40
50 100 150 200 250 300 350 400 450 500 550 600 650 700 750 800 850 900 950 1000
DN
espe
sor (m
m)
0
6
12
18
Lon
gitu
d (m
)
L= 6 m espesor SDR 13,6 espesor SDR 26espesor SDR 33 espesor SDR 41
Eje
mplo
16
En la Fig. 29 puede verse como, por ejemplo, un tubo de PVC-U de DN 400se fabricará en longitudes de 6 metros y su espesor será 9,8; 12,3; 15,3 ó29,4 mm según se trate de SDR 41, 33, 26 ó 13,6.
Es importante destacar que en los tubos de PVC-U, tal como ocurre con otrosmateriales, las posibles dimensiones normalizadas son mucho mayores que lasrealmente empleadas en la actualidad en España.
Ello se aprecia en la figura adjunta, en la cual puede verse que de las PN nor-malizadas en UNE-EN 1452:2000 solo se emplean en la práctica las PN 6, 10 y16, y que dentro de ellas, los DN habitualmente comercializados son tambiénnotoriamente inferiores a los máximos previstos en la norma.
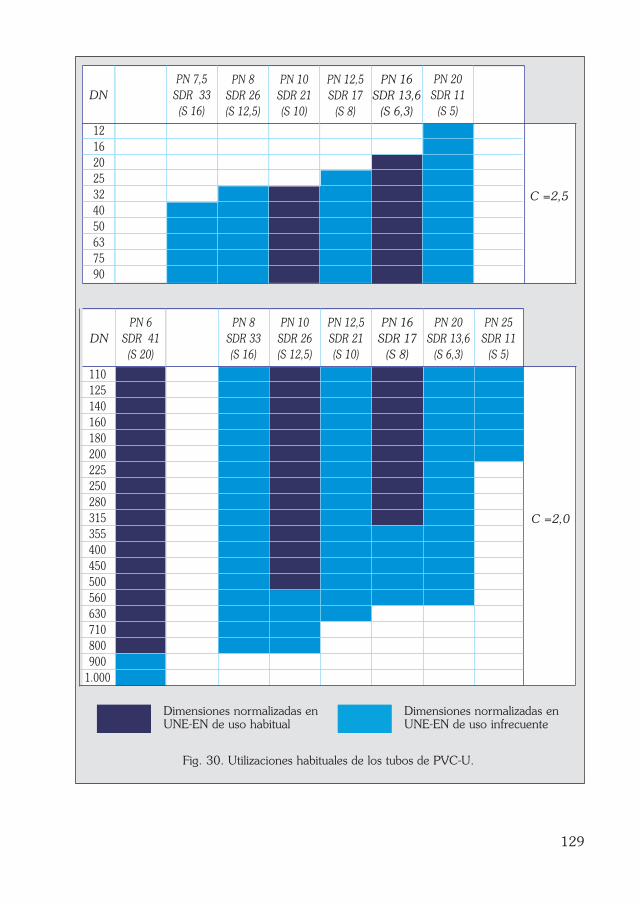
129
DNPN 7,5
SDR 33(S 16)
PN 8SDR 26(S 12,5)
PN 10SDR 21(S 10)
PN 12,5SDR 17
(S 8)
PN 16SDR 13,6
(S 6,3)
PN 20SDR 11
(S 5)
C =2,5
DNPN 6
SDR 41(S 20)
PN 8SDR 33(S 16)
PN 10SDR 26(S 12,5)
PN 12,5SDR 21(S 10)
PN 16SDR 17
(S 8)
PN 20SDR 13,6
(S 6,3)
PN 25SDR 11
(S 5)
C =2,0
Dimensiones normalizadas enUNE-EN de uso habitual
Dimensiones normalizadas enUNE-EN de uso infrecuente
Fig. 30. Utilizaciones habituales de los tubos de PVC-U.
12162025324050637590
110125140160180200225250280315355400450500560630710800900
1.000
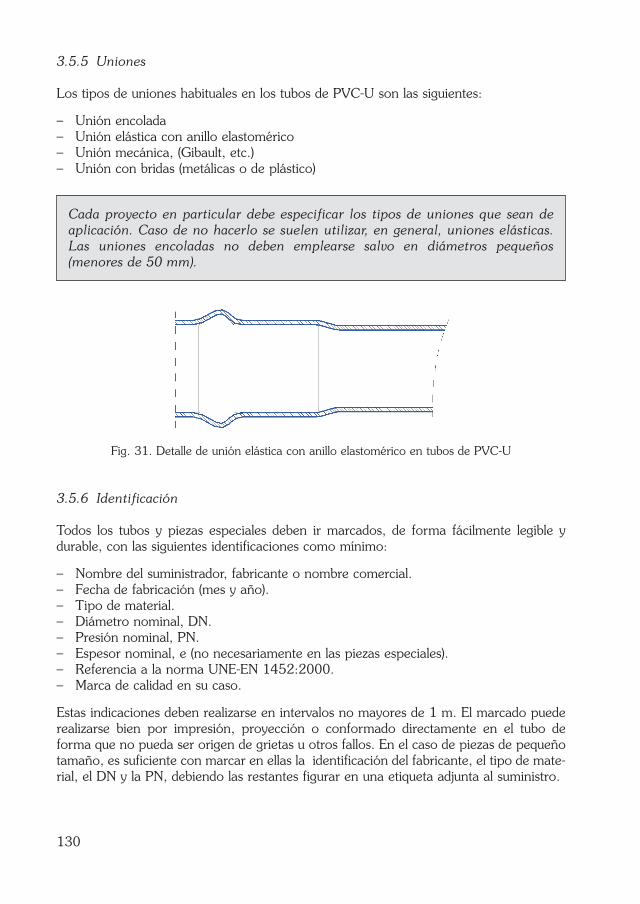
130
3.5.5 Uniones
Los tipos de uniones habituales en los tubos de PVC-U son las siguientes:
– Unión encolada– Unión elástica con anillo elastomérico– Unión mecánica, (Gibault, etc.)– Unión con bridas (metálicas o de plástico)
Cada proyecto en particular debe especificar los tipos de uniones que sean deaplicación. Caso de no hacerlo se suelen utilizar, en general, uniones elásticas.Las uniones encoladas no deben emplearse salvo en diámetros pequeños(menores de 50 mm).
Fig. 31. Detalle de unión elástica con anillo elastomérico en tubos de PVC-U
3.5.6 Identificación
Todos los tubos y piezas especiales deben ir marcados, de forma fácilmente legible ydurable, con las siguientes identificaciones como mínimo:
– Nombre del suministrador, fabricante o nombre comercial.– Fecha de fabricación (mes y año).– Tipo de material.– Diámetro nominal, DN.– Presión nominal, PN.– Espesor nominal, e (no necesariamente en las piezas especiales).– Referencia a la norma UNE-EN 1452:2000.– Marca de calidad en su caso.
Estas indicaciones deben realizarse en intervalos no mayores de 1 m. El marcado puederealizarse bien por impresión, proyección o conformado directamente en el tubo deforma que no pueda ser origen de grietas u otros fallos. En el caso de piezas de pequeñotamaño, es suficiente con marcar en ellas la identificación del fabricante, el tipo de mate-rial, el DN y la PN, debiendo las restantes figurar en una etiqueta adjunta al suministro.

131
3.6 Tubos de polietileno (PE)
3.6.1 Generalidades. Normativa y campo de aplicación
Los tubos de PE tienen la condición de termoplásticos y están normalizados en normasUNE en dimensiones de hasta 1.600 mm de DN y presiones de 2,5 N/mm2 (ésta últimasolo para diámetros pequeños).
Se componen de una resina de polietileno, de acuerdo con las características indicadasen el apartado 3.6.3. El procedimiento de fabricación usual de los tubos suele ser laextrusión. Las piezas especiales se fabrican, en general, por inyección en moldes o bienmediante manipulación a partir de segmentos del tubo, no debiendo admitirse la fabri-cación por unión mediante pegamento de diversos elementos. En cualquier caso sepueden emplear otros procedimientos, siempre que garanticen la homogeneidad y la cali-dad del producto acabado.
La situación de la normativa aplicable en el diseño de los tubos de PE es compleja. En elmedio plazo (uno o dos años) serán publicadas las normas europeas EN 12201 y EN13244 relativas, respectivamente, a tubos y piezas de PE para conducción de agua a pre-sión para consumo humano (EN 12201) u otras aplicaciones (EN 13244), las cualesdeberán ser observadas en el dimensionamiento de estos tubos. En la actualidad ambasson sendos proyectos y se componen de las siguientes partes:
prEN 12201:2000 Plastics piping systems for water supply. Polyethylene (PE)
Parte 1. GeneralParte 2. PipesParte 3. FittingsParte 4. ValvesParte 5. Fitness for purpose of the systemParte 7. Guidance for the assesment of conformity
prEN 13244:1998 Plastics piping systems for buried and above-ground pressuresystems for water for general purposes, drainage and sewerage.Polyethylene (PE)
Parte 1. GeneralParte 2. PipesParte 3. FittingsParte 4. ValvesParte 5. Fitness for purpose of the systemParte 7. Guidance for the assesment of conformity
Entre tanto, hasta la publicación de la norma definitiva EN 12201, debe observarse loespecificado en la siguiente norma UNE:
UNE 53131:1990 Plásticos. Tubos de polietileno para conducciones de agua apresión. Características y métodos de ensayo

132
UNE 53490:1990 Tubos de polietileno pigmentado (no negros) para conduc-ciones subterráneas, empotradas u ocultas, de agua a presión.Características y métodos de ensayo
Los proyectos de norma prEN 12201:2000 y prEN 13244:1998, elaboradosambos por el TC 155 de CEN, están teniendo un proceso de elaboración muylargo (cerca de 10 años) ya que introducen numerosos cambios respecto a la con-cepción tradicional de los tubos de PE (siguiendo las directrices al respecto de lanorma ISO 12162:1995), si bien en la actualidad se encuentran en fase deaprobación final (especialmente el prEN 13244:1998).
Una vez aprobados, serán oportunamente traspuestos como normas UNE por elCTN 53 de AENOR, sustituyendo, en la parte correspondiente, a las actualesnormas UNE 53131:1990, 53490:1990, 53965-1:1999 EX y 53966:2001 EX.
El contenido de ambos documentos (prEN 12201:2000 y prEN 13244:1998) esrealmente muy similar en lo relativo a dimensiones, características técnicas,ensayos de control de calidad, etc., variando únicamente en aspectos tales comoel color de los tubos, las condiciones del material de reprocesado que se puedaemplear, etc.
Como quiera que los prEN 12201:2000 y prEN 13244:1998 introducen importantesmodificaciones respecto a la UNE 53131:1990, variaciones que ya están introducidas enel mercado real de estos tubos por los propios fabricantes, AENOR ha publicado las dosnormas experimentales siguientes para normalizar transitoriamente los tubos de PE entanto se apruebe definitivamente los proyectos de norma CEN (basadas en parte del con-tenido de prEN 12201:2000):
UNE 53965-1:1999 EX Plásticos. Compuestos de PE 80 y PE 100 para la fabri-cación de tubos y accesorios. Características y métodos deensayo.Parte 1 Compuestos y accesorios para la conducción de
agua
UNE 53966:2001 EX Plásticos. Tubos de PE 100 para conducciones de agua apresión. Características y métodos de ensayo.
Cuando definitivamente se apruebe la norma UNE-EN 12201 y la UNE-EN 13244 todasestas normas (UNE 53131:1990, 53490:1990, 53965-1:1999 EX y 53966:2001 EX)quedarán derogadas.
En esta Guía Técnica se han considerado las directrices de las futuras normas UNE-EN(ya incluidas en las normas UNE EX) ya que en breve plazo serán las que condicionen eldimensionamiento de los tubos de PE.

133
En cualquier caso, otras normas de interés relativas a estos tubos son las siguien-tes:
a) DIN 8074:1999 y 16963:1980b) AWWA C 901-96 y C906-99c) ASTM D2104-99, D2239-99, D2447-99, D2737-99, D3035-95, D3261-97,
F714-00 y F771-99d) ISO161-1:1996, 4065:1996 y 12162:1995.
Puede decirse sin excesivo equívoco que las tuberías de polietileno son, quizás,las que más han evolucionado en los últimos años. De las primeras generacionesde PE (PE40 según la denominación CEN) en los años 1960-1970, que tenían unLCL superior a 4 N/mm2, se ha evolucionado rápidamente al polietileno de"segunda generación" en los años 80 (PE80, LCL superior a 8 N/mm2) y posterior-mente al conocido como de "tercera generación" en los recientes años 90 (PE100,con un LCL superior a 10 N/mm2). En pocos años se ha logrado duplicar laresistencia del material.
En España, el PE se empezó a utilizar en los años 1970 en las acometidas a losdomicilios, habiendo evolucionado mucho sus posibilidades de aplicación, demanera que, en la actualidad, el campo habitual de utilización de estos tubos esel de los diámetros pequeños y medianos ( 400 ó 500 aunque hay referenciaspuntuales en diámetros elevados, incluso hasta 1.200 mm), con presiones dehasta 2 ó incluso 2,5 N/mm2 como máximo en DN pequeños.
Como material termoplástico, entre sus ventajas deben citarse su ligereza (con laconsiguiente simplificación de las tareas de instalación de los tubos en obra), subaja rugosidad (lo que supone una mayor capacidad hidráulica frente a otrosmateriales), la ausencia de incrustaciones, la elevada resistencia a las tensiones ydeformaciones altas con cargas instantáneas, su condición de aislante eléctrico,su elevada resistencia al ataque químico o a la acción de los terrenos agresivos yen este caso particular, su flexibilidad (lo que permite curvaturas importantes enlas tuberías).
Por otro lado, es un material muy susceptible a las fuentes de calor externas (coe-ficiente de dilatación de 0,22 mm/m °C), lo que debe ser tenido en cuenta esinstalaciones sometidas a variaciones de temperatura importantes. Respecto alos sistemas de unión, éstas suelen ser soldadas, lo que siempre requiere una eje-cución cuidadosa. Por último, debe recordarse que la resistencia y el módulo deelasticidad de estos tubos disminuye con el tiempo por el efecto de la regresión,circunstancia ésta contemplada en las normas de producto, de manera que sedimensionan para las propiedades que el tubo tendrá dentro de 50 años, por loque de alguna manera resultan sobredimensionados en el corto plazo.

134
3.6.2 Definiciones y clasificación
3.6.2.1. Definiciones
En los tubos de PE son de aplicación las definiciones específicas incluidas en el apartado3.5.2.1 (DN, ovalación, serie S, SDR, PN, LCL, MRS, C y σS). En los tubos de PE, paratemperaturas del agua transportada superiores a 20°C, la PN debe ser corregida por elfactor de corrección Fc que se indica en la Fig. 32.
Fig 32. Tubos de PE. Factor de corrección de PN por la temperatura (elaborada a partir de prEN 12201:2000)
Los posibles valores normalizados de S y SDR figuran en la norma ISO 4065:1996 y, deellos, los que están normalizados en prEN 12201-2:2000 y en prEN 13244:1998 paralos tubos de PE son los que se indican a continuación.
S 20,0 16,0 (13,3) 12,5 (10,5) 10,0 8,3 8,0 6,3 5,0 4,0 3,2 2,5
SDR 41,0 33,0 (27,6) 26,0 (22,0) 21,0 17,6 17,0 13,6 11,0 9,0 7,4 6,0
0,4
0,6
0,8
1,0
1,2
0 10 20 30 40 50
Temperatura (ºC)
Fact
or d
e co
rrec
ción
, F c

135
Es importante destacar que la relación entre la PN y las presiones hidráulicas quesolicitan a la red cambia en las futuras normas EN respecto a las actuales UNE53131:1990 y 53490:1990.
En estas últimas se entendía que PN incluía las sobrepresiones debidas al golpede ariete, mientras que en las futuras EN no se consideran incluidas.
Como se indicó en 2.4, los distintos TC de CEN deberían haber incluido en lasrespectivas normas de producto las relaciones de PN con PFA, PMA y PEA, sibien en prEN 12201:2000 o en prEN 13244:1998 solo se relaciona PN con PFA,no estando determinado, por tanto, cual es la relación entre PN y PMA ó PEA.
Naturalmente, ello no quiere decir que los tubos de PE no soporten las sobrepre-siones debidas al golpe de ariete, sino que no está normalizado el valor de lasobrepresión que es admisible para cada valor de PN. Además, en estas tuberías,debido a lo menor de su módulo de elasticidad, el golpe de ariete causado poruna solicitación hidráulica determinada es menor que en otros materiales (acero,fundición u hormigón).
En cualquier caso, si se adopta como criterio el que el golpe de ariete admisiblesea el provocado por una onda de celeridad similar a los valores normalizados enotros materiales (fundición, por ejemplo), sobrepresiones del orden del 25 ó el30% son razonablemente admisibles.
En los tubos de PE, los valores normalizados en prEN 12201:2000 o en prEN13244:1998 para las PN y su relación con las presiones hidráulicas (a 25°C) son comose muestra en la Tabla 42.
Tabla 42. PFA en función de PN en los tubos de PE, a 25°C (prEN12201:2000 y prEN 13244:1998)
PN PFA (N/mm2)
2,5 0,253,2 0,324,0 0,405,0 0,506,0 0,608,0 0,8010,0 1,0012,5 1,2516,0 1,6020,0 2,0025,0 2,50
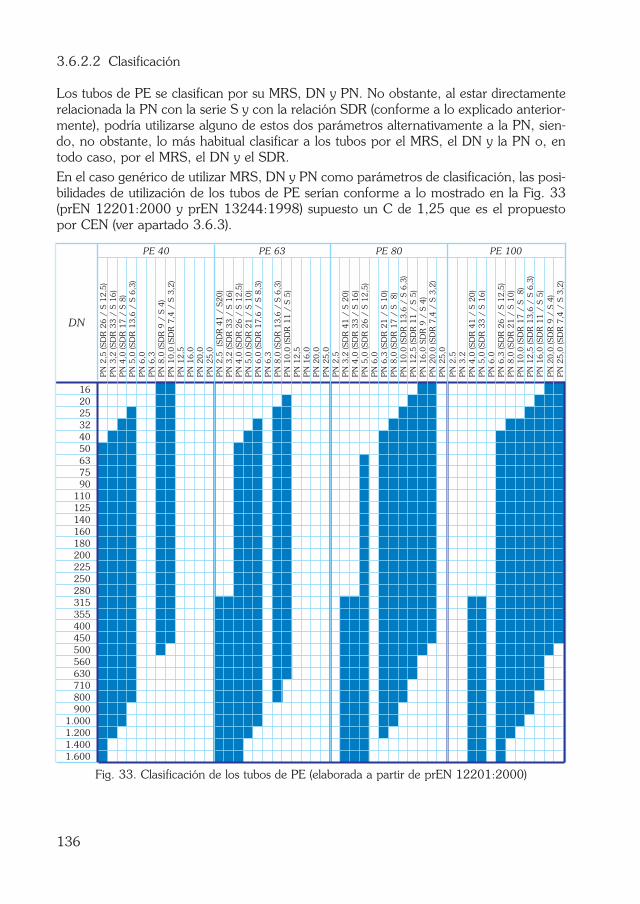
136
3.6.2.2 Clasificación
Los tubos de PE se clasifican por su MRS, DN y PN. No obstante, al estar directamenterelacionada la PN con la serie S y con la relación SDR (conforme a lo explicado anterior-mente), podría utilizarse alguno de estos dos parámetros alternativamente a la PN, sien-do, no obstante, lo más habitual clasificar a los tubos por el MRS, el DN y la PN o, entodo caso, por el MRS, el DN y el SDR.
En el caso genérico de utilizar MRS, DN y PN como parámetros de clasificación, las posi-bilidades de utilización de los tubos de PE serían conforme a lo mostrado en la Fig. 33(prEN 12201:2000 y prEN 13244:1998) supuesto un C de 1,25 que es el propuestopor CEN (ver apartado 3.6.3).
DN
PN
2,5
(SD
R 2
6 /
S 1
2,5
)P
N 3
,2 (S
DR
33 /
S 1
6)
PN
4,0
(SD
R 1
7 /
S 8
)P
N 5
,0 (S
DR
13,6
/ S
6,3
)P
N 6
,0P
N 6
,3
PN
8,0
(SD
R 9
/ S
4)
PN
10,0
(SD
R 7
,4 /
S 3
,2)
PN
12,5
PN
16,0
PN
20,0
PN
25,0
PN
2,5
(S
DR
41 /
S20)
PN
3,2
(SD
R 3
3 /
S 1
6)
PN
4,0
(SD
R 2
6 /
S 1
2,5
)P
N 5
,0 (S
DR
21 /
S 1
0)
PN
6,0
(SD
R 1
7,6
/ S
8,3
)P
N 6
,3P
N 8
,0 (S
DR
13,6
/ S
6,3
)P
N 1
0,0
(SD
R 1
1 /
S 5
)P
N 1
2,5
PN
16,0
PN
20,0
PN
25,0
PN
2,5
PN
3,2
(SD
R 4
1 /
S 2
0)
PN
4,0
(SD
R 3
3 /
S 1
6)
PN
5,0
(SD
R 2
6 /
S 1
2,5
)P
N 6
,0P
N 6
,3 (S
DR
21 /
S 1
0)
PN
8,0
(SD
R 1
7 /
S
8)
PN
10,0
(SD
R 1
3,6
/ S
6,3
)P
N 1
2,5
(SD
R 1
1 /
S 5
)P
N 1
6,0
SD
R 9
/ S
4)
PN
20,0
(SD
R 7
,4 /
S 3
,2)
PN
25,0
PN
5,0
(SD
R 3
3 /
S 1
6)
PN
4,0
(SD
R 4
1 /
S 2
0)
PN
3.2
PN
2.5
PN
6.0
PN
6,3
(SD
R 2
6 /
S 1
2,5
)P
N 8
,0 (S
DR
21 /
S 1
0)
PN
10,0
(SD
R 1
7 /
S
8)
PN
12,5
(SD
R 1
3,6
/ S
6,3
)P
N 1
6,0
(SD
R 1
1 /
S 5
)P
N 2
0,0
(SD
R 9
/ S
4)
PN
25,0
(SD
R 7
,4 /
S 3
,2)
162025324050637590
110125140160180200225250280315355400450500560630710800900
1.0001.2001.4001.600
PE 40 PE 63 PE 80 PE 100
Fig. 33. Clasificación de los tubos de PE (elaborada a partir de prEN 12201:2000)

Estos tubos admiten ser fabricados con distintos PE según su MRS (ver apartado3.6.3). En concreto son posibles los siguientes valores de este parámetro: 4, 6,3,8 y 10 N/mm2, dando lugar a los conocidos como PE40, PE63, PE 80 y PE100.El PE63, no obstante, no tiene utilización en España (las denominaciones de losdiferentes PE corresponden al valor de su MRS, en N/mm2, multiplicado por 10;ISO 12162:1995).
Un rango habitual de utilización de los PE 40, 80 y 100 (los de uso habitual enEspaña) es según se muestra en la figura adjunta, en función del DN y de la PN
137
Eje
mplo
17
Un tubo de PE de DN 900 y PE 100 se puede encargar en la gama de PN 4;5; 6,3; 8; 10 ó 12,5, siendo los parámetros S y SDR los mostrados en la Fig33 para cada caso.
PN 4 PN 6,3 PN 10 PN 16 PN 25 PN 4 PN 6,3 PN 10 PN 16 PN 25 PN 4 PN 6,3 PN 10 PN 16 PN 25
162025324050637590
110125140160180200225250280315355400450500560630710800900
1.0001.200
PE 40 PE 80 PE 100DN
Fig. 34. Elección del tipo de PE según DN y PN
3.6.3 Características técnicas
Los materiales básicos constitutivos de los tubos de PE son los siguientes:
– Resina de polietileno, de acuerdo con lo indicado en la norma UNE-EN ISO1872:2001, UNE 53965-1:1999 EX y UNE 53131:1990.
– Negro de carbono o pigmentos.
– Aditivos, tales como antioxidantes, estabilizadores o colorantes. Sólo podránemplearse aquellos aditivos necesarios para la fabricación y utilización de los produc-tos, de acuerdo con los requerimientos de las partes aplicables de prEN 12201:2000o de prEN 13244:1998, según casos.
Los materiales que constituyan el tubo o la tubería no deben ser solubles en el agua, nipueden darle sabor u olor o modificar sus características. A este respecto es de aplicaciónlo especificado por la vigente RTSAP en el caso de agua potable.
En general, en la fabricación de los tubos y/o de las piezas especiales no se utilizarámaterial reprocesado, excepto cuando éste provenga del propio proceso de fabricacióno de los ensayos que se realicen en fábrica, siempre que los mismos hayan sido satis-factorios.
Las características físicas a corto plazo de la materia prima utilizada en la fabricación delos tubos y de las piezas especiales deben ser las indicadas en la Tabla 43.
Tabla 43. Tubos de PE. Características físicas de la materia prima (normas UNE y prEN)
Característica Valor
Contenido de agua < 300 mg/kgDensidad > 930 kg/m3
Contenido de materias volátiles < 350 mg/kgÍndice de fluidez (IFM) Cambio del IFM menor del 20% del
valor obtenido con la materia prima utilizada
Tiempo de inducción a la oxidación > 20 minCoefcte. de dilatación térmica lineal 2 a 2,3 x 10–4 m/m °C–1
Contenido en negro de carbono (solo tubos negros) Del 2 al 2,5% en masa
Respecto al color de los tubos, son varias las posibilidades según la normativa, conformepuede verse en la Tabla 44. En cualquier caso, los tubos de color azul no deben quedarexpuestos a la luz solar. Análogamente, el material empleado en su fabricación puede sernegro o azul, sustituyéndose, en este último caso, el negro de carbono por un pigmentoazul.
138
139
Tabla 44. Colores de los tubos de PE según normas
Norma Color de los tubos
UNE 53131:1990 NegrosUNE 53490:1990 No negros, generalmente azules o negros con banda azulUNE 53966:2001 EX Negros, azules o negros con banda azulprEN 12201:2000 Azules o negros con banda azulprEN 13244:1998 Negros o negros con banda marrón
No obstante lo anterior, en algunos Reglamentos particulares se admite tambiénlos tubos negros con banda morada (o incluso completamente morados) paraaplicaciones que no sean para consumo humano. O también a veces se empleaen tubos para regadío la banda verde.
En cualquier caso, generalmente, la materia prima empleada (el polietileno enforma de granza) es originariamente de color blanco, y la coloración negro o azulse obtiene gracias al negro de carbono o a los pigmentos azules.
En su caso, el contenido en peso en negro de carbono de los tubos y de las piezas espe-ciales debe ser de 2 a 2,50% y su dispersión menor de grado 3, conforme a lo especifi-cado por la norma ISO 11420:1996. La dispersión del pigmento azul, caso deemplearse, también debe ser inferior al grado 3, esta vez conforme a la norma ISO13949:1997.
De las características mecánicas de la materia prima y de los propios tubos, es destaca-ble lo siguiente:
a) En el PE, como material termoplástico que es, su resistencia disminuye con el tiem-po, circunstancia tenida en cuenta en las normas de producto, que obligan a dimen-sionar para los valores de las propiedades que el tubo tendrá dentro de 50 años.
Unas curvas de referencia o de regresión habituales para un PE normal serían comolas mostradas en la Fig 35 (DIN 8075:1999).
b) En prEN 12201:2001, los valores mínimos previstos para el MRS son 4; 6,3; 8 y 10N/mm2, mientras que en prEN13224:1998 sólo se contemplan los valores de 6,3;8 y 10 N/mm2. En cualquier caso, resultan diferentes PE con las denominaciones quese indican en la Tabla 45.
c) El coeficiente de seguridad C recomendado en prEN 12201:2000 o enprEN13224:1998 es 1,25, si bien dicha norma prevé la posibilidad de utilizar valoresmayores, como los de la Tabla 45.

d) La tensión de diseño (σs = MRS/C) adoptará los valores de la Tabla 45 según sea eltipo de PE y el C adoptado. Sombreados se marcan los valores habituales.
e) El módulo de elasticidad a corto plazo, E0, es de 1.000 N/mm2 y a largo plazo, E50,de 150 N/mm2 (UNE 53331:1997 IN).
f) La resistencia a flexotracción a corto o largo plazo es, respectivamente 30 ó 14,4N/mm2 (UNE 53331:1997 IN, ver Tabla 95).
Fig. 35. Curvas de referencia habituales en el PE 80 (izquierda) o PE 100 (derecha); DIN 8075:1999
140

141
Tabla 45. Tipos de polietilenos previstos en prEN 12201:2001 o en prEN13224:1998
PE 40 PE 63 PE 80 PE 100
LCL (N/mm2) 4,00 a 4,99 6,30 a 7,99 8,00 a 9,99 10,00 a 11,19
MRS (N/mm2) 4,0 6,3 8 10
C σS (N/mm2)
1,25 3,2 5,0 6,3 8,01,60 2,5 4,0 5,0 6,32,00 2,0 3,2 4,0 5,02,50 1,6 2,5 3,2 4,03,20 1,2 2,0 2,5 3,2
Las normas UNE 53131:1990 y UNE 53490:1990 (que serán derogadas con laaparición de las futuras UNE-EN 12201 y UNE-EN 13244) solo contemplabantres tipos de PE (PEAD, alta densidad; PEMD, media densidad y PEBD, baja den-sidad) para dos valores nominales de resistencia a la presión interna, frente a lostres o cuatro de prEN 12201:2000 o de prEN13224:1998 respectivamente, demanera que la relación entre todos ellos es como se muestra en la Tabla 46.
Tabla 46. Relación entre los PE de UNE 53131:1990 y 53490:1990 frente a los de prEN 12201:2000 o prEN13224:1998
prEN 12201:2000 ó prEN13224:1998 UNE 53131:1990 ó UNE 53490:1990
MRS σs
Esfuerzo
"MRS”N/mm2 C N/mm2
Denominación Denominacióntangencial
CN/mm2de diseño
N/mm2
4,0 1,25 3,2 PE 40 PEDB (o PE32) 3,2 1,37 “4,4”
6,3 1,25 5,0 PE 63
8,0 1,25 6,3 PE 80 PEAD y PEMD 5,0 1,60 “8,0”(o PE50A y PE50B)
10,0 1,25 8,0 PE 100
Los antiguos polietilenos de alta, media o baja densidad de UNE 53131:1990 y de53490:1990 no se corresponden exactamente con los nuevos PE 40, 63, 80 ó 100de las normas EN (la polimerización o la densidad es diferente, por ejemplo), porlo que la comparación o equivalencia entre ambos no es del todo posible.
Los términos empleados, además, son diferentes. En primer lugar, la "tensión dediseño, σs" de prEN 12201:2000 ó 12224:1998 equivale aproximadamente al

142
"esfuerzo tangencial de diseño" de UNE 53131:1990 y de 53490:1990, y, ensegundo lugar, el concepto MRS de las normas EN no tiene su equivalente enUNE 53131:1990 o en UNE 53490:1990.
Con todo, si, en cualquier caso, se pretende hacer una correlación entre losantiguos y los nuevos polietilenos, sí podría establecerse lo siguiente.
Los llamados PE40 y PE80 en CEN tienen un MRS de 4 y 8 N/mm2 respectivamentelo que, con un C de 1,25, implica unas σs de 3,2 y 6,3 N/mm2; los PE32 y PE50 enUNE 53131:1990 o en UNE 53490:1990 tienen unos esfuerzos tangenciales de dise-ño de 3,2 y 5,0 N/mm2 respectivamente. Como UNE (53131:1990 ó 53490:1990)preveía unos C de 1,37 y 1,60 para el PE32 y el PE50 respectivamente, el MRSequivalente que tendrían (de existir este concepto en UNE) sería de aproximada-mente 4,4 y 8 N/mm2,en cada uno.
Por lo tanto, desde el punto de vista del material, los antiguos PE 32 y PE50 sonaproximadamente los nuevos PE40 y PE80, si bien, habida cuenta de la dis-minución propuesta por CEN del C, la tensión de diseño de los antiguos PE32 yPE50 es la de los nuevos PE40 y PE63 de CEN.
En resumen, respecto a la situación actual CEN normaliza dos nuevos tipos dePE: uno de mayor resistencia (PE100) y otro intermedio (PE63), si bien este últi-mo no se utiliza en la actualidad en España.
El coeficiente de seguridad C recomendado por CEN puede resultar algo bajoen comparación con otros materiales (en la Tabla 66 puede apreciarse que lohabitual es coeficientes del orden de 2,0). Las propias UNE 53131:1990 y53490:1990 preveían valores algo superiores (1,37 ó 1,60). Si se adoptasen coe-ficientes superiores, las relaciones entre todos los parámetros de clasificaciónvariarían conforme puede verse en la Tabla 47.
Tabla 47. Equivalencia de PN en función del C adoptado
C en función del tipo de PE σsPN en función del parámetro SDR
PE40 PE63 PE80 PE100 SDR SDR SDR SDR SDR SDR SDR SDR SDR SDR41 33S 26 21 17,6 17 13,6 11 9 7
3,20 1,2 0,60 2,50 3,20 4,00
2,50 1,6 0,80 2,50 3,20 4,00 5,00
2,00 3,20 2,0 1,00 2,50 2,50 3,20 4,00 5,00
1,60 2,50 3,20 2,5 1,25 2,50 3,20 3,20 4,00 5,00 8,00
1,25 2,00 2,50 3,20 3,2 1,60 2,50 3,20 4,00 4,00 5,00 8,00 10,0
1,60 2,00 2,50 4,0 2,00 2,50 3,20 4,00 5,00 5,00 8,0 10,0 12,5
1,25 1,60 2,00 5,0 2,50 3,20 4,00 5,00 6,00 8,00 10,0 12,5 16,0
1,25 1,60 6,3 3,20 4,00 5,00 8,00 10,25 12,5 16,0 20,0
1,25 8,0 4,00 5,00 8,00 10,0 12,5 16,0 20,0 25,0
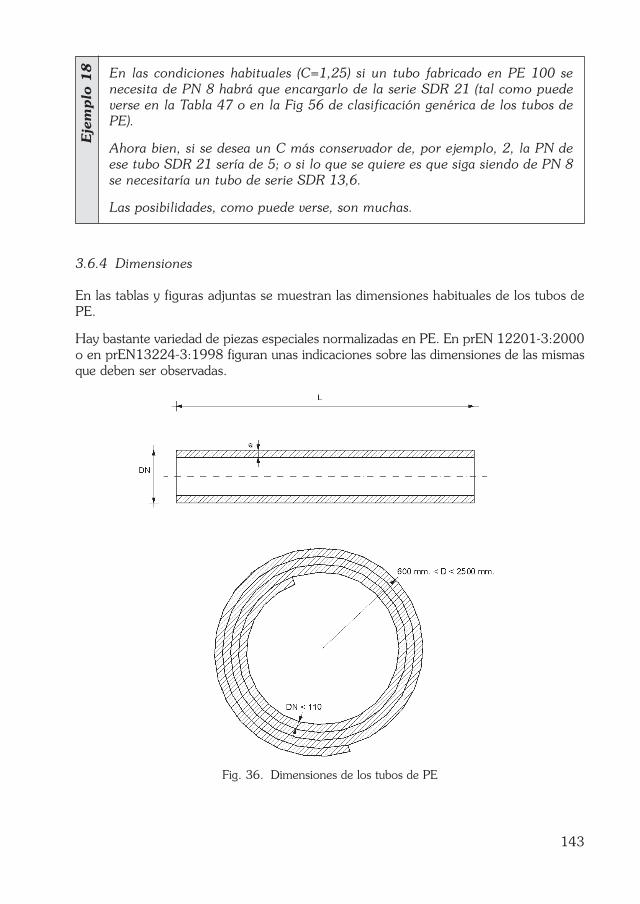
143
3.6.4 Dimensiones
En las tablas y figuras adjuntas se muestran las dimensiones habituales de los tubos dePE.
Hay bastante variedad de piezas especiales normalizadas en PE. En prEN 12201-3:2000o en prEN13224-3:1998 figuran unas indicaciones sobre las dimensiones de las mismasque deben ser observadas.
Fig. 36. Dimensiones de los tubos de PE
Eje
mplo
18 En las condiciones habituales (C=1,25) si un tubo fabricado en PE 100 se
necesita de PN 8 habrá que encargarlo de la serie SDR 21 (tal como puedeverse en la Tabla 47 o en la Fig 56 de clasificación genérica de los tubos dePE).
Ahora bien, si se desea un C más conservador de, por ejemplo, 2, la PN deese tubo SDR 21 sería de 5; o si lo que se quiere es que siga siendo de PN 8se necesitaría un tubo de serie SDR 13,6.
Las posibilidades, como puede verse, son muchas.

144
Tabla 48. Dimensiones de los tubos de PE (UNE 53966:2001 EX, prEN 12201-2:2000 y prEN13224-2:1998)
Diámetro Ovala Espesor nominal (mm)(mm) ción
(mm) S 2,5 3,2 4 5 6,3 8 8,3 10 12,5 16 20DN Tol. SDR 6 7,5 9 11 13,6 17 17,6 21 26 33 41
16 0,3 1,2 3,0 2,3 2,020 0,3 1,2 3,4 3,0 2,3 2,025 0,3 1,2 4,2 3,5 3,0 2,3 2,032 0,3 1,3 5,4 4,4 3,6 3,0 2,4 2,0 2,040 0,4 1,4 6,7 5,5 4,5 3,7 3,0 2,4 2,3 2,050 0,4 1,4 8,3 6,9 5,6 4,6 3,7 3,0 2,9 2,4 2,063 0,4 1,5 10,5 8,6 7,1 5,8 4,7 3,8 3,6 3,0 2,575 0,5 1,6 12,5 10,3 8,4 6,8 5,6 4,5 4,3 3,6 2,990 0,6 1,8 15,0 12,3 10,1 8,2 6,7 5,4 5,1 4,3 3,5110 0,7 2,2 18,3 15,1 12,3 10,0 8,1 6,6 6,3 5,3 4,2125 0,8 2,5 20,8 17,1 14,0 11,4 9,2 7,4 7,1 6,0 4,8140 0,9 2,8 23,3 19,2 15,7 12,7 10,3 8,3 8,0 6,7 5,4160 1,0 3,2 26,6 21,9 17,9 14,6 11,8 9,5 9,1 7,7 6,2180 1,1 3,6 29,9 24,6 20,1 16,4 13,3 10,7 10,2 8,6 6,9200 1,2 4,0 33,2 27,4 22,4 18,2 14,7 11,9 11,4 9,6 7,7225 1,4 4,5 37,4 30,8 25,2 20,5 16,6 13,4 12,8 10,8 8,6250 1,5 5,0 41,5 34,2 27,9 22,7 18,4 14,8 14,2 11,9 9,6280 1,7 9,8 46,5 38,3 31,3 25,4 20,6 16,6 15,9 13,4 10,7315 1,9 11,1 52,3 43,1 35,2 28,6 23,2 18,7 17,9 15,0 11,9 9,7 7,7355 2,2 12,5 59,0 48,5 39,7 32,3 26,1 21,1 20,2 16,9 13,5 10,9 8,7400 2,4 14,0 54,7 44,7 36,4 29,4 23,7 22,7 19,1 15,1 12,3 9,8450 2,7 15,6 61,5 50,0 40,9 33,1 26,7 25,5 21,5 17,2 13,8 11,0500 3,0 17,5 55,8 45,4 36,8 29,7 28,3 23,9 19,1 15,3 12,3560 3,4 19,6 50,9 41,2 33,2 31,7 26,7 21,4 17,2 13,7630 3,8 22,1 57,2 46,3 37,4 35,7 30,0 24,1 19,3 15,4710 6,4 52,2 42,1 40,2 33,9 27,2 21,8 17,4800 7,2 58,8 47,4 45,3 38,1 30,6 24,5 19,6900 8,1 53,3 51,0 42,9 34,4 27,6 22,0
1.000 9,0 59,3 56,6 47,7 38,2 30,6 24,51.200 10,8 57,2 45,9 36,7 29,41.400 12,6 53,5 42,9 34,31.600 14,4 61,2 49,0 39,2
La Tabla 48 resume las principales dimensiones de los tubos de PE según lasnormas referenciadas en el título. Debe, no obstante indicarse que en prEN13224-2:1998 no están incluidos los DN 16, 20 y 25.

145
De manera análoga a como se hizo con los restantes materiales, en la Fig. 37 se repre-sentan las relaciones entre las principales dimensiones (DN, longitud y espesor) de lostubos de PE.
Fig. 37. Dimensiones de los tubos de PE (elaborada a partir de normas UNE y prEN)
tubos de PE
0
10
20
30
40
50
60
100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600
DN
espe
sor (m
m)
0
6
12
18
24
30
36
Lon
gitu
d (m
)
L= 12 m L=6 m Tubos en rollo espesor SDR 21
espesor SDR 33 espesor SDR 13,6 espesor SDR 41
Eje
mplo
19
En la Fig 37 puede verse como, por ejemplo, un tubo de PE de DN 500 sefabricará en longitudes de 6 ó de 12 metros y su espesor será 12,3; 15,3; 23,9ó 36,8 mm según se trate de SDR 41, 33, 21 ó 13,6.
En los tubos de PE, tal como ocurre con otros materiales, las posibles dimen-siones normalizadas son mucho mayores que las realmente empleadas, tal comopuede apreciarse en las Fig 38 y en la Fig 34.
En la Fig. 38, por ejemplo, puede verse que de las PN normalizadas solo seemplean en la práctica en España en la actualidad cinco valores, y que dentro deellas, los DN habitualmente comercializados son también notoriamente inferio-res a los máximos previstos en la norma.
Por último, respecto a las longitudes de estos tubos, no están normalizados losvalores de las mismas, siendo habitual fabricar los tubos en longitudes de 6 ó 12metros (ver Fig. 37). Los tubos de DN menor de 50 se suministran siempre enrollos; los de DN entre 50 y 100 bien en rollos o bien en barras rectas, y los deDN mayor de 110, siempre en barras rectas.
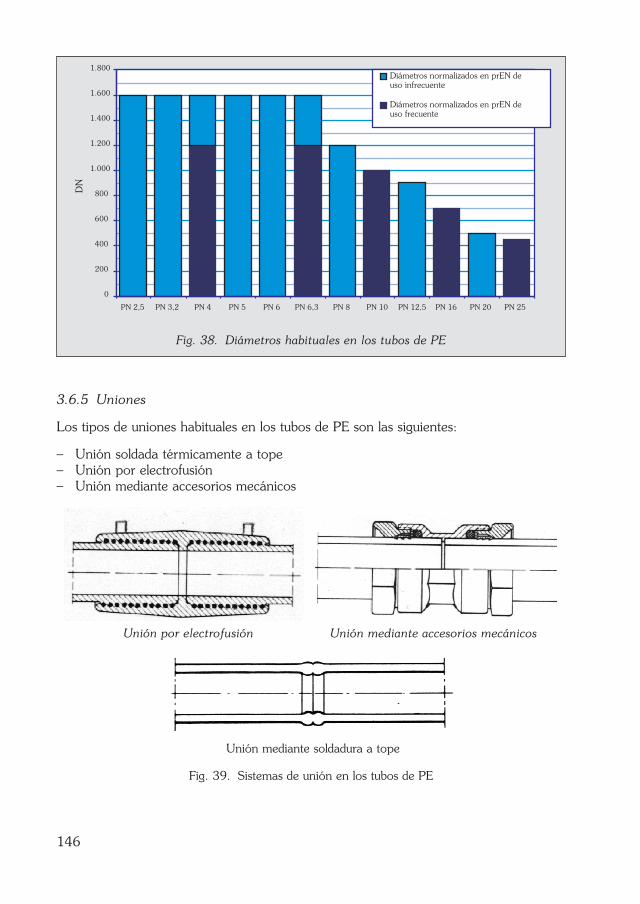
146
3.6.5 Uniones
Los tipos de uniones habituales en los tubos de PE son las siguientes:
– Unión soldada térmicamente a tope– Unión por electrofusión– Unión mediante accesorios mecánicos
Unión por electrofusión Unión mediante accesorios mecánicos
Unión mediante soldadura a tope
Fig. 39. Sistemas de unión en los tubos de PE
Fig. 38. Diámetros habituales en los tubos de PE
0
200
400
600
800
1.000
1.200
1.400
1.600
1.800
PN 2,5 PN 3,2 PN 4 PN 5 PN 6 PN 6,3 PN 8 PN 10 PN 12,5 PN 16 PN 20 PN 25
Diámetros normalizados en prEN deuso infrecuente
Diámetros normalizados en prEN deuso frecuente
DN

La unión por electrofusión requiere rodear a los tubos a unir por unos accesoriosque tienen su interior unas espiras metálicas por las que se hace pasar corrienteeléctrica de baja tensión (24-40 V), de manera que se origine un calentamiento(efecto Joule) que suelda el tubo con el accesorio.
La soldadura a tope consiste en calentar los extremos de los tubos con una placacalefactora a una temperatura de 210°C y, a continuación, comunicar una deter-minada presión previamente tabulada.
La unión por accesorios mecánicos (usualmente de polipropileno, si bien tambiénlos hay de latón) obtiene la estanquidad al comprimir una junta sobre el tubo, ala vez que el elemento de agarre se clava ligeramente sobre el mismo para evitarel arrancamiento.
Unión por Unión por
Unión porDN accesorios
electrofusiónsoldadura a
mecánicos tope
162025324050637590110125140160180200225250280315355400450500560630710800900
1.0001.200
147
Fig. 40. Tipos de uniones según DN en tubos de PE
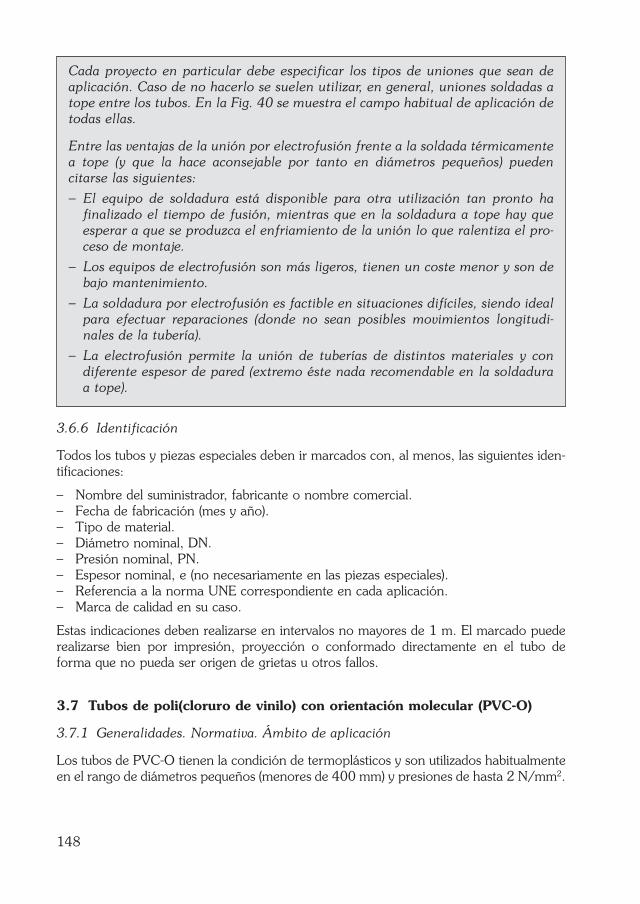
148
3.6.6 Identificación
Todos los tubos y piezas especiales deben ir marcados con, al menos, las siguientes iden-tificaciones:
– Nombre del suministrador, fabricante o nombre comercial.– Fecha de fabricación (mes y año).– Tipo de material.– Diámetro nominal, DN.– Presión nominal, PN.– Espesor nominal, e (no necesariamente en las piezas especiales).– Referencia a la norma UNE correspondiente en cada aplicación.– Marca de calidad en su caso.
Estas indicaciones deben realizarse en intervalos no mayores de 1 m. El marcado puederealizarse bien por impresión, proyección o conformado directamente en el tubo deforma que no pueda ser origen de grietas u otros fallos.
3.7 Tubos de poli(cloruro de vinilo) con orientación molecular (PVC-O)
3.7.1 Generalidades. Normativa. Ámbito de aplicación
Los tubos de PVC-O tienen la condición de termoplásticos y son utilizados habitualmenteen el rango de diámetros pequeños (menores de 400 mm) y presiones de hasta 2 N/mm2.
Cada proyecto en particular debe especificar los tipos de uniones que sean deaplicación. Caso de no hacerlo se suelen utilizar, en general, uniones soldadas atope entre los tubos. En la Fig. 40 se muestra el campo habitual de aplicación detodas ellas.
Entre las ventajas de la unión por electrofusión frente a la soldada térmicamentea tope (y que la hace aconsejable por tanto en diámetros pequeños) puedencitarse las siguientes:
– El equipo de soldadura está disponible para otra utilización tan pronto hafinalizado el tiempo de fusión, mientras que en la soldadura a tope hay queesperar a que se produzca el enfriamiento de la unión lo que ralentiza el pro-ceso de montaje.
– Los equipos de electrofusión son más ligeros, tienen un coste menor y son debajo mantenimiento.
– La soldadura por electrofusión es factible en situaciones difíciles, siendo idealpara efectuar reparaciones (donde no sean posibles movimientos longitudi-nales de la tubería).
– La electrofusión permite la unión de tuberías de distintos materiales y condiferente espesor de pared (extremo éste nada recomendable en la soldaduraa tope).

149
La tecnología de fabricación de estos tubos está basada en una reorientación en sentidocircunferencial de las moléculas de las tuberías convencionales de PVC-U, de forma quese crea una estructura laminar en la pared del tubo gracias a la que se mejoran notable-mente las características físicas y mecánicas. Pueden fabricarse bien en contínuo (a la sali-da de la línea extrusora del tubo de PVC-U convencional) o bien tubo a tubo de formaindependiente.
Uno de los principales inconvenientes que hay para su uso es la escasez de normalizaciónsobre ellos. En la actualidad se está elaborando el proyecto de norma prISO 16422-4:2000 Pipes and joints made of oriented unplasticized poly(vinyl chloride) (PVC-O)for water transport. Specifications que quizás en un corto plazo se convierta en normaeuropea EN y, consecuentemente, en UNE-EN.
Entre tanto, pueden utilizarse en la actualidad alguna de las siguientes normas al respec-to para la caracterización de estos tubos:
WIS 4-31-08:2001 Especificaciones de tubos de policloruro de vinilo orientadomolecularmente (PVC-O) empleados en conducciones subterrá-neas a presión.
AWWA C 909-98 Molecularly oriented polyvinyl chloride (PVC-O) pressure pipe,4 in through 12 in (100 mm through 300 mm), for water dis-tribution
ASTM F 1483-98 Standard specification for oriented poly(vinyl chloride), PVC-O,pressure pipe
En los últimos años, los materiales plásticos están sufriendo un proceso de con-tinua evolución, apareciendo nuevos materiales que complementan o sustituyena los tradicionales tubos de PVC-U ó PE, tanto en el ámbito del abastecimientoy el regadío como en el de la edificación.
Son, por ejemplo, los tubos de poli(cloruro de vinilo) con orientación molecular(MOPVC ó PVC-O) o, ya en el ámbito específico de la edificación, otros muchos,tales como, los de polietileno reticulado (PE-X), poli(cloruro de vinilo) clorado(PVC-C), los tubos de polipropileno (PP), los de polibutileno (PB), los multicapa,etcétera.
De todos ellos,en el contexto de esta Guía Técnica, se destacan los de PVC-O porser aptos para el transporte de agua fuera del ámbito de la edificación y a los mis-mos se dedica el presente capítulo.
Esta tipología de tubos tiene su origen hace más de 20 años en el Reino Unido,donde se utiliza con profusión, extendiéndose su uso posteriormente a EEUU y
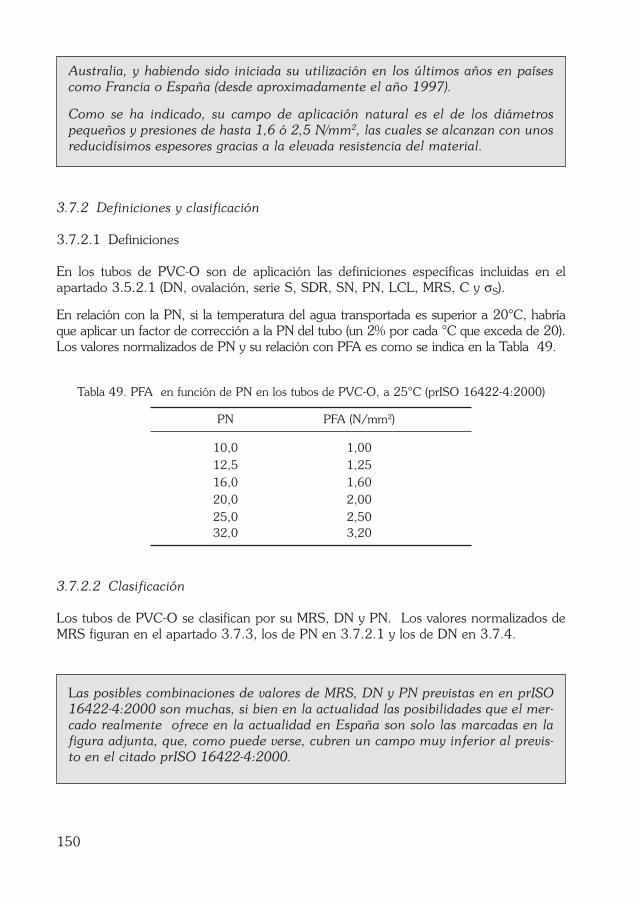
150
3.7.2 Definiciones y clasificación
3.7.2.1 Definiciones
En los tubos de PVC-O son de aplicación las definiciones específicas incluidas en elapartado 3.5.2.1 (DN, ovalación, serie S, SDR, SN, PN, LCL, MRS, C y σS).
En relación con la PN, si la temperatura del agua transportada es superior a 20°C, habríaque aplicar un factor de corrección a la PN del tubo (un 2% por cada °C que exceda de 20).Los valores normalizados de PN y su relación con PFA es como se indica en la Tabla 49.
Tabla 49. PFA en función de PN en los tubos de PVC-O, a 25°C (prISO 16422-4:2000)
PN PFA (N/mm2)
10,0 1,0012,5 1,2516,0 1,6020,0 2,0025,0 2,5032,0 3,20
3.7.2.2 Clasificación
Los tubos de PVC-O se clasifican por su MRS, DN y PN. Los valores normalizados deMRS figuran en el apartado 3.7.3, los de PN en 3.7.2.1 y los de DN en 3.7.4.
Australia, y habiendo sido iniciada su utilización en los últimos años en paísescomo Francia o España (desde aproximadamente el año 1997).
Como se ha indicado, su campo de aplicación natural es el de los diámetrospequeños y presiones de hasta 1,6 ó 2,5 N/mm2, las cuales se alcanzan con unosreducidísimos espesores gracias a la elevada resistencia del material.
Las posibles combinaciones de valores de MRS, DN y PN previstas en en prISO16422-4:2000 son muchas, si bien en la actualidad las posibilidades que el mer-cado realmente ofrece en la actualidad en España son solo las marcadas en lafigura adjunta, que, como puede verse, cubren un campo muy inferior al previs-to en el citado prISO 16422-4:2000.
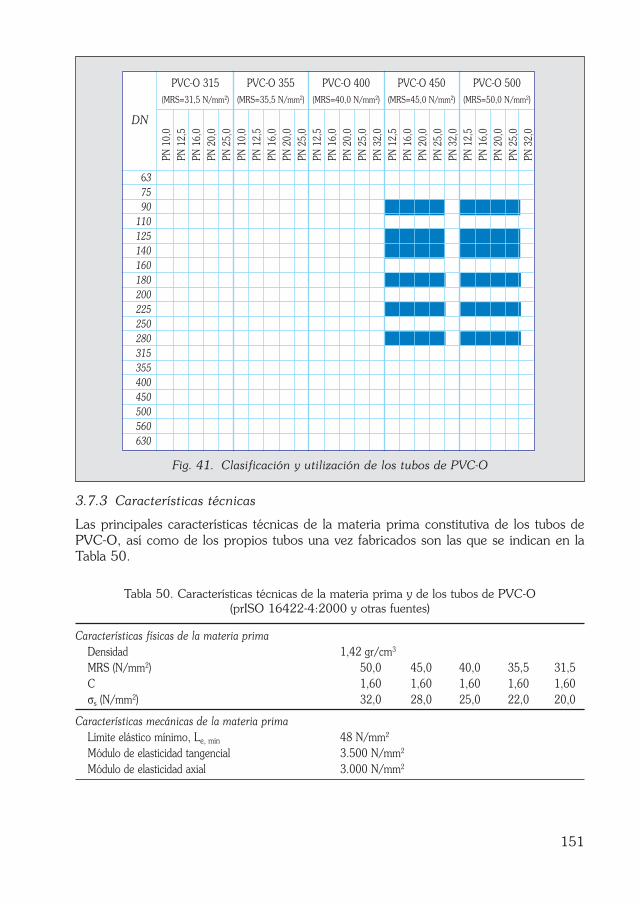
151
Fig. 41. Clasificación y utilización de los tubos de PVC-O
637590
110125140160180200225250280315355400450500560630
3.7.3 Características técnicas
Las principales características técnicas de la materia prima constitutiva de los tubos dePVC-O, así como de los propios tubos una vez fabricados son las que se indican en laTabla 50.
Tabla 50. Características técnicas de la materia prima y de los tubos de PVC-O(prISO 16422-4:2000 y otras fuentes)
Características físicas de la materia primaDensidad 1,42 gr/cm3
MRS (N/mm2) 50,0 45,0 40,0 35,5 31,5C 1,60 1,60 1,60 1,60 1,60σs (N/mm2) 32,0 28,0 25,0 22,0 20,0
Características mecánicas de la materia primaLímite elástico mínimo, Le, min 48 N/mm2
Módulo de elasticidad tangencial 3.500 N/mm2
Módulo de elasticidad axial 3.000 N/mm2
DN
PVC-O 315(MRS=31,5 N/mm2)
PVC-O 355(MRS=35,5 N/mm2)
PVC-O 400(MRS=40,0 N/mm2)
PVC-O 450(MRS=45,0 N/mm2)
PVC-O 500(MRS=50,0 N/mm2)
PN 1
0,0
PN 1
2,5
PN 1
6,0
PN 2
0,0
PN 2
5,0
PN 1
0,0
PN 1
2,5
PN 1
6,0
PN 2
0,0
PN 2
5,0
PN 1
2,5
PN 1
6,0
PN 2
0,0
PN 2
5,0
PN 3
2,0
PN 1
2,5
PN 1
6,0
PN 2
0,0
PN 2
5,0
PN 3
2,0
PN 1
2,5
PN 1
6,0
PN 2
0,0
PN 2
5,0
PN 3
2,0

152
Tabla 50 (Cont.). Características técnicas de la materia prima y de los tubos de PVC-O(prISO 16422-4:2000 y otras fuentes)
Características térmicas de la materia primaTª reblandecimiento Vicat 84 °CCfte. de dilatación lineal 0,5 x 10-4 m/m °C–1
Conductividad térmica 0,13 kcal/m.h.°CCalor específico 0,25 cal/gr °C
Características eléctricas de la materia primaConstante dieléctrica 3,0 (a 60 Hz)Resistividad transversal a 20°C 1014 ohm/cm
Características físicas de los tubosTª reblandecimiento Vicat > 80 °COpacidad 0,2 %Color Azul
Características mecánicas de los tubosResistencia al impacto (VGI) < 10%Rigidez circunferencial a corto plazo, MRS PN PN PN PN PN PNS0 (kN/m2); según tabla adjunta (N/mm2) 10 12,5 16 20 25 32
31,5 4,9 9,4 20,0 40,0 72,0 -
35,5 3,9 7,5 16,0 30,0 60,0 -
40,0 - 5,2 10,7 21,0 42,0 84,0
45,0 - 3,7 7,5 15,0 30,0 60,0
50,0 - 2,7 5,6 10,7 21,0 42,0
La principal característica de este material es, como se ha indicado, su elevadaresistencia, lo cual permite utilizar tubos de menor espesor para lograr las mis-mas prestaciones. A título orientativo, en la Fig. 42 se ha dibujado una curva dereferencia tipo de este material, en la que puede apreciarse esta circunstancia.
La curva de referencia de este material, por otro lado, es más plana que en elresto de materiales termoplásticos, ya que la pérdida de resistencia mecánica conel paso del tiempo es menor, en la línea de cómo ocurre con otros materiales (losmetálicos, por ejemplo).
En la Tabla 51 se resumen las características mecánicas de los tubos de materia-les termoplásticos. Debe destacarse, que el C que se utiliza en la actualidad es2,1, mientras que el prISO 16422-4:2000 prevé rebajarlo a 1,6.

153
3.7.4 Dimensiones
En la Tabla 52 se resumen los espesores de los tubos de PVC-O en función de su DN,MRS y PN (prISO 16422-4:2000).
No hay piezas especiales de PVC-O, por lo que han de emplearse piezas de otros mate-riales (fundición, por ejemplo).
Las longitudes de los tubos, por su parte, deben de ser 6, 10 ó 12 metros (longitud sinla copa del tubo), si bien lo más frecuente es fabricarlos en tramos de 6 metros.
3.7.5 Uniones
Las uniones entre los tubos deben ser flexibles, con embocadura y junta de anillo elas-tomérico, admitiéndose distintas tipologías (ver, a título orientativo, la Fig 31). No debenadmitirse nunca en este tipo de tubos uniones encoladas.
Fig. 42. Curvas de referencia en tubos de PVC-U y de PVC-O
Tabla 51. Características mecánicas del PVC-O, PVC-U y PE
MRS C
σs
(N/mm2) (N/mm2)
PVC-U (DN<110) 25,0 2,5 10,0PVC-U (DN>110) 25,0 2,0 12,5
4,0 1,25 3,2
PE6,3 1,25 5,08,0 1,25 6,310,0 1,25 8,0
31,5 1,60 20,035,5 1,60 22,0
PVC-O 40,0 1,60 25,045,0 1,60 28,050,0 1,60 32,0
10
100
1,E-04 1,E-02 1,E+00 1,E+02 1,E+04 1,E+06 1,E+08
Tiempo (horas)
PVC-O
PVC-U
Tens
ión
circ
unfe
renc
ial (
N/m
m2)
05
101520253035404550
PV
C-U
(DN
<1
10
)
PV
C-U
(DN
>1
10
)
PE
40
PE
63
PE
80
PE
10
0
PV
C-O
31
5
PV
C-O
35
5
PV
C-O
40
0
PV
C-O
45
0
PV
C-O
50
0
MRS (N/mm2)
σs (N/mm2)

154
Diá
met
ro n
omin
al D
N (D
N=O
D)
σ sPN
6375
9011
012
514
016
018
020
022
525
028
031
535
540
045
050
056
063
0
2010
,01,
51,
82,
22,
73,
03,
43,
94,
44,
95,
56,
16,
87,
78,
79,
811
,012
,213
,715
,420
12,5
1,9
2,3
2,7
3,3
3,8
4,2
4,8
5,5
6,1
6,8
7,6
8,5
9,5
10,8
12,1
13,6
15,2
17,0
19,1
2016
,02,
42,
93,
54,
24,
85,
46,
26,
97,
78,
79,
610
,812
,113
,715
,417
,319
,221
,524
,220
20,0
3,0
3,6
4,3
5,2
6,0
6,7
7,6
8,6
9,5
10,7
11,9
13,3
15,0
16,9
19,0
21,4
23,8
26,7
30,0
2025
,03,
74,
45,
36,
57,
48,
29,
410
,611
,813
,214
,716
,518
,520
,923
,526
,529
,432
,937
,1
2210
,01,
41,
72,
02,
42,
83,
13,
64,
04,
45,
05,
66,
27,
07,
98,
910
,011
,112
,414
,022
12,5
1,7
2,1
2,5
3,0
3,5
3,9
4,4
5,0
5,5
6,2
6,9
7,7
8,7
9,8
11,0
12,4
13,8
15,5
17,4
2216
,02,
22,
63,
23,
94,
44,
95,
66,
37,
07,
98,
89,
811
,112
,514
,015
,817
,519
,622
,122
20,0
2,7
3,3
3,9
4,8
5,4
6,1
7,0
7,8
8,7
9,8
10,9
12,2
13,7
15,4
17,4
19,6
21,7
24,3
27,4
2225
,03,
44,
04,
85,
96,
77,
58,
69,
710
,812
,113
,415
,116
,919
,121
,524
,226
,930
,133
,9
2512
,51,
51,
82,
22,
73,
03,
43,
94,
44,
95,
56,
16,
87,
78,
79,
811
,012
,213
,715
,425
16,0
2,0
2,3
2,8
3,4
3,9
4,3
5,0
5,6
6,2
7,0
7,8
8,7
9,8
11,0
12,4
14,0
15,5
17,4
19,5
2520
,02,
42,
93,
54,
24,
85,
46,
26,
97,
78,
79,
610
,812
,113
,715
,417
,319
,221
,524
,225
25,0
3,0
3,6
4,3
5,2
6,0
6,7
7,6
8,6
9,5
10,7
11,9
13,3
15,0
16,9
19,0
21,4
23,8
26,7
30,0
2532
,03,
84,
55,
46,
67,
58,
49,
610
,812
,013
,515
,016
,818
,921
,424
,127
,130
,133
,737
,9
2812
,51,
41,
62,
02,
42,
73,
13,
53,
94,
44,
95,
56,
16,
97,
88,
79,
810
,912
,213
,828
16,0
1,8
2,1
2,5
3,1
3,5
3,9
4,4
5,0
5,6
6,3
6,9
7,8
8,8
9,9
11,1
12,5
13,9
15,6
17,5
2820
,02,
22,
63,
13,
84,
34,
85,
56,
26,
97,
88,
69,
710
,912
,213
,815
,517
,219
,321
,728
25,0
2,7
3,2
3,8
4,7
5,3
6,0
6,8
7,7
8,5
9,6
10,7
12,0
13,5
15,2
17,1
19,2
21,4
23,9
26,9
2832
,03,
44,
14,
95,
96,
87,
68,
69,
710
,812
,213
,515
,17
,019
,221
,624
,327
,330
,334
,1
3212
,51,
21,
41,
72,
12,
42,
73,
13,
43,
84,
34,
85,
46,
06,
87,
78,
69,
610
,712
,132
16,0
1,5
1,8
2,2
2,7
3,0
3,4
3,9
4,4
4,9
5,5
6,1
6,8
7,7
8,7
9,8
11,0
12,2
13,7
15,4
3220
,01,
92,
32,
73,
33,
84,
24,
85,
56,
16,
87,
68,
59,
510
,812
,113
,615
,217
,019
,132
25,0
2,4
2,8
3,4
4,1
4,7
5,3
6,0
6,8
7,5
8,5
9,4
10,5
11,8
13,3
15,0
16,9
18,8
21,1
23,7
3232
,03,
03,
64,
35,
26,
06,
77,
68,
69,
510
,711
,913
,315
,016
,919
,021
,423
,826
,730
,0
Tabl
a 52.
Esp
esor
es d
e lo
s tu
bos
de P
VC
-O (p
rISO
16422-4
:2000)

3.7.6 Identificación
Todos los tubos deben ir marcados, de forma fácilmente legible y durable, con las siguientesidentificaciones como mínimo:
– Nombre del suministrador, fabricante o nombre comercial– Fecha de fabricación (mes y año)– Tipo de material– Diámetro nominal, DN– Presión nominal, PN– Espesor nominal, e – Referencia a la norma correspondiente en cada aplicación
3.8 Tubos de poliester reforzado con fibras de vidrio (PRFV)
3.8.1 Generalidades. Normativa. Ámbito de aplicación
Los tubos de PRFV son del tipo heterogéneo (formados por una resina de poliéster, fibrasde vidrio y cargas estructurales cuando lo permita el sistema de fabricación) y están nor-malizados por UNE hasta diámetros de 2.400 mm y presiones de 3,2 N/mm2.
Los materiales empleados en la fabricación de los tubos y las piezas especiales de PRFVson, básicamente, una resina de poliester no saturado, fibra de vidrio y, en su caso, car-gas estructurales, según lo indicado en el epígrafe 3.8.3.
Respecto a los procedimientos de fabricación, en el caso de los tubos, lo usual es que seaalguno de los siguientes:
– Arrollamiento mecánico sobre mandril– Centrifugación– Contacto
Las piezas especiales, por su parte, se fabrican, habitualmente, por alguno de los pro-cedimientos siguientes:
– Moldeo por contacto– Moldeo mecanizado– Fabricación por soldadura de trozos de tubo
En cualquier caso, el tubo es una única pieza estructural, cuyo espesor está dividido entres partes diferenciadas entre sí:
a) Revestimiento interior. Debe garantizar las características hidráulicas, químicas y laresistencia a la abrasión del tubo. Puede estar constituido bien por una resina ter-moestable (con o sin adición de cargas y con o sin refuerzo de vidrio o hilos sinteticos)o bien mediante una resina termoplástica.
155
b) Parte estructural. Consiste, básicamente, en una resina termoestable, fibra de vidrio y,en su caso, carga estructural de arena silícea u otro material inerte. Todo ello en lasproporciones adecuadas para poder soportar los esfuerzos mecánicos a los que la con-ducción vaya a estar sometida. Además, la composición de esta capa puede ser varia-ble a lo largo de la sección o estar constituida, a su vez, por varias capas.
c) Revestimiento exterior. Debe garantizar la protección exterior del tubo. Estará constitui-do básicamente por resina termoestable, y, en su caso, cargas, aditivos que garanticensus propiedades o áridos y con o sin un refuerzo de vidrio o de filamentos sintéticos.
En cuanto a la normativa de aplicación debe destacarse, en primer lugar, la existencia delsiguiente prEN al respecto (elaborado por el TC155), el cual se espera sea aprobadodefinitivamente en breve y oportunamente traspuesto como norma UNE por el CTN 53de AENOR.
prEN 1796:2000 Sistemas de canalización enterrados de materiales plásticospara el suministro de agua. Plásticos termoestables reforzadoscon fibra de vidrio (PRFV) basados en resina de poliester insa-turada (UP)
A la espera de que dicha norma sea definitivamente aprobada, el CTN53 de AENOR haelaborado recientemente (año 2001) la siguiente norma UNE 53323:2001 EX, queincorpora el contenido del prEN anterior, de manera que cuando exista definitivamentela norma UNE EN 1796, la UNE 53323:2001 EX será derogada en la parte correspon-diente a tubos para aplicaciones con presión.
UNE 53323:2001 EX Sistemas de canalización enterrados de materiales plásticospara aplicaciones con y sin presión. Plásticos termoestablesreforzados con fibra de vidrio (PRFV) basados en resinas depoliéster insaturado (UP)
De los trabajos del CTN 53 de AENOR es también destacable la norma UNE 53314:1979,además de numerosas normas UNE-EN relativas a ensayos de control de calidad.
156
Esta nueva norma UNE 53323:2001 EX toma la numeració, de la antigua normaUNE 53323:1986 "Tubos de PRFV utilizados para canalizaciones de saneamien-to y vertidos industriales", anulándola en consecuencia.
Hasta la aparición de estas nuevas normas CEN, habitualmente estos tubossolían dimensionarse según lo especificado por alguna de las la normas interna-cionales que se indican a continuación (preferentemente la AWWA C-950-88).
AWWA C950-88 ASTM D3517-96BS 5480:1990BS 7159:1989UNI 9032

157
3.8.2 Definiciones y clasificación
3.8.2.1 Definiciones
Complementariamente a las definiciones de 2.4, en estos tubos son de aplicación lassiguientes:
– Diámetro nominal, DN
En los tubos de PRFV la designación genérica DN se refiere, aproximadamente, aldiámetro interior interior (ID), si bien estos tubos presentan la singularidad de poderser fabricados bajo dos series: la serie A y la B.
Para un valor del DN, los tubos admiten ser fabricados en distintos espesores para asílograr para una misma capacidad hidráulica diferentes resistencias mecánicas.
Supuesto fijo un valor del DN, en la primera serie (la A) los aumentos de espesor seobtienen por variación del OD (el ID es fijo), mientras que en la segunda serie (la B)ocurre al contrario: el OD es fijo y varía el ID al aumentar o disminuir el espesor, peroen ambas la designación genérica DN se refiere al interior (en la serie B, aproxi-madamente al interior).
Para la serie B, además, existen cuatro subseries: B1, B2, B3 y B4. La primera es unaserie genérica para tubos de PRFV, mientras que las series B2, B3 y B4 tienen unasdimensiones tales que los tubos fabricados bajo dichas series sean compatibles, respec-tivamente, con accesorios de fundición (según ISO 2531:1998), de PVC (según ISO161-1:1996) o de acero (según ISO 4200:1992).
Los tubos de PRFV tuvieron sus orígenes en los años 1950 y fueron inicialmenteconcebidos para la industria petrolífera y la química. Para el transporte de agua(saneamientos o abatecimientos) comenzaron a utilizarse en los años 1960.
Entre las ventajas de estos tubos debe destacarse la excelente resistencia que pre-sentan a la abrasión y al ataque químico. Su ligereza y el que se fabriquenhabitualmente en tramos de 12 metros de longitud (con la consecuente reduc-ción del número de uniones) facilitan su instalación, debiendo los rellenos estaradecuadamente compactados.
Su campo habitual de utilización es el de los diámetros de hasta 2.000 ó 2.500mm y presiones máximas de 2,5 ó incluso 3,2 N/mm2. Por último, como mate-rial plástico, es también característico de estos tubos la disminución que sufrencon el tiempo sus propiedades mecánicas.

158
Eje
mplo
20
Sobre la representación esquemática de un cuadrante de tubería se hamostrado la relación entre los diámetros en los tubos de PRFV según seanlas series de fabricación.
Por ejemplo (ver Tabla 55), un tubo de PRFV de DN 200 de la serie A tieneun ID comprendido entre 196 y 204 mm (tolerancias aparte) y un OD varia-ble según sea el espesor del tubo; ese mismo tubo de la serie B4 tiene un ODfijo de 219,1 mm (también tolerancias aparte) y un ID variable según sea elespesor. En ambos casos, por tanto, el DN es aproximadamente el ID.
Fig. 43. Diámetros en los tubos de PRFV (serie A a la derecha y B4 a la izquierda)
– Presión nominal (PN)
Es el valor que coincide con la DP en utilización continuada durante 50 años (largo plazo)a la temperatura de servicio de 35°C. Los valores normalizados para PN en UNE53323:2001 EX y las relaciones con PFA y PMA son las que se indican en la Tabla 53.
Tabla 53. PFA y PMA en función de la PN en los tubos de PRFV (AWWA C-950-88)
PN PFA (N/mm2) PMA (N/mm2)
4 0,40 0,566 0,60 0,8410 1,00 1,40
12,5 1,25 1,7516 1,60 2,2420 2,00 2,8025 2,50 3,5032 3,20 4,48

– Rigidez circunferencial específica (Sc)
Característica mecánica del tubo que representa su rigidez a flexión transversal porunidad de longitud del mismo a corto o a largo plazo. Se define mediante la expre-sión:
Sc rigidez circunferencial específica, en N/mm2
E módulo de elasticidad a flexión circunferencial, en N/mm2.I momento de inercia de la pared por unidad de longitud (I = e3/12, en mm3).e espesor nominal de la pared del tubo, en mm.EI factor de rigidez transversal, en N x mm.Dm diámetro medio teórico (Dm=DN+e ó OD-e, según la Serie, A ó B), en mm.
– Rigidez nominal (SN).
Es la rigidez circunferencial específica a corto plazo (S0), expresada en N/m2. Los valo-res normalizados para SN 53323:2001 EX son los siguientes:
2.000 - 2.500 - 4.000 - 5.000 - 8.000 - 10.000
– Factor de fluencia.
Parámetro adimensional obtenido dividiendo la S a largo plazo y la S inicial.
3.8.2.2 Clasificación
Los tubos de PRFV se clasifican por su DN, su PN y su SN.
Los valores normalizados en UNE 53323:2001 EX de los parámetros anteriores figuranen los apartados 3.8.2.1 (SN y PN) y 3.8.4 (DN), no habiendo en dicha norma UNE limi-taciones a las posibles combinaciones de los tres.
SEI
Dcm
= 3
159
Cabría pensar en considerar también como parámetro de clasificación de estostubos la serie de diámetros de que se trate (A ó B). Sin embargo, en el espíritude la presente Guía Técnica de que los parámetros de clasificación sean aquellosque determinen unívocamente las propiedades hidráulicas y mecánicas del tubo,dicha serie no habría que considerarla como tal (prácticamente no influye en elID real), sino que sería un parámetro de clasificación adicional análogo a, porejemplo, el tipo de unión empleado, la longitud nominal del tubo, etc.

160
Respecto a los valores normalizados en UNE 53323:2001 EX de DN, SN y PN,como puede verse en la Fig. 44, son numerosísimos (8 series de presiones y 6 derigideces), si bien en la práctica actual en España no se emplean más de seisseries de PN y tres de SN y no todas para cualquier DN.
Fig. 44. Utilizaciones habituales de los tubos de PRFV
SN
2000
SN
2500
SN
4000
SN
5000
SN
8000
SN
10000
SN
2000
SN
2500
SN
4000
SN
5000
SN
8000
SN
10000
SN
2000
SN
2500
SN
4000
SN
5000
SN
8000
SN
10000
SN
2000
SN
2500
SN
4000
SN
5000
SN
8000
SN
10000
SN
2000
SN
2500
SN
4000
SN
5000
SN
8000
SN
10000
SN
2000
SN
2500
SN
4000
SN
5000
SN
8000
SN
10000
SN
2000
SN
2500
SN
4000
SN
5000
SN
8000
SN
10000
SN
2000
SN
2500
SN
4000
SN
5000
SN
8000
SN
10000
DN
100125150200250300350400450500600700800900
1.0001.2001.4001.6001.8002.0002.2002.400
PN 4 PN 10 PN 12,5 PN 16 PN 20 PN 25 PN 32PN 6
Eje
mplo
21 Para clasificar una tubería de PRFV de DN 1.400, por ejemplo, habrá que
indicar, además del DN, la presión nominal de que se desea (PN 10, por ejem-plo) y, dentro de esta PN, la rigidez nominal necesaria (SN 5.000, por ejem-plo).
En la Fig 44 se muestran los valores usuales en España en la actualidad deDN, SN y PN para estos tubos de PRFV.
3.8.3 Características técnicas
Los materiales básicos constitutivos de los tubos y de las piezas especiales son lossiguientes:
– Resina de poliéster no saturado. Debe tener una temperatura de distorsión térmica deal menos 70°C.

161
– Fibra de vidrio. Debe ser del tipo "E" o "C", según lo especificado en la norma UNE43503:1979 y podrá ser utilizada en cualquiera de las formas en la que se fabrica:mecha, fieltro, hilo continuo, tejido, etc.
– Carga estructural. Si se emplean áridos, éstos deberán tener un tamaño máximo de1/5 del espesor de la pared del tubo y ó como máximo 2,5 mm (el menor de ambos)y, en general serán silíceos.
Complementariamente a estos materiales puede emplearse aditivos, agentes de reticu-lación y otros que mejoren la calidad del producto, si bien ninguno de ellos deberá uti-lizarse, separada o conjuntamente, en cantidades que puedan dar lugar a elementostóxicos, o que puedan provocar crecimientos microbianos, perjudicar el proceso de fabri-cación o afectar desfavorablemente a las propiedades físicas, químicas o mecánicas delmaterial, especialmente en lo que se refiere a la resistencia a largo plazo y al impacto.
Las características físicas de los tubos de PRFV a corto plazo deben ser, como mínimo,las indicadas en la Tabla 54.
Tabla 54. Tubos de PRFV. Características físicas a corto plazo (UNE 53323:2001 EX)
Característica Valor
Densidad > 1,80 kg/dm3
Contenido en fibra de vidrio > 10% en pesoDureza Barcol > 80% del valor correspondiente a la resina utilizada.
Incremento de dureza inferior al 15% del valor inicial
De las características mecánicas de estos tubos, destacar que la rigidez a corto plazo (S0)deberá ser al menos el valor de la SN. La rigidez a los 50 años del tubo (S50) deberá serdeclarada por el fabricante. En cuanto a la resistencia a la tracción de la parte estructuraldel tubo, tanto a corto como a largo plazo (σr,0 y σr,50, respectivamente) también deberáser declarado oportunamente por el fabricante.
El que los valores de la resistencia a la tracción y el de la rigidez a largo plazo noestén recomendados ni normalizados, sino que queden pendientes de ser declara-dos por el respectivo fabricante, tiene su razón de ser en lo variable de los pro-cesos de fabricación de estos tubos con la consecuente incidencia de ello en lascaracterísticas mecánicas del producto resultante.
No obstante lo anterior, a título orientativo, la rigidez a largo plazo (50 años)suele ser del orden del 40% de la inicial y la resistencia a tracción de la parteestructural del tubo suele oscilar entre 50 y 150 N/mm2.
3.8.4 Dimensiones
En la Tabla 55 se representan las dimensiones normalizadas de los tubos de PRFV (UNE53323:2001 EX).

162
Para las piezas especiales no hay normalizadas dimensiones, si bien pueden fabricarse enPRFV todo tipo de piezas, las cuales figuran en los catálogos de los fabricantes.
Tabla 55. Dimensiones de los tubos de PRFV (UNE 53323:2001 EX)
Diámetros (mm)
DN Serie A Serie B1 Serie B2 Serie B3 Serie B4 LongitudesIDmin IDmax Tol OD Toler. OD Toler. OD Toler OD Toler (m)
100 97 103 1,5 115,0 +1 110 +0,4 114,3 +1,5/-0,2 3-5-6-10-12-18125 122 128 1,5 141,0 +1 125 +0,4 139,7 +1,5/-0,2 3-5-6-10-12-18150 147 153 1,5 167,0 +1 160 +0,5 168,3 +1,5/-0,2 3-5-6-10-12-18200 196 204 1,5 220,0 +1 200 +0,6 219,1 +1,5/-0,2 3-5-6-10-12-18250 246 255 1,8 271,8 +1/-0,2 250 +0,8 273,0 +1,5/-0,2 3-5-6-10-12-18300 296 306 2,1 310 +1/-1,0 323,8 +1/-0,3 315 +1,0 323,9 +1,5/-0,2 3-5-6-10-12-18350 346 357 2,4 361 +1/-1,2 375,7 +1/-0,3 355 +1,1 3-5-6-10-12-18400 396 408 2,7 412 +1/-1,4 426,6 +1/-0,3 400 +1,3 3-5-6-10-12-18450 446 459 3,0 463 +1/-1,6 477,6 +1/-0,4 450 +1,5 3-5-6-10-12-18500 496 510 3,6 514 +1/-1,8 529,5 +1/-0,4 500 +1,5 3-5-6-10-12-18600 595 612 4,2 616 +1/-2,0 632,5 +1/-0,5 630 +1,9 3-5-6-10-12-18700 695 714 4,2 718 +1/-2,2 3-5-6-10-12-18800 795 816 4,2 820 +1/-2,4 3-5-6-10-12-18900 895 918 5,0 900 +1/-2,6 3-5-6-10-12-18
1.000 995 1.020 5,0 3-5-6-10-12-181.200 1.195 1.220 5,0 3-5-6-10-12-181.400 1.395 1.420 5,0 3-5-6-10-12-181.600 1.595 1.620 5,0 3-5-6-10-12-181.800 1.795 1.820 5,0 3-5-6-10-12-182.000 1.995 2.020 5,0 3-5-6-10-12-182.200 2.195 2.220 5,0 3-5-6-10-12-182.400 2.395 2.420 6,0 3-5-6-10-12-18
Sobre los valores de la Tabla 55 cabe hacer las siguientes consideraciones:
– En los tubos fabricados bajo la serie A, el fabricante deberá declarar el valor del ID, elcual debe estar comprendido entre los valores indicados en la tabla. Sobre dicho valordeclarado son de aplicación las tolerancias.
– En ocasiones, mediante pedido especial, es posible construir estos tubos en diámetrosmayores (incluso hasta 3.700 mm). Incluso en UNE 53323:2001 EX se prevén comodiámetros nominales no convencionales los valores de 1.100, 1.300, 1.500, 1.700,1.900, 2.100 ó 2.300 mm.
- Las longitudes habituales son de 6 ó 12 metros, si bien podrían fabricarse tubos enotras longitudes de las normalizadas, especialmente cuando el proceso de fabricaciónsea en continuo. Del número total de tubos suministrados en cada diámetro, el fabri-cante puede suministrar hasta un 10% en longitudes más cortas. Las tolerancias sobrela longitud nominal son de +/- 60 mm.

163
Fig. 45. Dimensiones en los tubos de PRFV (tubos con embocadura o lisos)
Los espesores de los tubos de PRFV no están normalizados en ninguna norma(tampoco por tanto en UNE 53323:2001 EX), ya que debe tenerse en cuenta queen estos tubos el espesor depende de muchas variables (de la SN, de la PN, de laserie de diámetros y sobre todo del proceso de fabricación seguido), pudiendovariar hasta un +/– 30% entre los valores máximo y mínimo, por lo que debe serel respectivo fabricante quién los declare en cada caso particular.
Como, no obstante, en ocasiones puede ser útil conocer un valor aproximadodel espesor de los tubos, en la Tabla 56 se dan una horquilla de valores, pura-mente orientativa, entre los que oscilan los espesores de estos tubos enEspaña habitualmente.
Por otro lado, de la gama de diámetros normalizada, la habitualmente empleadaen la actualidad en España en función de la PN es la indicada en la Fig. 46 (recor-dar, además, que cada combinación de DN y PN debe encargarse para una SNdeterminada).
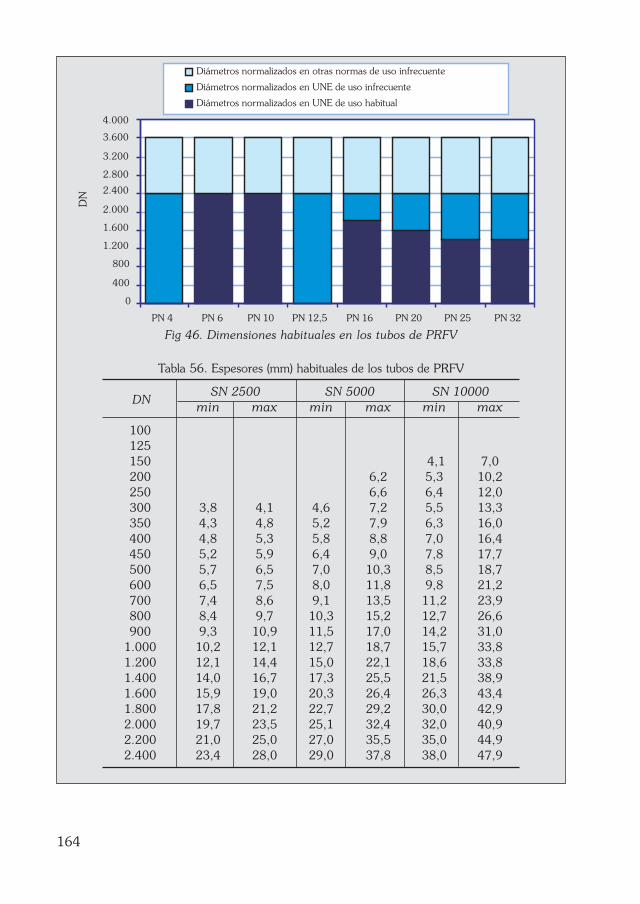
164
Fig 46. Dimensiones habituales en los tubos de PRFV
Tabla 56. Espesores (mm) habituales de los tubos de PRFV
DNSN 2500 SN 5000 SN 10000
min max min max min max
100125150 4,1 7,0200 6,2 5,3 10,2250 6,6 6,4 12,0300 3,8 4,1 4,6 7,2 5,5 13,3350 4,3 4,8 5,2 7,9 6,3 16,0400 4,8 5,3 5,8 8,8 7,0 16,4450 5,2 5,9 6,4 9,0 7,8 17,7500 5,7 6,5 7,0 10,3 8,5 18,7600 6,5 7,5 8,0 11,8 9,8 21,2700 7,4 8,6 9,1 13,5 11,2 23,9800 8,4 9,7 10,3 15,2 12,7 26,6900 9,3 10,9 11,5 17,0 14,2 31,0
1.000 10,2 12,1 12,7 18,7 15,7 33,81.200 12,1 14,4 15,0 22,1 18,6 33,81.400 14,0 16,7 17,3 25,5 21,5 38,91.600 15,9 19,0 20,3 26,4 26,3 43,41.800 17,8 21,2 22,7 29,2 30,0 42,92.000 19,7 23,5 25,1 32,4 32,0 40,92.200 21,0 25,0 27,0 35,5 35,0 44,92.400 23,4 28,0 29,0 37,8 38,0 47,9
0
400
800
1.200
1.600
2.000
2.400
2.800
3.200
3.600
4.000
PN 4 PN 6 PN 10 PN 12,5 PN 16 PN 20 PN 25 PN 32
DN
Diámetros normalizados en otras normas de uso infrecuente
Diámetros normalizados en UNE de uso infrecuente
Diámetros normalizados en UNE de uso habitual

165
3.8.5 Uniones
Los tubos y las piezas especiales pueden estar provistos con diferentes tipos de uniones,siendo las más habituales las siguientes:
a) Uniones rígidas
– Con bridas (fijas o móviles).– Encoladas (o pegadas).– Vendadas a tope (o laminadas). .
b) Uniones flexibles
– Con enchufe y extremo liso con anillo elastomérico (en ocasiones es un doble anillo).– Con manguitos y elemento de estanquidad (también doble anillo).– Autotrabada, cuando se prevean esfuerzos de tracción.
Cuando las uniones sean flexibles la desviación angular admisible no debe ser inferior alos valores indicados en la Tabla 57. El movimiento axial debe ser siempre inferior al0,3% de la longitud de los tubos a unir.
Tabla 57. Desviaciones angulares mínimas de las uniones flexibles (UNE 53323:2001 EX)
DN Desviación angular mínima
DN ≤ 500 3°500 < DN ≤ 900 2°
900 < DN ≤ 1.800 1°DN > 1.800 0,5°
Fig. 47. Unión mediante enchufe campana (izquierda) o manguito (derecha) en tubos de PRFV
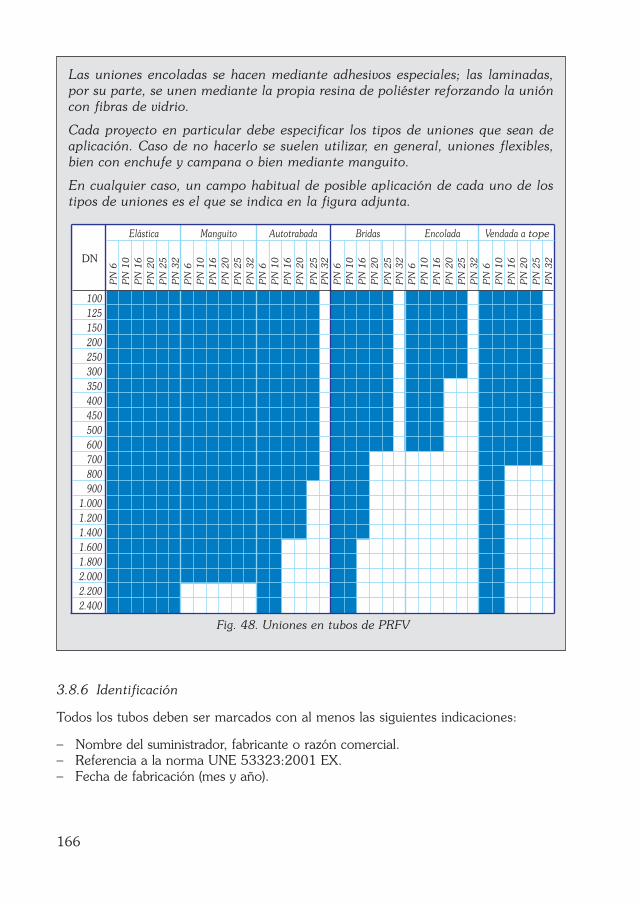
166
Las uniones encoladas se hacen mediante adhesivos especiales; las laminadas,por su parte, se unen mediante la propia resina de poliéster reforzando la unióncon fibras de vidrio.
Cada proyecto en particular debe especificar los tipos de uniones que sean deaplicación. Caso de no hacerlo se suelen utilizar, en general, uniones flexibles,bien con enchufe y campana o bien mediante manguito.
En cualquier caso, un campo habitual de posible aplicación de cada uno de lostipos de uniones es el que se indica en la figura adjunta.
PN
6P
N 1
0P
N 1
6P
N 2
0P
N 2
5P
N 3
2P
N 6
PN
10
PN
16
PN
20
PN
25
PN
32
PN
6P
N 1
0P
N 1
6P
N 2
0
PN
25
PN
32
PN
6P
N 1
0P
N 1
6P
N 2
0P
N 2
5P
N 3
2P
N 6
PN
10
PN
16
PN
20
PN
25
PN
32
PN
6P
N 1
0P
N 1
6P
N 2
0P
N 2
5P
N 3
2
Elástica Manguito Autotrabada Bridas Encolada Vendada a tope
100125150200250300350400450500600700800900
1.0001.2001.4001.6001.8002.0002.2002.400
DN
Fig. 48. Uniones en tubos de PRFV
3.8.6 Identificación
Todos los tubos deben ser marcados con al menos las siguientes indicaciones:
– Nombre del suministrador, fabricante o razón comercial.– Referencia a la norma UNE 53323:2001 EX.– Fecha de fabricación (mes y año).
167
– Diámetro nominal (DN).– Serie de diámetros (A, B1, B2, B3 ó B4).– Presión nominal (PN). – Rigidez nominal (SN).– Marca de calidad, en su caso.
3.9 Válvulas y accesorios
Las recomendaciones que figuran en el presente apartado se refieren tanto a las válvulasde uso más frecuente (de compuerta y de mariposa, antirretorno y válvulas reductoras depresión), así como a las ventosas y a los desagües que deben disponerse en la tubería parasu vaciado.
3.9.1 Generalidades. Normativa
Las válvulas más frecuentemente empleadas son las siguientes:
– Válvulas de paso o seccionamiento: compuerta, mariposa, de bola, de asiento, etc.– Válvulas antirretorno o de retención.– Válvulas reductoras de presión.– Válvulas de regulación múltiple.– Válvulas para llenado de depósitos (de flotador, de altura y otras).– Válvulas de seguridad.
Respecto a la normativa de aplicación, las válvulas y las ventosas a instalar en las redesde abastecimiento deben estar conforme con lo especificado por las siguientes normas:
UNE-EN 736:1996 Válvulas. Terminología.
Parte 1 Definición de los tipos de válvulas Parte 2 Definición de los componentes de las válvulas Parte 3 Definición de términos
UNE-EN 1074:2000 Válvulas para abastecimiento de agua. Prescripciones de aptitudal empleo y tests de verificación aplicables.
Parte 1 Prescripciones generales.Parte 2 Válvulas de seccionamiento.Parte 3 Válvulas de retención.Parte 4 Purgadores y ventosas con flotador.Parte 5 Válvulas de regulación.Parte 6 Hidrantes y bocas de agua.
UNE-EN 1452:2000 Sistemas de canalización en materiales plásticos para conduc-ciones de agua. Poli(cluroro de vinilo) no plastificado (PVC-U)
Parte 4 Válvulas y equipo auxiliar.

3.9.2 Definiciones y clasificación
3.9.2.1 Definiciones
Complementariamente a las definiciones de 2.4, en las válvulas son de aplicación lassiguientes.
– Válvula de compuerta
Elemento hidromecánico destinado a cerrar el paso del agua en una tubería medianteun obturador deslizante alojado dentro de un cuerpo o carcasa. Su funcionamientoserá de apertura o cierre total, correspondiendo las posiciones intermedias a situa-ciones provisionales.
– Válvula de mariposa
Elemento hidromecánico destinado al seccionamiento de conducciones de fluidos apresión mediante un obturador en forma de disco o lenteja que gira diametralmentemediante un eje o muñones solidarios con el obturador.
Excepcionalmente, y en particular en operaciones de desagüe, podrían utilizarse pararegulación. En esta función es necesario tener en cuenta las condiciones hidráulicasdel fluido para evitar el fenómeno de cavitación que se produciría si la presión abso-luta aguas abajo (de valor la presión aguas arriba menos las pérdidas de carga que seproduzcan en el obturador) fuera inferior a la presión atmosférica.
Habitualmente, su funcionamiento será de apertura o cierre total, correspondiendo lasfunciones intermedias a situaciones provisionales o excepcionales, conforme a lo indi-cado en el párrafo anterior.
– Válvula antirretorno o de retención
Elemento hidromecánico cuya finalidad es la de dejar pasar el agua tan solo en un sen-tido, cerrándose cuando ésta intenta circular en el sentido contrario.
– Válvula reductora de presión
Elemento hidromecánico capaz de provocar, de una forma automática e independien-te del caudal circulante, una pérdida de carga tal que la presión aguas abajo sea unafracción determinada de la de aguas arriba o no supere un valor máximo prefijado.
– Válvula de expulsión y/o admisión de aire (ventosas)
Elemento hidromecánico que, conectado a la tubería en los puntos altos relativos desu trazado, realiza de forma automática alguna de las siguientes funciones:
168
El espíritu de la norma UNE-EN 1074:2000 es similar al de la UNE-EN805:2000 (ver apartado 2.2.2.3), esto es, establecer unas prescripciones comunespara todas las válvulas, independientemente de cual sea su material. Es una ini-ciativa muy reciente que aún cuenta con poca aplicación práctica.
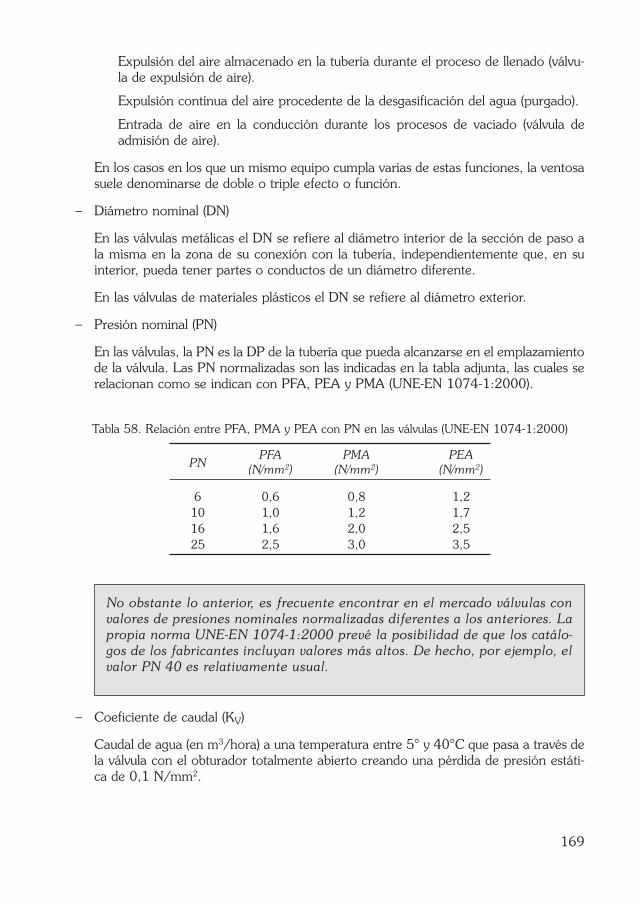
169
Expulsión del aire almacenado en la tubería durante el proceso de llenado (válvu-la de expulsión de aire).
Expulsión contínua del aire procedente de la desgasificación del agua (purgado).
Entrada de aire en la conducción durante los procesos de vaciado (válvula deadmisión de aire).
En los casos en los que un mismo equipo cumpla varias de estas funciones, la ventosasuele denominarse de doble o triple efecto o función.
– Diámetro nominal (DN)
En las válvulas metálicas el DN se refiere al diámetro interior de la sección de paso ala misma en la zona de su conexión con la tubería, independientemente que, en suinterior, pueda tener partes o conductos de un diámetro diferente.
En las válvulas de materiales plásticos el DN se refiere al diámetro exterior.
– Presión nominal (PN)
En las válvulas, la PN es la DP de la tubería que pueda alcanzarse en el emplazamientode la válvula. Las PN normalizadas son las indicadas en la tabla adjunta, las cuales serelacionan como se indican con PFA, PEA y PMA (UNE-EN 1074-1:2000).
Tabla 58. Relación entre PFA, PMA y PEA con PN en las válvulas (UNE-EN 1074-1:2000)
PNPFA PMA PEA
(N/mm2) (N/mm2) (N/mm2)
6 0,6 0,8 1,210 1,0 1,2 1,716 1,6 2,0 2,525 2,5 3,0 3,5
No obstante lo anterior, es frecuente encontrar en el mercado válvulas convalores de presiones nominales normalizadas diferentes a los anteriores. Lapropia norma UNE-EN 1074-1:2000 prevé la posibilidad de que los catálo-gos de los fabricantes incluyan valores más altos. De hecho, por ejemplo, elvalor PN 40 es relativamente usual.
– Coeficiente de caudal (KV)
Caudal de agua (en m3/hora) a una temperatura entre 5° y 40°C que pasa a través dela válvula con el obturador totalmente abierto creando una pérdida de presión estáti-ca de 0,1 N/mm2.
170
3.9.2.2 Clasificación
La clasificación de las válvulas se realiza en base al tipo de válvula de que se trate, a suDN y a su PN.
Los posibles tipologías y valores de PN son los indicados en el apartado 3.9.2.1 y la seriede DN normalizados es la siguiente, la cual es la misma que la prevista en la norma UNE-EN 805:2000 para los tubos, con 2.000 como límite superior (UNE-EN 1074-1:2000):
DN=ID 20, 30, 40, 50, 60, 65, 80, 100, 125, 150, 200, 250, 300, 350, 400,450, 500, 600, 700, 800, 900, 1.000, 1.100, 1.200, 1.250, 1.300,1.400, 1.500, 1.600, 1.800, 2.000
DN=OD 25, 32, 40, 50, 63, 75, 90, 110 ,125, 160, 180, 200, 225, 250, 280,315, 355, 400, 450, 500, 630, 710, 800, 900, 1.000, 1.100, 1.200,1.250, 1.300, 1.400, 1.500, 1.600, 1.800, 2.000
3.9.3 Características técnicas
Las válvulas deben cumplir los requisitos de diseño y de funcionamiento que figuran en lanorma UNE-EN 1074-1:2001.
Los materiales a emplear en las válvulas son diferentes según cada instalación en par-ticular, si bien deben ser adecuados para alcanzar las características anteriores.
Deben figurar en el respectivo proyecto y en su defecto habría de ser aprobados expre-samente por la DO. En cualquier caso deben ser nuevos y libres de defectos, norecomendándose admitir la reparación de aquellos que resulten defectuosos, salvo expre-sa autorización de las normas de aplicación, que, con carácter general, para los distintosmateriales, se recomienda sean las siguientes:
– Acero UNE-EN 1503-1:2000 ó UNE-EN 1503-2:2000– Acero inoxidable UNE-EN 10088:1996– Fundición dúctil UNE-EN 1503-3:2000– Perfiles elastoméricos UNE EN 681-1:1996– Aleaciones de cobre UNE-EN 1982:1999 y/o UNE 12165:1999– PVC-U UNE-EN 1452-1:2000
Para otros materiales (bronce, fundición gris, latón, etc.) el correspondiente proyectodebe especificar la normativa de aplicación.
3.9.4 Válvulas
Se deben instalar válvulas de paso (bien sean de compuerta, de mariposa, de bola, etc.)delante de las ventosas, de los hidrantes, de las bocas de riego, de los caudalímetros, delas válvulas reductoras de presión, así como en las tomas o acometidas y en las deriva-ciones y en los desagües. También es una práctica recomendada la instalación de válvu-las de paso para aislar tramos de tubería.
Las longitudes usuales de los tramos de tuberías a aislar mediante válvulas de paso son deunos 1.000 a 5.000 metros en las grandes tuberías de transporte, de unos 500 metrosen las arterias, y de 100 a 500 metros en las redes de distribución, bien sean malladas oramificadas, disponiéndose de tal modo que, en caso de rotura o avería, puedan aislarsesectores de la red maniobrando unas ocho válvulas como máximo.
Las válvulas deben estar protegidas contra la corrosión de acuerdo a lo especificado en el epí-grafe 3.9.7 y, en general, se alojan en arquetas o cámaras, disponiéndose los corres-pondientes macizos de anclaje que soporten los esfuerzos transmitidos por la válvula cerrada.
Las válvulas de paso pueden ser de accionamiento manual o motorizado. Lo más usuales que sean de accionamiento manual. Los taladros de las bridas, deben cumplir con loindicado en la norma UNE-EN 1092:1998.
3.9.4.1 Válvulas de compuerta
Las válvulas de compuerta deben cumplir con los requisitos de funcionamiento que figu-ran en la norma UNE-EN 1074-2:2000.
Estas válvulas se emplean, en general, en tuberías con diámetros nominales de 300 ó 450 mme inferiores, debido a la mayor resistencia que ofrecen a su maniobra. Están constituidas bási-camente por un cuerpo, tapa, obturador, husillo o vástago y mecanismo de maniobra.
El diseño de las válvulas de compuerta debe ser tal que sea posible desmontar y retirar elobturador sin necesidad de separar el cuerpo de la válvula de la tubería. Asímismo, debeser posible sustituir o reparar los elementos de estanquidad del mecanismo de maniobra,estando la conducción en servicio, sin necesidad de desmontar la válvula ni el obturador.La parte inferior del interior del cuerpo, en general, no debe tener acanaladuras, de formaque una vez abierta la válvula no haya obstáculo alguno en la sección de paso del agua,ni huecos donde puedan depositarse sólidos arrastrados por el agua.
La sección de paso debe ser como mínimo el 90% de la correspondiente al DN de laválvula, debiendo mantenerse en la reducción de sección perfiles circulares sin que exis-tan aristas o resaltos.
La unión de las válvulas se realiza, habitualmente, mediante bridas o con unión flexible.En el caso de la unión con bridas, ésta se efectua, por lo general, intercalando un carretede anclaje por un lado y un carrete de desmontaje por el otro.
Las válvulas de compuerta pueden instalarse bien alojadas en cámaras o registros oarquetas, bien enterradas (en cuyo caso la arqueta que sirve de acceso al mecanismode maniobra ha de ser fácilmente localizable) o bien a la intemperie.
171
Por último, los pernos o tornillos que unan las distintas partes del cuerpo serecomienda sean de fundición dúctil, si el cuerpo también lo fuera, o de acerocadmiado, en otro caso y las uniones de estanquidad eje-tapa y tapa-cuerpo dematerial elastómero.

3.9.4.2 Válvulas de mariposa
Las válvulas de mariposa deben cumplir con los requisitos de funcionamiento que figuranen la norma UNE-EN 1074-2:2000. En el caso de emplear materiales metálicos, ademásdeben ser conforme a lo especificado por la norma UNE-EN 593:1998.
Estas válvulas se emplean, en general, en tuberías con diámetros de 300 mm y supe-riores. Están constituidas, básicamente, por un cuerpo, un obturador circular (lenteja omariposa) y un mecanismo de maniobra. El obturador, que puede ser hueco o macizo,debe ser tal que las perturbaciones que produzca en el flujo del agua sean mínimas. Serecomienda que siempre dispongan de un indicador de posición del obturador que per-mita, en todo momento, conocer la situación del mismo.
172
En instalaciones enterradas suele emplearse la unión flexible, mientras que enlas instalaciones a la intemperie o las que se alojen en cámaras, registros o arque-tas suele utilizarse la unión mediante bridas. La unión con bridas es desmontablegracias a los carretes de desmontaje, mientras que la unión flexible es fija.
Los carretes de desmontaje permiten variar su longitud apretando más o menoslos tornillos de que están dotados, de manera que cuando se sustituye una válvu-la por otra de longitud diferente, el carrete permite acomodar la conducción ala nueva situación.
En relación con los materiales constitutivos de las válvulas de compuerta, endiámetros inferiores a 160 mm podrían ser bien PVC-U o bien materiales metáli-cos. En diámetros superiores solo son aceptables válvulas metálicas.
En el primer caso, (válvulas de materiales plásticos) es de aplicación lo indicadoen la norma UNE-EN 1452-4:2000 y en el segundo (válvulas de materialesmetálicos), las posibilidades son múltiples.
En particular para este último caso (válvulas de materiales metálicos), en general, esrecomendable que el cuerpo y la tapa de las válvulas sean de fundición dúctil o,si así lo acepta el proyecto de la tubería, de acero moldeado o fundición gris.
El obturador se recomienda sea de fundición dúctil o de acero inoxidable. En elprimer caso, la fundición puede estar recubierta por un elastómero, garantizán-dose la estanquidad mediante compresión del mismo contra el interior del cuer-po. Si el obturador no estuviese recubierto, irá dotado de aros de bronce, loscuales asentarán sobre otros aros, también de bronce, fijados al cuerpo.
El husillo y el mecanismo de maniobra, por su parte, deben ser de acero inoxidable,y la tuerca donde gira éste de bronce, latón o cobre de alta resistencia. Laestanquidad del husillo se consigue con anillos de elastómero, no siendorecomendable en absoluto el uso de estopas o material análogo.
173
El eje de giro puede ser único o constar de dos partes o semiejes y, asimismo, puede serexcéntrico o estar situado en el plano de simetría del obturador. Las maniobras de aper-tura y cierre se realizan por medio de un mecanismo de desmultiplicación.
Las válvulas deben instalarse en arquetas, registros o cámaras con el eje o semiejes enposición horizontal. En el caso de válvulas con dos semiejes, deben montarse de formaque éstos queden aguas arriba en relación a la mariposa.
La unión de las válvulas se realiza, habitualmente, mediante bridas o con tornillos pasan-tes (unión tipo Wafer o Sandwich). En el caso de unión con bridas, ésta se efectúa porlo general intercalando un carrete de anclaje por un lado y un carrete de desmontaje porel otro. Las uniones tipo Wafer ensartan la válvula mediante tornillos pasantes roscadosa los tubos contiguos.
Cuando la válvula de mariposa sea de gran diámetro (DN >1.000), se recomienda dispon-er un by pass que incluya una válvula de compuerta con diámetro aproximado 1/4 del dela válvula de mariposa, el cual estará normalmente abierto y cuya finalidad es la de equi-librar presiones y evitar la cavitación en las operaciones de apertura y cierre de la mari-posa.
Unos rangos habituales para el campo de aplicación de cada tipología de lasválvulas antes indicadas pueden ser los indicados en la Fig 49.
En relación con los materiales constitutivos de las válvulas de mariposa, endiámetros inferiores a 160 mm éstos podrían ser bien PVC-U o bien materialesmetálicos. En diámetros superiores solo son aceptables válvulas de materialesmetálicos.
En el primer caso, (válvulas de materiales plásticos) es de aplicación lo indicadoen la norma UNE-EN 1452-4:2000 y en el segundo (válvulas de materialesmetálicos), el cuerpo de las válvulas debe ser, en general, de fundición dúctil, deacero moldeado o, si así lo acepta el proyecto de la tubería en particular, defundición gris.
El obturador o lenteja, por su parte, se recomienda sea de acero inoxidable, deacero fundido o de fundición dúctil y los cojinetes sobre los que gira el eje, debronce o politetrafluoretileno (teflón) sobre base de bronce.
También es importante que el respectivo fabricante de estas válvulas facilite elcoeficiente de caudal de las mismas, Kv. A título orientativo, unos valores míni-mos del mismo en posición de apertura máxima pueden ser los que se indican enla Fig. 50.

174
Fig. 49. Campo de aplicación de las válvulas de mariposa (normas técnicas del CYII)
Fig. 50. Coeficiente de caudal mínimo en válvulas de mariposa Kv (normas técnicas del CYII)
0
10.000
20.000
30.000
40.000
50.000
60.000
70.000
80.000
90.000
100.000
0 200 400 600 800 1.000 1.200 1.400
DN
Eje céntrico (PN 10/16) Eje excéntrico único (PN10/16/25) Eje excéntrico partido (PN10/16)
Coe
ficie
nte
de c
auda
l (m
3 /ho
ra)
80100125150200250300350400450500600700800900
1.0001.1001.2001.3001.4001.5001.600
DN PN 10 PN 16 PN 25 PN 40
Excéntricas
Céntricas oexcéntricas
Excéntricas
Doble excentricidad
175
En cuanto a los materiales constitutivos de estas válvulas, en general, el cuerpode las mismas ha de ser de fundición dúctil, acero moldeado o, si expresamentelo acepta el proyecto de la tubería en particular, de fundición gris. La clapeta serecomienda sea de fundición dúctil o acero inoxidable y los cojinetes del eje degiro de bronce.
Debe también recordarse que las válvulas de mariposa, aún en su posición deapertura total, siempre producen una pérdida de carga localizada, circunstaciaésta que no sucede con las válvulas de compuerta.
3.9.4.3 Válvulas antirretorno o de retención
Las válvulas antirretorno deben cumplir con los requisitos de funcionamiento que figuranen la norma UNE-EN 1074-3:2000.
Están constituidas, básicamente, por un cuerpo y un elemento de cierre (clapeta) unido aéste mediante un eje de giro o de traslación. Estas válvulas admiten diferentes diseños.Por ejemplo, la clapeta, en posición de cierre, podrá quedar en un plano normal o incli-nado en relación al eje de la tubería, pudiendo ser la misma de una pieza o de clapetapartida, o en lugar de este elemento disponer un disco desplazable en un eje centrado conel de la tubería, u otras disposiciones.
El cuerpo de la válvula debe estar dotado de una tapa sujeta con tornillos que permita lasustitución de la clapeta o la reparación de los cojinetes. El eje de giro puede estar situa-do en la periferia de la clapeta o atravesar ésta. Si el tamaño de la válvula u otras carac-terísticas así lo aconsejan, la válvula debe estar dotada de contrapeso exterior que podráestar acompañado de amortiguadores.
En cualquier caso, en todas las acometidas domiciliarias es recomendable que sedispongan válvulas antirretorno. En general, la unión de las válvulas a la tubería se reali-za mediante bridas.
3.9.4.4 Válvulas reductoras de presión
Están constituidas, básicamente, por un cuerpo y un elemento de regulación formado,en el caso de diámetros pequeños, por un disco móvil o émbolo, un muelle de empu-je que se pueda tarar y otros dispositivos de control, según modelos. En el caso dediámetros mayores, el accionamiento es básicamente hidráulico, mediante conexión odesconexión de la cara superior del émbolo con las presiones aguas arriba y aguasabajo de la válvula.
Las válvulas reductoras de presión admiten diferentes diseños, fijándose sus dimensionesde forma que se garantice su resistencia, y prestándose especial atención a los efectos dela cavitación.

176
La válvula debe tener incorporado, o se montará en combinación con ella, un filtro conmalla de paso inferior o igual a 4 mm. El cuerpo de la válvula tiene habitualmente una odos tapas o sombreros, sujetas por tornillos, que permitan examinar y reparar el interior.
Usualmente, las velocidades de paso por la válvula no deben ser superiores a 5 m/s, norequiriéndose usualmente reducciones de presión mayores del 50%, por lo que, de seréstas necesarias, se aconseja se coloquen dos válvulas reductoras en serie.
En general, antes y después de las válvulas reductoras de presión es recomendable que secoloquen válvulas de paso (compuerta o mariposa) con sus respectivos carretes dedesmontaje. Asimismo, se deben disponer dos manómetros colocados uno aguas arribay otro aguas abajo.
Caso de colocarse dos válvulas reductoras de presión en serie, es recomendable que seinstalase un tercer manómetro entre ambas válvulas.
En cuanto a los materiales constitutivos de estas válvulas, en general, el cuerpode las mismas ha de ser de fundición dúctil, acero inoxidable o, si expresamentelo acepta el Proyecto de la tubería en particular, de fundición gris. El eje delpistón, por su parte, se recomienda sea de acero inoxidable, sus tuercas debronce y el émbolo interior de fundición dúctil o acero inoxidable.
3.9.5 Ventosas
Las válvulas de expulsión y/o admisión de aire deben cumplir con los requisitos de fun-cionamiento que figuran en la norma UNE-EN 1074-4:2000.
Están constituidas, básicamente, por un cuerpo, flotadores esféricos o cilíndricos y, algu-nas veces, por un juego de palancas, sobre las que actúa el flotador, las cuales accionanlas válvulas de cierre de los orificios de entrada y salida del aire.
Las ventosas admiten diferentes diseños, fijándose sus dimensiones de forma que segarantice su resistencia, y justificándose, con los cálculos y ensayos oportunos, el diseñoadoptado, así como los materiales constitutivos de estas válvulas. Debe tenerse en cuen-ta en el diseño que el golpe de ariete que se produce al cerrarse automáticamente la ven-tosa debe limitarse, disponiendo a tal efecto orificios y toberas de salida de aire propor-cionados a tal fin. Por el contrario, las válvulas de admisión de aire deben tener las dimen-siones suficientes para introducir el caudal de aire que requiera la tubería al menos en lasoperaciones de vaciado.
Especial atención hay que prestar al dimensionamiento de estas válvulas de admisión enel caso de tuberías flexibles.
Las ventosas de admisión de aire tienen finalidades y características completa-mente diferentes a las de expulsión de aire.

177
Para cada tipo de válvula resulta necesario conocer la curva de capacidades de aireacióncorrespondientes a cada diámetro y orificio de admisión/expulsión de aire, al objeto depoder seleccionar la válvula a emplear en cada caso, las cuáles deben figurar en los catálo-gos de los fabricantes.
Deben disponerse ventosas en los puntos altos relativos de la tubería, junto a válvulasimportantes y en tramos largos de poca pendiente con una separación máxima de unos500 metros en las impulsiones y de unos 1.500 metros en las condiciones por gravedad.
Los DN de estas válvulas se deben ajustar en general a la serie: 20, 30, 40, 50, 60, 65,80, 100, 125, 150, 200, 250, 300, 350 y 400, si bien los valores superiores a 200 noson habituales.
La conexión de la ventosa a la tubería se realiza, en general, mediante bridas. Serecomienda instalar junto a las ventosas una pequeña válvula de compuerta, de bola o deasiento, que permita desmontar la ventosa para su reparación o sustitución, cuando lapropia ventosa, en su interior, no disponga de una válvula de obturación a tal fin.
Las primeras tratan de evitar el aplastamiento de la tubería por la presión atmos-férica exterior cuando la tubería se vacía. Las segundas (también conocidas comopurgadores) tratan de eliminar lentamente el aire evitando el golpe de ariete quese produce por parada brusca de la columna líquida al eliminar totalmente elaire.
En cuanto a los materiales contitutivos de las ventosas, el cuerpo de las mismasha de ser de fundición dúctil o, si así lo acepta el proyecto en particular de latubería, de fundición gris; en las ventosas de cilindro debe ser de acero inoxidable.El cierre de la salida de aire se realiza por contacto de dos materiales, de loscuales uno debe ser acero inoxidable, y el otro un material elastomérico. Tam-bién pueden utilizarse otros tipos de asiento tales como elastómero-latón estira-do, elastómero-bronce o elastómero-elastómero. Los flotadores, si actúan comoobturadores, deben ser de acero revestidos de material elastomérico y en otroscasos de acero inoxidable, pudiendo disponerse libres, articulados o guiados. Laspalancas, de existir, se recomienda sean de bronce o acero inoxidable.
Unos valores orientativos de los DN de las ventosas de admisión de aire a insta-lar en función del tamaño de la conducción pueden ser los que se indican en latabla, en cuyo diseño se ha atendido fundamentalmente a garantizar una sufi-ciente entrada de aire.

178
3.9.6 Desagües
Están constituidos, básicamente, por un orificio o por una pieza en T, ambos situadosen la parte inferior de la tubería, a continuación de los cuales, y mediante las corres-pondientes piezas especiales, se coloca una válvula de compuerta y/o de mariposa, yposteriormente un tramo de tubería hasta llegar al alcantarillado o a un punto dedesagüe adecuado.
Deben disponerse desagües en los puntos bajos relativos de la tubería y, en el caso de unared mallada, en todos los sectores que puedan aislarse del resto mediante válvulas. Paradiámetros de la tubería superiores a los 600 mm es recomendable disponer en losdesagües dos válvulas, una de compuerta y otra de mariposa.
Tabla 59. Diámetros de las ventosas en función del tamaño de la tubería(normas técnicas del CYII)
Diámetro de la Diámetro de latubería (mm) ventosa (mm)
< 250 50, 60, 65250 a 600 80, 100600 a 900 125, 150
900 a 1.200 200> 1.200 2 x 200
La recomendación de disponer de dos válvulas en los desagües de tuberías dediámetros superiores a 600 mm es derivada de la necesidad de aumentar laseguridad, ya que en caso de avería de la válvula de mariposa, pueda repararsesin necesidad de vaciar la tubería.
No obstante, en redes urbanas que discurran bajo la calzada y en las que losdesagües se prolonguen hasta las aceras, puede también ser interesante disponerde dos válvulas en los desagües: una junto a la tubería (bajo la calzada) y otra bajola acera, de manera que habitualmente la primera esté abierta y la segunda cerra-da, manejándose el desagüe desde ésta última.
En relación con el diámetro de los desagües, éste debe depender del volumen deagua que haya que vaciar (localización de puntos altos y bajos, diámetro de latubería a vaciar, etc.). A título orientativo, unos valores habituales de los DN delos desagües de fondo en función del tamaño de la tubería, pueden ser los indi-cados en la tabla adjunta.

179
Tabla 60. Desagües de fondo. Diámetros (normas técnicas del CYII)
DN DNde la tubería del desagüe
DN < 200 80
250 < DN < 350 100
400 < DN < 600 150
700 < DN < 1.000 200
1.200 < DN < 1.600 300
DN > 1.600 400
3.9.7 Protección de válvulas
Todos los elementos de las válvulas susceptibles de oxidación (fundición, acero, etc.),deben protegerse contra la corrosión interior y exteriormente mediante revestimientos,conforme a lo especificado en este epígrafe y con lo indicado en los apartado 3.2.6 y enel 3.3.6. El grado de preparación de las superficies deberá ser como mínimo el Sa 21/2,de acuerdo con lo expuesto en el apartado 3.3.6.
En general se recomienda que los revestimientos consistan en una o varias capas deresinas epoxy con un espesor medio superior a 200 micras y, puntualmente, no inferiora 150 micras. Exteriormente podrá añadirse un esmalte de acabado con un mínimo de50 micras de espesor y en el caso de los aceros, además de las protecciones anteriores,se aplicará una capa de imprimación de pintura reactiva para asegurar la adherencia delas capas posteriores. La tornillería se protegerá mediante la colocación en ambosextremos de caperuzas de materia plástica (polietileno o similar) rellenas de grasa.
En el caso de que en el proyecto las válvulas se dispongan enterradas, se debe prestarespecial atención a su protección anticorrosiva, en función de la agresividad del terrenoo de las aguas, existencia de corrientes vagabundas, etc. En estos casos (tuberías enterra-das), la conexión debe ser mediante enchufe .
3.9.8 Identificación
El marcado de las válvulas debe ser conforme a lo especificado por la norma UNE-EN19:1993, debiendo marcarse en todas las válvulas, de forma fácilmente legible y durable,como mínimo lo siguiente:
– Nombre del suministrador, fabricante o razón comercial– Fecha de fabricación y/o montaje– Diámetro nominal (DN)– Presión nominal (PN)– Material del cuerpo. Se especificará la abreviatura correspondiente al material emplea-
do seguido por las siglas de la Norma que emplee dicha abreviatura (por ejemplo, FGE42-12 UNE)

180
– Referencia a la norma de aplicación en cada caso– Marca de Calidad, en su caso– Identificación de su colocación en relación con el sentido del flujo, cuando haya lugar
En el caso de válvulas de pequeño tamaño, es suficiente con el marcado sobre las mis-mas de: Nombre del suministrador fabricante o razón comercial, DN, PN y material delcuerpo, debiendo las restantes figurar en una etiqueta adjunta al suministro.
3.10 Síntesis y resumen comparativo
En este epígrafe se presenta un resumen en forma comparativa de las distintas tipologíasde tubos analizados en apartados anteriores, en lo relativo a sus principales característi-cas. El objeto de este estudio es tanto resumir en pocas páginas las prestaciones más sig-nificativas de cada material como poder vislumbrar las principales diferencias entre ellos.
3.10.1 Ámbito de aplicación y normativa
En relación con la normativa de aplicación sobre los diferentes tipos de tubos analizadosen esta Guía Técnica, debe destacarse el importante esfuerzo de normalización llevado acabo por la UE en los últimos años, de manera que prácticamente todas las tipologíasposibles disponen de alguna norma EN de producto (y en consecuencia UNE-EN) sobreellas. Ello se resume en la Tabla 61 (ver apartado 2.2.2.2).
Tabla 61. Normas españolas y europeas para tuberías para el transporte de agua a presión(normas de producto)
Tipo de tubo Norma de aplicación
MetálicosFundición dúctil UNE-EN 545:1995Acero prEN 10224:1998
THAsCCh UNE-EN 639:1995 y UNE-EN 640:1995
Hormigón THAcCCh UNE-EN 639:1995 y UNE-EN 641:1995THPcCCh UNE-EN 639:1995 y UNE-EN 642:1995THPsCCh UNE-EN 639:1995 y UNE-EN 642:1995
PVC-U UNE-EN 1452:2000PVC-O ––PE UNE 53131:1990 ó UNE 53490:1990
Plásticos prEN 12201:2000 (UNE53965:1999 EXy UNE 53966:2001 EX)prEN 13244:1998
PRFV prEN 1796:2000 (UNE 53.323:2001 EX)
UNE-EN 736:1996Válvulas UNE-EN1074:2000
UNE-EN 1452-4:2000.

181
Respecto al ámbito de aplicación de cada tipo de tubo, en la Fig. 51 y en la Fig.52 se representan unos límites habituales de utilización de cada uno en la actua-lidad en España, en función de su diámetro y de la presión hidráulica a que vayaa estar sometido, que son, habitualmente, los principales parámetros de clasifi-cación de las tuberías.
Debe destacarse, no obstante, el carácter esquemático de dichas figuras, ya quelos límites usuales de utilización representados son solo orientativos y reflejan eluso que habitualmente se hace de los distintos tipos de tubos en España. Dehecho, como también se refleja en dichas figuras, los valores normalizados de DNy PN admisibles para cada tipología suelen ser mayores, por lo que puedenencontrarse instalaciones que rebasen dichos límites habituales.
Para la correcta interpretación de la Fig. 51 debe, además, tenerse en cuenta losiguiente:
– La escala de los ejes de los diámetros y de las presiones se han limitado,respectivamente, a 3.500 mm y 4 N/mm2. Ello no quiere decir que no pue-dan excederse estos límites, pero son, en cualquier caso, situaciones excep-cionales.
– En los tubos de acero, hormigón y fundición no hay normalizadas presionesmáximas. Los valores representados son los resultantes de hacer el cálculoteniendo en cuenta los valores normalizados de diámetros, espesores yresistencias de los materiales (en acero y fundición).
– Por último, debe recordarse que la aplicabilidad de esta figura es sólo para elcaso de la acción única de la presión interna. No se ha tenido en cuenta la exis-tencia de cargas externas, que pueden ser muy importantes y disminuir lacapacidad de resistencia de la presión interior de la tubería.
Debe insistirse en que dichas utilizaciones son las habituales en la actualidad enEspaña, por lo que en un sector en permanente evolución (como es este de lastuberías) no es descartable (es más, es ciertamente posible, es realmente espera-ble) que en un futuro no lejano se amplíen dichos límites (el PE, por ejemplo,hace 15 años solo se empleaba en diámetros de 100 ó 150 mm y hoy se empleahasta 1.000 ó 1.200 mm).
En cualquier caso, los límites de las utilizaciones habituales son derivados de cir-cunstancias de mercado, de motivos económicos, que no técnicos. Es, por tanto,perfectamente posible rebasar dichos límites, ya que las limitaciones técnicasserían las fronteras de las utilizaciones normalizadas.

182
3500
hormigón armado
0
1
2
3
4
0 500 1000 1500 2000 2500 3000 3500
DN
PVC-U
0
1
2
3
4
0 500 1000 1500 2000 2500 3000 3500
DN
3500
DN
PVC-O
0
1
2
3
4
0 500 1000 1500 2000 2500 3000 3500
DN
fundición
0
1
2
3
4
0 500 1000 1500 2000 2500 3000 3500
DN
Pre
sión
(N/m
m2)
Pre
sión
(N/m
m2)
Pre
sión
(N/m
m2)
Pre
sión
(N/m
m2)
Pre
sión
(N/m
m2)
Pre
sión
(N/m
m2)
Pre
sión
(N/m
m2)
Pre
sión
(N/m
m2)
0
1
2
3
4
0 500 1000 1500 2000 2500 3000
DN
acero
0
1
2
3
4
0 500 1000 1500 2000 2500 3000 3500
DN
hormigón pretensado
0
1
2
3
4
0 500 1000 1500 2000 2500 3000
PE
0
1
2
3
4
0 500 1000 1500 2000 2500 3000 3500
DN
PRFV
Fig. 51. Campo de utilización de cada tipología
Campo de utilización normalizado y de uso habitual en España
Campo de utilización normalizado por normas europeas de uso infrecuente
Campo de utilización normalizado por otras normas (ISO, AWWA, etc.) de usoinfrecuente
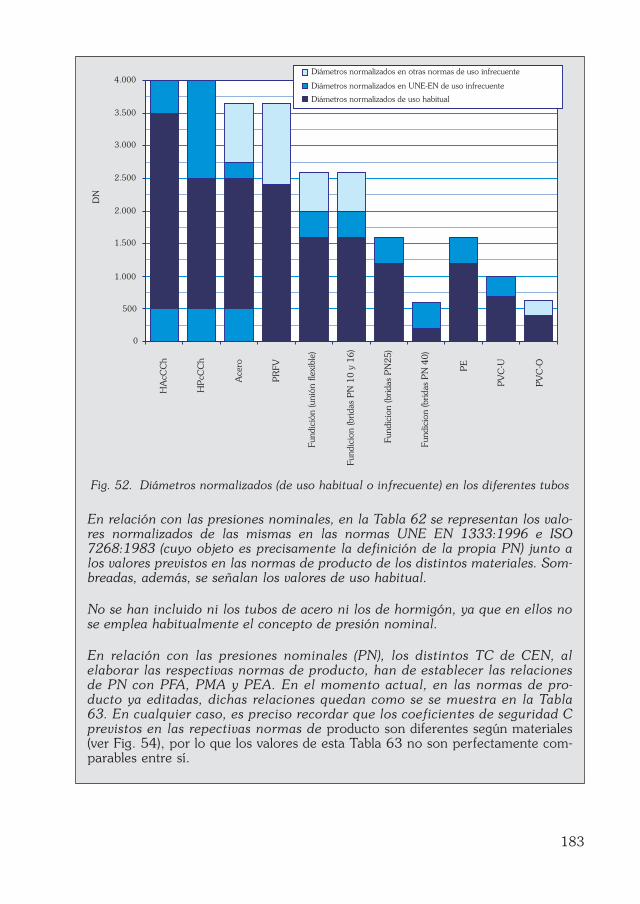
183
Fig. 52. Diámetros normalizados (de uso habitual o infrecuente) en los diferentes tubos
En relación con las presiones nominales, en la Tabla 62 se representan los valo-res normalizados de las mismas en las normas UNE EN 1333:1996 e ISO7268:1983 (cuyo objeto es precisamente la definición de la propia PN) junto alos valores previstos en las normas de producto de los distintos materiales. Som-breadas, además, se señalan los valores de uso habitual.
No se han incluido ni los tubos de acero ni los de hormigón, ya que en ellos nose emplea habitualmente el concepto de presión nominal.
En relación con las presiones nominales (PN), los distintos TC de CEN, alelaborar las respectivas normas de producto, han de establecer las relacionesde PN con PFA, PMA y PEA. En el momento actual, en las normas de pro-ducto ya editadas, dichas relaciones quedan como se se muestra en la Tabla63. En cualquier caso, es preciso recordar que los coeficientes de seguridad Cprevistos en las repectivas normas de producto son diferentes según materiales(ver Fig. 54), por lo que los valores de esta Tabla 63 no son perfectamente com-parables entre sí.
0
500
1.000
1.500
2.000
2.500
3.000
3.500
4.000
HA
cCC
h
HP
cCC
h
Ace
ro
PR
FV
Fund
ició
n (u
nión
fle
xibl
e)
Fund
icio
n (b
rida
s P
N 1
0 y
16)
Fund
icio
n (b
rida
s P
N25)
Fund
icio
n (b
rida
s P
N 4
0)
PE
PV
C-U
PV
C-O
DN
Diámetros normalizados en otras normas de uso infrecuente
Diámetros normalizados en UNE-EN de uso infrecuente
Diámetros normalizados de uso habitual
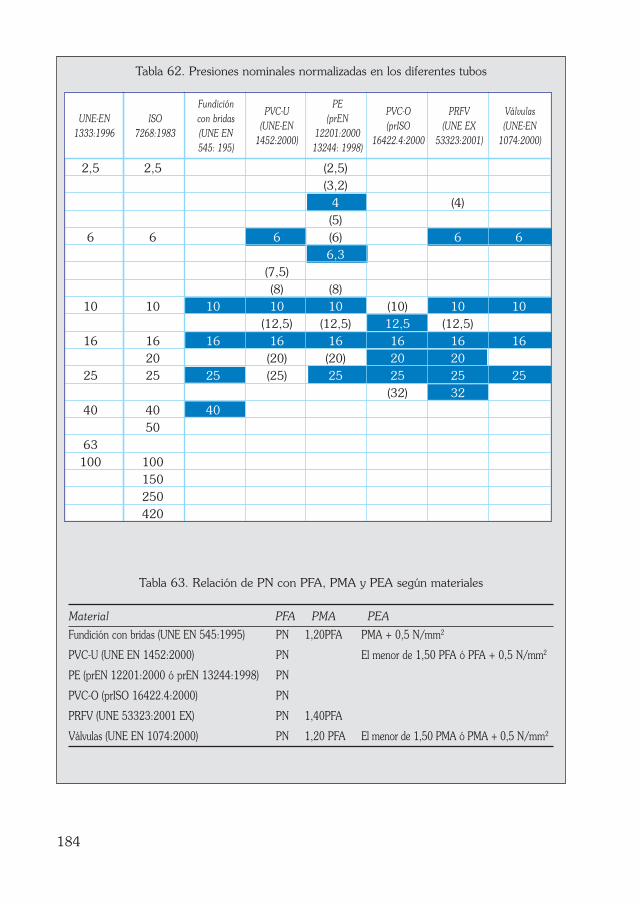
184
Tabla 62. Presiones nominales normalizadas en los diferentes tubos
Tabla 63. Relación de PN con PFA, PMA y PEA según materiales
Material PFA PMA PEA
Fundición con bridas (UNE EN 545:1995) PN 1,20PFA PMA + 0,5 N/mm2
PVC-U (UNE EN 1452:2000) PN El menor de 1,50 PFA ó PFA + 0,5 N/mm2
PE (prEN 12201:2000 ó prEN 13244:1998) PN
PVC-O (prISO 16422.4:2000) PN
PRFV (UNE 53323:2001 EX) PN 1,40PFA
Válvulas (UNE EN 1074:2000) PN 1,20 PFA El menor de 1,50 PMA ó PMA + 0,5 N/mm2
UNE-EN1333:1996
ISO7268:1983
Fundicióncon bridas(UNE EN545: 195)
PVC-U(UNE-EN
1452:2000)
PE(prEN
12201:200013244: 1998)
PVC-O(prISO
16422.4:2000
PRFV(UNE EX
53323:2001)
Válvulas(UNE-EN
1074:2000)
2,5 2,5 (2,5)(3,2)
4 (4)(5)
6 6 6 (6) 6 66,3
(7,5)(8) (8)
10 10 10 10 10 (10) 10 10(12,5) (12,5) 12,5 (12,5)
16 16 16 16 16 16 16 1620 (20) (20) 20 20
25 25 25 (25) 25 25 25 25(32) 32
40 40 4050
63100 100
150250420
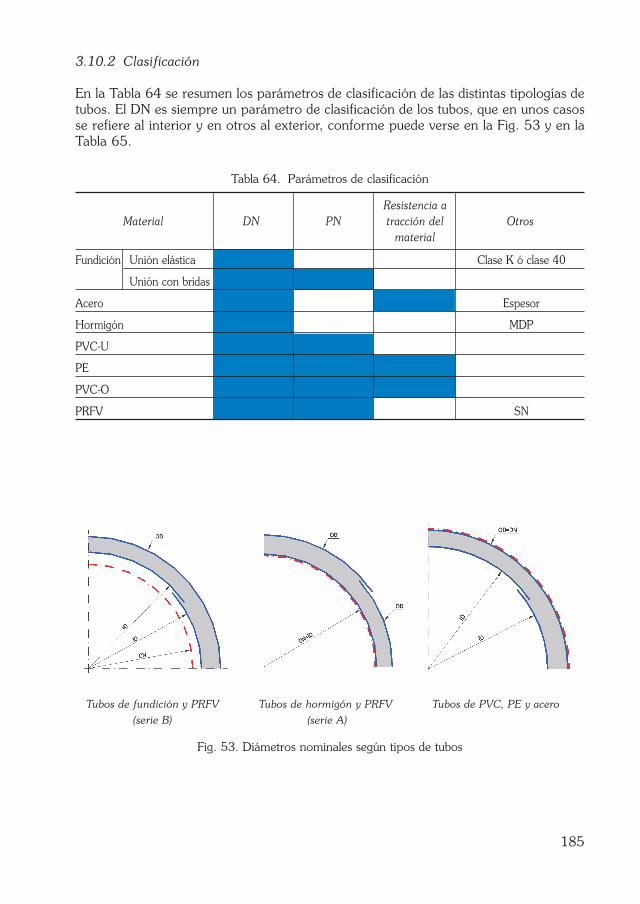
185
3.10.2 Clasificación
En la Tabla 64 se resumen los parámetros de clasificación de las distintas tipologías detubos. El DN es siempre un parámetro de clasificación de los tubos, que en unos casosse refiere al interior y en otros al exterior, conforme puede verse en la Fig. 53 y en laTabla 65.
Tabla 64. Parámetros de clasificación
Material DN PNResistencia atracción del
materialOtros
Fundición Unión elástica Clase K ó clase 40
Unión con bridas
Acero Espesor
Hormigón MDP
PVC-U
PE
PVC-O
PRFV SN
Tubos de fundición y PRFV Tubos de hormigón y PRFV Tubos de PVC, PE y acero
(serie B) (serie A)
Fig. 53. Diámetros nominales según tipos de tubos

186
Tabla 65. Diámetros nominales según tipos de tubos
Tipo de tubo DN ID OD
Metálicos Fundición Interior Variable Fijo
Acero Exterior Variable Fijo
Hormigón Interior Fijo Variable
Plásticos PVC-U Exterior Variable Fijo
PE Exterior Variable Fijo
PVC-O Exterior Variable Fijo
PRFV (Serie A) Interior Fijo Variable
PRFV (Series B) Interior Variable Fijo
Puede observarse cómo no hay apenas dos tipologías de tubos que se clasifiquende la misma manera, si bien el DN es siempre un parámetro preceptivo, siendolos restantes variables según los casos (PN, resistencia del material, etc.).
Debe además recordarse que el propio concepto de DN es también variable segúnel tipo de tubo de que se trate, conforme se describe en los respectivos capítulosde este documento.
En los tubos de fundición, el DN se refiere "aproximadamente" al interior y eldiámetro exterior es fijo para cada DN, variando el diámetro interior real alhacerlo el espesor del tubo (son posibles distintos espesores para un mismodiámetro según la resistencia que tenga el tubo).
En los tubos de hormigón, el DN es el interior, y las variaciones de espesor paraun mismo DN suponen modificar el diámetro exterior.
En los tubos de acero, PVC-U y PE, ocurre justo lo contrario, el DN es el exteriory las variaciones de espesor para un determinado DN implican modificar eldiámetro interior.
En los tubos de PRFV, por último, se pueden seguir bien los criterios de los tubosde fundición o de los de hormigón según sea la serie de fabricación.
3.10.3 Características físicas y mecánicas
En los tubos destinados a transportar agua a presión, la característica mecánica que cobramayor importancia es la resistencia mínima a la tracción, Rm, de la que, en primer lugar,hay que destacar que su propio concepto es variable, una vez más, de unos tubos a otros,si bien en cualquier caso subyace como concepto de fondo el de aquel valor que deja fuerade servicio al material de la tubería para seguir resistiendo solicitaciones (tracciones).
187
A su vez, sobre esta resistencia mínima a la tracción (Rm) se aplica el oportuno coeficientede seguridad (C) para así obtener la resistencia admisible a la que se permite trabajar atracción a dicho material.
La adopción de un coeficiente de seguridad tiene diferentes misiones. En primerlugar, garantizar que las tuberías, dimensionadas correctamente en función de laspropiedades de sus materiales constitutivos, ofrezcan un margen de seguridad. Elcoeficiente de seguridad, además, debe tener en cuenta los esfuerzos adicionalesincontrolables que pueden producirse durante el servicio, tales como sobrepre-siones instantáneas, tensiones térmicas, etc.
En cualquier caso, los valores de los coeficientes de seguridad adoptados en estaGuía Técnica son los previstos en las respectivas normas de producto. Dichos coe-ficientes de seguridad son variables de unos materiales a otros, según suspropiedades, conforme puede verse en la Fig. 54.
Debe aclararse, no obstante, que el coeficiente de seguridad no se define exacta-mente de la misma manera en todos los materiales (en fundición o acero, por ejem-plo, es una relación directa con su resistencia, mientras que en los materiales ter-moplásticos, dicha resistencia está basada en una formulación estadística) por lo quelos valores de la Fig. 54 no serían perfectamente comparables o equivalentes.
Además, en rigor, el coeficiente de seguridad no debería depender solo del mate-rial, sino también del uso al que esté destinada la tubería (y también incluso deltipo de instalación, cargas exteriores a que vaya a estar sometida la tubería,asientos diferenciales futuros, posibles movimientos del terreno como conse-cuencia de apertura de zanjas paralelas, etc).
De esta manera, el coeficiente de seguridad habría de ser el resultado de un análi-sis de optimización que tuviera en cuenta el incremento de coste debido al coe-ficiente de seguridad adoptado frente a la disminución que se obtendría en losdaños causados por los fallos esperados, de manera que, como se ha indicado,en puridad, sería variable según el uso al que vaya a estar destinada la tubería(los posibles daños en un abastecimiento son mayores que en un regadío, pero elcoste de la tubería es el mismo, lo que implicaría coeficientes de seguridad mayo-res en el primer caso que en el segundo).
Ese era, por ejemplo, el espíritu seguido en la antigua normalización de las tuberíasde fibrocemento, a las cuáles el MOPU las exigía un coeficiente de seguridad de 4para los abastecimientos, mientras que el Ministerio de Agricultura adoptaba uncoeficiente de seguridad de sólo 3 cuando fueran destinadas al regadío.
Lo cierto es que las respectivas normas de producto establecen un coeficiente deseguridad para cada material independientemente del uso al que vaya a estardestinada la tubería.
Ello es debido, probablemente, a lo dificultoso que resulta la valoración económi-ca de los daños causados por posibles fallos, además de por simplificar en lo posi-

188
En los tubos de acero y fundición, puede distinguirse entre el límite elástico Le, min (el valorque produce una deformación permanente del 0,2%) y la propia resistencia a la traccióndel material Rm (el valor que produce la rotura, es decir la fragmentación de los cristales.No se corresponde con la rotura física del material, ya que, rotos los cristales, la tensiónnecesaria para separar en dos el material es menor –sería la conocida como tensión últi-ma–). En los tubos de fundición el C se aplica sobre la resistencia mínima a la tracción yen los de acero, en general, sobre el límite elástico.
En los tubos de PVC y PE, Rm se corresponde, aproximadamente, con el concepto deLCL (el valor de la tensión que a 20°C y a 50 años resiste el material con un nivel deconfianza no menor del 97,5%). En los tubos de PRFV, Rm se refiere a la resistencia atracción circunferencial de la parte estructural del tubo a largo plazo, σr,50. En los tubosde hormigón armado y pretensado, dada su heterogeneidad, este concepto pierde suinterés práctico. En la Fig 54 se representan los valores habituales de todo ello.
Fig. 54. Resistencia a la tracción y valores habituales del coeficiente de seguridad Cen los distintos materiales
0
1
2
3
4
Fund
ició
n
Ace
ro
PV
C-U PE
PV
C-O
PR
FV
C
0 100 200 300 400 500
Fundición
Acero
PVC-U
PE
PVC-0
PRFV
Resistencia a la tracción (N/mm2 )
Resistencia de cálculo
Resistencia mínima del material
ble el uso de las tuberías, ya que una estricta política encaminada a fijar los coe-ficientes de seguridad en función tanto del material como del uso al que esté des-tinada crearía, sin duda, dificultades adicionales al sector.
Sólo habría quizás una excepción a lo anterior que es para el dimensionamientode los tubos de PVC-U y de PE, en el que el informe UNE 53331:1997 IN prevéun C que sí depende del uso al que vaya a estar sometida la tubería. En concre-to, los valores establecidos son (ver apartado 4.2.5) 2,5 para los "casos generales"y 2,0 para los "casos especiales" (sin amenaza de capa freática o fallos con con-secuencias económicas poco importantes).
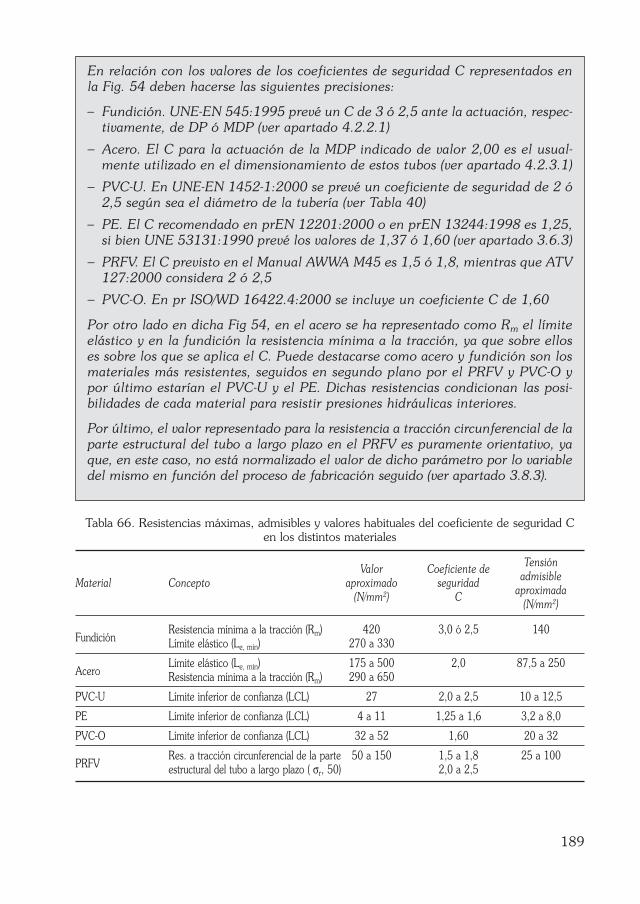
189
Tabla 66. Resistencias máximas, admisibles y valores habituales del coeficiente de seguridad Cen los distintos materiales
Valor Coeficiente de Tensión
Material Concepto aproximado seguridad admisible
(N/mm2) C aproximada(N/mm2)
FundiciónResistencia mínima a la tracción (Rm) 420 3,0 ó 2,5 140Límite elástico (Le, min) 270 a 330
AceroLímite elástico (Le, min) 175 a 500 2,0 87,5 a 250Resistencia mínima a la tracción (Rm) 290 a 650
PVC-U Límite inferior de confianza (LCL) 27 2,0 a 2,5 10 a 12,5
PE Límite inferior de confianza (LCL) 4 a 11 1,25 a 1,6 3,2 a 8,0
PVC-O Límite inferior de confianza (LCL) 32 a 52 1,60 20 a 32
PRFVRes. a tracción circunferencial de la parte 50 a 150 1,5 a 1,8 25 a 100estructural del tubo a largo plazo ( σr, 50) 2,0 a 2,5
En relación con los valores de los coeficientes de seguridad C representados enla Fig. 54 deben hacerse las siguientes precisiones:
– Fundición. UNE-EN 545:1995 prevé un C de 3 ó 2,5 ante la actuación, respec-tivamente, de DP ó MDP (ver apartado 4.2.2.1)
– Acero. El C para la actuación de la MDP indicado de valor 2,00 es el usual-mente utilizado en el dimensionamiento de estos tubos (ver apartado 4.2.3.1)
– PVC-U. En UNE-EN 1452-1:2000 se prevé un coeficiente de seguridad de 2 ó2,5 según sea el diámetro de la tubería (ver Tabla 40)
– PE. El C recomendado en prEN 12201:2000 o en prEN 13244:1998 es 1,25,si bien UNE 53131:1990 prevé los valores de 1,37 ó 1,60 (ver apartado 3.6.3)
– PRFV. El C previsto en el Manual AWWA M45 es 1,5 ó 1,8, mientras que ATV127:2000 considera 2 ó 2,5
– PVC-O. En pr ISO/WD 16422.4:2000 se incluye un coeficiente C de 1,60
Por otro lado en dicha Fig 54, en el acero se ha representado como Rm el límiteelástico y en la fundición la resistencia mínima a la tracción, ya que sobre elloses sobre los que se aplica el C. Puede destacarse como acero y fundición son losmateriales más resistentes, seguidos en segundo plano por el PRFV y PVC-O ypor último estarían el PVC-U y el PE. Dichas resistencias condicionan las posi-bilidades de cada material para resistir presiones hidráulicas interiores.
Por último, el valor representado para la resistencia a tracción circunferencial de laparte estructural del tubo a largo plazo en el PRFV es puramente orientativo, yaque, en este caso, no está normalizado el valor de dicho parámetro por lo variabledel mismo en función del proceso de fabricación seguido (ver apartado 3.8.3).
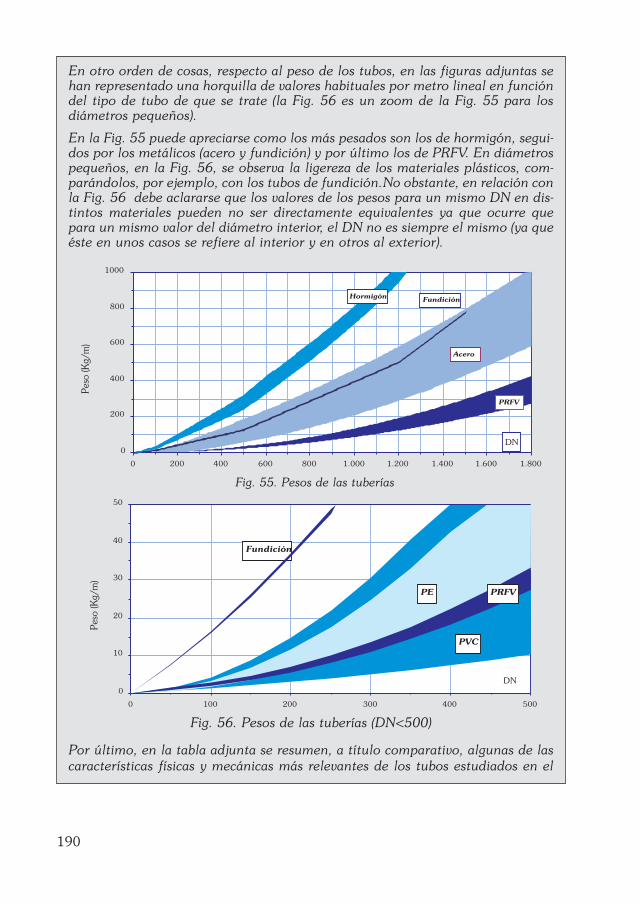
190
En otro orden de cosas, respecto al peso de los tubos, en las figuras adjuntas sehan representado una horquilla de valores habituales por metro lineal en funcióndel tipo de tubo de que se trate (la Fig. 56 es un zoom de la Fig. 55 para losdiámetros pequeños).
En la Fig. 55 puede apreciarse como los más pesados son los de hormigón, segui-dos por los metálicos (acero y fundición) y por último los de PRFV. En diámetrospequeños, en la Fig. 56, se observa la ligereza de los materiales plásticos, com-parándolos, por ejemplo, con los tubos de fundición.No obstante, en relación conla Fig. 56 debe aclararse que los valores de los pesos para un mismo DN en dis-tintos materiales pueden no ser directamente equivalentes ya que ocurre quepara un mismo valor del diámetro interior, el DN no es siempre el mismo (ya queéste en unos casos se refiere al interior y en otros al exterior).
Fig. 55. Pesos de las tuberías
Fig. 56. Pesos de las tuberías (DN<500)
Por último, en la tabla adjunta se resumen, a título comparativo, algunas de lascaracterísticas físicas y mecánicas más relevantes de los tubos estudiados en el
PVC
PE PRFV
Fundición
0
10
20
30
40
50
0 100 200 300 400 500
DN
Peso
(Kg/
m)
PRFV
Acero
Fundición
0
200
400
600
800
1000
0 200 400 600 800 1.000 1.200 1.400 1.600 1.800
DN
Peso
(Kg/
m)
Hormigón

191
3.10.4 Dimensiones
En las figuras adjuntas se representan comparativamente las principales dimensiones delos tubos estudiados (diámetros, longitudes y espesores).
Respecto a los diámetros nominales, en primer lugar, los posibles rangos de valores sonlos que se indican a continuación (UNE-EN 805:2000), según DN se refiera al ID (DN/ID)o al OD (DN/OD), detallándose en cada capítulo la serie de valores normalizada paracada tipo de tubo.
DN/IN: 20, 30, 40, 50, 60, 65, 80, 100, 125, 150, 200, 250, 300, 350, 400, 450, 500,600, 700, 800, 900, 1.000, 1.100, 1.200, 1.250, 1.300, 1.400, 1.500, 1.600, 1.800,2.000, 2.100, 2.200, 2.400, 2.500, 2.600, 2.800, 3.000, 3.200, 3.500, 4.000
DN/OD: 25, 32, 40, 50, 63, 75, 90, 110 ,125, 160, 180, 200, 225, 250, 280, 315,355, 400, 450, 500, 630, 710, 800, 900, 1.000, 1.100, 1.200, 1.250, 1.300, 1.400,1.500, 1.600, 1.800, 2.000, 2.100, 2.200, 2.400, 2.500, 2.600, 2.800, 3.000,3.200, 3.500, 4.000
presente documento (en los tubos de materiales plásticos, cuando figuran dosvalores para la densidad o el módulo de elasticidad, debe entenderse que elmenor es en el largo plazo y el mayor en el corto plazo).
Tabla 67. Características físicas y mecánicas de los tubos
Característica Fund. Acero Hormigón PVC-U PE PRFV
Densidad (kg/m3) 7.050 7.850 1.350-1.460 > 930
Módulo de elasticidad, E (N/mm2) 1,7x105 2,1x105 2x104-4x104 1.750-3.000 150-1.000 104-3,9x104
Alargamiento en rotura, Amin (%) 5-10 10-24 80 > 350
Coeficiente dilatación (m/m °C-1) 1,2x10-5 1,2x10-5 1,2x10-5 8x10-5 22-23x10-5
Eje
mplo
22 En relación con la no equivalencia directa de los pesos de las tuberías de la Fig.
56 y de la Fig. 55, por ejemplo, si lo que se necesita es una tubería de 580 mmde diámetro interior real, en unos casos hará falta una tubería de DN 600 (fundi-ción, por ejemplo), y en otros de DN 630 (PE, por ejemplo). Por tanto, una tuberíade DN 600 en fundición sería el equivalente a una de DN 630 en plásticos.
Otras normas, no obstante, especifican series normalizadas de DN algo diferen-tes. Por ejemplo, la norma UNE-EN ISO 6708:1996, cuyo objeto es expresa-mente la definición del DN, establece los siguientes valores preferentes del DN:
10, 15, 20, 25, 32, 40, 50, 60, 65, 80, 100, 125, 150, 200, 250, 300, 350, 400,450, 500, 600, 700, 800, 900, 1.000, 1.100, 1.200, 1.400, 1.500, 1.600,1.800, 2.000, 2.200, 2.400, 2.600, 2.800, 3.000, 3.200, 3.400, 3.600, 3.800,4.000
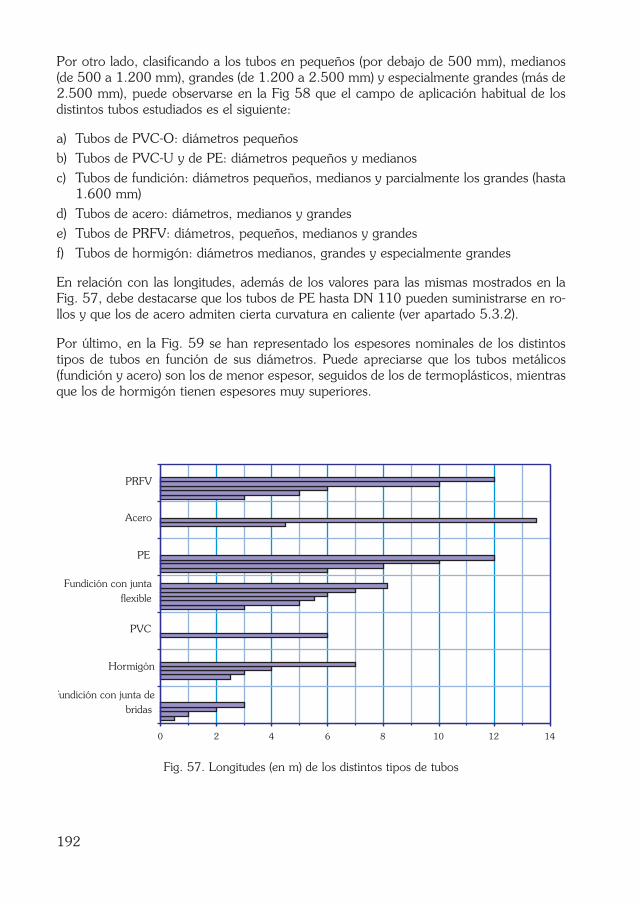
192
Por otro lado, clasificando a los tubos en pequeños (por debajo de 500 mm), medianos(de 500 a 1.200 mm), grandes (de 1.200 a 2.500 mm) y especialmente grandes (más de2.500 mm), puede observarse en la Fig 58 que el campo de aplicación habitual de losdistintos tubos estudiados es el siguiente:
a) Tubos de PVC-O: diámetros pequeños
b) Tubos de PVC-U y de PE: diámetros pequeños y medianos
c) Tubos de fundición: diámetros pequeños, medianos y parcialmente los grandes (hasta1.600 mm)
d) Tubos de acero: diámetros, medianos y grandes
e) Tubos de PRFV: diámetros, pequeños, medianos y grandes
f) Tubos de hormigón: diámetros medianos, grandes y especialmente grandes
En relación con las longitudes, además de los valores para las mismas mostrados en laFig. 57, debe destacarse que los tubos de PE hasta DN 110 pueden suministrarse en ro-llos y que los de acero admiten cierta curvatura en caliente (ver apartado 5.3.2).
Por último, en la Fig. 59 se han representado los espesores nominales de los distintostipos de tubos en función de sus diámetros. Puede apreciarse que los tubos metálicos(fundición y acero) son los de menor espesor, seguidos de los de termoplásticos, mientrasque los de hormigón tienen espesores muy superiores.
Fig. 57. Longitudes (en m) de los distintos tipos de tubos
0 2 4 6 8 10 12 14
Fundición con junta debridas
Hormigón
PVC
Fundición con juntaflexible
PE
Acero
PRFV

193
0
100
200
300
400
500
600
700
800
900
1.000
1.100
1.200
1.300
1.400
1.500
1.600
1.700
1.800
1.900
2.000
2.100
2.200
2.300
2.400
2.500
2.600
2.700
2.800
2.900
3.000
3.100
3.200
3.300
3.400
3.500
3.600
3.700
3.800
3.900
4.000
Hormigón Acero PRFV Fundición PE PVC-U PVC-O
Diámetros normalizados en UNE-EN y utilizados habitualmente
Tubos pequeños
Tubos medianos
Tubos grandes
Tubos especialmente grandes
Diámetros normalizados en UNE-EN , pero no empleados habitualmente
Diámetros normalizados en otras normas de uso infrecuente

Fig. 58. Diámetros (en mm) de los distintos tipos de tubos
Fig.59. Espesores normalizados en normas UNE-EN, prEN ó prISO (en mm) en los distintos tipos de tubos
A efectos de equivalencia entre los diámetros de tuberías de distintos diámetros, en elAnexo A del proyecto de norma CEN/TC 203 wi015:2001 se incluyen las relacionesque se muestran en la Tabla 68.
Tabla 68. Diámetros exteriores de tuberías según distintas normas (CEN/TC 203 wi015)
Fundición gris
Fundición dúctil Acero PVC-U PE
UNE-EN 545:1995IDIN 2458:1981
prEN 12201:2000ISO 2531:1998
DIN 2448:1981 ISO 559:1991 UNE-EN 1452:2000prEN 13224:1998
prEN 10224:1998
DN OD DN OD DN=OD DN=OD DN=OD DN=OD
40 56 40 56 44,5 48,3 50 5050 66 50 66 57 60,3 63 6360 79 60 77 76,1 75 7565 82 65 82 76,170 8680 98 80 98 88,9 88,9 90 9090 107100 118 100 118 108 114,3 110 110
125 125
0
20
40
60
80
100
120
140
160
0 500 1.000 1.500 2.000 2.500
espe
sor
(mm
)Clase 40Clase K9Clase K10
0
20
40
60
80
100
120
140
160
0
20
40
60
80
100
120
140
160
0 500 1.000 1.500 2.000 2.500
espe
sor
mín
imo
(mm
)THAsCChTHAcCChTHPsCChTHPcCCh
espe
sor
(mm
)
0
20
40
60
80
100
120
140
160
0 500 1.000 1.500 2.000 2.500
espesor mínimo
espesor máximo
0 500 1.000 1.500 2.000 2.500
S 20 S 12,5
S 10 S 8
S 6,3 S 5
S 3,2 S 2,5
espe
sor
(mm
)
194
Tubos de fundición Tubos de acero
Tubos de PVC-U, PVC-O y PE Tubos de Hormigón

Tabla 68 (Cont.). Diámetros exteriores de tuberías según distintas normas (CEN/TC 203 wi015)
Fundición gris
Fundición dúctil Acero PVC-U PE
UNE-EN 545:1995IDIN 2458:1981
prEN 12201:2000ISO 2531:1998
DIN 2448:1981 ISO 559:1991 UNE-EN 1452:2000prEN 13224:1998
prEN 10224:1998
DN OD DN OD DN=OD DN=OD DN=OD DN=OD
125 144 125 144 133 139,7 140 140150 170 150 170 159 168,3 160 160175 197 180 180200 222 200 222 216 219,1 200 200225 245 225 225250 274 250 274 267 273 250 250275 296 280 280300 326 300 326 318 323,9 315 315350 378 350 378 368 355,6 355 355400 429 400 429 419 406,4 400 400450 480 450 480 450 450500 532 500 532 521 508 500 500
560 560600 635 600 635 610 610 630 630
3.10.5 Uniones
Resumidamente, en la tabla adjunta se representan los sistemas de unión habituales entrelos distintos tipos de tubos posibles.
195
Uniones flexibles Uniones rígidas
Elástica Manguito Soldada Bridas
FundiciónAceroHormigónPVC-UPEPVC-OPRFV
Tabla 69. Uniones según el tipo de tubo
Las uniones a que hace referencia la anterior Tabla 69 es a las relativas entretubos. En uniones entre tubos y piezas especiales (o con válvulas) es muy fre-cuente, en cualquier tipo de material, utilizar uniones mediante bridas.
197
4. Dimensionamiento de la tubería
En el presente capítulo se establecen unas directrices básicas para el necesario dimensio-namiento hidráulico y mecánico de cualquier tubería.
Estas directrices hay que entenderlas como de aplicación para las instalaciones habitua-les, por lo que los casos singulares (como, por ejemplo, las impulsiones de las estacionesde bombeo o las tuberías forzadas de los aprovechamientos hidroeléctricos, o, en gene-ral, cualquier instalación que exceda lo usual, bien sea por el tamaño de la tubería, por eltipo de apoyo, por las condiciones del relleno o por cualquier otra singularidad) requeri-rán cálculos adicionales que complementen lo expuesto en este capítulo.
Además, es preciso recordar que, aunque este documento tenga por objeto el estableci-miento de unas recomendaciones sobre tuberías para el transporte de agua a presión(recomendaciones que exceden al propio tubo como tal, incluyendo aspectos relativos alcálculo hidráulico, mecánico, instalación, rehabilitación, etc.), el mismo no es ni unmanual de hidráulica ni de cálculo mecánico o de resistencia de materiales, en el sentidoestricto de los términos.
Ello quiere decir que aspectos de detalle relativos tanto al cálculo hidráulico o mecánicode las tuberías (sobrepresiones debidas al golpe de ariete, cálculo de redes malladas, deter-minación del estado tensional en las paredes del tubo, etc.) requerirán de la consulta detextos especializados en la materia (ver bibliografía), habida cuenta que en este docu-mento solo se establecen una serie de pautas o criterios generales al respecto.
En cualquier caso, tanto los cálculos hidráulicos como los mecánicos, habitualmente, serealizarán mediante la ayuda de un ordenador, debiendo en estos casos, especificar en elrespectivo anejo de cálculo la identificación, objeto y campo de aplicación del programautilizado.
Además, el listado de datos que se acompañe debe contener tanto los datos introducidospor el proyectista como los generados por el propio programa, debiendo el listado de sali-da definir claramente los resultados necesarios para justificar adecuadamente la soluciónadoptada. En cualquier caso, todos los listados en forma tabular que se adjunten debenllevar en su encabezamiento la notación y unidades para cada magnitud considerada,debiendo repetirse dicho encabezamiento en cada página distinta.

198
El dimensionamiento hidráulico de una tubería tiene por objeto principal ladeterminación del diámetro de la misma.
Se trata de una cuestión compleja cuyos condicionantes básicos de diseño son elcaudal requerido y la presión exigida en los terminales de la red.
Es evidente que dichos condicionantes dejan el problema abierto, sin soluciónúnica, permitiendo un gran número posible de diseños.
Por lo tanto, en realidad, se trata de un problema de optimización en el que, ade-más de los condicionantes básicos de diseño (caudales y presiones) intervienenotros factores, entre otros la velocidad de diseño o las pérdidas de carga (conti-nuas y localizadas), y, en el fondo, las características de los materiales de la red(rugosidad y coste, básicamente).
Además, la cuestión es aún más compleja en el caso de las redes malladas queen las ramificadas, ya que en las primeras no quedan definidos a priori los cau-dales que circulan por cada tramo.
Por todo ello, debe insistirse en que esta Guía Técnica no pretende más que esta-blecer unas pautas generales para dicho dimensionamiento en lo relativo al cál-culo de pérdidas de carga, sobrepresiones debidas al golpe de ariete o velocida-des máximas de diseño, debiendo consultarse los textos clásicos de hidráulicapara su completo diseño (Granados, 1986; Liria, 1995; Universidad Politécnicade Valencia, 1996; etc.).
En cualquier caso, las ecuaciones que rigen el movimiento permanente en tube-rías son la de continuidad:
Q = A1 v1 = A2 v2
AID
4ii2
= Π
4.1. Cálculo hidráulico
En cualquier proyecto de conducciones para el transporte de agua a presión debe figurarel oportuno dimensionamiento hidráulico de la tubería.
4.1.1 Consideraciones generales
A los efectos de este apartado, y en general a los del cálculo hidráulico de la tubería, siem-pre que se hagan referencias genéricas al diámetro de una conducción, debe entenderseque se trata del diámetro interior, ya que es el que condiciona la capacidad de transportede la tubería.
Las redes de distribución deben ser, en la medida de lo posible, de diseño mallado, dis-poniendo de mecanismos adecuados que permitan su cierre por sectores. Las conduc-ciones de transporte en alta, por el contrario, suelen ser de diseño ramificado.
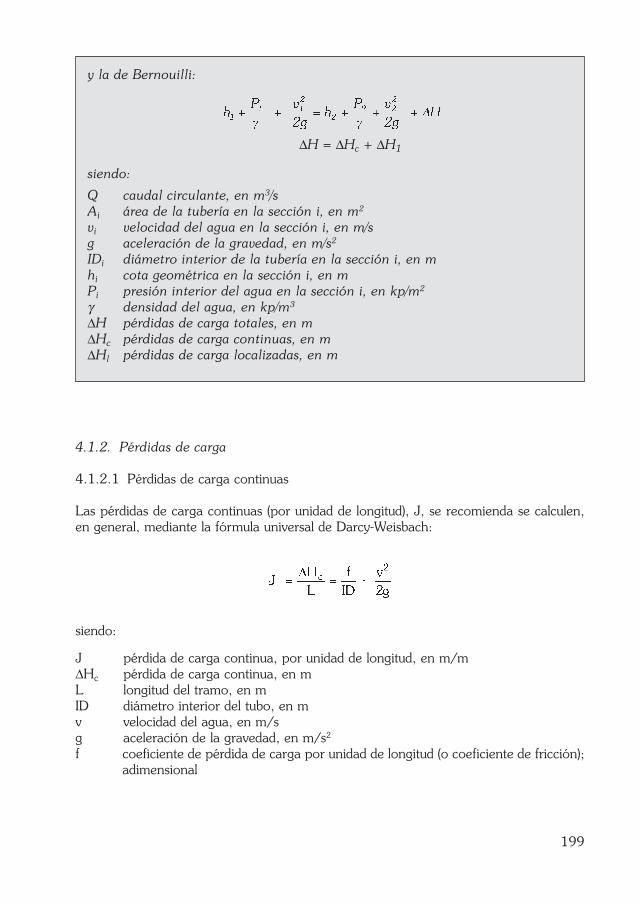
4.1.2. Pérdidas de carga
4.1.2.1 Pérdidas de carga continuas
Las pérdidas de carga continuas (por unidad de longitud), J, se recomienda se calculen,en general, mediante la fórmula universal de Darcy-Weisbach:
siendo:
J pérdida de carga continua, por unidad de longitud, en m/m∆Hc pérdida de carga continua, en mL longitud del tramo, en mID diámetro interior del tubo, en mv velocidad del agua, en m/sg aceleración de la gravedad, en m/s2
f coeficiente de pérdida de carga por unidad de longitud (o coeficiente de fricción);adimensional
199
y la de Bernouilli:
∆H = ∆Hc + ∆H1
siendo:
Q caudal circulante, en m3/sAi área de la tubería en la sección i, en m2
vi velocidad del agua en la sección i, en m/sg aceleración de la gravedad, en m/s2
IDi diámetro interior de la tubería en la sección i, en mhi cota geométrica en la sección i, en mPi presión interior del agua en la sección i, en kp/m2
γ densidad del agua, en kp/m3
∆H pérdidas de carga totales, en m∆Hc pérdidas de carga continuas, en m∆Hl pérdidas de carga localizadas, en m

En general, independientemente de cual sea la rugosidad hidráulica de la tubería, el cál-culo del coeficiente de pérdida de carga por unidad de longitud, f, puede realizarsemediante la expresión de Colebrook-White (1939):
También en cualquier caso (bien sean tuberías hidráulicamente lisas, rugosas o semirugo-sas), puede emplearse el ábaco de Moody (1944) para la determinación gráfica del coe-ficiente de pérdida de carga por unidad de longitudinal (f), el cual puede encontrarse encualquier publicación especializada en la materia (Lencastre, 1987; Osuna, 1986; etc.).
La fórmula de Colebrook-White es del tipo implícito y requiere de un proceso iterativopara su resolución, lo que dificulta su empleo rápido, si bien en la actualidad, es fácil-mente resoluble con cualquier ordenador personal.
Alternativamente a la expresión de Colebrook-White puede emplearse la expresiónexplícita de Prabhata K. Swamee y Akalank K. Jain, PSAK (1976), la cual arroja resul-tados muy similares, y es de más fácil aplicación, pues no requiere de proceso iterativoalguno para su resolución:
Además de lo anterior, en particular, en función de cual sea la rugosidad hidráulica de latubería, pueden seguirse los siguientes criterios:
a) Tuberías hidráulicamente rugosas. Son aquellas en las que se cumple la siguientecondición:
Re número de Reynolds (adimensional):
νc viscosidad cinemática, en m2/s (1,01 x10-6, para el agua a 20°C)k rugosidad equivalente de Nikuradse de la tubería, en m
fK
ID f
=
+
0 25
3 712 51
2
,
log,
,
Re
fK
ID
=
+
,
log,
,
Re ,
0 25
3 715 74
0 9
2
Re > 200 ID
k f
Re = v ID
cν
fK
ID f
=
+
0 25
3 712 51
2
,
log,
,
Re
fK
ID
=
+
,
log,
,
Re ,
0 25
3 715 74
0 9
2
Re > 200 ID
k f
Re = v ID
cν
fK
ID f
=
+
0 25
3 712 51
2
,
log,
,
Re
fK
ID
=
+
,
log,
,
Re ,
0 25
3 715 74
0 9
2
Re > 200 ID
k f
Re = v ID
cν
fK
ID f
=
+
0 25
3 712 51
2
,
log,
,
Re
fK
ID
=
+
,
log,
,
Re ,
0 25
3 715 74
0 9
2
Re > 200 ID
k f
Re = v ID
cν
200
fK
ID f
=
+
0 25
3 712 51
2
,
log,
,
Re
fK
ID
=
+
,
log,
,
Re ,
0 25
3 715 74
0 9
2
Re > 200 ID
k f
Re = v ID
cν
fK
ID f
=
+
0 25
3 712 51
2
,
log,
,
Re
fK
ID
=
+
,
log,
,
Re ,
0 25
3 715 74
0 9
2
Re > 200 ID
k f
Re = v ID
cν
fK
ID f
=
+
0 25
3 712 51
2
,
log,
,
Re
fK
ID
=
+
,
log,
,
Re ,
0 25
3 715 74
0 9
2
Re > 200 ID
k f
Re = v ID
cν
fK
ID f
=
+
0 25
3 712 51
2
,
log,
,
Re
fK
ID
=
+
,
log,
,
Re ,
0 25
3 715 74
0 9
2
Re > 200 ID
k f
Re = v ID
cν
fK
ID f
=
+
0 25
3 712 51
2
,
log,
,
Re
fK
ID
=
+
,
log,
,
Re ,
0 25
3 715 74
0 9
2
Re > 200 ID
k f
Re = v ID
cν
fK
ID f
=
+
0 25
3 712 51
2
,
log,
,
Re
fK
ID
=
+
,
log,
,
Re ,
0 25
3 715 74
0 9
2
Re > 200 ID
k f
Re = v ID
cν
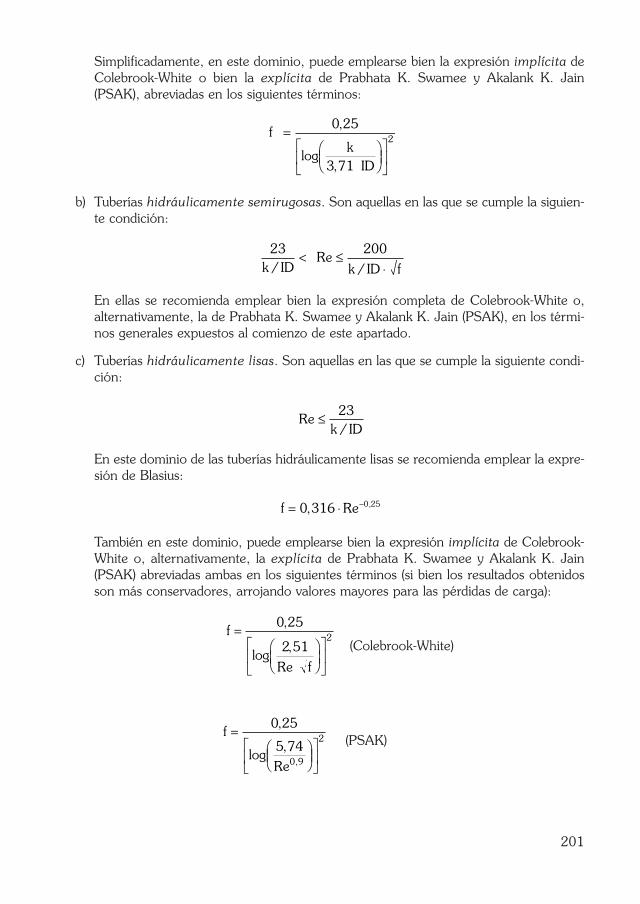
201
Simplificadamente, en este dominio, puede emplearse bien la expresión implícita deColebrook-White o bien la explícita de Prabhata K. Swamee y Akalank K. Jain(PSAK), abreviadas en los siguientes términos:
b) Tuberías hidráulicamente semirugosas. Son aquellas en las que se cumple la siguien-te condición:
En ellas se recomienda emplear bien la expresión completa de Colebrook-White o,alternativamente, la de Prabhata K. Swamee y Akalank K. Jain (PSAK), en los térmi-nos generales expuestos al comienzo de este apartado.
c) Tuberías hidráulicamente lisas. Son aquellas en las que se cumple la siguiente condi-ción:
En este dominio de las tuberías hidráulicamente lisas se recomienda emplear la expre-sión de Blasius:
También en este dominio, puede emplearse bien la expresión implícita de Colebrook-White o, alternativamente, la explícita de Prabhata K. Swamee y Akalank K. Jain(PSAK) abreviadas ambas en los siguientes términos (si bien los resultados obtenidosson más conservadores, arrojando valores mayores para las pérdidas de carga):
(Colebrook-White)
(PSAK)
fk
ID
,
log,
=
0 25
3 71
2
23 200k ID k ID f/
Re/
< ≤⋅
Re/
≤ 23k ID
f = ⋅ −0 316 0 25, Re ,
f
f
=
0 25
2 512
,
log,
Re
f =
0 25
5 740 9
2
,
log,
Re ,
fk
ID
,
log,
=
0 25
3 71
2
23 200k ID k ID f/
Re/
< ≤⋅
Re/
≤ 23k ID
f = ⋅ −0 316 0 25, Re ,
f
f
=
0 25
2 512
,
log,
Re
f =
0 25
5 740 9
2
,
log,
Re ,
fk
ID
,
log,
=
0 25
3 71
2
23 200k ID k ID f/
Re/
< ≤⋅
Re/
≤ 23k ID
f = ⋅ −0 316 0 25, Re ,
f
f
=
0 25
2 512
,
log,
Re
f =
0 25
5 740 9
2
,
log,
Re ,
fk
ID
,
log,
=
0 25
3 71
2
23 200k ID k ID f/
Re/
< ≤⋅
Re/
≤ 23k ID
f = ⋅ −0 316 0 25, Re ,
f
f
=
0 25
2 512
,
log,
Re
f =
0 25
5 740 9
2
,
log,
Re ,
fk
ID
,
log,
=
0 25
3 71
2
23 200k ID k ID f/
Re/
< ≤⋅
Re/
≤ 23k ID
f = ⋅ −0 316 0 25, Re ,
f
f
=
0 25
2 512
,
log,
Re
f =
0 25
5 740 9
2
,
log,
Re ,
fk
ID
,
log,
=
0 25
3 71
2
23 200k ID k ID f/
Re/
< ≤⋅
Re/
≤ 23k ID
f = ⋅ −0 316 0 25, Re ,
f
f
=
0 25
2 512
,
log,
Re
f =
0 25
5 740 9
2
,
log,
Re ,

En la Fig. 60 se han representado los valores que alcanzan las pérdidas de carga conti-nuas en el caso de emplear la fórmula de Prabhata K. Swamee y Akalank K. Jain (PSAK)para distintos diámetros y rugosidades, correspondientes a los casos de tuberías hidráuli-camente semirugosas o rugosas, que son los habituales en las tuberías para el transportede agua a presión de uso normal.
202
En cualquiera de las expresiones anteriores, debe tenerse la precaución de que larugosidad ha de ir en m (en el caso de que el ID también se exprese en m), si bienlo habitual es referirse a dicha rugosidad con unidades de mm.
El dominio de las tuberías hidráulicamente lisas, rugosas o semirugosas es con-forme a lo propuesto por la Universidad de Navarra (www.esi.unav.es). No obs-tante, en el caso de diámetros medianos y grandes, lo más habitual es estar enel dominio de las tuberías hidráulicamente rugosas.
La génesis de las expresiones recomendadas en este apartado de Colebrook-White o Blaius son fácilmente encontrables en cualquier manual clásico dehidráulica. A la expresión abreviada de Colebrook-White empleada en el campode las tuberías lisas se la conoce como fórmula de Karman Nikuradse.
La expresión PSAK ha sido desarrollada por los ingenieros Prabhata K. Swameey Akalank K. Jain, ambos de la Universidad de Roorkee (India) y su demostraciónfigura, por ejemplo, en el Journal of the Hydraulics División, mayo 1976, pp658-664.
Por lo exacto de los resultados obtenidos de la aplicación de la misma respectoa la fórmula de Colebrook-White, algunos especialistas (Santos et al., 1986a;Vallarino, 2000) la incluyen como expresión recomendada para el cálculo de laspérdidas de carga continuas.
Eje
mplo
23
Por aplicación bien de la formulación de Prabhata K. Swamee y Akalank K.Jain (PSAK) expresada en este apartado, o por los resultados de la mismarepresentados en la Fig 60, una tubería de ID 1.000 mm, con rugosidadabsoluta k=0,10 mm, transportando un caudal de 1.250 l/s sufrirá unapérdida de carga continua por rozamiento de 0,00169 m/m.
O si la tubería fuera de ID 750 mm, rugosidad absoluta 1 mm y el caudaltransportado fuera de 800 l/s, la pérdida de carga por rozamiento resultaría0,00476 m/m.

Fig. 60. Pérdidas de carga según la fórmula de Prabhata K. Swamee y Akalank K. Jain (PSAK)
203
0,012
0,011
0,010
0,009
0,008
0,007
0,006
0,005
0,004
0,003
0,002
0,001
0,000
0 250 500 750 1.000 1.250 1.500 1.750 2.000
ID250 (k=0,05 mm)
ID500 (k=0,05 mm)
ID750 (k=0,05 mm)
ID1000 (k=0,05 mm)
ID1500 (k=0,05 mm)
ID250 (k=0,10 mm)
ID500 (k=0,10 mm)
ID750 (k=0,10 mm)
ID1000 (k=0,10 mm)
ID1500 (k=0,10 mm)
ID250 (k=1 mm)
ID500 (k=1 mm)
ID750 (k=1 mm)
ID1000 (k=1 mm)
ID1500 (k=1 mm)
Caudal (l/s)
Pér
dida
(m/m
)
204
Los valores que se adopten en el cálculo para la rugosidad son determinantes. Debentener en cuenta no solo la del propio tubo, sino también la inducida por las uniones.
Todo lo anterior corresponde al caso de la zona turbulenta del ábaco de Moody(Re>2.500), que es lo habitual en el caso de las tuberías para el transporte deagua a presión.
Por otro lado, las expresiones recomendadas de Colebrook-White, Blasius, oPSAK para el cálculo de las pérdidas de carga, son las conocidas como “fórmu-las racionales” (derivadas de la aplicación de la teoría de la hidráulica).
No obstante, además de las expresiones anteriores, existen numerosas “fórmulasempíricas” para el cálculo de las pérdidas de carga. Son, por ejemplo, las de Gan-guillet y Kutter (1869), Manning (1890), Bazin (1897), Hazen-Williams (1920),Scimemi (1925) o Scobey (1931), entre otras, si bien hay referencias hasta inclu-so del siglo XVIII (Chézy, 1765).
De todas ellas, las de Manning y Hazen-Williams son, quizás, las que más empleotienen en la práctica, si bien, no obstante, pueden presentar errores respecto alas racionales, especialmente en tuberías de paredes lisas.
En concreto, la expresión de Manning (adimensional) es la siguiente:
n coeficiente de rugosidad de ManningJ,ν,ID igual significado que para las expresiones anteriores
La expresión de Hazen-Williams, por su parte, es la siguiente:
C coeficiente de rugosidad de Hazen-WilliamsJ,ν,ID igual significado que para las expresiones anteriores
ν 0,36 C ID J0,36 0,54= ⋅ ⋅ ⋅
Efectivamente, en cualquier caso, sea cual sea la expresión que se emplee, losvalores de las rugosidades adoptados son determinantes en los resultados obte-nidos. Por ello, en su cuantificación deben tenerse en cuenta no solo el materialde la tubería, sino aspectos tales como el estado de conservación de la misma, elnúmero de uniones, de piezas especiales, etc.

205
Los textos clásicos de hidráulica suelen incluir valores de dichas rugosidades, sibien hay mucha disparidad entre unos y otros. En la Tabla 70 y en la Tabla 71se han relacionado algunos de ellos (rugosidades absolutas o de Manning), juntoa su procedencia, habiéndose representado en la Fig. 61 y en la Fig. 62 el rangode variación habitual de los mismos (descontados los casos extremos) a efectosde apreciar visualmente las diferencias de rugosidades entre los distintos tipos demateriales (los valores de rugosidad n de Manning son, en cualquier caso, unosvalores medios ya que dependen del diámetro del tubo).
En particular, en la Fig. 61 puede apreciarse la dispersión que pueden tomar losvalores de la rugosidad en los tubos de acero o en los de fundición, habida cuen-ta de los posibles revestimientos. En los demás materiales, las diferencias sonmenores. En dicha figura no se han representado los valores de la rugosidad parael hormigón, ya que los valores son especialmente variables en este caso, pudien-do alcanzar cifras muy elevadas (son habituales valores de 3 ó 4 mm, existiendoincluso algunas referencias que hablan de 20 mm), lo que distorsionaría la esca-la del dibujo.
Tabla 70. Valores de la rugosidad absoluta k (mm) según materiales y distintas fuentes
Fundición Acero Hormigón PVC PE PRFV
+ ~ – + ~ – + ~ – + ~ – + ~ – + ~ –
(a) 0,015 0,03 0,060 0,03 0,060 0,150 0,030 0,06 0,15 0,0600 0,030 0,0600,06 0,150 0,060 0,15 0,60
(b) 0,060 0,15 0,300 0,90 1,500 2,400 0,600 1,50 3,00 0,002 0,0040,30 0,600 0,900 0,400 0,50 0,600,15 0,200 0,300 0,180 0,30 0,400,06 0,100 0,150 0,150 0,30 0,500,05 0,100 0,150 0,060 0,10 0,180,01 0,060 0,300 0,015 0,03 0,06
(c) 0,500 1,000 3,000 20,0 0,010 0,00151,500 3,000 0,300 3,00
(d) 0,03 0,03 0,050 0,007
(e) 0,003 0,100 0,020 0,20 0,0002
(f) 0,0015
(g) 0,030 0,100
(h) 0,030 0,10 3,000 0,050 0,25 0,0070 0,007 0,010
(i) 0,05 0,007
(j) 0,150 0,500 0,300 4,00 0,0250 0,025
(k) 0,150 0,250 0,046 0,300 3,00
(l) 0,023
(m) 0,003 0,001
(o) 0,030 0,10

206
Tabla 70 (Cont.). Valores de la rugosidad absoluta k (mm) según materiales y distintas fuentes
Fundición Acero Hormigón PVC PE PRFV
+ ~ – + ~ – + ~ – + ~ – + ~ – + ~ –
(p) 0,250 0,600 0,06 0,080 0,300 0,50 0,0200 0,002
(q) 0,030 0,100 0,03 0,100 0,300 0,03 0,060 0,003 0,005
(r) 0,300 3,00
(s)
(t) 0,050 0,125 0,050 0,040 0,25
+ Valor mínimo de la rugosidad. Tubería en muy buen estado
− Valor máximo de la rugosidad. Tubería en muy mal estado
~ Valor intermedio
Tabla 71. Valores de la rugosidad de Manning según materiales y distintas fuentes
Fundición Acero Hormigón PVC PE PRFV
+ ~ – + ~ – + ~ – + ~ – + ~ – + ~ –
(a) 0,010 0,014 0,010 0,016 0,008 0,010 0,008 0,010 0,010
(c) 0,006 0,008 0,006 0,008
(d) 0,017 0,015 0,008 0,008
(f) 0,0110 0,009
(h) 0,013 0,017 0,008 0,011 0,013 0,017 0,009
(n) 0,0106
(o) 0,012 0,013
(r) 0,011 0,017
(a) Twort, Ratnayaka y Brandt, 2000(b) Lencastre, 1987(c) Saenger, 1997(d) Asetub, 2001(e) Liria, 1995(f) AWWA, 1980, 1985 y 1996(g) Pont a Mousson, 1986(h) Mayol, 1988(i) Siderúrgica del Tubo Soldado, 1996(j) Hernández, 1987(k) Osuna, 1987(l) Información técnica de Sarplast(m) Uralita, 2000(n) Steel plate fabricators association, 1970 (o) IETCC, 1980(p) Granados, 1986(q) Twort, Ratnayaka y Brandt, 2000(r) King y Crocker, 1967(s) Uralita, 1987(t) Pürschel, 1978
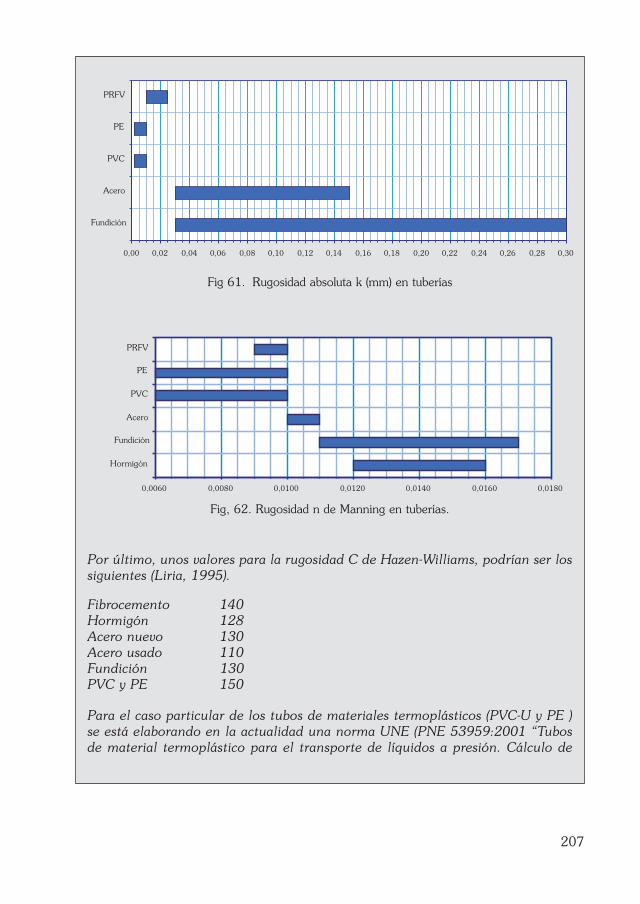
207
Fig 61. Rugosidad absoluta k (mm) en tuberías
Fig, 62. Rugosidad n de Manning en tuberías.
Por último, unos valores para la rugosidad C de Hazen-Williams, podrían ser lossiguientes (Liria, 1995).
Fibrocemento 140Hormigón 128Acero nuevo 130Acero usado 110Fundición 130PVC y PE 150
Para el caso particular de los tubos de materiales termoplásticos (PVC-U y PE )se está elaborando en la actualidad una norma UNE (PNE 53959:2001 “Tubosde material termoplástico para el transporte de líquidos a presión. Cálculo de
0,0060 0,0080 0,0100 0,0120 0,0140 0,0160 0,0180
Hormigón
Fundición
Acero
PVC
PE
PRFV
0,00 0,02 0,04 0,06 0,08 0,10 0,12 0,14 0,16 0,18 0,20 0,22 0,24 0,26 0,28 0,30
Fundición
Acero
PVC
PE
PRFV

208
Además, en la cuantificación de la rugosidad de la tubería debe tenerse en cuenta el enve-jecimiento de la misma y otros factores, tales como las irregularidades en el trazado o laovalización de la tubería.
pérdida de carga”) basada en un documento de ISO, en la que se incluye la siguiente expresión específica para el cálculo de la pérdida de carga en este tipode tubos:
J = 5,37 x 10–4 (ID1,24 ν1,76) si 4 x 103 < Re < 1,5 x 105
J = 5,37 x 10–4 (ID1,20 ν1,80) si 1,5 x 105 < Re < 106
siendo:
J pérdida de carga, en m/mRe número de ReynoldsID diámetro interior, en mν velocidad media del agua, en m/s
Estas expresiones específicas para los tubos de materiales plásticos, si bien aúnhoy experimentales, ya figuran recogidas en algunos textos específicos sobre lamateria (Mayol, 1993).
El aumento de la rugosidad debido al envejecimiento de la tubería es especial-mente importante en los materiales metálicos (acero o fundición). Algunas de lasfórmulas empíricas para el cálculo de la pérdida de carga antes indicadas propo-nen modificaciones de los parámetros de dichas expresiones para tener en cuen-ta esa circunstancia.
Así, por ejemplo, Scobey contempla el deterioro de las tuberías de fundición conel tiempo, afectando a la rugosidad por el siguiente factor, función de los añosde uso, t:
e-0,00526t
Correlacionado los resultados con los obtenidos por la fórmula universal, el enve-jecimiento así definido equivale a un incremento de la rugosidad k en función deltiempo que obedece, muy aproximadamente, a la expresión (Torrent, 1983):
kt=k0 · e 0,05t
es decir, que la rugosidad se duplicaría cada 14 años.
En cualquier caso, en rigor, el aumento de la rugosidad con el paso del tiempodebe depender tanto del material y el diámetro de la tubería como del fluido

209
transportado. De esta manera, simplificadamente, algunos manuales se limitana dar dos o tres valores según se trate de material nuevo o usado, y aguas más omenos agresivas, según tipologías.
Algunos autores (Lencastre, 1987, ver Tabla 72) cuantifican el aumento absolu-to de la rugosidad con el paso del tiempo para distintos materiales en funcióndel grado de ataque del agua transportada.
Tabla 72. Aumento de la rugosidad (en mm) para fundición y acero en función de la agresividad del agua (Lencastre, 1987)
Aumento anual de Grado de ataquela rugosidad del agua
(mm/año) transportada
0,025 Bajo0,075 Moderado0,250 Considerable0,750 Severo2,500 Muy severo7,500 Extremo
Otros especialistas (Idelchick, 1994,) proponen utilizar la fórmula de Mostkovsobre la base experimental de Kamershtein (si bien en principio no se hace dife-rencia entre distintos materiales parece estar enfocada a aquellos susceptibles desufrir un ataque por corrosión):
kt = ko + αyt
siendo k0 y kt la rugosidad inicial y a los t años y αy un parámetro que depen-de de la agresividad del agua transportada y del diámetro (ver Tabla 73).
Tabla 73. Aumento de la rugosidad (en mm) en función de la agresividad del agua y del diámetro del tubo (Idelchik, 1994)
Agresividad del aguaDiámetro αy
(mm) (mm/año)
Grupo I Agua ligeramente salina; agua no corrosiva con un índice 150-300 0,005-0,055de estabilidad de –0,2 a 0,2; agua con un contenido moderado de 400-600 0,025sustancias orgánicas y hierro libre
Grupo II Agua muy corrosiva con un índice de estabilidad hasta –1,0; 150-300 0,0055-0,18agua que contiene sustancias orgánicas y hierro libre en cantidades 400-600 0,07inferiores a 3 g/m3

210
También en relación con las pérdidas de carga, en rigor, debe tenerse en cuenta queéstas, en las tuberías para el transporte de agua a presión, variarían también con la tem-peratura del agua transportada.
Tabla 73 (Cont.). Aumento de la rugosidad (en mm) en función de la agresividad del agua y del diámetro del tubo (Idelchik, 1994)
Agresividad del aguaDiámetro ay
(mm) (mm/año)
Grupo III Agua muy corrosiva con un índice de estabilidad de –1,0 150-300 0,18-0,40a 2,5 y con un contenido de cloruros menor de 100 ó 150 g/m3; 400-600 0,20agua con un contenido de hierrro superior a 3 g/m3
Grupo IV Agua corrosiva, con índice negativo de estabilidad, cuyo 150-300 0,40-0,60contenido de sulfatos y cloruros sea mayor a 500 ó 700 g/m3; 400-600 0,51agua no tratada con alto contenido de sustancias orgánicas
En puridad, la forma de tener en cuenta la influencia de la temperatura del aguatransportada en las pérdidas de carga sería a través de la variación que se pro-duce en la viscosidad cinemática del agua a causa de la temperatura.
En la Fig. 63 de la izquierda (Lencastre, 1987) se adjuntan unos valores paradicha viscosidad cinemática en función de la temperatura del agua. Con ello,variando la viscosidad cinemática, variaría el número de Reynolds y, por ende,para una rugosidad, velocidad y diámetro determinado, la pérdida de carga.
Simplificadamente, para los tubos de materiales termoplásticos, el proyecto denorma PNE 53959:2001 antes citado, establece directamente un factor decorrección FC para el cálculo de las pérdidas de carga a distintas temperaturas,el cual se representa en la Fig 63 de la derecha (JT °C=FC x J20°C).
Fig. 63. Corrección de las pérdidas de carga por la temperatura del agua (Lecastre, 1987 y PNE 53959:2001)
0,4
0,6
0,8
1,0
1,2
1,4
1,6
1,8
0 10 20 30 40 50
Temperatura (°C)
0,85
0,90
0,95
1,00
1,05
1,10
1,15
0 10 20 30 40 50
Temperatura (°C)
F C e
n pé
rdid
as d
e ca
rga
Re<0,00001
Re>0,00001
Vis
cosi
dad
cine
mát
ica
(x1
0
m
/s)
-62

211
4.1.2.2 Pérdidas de carga localizadas
Adicionalmente a las pérdidas de carga continuas, deben calcularse las pérdidas de cargalocalizadas ∆Hl en las piezas especiales y en las válvulas, las cuales pueden evaluarsecomo una fracción kl del término v2/2g o como una longitud equivalente de tubería.
En la expresión anterior v es la máxima velocidad de paso del agua a través de la piezaespecial o de la válvula (en un ensanchamiento, por ejemplo, será la velocidad a la entra-da, y en un estrechamiento, a la salida).
Aunque, tal y como se ha indicado, las pérdidas de carga pueden calcularse biencomo una fracción kl del término v2/2g o bien como una longitud equivalente detubería, lo más habitual es lo primero.
Ello es debido a que cuantificar las pérdidas de carga mediante una longitudequivalente de tubería recta es una simple aproximación al problema, ya que laspérdidas que se producirán en realidad han de depender de la velocidad a la quecircule el agua.
En los manuales clásicos de hidráulica suelen figurar, con el detalle requerido,complejas tablas con los valores de las pérdidas de carga en las piezas especialesy en las válvulas para una gran casuística posible.
En la Tabla 74, a título orientativo y de forma muy simplificada, se indican unosvalores de los coeficientes kl para el cálculo de las pérdidas de carga en las pie-zas más habituales, en el caso de que éstas se evalúen como una fracción del tér-mino v2/2g (Mayol, 1993).
Tabla 74. Pérdidas de carga en piezas especiales y válvulas. Valores medios
Elemento Coeficiente kl
Ensanchamiento gradual α 5° 10° 20° 30° 40° 90°
kl 0,16 0,40 0,85 1,15 1,15 1,00
Codos circulares R/DN 0,1 0,3 0,5 0,6 0,7 0,8 0,9 1,0
k90º 0,09 0,11 0,20 0,31 0,47 0,69 1,00 1,14
kl =k90° x α/90°
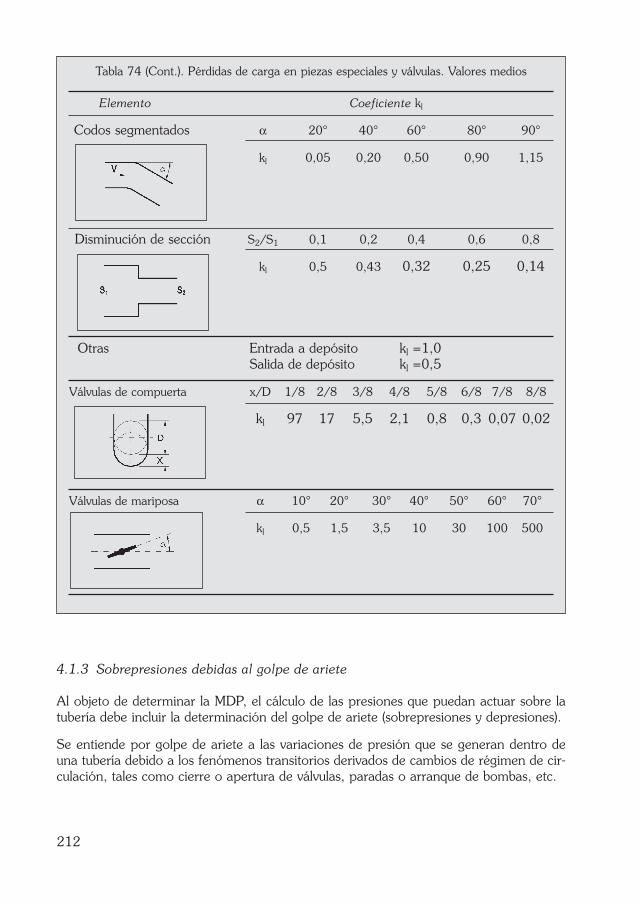
212
4.1.3 Sobrepresiones debidas al golpe de ariete
Al objeto de determinar la MDP, el cálculo de las presiones que puedan actuar sobre latubería debe incluir la determinación del golpe de ariete (sobrepresiones y depresiones).
Se entiende por golpe de ariete a las variaciones de presión que se generan dentro deuna tubería debido a los fenómenos transitorios derivados de cambios de régimen de cir-culación, tales como cierre o apertura de válvulas, paradas o arranque de bombas, etc.
Tabla 74 (Cont.). Pérdidas de carga en piezas especiales y válvulas. Valores medios
Elemento Coeficiente kl
Codos segmentados α 20° 40° 60° 80° 90°
kl 0,05 0,20 0,50 0,90 1,15
Disminución de sección S2/S1 0,1 0,2 0,4 0,6 0,8
kl 0,5 0,43 0,32 0,25 0,14
Otras Entrada a depósito kl =1,0Salida de depósito kl =0,5
Válvulas de compuerta x/D 1/8 2/8 3/8 4/8 5/8 6/8 7/8 8/8
kl 97 17 5,5 2,1 0,8 0,3 0,07 0,02
Válvulas de mariposa α 10° 20° 30° 40° 50° 60° 70°
kl 0,5 1,5 3,5 10 30 100 500
213
Si para resistir dicho golpe de ariete se dispone de una chimenea de equilibrio o de uncalderín, se genera un fenómeno que se denomina de oscilación en masa, mientras que,caso contrario (ausencia de chimenea de equilibrio o calderín), el fenómeno que se crease conoce como de oscilación dinámica.
La “oscilación en masa” se presenta, por tanto, cuando existen, en al menos unode los extremos de la tubería, unos depósitos o embalses que almacenan agua yque pueden completar su llenado cuando se obliga a cortar bruscamente la cir-culación de agua, o que, caso contrario, cuando existe una mayor demanda deagua, proporcionan el caudal necesario suministrando parte del caudal requeri-do gracias al volumen almacenado.
Por ejemplo, el caso típico de lo anterior es el de una chimenea de equilibriointercalada en una conducción que esté alimentada por un embalse. Las altera-ciones del caudal provocan una oscilación en la masa del agua del interior de latubería que hace que dicha masa se desplace unas veces en dirección a un extre-mo y otras veces al contrario. Las presiones máxima y mínima se determinan enfunción de los niveles máximo y mínimo alcanzados en la chimenea de equilibrio.Su cálculo se hace con la metodología explicada en los textos clásicos de hidráu-lica, mediante la aplicación del teorema de la cantidad de movimiento y de con-servación de la cantidad total de agua, aplicados en intervalos sucesivos median-te un cálculo de diferencias finitas.
Cuando no existe un depósito capaz de almacenar o ceder agua (como una chi-menea de equilibrio o un calderín de aire a presión parcialmente lleno de líqui-do), si se disminuye bruscamente el caudal circulante en la tubería (por el cie-rre brusco de una válvula, por ejemplo), el agua no tiene donde meterse, por loque aumenta su presión de tal forma que dilata el diámetro de la tubería y seforma un almacenamiento de agua producido por esa dilatación de la tubería ypor la compresión del agua.
Como el material de la tubería siempre tiene una cierta elasticidad, se deforma denuevo cediendo el agua almacenada en la dilatación e incluso más, por efecto dela inercia, con lo que se forma un movimiento alternativo del agua en una y otradirección, al mismo tiempo que hay unas ondas de sobrepresión y de depresiónque también se trasladan alternativa y periódicamente en ambas direcciones.
De esa manera se obtienen unas presiones máximas y otras mínimas en cadapunto de la tubería, creando un movimiento de “oscilación elástica”. El fenó-meno puede aparecer no por disminución del caudal circulante, sino por aumen-to (debido, por ejemplo, a la apertura de una válvula), obteniéndose un fenóme-no equivalente, en el que también se alternan las ondas de depresión y altas pre-siones, pero en orden opuesto.
Cuando existe un fenómeno de “oscilación en masa”, existe también otro de“oscilación elástica”, pero los efectos de este último quedan, en general, sin efec-
214
El fenómeno de la oscilación en masa se calcula obligando a que se cumplan las ecua-ciones de conservación de la masa y de la cantidad de movimiento en cada sección de latubería y para cada instante del fenómeno. Ello puede hacerse con suficiente precisión enun ordenador personal mediante alguno de los programas de cálculo que, al respecto,existen en el mercado.
Sin embargo, la oscilación dinámica es el fenómeno que se produce con más frecuen-cia y su cálculo es más sencillo, de acuerdo a como se indica a continuación.
En el caso de una válvula de corte, si la variación de la velocidad del agua en la manio-bra de cierre o apertura sigue una ley lineal con respecto al tiempo (conducciones cortas)puede suponerse, simplificadamente, que la variación de sobrepresiones debidas al fenó-meno del golpe de ariete siga una ley lineal a lo largo de la tubería, siendo máxima (posi-tiva o negativa) junto a la válvula (o, en general, junto al elemento de cierre) y nula en elotro extremo de la tubería. En ese caso, puede, por ejemplo, utilizarse la fórmula deMichaud (1878) para el cálculo de las sobrepresiones :
∆P sobrepresión debida al golpe de ariete, en mL longitud de la tubería, en mν velocidad de circulación del agua, en m/sT tiempo efectivo de cierre, en sg aceleración de la gravedad (g=9,81 m/s2)a celeridad (velocidad de propagación de las ondas), en m/s
Dm diámetro medio de la tubería, en mme espesor de la tubería, en mmE módulo de elasticidad del material de la tubería, en kg/m2
∆PLgT
si TLa
= ± >2 2ν
a
KDe
KE
cm
c
,
=+
=
9900
48 3
1010
∆PLgT
si TLa
= ± >2 2ν
a
KDe
KE
cm
c
,
=+
=
9900
48 3
1010
to, ya que los volúmenes almacenables en los depósitos son en general superio-res a los derivados de la deformación de la tubería. No obstante, cuando en latubería hay un calderín de aire intercalado, que, en general, tendrá un volumenno muy grande, debe hacerse el cálculo teniendo en cuenta el conjunto de losefectos del calderín y de la deformabilidad de la tubería.

215
El tiempo efectivo de cierre es un valor minorado del tiempo de cierre real conobjeto de linealizar la reducción de caudales en función del tiempo.
Por otro lado, para un líquido cualquiera en general, la celeridad viene dada porla expresión:
donde Ew y g son el módulo de elasticidad y la densidad, respectivamente, dellíquido transportado, y el resto de términos son los mismos que para la expre-sión anterior.
En el caso particular del agua (Ew=21.000 kg/cm2 y γ=1 T/m3), esta expresióngenérica se convierte en la antes indicada.
No es posible dar unos valores resumidos para los distintos materiales de la cele-ridad, ya que ésta depende no solo del material de la tubería, sino también de lageometría del tubo (diámetro y espesor).
En cualquier caso, para un mismo diámetro, resultan celeridades de onda muchomás pequeñas en el caso de los materiales plásticos que en el resto (habida cuen-ta de lo menor de su módulo de elasticidad), lo que hace que las sobrepresionesdebidas al golpe de ariete sean menores en dichos materiales plásticos.
No obstante, cuando se implementen tuberías de materiales plásticos en redes demateriales con un mayor módulo de elasticidad, debe tenerse la precaución deque, en esos casos, el golpe de ariete que se producirá (y el que deberá de resis-tir por lo tanto la tubería plástica) es el correspondiente a dichos materiales demayor módulo de elasticidad.
En caso de que la conducción tenga una longitud muy grande (conducciones largas), elvalor del golpe de ariete de oscilación elástica alcanza su valor máximo no en el extremode cierre como en el caso anterior, sino en un punto genérico del interior de la tubería.En este caso, el valor máximo de las sobrepresiones debidas al golpe de ariete puede cal-cularse mediante la fórmula de Allievi (1903; misma simbología que en el caso anterior):
∆Pavg
si TLa
= ± < 2
El valor determinado por la expresión de Allievi es el umbral máximo teórico dela sobrepresión alcanzable en un conducto, el cual queda siempre del lado de laseguridad.

216
Un caso singular de golpe de ariete sería el producido por una instalación debombeo que actúe directamente sobre la tubería. Si la bomba se para por uncorte de corriente, o por el contrario la bomba se conecta bruscamente a la líneaeléctrica, se puede producir un golpe de ariete importante.
En ocasiones se ha querido asimilar este proceso al antes citado producido poruna válvula, para poder calcular el golpe de ariete por la fórmula de Michaud.No es admisible este proceder porque al faltar la corriente eléctrica a unabomba, ésta comienza a pararse por efecto de la presión hidráulica, pero siguegirando por efecto de la inercia del rotor del grupo motobomba. La ley de para-da resultante (en la cual influye como es lógico la curva característica de labomba) es más compleja de linealizar que la correspondiente al caso del cierreproducido por una válvula. No hay más remedio que calcular el golpe de arietegenerado por medio de un programa de ordenador que tenga en cuenta las leyesbásicas del movimiento del agua en todos los puntos de la tubería y lo mismo sepuede decir en el caso de conexión brusca de una bomba a una línea eléctrica.
No obstante lo anterior, hay desarrolladas metodologías simplificadas para el cál-culo aproximado del golpe de ariete en impulsiones (Mendiluce, 1987) e inclusoalgunos autores (Abreu et al., 1995) han estudiado su aplicabilidad en determi-nadas circunstancias.
Puede haber otros casos en los cuales también sea difícil el cálculo con suficien-te exactitud del golpe de ariete. Por ejemplo, si, junto a las ventosas, se dejapasar rápidamente una bolsa de aire, se produce una parada brusca de la colum-na de agua, con el consiguiente golpe de ariete.
Además, debe tenerse en cuenta que si las tuberías están conectadas formandouna red, la onda de un posible golpe de ariete se trasmite por las derivaciones,produciendo golpes de ariete adicionales no siempre fáciles de calcular. Sinembargo, en las redes de distribución de agua en poblaciones, este efecto nosuele tenerse en cuenta, ya que las numerosas derivaciones, muchas de ellasabiertas en el momento de producirse el fenómeno, amortiguan bastante el golpede ariete.
En cualquier caso, el proyectista de la tubería tiene que tener el suficiente cono-cimiento de estos fenómenos para saber si puede valorar su importancia sin gran-des cálculos, o si, por el contrario, necesita un cálculo detallado.
Es conveniente, en los casos en los que el valor del golpe de ariete sea elevado, disponerelementos que amortigüen el fenómeno, tales como chimeneas de equilibrio, calderines,tanques unidireccionales, válvulas de sobrepresión o alivio, by-pass, ventosas, etc., loscuales, en todo caso, deben ser robustos, de buena calidad y con garantía de funciona-miento en las condiciones de explotación a lo que van a estar sometidos.

217
Eje
mplo
24 En este ejemplo quiere mostrarse la circunstancia antes reseñada de cómo en
los tubos de materiales plásticos la celeridad de onda (y en consecuencia losefectos del golpe de ariete) son mucho menores que en el resto.
Para ello, sobre la base de una tubería supuesta de igual diámetro medio paratodos los materiales, y considerados unos espesores normales en cada mate-rial, en la tabla adjunta se calculan las celeridades de onda resultantes encada caso, pudiéndose apreciar como éstas, en los materiales plásticos, sondel orden de 2 ó 3 veces menores que en los restantes materiales.
Tabla 75. Celeridades en distintos materiales
E Dm e aMaterial (kg/m2) Kc (mm) (mm) (m/s)
Fundición 17 x 109 0,59 500 9 1.100Acero 21 x 109 0,48 500 5 1.011
Hormigón 3 x 109 3,33 500 40 1.044
PVC-U 3 x 108 33,33 500 24 363
PE 108 100,00 500 24 214
PRFV 2 x 109 5,00 500 7 492
Las chimeneas de equilibrio y los calderines, como ya se ha indicado, transfor-man el golpe de ariete en un fenómeno de oscilación en masa del agua, en dondela característica más importante a calcular es el volumen del elemento que garan-tice la absorción de dicha oscilación. Las chimeneas están indicadas para gran-des conducciones mientras que los calderines son los elementos más apropiadospara el resto de conducciones.
Los otros elementos mencionados, tanques unidireccionales, válvulas de sobre-presión o alivio y by-pass son más específicos y es necesario estudiarlos en cadacaso, pudiendo utilizar una combinación de los mismos que permita resolver elproblema, tanto el de las sobrepresiones como el de las depresiones.
Las ventosas son elementos capaces de expulsar o introducir aire en las conduc-ciones y por lo tanto son de aplicación general para la adecuada explotación decualquier sistema hidráulico, llenado o vaciado de tuberías, eliminación del airedisuelto, etc.(ver apartado 3.9.5). También se puede utilizar para las depresionesdel golpe de ariete, pero teniendo especial cuidado en el dimensionado para ase-gurar el adecuado funcionamiento.

218
4.1.4 Velocidad máxima del agua
Otro aspecto a tener presente a efectos del cálculo hidráulico es el relativo a la velocidadmáxima admisible para la circulación del agua.
La determinación de la velocidad de circulación del agua debe ser el resultado de un ejer-cicio de optimización económica de la red que minimice los costes totales de la tubería,teniendo en cuenta tanto los costes de la propia instalación como los asociados a las pér-didas de carga.
Por ejemplo, es clásico el caso de una impulsión, en la que para bombear un cau-dal dado, al aumentar la velocidad admisible disminuye el diámetro (menorescostes de instalación) pero se incrementan las pérdidas de carga (elevándose, enconsecuencia, los costes energéticos), existiendo, por tanto, una velocidad quehace mínima la suma de ambos costes.
O parecido ocurre en una red mallada por gravedad, en la que las pérdidas decarga admisibles estén fijadas previamente. En este caso, existen numerosas com-binaciones de diámetros en cada tramo (y en consecuencia diferentes velocida-des del agua) para lograr dicho objetivo, de manera que solo una será la quecorresponderá al coste mínimo de la red.
No obstante, además de lo anterior, otro factor limitativo para la fijación de la velocidadmáxima de circulación del agua sería que el valor de las sobrepresiones derivadas de losposibles golpes de ariete causados ante la variaciones del flujo no sea excesivo. O, porejemplo, también podría ser limitativo para la determinación de la velocidad máxima elgarantizar que, a causa de ella, no exista riesgo de ataque físico a la tubería.
Esto último es especialmente importante en las tuberías de hormigón o en las demateriales metálicos revestidas con mortero de cemento (fundición o acero). Enellas, habrá que limitar la velocidad a valores tales que no produzcan una erosiónexcesiva en los materiales de la tubería o del revestimiento, por lo que los valo-res de dichas velocidades máximas dependerán del carácter agresivo del agua.
Habida cuenta de esta circunstancia, por ejemplo, la IET-80, y a falta de estudiosconcretos, recomienda de manera general no exceder velocidades de 3 m/s en lostubos de hormigón.
Con todo, unos valores habituales para las velocidades máximas en servicio en las tube-rías a presión pueden oscilar entre 1,5 y 2,5 m/s. Habitualmente, cuanto mayores seanlos diámetros, mayores serán las velocidades admisibles.
No obstante lo anterior, en instalaciones singulares, como las tuberías forzadas de las cen-trales hidroeléctricas, pueden ser admisibles velocidades muy superiores a las anteriores,
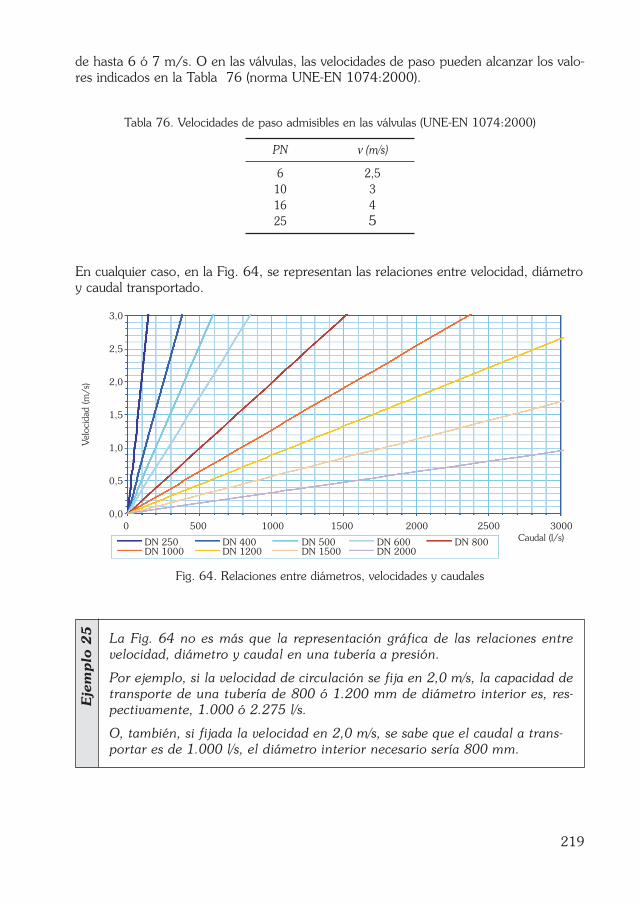
219
de hasta 6 ó 7 m/s. O en las válvulas, las velocidades de paso pueden alcanzar los valo-res indicados en la Tabla 76 (norma UNE-EN 1074:2000).
Tabla 76. Velocidades de paso admisibles en las válvulas (UNE-EN 1074:2000)
PN ν (m/s)
6 2,510 316 425 5
En cualquier caso, en la Fig. 64, se representan las relaciones entre velocidad, diámetroy caudal transportado.
Fig. 64. Relaciones entre diámetros, velocidades y caudales
Eje
mplo
25 La Fig. 64 no es más que la representación gráfica de las relaciones entre
velocidad, diámetro y caudal en una tubería a presión.
Por ejemplo, si la velocidad de circulación se fija en 2,0 m/s, la capacidad detransporte de una tubería de 800 ó 1.200 mm de diámetro interior es, res-pectivamente, 1.000 ó 2.275 l/s.
O, también, si fijada la velocidad en 2,0 m/s, se sabe que el caudal a trans-portar es de 1.000 l/s, el diámetro interior necesario sería 800 mm.
DN 250DN 1000
DN 400DN 1200
DN 500DN 1500
DN 600DN 2000
DN 800
0 500 1000 1500 2000 2500 3000Caudal (l/s)
3,0
2,5
2,0
1,5
1,0
0,5
0,0
Vel
ocid
ad (m
/s)

220
De lo expuesto se desprende que la determinación de la velocidad óptima de dise-ño de una conducción puede resultar un problema complejo.
Simplificadamente, algunos autores (Clement-Galand, 1979 ó Granados, 1986)proponen como órdenes de magnitud de la velocidad máxima del agua en unaconducción los que se indican en la tabla adjunta.
Tabla 77. Velocidades máximas orientativas del agua en el diseño de conducciones
ID V (m/s) V (m/s)(Clement-Galand, 1979) (Granados, 1986)
100 1,80 2,00125 1,85 2,00150 1,95 2,00200 2,05 2,00250 2,15 2,00300 2,25 2,10350 2,30 2,20400 2,50 2,30450 2,85 2,40500 2,85 2,50600 3,10 2,60700 3,10 2,70800 3,10 2,80900 3,10 2,90
1.000 3,10 3,00>1.000 2 + ID (en m)
O también a modo de ejemplo, en ocasiones se han propuesto algunas expresio-nes para fijar la velocidad máxima de circulación del agua en función del diá-metro de la tubería. Ha sido clásica (si bien poco utilizada en la actualidad), porejemplo, la expresión de Mougnie, que relaciona la velocidad (m/s) con el ID ( m):
Los resultados obtenidos con la fórmula anterior (claramente conservadores)habría que entenderlos, en cualquier caso, como el resultado de la optimizacióneconómica antes mencionada.
Si, además, se acepta que la expresión anterior haya sido desarrollada para elcaso de tuberías de hormigón, las velocidades máximas admisibles para otrosmateriales, aplicando el criterio de que se produzca una pérdida de carga similar,vendrían dadas por la expresión siguiente (igualando las pérdidas de carga, cal-culadas simplificadamente con la fórmula de Manning):

221
Con ello, en la Fig. 65 se representan las velocidades en función del diámetro (ylas capacidades hidráulicas asociadas), calculadas mediante la expresión anterior.
Fig. 65. Velocidades admisibles y capacidades de las tuberías en función de los materiales

222
4.2 Cálculo mecánico
Para todas las disposiciones de la tubería, y en cada una de sus secciones más desfavo-rables, debe realizarse el correspondiente cálculo mecánico de la misma, al objeto dedimensionar y comprobar su correcto funcionamiento.
4.2.1 Consideraciones generales
4.2.1.1 Clasificación de los tubos en función de su resistencia mecánica
Es muy frecuente la división de los tubos en rígidos y flexibles según sea su comporta-miento mecánico ante las solicitaciones a que estén expuestos, si bien no es muy preci-sa la frontera o división entre unos y otros tipos de tuberías.
Incluso en los últimos años está habiendo un cambio en la concepción de los propios tér-minos de rigidez y flexibilidad, de manera que en la actualidad estos conceptos seentienden como relativos a la instalación de la tubería y no exclusivamente al propio tubocomo elemento singular.
– Los criterios tradicionales de clasificación
Tradicionalmente, la condición de rígido o flexible de un tubo se entendía que era unapropiedad intrínseca del mismo relacionada con su capacidad para deformarse ante laacción de las cargas externas sin sufrir daños irrecuperables.
Así, por ejemplo, AWWA (en Liria, 1995), establecía que un tubo era rígido si nopodía soportar sin daños deformaciones de su diámetro de más del 1 por mil; era fle-xible si podía soportar deformaciones de más del 3 por ciento y semirígido si seencontraba en una situación intermedia.
Eje
mplo
26 Aplicando la Fig. 65, en una tubería de 1.500 mm de diámetro interior de
hormigón la velocidad de circulación del agua no debería ser superior a 1,87m/s, lo que supone una capacidad de 3,3 m3/s.
Esa misma tubería en PVC-U admitiría un caudal de 4,7 m3/s a una velocidadde 2,7 m/s. Si por esa misma tubería de 1.500 mm de diámetro hacemos cir-cular un caudal de 2.000 l/s, la velocidad descendería a 1,20 m/s (Fig. 64).
En la Fig 65 puede apreciarse cómo para transportar un determinado caudal,el diámetro necesario para que las pérdidas de carga sean constantes esmayor conforme aumenta la rugosidad del material.
Por ejemplo, si se quiere transportar un caudal de 4,80 m3/s, se necesitará unatubería de diámetro 1,5 m si es de PVC o de 1,75 m si fuera de hormigón.

O en la misma línea, Howard (en Instituto Agustín de Bethencourt, 1981 o en Jimé-nez Salas, 1980), por su parte, determinaba un criterio de clasificación según fuera larigidez circunferencial del tubo del tubo Sc.
E módulo de elasticidad del material de la tuberíae espesor del tuboDm diámetro medio de la tubería
Así los tubos se clasificarían de la siguiente forma:
Sc < 10 T/m2 tubos flexibles10 < Sc < 20 T/m2 tubos semirígidosSc > 20 T/m2 tubos rígidos
Es fácil desprender de las definiciones anteriores que el comportamiento de un tubopuede variar con el diámetro y el espesor. Por ejemplo, es frecuente que ocurra queun comportamiento flexible para diámetros grandes y espesores reducidos se torne enrígido para diámetros pequeños y elevados espesores.
Con lo anterior, en la mayoría de los casos, resultaban como tubos rígidos los de hor-migón, como semirrígidos los de fundición y como flexibles los de acero y plásticos.
– Los nuevos enfoques en materia de clasificación de tuberías
A diferencia de los criterios anteriores, en los que la rigidez o flexibilidad era conside-rada como una característica exclusiva del tubo en sí mismo, hoy en día, la tendenciamás aceptada es a entender la condición de rígido o flexible no como una propiedaddel tubo analizado de forma individual, sino del conjunto que forman el propio tubocomo tal, junto a las características del terreno que lo rodea, las condiciones de la ins-talación, etc, de manera que, la posibilidad de que un tubo en unas condiciones deter-minadas fuera una estructura flexible y en otras rígida ya no dependería solo de la geo-metría, como en el caso anterior, sino ahora también del tipo de relleno que lo rodee,de la compactación alcanzada, etc.
Así las cosas, los tubos flexibles son aquellos que admiten ciertas deformaciones porla acción de las cargas verticales, produciéndose un efecto de ovalización que, alaumentar el diámetro horizontal, hace que entren en juego los empujes pasivos delterreno, aumentado de forma considerable su resistencia.
Estos tubos quedarían fuera de servicio (las tensiones en la pared superarían las admi-sibles) si se alcanzasen deformaciones circunferenciales muy elevadas, superiores al20% del diámetro ó mas. Sin embargo, en la práctica, se dimensionan para que lacitada deformación causada por la acción exclusiva de las cargas externas, no supereun valor del orden del 3% ó el 6% del diámetro, no alcanzándose para entonces elagotamiento de su capacidad resistente.
SE e
Dcm
=
12
3
223
224
La limitación de la deformación circunferencial en estos tubos flexibles a valoresdel orden del 3 ó el 6 % tiene su origen, pues, en motivaciones más funcionalesque resistentes, esto es, evitar que las uniones se desenchufen por una deforma-ción de las mismas excesiva, garantizar que los revestimientos de las tuberías (dehaberlos) no se deterioren o se despeguen de la pared del tubo, etc, ya que el esta-do tensional en la pared del tubo causado por las acciones ovalizantes que pro-ducen dichas deformaciones está lejos de alcanzar su valor admisible.
El criterio anterior fue propuesto por primera vez en Estados Unidos en el año1926 por la “American Railway Engineering Association”, la que, tras inspeccio-nar un gran número de tuberías instaladas, llegó a la conclusión de que los tubosse rompían con una deflexión media del 20% de su diámetro, aunque recomen-daron no sobrepasar un 5 ó un 6%.
Simplificadamente, por tanto, el dimensionamiento mecánico de un tubo flexi-ble ante la sola acción de las cargas externas consiste en comprobar que la defor-mación vertical del diámetro causada por tales acciones es inferior a un valor delorden del 3 ó el 6%, teniendo en cuenta el empuje pasivo del terreno.
Para garantizar que realmente el comportamiento de estos tubos sea “flexible”en los términos indicados, es fundamental que el grado de compactación de losrellenos de las zanjas y de la cama de apoyo sea el adecuado, ya que el elemen-to resistente no es solo el tubo, sino más bien el binomio tubo-terrreno.
En el extremo opuesto estarían los tubos rígidos, en los que la deformación por laacción de las cargas ovalizantes es tan pequeña que no se benefician del posible empu-je pasivo del terreno, sino que absorbe todas las solicitaciones el propio tubo. En estecaso, el tubo queda fuera de servicio cuando el estado tensional en la pared excede elvalor admisible.
Al contrario que en el caso anterior, en los tubos rígidos el elemento resistentees solo el tubo, no el binomio tubo-terreno, por lo que, en ellos, las condicionesde instalación son menos exigentes en lo relativo a tipos de apoyo o grados decompactación de los rellenos.
Simplificadamente, por tanto, el dimensionamiento de un tubo rígido ante laacción de las cargas externas consiste en calcular los momentos flectores y axi-les derivados de tales acciones en la pared del tubo y verificar que el estado ten-sional ocasionado por tales esfuerzos es inferior al admisible.
La condición determinante en el dimensionamiento de estos tubos no es portanto, la fijación de una deformación máxima, sino la superación de su estadotensional último.

225
Los estudios al respecto de los últimos años concluyen que, efectivamente, la divisiónentre tubos flexibles y rígidos sería excesivamente simple, ya que habría un estadio inter-medio, que serían los tubos semirígidos o semiflexibles, los cuales admiten cierta defor-mación ante las cargas externas, la cual es suficiente para poder hacer variar el empujede las tierras (comportamiento flexible).
En ellos puede ocurrir tanto que la deformación alcanzada para el estado tensional últi-mo sea muy pequeña (menor, por ejemplo del 2 ó del 3%: comportamiento rígido) comoque sea muy grande (más de, por ejemplo, el 10%, de modo que se dimensionen limi-tando la deformación radial admisible a un valor del orden del 3 ó el 5% del diámetro:comportamiento flexible). Por tanto, en el dimensionamiento de estos tubos hay que com-probar que en cada instalación ni las deformaciones ni las tensiones superan los valoresadmisibles (en los tubos flexibles puros bastaba con comprobar únicamente lo primero, yen los absolutamente rígidos lo segundo).
Los criterios anteriores son, sensiblemente, los recogidos en la norma UNE-EN805:2000, la cual clasifica los tubos de la siguiente manera:
– Tubos rígidos: “aquellos cuya capacidad de carga está limitada por la rotura, sin quepreviamente aparezcan deformaciones significativas en su sección transversal”.
- Tubos flexibles: “los que su capacidad de carga está limitada por la deformación admi-sible”.
- Tubos semirígidos: “aquellos cuya capacidad de carga puede estar limitada bien por larotura o bien por la deformación transversal”.
Otra forma de entender la rigidez o flexibilidad de un tubo sería tal como lo aborda elproyecto de norma europea prEN 1295-3:2001. Dicho documento introduce un crite-rio de clasificación a partir del parámetro que denomina rigidez relativa, Sr:
Sr rigidez relativa E´ módulo de elasticidad o de reacción del relleno de la zanjaυs módulo de Poisson del suelo, para el que generalmente se utiliza el valor 0,3Sc rigidez circunferencial de la tubería
Se considera que la tubería se comporta como rígida cuando Sr≤9 y como flexible cuan-do Sr>9. Sin embargo, aquellos casos en los que la rigidez relativa está comprendida entre9 y 24 se suelen denominar tuberías semirrígidas o tuberías semiflexibles caracterizadasporque su deformada mantiene una forma elíptica.
A la luz de todo lo anterior, debe decirse, en primer lugar, que no ha lugar a establecerclasificaciones absolutas de los tubos por rígidos, flexibles o semirrígidos, ya que dicha
SE
Sr
c s
= ( )'
–8 1 2υ

226
condición no depende solo del propio tubo como tal sino además de las condiciones dela instalación (en rigor, habría que distinguir entre un tubo rígido o flexible y un compor-tamiento rígido o flexible).
En cualquier caso, sí puede decirse que, en general, los tubos de acero y los de PRFV secomportan siempre de manera flexible, que los de hormigón lo hacen de forma rígida yque del resto (termoplásticos y fundición) nada puede decirse a priori, puesto que su com-portamiento variará de rígido a flexible según diámetros y condiciones de instalación (enrigor, comportamiento semirígido).
Como se ha indicado al comienzo de este apartado, la división de los tubos enrígidos, flexibles o semirígidos no es, en absoluto, clara.
En particular, puede llamar la atención del lector la consideración en teoría delos tubos de materiales termoplásticos como semirígidos, si bien dicha conclusiónno es más que la aplicación rigurosa, estricta, de las definiciones de tubos rígi-dos, flexibles o semirígidos de la norma UNE-EN 805:2000.
Tradicionalmente, a los tubos de PVC-U y PE se les ha considerado del tipo “fle-xible”, pero lo cierto es que, de la aplicación de la norma UNE 53331:1997 INpara el dimensionamiento de estos tubos (basada en el método ATV), se conclu-ye que, ante la acción exclusiva de las cargas externas (y solo para el caso de diá-metros pequeños y elevados espesores, así como en determinadas condiciones deinstalación), para deformaciones muy pequeñas (1 ó 2% del diámetro), podríahaberse alcanzado el estado tensional admisible, por lo que pasarían a tener laconsideración de “semirrígidos”, conforme lo explicado antes (quedarían fuera deservicio al superar su estado tensional y no por limitación de las deformaciones).
No menos verdad es que, tal como se muestra en el Ejemplo 27 y en los respec-tivos apartados de este capítulo, el comportamiento de estos tubos es, en gene-ral, casi siempre, flexible (especialmente el PE, que solo en muy pocas situacio-nes alcanza el estado tensional último para deformaciones pequeñas), de mane-ra que solo tendrían un comportamiento rígido en determinadas situaciones dediámetros, espesores y condiciones de instalación. Y desde luego la materiaprima que compone estos tubos es claramente flexible, deformable, maleable.
Por tanto, si bien en teoría los tubos de PVC-U y PE podrían clasificarse comosemirígidos, lo cierto es que en la práctica habitual casi siempre tienen un com-portamiento flexible.
En cualquier caso, todo ello es, por tanto, una cuestión puramente terminológi-ca. No tiene mayor importancia clasificar a los tubos de materiales termoplásti-cos como flexibles o como semirígidos, pero no debe olvidarse que en determi-nadas condiciones estos tubos pueden quedar fuera de servicio por superar elestado tensional último y no por una limitación de las deformaciones, especial-mente en los tubos de PVC-U (circunstancia ésta que no ocurre en los tubos pura-mente flexibles).
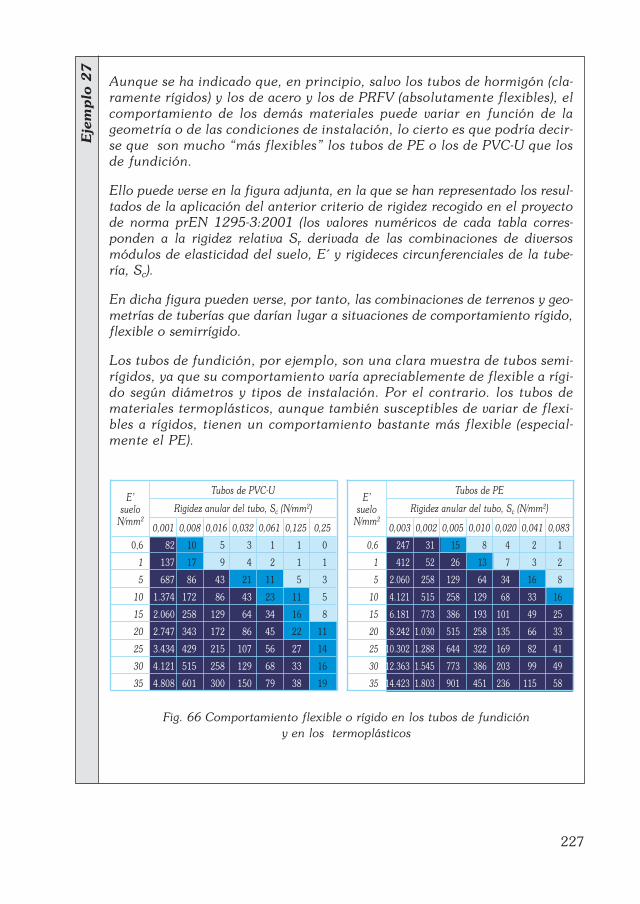
227
Eje
mplo
27
Aunque se ha indicado que, en principio, salvo los tubos de hormigón (cla-ramente rígidos) y los de acero y los de PRFV (absolutamente flexibles), elcomportamiento de los demás materiales puede variar en función de lageometría o de las condiciones de instalación, lo cierto es que podría decir-se que son mucho “más flexibles” los tubos de PE o los de PVC-U que losde fundición.
Ello puede verse en la figura adjunta, en la que se han representado los resul-tados de la aplicación del anterior criterio de rigidez recogido en el proyectode norma prEN 1295-3:2001 (los valores numéricos de cada tabla corres-ponden a la rigidez relativa Sr derivada de las combinaciones de diversosmódulos de elasticidad del suelo, E´ y rigideces circunferenciales de la tube-ría, Sc).
En dicha figura pueden verse, por tanto, las combinaciones de terrenos y geo-metrías de tuberías que darían lugar a situaciones de comportamiento rígido,flexible o semirrígido.
Los tubos de fundición, por ejemplo, son una clara muestra de tubos semi-rígidos, ya que su comportamiento varía apreciablemente de flexible a rígi-do según diámetros y tipos de instalación. Por el contrario. los tubos demateriales termoplásticos, aunque también susceptibles de variar de flexi-bles a rígidos, tienen un comportamiento bastante más flexible (especial-mente el PE).
Fig. 66 Comportamiento flexible o rígido en los tubos de fundición y en los termoplásticos
E’suelo
N/mm2
Tubos de PVC-U
Rigidez anular del tubo, Sc (N/mm2)
0,001 0,008 0,016 0,032 0,061 0,125 0,25
E’suelo
N/mm2
Tubos de PE
Rigidez anular del tubo, Sc (N/mm2)
0,003 0,002 0,005 0,010 0,020 0,041 0,083
0,6 82 10 5 3 1 1 0
1 137 17 9 4 2 1 1
5 687 86 43 21 11 5 3
10 1.374 172 86 43 23 11 5
15 2.060 258 129 64 34 16 8
20 2.747 343 172 86 45 22 11
25 3.434 429 215 107 56 27 14
30 4.121 515 258 129 68 33 16
35 4.808 601 300 150 79 38 19
0,6 247 31 15 8 4 2 1
1 412 52 26 13 7 3 2
5 2.060 258 129 64 34 16 8
10 4.121 515 258 129 68 33 16
15 6.181 773 386 193 101 49 25
20 8.242 1.030 515 258 135 66 33
25 10.302 1.288 644 322 169 82 41
30 12.363 1.545 773 386 203 99 49
35 14.423 1.803 901 451 236 115 58

Eje
mplo
27 (
Cont.
)
228
Comportamientoflexible
Comportamientosemirígido
Comportamientorígido
Fig. 66 (Cont.). Comportamiento flexible o rígido en los tubos de fundición y en los termoplásticos
En la figura se han representado los rangos habituales de la rigidez circunfe-rencial Sc en cada material, por lo que las escalas no resultan armonizadas.
4.2.1.2 Acciones
A los efectos de este documento, se entiende por acción a toda causa capaz de originaruna solicitación o efecto en la tubería (Rodríguez Borlado et al., 2002).
Las principales acciones que, en general, deben considerarse en el cálculo mecánico dela tubería son las siguientes:
a) Acciones gravitatorias. Son tanto las producidas por los elementos constructivos de latubería como las que puedan actuar por razón de su uso.
a.1) Peso propio. Es la carga debida al peso de la tubería
a.2) Cargas permanentes o cargas muertas. Son las debidas a los pesos de los ele-mentos constructivos o instalaciones fijas que tenga que soportar la tubería
a.3) Sobrecargas de uso. Son las derivadas del uso de la tubería y cuya magnitud y/oposición puede ser variable en el tiempo. Son, básicamente, las siguientes:
a.3.1) Carga debida al peso del agua en el interior de la tuberíaa.3.2) Presión interna actuante, incluyendo el golpe de ariete
0,6 5 3 1 0 0 0 0
1 9 5 1 0 0 0 0
5 43 23 7 1 0 0 0
10 86 46 14 1 0 0 0
15 129 69 21 2 0 0 0
20 172 92 27 3 1 0 0
25 215 114 34 3 1 0 0
30 258 137 41 4 1 0 0
35 300 160 48 5 1 0 0
E’suelo
N/mm2
Tubos de fundición
Rigidez anular del tubo, Sc (N/mm2)
0,016 0,03 0,1 1 5 10 14

229
b) Acciones del terreno. Son las producidas tanto por el empuje activo como por elempuje pasivo del terreno. En su determinación deben tenerse en cuenta las condi-ciones de instalación de la tubería, así como que ésta sea rígida o flexible, el tipo deapoyo, el tipo de relleno, la naturaleza del terreno, etc.
c) Acciones del tráfico. Son las producidas por la acción de los vehículos que puedantransitar sobre la tubería.
Estas acciones derivadas del tráfico son, por su propia naturaleza, unas sobre-cargas puntuales que, además, tendrían la consideración de “acciones diná-micas”, las cuales actúan con un cierto impacto. Por ello, al determinar suvalor hay que multiplicar la propia sobrecarga por un “coeficiente de impac-to” que tenga en cuenta esta circunstancia.
Otras acciones del tráfico serían, por ejemplo, las acciones causadas pormáquinas compactadoras que produzcan vibraciones, en cuyo cálculo habríaque tener en cuenta también la influencia de dichas vibraciones.
Las acciones más determinantes en el dimensionamiento de tuberías enterra-das suelen ser la presión interna (a.3.2), así como las acciones del terreno (b)y las del tráfico (c).
Por ello, y a los efectos de este documento, para referirse a ellas se hanempleado los términos “acciones internas” (para la presión interior), y “accio-nes externas” (para las acciones tanto del terreno como del tráfico).
d) Acciones climáticas. Son las derivadas de los fenómenos climatológicos.
d.1) Acciones del viento. Son las producidas por las presiones y succiones que elviento origina sobre la superficie de la tubería
d.2) Acciones térmicas. Son las producidas por las deformaciones debidas a loscambios de temperatura.
d.3) Acciones de la nieve. Son las originadas por el peso de la nieve que, en las con-diciones climatológicas más desfavorables, podría acumularse sobre la tubería
e) Acciones debidas al nivel freático. Es el empuje hidrostático generado por el agua sub-terránea.
En ocasiones (norma NBE AE 88, por ejemplo) a la suma del peso propio y delas cargas permanentes se la denomina “concarga”, entendiendo por ella a lacarga cuya magnitud y posición es constante a lo largo del tiempo. De esta mane-ra, las acciones gravitatorias se dividirían en “concargas” y ”sobrecargas”.

230
g) Acciones sísmicas. Son las producidas por las aceleraciones de las sacudidas sísmicas.
En cualquier caso, además de las acciones anteriores, deberán tenerse en cuenta en eldimensionamiento mecánico de la tubería aquellas acciones específicas que puedan pro-ducirse durante la instalación de la tubería.
Por último, en rigor, deberían también tenerse en cuenta en el cálculo mecánico las accio-nes derivadas de futuros desequilibrios que puedan producirse en las instalaciones.
Salvo en las tuberías de hormigón armado y, sobre todo en las de hormigónpretensado, en las que sí que pueden tener cierta importancia estas acciones,en el resto de las tuberías contempladas en este documento, este fenómeno,en general, es despreciable.
La terminología empleada para la definición de las acciones anteriores es, enparte, la que figura en la norma NBE-AE-88 “Acciones en la edificación” delMinisterio de Fomento.
No obstante, las acciones que solicitan una estructura admiten ser clasificadas deformas diferentes. A este respecto, por ejemplo, la EHE (artículo 9) distingue entre:
a) Clasificación de las acciones por su naturaleza
– Acciones directas. Las que se aplican directamente sobre la estructura (elpeso propio, las sobrecargas de uso, etc.)
– Acciones indirectas. Son aquellas deformaciones o aceleraciones impuestascapaces de dar lugar, de un modo indirecto, a fuerzas (efectos térmicos, sís-micos, etc.)
b) Clasificación de las acciones por su variación en el tiempo
– Acciones permanentes. Las que actúan en todo momento, y son constantesen magnitud y posición (son, sobre todo, el peso propio y las cargas muertas)
– Acciones permanentes de valor no constante. Son las que actúan en todomomento, pero su magnitud no es constante. Un caso típico serían las accio-nes cuya variación es función del tiempo transcurrido (por ejemplo, laacción del pretensado)
– Acciones variables. Son las que pueden actuar o no sobre la estructura(sobrecargas de uso, acciones climáticas, acciones debidas al proceso cons-tructivo, etc.)
f) Acciones reológicas. Son las producidas por las deformaciones que experimentan losmateriales en el tiempo por retracción, fluencia bajo las cargas u otras causas.
231
c) Clasificación de las acciones por su variación en el espacio.
– Acciones fijas. Las que se aplican siempre en la misma posición (casi todasen el caso de las tuberías)
– Acciones libres. Aquellas cuya posición de aplicación puede ser variable enla estructura (las menos en el caso de las tuberías; el viento, por ejemplo)
Un ejemplo de acción específica durante la instalación que debe ser tenida encuenta de forma expresa, sería, a título orientativo, en los tubos hincados, elimportante esfuerzo de compresión que se ejerce sobre el tubo durante la pues-ta en obra, el cual debe ser considerado en su dimensionamiento.
En relación con los desequilibrios futuros que puedan presentarse en las instala-ciones son destacables, por ejemplo, los asentamientos del terreno que se pro-duzcan por apertura de zanjas paralelas para otros servicios que anulen todaposibilidad de reacción lateral del terreno
En el ámbito de las tuberías, salvo en las de hormigón armado o pretensado, las accio-nes no suelen mayorarse a efectos del cálculo mecánico.
No obstante, y a criterio del proyectista, el valor de cálculo de las acciones sí podría mayo-rarse por un coeficiente de seguridad que tuviera en cuenta posibles imprevistos no con-siderados en el cálculo.
En el ámbito genérico de las estructuras, éstas suelen dimensionarse, en general,de manera que, por un lado, se mayoren las acciones esperadas y, por otro, seminore la resistencia de los materiales constitutivos de la estructura.
Este es en particular, por ejemplo, el espíritu de la EHE para el cálculo de lasestructuras y elementos de hormigón, la cual distingue para las acciones entre“valores característicos”, “valores representativos” y “valores de cálculo” segúnlos coeficientes que se apliquen.
O, también de modo similar, la norma NBE-EA 95 del Ministerio de Fomento“Estructuras de acero en edificación” distingue entre “acciones características” y“acciones ponderadas”, resultantes éstas últimas de mayorar las anteriores porun coeficiente de seguridad.
Sin embargo, en el ámbito particular de las tuberías, las acciones no suelenmayorarse a los efectos del cálculo mecánico de los tubos. Son varios los moti-vos que justifican dicho proceder. En primer lugar, por que las acciones espera-das durante la vida útil de una tubería son más previsibles que las que van a soli-citar a una estructura genérica. Pero es que además, el coeficiente de minoraciónadoptado para la resistencia de los materiales de la tubería suele ser muy eleva-do (en torno a 2, ver Fig. 54), mayor que el considerado en las estructuras engeneral, y como en el fondo, los dos coeficientes de seguridad usualmente con-

232
siderados (el de mayoración de las acciones y el de minoracion de las resisten-cias) podrían englobarse en uno único, en las tuberías, ese elevado coeficiente deminoración cumpliría esa función de coeficiente único, garantizando una seguri-dad suficiente ante los imprevistos (ver los comentarios al apartado 3.10.3,donde ya se explicaron los criterios genéricos para la fijación de los coeficientesde seguridad).
Sólo en el ámbito de las tuberías de hormigón, la IET-80, claramente influida porel procedimiento de cálculo genérico de las estructuras de hormigón, sí prevémayorar las acciones y minorar las resistencias de los materiales (eso sí, con unoscoeficientes reductores menores que los empleados en el resto de materiales).
4.2.1.3 La hipótesis pésima de carga
Se entiende por “hipótesis pésima de carga” en una sección de una tubería a la combinaciónde acciones de cálculo que produzca la máxima solicitación o deformación en esa sección.
La “hipótesis pésima de carga” es, en general, la combinación de acciones quedeja fuera de servicio una estructura desde el punto de vista estructural.
La IET-80 (artículo 3) la define, para una sección de la tubería, como la “combi-nación de acciones que, durante el servicio de la tubería, produce la máxima soli-citación en esa sección, habida cuenta del tipo de apoyo”.
Por “combinación de acciones”, la EHE (artículo 13) entiende el “conjunto de accio-nes compatibles que se considerarán actuando simultáneamente para una compro-bación determinada. Cada combinación, en general, estará formada por las accionespermanentes, una acción variable determinante y una o varias acciones variablesconcomitantes. Cualquiera de las acciones variables puede ser determinante”.
En las instalaciones aéreas, para todas las tipologías de materiales, la hipótesis pésimade carga suele corresponder bien al estado tensional en la pared del tubo derivado de lasola acción de la presión interior, o bien a la flexión longitudinal producida por las accio-nes gravitatorias, si bien, en ocasiones, tal como se detalla en los apartados siguientes,puede haber alguna otra situación también condicionante, como el pandeo causado porposibles presiones internas negativas (acero y plásticos), las posibles tracciones longitudi-nales o las tensiones en los apoyos, etc.
En las instalaciones enterradas, si bien en el proyecto de la tubería deben considerarsetodas las acciones indicadas en el anterior apartado 4.2.1.2, habitualmente, las másdeterminantes son la presión interior actuante (a.3.2), las acciones del terreno (b) y las deltráfico (c), de manera que la hipótesis pésima de carga suele producirse por la combina-ción de las acciones que se indican a continuación (las cuáles figuran resumidas en laTabla 78), según tipologías de tuberías.

233
– Tubos de acero
– Estado tensional debido a la acción exclusiva de la presión interna.– Deformación causada por la acción exclusiva de las acciones externas.– Pandeo o colapso producido por la acción de las acciones externas y de la presión
interna negativa.
– Tubos de hormigón
– Estado tensional debido a la acción exclusiva de la presión interna.– Estado tensional debido a la acción exclusiva de las acciones externas.– Estado tensional debido a la acción conjunta de las acciones externas y de la pre-
sión interna.
– Tubos de materiales termoplásticos (PVC y PE)
– Estado tensional debido a la acción exclusiva de la presión interna.– Estado tensional debido a la acción exclusiva de las acciones externas.– Estado tensional debido a la acción conjunta de las acciones externas y de la pre-
sión interna.– Deformación causada por la acción exclusiva de las acciones externas.– Deformación causada por la acción conjunta de las acciones externas y de la pre-
sión interna.– Pandeo o colapso producido por la acción de las acciones externas y de la presión
interna negativa.
– Tubos de PRFV
– Estado tensional debido a la acción exclusiva de la presión interna.– Estado tensional debido a la acción exclusiva de las acciones externas.– Estado tensional debido a la acción conjunta de las acciones externas y de la pre-
sión interna.– Deformación causada por la acción exclusiva de las acciones externas.– Pandeo o colapso producido por la acción de las acciones externas y de la presión
interna negativa.
– Tubos de fundición
Tubos de diámetro grande (comportamiento flexible):
– Estado tensional debido a la acción exclusiva de la presión interna.– Deformación causada por la acción exclusiva de las acciones externas .
Tubos de diámetro pequeño (comportamiento rígido):
– Estado tensional debido a la acción exclusiva de la presión interna.– Estado tensional debido a la acción exclusiva de las acciones externas.

234
Los tubos de fundición son un claro ejemplo de tubos con comportamiento semi-rígido, cuyo comportamiento varía de flexible a rígido según el tamaño del diá-metro (ver apartado 4.2.1.1).
No obstante lo anterior, en los tubos de fundición de pequeño diámetro, la com-probación de que el estado tensional causado por la acción de las acciones exter-nas no supera el admisible, puede sustituirse por la comprobación de que lasdeformaciones causadas por dichas cargas externas no excedan los valores indi-cados en la Tabla 82 (UNE-EN 545:1995) ya que en esos valores (bastantepequeños) va implícito que las tensiones en la pared sean admisibles.
Por tanto, en los tubos de fundición basta con comprobar, en cualquier caso, elestado tensional producido por la sola acción de la presión interna o las defor-maciones causadas en la hipótesis de actuación única de las acciones externas.
Tabla 78. Hipótesis pésima de carga habituales en los diferentes tipos de tubosen instalaciones enterradas
Tipo de tubo
Acero
Estado tensional
Deformaciones
Pandeo o colapsado
PVC-U y PE
Estado tensional
Deformaciones
Pandeo o colapsado
PRFV
Estado tensional
Deformaciones
Pandeo o colapsado
Hormigón Estado tensional
Fundición Estado tensional
Deformaciones
Socilitacióncondicionante
Sólo accionesinternas
Sólo accionesexternas
Carga combinada (acciones internas y externas)
Hipótesis pésima de carga
235
En resumen, las comprobaciones que hay que hacer en las tuberías enterradas son lassiguientes:
a) Estado tensional debido a la acción exclusiva de la presión interna (color azul en laTabla 78)
En cualquier tipología de tubería debe comprobarse que, al actuar únicamente la pre-sión hidráulica interior, el estado tensional producido en la pared del tubo no excedeel admisible.
b) Estado tensional debido a la acción conjunta de las acciones externas y de la presióninterna (color morado en la Tabla 78)
En los tubos de hormigón y en los de materiales plásticos (PVC-U, PE y PRFV) debecomprobarse que la actuación conjunta de la presión interior y de las acciones exter-nas produce un estado tensional inferior al admisible.
En estos tubos, determinadas combinaciones de presiones interiores (P) ymomentos flectores debidos a las cargas externas (W) agotan la tubería.
Los primeros estudios que profundizaron en lo anterior se realizaron para lostubos de fibrocemento, para los que, tradicionalmente, se representabandichas combinaciones mediante la conocida como parábola de Schlick (Hüne-berg, 1971), de forma que la curva que representa estados de agotamiento dela tubería venía representada por la ecuación (ver Fig 67):
W momento flector de aplastamientoWr momento flector de rotura al aplastamientoP presión internaPr presión interna de rotura
En los tubos de hormigón pretensado, dicha curva viene representada por unaecuación similar (ver Fig 67), en concreto (Moser, 1990):
En los tubos de materiales plásticos, la curva que representa los valores de Wy P que agotan la tubería es algo diferente (Liria, 1995), del estilo de la mos-trada en la Fig 67. En ella puede verse que la presión máxima soportable essuperior a la presión aislada de rotura, ya que la presión interior anula parte
WW
1PPr r
= −WW
1PPr r
3= −
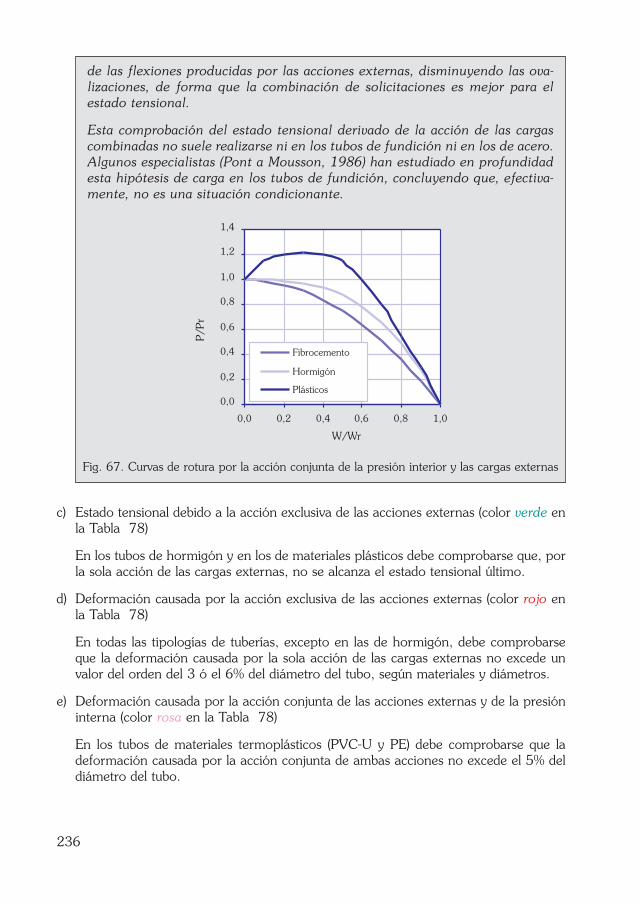
236
de las flexiones producidas por las acciones externas, disminuyendo las ova-lizaciones, de forma que la combinación de solicitaciones es mejor para elestado tensional.
Esta comprobación del estado tensional derivado de la acción de las cargascombinadas no suele realizarse ni en los tubos de fundición ni en los de acero.Algunos especialistas (Pont a Mousson, 1986) han estudiado en profundidadesta hipótesis de carga en los tubos de fundición, concluyendo que, efectiva-mente, no es una situación condicionante.
Fig. 67. Curvas de rotura por la acción conjunta de la presión interior y las cargas externas
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
0,0 0,2 0,4 0,6 0,8 1,0
W/Wr
P/P
r
Fibrocemento
Hormigón
Plásticos
c) Estado tensional debido a la acción exclusiva de las acciones externas (color verde enla Tabla 78)
En los tubos de hormigón y en los de materiales plásticos debe comprobarse que, porla sola acción de las cargas externas, no se alcanza el estado tensional último.
d) Deformación causada por la acción exclusiva de las acciones externas (color rojo enla Tabla 78)
En todas las tipologías de tuberías, excepto en las de hormigón, debe comprobarseque la deformación causada por la sola acción de las cargas externas no excede unvalor del orden del 3 ó el 6% del diámetro del tubo, según materiales y diámetros.
e) Deformación causada por la acción conjunta de las acciones externas y de la presióninterna (color rosa en la Tabla 78)
En los tubos de materiales termoplásticos (PVC-U y PE) debe comprobarse que ladeformación causada por la acción conjunta de ambas acciones no excede el 5% deldiámetro del tubo.
237
4.2.1.4 Métodos de cálculo para la determinación de las acciones en tuberías enterradas
Para la determinación de las acciones pueden utilizarse distintos métodos de cálculo, sibien para las acciones más determinantes (terreno y tráfico) en España en el caso máshabitual de las tuberías enterradas, los más frecuentes son los siguientes (ver resumen enla Tabla 79):
– Acciones del terreno
Estas acciones, en las tuberías enterradas, se han venido calculando tradicionalmenteen España mediante las teorías de Marston, desarrolladas en la Universidad de Iowa,Estados Unidos, entre los años 1910 y 1920.
Las teorías de Marston son sobre todo de aplicación para los tubos rígidos (hormigón),en los cuales se aplica un coeficiente reductor a la carga obtenida.
En los tubos de acero, por el origen norteamericano de la mayoría de la normativaexistente al respecto, es también práctica habitual utilizar la teoría de Marston para elcálculo de las acciones del terreno, si bien en este caso no se suele emplear ningúncoeficiente reductor, lo que supone una seguridad adicional. Y en los tubos de fundi-ción y de PRFV, es también práctica habitual seguir este proceder.
Por otro lado, en los años 80, se ha desarrollado en Alemania el conocido comométodo ATV de aplicación para el dimensionamiento mecánico de tuberías de cual-quier tipo de material, pero especialmente para las tuberías flexibles o semirígidas
El pandeo transversal o colapsado puede producirse de manera diferente enlas tuberías aéreas que en las enterradas.
En las primeras (tuberías aéreas), cuando la presión interior sea menor que laatmosférica, la presión exterior es mayor que la interior, apareciendo una pre-sión diferencial hacia el eje del tubo que puede provocar un fenómeno de ines-tabilidad en la sección.
En las tuberías enterradas, sin embargo, el pandeo o colapsado se produceaxialmente por una fuerza de compresión excesiva.
La presión admisible por pandeo es menor en el primer caso (tubos aéreos)que en el segundo (tubos enterrados), ya que el relleno de la zanja contribuyea mitigar el posible efecto de la abolladura. Naturalmente, cuanto mejor com-pactado esté dicho relleno de la zanja, mayor será la carga crítica de pandeo.
f) Pandeo o colpasado producido por la acción de las acciones externas y de la posiblepresión interna negativa (color naranja en la Tabla 78).
En los tubos de acero y en los de materiales plásticos (PVC-U, PE y PRFV) debe com-probarse que no se produce la rotura por pandeo por la acción exclusiva de las accio-nes exteriores, o en combinación con la posible presión interna negativa.
238
(norma ATV 127:2000). En España es el método que se emplea habitualmente parael cálculo de las acciones del terreno en los tubos de PVC-U y en los de PE, y, en oca-siones, también en los de PRFV.
Por último, existe otra posibilidad diferente, desarrollada en Francia en los años90, que es el conocido como método del Fascículo 70 (F-70:2001), de aplicacióntambién, en principio, para el dimensionamiento mecánico de tuberías de cualquiertipo de material, si bien en España se utiliza sólo en ocasiones para los tubos defundición.
Tres son, por tanto, los posibles métodos para el cálculo de las acciones delterreno en una tubería enterrada: el de Marston, el de la norma ATV127:2000 o el del F-70:2001.
a) El método de Marston
La teoría clásica de Marston para el cálculo de las acciones producidas enuna tubería instalada en zanja por el peso de las tierras fue originaria-mente concebida para los tubos rígidos (en concreto para los de hormigón),en los cuales las deformaciones ante la acción de las cargas externas sondespreciables.
Simplificadamente, dicha teoría consiste en suponer que la carga verticaldebida al peso de las tierras (We) es el peso del prisma de relleno situadojusto por encima de la tubería, menos la resistencia a cortante a lo largode los lados verticales de dicho prisma. Dicha disminución debida al efec-to axil hace que se emplee un coeficiente reductor que minore el peso teó-rico del prisma de relleno situado sobre el tubo.
We carga vertical debida al peso de las tierras (kN/m)Cz coeficiente reductorγr densidad del relleno (kN/m3)H altura de tierras sobre la clave del tubo (m)b ancho de la zanja en la clave del tubo (m)
El coeficiente Cz depende del tipo de instalación (en zanja, en terraplén,en zanja terraplenada), de la profundidad de enterramiento, del diámetrodel tubo y de las características del relleno. En el caso genérico de zanjaestrecha, su valor viene dado por la expresión:

239
C1 parámetro que depende de la naturaleza geotécnica del relleno (varíadesde 0,192 si se trata de rocas machacadas a 0,11 si son arcillas plás-ticas).
Las fórmulas anteriores están deducidas en la hipótesis de que, al ser másrígida la tubería que los rellenos laterales, éstos ceden y la tubería tieneque soportar las cargas que actúan sobre todo el ancho de la zanja.
Los empujes laterales, en teoría, se calculan de la siguiente manera, si bienen la práctica no se suelen tener en cuenta (Liria, 1995 ó IET-80):
qh empuje horizontal en cada punto del tubo definido por un radio queforma un ángulo β con la vertical (en kN/m2)
ϕ ángulo de rozamiento interno del rellenoOD diámetro exterior de la tubería (en m)
Cuando la tubería es flexible (o por lo menos, el terreno que la rodea esmás rígido que la tubería), y se emplea la teoría de Marston para el cálcu-lo de las acciones del relleno, la tubería solo tiene que resitir las cargas queactúan sobre un ancho igual a su diámetro externo (ya que se entiende quela tubería se va a deformar por dichas acciones verticales y, en consecuen-cia, va a transmitir a los rellenos laterales parte de las cargas verticales).Con ello, la expresión genérica anterior se transforma en:
Como se ha indicado, en ocasiones, del lado de seguridad, en la aplicaciónde la teoría de Marston en los tubos flexibles tampoco se emplea el coefi-ciente reductor de las cargas Cz.
Ello es así, por ejemplo, en los tubos de PRFV o en los de fundición, paralos que los manuales clásicos norteamericanos sobre su dimensionamientoprevén el cálculo de las acciones del terreno aplicando las teorías de Mars-ton sin coeficiente reductor alguno (ver, por ejemplo, el Manual AWWA
240
M45, apartado 5.7.3.5, o la norma AWWA C150-96, apartado 50.4.3,para los tubos de PRFV o fundición respectivamente).
En los tubos de acero, en ocasiones, sí se prevé el empleo de un coeficien-te reductor (Manual AWWA M11, apartado 6.1), pero lo cierto es que, enla práctica, quedando del lado de la seguridad, puede obviarse dicho coe-ficiente (Siderúrgica de tubo soldado, 1996).
En cualquier caso, hay muchos textos en los que se puede encontrar conel suficiente detalle el desarrollo genérico de la teoría de Marston paracualquier material. Como referencias españolas, por ejemplo, puede citar-se la IET-80 y en el ámbito norteamericano el “Concrete pipe designmanual”, de la American Concrete Pipe Association, o el “Manual M9.Concrete pressure pipe”, de la AWWA.
b) El método ATV
Este método, elaborado por la Asociación Técnica para el Saneamiento deAlemania (Abwasser Teschnische Verein), es relativamente reciente y estádesarrollado en la norma ATV 127:2000. En España está recogido ínte-gramente en la norma UNE 53331:1997 IN.
Pretende ser un método del tipo multimaterial, universal, aplicable a tuberí-as de cualquier material. Se basa en el cálculo de los momentos en la pareddel tubo teniendo en cuenta de la forma más precisa posible la influencia delas deformabilidades del terreno y del tubo, considerando no solo la carga ver-tical sobre el tubo, sino también el empuje horizontal de las tierras.
Según él (en el caso genérico de instalación en zanja) la carga vertical delrelleno (We , en kN/m2) viene dada por la expresión:
We = mv Cz γr H
mv factor de concentración de la presión vertical que tenga en cuentaque, a consecuencia de las distintas deformaciones del tubo y delsuelo que lo rodea, la carga vertical sobre el tubo puede ser mayor omenor que la soportada por las tierras que lo rodean
Cz coeficiente reductor de la carga, análogo al de la teoría de Marston, si biende cálculo más complejo en este caso, pues depende de más parámetros
En este caso es fundamental la consideración de los empujes laterales delterreno (qh), los cuáles se calculan mediante la expresión (también en elcaso genérico de instalación en zanja):
qh = mh K2 Cz γr H
241
mh factor de concentración de la presión lateralK2 coeficiente de empuje lateral de las tierras del relleno
c) El método de F-70:2001
De manera análoga al anterior procedimimiento de la norma ATV127:2000, el método del F-70:2001, es también del tipo multimaterial,común para todo tipo de tuberías.
En él (en el caso genérico de instalación en zanja) las cargas verticales delrelleno (We) se calculan mediante la expresión:
We = Cz γr H
donde Cz es un factor de concentración, que en los tubos flexibles o semi-rígidos toma valor 1 y que en los tubos rígidos se calcula según la teoríade Marston.
El empuje lateral del terreno (qh), por su parte, se calcula mediante laexpresión (también en el caso genérico de instalación en zanja):
qh = K2 We
donde K2 es un coeficiente que depende de la naturaleza y grado de com-pactación del relleno de la zanja.
– Acciones del tráfico
En los tubos de acero y hormigón, de forma clásica, las acciones del tráfico se hanvenido calculando mediante las teorías de Boussinesq, las cuales se encuentran desa-rrolladas de forma simplificada (con pequeñas variaciones entre unas fuentes y otras)en DIN 1072:1985 o en IET-80.
En los tubos de PVC-U y en los de PE (y también en ocasiones en los de PRFV), demanera análoga a las acciones del terreno, en España suele emplearse el método dela norma ATV 127:2000 para la determinación de las acciones del tráfico.
Por último, en los tubos de fundición y de PRFV pueden emplearse los procedimien-tos específicos previstos en las normas UNE-EN 545:1995 (o alternativamente en lanorma F-70:2001) y en el manual AWWA M45, respectivamente.
Como se indicó al inicio de este apartado 4.2.1.4, en la tabla adjunta se resumen losmétodos de cálculo habituales de las acciones del terreno y del tráfico en el dimensiona-miento de tuberías enterradas en España.
242
Tabla 79. Métodos habituales de cálculo de las acciones del terreno y del tráfico en tuberías enterradas en España
Acción Tubos de Tubos de Tubos de Tubos de Tubos de fundición acero hormigón PVC y PE PRFV
UNE-EN545:1995 Marston sin Marston con ATV Marston sinTerreno y coefciente coeficiente 127:2000 coefcte reductor
F-70:2001 reductor reductor ó ATV 127:2000
Tráfico UNE-EN545:1995 Boussinesq Boussinesq ATV AWWA M45 y F-70:2001 127:2000 ó ATV 127:2000
4.2.1.5 Métodos de cálculo para el dimensionamiento de tuberías enterradas
El método de cálculo a emplear para el dimensionamiento de la tubería debe ser selec-cionado por el proyectista de entre los de uso frecuente en el ámbito de las tuberías, reco-gido o no en las normas específicas de cada tipología, de forma que se garantice el ade-cuado dimensionamiento de la tubería.
En el caso más habitual de tuberías enterradas, los métodos de cálculo habitualmente emple-ados en España para la comprobación de las solicitaciones pésimas indicadas en el aparta-do anterior (ver resumen en la Tabla 78), y en consecuencia recomendados en el dimen-sionamiento, son los que se indican a continuación, los cuales se resumen en la Tabla 80.
a) Estado tensional debido a la acción exclusiva de la presión interna (color azul en laTabla 78)
La comprobación de que el estado tensional producido por la acción exclusiva de lapresión interna no excede el admisible se realiza, en los tubos de material homogé-neo, a través de la siguiente expresión:
MDP presión máxima de diseño en la sección de la tuberíaσadm tensión admisible a tracción del material constitutivo tuboC coeficiente de seguridadID diámetro interior del tuboe espesor de la pared del tubo
Los valores habituales de σadm y C figuran resumidos en la Tabla 66 y en la Fig. 54.
Simplificadamente, en los tubos que se fabriquen bajo distintas series de presionesnominales (plásticos, básicamente), la comprobación anterior, no obstante, puede sus-tituirse simplemente por verificar que la PN del tubo sea superior a la DP, ya que enel concepto de PN va implícito el que el tubo resista, en ausencia de cargas externas,
σadmMDP C ID
e≥ ⋅ ⋅
⋅2
y de forma continuada y a largo plazo, una presión igual a la DP. Debe, en cualquiercaso, comprobarse que las sobrepresiones debidas al golpe de ariete son igualmentesoportables por el tubo.
En los tubos de hormigón, por su parte, se recomienda seguir lo especificado en laIET-80.
243
En la expresión anterior, en rigor, por aplicación estricta de la resistencia demateriales, el diámetro que debe figurar es el interior (ID). No obstante, enalgunos de los apartados de este documento específicos para determinadastipologías (y siguiendo lo especificado por las normas de producto o por algu-nos manuales clásicos de diseño de tuberías) se ha empleado el diámetro exte-rior (OD) o el medio (Dm), si bien las diferencias son muy pequeñas.
b) Estado tensional debido a la acción conjunta de las acciones externas y de la presióninterna (color morado en la Tabla 78).
Para verificar que el estado tensional en la pared del tubo por la acción conjunta delas acciones externas y de la presión interna no excede el admisible pueden emplear-se diversos procedimientos.
Así, por ejemplo, en los tubos de PVC-U y en los de PE, viene utilizándose desde losaños 90 el método de la norma ATV 127:2000 (desarrollado en UNE 53331:1997IN), mientras que en los de PRFV puede utilizarse bien el mismo método ATV o bienel procedimiento recogido en el manual AWWA M45. En los tubos de hormigón, porúltimo, suele emplearse la formulación descrita en la IET-80.
c) Estado tensional debido a la acción exclusiva de las acciones externas (color verde enla Tabla 78).
Para verificar que el estado tensional en la pared del tubo por la acción exclusiva delas acciones externas no excede el admisible pueden emplearse los mismos procedi-mientos que en el caso anterior.
d) Deformación causada por la acción exclusiva de las acciones externas (color rojo enla Tabla 78).
La verificación de que la deformación causada por la acción exclusiva de las accionesexternas no excede la admisible suele realizarse mediante la fórmula de Spangler enlos tubos de acero y mediante el método de la norma ATV 127:2000 en los de PVC-Uy PE. En los tubos de PRFV puede utilizarse cualquiera de ambas y en los de fundi-ción, bien la fórmula de Spangler o bien el método del F-70:2001.
e) Deformación causada por la acción conjunta de las acciones externas y de la presióninterna (color rosa en la Tabla 78).
La verificación de que la deformación causada por la acción conjunta de las accionesexternas y de la presión interna no excede la admisible suele realizarse mediante el

244
método de la norma ATV 127:2000 en los de PVC-U y PE.
f) Pandeo o colapsado producido por la acción de las acciones externas y de la posiblepresión interna negativa (color naranja en la Tabla 78).
Para comprobar que por la acción de las acciones externas, bien solas o bien en com-binación con la presión interna negativa, no se produzca la rotura por pandeo, debeverificarse que las acciones totales que solicitan a la tubería no alcancen el valor de lacarga crítica de pandeo (Pcrit) minorada por un coeficiente de seguridad, C.
En los tubos de acero y en los de PRFV, la carga crítica de pandeo Pcrit suele calcu-larse mediante la formulación de Luscher (AWWA M11 ó M45):
Pcrit carga crítica de pandeo, en N/mm2
E módulo de elasticidad del material de la tubería, en N/mm2
I momento de inercia de la pared de la tubería, en mm3 (I=e3/12)E´ módulo de reacción del suelo, en N/mm2
B´ coeficiente de origen empírico, de valor:
H altura de tierras por encima de la clave del tubo, en mmDm diámetro medio del tubo, en mmff factor de flotación
Hw altura del nivel frático sobre el tubo, en mm
En los tubos de materiales termoplásticos, sin embargo, la carga crítica de pandeo Pcritsuele calcularse mediante la siguiente expresión (método de la norma ATV 127:2000en UNE 53331:1997 IN):
Pcrit carga crítica de pandeo, en N/mm2
St rigidez circunferencial específica a largo plazo, en N/mm2
Ssh rigidez horizontal del relleno hasta la clave del tubo (ver UNE 53331:1997 IN,apartado 4.1.2), en N/mm2.
P f B EEI
Dcrit fm
= ′ ′32 3
fHHf
w= 1 0 33– ,
P S Scrit t sh= 2
P f B EEI
Dcrit fm
= ′ ′32 3
fHHf
w= 1 0 33– ,
P S Scrit t sh= 2
P f B EEI
Dcrit fm
= ′ ′32 3
fHHf
w= 1 0 33– ,
P S Scrit t sh= 2
B´= 11+4 e(–0,213 H)

245
La formulación del factor B’ que interviene en la expresión de Luscher antesenunciada ha variado en las últimas ediciones de las normas AWWA. En con-creto, la expresión propuesta para su cálculo es la que aparece en la 4.ª y últi-ma edición del manual AWWA M 11 (de 2004), la cual difiere respecto a laincluida en las primeras ediciones de esta Guía Técnica (basada, a su vez, enla 2.ª edición del Manual AWWA A M11, DE 1987).
En el caso de los tubos aéreos, la carga crítica de pandeo Pcrit producida exclu-sivamente por depresiones interiores, se determina de manera diferente. Porejemplo, es habitual su cálculo mediante la formulación de Levy (Vallarino,2000 ó AWWA M11, 1987):
Pcrit carga crítica de pandeo, en N/mm2
E módulo de elasticidad del material de la tubería, en N/mm2
υ coeficiente de Poisson del material de la tubería e espesor del tubo, en mmDm diámetro medio del tubo, en mm
No obstante, algunos autores (Moser, 1990 o Jiménez et al., 1980), prevéntambién la posibilidad de calcular la carga crítica de pandeo por otras expre-siones diferentes a la de Levy. Por ejemplo la de Meyerhof y Baike (1963):
Pcrit carga crítica de pandeo, en N/mm2
E módulo de elasticidad del material de la tubería, en N/mm2
E´ módulo de reacción del suelo, en N/mm2
υ coeficiente de Poisson del material de la tubería.e espesor del tubo, en mmI momento de inercia de la pared del tubo, en mm3 (I=e3/12)rm radio medio de la tubería, en mm
No obstante lo anterior, en instalaciones enterradas, se recomienda adoptarcomo carga crítica de pandeo la obtenida por alguna de las expresiones ante-riores (Levy o Meyerhof y Baike) si resultase superior a la calculada por laexpresión de Luscher o a la propuesta en el método de la norma ATV127:2000 para los materiales termoplásticos.
En cualquier caso, las formulaciones antes expresadas hacen la comprobacióndel pandeo de una tubería enterrada en términos de cargas (en N/mm2), lo quede alguna manera es una simplificación del problema usualmente aceptada.Algunos documentos (Der Norske Veritas, 1981) prevén procedimientos en losque dicha comprobación la realizan en términos de tensiones en la pared deltubo, pudiendo utilizarse alternativamente este procedimiento que arrojaresultados más exactos.
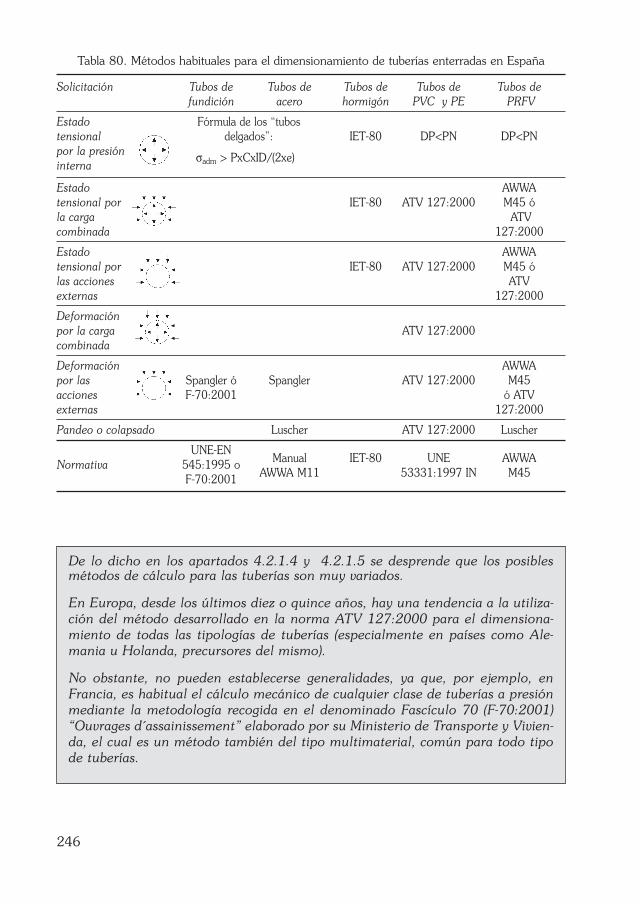
246
Tabla 80. Métodos habituales para el dimensionamiento de tuberías enterradas en España
Solicitación Tubos de Tubos de Tubos de Tubos de Tubos defundición acero hormigón PVC y PE PRFV
Estado Fórmula de los “tubos tensional delgados”: IET-80 DP<PN DP<PNpor la presión σadm > PxCxID/(2xe)interna
Estado AWWA tensional por IET-80 ATV 127:2000 M45 óla carga ATV combinada 127:2000
Estado AWWA tensional por IET-80 ATV 127:2000 M45 ó las acciones ATV externas 127:2000
Deformaciónpor la carga ATV 127:2000combinada
Deformación AWWApor las Spangler ó Spangler ATV 127:2000 M45acciones F-70:2001 ó ATVexternas 127:2000
Pandeo o colapsado Luscher ATV 127:2000 Luscher
UNE-ENManual IET-80 UNE AWWANormativa 545:1995 o
AWWA M11 53331:1997 IN M45F-70:2001
De lo dicho en los apartados 4.2.1.4 y 4.2.1.5 se desprende que los posiblesmétodos de cálculo para las tuberías son muy variados.
En Europa, desde los últimos diez o quince años, hay una tendencia a la utiliza-ción del método desarrollado en la norma ATV 127:2000 para el dimensiona-miento de todas las tipologías de tuberías (especialmente en países como Ale-mania u Holanda, precursores del mismo).
No obstante, no pueden establecerse generalidades, ya que, por ejemplo, enFrancia, es habitual el cálculo mecánico de cualquier clase de tuberías a presiónmediante la metodología recogida en el denominado Fascículo 70 (F-70:2001)“Ouvrages d´assainissement” elaborado por su Ministerio de Transporte y Vivien-da, el cual es un método también del tipo multimaterial, común para todo tipode tuberías.
247
O diferente es el caso de los Estados Unidos, país con una vasta experiencia enel estudio científico de las tuberías, en donde, para el dimensionamiento de cual-quier tipo de tubo, se suelen utilizar las teorías de Marston y Spangler (desarro-lladas en los años 1910 y 1920 en la Universidad de Iowa), habida cuenta del ori-gen norteamericano de ellas.
Las posibilidades, por lo tanto, resultan numerosas. Ante este panorama, la UE,a través del CEN, siguiendo el mismo espíritu unificador en el tratamiento detodas las tuberías que el comentado anteriormente con la norma UNE-EN805:2000 (ver apartado 2.2.2.3), está elaborando la norma EN 1295 relativa alcálculo estructural de tuberías enterradas a presión, de la cual su parte 3 pre-tende establecer un método de cálculo común a todas las tipologías (en la actua-lidad está ya publicada la parte 1, UNE-EN 1295-1:1998, mientras que las par-tes 2 y 3 son aún proyectos de normas europeas, prEN 1295-3:2001 yprEN1295-2:2000).
La norma UNE EN 1295-1 informa de los distintos métodos nacionales existen-tes para el cálculo mecánico de las tuberías enterradas, concluyendo que la granmayoría de los países hacen uso de las formulaciones de Marston y Spangler. EnprEN1295-2:2000, partiendo de ese entendimiento de base, se informa másdetalladamente de algunos métodos que precisan de explicaciones adicionales(básicamente los basados en las normas ATV 127:2000 y en la F-70:2001). Porúltimo, el prEN 1295-3:2001 trata la convergencia de todos los métodos, cen-trándose en el entendimiento de dichos métodos ATV 127:2000 y F-70:2001,tratando de aprovechar lo mejor de cada uno de ellos.
El espíritu de prEN 1295-3:2001 es, por tanto, la adopción de un método de cál-culo común para todas las tipologías de tuberías, si bien, obviamente, contem-plando diferencias en el cálculo que respeten las particularidades del comporta-miento de los tubos flexibles y de los rígidos. Para ello se prevén dos posiblesmétodos: uno inspirado en ATV 127:2000 (opción 1) y otro en F-70:2001 (opción2). Con cualquiera de ellos se pretende adoptar una metodología de cálculo detensiones y deformaciones común para todos los tubos, de forma que el dimen-sionamiento de los tubos, a partir del estado tensional y deformacional obteni-do, se reserve a las distintas normas específicas de los respectivos tipos de tubos.
La adopción de un método multimaterial de cálculo de este estilo, tiene la indu-dable ventaja de poder comparar las posibilidades de diferentes tipos de tuberíasante unas solicitaciones determinadas, si bien la dificultad estriba en que, preci-samente, esas diferencias de comportamiento de los distintos tipos de tubos antelas cargas externas dificultan la adopción de una metodología general para todosellos.
Las principales diferencias respecto a los procedimientos de cálculo tradicional-mente empleados en España no radican tanto en el método empleado sino en losvalores de los diferentes parámetros utilizados en dicho cálculo, los cuales pre-
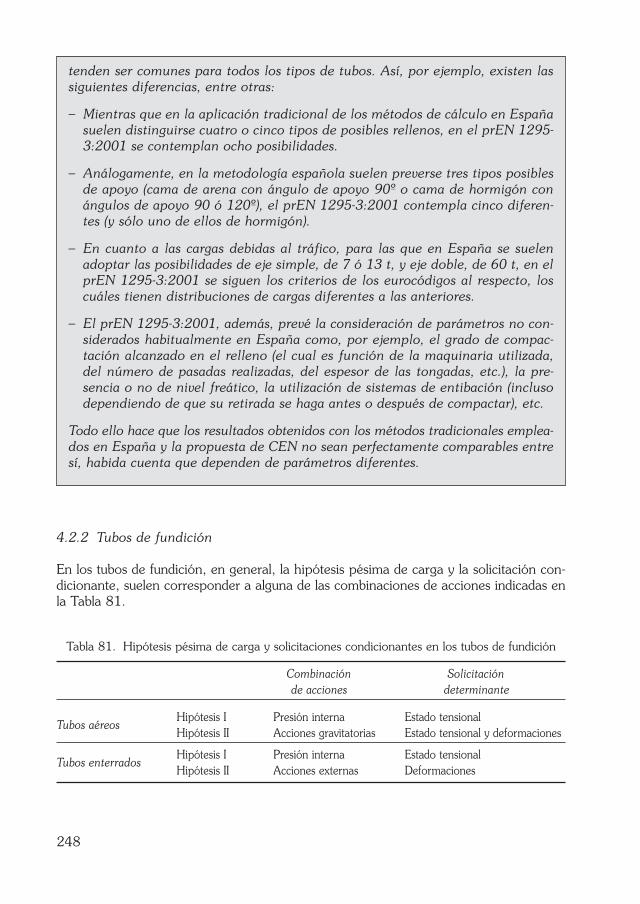
248
4.2.2 Tubos de fundición
En los tubos de fundición, en general, la hipótesis pésima de carga y la solicitación con-dicionante, suelen corresponder a alguna de las combinaciones de acciones indicadas enla Tabla 81.
Tabla 81. Hipótesis pésima de carga y solicitaciones condicionantes en los tubos de fundición
Combinación Solicitaciónde acciones determinante
Tubos aéreosHipótesis I Presión interna Estado tensionalHipótesis II Acciones gravitatorias Estado tensional y deformaciones
Tubos enterradosHipótesis I Presión interna Estado tensionalHipótesis II Acciones externas Deformaciones
tenden ser comunes para todos los tipos de tubos. Así, por ejemplo, existen lassiguientes diferencias, entre otras:
– Mientras que en la aplicación tradicional de los métodos de cálculo en Españasuelen distinguirse cuatro o cinco tipos de posibles rellenos, en el prEN 1295-3:2001 se contemplan ocho posibilidades.
– Análogamente, en la metodología española suelen preverse tres tipos posiblesde apoyo (cama de arena con ángulo de apoyo 90º o cama de hormigón conángulos de apoyo 90 ó 120º), el prEN 1295-3:2001 contempla cinco diferen-tes (y sólo uno de ellos de hormigón).
– En cuanto a las cargas debidas al tráfico, para las que en España se suelenadoptar las posibilidades de eje simple, de 7 ó 13 t, y eje doble, de 60 t, en elprEN 1295-3:2001 se siguen los criterios de los eurocódigos al respecto, loscuáles tienen distribuciones de cargas diferentes a las anteriores.
– El prEN 1295-3:2001, además, prevé la consideración de parámetros no con-siderados habitualmente en España como, por ejemplo, el grado de compac-tación alcanzado en el relleno (el cual es función de la maquinaria utilizada,del número de pasadas realizadas, del espesor de las tongadas, etc.), la pre-sencia o no de nivel freático, la utilización de sistemas de entibación (inclusodependiendo de que su retirada se haga antes o después de compactar), etc.
Todo ello hace que los resultados obtenidos con los métodos tradicionales emplea-dos en España y la propuesta de CEN no sean perfectamente comparables entresí, habida cuenta que dependen de parámetros diferentes.

249
4.2.2.1 Tubos aéreos
Las principales comprobaciones que deben hacerse en los tubos de fundición instaladosentre apoyos son las siguientes:
– Hipótesis I. Presión interna (estado tensional)
En la hipótesis de actuación única de la presión interna del agua, debe comprobarseque dicha presión (para un determinado valor de DN y espesor e del tubo) produce unestado tensional inferior al admisible, supuesto el coeficiente de seguridad que se indi-ca a continuación.
Dicha comprobación puede hacerse mediante las siguientes expresiones:
DP y MDP presión de diseño y máxima de diseño, en N/mm2
e espesor de la pared del tubo, en mmDm diámetro medio del tubo, en mm. (Dm = OD - e)OD diámetro exterior del tubo, en mmRm resistencia mínima a la tracción. Rm = 420 N/mm2
C1 coeficiente de seguridad para DP. C1 = 3C2 coeficiente de seguridad para MDP. C2 = 2,5
En la Fig. 68 se representan los valores máximos de las presiones DP y MDP queresisten los tubos de fundición, según sea la clase de que se trate. Las presiones queagotan los tubos unidos con bridas vienen limitadas por la PN de las bridas y no porel propio tubo como tal.
DPe R
D CMDP
e RD C
m
m
m
m
≤ ≤2 2
1 2
Eje
mplo
28 Una tubería de fundición de 1.200 mm de diámetro medio que vaya a
estar sometida a una DP de 2,60 N/mm2 y una MDP de 3,10 N/mm2, debe-rá ser, como mínimo, de clase K9.
En la Fig 68 puede apreciarse claramente la circunstancia comentada enel apartado 3.2.2.1 de que, aunque a un tubo unido con bridas la DPmáxima a la que puede sometérsele es la PN de las bridas, el tubo comotal soporta una presión mucho mayor.
Efectivamente, por ejemplo, un tubo de diámetro medio 800 mm unidocon bridas incorporadas PN 25 será de la clase K10 (ver Fig 5), por lo queel propio tubo como tal soportaría una DP de 3,58 N/mm2 (ver Fig 68 dere-cha), si bien las bridas de unión condicionan que la máxima DP a quepueda estar sometido sea 2,5 N/mm2.

250
Fig. 68. Presiones interiores máximas en los tubos de fundición dúctil
– Hipótesis II. Acciones gravitatorias (estado tensional y deformaciones)
En general, para la hipótesis pésima de carga hay que comprobar que la tensión y ladeformación máxima no superan las admisibles. La tensión admisible es 330 N/mm2
y la deformación admisible la que hace que se alcancen las desviaciones angulares tole-rables de las uniones. Esta comprobación, no obstante, no suele ser limitativa más quepara diámetros pequeños.
Además de las comprobaciones anteriores, en los tubos instalados entre apoyos debeverificarse que, para la hipótesis pésima de carga, las tensiones producidas en las zonasde los apoyos, bifurcaciones, derivaciones, etc, debidas a las reacciones en las mismas,no superan las admisibles. Esta comprobación, que tiene menor interés cuanto menoresson los diámetros y las presiones de trabajo, puede obviarse a criterio del proyectista.
4.2.2.2 Tubos enterrados
Las principales comprobaciones que deben hacerse en los tubos de fundición instaladosentre apoyos son las siguientes:
– Hipótesis I. Presión interna (estado tensional)
La comprobación de los tubos enterrados sometidos a la sola acción de la presiónhidráulica interior es como en el anterior caso de los tubos aéreos.
– Hipótesis II. Acciones externas (deformaciones)
Debe comprobarse que, actuando únicamente las acciones externas (terreno, sobre-cargas móviles o fijas, y otras si existen), la deformación máxima debida a la flexióntransversal no supera la admisible.
0
1
2
3
4
5
6
0 200 400 600 800 1000 1200 1400 1600 1800 2000
Diámetro medio (mm)
Tubos clase K9 Tubos clase K10
Tubos con bridas PN10 Tubos con bridas PN16
Tubos con bridas PN25 Tubos con bridas PN40
Tubos clase 40
0
1
2
3
4
5
6
0 200 400 600 800 1000 1200 1400 1600 1800 2000
Tubos clase K9 Tubos clase K10
Tubos con bridas PN10 Tubos con bridas PN16
Tubos con bridas PN25 Tubos con bridas PN40
Tubos clase 40
MD
P (N
/mm
2)
DP
(N/m
m2)
Diámetro medio (mm)

Como deformaciones máximas admisibles pueden tomarse las indicadas en la Tabla82 (UNE-EN 545:1995).
Tabla 82. Rigideces diametrales mínimas y deformaciones diametrales admisibles (UNE-EN 545:1995)
DNRigidez diametral Sc Deformacion mínima 1) (kN/m2) diametral
Clase 40 K9 K10 admisible (%)
40 7.000 16.500 16.500 0,5050 4.200 9.500 9.500 0,5560 2.600 5.500 5.500 0,6565 2.100 4.800 4.800 0,7080 1.200 2.700 2.700 0,85
100 680 1.500 1.500 1,00125 370 810 880 1,25150 250 480 300 1,45200 130 230 340 1,85250 91 160 220 2,20300 68 110 160 2,45350 67 89 124 2,65400 63 72 102 2,90450 61 86 3,05500 52 74 3,25600 41 58 3,50700 34 49 3,75800 30 42 4,00900 26 37 4,00
1.000 24 34 4,001.100 22 31 4,001.200 20 29 4,001.400 18 26 4,001.500 17 24 4,001.600 17 23 4,001.800 16 22 4,002.000 16 22 4,00
1) Sc = E.I/DN3 = E.e3/12DN3 ; E = 170.000 N/mm2
Esta comprobación de la deformación máxima producida por flexión transversal enlos tubos enterrados, puede realizarse, en una primera aproximación, a título orienta-tivo, de acuerdo con la metodología indicada en el Anexo G informativo de la normaUNE-EN 545:1995, según el cual los valores de la deformación diametral admisiblesque figuran en la Tabla 82 garantizan que el revestimiento interior de mortero decemento no sufra daños y que la tensión en el tubo no supere su valor admisible.
251

En el citado Anexo G de la norma UNE-EN 545:1995 se propone calcular las defor-maciones producidas en el tubo por las cargas externas mediante la fórmula de Span-gler de la siguiente manera (todos los valores orientativos indicados en el prsente apar-tado son los previstos en la norma UNE-EN 545:1995):
δ deformación vertical del tubo debida a las cargas externas, en %
Ka factor de apoyo en función del ángulo de apoyo 2 α (ver Fig 87)
ángulo de apoyo 2 α = 20° Ka = 0,110ángulo de apoyo 2 α = 45° Ka = 0,105ángulo de apoyo 2 α = 60° Ka = 0,102ángulo de apoyo 2 α = 120° Ka = 0,090ángulo de apoyo 2 α = 180° Ka = 0,083
We carga debida al peso de las tierras, en kN/m2
γ peso específico del relleno, en kN/m3 (a falta de datos al respecto, se sueletomar 20 kN/m3)
H altura, en m, de tierras sobre la clave del tubo
Wt carga debida al tráfico, en kN/m2
β coeficiente de carga de tráfico, de valores:
β = 2,00 tráfico intensoβ = 1,50 carreteras principalesβ = 0,75 carreteras intermediasβ = 0,50 carreteras rurales
Se recomienda tomar como mínimo β = 0,5, aún en el caso de no existencia detráfico rodado. Esta fórmula no debe emplearse en alturas de relleno inferiores a0,5 m, debiendo procurarse recubrimientos superiores si se prevén cargas de trá-fico.
DN diámetro nominal del tubo, en mm
Sc rigidez diametral del tubo, en kN/m2 (ver Tabla 82)
E’ módulo de reacción del suelo, en kN/m2 . Unos valores habituales de este coe-ficiente E´ pueden ser los siguientes:
E´ = 0 terreno sin compactarE´ = 1.000 kN/m2 terreno con compactación malaE´ = 2.000 kN/m2 terreno con compactación mediaE´ = 5.000 kN/m2 terreno con compactación buena
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
0 200 400 600 800 1.000 1.200 1.400 1.600
Altu
ra d
e tie
rras
(m)
E´=0
E´= 1000 kN/m
E´=2000 kN/m
E´=5000 kN/m
W He = ⋅γ
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
0 200 400 600 800 1.000 1.200 1.400 1.600
Altu
ra d
e tie
rras
(m)
E´=0
E´= 1000 kN/m
E´=2000 kN/m
E´=5000 kN/m
252
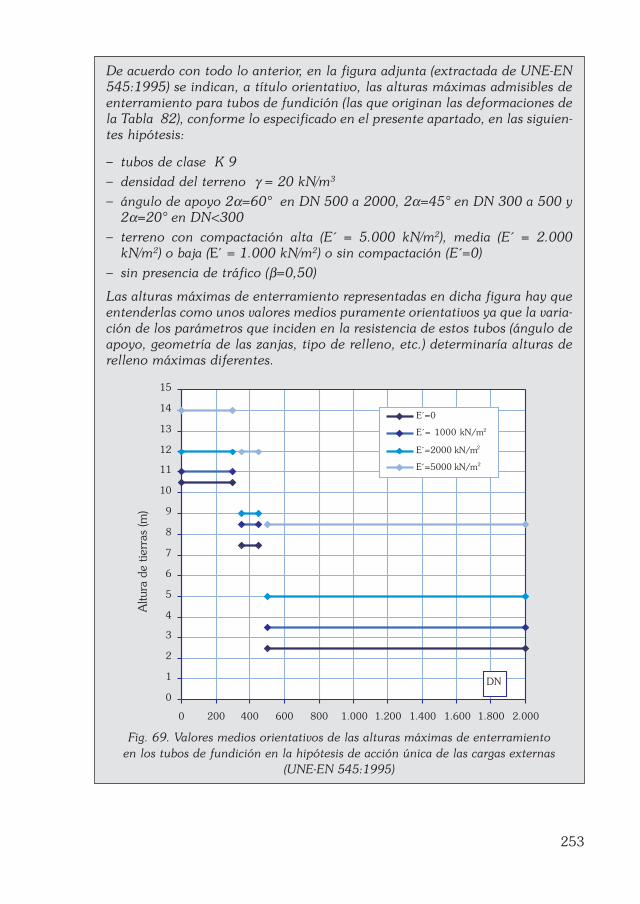
253
De acuerdo con todo lo anterior, en la figura adjunta (extractada de UNE-EN545:1995) se indican, a título orientativo, las alturas máximas admisibles deenterramiento para tubos de fundición (las que originan las deformaciones dela Tabla 82), conforme lo especificado en el presente apartado, en las siguien-tes hipótesis:
– tubos de clase K 9
– densidad del terreno γ = 20 kN/m3
– ángulo de apoyo 2α=60° en DN 500 a 2000, 2α=45° en DN 300 a 500 y2α=20° en DN<300
– terreno con compactación alta (E´ = 5.000 kN/m2), media (E´ = 2.000kN/m2) o baja (E´ = 1.000 kN/m2) o sin compactación (E´=0)
– sin presencia de tráfico (β=0,50)
Las alturas máximas de enterramiento representadas en dicha figura hay queentenderlas como unos valores medios puramente orientativos ya que la varia-ción de los parámetros que inciden en la resistencia de estos tubos (ángulo deapoyo, geometría de las zanjas, tipo de relleno, etc.) determinaría alturas derelleno máximas diferentes.
Fig. 69. Valores medios orientativos de las alturas máximas de enterramiento en los tubos de fundición en la hipótesis de acción única de las cargas externas
(UNE-EN 545:1995)
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
0 200 400 600 800 1.000 1.200 1.400 1.600 1.800 2.000
DN
Altu
ra d
e tie
rras
(m)
E´=0
E´= 1000 kN/m
E´=2000 kN/m
E´=5000 kN/m
2
2
2

254
En el caso de existencia de cargas de tráfico, debe tenerse en cuenta que éstasson decrecientes con la altura del relleno, al contrario que las cargas debidasal propio relleno, que son siempre crecientes (ver Fig 70, en la que se ha repre-sentado, a título de ejemplo para un determinado valor de DN esta circuns-tancia), por lo que las cargas puntuales son sólo condicionantes en alturas derelleno pequeñas (aproximadamente un metro). Por tanto, la presencia de trá-fico no disminuye en exceso el valor máximo de altura de relleno admisible,sino que crea una nueva posible situación pésima para la tubería que seríanlas hipótesis de recubrimientos escasos (menores de un metro).
Fig. 70. Acciones producidas por el relleno de las zanjas y del tráfico
0
20
40
60
80
0 1 2 3 4 5
Altura del relleno (m)
We
ó W
t (k
N/m
)
Cargas debidas al tráfico, Wt
Cargas debidas al relleno, We
Cargas totales
Eje
mplo
29 Continuando con el Ejemplo 28, si la tubería de 1.200 mm de diámetro y
clase K9 a que se hacía referencia va a estar enterrada a una profundidadde 4 metros con un ángulo de apoyo de 60°, deberá de garantizarse quela compactación del relleno sea al menos “media” (E´ = 2.000 kN/m2; verFig. 69)
Por otro lado, en los tubos de fundición es habitual también comprobar la deforma-ción producida por la flexión transversal según lo especificado en F-70:2001, espe-cialmente en los casos en los que se requieran cálculos en detalle. También existe lanorma ISO 10803:1999 cuyo objeto es expresamente el dimensionamiento mecánicode las tuberías de fundición dúctil y que sigue, aproximadamente, lo previsto en UNE-EN 545:1995.
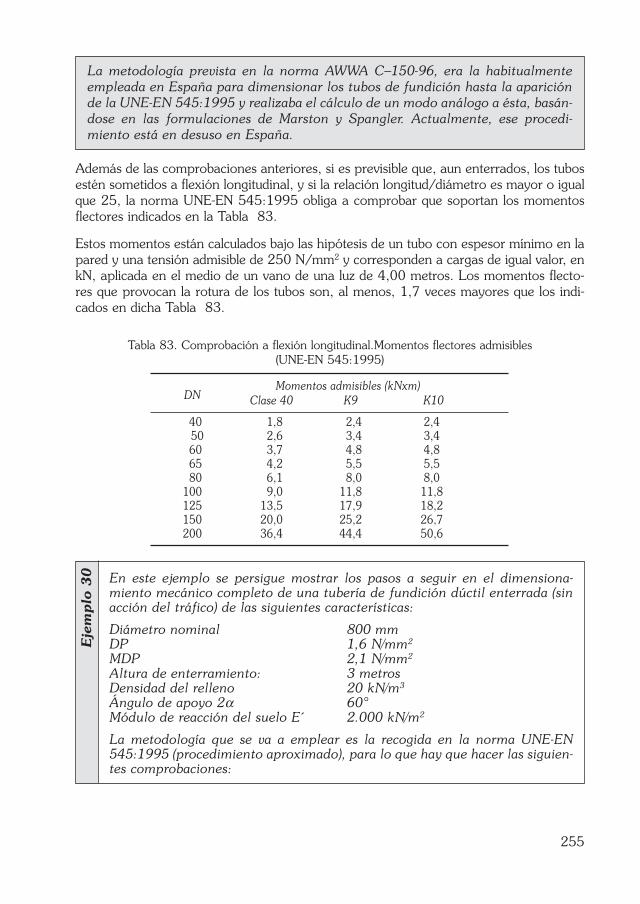
255
Además de las comprobaciones anteriores, si es previsible que, aun enterrados, los tubosestén sometidos a flexión longitudinal, y si la relación longitud/diámetro es mayor o igualque 25, la norma UNE-EN 545:1995 obliga a comprobar que soportan los momentosflectores indicados en la Tabla 83.
Estos momentos están calculados bajo las hipótesis de un tubo con espesor mínimo en lapared y una tensión admisible de 250 N/mm2 y corresponden a cargas de igual valor, enkN, aplicada en el medio de un vano de una luz de 4,00 metros. Los momentos flecto-res que provocan la rotura de los tubos son, al menos, 1,7 veces mayores que los indi-cados en dicha Tabla 83.
Tabla 83. Comprobación a flexión longitudinal.Momentos flectores admisibles (UNE-EN 545:1995)
DNMomentos admisibles (kNxm)
Clase 40 K9 K10
40 1,8 2,4 2,450 2,6 3,4 3,460 3,7 4,8 4,865 4,2 5,5 5,580 6,1 8,0 8,0
100 9,0 11,8 11,8125 13,5 17,9 18,2150 20,0 25,2 26,7200 36,4 44,4 50,6
La metodología prevista en la norma AWWA C–150-96, era la habitualmenteempleada en España para dimensionar los tubos de fundición hasta la apariciónde la UNE-EN 545:1995 y realizaba el cálculo de un modo análogo a ésta, basán-dose en las formulaciones de Marston y Spangler. Actualmente, ese procedi-miento está en desuso en España.
Eje
mplo
30 En este ejemplo se persigue mostrar los pasos a seguir en el dimensiona-
miento mecánico completo de una tubería de fundición dúctil enterrada (sinacción del tráfico) de las siguientes características:
Diámetro nominal 800 mmDP 1,6 N/mm2
MDP 2,1 N/mm2
Altura de enterramiento: 3 metrosDensidad del relleno 20 kN/m3
Ángulo de apoyo 2α 60°Módulo de reacción del suelo E´ 2.000 kN/m2
La metodología que se va a emplear es la recogida en la norma UNE-EN545:1995 (procedimiento aproximado), para lo que hay que hacer las siguien-tes comprobaciones:

256
Eje
mplo
30 (
Cont.
)a) Hipótesis I: Estado tensional debido a la acción única de la presión inter-
na
Si se selecciona un tubo de la clase K9, el espesor del mismo es 11,7 mmy el diámetro exterior 842 mm (ver Tabla 8).
Aplicando las expresiones indicadas en el apartado 4.2.2.1, se compruebaque el estado tensional producido por la acción de la DP ó de la MDP esinferior al admisible.
b) Hipótesis II: Deformaciones causadas por la acción única de las cargasexternas
Los parámetros para el cálculo de la deformación son los siguientes:
We = 20x 3 = 60 kN/m2
Wt = 0Ka = 0,102 (2α = 60°)Sc = 30 kN/m2 (ver Tabla 82)E´= 2.000 kN/m2 (ver enunciado)
El tubo es también suficiente, puesto que la deformación es inferior a laadmisible (4%, ver Tabla 82).
Con todo lo anterior, para resitir las solicitaciones de este ejemplo, sería nece-saria una tubería de fundición dúctil de DN 800 y clase K9 (éstos son los pará-metros de clasificación de una tubería de fundición con unión flexible, con-forme lo indicado en el apartado 3.2.2.2).
Por otro lado, simplificadamente, lo anterior podría haberse comprobadotambién mediante la aplicación de la Fig. 68 y de la Fig. 69.
DP 1,6 N/mm2 11,7 420842 11,7 3
3,94N/mm
MDP 2,1 N/mm2 11,7 420
(842 11,7) 2,54,73N/mm
2 2
2 2
= ≤ ⋅ ⋅−( ) ⋅
=
= ≤ ⋅ ⋅− ⋅
=
δ = ⋅ ⋅
⋅ + ⋅=100 0,102 60
8 30 0,061 2001,6%
DP 1,6 N/mm2 11,7 420842 11,7 3
3,94N/mm
MDP 2,1 N/mm2 11,7 420
(842 11,7) 2,54,73N/mm
2 2
2 2
= ≤ ⋅ ⋅−( ) ⋅
=
= ≤ ⋅ ⋅− ⋅
=
δ = ⋅ ⋅⋅ + ⋅
=100 0,102 608 30 0,061 200
1,6%

257
4.2.3 Tubos de acero
En los tubos de acero, en general, la hipótesis pésima de carga y la solicitación condi-cionante, suelen corresponder a alguna de las combinaciones de acciones indicadas en latabla adjunta.
Tabla. 84. Hipótesis pésima de carga y solicitaciones condicionantes en los tubos de acero
Combinación de acciones Solicitación determinante
TubosHipótesis I Presión interna positiva Estado tensional
aéreos Hipótesis II Presión interna negativa Pandeo o colapsadoHipótesis III Acciones gravitatorias Estado tensional y
deformaciones
TubosHipótesis I Presión interna Estado tensional
enterrados Hipótesis II Acciones externas Deformaciones Hipótesis III Acciones externas y presión interna negativa Pandeo o colapsado
Las conducciones singulares, por su gran diámetro, altas presiones o disposiciones espe-ciales, requerirán cálculos adicionales no contemplados en el presente epígrafe, los cua-les deben figurar en el proyecto de la tubería.
Dichos cálculos adicionales deben ser realizados por procedimientos sancionadospor la práctica, como por ejemplo los que figuran en las “Recomendaciones parael proyecto, la fabricación y el montaje de tuberías forzadas de acero en cons-trucción soldada destinadas a instalaciones hidroeléctricas” del Comité Europeode la Calderería (CETC), en el Manual M11 de AWWA o en API 5L:2000.
4.2.3.1 Tubos aéreos
Las principales comprobaciones que deben hacerse en los tubos de acero instalados entreapoyos son las siguientes:
– Hipótesis I. Presión interna positiva (estado tensional)
En la hipótesis de actuación única de la presión interna del agua, debe comprobarseque dicha presión (para un determinado valor de DN y espesor e del tubo) produce unestado tensional inferior al admisible, supuesto el coeficiente de seguridad que se indi-ca a continuación. Dicha comprobación puede hacerse mediante la siguiente expre-sión (manual AWWA M11):
MDPe
OD adm≤ 2 σ

258
MDP presión máxima de diseño, en N/mm2
e espesor del acero de la pared del tubo, en mm
OD diámetro exterior del tubo, en mm
σadm tensión a tracción admisible del acero en N/mm2. En general se adoptarácomo tensión a tracción admisible del acero el 50% de su límite elástico míni-mo (1/2 Le,min, ver Tabla 19), si bien otro prosible criterio sería adoptar comovalor de dicha tensión a tracción admisible el menor de los siguientes: 1/3 dela resistencia mínima a la tracción (1/3 Rm) ó 2/3 del límite elástico mínimo(2/3 Le,min)
Los valores propuestos para el coeficente de seguridad C son los habitual-mente previstos en muchos de los manuales clásicos para el dimensiona-miento de tubos de acero.
Asi, por ejemplo, el coeficiente de seguridad propuesto (1/2 Le,min) es el reco-mendado en el manual M11 de AWWA “Steel pipe. A guide for design andinstallation” (apartado 4.2), en la norma CPD 501 “Welded steel pipe” de laUnited States Pipe and Foundry Company o en el “Welded steel water pipemanual” de la Steel Plate Fabricators Association.
Por su parte, el valor alternativo considerado (el menor de 1/3 Rm ó 2/3 Le,min)es el recomendado por el Bureau of Reclamation en “Welded steel penstocks.Monograph 3” o por la American Society of Civil Engineeers (ASCE) en suManual nº 79 “Steel penstocks” (apartado 3.4.10). El proyecto de normaprEN 10224:1998 no establece cual debe ser el coeficiente de seguridad parala resistencia del acero.
No obstante lo anterior, en los tubos de acero, en la práctica real, más quecomprobar para un determinado valor de DN y espesor e del tubo que, en lahipótesis de actuación única de la presión interna del agua, se produzca unestado tensional inferior al admisible, lo que se suele hacer es calcular el espe-sor mínimo necesario para resistir dicha presión interior.
Eje
mplo
31
En este ejemplo se han representado los valores de las MDP admisibles entubos fabricados con acero L235 ó L 355 de los especificados en prEN10224:1998, para los espesores normalizados indicados en la Tabla 85.
El origen de los valores seleccionados en dicha Tabla 85 tiene su motiva-ción en que en prEN 10224:1998 se normalizan muchos valores para elespesor de la tubería (ver Tabla 24), de manera que a efectos de poderrepresentar gráficamente la capacidad resistente de las tuberías de acero,se han seleccionado solo unos pocos de ellos, que son los que se indicanprecisamente en dicha Tabla 85, bajo la denominación ”series B, C, D yE”. Este proceder era el adoptado en las primeras versiones del prEN10224 (1992).
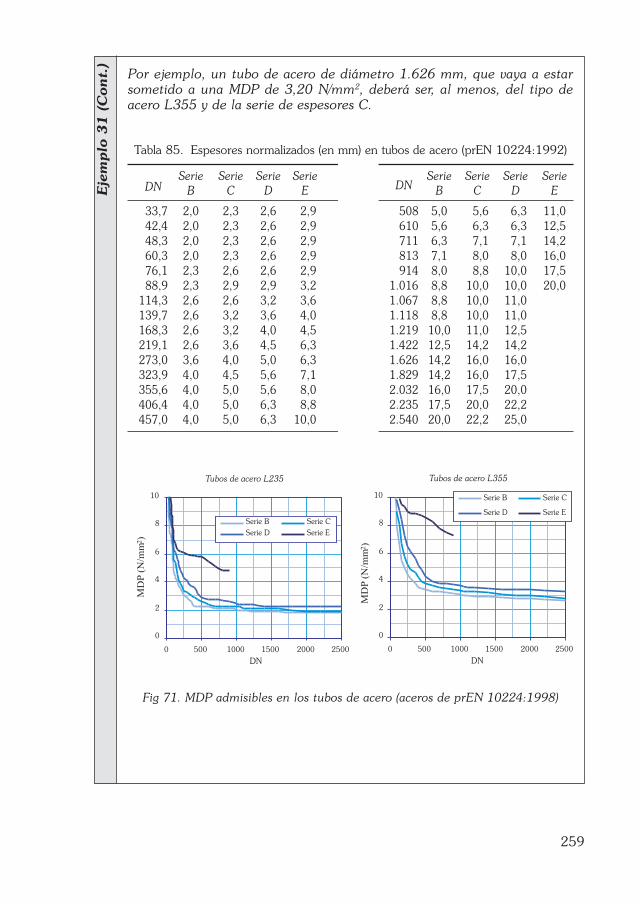
259
Eje
mplo
31 (
Cont.
)
Por ejemplo, un tubo de acero de diámetro 1.626 mm, que vaya a estarsometido a una MDP de 3,20 N/mm2, deberá ser, al menos, del tipo deacero L355 y de la serie de espesores C.
Tabla 85. Espesores normalizados (en mm) en tubos de acero (prEN 10224:1992)
DNSerie Serie Serie Serie
DNSerie Serie Serie Serie
B C D E B C D E
33,7 2,0 2,3 2,6 2,9 508 5,0 5,6 6,3 11,042,4 2,0 2,3 2,6 2,9 610 5,6 6,3 6,3 12,548,3 2,0 2,3 2,6 2,9 711 6,3 7,1 7,1 14,260,3 2,0 2,3 2,6 2,9 813 7,1 8,0 8,0 16,076,1 2,3 2,6 2,6 2,9 914 8,0 8,8 10,0 17,588,9 2,3 2,9 2,9 3,2 1.016 8,8 10,0 10,0 20,0
114,3 2,6 2,6 3,2 3,6 1.067 8,8 10,0 11,0139,7 2,6 3,2 3,6 4,0 1.118 8,8 10,0 11,0168,3 2,6 3,2 4,0 4,5 1.219 10,0 11,0 12,5219,1 2,6 3,6 4,5 6,3 1.422 12,5 14,2 14,2273,0 3,6 4,0 5,0 6,3 1.626 14,2 16,0 16,0323,9 4,0 4,5 5,6 7,1 1.829 14,2 16,0 17,5355,6 4,0 5,0 5,6 8,0 2.032 16,0 17,5 20,0406,4 4,0 5,0 6,3 8,8 2.235 17,5 20,0 22,2457,0 4,0 5,0 6,3 10,0 2.540 20,0 22,2 25,0
Fig 71. MDP admisibles en los tubos de acero (aceros de prEN 10224:1998)
Tubos de acero L235
0
2
4
6
8
10
0 500 1000 1500 2000 2500
DN
Serie B Serie CSerie D Serie E
Tubos de acero L355
0
2
4
6
8
10
0 500 1000 1500 2000 2500
DN
Serie B Serie C
Serie D Serie E
MD
P (N
/mm
)2
MD
P (N
/mm
)2

260
Eje
mplo
32 En este otro ejemplo se ha querido representar la circunstancia de cómo
otras normas, (API 5L:2000, por ejemplo) prevén aceros de mayor resis-tencia a los de prEN 10224:1998, e incluso con series de espesores dife-rentes, de manera que las máximas presiones admisibles en dichos casosserían diferentes, en concreto las representadas en la figura adjunta.
Los valores representados en esta figura corresponden a la hipótesis deemplear los aceros indicados en cada caso (X42, X52, X60 ó X70) en unatubería de distintos diámetros, supuesto el espesor máximo posible pre-visto en API 5L:2000 (ver Tabla 23).
Por ejemplo, una tubería de 1.219 mm de DN, fabricada con acero X60podrá soportar una MDP de cómo máximo 5,9 N/mm2 (supuesto un espe-sor de 17,5 mm, ver Tabla 23).
Fig. 72. MDP admisibles en los tubos de acero (aceros de API 5L:2000)
0
2
4
6
8
10
0 500 1.000 1.500 2.000
DN
MD
P (N
/mm
)2
Acero X42Acero X52Acero X60Acero X70
– Hipótesis II. Presión interna negativa (pandeo o colapsado)
Ante la actuación exclusiva de presiones interiores negativas, debe comprobarse queel coeficiente de seguridad C frente al colapso por abolladura o pandeo sea al menos2, lo cual se puede verificar mediante la expresión:
Pcrit carga crítica de pandeo, en N/mm2, calculada, por ejemplo, según la expresiónde Levy (ver comentarios al apartado 4.2.1.5, f)
Pv depresión debida a posibles golpes de arietes, succiones, etc., en N/mm2
C coeficiente de seguridad, al menos 2 (US Army Corp of Engineers, 1970)
CPPcrit
v= ≥ 2
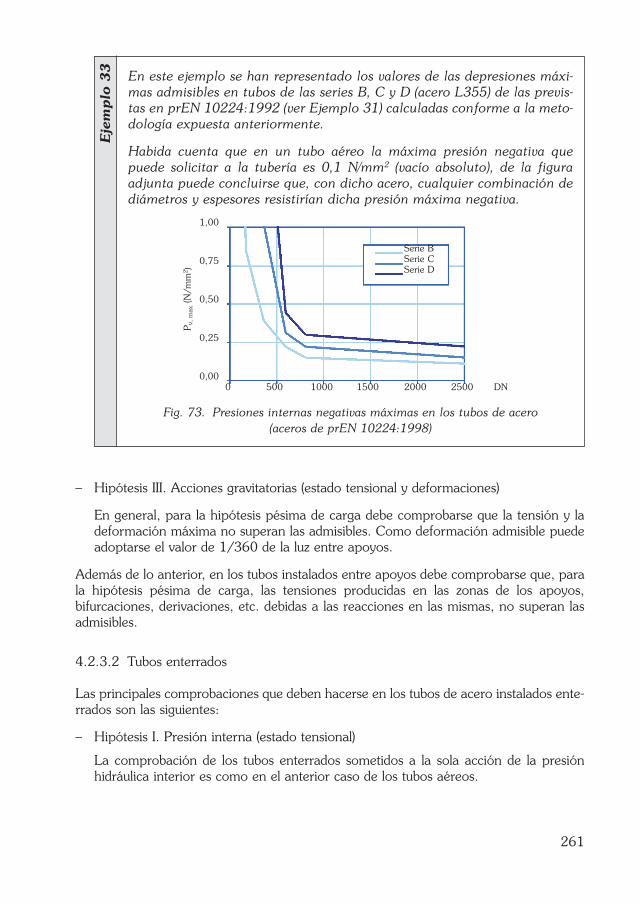
261
Eje
mplo
33 En este ejemplo se han representado los valores de las depresiones máxi-
mas admisibles en tubos de las series B, C y D (acero L355) de las previs-tas en prEN 10224:1992 (ver Ejemplo 31) calculadas conforme a la meto-dología expuesta anteriormente.
Habida cuenta que en un tubo aéreo la máxima presión negativa quepuede solicitar a la tubería es 0,1 N/mm2 (vacío absoluto), de la figuraadjunta puede concluirse que, con dicho acero, cualquier combinación dediámetros y espesores resistirían dicha presión máxima negativa.
Fig. 73. Presiones internas negativas máximas en los tubos de acero (aceros de prEN 10224:1998)
Serie BSerie CSerie D
1,00
0,75
0,50
0,25
0,000 500 1000 1500 2000 2500 DN
Pv,
max
(N/m
m2)
– Hipótesis III. Acciones gravitatorias (estado tensional y deformaciones)
En general, para la hipótesis pésima de carga debe comprobarse que la tensión y ladeformación máxima no superan las admisibles. Como deformación admisible puedeadoptarse el valor de 1/360 de la luz entre apoyos.
Además de lo anterior, en los tubos instalados entre apoyos debe comprobarse que, parala hipótesis pésima de carga, las tensiones producidas en las zonas de los apoyos,bifurcaciones, derivaciones, etc. debidas a las reacciones en las mismas, no superan lasadmisibles.
4.2.3.2 Tubos enterrados
Las principales comprobaciones que deben hacerse en los tubos de acero instalados ente-rrados son las siguientes:
– Hipótesis I. Presión interna (estado tensional)
La comprobación de los tubos enterrados sometidos a la sola acción de la presiónhidráulica interior es como en el anterior caso de los tubos aéreos.

– Hipótesis II. Acciones externas (deformaciones)
Cuando actúen únicamente las acciones exteriores al tubo (terreno, sobrecargas móvi-les o fijas y otras si existen), debe comprobarse que la deformación máxima debida ala flexión transversal no supera la admisible.
Como deformaciones máximas admisibles suelen admitirse valores entre el 2 y el 5%del diámetro exterior. Valgan como ejemplo los valores indicados en la Tabla 86.
Tabla 86. Deformaciones diametrales admisibles de los tubos (Manual AWWA M11)
Tipo de revestimiento Deformación
Exterior Interioradmisible (% DN)
Flexible Flexible 5Flexible Mortero de cemento 3 a 4Mortero de cemento Mortero de cemento 2
El cálculo de la deformación máxima debida a la flexión transversal se suele hacermediante la formulación de Spangler (1941), la cual, en su forma más general, adop-ta la expresión siguiente (manual AWWA M11, 1987):
d deformación producida en el tubo, en m
Dl coeficiente empírico de deformación diferida, que considera la reducción devolumen que a lo largo del tiempo va a tener el terreno de los laterales. Oscilaentre 1 y 1,5, tomándose en valor medio 1,2
d DK W W r
EI E ra e t m
m
=+( )
+ ′1
3
30 061
,
262
Todas los manuales referenciados en el apartado 4.2.3.1 (AWWA, ASCE,Bureau of Reclamation, Steel Plate Fabricators Association, United StatesPipe and Foundry Company) establecen unos valores para Dl entre 1 y 1,5.
Ka coeficiente de factor de apoyo.Unos valores habituales son los siguientes (Fig 87):
ángulo de apoyo 2 α = 20° Ka = 0,110ángulo de apoyo 2 α = 45° Ka = 0,105ángulo de apoyo 2 α = 60° Ka = 0,102ángulo de apoyo 2 α = 120° Ka = 0,090ángulo de apoyo 2 α = 180° Ka = 0,083
We y Wt cargas debidas al peso de las tierras y al tráfico respectivamente, en kN/mrm radio medio de la tubería, en mE módulo de elasticidad del acero. Habitualmente, E = 2,1 x 108 kN/m2
I momento de inercia de la pared del tubo, en m3 (I=e3/12)

263
e espesor de la pared del tubo, en mE´ modulo de reacción del suelo. Es frecuente adoptar los siguientes valores:
terreno bien compactado E´= 5.000 kN/m2
terreno con compactación media E´= 2.000 kN/m2
terreno con mala compactación E´= 1.000 kN/m2
Respecto a las cargas debidas al peso de las tierras y al tráfico (We y Wt respectiva-mente), pueden seguirse las siguientes indicaciones:
a) Cargas debidas al peso de las tierras, We
En los tubos de acero es habitual calcularlas según la teoría de Marston, sin consi-derar ningún coeficiente reductor, lo que supone una seguridad adicional (Siderúr-gica de Tubo Soldado, 1996):
We cargas debidas al peso de las tierras, en kN/mγ peso específico del relleno. Por defecto, puede tomarse 20 kN/m3
H altura de tierras sobre la clave del tubo, en mOD diámetro exterior del tubo, en m
b) Cargas debidas al tráfico, Wt
Para el cálculo de las sobrecargas puntuales debidas al tráfico, puede emplearse laformulación genérica de Boussinesq.
En la IET-80 (anejo 4, apartado 2.4) se incluye una simplificación de dicha formu-lación, suponiendo que los vehículos que transitan sobre una superficie producenuna acción dinámica que se transmite a la tubería en forma de tronco de pirámidecuyas caras laterales forman un ángulo de 45° con la vertical.
A modo de resumen de dicha formulación simplificada, para tubos menores de dosmetros de diámetro y para una carga de triple eje con 60 t, el valor de las cargaspuntuales debidas al tráfico, en t/m, son las siguientes:
alturas de tierra H menores de 1,0 m
OD>t Wt = 30/le´OD<t le <1,5 m Wt = 10 OD/ (t x le)
le >1,5 m Wt = 30 OD / (t x le´)
alturas de tierra H mayores de 1,0 m
OD>s Wt = 30 (OD + s) / (t x le´)OD<s Wt = 60 OD / (t x le´)
le = 0,20 + 1,4 H + 1,05 ODt = 1,4 H + 0,60s = 1,40 (H-1,00)le´= le + 3,0H altura de tierras sobre la clave del tubo, en mOD diámetro exterior del tubo, en m
W H ODe = ⋅ ⋅γ
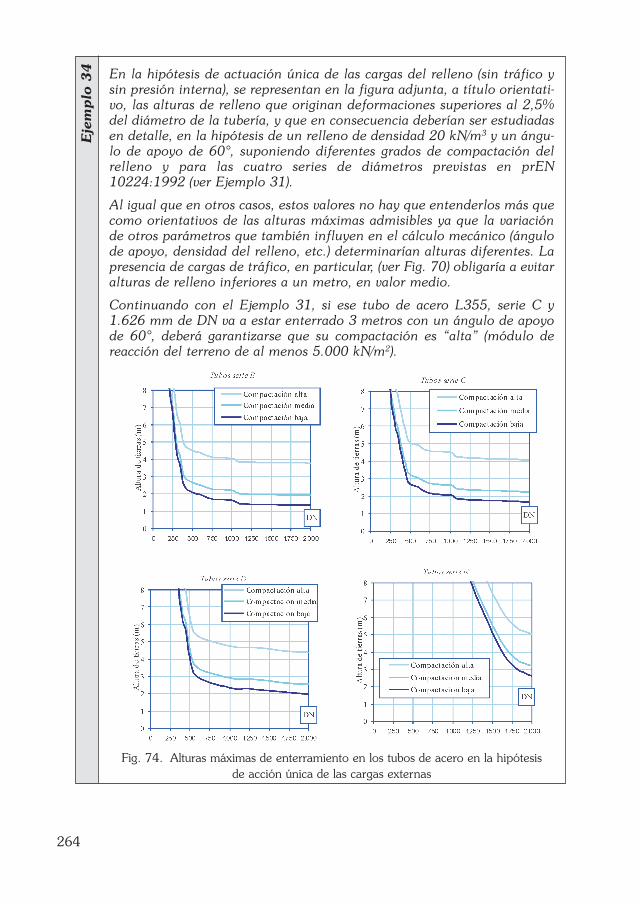
264
Eje
mplo
34 En la hipótesis de actuación única de las cargas del relleno (sin tráfico y
sin presión interna), se representan en la figura adjunta, a título orientati-vo, las alturas de relleno que originan deformaciones superiores al 2,5%del diámetro de la tubería, y que en consecuencia deberían ser estudiadasen detalle, en la hipótesis de un relleno de densidad 20 kN/m3 y un ángu-lo de apoyo de 60°, suponiendo diferentes grados de compactación delrelleno y para las cuatro series de diámetros previstas en prEN10224:1992 (ver Ejemplo 31).
Al igual que en otros casos, estos valores no hay que entenderlos más quecomo orientativos de las alturas máximas admisibles ya que la variaciónde otros parámetros que también influyen en el cálculo mecánico (ángulode apoyo, densidad del relleno, etc.) determinarían alturas diferentes. Lapresencia de cargas de tráfico, en particular, (ver Fig. 70) obligaría a evitaralturas de relleno inferiores a un metro, en valor medio.
Continuando con el Ejemplo 31, si ese tubo de acero L355, serie C y1.626 mm de DN va a estar enterrado 3 metros con un ángulo de apoyode 60°, deberá garantizarse que su compactación es “alta” (módulo dereacción del terreno de al menos 5.000 kN/m2).
Fig. 74. Alturas máximas de enterramiento en los tubos de acero en la hipótesisde acción única de las cargas externas

– Hipótesis III. Acciones externas y presión interna negativa (pandeo o colapso)
Ante la actuación conjunta de las cargas externas y de las posibles presiones internasnegativas, debe comprobarse que el coeficiente de seguridad C frente al pandeo seaal menos 2,5 ó 3 (Manual AWWA M11, apartado 6.3), lo cual puede comprobarsemediante la siguiente expresión:
Pcrit carga crítica de pandeo, en N/mm2. Se recomienda calcularla mediante laexpresión de Luscher (ver apartado 4.2.1.5, f)
qe acciones totales, en N/mm2. Se calculan mediante la expresión:
γw peso específico del agua, en N/mm3
Hw altura del nivel freático sobre el tubo, en mm
ff factor de flotación, de valor:
H altura de tierras sobre el tubo, en mm
We cargas verticales totales debidas al peso de las tierras, en N/mm
Wt cargas verticales totales debidas a las sobrecargas concentradas, fijas o móvilesen N/mm (en el caso de los móviles se considerará el correspondiente coefi-ciente de impacto)
DN diámetro nominal del tubo, en mm
PV depresión interna debida a posibles golpes de ariete, succiones, etc., enN/mm2
Cuando la actuación conjunta de las cargas concentradas, Wt, y la depresión interna,PV, sea poco probable, lo cual es frecuente, las acciones externas totales pueden cal-cularse mediante la expresión (manual AWWA M11):
C coeficiente de seguridad, de valor mínimo 2,5 (si H/DN > 2) ó 3,0 (si H/DN<< 2)
CPq
ócrit
e= ≥ 2 5 3,
q H fWeDN
WtDN
Pe w w f v= + + +γ
fHHf
w= −1 0 33,
q h fWeDN
WtDNe w w f= + +γ
CPq
ócrit
e= ≥ 2 5 3,
q H fWeDN
WtDN
Pe w w f v= + + +γ
fHHf
w= −1 0 33,
q h fWeDN
WtDNe w w f= + +γ
CPq
ócrit
e= ≥ 2 5 3,
q H fWeDN
WtDN
Pe w w f v= + + +γ
fHHf
w= −1 0 33,
q h fWeDN
WtDNe w w f= + +γ
CPq
ócrit
e= ≥ 2 5 3,
q H fWeDN
WtDN
Pe w w f v= + + +γ
fHHf
w= −1 0 33,
q h fWeDN
WtDNe w w f= + +γ
265

266
Eje
mplo
35 En este ejemplo se persigue mostrar los pasos a seguir en el dimensiona-
miento mecánico completo de una tubería de acero enterrada (sin acción deltráfico) de las siguientes características:
Diámetro nominal 813 mmNorma de producto utilizada API 5L:2000 Tipo de acero de la tubería X42 (ver Tabla 21)Tipo de revestimiento del tubo flexible (interior y exterior)DP 1,6 N/mm2
MDP 2,1 N/mm2
Altura de enterramiento: 6 metrosDensidad del relleno 20 kN/m3
Ángulo de apoyo 2α 60°Módulo de reacción del suelo E´ 2.000 kN/m2
Conforme a lo explicado en este apartado, para el dimensionamiento de latubería hay que hacer las siguientes comprobaciones:
a) Hipótesis I: Estado tensional debido a la acción única de la presión inter-na
El espesor mínimo de la tubería se calcula mediante la expresión (aparta-do 4.2.3.1):
La tensión admisible es el 50% del límite elástico, que en el acero X42 es290 N/mm2 (ver Tabla 21). Por tanto, el tubo habrá de ser de espesornominal 6,40 mm, ya que es el primer valor normalizado en API 5L:2000superior a 5,88 mm (ver Tabla 23).
b) Hipótesis II: Deformaciones causadas por la acción de las cargas externas
Los parámetros para el cálculo de la deformación son los siguientes:
We = 20 x 6 x 0,81 = 97,20 kN/mWt = 0Ka = 0,102 (2α = 60º)E´= 2.000 kN/m2 (ver enunciado)Dl = 1,20
e (mm)MDP OD
22,1 8132 145
5,88min = ⋅⋅
= ⋅⋅
=σ min
d(m) 1,20,102 97,20 0,4033
2,1 10 21,84 10 0,06 2000 0,40330,061
3
8 9 3= ⋅ ⋅ ⋅⋅ ⋅ ⋅ + ⋅ ⋅
=
d(m) 1,20,102 97,20 0,4021
2,1 10 54,874 10 0,06 2000 0,40210,039
3
8 9 3= ⋅ ⋅ ⋅⋅ ⋅ ⋅ + ⋅ ⋅
=
P N/mm 32 0,253 22,1 10 54,87
804,30,589crit
25
3( ) = ⋅ ⋅ ⋅ ⋅ ⋅ =

267
Eje
mplo
35 (
Cont.
)Para el espesor e=6,40 mm, se tiene que:
rm = (813-6,40)/2 = 403,3 mmI=e3/12 = 21,84 mm3
Con ello, la deformación que se produce en el tubo es:
la deformación es superior a la admisible (61/813= 7,5%, ver Tabla 86),por lo que habría que aumentar el espesor del tubo hasta lograr que ladeformación fuera inferior a la admisible (5%).
Puede comprobarse que con los dos siguientes valores normalizados delespesor en API 5L:2000, 7,1 y 7,9 mm (ver Tabla 23) sigue sin cumplir-se la condición de deformación inferior al 5% y que hay que recurrir alsiguiente superior, 8,7 mm:
rm = (813-8,7)/2 = 402,15 mmI=e3/12 = 54,87 mm3
ahora la deformación producida (39/813=4,78%) sí es inferior a la admi-sible, por lo que el tubo a instalar debería ser de DN 813, acero X42 yespesor 8,7 mm.
c) Hipótesis III: pandeo, colapso o abolladura
La carga crítica de pandeo (según Luscher, ver apartado 4.2.1.5), las accio-nes totales y el coeficiente de seguridad valen):
f = 1 (supuesto Hw=0)
E´=2.000 kN/m2 = 2 N/mm2
E = 2,1 x 108 kN/m2 = 2,1 x 105 N/mm2
I = 8,73/12 = 54,87 mm3
Dm = 813-8,7 = 804,3 mm
e (mm)MDP OD
22,1 8132 145
5,88min = ⋅⋅
= ⋅⋅
=σ min
d(m) 1,20,102 97,20 0,4033
2,1 10 21,84 10 0,06 2000 0,40330,061
3
8 9 3= ⋅ ⋅ ⋅⋅ ⋅ ⋅ + ⋅ ⋅
=
d(m) 1,20,102 97,20 0,4021
2,1 10 54,874 10 0,06 2000 0,40210,039
3
8 9 3= ⋅ ⋅ ⋅⋅ ⋅ ⋅ + ⋅ ⋅
=
P N/mm 32 0,253 22,1 10 54,87
804,30,589crit
25
3( ) = ⋅ ⋅ ⋅ ⋅ ⋅ =
e (mm)MDP OD
22,1 8132 145
5,88min = ⋅⋅
= ⋅⋅
=σ min
d(m) 1,20,102 97,20 0,4033
2,1 10 21,84 10 0,06 2000 0,40330,061
3
8 9 3= ⋅ ⋅ ⋅⋅ ⋅ ⋅ + ⋅ ⋅
=
d(m) 1,20,102 97,20 0,4021
2,1 10 54,874 10 0,06 2000 0,40210,039
3
8 9 3= ⋅ ⋅ ⋅⋅ ⋅ ⋅ + ⋅ ⋅
=
P N/mm 32 0,253 22,1 10 54,87
804,30,589crit
25
3( ) = ⋅ ⋅ ⋅ ⋅ ⋅ =
B´= =0,471(1+4 e–0,213 x 6)
e (mm)MDP OD
22,1 8132 145
5,88min = ⋅⋅
= ⋅⋅
=σ min
d(m) 1,20,102 97,20 0,4033
2,1 10 21,84 10 0,06 2000 0,40330,061
3
8 9 3= ⋅ ⋅ ⋅⋅ ⋅ ⋅ + ⋅ ⋅
=
d(m) 1,20,102 97,20 0,4021
2,1 10 54,874 10 0,06 2000 0,40210,039
3
8 9 3= ⋅ ⋅ ⋅⋅ ⋅ ⋅ + ⋅ ⋅
=
P N/mm 32 0,253 22,1 10 54,87
804,30,589crit
25
3( ) = ⋅ ⋅ ⋅ ⋅ ⋅ =
e (mm)MDP OD
22,1 8132 145
5,88min = ⋅⋅
= ⋅⋅
=σ min
d(m) 1,20,102 97,20 0,4033
2,1 10 21,84 10 0,06 2000 0,40330,061
3
8 9 3= ⋅ ⋅ ⋅⋅ ⋅ ⋅ + ⋅ ⋅
=
d(m) 1,20,102 97,20 0,4021
2,1 10 54,874 10 0,06 2000 0,40210,039
3
8 9 3= ⋅ ⋅ ⋅⋅ ⋅ ⋅ + ⋅ ⋅
=
P N/mm 32 0,253 22,1 10 54,87
804,30,589crit
25
3( ) = ⋅ ⋅ ⋅ ⋅ ⋅ =0,47 0,816

268
4.2.4 Tubos de hormigón
En esta Guía Técnica se han recogido los criterios que para el dimensionamiento estruc-tural de los tubos de hormigón figuran en la IET-80 y en las vigentes normas UNE-EN alrespecto. En cualquier caso, en los tubos de hormigón, en general, la hipótesis pésimade carga y la solicitación condicionante, suelen corresponder a alguna de las combina-ciones de acciones indicadas en la tabla adjunta.
Eje
mplo
35 (
Cont)
Por lo tanto, para resistir las solicitaciones de este ejemplo, sería necesarioun tubo de acero X42, DN 813 y espesor 8,7 mm, que son los parámetrosde clasificación de esta tipología de tubos (ver apartado 3.3.2.2).
q N/mm97,20813
0,12 CPq
0,5890,12
4,9 2,5e2 crit
e( ) = = = = = ≥
Para el diseño de los tubos de hormigón pretensado existe también la normaAWWA C 304-99, si bien en España no es de uso habitual.
A diferencia de lo realizado en otros materiales, no es posible resumir los resul-tados del cálculo en forma de figuras, tablas o ejemplos, habida cuenta que lostubos de hormigón no se clasifican como los restantes tubos respecto a uno o dosparámetros, sino que dependen de las características propias de cada diseño(cuantías de armaduras, separaciones, espesores, etc.).
El cálculo mecánico de estos tubos no es, por tanto, fácilmente simplificable enforma de figuras, sino que debe ser realizado en detalle (con la ayuda de progra-mas informáticos) para cada aplicación en particular.
Por ello, no se ha incluido en este apartado un ejemplo de dimensionamientocompleto de una tubería de hormigón, de manera análoga a como se ha hechoen el resto de tipologías
Tabla 87. Hipótesis pésima de carga y solicitaciones condicionantes en los tubos de hormigón
Combinación Solicitaciónde acciones determinante
Tubos aéreos Hipótesis I Presión interna Estado tensionalHipótesis II Acciones gravitatorias Estado tensional y deformaciones
Hipótesis I Presión interna Estado tensionalTubos enterrados Hipótesis II Acciones externas Estado tensional
Hipótesis III Presión interna Estado tensionaly acciones externas
q N/mm97,20813
0,12 CPq
0,5890,12
4,9 2,5e2 crit
e( ) = = = = = ≥0,816 6,80

4.2.4.1 Tubos aéreos
Las principales comprobaciones que deben hacerse en los tubos de hormigón instaladosentre apoyos son las siguientes:
– Hipótesis I. Presión interna (estado tensional)
En la hipótesis de actuación única de la presión interna del agua, debe comprobarseque la MDP no excede la presión para la que esté diseñado el tubo.
– Hipótesis II. Acciones gravitatorias (estado tensional y deformaciones)
En general, para la hipótesis pésima de carga debe comprobarse que no se rebasenlos estados límites últimos ni los de utilización, de acuerdo con lo indicado en las vigen-te EHE.
Debe también verificarse que la deformación que pueda producirse en los tubos ins-talados entre apoyos no supera la admisible, entendiendo como tal la que hace que sealcancen las desviaciones tolerables por las uniones.
4.2.4.2 Tubos enterrados
Las principales comprobaciones que deben hacerse en los tubos de hormigón instaladosenterrados son las siguientes:
– Hipótesis I. Presión interna (estado tensional)
La comprobación de los tubos enterrados sometidos a la sola acción de la presiónhidráulica interior es como en el anterior caso de los tubos aéreos
– Hipótesis II y III. Acciones externas y acción conjunta de la presión interna y de lasacciones externas (estado tensional)
Los tubos deben dimensionarse para que, en la hipótesis pésima de carga, no se reba-sen los estados límites últimos ni de utilización, de acuerdo con lo indicado en la vigen-te EHE.
La hipótesis pésima de carga es la definida en el apartado 4.2.1.3 y según los casoscorresponderá a situaciones de tubería vacía (actuación única de las acciones externas)o de tubería en servicio (actuación conjunta de las acciones externas y de la presióninterna).
El dimensionamiento transversal de los tubos se recomienda se realice de acuerdo conlos criterios que a continuación se indican para cada tipo de tubo. Los coeficientes deseguridad C serán los correspondientes a un nivel de control intenso, para el acero,el hormigón y la ejecución. Durante la ejecución, transporte y colocación de la tube-ría, no deberá sobrepasarse la solicitación máxima.
269
Además, para el dimensionamiento a flexión transversal de los tubos puede seguirse,a título orientativo, lo expuesto en el anejo 4 cálculo mecánico de la IET-80.
a) Tubos de hormigón armado sin camisa de chapa. El estado límite de rotura de unasección se define por su agotamiento resistente o su deformación plástica excesi-va. El estado límite de aparición de fisuras se define por un valor máximo de la ten-sión de tracción del hormigón. Ambas situaciones se comprobarán en las seccio-nes de base, riñones y clave, de acuerdo con sus respectivas solicitaciones.
Se adoptarán como cuantías de armaduras transversales los valores máximos obte-nidos para el interior y el exterior de las mencionadas secciones. Con el fin de estaren buenas condiciones respecto a la fisuración, se limita la tensión de tracción delhormigón, en la sección homogeneizada del tubo, al valor fct/C, siendo C un coe-ficiente de seguridad que depende principalmente del grado de control y de la fun-ción que haya de desempeñar la tubería (unos valores habituales del coeficiente deseguridad C figuran, por ejemplo, en el anejo 4 cálculo mecánico de la IET-80) yfct la resistencia a tracción del hormigón.
b) Tubos de hormigón armado con camisa de chapa. El estado límite de rotura de unasección se define por su agotamiento resistente o su deformación plástica excesi-va y el estado límite de fisuración controlada se define por la aparición de la pri-mera fisura, de 0,2 mm de abertura y 0,30 m de longitud ininterrumpida. Ambosestados se comprobarán en las secciones de base, riñones y clave, de acuerdo consus respectivas solicitaciones.
Las cuantías de chapa y de armadura transversal a adoptar se recomienda sean losvalores máximos obtenidos para el interior y el exterior de las mencionadas sec-ciones. Con el fin de estar en buenas condiciones respecto al estado límite de fisu-ración controlada, debe cumplirse que la tensión de trabajo del acero en serviciono supere el valor de 130 N/mm2, con independencia del valor del límite elásticodel acero.
Los valores máximos de los diámetros de las armaduras, de los espesores de chapay de la cuantía, pueden ser, a título orientativo, los que figuran en el apartado b.2.del epígrafe 4 del anejo 4 cálculo mecánico de la IET-80.
c) Tubos de hormigón pretensado con camisa de chapa. Debe comprobarse que secumplan, una vez que han tenido lugar todas las pérdidas, las condiciones siguien-tes:
– El hormigón del primario esté sometido a una compresión igual o superior 0,49N/mm2 ≈ 0,5 N/mm2.
– La tensión en el alambre de pretensar no supere su tensión de zunchado.
– El hormigón del revestimiento no esté sometido a una tracción superior a lamáxima admisible, fct.
270
En el proceso de zunchado del núcleo se tendrán en cuenta las condiciones siguien-tes:
– Que durante el zunchado, la tensión del alambre no supere el 80% del valorcaracterístico de la carga unitaria de rotura del acero de las armaduras activas(fmax).
– Que inmediatamente después de terminado el zunchado, la fuerza de tesadoproporcione a las armaduras activas una tensión no mayor que 0,75 fmax.
– Que la compresión del hormigón del primario no supere el 0,60 de la resisten-cia característica a compresión del hormigón en ese momento.
– Que en la chapa no se supere el 80% del límite elástico característico del acero(Le min).
– Que la tracción longitudinal transitoria, producida durante el postensado trans-versal, y que no es absorbida por la resistencia admisible del hormigón delnúcleo, lo sea mediante la chapa.
En el estado final de postensado, y a efectos de cálculo, se cumplirá además:
– Que el valor característico final de postensado adoptado (el obtenido una vezdeducidas todas las pérdidas) no sea superior al que corresponde a una tensiónen las armaduras activas igual a 0,60 fmax.
d) Tubos de hormigón pretensado sin camisa de chapa
Debe comprobarse que se cumplan, una vez que han tenido lugar todas las pérdi-das, las condiciones siguientes:
– El hormigón del primario esté sometido a una compresión igual o superior a0,49 N/mm2
– La tensión en el alambre de pretensar no supere su tensión de zunchado.
– El hormigón del revestimiento no esté sometido a una tracción superior a lamáxima admisible, fct.
En el proceso de zunchado del núcleo se tendrán en cuenta, además las condicio-nes siguientes:
– Que durante el zunchado, la tensión del alambre no supere el 0,80 fmax.
– Que inmediatamente después de terminado el zunchado, la fuerza de tesadoproporcione a las armaduras activas una tensión no mayor que 0,75 fmax.
– Que la compresión del hormigón del primario no supere el 0,60 de la resisten-cia característica a compresión del hormigón en ese momento.
271

– Que la tracción longitudinal transitoria, producida durante el pretensado transver-sal, y que no es absorbida por la resistencia admisible del hormigón del núcleo, losea mediante las correspondientes armaduras longitudinales o un pretensado lon-gitudinal.
En el estado final del pretensado, y a efectos de cálculo, se cumplirá además:
– Que el valor característico final de pretensado adoptado (el obtenido una vez dedu-cidas todas las pérdidas) no sea superior al que corresponde a una tensión en lasarmaduras activas igual a 0,60 fmax.
Además, en general, para la hipótesis pésima de carga, la armadura longitudinal de lostubos de hormigón pretensado sin camisa de chapa se dimensionará para que sea capazde absorber, en parte, las tracciones transitorias producidas durante el zunchado.
Además de todo lo anterior, cuando a juicio del proyectista, y como consecuencia de lascondiciones de apoyo de los tubos, pudieran resultar solicitaciones significativas de flexiónlongitudinal sobre los mismos, deberá comprobarse que no se rebasen los estados límitesúltimos ni los de utilización, de acuerdo con lo indicado en las vigente EHE y en la IET-80. Esta comprobación tiene mayor interés cuanto menor es el diámetro del tubo.
4.2.5 Tubos de PVC-U
Los tubos de PVC-U suelen instalarse enterrados por lo que, en general, en estos tubos,la hipótesis pésima de carga y la solicitación condicionante, suelen corresponder a algu-na de las combinaciones de acciones indicadas en la Tabla 88.
Tabla 88. Hipótesis pésima de carga y solicitaciones condicionantes en los tubos de PVC-U
Combinación de acciones Solicitación determinante
Hipótesis I Presión interna positiva Estado tensionalHipótesis II Acciones extermas y presión interna positiva Estado tensional y deformacionesHipótesis III Acciones externas Estado tensional y deformacionesHipòtesis IV Acciones externas Pandeo o colapsado
272
El dimensionamiento mecánico de los tubos de PVC-U se recomienda realizarlosegún el método de la norma ATV 127:2000, recogido en UNE 53331:1997 IN.Dicho método tiene un desarrollo muy complejo (interviniendo en el cálculomuchos parámetros de gran detalle, como el módulo de compresión del rellenoen la parte superior, inferior o lateral de la tubería, el coeficiente de empuje late-ral de las tierras, etc.), por lo que en la presente Guía Técnica no se han recogi-do más que las líneas básicas del mismo, debiendo consultarse la norma UNE53331:1997 IN si se desea ver la formulación completa.

273
Además, por lo complejo del mismo, para su aplicación en el dimensionamientode estos tubos suelen emplearse programas informáticos desarrollados para orde-nadores personales.
Por todo ello, la notación empleada en este apartado es algo diferente a la delresto del documento, ya que se ha optado por seguir la utilizada en UNE53331:1997 IN. En particular, se entiende que cuando dicha norma habla de“esfuerzo tangencial” se refiere a la tracción producida por una flexión.
Conforme a la terminología de UNE 53331:1997 IN, la clase de seguridad Acorresponde al caso general (amenaza de capa freática; reducción de servicio ofallos con consecuencias económicas notables), mientras que la clase B es paralos casos especiales (sin amenaza de capa freática; débil reducción de servicio ofallos con consecuencias económicas poco importantes).
También es importante precisar que no es lo mismo el “esfuerzo tangencial”admisible a flexotracción (50 N/mm2 a largo plazo) que el MRS (que se refieresolo a la resistencia a tracción, 25 N/mm2, ver Tabla 40).
– Hipótesis I. Presión interna positiva (estado tensional)
En la hipótesis de actuación única de la presión interna del agua, debe comprobarseque la DP no excede el valor de la PN del tubo, de acuerdo con la serie de valores indi-cados en el apartado 3.5.2.2.
En la Fig. 75 se representan las presiones de servicio admisibles DP en función deldiámetro nominal del tubo. Dichos valores están calculados sobre la base de un coe-ficiente de seguridad C 2 ó 2,5, según diámetros (ver Tabla 40).
Debe también comprobarse que la tubería es capaz de resistir las sobrepresiones debi-das al golpe de ariete (ver el Ejemplo 13 y los comentarios incluidos en el apartado3.5.2.1).
Eje
mplo
36 Por ejemplo, un tubo de PVC-U de DN 600 mm que vaya a estar someti-
do a una DP de 1,1 N/mm2, bastará con ser de la serie de presiones PN12,5 (que corresponde a la serie de espesores S10).
No obstante, además, debería comprobarse que las sobrepresiones produ-cidas debidas al golpe de ariete sean también soportables por el tubo, con-forme a lo explicado en el Ejemplo 13 y en los comentarios incluidos enel apartado 3.5.2.1.

274
Fig. 75. Presiones de diseño (DP) admisibles en función de PN en los tubos de PVC-U
– Hipótesis II. Acciones externas y presión interna positiva (estado tensional y defor-maciones)
Debe comprobarse que, actuando conjuntamente ambas acciones, el coeficiente deseguridad C a largo plazo para los esfuerzos tangenciales a flexotracción en clave,riñones y base es superior al valor admisible, conforme los valores indicados en laTabla 89, y que la deformación producida es inferior al 5% del diámetro del tubo(UNE 53.331:1997 IN, apartado 5).
Tabla 89.Esfuerzo tangencial a flexotracción admisible y coeficiente C en tubos de PVC-U (UNE 53331:1997 IN)
Esfuerzo tangencial de Coeficientediseño a flexotracción de seguridad
(N/mm2) C
Corto plazo 90 Clase de seguridad A 2,50Largo plazo 50 Clase de seguridad B 2,00
La determinación de estos esfuerzos tangenciales suele realizarse en España median-te la siguiente expresión, calculando los parámetros que en ella intervienen según elmétodo de la norma ATV 127:2000, el cual se encuentra desarrollado en UNE53331:1997 IN.
σ esfuerzo tangencial, en N/mm2
N suma de fuerzas axiles por unidad de longitud (kN/m)
σ α= ±
10100N
SM
W k
δ = −C
q qSv
ct h
t
100
E 3
0,0
0,5
1,0
1,5
2,0
2,5
3,0
0 100 200 300 400 500 600 700 800 900 1.000
DN
PN 6 (S20)
PN 7,5 (S16,7)
PN 8 (S16)
PN 10 (S12,5)
PN 12,5 (S10)
PN 16 (S8)
PN 20 (S6,3)
PN 25 (S5)
Pres
ión
de d
iseñ
o D
P (N
/mm
)2

N=Nqvt + Nqh + Nqht + Nt + Na + NPa
Nqvt , Nqh, Nqht, Nt, Na, NPa axiles debidos a la acción del terreno (carga ver-tical, qvt, carga horizontal, qh y reacción hori-zontal, qht), a las acciones gravitatorias (pesopropio del tubo, qt y peso del agua contenidaen su interior, qa) y a la presión interior, qPa
M suma de momentos por unidad de longitud (kNm/m)
M=Mqvt + Mqh + Mqht + Mt + Ma + MPa
Mqvt , Mqh, Mqht, Mt, Ma, MPa momentos debidos a la acción del terreno(carga vertical, qvt, carga horizontal, qh y reac-ción horizontal, qht), a las acciones gravitatorias(peso propio del tubo,qt y peso del agua conte-nida en su interior, qa) y a la presión interior, qPa
S área de la sección de la pared del tubo por unidad de longitud (cm2/m)
S=100 e
W momento resistente de la sección (cm3/m)
W=100e2/6
αk factor de corrección por curvatura
Al igual que la comprobación del estado tensional, el estado deformacional de lostubos de PVC-U suele realizarse en España según la formulación desarrollada en lanorma UNE 53331:1997 IN (método ATV 127:2000):
δ deformación vertical a largo plazo, en %Cv coeficiente de deformaciónqvt presión vertical total sobre el tubo, en kN/m2
qh presión lateral de tierras, en kN/m2
St rigidez a largo plazo del tubo, en N/mm2
Et módulo de elasticidad a largo plazo del tubo, en N/mm2
e espesor de la pared del tubo, en mmrm radio medio del tubo, en mmDN diámetro nominal tubo, en mm
Es importante destacar que, para esta hipótesis pésima de carga (actuación conjuntade las acciones interiores y exteriores), prácticamente siempre es más limitante el esta-do tensional que el deformacional.
σ α= ±
10100N
SM
W k
δ = −C
q qSv
ct h
t
100
SE e
rtt
m=
12
3
σ α= ±
10100N
SM
W k
δ = −C
q qSv
ct h
t
100
SE e
rtt
m=
12
3
275
qvt – qh
276
Eje
mplo
37
En las figuras adjuntas se han dibujado las alturas de enterramiento quedejan fuera de servicio a las tuberías de PVC-U por exceder el valor de latensión admisible (50 N/mm2), calculadas conforme a lo indicado en lanorma UNE 53331:1997 IN, en la hipótesis de actuación conjunta de pre-sión interior y cargas externas, en las siguientes condiciones:
– Densidad del relleno: 20 kN/m3
– Coeficiente de empuje lateral de las tierras: K1=0,5 y K2=0,2– Sin tráfico– Zanja estrecha ataluzada con ángulo de 75°– Apoyo en cama granular con ángulo de 60° ó 90°– Dos hipótesis de compactación del relleno (ver tabla adjunta)– Presión interior actuante igual a la PN del tubo– Coeficiente de seguridad 2,50 (clase de seguridad A)
Dicho cálculo se ha realizado mediante un programa de ordenador (Ase-tub, 2002) y, al igual que en los restantes materiales, los resultados hayque entenderlos únicamente como orientativos, debiendo en cada casoparticular realizar el cálculo en detalle, especialmente en las zonas fron-tera de las curvas. La consideración de tráfico rodado (o en general de car-gas puntuales), también como en el resto de tipologías supone tener quegarantizar profundidades de enterramiento superiores a un metro.
En este caso, además, los cálculos de las alturas de enterramiento máxi-mas correspoden a la hipótesis de que el tubo esté solicitado por una pre-sión interior igual a la PN del tubo, lo que supone una hipótesis conser-vadora, ya que habitualmente la presión real será algo menor que la pro-pia PN y, en consecuencia, el estado tensional menor y la alturas de ente-rramiento admisibles algo mayores (ver Fig. 67). El cálculo en detalle con-forme a UNE 53331:1997 IN no debe, por tanto, en ningún caso, obviar-se ya que las variables son muchas y las figuras adjuntas no son más queuna referencia orientativa.
De esta forma, por ejemplo, si un tubo de DN 600 mm va a instalarseenterrado con un ángulo de apoyo de 60º y sometido a una DP de 0,6N/mm2 (PN 6, por tanto) y no hay garantías de la compactación delrelleno, no deberían de excederse profundidades de unos 0,75 metros(Fig 76 abajo a la derecha). Si tiene que ser instalado con un cubri-miento de tierras de 2 metros, deberá ser de la serie de presiones PN16 (serie de espesores S8), aunque por presión interior bastase con unPN 6 (serie S20).

277
Eje
mplo
37 (
Cont.
)
Tabla 90. Hipótesis consideradas de compactación en las zanjas
Compactación Compactaciónalta baja
Compactación Proctor Normal (%) 97% 85%Ángulo de rozamiento interno del relleno (ρ) 25° 25°Valor de cálculo del ángulo de rozamiento interno del relleno (ρ´) 25° 8,33 °Módulo de compresión del relleno en la parte superior del tubo (E1) 8,0 N/mm2 1,2 N/mm2
Módulo de compresión del relleno alrededor del tubo (E2) 8,0 N/mm2 1,2 N/mm2
Módulo de compresión del terreno en la zona lateral del tuno (E3) 10,0 N/mm2 1,2 N/mm2
Módulo de compresión del terreno en la zona inferior del tubo (E4) 10,0 N/mm2 10,0 N/mm2
Fig .76 ). Alturas máximas de enterramiento en los tubos de PVC-U en la hipótesis de acción conjunta de las cargas internas y externas
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de t
ierr
as (m
)
PN 6 (SDR41; S20)
PN 10 (SDR26; S12,5)
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de t
ierr
as (m
)PN 6 (SDR41; S20)
PN 10 (SDR26; S12,5)
PN 16 (SDR17; S8)
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
D
Altu
rra
de ti
erra
s (m
)
PN 6 (SDR41; S20)
PN 10 (SDR26; S12,5)
PN 16 (SDR17; S8)
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
Altu
rra
de t
ierr
as (m
)
PN 6 (SDR41; S20)
PN 10 (SDR26; S12,5)
PN 16 (SDR17; S8)
DN DN
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de t
ierr
as (m
)
PN 6 (SDR41; S20)
PN 10 (SDR26; S12,5)
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de t
ierr
as (m
)
PN 6 (SDR41; S20)
PN 10 (SDR26; S12,5)
PN 16 (SDR17; S8)
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
D
Altu
rra
de ti
erra
s (m
)
PN 6 (SDR41; S20)
PN 10 (SDR26; S12,5)
PN 16 (SDR17; S8)
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
Altu
rra
de t
ierr
as (m
)
PN 6 (SDR41; S20)
PN 10 (SDR26; S12,5)
PN 16 (SDR17; S8)
DN DN
Ángulo de apoyo 90° Ángulo de apoyo 90°
Relleno bien compactado Relleno mal compactado
Ángulo de apoyo 60°. Ángulo de apoyo 60°.
Relleno bien compactado Relleno mal compactado

278
– Hipótesis III. Acciones externas (estado tensional y deformaciones)
Debe comprobarse que, actuando únicamente las acciones externas al tubo, el coefi-ciente de seguridad C a largo plazo para los esfuerzos tangenciales a flexotracción enclave, riñones y base es superior al valor admisible, conforme los valores indicados enla Tabla 89, y que la deformación producida es inferior al 5% del diámetro del tubo(UNE 53.331:1997 IN, apartado 5).
Para esta hipótesis pésima de carga III (actuación única de las acciones exteriores)puede ser limitante tanto el estado deformacional como el tensional (cuando el relle-no de la zanja está poco o mal compactado suelen condicionar las deformaciones y,caso contrario, las tensiones).
No obstante, en cualquier caso, esta hipótesis III (deformaciones o tensiones produci-das por las acciones externas) suele ser menos condicionante que la anterior II (esta-do tensional o deformacional causado por las acciones internas y externas).
Eje
mplo
38
En las figuras adjuntas se han dibujado las alturas de enterramiento quedejan fuera de servicio a las tuberías de PVC-U bien por exceder el valorde la tensión máxima (50 N/mm2) o bien por sobrepasar la deformaciónadmisible (5% del DN), calculadas conforme a lo indicado en la normaUNE 53331:1997 IN, en la hipótesis de actuación única de las cargasexternas y en las mismas condiciones que las del Ejemplo 37 (la línea grue-sa representa que la solicitación condicionante es la tensión y la línea finala deformación).
La figura de arriba a la izquierda (ángulo de apoyo 90°; relleno bien com-pactado) se ha representado a otra escala, ya que las alturas de enterra-miento que dejan fuera de servicio a los tubos en esas condiciones (en estecaso por superar el estado tensional) son muy elevadas.
De esta forma, y continuando con el Ejemplo 37 , si ese tubo de DN 600mm va a instalarse enterrado con un ángulo de apoyo de 60° y no haygarantías de la compactación del relleno, no deberían de excederse pro-fundidades de unos 3,40 metros (figura de abajo a la derecha) en la hipó-tesis de actuación única de las cargas externas .
Por tanto, es condicionante la hipótesis de actuación conjunta de cargasinternas y externas (ver Ejemplo 37), ya que, en esas condiciones, la máxi-ma altura de enterramiento no debía exceder los 0,75 metros.

279
Eje
mplo
38 (
Cont.
)
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de t
ierr
as (m
)
PN6 (SDR41; S20)
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de t
ierr
as (m
)
PN6 (SDR41; S20)
PN10 (SDR26; S12,5)
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de t
ierr
as (m
)
PN6 (SDR41; S20)
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de t
ierr
as (m
)
PN6 (SDR41; S20)
PN10 (SDR26; S12,5)
Ángulo de apoyo 90°. Ángulo de apoyo 90°.Relleno bien compactado Relleno mal compactado
Fig. 77. Alturas máximas de enterramiento en los tubos de PVC-U en la hipótesis de acción única de las cargas externas
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de t
ierr
as (m
)
PN6 (SDR41; S20)
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de t
ierr
as (m
)
PN6 (SDR41; S20)
PN10 (SDR26; S12,5)
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de t
ierr
as (m
)
PN6 (SDR41; S20)
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de t
ierr
as (m
)
PN6 (SDR41; S20)
PN10 (SDR26; S12,5)
Ángulo de apoyo 60°. Ángulo de apoyo 60°.Relleno bien compactado Relleno mal compactado
– Hipótesis IV. Acciones externas y presión interna negativa (pandeo o colapsado)
Ante la actuación conjunta de las cargas externas y de las posibles presiones internasnegativas, debe comprobarse que el coeficiente de seguridad C frente al pandeo alcan-ce al menos los valores indicados en la Tabla 89, lo cual puede comprobarse median-te la siguiente expresión
Pcrit carga crítica de pandeo, en N/mm2. Puede calcularse mediante la expresión(UNE 53331:1997 IN):
Pq
Ccrit
vt≥
P S Scrit t sh= ⋅
Pq
Ccrit
vt≥
P S Scrit t sh= ⋅

280
qvt presión vertical total sobre el tubo, en kN/m2
C coeficiente de seguridad (iguales valores que los de la Tabla 89)St rigidez circunferencial específica a largo plazo, en N/mm2
Ssh rigidez horizontal del relleno hasta la clave del tubo (ver UNE 53331:1997IN, apartado 4.1.2), en N/mm2.
Eje
mplo
39 En este ejemplo se persigue mostrar los pasos a seguir en el dimensiona-
miento mecánico completo de una tubería de PVC-U enterrada (sin accióndel tráfico) de las siguientes características:
Diámetro nominal 450 mmDP 0,8 N/mm2
MDP 1,05 N/mm2
Altura de enterramiento: 4 metrosSin tráficoZanja estrecha (ancho de 1,7 m) ataluzada con ángulo de 75°Apoyo en cama granular con ángulo de 60º Coeficiente de seguridad 2,00 (clase de seguridad B)
Relleno medianamente cohesivo, compactado por capas en toda la alturade la zanja y con las características que se indican en la tabla adjunta
Tabla 91. Hipótesis consideradas de compactación en las zanjas
Compactación Proctor Normal (%) 97%Ángulo de rozamiento interno del relleno (ρ) 25°Densidad 20 kN/m3
Valor de cálculo del ángulo de rozamiento interno del relleno (ρ´) 25°Coeficiente de empuje lateral K1 (sobre la generatriz superior del tubo) 0,5Coeficiente de empuje lateral K2 (hasta la generatriz superior del tubo) 0,2Módulo de compresión del relleno en la parte superior del tubo (E1) 8,0 N/mm2
Módulo de compresión del relleno alrededor del tubo (E2) 8,0 N/mm2
Módulo de compresión del terreno en la zona lateral del tuno (E3) 10,0 N/mm2
Módulo de compresión del terreno en la zona inferior del tubo (E4) 10,0 N/mm2
Las hipótesis pésimas de carga que deben comprobarse son las siguientes:
a) Hipótesis I: Actuación única de la presión interna
En este caso, debe seleccionarse un tubo capaz de resistir una DP de0,8 N/mm2 y una MDP de 1,05 N/mm2, lo que obliga a seleccionar untubo de PN 10 (ó SDR26, S12,5), ya que es el primer valor normaliza-do superior a 0,8 N/mm2.
La sobrepresión debida al golpe de ariete es moderada (en torno al30%), por lo que es soportable por el tubo de PVC-U (ver comentariosincluidos en el apartado 3.5.2.1.).

b) Hipótesis II: Actuación conjunta de la presión interna (MDP) y de lasacciones externas
En este caso, aplicando el método de la norma ATV 127:2000 (desa-rrollado en UNE 53331:1997 IN), bien operando manualmente toda laformulación en él incluida o bien mediante algún programa de orde-nador diseñado al respecto, se obtiene que el estado tensional a largoplazo y, en consecuencia el coeficiente de seguridad C, es el que seindica en la tabla adjunta.
Tabla 92. Resultados obtenidos en el dimensionamiento de un tubo de PVC-U en la hipótesis II
Esfuerzo Esfuerzo Coeficiente Coeficiente tangencial de tangencial de seguridad de seguridad
cálculo (N/mm2) máximo (N/mm2) C mínimo C
Clave 15,16 50,00 3,29 2,00
Riñones 10,56 50,00 4,73 2,00
Base 19,27 50,00 2,59 2,00
En esta hipótesis, además, la deformación circunferencial producida es del0,93%, inferior a la admisible (5%). Por todo ello, la instalación es válidaen esta hipótesis con el tubo seleccionado de DN 450 mm y PN 10.
c) Hipótesis III: Actuación exclusiva de las acciones externas
En este caso, aplicando de nuevo el método de la norma ATV127:2000 (desarrollado en UNE 53331:1997 IN), bien operandomanualmente toda la formulación en él incluida o bien mediante algúnprograma de ordenador diseñado al respecto (Asetub, 2002, en estecaso), se obtiene que la deformación circunferencial producida es tam-bién del 0,93%, inferior a la admisible (5%) y el estado tensional y elcoeficiente de seguridad el mostrado en la tabla adjunta.
Tabla 93. Resultados obtenidos en el dimensionamiento de un tubo de PVC-U en la hipótesis III
Esfuerzo Esfuerzo Coeficiente Coeficiente tangencial de tangencial de seguridad de seguridad
cálculo (N/mm2) máximo (N/mm2) C mínimo C
Clave 2,20 50,00 22,64 2,00
Riñones –2,36 50,00 21,12 2,00
Base 6,32 50,00 7,91 2,00
281
Eje
mplo
39 (
Cont.
)

Por todo ello, en esta hipótesis, la instalación es también válida con eltubo seleccionado de DN 450 mm y PN 10.
d) Hipótesis IV: Colapsado o abolladura
Por último, y aplicando de nuevo el método de la norma ATV127:2000 (desarrollado en UNE 53331:1997 IN) bien operandomanualmente todas la formulación en él incluida o bien mediantealgún programa de ordenador diseñado al respecto, se obtiene que elcoeficiente de seguridad ante el colapso es de 29,74, muy superior aladmisible.
Por lo tanto, para resistir las solicitaciones de este ejemplo, sería necesa-rio un tubo de PVC-U de 450 mm de DN y PN 10, los cuáles son los pará-metros de clasificación de esta tipología (ver apartado 3.5.2.2).
De forma orientativa, la misma conclusión podría haberse obtenido de laobservación de la Fig. 75, de la Fig. 76 (abajo a la izquierda), y de la Fig.77 (también abajo a la izquierda).
282
Eje
mplo
39 (
Cont.
)
4.2.6 Tubos de PE
El dimensionamiento mecánico de los tubos de PE es análogo al de los de PVC-U, reco-mendándose realizarlo también conforme a lo especificado por la norma UNE53331:1997 IN.
Por ello, en los tubos de PE la hipótesis pésima de carga y la solicitación condicionante,suelen corresponder a alguna de las combinaciones de acciones indicadas en la tablaadjunta (los tubos de PE tampoco suelen instalarse aéreos).
Tabla 94. Hipótesis pésima de carga y solicitaciones condicionantes en los tubos enterrados de PE
Combinación de acciones Solicitación determinante
Hipótesis I Presión interna positiva Estado tensionalHipótesis II Acciones externas y presión interna positiva Estado tensional y deformacionesHipótesis III Acciones externas Estado tensional y deformacionesHipótesis IV Acciones externas y presión interna negativa Pandeo o colapsado
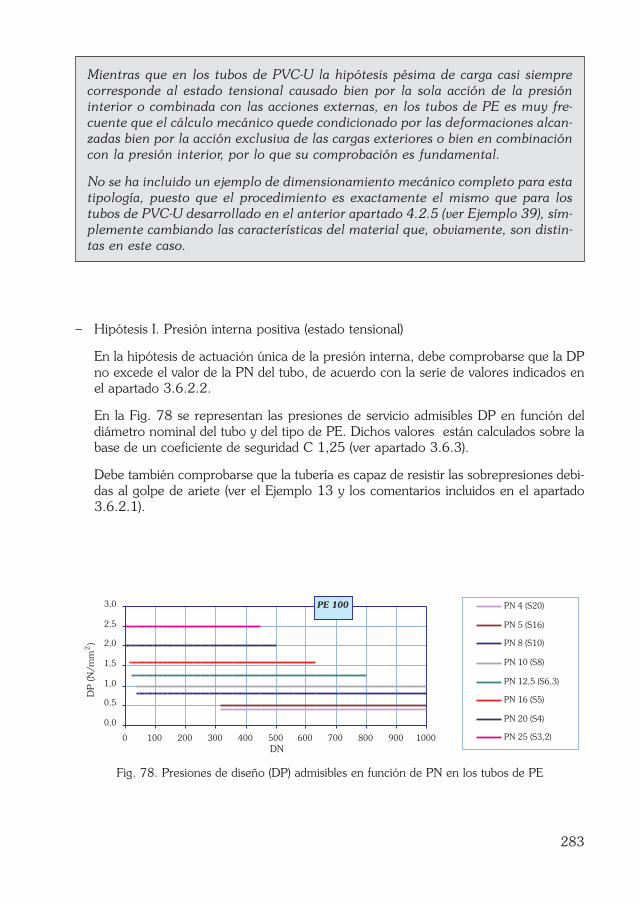
283
– Hipótesis I. Presión interna positiva (estado tensional)
En la hipótesis de actuación única de la presión interna, debe comprobarse que la DPno excede el valor de la PN del tubo, de acuerdo con la serie de valores indicados enel apartado 3.6.2.2.
En la Fig. 78 se representan las presiones de servicio admisibles DP en función deldiámetro nominal del tubo y del tipo de PE. Dichos valores están calculados sobre labase de un coeficiente de seguridad C 1,25 (ver apartado 3.6.3).
Debe también comprobarse que la tubería es capaz de resistir las sobrepresiones debi-das al golpe de ariete (ver el Ejemplo 13 y los comentarios incluidos en el apartado3.6.2.1).
Fig. 78. Presiones de diseño (DP) admisibles en función de PN en los tubos de PE
PE 100
0,0
0,5
1,0
1,5
2,0
2,5
3,0
0 100 200 300 400 500 600 700 800 900 1000DN
PN 4 (S20)
PN 5 (S16)
PN 8 (S10)
PN 10 (S8)
PN 12,5 (S6,3)
PN 16 (S5)
PN 20 (S4)
PN 25 (S3,2)
PE 80
0,0
0,5
1,0
1,5
2,0
2,5
3,0
PN 3,2 (S20)
PN 4 (S16)
PN 5 (S12,5)
PN 8 (S8)
PN 10 (S6,3)
PN 12,5 (S5)
PN 16 (S4)
DP
(N/m
m )
2D
P (N
/mm
)
2
Mientras que en los tubos de PVC-U la hipótesis pésima de carga casi siemprecorresponde al estado tensional causado bien por la sola acción de la presióninterior o combinada con las acciones externas, en los tubos de PE es muy fre-cuente que el cálculo mecánico quede condicionado por las deformaciones alcan-zadas bien por la acción exclusiva de las cargas exteriores o bien en combinacióncon la presión interior, por lo que su comprobación es fundamental.
No se ha incluido un ejemplo de dimensionamiento mecánico completo para estatipología, puesto que el procedimiento es exactamente el mismo que para lostubos de PVC-U desarrollado en el anterior apartado 4.2.5 (ver Ejemplo 39), sím-plemente cambiando las características del material que, obviamente, son distin-tas en este caso.

284
Fig. 78 (Cont.). Presiones de diseño (DP) admisibles en función de PN en los tubos de PE
0,0
0,5
0 100 200 300 400 500 600 700 800 900 1000DN
PN 16 (S5)
PN 20 (S4)
PN 25 (S3,2)
PE 80
0,0
0,5
1,0
1,5
2,0
2,5
3,0
0 100 200 300 400 500 600 700 800 900 1000DN
PN 3,2 (S20)
PN 4 (S16)
PN 5 (S12,5)
PN 8 (S8)
PN 10 (S6,3)
PN 12,5 (S5)
PN 16 (S4)
PN 20 (S3,2)
PE 63
0,0
0,5
1,0
1,5
2,0
2,5
3,0
0 100 200 300 400 500 600 700 800 900 1000DN
PN 2,5 (S20)
PN 3,2 (S16)
PN 4 (S12,5)
PN 5 (S8,3)
PN 8 (S6,3)
PN 10 (S5)
PN 12,5 (S4)
PN 16 (S3,2)
PE 40
0,0
0,5
1,0
1,5
2,0
2,5
3,0
0 100 200 300 400 500 600 700 800 900 1000DN
PN 1,6 (S20)
PN 2,5 (S12,5)
PN 3,2 (S10)
PN 4 (S8,3)
PN 5 (S6,3)
PN 8 (S4)
PN 10 (S3,2)
DP
(N/m
m )2
DP
(N/m
m )2
DP
(N/m
m )2
Eje
mplo
40 Una tubería de PE de DN 400 mm que vaya a estar sometida a una DP de
1,5 N/mm2 no podrá ser de PE40, sino que habrá de seleccionarse de PE63, 80 ó 100. En cualquier caso, deberá ser de PN 16, equivalente a unaserie de espesores S5, S4 ó S3,2 según se trate, respectivamente, de PE100, 80 ó 63.
Debe recordarse que existen distintos tipos de PE según sea el valor de suMRS, de forma que las series de espesores correspondientes a cada valorde PN son distintas de unos tipos a otros de PE.
En el PE 100, por ejemplo, que es el más resistente, la serie de espesoresS8 equivale a una PN 10 (capaz de resistir una presión de diseño de 1N/mm2), mientras que con el PE40, se necesita una serie de espesoresmucho mayor, la S 3,2, para alcanzar la misma presión de 1 N/mm2).

285
– Hipótesis II. Acciones externas y presión interna positiva (estado tensional y defor-maciones)
Debe comprobarse que, actuando conjuntamente ambas acciones, el coeficiente deseguridad C a largo plazo para los esfuerzos tangenciales a flexotracción en clave,riñones y base sea superior al valor admisible, conforme los valores indicados en laTabla 95, y que la deformación producida sea inferior al 5% del diámetro del tubo(UNE 53331:1997 IN).
Tabla 95. Esfuerzo tangencial a flexotracción admisible y coeficiente C en tubos de PE (UNE 53331:1997 IN)
Esfuerzo tangencial de Coeficiente dediseño a flexotracción seguridad
(N/mm2) C
Corto plazo 30,0 Clase de seguridad A 2,50Largo plazo 14,4 Clase de seguridad B 2,00
Conforme a la terminología de UNE 53331:1997 IN, la clase de seguridad Acorresponde al caso general (amenaza de capa freática; reducción de servicioo fallos con consecuencias económicas notables), mientras que la clase B espara los casos especiales (sin amenaza de capa freática; débil reducción de ser-vicio o fallos con consecuencias económicas poco importantes).
En relación con el valor previsto en UNE 53331:1997 IN del esfuerzo tan-gencial admisible a flexotracción a largo plazo (14,4 N/mm2) es importanteprecisar que dicho valor es de aplicación únicamente para los antiguos polie-tilenos de alta o media densidad, PE50A y PE 50B, equivalentes aproxima-damente al nuevo PE80 (ver Tabla 46).
Para los nuevos PE 40, PE63, PE80 y PE100 las respectivas normas de pro-ducto no incluyen los valores de la resistencia a flexotracción del material,debiendo ser los respectivos fabricantes los encargados de facilitarlos.
En cualquier caso, a su vez, debe recordarse que no es lo mismo la resisten-cia a flexotracción del material que la resistencia simplemente a tracción(MRS).
Además, en este caso, puede haber bastante diferencia entre el coeficiente deseguridad C contemplado en UNE 53331:1997 IN para el caso de tubossometidos a flexotracción (2 ó 2,50) que el previsto en prEN 12201:2001 oen prEN 13244:1998 para la sola acción de la tracción (como mínimo 1,25).

286
Eje
mplo
41
En las figuras adjuntas se han representado (conforme a UNE53331:1997 IN) las alturas de enterramiento que hacen que queden fuerade servicio los tubos de PE en la hipótesis de actuación conjunta de la pre-sión interior y de las cargas externas.
Corresponden al caso del antiguo PE50, equivalente, aproximadamente alnuevo PE80, supuesto un valor de la tensión admisible a largo plazo de14,4 N/mm2 y un coeficiente C igual a 2), suponiendo que las condicionesde cálculo (tipo de relleno, compactación, apoyo, presión interior, etc.)sean las mismas que las indicadas en el Ejemplo 37. Las presiones hidráu-licas que se han supuesto en el cálculo que soliciten a la tubería son lassiguientes:
Tubos de la serie S 20: 0,20 N/mm2
Tubos de la serie S 12,5: 0,32 N/mm2
Tubos de la serie S 8: 0,5 N/mm2
Se ha representado con línea fina las situaciones en las que la solicitacióncondicionante es la deformación y en línea gruesa cuando el estado ten-sional producido sea el que deja fuera de servicio a la tubería.
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de t
ierr
as (m
)
S20
S 12,5
S8
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de ti
erra
s (m
)
S 20
S 12,5
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
Altu
rra
de ti
erra
s (m
)
S 20
S 12,5
S 8
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
Altu
rra
de ti
erra
s (m
)
S 20
S 12,5
S 8
Ángulo de apoyo 90°. Ángulo de apoyo 90°.
Relleno bien compactado Relleno mal compactado
Fig. 79. Alturas de enterramiento máximas en tubos de PE en la hipótesis de actuación conjunta de presión interior y cargas externas
La determinación de estos esfuerzos tangenciales suele realizarse en España medianteel método de la norma ATV 127:2000, el cual se encuentra desarrollado en UNE53331:1997 IN y es el mismo que para los tubos de PVC-U (ver apartado 4.2.5).
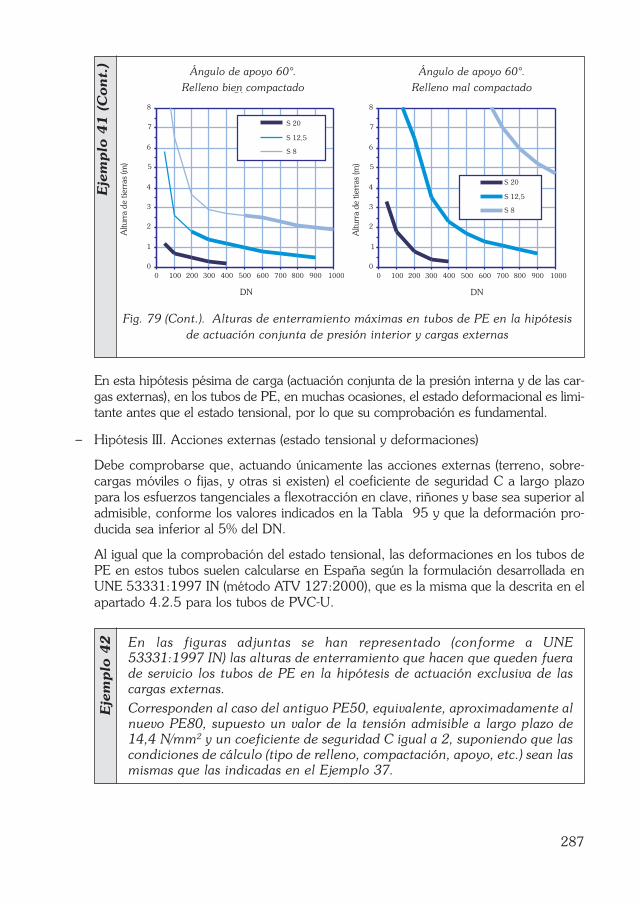
287
En esta hipótesis pésima de carga (actuación conjunta de la presión interna y de las car-gas externas), en los tubos de PE, en muchas ocasiones, el estado deformacional es limi-tante antes que el estado tensional, por lo que su comprobación es fundamental.
– Hipótesis III. Acciones externas (estado tensional y deformaciones)
Debe comprobarse que, actuando únicamente las acciones externas (terreno, sobre-cargas móviles o fijas, y otras si existen) el coeficiente de seguridad C a largo plazopara los esfuerzos tangenciales a flexotracción en clave, riñones y base sea superior aladmisible, conforme los valores indicados en la Tabla 95 y que la deformación pro-ducida sea inferior al 5% del DN.
Al igual que la comprobación del estado tensional, las deformaciones en los tubos dePE en estos tubos suelen calcularse en España según la formulación desarrollada enUNE 53331:1997 IN (método ATV 127:2000), que es la misma que la descrita en elapartado 4.2.5 para los tubos de PVC-U.
Eje
mplo
41 (
Cont.
) 0
1
2
3
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de t
ierr
as (m
)
0
1
2
3
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de ti
erra
s (m
)
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de ti
erra
s (m
)
S 20
S 12,5
S 8
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
Altu
rra
de ti
erra
s (m
)S 20
S 12,5
S 8
DN
Ángulo de apoyo 60°. Ángulo de apoyo 60°.
Relleno bien compactado Relleno mal compactado
Fig. 79 (Cont.). Alturas de enterramiento máximas en tubos de PE en la hipótesisde actuación conjunta de presión interior y cargas externas
Eje
mplo
42 En las figuras adjuntas se han representado (conforme a UNE
53331:1997 IN) las alturas de enterramiento que hacen que queden fuerade servicio los tubos de PE en la hipótesis de actuación exclusiva de lascargas externas. Corresponden al caso del antiguo PE50, equivalente, aproximadamente alnuevo PE80, supuesto un valor de la tensión admisible a largo plazo de14,4 N/mm2 y un coeficiente de seguridad C igual a 2, suponiendo que lascondiciones de cálculo (tipo de relleno, compactación, apoyo, etc.) sean lasmismas que las indicadas en el Ejemplo 37.
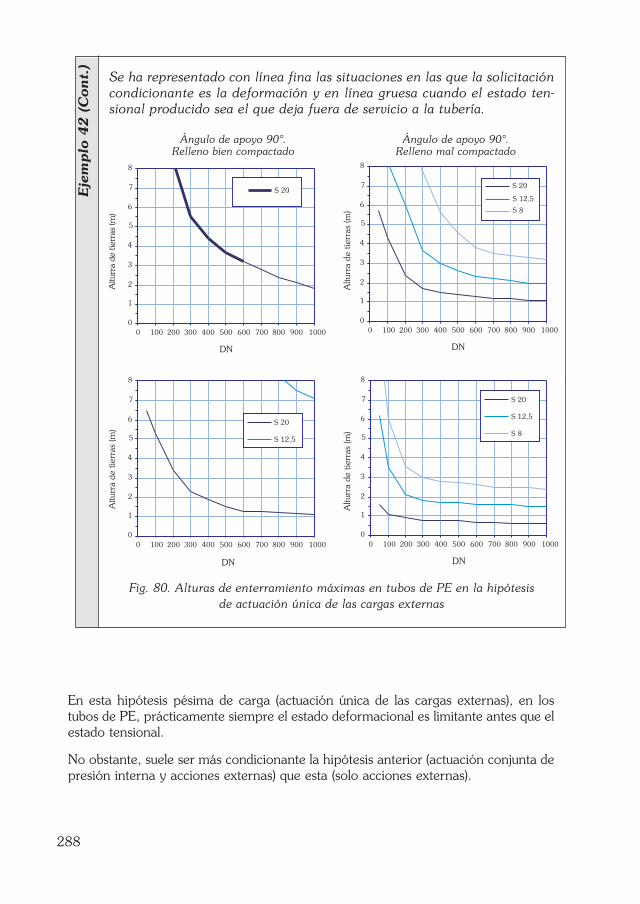
288
Eje
mplo
42 (
Cont.
)Se ha representado con línea fina las situaciones en las que la solicitacióncondicionante es la deformación y en línea gruesa cuando el estado ten-sional producido sea el que deja fuera de servicio a la tubería.
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de ti
erra
s (m
)
S 20
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DNA
lturr
a de
tie
rras
(m)
S 20
S 20
S 12,5
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
DN
Altu
rra
de tie
rras
(m)
S 20
S 12,5
S 8
0
1
2
3
4
5
6
7
8
0 100 200 300 400 500 600 700 800 900 1000
Altu
rra
de t
ierr
as (m
)
S 20
S 12,5
DN
Ángulo de apoyo 90°. Ángulo de apoyo 90°. Relleno bien compactado Relleno mal compactado
Fig. 80. Alturas de enterramiento máximas en tubos de PE en la hipótesis de actuación única de las cargas externas
En esta hipótesis pésima de carga (actuación única de las cargas externas), en lostubos de PE, prácticamente siempre el estado deformacional es limitante antes que elestado tensional.
No obstante, suele ser más condicionante la hipótesis anterior (actuación conjunta depresión interna y acciones externas) que esta (solo acciones externas).
S 12,5
S 8

289
– Hipótesis IV. Acciones externas y presión interna negativa (pandeo o colapsado)
Actuando tanto las acciones externas al tubo (terreno, sobrecargas móviles o fijas,nivel freático y otras si existen) como las posibles presiones internas negativas, debehacerse la misma comprobación que la indicada en el apartado 4.2.5.
4.2.7 Tubos de PVC-O
El dimensionamiento mecánico de los tubos de PVC-O es análogo al de los anteriores dePVC-U y de PE, estos es, recomendándose realizarlo también conforme a lo especifica-do por la norma UNE 53331:1997 IN (método de la norma ATV 127:2000).
En tanto en cuanto estos tubos no estén normalizados por CEN o por AENOR,las características del material necesarias para dicho cálculo mecánico (básica-mente la resistencia a flexotracción y el módulo de elasticidad a largo plazo)están en estudio.
4.2.8 Tubos de PRFV
El método de cálculo recomendado (así como los valores de cálculo propuestos) para eldimensionamiento mecánico de los tubos de PRFV es, básicamente, el que figura en elmanual AWWA M45.
Con ello, en los tubos de PRFV, la hipótesis pésima de carga y la solicitación condicio-nante, suelen corresponder a alguna de las combinaciones de acciones indicadas en laTabla 96.
Tabla 96. Hipótesis pésima de carga y solicitaciones condicionantes en los tubos de PRFV
Combinación Solicitaciónde acciones determinante
Tubos aéreos Hipótesis I Presión interna positiva Estado tensionalHipótesis II Presión inerna negativa Pandeo o colapsado
Hipótesis I Presión interna positiva Estado tensionalHipótesis II Acciones externas Estado tensional y deformaciones
Tubos enterrados Hipótesis III Acciones externas Estado tensional y presión interna positiva
Hipòtesis IV Acciones externas Pandeo o colapsadoy presión interna negativa
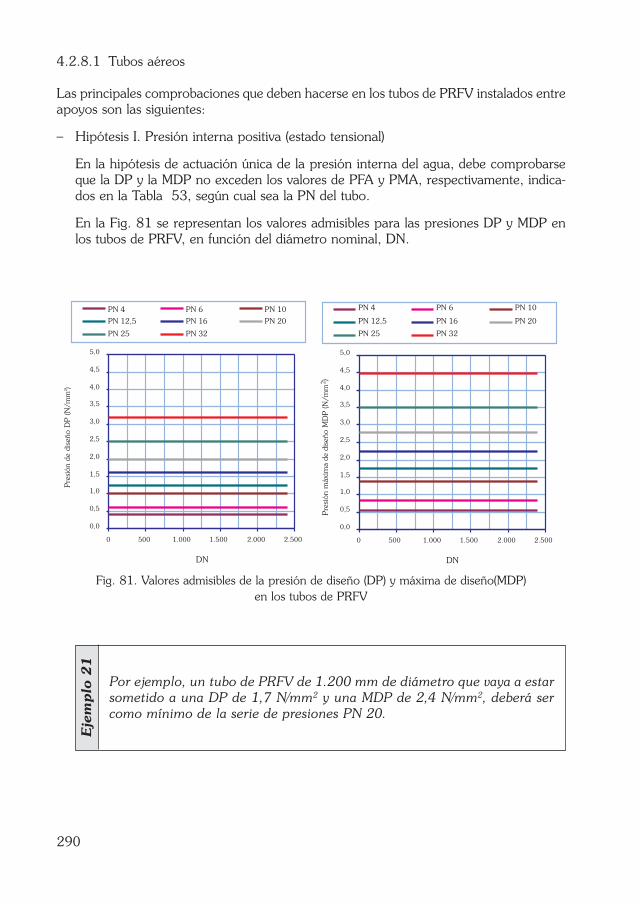
290
Eje
mplo
21
Por ejemplo, un tubo de PRFV de 1.200 mm de diámetro que vaya a estarsometido a una DP de 1,7 N/mm2 y una MDP de 2,4 N/mm2, deberá sercomo mínimo de la serie de presiones PN 20.
4.2.8.1 Tubos aéreos
Las principales comprobaciones que deben hacerse en los tubos de PRFV instalados entreapoyos son las siguientes:
– Hipótesis I. Presión interna positiva (estado tensional)
En la hipótesis de actuación única de la presión interna del agua, debe comprobarseque la DP y la MDP no exceden los valores de PFA y PMA, respectivamente, indica-dos en la Tabla 53, según cual sea la PN del tubo.
En la Fig. 81 se representan los valores admisibles para las presiones DP y MDP enlos tubos de PRFV, en función del diámetro nominal, DN.
Fig. 81. Valores admisibles de la presión de diseño (DP) y máxima de diseño(MDP)en los tubos de PRFV
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
0 500 1.000 1.500 2.000 2.500
DN
PN 4 PN 6 PN 10
PN 12,5 PN 16 PN 20
PN 25 PN 32
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
0 500 1.000 1.500 2.000 2.500
DN
PN 4 PN 6 PN 10
PN 12,5 PN 16 PN 20
PN 25 PN 32)
Pre
sión
máx
ima
de d
iseñ
o M
DP
(N/m
m2
)P
resi
ón m
áxim
a de
dis
eño
MD
P (N
/mm
2P
resi
ón d
e di
seño
DP
(N/m
m2)

291
Ante la acción única de la presión interna positiva, debe también comprobarse que elalargamiento unitario producido (εpr) sea inferior al 0,65%, minorado por un coefi-ciente de seguridad C de 1,8. Esta verificación puede hacerse mediante la siguienteexpresión:
εpr alargamiento unitario debido a la presión interior positiva, en %OD diámetro exterior del tubo, en mme espesor de la pared del tubo, en mmer espesor de la parte estructural de la pared del tubo, en mmE módulo de elasticidad, en N/mm2
MDP presión máxima de diseño, en N/mm2
– Hipótesis II. Presión interna negativa (pandeo o colapsado)
Ante la actuación exclusiva de presiones interiores negativas, debe comprobarse queel coeficiente de seguridad C frente al colapso por abolladura o pandeo sea al menos2, lo cual se puede verificar mediante la expresión:
Pcrit carga crítica de pandeo, en N/mm2, calculada, por ejemplo, según la expre-sión de Levy (ver comentarios al apartado 4.2.1.5, f)
Pv depresión debida a posibles golpes de arietes, succiones, etc., en N/mm2
C coeficiente de seguridad, de valor igual o superior a 2
4.2.8.2 Tubos enterrados
Las principales comprobaciones que deben hacerse en los tubos de PRFV instalados ente-rrados son las siguientes:
– Hipótesis I. Presión interna positiva (estado tensional)
La comprobación de los tubos sometidos a la sola acción de la presión hidráulica inte-rior es igual que en el caso anterior.
– Hipótesis II. Acciones externas (estado tensional y deformaciones)
Debe comprobarse que, actuando únicamente las acciones externas, la deformaciónvertical no excede el 5% del DN del tubo. Ello puede hacerse mediante la formulaciónde Spangler:
εprr
MDP OD e
Ee=
( )< −100
20 651 80
– ,,
CPPcrit
v= ≥ 2
εprr
MDP OD e
Ee=
( )< −100
20 651 80
– ,,
CPPcrit
v= ≥ 2
εprr
MDP OD e
Ee=
( )< −100
20 651 80
– ,,
CPPcrit
v= ≥ 2

δ deformación producida en el tubo, en %
Ka coeficiente de factor de apoyo. Unos valores habituales de este parámetro sonlos siguientes (ver Fig 87):
ángulo de apoyo 2 α = 20° Ka = 0,110ángulo de apoyo 2 α = 45° Ka = 0,105ángulo de apoyo 2 α = 60° Ka = 0,102ángulo de apoyo 2 α = 120° Ka = 0,090ángulo de apoyo 2 α = 180° Ka = 0,083
Ss factor combinado de soporte del suelo (ver Tabla 97)
Tabla 97. Factor combinado de soporte del suelo, Ss, en tubos de PRFV
E´/Es b/DN = 1,5 b/DN = 2,0 b/DN = 2,5 b/DN = 3,0 b/DN = 4,0 b/DN = 5,0
0,1 0,15 0,30 0,60 0,80 0,90 1,000,2 0,30 0,45 0,70 0,85 0,92 1,000,4 0,50 0,60 0,80 0,90 0,95 1,000,6 0,70 0,80 0,90 0,95 1,00 1,000,8 0,85 0,90 0,95 0,98 1,00 1,001,0 1,00 1,00 1,00 1,00 1,00 1,001,5 1,30 1,15 1,10 1,05 1,00 1,002,0 1,50 1,30 1,15 1,10 1,05 1,003,0 1,75 1,45 1,30 1,20 1,08 1,00
> 5,0 2,00 1,60 1,40 1,25 1,10 1,00
We y Wt cargas debidas al peso de las tierras y al tráfico respectivamente, en N/m2
SN rigidez nominal del tubo, en N/m2
E´ modulo de reacción del suelo. Es frecuente adoptar los siguientes valores,según sea la compactación del relleno:
terreno bien compactado E´= 5 x 106 N/m2
terreno con compactación media E´= 2 x 106 N/m2
terreno con mala compactación E´= 1 x 106 N/m2
Es módulo de elasticidad del suelo naturalm en N/m2.
b ancho de la zanja
Respecto a las cargas debidas al peso de las tierras y al tráfico (We y Wt respectiva-mente), pueden seguirse las siguientes indicaciones:
δ =+( )
+ ′<100
1 5
8 0 015
Ka K W
SN E Se t
S
,
,
W He = ⋅γ
WP IL Lt
rd f= −10 6
1 2
LH
213 31 1 75
8= +, ,
ε δb
maxMDP eOD e
= −
−
<100 13
5 1 31 5
,,
292
We

a) Cargas debidas al peso de las tierras, We
En los tubos de PRFV es habitual calcularlas según la teoría de Marston, sin consi-derar ningún coeficiente reductor, lo que supone una seguridad adicional:
We cargas debidas al peso de las tierras, en N/m2
γ peso específico del relleno, en N/m3. Por defecto, puede tomarse 20 N/m3
H altura de tierras sobre la clave del tubo, en m
b) Cargas debidas al tráfico, Wt
Para el cálculo de las sobrecargas puntuales debidas al tráfico, puede emplearse lasiguiente formulación (manual AWWA M45).
Wt cargas debidas al tráfico, en N/m2
H profundidad de enterramiento, en mPrd carga por rueda, en NIf factor de impacto If=1,0 si H>0,91 m
If=1,1 si H<0,91 m
L1 = 0,253 + 1,75 H
si H>0,756 m
L2 = 0,59 + 1,75 H si H<0,756 m
En esta misma hipótesis (actuación única de las cargas externas) debe comprobarseque, supuesta la deformación circunferencial máxima admisible (5%), el alargamientounitario (εb) sea inferior al 1,30%, minorado por un coeficiente de seguridad C de 1,5.Esta verificación puede hacerse mediante la siguiente expresión:
εb alargamiento unitario debido a la acción de las cargas externas, en %δmax deformación vertical debida a las cargas externas máxima (=0,05)OD diámetro exterior del tubo, en mme espesor nominal del tubo, en mmMDP presión máxima de diseño, en N/mm2
δ =+( )
+ ′<100
1 5
8 0 015
Ka K W
SN E Se t
S
,
,
W He = ⋅γ
WP IL Lt
rd f= −10 6
1 2
LH
213 31 1 75
8= +, ,
ε δb
maxMDP eOD e
= −
−
<100 13
5 1 31 5
,,
δ =+( )
+ ′<100
1 5
8 0 015
Ka K W
SN E Se t
S
,
,
W He = ⋅γ
WP IL Lt
rd f= −10 6
1 2
LH
213 31 1 75
8= +, ,
ε δb
maxMDP eOD e
= −
−
<100 13
5 1 31 5
,,
δ =+( )
+ ′<100
1 5
8 0 015
Ka K W
SN E Se t
S
,
,
W He = ⋅γ
WP IL Lt
rd f= −10 6
1 2
LH
213 31 1 75
8= +, ,
ε δb
maxMDP eOD e
= −
−
<100 13
5 1 31 5
,,
293
δ =+( )
+ ′<100
1 5
8 0 015
Ka K W
SN E Se t
S
,
,
W He = ⋅γ
WP IL Lt
rd f= −10 6
1 2
LH
213 31 1 75
8= +, ,
ε δb
maxMDP eOD e
= −
−
<100 13
5 1 31 5
,,
δ =+( )
+ ′<100
1 5
8 0 015
Ka K W
SN E Se t
S
,
,
W He = ⋅γ
WP IL Lt
rd f= −10 6
1 2
LH
213 31 1 75
8= +, ,
ε δb
maxMDP eOD e
= −
−
<100 13
5 1 31 5
,,
1 –MDP
3

– Hipótesis III. Acciones externas y presión interna positiva (estado tensional)
Debe comprobarse que actuando conjuntamente las cargas externas y la presión inte-rior no se excede el estado tensional límite. Ello puede hacerse mediante las siguien-tes expresiones (Manual AWWA M45):
– Hipótesis IV. Acciones externas y presión interna negativa (pandeo o colapsado)
Ante la actuación conjunta de las cargas externas y de las posibles presiones internasnegativas, debe comprobarse que el coeficiente de seguridad C frente al pandeo seaal menos 2,5 ó 3, lo cual puede comprobarse mediante la siguiente expresión:
Pcrit carga crítica de pandeo, en N/mm2. Se recomienda calcularla mediante la expre-sión de Luscher (ver apartado 4.2.1.5, f)
qe acciones totales, en N/mm2. Se calculan mediante la expresión:
γw peso específico del agua, en N/mm3
Hw altura del nivel freático sobre el tubo, en mmff factor de flotación, de valor:
H altura de tierras sobre el tubo, en mmWe cargas verticales totales debidas al peso de las tierras, en N/mmWt cargas verticales totales debidas a las sobrecargas concentradas, fijas o móviles
en N/mm (en el caso de los móviles se considerará el correspondiente coeficien-te de impacto)
DN diámetro nominal del tubo, en mmPV depresión interna debida a posibles golpes de ariete, succiones, etc., en N/mm2
εε
εε
pr
b
b
pr
0 65
11 3
1 8
1 3
10 65
1 5
,,
,
,,
,
≤−
≤−
CPq
ócrit
e= ≥ 2 5 3,
q H fWeDN
WtDN
Pe w w f v= + + +γ
fHHf
w= −1 0 33,
q h fWeDN
WtDNe w w f= + +γ
εε
εε
pr
b
b
pr
0 65
11 3
1 8
1 3
10 65
1 5
,,
,
,,
,
≤−
≤−
CPq
ócrit
e= ≥ 2 5 3,
q H fWeDN
WtDN
Pe w w f v= + + +γ
fHHf
w= −1 0 33,
q h fWeDN
WtDNe w w f= + +γ
εε
εε
pr
b
b
pr
0 65
11 3
1 8
1 3
10 65
1 5
,,
,
,,
,
≤−
≤−
CPq
ócrit
e= ≥ 2 5 3,
q H fWeDN
WtDN
Pe w w f v= + + +γ
fHHf
w= −1 0 33,
q h fWeDN
WtDNe w w f= + +γ
εε
εε
pr
b
b
pr
0 65
11 3
1 8
1 3
10 65
1 5
,,
,
,,
,
≤−
≤−
CPq
ócrit
e= ≥ 2 5 3,
q H fWeDN
WtDN
Pe w w f v= + + +γ
fHHf
w= −1 0 33,
q h fWeDN
WtDNe w w f= + +γ
294

Cuando la actuación conjunta de las cargas concentradas, Wt, y la depresióninterna, PV, sea poco probable, lo cual es frecuente, las acciones externas totales pue-den calcularse mediante la expresión (manual AWWA M11):
C coeficiente de seguridad, de valor mínimo 2,5 (si H/DN > 2) ó 3,0 (si H/DN < 2)
fHHf
w= −1 0 33,
q h fWeDN
WtDNe w w f= + +γ
295
El procedimiento de cálculo mecánico propuesto para los tubos de PRFV es, bási-camente, el recogido en las normas AWWA (bien en la C 950-88 o en el ManualM45).
Existen otros procedimientos de cálculo para estos tubos que difieren algo delanterior. Es, por ejemplo, el caso del método de la norma ATV 127:2000 desa-rrollado para estos tubos, si bien este método ATV estaba originariamente ela-borado para tubos sin presión.
En el documento ISO/TR 10465-2:1999 se comparan los resultados obtenidoscon ambas metodologías.
Eje
mplo
44 En este ejemplo se persigue mostrar los pasos a seguir para la comproba-
ción mecánica de una tubería de PRFV enterrada (sin acción del tráfico) delas siguientes características:
Diámetro nominal 1.400 mmEspesor de la pared 15,7 mmEspesor de la parte estructural 14,6 mmDP 0,30 N/mm2
MDP 0,40 N/mm2
Altura de enterramiento: 0,50 metrosDensidad del relleno 20 kN/m3
Ángulo de apoyo 2α 20ºAncho de la zanja en la clave 2 mCoeficiente de Poisson ν 0,30Módulo de reacción del suelo E´ 2.000 kN/m2
Módulo de elasticidad E 10.000 N/mm2
Módulo de elasticidad del suelo Es 2.000 kN/m2
Conforme a lo explicado en este apartado, para el dimensionamiento de latubería hay que hacer las siguientes comprobaciones:

296
Eje
mplo
44 (
Cont.
)a) Hipótesis I: Estado tensional debido a la acción única de la presión inter-
na
Se selecciona un tubo de PN 4 en el que se cumple que (ver Tabla 53):
DP = 0,3 N/mm2 < 0,40 N/mm2
MDP = 0,4 N/mm2 < 0,56 N/mm2
Debe comprobarse que el alargamiento unitario producido sea inferior al0,65%, para lo que debe verificarse la siguiente expresión:
OD = 1.400+2 x 15,7=1.432 mm
b) Hipótesis II: Deformaciones y tensiones causadas por la acción de las car-gas externas
Se selecciona un tubo de SN 2.000 N/m2. Los parámetros para el cálculode la deformación son los siguientes:
We = 20.000 x 0,50 = 10.000 N/m2
Wt = 0Ka = 0,111 (2a = 20º)E´= 2.000 kN/m2 (ver enunciado) Ss= 1 (ver Tabla 97)
Con ello, la deformación que se produce en el tubo es:
En esta hipótesis debe comprobarse también que el alargamiento unitarioproducido, supuesta una deformación vertical del 5%, sea inferior al1,3%, para lo que debe verificarse la siguiente expresión:
ε pr
0,4 1432 15,7
2 10000 14,7100 0,19
0,651,8
0,36=⋅ −( )⋅ ⋅
⋅ = < =
δ = ⋅⋅ + ⋅ ⋅
⋅ = <0,111 10.0008 2000 0,061 2000 10
100 0,80% 5%3
εb 10,43
5 15,7 0,051432 15,7
100 0,231,301,50
0,86= −
⋅ ⋅−
⋅ = < =
ε pr
0,4 1432 15,7
2 10000 14,7100 0,19
0,651,8
0,36=⋅ −( )⋅ ⋅
⋅ = < =
δ = ⋅⋅ + ⋅ ⋅
⋅ = <0,111 10.0008 2000 0,061 2000 10
100 0,80% 5%3
εb 10,43
5 15,7 0,051432 15,7
100 0,231,301,50
0,86= −
⋅ ⋅−
⋅ = < =
ε pr
0,4 1432 15,7
2 10000 14,7100 0,19
0,651,8
0,36=⋅ −( )⋅ ⋅
⋅ = < =
δ = ⋅⋅ + ⋅ ⋅
⋅ = <0,111 10.0008 2000 0,061 2000 10
100 0,80% 5%3
εb 10,43
5 15,7 0,051432 15,7
100 0,231,301,50
0,86= −
⋅ ⋅−
⋅ = < =

297
Eje
mplo
44 (
Cont.
)c) Hipótesis III: Estado tensional debido a la acción conjunta de las accio-
nes externas y de la presión interna.
Esta comprobación debe hacerse mediante las siguientes verificaciones:
d) Hipótesis III: pandeo, colapso o abolladura
La carga crítica de pandeo (según Luscher, ver apartado 4.2.1.5), lasacciones totales y el coeficiente de seguridad valen):
ff = 1 (supuesto Hw=0)
B´=0,015+0,041 x 0,50/1,385=0,0298 (H/DN<5)
E´=2.000 kN/m2 = 2x106 N/m2
E = 10.000 N/mm2
SN=2.000 N/m2
Sin embargo, aplicando la fórmula de Levy, la carga crítica es menor yaque el tubo está poco enterrado), por lo que es la que se adoptará comocarga crítica de pandeo:
Las cargas totales y el coeficiente de seguridad C resultan ser
Por lo tanto, para resistir las solicitaciones de este ejemplo, sería necesarioun tubo de PRFV de 1.400 mm de DN, PN 4 y SN 2.000, que son los pará-metros de clasificación de esta tipología de tubos (ver apartado 3.8.2.2).
εε
εε
pr
b
b
pr
0 650 190 65
0 291
1 31 8
1 0 221 30
1 800 46
1 30 221 30
0 161
0 651 50
1 0 190 65
1 500 47
,,,
, ,,
,,
,,
,,,
, ,,
,,
,,
= = ≤−
=−
=
= = ≤−
=−
=
P N mcrit = ( ) = ⋅ ⋅ ⋅ ⋅ =/ , .2 332 0 0298 2000 2000 10 61 760
P N mcrit /.,
,.
.22
362 10 000
1 0 3157
1 38510 31 868( ) = ⋅
−
⋅ =
q N m CPqecrit
e
/ ...
, ,2 10 00031 86810 000
3 18 3 0( ) = = = = ≥
εε
εε
pr
b
b
pr
0 650 190 65
0 291
1 31 8
1 0 221 30
1 800 46
1 30 221 30
0 161
0 651 50
1 0 190 65
1 500 47
,,,
, ,,
,,
,,
,,,
, ,,
,,
,,
= = ≤−
=−
=
= = ≤−
=−
=
P N mcrit = ( ) = ⋅ ⋅ ⋅ ⋅ =/ , .2 332 0 0298 2000 2000 10 61 760
P N mcrit /.,
,.
.22
362 10 000
1 0 3157
1 38510 31 868( ) = ⋅
−
⋅ =
q N m CPqecrit
e
/ ...
, ,2 10 00031 86810 000
3 18 3 0( ) = = = = ≥
εε
εε
pr
b
b
pr
0 650 190 65
0 291
1 31 8
1 0 221 30
1 800 46
1 30 221 30
0 161
0 651 50
1 0 190 65
1 500 47
,,,
, ,,
,,
,,
,,,
, ,,
,,
,,
= = ≤−
=−
=
= = ≤−
=−
=
P N mcrit = ( ) = ⋅ ⋅ ⋅ ⋅ =/ , .2 332 0 0298 2000 2000 10 61 760
P N mcrit /.,
,.
.22
362 10 000
1 0 3157
1 38510 31 868( ) = ⋅
−
⋅ =
q N m CPqecrit
e
/ ...
, ,2 10 00031 86810 000
3 18 3 0( ) = = = = ≥
εε
εε
pr
b
b
pr
0 650 190 65
0 291
1 31 8
1 0 221 30
1 800 46
1 30 221 30
0 161
0 651 50
1 0 190 65
1 500 47
,,,
, ,,
,,
,,
,,,
, ,,
,,
,,
= = ≤−
=−
=
= = ≤−
=−
=
P N mcrit = ( ) = ⋅ ⋅ ⋅ ⋅ =/ , .2 332 0 0298 2000 2000 10 61 760
P N mcrit /.,
,.
.22
362 10 000
1 0 3157
1 38510 31 868( ) = ⋅
−
⋅ =
q N m CPqecrit
e
/ ...
, ,2 10 00031 86810 000
3 18 3 0( ) = = = = ≥
299
5 Instalación de la tubería
En el presente capítulo se establecen una serie de recomendaciones en lo que se refierea las condiciones que, con carácter general, deben seguirse para la instalación de la tube-ría hasta su puesta en servicio.
5.1 Normativa de aplicación
En lo relativo a la normativa de aplicación para la instalación de tuberías, y en el ámbitoespecífico de las conducciones de agua potable, puede seguirse lo especificado al respectoen el apartado 10 de la norma UNE-EN 805:2000 o en las “Recomendaciones para lainstalación, adjudicación y recepción de canalizaciones de agua potable” de AEAS(1992).
Además, para cada material en particular, pueden usarse como referencia las normas omanuales que se indican a continuación. Es también recomendable seguir las instruccio-nes y especificaciones de los respectivos fabricantes al respecto.
Tubos de fundición AWWA C600-99
Tubos de acero Manual AWWA M11
Tubos de hormigón IET-80, capítulo IVManual AWWA M9
Tubos de PVC-U UNE 53399:1990 INASTM D2774-72 AWWA C605-94 UNE ENV 1452-6:2001
Tubos de PE UNE 53394:1992 INASTM D2774-72 prEN 13244-6:1998
Tubos de PRFV Manual AWWA M45ISO/TR 10465-1:1999
300
Debe prestarse especial atención a la seguridad e higiene en el trabajo, a cuyo efecto seráde aplicación la Reglamentación vigente en dicha materia y lo establecido, en su caso, enel Estudio de Seguridad y Salud del Proyecto y en el correspondiente Plan de Seguridady Salud de Obra.
En dicho contexto, es de aplicación lo establecido en la Ley 31/1995 de Prevención deRiesgos Laborales, la cual determina el cuerpo básico de garantías y responsabilidadespara establecer un adecuado nivel de protección de la salud de los trabajadores frente alos riesgos derivados de las condiciones de trabajo.
En particular, deberá observarse lo establecido en el RD 1627/1997 por el que se esta-blecen disposiciones mínimas de seguridad y salud en las obras de construcción, el cualfue delaborado en desarrollo del artículo 6 de la anterior Ley y transpone lo establecidoal respecto por la Directiva 92/57/CEE.
5.2 Transporte, almacenamiento y manipulación
Las operaciones de transporte, almacenamiento y manipulación de todos los componen-tes deben hacerse sin que ninguno de estos elementos sufran golpes o rozaduras, debien-do depositarse en el suelo sin brusquedades, no dejándolos nunca caer. En el caso de lostubos, debe evitarse rodarlos sobre piedras.
5.2.1 Transporte
Las operaciones de transporte de los tubos deben hacerse, en su caso, conforme a lasvigentes normas de tráfico. Debe, en cualquier caso, cuidarse, en primer lugar, que, enlos camiones o en el medio en el que se realice el transporte a obra, el piso y los latera-les de la caja estén exentos de protuberancias o bordes rígidos o agudos que puedandañar a los tubos o a las piezas especiales.
Si el transporte incluye tubos de distinto diámetro, es preciso colocarlos en sentido decre-ciente de los diámetros a partir del fondo, no debiendo admitir cargas adicionales sobrelos tubos que puedan producir deformaciones excesivas en los mismos y garantizando lainmovilidad de los tubos, apilándolos de forma que no queden en contacto unos conotros, disponiendo para ello cunas de madera o elementos elásticos; especial atencióndebe prestarse a todo ello en el caso de los tubos flexibles.
De la relación de normas anteriores, la UNE 53399:1990 IN será derogada enbreve y sustituida por la UNE ENV 1452-6:2001.
El transporte, en ocasiones, es un condicionante para las longitudes de fabrica-ción. Por ejemplo, los tubos de PE, los de PRFV o los de acero se pueden fabri-car en longitudes superiores a 12 metros, pero serían más difícilmente transpor-tables a obra.

Los tubos con uniones de enchufe o embocadura termoconformada y extremo liso debencolocarse con los extremos alternados, de tal modo que los enchufes no queden en con-tacto con los tubos inferiores. En los tubos de hormigón el transporte a obra no debe ini-ciarse hasta que haya finalizado el período de curado.
Las válvulas deben enviarse limpias, con todos sus elementos protegidos y los orificiosexternos tapados, mediante tapas de plástico de forma que se evite la introducción de ele-mentos extraños. Las válvulas de compuerta es recomendable se envíen con el elementode cierre en posición abierto, si el asiento es elástico, o cerrado si se trata de metal. Enlas de mariposa el obturador debe ir en posición ligeramente abierta. Todas las válvulasdeben ser embaladas de forma que durante el transporte quede garantizada la imposibili-dad de golpes y daños en estos elementos, así como su eventual maniobra, debiendo evi-tarse roces y esfuerzos superiores a los que la válvula ha de soportar. Se prestará espe-cial atención durante el transporte y la manipulación, para no dañar los mecanismos deaccionamiento manual o mecánico que la válvula pueda llevar.
5.2.2 Almacenamiento
Cuando los tubos se almacenen sobre el terreno debe comprobarse que éste es lo sufi-cientemente resistente para soportar las cargas que se le transmitan y lo suficientementeliso para que éstos se apoyen en toda su longitud, sin riesgo de que piedras y otros salien-tes puedan dañarles. El acopio de los tubos en obra se hace, habitualmente, en posiciónhorizontal, sujetos mediante calzos de madera u otros dispositivos que garanticen suinmovilidad. Los tubos de hormigón, sin embargo, si se dispone de una solera rígida y segarantizan las debidas condiciones de seguridad, pueden almacenarse en posición verti-cal, siempre que no se ocasionen daños en sus boquillas al colocarlos en esta posición.
El número de hileras superpuestas en los acopios y la disposición de las mismas (pirami-dal o prismática) debe ser tal que ninguno de los tubos apilados sufra daños y cuando lamanipulación sea manual, la altura máxima debe ser inferior al alcance que en condicio-nes de seguridad tenga el personal que realice el trabajo, no debiendo, en ningún caso,excederse alturas de 3 metros. En la Tabla 98 se adjuntan unos valores recomendadospara las alturas máximas de apilamiento.
El tiempo de almacenamiento debe restringirse al mínimo posible, no debiendo prolon-garse innecesariamente y, en cualquier caso, hay que procurar la adecuada protecciónfrente a posibles daños externos, especialmente los anillos elastoméricos y las válvulas,los cuales hay que situarlos en lugar cerrado y protegidos de la luz solar y de temperatu-ras elevadas. En los tubos de hormigón, en particular, debe evitarse que sufran secadosexcesivos o fríos intensos.
Los tubos de PVC-U y de PE no deben estar en contacto con combustibles y disolventes,procurando que estén protegidos de la luz solar y que su superficie no alcance tempera-turas superiores a 45 ó 50 °C.
Para las operaciones de almacenamiento de los tubos de acero pueden seguirse, en par-ticular, las especificaciones de la norma API 5LW:1997.
301

Tabla 98. Alturas máximas de almacenamiento (número de hileras) de los tubos
DN Fundición Acero Hormigón PRFV PVC-U PE
100 16 5 12 10200 11 5 7 6300 9 5 4 4400 7 5 3 3500 5 6 4 4 2 3600 5 5 4 3 2 3700 4 4 3 3 2 3800 3 3 2 2 1 3900 3 3 2 2 1 2
1.000 2 3 1 2 1 21.100 2 2 1 2 21.200 2 2 1 2 21.400 1 2 1 1 2
> 1.500 1 1 1 1 1
5.2.3 Manipulación
Las operaciones de carga y descarga deben realizarse de tal manera que los distintos ele-mentos no se golpeen entre sí o contra el suelo. La descarga debe hacerse, a ser posible,cerca del lugar donde deban ser colocados, evitando que el tubo quede apoyado sobrepuntos aislados.
Si la zanja no está abierta en el momento de la descarga de los tubos, éstos deben colo-carse, siempre que sea posible, en el lado opuesto a aquel en que se piensen depositarlos productos de la excavación, y de tal forma que queden protegidos del tránsito de vehí-culos, explosivos, etc.
En general, las operaciones de carga y descarga de los tubos hay que realizarlas median-te equipos mecánicos, si bien, para diámetros reducidos pueden emplearse mediosmanuales. En cualquier caso, no deben ser admisibles dispositivos formados por cablesdesnudos ni cadenas en contacto con el tubo, siendo recomendable, por el contrario, eluso de bragas de cinta ancha recubiertas de caucho, o procedimientos de suspensión abase de ventosas. La suspensión del tubo por un extremo y la descarga por lanzamientono deben hacerse nunca. La descarga mediante estrobos, enganchando para ello lasbocas del tubo, sí es una práctica admisible.
Debe evitarse, igualmente, la rodadura o el arrastre de los tubos sobre el terreno, máxi-me si los tubos tienen revestimientos exteriores. Si la DO admite la rodadura, ésta deberealizarse, sólo, sobre superficies preparadas a tal efecto de forma que no se ocasionendesperfectos en el tubo.
302

La descarga de los tubos de materiales plásticos, cuando se transporten unos dentro deotros, debe comenzarse, como es lógico, por los del interior. En los tubos de PVC-U cuan-do se manejen con temperaturas inferiores a 0ºC debe prestarse especial atención a todasestas operaciones, evitando que sufran golpes.
5.3 Instalación de tubos enterrados
Lo más habitual es que las tuberías para el transporte de agua a presión se instalen ente-rradas. A tal efecto, se describen en este apartado una serie de recomendaciones tantopara la ejecución de las necesarias zanjas, como para la instalación en sí de la tubería ola ejecución de los rellenos y las camas de apoyo de los tubos.
5.3.1 Zanjas para el alojamiento de la tubería
5.3.1.1 Criterios de proyecto
Valgan como criterios de proyecto genéricos para el trazado y para las secciones tipo delas zanjas en las que alojar la tubería los siguientes:
a) Trazado en planta
En las redes urbanas se recomienda que la tubería discurra bajo las aceras para dismi-nuir las cargas actuantes y facilitar las tareas de reparación. A este respecto no debeninstalarse dos tuberías en el mismo plano vertical. En relación con las distancias míni-mas a los edificios, deberán tomarse las necesarias precauciones para evitar cualquierafección a sus cimientos, siendo aconsejable una separación mínima de unos dosmetros. Asimismo se recomienda una distancia mínima de un metro al bordillo paraevitar obstáculos creados por los registros y otros suministros. Caso de no poder dis-currir la conducción bajo la acera y tener que hacerlo bajo la calzada, se procurará evi-tar la franja de 1,5 m de ancho a partir del bordillo de cada acera, donde se prevea laposibilidad de aparcamiento de vehículos.
Las separaciones mínimas en planta respecto a otros servicios se recomienda sean lasindicadas en la Tabla 100 (Liria, 1995). En el caso de que se abran zanjas paralelasa las ya existentes para la instalación de nuevas tuberías, deben extremarse las pre-cauciones en los cálculos y en la ejecución de la obra para garantizar que sigan exis-tiendo las necesarias reacciones laterales del terreno.
Si la red discurre por zona rural, el trazado en planta debe ser tal que se afecte lomenos posible a las propiedes colindantes. En el caso frecuente de trazar una tuberíaparalela a una carretera, es deseable que ésta discurra por la zona de servidumbre,que es la zona de terreno que va de 8 a 25 metros (autopistas, autovías y vías rápi-das), contados a partir de la arista exterior de la explanación, o de 3 a 8 metros, paralos restantes tipos de carreteras (Ley 25/1988 de Carreteras). La zona de dominiopúblico (0 a 8 metros para autopistas, autovías y vías rápidas y 0 a 3 metros para las
303
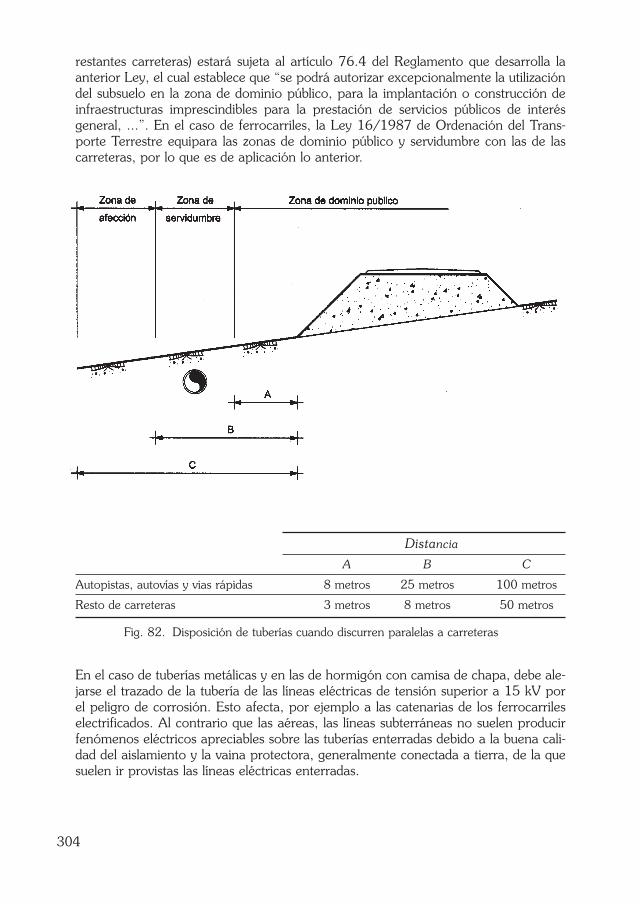
restantes carreteras) estará sujeta al artículo 76.4 del Reglamento que desarrolla laanterior Ley, el cual establece que “se podrá autorizar excepcionalmente la utilizacióndel subsuelo en la zona de dominio público, para la implantación o construcción deinfraestructuras imprescindibles para la prestación de servicios públicos de interésgeneral, ...”. En el caso de ferrocarriles, la Ley 16/1987 de Ordenación del Trans-porte Terrestre equipara las zonas de dominio público y servidumbre con las de lascarreteras, por lo que es de aplicación lo anterior.
Distancia
A B C
Autopistas, autovías y vias rápidas 8 metros 25 metros 100 metros
Resto de carreteras 3 metros 8 metros 50 metros
Fig. 82. Disposición de tuberías cuando discurren paralelas a carreteras
En el caso de tuberías metálicas y en las de hormigón con camisa de chapa, debe ale-jarse el trazado de la tubería de las líneas eléctricas de tensión superior a 15 kV porel peligro de corrosión. Esto afecta, por ejemplo a las catenarias de los ferrocarrileselectrificados. Al contrario que las aéreas, las líneas subterráneas no suelen producirfenómenos eléctricos apreciables sobre las tuberías enterradas debido a la buena cali-dad del aislamiento y la vaina protectora, generalmente conectada a tierra, de la quesuelen ir provistas las líneas eléctricas enterradas.
304

305
b) Trazado en alzado
La profundidad mínima de las zanjas se determina de forma que la tubería quede pro-tegida frente a las acciones externas y preservada de las variaciones de temperatura.No obstante, como criterio general, puede establecerse que, si no hay tráfico rodado,la profundidad mínima de enterramiento sea de 60 centímetros, y, si se prevé tráfico,un metro o un valor igual al diámetro exterior (el mayor de ambos). Cuando estos recu-brimientos mínimos no puedan respetarse deben tomarse las medidas de protecciónnecesarias.
Si la profundidad de la zanja es superior a unos cuatro o cinco metros, es recomen-dable que se dispongan en los taludes bermas del orden de un metro de ancho, quedividan el desnivel existente entre el fondo de la zanja y el terreno natural en partesaproximadamente iguales, no superiores tampoco a cuatro o cinco metros.
Respecto a la pendiente de la zanja, se recomienda que ésta sea de al menos un 0,4ó un 0,5% cuando el agua vaya en dirección descendente y del 0,2% en recorridoascendente.
En el caso de redes urbanas de agua potable se recomienda que éstas se sitúen en unplano superior a las de saneamiento. En la Tabla 100 (Liria, 1995) se relacionan unasseparaciones verticales razonables del abastecimiento con el saneamiento y con otrosservicios.
Unas distancias mínimas de las tuberías metálicas en relación con líneasaéreas de alta tensión pueden ser las indicadas en la tabla adjunta (Cega-rra, 1996).
Tabla 99. Distancias mínimas recomendadas a líneas aéreas de alta tensión
Tensión Resistividad Distancia mínima (m)(kV) del suelo Sin cable Con cable
(ohm/m) de guarda de guarda
15 10 1063 300 30 15
225 300 110 20225 60 90 20
380 1000 200 50380 300 170 35380 100 120 25
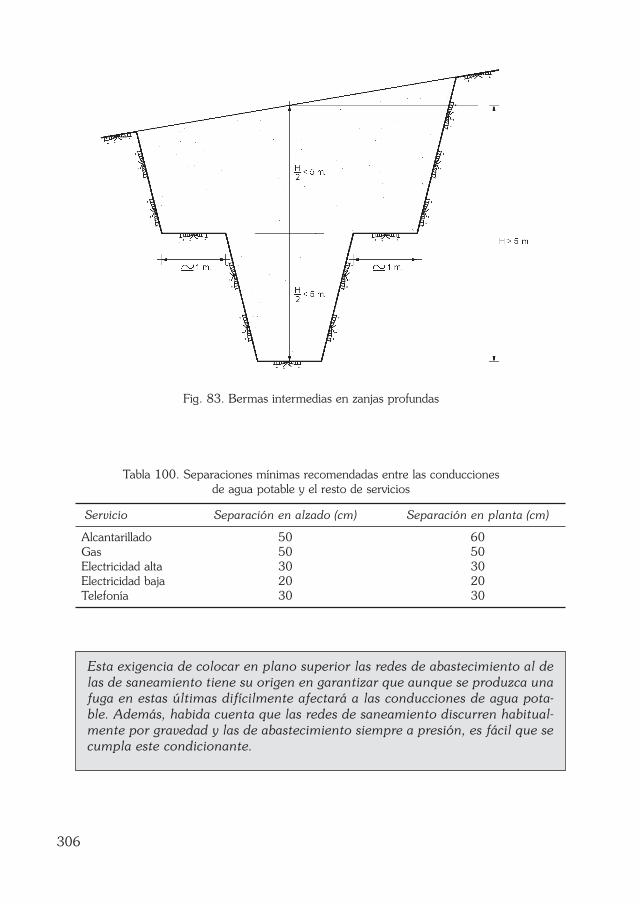
306
Fig. 83. Bermas intermedias en zanjas profundas
Tabla 100. Separaciones mínimas recomendadas entre las conducciones de agua potable y el resto de servicios
Servicio Separación en alzado (cm) Separación en planta (cm)
Alcantarillado 50 60Gas 50 50Electricidad alta 30 30Electricidad baja 20 20Telefonía 30 30
Esta exigencia de colocar en plano superior las redes de abastecimiento al delas de saneamiento tiene su origen en garantizar que aunque se produzca unafuga en estas últimas difícilmente afectará a las conducciones de agua pota-ble. Además, habida cuenta que las redes de saneamiento discurren habitual-mente por gravedad y las de abastecimiento siempre a presión, es fácil que secumpla este condicionante.

c) Geometría de las zanjas
En general se debe procurar excavar las zanjas con un talud estable de forma natural.Cuando ello no sea posible, se dispondrán taludes menos tendidos (debiendo en estoscasos, si las profundidades son superiores a 1,5 m, aproximadamente, proceder a la pro-tección contra el desprendimiento mediante entibaciones, tal como se describe más ade-lante), llegando al caso extremo de, por ejemplo, las redes urbanas, en las que las zan-jas, por falta de espacio, se proyectan con taludes verticales. En los casos de taludes infe-riores a los estables y profundidades menores de dos metros (sin necesidad de entibaciónpor tanto) es recomendable ataluzar el borde superior de la zanja, tal como se muestraen la Fig 84.
La anchura mínima de las zanjas se determina de forma que los operarios trabajen enbuenas condiciones, debiendo además tenerse en cuenta el diámetro del tubo, el tipode unión, la profundidad de la zanja, los taludes de las paredes laterales, la naturalezadel terreno, etc. En general, la anchura mínima no debe ser inferior a sesenta centí-metros, debiendo dejarse, como mínimo, un espacio de quince a treinta centímetrosa cada lado del tubo. Además, según sea la profundidad de la zanja, suele establecer-se otra limitación adicional al ancho de la zanja.
Con todo ello, son habituales los valores mínimos que se indican en la Tabla 101 parala anchura de la zanja.
Tabla 101. Ancho mínimo de zanja en función del DN y de la profundidad de la misma
DNAncho mínimo Profundidad de Ancho mínimode zanja, b (m) zanja, H (m) de zanja, b (m)
DN ≤ 250 0,60 H ≤ 1,00 0,60250 < DN ≤ 350 OD + 0,50 1,00 < H ≤ 1,75 0,80350 < DN ≤ 700 OD + 0,70 1,75 < H ≤ 4,00 0,90700 < DN ≤ 1.200 OD + 0,85 H > 4,00 1,00DN>1.200 OD + 1,00
Fig. 84. Bordes ataluzados en zanjas verticales sin entibar
307
En el caso particular de los tubos flexibles se recomienda que el ancho de la zanja seael mínimo posible y las paredes lo más verticales, por lo menos hasta el nivel de lageneratriz superior de los tubos.
Si se instalan dos tubos en una misma zanja la distancia horizontal mínima entreambos debe ser de unos 70 cm. Cuando la profundidad de la zanja o la pendiente dela solera sean grandes, o cuando el trazado sea en curva, debe preverse un sobrean-cho de la zanja, para poder satisfacer las exigencias de montaje, en su caso, conmedios auxiliares especiales, tales como pórticos, carretones, etc.
5.3.1.2 Ejecución de las zanjas
Aunque las zanjas pueden abrirse a mano o mecánicamente, lo más usual es esto último,debiendo quedar alineadas en planta y con la rasante uniforme, de acuerdo con lo indi-cado en el proyecto. Entre la apertura de la zanja, el montaje de la tubería y el posteriorrelleno parcial deberá transcurrir el menor tiempo posible.
En función del tipo de unión a emplear pueden ser necesarios nichos en el fondo y en lasparedes de la zanja, los cuales deben efectuarse conforme avance el montaje de la tube-ría. En general, debe excavarse hasta un espesor por debajo de la línea de la rasante igualal de la cama de apoyo, si existe, siempre que el terreno sea uniforme y no meteoriza-ble. Cuando el fondo de la zanja quede irregular, por presencia de piedras, restos decimentaciones, etc., será necesario realizar una sobre-excavación por debajo de la rasan-te de unos 15 a 30 cm., para su posterior relleno, compactación y regularización. El relle-no de estas sobre-excavaciones, así como el de las posibles grietas y hendiduras quehayan aparecido en el fondo de la zanja, se debe efectuar, preferentemente, con el mismomaterial que constituya la cama o apoyo de la tubería. En los casos de huecos de pro-fundidad grande, mayor que el espesor de esta cama, el tipo y calidad del relleno los debeindicar la DO, de forma que no se produzcan asientos perjudiciales para la tubería.
En el caso de terrenos meteorizables o erosionables por las lluvias en los que las zanjasvayan a estar abiertas durante un plazo en el que su rasante pueda deteriorarse, debendejarse sin excavar unos veinte centímetros sobre dicha rasante, ejecutándose éstos pocoantes del montaje de la tubería. Especial atención hay que prestar a la estabilidad de lazanja al comienzo de períodos lluviosos tras una temporada de tiempo seco.
Si la naturaleza del terreno no asegura la suficiente estabilidad de la tubería, debe proce-derse a su mejora bien por compactación, por sustitución por otro adecuado, por con-solidación por procedimientos especiales o cimentaciones singulares, tales como apoyodiscontinuo en bloques, pilotaje, etc.
Los productos de la excavación aprovechables para el relleno posterior de la zanja debendepositarse en caballeros situados a un solo lado de la zanja, dejando una banqueta delancho necesario para evitar su caída, con un mínimo de 60 centímetros o un metro. Losque no sean utilizables en el relleno se deben transportar y depositar en los vertederos oescombreras previstos. En particular, la tierra vegetal que se encuentre en las excavacio-
308

309
nes deberá removerse, recomendándose su acopio y posterior reposición en la traza dela tubería, al objeto de paliar el impacto ambiental que la misma haya podido producir.
5.3.1.3 Agotamiento de zanjas y rebajamiento del nivel freático
En general, debe procurarse excavar las zanjas en el sentido ascendente de la pendiente,para dar salida a las aguas por el punto bajo, debiendo el contratista tomar las precau-ciones necesarias para evitar que las aguas superficiales inunden las zanjas abiertas,debiendo realizarse los trabajos de agotamiento y evacuación de las aguas cuando así serequiera. En particular, si la tubería discurre por una media ladera de acusada pendientepuede llegar a ser necesaria la construcción de una cuneta de recogida de aguas.
La presencia de agua en el interior de las zanjas debe ser evitada a toda costa, debiendoser achicada antes de comenzar las tareas de montaje de los tubos y comprobando quelos codales de la entibación no se hayan relajado. En particular, en el caso de trabajo bajonivel freático es aconsejable, y muchas veces imprescindible, el rebajamiento de éstemediante la técnica de los well-points.
Es norma de buena práctica disminuir los gradientes hidráulicos, agotando las zanjas conlentitud o manteniendo las bombas en funcionamiento durante los periodos de interrup-ción de los trabajos (horas nocturnas o días festivos, por ejemplo).
En los casos que sea necesario, a juicio del proyectista o de la DO, puede ser necesariodisponer el correspondiente drenaje longitudinal de la tubería, el cual puede ir a uno o aambos lados de la misma. Si se adopta la solución de dos drenes, éstos deben unirse cadacierto intervalo, preferentemente en la zona de uniones.
Es importante distinguir entre ”agotamiento” (que se refiere al caso en que elnivel freático está por encima del fondo de la zanja, y por tanto hay entrada deagua en la misma) y “rebajamiento” (en el caso en que, gracias a un descenso arti-ficial del nivel freático, la excavación se realiza en seco).
Los agotamientos de zanjas pueden inducir asientos en las edificaciones cercanaspor descenso en el nivel freático, por el consiguiente aumento del peso de losterrenos o, simplemente, por arrastre de las fracciones más finas.
Los gradientes hidráulicos fuertes favorecen el aumento de los arrastres finospudeindo producir, sobre todo en algunos tipos de terrenos como arenas finasuniformes, el sifonamiento general del fondo de la zanja.
La técnica del well-point consiste en un procedimiento para el rebajamiento delnivel freático mediante la hinca en el terreno de una serie de puntas filtrantespor debajo del nivel freático, separadas entre sí uno o dos metros. En el exteriortodos estos conductos se recogen en una tubería que, conectada a una bomba devacío, permite rebajar el nivel freático durante la ejecución de los trabajos.

310
5.3.1.4 Sistemas de entibación
Las zanjas que no estén excavadas con taludes estables de forma natural deben prote-gerse contra los posibles desprendimientos mediante entibaciones. En cualquier caso,estas protecciones deben ser dispuestas de forma inmediata cuando aparezcan síntomasde inestabilidad en la zanja. Especial atención hay que prestar cuando la profundidad dela zanja supere el metro y medio o dos metros a lo sumo.
El diseño, dimensionamiento y cálculo de la entibación, son de la exclusiva responsabili-dad del contratista, quien debe presentar a la DO, si así lo requiere, los planos y cálculosjustificativos de la misma.
Fig. 85. Esquema de well-point
Entre los sistemas más usuales de entibación pueden destacarse los siguientes:
– Entibación con paneles de madera. Hoy en día sólo se emplea como soluciónpuntual y para profundidades pequeñas, no superiores a dos metros. En zonasurbanas con muchos servicios transversales a la zanja presenta la ventaja, porejemplo, de su mayor accesibilidad, pero en la actualidad es raro proyectarun sistema de entibación en su totalidad mediante paneles de madera.
– Entibación mediante blindajes ligeros. Son unos paneles, habitualmente dealuminio, de fácil manejabilidad que se unen longitudinalmente mediantesencillas sujeciones. Son de aplicación en terrenos de cierta consistencia y enprofundidades de hasta tres metros.

311
5.3.1.5 Seguridad en las zanjas
Los principales riesgos que provoca la existencia de zanjas, así como unas medidas pro-tectoras razonables para cada caso, son los siguientes (Sanz Saracho, 2000):
– Accidentes provocados por máquinas y materiales. Unas medidas de protección paraevitar este tipo de accidentes son las siguientes:
– No situar a los operarios dentro del radio de acción de las máquinas.
– Realizar el acceso a la zona de trabajo por distintas zonas de las de tráfico de máquinas.
– Si, excepcionalmente, algún operario debe moverse en la zona de trabajo de algunamáquina, informar previamente al maquinista y esperar a que éste autorice su paso.
– Permanecer separados de los bordes de las zanjas cuando se está procediendo amovimientos de materiales en su interior, particularmente tuberías.
– Cuando los operarios estén utilizando herramientas manuales mantener la sufi-ciente distancia entre ellos para evitar entorpecerse y accidentarse con su manejo.
– Percances de tráfico. En la planificación del tajo deben definirse las direcciones del trá-fico señalando claramente éstas, así como los accesos de vehículos desde y hacia laobra. Los equipos que circulan por la obra y hayan de incorporarse a vías de tráficogeneral, deben limpiar con chorro de agua sus ruedas, para lo que es necesario dis-poner la correspondiente instalación de lavado en la zona de salida.
Por otra parte las zonas de movimiento de vehículos dentro de la obra deben conser-varse en buen estado lo que requiere un mantenimiento planificado y sistemático si laobra tiene cierta duración.
La zona de obra, por su parte, debe quedar acordonada por vallas, convenientemen-te iluminadas de noche, de forma que sin perjuicio de las señales previas de reducciónde calzada, los conductores conozcan en todo momento el límite de aquélla.
- Entibación mediante cajones de blindaje. Consiste en el montaje fuera de lazanja de distintas planchas con sus extremos reforzados que configuren uncajón que pueda introducirse en la zanja de una sola vez o a medida queaumente la profundidad con la ayuda de la maquinaria de la excavación. Seemplea en profundidades de hasta 3 ó 4 metros.
- Entibación por paneles deslizantes con guías. Es uno de los sistemas más uti-lizados en la actualidad. Se trata de unas planchas deslizantes que se intro-ducen en el terreno a través de unos perfiles-guía que se han colocado pre-viamente, los cuales, a su vez, pueden ser simples o dobles. Con este sistemaes fácil alcanzar profundidades de hasta 7 u 8 metros.
Cuando la zanja atraviese transversalmente una zona de tráfico rodado, deben colo-carse sobre ella chapones con espesor suficiente de acuerdo con el ancho de la zanja(no inferior, en cualquier caso, a unos 20 mm) encastrados en el pavimento de formaque quede coartado su movimiento. Al final de cada jornada, deben revisarse tanto lasvías de tráfico rodado como las peatonales, manteniendo su buen estado y percatán-dose del correcto funcionamiento de la iluminación nocturna.
– Caídas de personas. Cuando en las proximidades de la zanja se establezca circulaciónde personal ajeno a la obra y, aunque no se dé esta circunstancia, la zanja tenga unaprofundidad superior a 2 m, deben colocarse vallas protectoras separadas una distan-cia mínima de 60 cm al borde de la zanja.
En zanjas sin entibación se deben colocar escaleras de bajada para los operarios (sepa-radas entre sí no más de 20 ó 30 metros), si no existen rampas de acceso. En casode utilizar escaleras, éstas deben sobresalir un metro por encima del borde superior.En las zanjas con entibación puede prescindirse de las barandillas de protección, si laentibación sobresale al menos un metro del borde superior excavado. También en estecaso deben disponerse escaleras móviles de acceso.
Si se prevé circulación de personas ajenas a la obra, además de la señalización y colo-cación de vallas protectoras, deben disponerse zonas de paso y acceso a viviendas ylocales comerciales. Estas zonas de circulación han de permitir el paso, al menos, dedos carritos de inválido. Si esta circulación atraviesa la zanja deben colocarse pasare-las metálicas o de madera convenientemente sujetas y provistas de barandillas rígidasde ancho no inferior a 1 metro. Todas estas protecciones deben quedar iluminadas denoche con puntos de luz separados entre sí no más de 10 m.
5.3.2 Montaje de la tubería
Previo a la instalación de la tubería, y una vez realizado el replanteo general de las obrasy ejecutada la excavación de la zanja, se realiza el replanteo de la tubería, para lo que seseñalan sus vértices y colocan puntos de referencia, de alineación y de nivel, a partir delos que colocan los tubos.
Unas tolerancias de colocación de los tubos instalados en zanja respecto a su posiciónteórica fijada en los planos del proyecto pueden ser las siguientes (MOPU, 1989):
– Máxima desviación de la alineación ± 5 cm
– Máxima desviación del nivel: Pendientes > 1% ± 10 mmPendientes ≤ 1% ± 2 mm
Otras fuentes (CH Norte, 1989) establecen las siguientes tolerancias:
– Tuberías en zanja: Desviación en planta o en alzado ± 20 mm
Ademas, cada tubería individual tendrá una pendientede 0,5I y 2I, siendo I la pendiente teórica
312

313
– Tuberías hincadas: Desviación en planta ± 75 mmDesviación en alzado ± 50 mm
En general, el montaje de unos tubos con otros debe de realizarse en el interior de lazanja. Solo los tubos de PVC-O, los de PE, y con mayores precauciones también los deacero, pueden ser montados en el exterior de la zanja e introducirse en ella una vez uni-dos.
El montaje de la tubería debe realizarlo personal experimentado, que, a su vez, deberávigilar el posterior relleno de la zanja, en especial la compactación de las zonas más pró-ximas al tubo. Antes de bajar los tubos a la zanja deben examinarse a simple vista.
Se llama la atención de forma especial sobre lo conveniente de que el personalencargado de las tareas de montaje y manipulación de las tuberías en todas lasfases de su instalación tenga la mejor capacitación y conocimiento posible al res-pecto.
El descenso de los tubos al fondo de la zanja se debe realizar con precaución. Sólo si laprofundidad de la zanja no excede de 1,5 m, los tubos no son demasiado pesados y dediámetro inferior a 300 mm y el borde de la zanja suficientemente estable, el descensopuede ser manual, debiendo, en caso contrario, emplear medios mecánicos.
Una vez los tubos en el fondo de la zanja, deben examinarse de nuevo para cerciorarsede que su interior esté libre de tierra, piedras, suciedad, etc., para a continuación realizarsu centrado y alineación. Posteriormente deben ser calzados y acodalados con un pocode material de relleno para impedir su movimiento.
Si las pendientes de las zanjas son superiores al 10%, la tubería se debe colocar en sen-tido ascendente. Si esto no es posible, deben tomarse las precauciones necesarias paraevitar el deslizamiento de la misma. Si se precisa reajustar algún tubo, deberá levantarseel relleno y prepararlo como para su primera colocación.
Cuando se interrumpa la colocación de la tubería deben taponarse los extremos paraimpedir la entrada de agua o cuerpos extraños, y al reanudar el trabajo examinar su inte-rior, por si se hubiera introducido algún cuerpo extraño en la misma.
En general, no se deben de colocar más de cien metros de tubería sin proceder al relle-no parcial de la zanja para evitar la posible flotación de la tubería. Si ésto no fuera sufi-ciente deben tomarse las medidas necesarias para evitar dicha flotación
Para obtener cambios de alineación pueden seguirse los siguientes procedimientos, con-forme se muestra en la Fig. 86:
– En los tubos dispuestos con unión flexible de enchufe y extremo liso con anillo elas-tomérico deben de realizarse mediante las oportunas piezas especiales.

314
Estas uniones sólo admiten una pequeña desviación conforme lo especificado en losrespectivos apartados de este documento (por ejemplo, en los tubos de fundición nomás de 4 ó 5º en diámetros menores de 1.000 mm y como mucho 1,5° en DN supe-riores; o en los de hormigón como máximo 1,5° ó 2°).
En este caso, si la desviación en cada junta es ∆α y los tubos tienen una longitud L(ver Fig 86, centro), el radio de curvatura R resultante y el número de tubos N nece-sarios para un cambio de dirección α, serían los calculados mediante las siguientesexpresiones:
No obstante lo anterior, enlos tubos con unión flexible,
los cambios de alineación que se logren gracias a la desviación de la unión nodeben agotar la desviación máxima admisible de dichas uniones, debiendo reser-var siempre un margen para tolerancias en la instalación, posibles desviacionesen el montaje, etc.
– En los tubos con unión rígida, en general, no ha lugar a posible desviación alguna enla unión, debiendo recurrir a las necesarias piezas especiales para lograr los cambiosde alineación en planta. Por ejemplo, en los tubos con unión soldada a tope (acero opolietileno), pueden lograrse cambios de trazado en planta construyéndolos de formasegmentada o achaflanando sus extremos. En los tubos con unión soldada a solape(sobre todo en los de hormigón con camisa de chapa con boquilla), la unión sí admi-te cierta desviación como en el caso anterior.
– Por sus propias características, los tubos de PE, y en menor medida también los dePVC-U, admiten cierta curvatura para su instalación. En concreto, son razonables losvalores indicados en la Tabla 102 (PVC-U) y en la Tabla 103 (PE).
– Los tubos de acero también admiten ser curvados, pudiendo obtenerse dicho curvadobien en frío (en la propia obra) o bien en caliente (en fábrica). En el primer caso (cur-vado en frío) pueden obtenerse radios de curvatura de hasta 5 ó 10 veces el DN, mien-tras que en el segundo caso (curvado en caliente) no deben excederse curvaturas de20 ó 40 veces el DN.
No obstante lo anterior, en el caso particular del acero, hay experiencias (enel sector del gas) en las que se llegan a alcanzar curvaturas en caliente (enfábrica) de 90° en tuberías de diámetro superior a 500 mm.
RL
N= =2
2sen
∆ ∆ααα

Fig. 86. Distintas posibilidades para los cambios de dirección
Tabla 102. Curvaturas admisibles en tubos de PVC-U (UNE ENV 1452-6:2001 y UNE 53399:1990 IN)
Tubos de PVC-U
DN A (L=6m)
63 1,40
75 1,19
90 0,99
110 0,81
125 0,72
140 0,64
160 0,56
180 0,32
200 0,28
250 0,22
315 0,18
400 0,14
500 0,12
315
Cambios de direcciónmediante piezas especiales
Desviaciones admisibles en uniones flexibles o por sodadura a solape
Tubos con extremos achaflanados

Tabla 103. Curvaturas admisibles en tubos de PE
Radios máximos de curvatura, R
PN PE 40 PE 80 PE 100
2,5 30 DN 50 DN
3,2 30 DN 40 DN
4,0 20 DN 30 DN 50 DN
6,0 20 DN 20 DN 30 DN
10,0 20 DN 20 DN 20 DN
16,0 20 DN 20 DN
20,0 20 DN 20 DN
25,0 20 DN 20 DN
5.3.3 Camas de apoyo
Los tubos no deben apoyarse directamente sobre la rasante de la zanja, sino sobre camaso lechos, los cuales han de tener un espesor mínimo bajo la generatriz inferior del tubode 10 ó 15 cm, pudiendo ser bien granulares o de hormigón.
5.3.3.1 Camas de material granular
Con carácter general se recomienda que el material granular a emplear en las camas deapoyo sea no plástico, exento de materias orgánicas y con un tamaño máximo de 25mm, pudiendo utilizarse arenas gruesas o gravas preferentemente rodadas, con granulo-metrías tales que, en cualquier caso, el material empleado sea autoestable (condición defiltro y de dren).
Las camas granulares hay que realizarlas en dos etapas. En la primera se ejecuta la parteinferior de la cama, con superficie plana, sobre la que se colocan los tubos, acoplados yacuñados. En una segunda etapa se realiza el resto de la cama rellenando a ambos ladosdel tubo hasta alcanzar el ángulo de apoyo indicado en el proyecto.
En ambas etapas los rellenos se efectúan por capas compactadas mecánicamente. Unosespesores razonables para cada capa pueden ser del orden de 7 ó 10 cm y los grados decompactación es recomendable que sean tales que la densidad resulte como mínimo el95% de la máxima del ensayo próctor normal o bien, el 70% de la densidad relativa si setratara de material granular libremente drenante, de acuerdo con las normas UNE7255:1979 y NLT 204/72.
Las camas granulares simplemente vertidas no son recomendables en ningún caso. Ade-más, debe prestarse especial cuidado en las operaciones de compactación para no pro-ducir movimientos ni daños en la tubería. En los puntos donde sea factible, debe darsesalida al exterior a la cama granular para la evacuación del posible drenaje.
316
5.3.3.2 Camas de hormigón
Las características geométricas y mecánicas de las camas de hormigón a emplear en estetipo de apoyo deben figurar en el proyecto, debiendo en general, ser su espesor mínimobajo la generatriz inferior del tubo de unos 10 a 15 cm, su resistencia característica noinferior a 150 kg/cm2 y el tamaño máximo del árido no mayor de la cuarta parte delespesor de la cama bajo el tubo. El ángulo de la cama de apoyo del tubo normalmentees de 90° a 120°.
La cama de hormigón se construye con los tubos colocados en su posición definitiva, apo-yados sobre calzos que impidan movimientos en la tubería y debiendo asegurar el con-tacto del tubo con el hormigón en toda la superficie de apoyo. En las zonas de uniones,la cama se interrumpe en un tramo de unos 80 cm. como mínimo y, en su caso, debeprofundizarse la excavación del fondo de la zanja hasta dejar bajo la tubería el espaciolibre suficiente para la ejecución de las uniones.
5.3.3.3 Criterios de selección de la cama de apoyo
Para la elección del tipo de apoyo hay que tener en cuenta muchos aspectos, tales comoel tipo de tubo y sus dimensiones, la clase de uniones, la naturaleza del terreno, etc.
Como criterio general, los tubos flexibles deben disponerse sobre camas granulares, nodebiendo, en estos casos, ni apoyar ni embutir la tubería en hormigón.
En relación con la naturaleza del terreno del fondo de la zanja pueden tenerse en cuentalas orientaciones siguientes:
a) Terrenos de gran resistencia y rocas. Se deben disponer camas, en general, granula-res con un espesor mínimo de unos quince a veinte centímetros.
b) Suelos de tipo granular. En este tipo de suelos, el tubo podría apoyarse directamentesobre el fondo previamente modelado en forma de cuna, o simplemente perfilado ycompactado.
c) Suelos normales (areno-arcillosos estables). En general, deben disponerse camas gra-nulares, o camas de hormigón.
d) Suelos malos (fangos, rellenos, etc.). Debe profundizarse la excavación sustituyendo elterreno de mala calidad por material de aportación adecuado debidamente compacta-do (próctor normal >95%) o por una capa de hormigón pobre.
En el primer caso (sustitución del terreno natural por material de aportación adecua-do), el espesor de la capa del relleno compactado debe ser, como mínimo, la mitaddel diámetro del tubo y los criterios para la elección de la cama de apoyo a disponerpueden ser los mismos del anterior apartado b.
En el segundo caso (sustitución del terreno natural por una capa de hormigón pobre),
317

el espesor del relleno de hormigón debe ser, como mínimo, de 15 cm y los criteriospara la elección de la cama de apoyo a disponer pueden ser los mismos del anteriorapartado c.
e) Suelos excepcionalmente malos (deslizantes, arcillas expansivas, terrenos movedizos,etc.). Habrá de tratarse el fondo de la zanja según figure en el proyecto o indique laDO para cada caso.
En el caso particular de los tubos de hormigón, en la Fig 21 se indican, a título orienta-tivo, unos criterios de selección del tipo de apoyo, en función del sistema de unión, de lasdimensiones de la tubería y de la presión hidráulica interior.
En cualquier caso, el apoyo de la tubería, que debe ser continuo, tanto longitudinal comotransversalmente, es recomendable que se disponga con ángulos comprendido entre 60°y 120°. Por último, pueden seguirse para el diseño de las camas de apoyo los criterioscontenidos en las normas WIS 4-08-01:1994 y 4-08-02:1994.
5.3.4 Relleno de la zanja
Una vez realizadas las pruebas de la tubería instalada, para lo cual se habrá hecho un relle-no parcial de la zanja dejando visibles las uniones, se procede al relleno definitivo deltramo probado, el cual se subdivide, en general, en dos zonas: la zona baja, que alcanzauna altura de unos 30 cm por encima de la generatriz superior del tubo y la zona alta,que corresponde al resto del relleno de la zanja hasta sus bordes superiores.
Unas características recomendables para el relleno de ambas zonas son las siguientes(MOPU, 1989):
a) En la zona baja el relleno debe ser de material no plástico, preferentemente granulary sin materias orgánicas. El tamaño máximo de las partículas se recomienda sea detres centímetros, colocándose en capas de pequeño espesor, compactadas mecánica-mente hasta alcanzar un grado de compactación no menor del 95% del próctor nor-mal, o hasta que su densidad relativa sea mayor del 70% si se tratase de material nocoherente o libremente drenante.
b) En la zona alta de la zanja, el relleno puede realizarse con cualquier tipo de materialque no produzca daños en la tubería. El tamaño máximo admisible de las partículas serecomienda sea de quince centímetros, colocándose en tongadas horizontales, com-pactadas mecánicamente hasta alcanzar un grado de compactación no menor del100% del próctor normal o hasta que su densidad relativa sea mayor del 75% si setratase de material no coherente o libremente drenante. En el caso de que sobre laszanjas se prevean firmes, el grado de compactación de la zanja debe ser el requeridopor el tipo de firme que se disponga.
El material del relleno, tanto para la zona alta como para la baja, puede ser, en general,procedente de la excavación de la zanja a menos que sea inadecuado, según lo indicadoen los párrafos anteriores. En estos casos los materiales de relleno deben obtenerse depréstamos autorizados.
318

319
Fig. 87. Rellenos en tubos enterrados
Las exigencias antes reseñadas para los rellenos de las zanjas son especialmentede aplicación en los tubos flexibles en los que, para garantizar su comporta-miento mecánico, es preciso asegurar unas muy buenas condiciones de la insta-lación. En los tubos rígidos, las condiciones de los rellenos pueden no ser tan exi-gentes.
Es frecuente adoptar la denominación de “relleno seleccionado” para el de lazona baja de la zanja y “relleno ordinario” para el de la zona alta. No debe con-fundirse esta denominación de relleno seleccionado con la que el “PPTG paraObras de Carreteras y Puentes (PG-3)” del Ministerio de Fomento adopta para los“suelos seleccionados” (artº330), cuyos requisitos son diferentes a los que figuranen este documento para el relleno de la zona baja de la zanja.
En ocasiones, cuando se instalen camas de apoyo de material granular, puedeemplearse para el relleno de la “zona baja” el mismo material que el dispuestoen dichas camas de apoyo.
Debe prestarse especial cuidado durante la compactación de los rellenos, de modo queno se produzcan ni movimientos ni daños en la tubería, a cuyo efecto habrá de reducirseen lo necesario el espesor de las tongadas y la potencia de la maquinaria de compacta-ción. Asimismo, en el caso de los tubos flexibles, hay que prestar especial atención a lacompactación del relleno. En cualquier caso, no debe rellenarse la zanja en tiempo deheladas o con material helado, salvo que se tomen medidas para evitar que queden ente-rradas proporciones de suelo congelado.

320
5.3.5 Sistemas de protección catódica
Para la protección anticorrosiva de las tuberías metálicas o con elementos metálicos sus-ceptibles de corrosión (fundición, acero, hormigón armado con camisa de chapa o válvu-las), si así lo indica el respectivo proyecto, pueden disponerse sistemas de protección cató-dica, complementariamente a la protección pasiva mediante revestimientos especificada enlos respectivos apartados de cada uno de los componentes de esta Guía Técnica.
Como criterio general, los posibles sistemas de protección de tuberías metálicascontra la corrosión son, básicamente, bien el recubrimiento mediante revesti-mientos o bien la protección catódica.
La protección catódica se basa en garantizar que la tubería sea eléctricamentecontínua, por lo que si se instalan uniones flexibles, como el anillo elastoméricorompe dicha continuidad eléctrica, deberían disponerse en las uniones sistemasque eviten dichas discontinuidades, como puentes, elementos mecánicos o, engeneral, accesorios que garantizasen la continuidad eléctrica de la conducción.
La protección mediante revestimientos, por el contrario, no requiere de la continui-dad eléctrica de la conducción, pudiendo emplearse con cualquier sistema de unión.
En general, los sistemas de protección catódica solo son necesarios cuando sean pre-visibles problemas significativos de corrosión, siendo, por tanto, habitualmente sufi-ciente la protección de las tuberías con sistemas pasivos de revestimientos.
Algunas situaciones con riesgo elevado de corrosión, susceptibles por lo tanto deaplicar un sistema de protección catódica, pueden ser: la cercanía a líneas elec-trificadas o a otros elementos protegidos catódicamente, suelos agresivos por suresistividad eléctrica, elevada acidez o alto contenido de sulfatos y cloruros, etc.
En particular, en el caso de tuberías con unión flexible y cuando el gradiente eléc-trico en el suelo no sea muy elevado (inferior a 200 mV por longitud individualdel tubo), las soluciones de protección de la tubería mediante revestimientos sue-len ser suficientes, habida cuenta que la discontinuidad generada por la utiliza-ción de uniones de elastómero en los tubos actúa favorablemente, dificultandola canalización de las corrientes vagabundas a través de los tubo.
No obstante, el proyecto de norma europea prEN 50162:2000 prevé que si, por elcontrario, el gradiente eléctrico en el suelo fuera muy elevado (superior a 200 mVpor longitud individual del tubo), otra de las soluciones posibles, complementaria-mente a la protección mediante revestimientos, podría consistir en dar continuidada los tubos en la zona afectada e instalar un drenaje unidireccional directa o indi-rectamente con la zona que provoca la influencia.
Estos valores elevados de gradiente pueden darse al instalar tuberías a menos de10 metros de vías electrificadas con corriente contínua o en zonas muy próximasa lechos de ánodos (radios de 50 metros para intensidades inferiores a 10 A).

321
El proyecto de la conducción debe detallar el sistema de protección catódica a instalar, asícomo las condiciones de los materiales, las de instalación de los mismos y cuantas otrascaracterísticas sean necesarias para el buen funcionamiento de la protección adoptada.Entre la normativa existente al respecto, se recomienda seguir lo especificado por lanorma UNE-EN12954:2002 o lo recogido en el “Manual de corrosión y protección detuberías” de AEAS (2001).
En el caso particular de los tubos de hormigón, para la selección, diseño e instalación delos sistemas de protección catódica, puede seguirse lo especificado en UNE EN12696:2001, en prEN 14038-1:2001, así como en RP0100:2000 y RP0187:1996.
En el caso de tuberías de acero, puede atenderse lo establecido en prEN13636:2001 oen RP0169:1996; en las instalaciones subacuáticas, es de aplicación lo previsto en UNEEN 12473:2001 o en prEN 12474:2001.
En cualquier caso, la elección entre un sistema u otro de protección es, por tanto,una cuestión técnico-económica que dependerá de las circunstancias particularesde cada instalación.
En materia de normalización sobre protección catódica, son de interés tambiénlos trabajos que desarrolla el CEOCOR (Comité europeo de estudio de la corro-sión y protección de canalizaciones, www.ceocor.lu) o la Federación Europea dela Corrosión.
Los elementos metálicos que no interese o no sea económico defender catódicamente(pozos, estaciones de bombeo, uniones con redes no protegidas, etc.) se deben indepen-dizar de las corrientes eléctricas con juntas aislantes.
El modo más económico y seguro de lograr la protección catódica de una tube-ría enterrada es aislarla de otras estructuras también enterradas y que no se dese-an proteger, tales como redes de tierra de cobre, armaduras de estructuras de hor-migón armado, otras tuberías, etc. Para lograr este aislamiento se deben instalarjuntas dieléctricas con ciertas precauciones para evitar que la corriente de la pro-tección catódica las cortocircuite por el interior a través del agua.
A lo largo de la tubería, deberán instalarse puestos de toma de potencial, de intensidadde corriente o de resistencia en puntos tales como:
a) cruces con estructuras metálicasb) juntas aislantesc) cruces con puentes, carreteras, canales de agua, etc.d) zonas de corrientes vagabundas

En cualquier caso, unos niveles de polarización recomendados para la protección catódi-ca de los tubos metálicos son, en general, los siguientes:
a) Potencial mínimo de polarización: 850 mV relativo al electrodo de cobre-sulfato decobre
b) Polarización catódica: mínimo de 100 mV
c) En algunas circunstancias, tales como presencia de sulfuros, bacterias, temperaturaselevadas, entornos ácidos y existencia de metales diferentes, puede ser necesario apli-car potenciales de polarización más negativos que -850 mV o variaciones mayoresque 100 mV. de polarización
En el caso particular de tubos de hormigón, para la protección catódica de las armadu-ras, en general, el potencial de polarización debe estar comprendido entre -0,50 y -0,90voltios, y el alambre de pretensado conectado a la camisa de chapa.
Para la medida de los potenciales anteriores puede seguirse lo establecido en prEN13509:1999.
Todos los componentes que formen parte del sistema de protección catódica deben cum-plir con la normativa eléctrica de aplicación (Reglamentos Electrotécnicos, etc.), así comocon la norma UNE-EN 12954:2002 y tendrán en cuenta las exigencias de las CompañíasSuministradoras de Energía. La instalación de los ánodos de corriente impresa puede seren pozo profundo o podrán disponerse enterrados horizontal o verticalmente, debiendoel material de relleno compactarse adecuadamente. Los cables de conexión deben llevarel mínimo número de empalmes posibles, dejando la holgura suficiente para evitar esfuer-zos sobre ellos.
Una vez puesto en funcionamiento el sistema de protección catódica adoptado debe rea-lizarse su mantenimiento durante la vida útil del mismo. En general, las operaciones a rea-lizar son las siguientes:
a) Comprobación anual de la eficacia del sistema adoptado.
b) Comprobación bimensual de las fuentes de corriente impresa. Esta operación podrárealizarse, por ejemplo, a través de la medida de la intensidad de salida, por el consu-mo normal de energía, por los valores de potenciales de la tubería, etc.
c) Inspección anual de los sistemas de protección de las instalaciones de corriente impre-sa (conexiones de puesta a tierra de seguridad, precisión de los aparatos de medida,rendimiento y resistencia del circuito, etc.).
d) Inspección bimensual de los interruptores-inversores de corriente, diodos, puentes deconexión y demás dispositivos de protección.
e) Reemplazo periódico de los ánodos que se vayan desgastando y reparación de las ave-rías eléctricas en el sistema.
322
323
La protección catódica de una estructura consiste en su polarización negativa res-pecto al medio donde se encuentra mediante una corriente externa.
Básicamente, los sistemas de aplicación para la protección catódica pueden seralgunos de los dos siguientes:
a) Por ánodos de sacrificio (ánodos galvánicos)
b) Por fuentes de corriente impresaRectificadores manualesRectificadores regulados
Además de lo anterior, cuando existan corrientes vagabundas causadas por ferro-carriles electrificados, para la protección de la tubería, pueden utilizarse equiposde drenaje polarizados (prEN 50162:2000). Incluso en estos casos de corrientesvagabundas, los sistemas de protección catódica pueden ser combinación detodos los anteriores.
En el sistema de protección denominado de “ánodos de sacrificio” la tubería aproteger se conecta a un metal más electronegativo que el del propio tubo, for-mando una pila y consiguiendo así, con el sacrificio del metal añadido, salvar elmetal de la tubería.
Como ánodos o electrodos de sacrificio se emplean algunas aleaciones de mag-nesio, cinc o aluminio, que se funden normalmente con formas cilíndricas o tra-pezoidales. Estos ánodos van enterrados y se rodean de una mezcla activadoraque evita la pasivación del ánodo y disminuye su resistencia a tierra. La mezclaactivadora suele estar compuesta por yeso, bentonita y sulfato sódico.
Los sistemas de “corriente impresa con rectificador manual” se basan en que éstefuerze la salida de corriente contínua hacia el suelo a través de un lecho de áno-dos, actuando la tubería como cátodo y recibiendo corriente continua del sueloque la rodea.
Los ánodos son, en general, de grafito, ferrosilicio, titanio activado con platinoo mezcla de óxidos metálicos , o en algunos casos cada vez menos frecuentes, deacero. El contacto de los ánodos con el suelo suele mejorarse utilizando rellenosde grafito, coque de hulla y coque de petróleo calcinado.
Los sistemas de “corriente impresa con rectificador automático” trabajan igualque el caso anterior, pero con un control automático de la corriente de protec-ción en función del potencial de la tubería.
Por último, para drenar las corrientes vagabundas se pueden utilizar equipos de“drenaje polarizado”o unidireccionales, que consisten en establecer una conexiónentre la tubería y el carril del ferrocarril electrificado que únicamente permita elflujo de la corriente en el sentido de la tubería a la vía a través del cable, evitan-do así las salidas de corriente de la tubería al suelo.

324
5.4 Instalación de tubos aéreos
En la instalación de tubos aéreos, tanto en recintos cerrados como a cielo abierto, la tube-ría debe colocarse sobre apoyos aislados que, en general, suelen ser de hormigón o metá-licos. Los apoyos de hormigón se disponen con una cuna de asiento de la tubería, la cualabarca al tubo en un arco de entre 120° y 180°. Cuando se empleen zunchos metálicospara el apoyo de los tubos, deben ser pletinas con ancho mínimo de 50 mm, las cualeshan de estar protegidas contra la corrosión no debiendo, en ningún caso, comprimir altubo. Es especialmente desaconsejable el empleo de zunchos de sección circular.
En el caso de tubos de materiales plásticos el apoyo debe realizarse mediante pinzas oabrazaderas de material plástico o metálico, las cuales no deben comprimir al tubo. Encualquier caso, debe cuidarse que la superficie de contacto con la tubería sea suave y lisa,recomendándose colocar a tal efecto, salvo disposiciones especiales, una lámina gruesade material elastomérico adecuado o de fieltro de fibra imputrescible entre el tubo y elapoyo.
Las uniones de los tubos y de las piezas especiales deben quedar al descubierto para per-mitir el montaje y desmontaje de las mismas.
La distancia entre apoyos debe ser tal que se garantice lo especificado en el epígrafe decálculo mecánico de esta Guía Técnica. En la instalación de tubos aéreos, en general, serecomienda disponer dos apoyos por tubo. En el caso de los tubos de PVC-U y en los dePE, las distancias máximas recomendadas figuran en las tablas B.3 y 2 de las normasUNE ENV 1452-6:2001 y UNE 53394:1992 IN, respectivamente.
En este tipo de instalaciones aéreas deben preverse, en general, dispositivos para com-pensar las dilataciones debidas a las variaciones de temperatura, circunstancia a la que sele prestará especial atención en las tuberías de polietileno. Cuando los tubos de PVC-Use dispongan en instalaciones aéreas se deben proteger especialmente contra la acciónde los rayos solares. En cualquier caso, la temperatura de la superficie exterior del tubono debe alcanzar los 45° C.
Estos equipos de drenaje polarizado incluyen un rectificador en la conexión uni-direccional entre la tubería y la vía del ferrocarril electrificada.
Los sistemas de protección catódica requieren de operaciones de mantenimientopara asegurar su eficacia contra la corrosión de las tuberías, y la participación depersonal especializado.
En cualquier caso, es recomendable que, en general, las conducciones eléctrica-mente continuas se diseñen y construyan con los dispositivos necesarios paraque, en cualquier momento de su vida útil, pueda instalarse el sistema de pro-tección catódica.
En la instalación aérea de tuberías de acero hay que cuidar especialmente la protecciónanticorrosiva del tubo, para lo cual debe quedar accesible toda su superficie exterior, cui-dándose el diseño de las zonas de apoyo, para facilitar su pintado y revisión cuando seanecesario.
5.5 Otras instalaciones
Cuando los tubos se instalen con disposiciones diferentes a las ya descritas de “en zanja”o “aéreas”, como son mediante hinca, subacuáticos, etc., el correspondiente proyectodebe especificar las condiciones a satisfacer en cada obra. En el caso de la disposición engalería, la colocación de los tubos debe cumplir, en general, lo especificado en el epígra-fe anterior, pudiendo instalarse la tubería sobre apoyos o colgada de la clave o hastialesde la galería.
En el caso particular de las tuberías subacuáticas, la colocación de las mismas, en funciónde la naturaleza del terreno, puede realizarse en zanja, mediante apoyos o soleras de hor-migón o con cimentaciones especiales, tales como pilotajes. Todas estas disposicionesrequieren de equipos mecánicos adecuados a la profundidad del agua, al tipo del terrenoy a las dimensiones y naturaleza de los tubos. La tubería puede ser colocada depositán-dola en su emplazamiento subacuático o bien arrastrada desde una de las márgenes.Debe prestarse especial atención a la posible flotabilidad de la tubería, a cuyo efecto hayque disponer los correspondientes anclajes. Cuando la tubería se instale en zanjas, losrellenos de las mismas deben hacerse con materiales gruesos tales como gravas, escolle-ras o incluso hormigonando parte de la propia zanja.
5.6 Uniones
El correspondiente proyecto de la tubería debe indicar los tipos de unión que sean de apli-cación en cada caso. Caso de no hacerlo, pueden seguirse las indicaciones que figuranpara cada tipo de tubo en los respectivos capítulos de este documento.
La instalación y montaje de los tipos de uniones usuales se recomienda sea conforme alo especificado a continuación.
a) Uniones de bridas. Las uniones de bridas se instalan interponiendo entre las dos coro-nas una arandela de material elastomérico centrada, que es comprimida con los tor-nillos pasantes de la unión, mediante llave dinamométrica. Las tuercas deben apre-tarse alternativamente. Si debido a la existencia de fugas de agua fuese necesario ajus-tar más las bridas, esta operación se haría también así.
b) Uniones mecánicas. Las uniones mecánicas estan constituidas, en general, por ele-mentos metálicos, independientes del tubo, material elastomérico y tornillos con colla-rín de ajuste o sin él. Los extremos de los tubos no han de quedar a tope, sino con unpequeño huelgo. En los elementos mecánicos hay que comprobar que no hay roturani defectos de fundición, en su caso, examinándose el buen estado de los filetes de las
325

roscas de los tornillos y de las tuercas y comprobándose también que los diámetros ylongitudes de los tornillos son los que corresponden a la unión propuesta y al tamañodel tubo.
c) Unión mediante manguito. Cuando la unión de los tubos se efectúe mediante man-guito y anillo elastomérico, además de la precaución general en cuanto a la torsión delos anillos descrita anteriormente, ha de cuidarse el centrado de la unión, especial-mente cuando la tubería describa una curva.
Los extremos de los tubos no deben quedar en contacto, dejando una separaciónentre ellos de unos 15 mm. Los anillos elastoméricos pueden ser de sección circular,en V, pudiendo disponerse uno o varios por manguito alojándose en rebajes dispues-tos a tal efecto. La colocación de estos anillos en las ranuras del manguito se efectúa,normalmente, fuera de la zanja, cuidando la limpieza de las ranuras.
La posición final de la unión se obtiene desplazando el manguito hacia el tubo bien amano o mecánicamente mediante trácteles, cables y ganchos, con la ayuda o no detravesaños de madera y previa lubricación del extremo liso del tubo y de los anilloselastoméricos que sean necesarios.
d) Uniones de enchufe o embocadura termoconformada y extremo liso. En las unionesde enchufe y extremo liso debe cuidarse especialmente que las superficies del tubo encontacto con el anillo elastomérico estén limpias y exentas de defectos superficiales,tales como coqueras o aristas que puedan afectar a la estanquidad o dañar al anillo.Durante el montaje de la unión se efectúa el encaje correcto del anillo, comprobán-dose que los paramentos verticales del enchufe y del extremo liso están separados losuficiente, para poder absorber los movimientos de la unión.
e) Uniones soldadas. En los tubos de acero y de hormigón armado y pretensado concamisa de chapa se recomienda seguir las indicaciones expuestas en los respectivosepígrafes de esta Guía Técnica. En los tubos de polietileno, los métodos de soldadura(a tope, con embocadura o por electrofusión) deben cumplir con lo especificado en elepígrafe 6.5 del informe UNE 53394:1992 IN.
f) Uniones mediante adhesivo. En los tubos de PVC-U de enchufe o embocadura ter-moconformada y extremo liso con unión mediante adhesivo, éste debe cumplir con loespecificado en la norma ISO 7387-1:1983 y en el proyecto de norma PNE143002:2002 EX. Previo a la aplicación del adhesivo, las superficies de los tubosdeben ser limpiadas mediante un líquido adecuado. El adhesivo se aplica mediante bro-cha, en sentido longitudinal, primero en el extremo liso y a continuación en el enchu-fe. Una vez realizada la unión debe mantenerse inmóvil durante unos segundos, lim-piándose el adhesivo sobrante. En cualquier caso, se recomienda seguir las recomen-daciones dadas en el epígrafe 6.3 de la norma UNE-ENV 1452-6:2001.
g) Unión elástica con boquilla de acero (tubos de hormigón). En el momento de su mon-taje las superficies de las uniones deben presentar un aspecto suave, exento de fisu-ras, poros, burbujas o rebabas. Las superficies del tubo en contacto con el anillo, porsu parte, han de estar limpias y exentas de cualquier defecto superficial, coqueras oaristas, que puedan afectar a la estanquidad o dañar al anillo.
326

327
Durante el montaje de la unión elástica, se efectuará el encaje correcto del anillo y secomprobará que los paramentos verticales de los extremos macho y hembra estándebidamente separados, para poder absorber los posibles movimientos de la unión,considerados en el proyecto, sin entrar en contacto ni desenchufarse. Asimismo, nodebe agotarse en esta operación toda la deformación posible de la unión, para poderabsorber eventuales asientos diferenciales posteriores.
5.7 Macizos de anclaje
Una vez montados los tubos y las piezas especiales hay que proceder a la sujeción yapoyo mediante macizos de anclaje, de los codos, cambios de dirección, reducciones, pie-zas de derivación, válvulas, desagües y, en general, todos aquellos elementos sometidosa esfuerzos que no deba soportar la propia tubería. Asimismo, deben disponerse macizosde anclaje cuando las pendientes sean excesivamente fuertes, puedan producirse movi-mientos de la tubería o exista riesgo de flotabilidad de la misma.
Estos macizos de anclaje son, en general, de hormigón, pudiendo disponerse también ele-mentos metálicos para el anclaje de la tubería, los cuales habrían de ir protegidos contrala corrosión. En cualquier caso, no deben emplearse cuñas de piedra o de madera quepuedan desplazarse. Los macizos deben disponerse de tal forma que las uniones quedenal descubierto, debiendo haber obtenido la resistencia de proyecto antes de realizar laspruebas de la tubería instalada.
El empuje debido a la presión hidráulica interior producido en los cambios de direcciónen la tubería viene dado por la expresión:
Eb = 2 · P · A sen (θ/2) · 103
Eb empuje en la tubería, en kNP presión interior en la tubería, en N/mm2
A área interior de la tubería, en m2
θ ángulo interior entre las alineaciones de la tubería
Además del anterior, se produce otro empuje debido al agua en movimiento, si bien nosuele considerarse en el cálculo ya que es mucho menor. Como ya se ha indicado, pararesistir dicho empuje Eb (kN) suelen disponerse macizos de anclaje de hormigón armado,los cuales suelen dimensionarse de manera que su peso iguale al empuje máximo a resis-tir. Con este criterio, los macizos deberán tener un volumen V (m3), supuesta una densi-dad del hormigón g (t/m3), de al menos:
Los macizos, además, suelen complementarse con una armadura mínima (cuantía de 10ó 15 kg/m3) y deberán tener unas dimensiones tales que los empujes que transmitan alterreno no sean superiores a su resistencia a compresión.
VEb= 0 1,γ
328
En rigor, el dimensionamiento del macizo de anclaje debería de realizarse demanera que el coeficiente de seguridad al vuelco y al deslizamiento fueran supe-riores a unos determinados valores (del orden de 1,5 ó 1,6 a deslizamiento y 1,7a 1,8 al vuelco).
Reducir el dimensionamiento del macizo a comprobar que el peso del mismo igua-le el empuje máximo a resistir es una simplificación adecuada para los casos enlos que la tubería esté suficientemente enterrada y el relleno no sea flojo, de modoque pueda contarse con la colaboración del terreno para resistir el empuje.
En la Fig. 88 se representan los valores de los empujes producidos en los cambios de ali-neación y los volúmenes de hormigón necesarios para resistir dichos empujes, suponien-do una densidad del hormigón de 2,4 t/m3.
Eje
mplo
45 De la aplicación de la Fig. 88, puede verse, como, por ejemplo, el empuje
hacia el terreno producido por una tubería de 1.000 mm de diámetro interior(ID) sometida a una presión hidráulica interior de 3 N/mm2 en un cambio dealineación en planta con un ángulo de 60º sería de 2.356 kN. El volumen dehormigón necesario para resistir dicho empuje (densidad 2,4 t/m3) sería de98,17 m3.
La aplicación de dicha figura requiere la interpolación para los casos de diá-metros y ángulos no representados en la misma.
En los cambios de alineación cóncavos en alzado, podrían sustituirse los macizos de ancla-je por un simple y adecuado apoyo de la tubería de hormigón, de longitud suficiente, demanera que el empuje de la presión hidráulica interior se transmita al terreno de maneraadecuada.
Igualmente, en las tuberías con juntas capaces de resistir tracciones longitudinales (unio-nes soldadas, bien en tubos de acero, de PE o de hormigón armado o pretensado concamisa de chapa; uniones acerrojadas en tubos de fundición o uniones autotrabadas entubos de PRFV), distintos autores (Liria, 1995; manuales M9 y M11 de AWWA) conside-ran que podría obviarse la colocación de macizos de anclaje en los cambios de alineaciónen la tubería.
Con este criterio, se entiende que los empujes se resisten por efecto del rozamiento queopone el terreno al deslizamiento de la tubería, suponiendo que dichos empujes disminu-yen linealmente hasta cero en unas longitudes suficientes para soportar las componentesde dichos empujes. En esos tramos, además de los restantes esfuerzos, la tubería debe sercapaz de resistir tracciones longitudinales.
La longitud L (en metros) de cada uno de estos tramos desde cada lado del codo, se cal-cularía mediante la siguiente expresión:
329
P presión interior en la tubería, en N/mm2
A área interior de la tubería, en m2
θ ángulo interior entre las alineaciones de la tuberíaµ coeficiente de rozamiento entre la tubería y el terreno (habitualmente de 0,25 a
0,40)We peso del terreno situado sobre el tubo (t/m)Wp peso de la tubería (t/m)Ww peso del agua contenida en el interior de la tubería (t/m)
De las cargas verticales actuantes (We ,Wp ,Ww), la correspondiente al peso del terrenosituado sobre el tubo es, habitualmente, muy superior a todas las demás.
No obstante lo anterior, y siempre a criterio de la DO, cuando los empujes producidossean de consideración, bien sea por tuberías de grandes diámetros, elevadas presiones ocodos con ángulos importantes, aunque se dispongan uniones soldadas que garanticen laresistencia a las tracciones longitudinales, puede ser recomendable disponer adicional-mente macizos de anclaje en los codos, ya que suponen una seguridad adicional. Puedeadoptarse también un diseño intermedio, en el que parte del empuje lo resista el macizoy la parte restante se le encomiende a la propia unión.
LP A
W W We w p
=⋅ ⋅ −( ) ⋅⋅ + +( )
1 102cosθµ
Estas últimas precauciones relativas a la colocación de macizos de anclaje pormotivos de seguridad en tuberías con junta soldada en las que en rigor no seríannecesarios, cobran especial importancia cuando haya dudas sobre la contribuciónpara resistir el empuje de todo el terreno circundante a la tubería.
Es la situación, por ejemplo, de las obras en entornos urbanos, ya que en estoscasos, es frecuente que actuaciones futuras de terceros acaben dejando a las tube-rías sin el necesario apoyo.
En cualquier caso, si realmente quiere obviarse la colocación de los correspon-dientes macizos de anclaje en los tubos de hormigón con camisa de chapa, debecomprobarse de forma expresa que la capacidad de la soldadura para resistir trac-ciones longitudinales es suficiente, ya que usualmente la chapa de la boquilla asoldar en la unión es de pequeño espesor (alrededor de 1,5 mm) con la únicamisión de conferir estanquidad a la junta.
Y parecido ocurre con los tubos de fundición con unión acerrojada o en los dePRFV con unión autotrabada, en los que se deberá de comprobar que la resis-tencia a la tracción de la unión es suficiente para resistir las solicitaciones a quevaya a estar sometida.
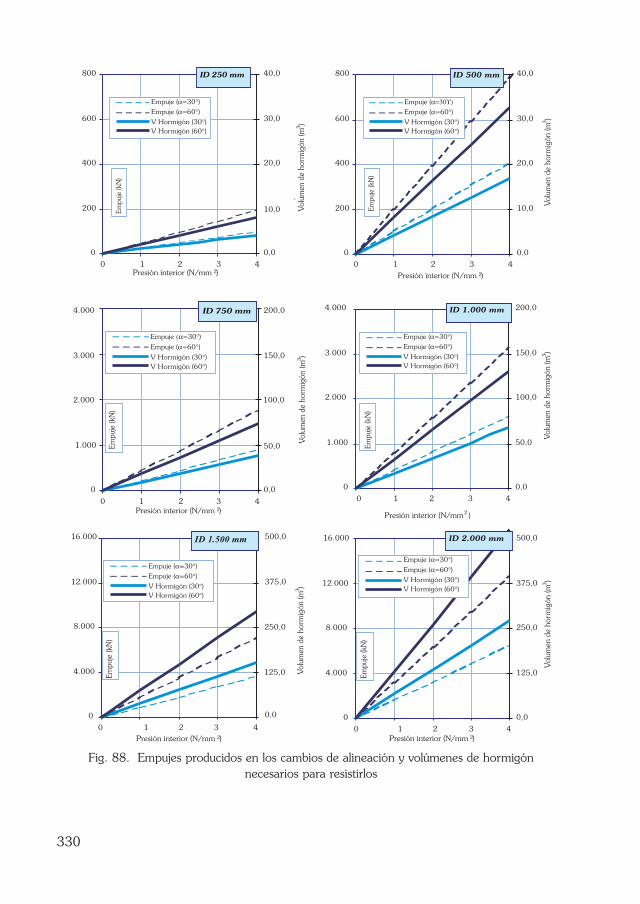
Fig. 88. Empujes producidos en los cambios de alineación y volúmenes de hormigónnecesarios para resistirlos
ID 250 mm
0
200
400
600
800
0 1 2 3 4
0,0
10,0
20,0
30,0
40,0
Empuje (α=30°)Empuje (α=60°)V Hormigón (30°)V Hormigón (60°)
ID 500 mm
0
200
400
600
800
0 1 2 3 4
0,0
10,0
20,0
30,0
40,0
Empuje (α=30ϒ)Empuje (α=60°)V Hormigón (30°)V Hormigón (60°)
0
1.000
2.000
3.000
4.000
0 1 2 3 4
0,0
50,0
100,0
150,0
200,0
Presión interior (N/mm )
0
4.000
8.000
12.000
16.000
0 1 2 3 4
0,0
125,0
250,0
375,0
500,0
0
4.000
8.000
12.000
16.000
0 1 2 3 4
0,0
125,0
250,0
375,0
500,0
Vol
umen
de
horm
igón
(m )3
Vol
umen
de
horm
igón
(m )3
)Presión interior (N/mm 2)Presión interior (N/mm 2
Empu
je (k
N)
Empu
je (k
N)
)Presión interior (N/mm 2
Vol
umen
de
horm
igón
(m )3
)Presión interior (N/mm 2
Vol
umen
de
horm
igón
(m )3
)Presión interior (N/mm 2
Vol
umen
de
horm
igón
(m )3
ID 750 mm
Empuje (α=30°)Empuje (α=60°)V Hormigón (30°)V Hormigón (60°)
Empu
je (k
N)
ID 1.500 mm
Empuje (α=30°)Empuje (α=60°)V Hormigón (30°)V Hormigón (60°)
Empu
je (k
N)
0
1.000
2.000
3.000
4.000
0 1 2 3 4
2
0,0
50,0
100,0
150,0
200,0
Vol
umen
de
horm
igón
(m )3
ID 1.000 mm
Empuje (α=30°)Empuje (α=60°)V Hormigón (30°)V Hormigón (60°)
Empu
je (k
N)
ID 2.000 mm
Empuje (α=30°)Empuje (α=60°)V Hormigón (30°)V Hormigón (60°)
Empu
je (k
N)
330
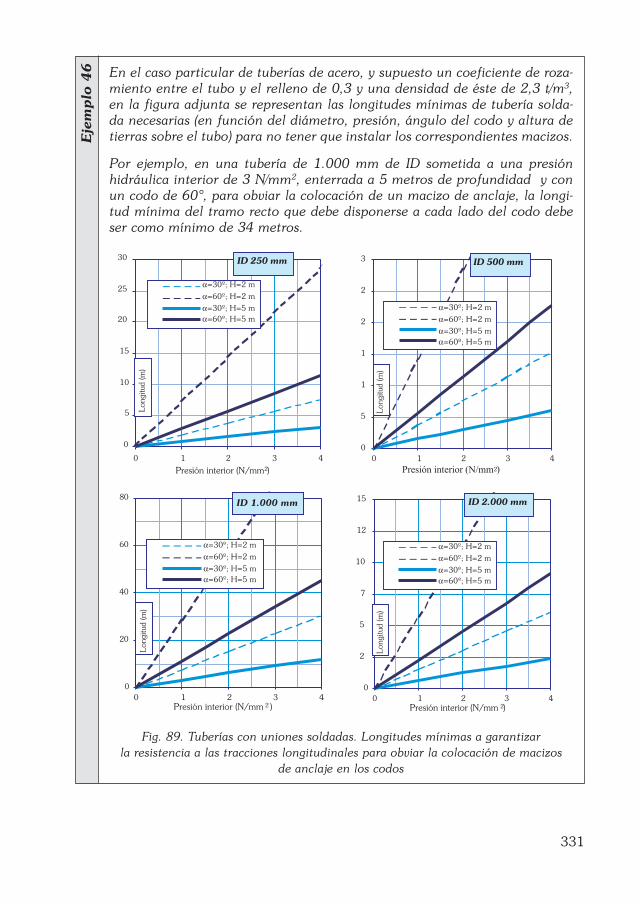
331
Eje
mplo
46 En el caso particular de tuberías de acero, y supuesto un coeficiente de roza-
miento entre el tubo y el relleno de 0,3 y una densidad de éste de 2,3 t/m3,en la figura adjunta se representan las longitudes mínimas de tubería solda-da necesarias (en función del diámetro, presión, ángulo del codo y altura detierras sobre el tubo) para no tener que instalar los correspondientes macizos.
Por ejemplo, en una tubería de 1.000 mm de ID sometida a una presiónhidráulica interior de 3 N/mm2, enterrada a 5 metros de profundidad y conun codo de 60°, para obviar la colocación de un macizo de anclaje, la longi-tud mínima del tramo recto que debe disponerse a cada lado del codo debeser como mínimo de 34 metros.
Fig. 89. Tuberías con uniones soldadas. Longitudes mínimas a garantizar la resistencia a las tracciones longitudinales para obviar la colocación de macizos
de anclaje en los codos
ID 250 mm
0
5
10
15
20
25
30
0 1 2 3 4
Presión interior (N/mm2)
α=30º; H=2 m
α=60º; H=2 m
α=30º; H=5 mα=60º; H=5 m
ID 500 mm
0
5
1
1
2
2
3
0 1 2 3 4Presión interior (N/mm2)
α=30º; H=2 m
α=60º; H=2 m
α=30º; H=5 mα=60º; H=5 m
Lon
gitu
d (m
)
ID 1.000 mm
0
20
40
60
80
0 1 2 3 4Presión interior (N/mm 2 )
α=30º; H=2 m
α=60º; H=2 m
α=30º; H=5 mα=60º; H=5 m
ID 2.000 mm
0
2
5
7
10
12
15
0 1 2 3 4Presión interior (N/mm 2)
α=30º; H=2 m
α=60º; H=2 m
α=30º; H=5 mα=60º; H=5 m
Lon
gitu
d (m
)Lon
gitu
d (m
)
Lon
gitu
d (m
)
332
5.8 Obras de fábrica
Las obras de fábrica necesarias para alojamiento de válvulas, ventosas y otros elementosde la tubería deben diseñarse con las dimensiones adecuadas para la fácil manipulaciónde aquellas, pudiendo ser, en general, tanto de hormigón como de materiales plásticos.Su diseño debe ser tal que no sea necesaria su demolición para la sustitución de tubos,piezas especiales y demás elementos. Puede distinguirse entre:
– Cámaras. Son aquellos alojamientos visitables que, aun cuando su acceso pueda rea-lizarse a través de una tapa de registro, junto a ésta se dispone de una cubierta a basede losas de hormigón armado, que puedan ser retiradas en caso necesario para reali-zar operaciones de mantenimiento o sustitución, en su caso.
– Registros. Son aquellos alojamientos visitables cuyo acceso, tanto de personas comode material, se realiza única y exclusivamente a través de la abertura que ocupa la tapaen su marco.
– Arquetas. Son aquellos alojamientos que no son visitables.
La elección del tipo de alojamiento depende de numerosos factores, entre ellos el elementode que se trate, su maniobrabilidad, profundidad, etc, pudiendo ser de aplicación lo que figu-ra en la Tabla 104 (normas técnicas CYII) en el caso de redes urbanas de abastecimiento.
Tabla 104. Tipos de alojamientos en función de los elementos a proteger (Normas técnicas del CYII)
Tipo de elemento Tipo de alojamiento
Válvula de compuerta (profundidad < 2 m) RegistroVálvula de compuerta (profundidad > 2 m) CámaraVálvula de mariposa CámaraVentosa RegistroDesagües acometidos a red de alcantarillado RegistroDesagües sin acometer red de alcantarillado Cámara
Deben protegerse con las tapas adecuadas, de fácil manejo y de resistencia apropiada allugar de su ubicación, las cuales se recomienda cumplan con lo especificado por la normaUNE EN 124:1995.
5.9 Puesta en servicio de la tubería
En las conducciones para el transporte de agua potable, y de acuerdo con lo establecidopor el RD 140/2003, antes de su puesta en funcionaminto y después de cualquier acti-vidad de mantenimiento o reparación que pueda suponer un riesgo de contaminación delagua de consumo humano, se realizará un lavado y/o desinfección del tramo afectadocon alguna de las sustancias que dicho RD prevé.

El lavado de la tubería se realiza llenándola varias veces de agua. Esta operación de lim-pieza interior se lleva a cabo por sectores, mediante el cierre de las válvulas de secciona-miento adecuadas. El llenado de la conducción se realiza, en general, por el punto másbajo de la misma, y a una velocidad de, aproximadamente, 0,05 m/s.
Tras la limpieza, y en el caso de agua potable, debe comprobarse que el olor, sabor, tur-bidez, color, conductividad, concentración de e-coli, de amonio, de bacterias coliformesy del ión hidrógeno o pH del agua se mantiene dentro de los límites aceptables para quese cumplan las condiciones establecidas en la vigente RTSAP.
Igualmente, cuando la tubería esté destinada al transporte de agua potable, tras la lim-pieza interior de la red, debe procederse a la desinfección de la misma. Para ello, puedenutilizarse, en general, algunos de los productos indicados en la tabla adjunta (UNE EN805:2000).
Tabla 105. Productos químicos para la desinfección de la tubería (UNE EN 805:2000)
Concentración máximaDesinfectante recomendada Agentes neutralizantes
(mg/l)
Cloro gas (Cl2) 50Dióxido de azufre (SO2)Tiosulfato de sodio (Na2S2O2)
Hipoclorito de sodio (NaClO) 50Dióxido de azufre (SO2)Tiosulfato de sodio (Na2S2O2)
Hipoclorito de calcio (CaClO) 50Dióxido de azufre (SO2)Tiosulfato de sodio (Na2S2O2)
Dióxido de azufre (SO2)Permanganato potásico (KMnO4) 50 Tiosulfato de sodio (Na2S2O2)
Sulfato de hierro (FeSO4)
Tiosulfato de sodio (Na2S2O2) Peróxido de hidrógeno (H2O2) 150 Sulfito de sodio (Na2S2O3)
Sulfito de calcio (CaSO3)
Dióxido de cloro (ClO2) 50 Tiosulfato de sodio (Na2S2O3)
La metodología a seguir durante la operación de desinfección de la red, puede ser, a títu-lo orientativo, la recogida en la norma AWWA C651-95.
Efectuadas las operaciones de limpieza y desinfección de la tubería, debe procederse a laprueba de funcionamiento general de la tubería. Para ello, la conducción se llena desdeel punto más bajo de la misma y a una velocidad de, aproximadamente, 0,05 m/s. Duran-te el llenado, deben estar abiertas todas las válvulas, desagües y ventosas hasta que nohaya ninguna fuga de aire. Una vez la conducción llena se procede a la prueba de servi-cio general de la tubería, comprobando que su funcionamiento es satisfactorio.
333

334
5.10 Consideraciones medioambientales
Durante la instalación de la tubería deben adoptarse las medidas necesarias para minimi-zar los impactos que las obras puedan originar en el medioambiente. A tal efecto la pro-gramación de los trabajos debe realizarse teniendo presente la consideración anterior, demanera que los terrenos ocupados temporalmente para la ejecución de la tubería se limi-ten a los estrictamente necesarios.
Asimismo antes de la terminación de la obra debe procederse, con carácter general, auna limpieza de todas las zonas afectadas, debiendo quedar éstas exentas de materialesresiduales, tales como tubos sobrantes, restos de tierra procedentes de las excavaciones,etc., verificando la correcta gestión de los residuos excedentes de la obra, de acuerdo conla legislación vigente, bien mediante su depósito en vertedero autorizado o, en los casosque la naturaleza de los residuos lo permita, su reutilización o valoración (restauración,acondicionamiento y relleno o con fines de construcción). Además es conveniente reali-zar una regulación de los terrenos afectados, de forma que se logre el mejor encaje conel entorno, no debiendo ser admisible que una vez finalizadas las obras queden irregula-ridades manifiestas en la superficie de las zonas afectadas.
Cuando la tubería se instale enterrada, en general, antes del inicio de las excavacionesdebe realizarse la retirada, el acopio y la reposición de la capa vegetal afectada por laobra. Estas operaciones deben realizarse de modo que no se altere el suelo vegetal reti-rado como consecuencia de mezclas con suelos inorgánicos o por otras causas. Poste-riormente, hay que proceder a la revegetación de la zona afectada.
Esta revegetación, en la mayoría de los casos, únicamente es necesario llevarla a cabomediante plantaciones de especies herbáceas, debiendo en las operaciones de retirada,acopio y reposición de la capa vegetal haber seguido los cuidados antes indicados ten-dentes a preservar dicho material vegetal. En cualquier caso todas las plantaciones que serealicen deben llevarse a cabo preferentemente con especies autóctonas.
Las afecciones al arbolado existente deberán minimizarse al máximo. Los productos dela excavación deben acopiarse solo a un lado de la zanja (ver apartado 5.3.1.2), reser-vando el otro lado para los trabajos de montaje e instalación de la tubería. En el lado enel que se acopien los materiales procedentes de la excavación no debe ser admisible afec-ción alguna a los árboles, debiendo limitar al máximo las alteraciones en el lado dedica-do al montaje o en el espacio ocupado por la propia traza.
Si, no obstante lo anterior, en la zona de actuación existe arbolado que vaya a ser afec-tado de alguna manera (corta, poda o transplante), deberá solicitarse previamente la licen-cia administrativa correspondiente.
A este respecto, la oportuna liciencia administrativa la conceden los Ayunta-mientos cuando los árboles están dentro de casco urbano de un municipio. Encaso contrario, la concesión de la licencia la otorga el Órgano con competenciasmedioambientales dentro del área donde se efectúen los trabajos. Si se trata de
335
En cualquier caso, en el oportuno proyecto debe figurar el detalle de todas estas activi-dades, indicando, en su caso, las zonas de acopio de la tierra vegetal, las especies a plan-tar, la época y el modo de ejecución, así como las labores necesarias hasta su enraiza-miento, tales como riegos de socorro y otras.
En las instalaciones aéreas, en general, la tubería debe tratarse de forma que se imbriqueen el entorno, a fin de que destaque lo menos posible y no altere visualmente el paisajecircundante.
Por todo lo anterior, se llama la atención de manera especial sobre la importancia de quelos estudios medioambientales que incorporen los proyectos de conducciones sean pro-fundos, rigurosos y detallados en su contenido, estudiando siempre soluciones alternati-vas, cuantificando, en cualquier caso, las afecciones previstas y previendo siempre medi-das correctoras para las mismas.
Tras finalizar su vida útil, y siempre en la medida de lo posible, debe procurarse que lacanalización sea reciclada, conforme a la legislación vigente.
un Parque Natural o Zona Protegida, la autorización compete al responsable desu gestión y protección. En aquellas localizaciones que se encuentren en Domi-nio Público Hidráulico, será la Confederación Hidrográfica correspondientequien otorgue los permisos para intervenir sobre arbolado u otro tipo de vegeta-ción.

337
6. Aseguramiento de la calidad
En este capítulo se analizan aquellas actividades que deben realizarse para garantizar losrequisitos de calidad exigidos en el presente documento, tanto para la fabricación comopara la instalación de todos y cada uno de los componentes que intervienen en una redde tuberías.
6.1 Conceptos básicos
Se entiende por aseguramiento de la calidad al conjunto de actividades que se desarro-llan antes, durante y después de la ejecución de una obra, para verificar si ésta alcanza elnivel de calidad exigido en el proyecto.
Estas actividades consisten, básicamente, en la realización de determinados ensayos (laLey 21/1992, de Industria, en su artículo 8, define éstos como la “operación consisten-te en el examen o comprobación, con los equipos adecuados, de una o más propiedadesde un producto, proceso o servicio de acuerdo con un procedimiento especificado”),pudiendo distinguirse entre (norma UNE-EN 805:2000):
– Ensayo de tipo o de prestación. El realizado exclusivamente sobre un componenterepresentativo del diseño y proceso de fabricación, para verificar la conformidad de laproducción con los requisitos especificados. Estos ensayos, por tanto, no se realizanmás que una vez en tanto en cuanto no cambie la concepción del elemento a ensayar(a veces a estos ensayos se los conoce también como ensayos de homologación)
– Ensayo de producción. El realizado periódicamente sobre los distintos componentesdurante el proceso de fabricación, para verificar la conformidad de la producción conlos requisitos especificados
– Ensayos de recepción. El realizado periódicamente sobre los distintos componentesuna vez recibidos en obra, para verificar la conformidad de los mismos con los requi-sitos especificados
A los efectos de esta Guía Técnica el aseguramiento de la calidad se divide en:
a) Control de calidad de la fabricación (o previo al suministro). Es el control de calidad arealizar previamente al suministro (en fábrica, por tanto), sobre los tubos, las piezas

especiales, las válvulas, los materiales componentes de los mismos, las uniones, losrevestimientos, en su caso, y demás elementos constitutivos de la tubería, al objeto decomprobar que se cumple lo establecido en el proyecto, de acuerdo con lo especifi-cado en esta Guía Técnica.
Este control se realiza tanto mediante ensayos de producción como de tipo de losindicados anteriormente.
En el caso de que los materiales, los tubos, las piezas especiales, las válvulas, etc. esténen posesión de la marca de calidad o certificado de conformidad AENOR o de otrasimilar de cualquier estado miembro de la UE o de algún Organismo internacional dereconocido prestigio, puede eximirse la realización de los ensayos del control de fabri-cación que, figurando en esta Guía Técnica, sean exigidos para la concesión de lamencionada marca, debiendo realizarse cuantos otros adicionales se exijan en el pre-sente documento.
b) Control de calidad de la instalación. Es el control de calidad a realizar por la DO, biendirectamente o por medio de terceros, para comprobar que se cumple lo establecidoen el proyecto, en lo relativo a la instalación de la tubería, de acuerdo con los ensa-yos de recepción especificados por la presente Guía Técnica.
Un tipo particular de ensayos de recepción son las pruebas de la tubería instalada,las cuales se realizarán una vez instalada la tubería parcial o totalmente, con la obraterminada o no, para comprobar su correcto funcionamiento, todo ello de acuerdocon lo establecido en el proyecto y con lo especificado en este documento.
6.2 Control de calidad de la fabricación
En el presente apartado se describen los ensayos recomendados para realizar el controlde calidad durante la fabricación en los diferentes componentes de las redes de tuberíasa presión, según tipologías. Se trata de ensayos (bien de tipo o bien de producción)sobre las materias primas empleadas en la fabricación de los tubos, sobre los propiostubos, sobre las uniones y en su caso, sobre los revestimientos.
En relación con el control de los tubos, independientemente de cual sea la tipología, todosellos deben someterse a un examen visual tras el proceso de fabricación al objeto de com-probar su aspecto general. A este respecto, debe verificarse la uniformidad del color, asícomo la lisura y regularidad de su superficie interior, especialmente en la zona de la unión.
Igualmente, en todos los tubos deben hacerse comprobaciones dimensionales para veri-ficar que las dimensiones son las correctas. Estas comprobaciones pueden realizarse, engeneral, en los siguientes términos:
a) Espesor. Puede medirse con equipos bien mecánicos o ultrasónicos (correctamentecalibrados y con precisión de al menos 0,1 mm), realizándose, en cualquier caso, aintervalos regulares a lo largo de las generatrices. En particular, en los tubos de acero,estas comprobaciones solo suelen realizarse en las embocaduras.
338
b) Diámetro. Puede medirse mediante calibres, plantillas, u otros útiles (correctamentecalibrados y con precisión de al menos 1 mm), debiendo igualmente comprobarse, ensu caso, que se cumple la tolerancia de la ovalación. En caso de duda deben medirselos ejes mayor y menor mediante calibres a una distancia de 100 mm. como máximodel extremo del tubo.
c) Longitud. Suele medirse mediante cinta métrica con una precisión de al menos 5 mm.
d) Rectitud. Hay distintos métodos para medir la rectitud de los tubos, bastando usual-mente con una comprobación visual, salvo en los casos de duda en los que habrá deemplearse algún método apropiado a juicio de la DO que garantice la correcta verifi-cación de dicha rectitud, como, por ejemplo, la medición de la flecha del tubo median-te cuerdas de piano.
En particular, en los tubos de materiales termoplásticos (PVC-U, PE y PVC-O), las nece-sarias comprobaciones dimensionales pueden hacerse conforme a lo especificado en elprEN ISO 3126:1999. En el resto de materiales puede seguirse lo especificado en las res-pectivas normas de producto (ver Tabla 61).
El control de calidad de la fabricación de las uniones, por su parte, se realiza mediante losllamados ensayos de tipo (aquellos que no se realizan más que una vez en tanto en cuan-to no cambie la concepción del elemento ensayado) para lo que cada sistema de unión seclasifica en grupos en función de su DN conforme lo especificado en la Tabla 106, rea-lizándose dichos ensayos únicamente sobre el marcado como diámetro preferencial,entendiendo que dicho diámetro es representativo del grupo de uniones. En este sentido,si un grupo incluyera uniones de características o diseños diferentes deberían crearse nue-vos grupos según fuera necesario.
Tabla 106. Grupos de DN a efectos de los ensayos de tipo de las uniones
Grupos de DN Diámetro preferencial
< 250 200
250 a 600 400
600 a 1.000 800
1.000 a 2.000 1.600
> 2.000 2.500
En lo que respecta al control de calidad de la fabricación de los elementos de unión, enel caso más habitual de uniones flexibles o mediante bridas, debe comprobarse que secumplen las especificaciones que para el anillo elastomérico o para las propias bridas figu-ran en las respectivas normas UNE-EN 681:1995 y UNE-EN 1092:1998, respectiva-mente.
339
6.2.1 Tubos de fundición
6.2.1.1 Control de la fundición
En los tubos de fundición, el control de calidad de fabricación del material debe realizar-se mediante los ensayos indicados en la Tabla 107.
Tabla 107. Control de calidad de fabricación en los tubos de fundición. Ensayos del material
Ensayo Metodología y condiciones Criterio de aceptación/ Frecuenciade ensayo objetivo del ensayo
Tracción UNE-EN 545:1995 (apdo 6.3) Comprobar valor Tabla 7Dos pruebas por
jornada de fundición
Dureza Brinell UNE-EN 545:1995 (apdo. 6.4) Comprobar valor Tabla 7Dos pruebas por
jornada de fundición
6.2.1.2 Control de los tubos
Todos los tubos, ademas de ser comprobados visual y dimensionalmente conforme a loindicado en la introducción del apartado 6.2, deben ser ensayados a estanquidad segúnlo especificado a continuación, previamente a la aplicación de los revestimientos, tantointeriores como exteriores, excepto en el caso del revestimiento de cinc metálico en lostubos, el cual puede aplicarse antes del ensayo.
La maquinaria utilizada en el ensayo debe ser tal que permita aplicar la presión, debien-do estar equipada con un manómetro industrial de precisión ± 3%. Durante el ensayo,no debe haber pérdidas de agua de ningún tipo.
a) Tubos centrifugados. La presión hidráulica interior se aumenta de forma constante ygradual hasta alcanzar el valor de prueba (Pp) indicado en la Tabla 108, el cual semantiene constante durante el tiempo necesario para la inspección del tubo. La dura-ción total de la puesta en carga del tubo no debe ser inferior a quince segundos,correspondiendo diez de ellos a la Pp.
b) Tubos no centrifugados. En general, en estos tubos el ensayo de estanquidad puedeser realizado con aire o ser sustituido por otro tipo de ensayo de estanquidad equiva-lente, si así lo acepta la DO. En su caso, el ensayo mediante presión hidráulica se rea-liza del mismo modo que para los tubos centrifugados, con las presiones indicadas enla tabla adjunta. El ensayo con aire se realiza a una presión interna de 0,1 N/mm2 ysu duración debe ser, al menos, de 10 segundos. Para la detección de filtraciones, lostubos deben recubrirse exteriormente de modo uniforme con un producto jabonoso oser sumergidos en agua.
340

Tabla 108. Presión de prueba (Pp) en N/mm2 en el ensayo de estanquidad mediante presiónhidráulica interior en los tubos de fundición (UNE EN 545:1995)
DN Tubos centrifugados Tubos no centrifugados
K < 9 K ≥ 9
40 ≤ DN ≤ 300 0,05 (K+1)2 5,0 2,5
350 ≤ DN ≤ 600 0,05 K2 4,0 1,6
700 ≤ DN ≤ 1.000 0,05 (K-1)2 3,2 1,0
DN > 1.000 0,05 (K-2)2 2,5 1,0
6.2.1.3 Control de los revestimientos
Los revestimientos de los tubos de fundición (en los casos más habituales, ver Tabla 11),por su parte, deben ensayarse conforme lo indicado en la Tabla 109.
Tabla 109. Ensayos de los revestimientos en los tubos de fundición
Ensayo Metodología Condiciones de Criterio de aceptación/ Frecuenciaensayo objetivo del ensayo
Masa del UNE-EN 545:1995 UNE-EN 545:1995 Comprobar valor Tabla 12 Dos pruebas al mesrevestimiento (apartado 6.6) (apartado 6.6) y siempre que cambie de zinc el DN
Espesor del UNE-EN 545:1995 UNE-EN 545:1995 Comprobar valor Tabla 12 Una vez por turno de revestimiento (aparatado 6.8) (apartado 6.9) trabajo y siempre quede mortero cambie el DN
341
Tubos no centrifugados
Tubos centrifugados K > 9
Pp
(Nm
m2)
Diámetro (mm)
0 500 1000 1500 2000
6
5
4
3
2
1
0

Tabla 109 (Cont.). Ensayos de los revestimientos en los tubos de fundición
Ensayo Metodología Condiciones de Criterio de aceptación/ Frecuenciaensayo objetivo del ensayo
Resistencia a UNE-EN 545:1995 UNE-EN 545:1995 Comprobar valor Tabla 12 Ensayo de tipola compresión (apartado 7.1) (apartado 6.8)del revestimientode mortero
Espesor del UNE-EN 545:1995 UNE-EN 545:1995 Comprobar valor Tabla 12 Ensayo de tiporevestimiento (apartado 6.7) (apartado 6.7)de pintura
6.2.1.4 Control de las uniones
Las uniones flexibles sin acerrojar, por su parte, deben ensayarse mediante la realizaciónde los ensayos de tipo indicados en la Tabla 110.
Tabla 110. Ensayos de las uniones flexibles sin acerrojar en los tubos de fundición
Ensayo Metodología Condiciones dede ensayo/ FrecuenciaGenéricas Del ensyo en particular
Presión interna UNE-EN 545:1995 Unión con juego anular Presión de ensayo: No deben aparecerpositiva (apartado 7.1) máximo, alineada, con 1,5 PFA + 5 bar fugas de ningún
juego axial, sometida a Duración: 2 horas tipo.esfuerzo cortante
Presión interna UNE-EN 545:1995 Unión con juego Presión de ensayo: No deben aparecernegativa (apartado 7.2) anular máximo, -0,09 N/mm2 fugas de ningún
desviada Duración: 2 horas tipoVariación máximade la presióndurante el ensayo
Presión externa UNE-EN 545:1995 Unión con juego anular Presión de ensayo: No deben aparecer positiva (apartado 7.3) máximo, alineada, 0,2 N/mm2 fugas de ningún
con juego axial, Duración: 2 horas tipo sometida a esfuerzo cortante
Presión interna UNE-EN 545:1995 24.000 ciclos de No deben aparecer cíclica (apartado 7.4) presión con valores fugas de ningún
entre (PMA-5 bar) tipo y PMA
La DO puede eximir de la realización del ensayo de presión externa positiva. El ensayode presión interna cíclica no es necesario realizarlo en uniones que hayan funcionadosatisfactoriamente durante más de 10 años.
342

Las uniones flexibles acerrojadas deben ser ensayadas de acuerdo con lo especificado enla Tabla 110, salvo que no es de aplicación la condición de máximo desplazamiento axialni tiene porque existir ningún tope que impida el libre desplazamiento axial. Si en la uniónel mecanismo de acerrojamiento y los elementos de estanquidad son independientes, nose requieren los ensayos de presión interna negativa, ni de presión externa positiva.
Las uniones de bridas deben ensayarse de acuerdo con la metodología indicada en el epí-grafe 7.5 de la norma UNE-EN 545:1995 (ensayo de tipo), sometiendo a la unión a unapresión hidrostática de dos veces su PN y a una carga externa que, junto al peso propiodel tubo y al agua de su interior, provoque los momentos flectores indicados dicha normaUNE-EN 545:1995. Durante el ensayo no debe haber pérdidas de agua de ningún tipoen la unión.
6.2.2 Tubos de acero
6.2.2.1 Control del acero
En los tubos de acero, el control de calidad de fabricación del propio acero empleado enla fabricación de los tubos debe realizarse mediante los ensayos indicados a continuación.
Tabla 111. Ensayos químicos y mecánicos en el acero
Ensayo Metodología Condiciones de Criterio de aceptación/ Frecuenciaensayo objetivo del ensayo
Ensayos químicos Normas UNE del UNE 36300:1990 Determinación de la Una vez por coladaCTN 36 composición química
del acero de los tubos
Tracción UNE 7472:1992 Temperatura ambiente Determinación de la Una prueba por cadaresistencia a la tracción, lote de 100 tubosalargamiento en la roturay límite elásticos
Aplastamiento UNE-EN 10233:1994 Altura aplastamiento H No aparición de grietas Una prueba por cadaindicada en ni en el metal base lote de 100 tubosprEN 10224:1998 ni en las soldaduras
Expansión en UNE-EN 10234:1994 Expansión del anillo No aparición de grietas Una prueba por cadaanillo conforme a lo indicado ni rotura de probetas lote de 100 tubos
en prEN 10224:1998 durante el ensayo
Resiliencia UNE 7475-1:1992 UNE 7475-1:1992 Determinación de Una prueba por cadala resiliencia lote de 100 tubos
Los ensayos de aplastamiento y de expansión en anillo no es necesario realizarlos en lostubos soldados por arco sumergido. En los tubos soldados por inducción o resistenciaeléctrica y a tope y de DN inferior a 150 mm puede realizarse el ensayo de expansión enanillo alternativamente al de aplastamiento.
343
El personal encargado de realizar ensayos no destructivos debe estar cualificado confor-me lo establecido por las normas UNE-EN 10256:2001 y UNE-EN 473:2001.
6.2.2.2 Control de los tubos
Todos los tubos, ademas de ser comprobados visual y dimensionalmente conforme a loindicado en la introducción del apartado 6.2, deben ser ensayados a estanquidad segúnlo indicado a continuación, previamente a la aplicación de los revestimientos, tanto inte-riores como exteriores. El ensayo debe realizarse mediante presión hidráulica, excepto enlos tubos de DN igual o inferior a 150 mm en los que pueden emplearse métodos elec-tromagnéticos, si ello es aceptado por la DO, o así se indica en el respectivo proyecto.
La presión de prueba (Pp) es la calculada mediante la siguiente expresión, con un valormáximo de 7,0 N/mm2.
Pp presión de prueba en el ensayo de estanquidad, en N/mm2
Sl porcentaje del límite elástico mínimo del acero (en N/mm2) variable según la normade producto que se esté empleado. En prEN10224:1998 se prevé que sea un 70%mientras que en API 5L:2000 establece los valores que se indican en la Tabla 112
e espesor nominal del tubo, en mm
OD diámetro exterior del tubo, en mm
La presión hidráulica interior se aumenta de forma constante y gradual hasta alcanzar elvalor de prueba (Pp), el cual debe mantenerse constante durante el tiempo establecido porlas normas para comprobar que no se producen pérdidas de agua de ningún tipo. Loseventuales poros o defectos han de ser reparados y el tubo ser probado nuevamente hastaque no se observe ninguna fuga.
Cuando se realice el ensayo por métodos electromagnéticos se recomienda seguir lasprescripciones de la norma UNE-EN 10246-1:1996 o la que indique el proyecto.
Tabla 112. Porcentaje del límite elástico mínimo del acero en la presión de prueba en fábrica de los tubos (API 5L:2000)
Tipo de acero DN (mm) S l (%)
A25 Cualquiera 60A Cualquiera 60B Cualquiera 60
DN < 168,3 75X42 a X80 168,3 < DN < 508 85
DN > 508 90
Pe
ODSp l= 2
∆ ∆V V pE
IDe Emax
w= ⋅ ⋅ ⋅ +
⋅
1 2
1,
344
345
En el caso de tubos excepcionalmente grandes, y cuando así lo indique expresamente elpropio proyecto o la DO, este ensayo de presión hidráulica interior puede ser sustituidopor la utilización de fluoroscopía, ultrasonidos, radiografías, o algún otro procedimientoequivalente aprobado, en cualquier caso, por la DO.
Respecto a las piezas especiales, cuando éstas se obtengan por soldadura a partir de tro-zos de tubo, éstos deben haber superado el ensayo de estanquidad. En cualquier caso, lassoldaduras en las que no se haya realizado dicho ensayo, deben ser verificadas, antes dela aplicación de cualquier revestimiento, por alguno de los siguientes ensayos no destructi-vos, de acuerdo con lo indicado en el apartado 6.2.2.3:
a) Líquidos penetrantesb) Partículas magnéticasc) Ultrasonidosd) Corrientes inducidas e) Radiografías
6.2.2.3 Control de las soldaduras
Las soldaduras realizadas en fábrica para conformar el tubo deben ser ensayadas confor-me lo indicado en la Tabla 113. De dichos ensayos, especial atención merecen los ensa-yos no destructivos (radiografías, ultrasonidos, líquidos penetrantes, partículas magnéticaso corrientes inducidas), recomendándose que todas las soldaduras sean ensayadas poralguno de dichos procedimientos.
En concreto, con carácter general, se recomiendan inspecciones fluoroscópicas o ultra-sónicas en el 100% de las soldaduras y radiográficas sobre las reparaciones que se reali-cen, así como en los extremos del tubo.
En cualquier caso, en cada proyecto en particular se deben indicar de entre los ensayosantes mencionados los que sean de aplicación en cada caso.
Como se ha indicado, estos ensayos se refieren a las soldaduras ejecutadas enfábrica para conformar el tubo y las piezas especiales. Los ensayos a realizarsobre las soldaduras que se hagan en obra figuran en el apartado 6.3.
Los llamados “ensayos de laboratorio” mostrados en la Tabla 113 son los que serealizan sobre una muestra de la soldadura extraida ex profeso del tubo, mien-tras que los “ensayos en línea” se realizan a la vez que el propio proceso e fabri-cación del tubo.
Los “ensayos de las reparaciones”, como su propio nombre indica, son los que serealizan sobre las soldaduras que hayan sufrido alguna reparación.
346
Cuando los cordones de soldadura no superen los ensayos anteriores debe procederse asu reparación y posterior repetición de los citados ensayos, así como al radiografiado del100% de la reparación. Estas reparaciones únicamente podrán realizarse sobre soldadu-ras cuyos defectos no sean excesivos, debiendo cortarse aquellas otras cuya reparaciónsuponga la eliminación de, por ejemplo, un 20% o más de la longitud total de la solda-dura. En el caso de grietas, no es aceptable la reparación de aquellas cuya longitud seaigual o superior al 8% de la longitud de la soldadura, debiendo en tal caso cortarse lamisma. En cualquier caso, sobre una misma soldadura no es recomendable más de dosreparaciones.
Las normas de produto permiten en los tubos con soldadura helicoidal por arco sumergi-do, la realización de soldaduras en las chapas que los conforman (los llamados empalmesde bobina, ver epígrafe 3.3.1). Incluso también dichas normas de producto prevén laposibilidad de reparar el espesor de la chapa de acero, siempre y cuando se garantice unespesor mínimo residual.
Tabla 113. Ensayos de las soldaduras en los tubos de acero
Metodología yCriterio de aceptación/Ensayo condiciones de
objetivo del ensayoFrecuencia
ensayo
Tracción UNE 14606:1975 Determinación de la Una prueba por cadaresistencia a la tracción lote de 100 tubos
Ensayos de la soldadura
de Doblado (solo UNE-EN 910:1996 No aparición de grietas de Dos pruebas por cadalaboratorio en tubos soldados Doblado a 180° longitud mayor de 6 mm lote de 100 tubos
por arco Diámetro mandril s/ ni en el metal base (una por el lado desumergido) prEN 10224:1998 de la soldadura ni la cara y otra
en la línea de fusión por el de la raiz)
Ensayos Fluoroscopía API 5L:2000 100% del totalen línea Ultrasonidos UNE-EN 1714:1998 Nivel L4 (ISO 9765:1990) de las soldaduras
Ensayos Radiografías UNE-EN 1435:1998 Nivel B ó C (UNE-EN 25817:1994)en Líquidos penetrantes UNE-EN 571-1:1997 No deberán detectarse poros 100% del totalreparaciones Partículas magn. UNE-EN 1290:1998 Nivel L4 (ISO 9402:1989) de las reparaciones
Corrientes inducidas ISO 9304:1989 Nivel L4 (ISO 9304:1989)
La recomendación de realizar radiografías en el 100% de las soldaduras repara-das es especialmente de aplicación en le caso de tubos de diámetros grandes yque vayan a estar sometidos a elevadas presiones. En otros casos, puede bastarcon probar dichas reparaciones por líquidos penetrantes, partículas magneticas ocorrientes inducidas.
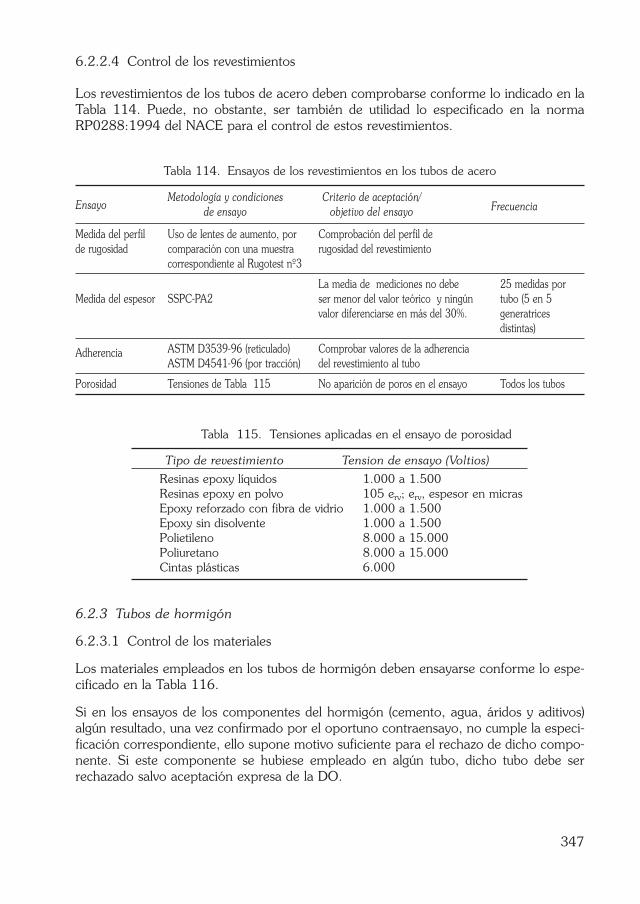
6.2.2.4 Control de los revestimientos
Los revestimientos de los tubos de acero deben comprobarse conforme lo indicado en laTabla 114. Puede, no obstante, ser también de utilidad lo especificado en la normaRP0288:1994 del NACE para el control de estos revestimientos.
Tabla 114. Ensayos de los revestimientos en los tubos de acero
EnsayoMetodología y condiciones Criterio de aceptación/
Frecuenciade ensayo objetivo del ensayo
Medida del perfil Uso de lentes de aumento, por Comprobación del perfil dede rugosidad comparación con una muestra rugosidad del revestimiento
correspondiente al Rugotest nº3
La media de mediciones no debe 25 medidas por Medida del espesor SSPC-PA2 ser menor del valor teórico y ningún tubo (5 en 5
valor diferenciarse en más del 30%. generatrices distintas)
ASTM D3539-96 (reticulado) Comprobar valores de la adherencia AdherenciaASTM D4541-96 (por tracción) del revestimiento al tubo
Porosidad Tensiones de Tabla 115 No aparición de poros en el ensayo Todos los tubos
Tabla 115. Tensiones aplicadas en el ensayo de porosidad
Tipo de revestimiento Tension de ensayo (Voltios)
Resinas epoxy líquidos 1.000 a 1.500Resinas epoxy en polvo 105 erv; erv, espesor en micrasEpoxy reforzado con fibra de vidrio 1.000 a 1.500Epoxy sin disolvente 1.000 a 1.500Polietileno 8.000 a 15.000Poliuretano 8.000 a 15.000Cintas plásticas 6.000
6.2.3 Tubos de hormigón
6.2.3.1 Control de los materiales
Los materiales empleados en los tubos de hormigón deben ensayarse conforme lo espe-cificado en la Tabla 116.
Si en los ensayos de los componentes del hormigón (cemento, agua, áridos y aditivos)algún resultado, una vez confirmado por el oportuno contraensayo, no cumple la especi-ficación correspondiente, ello supone motivo suficiente para el rechazo de dicho compo-nente. Si este componente se hubiese empleado en algún tubo, dicho tubo debe serrechazado salvo aceptación expresa de la DO.
347
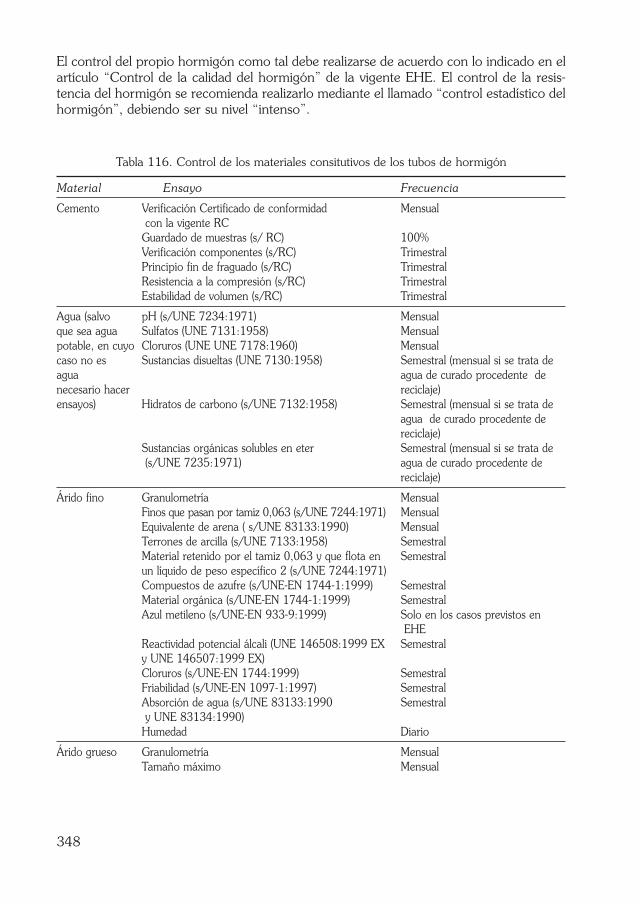
El control del propio hormigón como tal debe realizarse de acuerdo con lo indicado en elartículo “Control de la calidad del hormigón” de la vigente EHE. El control de la resis-tencia del hormigón se recomienda realizarlo mediante el llamado “control estadístico delhormigón”, debiendo ser su nivel “intenso”.
Tabla 116. Control de los materiales consitutivos de los tubos de hormigón
Material Ensayo Frecuencia
Cemento Verificación Certificado de conformidad Mensualcon la vigente RC
Guardado de muestras (s/ RC) 100%Verificación componentes (s/RC) TrimestralPrincipio fin de fraguado (s/RC) TrimestralResistencia a la compresión (s/RC) TrimestralEstabilidad de volumen (s/RC) Trimestral
Agua (salvo pH (s/UNE 7234:1971) Mensualque sea agua Sulfatos (UNE 7131:1958) Mensualpotable, en cuyo Cloruros (UNE UNE 7178:1960) Mensualcaso no es Sustancias disueltas (UNE 7130:1958) Semestral (mensual si se trata deagua agua de curado procedente de necesario hacer reciclaje)ensayos) Hidratos de carbono (s/UNE 7132:1958) Semestral (mensual si se trata de
agua de curado procedente dereciclaje)
Sustancias orgánicas solubles en eter Semestral (mensual si se trata de(s/UNE 7235:1971) agua de curado procedente de
reciclaje)
Árido fino Granulometría MensualFinos que pasan por tamiz 0,063 (s/UNE 7244:1971) MensualEquivalente de arena ( s/UNE 83133:1990) MensualTerrones de arcilla (s/UNE 7133:1958) SemestralMaterial retenido por el tamiz 0,063 y que flota en Semestralun líquido de peso específico 2 (s/UNE 7244:1971)Compuestos de azufre (s/UNE-EN 1744-1:1999) SemestralMaterial orgánica (s/UNE-EN 1744-1:1999) SemestralAzul metileno (s/UNE-EN 933-9:1999) Solo en los casos previstos en
EHEReactividad potencial álcali (UNE 146508:1999 EX Semestraly UNE 146507:1999 EX)Cloruros (s/UNE-EN 1744:1999) SemestralFriabilidad (s/UNE-EN 1097-1:1997) SemestralAbsorción de agua (s/UNE 83133:1990 Semestraly UNE 83134:1990)
Humedad Diario
Árido grueso Granulometría MensualTamaño máximo Mensual
348

Tabla 116 (Cont.). Control de los materiales consitutivos de los tubos de hormigón
Material Ensayo Frecuencia
Árido grueso Finos que pasan por tamiz 0,063 (s/UNE 7244:1971) MensualCoeficiente de forma (UNE 7238:1971) MensualTerrones de arcilla (s/UNE 7133:1958) SemestralPartículas blandas (s/UNE 7134:1958) SemestralMaterial retenido por el tamiz 0,063 Semestraly que flota en un líquido de peso específico 2 (s/UNE 7244:1971)Compuestos de azufre (s/UNE-EN 1744-1:1999) SemestralReactividad potencial álcali (UNE 146508:1999 EX Semestraly UNE 146507:1999 EX)
Cloruros (s/UNE-EN 1744:1999) SemestralResistencia al desgaste /s/UNE-EN 1092-1:1999) SemestralAbsorción de agua (s/UNE 83133:1990 Semestraly UNE 83134:1990)
Aditivos Verificación Certificado de conformidad 100 %con la vigente RC
Acero para Verificación límite elástico, resistencia a la tracción 1/100 tarmaduras y alargamiento en la rotura pasivas (s/UNE 36068:1994)
Doblado/desdoblado (s/UNE 36068:1994) 1/40 tSección media equivalente (s/EHE) 1/40 tDespegue de nufos (s/EHE) 1/100 tGeometría de resaltos 1/40 t
Acero para Verificación límite elástico, resistencia a la 1/100 tarmaduras activas tracción y alargamiento en la rotura
(s/UNE 7474:1992)Doblado/desdoblado (s/UNE 36461:1980) 1/20 tSección media equivalente (s/EHE) 1/20 t
Acero pletina Verificación límite elástico, resistencia a la 1/50 tbarras tracción y alargamiento en la rotura
Doblado en frío a 180º 1/50 tContenido en fósforo 1/50 tContenido en azufre 1/50 tVerificación del peso 1/50 t
Acero en chapa Verificación límite elástico, resistencia a la tracción 1/100 ty alargamiento en la rotura (s/UNE 7474:1992)Doblado en frío a 180º (s/UNE 7474:1992) 1/50 tContenido en fósforo (s/UNE 7029:1951) 1/50 tContenido en azufre (s/UNE 7019:1951) 1/50 tControl geométrico 100%
Hormigones. Dosificación (s/EHE) 100%morteros y Consistencia (s/EHE) 1 por turnorevestimientos Resistencia característica a los 28 días (s/EHE) 3 probetas día
Resistencia a compresión a los 7 días (s/EHE) 3 probetas día (no en el hormigón del núcleo)
Resistencia a compresión antes del zunchado (s/EHE) 1 por turno (solo para el hormigón del núcleo)
349

350
6.2.3.2 Control de ejecución
Tanto para el hormigonado como para la ejecución de las armaduras se recomiendaseguir lo indicado en el capítulo Control de la Ejecución de la vigente EHE, consideran-do el nivel de control el definido como intenso. Además, deben realizarse los siguientesensayos durante el proceso de ejecución:
– Control de las camisas de chapa. Deben realizarse sobre ellas comprobaciones dimen-sionales como mínimo, relativas a espesores de la chapa de la camisa y de las boqui-llas, diámetros y longitudes.
Además, todas las camisas deben ensayarse a estanquidad mediante presión hidráuli-ca interior, sometiéndolas a una presion de prueba (Pp) que produzca en la chapa unatensión igual al valor máximo supuesto en el cálculo, que no será superior a 130N/mm2. Cuando, por el elevado espesor de la chapa, no sea posible alcanzar estaspresiones, el ensayo puede realizarse a la máxima presión que pueda dar el equipo deprueba que, como mínimo, debe ser la que produciría una tensión igual a la de cálcu-lo en una chapa de 3,5 mm.
En estos casos en los que no sea posible alcanzar la tensión de 130 N/mm2 en lachapa, este ensayo puede ser complementado sometiendo a la soldadura a controlesfluoroscópicos, ultrasónicos, detección de poros, radiografiado de parte del cordón outilizando cualquier procedimiento equivalente propuesto por el fabricante y aproba-do, en cualquier caso, por la DO.
Este criterio, similar al previsto en la IET-80, es algo diferente a lo estipulado porla norma UNE-EN 639:1995 (el cual también podría ser aplicado), donde seprevé se ensayen las camisas de chapa a la presión que produce una tensión enla chapa del 0,75% de su límite elástico, con unas limitaciones a dicha presiónde ensayo (en N/mm2) de 1/DN 2 (en m) para DN<1200 ó 3/DN 2 (en m) paraDN>1.200, debiendo, en estos casos, comprobar también las camisas mediantelíquidos penetrantes. En la figura adjunta se muestran las diferencias entreambos criterios.
Fig. 90. Ensayos en las camisas de chapa de los tubos de hormigón
0
50
100
150
200
250
200 225 250 275 300
Límite elástico del acero (N/mm )2
UNE EN 639130 N/mm
Tens
ión
en la
cha
pa (N
/mm
)2
2
0
1
2
3
4
5
0,0 0,5 1,0 1,5 2,0 2,5 3,0
Diámetro de la tubería (m)
Pre
sión
de
prue
ba m
áxim
aU
NE E
N 6
39 (N
/mm
)2

351
En cualquier caso, la presión hidráulica interior debe aumentarse de forma constantey gradual hasta alcanzar el valor de prueba (Pp), el cual hay que mantenerlo constan-te durante el tiempo necesario para comprobar que no se producen pérdidas de aguade ningún tipo, lo que se verifica mediante la aplicación de líquidos penetrantes o cual-quier otro procedimiento sancionado por la práctica y todo ello aprobado por la DO.Los eventuales poros han der ser reparados y la camisa probada nuevamente hastaque no se observe ninguna fuga.
Cuando las camisas de chapa se prueben dispuestas horizontalmente deben estar sujetas, alobjeto de minimizar su propio peso y el del agua. Tanto cuando la prueba se realice con lacamisa vertical u horizontal, la presión de prueba debe medirse en su centro de gravedad.
En el caso de piezas especiales y tubos excepcionalmente grandes, y cuando así loindique expresamente el respectivo proyecto o la DO, este ensayo puede ser sustitui-do o complementado por fluoroscopía, ultrasonidos, la utilización de detectores deporos, o algún otro procedimiento equivalente aprobado, en cualquier caso, por laDO. Cuando, además, por la disposición de las soldaduras, o el método de su ejecu-ción, puedan existir dudas sobre la calidad de las mismas, la DO podrá exigir que serealicen ensayos destructivos y/o no destructivos sobre dichas soldaduras.
– Control de las jaulas de armaduras pasivas. Deben realizarse comprobaciones dimen-sionales relativas a los diámetros de las espiras y generatrices, así como a su separa-ción y a las longitudes de las jaulas. Asimismo, hay que comprobar la indeformabili-dad de la jaula y que en las soldaduras no existan dos puntos contiguos libres, biensobre la espira o bien sobre la generatriz. También debe verificarse que en las solda-duras no haya pérdidas de material que disminuyan el diámetro de las espiras.
El Pliego de Tuberías MOPU 74 (artº 7.7.8) preveía probar todas las camisasa una “presión interior que produzca una tensión en la chapa igual a dos vecesla que se supone en el cálculo, que deberá producirse con la tubería sometidaa la presión máxima de trabajo, y como mínimo 1.200 kg/cm2”.
Por el contrario, tanto la prueba incluida en esta Guía Técnica como la pre-vista en UNE-EN 639:1995 establecen una presión de prueba no vinculada ala presión hidráulica a la que la tubería vaya a estar sometida en servicio.
El cambio de proceder tiene su justificación en que esta prueba de la camisatiene por objeto la comprobación de la inexistencia de poros en las soldadu-ras, para lo que es suficiente probar la camisa a una cierta presión hidráulica,pero no necesariamente ligada a la de trabajo.
De haber poros, éstos se detectarían a una presión fija, independientementede las solicitaciones a las que vaya a estar sometida en servicio, y de estamanera se evita el tener que dimensionar el banco para alcanzar presiones enocasiones muy elevadas.

– Control del tesado de las armaduras. Se recomienda seguir lo indicado en el artículoControl del tesado de las armaduras activas de la vigente EHE. Asimismo, han derealizarse comprobaciones dimensionales relativas a los diámetros de los alambres ydistancias entre ellos al inicio de cada sesión de pretensado. El tarado de la tensadoradebe comprobarse anualmente.
– Control del hormigonado. Durante el hormigonado debe controlarse el transporte,colocación y compactación del hormigón, así como el hormigonado en tiempo frío,caluroso o bajo lluvia, para asegurarse de que se podrán alcanzar las resistencias fija-das en el proyecto. Hay que vigilar especialmente las operaciones de desencofrado ycurado de los tubos, de acuerdo con lo indicado en el epígrafe 3.4.4, así como que setoman las medidas adecuadas para evitar que, tanto los tubos como los núcleos, sufrandaños durante el periodo de acopio.
6.2.3.3 Control de los tubos
El control de calidad de fabricación de los tubos de hormigón consiste, básicamente, enla realización de determinados ensayos de presión hidráulica interior en los propios tubosuna vez acabado el proceso de fabricación.
Respecto a la frecuencia de dichos ensayos, en el caso de emplear tubos sin camisa dechapa se recomienda realizarlos en el 100% de ellos. En el caso habitual de los tubos concamisa de chapa, basta con efectuarlos sobre 1 tubo de cada lote de 250. No obstante,la DO puede disminuir el tamaño de estos lotes, no debiendo, en cualquier caso, reducir-los a menos de 1 tubo por cada lote de 100.
Si el resultado del ensayo en los tubos con camisa de chapa fuera negativo, deben ensa-yarse otros dos tubos del mismo lote. Si esos dos tubos dan resultado positivo en el ensa-yo, el lote puede ser aceptado; si uno o los dos dan resultado negativo, el lote debe serrechazado, o bien cada tubo del lote ser probado individualmente. La prueba individuali-zada puede efectuarse para la presión previamente determinada o bien para otra menor,y aceptada por la DO, en cuyo caso, de ser positivo el ensayo, el tubo debe quedar mar-cado para esta nueva presión.
En estas condiciones, los ensayos recomendados son los siguientes:
a) Tubos de hormigón armado sin camisa de chapa (THAsCCh). Debe someterse al tubodurante 15 minutos a una presión hidráulica interior tal que produzca una tensión detracción en el hormigón igual a la admisible considerada en el cálculo. El resultado dela prueba se considera satisfactorio si, como consecuencia de la misma, el tubo no pre-senta pérdida de agua.
b) Tubos de hormigón armado con camisa de chapa (THAcCCh). Debe someterse altubo durante 15 minutos a una presión hidráulica interior tal que produzca una ten-sión de tracción en las armaduras igual a la admisible considerada en el cálculo. Elresultado de la prueba se considera satisfactorio si, como consecuencia de la misma,
352

353
el tubo no presenta pérdida de agua ni aparece fisura alguna sensiblemente longitudi-nal de abertura superior a 0,2 mm. en una longitud de 0,30 m. ininterrumpidamen-te.
c) Tubos de hormigón pretensado sin camisa de chapa (THPsCCh). Debe someterse alprimario durante 15 minutos a la presión que, en ausencia de cargas externas, deter-mina en la fibra interior del hormigón una tracción de 1,0 N/mm2 (a esta presión laIET-80 la denomina presión de aparición de fisuras, Pap fis). Esta prueba, previaaceptación por la DO, puede realizarse sobre un tubo recién revestido.
La prueba debe realizarse entre las 50 y las 100 horas posteriores a su zunchado. Pre-via aprobación de la DO, puede modificarse este intervalo, acortándolo o alargándo-lo, en cuyo caso el valor de la presión de aparición de fisuras (Pap fis) se calcula tenien-do en cuenta esta circunstancia. El resultado de la prueba se considera satisfactoriosi, como consecuencia de la misma, el primario, o en su caso el tubo, no presenta pér-dida de agua.
El valor de la presión de aparición de fisuras, Pap fis, puede obtenerse, a título orien-tativo, mediante la expresión que figura en el anejo 4, apartado 5.4. de la IET-80.
d) Tubos de hormigón pretensado con camisa de chapa (THPcCCh). Debe someterse alprimario durante 15 minutos a la presión interna que, en ausencia de cargas exter-nas, determina en la fibra interior del hormigón una compresión residual de 0,5N/mm2 (a esta presión la IET-80 la denomina presión de fisuración, Pfis).
La prueba debe realizarse entre las 50 y 100 horas posteriores a su zunchado. Previaaprobación de la DO, puede modificarse este intervalo, acortándolo o alargándolo, encuyo caso el valor de la presión de fisuración (Pfis) se calcula teniendo esta circunstan-cia. El resultado de la prueba se considera satisfactorio si como consecuencia de lamisma, el primario no presenta fisura alguna sensiblemente longitudinal, de aberturasuperior a 0,2 mm en una longitud de 0,30 m. ininterrumpidamente.
El valor de la presión de fisuración, Pfis, puede obtenerse a título orientativo, median-te la expresión que figura en el anejo nº 4, apartado 5.3. de IET-80.
En todos los casos, las mediciones de las fisuras se recomienda realizarlas conforme a loespecificado en la norma UNE-EN 639:1995 (epígrafe 6.4.11).
Los ensayos de estanquidad en los tubos previstos en la normativa existente (IET-80, UNE-EN, AWWA, PPTG Tuberías Abastecimiento de Agua del MOPU de1974, etc.) varían bastante unos de otros (incluso la propia denominación de losmismos).
En la presente Guía Técnica se ha incluido una metodología habitual en Españapara los mismos, en la línea de lo establecido por la IET-80 (ésta los denomina,en concreto, prueba de aparición de fisuras, de fisuración controlada, de apari-
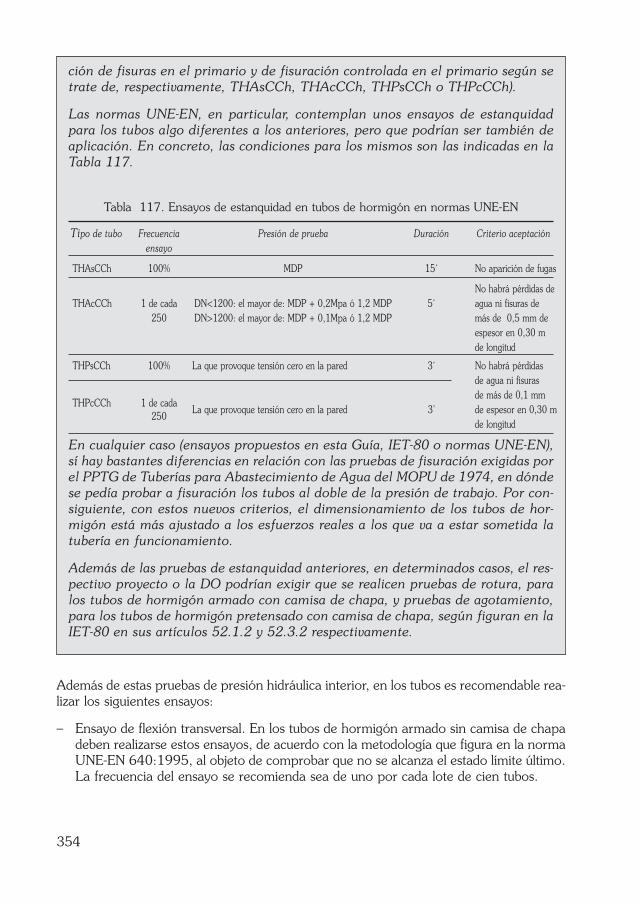
354
Además de estas pruebas de presión hidráulica interior, en los tubos es recomendable rea-lizar los siguientes ensayos:
– Ensayo de flexión transversal. En los tubos de hormigón armado sin camisa de chapadeben realizarse estos ensayos, de acuerdo con la metodología que figura en la normaUNE-EN 640:1995, al objeto de comprobar que no se alcanza el estado límite último.La frecuencia del ensayo se recomienda sea de uno por cada lote de cien tubos.
ción de fisuras en el primario y de fisuración controlada en el primario según setrate de, respectivamente, THAsCCh, THAcCCh, THPsCCh o THPcCCh).
Las normas UNE-EN, en particular, contemplan unos ensayos de estanquidadpara los tubos algo diferentes a los anteriores, pero que podrían ser también deaplicación. En concreto, las condiciones para los mismos son las indicadas en laTabla 117.
Tabla 117. Ensayos de estanquidad en tubos de hormigón en normas UNE-EN
Tipo de tubo Frecuencia Presión de prueba Duración Criterio aceptaciónensayo
THAsCCh 100% MDP 15´ No aparición de fugas
No habrá pérdidas de THAcCCh 1 de cada DN<1200: el mayor de: MDP + 0,2Mpa ó 1,2 MDP 5´ agua ni fisuras de
250 DN>1200: el mayor de: MDP + 0,1Mpa ó 1,2 MDP más de 0,5 mm de espesor en 0,30 m de longitud
THPsCCh 100% La que provoque tensión cero en la pared 3´ No habrá pérdidasde agua ni fisuras
THPcCCh 1 de cada de más de 0,1 mm
250La que provoque tensión cero en la pared 3’ de espesor en 0,30 m
de longitud
En cualquier caso (ensayos propuestos en esta Guía, IET-80 o normas UNE-EN),sí hay bastantes diferencias en relación con las pruebas de fisuración exigidas porel PPTG de Tuberías para Abastecimiento de Agua del MOPU de 1974, en dóndese pedía probar a fisuración los tubos al doble de la presión de trabajo. Por con-siguiente, con estos nuevos criterios, el dimensionamiento de los tubos de hor-migón está más ajustado a los esfuerzos reales a los que va a estar sometida latubería en funcionamiento.
Además de las pruebas de estanquidad anteriores, en determinados casos, el res-pectivo proyecto o la DO podrían exigir que se realicen pruebas de rotura, paralos tubos de hormigón armado con camisa de chapa, y pruebas de agotamiento,para los tubos de hormigón pretensado con camisa de chapa, según figuran en laIET-80 en sus artículos 52.1.2 y 52.3.2 respectivamente.

– Ensayos de permeabilidad del revestimiento. En los tubos de hormigón pretensado,una vez acabados, se deben realizar este tipo de ensayos, al objeto de comprar la per-meabilidad del mismo por medios no destructivos. La frecuencia del ensayo se reco-mienda sea de uno por cada lote de cien tubos y la metodología a seguir puede serbien la indicada en el Anejo 2 de la IET-80 o la que figura en el epígrafe 4.3 de lanorma UNE-EN 642:1995.
6.2.3.4 Control de las uniones
En las uniones de los tubos de hormigón deben realizarse los ensayos de tipo que se indi-can en la Tabla 118.
Tabla 118. Ensayos en las uniones en los tubos de hormigón (normas UNE-EN)
EnsayoMetodología y condiciones Criterio de aceptación/
Frecuenciade ensayo objetivo del ensayo
Presión interna positiva UNE-EN 639:1995 Máxima desviación angular No aparición de fugasEsfuerzo cortante de 0,2 DN (kN) durante el ensayoPresión ensayo: MDP
Presión interna negativa UNE-EN 639:1995 Máxima desviación angular No aparición de fugasEsfuerzo cortante de 0,2 DN (kN) durante el ensayoPresión ensayo: -0,08 N/mm2
6.2.4 Tubos de PVC-U
6.2.4.1 Control de la materia prima
Los ensayos que deben realizarse para la comprobación de las características indicadasen el apartado 3.5.3 de la resina de PVC-U empleada en la fabricación de estos tubos(ver Tabla 39), son los indicados en la Tabla 119.
Tabla 119. Ensayos de control de la materia prima en los tubos de PVC-U(UNE-EN 1452-2 y 3:2000)
Metodología yCriterio de aceptación/Ensayo condiciones de
objetivo del ensayoFrecuencia
ensayo
Características MRS ISO TR 9080:1992 (método II) UNE-EN 921:1995 Ensayo de tipomecánicas Tracción ISO TR 9080:1992 (método II) UNE 53112:1988 1 ensayo/semana
y alargamiento
Características Densidad UNE 53020:1973 UNE 53020:1973físicas Tª reblandeci UNE-EN 727:1995 UNE-EN 727:1995
miento Vicat
Características Nivel cloruro ISO 6401:1985 (cromatografía UNE-EN 1452- Ensayo de tipoquímicas de vinilo fase gaseosa) 1:2000
355

Caso de emplearse uniones mediante adhesivo, el control de calidad de éste podría rea-lizarse conforme a lo contenido en el proyecto de norma ISO 7387-1:1983.
6.2.4.2 Control de los tubos
Los ensayos que deben realizarse sobre los tubos y piezas especiales de PVC-U una vezfabricados son los que se resumen en la Tabla 120.
Tabla 120. Ensayos en los tubos y en las piezas especiales de PVC-U (UNE-EN 1452-2 y 3:2000)
Ensayo Metodología Condiciones de Criterio de aceptación/ Frecuenciaensayo objetivo del ensayo
Opacidad UNE-EN 578:1994 UNE-EN 578:1994 Los tubos no dejan pasar a Ensayo de tiposu través más de un 0,2%de luz visible
Retracción UNE-EN 743:1994 Tabla 121 y UNE-EN Tubos: Contracción longitudinal Un tubo o piezalongitudinal (Tubos; método A 1452-2 y 3:2000 durante el ensayo menor del 5% especial por cada(o efecto del ó B) Piezas especiales: No aparición máquina y turno calentamiento) UNE-EN 763:1995 de burbujas en la superficie de fabricación
(Piezas especiales; ni apertura de líneasmétodo A) de soldadura
Gelificación o UNE-EN 580:1995 Duración: 30 min. Ni las superficies ni el bisel Una prueba por resistencia al T: (15 ± 1)°C de los tubos sufren ningún lotediclorometano Con diclorometano ataque durante el ensayoa temperaturas Espesor de paredelevadas mínimo 1,5 mm(solo tubos)
Resistencia UNE-EN 921:1995 Tabla 122, Tabla No aparición de fugas de Ensayos a cortoa la presión (Tubos; método 123,Tabla 124 ningún tipo durante plazo: Uno interna agua en agua) y UNE-EN 1452-2 el ensayo por máquina
ISO 12092:2000 y 3:2000 y periodo de (Piezas Especiales; fabricación, una método agua vez por semanaen agua) como mínimo
Ensayos a largo plazo: a criterio del fabricante
Resistencia UNE-EN 744:1990 UNE-EN 1452-2:2000 Determinación del Uno por máquinaal impacto (apdo 8.1) Verdadero Grado de y periodo de(solo tubos) Temperatura:20°C Impacto (VGI) fabricación, una
vez por semana como mínimo
356

Tabla 121. Condiciones del ensayo de comportamiento al calor en los tubos de PVC-U (UNE-EN1452-2 y 3:2000)
Duración Temperatura
Método A15 min e ≤ 8 mm30 min e > 8 mm (150 ± 2)°C
Tubos 60 min 8 mm e ≤ 8 mmMétodo B 120 min 16 mm < e ≤ 16 mm
240 min < e
15 min 3 mm e < 3 mm
Piezas 30 min 10 mm < e < 10 mm (150 ± 2)°CMétodo A 60 min 30 mm < e < 20 mm
especiales 220 min 40 mm < e < 40 mm240 min < e
Tabla 122. Condiciones del ensayo de resistencia a la presión interna en los tubos de PVC-U(UNE-EN 1452-2:2000)
Temperatura de ensayo Duración del Esfuerzo tangencial (°C) ensayo (h) de ensayo (σe) N/mm2
20 1 42,0
20 100 35,0
60 1.000 12,5
Tabla 123. Condiciones del ensayo de resistencia a presión interna en las piezasespeciales de PVC-U (UNE-EN 1452-3:2000)
Temperatura Duración Presión interior ensayoClase de pieza especial de ensayo (°C) ensayo (h) (N/mm2)
PVC-UH PVC-U
Obtenida porDN ≤ 160 20 1 4,2 x PN 4,2 x PN
inyección1.000 3,2 x PN 3,2 x PN
DN > 160 20 1 3,36 x PN 4,20 x PN1.000 2,56 x PN 3,20 x PN
Obtenida a DN ≤ 90 20 1 —- 4,20 x PNpartir de DN > 90 20 1 —- 3,36 x PNun tubo
357
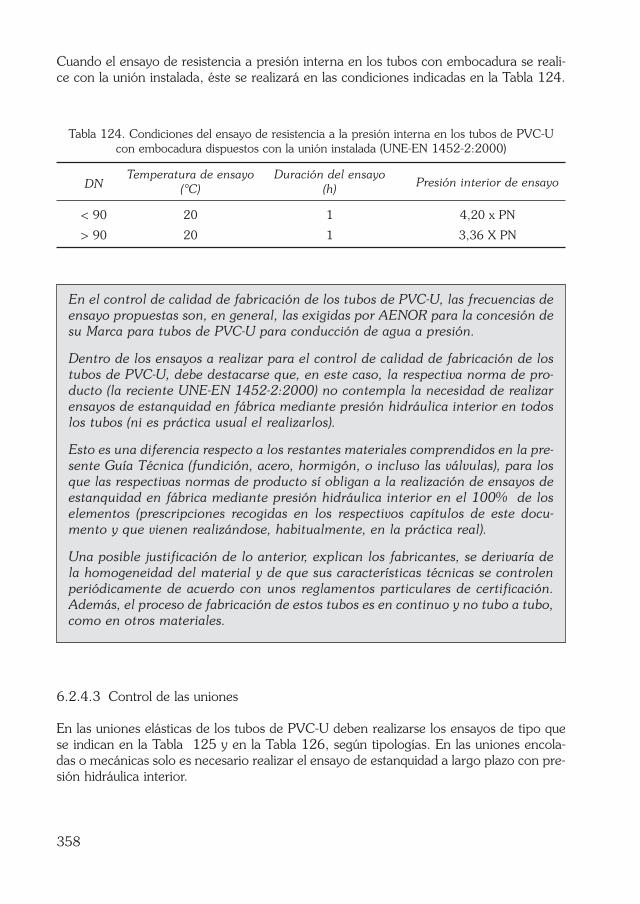
358
Cuando el ensayo de resistencia a presión interna en los tubos con embocadura se reali-ce con la unión instalada, éste se realizará en las condiciones indicadas en la Tabla 124.
Tabla 124. Condiciones del ensayo de resistencia a la presión interna en los tubos de PVC-U con embocadura dispuestos con la unión instalada (UNE-EN 1452-2:2000)
DNTemperatura de ensayo Duración del ensayo
Presión interior de ensayo(°C) (h)
< 90 20 1 4,20 x PN
> 90 20 1 3,36 X PN
En el control de calidad de fabricación de los tubos de PVC-U, las frecuencias deensayo propuestas son, en general, las exigidas por AENOR para la concesión desu Marca para tubos de PVC-U para conducción de agua a presión.
Dentro de los ensayos a realizar para el control de calidad de fabricación de lostubos de PVC-U, debe destacarse que, en este caso, la respectiva norma de pro-ducto (la reciente UNE-EN 1452-2:2000) no contempla la necesidad de realizarensayos de estanquidad en fábrica mediante presión hidráulica interior en todoslos tubos (ni es práctica usual el realizarlos).
Esto es una diferencia respecto a los restantes materiales comprendidos en la pre-sente Guía Técnica (fundición, acero, hormigón, o incluso las válvulas), para losque las respectivas normas de producto sí obligan a la realización de ensayos deestanquidad en fábrica mediante presión hidráulica interior en el 100% de loselementos (prescripciones recogidas en los respectivos capítulos de este docu-mento y que vienen realizándose, habitualmente, en la práctica real).
Una posible justificación de lo anterior, explican los fabricantes, se derivaría dela homogeneidad del material y de que sus características técnicas se controlenperiódicamente de acuerdo con unos reglamentos particulares de certificación.Además, el proceso de fabricación de estos tubos es en continuo y no tubo a tubo,como en otros materiales.
6.2.4.3 Control de las uniones
En las uniones elásticas de los tubos de PVC-U deben realizarse los ensayos de tipo quese indican en la Tabla 125 y en la Tabla 126, según tipologías. En las uniones encola-das o mecánicas solo es necesario realizar el ensayo de estanquidad a largo plazo con pre-sión hidráulica interior.
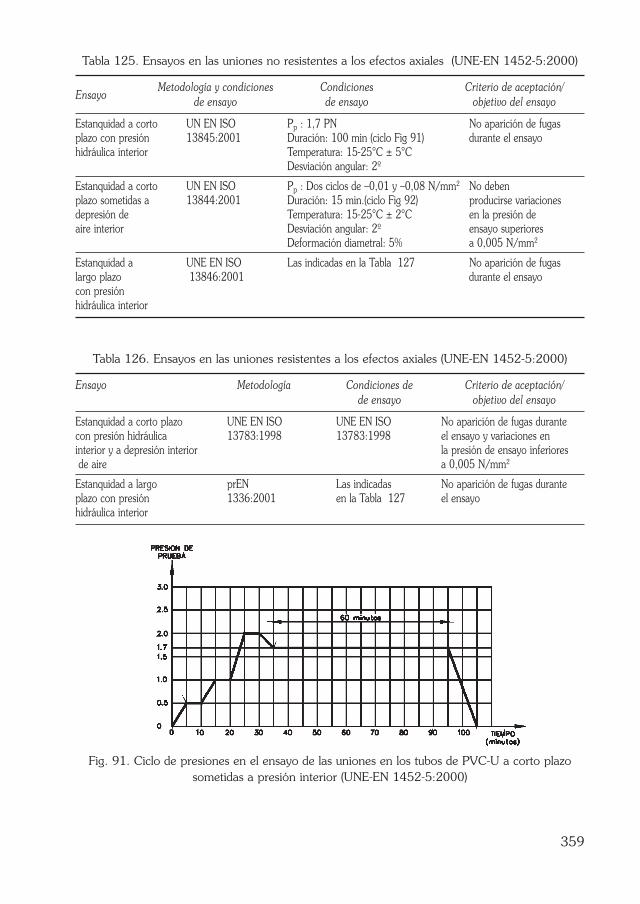
Tabla 125. Ensayos en las uniones no resistentes a los efectos axiales (UNE-EN 1452-5:2000)
EnsayoMetodología y condiciones Condiciones Criterio de aceptación/
de ensayo de ensayo objetivo del ensayo
Estanquidad a corto UN EN ISO Pp : 1,7 PN No aparición de fugasplazo con presión 13845:2001 Duración: 100 min (ciclo Fig 91) durante el ensayohidráulica interior Temperatura: 15-25°C ± 5°C
Desviación angular: 2º
Estanquidad a corto UN EN ISO Pp : Dos ciclos de –0,01 y –0,08 N/mm2 No deben plazo sometidas a 13844:2001 Duración: 15 min.(ciclo Fig 92) producirse variacionesdepresión de Temperatura: 15-25°C ± 2°C en la presión deaire interior Desviación angular: 2º ensayo superiores
Deformación diametral: 5% a 0,005 N/mm2
Estanquidad a UNE EN ISO Las indicadas en la Tabla 127 No aparición de fugas largo plazo 13846:2001 durante el ensayocon presión hidráulica interior
Tabla 126. Ensayos en las uniones resistentes a los efectos axiales (UNE-EN 1452-5:2000)
Ensayo Metodología Condiciones de Criterio de aceptación/de ensayo objetivo del ensayo
Estanquidad a corto plazo UNE EN ISO UNE EN ISO No aparición de fugas durantecon presión hidráulica 13783:1998 13783:1998 el ensayo y variaciones eninterior y a depresión interior la presión de ensayo inferioresde aire a 0,005 N/mm2
Estanquidad a largo prEN Las indicadas No aparición de fugas duranteplazo con presión 1336:2001 en la Tabla 127 el ensayohidráulica interior
Fig. 91. Ciclo de presiones en el ensayo de las uniones en los tubos de PVC-U a corto plazosometidas a presión interior (UNE-EN 1452-5:2000)
359

Fig. 92. Ciclo de presiones en el ensayo de las uniones de los tubos de PVC-U a corto plazosometidas a depresión interior. (UNE-EN 1452-5:2000)
Tabla 127. Condiciones del ensayo de las uniones a largo plazo en los tubos de PVC-Usometidas presión interior (UNE-EN 1452-5:2000)
Tubos de σs = 10 N/mm2 y Tubos de σs = 12,5 N/mm2 y Piezas especiales de PVC-U Piezas especiales de PVC-UH
Presión de ensayo 1,70 x PN 1,30 x PN 1,65 x PN 1,30 x PN
Temperatura de ensayo 20°C 40°C 20°C 40°C
Duración del ensayo 1.000 h 1.000 h 1.000 h 1.000 h
6.2.5 Tubos de PE
6.2.5.1 Control de la materia prima
Los ensayos que deben realizarse para la comprobación de las características indicadasen el apartado 3.6.3 de la resina de PE empleada en la fabricación de estos tubos, debenser los indicados en la Tabla 128.
Tabla 128. Ensayos de la resina empleada en los tubos de PE (UNE 53965-1:1999 EX)
Ensayo Metodología Condiciones de ensayo Frecuencia
Características MRS ISO TR 9080:1992 UNE-EN 921:1995 ensayo de tipomecánicas Alargamiento en la rotura UNE-EN 638:1995 UNE 53965-1:1999 EX 1 ensayo/semana
Características Densidad UNE 53020:1973 23°C (3 muestras) 1 ensayo/lote de fabricac.físicas Índice de fluidez UNE 53200:1992 UNE 53965-1:1999 EX 1 ensayo/lote de fabricac.
360

Tabla 128. Ensayos de la resina empleada en los tubos de PE (UNE 53965-1:1999 EX)
Ensayo Metodología Condiciones de ensayoFrecuencia
Características MRS ISO TR 9080:1992 UNE-EN 921:1995 ensayo de tipomecánicas Alargamiento en la rotura UNE-EN 638:1995 UNE 53965-1:1999 EX 1 ensayo/semana
Características Cont. materias volátiles UNE-EN 12099:1997 1 probeta 1 ensayo/lote de fabricac.físicas Cont. negro de carbono UNE 53375:1983 UNE 53375:1983 1 ensayo/lote de fabricac.
Dispersión negro carbono UNE 53131:1990 UNE 53131:1991 1 ensayo/lote de fabricac.Resistencia envejecimiento UNE-EN 1056:1996 1 vez al añoContenido de humedad UNE-EN 12118:1998 1 probeta 1 ensayo/lote de fabricac.Estabilidad térmica UNE-EN 728:1997 200 °C (3 probetas) 1 ensayo/lote de fabricac.
Si para una instalación concreta fuera necesario evaluar la resistencia al ataque químicodel polietileno, ésta se realizaría conforme a lo especificado en la norma ISO4433:1997.
6.2.5.2 Control de los tubos
Los ensayos que deben realizarse sobre los tubos de PE una vez fabricados son los que seindican en la Tabla 129.
Tabla 129. Ensayos en los tubos de PE (UNE 53965-1:1999 EX)
Ensayo Metodología Condiciones de Criterio de aceptación/ Frecuenciaensayo objetivo del ensayo
Resistencia a UNE-EN 921:1995 Periodo de Durante el ensayo no 1 vez al añola presión (método A) acondicionamiento: 1 hora deben producirsehidráulica Tres muestras pérdidas de aguainterior a Ensayo agua en agua de ningún tipo80°C Además, las indicadas Sólo deben tenerse
en la Tabla 130 en cuenta las roturasfrágiles. Si se produceuna rotura dúctil antes de 165 horas, puede repetirse el ensayo enlas condiciones indicadas en la Tabla 131
Propagación ISO 13477:1997 UNE 53965-1:1999 EX No se produzcan 1 ó 3 veces al añode fisuras ISO 13478:1997 propagaciones de fisuras (propagación
ISO 13479:1997 de ningún tipo durante lenta o rápidael ensayo respectivamente
361

Tabla 130. Condiciones del ensayo de resistencia a la presión hidráulica interior en los tubos dePE (prEN 12201-1:2000 y prEN 13244-1:1998)
Temperatura Duración Esfuerzo tangencial de ensayo (σe) N/mm2
(°C) (horas) PE 40 PE 63 PE 80 PE 100
20 100 7,0 8,0 10,0 12,480 165 2,5 3,5 4,6 5,580 1.000 2,0 3,2 4,0 5,0
Tabla 131. Condiciones de repetición del ensayo de resistencia a la presión hidráulica interiora80°C en los tubos de PE (prEN 12201-1:2000 y prEN 13244-1:1998)
PE 40 PE 63 PE 80 PE 100
σe Duración σe Duración σe Duración σe Duración(N/mm2) (horas) (N/mm2) (horas) (N/mm2) (horas) (N/mm2) (horas)
2,5 165 3,5 165 4,6 165 5,5 1652,4 230 3,4 295 4,5 219 5,4 2332,3 323 3,3 538 4,4 293 5,3 3322,2 463 3,2 1.000 4,3 394 5,2 4762,1 675 4,2 533 5,1 6882,0 1.000 4,1 727 5,0 1.000
4,0 1.000
362
En el control de calidad de fabricación de los tubos de PE las frecuencias de ensa-yo propuestas son, en general, las exigidas por AENOR para la concesión de suMarca de Calidad.
En estos tubos debe destacarse el hecho de que dentro de los ensayos a realizarpara el control de calidad de fabricación de estos tubos, las normas de producto(bien sea UNE 53131:1990, UNE 53490:1990, UNE 53965-1:1999 EX o losprEN 12201:2000 o prEN 13244-1:1998) no contemplan la necesidad de reali-zar ensayos de estanquidad mediante presión hidráulica interior en todos lostubos (ni es práctica usual el realizarlos).
Esto es una diferencia respecto a los restantes materiales comprendidos en la pre-sente Guía Técnica (fundición, acero, hormigón, o incluso las válvulas), para losque las respectivas normas de producto sí obligan a la realización de ensayos deestanquidad en fábrica mediante presión hidráulica interior en el 100% de loselementos (prescripciones recogidas en los respectivos capítulos de este docu-mento y que vienen realizándose, habitualmente, en la práctica real).
Una posible justificación de lo anterior, explican los fabricantes, se derivaría dela homogeneidad del material y de que sus características técnicas se controlenperiódicamente de acuerdo con unos reglamentos particulares de certificación.Además, el proceso de fabricación de estos tubos es en continuo y no tubo a tubo,como en otros materiales.

363
6.2.6 Tubos de PVC-O
6.2.6.1 Control de los tubos
Los ensayos que deben realizarse sobre los tubos y piezas especiales de PVC-O una vezfabricados son los que se resumen en la tabla adjunta.
Tabla 132. Ensayos en los tubos y en las piezas especiales de PVC-O (prISO 16422-2:2000 y otras fuentes)
Ensayo Metodología y condiciones Criterio de aceptación/ Frecuenciade ensayo objetivo del ensayo
Opacidad UNE-EN 578:1994 UNE-EN 578:1994 Los tubos no dejan pasar a su través másde un 0,2% de luz visible
Rigidez UNE-EN-ISO 9969: UNE-EN-ISO 9969: Verificar valores Tabla 50circunferencial específica
Resistencia a UNE-EN 921:1995 Ver Tabla 133 No aparición de fugas de ningún tipo la presión durante el ensayointerna
Resistencia al UNE-EN 744:1990 prISO 16422-2:2000 Determinación del Verdadero Gradoimpacto Temperatura:0°C de Impacto; VGI (ver Tabla 50)
Tabla 133. Condiciones del ensayo de resistencia a la presión hidráulica interior en los tubos de PVC-O (prISO 16422-2:2000)
Temperatura Duración Esfuerzo tangencial de ensayo (σe) N/mm2
(ºC) (horas) PVC-O PVC-O PVC-O PVC-O PVC-O 315 355 400 450 500
20 10 4,4 4,6 5,0 6,3 6,420 1.000 3,9 4,2 4,6 5,5 5,860 1.000 2,0 2,2 2,5 2,9 3,0
6.2.6.2 Control de las uniones
Los ensayos que deben realizarse en las uniones de los tubos de PVC-O son los que seresumen en la Tabla 125 para los tubos de PVC-U.
6.2.7 Tubos de PRFV
6.2.7.1 Control de la resina
La resina empleada en la fabricación de la capa estructural debe ensayarse conforme a loespecificado por la norma UNE-EN 75-1:1996, con la probeta apoyada sobre su extre-mo, al objeto de comprobar que la temperatura de flexión es de al menos 70°C.
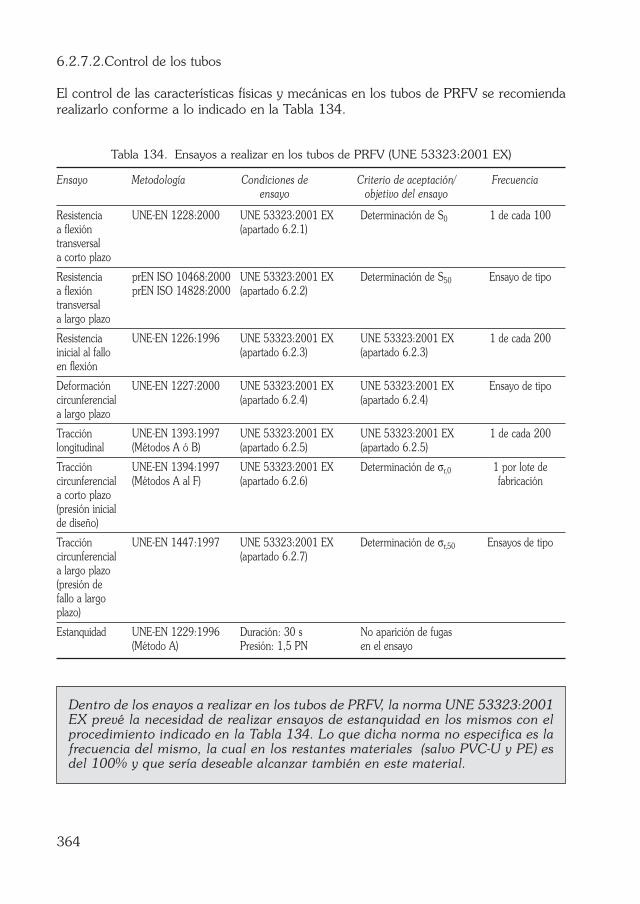
6.2.7.2.Control de los tubos
El control de las características físicas y mecánicas en los tubos de PRFV se recomiendarealizarlo conforme a lo indicado en la Tabla 134.
Tabla 134. Ensayos a realizar en los tubos de PRFV (UNE 53323:2001 EX)
Ensayo Metodología Condiciones de Criterio de aceptación/ Frecuenciaensayo objetivo del ensayo
Resistencia UNE-EN 1228:2000 UNE 53323:2001 EX Determinación de S0 1 de cada 100a flexión (apartado 6.2.1)transversala corto plazo
Resistencia prEN ISO 10468:2000 UNE 53323:2001 EX Determinación de S50 Ensayo de tipoa flexión prEN ISO 14828:2000 (apartado 6.2.2)transversala largo plazo
Resistencia UNE-EN 1226:1996 UNE 53323:2001 EX UNE 53323:2001 EX 1 de cada 200inicial al fallo (apartado 6.2.3) (apartado 6.2.3)en flexión
Deformación UNE-EN 1227:2000 UNE 53323:2001 EX UNE 53323:2001 EX Ensayo de tipocircunferencial (apartado 6.2.4) (apartado 6.2.4)a largo plazo
Tracción UNE-EN 1393:1997 UNE 53323:2001 EX UNE 53323:2001 EX 1 de cada 200longitudinal (Métodos A ó B) (apartado 6.2.5) (apartado 6.2.5)
Tracción UNE-EN 1394:1997 UNE 53323:2001 EX Determinación de σr,0 1 por lote decircunferencial (Métodos A al F) (apartado 6.2.6) fabricacióna corto plazo(presión inicialde diseño)
Tracción UNE-EN 1447:1997 UNE 53323:2001 EX Determinación de σr,50 Ensayos de tipocircunferencial (apartado 6.2.7)a largo plazo(presión defallo a largoplazo)
Estanquidad UNE-EN 1229:1996 Duración: 30 s No aparición de fugas(Método A) Presión: 1,5 PN en el ensayo
364
Dentro de los enayos a realizar en los tubos de PRFV, la norma UNE 53323:2001EX prevé la necesidad de realizar ensayos de estanquidad en los mismos con elprocedimiento indicado en la Tabla 134. Lo que dicha norma no especifica es lafrecuencia del mismo, la cual en los restantes materiales (salvo PVC-U y PE) esdel 100% y que sería deseable alcanzar también en este material.
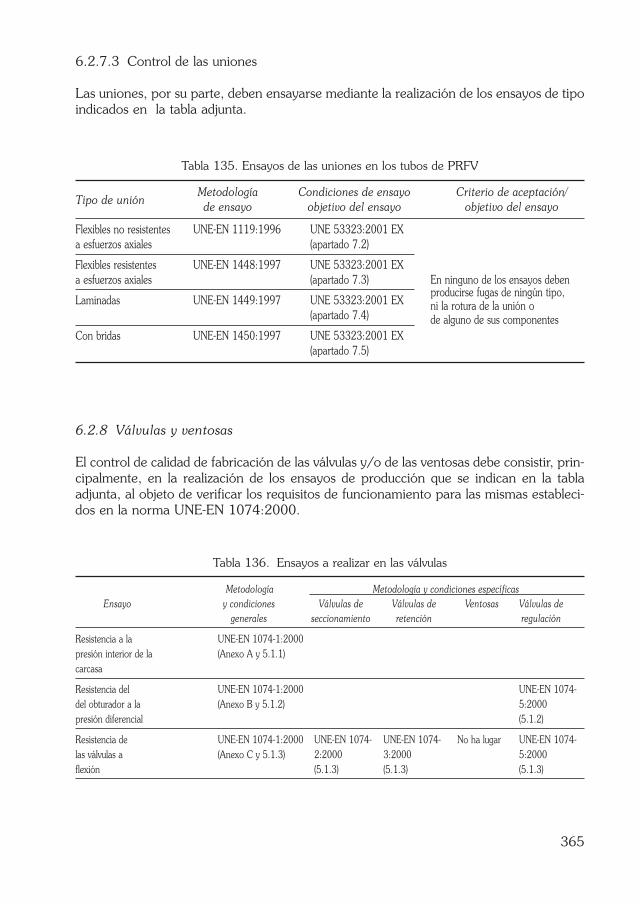
365
6.2.7.3 Control de las uniones
Las uniones, por su parte, deben ensayarse mediante la realización de los ensayos de tipoindicados en la tabla adjunta.
Tabla 135. Ensayos de las uniones en los tubos de PRFV
Tipo de uniónMetodología Condiciones de ensayo Criterio de aceptación/de ensayo objetivo del ensayo objetivo del ensayo
Flexibles no resistentes UNE-EN 1119:1996 UNE 53323:2001 EXa esfuerzos axiales (apartado 7.2)
Flexibles resistentes UNE-EN 1448:1997 UNE 53323:2001 EXa esfuerzos axiales (apartado 7.3) En ninguno de los ensayos deben
Laminadas UNE-EN 1449:1997 UNE 53323:2001 EX producirse fugas de ningún tipo,
(apartado 7.4)ni la rotura de la unión o
Con bridas UNE-EN 1450:1997 UNE 53323:2001 EXde alguno de sus componentes
(apartado 7.5)
6.2.8 Válvulas y ventosas
El control de calidad de fabricación de las válvulas y/o de las ventosas debe consistir, prin-cipalmente, en la realización de los ensayos de producción que se indican en la tablaadjunta, al objeto de verificar los requisitos de funcionamiento para las mismas estableci-dos en la norma UNE-EN 1074:2000.
Tabla 136. Ensayos a realizar en las válvulas
Metodología Metodología y condiciones específicasEnsayo y condiciones Válvulas de Válvulas de Ventosas Válvulas de
generales seccionamiento retención regulación
Resistencia a la UNE-EN 1074-1:2000presión interior de la (Anexo A y 5.1.1)carcasa
Resistencia del UNE-EN 1074-1:2000 UNE-EN 1074-del obturador a la (Anexo B y 5.1.2) 5:2000 presión diferencial (5.1.2)
Resistencia de UNE-EN 1074-1:2000 UNE-EN 1074- UNE-EN 1074- No ha lugar UNE-EN 1074-las válvulas a (Anexo C y 5.1.3) 2:2000 3:2000 5:2000 flexión (5.1.3) (5.1.3) (5.1.3)
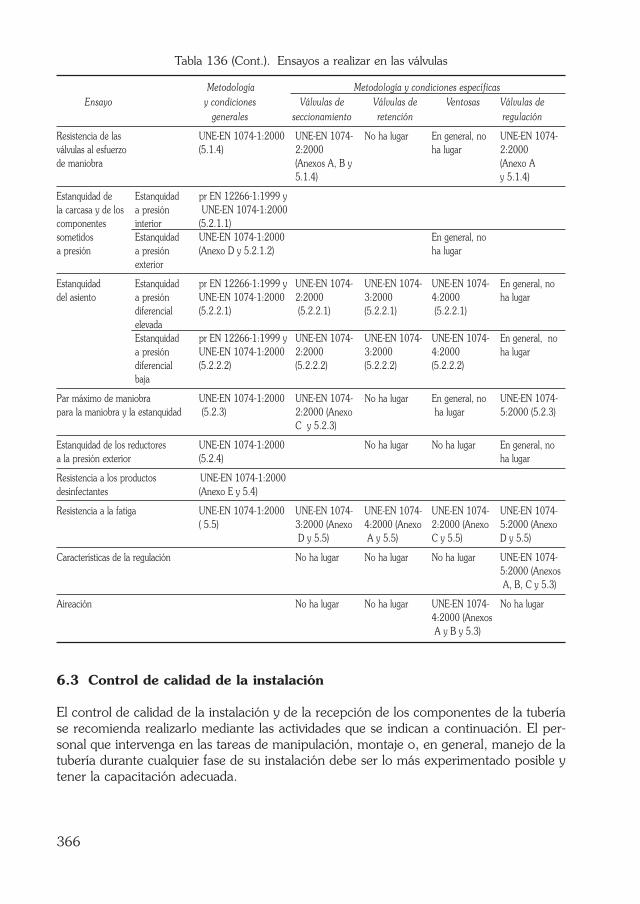
Tabla 136 (Cont.). Ensayos a realizar en las válvulas
Metodología Metodología y condiciones específicasEnsayo y condiciones Válvulas de Válvulas de Ventosas Válvulas de
generales seccionamiento retención regulación
Resistencia de las UNE-EN 1074-1:2000 UNE-EN 1074- No ha lugar En general, no UNE-EN 1074-válvulas al esfuerzo (5.1.4) 2:2000 ha lugar 2:2000de maniobra (Anexos A, B y (Anexo A
5.1.4) y 5.1.4)
Estanquidad de Estanquidad pr EN 12266-1:1999 yla carcasa y de los a presión UNE-EN 1074-1:2000 componentes interior (5.2.1.1)sometidos Estanquidad UNE-EN 1074-1:2000 En general, no a presión a presión (Anexo D y 5.2.1.2) ha lugar
exterior
Estanquidad Estanquidad pr EN 12266-1:1999 y UNE-EN 1074- UNE-EN 1074- UNE-EN 1074- En general, nodel asiento a presión UNE-EN 1074-1:2000 2:2000 3:2000 4:2000 ha lugar
diferencial (5.2.2.1) (5.2.2.1) (5.2.2.1) (5.2.2.1)elevadaEstanquidad pr EN 12266-1:1999 y UNE-EN 1074- UNE-EN 1074- UNE-EN 1074- En general, noa presión UNE-EN 1074-1:2000 2:2000 3:2000 4:2000 ha lugardiferencial (5.2.2.2) (5.2.2.2) (5.2.2.2) (5.2.2.2)baja
Par máximo de maniobra UNE-EN 1074-1:2000 UNE-EN 1074- No ha lugar En general, no UNE-EN 1074-para la maniobra y la estanquidad (5.2.3) 2:2000 (Anexo ha lugar 5:2000 (5.2.3)
C y 5.2.3)
Estanquidad de los reductores UNE-EN 1074-1:2000 No ha lugar No ha lugar En general, noa la presión exterior (5.2.4) ha lugar
Resistencia a los productos UNE-EN 1074-1:2000desinfectantes (Anexo E y 5.4)
Resistencia a la fatiga UNE-EN 1074-1:2000 UNE-EN 1074- UNE-EN 1074- UNE-EN 1074- UNE-EN 1074-( 5.5) 3:2000 (Anexo 4:2000 (Anexo 2:2000 (Anexo 5:2000 (Anexo
D y 5.5) A y 5.5) C y 5.5) D y 5.5)
Características de la regulación No ha lugar No ha lugar No ha lugar UNE-EN 1074-5:2000 (AnexosA, B, C y 5.3)
Aireación No ha lugar No ha lugar UNE-EN 1074- No ha lugar4:2000 (AnexosA y B y 5.3)
6.3 Control de calidad de la instalación
El control de calidad de la instalación y de la recepción de los componentes de la tuberíase recomienda realizarlo mediante las actividades que se indican a continuación. El per-sonal que intervenga en las tareas de manipulación, montaje o, en general, manejo de latubería durante cualquier fase de su instalación debe ser lo más experimentado posible ytener la capacitación adecuada.
366
Dentro de este control de calidad de la instalación cobra importancia especial la realiza-ción de las conocidas como pruebas de la tubería instalada, que no son sino un ensayode estanquidad mediante presión hidráulica interior por tramos de la conducción una vezmontada. Dichas pruebas, por su importancia singular, se describen en el siguiente apar-tado 6.4.
– Examen visual. Una vez recibidos los tubos, las piezas especiales o las válvulas, y pre-vio a su instalación, éstos deben ser sometidos a un examen visual a fin de compro-bar que no presentan deterioros perjudiciales producidos durante el transporte. A talefecto, aquellos elementos que no superen dicho examen visual han de ser rechaza-dos. Asimismo, una vez realizada la instalación de la tubería, debe realizarse un nuevoexamen visual de la misma al objeto de comprobar su correcto montaje.
– Comprobaciones dimensionales. Siempre que se hagan operaciones de manipulado enobra en los tubos o en las piezas especiales, tales como corte de los mismos, deben rea-lizarse posteriormente las oportunas comprobaciones dimensionales, al objeto de com-probar que se cumplen las características geométricas y las tolerancias de las mismasestablecidas para cada tipo de tubo en los respectivos apartados de este documento.
– Ensayos de las soldaduras. Deben realizarse ensayos mediante la utilización de líqui-dos penetrantes, en todas las soldaduras realizadas en obra en los tubos de acero yen los de hormigón armado o pretensado con camisa de chapa. Para ello se reco-mienda seguir las indicaciones dadas en la norma UNE 14612:1980, no debiendodetectarse ningún poro durante el ensayo.
Además, se recomienda que, sobre el 10% ó el 20% de las mismas, se realicen ensa-yos por otros procedimientos, tales como radiografías o partículas magnéticas, deacuerdo a las metodologías indicadas en el apartado 6.2.2.3, de forma, que si losfallos detectados exceden porcentajes de más del 5 ó el 10%, este control radiográfi-co podría extenderse al 50% o incluso al 100% de las soldaduras.
En los tubos de PE, el control de las soldaduras en obra se recomienda realizarlo con-forme lo especificado por las normas DVS 2203, 2206 y 2207.
– Ensayos de los revestimientos. Cuando en determinados casos en los tubos se apli-quen revestimientos en obra, deben realizarse los ensayos de control de calidad queindique el respectivo proyecto o la DO. En particular, para los tubos de acero y de fun-dición se recomienda aplicar lo indicado en los apartados 6.2.2.4 y 6.2.1.3respectivamente.
367
Un caso de aplicación de revestimientos en obra es, en los tubos de acero conunión soldada, el relativo a la protección de la zona de la unión, la cual sedeja sin revestir en fábrica y, una vez ejecutada la soldadura en obra, se pro-cede a su protección mediante los oportunos revestimientos. Otro caso derevestimientos aplicados en obra puede ser, en los tubos de fundición, el reves-timiento exterior con manga de polietileno.
– Comprobaciones dimensionales de las zanjas y verificación de las alineaciones de lasrasantes Deben realizarse las comprobaciones dimensionales de las zanjas para aloja-miento de las conducciones y la verificación de las alineaciones de las rasantes de lasmismas, al objeto de comprobar que cumplen lo especificado para las mismas en elproyecto.
– Control del montaje de la tubería y de la ejecución de la unión. Debe igualmente com-probarse que la tubería está correctamente montada y que las juntas de los tubos cum-plen lo especificado para las mismas en los diferentes epígrafes de uniones de cadacapítulo.
– Control de calidad de los rellenos de las zanjas y de las camas de apoyo. El respecti-vo proyecto debe fijar los ensayos de control de calidad que deban realizarse en losrellenos de las zanjas y en las camas de apoyo, exponiéndose a continuación unasrecomendaciones generales para ello.
368
En cualquier caso, al fijar los ensayos de control de calidad a realizar en losrellenos de las zanjas y en las camas granulares, deben tenerse en cuentaaspectos tales como el tamaño y tipo de la tubería a instalar. Así, por ejem-plo, en el caso de tubos flexibles, dada la importancia que tienen las caracte-rísticas de los rellenos de las zanjas y en especial su grado de compactaciónen el comportamiento mecánico de estos tubos, se debe cuidar especialmenteel control de calidad de dichos rellenos así como el de las camas granulares,comprobando que se cumple lo indicado en el proyecto.
En cualquier caso, y a efectos de los ensayos recomendados, se considera como loteel menor de los valores siguientes:
– La producción diaria– El relleno correspondiente a 300 metros de zanja– El volumen correspondiente a cada cambio de material de relleno
Los ensayos recomendados a realizar en los rellenos de las zanjas, aleatóriamente dis-tribuidos en la longitud y en las diferentes tongadas de cada lote, son, en general, lossiguientes:
– 2 identificaciones completas, comprendiendo:Límites de Atterberg (límite líquido y plástico), según NLT 105/72 y NLT 106/72Granulometría, según norma NLT 104/72Proctor Normal, según norma NLT 107/76Análisis de sulfatos, en tubos de hormigón, según NLT 119/72 y NLT 120/72
– 6 ensayos de densidad. En el caso de realizar estos ensayos por métodos nucleares,el equipo nuclear a emplear debe ser tarado regularmente mediante ensayos dedensidad de arena según la norma NLT 109/72.

369
– 6 ensayos de humedad. En el caso de realizar estos ensayos por métodos nuclea-res, el equipo nuclear a emplear debe ser tarado regularmente mediante ensayos dehumedad por secado en estufa o por el procedimiento del alcohol, según las nor-mas NLT 102/72 y NLT 103/72 respectivamente.
En las camas granulares, por su parte, los ensayos recomendados son los siguien-tes:
– 2 identificaciones completas, de acuerdo a lo indicado en el apartado anterior.
– 2 ó 3 ensayos de densidad in situ por el método de la arena, según lo indicado enla norma NLT 109/72.
En las camas de hormigón, por último, se recomienda realizar el control de calidad delhormigonado de las mismas de acuerdo a lo indicado en la vigente EHE, según el nivelde control que exija el proyecto.
– Control de calidad de los elementos complementarios de la red. En los elementoscomplementarios de la red (macizos de anclaje, arquetas, cámaras de válvulas, etc.)debe realizarse, en primer lugar, un examen visual, al objeto de comprobar que suaspecto general es satisfactorio. Posteriormente, han de efectuarse las oportunascomprobaciones dimensionales y demás especificaciones que figuren en el pro-yecto.
6.4 Prueba de la tubería instalada
A medida que avance el montaje de la tubería, deben ejecutarse las oportunas pruebasde la tubería instalada, para las que se recomienda la metodología que a continuaciónse expone, la cual coincide con lo previsto por la norma UNE-EN 805:2000.
La presión de prueba (STP) se calcula a partir de MDP, de forma que, dependiendo deque el golpe de ariete se haya calculado en detalle, o únicamente se haya estimado, elvalor de STP será (todos los valores en N/mm2):
a) Golpe de ariete calculado en detalle:
STP = MDP + 0,1
b) Golpe de ariete estimado: El menor valor de:
STP = MDP + 0,5STP = 1,5 MDP
En los casos de impulsiones y grandes conducciones, debe siempre haberse calculado endetalle el valor del golpe de ariete (hipótesis a). Solo el caso de los ramales de las redesde distribución, en los que, debido a la abundancia de mecanismos de cierre, acometidas,etc., es difícil calcular con detalle el golpe de ariete en la hipótesis pésima de funciona-

miento, es una de las situaciones en las que su valor puede ser “estimado” (hipótesis b).No obstante, en general, según se indica en el epígrafe 4.1.3, el golpe de ariete debe sercalculado en detalle.
Fig. 93. STP en función de MDP
6.4.1 Metodología general
Conforme se indicó en el apartado anterior, la prueba de la tubería instalada recomen-dada es la que figura en la norma UNE-EN 805:2000, la cual se describe a continuación.Dicha prueba es de aplicación para todas las tipologías de tubería contempladas en estedocumento, si bien las de PE podrían probarse conforme a una metodología específicapara ellas, prevista en el anexo informativo A (apartado A.27) de la norma UNE-EN805:2000.
0
1
2
3
4
5
0 1 2 3MDP (N/mm )2
Hipótesis a
Hipótesis b2
ST
P (N
/mm
)
370
La justificación de un método específico para la realización de la prueba de latubería instalada en los tubos de PE se fundamenta en el comportamiento vis-coelástico de este material, de manera que la fluencia, que con la metodologíageneral no queda considerada más que parcialmente, pueda ser tenida en cuen-ta de forma completa.
A medida que avance el montaje de la tubería ésta debe ser probada por tramos, con lalongitud fijada en el proyecto o por la DO, los cuales deben ser de iguales características(materiales, diámetros, espesores, etc.). Los extremos del tramo en prueba deben cerrar-se convenientemente con piezas adecuadas, las cuales han de apuntalarse para evitar des-

lizamientos de las mismas o fugas de agua, y que deben ser, cuando así se requiera, fácil-mente desmontables para poder continuar la colocación de la tubería.
371
Las longitudes de estos tramos dependen, como se ha indicado, de las caracte-rísticas particulares de cada uno de ellos, debiendo seleccionarse de modo que:
– la presión de prueba pueda aplicarse al punto más bajo de cada tramo en prueba
– pueda aplicarse una presión de al menos igual a MDP en el punto más alto decada uno de ellos
– pueda suministrarse y evacuarse sin dificultad la cantidad de agua necesariapara la prueba
– la diferencia de presión entre el punto de rasante más baja y más alta no exce-da del 10% de STP
– en la medida de lo posible, sus extremos coincidan con válvulas de paso de latubería
con todo ello, unas longitudes razonables para los tramos pueden oscilar entre500 y 1.000 ó incluso 2.000 metros.
Antes de empezar la prueba deben estar colocados en su posición definitiva todos lostubos, las piezas especiales, las válvulas y demás elementos de la tubería, debiendo com-probarse que las válvulas existente en el tramo a ensayar se encuentran abiertas y que laspiezas especiales están ancladas y las obras de fábricas con la resistencia debida.
Cuando la tubería se disponga enterrada, la zanja debe estar parcialmente rellena, dejan-do las uniones descubiertas. Asimismo debe comprobarse que el interior de la conducciónestá libre de escombros, raíces o de cualquier otra materia extraña.
La bomba para introducir la presión hidráulica puede ser manual o mecánica, pero eneste último caso debe estar provista de llaves de descarga o elementos apropiados parapoder regular el aumento de presión. Irá colocada en el punto más bajo de la tubería quese vaya a ensayar y debe estar provista, al menos, de un manómetro, el cual debe teneruna precisión no inferior de 0,02 N/mm2. La medición del volumen de agua, por suparte, debe realizarse con una precisión no menor de 1 litro.
En cualquier caso, pero especialmente en los de altas presiones, durante la realización dela prueba de la tubería instalada, deben tomarse las medidas de seguridad necesarias paraque en caso de fallo de la tubería no se produzcan daños a las personas y que los mate-riales sean los mínimos posibles. A estos efectos debe ponerse en conocimiento del per-sonal que pudiera ser afectado que se está realizando una prueba, no debiendo permitir-se el acceso al tramo que se esté ensayando, ni trabajar en tajos cercanos. En este senti-do, los manómetros deben ser colocados de forma tal que sean legibles desde el exteriorde la zanja.
De acuerdo con todo lo anterior, la prueba, que es única, consta, en general, de las dosetapas siguientes: etapa preliminar y etapa principal.
372
6.4.1.1 Etapa preliminar
Se comienza por llenar lentamente de agua el tramo objeto de la prueba, dejando abier-tos todos los elementos que puedan dar salida al aire, los cuales se irán cerrando despuésy sucesivamente de abajo hacia arriba. Debe procurarse dar entrada al agua por la partebaja del tramo en prueba, para así facilitar la salida del aire por la parte alta. Si ésto nofuera posible, el llenado se debería hacer aún más lentamente, para evitar que quede aireen la tubería. En el punto más alto es conveniente colocar un grifo de purga para expul-sión del aire y para comprobar que todo el interior del tramo objeto de la prueba seencuentra comunicado de la forma debida. La tubería, una vez llena de agua, se debemantener en esta situación al menos 24 horas.
El objeto de esta etapa preliminar es que la tubería se estabilice, alcanzando unestado similar al de servicio, a fin de que durante la posterior etapa principal losfenómenos de adaptación de la tubería, propios de una primera puesta en carga,no sean significativos en los resultados de la prueba. Como fenómenos de adap-tación más característicos de una primera puesta en carga, pueden destacarse lossiguientes:
– Movimientos de recolocación en uniones, piezas especiales, anclajes, válvulasy demás elementos
– Expulsión del aire de los huecos y alojamientos en las uniones y en general entoda la tubería
– Saturación de la tubería, en los casos de materiales absorbentes (hormigón)
– Deformación de los tubos, particularmente en el caso de que éstos sean flexi-bles
La recomendación de mantener llena de agua la tubería 24 horas, es particular-mente importante en el caso de las tuberías que puedan absorber cierta cantidadde agua, como son las de hormigón.
A continuación, se aumenta la presión hidráulica de forma constante y gradual hastaalcanzar un valor comprendido entre STP y MDP, de forma que el incremento de presiónno supere 0,1 N/mm2 por minuto.
Esta presión debe mantenerse entre dichos límites durante un tiempo razonable (que lodebería fijar el proyecto correspondiente o la DO a la vista de las circunstancias parti-culares de cada caso) para lograr los objetivos de esta etapa preliminar, para lo cual, sies necesario, habrá que suministrar, bombeando, cantidades adicionales de agua.Durante este período de tiempo no debe de haber pérdidas apreciables de agua, nimovimientos aparentes de la tubería. Caso contrario, debería de procederse a la des-presurización de la misma, a la reparación de los fallos que haya lugar y a la repeticióndel ensayo.

373
La fijación de la duración de esta etapa preliminar es fundamental para el buendesarrollo de la posterior etapa principal. Deberá ser tal que logre por completola estabilización de la tubería a que antes se hacía referencia y dependerá denumerosos factores, como por ejemplo, el tipo de tubo de que se trate, el diá-metro, las condiciones de la instalación, la naturaleza de las uniones, la clima-tología, etc. De todo ello es especialmente importante la tipología de la tubería,ya que aquellos tubos susceptibles de absorber cantidades importantes de agua,y especialmente en el caso de altas temperaturas ambiente, son los que requie-ren que esta etapa tenga una duración importante que logre mitigar el efecto dedicha absorción.
En el proceso de elaboración de la norma UNE-EN 805:2000, el cual ha sidomuy largo, quizás el mayor en el ámbito de las normas CEN para tuberías, lasprimeras versiones de la misma establecían una duración de una o dos horas paraesta etapa, periodo suficiente para lograr los objetivos de esta etapa en los tubosde materiales metálicos y plásticos, pero claramente insuficiente en los de hor-migón o especialmente en los de fibrocemento, si bien éstos últimos quedanfuera del objeto de esta Guía Técnica (ver apartado 2.1).
El texto definitivo de la norma se ha limitado a establecer que “la duración de laprueba preliminar depende de los materiales de la tubería y debe especificarla elproyectista considerando las normas del producto aplicables”, sin concretar orecomendar valor alguno para dicha duración.
Ensayos realizados por el CEDEX al respecto durante el año 1996 concluyen quesi bien en los tubos metálicos y de materiales plásticos (PVC-U, PE y PRFV) laduración de una hora o dos horas para esta etapa preliminar podría ser suficien-te, en los de hormigón y fibrocemento, pueden llegar a ser necesarias duracionesde 24 o incluso 48 horas.
6.4.1.2 Etapa principal o de puesta en carga
Una vez superada la etapa preliminar, la presión hidráulica interior se aumenta de nuevode forma constante y gradual hasta alcanzar el valor de STP, de forma que el incremen-to de presión no supere 0,1 N/mm2 por minuto. Una vez alcanzado dicho valor, se desco-necta el sistema de bombeo, no admitiéndose la entrada de agua durante, al menos, unahora. Al final de este período al medir mediante manómetro el descenso de presión habi-do durante dicho intervalo, éste debe ser inferior a los siguientes valores:
– 0,02 N/mm2 para tubos de fundición, acero, hormigón con camisa de chapa, PVC-U,PRFV y PE, en su caso
– 0,04 N/mm2 para tubos de hormigón sin camisa de chapa

374
A continuación, se eleva la presión en la tubería hasta alcanzar de nuevo el valor de STPsuministrando para ello cantidades adicionales de agua y midiendo el volumen finalsuministrado, debiendo ser éste inferior al valor dado por la expresión siguiente:
∆Vmax pérdida admisible, en litrosV volumen del tramo de tubería en prueba, en litros∆p caída admisible de presión durante la prueba, en N/mm2, cuyos valores son:
0,02 N/mm2 tubos de fundición, acero, hormigón con camisa de chapa,PVC-U, PRFV y, en su caso, PE
0,04 N/mm2 tubos de hormigón sin camisa de chapaEw módulo de compresibilidad del agua, en N/mm2
E módulo de elasticidad del material del tubo, en N/mm2
ID diámetro interior del tubo, en mme espesor nominal del tubo, en mm1,2 factor de corrección que, entre otros aspectos, tiene en cuenta el efecto del aire
residual existente en la tubería
El módulo de compresibilidad del agua (Ew) y unos valores razonables para los valores delmódulo de elasticidad del material de la tubería (E) son los siguientes (ver Tabla 67):
Ew 2,1 x 103 N/mm2
E fundición 1,70 x 105 N/mm2
acero 2,10 x 105 N/mm2
hormigón 2,00 x 104 N/mm2 - 4,00 x 104 N/mm2
PVC-U 3.600 N/mm2 (corto plazo); 1.750 (largo plazo)PE 1.000 N/mm2 (corto plazo); 150 (largo plazo)PRFV 1,0 x 104 N/mm2 - 3,9 x 104 N/mm2
Cuando, durante la realización de esta etapa principal o de puesta en carga, el descen-so de presión y/o las pérdidas de agua sean superiores a los valores admisibles antes indi-cados, se deben corregir los defectos observados (repasando las uniones que pierdanagua, cambiando, si es preciso, algún tubo o pieza especial) para así proceder a repetiresta etapa principal hasta superarla con éxito.
En determinadas situaciones, tales como los ramales de las redes de distribución depequeño diámetro o escasa longitud, puede admitirse que en esta etapa principal se rea-lice únicamente la comprobación de que el descenso de presión producido durante lamisma es inferior a los valores admisibles antes indicados.
En cualquier caso, si los resultados de la etapa principal no son satisfactorios, o existendudas sobre la correcta desaireación de la tubería, se puede realizarse un ensayo com-plementario de purga que aclare tal circunstancia, conforme a la metodología recogidaen la norma UNE EN 805:2000.
∆ ∆V V pE
IDe Emax
w= ⋅ ⋅ ⋅ +
⋅
1 2
1,
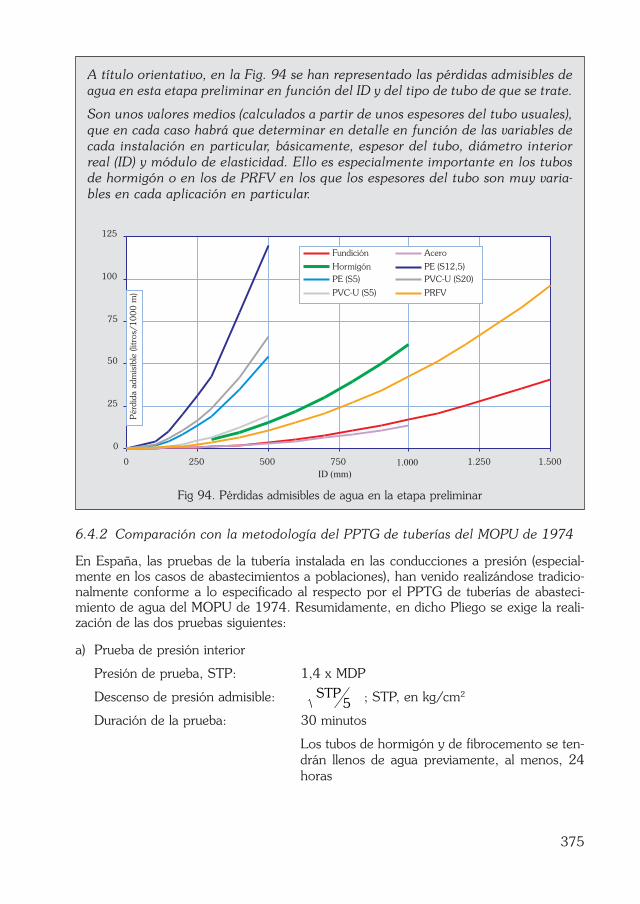
375
A título orientativo, en la Fig. 94 se han representado las pérdidas admisibles deagua en esta etapa preliminar en función del ID y del tipo de tubo de que se trate.
Son unos valores medios (calculados a partir de unos espesores del tubo usuales),que en cada caso habrá que determinar en detalle en función de las variables decada instalación en particular, básicamente, espesor del tubo, diámetro interiorreal (ID) y módulo de elasticidad. Ello es especialmente importante en los tubosde hormigón o en los de PRFV en los que los espesores del tubo son muy varia-bles en cada aplicación en particular.
Fig 94. Pérdidas admisibles de agua en la etapa preliminar
0
25
50
75
100
125
0 250 500 750 1.000 1.250 1.500ID (mm)
Fundición Acero
Hormigón PE (S12,5)PE (S5) PVC-U (S20)
PVC-U (S5) PRFV
0
1
2
3
4
5
0 1 2 3MDP (N/mm )2
EN 805 (Hipótesis a)
EN 805 (Hipótesis b)MOPU 74
Pér
dida
adm
isib
le (l
itros
/10
00
m)
ST
P (N
/mm
)2
6.4.2 Comparación con la metodología del PPTG de tuberías del MOPU de 1974
En España, las pruebas de la tubería instalada en las conducciones a presión (especial-mente en los casos de abastecimientos a poblaciones), han venido realizándose tradicio-nalmente conforme a lo especificado al respecto por el PPTG de tuberías de abasteci-miento de agua del MOPU de 1974. Resumidamente, en dicho Pliego se exige la reali-zación de las dos pruebas siguientes:
a) Prueba de presión interior
Presión de prueba, STP: 1,4 x MDP
Descenso de presión admisible: ; STP, en kg/cm2
Duración de la prueba: 30 minutos
Los tubos de hormigón y de fibrocemento se ten-drán llenos de agua previamente, al menos, 24horas
STP5

376
b) Prueba de estanquidad
Presión de prueba, STP: La presión máxima estática del tramo
Pérdida de agua admisible (en l) K1 x L x IDK1 coefcte. dependiente del material (0,25-0,40)L longitud del tramo en prueba (en m)ID diámetro interior del tubo (en m)
Duración de la prueba Dos horas
Transcurridos más de veinticinco años del establecimiento de estas pruebas, enla actualidad es cuestionada su idoneidad.
En primer lugar, la realización de dos pruebas resulta algo redundante, en tantoque los resultados obtenidos con ambas son similares, de manera que en la prác-tica, en muchas ocasiones, solo se realiza una.
Pero es que, sobre todo, salvo el caso de los tubos de fibrocemento o los de hor-migón sin camisa de chapa (debido a la absorción de agua característica de estosmateriales), la pérdida de presión o de agua que realmente sufren durante las res-pectivas pruebas es prácticamente insignificante, mientras que el citado Pliegopermite unos valores ciertamente elevados. El comportamiento real de los tuboses, por tanto, considerablemente diferente a lo previsto en las citadas pruebas.
Además, en el ámbito particular de los tubos de hormigón, se ha achacado tra-dicionalmente a la prueba de presión interior que la presión de prueba es exce-siva, en tanto en cuanto estos tubos se dimensionan “a medida”, no bajo deter-minadas series o escalones de fabricación, y, por lo tanto, para que superen laprueba, deben ser sobredimensionados respecto a las solicitaciones a que seránrealmente sometidos en servicio.
Y todavía más acentuado, lo mismo ocurre con los anclajes de la tubería, los cuáles,a fin de cuentas, han de ser dimensionados para resistir las solicitaciones de la prue-ba de la tubería instalada, por lo que si la presión a la que ésta se realiza es muchomayor respecto a la de trabajo, puede resultar un sobredimensionamiento excesivo.
Si se comparan ambas pruebas (MOPU 74 versus UNE-EN 805:2000) pueden extraer-se las siguientes conclusiones:
– En primer lugar UNE-EN 805:2000 solo prevé la realización de una prueba (divididaen dos etapas) frente a las dos del PPTG del MOPU 74.
Como se ha indicado antes, la realización de dos pruebas resulta algo redun-dante, en tanto que los resultados obtenidos con ambas son similares, demanera que en la práctica, en muchas ocasiones, solo se realiza una.
En una prueba de presión, el posible descenso de presión que ocurra y la pér-dida de agua que se produzcan durante el ensayo están necesarisamente rela-cionadas, con lo que conocida una podría calcularse la otra. Por ello, resultainnecesario realizar dos pruebas diferentes.
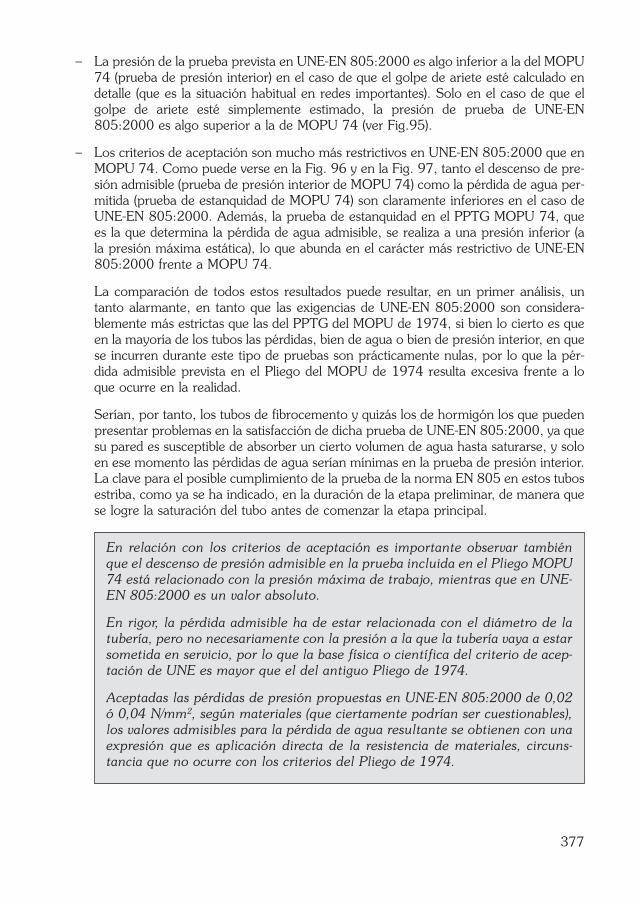
377
– La presión de la prueba prevista en UNE-EN 805:2000 es algo inferior a la del MOPU74 (prueba de presión interior) en el caso de que el golpe de ariete esté calculado endetalle (que es la situación habitual en redes importantes). Solo en el caso de que elgolpe de ariete esté simplemente estimado, la presión de prueba de UNE-EN805:2000 es algo superior a la de MOPU 74 (ver Fig.95).
– Los criterios de aceptación son mucho más restrictivos en UNE-EN 805:2000 que enMOPU 74. Como puede verse en la Fig. 96 y en la Fig. 97, tanto el descenso de pre-sión admisible (prueba de presión interior de MOPU 74) como la pérdida de agua per-mitida (prueba de estanquidad de MOPU 74) son claramente inferiores en el caso deUNE-EN 805:2000. Además, la prueba de estanquidad en el PPTG MOPU 74, quees la que determina la pérdida de agua admisible, se realiza a una presión inferior (ala presión máxima estática), lo que abunda en el carácter más restrictivo de UNE-EN805:2000 frente a MOPU 74.
La comparación de todos estos resultados puede resultar, en un primer análisis, untanto alarmante, en tanto que las exigencias de UNE-EN 805:2000 son considera-blemente más estrictas que las del PPTG del MOPU de 1974, si bien lo cierto es queen la mayoría de los tubos las pérdidas, bien de agua o bien de presión interior, en quese incurren durante este tipo de pruebas son prácticamente nulas, por lo que la pér-dida admisible prevista en el Pliego del MOPU de 1974 resulta excesiva frente a loque ocurre en la realidad.
Serían, por tanto, los tubos de fibrocemento y quizás los de hormigón los que puedenpresentar problemas en la satisfacción de dicha prueba de UNE-EN 805:2000, ya quesu pared es susceptible de absorber un cierto volumen de agua hasta saturarse, y soloen ese momento las pérdidas de agua serían mínimas en la prueba de presión interior.La clave para el posible cumplimiento de la prueba de la norma EN 805 en estos tubosestriba, como ya se ha indicado, en la duración de la etapa preliminar, de manera quese logre la saturación del tubo antes de comenzar la etapa principal.
En relación con los criterios de aceptación es importante observar tambiénque el descenso de presión admisible en la prueba incluida en el Pliego MOPU74 está relacionado con la presión máxima de trabajo, mientras que en UNE-EN 805:2000 es un valor absoluto.
En rigor, la pérdida admisible ha de estar relacionada con el diámetro de latubería, pero no necesariamente con la presión a la que la tubería vaya a estarsometida en servicio, por lo que la base física o científica del criterio de acep-tación de UNE es mayor que el del antiguo Pliego de 1974.
Aceptadas las pérdidas de presión propuestas en UNE-EN 805:2000 de 0,02ó 0,04 N/mm2, según materiales (que ciertamente podrían ser cuestionables),los valores admisibles para la pérdida de agua resultante se obtienen con unaexpresión que es aplicación directa de la resistencia de materiales, circuns-tancia que no ocurre con los criterios del Pliego de 1974.
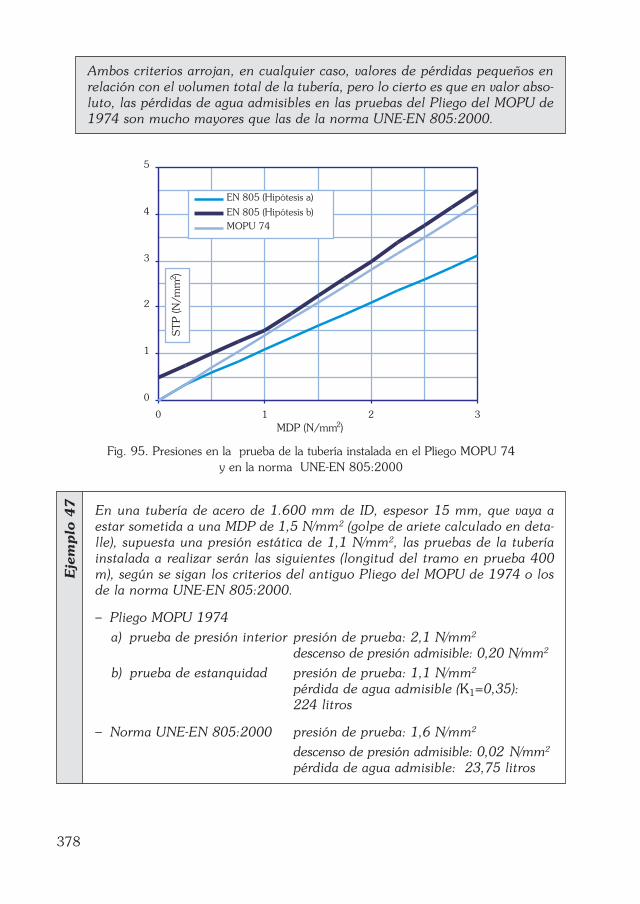
En una tubería de acero de 1.600 mm de ID, espesor 15 mm, que vaya aestar sometida a una MDP de 1,5 N/mm2 (golpe de ariete calculado en deta-lle), supuesta una presión estática de 1,1 N/mm2, las pruebas de la tuberíainstalada a realizar serán las siguientes (longitud del tramo en prueba 400m), según se sigan los criterios del antiguo Pliego del MOPU de 1974 o losde la norma UNE-EN 805:2000.
– Pliego MOPU 1974
a) prueba de presión interior presión de prueba: 2,1 N/mm2
descenso de presión admisible: 0,20 N/mm2
b) prueba de estanquidad presión de prueba: 1,1 N/mm2
pérdida de agua admisible (K1=0,35): 224 litros
– Norma UNE-EN 805:2000 presión de prueba: 1,6 N/mm2
descenso de presión admisible: 0,02 N/mm2
pérdida de agua admisible: 23,75 litros
378
Ambos criterios arrojan, en cualquier caso, valores de pérdidas pequeños enrelación con el volumen total de la tubería, pero lo cierto es que en valor abso-luto, las pérdidas de agua admisibles en las pruebas del Pliego del MOPU de1974 son mucho mayores que las de la norma UNE-EN 805:2000.
Fig. 95. Presiones en la prueba de la tubería instalada en el Pliego MOPU 74 y en la norma UNE-EN 805:2000
0
25
0 250 500 750 1.000 1.250 1.500ID (mm)
0
1
2
3
4
5
0 1 2 3MDP (N/mm )2
EN 805 (Hipótesis a)
EN 805 (Hipótesis b)MOPU 74
Pér
dida
adm
isib
le (l
itrST
P (N
/mm
)2
Eje
mplo
47
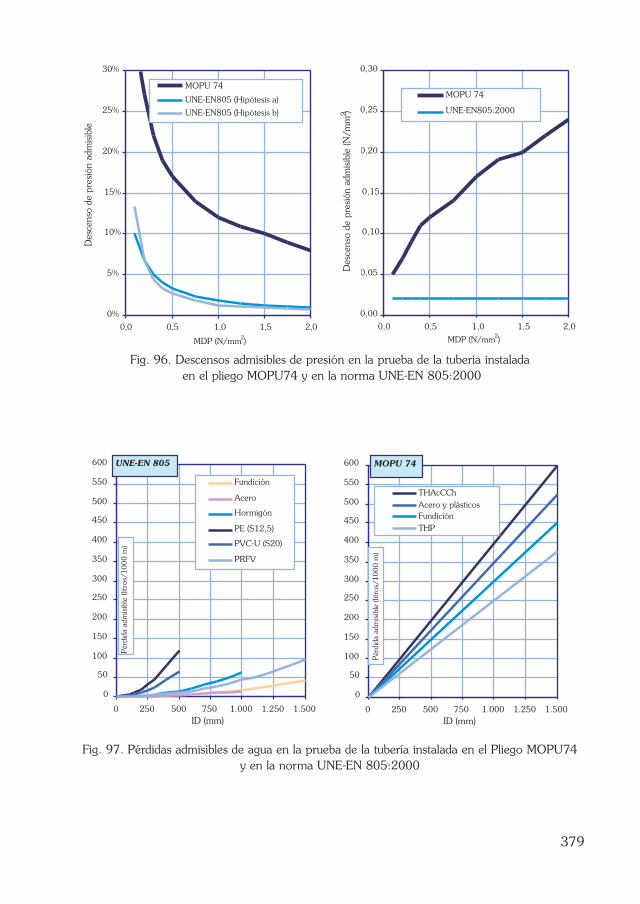
379
Fig. 96. Descensos admisibles de presión en la prueba de la tubería instaladaen el pliego MOPU74 y en la norma UNE-EN 805:2000
Fig. 97. Pérdidas admisibles de agua en la prueba de la tubería instalada en el Pliego MOPU74y en la norma UNE-EN 805:2000
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,0 0,5 1,0 1,5 2,0
MOPU 74
UNE-EN805:2000
UNE-EN 805
0
50
100
150
200
250
300
350
400
450
500
550
600
0 250 500 750 1.000 1.250 1.500ID (mm)
Fundición
Acero
Hormigón
PE (S12,5)
PVC-U (S20)
PRFV
MOPU 74
0
50
100
150
200
250
300
350
400
450
500
550
600
0 250 500 750 1.000 1.250 1.500ID (mm)
THAcCChAcero y plásticosFundiciónTHP
0%
5%
10%
15%
20%
25%
30%
0,0 0,5 1,0 1,5 2,0
Des
cens
o de
pre
sión
adm
isib
le
MOPU 74
UNE-EN805 (Hipótesis a)
UNE-EN805 (Hipótesis b)
Des
cens
o de
pre
sión
adm
isib
le (N
/mm
)2
MDP (N/mm )2MDP (N/mm )2
Pér
dida
adm
isib
le (l
itros
/1000 m
)
Pér
dida
adm
isib
le (l
itros
/1000 m
)
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,0 0,5 1,0 1,5 2,0
MOPU 74
UNE-EN805:2000
UNE-EN 805
0
50
100
150
200
250
300
350
400
450
500
550
600
0 250 500 750 1.000 1.250 1.500ID (mm)
Fundición
Acero
Hormigón
PE (S12,5)
PVC-U (S20)
PRFV
MOPU 74
0
50
100
150
200
250
300
350
400
450
500
550
600
0 250 500 750 1.000 1.250 1.500ID (mm)
THAcCChAcero y plásticosFundiciónTHP
0%
5%
10%
15%
20%
25%
30%
0,0 0,5 1,0 1,5 2,0
Des
cens
o de
pre
sión
adm
isib
leMOPU 74
UNE-EN805 (Hipótesis a)
UNE-EN805 (Hipótesis b)
Des
cens
o de
pre
sión
adm
isib
le (N
/mm
)2MDP (N/mm )2
MDP (N/mm )2
Pér
dida
adm
isib
le (l
itros
/10
00
m)
Pér
dida
adm
isib
le (l
itros
/10
00 m
)

381
7. Mantenimiento y rehabilitación de la tubería
Este capítulo tiene por objeto, en primer lugar (apartado 7.2), el establecimiento de unaspautas básicas sobre las operaciones de mantenimiento que deben realizarse una vezpuesta en servicio la tubería, durante su vida útil.
Como inevitablemente la tubería irá deteriorándose con el paso del tiempo, son necesa-rias operaciones de reparación o rehabilitación de la misma cada cierto número de años.Para ello, en el apartado 7.3 se analizan los posibles procedimientos para reparar o reha-bilitar la tubería conforme vaya perdiendo sus propiedades, como técnica alternativa ocomplementaria a la sustitución de la misma.
7.1 Introducción
Con el paso del tiempo, las redes de tuberías van paulatinamente deteriorándose, lo quehace necesario establecer una estrategia para el mantenimiento y rehabilitación de lasmismas que contrarrestre dicho envejecimiento.
Entre los deterioros más habituales en las tuberías para el transporte de agua a presiónpueden citarse los siguientes:
– Incrustaciones. Especialmente en tuberías metálicas sin revestir, en las que se formanacumulaciones de óxido de hierro. También en cualquier tipo de tubo si el agua trans-portada tiene una dureza elevada
– Perforaciones debidas a fenómenos de corrosión
– Pérdida generalizada de la resistencia mecánica de la tubería
– Pérdidas de las condiciones de asentamiento de la tubería
– Deterioro de las uniones
– Penetración de raíces en el interior de los tubos
Todo lo anterior hace que con el tiempo la calidad del servicio prestado por la red de tube-rías vaya menguando, apareciendo efectos indeseados en las redes, tales como por ejem-

382
plo, roturas en las uniones o en las propias tuberías (con la consiguiente aparición defugas de agua), disminución de la capacidad hidráulica de los tubos o de la calidad del aguatransportada, filtraciones al interior de la tubería desde el terreno, etc.
La teoría económica clásica establece que los llamados activos fijos, inmoviliza-dos o de largo plazo (las tuberías entre ellos) se deterioran irreversible y sistemá-ticamente debido a tres motivos:
– el uso– el paso del tiempo– la obsolescencia técnica
Ese desgaste se recoge a través de las llamadas “dotaciones contables” a la amor-tización de la tubería.
Para cuantificar el grado de deterioro de una red de tuberías en un momento determi-nado algunos autores (Conroy y Hurley, 2001) introducen el concepto de nivel de ser-vicio. Este término (el nivel de servicio) sería un indicador del estado de conservaciónde la tubería que se determinaría en función de distintos parámetros representativos delenvejecimiento de la misma (pérdidas de presión producidas, número de roturas porkilómetro, interrupciones en el servicio, quejas de los abonados, etc.). Podrían porejemplo, establecerse 5 niveles de servicio, de manera que el nivel 1 fuera tuberíanueva, el 5 tubería fuera de servicio y los niveles 2, 3 y 4 representaran situacionesintermedias de deterioro.
En cualquier caso, el mantenimiento de las tuberías hace referencia a aquellas operacio-nes habituales, y por tanto periódicas, que se realizan con vistas a retardar o corregir eldeterioro de las redes, mientras la rehabilitación se refiere a aquellas técnicas de rea-condicionamiento de tuberías que, aprovechando en lo posible la infraestructura exis-tente, mejoran sus características mecánicas e hidráulicas retornando, en la medida de loposible, la condición de la tubería a su estado inicial, o cuando menos mejorando su nivelde servicio.
Dentro de las actividades de mantenimiento de la tubería, deben destacarse las relativasa la inspección de la misma, entendiendo por ésta las operaciones que tienen como fina-lidad la detección de averías en la tubería, principalmente fugas.
La mayoría de las actividades de rehabilitación, de lo dicho en el apartado 3.1, se des-prende que no deberían ser necesarias hasta superada la vida útil de la tubería.
7.2 Mantenimiento de la tubería
Las operaciones de mantenimiento hacen referencia, como se ha indicado a las tareashabituales y periódicas que se realizan durante la vida útil de la tubería al objeto de man-

tener su nivel de servicio y retrasar su deterioro. Son, básicamente, la inspección, la lim-pieza y las reparaciones puntuales de averías.
7.2.1 Inspección de la tubería
La primera operación de mantenimiento de una tubería sería la inspección periódica dela misma con vistas a detectar fugas o averías.
Los posibles sistemas de inspección de la tubería son, básicamente, los siguientes:
– Inspección visual
Es el sistema más tradicional de inspección de tuberías y puede realizarse bien direc-tamente mediante la introducción de un técnico en el interior de la tubería (solo, evi-dentemente, si se trata de diámetros grandes) o, como es el caso más habitual,mediante la introducción de una cámara grabadora en la red que permita visualizarposteriormente el estado de la misma.
Entre los inconvenientes del sistema pueden destacarse que la información que pro-porciona es algo imprecisa, así como que el coste del sistema es habitualmente mayorque los demás procedimientos descritos (habida cuenta que requiere de más mano deobra). Además, requiere que la tubería se encuentre vacía, mientras que el resto desistemas realizan la inspección con la red en servicio.
Este sistema es de aplicación en tuberías de diámetro superior a 100 mm.
– Inspección acústica
Las técnicas acústicas para la inspección de tuberías con vistas a la detección de fugasse basan en la detección del sonido causado por el agua al escaparse por una oque-dad bajo el efecto de la presión hidráulica interior. En estas condiciones, el agua emiteuna señal en la frecuencia 500-800 Hz que se transmite a lo largo de la pared de latubería y que puede ser identificada por una gran variedad de equipos (detectores acús-ticos o geófonos, que pueden consistir en sensores mecánicos o eléctricos, amplifica-dores de señales, etc.) que se disponen, habitualmente, en las válvulas, hidrantes, unio-nes, etc.
Tradicionalmente, este sistema se había empleado únicamente en tuberías metálicas(acero y fundición), aunque en la actualidad se han desarrollado técnicas específicaspara poder utilizarlo también en las de materiales plásticos, pese a que la transmisiónde las señales acústicas en ambos tipos de tuberías son sustancialmente diferentes(Hunaidi et al, 1998 y 1999).
– Registro de las características hidráulicas de la red
Las redes de tuberías pueden también inspeccionarse con vistas a la detección defugas mediante el registro de las principales características hidráulicas de las mismas(caudal y presión). Descensos de estas variables indicarían la existencia de fugas en la
383
red. El inconveniente de este proceder es que la información aportada es algo impre-cisa en cuanto a la localización de los puntos de pérdidas.
– Trazadores de gas
Consiste en la introducción de determinados gases no tóxicos, insolubles en el aguay más ligeros que el aire (helio e hidrógeno habitualmente) en el interior de la tubería,los cuáles se escaparían por las posibles fugas que tenga la red y se filtrarían por elterreno hasta la superficie. Mediante gasófonos puede detectarse la presencia de esosgases en el terreno y, en consecuencia, la existencia de una fuga en la tubería en lasinmediaciones.
– Técnicas de rayos infrarrojos (termográficas)
Una fuga en una tubería enterrada ocasiona una variación de las condiciones térmicasen el suelo adyacente a la misma, aumentando o disminuyendo su temperatura, segúnse trate del verano o del invierno. En cualquier caso, dichas alteraciones pueden serdetectadas por equipos infrarrojos indicando, en consecuencia, la existencia de fugasen la red.
– Técnicas de ultrasonidos
Se basan en la medida del tiempo que tarda en llegar una onda de sonido desde unpunto hasta otro. Conocida la velocidad de transmisión en un medio determinado(aire, agua, un suelo, etc.) la existencia de una fuga implicaría la variación de dichavelocidad, lo que pude determinarse por técnicas de ultrasonidos. Estos sistemas sehabían utilizado tradicionalmente en las redes de saneamiento, pero en la actualidadson también de aplicación en las de abastecimiento. Pueden detectar no solo la exis-tencia de fugas, sino en general el estado de la tubería en un momento determinado(deformación, posible existencia de raíces en su interior, etc.).
– Técnicas electromagnéticas
Detectan las fugas al identificar una variación de la conductividad de los materialesmediante la emisión de ondas electromagnéticas o al constatar el vacío creado en elterreno por una pérdida continua de agua. Con estas técnicas puede también eva-luarse el espesor de la pared de una tubería instalada o en general el deterioro del tubocon el paso del tiempo.
– Técnicas radioactivas
Mediante la emisión de rayos gamma podrían también identificarse la presencia defugas en una red de tuberías a través, por ejemplo, de las variaciones en las propie-dades de los rellenos de los tubos. Es, en cualquier caso, aún una técnica experimen-tal.
A modo de resumen de todo lo anterior, en la figura adjunta se representan los posiblessistemas de inspección de tuberías y su aptitud en función de diversos parámetros. Puedeverse que mientras que con la inspección visual, la hidráulica, las técnicas acústicas y los
384
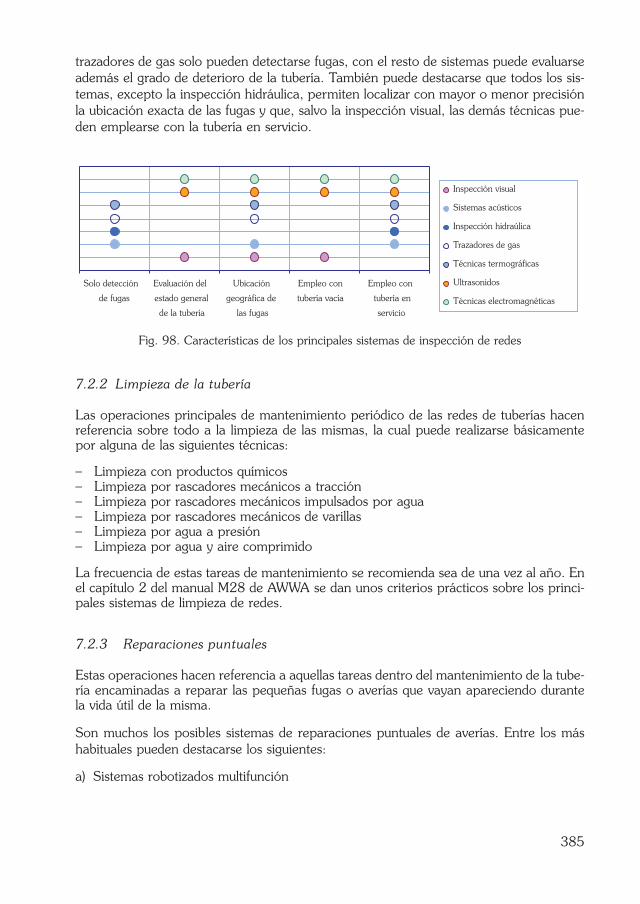
trazadores de gas solo pueden detectarse fugas, con el resto de sistemas puede evaluarseademás el grado de deterioro de la tubería. También puede destacarse que todos los sis-temas, excepto la inspección hidráulica, permiten localizar con mayor o menor precisiónla ubicación exacta de las fugas y que, salvo la inspección visual, las demás técnicas pue-den emplearse con la tubería en servicio.
Fig. 98. Características de los principales sistemas de inspección de redes
7.2.2 Limpieza de la tubería
Las operaciones principales de mantenimiento periódico de las redes de tuberías hacenreferencia sobre todo a la limpieza de las mismas, la cual puede realizarse básicamentepor alguna de las siguientes técnicas:
– Limpieza con productos químicos– Limpieza por rascadores mecánicos a tracción– Limpieza por rascadores mecánicos impulsados por agua– Limpieza por rascadores mecánicos de varillas– Limpieza por agua a presión– Limpieza por agua y aire comprimido
La frecuencia de estas tareas de mantenimiento se recomienda sea de una vez al año. Enel capítulo 2 del manual M28 de AWWA se dan unos criterios prácticos sobre los princi-pales sistemas de limpieza de redes.
7.2.3 Reparaciones puntuales
Estas operaciones hacen referencia a aquellas tareas dentro del mantenimiento de la tube-ría encaminadas a reparar las pequeñas fugas o averías que vayan apareciendo durantela vida útil de la misma.
Son muchos los posibles sistemas de reparaciones puntuales de averías. Entre los máshabituales pueden destacarse los siguientes:
a) Sistemas robotizados multifunción
Solo detección
de fugas
Evaluación del
estado general
de la tubería
Ubicación
geográfica de
las fugas
Empleo con
tubería vacía
Empleo con
tubería en
servicio
Inspección visual
Sistemas acústicos
Inspección hidraúlica
Trazadores de gas
Técnicas termográficas
Ultrasonidos
Técnicas electromagnéticas
385

Se trata de robots de reparación autotractores controlados desde un pupitre de mandocon la ayuda de una cámara de televisión y de un monitor que les permite realizar tra-bajos variados y de gran precisión, como por ejemplo, eliminación de raíces o salien-tes (mediante fresado), eliminación de fisuras (mediante inyección de resinas) o, engeneral, cualquier tipo de reparaciones, tales como roturas o reventamientos (median-te colocación de placas de acero inoxidable, por ejemplo).
b) Rehabilitación de uniones mediante bandas de estanquidad y anillos extensibles
Es un sistema de reparación específico de las uniones que consiste en la fijación en elinterior de la unión defectuosa de una banda de elastómero que se fija a la canaliza-ción mediante dos anillos extensibles de acero inoxidable. En el capítulo 4 del manualM28 de AWWA se dan unas pautas prácticas para la aplicación de esta técnica.
c) Reparación puntual por encamisado
Consiste en colocar un manguito de PE, PRFV o acero inoxidable encapsulado en elinterior de una plancha de goma celular impregnada en resina de poliuretano en elinterior de la tubería, justo en la zona a reparar. El manguito se introduce por controlremoto, comprimido y enrollado en una junta de espuma, de forma que al llegar a lazona a reparar se reconforma de nuevo presionándolo contra las paredes interioresdel tubo a reparar. Los posibles huecos que queden entre el tubo original y el man-guito de acero se rellenan posteriormente mediante inyección de resinas.
El sistema es de aplicación a tubos de diámetro comprendido entre 150 y 1.000 mmy longitudes de reparación inferiores a 1.000-1.500 metros.
d) Rehabilitación por inyección de resinas
Consiste en consolidar el terreno adyacente a la localización de la avería mediante lainyección, por el exterior de la tubería, de algún producto químico (por ejemplo algúngel prepolímero de baja viscosidad) de manera que el terreno circundante forme unamasa compacta flexible que cierre la filtración.
Es de especial aplicación al caso de que la fuga se produzca en una unión y la efecti-vidad del sistema depende de muchos factores: época de aplicación (verano, invierno),naturaleza del terreno (gravas, arcillas), condiciones del producto a aplicar (catalizado-res, acelerantes, etc.).
Este sistema, no obstante, es de muy escasa aplicación práctica en las redes de abas-tecimiento.
7.3 Rehabilitación de la tubería
Como ya se ha indicado, la rehabilitación de la tubería se refiere a aquellas técnicas dereacondicionamiento que, aprovechando en lo posible la infraestructura existente, mejo-ran sus características mecánicas e hidráulicas retornando, en la medida de lo posible, lacondición de la tubería a su estado inicial, o cuando menos mejorando su nivel de servi-
386

cio.
Cabe distinguir entre rehabilitación global o parcial según la actuación abarque toda lared o se trate simplemente de acciones puntuales de mejora (serían simples reparacionesen este caso).
La rehabilitación global, a su vez, puede ser no estructural, cuando no se mejora la resis-tencia mecánica de la conducción (la estructura de la canalización se encuentra en buenestado, pero existen problemas derivados de incrustaciones, corrosión interna, etc.) oestructural, en el caso de que se haya perdido total o parcialmente la capacidad mecá-nica de la conducción y sea preciso reforzarla.
El primer caso (rehabilitación global no estructural) se refiere básicamente a la aplicaciónde revestimientos en el interior de la tubería y dentro del segundo (rehabilitación globalestructural) hay una amplia gama de posibles actuaciones, destacándose el entubado inte-rior mediante tubo de polietileno.
En cualquier caso (rehabilitación global o parcial), y previo al comienzo de las operacio-nes de rehabilitación en sí mismas, deben ejecutarse una serie de catas desde las quepoder acometer al interior de la tubería para realizar los necesarios trabajos de rehabili-tación.
Igualmente, antes del comienzo de los trabajos, debe procederse a una cuidadosa limpie-za de la tubería por alguno de los procedimientos indicados en el apartado 7.2, y una vezfinalizados los mismos, y previo a su puesta de nuevo en servicio, debe procederse a unadesinfección, conforme a lo indicado en el apartado 5.9.
7.3.1 Rehabilitación global no estructural
Las técnicas más habituales de rehabilitación global no estructural consisten en revestirinteriormente la tubería sin apertura de zanja mediante alguno de los siguientes procedi-mientos.
En todos ellos, se recomienda que los materiales sean conforme a lo especificado en elapartado 3.2.6 o en el 3.3.6. Caso de que la tubería esté destinada al transporte de aguapotable, será de aplicación la vigente RTSAP.
a) Revestimiento interno con mortero de cemento
Consiste en la proyección por técnicas mecánicas de un mortero de cemento en elinterior de la tubería a rehabilitar. Inicialmente esta técnica solo era de aplicación porcentrifugado en tuberías de grandes diámetros, pero en la actualidad hay equipos quepermiten aplicaciones por proyección también en diámetros pequeños. El resultadofinal es parecido a las tuberías de fundición nuevas cuando van provistas con este tipode revestimiento.
Unas pautas para la instalación de este tipo de revestimiento pueden ser las que seindican en el capítulo 3 del manual AWWA M28 y en la norma AWWA C-602-89.
387

388
b) Revestimiento interno con resinas epoxy
Es una técnica moderna inspirada en el Reino Unido a finales de los años 70 para larehabilitación de tuberías sin apertura de zanja.
Al igual que en el caso anterior, unas pautas para la instalación de este tipo de reves-timiento pueden ser las que se indican en el capítulo 3 del manual AWWA M28.
c) Otros tipos de revestimientos
Además de los anteriores, podrían emplearse otros tipos de materiales para revestirtuberías in situ, como el poliuretano, por ejemplo, si bien hay menos experiencias queen los casos anteriores.
Los revestimientos interiores de poliuretano son muy utilizados en países comoEstados Unidos, Australia o el Reino Unido, si bien en el resto de Europa no son
de empleo frecuente, ya que, en el caso del agua potable, no cumple con todaslas Directivas de la UE al respecto.
7.3.2 Rehabilitación global estructural
Las técnicas más habituales de rehabilitación global estructural son las que se describen acontinuación.
Para la aplicación de estos sistemas puede seguirse lo especificado por la norma ISO/TR11295:1992 o por los proyectos prEN 13689:1999 ó prEN 14409-1:2000. Tambiénpuede ser de interés las recomendaciones que figuran en el capítulo 3 del manual AWWAM28.
a) Proyección simple estructural
Consiste en proyectar, en el interior del tubo a rehabilitar, un mortero de cementosobre una armadura de acero, lo que al final supone revestir interiormente la canaliza-ción existente con un tubo de hormigón armado. Solo es de aplicación en tuberías degran diámetro y deberá cumplirse lo indicado en el capítulo 3.4 para los materiales.
b) Rehabilitación mediante perfiles de PVC-U
Consiste en la introducción en el tubo a rehabilitar, mediante una máquina de enro-llado en espiral, de una banda nervada de plástico extruido (PVC-U), de manera quetras su aplicación el tubo original queda revestido interiormente por el PVC introduci-do. El sistema es de aplicación en el rango de diámetros 200 a 1.000 mm. Para laaplicación de este sistema para seguirse lo especificado al respecto por la normaASTM F1697-96.
Una variante del sistema sería que, durante el proceso, la máquina de enrollado intro-duzca una resina en la zona de unión de la banda que actúa como lubricante y poste-

389
riormente confiere estanquidad al conjunto. Para la aplicación de este sistema paraseguirse lo especificado al respecto por la norma ASTM F 1698-96.
Este sistema es de muy rara aplicación a las tuberías para el transporte de agua
a presión, siendo más usual en el ámbito de las redes de saneamiento (tube-rías en lámina libre).
c) Entubado de la canalización actual
Consiste en la introducción en el interior de la tubería a rehabilitar de un tubo conti-nuo de menor diámetro. Este entubado (que habitualmente es en una tubería de PE,si bien hay más materiales posibles, como el PP, por ejemplo) se introduce medianteun cable de tracción, para lo que es necesario realizar una calicata de entrada y otrade salida. Opcionalmente, puede quedar o no un espacio anular entre el tubo nuevoy el antiguo, debiendo rellenarse, en su caso, de mortero de cemento y bentonita.
Caso de quedar espacio anular entre el tubo nuevo y el antiguo se denomina al siste-ma entubado simple mientras que si no queda espacio entre ambos se conoce comoentubado ceñido (close fit). Para este último puede ser de aplicación lo especificadoen el proyecto de norma prEN 14409-3:2000.
En el sistema de entubado ceñido hay que reducir previamente la sección del tubonuevo a fin de que pueda deslizar por el interior del antiguo. Esta reducción puedehacerse bien in situ mediante un cabezal adecuado que reducirá la sección mante-niendo la forma circular, o bien predeformando el tubo en fábrica hasta dejarlo enforma de U, C ó W. En ambos casos, una vez instalado se le hará recuperar su sec-ción original que quedará ajustada a la superficie del tubo a rehabilitar.
Estos sistemas son de aplicación para la rehabilitación de tuberías de hasta 1.200 mmde diámetro interior.
Esta técnica fue inicialmente concebida en los primeros años de la decada delos 80 para tuberías de saneamiento, si bien en la actualidad se ha extendidoel procedimiento también a las redes de abastecimiento.
d) Encamisado
El encamisado (cured implaced) es un técnica que consiste en introducir en la con-ducción a rehabilitar una manga flexible y estanca impregnada en resina. Mediantepresión se mantienen en contacto la camisa y el tubo antiguo, al tiempo que se pro-voca la polimerización de la resina. Con ello se logra crear un nuevo tubo adaptado alinterior del antiguo.
Esta técnica es de aplicación para la renovación de tuberías de todo tipo de diámetros(hasta aproximadamente 2.800 mm).

e) Reventamiento
El reventamiento (bursting) es un método de reposición de tuberías sin apertura dezanjas. Consiste en romper el conducto a sustituir mediante un cono rompedor arras-trado por una serie de barras, previamente introducidas longitudinalmente en elmismo, y movidas a su vez por un grupo hidráulico que está accionado por un motor.Este cono empotra en el terreno los trozos rotos del tubo antiguo y arrastra a la vezun nuevo tubo de igual o mayor diámetro que el antiguo y que ocupará su espacio. Elmaterial de dicho tubo nuevo suele ser PE, si bien hay otras posibilidades, como, porejemplo, la fundición.
El sistema es de aplicación para todo tipo de materiales y diámetros (hasta 1.200mm). En el capítulo 5 del manual M28 de AWWA se dan unas recomendaciones prác-ticas para la aplicación de esta técnica.
7.3.3 Rehabilitación parcial
La rehabilitación parcial de una tubería hace referencia a una actuación que mejora lascaracterísticas mecánicas o hidráulicas de la conducción, pero no actúa en toda la tube-ría, sino que solo lo hace de forma parcial, local.
Un proyecto de rehabilitación parcial de la tubería comprende muchas reparaciones pun-tuales de las indicadas en el apartado 7.2.3, por lo que los procedimientos posibles paralas mismas son los descritos en el referido apartado.
7.4 Análisis de riesgos de averías. Frecuencia óptima de las operaciones derehabilitación
En los apartados anteriores se han descrito las operaciones más habituales de manteni-miento, y rehabilitación de las redes de tuberías.
Frente a las operaciones de mantenimiento, de periodicidad frecuente, las de rehabilita-ción, por lo costoso de las mismas, únicamente se realizan en determinados momentosde la vida útil de la tubería
Surge así la necesidad de determinar la frecuencia óptima para la realización de estasoperaciones de rehabilitación, para lo que se han propuesto en los últimos años distintasmetodologías al respecto. Todas ellas, en cualquier caso, se basan en el hecho cierto deque a medida que pasan los años, el deterioro de la tubería es creciente, llegando unmomento en que los costes de reparación de las averías que aparecen superan los costesderivados de la posible rehabilitación de la red, siendo, por tanto, la fijación del intervalode tiempo entre estas operaciones de rehabilitación un ejercicio de optimización o mini-mización de costes.
En los apartados siguientes se describen algunas de las metodologías propuestas en losúltimos años para ello.
390

391
7.4.1 Deterioro de las redes. Riesgos de averías y pérdida de nivel de servicio
Todos las posibles metodologías para la optimización de los intervalos de tiempo entreoperaciones de inspección y/o rehabilitación se basan en determinar previamente el dete-rioro esperado de la tubería con el paso del tiempo (habitualmente en términos de riesgode sufrir roturas) y los costes derivados de dicho deterioro.
Así, en el caso habitual de evaluar el deterioro de una red mediante las roturas esperadasen la misma, en primer lugar, es preciso establecer la curva que relaciona la probabilidadde sufrir averías en función de la antigüedad de la red, cuestión ésta que dependerá deltipo de material de la red, del diámetro, de la longitud, etc.
A título orientativo, unos valores habituales de roturas o averías en redes de tube-rías pueden oscilar entre 0,10 y 1,00 roturas por kilómetro de red y por año.
De hecho, en España, es generalmente aceptado por las entidades de abasteci-miento que el número de roturas debería ser como máximo de 0,4 por km de redy año (MIMAM, 2000).
En otros países, por ejemplo, en valor medio, en Alemania el número medio deroturas en las redes de abastecimiento es de 0,18/km/año (Eiswirth y Burn,2001), en Australia de 0,35/km/año (Water Services Association of Australia,1998), en el Reino Unido de 0,22/km/año (Water Research Centre, 1994) o enEstados Unidos 0,35/km/año (Zhao, 2000).
También a modo de ejemplo, un estudio desarrollado en Japón tras el terremo-to de Miyagi-Ken-Oki (Susuki, 1979) determinaba una tasa de averías entre 0,04y 1,24 roturas/km de red según materiales. U otros especialistas (Kagami, 1997)establecen como valores medios de las roturas esperadas en las redes de abaste-cimiento de agua de Japón el valor de 0,153 roturas/km de red.
Los costes anuales derivados de estas roturas esperadas serían la probabilidad de la rotu-ra multiplicada por el coste unitario de cada rotura, en el cual habría que incluir los cos-tes de reparación de la propia rotura, los daños causados por la fuga producida, los cos-tes indirectos en los que se incurra y los posibles costes sociales derivados del mal servi-cio ocasionado, si es que es posible cuantificar monetariamente éstos últimos (ver Ejem-plo 48). Evidentemente, en el caso de redes de abastecimiento urbano estos costes uni-tarios de rotura serán superiores al caso de redes de regadío, por ejemplo.
El deterioro de las redes, no obstante, podría medirse de una forma más elaborada nosolo en función del número de roturas esperadas, sino en términos de pérdida de nivelde servicio, conforme a lo especificado anteriormente (ver Ejemplo 49).
Los costes anuales derivados del deterioro de la red serían, en este caso, la probabilidadde encontrarse en un determinado nivel de servicio multiplicados por los costes unitariosen los que se incurriría en cada uno de los niveles.
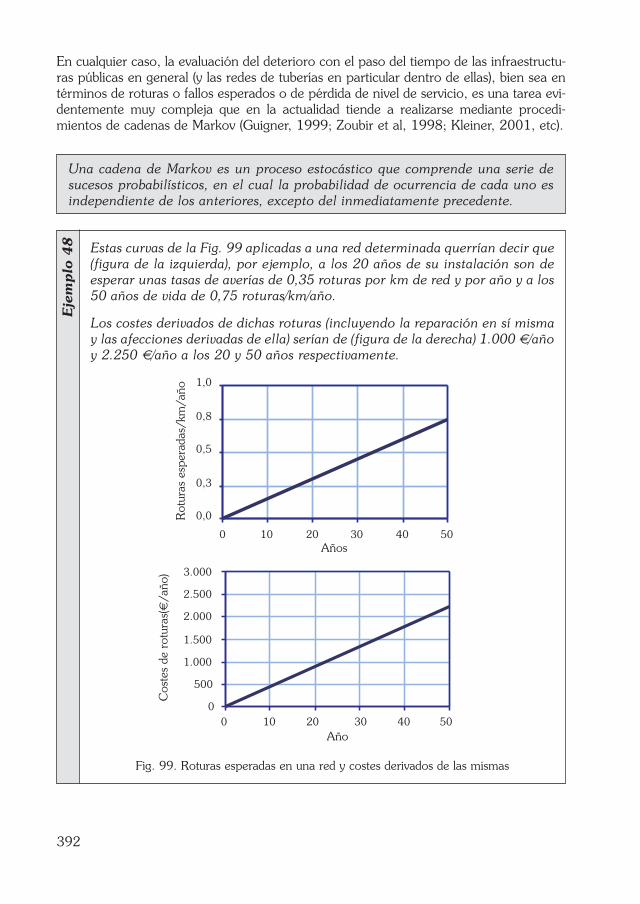
392
En cualquier caso, la evaluación del deterioro con el paso del tiempo de las infraestructu-ras públicas en general (y las redes de tuberías en particular dentro de ellas), bien sea entérminos de roturas o fallos esperados o de pérdida de nivel de servicio, es una tarea evi-dentemente muy compleja que en la actualidad tiende a realizarse mediante procedi-mientos de cadenas de Markov (Guigner, 1999; Zoubir et al, 1998; Kleiner, 2001, etc).
Una cadena de Markov es un proceso estocástico que comprende una serie desucesos probabilísticos, en el cual la probabilidad de ocurrencia de cada uno esindependiente de los anteriores, excepto del inmediatamente precedente.
Eje
mplo
48 Estas curvas de la Fig. 99 aplicadas a una red determinada querrían decir que
(figura de la izquierda), por ejemplo, a los 20 años de su instalación son deesperar unas tasas de averías de 0,35 roturas por km de red y por año y a los50 años de vida de 0,75 roturas/km/año.
Los costes derivados de dichas roturas (incluyendo la reparación en sí mismay las afecciones derivadas de ella) serían de (figura de la derecha) 1.000 €/añoy 2.250 €/año a los 20 y 50 años respectivamente.
Fig. 99. Roturas esperadas en una red y costes derivados de las mismas
0,0
0,3
0,5
0,8
1,0
0 10 20 30 40 50Años
Rot
uras
esp
erad
as/k
m/a
ño
0
1.000
2.000
3.000
4.000
5.000
6.000
0 20 40 60 80 100
Años
Cos
tes
anua
l (Ä
/año
)
C (aR)
C (aLDR)
C (aRP)
0,0
0,3
0,5
0,8
1,0
0 10 20 30 40 50Años
Rot
uras
esp
erad
as/k
m/a
ño
0
500
1.000
1.500
2.000
2.500
3.000
0 10 20 30 40 50Año
Cos
tes
de r
otur
as(€
/año
)
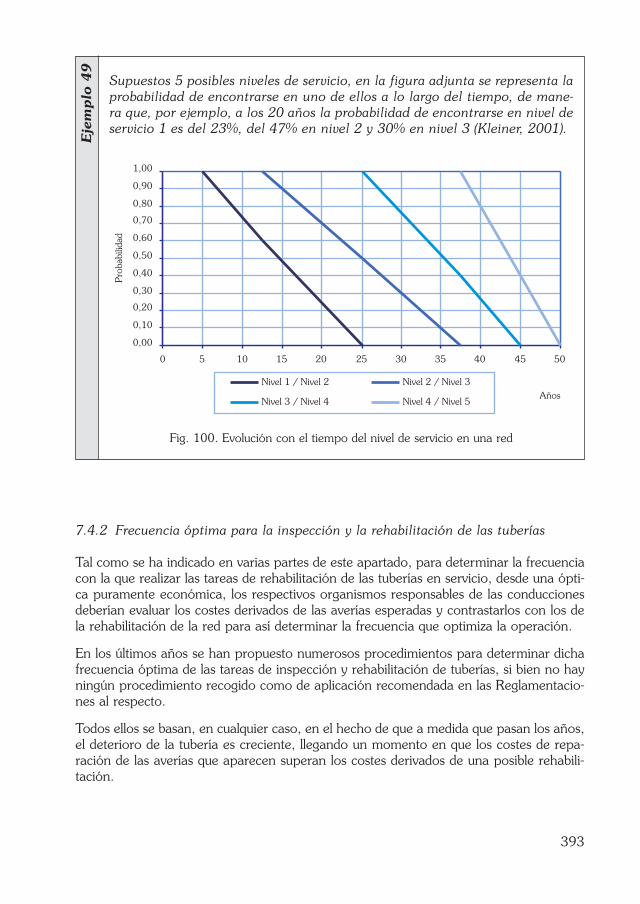
393
7.4.2 Frecuencia óptima para la inspección y la rehabilitación de las tuberías
Tal como se ha indicado en varias partes de este apartado, para determinar la frecuenciacon la que realizar las tareas de rehabilitación de las tuberías en servicio, desde una ópti-ca puramente económica, los respectivos organismos responsables de las conduccionesdeberían evaluar los costes derivados de las averías esperadas y contrastarlos con los dela rehabilitación de la red para así determinar la frecuencia que optimiza la operación.
En los últimos años se han propuesto numerosos procedimientos para determinar dichafrecuencia óptima de las tareas de inspección y rehabilitación de tuberías, si bien no hayningún procedimiento recogido como de aplicación recomendada en las Reglamentacio-nes al respecto.
Todos ellos se basan, en cualquier caso, en el hecho de que a medida que pasan los años,el deterioro de la tubería es creciente, llegando un momento en que los costes de repa-ración de las averías que aparecen superan los costes derivados de una posible rehabili-tación.
Eje
mplo
49
Supuestos 5 posibles niveles de servicio, en la figura adjunta se representa laprobabilidad de encontrarse en uno de ellos a lo largo del tiempo, de mane-ra que, por ejemplo, a los 20 años la probabilidad de encontrarse en nivel deservicio 1 es del 23%, del 47% en nivel 2 y 30% en nivel 3 (Kleiner, 2001).
Fig. 100. Evolución con el tiempo del nivel de servicio en una red
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
1,00
0 5 10 15 20 25 30 35 40 45 50
Años
Pro
babi
lidad
Nivel 1 / Nivel 2 Nivel 2 / Nivel 3
Nivel 3 / Nivel 4 Nivel 4 / Nivel 5
0
1.000
2.000
3.000
4.000
5.000
6.000
0 20 40 60 80 100
Años
Cos
tes
anua
l (€
/año
)
C (aR)
C (aLDR)
C (aRP)

394
Eje
mplo
50 Miguel Andrés (Aguas de Valencia) y Francisco Planells (Ayuntamiento de
Valencia) propusieron en 1992 una metodología encaminada a determinar elmomento óptimo para realizar tanto un programa de inspección y reparaciónde fugas, como otro de rehabilitación de la red (Universidad InternacionalMenéndez Pelayo, 1992).
Muy resumidamente, el procedimiento consistía en estimar las curvas de cos-tes esperados por los fallos en la situación de no acometer ningún plan derenovación de la red (CaR), la de costes esperados en la hipótesis de acometerun plan de inspección y posterior reparación de las fugas detectadas (CaLDR)y la de costes esperados en la hipótesis de rehabilitar la tubería (CaRP), demanera que los puntos en los que dichas curvas se cortaban correspondían alos periodos óptimos de inspección o rehabilitación de las redes.
En la formulación originariamente propuesta, los conceptos incluidos en cadahipótesis eran los siguientes:
C(aR) Costes de reparación de las fugas ocurridas, incluyendo el coste espe-cífico de la reparación y el debido al agua perdida.
C(aLDR) Coste de la inspección de la red: Costes de reparación de las fugasocurridas, incluyendo el coste específico de la reparación y el debidoal agua perdida. En este caso, las fugas acaecidas serán menos queen el caso anterior, ya que se ha llevado a cabo un programa de ins-pección y reparación de fugas.
C(aRP) Coste de la inspección y de la rehabilitación de la red: Costes de repa-ración de las fugas ocurridas, incluyendo el coste específico de lareparación y el debido al agua perdida. En este caso, las fugas acae-cidas serán menos que en los casos anteriores, ya que se ha llevadoa cabo un programa de rehabilitación de la tubería y de inspección yreparación de fugas.
En el sencillo ejemplo mostrado en la Fig 101, puede verse como las averíasesperadas a los 30 años de vida útil de la tubería supondrían unos costes de3.500 €/año en la hipótesis de no realizar ningún plan de inspección y repa-ración de fugas, mientras que si se hiciera un programa de estas característi-cas, los daños esperados serían de 3.000 €/año.
Con ello, el momento óptimo para la realización de un programa de inspec-ción y reparación de fugas sería a los 20 años, y para la rehabilitación de latubería a los 60 años.

395
Eje
mplo
50 (
Cont.
)
Fig. 101. Evolución de los costes anuales según el programa considerado
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
1,00
0 5 10 15 20 25 30 35 40 45 50
Años
Pro
babi
lidad
Nivel 1 / Nivel 2 Nivel 2 / Nivel 3
Nivel 3 / Nivel 4 Nivel 4 / Nivel 5
0
1.000
2.000
3.000
4.000
5.000
6.000
0 20 40 60 80 100
Años
Cos
tes
anua
l (€
/año
)C (aR)
C (aLDR)
C (aRP)
Eje
mplo
51
En este otro ejemplo quiere mostrarse una nueva propuesta (Kleiner, 2001),basada en una metodología similar a la del Ejemplo 50, para la determina-ción de la frecuencia óptima de un programa de rehabilitación e inspecciónde una red.
Fig. 102. Optimización costes programa de rehabilitación
0
500
1.000
1.500
2.000
2.500
3.000
3.500
4.000
0 20 40 60 80 100Años
10.000
12.500
15.000
17.500
20.000
22.500
25.000
0 20 40 60 80 100Años
Cos
tes
de r
ehab
ilita
ción
ein
spec
ción
€/a
ño
0
1.000
2.000
3.000
4.000
5.000
6.000
0 20 40 60 80 100Años
0
1.000
2.000
3.000
4.000
5.000
6.000
0 20 40 60 80 100Años
Cos
tes
de r
ehab
ilita
ción
e
insp
ecci
ón €
/año
Costes por roturas
Costes totales
Costes de rehabilitación
Cos
tes
por
rotu
ras
capi
taliz
ado
alañ
o 0 €
/año
Cos
tes
de r
ehab
ilita
ción
capi
taliz
ado
al a
ño 0
€/a
ño
0
50.000
100.000
150.000
200.000
250.000
300.000
350.000
400.000
0 20 40 60 80 100Años
Cos
tes
por
rotu
ras
€/a
ño
0
2.500
5.000
7.500
0 20 40 60 80 100 Años
Costes averías regadíos
Costes averías abastecimientos
Costes totales abastecimiento
Coste de la rehabilitación
Costes totales regadíos
Cos
tes
tota
les
actu
aliz
ados
año
0€
/año

396
Eje
mplo
51
(Cont.
)
Fig. 102 (Cont.). Optimización costes programa de rehabilitación
Simplificadamente consiste en calcular los costes derivados de los fallos espe-rados en la red con el tiempo y los costes derivados de un programa de reha-bilitación e inspección, actualizando, con una adecuada tasa de descuento,ambos costes al año actual. Los primeros serán crecientes con el tiempo y lossegundos decrecientes, de manera que la suma de ambos dará, en un añodeterminado, un valor del coste mínimo, siendo ese momento el óptimo parala realización del programa de rehabilitación y de inspección de la red.
En el ejemplo mostrado en la Fig 102 puede verse que el momento óptimopara proceder a la rehabilitación de la tubería sería aproximadamente a los65 años.
Con este modelo puede apreciarse fácilmente (ver Fig 103) como si las rotu-ras producidas en la red suponen unos costes de reparación muy elevados(redes urbanas, por ejemplo), el momento óptimo para la rehabilitación de lamisma se adelantaría a si los costes derivados de las roturas son bajos (redesde riego), ya que los costes de la rehabilitación son prácticamente insensiblesa esta circunstancia.
Fig. 103. Incidencia de la severidad de los fallos en los periodos óptimos de rehabilitación
0
500
1.000
1.500
2.000
2.500
3.000
3.500
4.000
0 20 40 60 80 100Años
10.000
12.500
15.000
17.500
20.000
22.500
25.000
0 20 40 60 80 100Años
Cos
tes
de r
ehab
ilita
ción
ein
spec
ción
€/a
ño
0
1.000
2.000
3.000
4.000
5.000
6.000
0 20 40 60 80 100Años
0
1.000
2.000
3.000
4.000
5.000
6.000
0 20 40 60 80 100Años
Cos
tes
de r
ehab
ilita
ción
e
insp
ecci
ón €
/año
Costes por roturas
Costes totales
Costes de rehabilitación
Cos
tes
por
rotu
ras
capi
taliz
ado
alañ
o 0
€/a
ñoC
oste
s de
reh
abili
taci
ónca
pita
lizad
o al
año
0€
/año
0
50.000
100.000
150.000
200.000
250.000
300.000
350.000
400.000
0 20 40 60 80 100Años
Cos
tes
por
rotu
ras
€/a
ño
0
2.500
5.000
7.500
0 20 40 60 80 100 Años
Costes averías regadíos
Costes averías abastecimientos
Costes totales abastecimiento
Coste de la rehabilitación
Costes totales regadíos
Cos
tes
tota
les
actu
aliz
ados
año
0€
/año
0
500
1.000
1.500
2.000
2.500
3.000
3.500
4.000
0 20 40 60 80 100Años
10.000
12.500
15.000
17.500
20.000
22.500
25.000
0 20 40 60 80 100Años
Cos
tes
de r
ehab
ilita
ción
ein
spec
ción
€/a
ño
0
1.000
2.000
3.000
4.000
5.000
6.000
0 20 40 60 80 100Años
0
1.000
2.000
3.000
4.000
5.000
6.000
0 20 40 60 80 100Años
Cos
tes
de r
ehab
ilita
ción
e
insp
ecci
ón €
/año
Costes por roturas
Costes totales
Costes de rehabilitación
Cos
tes
por
rotu
ras
capi
taliz
ado
alañ
o 0 €
/año
Cos
tes
de r
ehab
ilita
ción
capi
taliz
ado
al a
ño 0
€/a
ño
0
50.000
100.000
150.000
200.000
250.000
300.000
350.000
400.000
0 20 40 60 80 100Años
Cos
tes
por
rotu
ras
€/a
ño
0
2.500
5.000
7.500
0 20 40 60 80 100 Años
Costes averías regadíos
Costes averías abastecimientos
Costes totales abastecimiento
Coste de la rehabilitación
Costes totales regadíos
Cos
tes
tota
les
actu
aliz
ados
año
0€
/año

397
Abreviaturas y acrónimos
ACHE Asociación Científico Técnica del Hormigón Estructural.
ACPA American Concrete Pipe Association.
AEAS Asociación Española de Abastecimientos de Agua y Saneamiento.
AENOR Asociación Española de Normalización y Certificación.
AFNOR Association Francaise de Normalisation.
AFTHAP Asociación de Fabricantes de Tuberías de Hormigón Armado y Pretensado
ANAIP Confederación Española de Empresarios de Plásticos.
ANSI American National Standards Institute.
API American Petroleum Institute.
ASCE American Society of Civil Engineers.
ASETUB Asociación Española de Fabricantes de Tubos y Accesorios Plásticos.
ASME American Society of Mechanical Engineers.
ASTM American Society for Testing and Materials.
ATHA Asociación de Fabricantes de Tubos de Hormigón Armado.
ATV Asociación Técnica para el Saneamiento de Alemania (Abwasser Teschnis-che Verein).
AWWA American Water Works Association.
BOE Boletín Oficial del Estado.
BSI British Standard Institution.
CEDEX Centro de Estudios y Experimentación de Obras Públicas.
CEI Comisión Electrotécnica Internacional.
CEN Comité Europeo de Normalización.
CEOCOR Comité Europeo de estudio de la corrosión y protección de las canalizacio-nes.
CETC Comité Eureopeo de la Calderería.
CH Confederación Hidrográfica.
CIPC Comisión Interministerial para los Productos de la Construcción.
CTC Comité Técnico de Certificación (de AENOR).

CTN Comité Técnico de Normalización (de AENOR).
CYII Canal de Isabel II.
DIN Deutsches Insitutu für Normung.
DITE Documento de Idoneidad Técnico Europeo.
DO Dirección de Obra.
DOCE Diario Oficial de las Comunidades Europeas.
DP Presión de diseño (Design Pressure).
EFTA Asociación Europea de Libre Comercio.
EHE Instrucción para el Proyecto y la Ejecución de Obras de Hormigón Estruc-tural.
EN Norma Europea.
ENAC Entidad Nacional de Acreditación.
GEHO Grupo Español del Hormigón.
HB Dureza Brinell (Hardness Brinell).
ID Diámetro interior (Internal Diameter).
IECA Instituto Español del Cemento y sus Aplicaciones.
IET-80 Instrucción del Instituto Eduardo Torroja para Tubos de Hormigón Armadoo Pretensado. 1980.
IETCC Instituto Eduardo Torroja de la Construcción y del Cemento.
IFM Índice de Fluidez en Masa.
IRYDA Instituto Nacional de Reforma y Desarrollo Agrario.
ISO International Organization for Standardization.
LCL Límite inferior de confianza (Lower Confidence Limit).
MDP Presión máxima de diseño (Maximun Design Pressure).
MF Ministerio de Fomento.
MIMAM Ministerio de Medio Ambiente.
MKS Sistema Metro Kilopondio Segundo.
MOP Ministerio de Obras Públicas.
MOPT Ministerio de Obras Públicas y Transportes.
MOPTMA Ministerio de Obras Públicas, Transportes y Medio Ambiente.
MOPU Ministerio de Obras Públicas y Urbanismo.
MRS Tensión mínima requerida (Minimum Requiered Strenght).
NACE National Association of Corrosion Engineers.
NBE-MV Norma Básica de la Edificación del Ministerio de la Vivienda.
NF Norma Francesa (elaborada por AFNOR).
OD Diámetro exterior (Outside Diameter).
OM Orden Ministerial .
398

OP Presión de funcionamiento (Operating Pressure).
PB Polibutileno
PE Polietileno
PEA Presión de prueba en obra admisible (Presion d´Epreuve Admisible)
PEAD Polietileno de Alta Densidad
PEBD Polietileno de Baja Densidad
PEMD Polietileno de Media Densidad
PE-X Polietileno reticulado
PFA Presión de funcionamiento admisible (Presion de FonctionnementAdmisible)
PMA Presión máxima admisible (Presion Maximale Admisible)
PN Presión Nominal
PP Polipropileno
PPTG Pliego de Prescripciones Técnicas Generales
prEN Proyecto de Norma Europea
PRFV Poliéster Reforzado con Fibra de Vidrio
PSAK Fórmula de Prabhata K. Swamee y Akalank K. Jain
PVC-C Ploi(cloruro de Vinilo) Clorado
PVC-O Poli(cloruro de Vinilo) Orientado Molecularmente
PVC-U Poli (cloruro de Vinilo) no Plastificado.
RC Instrucción para la Recepción de Cementos.
RD Real Decreto.
RGCPDW Regulators Group for Construction Products in Contact with DrinkingWater.
RL Pliego General de Condiciones para la Recepción de Ladrillos.
RTSAP Reglamentación Técnico Sanitaria para Aguas Potables.
SDR Relación de dimensiones estandar (Standard Dimension Ratio).
SI Sistema Internacional de unidades de medida.
SN Rigidez nominal (Nominal Stifness).
SP Presión de servicio (Service Pressure).
SSPC Steel Structures Painting Council.
STP Presión de prueba de la red (System Test Pressure).
TC Comité Técnico (de CEN).
THAcCCh Tubo de Hormigón Armado con Camisa de Chapa.
THAcCChP Tubo de Hormigón Armado con Camisa de Chapa Pretensionado.
THAsCCh Tubo de Hormigón Armado sin Camisa de Chapa.
THD Tubo de Hormigón armado con armadura Difusa.
399

400
THPcCCh Tubo de Hormigón Pretensado con Camisa de Chapa.
THPM Tubo de Hormigón Pretensado Monolítico.
THPsCCh Tubo de Hormigón Pretensado sin Camisa de Chapa.
UE Unión Europea.
UNE Una Norma Española.
UNE-EN Norma UNE, transposición de norma EN.
UNI Ente Nazionale Italiano di Unificazione.
VGI Verdadero Grado de Impacto.
WRc Water Research Centre.
Simbología
a Celeridad de una onda de presión
b Ancho de la zanja de una tubería enterrada (en la base)
d Deformación producida en una tubería por la acción de las cargas verti-cales
e Espesor nominal de la pared de un tubo
er Espesor de la parte estructural de un tubo de PRFV
erv Espesor del revestimiento de una tubería
f Coeficiente de pérdida de carga por unidad de longitud
fct Resistencia a tracción del hormigón
ff Factor de flotación
fmax Carga unitaria máxima a tracción del alambre de pretensado
g Aceleración de la gravedad
h Cota geométrica
k Rugosidad absoluta de una tubería
kl Coeficiente de pérdida de carga localizada
kt Rugosidad absoluta de una tubería a los t años
mv Factor de concentración de la presión vertical
mh Factor de concentración de la presión horizontal
n Coeficiente de rugosidad de Manning de una tubería
qe Acciones verticales totales que actúan sobre una tubería enterrada
qh Empuje lateral que actúa sobre una tubería enterrada
rm Radio medio teórico de una tubería
t Tiempo
v Velocidad
401
A Área interior de una tubería
Amin Alargamiento mínimo en la rotura
C Coeficiente de rugosidad de Hazen-Williams
Cz Coeficiente reductor de las cargas verticales actuantes en una tuberíaenterrada
Dm Diámetro medio teórico
Dmax Diámetro máximo exterior
Dmin Diámetro mínimo exterior
E Módulo de elasticidad del material constitutivo de una tubería
E´ Módulo de reacción del relleno de una zanja
Eb Empuje que una tubería a presión ejerce en un quiebro
Es Módulo de elasticiadad del suelo natural
Et Módulo de elasticidad del material constitutivo de una tubería a los t años
Ew Módulo de compresibilidad del agua
Fc Factor de corrección por la temperatura en los materiales termoplásticos
H Altura de enterramiento de una tubería instalada en zanja
Hw Nivel freático sobre la clave de una tubería enterrada
I Momento de inercia de la pared de la tubería
If Factor de impacto de las cargas puntuales (Impact Factor)
J Pérdida de carga
K Clase de espesor (en los tubos de fundición)
Ka Factor de apoyo de una tubería
Kv Coeficiente de caudal
K2 Coeficiente de empuje lateral de las tierras del relleno
L Longitud
Le, min Límite elástico mínimo
P Presión hidráulica interior positiva
Pap fis Presión de aparición de fisuras (en los tubos de hormigón)
Pfis Presión de fisuración (en los tubos de hormigón)
Pcrit Carga crítica de pandeo
Pn Presión normalizada (Pliego MOPU 74)
Pp Presión hidráulica interior de prueba en fábrica de un tubo
Pr Presión hidráulica interior de rotura
Prd Carga vertical por rueda
402
Pt Presión máxima de trabajo (Pliego MOPU 74)
P timbre Pesión de timbre
PV Presión hidráulica interior negativa
Q Caudal
R Radio de curvatura
Re Número de Reynolds
Rm Resistencia mínima a la tracción
S Serie (tubos de materiales termoplásticos)
Sa Grado de preparación de una superficie
Sc Rigidez circunferencial específica
Sr Rigidez relativa entre la tubería y el relleno, en instalaciones enterradas
Ss Factor combinado de soporte del suelo, en tubos de PRFV
Ssh Rigidez horizontal del relleno hasta la clave del tubo
St Rigidez circunferencial específica a los t años
S0 Rigidez circunferencial específica a corto plazo
S50 Rigidez circunferencial específica a los 50 años
T Tiempo de cierre de una válvula
V Volumen
W Cargas verticales en una tubería enterrada
We Cargas verticales en una tubería enterrada debidas al peso de las tierras
Wp Cargas verticales en una tubería enterrada debidas al peso propio
Wr Carga vertical de rotura en una tubería enterrada
Wt Cargas verticales en una tubería enterrada debidas al tráfico
Ww Cargas verticales en una tubería enterrada debidas al nivel freático
α Ángulo de apoyo de una tubería (2α)
∆H Pérdida de carga en una tubería
∆Hc Pérdida de carga continua en una tubería
∆Hl Pérdida de carga localizada en una tubería
∆p Caída de presión admisible en la prueba de la tubería instalada
∆P Sobrepresión debida al golpe de ariete
∆Vmax Pérdida de volumen admisible en la prueba de la tubería instalada
403

εb Alargamiento unitario debido a la acción de las cargas externas (en lostubos de PRFV)
εpr Alargamiento unitario debido a la acción de las cargas internas (en lostubos de PRFV)
δ Deformación vertical de una tubería (en %)
γ Densidad
ϕ Ángulo de rozamiento interno del relleno
θ Ángulo en un macizo de anclaje
σadm Tensión admisible a tracción del material de la tubería
σe Esfuerzo tangencial de ensayo de presión hidráulica interior (en tubos demateriales termoplásticos)
σS Tensión máxima de diseño (en tubos de materiales termoplásticos)
σr, 0 Resistencia a la tracción circunferencial de la parte estructural de un tubode PRFV a corto plazo
σr, 50 Resistencia a la tracción circunferencial de la parte estructural de un tubode PRFV a los 50 años
ν Coeficiente de Poisson del material de la tubería
νc Viscosidad cinemática
νs Coeficiente de Poisson del suelo
404

405
Referencias bibliográficas
Abreu, J.M; Cabrera, E; Iglesias, P.L; Izquierdo, J. El golpe de ariete en tuberías deimpulsión. Comentarios a las expresiones de Mendiluce. Ingeniería del agua, junio1995, nº2, vol 2 (pp 37-52).
ACPA. Concrete pipe design manual. Virginia (Estados Unidos), 1980a.
ACPA. Concrete pipe handbook. Virginia (Estados Unidos), 1980b.
AEAS. Recomendaciones para la instalación, adjudicación y recepción de canaliza-ciones de agua potable. 1992.
AEAS. XV Jornadas Técnicas. Jerez de la Frontera, 1994.
AEAS. XVIII Jornadas Técnicas. Alicante, 1998.
AEAS. XXI Jornadas Técnicas. Lérida, 2001.
AEAS. El suministro de agua potable en España (1987). Madrid, 1990.
AEAS. El suministro de agua potable en España (1994). Madrid, 1996.
AEAS. El suministro de agua potable en España (1996). Madrid, 1998.
AEAS. El suministro de agua potable en España (1998). Madrid, 2000.
AEAS. Manual de corrosión y protección de tuberías. Madrid, 2001.
AFTHAP y Colegio de Ingenieros de Caminos, Canales y Puertos. Curso de tuberías dehormigón armado y pretensado. Madrid, 1986.
Araoz, A. Coeficiente de seguridad en las tuberías de presión. Revista de Obras Públi-cas, 1985.
ASCE. Steel Penstocks. Nueva York (Estados Unidos), 1993.
ASETUB. Tuberías de polietileno. Madrid, 2001.
ASETUB. Manual técnico. Conducciones de PVC. Madrid, 2002.

ATHA. Manual de cálculo, diseño e instalación de tubos de hormigón armado.Madrid, 2000.
ATHA. ATHA Noticias (publicación informativa periódica de ATHA). Diversos núme-ros.
AWWA. Manual M9. Concrete Pressure Pipe. Denver (Estados Unidos), 1979.
AWWA. Manual M11. Steel pipe. A guide for design and instalation. Denver (EstadosUnidos), 1985.
AWWA. Manual M23. PVC pipe. Design and installation. Denver (Estados Unidos),1980.
AWWA. Manual M28. Rehabilitation of water mains. Denver (Estados Unidos), 2001.
AWWA. Manual M45. Fiberglass pipe design. Denver (Estados Unidos), 1996.
Balairón, L; Garzo, M; Gutiérrez, R. Construcción de un banco de pruebas de tuberí-as para la realización de ensayos de presión hidráulica interior. Revista IngenieríaCivil nº 107, pp- 5-10. Mayo 1997.
Bhr group Ltd. 2nd International conference on water pipeline systems. Edimburgo(Reino Unido), 1994.
Bhr group Ltd. 4th International conference on water pipeline systems. York (ReinoUnido), 2001.
Borealis. Borealis PE grades for drinking water. Lynngby (Dinamarca), 2000.
Borealis. Advanced polyolefins systems for corrosion protection of steel pipes.Lynngby (Dinamarca), 2000.
Borealis. Borealis polyolefin grades for industrial and chemical use. Lynngby (Dina-marca), 2000.
Bureau of Reclamation. Welded steel penstocks. Monograph 3.
Bureau of Reclamation. Manual de tierras. Madrid, Editorial Técnica Bellisco, 1974.
CYII. Normas para el abastecimiento de agua.
CYII. Normas técnicas de elementos de maniobra y control: válvulas de compuerta.Madrid, 1996.
CYII. Normas técnicas de elementos de maniobra y control: válvulas de mariposa.Madrid, 1996.
Carril Carvajal, C. Tuberías de hormigón de gran diámetro. Realizaciones españolas.Barcelona, Editores Técnicos Asociados, SA, 1969.
406
Castro, J. y Muñoz, J. Cálculo de tuberías de poliéster reforzado con fibra de vidrio yestudio de su comportamiento químico. Madrid, 1977.
CEDEX. Master en ingeniería de regadíos. Madrid, 2001.
CEDEX y AFTHAP. Jornada sobre tuberías de presión de hormigón armado y pos-tensado. Madrid, 1994.
CEDEX y AFTHAP. Jornada sobre tuberías de presión de hormigón armado y pos-tensado. Madrid, 2000.
CEDEX, ASETUB y ANAIP. Jornada sobre nuevas tecnologías para redes de tuberíasde abastecimiento de agua y saneamiento. Soluciones con materiales plásticos.Madrid, 2002.
Cegarra Plané, M. Proyecto de tuberías de transporte. Colegio de Ingenieros de Cami-nos, Canales y Puertos. Madrid, 1996.
Clarke, N. W. B. Buried pipelines. Londres (Reino Unido), Mc Laren and sons, 1968.
Clement-Galand. Irrigation par aspersión et réseaux collectifs de distribution sous pre-sión. Editorial Eyrolles, 1979
Colegio de Ingenieros de Caminos, Canales y Puertos. Jornada sobre la rehabilitaciónde tuberías de saneamiento sin apertura de zanja. Madrid, 1996.
CEOCOR. Comite d´etude de la corrosion et de la protection des canalisations. Coatingselection criteria for cast iron pipes. 2000.
CETC. Recomendaciones para el proyecto, la fabricación y el montaje de tuberías for-zadas de acero en construcción soldada destinadas a instalaciones hidroeléctricas.
CH Guadiana. Memoria de explotación campaña 2000 de la zona regable por el canaldel Zújar. Don Benito, 2001.
CH Norte. Especificaciones técnicas básicas para proyectos de conducciones genera-les de saneamiento. 1989.
CH Norte. Prescripciones técnicas para tuberías de saneamiento de hormigón enmasa o armado. 1989.
Conroy, P; Hurley, R. How to implement targeted maintenence through serviceabilitymanagement. Proc. 4th international conference on water pipeline systems. BhrGroup (pp 199-213). York (Reino Unido), 2001.
Croker, S; King, R. Piping handbook. Mc Graw Hill, 1967.
Det Norske Veritas. Rules for submarine pipeline systems. Oslo (Noruega), 1981.
Eiswirth, M; Burn, L. New methods for defect diagnosis of water pipelines. Proc. 4th
international conference on water pipeline systems. Bhr Group (pp 137-150). York(Reino Unido), 2001.
407

Empresa General Valenciana del Agua, SA. Jornadas del agua en la Comarca de la Valld´Albaida: uso eficaz y eficiente del agua. Valencia, 2000.
Ensidesa. Manual para cálculo de estructuras metálicas. Oviedo, 1987.
Ensidesa. Manuales sobre la construcción con acero. Tomo 3. Protección anticorrosi-va. Fabricación. Montaje. Oviedo, 1990.
Funditubo. Canalizaciones en fundición dúctil. Madrid, 1989
Funditubo. Canalizaciones para saneamiento por gravedad y bajo presión. Tubos, pie-zas especiales y accesorios en fundición dúctil. Madrid, 1995.
Funditubo. La futura normativa europea de valvulería para abastecimiento de agua.Hidropress nº15 pp 76-78. 1999.
Funditubo. Pliego de especificaciones técnicas para tubería de fundición dúctil. Abas-tecimiento de agua y saneamiento. Madrid, 2001.
Galán Soraluce, F. Pliego de condiciones para el proyecto y recepción de tubería, pie-zas y accesorios de fundición nodular. Pamplona, 1986 (Inédito).
GEHO. Proyecto de norma de prefabricados de hormigón estructural. Capítulo 8,tubos y galerías. Madrid, 1999.
Granados, A. Infraestructura de regadíos. ETSI Caminos, Canales y Puertos de la Uni-versidad Politécnica de Madrid, 1986.
Greene, R. Válvulas. Selección, uso y mantenimiento. México DF (México), Mc GrawHill, 1987.
Guignier, F. Optimization of infraestructure systems maintenance and improvementpolicies. Journal of infraestructure systems, ASCE, diciembre 1999, pp 124-134.
Hernández, A. Abastecimiento y distribución de agua. Madrid, Colegio de Ingenierosde Caminos, Canales y Puertos, 1987.
Hernández, A. Saneamiento y alcantarillado. Madrid, Colegio de Ingenieros de Cami-nos, Canales y Puertos, 1990.
Hunaidi, O; Giamou, P. Ground penetrating radar for detection of leaks in buriedplastic water distribution ppies. Proc. 7th International Conference on ground pene-trating radar (pp. 783-786). Kansas (Estados Unidos), 1998.
Hunaidi, O; Chu, W. Acoustical characteristics of leak signals in plastic water distri-bution pipes. Institute for Research in Construction. Montreal (Canada), 1998.
Hunaidi, O; Chu, W; Wang, A; Guan, W. Leak detection methods for plastic water dis-tribution pipes. Journal of the American Water Works Association, 1999.
Hünerberg, K Tuyaux en amiante-ciment. Berlin (Alemania), Springer-Verlag, 1971.
408
Idelchik, I.E. Handbook of hidraulic resistance. 1994
IETCC. Instrucción del Instituto Eduardo Torroja para tubos de hormigón armado opretensado. Madrid, 1980.
Instituto Agustín de Bethencourt. Estado actual del conocimiento sobre el comporta-miento de las tuberías semirígidas enterradas. Madrid, 1981.
IRYDA. Normas para la redacción de proyectos de riego por aspersión. Ministerio deAgricultura, 1981.
IRYDA. Normas para la redacción de proyectos de riego. Ministerio de Agricultura,1985.
Jiménez Salas, J.A; Cañizo, L; Escario, V; Faraco, C; Fort, L; Justo, J.L. de; Llorens, M;Lorente, C; Marsal, R; Molina, R; Muzas, F; Oteo, C; Rodríguez, J.M; Romana, M;Serrano, A; Soriano, A; Uriel, A; Uriel, S. Geotecnia y cimientos III. Segunda parte.Cimentaciones, excavaciones y aplicaciones a la geotecnia. Madrid, editorial Rueda,1980.
Kagami, M. Countermeasures to reduce damage from earthquake and drought. Proc.International Water Supply Congress (pp SS11-9 a a SS11-11), 1997.
Kienow, K. Pipeline design and instalation. Nueva York (USA), ASCE, 1990.
Kleiner, Y. Optimal scheduling of rehabilitation and inspection condition assesment inlarge buried pipes. Proc. 4th international conference on water pipeline systems. BhrGroup (pp 181-197). York (Reino Unido), 2001.
Lacrosse, B. Comportamiento teórico y experimental de las tuberías de poliésterreforzado con fibra de vidrio enterradas. Primera parte. Métodos existentes de cálculo.
Lencastre, A. Handbook of hydraulic engineering. Chichester, West Sussex (ReinoUnido), Ellis Horwood limited, 1987.
Lencastre, A. Manual de ingeniería hidráulica. Universidad Pública de Navarra, 1998.
Liria Montañés, J. Proyecto de redes de distribución de agua en poblaciones. Madrid,Colegio de Ingenieros de Caminos, Canales y Puertos, 1995.
Makar, J.M; Kleiner, Y. Maintaining water pipeline integrity. Institute for Research inConstruction (NRCC-43986). Ontario (Canadá), 2000.
Mateos de Vicente, M. Válvulas para abastecimientos de aguas. Madrid, Bellisco, 1990.
Mayol Mallorquí, J. Tuberías I. Madrid, Bellisco, 1988.
Mayol Mallorquí, J. Tuberías III. Economía de las instalaciones, montajes, anexos ytablas. Madrid, Bellisco, 1993.
409
Mendiluce, E. El golpe de ariete en impulsiones. Madrid, Bellisco, 1987.
MF. Instrucción para el proyecto y la ejecución de obras de hormigón estructural,EHE-98. Madrid, 1998.
MF. Instrucción para la recepción de cementos, RC-93. Madrid, 1993.
MF. Pliego de prescripciones técnicas generales para obras de carreteras y puentes(PG-3).
MIMAM. Estudio técnico de base para la elaboración del Pliego de prescripciones téc-nicas generales para tuberías de saneamiento de poblaciones. Madrid, 1996 (Iné-dito).
MIMAM. Libro blanco del agua en España. Madrid, 2000.
MOPTMA. Estudio técnico de base para la elaboración del Pliego de prescripcionestécnicas generales de tuberías de abastecimiento de agua. Madrid, 1995 (Inédito).
MOPU. Pliego de prescripciones técnicas generales para tuberías de abastecimientode agua. Madrid, 1974.
MOPU. Pliego de prescripciones técnicas generales para tuberías de saneamiento depoblaciones. Madrid, 1986.
MOPU. Pliego de prescripciones técnicas generales para la ejecución de obras hidráu-licas. Madrid, 1989 (Inédito).
Moser, A.P. Buried pipe design. Nueva York (Estados Unidos), Mc Graw Hill, 1990.
Osuna, A. Hidráulica técnica y mecánica de fluidos. ETSI de Ingenieros de Caminos,Canales y Puertos de Madrid, 1987.
Pipe Jacking Association. Jornada sobre microtúneles y pipe jacking. Madrid, 1993.
Pont a Mousson SA. Ductile iron pipe compendium. Nancy (Francia), 1986.
Pürschel, W. El transporte y la distribución del agua. Bilbao, Urmo SA de ediciones,1978
Rodríguez Borlado, R; Martínez, C; Martinez, R. Prontuario de estructuras metálicas.Madrid, CEDEX, 2002.
Saenger, SA. Tubos Saenger. Manual técnico. Barcelona, 1989.
Saenger, SA y Pipelife. Manual técnico. 3ª edición. Barcelona, 1997.
Sánchez López, J.L. Acerca de las pruebas de presión interior y de estanquidad entuberías de fibrocemento instaladas en zanja. Revista de Obras Públicas nº 3.332 .pp. 25-32. Mayo 1994.
Santos Sabrás, F; Mongelos, M. B; Coca, F. J. Estudio de la fiabilidad de las fórmulasaproximadas para la obtención de pérdidas de carga en conductos cerrados. Revis-ta Tecnología del Agua nº 26 pp 99-105, 1986a.
410

Santos Sabrás, F; Mongelos, M. B. Estudio de la fiabilidad de determinadas fórmulasempíricas para el cálculo de pérdidas de carga en tuberías trabajando con agua.Cuadros prácticos.. Revista Tecnología del Agua nº 27 pp 56-61, 1986b.
Sanz Saracho, J.M. Seguridad en zanjas (Master en prevención de riesgos laborales).Madrid, 2000
Sargand S., Mitchell G., Owen J. Structural performance of flexible pipes. Rotterdam(Holanda), A.A. Balkema, 1980.
Siderúrgica del tubo soldado. 1er simposium nacional de tuberías de acero revestidaspara el sector hidráulico. El Escorial (Madrid), 1995.
Siderúrgica del tubo soldado. Manual de cálculo de tuberías con soldadura helicoidal.Madrid, 1996.
SSPC. Steel Structures Painting Manual. Good Painting Practice. Pittsburgh (EstadosUnidos), 1983.
Steel Plate Fabricators Association. Welded steel water pipe manual. Illinois (EstadosUnidos), 1970.
Stephenson, D. Development in water science. Pipeline design for water engineers.Amsterdam (Holanda), Elsevier Scientific Publishing Company, 1976.
Susuki, S. On damages and lessons of Myyagi-Ken-Oki earthquake. Japan WaterworksAssociation, 1979.
Swamee, P; Jain, A. Explicit equations for pipe-flow problems. Journal of the Hydrau-lics Division, mayo 1976, pp 658-664.
Tiktin, J. Movimiento de tierras. Madrid, ETSI Caminos, Canales y Puertos, 1987.
Torrent, L. Fórmulas hidráulicas de conducciones. Comentarios y acotaciones. Revis-ta de Obras Públicas, agosto 1983 (pp 571-584).
Tubos Borondo, SA. Manual de conducciones de saneamiento con tubos de hormi-gón en masa o armado. Fascículo I. Cálculo mecánico de conductos de sección cir-cular, ovoide y base plana. Madrid, 1988.
Twort, A; Ratnayaka, D; Brandt, M. Water supply. Londres (Reino Unido), IWA Publis-hing, 2000.
United States Pipe and Foundry Company. Welded steel pipe. Design details anddimensions. 1976.
Universidad Internacional Menéndez Pelayo. International course on water supply sys-tems. State of the art and future trends. Valencia, 1992.
Universidad Politécnica de Cataluña. Jornadas sobre experiencias de los usuarios conlas tuberías en redes de abastecimiento, saneamiento y riego. Tarrasa, 1994.
411

Universidad Politécnica de Valencia. Ingeniería hidráulica aplicada a los sistemas dedistribución de agua. Valencia, 1996.
Universidad de Salamanca. Curso sobre diseño e instalación de tuberías para el trans-porte de agua. Ávila, 2002.
Unlig, Herbert H. Corrosión y control de corrosión. Bilbao, ediciones Urmo, 1970.
Uponor. Tuberías y accesorios de polietileno. Manual Técnico. Barcelona, 2000.
Uponor. Pipeline. International news magazine. (varios números).
Uralita. Manual General. Tomos I y II. Madrid, Paraninfo, 1987.
Uralita. Tubería de poliéster centrifugado Uralita. Manual de producto. Madrid, 2000.
US Army Corp of Engineers. Manual EM 1110-2-2901. 1970.
Vallarino, E; Cuesta, L. Aprovechamientos hidroeléctricos. Madrid, Colegio de Ingenie-ros de Caminos, Canales y Puertos, 2000.
Vallarino, E. Obras hidráulicas. Cuestiones generales y funcionales. ETSI Caminos,Canales y Puertos de la Universidad Politécnica de Madrid, 1997.
Vallarino, E. Planificación hidráulica. ETSI Caminos, Canales y Puertos de la Universi-dad Politécnica de Madrid, 1997.
Villar Robledo, G. Nuevos desarrollos en detección de fugas. Tecnología del agua nº202, pp. 72-75, 2000.
Water Authorities Association. Pipe materials selection manual. Swindon, Reino Unido,1988.
Water Research Centre. Water industry: managing leakage. Engineering and Opera-tions Committee. Reino Unido, 1994
Water Services Association of Australia., WSSA. Facts 98: The Australian urban waterindustriy. Sydney (Australia), 1998.
Zhao, J.Q. Trunk sewes in Canada. Proc. APWA International Public Works Congress.NRCC/CPWA Seminar Series “Innovations in urban infrastructure” (pp 75-89),2000.
Zoubir, L; Vanier, D; Lacasse, M; Kyle, B. Effective decisión making tools for roofingmaintenance management. Proc. 1st International conference on new informationtechnologies for decision making in construction (pp 425-436). Montreal (Canada),1998.
412
413
Normativa citada en el texto
Se adjunta a continuación la relación completa de la normativa utilizada en la elaboraciónde esta Guía Técnica. Se trata tanto de legislación nacional (Leyes, Reales Decretos,Órdenes Ministeriales) como de la Unión Europea, así como normas elaboradas por dis-tintos Organismos de normalización, tanto nacionales como internacionales, las cualesfiguran detalladas con su descriptor completo.
Legislación nacional
Ley 88/1967, de 8 de noviembre, de Pesos y Medidas (BOE de 10 de noviembre de1967).
Ley 16/1987, de 30 de julio, de Ordenación del Transporte Terrestre (BOE de 31 dejulio de 1987).
Ley 25/1988, de 29 de julio, de Carreteras (BOE de 30 de julio de 1988).
Ley 21/1992, de 16 de julio, de Industria (BOE de 23 de julio de 1992).
Ley 31/1995, de 8 de noviembre, de Prevención de Riesgos Laborales (BOE nº269, de10 de noviembre).
Ley 38/1999, de 5 de noviembre, de Ordenación de la Edificación (BOE nº266, de 6de noviembre).
Ley 6/2001, de 8 de mayo, de modificación del Real Decreto Legislativo 1302/1986,de 28 de junio, de Evaluación de Impacto Ambiental (BOE nº111, de 9 de mayo).
RD 1423/1982, por el que se aprueba la Reglamentación Técnico Sanitaria para elAbastecimiento y Control de Calidad de las Aguas Potables de Consumo Público (BOEde 29 de junio).
RD 1296/1986, de 28 de Junio, por el que se modifica la Ley 3/1985 de 18 de Marzode Metrología y se establece el Centro Metrológico CEE. (BOE de 30 de Junio de 1986).

RD 1302/1986, de 28 de junio, sobre evaluación y obligatoriedad de estudio sobreimpacto ambiental. (BOE de 30 de junio de 1986).
RD 1406/1989, de 10 de noviembre, por el que se imponen limitaciones a la comer-cialización y al uso de ciertas sustancias y preparados peligrosos (níquel y sus compues-tos) (BOE nº40, de 16 de febrero de 2000).
RD 1138/1990, por el que se aprueba la Reglamentación técnico sanitaria para el abas-tecimiento y control de calidad de las aguas potables de consumo público (BOE de 20 deseptiembre).
RD 1630/1992, de 29 de diciembre, por el que se dictan disposiciones para la libre cir-culación de productos de construcción en aplicación de la Directiva 89/106/CEE (BOEnº 34, de 9 de febrero de 1993).
RD 1078/1993, de 2 de julio, por el que se aprueba el Reglamento sobre clasificación,envasado y etiquetado de preparados peligrosos
RD 363/1995, de 10 de marzo, por el que se aprueba el Reglamento sobre notificaciónde sustancias nuevas y clasificación, envasado y etiquetado de las sustancias peligrosas
RD 2200/1995, de 28 de diciembre, por el que se aprueba el Reglamento de la infra-estructura para la calidad y la seguridad industrial (BOE nº 32, de 6 de febrero de 1996).
RD 1627/1997, de 24 de octubre, por el que se establecen disposiciones minimas deseguridad y de salud en las obras de construcción (BOE nº 256, de 25 de octubre) .
RD 9/2000, de 6 de octubre, de modificación del Real Decreto legislativo 1302/1986,de 28 de junio, de Evaluación de Impacto Ambiental (BOE nº 241, de 7 de octubre).
RD 202/2000, de 11 de febrero, por el que se establecen las normas relativas a losmanipuladores de alimentos.
RD 140/2003, de 7 de febrero, por el que se establecen los criterios sanitarios de cali-dad del agua de consumo humano.
OM del Ministerio de Obras Públicas y Urbanismo, de 28 de julio de 1974, por la que seaprueba el “Pliego de prescripciones técnicas generales para tuberías de abastecimientode agua” y se crea una “Comisión Permanente de Tuberías de Abastecimiento de Aguay Saneamiento de Poblaciones” (BOE nº236, de 2 de octubre).
OM del Ministerio de Obras Públicas y Urbanismo, de 15 de septiembre de 1986, por laque se aprueba el “Pliego de prescripciones técnicas generales para tuberías de sanea-miento de poblaciones” (BOE de 23 de septiembre).
OM del Ministerio de Presidencia, de 15 de diciembre de 1998, por la que se modificael anexo I del RD 1406/1989, de 10 de noviembre, por el que se imponen limitacionesa la comercialización y al uso de ciertas sustancias y preparados peligrosos (BOE de 22de febrero).
414

OM del Ministerio de Presidencia, de 6 de julio de 2000, por la que se modifica el anexoI del RD 1406/1989 del 10 de noviembre por el que se imponen limitaciones a la comer-cialización y al uso de ciertas sustancias y preparados peligrosos (BOE de 11 de julio de2000).
OM del Ministerio de Presidencia, de 7 de diciembre de 2001, por la que se modifica elanexo I del RD 1406/1989, de 10 de noviembre, por el que se imponen limitaciones ala comercialización y al uso de ciertas sustancias y preparados peligrosos. (BOE de 14 defebrero de 2001).
Legislación de la Unión Europea
Directiva 79/409/CEE del Consejo, de 2 de abril, relativa a la conservación de aves sil-vestres.
Directiva 76/769/CEE del Consejo, de 27 de julio, relativa a la aproximación de las dis-posiciones legales, reglamentarias y administrativas de los Estados miembros que limitanla comercialización y el uso de determinadas sustancias y preparados peligrosos (DOCEL262 del 27 de septiembre de 1976).
Directiva 80/778/CEE del Consejo, de 15 de julio, relativa a la calidad de las aguas des-tinadas al consumo humano (DOCE L222 del 30 de agosto de 1980).
Directiva 83/478/CEE del Consejo, de 19 de agosto de 1983, por la que se modificapor quinta vez la Directiva76/769/CEE relativa a la aproximación de las disposicioneslegales, reglamentarias y administrativas de los Estados miembros que limitan la comer-cialización y el uso de determinadas sustancias y preparados peligrosos (DOCE 1983, L263, p. 33).
Directiva 89/106/CEE, de 18 de marzo, sobre los productos de construcción (DOCEL080 de 1999).
Directiva 91/659/CEE de la Comisión, de 3 de diciembre, por la que se adopta por pri-mera vez al proceso técnico el anexo I de la Directiva 76/769/CEE.
Directiva 92/43/CEE del Consejo, de 21 de mayo, relativa a la conservación de los hábi-tats naturales y de fauna y flora silvestre.
Directiva 92/57/CE del Consejo, de 24 de junio, relativa a las disposiciones mínimas deseguridad y de salud que deben aplicarse en las obras de construcción temporales o móviles.
Directiva 98/83/CE, de 3 de noviembre, relativa a la calidad de las aguas destinadas alconsumo humano (DOCE L330 del 5 de diciembre de 1998).
Directiva 99/77/CE de la Comisión, de 26 de julio, por la que se modifica en último lugarla Directiva 76/769/CEE del Consejo que limita la comercialización y el uso de ciertassustancias y preparados peligrosos. (DOCE L207 de 1999)
415

Normas UNE
Las normas UNE (Una Norma Española) son las elaboradas por AENOR (AsociaciónEspañola de Normalización), que es el único Organismo normalizador reconocido enEspaña para la elaboración de normas en el campo de la calidad industrial, estando ava-lada su experiencia por los miles de productos y empresas normalizados y certificados.Su página web es www.aenor.es.
Las normas UNE utilizadas en la elaboración de esta Guía Técnica son las siguientes:
7019:1950 Determinación cuantitativa del azufre en los aceros empleados en laconstrucción.
7029:1951 Determinación cuantitativa del fósforo en los aceros empleados en laconstrucción.
7130:1958 Determinación del contenido total de substancias solubles en aguas paraamasado de hormigones.
7131:1958 Determinación del contenido total de sulfatos en aguas de amasado paramorteros y hormigones.
7132:1958 Determinación cualitativa de hidratos de carbono en aguas de amasadopara morteros y hormigones.
7133:1958 Determinación de terrones de arcilla en áridos para la fabricación demorteros y hormigones.
7134:1958 Determinación de particulas blandas en aridos gruesos para hormigones
7178:1960 Determinación de los cloruros contenidos en el agua utilizada para lafabricacion de morteros y hormigones.
7234:1971 Determinación de la acidez de aguas destinadas al amasado de morterosy hormigones, expresada por su pH.
7235:1971 Determinación de los aceites y grasas contenidos en el agua de amasa-do de morteros y hormigones.
7238:1971 Determinación de coeficiente de forma del arido grueso empleado en lafabricación de hormigones.
7244:1971 Determinación de particulas de bajo peso especifico que puede contenerel arido utilizado en hormigones.
7255:1979 Ensayo de Apisonado de suelos por el método proctor normal.
7472:1992 Materiales metálicos. Ensayo de doblado simple.
7474:1992 Materiales metálicos. Ensayo de tracción. Parte I: Método de ensayo (ala temperatura ambiente).
7475:1992 Materiales metálicos. Ensayo de flexión por choque sobre probetacharpy. Parte I: método de ensayo.
416
10025:1994 Productos laminados en caliente, de acero no aleado, para construccio-nes metalicas de uso general. Condiciones tecnicas de suministro.
12165:1999 Cobre y aleaciones de cobre. productos y semiproductos para forja.
14011:1957 Calificación de las soldaduras por rayos X. Defectos de las uniones sol-dadas.
14040:1972 Prácticas recomendadas para el examen radiográfico de las uniones cir-culares soldadas a tope, por fusión. Sobre tubos de acero con pared deespesor inferior a 50 mm.
14606:1975 Ensayo de tracción transversal de las uniones soldadas a tope por fusión.
14607:1979 Ensayo de doblado transversal por el lado de la cara y por el lado de laraíz de las uniones soldadas a tope por fusión.
14610:1979 Examen mediante partículas magnéticas de uniones soldadas.
14612:1980 Práctica recomendada para el examen de las uniones soldadas median-te la utilización de líquidos penetrantes.
14613:1979 Examen por ultrasonidos de uniones soldadas.
36004:1989 Definición y clasificación de los tipos de acero.
36068:1994 Barras corrugadas de acero soldable para armaduras de hormigon arma-do.
36080:1992 Productos laminados en caliente, de acero no aleado para construccio-nes metálicas de uso general. Condiciones técnicas de suministro.
36092:1996 Mallas electrosoldadas de acero para armaduras de hormigón armado.
36094:1997 Alambres y cordones de acero para armaduras de hormigón pretensado.
36300:1980 Toma y preparación de muestras para análisis químicos de productos deacero laminados y forjados.
36461:1980 Ensayo de doblado alternativo de alambres de acero para armaduras pre-tensadas.
36739:1995 Armaduras básicas de acero electrosoldadas en celosía para armadurasde hormigón armado (UNE EX).
37501:1988 Galvanización en caliente. Características y métodos de ensayo.
37508:1988 Recubrimientos galvanizados en caliente de piezas y artículos diversos.
43503:1979 Fibra de vidrio textil. Designación de los hilos.
53020:1973 Materiales plásticos. Determinación de la densidad y de la densidad rela-tiva de los materiales plásticos no celulares. Métodos de ensayo.
53131:1990 Plásticos. Tubos de polietileno para conducciones de agua a presión.Características y métodos de ensayo.
417

53177:1989 Plásticos. Accesorios inyectados de poli (cloruro de vinilo) no plastifica-do para canalizaciones a presion.Parte 1. Unión por adhesivo o rosca. Cotas de montajeParte 2. Union por junta elastica. Cotas de montaje
53188:1991 Plásticos. Materiales termoplásticos a base de polietileno y copolímerosde etileno.Parte 1: Designación
53200:1992 Plásticos. Determinación del Indice de Fluidez de materiales termoplásti-cos en masa (IFM) y en volumen (IFV).
53314:1979 Plásticos. Tubos, juntas y piezas fabricadas con resinas termoestablesreforzadas con fibra de vidrio. Terminología.
53323:2001 Sistemas de canalización enterrados de materiales plásticos para aplica-ciones con y sin presión. Plásticos termoestables reforzados con fibra devidrio (PRFV) basados en resinas de poliéster insaturado (UP) (UNE EX)
53331:1997 Plásticos. Tubos de poli(cloruro de vinilo) (PVC) no plastificado y polieti-leno (PE) de alta y media densidad. Criterio para la comprobación de lostubos a utilizar en conducciones con y sin presión sometidos a cargasexternas (UNE IN).
53375:1983 Plásticos. Determinación del contenido de negro de carbono en poliofe-linas y sus transformados.
53394:1992 Materiales plásticos. Código de instalación y manejo de tubos de polieti-leno para conducción de agua a presión. Técnicas recomendadas.
53399:1990 Plásticos. Código de instalación y manejo de tuberías de poli(cloruro devinilo) no plastificado (PVC-U) para la conducción de agua a presión.Técnicas recomendadas (UNE IN).
53490:1990 Plasticos. Tubos de polietileno pigmentado (no negros) para conduccio-nes subterraneas, empotradas u ocultas de agua a presion. Caracteristi-cas y metodos de ensayo.
53571:1989 Elastómeros. Juntas de estanquidad de goma maciza para tuberías desuministro de agua, drenaje y alcantarillado. Especificaciones de losmateriales.
53959:2001 Tubos de material termoplástico para el transporte de líquidos a presión.Cálculo de pérdida de carga (PNE).
53965:1999 Plásticos. Compuestos de PE 80 y PE 100 para la fabricación de tubosy accesorios. Características y métodos de ensayo. Parte 1.Compuestosy accesorios para la conducción de agua (UNE EX).
53966:2001 Plásticos. Tubos de PE 100 para conducciones de agua a presión.Características y métodos de ensayo (UNE EX).
418
83133:1990 Áridos para hormigones. Determinación de las densidades, coeficientede absorción y contenido de agua en el árido fino.
83134:1990 Áridos para hormigones. Determinación de las densidades, porosidad,coeficiente de absorción y contenido en agua del árido grueso.
143002:2002 Adhesivos en sistemas de canalización en materiales termoplásticos.Especificaciones para sistemas a presión (PNE).
146508:1999 Ensayo de áridos. Determinación de la reactividad potencial álcali-sílicey álcali-silicato de los áridos. Método acelerado en probetas de mortero(UNE EX).
146507:1999 Ensayos de áridos. Determinación de la reactividad potencial de los ári-dos. Método químico. Parte 1: determinación de la reactividad álcali-síli-ce y álcali-silicato (UNE EX).
Normas UNE-EN
Las normas UNE-EN son aquellas normas elaboradas por AENOR que son traduccióndirecta de la norma EN correspondiente. Las normas UNE-EN referidas en este docu-mento son las siguientes:
19:1993 Marcado de la valvulería industrial de uso general.
75:1996 Plásticos. Determinación de la temperatura de flexión bajo carga. (UNE-EN-ISO)Parte 1: Método general de ensayo
124:1995 Dispositivos de cubrimiento y de cierre para zonas de circulación utiliza-das por peatones y vehículos. Principios de construcción, ensayos detipo, marcado, control de calidad
287:1992 Cualificación de soldadores. Soldeo por fusión. Parte 1: Aceros.
288:1993 Especificación y cualificación de los procedimientos de soldeo para losmateriales metálicos. Parte 1: Reglas generales para el soldeo por fusión.Parte 2: Especificación del procedimiento de soldeo por arco.Parte 3: Cualificación del procedimiento de soldeo por arco de aceros.
473:2001 Ensayos no destructivos. Cualificación y certificación del personal querealiza ensayos no destructivos. Principios generales
512:1995 Productos de fibrocemento. Tubos y juntas para presión
545:1995 Tubos, uniones y accesorios en fundición dúctil y sus juntas para canali-zación de agua. Prescripciones y métodos de ensayo
419

571:1997 Ensayos no destructivos. Ensayo por líquidos penetrantes. Parte 1: principios generales
578:1994 Sistemas de canalización en materiales plásticos. Tubos y accesorios deplástico. Determinación de la opacidad.
580:1995 Sistemas de tuberías plásticas. Tubos de poli(cloruro de vinilo) no plasti-ficado (PVC-U). Método de ensayo de la resistencia del diclorometano auna determinada temperatura (DCMT).
593:1998 Válvulas industriales. Válvulas metálicas de mariposa.
638:1995 Sistemas de canalización en materiales plásticos. Tubos termoplásticos.Determinación de las propiedades de tracción.
639:1995 Prescripciones comunes para tubos de presión de hormigón incluyendojuntas y accesorios.
640:1995 Tubos de presión de hormigón armado y tubos de presión de hormigón conarmadura difusa (sin camisa de chapa), incluyendo juntas y accesorios.
641:1995 Tubos de presión de hormigón armado, con camisa de chapa, incluyen-do juntas y accesorios.
642:1995 Tubos de presión de hormigón pretensado, con y sin camisa de chapa,incluyendo juntas, accesorios y prescripciones particulares relativos alacero de pretensar para tubos.
681:1996 Juntas elastoméricas. Requisitos de los materiales para juntas de estan-quidad de tuberías empleadas en canalizaciones de agua y en drenajeParte 1. Caucho vulcanizado.Parte 2. Elastómeros termoplásticosParte 3. Materiales celulares de caucho vulcanizadoParte 4. Elementos de estanquidad de poliuretano moldeado
714:1995 Sistemas de canalización en materiales plásticos. Uniones con junta deestanquidad elastomérica sin fuerza axial entre tubos a presión y acce-sorios inyectados. Ensayo de estanquidad a presión hidráulica interior sinfuerza axial.
727:1995 Sistemas de canalización y conducción en materiales plásticos. Tubos yaccesorios termoplásticos. Determinación de la temperatura de reblan-decimiento VICAT.
728:1997 Sistemas de canalización y conducción en materiales plásticos. Tubos yaccesorios de poliolefina. Determinación del tiempo de inducción a laoxidación.
736:1996 Válvulas. Terminología.Parte 1. Definición de los tipos de válvulas Parte 2. Definición de los componentes de las válvulas Parte 3 Definición de términos
420

743:1994 Sistemas de canalización y conducción en materiales plásticos. Tubostermoplásticos. Determinación de la retracción longitudinal
744:1996 Sistemas de canalización y conducción en materiales plásticos. Tubostermoplásticos. Método de ensayo de resistencia a choques externos porel método de la esfera de reloj
763:1995 Sistemas de canalización en materiales plásticos. Accesorios termoplás-ticos moldeados por inyección. Ensayo para determinar visualmente losefectos del calentamiento.
805:2000 Abastecimiento de agua. Especificaciones para redes exteriores a los edi-ficios y sus componentes
910:1996 Ensayos destructivos de soldaduras en materiales metálicos. ensayos dedoblado
921:1995 Sistemas de canalización en materiales plásticos. Tubos termoplásticos.Determinación de la resistencia a la presión interna a temperatura cons-tante
933:1999 Ensayos para determinar las propiedades geométricas de los áridos
Parte 9: evaluación de los finos. Ensayo de azul de metileno
1043:2000 Ensayos destructivos de soldaduras en materiales metálicos. Ensayo dedureza (UNE-EN-ISO)
Parte 1. Ensayo de dureza en uniones soldadas por arco
1056:1996 Sistemas de canalización en materiales plásticos. Tubos y accesoriosplásticos. Método de exposición directa a la intemperie
1074:2000 Valvulería para abastecimiento de agua. Prescripciones de aptitud alempleo y tests de verificación aplicablesParte 1 Prescripciones generalesParte 2 Valvulería de seccionamientoParte 3 Válvulas de retenciónParte 4 Purgadores y ventosas con flotadorParte 5 Válvulas de regulaciónParte 6 Hidrantes y bocas de agua
1092:1998 Bridas y sus uniones. Bridas circulares para tuberías, grifería, accesoriosy piezas especiales, designación PNParte 2. Bridas de fundición
1097:1997 Ensayos para determinar las propiedades mecánicas y físicas de los áridos. Parte 1: determinación de la resistencia al desgaste (micro-deval).
1119:1996 Sistemas de canalización en materiales plásticos. Juntas de unión paratubos de PRFV. Métodos de ensayo de estanquidad y de resistencia alfallo de juntas flexibles y de articulación reducida
421

1226:1996 Sistemas de canalización en materiales plásticos. Tubos de PRFV. Métodode ensayo para comprobar la resistencia a la deflexión circunferencial inicial
1227.:2000 Sistemas de canalización en materiales plásticos. Tubos de PRFV. Deter-minación de la deflexión anular relativa final a largo plazo en condicio-nes húmedas
1228:1996 Sistemas de canalización en materiales plásticos. Tubos de PRFV. Deter-minación de la rigidez circunferencial inicial
1229:1996 Sistemas de canalización en materiales plásticos. Tubos de PRFV. Méto-do de ensayo para comprobar la estanquidad de la pared sometida a unapresión interna a corto plazo
1290:1998 Examen no destructivo de uniones soldadas. Examen de uniones solda-das mediante partículas magnéticas
1295:1998 Cálculo de la resistencia mecánica de tuberías enterradas bajo diferentescondiciones de carga. Parte 1. Requisitos generales
1333:1996 Componentes de canalización de tubería. Definición y selección de PN
1393:1997 Sistemas de canalización en materiales plásticos. Tubos de PRFV. Deter-minación de las propiedades iniciales en tracción longitudinal
1394:1997 Sistemas de canalización en materiales plásticos. Tubos de PRFV. Deter-minación de la resistencia en tracción circunferencial inicial aparente
1435:1998 Examen no destructivo de uniones soldadas. Examen radiográfico deuniones soldadas
1447:1997 Sistemas de canalización en materiales plásticos. Tubos de PRFV. Deter-minación de la resistencia a largo plazo a la presión interna
1448:1997 Sistemas de canalización en materiales plásticos. Componentes dePRFV. Métodos de ensayo para verificar el diseño de juntas macho-hem-bra rígidas trabadas, con juntas de estanquidad elastomérica
1449:1997 Sistemas de canalización en materiales plásticos. Componentes dePRFV. Métodos de ensayo para verificar el diseño de juntas macho-hem-bra pegadas
1450:1997 Sistemas de canalización en materiales plásticos. Componentes dePRFV. Métodos de ensayo para verificar el diseño de uniones con bridasatornilladas
1452:2000 Sistemas de canalización en materiales plásticos para conducción deagua. Poli(cloruro de vinilo) no plastificado (PVC-U)Parte 1.GeneralidadesParte 2. TubosParte 3. AccesoriosParte 4. Válvulas y equipo auxiliarParte 5. Aptitud al uso del sistemaParte 6. Práctica recomendada para la instalación (ENV)
422
1503:2000 Válvulas. Materiales para los cuerpos, caperuzas y cubiertas Parte 1. Aceros especificados en las normas europeasParte 2. Aceros distintos de los especificados en las normas europeasParte 3. Fundiciones especificadas en las normas europeas
1563:1998 Fundición. Fundición de grafito esferoidal
1714:1998 Examen no destructivo de soldaduras. examen ultrasónico de unionessoldadas
1744:1999 Ensayos para determinar las propiedades químicas de los áridosParte 1: análisis químico
1872:2001 Plásticos. Materiales de polietileno (PE) para moldeo y extrusión (UNE-EN-ISO)Parte 1: Sistema de designación y bases para las especificaciones
1982:1999 Cobre y aleaciones de cobre. Lingotes y piezas moldeadas
6708:1996 Componentes de canalizaciones. Definición y selección de DN (diámetronominal)
9001:2001 Sistemas de gestión de la calidad. Requisitos
9969:1996 Tubos de materiales termoplásticos. Determinación de la rigidez anular(UNE EN ISO)
10025:1994 Productos laminados en caliente, de acero no aleado, para construccio-nes metálicas de uso general. Condiciones técnicas de suministro
10088:1996 Aceros inoxidablesParte 1: Relación de aceros inoxidables.
10220:1995 Tubos lisos de acero soldados y sin soldadura. Dimensiones y masas porunidad de longitud (UNE ENV)
10233:1994 Materiales metalicos. Tubos. Ensayo de aplastamiento
10234:1994 Materiales metalicos. Tubos. Ensayo de abocardado
10246:1996 Ensayos no destructivos de tubos de acero. Parte 1 Ensayo automático electromagnético para la verificación de la
estanquidad hidráulica de los tubos de acero ferromagnético sol-dados y sin soldadura (excepto soldados por arco sumergido).
10256:2001 Ensayos no destructivos de tubos de acero. Cualificación y competenciadel personal que realiza ensayos no destructivos de los niveles 1 y 2
12099:1997 Sistemas de canalización en materiales plásticos. Materiales y compo-nentes de tubería de polietileno. Determinación del contenido en mate-riales volátiles
423

12118:1998 Sistemas de canalización en materiales plásticos. Determinación porcoulometría del contenido en agua de los materiales termoplásticos
12165:1999 Cobre y aleaciones de cobre. Productos y semiproductos para forja
12473:2001 Principios generales de la protección catódica en agua de mar
12696:2001 Protección catódica del acero en el hormigón
12842:2001 Accesorios de fundición dúctil para sistemas de tuberías de PVC-U o PE.Requisitos y métodos de ensayo
12954:2001 Cathodic protection of buried or immersed metallic structures - Generalprinciples and application for pipelines
13783:1998 Sistemas de canalización en materiales plásticos. Comportamiento a la trac-ción axial de manguitos dobles de poli(cloruro de vinilo) no plastificado(PVC-U). Métodos de ensayo de estanquidad y resistencia mientras los man-guitos están sometidos a flexión y a presión interna (UNE-EN-ISO)
13844:2001 Sistemas de canalización en materiales plásticos. Uniones de poli(cloru-ro de vinilo) no plastificado (PVC-U) para embocaduras con junta deestanquidad elastomérica para tubos de PVC-U. Método de ensayo deestanquidad a presión negativa ( UNE EN ISO)
13845:2001 Sistemas de canalización en materiales plásticos. Uniones de manguitoscon junta de estanquidad elastomérica para tubos de PVC-U. Método deensayo de estanquidad a presión interna y con deflexión angular (UNEEN ISO)
13846:2001 Sistemas de canalización en materiales plásticos. Uniones y juntas resis-tentes o no al efecto axial para sistemas de canalización en materialestermoplásticos para conducción a presión. Método de ensayo de estan-quidad a largo plazo con presión hidráulica interior (UNE EN ISO)
22063:1994 Recubrimientos metalicos y otros recubrimientos inorganicos. Proyec-cion termica. Cinc, aluminio y sus aleaciones
25817:1994 Uniones soldadas por arco de aceros. Guía sobre los niveles de calidaden función de las imperfecciones
45003:1995 Sistemas de acreditación de laboratorios de ensayo y calibración. Requi-sitos generales relativos a su funcionamiento y reconocimiento
45010:1998 Requisitos generales para la evaluación y acreditación de entidades decertificación
Proyectos de normas europeas prEN
Como su propio nombre indica, son proyectos o borradores de futuras normas europeasEN (y por tanto también UNE-EN). Según los casos se encuentran más o menos desa-
424
rrollados (encuesta, encuesta definitiva, voto formal, etc.), habiéndose utilizado lossiguientes en la redacción de este documento:
1295:2001 Structural design of buried pipelines under various conditions of loadingParte 2 Summary of nationally established methods of designParte 3 Common method
1336:2001 Sistemas de canalización en materials plásticos. Uniones resitentes y noresistentes al efecto axial para canalizaciones termoplásticas a presión.Método de ensayo de estanquidad a largo plazo a presión hidrostática
1796:2000 Sistemas de canalización enterrados plásticos para el suministro de agua– Plásticos termoestables reforzados con fibra de vidrio (PRFV) basadosen resina de poliéster insaturada (UP)Parte 1 GeneralidadesParte 2. TubosParte 3. AccesoriosParte 4. Válvulas y equipo auxiliarParte 5. Aptitud al uso del sistemaParte 6. Prácticas recomendadas para la instalación
3126:1999 Sistemas de canalización en materials plásticos. Accesorios de plástico.Determinación de las dimensiones (prEN ISO)
10224:1998 Steel pipes, joints and fittings for the conveyance of aqueous liquid inclu-ding potable water
10289:2001 Steel tubes and fittings for onshore and offshore pipelines. Externalliquid applied epoxy and epoxy modified coatings
10290:2001 Steel tubes and fittings for onshore and offshore pipelines. Externalliquid applied plyurethane modified coatings
10310:2001 Steel tubes and fittings for onshore and offshore pipelines. Internal andexternal two layer epoxy resin and polyamide based coatings
10468:2000 Sistemas de canalización en materiales plásticos. Tubos de plástico ter-moestable reforzado con fibra de vidrio (PRFV). Determinación del fac-tor de fluencia en condiciones húmedas y cálculo de la rigidez circunfe-rencial específica a largo plazo (prEN ISO)
12201:2000 Plastics piping systems for water supply. Polyethylene (PE)Part 1. GeneralPart 2. PipesPart 3. FittingsPart 4. Valves Part 5. Fitness for purpose of the systemPart 7. Guidance for the assesment of conformity
425

12266-1:1999 Válvulas industriales. Ensayos de válvulas. Parte 1. Ensayos, procedimien-tos de ensayo y criterios de aceptación que debe cumplir cada válvula
12474:1999 Cathodic protection for submarine pipelines
13224:1998 Plastics piping systems for buried and above-ground pressure systems forwater for general purposes, drainage and sewerage. Polyethylene (PE)Part 1. GeneralPart 2. PipesPart 3. FittingsPart 4. Valves Part 5. Fitness for purpose of the systemPart 7. Guidance for the assesment of conformity
13509:1999 Cathodic protection measurement techniques
13636:2001 Cathodic protection of buried metallic tanks and related piping
13689:1999 Guidance on the classification and design of plastics piping systems usedfor renovation
14038-1:2001 Electrochemical re-alkalisation and chloride extraction treatments forreinforced concrete.Part 1 Re-alkalisation
14409:2000 Plastics piping systems for renovation of underground water supply net-worksPart 1 GeneralPart 2 Lining with close-fit pipes
14828:2000 Sistemas de canalización en materiales plásticos. Tubo de plástico ter-moestable reforzado con fibra de vidrio (PRFV). Determinación del fac-tor de relajación en condiciones húmedas y cálculo de la rigidez circun-ferencial específica a largo plazo (prEN ISO)
50162:2000 Protection against corrosion by stray current from direct current systems
CEN/TC 203 wi015:2001 Ductile iron wide tolerance couplings and flange adaptors for use with
pipes of different materials (ductile iron, grey iron, steel, PVC-U, PE,fibrecement)
Normas API
API (American Petroleum Institute) es la mayor asociación comercial norteamericana enel sector del petróleo y del gas. Tiene sus oficinas centrales en Washington y su páginaweb es www.api.org. Ha desarrollado más de 500 normas en su ámbito de trabajo,habiéndose utilizado de ellas las siguientes, relativas a los tubos de acero, en el desarrollodel presente trabajo:
426

5L:2000 Specification for line pipe
5LW:1997 Recommended practice for transportation of line pipe on barges andmarine vessels
Normas ASME
ASME (American Society of Mechanical Engineers) es una organización con fines cientí-ficos no lucrativos fundada en 1880 que cuenta con más de 125.000 miembros en todoel mundo. Tiene sus oficinas centrales en Estados Unidos; su página web eswww.asme.org y en el presente trabajo se ha utilizado la siguiente norma de esta institu-ción:
IX:2001 Qualification standard for welding and brazing procedures, welders, bra-zers and welding and brazing operators
Normas ASTM
ASTM (American Society for Testing and Materials) es una organización de normaliza-ción americana sin ánimo de lucro, que abarca numerosos campos del saber científico(más de 130 áreas): construcción, electrónica, informática, servicios médicos, y muchosotros, desarrollando en ellos normas sobre especificaciones de productos, métodos deensayo, terminología, etc.
Fundada en 1898, y con cerca de 35.000 miembros en la actualidad y más de 10.000normas publicadas, tiene su sede central en Estados Unidos y su página web es:www.astm.org. En el ámbito de las tuberías a presión, las referencias utilizadas en laredacción de esta Guía Técnica son las siguientes:
A74/98 Standard specification for cast iron soil pipe and fittings
A377/99 Standard index of specifications for ductile-iron pressure pipes
C118-99 Standard specification for reinforced concrete low-head pressure pipe
C 361-99 Standard specification for reinforced concrete low-head pressure pipe.
D1785-99 Standard specification forpPoly(vinyl chloride) pipe. Schedules 40, 80,and 120
D2104-99 Standard specification for polyethylene (PE) plastic pipe, schedule 40
D2239-99 Standard specification for polyethylene (PE) plastic pipe (SIDR-PR) basedon controlled inside diameter
D2241-00 Standard specification for poly(vinyl chloride) pressure-rated pipe (SDRSeries)
427
D2447-99 Standard specification for polyethylene (PE) plastic pipe, schedules 40and 80, based on outside diameter
D2737-99 Standard specification for polyethylene (PE) plastic tubing
D2774-72 Standard recommended practice for underground installation of ther-moplastic pressure piping
D3035-95 Standard specification for polyethylene (PE) plastic pipe (DR-PR) basedon controlled outside diameter
D3261-97 Standard specification for butt heat fusion polyethylene (PE) plastic fit-tings for polyethylene (PE) plastic pipe and tubing
D3517-96 Standard specification for fiberglass (glass-fiber-reinforced thermoset-ting-resin) pressure pipe
D3539-96 Standard test methods for evaporation rates of volatile liquids by shellthin-film evaporometer
D4541-96 Standard test method for pull-off strength of couting using portableadhesion testers
F714-00 Standard specification for polyethylene (PE) plastic pipe (SDR-PR) basedon outside diameter
F771-99 Standard specification for polyethylene (PE) thermoplastic high-pressureirrigation pipeline systems
F1483-98 Standard specification for oriented poly(vinyl chloride), PVCO, pressurepipe
F1697-01 Standard specification for poly(vinyl chloride) (PVC) profile strip formachine spiral-wound liner pipe rehabilitation of existing sewers andconduits
F1698-96 Standard practice for installation of poly(vinyl chloride)(PVC) profilestrip liner and cementitious grout for rehabilitation of existing man-entry sewers and conduits
Normas ATV
ATV es la Asociación Técnica para el Saneamiento de Alemania (Abwasser TeschnischeVerein). Su página web es www.atv.de y en la elaboración de esta Guía Técnica se ha uti-lizado la siguiente norma de esta institución:
127:2000 Richtlinie für die statische berechnung von entwasserungskanalen undleitunngen
428

Normas AWWA
AWWA (American Water Works Association) es una asociación científica de ámbito mun-dial sin ánimo de lucro cuyos fines son, entre otros, el desarrollo y la investigación en elámbito de las redes de abastecimiento de agua potable.
Fundada en 1881, y con más de 50.000 miembros en la actualidad, es la mayor asocia-ción de profesionales del ámbito de los abastecimientos poblacionales. Sus oficinas cen-trales se encuentran en Estados Unidos y su página web es www.awwa.org. Tiene publi-cados numerosos manuales (ver referencias bilbiográficas anteriores) y normas relativas aldiseño, fabricación e instalación de tuberías de abastecimiento de agua, entre otras lassiguientes, las cuales son una referencia obligada en la materia y han sido empleadas pro-fusamente en la redacción de este documento.
C104-95 Cement mortar lining for ductile iron pipe and fittings for water
C105-99 Polyethylene encasement for ductile iron piping for water and otherliquids .
C110-98 Ductile iron and gray iron fittings, 80 mm (3 inches) through 1.200 mm(48 inches) for water and other liquids
C115-99 Standard for flanged ductile-iron pipe with threaded flanges.
C116-98 Protective fusion-bonded epoxy coatings for the interior and exterior sur-faces of ductile iron pipe and gray iron fittings for water supply service
C150-96 American national standard for thickness design of ductile iron pipe.
C151-96 Ductile iron pipe, centrifugally cast in metal molds or sand-lined molds,for water or other liquids
C153-00 Ductile iron compact fittings, 3 in. through 16 in., for water and otherliquids
C200-97 Steel water pipe 6 in. (150 mm) and larger
C203-91 Coal-tar protective coatings and linings for steel water pipelines-enameland tape-hot applied.
C205-00 Cement-mortar protective lining and coating for steel water pipe-4 in.and larger-shop applied.
C208-01 Dimensions for fabricated steel water pipe fittings
C209-90 Cold-applied tape coatings for the exterior of special sections, connec-tions, and fittings for steelwater pipelines.
C210-97 Liquid-epoxy coating systems for the interior and exterior of steel waterpipelines.
429
C213-96 Fusion-bonded epoxy coating for the interior and exterior of steel waterpipelines.
C214-00 Tape coating systems for the exterior of steel water pipelines.
C215-88 Extruded polyolefin coatings for the exterior of steel water pipelines.
C216-89 Heat-shrinkable cross-linked polyolefin coatings for the exterior of spe-cial sections, connections, and fittings for steel water pipelines.
C217-90 Cold-applied petrolatum tape and petroleum wax tape coatings for theexterior of special sections, connections, and fittings for buried steelwater pipelines.
C300-97 Reinforced concrete pressure pipe, steel-cylinder type, for water andothers liquids
C301-99 Prestressed concrete pressure pipe, steel-cylinder, for water and othersliquids
C302-95 Reinforced concrete pressure pipe, non cylinder type, for water andothers liquids
C303-97 Reinforced concrete pressure pipe, steel cylinder type, pretensioned, forwater and others liquids
C304-99 Design of prestress concrete cylinder pipe
C600-99 Installation of ductile-iron water mains and their appurtenances
C602-89 Cement-mortar lining of water pipelines-4 in. (100mm) and larger in place
C605-94 Underground installation of polyvinyl chloride (PVC) pressure pipe andfittings for water)
C651-95 Disinfecting water mains
C900-97 Polyvinyl chloride (PVC) pressure pipe, 4 in. through 12 in., for waterdistribution.
C901-96 Polyethylene (PE) pressure pipe and tubing, _ in through 3 in for waterservices
C905-97 Polyvinyl chloride (PVC) water transmission pipe, diameters 14 in.through 36 in
C906-99 Polyethylene (PE) pressure pipe and fittings, 4 in through 63 in for waterservices
C907-91 Polyvinyl chloride (PVC) pressure fittings for water. 4 in. through 8 in.
C909-98 Molecularly oriented polyvinyl chloride (PVCO) pressure pipe, 4 inthrough 12 in (100 mm through 300 mm), for water distribution
C950-88 Fiberglass pressure pipe
430
Normas BS
Las normas BS son las elaboradas por BSI (British Standards Institution), que es el Orga-nismo de normalización reconocido en el Reino Unido. Su página web es www.bsi-glo-bal.com y las normas BS utilizadas en el presente texto han sido las siguientes:
4625:1970 Specifications for prestressed concrete pipes (including fittings)
5480:1990 British standard specification for glass reinforced plastics (GRP) pipes,joints and fittings for use for water supply or sewerage
7159:1989 Design and construction of glass reinforced plastics (GRP) piping systemsfor individual plants or sites
7892:2000 Specification for seal coats on cement mortar lined ductile iron pipes andfittings
Normas DIN
Las siglas DIN (Deutsches Institut für Normung) dan nombre tanto al Organismo de nor-malización reconocido en Alemania como a las normas que elaboran. Es uno de los orga-nismos de normalización más potentes del mundo (tiene más de 25.000 normas publi-cadas). Su página web es www.din.de y las principales normas DIN utilizadas en la ela-boración de este documento han sido las siguientes:
1072:1985 Road and foot bridges. Design loads
1615:1984 Welded circular unalloyed steel tubes not subject to special requirements;technical delivery conditions
1626:1984 Welded circular unalloyed steel tubes subject to special requirements;technical delivery conditions
1628:1998 High performance welded circular unalloyed steel tubes; technical deli-very conditions
2413-1:1993 Steel pipes; design of steel pressure pipes
2448:1981 Seamless steel pipes and tubes; dimensions, conventional masses perunit length
2458:1981 Welded steel pipes and tubes; dimensions, conventional masses per unitlength
2460:1992 Steel water pipes
4035:1995 Reinforced concrete pipes, reinforced concrete pressupre pipes and sui-table fittings; dimensions, technical specifications for delivery.
431
8074:1999 Polyethylene (PE). Pipes PE 63, PE 80, PE 100, PE-HD. Dimensions
8075:1999 Polyethylene (PE) pipes. PE 63, PE 80, PE 100, PE-HD. General qua-lity requirements, testing
16963:1980 Pipe joints and elements for high density polyethylene (HDPE) pressurepipelines
30670:1991 Polyethylen coatings of steel pipes and fittings; requirements and testing
30671:1992 Thermoset plastic coatings for buried steel pipes
30672:2000 External organic coatings for the corrosion protection of buried andimmersed pipelines for continuous operating temperatures up to 50°C.Tapes and shrinkable materials
30674-1:1982 Coating of ductile cast iron pipes; polyethylene coating
30674-2:1992 Cement mortar coatings for ductile iron pipes; requirements and testing
Normas DVS
DVS (Deutscher Verband für Schweibtechnik, Asociación Alemana para la Técnica de laSoldadura) es una organización alemana que normaliza técnicas de soldadura de distintosproductos. Las normas utilizadas de esta institución han sido las siguientes:
2203 Verificación de soldaduras en termoplásticos
2206 Verificación de elementos y construcciones realizadas en termoplásticos
2207 Soldadura de termoplásticos
Normas F
Con el código F en este texto se ha recogido el siguiente documento elaborado por elMinistère de l´equipement, du logement et des transports de Francia, donde tienecarácter obligatorio (allí es un Reglamento Técnico en los términos expuestos en el apar-tado 2.2.1)
F-70:2001 Ouvrages d´assainissement. Fascículo nº 70
Normas ISO
ISO (Organización Internacional de Normalización, o International Organization forStandardization en inglés) es una agrupación mundial de organismos de normalizaciónnacionales (hay representados 130 países, entre ellos España a través de AENOR), abar-cando todos los campos de normalización, excepto la electricidad y la electrónica. Fun-dada en 1947, organizada en 2.850 comités, subcomités y grupos de trabajo, y con más
432
de 12000 normas publicadas, tiene sus oficinas centrales en Ginebra (Suiza) y su páginaweb es www.iso.ch. Como curiosidad, el acrónimo ISO que da nombre a la Organizacióntuvo su motivación en que el término significa igual (tal como por ejemplo, isobara, iso-termo, etc.). Está previsto que en breve estas normas cambien el código ISO por IS (Inter-national Standard).
En el campo específico de las tuberías a presión, las normas ISO empleadas en la redac-ción de este documento han sido las siguientes:
3:1973 Preferred number. Series of preferred numbers
161:1996 Thermoplastics pipes for the conveyance of fluids. Nominal outside dia-meters and nominal pressures Part 1: Metric series
264:1976 Unplasticized polyvinyl chloride (PVC) fittings with plain sockets forpipes under pressure. Laying lengths. Metric series
497:1973 Guide to the choice of series of preferred numbers and of series contai-ning more rounded values of preferred numbers
559:1991 Steel tubes for water and sewage
2531:1998 Ductile iron pipes, fittings, accessories and their joints for water or gasapplications
2536:1974 Unplasticized polyvinyl chloride (PVC) pressure pipes and fittings, metricseries. Dimensions of flanges
4065:1996 Thermoplastics pipes. Universal wall thickness table
4179:1985 Ductile iron pipes for pressure and non-pressure pipelines . Centrifugalcement mortar lining. General requirements
4200:1992 Plain end steel tubes, welded and seamless; general tables of dimensionsand masses per unit length
4422:1996 Pipes and fittings made of PVC-U for water supply. SpecificationsPart 1: GeneralPart 2: Pipes (with or without integral sockets) Part 3: Fittings and joints Part 4: Valves and ancillary equipment Part 5: Fitness for purpose of the system
4433:1997 Thermoplastics pipes. Resistance to liquid chemicals. Classification Part 1. Immersion test method Part 2. Polyolefin pipes Part 3. PVC-U, PVC-HI, and PVC-C pipes Part 4. PVDF pipes
433
6401:1985 Plastics. Homopolymer and copolymer resins of vinyl chloride. Determi-nation of residual vinyl chloride monomer. Gas chromatographic method
7268:1983 Pipe components. Definition of nominal pressure
7387:1983 Adhesives with solvents for assembly of PVC-U pipe elements. Charac-terization. Part 1: Basic test methods
8179:1995 Ductile iron pipes. External zinc coating Part 1: Metallic zinc with finishing layer Part 2: Zinc rich paint with finishing layer
8180:1995 Ductile iron pipes. Polyethylene sleeving
8501:1988 Preparation of steel substrates before application of paints and relatedproducts — Visual assessment of surface cleanliness. Part 1. Rust grades and preparation grades of uncoated steel substrates
and of steel substrates after overall removal of previous coatings
9080:1992 Thermoplastics pipes for the transport of fluids. Methods of extrapola-tion of hydrostatic stress rupture data to determine the long-term hydros-tatic strength of thermoplastics pipe materials
9304:1989 Seamless and welded (except submerged arc-welded) steel tubes for pres-sure purposes. Eddy current testing for the detection of imperfections
9402:1989 Seamless and welded (except submerged arc-welded) steel tubes for pres-sure purposes. Full peripheral magnetic transducer/flux leakage testingof ferromagnetic steel tubes for the detection of longitudinal imperfec-tions
9765:1990 Submerged arc-welded steel tubes for pressure purposes. Ultrasonic tes-ting of the weld seam for the detection of longitudinal and/or transverseimperfections
10465:1999 Underground installation of flexible glass-reinforced thermosetting resin(GRP) pipes (ISO/TR)Part 1. Installation proceduresPart 2. Comparison of static calculation methods Part 3. Installation parameters and application limits
10803:1999 Design method for ductile iron pipes
11295:1992 Techniques for rehabilitation of pipeline systems by the use of plasticspipes and fittings
11420:1996 Method for the assessment of the degree of carbon black dispersion inpolyolefin pipes, fittings and compounds
434

12092:2000 Fittings, valves and other piping system components made of unplastici-zed poly(vinyl chloride) (PVC-U), chlorinated poly(vinyl chloride) (PVC-C), acrylonitrile-butadiene-styrene (ABS) and acrylonitrile-styrene-acry-lester (ASA) for pipes under pressure. Resistance to internal pressure.Test method
12162:1995 Thermoplastics materials for pipes and fittings for pressure aplications.Clasification and designation. Overall service (design) coefficient
12944:1998 Paints and varnishes. Corrosion protection of steel structures by pro-tective paint systemsPart 1 General introductionPart 2 Classification of environmentsPart 3 Design considerationsPart 4 Types of surface and surface preparationPart 5 Protective paint systemsPart 6 Laboratory performance test methodsPart 7 Execution and supervision of paint workPart 8 Development of specifications for new work and maintenance
13477:1997 Thermoplastics pipes for the conveyance of fluids. Determination ofresistance to rapid crack propagation (RCP). Small-scale steady-state test(S4 test)
13478:1997 Thermoplastics pipes for the conveyance of fluids. Determination ofresistance to rapid crack propagation (RCP). Full-scale test (FST)
13479:1997 Polyolefin pipes for the conveyance of fluids. Determination of resistan-ce to crack propagation. Test method for slow crack growth on notchedpipes (notch test)
13949:1997 Method for the assessment of the degree of pigment dispersion in pol-yolefin pipes, fittings and compounds
16422-4:2000 Pipes and joints made of oriented unplasticized poly(vinyl chloride) (PVC-O) for water transport. Specifications (prISO)
Normas MR
Las normas MR (Material Requirements) son elaboradas por la NACE (National Asso-ciation of Corrosion Engineers), la cual es la mayor asociación mundial dedicada al estu-dio de la corrosión del acero, abarcando su ámbito también al estudio de las tuberías,tanto de acero, como de hormigón armado o pretensado. Tiene sus oficinas centrales enEstados Unidos (Houston, Texas) y su página web es www.nace.org. En el desarrollo delpresente trabajo se han empleado las siguientes:
MR0274:1995 Standard material requirements. Material requirements for polyolefincold applied tapes for underground or submerged pipeline coatings
435

Normas NBE
Las normas NBE (Norma Básica de la Edificación), elaboradas por el Ministerio deFomento., utilizadas en la redacción de este documento han sido las siguientes:
AE 88 Acciones en la edificación
EA 95 Estructuras de acero en la edificación
MV 102 Acero laminado para estructuras de edificación.
MV 104 Ejecución de las estructuras de acero laminado en edificación.
Normas NF
Las normas NF son las elaboradas por AFNOR (Association française de normalisation),que es el Organismo de normalización reconocido en Francia. Su página web eswww.afnor.fr y las normas NF utilizadas en el presente texto han sido las siguientes:
A 48-851:1995 Foundry products. Ductile iron pipes for pressure pipelines. Polyuret-han external coating.
A 48-860:1981 Foundry products. Ductile cast iron piping elements. Socket serie. GSexpress joint. Assembly dimensions and joint accessories
A 48-870:1981 Foundry products. Ductile cast iron piping elements. Socket series. GSstandard joint. Assembly dimensions and joint accessories.
A 48-902:1985 Foundry products. Ductile iron pipes for pressure pipelines. Contrifu-gal cement mortar internal lining. Composition controls of freshlyapplied mortar
Normas NLT
Las Normas Técnicas NLT, elaboradas por el CEDEX (www.cedex.es), son referentes amétodos de ensayo de carreteras, de suelos, así como a otros materiales de construcción.Las utilizadas en el presente documento son las siguientes:
102/72 Humedad mediante secado en estufa.
103/72 Humedad de un suelo por el procedimiento alcohol.
104/72 Granulometría de suelos por tamizado
105/72 Límite líquido por el método de la cuchara.
106/72 Límite plástico
107/76 Apisonado Proctor.
436
109/72 Densidad in situ por el método de la arena.
119/72 Reconocimiento de sulfatos solubles en los suelos.
120/72 Contenido de sulfatos solubles en los suelos.
204/72 Densidad mínima de una arena
Normas RP
Las normas RP (Recommended Practice) son elaboradas por la NACE (National Asso-ciation of Corrosion Engineers), la cual es la mayor asociación mundial dedicada al estu-dio de la corrosión del acero, abarcando su ámbito también al estudio de las tuberías,tanto de acero, como de hormigón armado o pretensado. Tiene sus oficinas centrales enEstados Unidos (Houston, Texas) y su página web es www.nace.org. En el desarrollo delpresente trabajo se han empleado las siguientes:
RP0100:2000 Standard recommended practice. Cathodic protection of prestressedconcrete cylinder pipelines
RP0169:1996 Standard recommended practice. Control of external corrosion onunderground or submerged metallic piping systems
RP0185:1996 Standard recommended practice. Extruded polyolefin resin coating sys-tems with soft adhesives for underground or submerged pipes
RP0187:1996 Standard recommended practice. Design considerations for corrosioncontrol of reinforcing steel in concrete
RP0190:1995 Standard recommended practice. External protective coatings for joints,fittings and valves on metallic underground or submerged pipelines andpiping systems.
RP0288:1994 Standard recommended practice. Inspection of linings on steel and con-crete
Normas SS
Las siglas SS (Swedish Standards Institute) dan nombre tanto al Organismo de normali-zación reconocido en Suecia como a las normas que publican. Su página web eswww.sis.se, y en este documento se ha empleado la siguiente norma de esta institución:
055900 Preparation of steel substrates before application of paints and relatedproduct. Visual assessment of surface cleanliness. Part 1: Rust gradesand preparation grades of uncoated steel substrates and of steel subs-trates after removal of previous coatings
437
Normas SSPC
SSPC (Steel Structures Painting Council, the Society for Protective Coatings) es una orga-nización norteamericana de investigación, con fines no lucrativos, en el campo de losrevestimientos de pintura en las estructuras metálicas. Su página web es www.sspc.org yen el presente documento se han empleado las siguientes normas de esta institución, rela-tivas a los revestimientos de tuberías metálicas:
PA 2 Measurement of Dry Paint Thickness With Magnetic Gages
SP 1 Solvent Cleaning
SP 2 Hand Tool Cleaning
SP 3 Power Tool Cleaning
SP 5 White Metal Blast Cleaning
SP 6 Commercial Blast Cleaning
SP 7 Brush-Off Blast Cleaning
SP 8 Pickling
SP 10 Near-White Blast Cleaning
Normas UNI
Las siglas UNI (Ente Nazionale Italiano di Unificazione) dan nombre tanto al Organismo denormalización reconocido en Italia como a las normas que elaboran. Su página web eswww.uni.com, y en este documento se ha empleado la siguiente norma de esta institución:
9032 Tubi di resine termoindureti rinforzate con fibre di vetro (PRFV) con o senza cari-che. Tipi, dimensioni e requisiti
Normas WIS
WRc (Water Research Centre) es una organización internacional e independiente deinvestigación y consultoría con más de 70 años de experiencia, centrada en el ámbito delabastecimiento, saneamiento y los problemas medioambientales. Entre sus múltiples acti-vidades está la elaboración de numerosas publicaciones y manuales técnicos sobre lamateria, así como la edición de las normas WIS (Water Industry Specification).
Presente en todo el mundo, tiene sus oficinas centrales en el Reino Unido y su páginaweb es www.wrc.plc.co.uk (la biblioteca en la que pueden consultarse las normas y publi-caciones está en www.webookshop.com). En el presente documento se han utilizado lassiguientes normas WIS:
4-08-01:1994 Bedding and sidefill materials for buried pipeline
4-08-02:1994 Specification for bedding and sidefill materials for pipelines
4-31-08:2001 Especificaciones de tubos de policloruro de vinilo orientado molecular-mente (PVC-O) empleados en conducciones subterráneas a presión.
438
