disminuciÓn del sobreconsumo del material de …
TRANSCRIPT

DISMINUCIÓN DEL SOBRECONSUMO DEL MATERIAL DE EXTRUSION EN LA
CUERDA DE ALUMINIO CALIBRE 2/0 (B) CPR AWG
MARIA GISELA FERNÁNDEZ BARONA
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE SISTEMAS DE PRODUCCION
PROGRAMA INGENIERIA DE PRODUCCION
SANTIAGO DE CALI
2006

DISMINUCIÓN DEL SOBRECONSUMO DEL MATERIAL DE EXTRUSION EN LA
CUERDA DE ALUMINIO CALIBRE 2/0 (B) CPR AWG
MARIA GISELA FERNÁNDEZ BARONA
Pasantía para optar al titulo de Ingeniero de Producción
Director
GUSTAVO ADOLFO PAREDES
Ingeniero Mecánico
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE SISTEMAS DE PRODUCCION
PROGRAMA INGENIERIA DE PRODUCCION
SANTIAGO DE CALI
2006
Nota de aceptación:
Aprobado por el Comité de Grado en
cumplimiento de los requisitos exigidos
por la Universidad Autónoma de
Occidente para optar al titulo de
Ingeniero de Producción.
Ing. JUAN CARLOS OTERO
Jurado
Jurado
Santiago de Cali, 27 de Julio de 2006.
Quiero dedicar este triunfo a Dios por acompañarme en todo momento, brindarme
sabiduría, entendimiento, iluminar y guiar mi vida, por el amor de quienes están a
mí alrededor y permitirme alcanzar mi desarrollo profesional.
A mis Padres por sus sacrificios y porque a pesar de la distancia física siempre
estuvieron pendientes de mi formación, procurando dar lo mejor de sí mismos para
sacarme adelante.
A mis abuelos, por sus consejos, cuidados, paciencia, comprensión, preocupación
y entrega incondicional durante todos los años y etapas de mi vida.
A mis hermanos, tíos y demás familiares, por ser parte de lo más preciado y en
gratitud por la confianza y respaldo para la consecución de mis ideales.
A mis compañeros y amigos, que siempre estuvieron presentes en aquellos
momentos que sentí desfallecer ofreciéndome fuerzas y alientos para continuar.
A la Universidad y en especial a los profesores por darme lo más valioso, sus
enseñanzas y consejos para formarme como profesional.
Y a todas aquellas personas que han aportado experiencias y vivencias valiosas
durante toda mi vida y han contribuido a mi formación personal.
AGRADECIMIENTOS
Esta investigación fue posible por la colaboración, asesoría, suministro de datos e
información proporcionada por diferentes personas y entidades, que contribuyeron
significativamente al desarrollo del proyecto para así lograr aportar al control de
consumo de material de extrusión en la cuerda de aluminio calibre 2/0 (B) CPR
AWG.
A la Universidad Autónoma de Occidente;
A todos los profesores de la Universidad, que en el transcurso de la carrera me
brindaron sus conocimientos;
A todas aquellas personas que de una u otra manera colaboraron en el desarrollo
del proyecto.
A Jesús Antonio Ramírez, Jefe de laboratorio CENTELSA planta No. 2.
A Omar Trujillo, Jefe de Producción CENTELSA planta No.1.
A José Fernando López, Ingeniero de Investigación y Desarrollo CENTELSA.

A Juan Manuel Ramírez, Jefe de Planeación CENTELSA.
A los anteriores y a las demás personas que pidieron reserva de su identidad,
gracias por apoyar mi esfuerzo y contribuir a mi formación.
CONTENIDO
Pág.
RESUMEN 15
INTRODUCCIÓN 18
1. GENERALIDADES 20
1.1 MARCO DE REFERENCIA 20
1.2 CONDUCTORES ELÉCTRICOS 21
1.2.1 Alambre 21
1.2.2 Cable 22
1.3 CABLEADO 23
1.3.1 Composición de un cable 23
1.3.2 Clases de cableado 25
1.3.2.1 Cables concéntricos 25
1.3.2.1.1 Cable concéntrico normal 25
1.3.2.1.2 Cable concéntrico compactado 26
1.3.2.1.3 Cable concéntrico comprimido 27
1.3.3 Proceso de cableamiento 27
1.3.4 Parámetros a cumplir 29
1.3.4.1 Resistencia eléctrica 29
1.3.4.2 Paso 29
1.3.4.3 Materiales 30
1.4 RESEÑA HISTORICA DE EXTRUSION 30
1.4.1 Proceso de extrusión 31
1.4.2 Extrusión a presión 32
1.4.3 Extrusión Tubular 34
1.4.4 Tipo De Materiales Para Aislamiento Y Cubierta 35
1.4.4.1 Polietileno (Pe) 35

1.4.4.2 Poliamida (Nylon) Pa 36
1.4.4.3 Polietileno Reticulado (Xlpe) 36
1.4.4.4 Silanos 36
1.5 COMPONENTES DE LA EXTRUSORA 37
1.5.1 Tolva 37
1.5.2 Cuerpo 38
1.5.2.1 Cilindro 39
1.5.2.2 Tornillo 39
1.5.3 Zonas del tornillo 39
1.5.3.1 Zona de Alimentación 39
1.5.3.2 Zona de Compresión 39
1.5.4 Malla 40
1.5.5 Filtro 41
1.5.6 Resistencias Eléctricas 41
1.5.7 Cabeza 41
1.6 ESPECIFICACIONES DE LA MÁQUINA EXTRUSORA
GAUDER MAPRE (318) 42
1.6.1 Características De Línea 42
1.6.1.1 Desembobinador Y Embobinador 43
1.6.1.2 Oruga de tiro 43
1.6.2 Proceso que realiza la maquina 44
1.6.2.1 Desembobinadores 45
1.6.2.2 Precalentador del conductor 46
1.6.2.3 Orugas de Tiro 46
1.6.2.4 Extrusora y cabezal de extrusión: 47
1.6.2.5 Características de la extrusora y el cabezal 47
1.6.2.6 Tolva Maguire 48
1.6.2.7 Precalentador de plástico Labotek 48
1.6.2.8 Tablero de control 49
1.6.2.9 Sensor de diámetro 49
1.6.2.10 Marcadores 50
1.6.2.11 Probador de aislamiento 51
1.6.2.12 Pulmón de salida 51
1.6.2.13 Embobinadores 52
2 OBJETIVOS 53
2.1 OBJETIVO GENERAL 53
2.2 OBJETIVOS ESPECIFICOS 53
3 RESULTADOS 54
3.1 RECOLECCION DE MUESTRAS Y AMACENAMIENTO DE DATOS 54
3.1.1 CABLES 54
3.1.2 Aislamientos 54
3.2 Variables a medir 55
3.2.1 Cables 55
3.2.1.1 Equipos de Medición 55
3.2.1.2 Descripción de las pruebas dimensiónales 55
3.2.1.3 Medición de diámetro 55
3.2.1.3.1 Procedimiento para la determinación del diámetro 56
3.2.1.4 Medición de resistencia 56
3.2.1.4.1 Preparación del cable para la medición 56
3.2.1.4.2 Procedimiento para la medición de la resistencia 57
3.2.1.5 Medición de peso 58
3.2.1.5.1 Procedimiento para la medición del peso 58
3.3.2 Aislamientos 60
3.3.2.1 Equipos de Medición 60
3.3.2.2 Descripción de los pasos para la utilización del KSM 61
4 ANALISIS DE DATOS DE MUESTREO 67
4.1 CALCULO DEL DIAMETRO 72
4.2 CALCULO DE RESISTENCIA 73

4.3 CALCULO DEL PESO 74
4.4 CALCULO DEL ÁREA 76
4.5 RECOLECCCION Y ANÁLISIS DE LAS VARIABLES DE PROCESO 81
5 REPORTE ECONOMICO 101
6 CONCLUSIONES 105
BIBLIOGRAFIA 107
ANEXOS 108
LISTA DE TABLAS
Pág.
Tabla 1. Clasificación según el Cableado 24
Tabla 2. Clasificación según el diámetro de los hilos que lo componen 24
Tabla 3. Propiedades de los metales 30
Tabla 4. Valores de Velocidad y arrastre 43
Tabla 5. Datos históricos de diámetro, resistencia y peso 68
Tabla 6. Paralelo de diámetros 72
Tabla 7. Paralelo de resistencias 73
Tabla 8. Paralelo espesores – Área 75
Tabla 9. Datos históricos del consumo de material de aislamiento 2005 77
Tabla 10. Ficha Técnica N. 1 Variables del proceso Enero 2006 82
Tabla 11. Ficha Técnica N. 2 Variables del proceso Enero 2006 83
Tabla 12. Ficha Técnica N. 3 Variables del proceso Enero 2006 84
Tabla 13. Datos área y espesores Enero 2006 86
Tabla 14. Ficha Técnica N. 1 Variables del proceso Abril 2006 90
Tabla 15. Ficha Técnica N. 2 Variables del proceso Abril 2006 91
Tabla 16. Ficha Técnica N. 1 Variables del proceso Mayo 2006 92
Tabla 17. Datos área y espesores abril – mayo 2006 93
Tabla 18. Reporte Seguimiento de sobreconsumo 102
Tabla 19 Costo material aislamiento según mes 102
Tabla 20 Cantidades producidas según mes 103
Tabla 21 Área de aislamiento según mes 103

LISTA DE GRAFICAS
Pág.
Grafica 1. Comportamientos de datos históricos del diámetro 69
Grafica 2. Comportamientos de datos históricos del resistencia 70
Grafica 3. Comportamientos de datos históricos del peso 71
Grafica 4. Comportamientos de datos históricos de área 2005 78
Grafica 5. Comportamientos de datos históricos de espesor máximo 2005 79
Grafica 6. Comportamientos de datos históricos de espesor promedio 2005 79
Grafica 7. Comportamientos de datos históricos de espesor mínimo 2005 80
Grafica 8. Comportamientos de área enero de 2006 87
Grafica 9. Comportamientos de datos históricos de espesor máximo 2006 87
Grafica 10. Comportamientos de datos históricos de espesor promedio 2006 88
Grafica 11. Comportamientos de datos históricos de espesor mínimo 2006 88
Grafica 12. Comportamientos área abril mayo de 2006 94
Grafica 13. Comportamientos de datos históricos de espesor promedio 2006 94
Grafica 14. Comportamientos de datos históricos de espesor promedio 2005 95
Grafica15. Comportamientos de datos históricos de espesor mínimo 2005 95
Grafica 16. Resumen de comportamiento área 97
Grafica 17. Resumen Comportamientos espesor máximo 98
Grafica 18. Resumen Comportamientos espesor promedio 99
Grafica 19. Resumen comportamiento espesor mínimo 99

LISTA DE FIGURAS
Pág.
Figura 1. Conductor Sólido 21
Figura 2. Conductor Cableado 22
Figura 3. Formación de un cable concéntrico 25
Figura 4. Formación de un cable concéntrico normal 26
Figura 5. Cable concéntrico compactado 26
Figura 6. Cable concéntrico comprimido 27
Figura 7. Esquema de una maquina cableadora 28
Figura 8. Esquema de la resistencia eléctrica 29
Figura 9. Esquema del paso 29
Figura 10. Esquema de un montaje a presión 33
Figura 11. Esquema de un montaje tubular 34
Figura 12. Tolva 38
Figura 13. Cuerpo de la extrusora 38
Figura 14. Zonas del tornillo 39
Figura 15. Conjunto de mallas 40
Figura 16. Filtro 41
Figura 17. Desembobinador 45
Figura 18. Oruga de tiro 46
Figura 19. Medidor de diámetro 49
Figura 20. Marcador de relieve 50
Figura 21. Marcador de tinta 50
Figura 22. Marcador de cinta 51
Figura 23. Puente Kelvin 56
Figura 24. Puente de resistencia 56
Figura 25. Balanza digital 58
Figura 26. Equipo medición KSM 60
LISTA DE ANEXOS
Pág.
Anexo 1. Formato muestreo de cuerdas 54
Anexo 2. Formato muestreo de aislamiento 55
Anexo 3. Formato recolección de información productos cableados 59
Anexo 4. Formato de medición KSM 66
Anexo 5. Tabla para requerimientos de conductores de aluminio 72
Anexo 6. Cláusula 8.3.1, para calcular diámetro mínimo y máximo 73
Anexo 7. Valor espesor nominal 76
Anexo 8. Porcentaje para espesores según norma 76
Anexo 9. Formato de recolección de variables de proceso 81

15
RESUMEN
El presente trabajo proporciona una visión mas clara sobre el manejo del sobre
consumo y en general, la información necesaria acerca de las actividades del
proceso de mejoramiento continuo del trabajo diario; es por eso que es básico un
control del material aislante que permita volver eficiente el desarrollo del proceso y
que garantice un menor costos de fabricación y una buena calidad del producto;
en términos generales que el producto que se fabrique sea apto para su uso o
consumo que de una u otra manera es el que mide la rentabilidad de la empresa.
Por medio del análisis de los procesos se controla y se inspecciona las
operaciones y se hace retroactiva la información acerca del progreso del trabajo,
además de que toman en cuenta factores como: la forma de producción, el costo
de producción y además se establece un sistema de control mas adecuado.
Debemos tener en cuenta que para que un sistema productivo se desarrolle
eficazmente, debe existir un sistema de planificación y control de producción
adecuado y debe ir definido en cuatro factores: Cantidad, Calidad, Tiempo y
Precio.
En primera instancia, el documento identifica los parámetros a seguir y actividades
de los diferentes actores que intervienen a lo largo de todo el proceso para cumplir
con los requerimientos exigidos tanto por las políticas de la empresa así como por

16
la norma; A partir de este acercamiento se analiza resultados de corridas
anteriores, se elabora un plan de muestreo y de trabajo el cual permitirá hacer un
seguimiento de la situación actual del sobreconsumo del material, teniendo en
cuenta los cambios surgidos a raíz de la transición del programa, se estudian las
actividades identificando dificultades presentadas que generan el sobreconsumo y
por ende incrementando los costos por consumo de material de extrusión.
Seguidamente, se muestran los cambios experimentados a partir del análisis y
estudio de las características generales de los muestreos y se construye un
comparativo específico de consumo.
A continuación se presenta un estudio y propuesta para que sea evaluada y
puesta en marcha por los actores directos del proceso, además se brinda al
empresario criterios generales y particulares para la adecuada dirección a sus
colaboradores en el proceso.
Finalmente se presentan conclusiones y recomendaciones para la mejora continua
de las operaciones llevadas a cabo por cada colaborador de la cadena en materia
de gestión de control y servicio entre otros aspectos, que sumados a la
información suministrada a lo largo del estudio le permite a los interesados
conocer en gran proporción, los requerimientos implícitos para analizar y tomar
decisiones adecuadas.
17
Por tal razón se quiere implementar ha manera de mejoramiento en el consumo de
material el cual se vera reflejado económicamente para la compañía, ya que la
calidad es responsabilidad de todas las personas que intervienen en las
actividades de la organización; por esta razón se establecen objetivos y acciones
encaminadas al mejoramiento continuo de los procesos así como su control y
análisis, productos y/o servicios suministrados al cliente; para cumplir con las
políticas de calidad, aplicando los siguientes principios 1:
• El trabajo en equipo, el compromiso y la identificación de las personas con
los objetivos de la propuesta permitirán minimizar y controlar el
sobreconsumo de material.
• La calidad está fundamentada en la capacitación y entrenamiento
permanente a los participantes activos en el proceso.
• El autocontrol logra que la calidad se construya en cada paso del proceso.
El programa del control de sobreconsumo es desarrollado y liderado por el área de
Investigación Y Desarrollo ha cargo del jefe de este departamento, trabajando
conjuntamente con el área de producción y el laboratorio de Control de Calidad,
que ha su vez debe contar con el apoyo de otras áreas como mantenimiento y
metrología.
1 Políticas de calidad [en línea]. Santiago de Cali: Cables de Energía y telecomunicaciones S.A.,
1999. [Consultado 05 de febrero, 2006] Disponible en Internet:
http://www.centelsa.com/politicadecalidad.htm

18
INTRODUCCIÓN
Colombia enfrenta uno de los mayores desafíos en su historia como resultado de
la participación activa en distintos frentes de negociación de acuerdos comerciales
que, sumados a otros fenómenos propios del tratado de libre comercio, tienen
como consecuencia el consumo de productos tanto nacionales como importados,
así como de inversión extranjera, generando a las compañías mayores
competencias y la búsqueda de nuevos mercados en el ámbito internacional.
Ahora más que nunca, las empresas colombianas deben prestar especial atención
al control de consumo de materias primas asumido como herramienta de
competitividad en el comercio internacional.
El logro efectivo de los atributos mencionados, requiere que el empresario adopte
esquemas de investigación y desarrollo con eficiencia operacional y administrativa
que asegure la continuidad de las empresas en el largo plazo brindando la
satisfacción final del cliente externo y por ende su fidelidad.
El presente estudio fue desarrollado para aportar a la disminución del consumo de
material de extrusión.

19
Lo anterior, permite aumentar el nivel de competencia del Empresario al apoyarse
en la función estratégica de disminución de los costos asociados y aumentando el
nivel de calidad de sus productos, sin dejar los precios competitivos.
Este documento es fuente de información importante para el área de investigación
y desarrollo de Centelsa, pues además sirve como parámetro para posteriores
estudios que contribuyan al desarrollo y mejoramiento de productos en el área de
cableado.
En el desarrollo del trabajo de grado se utilizaron conocimientos de Ingeniería de
Producción como estudio y análisis de operaciones, mejoramiento de procesos y
estandarización. La reunión de los anteriores deja el antecedente para que otros
estudiantes de Ingeniería, se incentiven en la búsqueda de nuevas alternativas
que permitan fortalecer el análisis y desarrollo investigativo de procesos para
garantizar ante todo calidad en la producción.
20
1. GENERALIDADES
1.1 MARCO DE REFERENCIA
Los fenómenos eléctricos son conocidos desde años remotos, cuando se observo
que ciertos materiales al ser frotados adquirían la propiedad de atraer partículas
pequeñas. Las primeras observaciones serias de este fenómeno se le atribuyen a
Tales de Mileto2 que vivió en Grecia alrededor de laño 600 a.c.
Apenas hasta e laño 1600 se publico el primer estudio serio sobre la electricidad
(William Gilbert) 3; sin embargo, se necesito mucho tiempo y sobretodo el trabajo y
la dedicación de grandes hombres de ciencia, quienes con sus conocimientos y
descubrimientos fueron creando la base de la electricidad.
Hubo que esperar hasta el siglo XIX para ver su espectacular despegue al llegar
los grandes inventos: telégrafo, teléfono, dinamo, motores, etc, los cuales
culminaron con la lámpara eléctrica, perfeccionada y comercializada.
Prácticamente con este invento se puso la electricidad al servicio ya l alcance de
la humanidad.
2 Tales de Mileto, actual Turquía, 624 a.C.-?, 548 a.C.), filósofo griego nacido en Mileto (Asia Menor). Fue el fundador de la filosofía griega, y está considerado como uno de los Siete Sabios de Grecia. 3 William Gilbert, (Colchester, Inglaterra, 1544-Londres, 1603) Físico y médico inglés, conocido sobre todo por sus experimentos originales sobre la naturaleza de la electricidad y el magnetismo.
21
La utilización de la lámpara fue el origen de la gran industria eléctrica; al hacerse
necesaria la construcción de centrales productoras de energía y redes de
distribución para llevar dicha energía a todos los hogares. Estas redes requieren
de varios componentes eléctricos, dentro de los cuales se destacan como
fundamentales los conductores eléctricos de varios tipos.
1.2 CONDUCTORES ELÉCTRICOS
Un conductor eléctrico es un material que permite el flujo de una corriente
eléctrica. Esta constituido por un alambre o conjunto de alambres para conducir
corriente eléctrica.
Tipos de Conductores:
1.2.1 Alambre. Es un conductor formado por un solo hilo de metal trefilado o
laminado.
Figura 1. Conductor Sólido.
Fuente. Manual Capacitación Técnica CENTELSA: Composición de un Cable.
Cali Colombia: IMEC, 1997. p. 70-74

22
1.2.2 Cable. Conductor compuesto por un grupo de alambres o elementos que se
pueden formar, trenzándolos o entorchándolos en una o más capas aplicadas
helicoidalmente.
Según la norma de fabricación de cables ASTM B231/B231 M-04 las capas de un
cable aumentan su numero de hilos con relación a la anterior de 6 en 6 debido a
que geométricamente es necesario, para que todos lo hilos de una capa sean
tangente entre si y as u vez, lo sean con los de la capa anterior; así pues si
partimos de un conductor central la primera capa tendrá 6 hilos, la segunda tendrá
12 hilos, la tercera 18 hilos y así sucesivamente.
Sin embargo aumentando el número de hilos y disminuyendo su sección se
consigue mayor flexibilidad. Es decir, que cuantos más hilos intervengan para
tener una misma sección o calibre, mayor será la flexibilidad del cable.
Figura 2. Conductor Cableado.
Fuente. Manual Capacitación Técnica CENTELSA: Composición de un Cable.
Cali Colombia: IMEC, 1997. p. 70-74
23
1.3 CABLEADO
En algunas aplicaciones se requiere de la utilización de conductores de secciones
grandes, las cuales, si son macizas son muy difícil de manejar. Por esta razón se
fabrican conductores con varios hilos de secciones menores, que reunidos
(cableados), dan la sección total requerida. Este grupo de alambres es lo que se le
denomina un cable.
Un calibre de cable puede construirse utilizando distintos calibres de conductores,
según la flexibilidad requerida.
1.3.1 Composición de un Cable. Según la norma fabricación de cables ASTM
B231/B231 M-04, las capas de un cable aumentan su numero de hilos con
relación a la anterior, de 6 en 6, debido que geométricamente es necesario, para
que todos los hilos de la capa sean tangentes entre si y as u vez, lo sean con los
de la capa anterior 4.
Las distintas formaciones de las cuerdas determinan el grado de rigidez o
flexibilidad de un cable eléctrico.
4 Manual Capacitación Técnica CENTELSA: Composición de un Cable. Cali Colombia: IMEC, 1997. p. 70

24
Estos pueden estar clasificados según dos criterios:
• Según el cableado. (Para los más rígidos).
• Según el diámetro de los hilos que los componen. (Para los más
flexibles).
Tabla 1. Clasificación según el cableado:
CLASE CONFIGURACIÓN CALIBRE APLICACION
AA Desde 3 hasta 37
cables
Desde 4 AWG hasta 1Kcm
Cable desnudo, usado generalmente para línea aérea.
A Desde 7 hasta 169
cables
Desde 4 AWG hasta 5Kcm
Cable aislado, tipo intemperie, o cables desnudos que requieren mayor flexibilidad que los de clase AA.
B Desde 7 hasta 217
cables
Desde 24 AWG hasta 5Kcm
Cable aislado con materiales diversos tales como caucho, plástico, etc, o cables del tipo anterior que requieren mayor flexibilidad.
C Desde 19 hasta 271
cables
Desde 24 AWG hasta 5Kcm
Cables aislados que requieren mayor flexibilidad que la clase B.
D Desde 37 hasta 271
cables
Desde 14 AWG hasta 5Kcm
Cables aislados que requieren mayor flexibilidad que la clase B.
Fuente: Manual Capacitación Técnica CENTELSA: Composición de un Cable. Cali Colombia: IMEC, 1997. p. 76.
Tabla 2. Clasificación según el diámetro de los hilos que los componen:
CLASE DIÁMETRO DE CADA
HILO
APLICACIÓN
I 24 AWG = 0.0201 mm. Aplicación típica para cordones para aparatos.
J 28 AWG = 0.0126 mm Artefactos eléctricos.
K 30 AWG = 0.0100 mm. Aplicación típica para cordones o cables portátiles.
L 32 AWG = 0.0080 mm. Mayor flexibilidad.
M 34 AWG = 0.0063 mm. Aplicación típica para cables soldadores.
P 38 AWG = 0.0040 mm. Más flexible.
Q 40 AWG = 0.0031 mm. Más flexible.
Fuente: Manual Capacitación Técnica CENTELSA: Composición de un Cable. Cali Colombia: IMEC, 1997. p. 76.

25
1.3.2 Clases de Cableado.
Cableado concéntrico. Lo forma un núcleo central rodeado de una o mas capas de
alambres aplicados helicoidalmente. La dirección de cada capa es contraria a la
anterior y con el paso de cableado mayor en cada capa sucesiva.
Figura 3. Formación de un Cable Concéntrico.
1.3.2.1 Cables Concéntricos.
1.3.2.1.1 Cable Concéntrico Normal. Formado por un núcleo central rodeado
por una o más capas de alambres de forma helicoidal. La dirección de cada capa
es contraria a la anterior, y el paso de cada una va aumentando de capa a capa.
La última capa debe tener sentido izquierdo con excepción de los cables de
aluminio desnudos que tienen sentido derecho.
26
Figura 4. Formación de un Cable Concéntrico Normal.
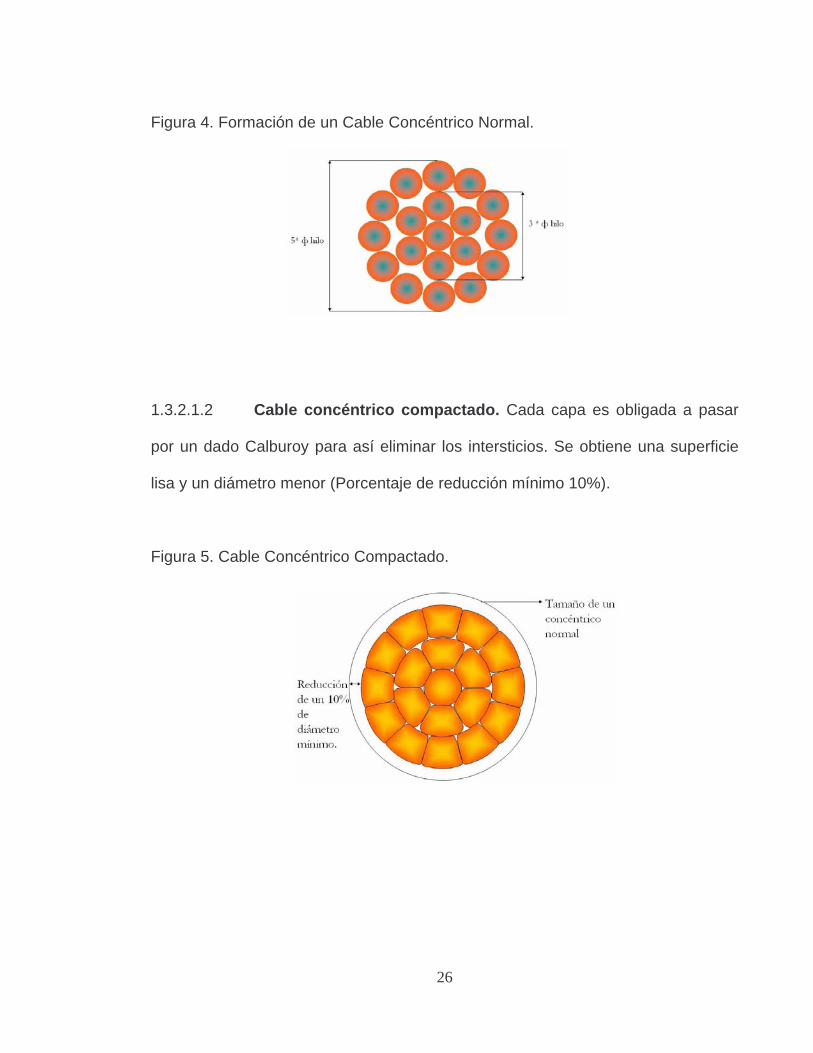
1.3.2.1.2 Cable concéntrico compactado. Cada capa es obligada a pasar
por un dado Calburoy para así eliminar los intersticios. Se obtiene una superficie
lisa y un diámetro menor (Porcentaje de reducción mínimo 10%).
Figura 5. Cable Concéntrico Compactado.

27
1.3.2.1.3 Cable concéntrico comprimido. Solamente posee compactación
en su ultima capa (Porcentaje de reducción aprox. 3%).
Figura 6. Cable Concéntrico Comprimido.
1.3.3 Proceso de cableamiento. El principio de la maquina de cablear consiste
en un plato o disco que contiene cada uno de los carretes de los hilos que se vana
cablear, un plato distribuidor en el que los hilos ya adoptan la posición exacta, en
cuanto a equidistancia entre ellos se refiere.
El disco que contiene los carretes y el plato distribuidor, esta asociado a un
mismo eje, por lo que poseen la misma velocidad angular.
El cableado propiamente dicho se efectúa en una trefila del mismo diámetro que el
exterior del cable. El ángulo de entrada de los hilos en la trefila lo determina la

28
distancia entre esta y el plato distribuidor. A continuación de la trefila están los
dispositivos de arrastre y finalmente, la bobina recogedora de cable 5.
Figura 7. Esquema de una maquina cableadora.
Fuente: Manual Capacitación Técnica CENTELSA: Composición de un Cable.
Cali Colombia: IMEC, 1997. p. 80.
5 Ibíd., p. 79
29
1.3.4 Parámetros a cumplir.
1.3.4.1 Resistencia eléctrica. Es el grado de dificultad que los electrones
experimentan al moverse por un material (esto es el grado de dificultad que tiene
la electricidad para circular a través de un material) 6.
Figura 8. Esquema de la resistencia eléctrica.
Fuente: Manual Capacitación Técnica CENTELSA: Composición de un Cable. Cali
Colombia: IMEC, 1997. p. 17-18.
1.3.4.2 Paso. Distancia Horizontal que recorre un hilo de una capa, dando
una vuelta completa alrededor de su núcleo. Esta distancia se toma paralela al eje
del cable.
Figura 9. Esquema del Paso.
6 Ibíd., p. 75
30
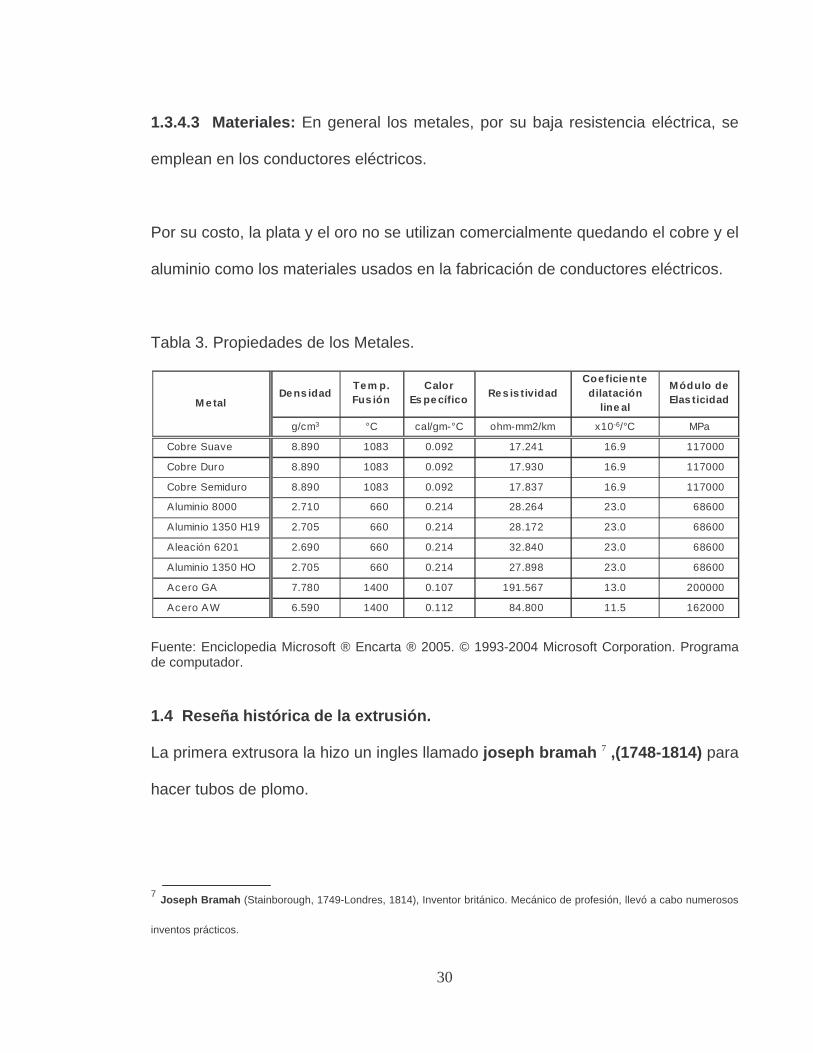
1.3.4.3 Materiales: En general los metales, por su baja resistencia eléctrica, se
emplean en los conductores eléctricos.
Por su costo, la plata y el oro no se utilizan comercialmente quedando el cobre y el
aluminio como los materiales usados en la fabricación de conductores eléctricos.
Tabla 3. Propiedades de los Metales.
Fuente: Enciclopedia Microsoft ® Encarta ® 2005. © 1993-2004 Microsoft Corporation. Programa de computador.
1.4 Reseña histórica de la extrusión.
La primera extrusora la hizo un ingles llamado joseph bramah 7 ,(1748-1814) para
hacer tubos de plomo.
7 Joseph Bramah (Stainborough, 1749-Londres, 1814), Inventor británico. Mecánico de profesión, llevó a cabo numerosos
inventos prácticos.
Dens idad
Tem p. Fus ión
Calor Es pe cífico Re s is tividad
Coeficiente dilatación
line al
Módulo de Elas ticidad
g/cm3 °C cal/gm-°C ohm-mm2/km x10-6/°C MPa
Cobre Suave 8.890 1083 0.092 17.241 16.9 117000
Cobre Duro 8.890 1083 0.092 17.930 16.9 117000
Cobre Semiduro 8.890 1083 0.092 17.837 16.9 117000
Aluminio 8000 2.710 660 0.214 28.264 23.0 68600
Aluminio 1350 H19 2.705 660 0.214 28.172 23.0 68600
Aleación 6201 2.690 660 0.214 32.840 23.0 68600
Aluminio 1350 HO 2.705 660 0.214 27.898 23.0 68600
Acero GA 7.780 1400 0.107 191.567 13.0 200000
Acero A W 6.590 1400 0.112 84.800 11.5 162000
M e tal

31
Siglo 19 se procesaron por primera vez el caucho y sustancias gomosas.
El descubrimiento de los polímeros conductores sucedió “por accidente” al intentar
sintetizar poliacetileno, un polvo de color oscuro, y en vez de eso se obtuvo una
película brillante y plateada similar al papel aluminio. Al repasar los cálculos se
dieron cuenta de que la cantidad de catalizador usada era 1000 veces la
necesaria. El material fue estudiado, en uno de los estudios se le dopó con yodo y
se observó que la conductividad aumentaba más de mil millones de veces.
Desde entonces se ha comprobado que más de cien polímeros y derivados son
capaces de conducir la corriente eléctrica, algunos incluso sin ser dopados.
1820 HANCOCK investigo este tema y diseño una maquina para digerir caucho y
sustancias gomosas y descubrió los disolventes y aditivos necesarios.
En 1930 la industria se revoluciono con la aparición de nuevos productos como
polímeros sintéticos que revolucionaron la industria de alambres y cables
1.4.1 Proceso De Extrusión. Es un proceso de recubrimiento en el cual el
material aislante crudo, generalmente en forma granulada, se introduce en la tolva
y cae al tornillo (husillo), se calienta, se mezcla, se plastifica y se forza hacia
delante hasta el cabezal, pasando antes por la rejilla y los tamices filtrantes. En el
32
cabezal, el material cambia de dirección y recorre un tramo ante de llegar a la
boquilla en donde se adapta al material que va a recubrir (conductor).
1.4.2 Extrusión A Presión. Un dado para recubrimiento de cableado o alambres
es similar aun dado para hacer tubería, por incluir un mandril o un torpedo, pero
en este caso el cable pasa a través del mandril y se recubre con plástico fundido
antes de salir del dado 8.
Para lograr un recubrimiento suficientemente apretado o ajustado alrededor del
cable, La punta de la guía se coloca aproximadamente 6 mm antes de la longitud
paralela del dado.
Estando el dado completamente lleno de material y aprovechando la presión que
existe en el cabezal, el material se adapta a la forma del cable colocándose por los
intersticios a recubrir, rellenando sus huecos y formando una cubierta penetrante.
Este tipo de montajes se utiliza para aislamientos.
8 RAMOS, Luis F. Extrusión de plásticos, Principios Básicos. México: Editorial LIMUSA S.A., 2000. p. 121.

33
Figura 10. Esquema de un montaje a Presión.
34
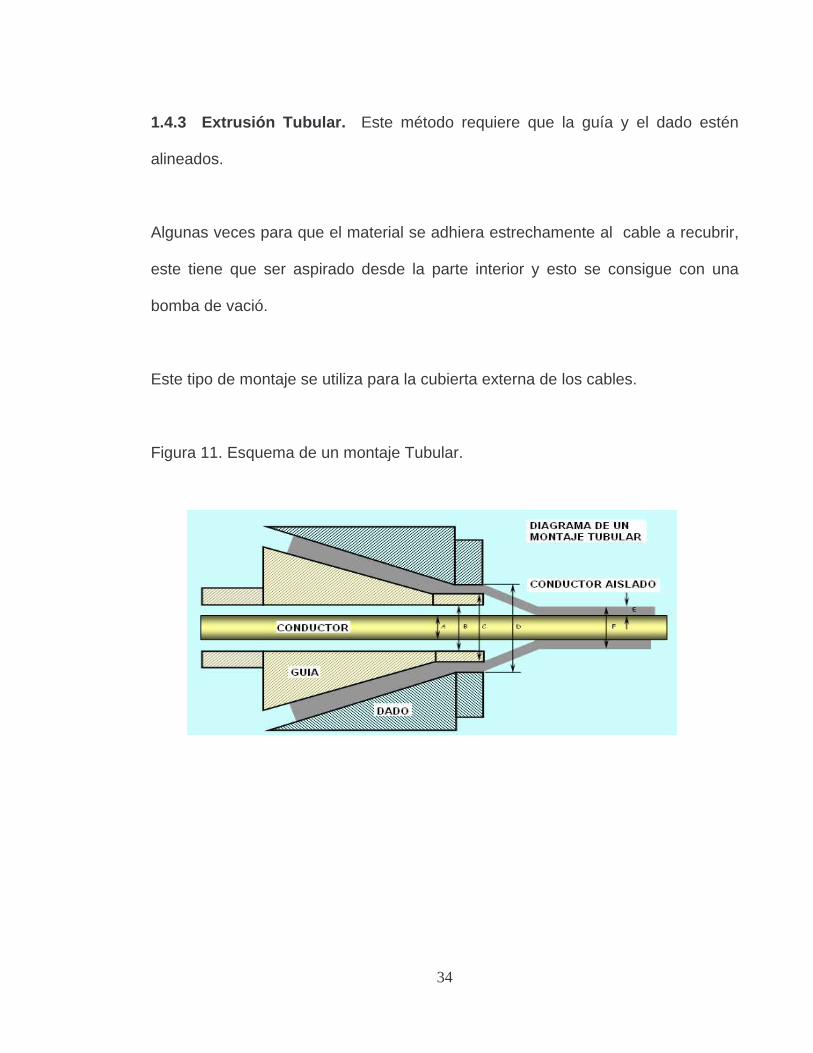
1.4.3 Extrusión Tubular. Este método requiere que la guía y el dado estén
alineados.
Algunas veces para que el material se adhiera estrechamente al cable a recubrir,
este tiene que ser aspirado desde la parte interior y esto se consigue con una
bomba de vació.
Este tipo de montaje se utiliza para la cubierta externa de los cables.
Figura 11. Esquema de un montaje Tubular.
35
1.4.4 Tipo De Materiales Para Aislamiento y Cubierta. A continuación se
describen las características principales de los materiales mas usados como
aislantes y/o chaquetas de cables eléctricos.
• PVC (poli cloruro de Vinilo)
• El pvc es un plástico derivado del petróleo en un 50% (el otro 50% es
cloro), por eso resulta ser económico.
• A la resina pvc se le agregan aditivos, es decir sustancias que aumenta
sus propiedades.
1.4.4.1 Polietileno (Pe). Es un cuerpo sólido, incoloro, traslucido,
termoplástico, graso al tacto, blando en pequeños espesores, con propiedades
eléctricas excepcionales y muy baja permeabilidad a la humedad.
• Tiene una vida prácticamente ilimitada en interiores y puede usarse en
exteriores sin problemas agregándole negro de humo.
• Arde en presencia de la llama y continúa ardiendo al separarlo de ella, tiene
facilidad a la propagación.
• Existen tres clases de polietileno de acuerdo con la densidad:
Baja densidad 0.910 a 0.925 gr./cm3.
Mediana densidad 0.926 a 0.940 gr./cm3.
Alta densidad 0.941 a 0.965 gr./cm3.

36
El polietileno de alta densidad se emplea como aislamiento de algunos cables
telefónicos y de control, y el polietileno de baja densidad se usa básicamente
como cubierta o chaquetas de cables telefónicos.
1.4.4.2 Poliamida (Nylon) Pa. Alta resistencia mecánica.
- Facilidad para extruirlo en capas muy finas y acabado superficial
sumamente liso.
- Su aplicación fundamental es en cubiertas (chaquetas), sobre conductores
aislados Para darle protección mecánica.
- Temperatura máxima de uso continuo 121°c.
- Es inflamable, pero cuando se usa en capas delgadas sobre aislamiento de
pvc, el fuego se extingue y la llama no se propaga.
1.4.4.3 Polietileno Reticulado (Xlpe). Muy resistente a las altas
temperaturas, esfuerzos mecánicos y a la abrasión.
Su aplicación fundamental es en cables de potencia con temperaturas de servicio
a carga continua de 90°c. en el conductor; en casos especiales hasta 130°c. y de
corto circuito hasta 250°c.
1.4.4.4 Silanos. Es un material de polietileno de cadena cruzada o reticulada para
90 ° C, es una mezcla de los siguientes elementos: compuesto PE natural,
marterbatch catalizador. El objetivo principal de los silanos es reemplazar las
37
tecnologías tradicionales de reticulación en el proceso de fabricación, ya sea en
vapor o en seco, por compuestos reticulables en agua después de extruirlos. Su
uso se generaliza para cables de baja tensión hasta 1000V.
1.5 COMPONENTES DE LA EXTRUSORA.
Los elementos de la maquina extrusora, hacen que el material plástico se alimente
desde una tolva a través de una garganta de entrada al canal del husillo. El husillo
gira dentro de un cilindro, este movimiento de rotación viene dado por un motor.
Se suministra calor al husillo por medio de elementos de calefacción y a medida
que los gránulos de plástico son transportados a lo largo del husillo y van
fundiéndose.
En esas condiciones el polímetro extraído es obligado a pasar por un plato
rompedor y unas rejillas donde termina el proceso de extrusión.
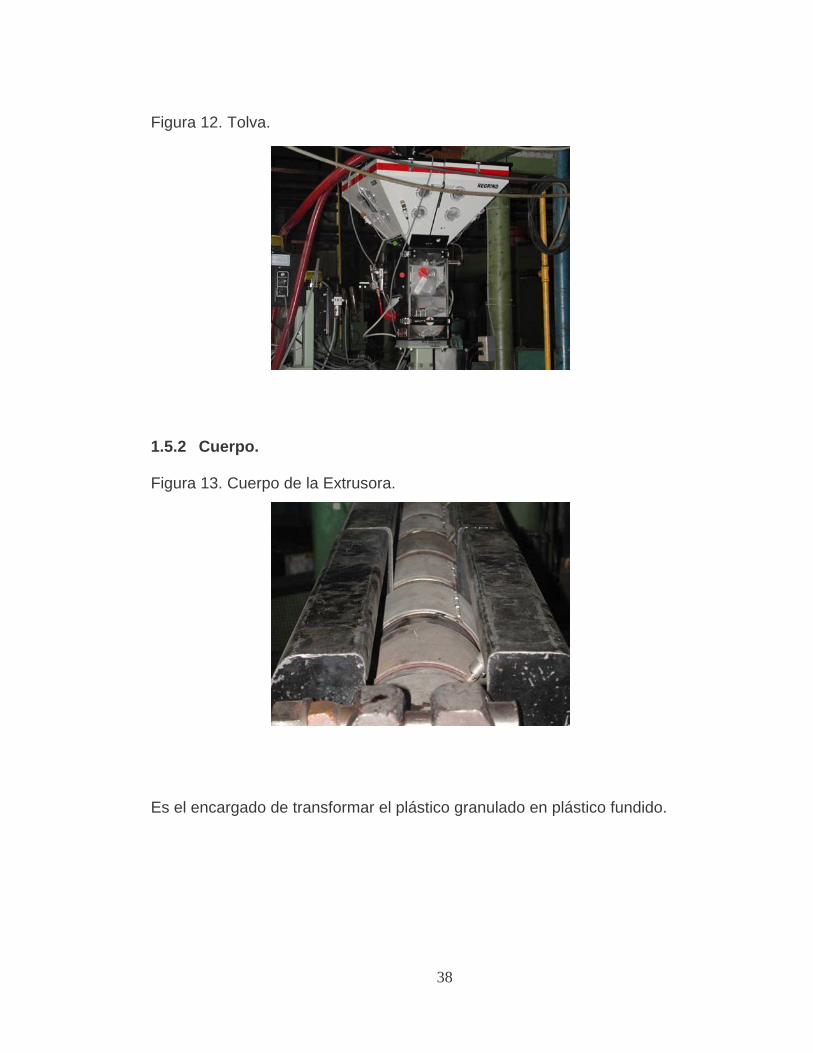
1.5.1 Tolva. Alimenta de manera uniforme el tornillo de la maquina con el
material a extruir.
Para ello las paredes de la tolva tienen una inclinación adecuada para evitar la
retención del material.
38
Figura 12. Tolva.
1.5.2 Cuerpo.
Figura 13. Cuerpo de la Extrusora.
Es el encargado de transformar el plástico granulado en plástico fundido.

39
Está conformado por las siguientes partes:
1.5.2.1 Cilindro: Su función es proporcionar una de las superficies para producir
cizalladura en el material plástico y transmitir el calor al polímero.
1.5.2.2 Tornillo: conduce y plastifica el material desde la tolva hasta el cabezal, a
donde debe llegar completamente fundido.
1.5.3 Zonas Del Tornillo.
Figura 14. Zonas del tornillo.
1.5.3.1 Zona De Alimentación: Se encuentra en el extremo posterior del cilindro.
En esta zona el tornillo posee los filetes de mayor profundidad facilitando la
alimentación del polímero en forma de gránulos.
1.5.3.2 Zona De Compresión: Se mueve la masa de plástico fundido
parcialmente y se le sigue añadiendo calor. Se comprime la masa plástica para
eliminar los restos de aire.

40
Esto es necesario con el fin de evitar porosidades en el aislamiento.
1.5.4 Malla. La función del conjunto de mallas es retener toda partícula extraña
que venga en el plástico, además de cambiar el movimiento rotacional del material
a movimiento longitudinal. Aumentando la contrapresion en la zona de calibración,
mejorando el mezclado y el homogenizado, y por lo tanto la calidad del material.
El conjunto de mallas esta formado por:
- Malla gruesa u ordinaria
- Malla fina
Figura 15. Conjunto de mallas.

41
1.5.5 Filtro. El filtro transforma el movimiento helicoidal en un flujo paralelo mas
regular. Multiplica la corriente de flujo aumentando la homogeneidad de la
temperatura.
Figura 16. Filtro
1.5.6 Resistencias Eléctricas. Proporcionan el calor necesario para que la
extrusora alcance las temperaturas de trabajo, permitiendo que el material se
funda y fluya.
1.5.7 Cabeza. Es la encargada de proporcionar el recubrimiento al conductor, a
ella llega el polímero completamente plastificado. las principales partes de la
cabeza son :
Torpedo su función es asegurar que el material fluya homogéneamente hacia el
dado.
42
Guía la función de la guía es mantener el correcto centrado del conductor,
respecto a la pared del plástico extruido.
Dado herramientas que determinan el perfil de la pieza extruida. Se construyen
en acero duro para mayor resistencia y facilitar el deslizamiento del material (para
evitar fricciones se les hace un recubrimiento de cromo duro).
Todos estos componentes son los encargados de dar la forma final al aislamiento.
1.6 Especificaciones de la maquina extrusora GAUDER MAPRE (318) 9
1.6.1 Características de Línea:
TORNILLO : 100 mm
RELACION : 25 D
CONDUCTORES : Cu o Al
SECCION DE LOS CONDUCTORES : 21-253 mm2 (4 AWG –500 MCM)
φ MINIMO – MAXIMO SIN AISLAMIENTO : 5-20 mm
φ MINIMO – MAXIMO CON AISLAMIENTO : 6.6-28 mm
MATERIALES AISLANTES : PE, Silano y PVC
VELOCIDAD MAX DE LINEA : 200 mts/min.
CONSUMO DE PVC : 450 A 100 RPM
9 Manual e instructivo maquina Gauder. Santiago de Cali: Centelsa, 1997. p. 224-226.

43
1.6.1.1 Desembobinador y Embobinador:
BOBINA MÍNIMA : 6 mt
BOBINA MAXIMA : 2200 mt
PESO MAXIMO : 6000 Kg
1.6.1.2 Oruga De Tiro:
UTILIZACIÓN : TODO TIPO DE CABLES
SEPARACION MAXIMA DE LAS CORREAS : 100 mm.
LONGITUD EFECTIVA DE TIRO : 1350 mm
# DE CAMBIOS : 4 VELOCIDADES
Tabla 4: Valores de velocidad y arrastre.
VELOCIDAD Y ARRASTRE LINEAL MAXIMO VELOCIDAD ARRASTRE
1 VELOCIDAD
2 VELOCIDAD
3 VELOCIDAD
4 VELOCIDAD
Fuente: manual de la maquina Gauder. Cali: Centelsa, 2000. p. 15-22.

44
1.6.2 Proceso Que Realiza La Máquina.
La máquina extrusora Gauder Mapre (318) identificación interna, tiene como
objetivo extruir; que consiste en la conversión de plástico en forma de gránulos, en
una masa homogénea plastificada y en la aplicación uniforme de esa masa sobre
un conductor o cable.
La línea de extrusión consta de los siguientes equipos:
• Desembobinadores.
• Orugas de tiro de entrada y salida.
• 1 Precalentador del conductor por inducción.
• 1 Extrusora.
• 1 Cabezal de extrusión.
• 1 Tolva Maguire.
• 1 Precalentador de plástico labotek.
• 1 Tablero de control.
• 1 Sensor de diámetro.
• Canales de enfriamiento.
• Marcadores.
• 1 Probador de aislamiento.
• 1 Pulmón de salida.
• Embobinadores.
45
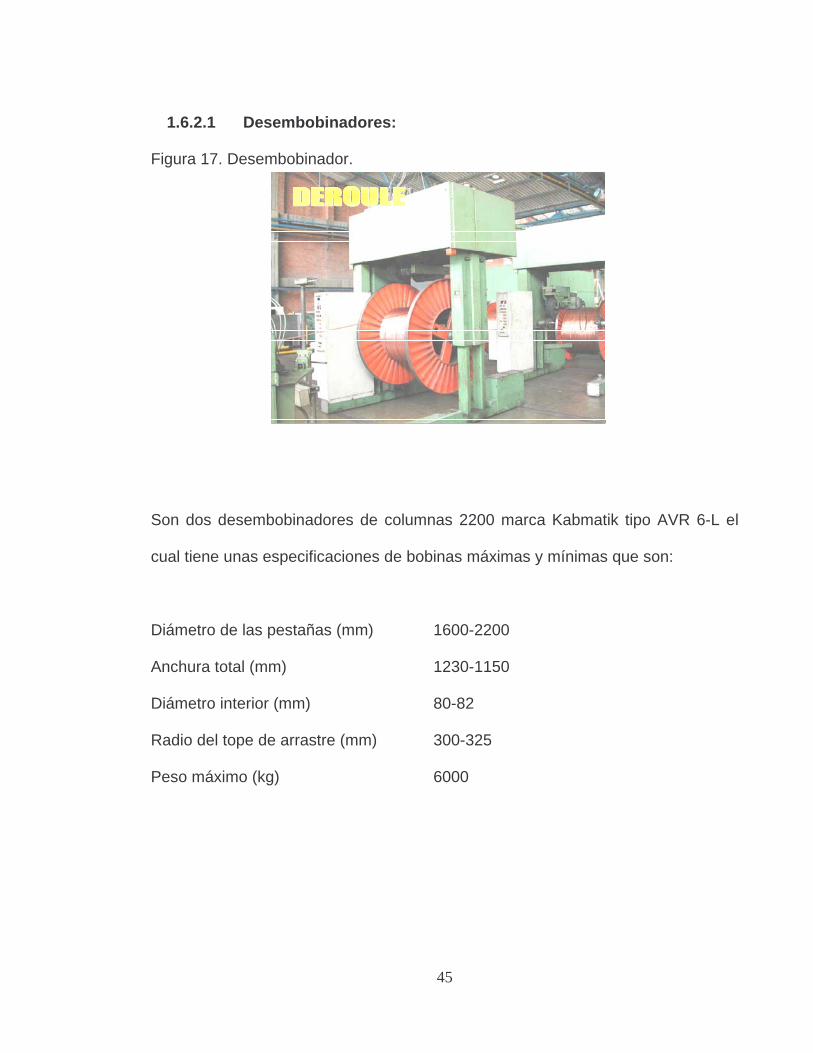
1.6.2.1 Desembobinadores:
Figura 17. Desembobinador.
Son dos desembobinadores de columnas 2200 marca Kabmatik tipo AVR 6-L el
cual tiene unas especificaciones de bobinas máximas y mínimas que son:
Diámetro de las pestañas (mm) 1600-2200
Anchura total (mm) 1230-1150
Diámetro interior (mm) 80-82
Radio del tope de arrastre (mm) 300-325
Peso máximo (kg) 6000
46
1.6.2.2 Precalentador del conductor: La función del precalentador es
calentar el alambre antes de entrar a la extrusora, para buscar un proceso de
reticulación más rápido y homogéneo, la temperatura con que debe salir el
alambre del precalentador es 100°C.
El precalentador es de inducción tipo GH y marca ELIN.
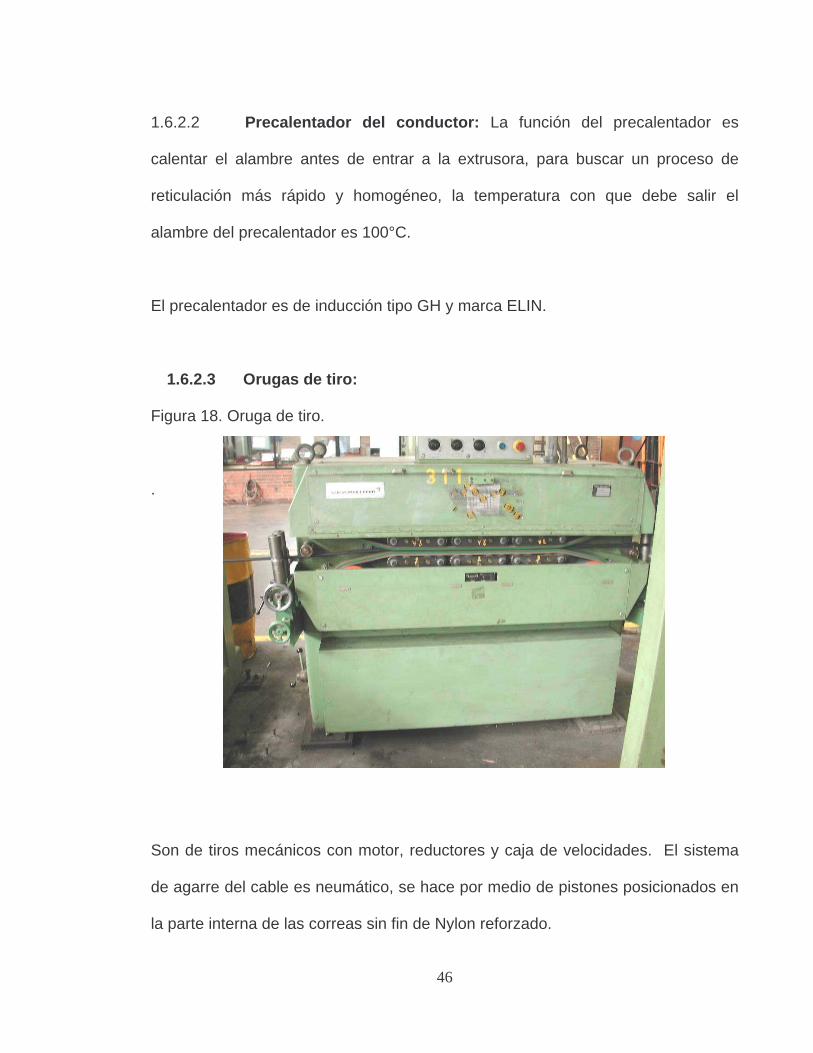
1.6.2.3 Orugas de tiro:
Figura 18. Oruga de tiro.
.
Son de tiros mecánicos con motor, reductores y caja de velocidades. El sistema
de agarre del cable es neumático, se hace por medio de pistones posicionados en
la parte interna de las correas sin fin de Nylon reforzado.
47
Posee una caja de 4 velocidades adelante y una de reversa (ver tabla de
velocidades en anexos) y guías de entrada y salida del cable.
Entrada: Hala el cable de la bobina, lo entrega al precalentador y al cabezal de
extrusión.
Salida: Hala el cable desde el cabezal y lo entrega al acumulador de salida.
1.6.2.4 Extrusora y cabezal de extrusión: La extrusora se encarga de
transformar el material plástico que está en forma de granos en una masa
homogénea plastificada y entregarla al cabezal para colocar aislamiento o
chaqueta especialmente de silano o polietileno, aunque, en ocasiones se puede
usar para PVC o Caucho.
1.6.2.5 Características de la extrusora y el cabezal:
Tipo E1.100-25.XN.CHC
Altura eje del tornillo (mm) 1000
Velocidad máxima del tornillo (RPM) 120
Par del tornillo (daN*m) 1320
Potencia del motor (kW) 172
Diámetro del tornillo (mm) 100
Relación L/D 25
Tipo de tornillo Barrera
48
Caudal de silano (kg/h) 240
Tipo de cabezal Nokia 35/45 extrusión sencilla
Calentamiento Resistencias
Refrigeración Ambiente
1.6.2.6 Tolva Maguire: Esta tolva consta de un dosificador por gravedad
(peso) para ingresar el material a la extrusora en las proporciones necesarias y
exactas.
Características:
Capacidad de dosificación (kg/h) 400
Tipo WSB 440 R
Número de tolvas 2 principales y 2 adicionales
Una de las tolvas posee un dispositivo hermético para crear un ambiente inerte
con N2.
1.6.2.7 Precalentador de plástico Labotek: Sirve para precalentar el
plástico que va a entrar a la tolva Maguire que se encuentre en condiciones de
humedad avanzada.

49
1.6.2.8 Tablero de control: Es donde el operario ingresa los valores
iniciales, controla y monitorea los parámetros con los cuales va a correr la
máquina.
1.6.2.9 Sensor de diámetro:
Figura 19. Medidor de diámetro.
Fuente: Fotos de Centelsa.
Este le indica al operario el diámetro real que tiene el producto que está corriendo
en ese momento, es supremamente importante pues es una variable fundamental
en el proceso.

50
1.6.2.10 Marcdores:
Figura 20. Marcador en Relieve.
Figura 21. Marcador de Tinta.

51
Figura 22. Marcador de Cinta.
Existen en la línea 3 marcadores, dos de disco de tinta y uno de cinta con relieve,
los dos de tinta son marca Gem Gravure funcionan con discos gravados y arrastre
de tinta; el de relieve es Medek y Schörner, funciona con una cinta adhesiva que
se calienta con una resistencia en una polea y al contacto con el cable deja el
mensaje deseado.
1.6.2.11 Probador de aislamiento: Sirve para identificar posibles fallas en el
aislamiento.
1.6.2.12 Pulmón de salida: Es de posición horizontal, sirve para acumular una
cantidad de cable suficiente para realizar el cambio de bobina de evacuación sin
necesidad de para la línea.

52
Características principales:
Número de poleas fijas 6
Número de poleas móviles: 5
Capacidad de acumulación total 240 mts
1.6.2.13 Embobinadores: Sirven para enrollar el cable después de terminar el
proceso que realiza la línea, y como los desembobinadores tiene unas
características especificas que son:
Diámetro máximo de las pestañas (mm) 2200
Anchura total (mm) 1230
Diámetro interior (mm) 80-82
Peso máximo (kg) 6000

53
2. OBJETIVOS
2.1 OBJETIVO GENERAL.
• Disminuir el sobreconsumo del material de extrusión del conductor de
aluminio calibre 2/0 (B) CPR AWG, cumpliendo con las especificaciones de norma.
2.2 OBJETIVOS ESPECIFICOS.
• Recolectar muestras durante el proceso de cableado y extrusión de la
cuerda calibre 2/0.
• Medir y evaluar después del proceso de cableado las características de
salida como son: diámetro, resistencia peso confrontando con lo establecidos ha
cumplir por norma.
• Medir y evaluar después del proceso de extrusión las características de
salida como son: espesores y área.
• Generar informe del impacto económico generado por el sobreconsumo del
material de extrusión para el aislamiento de la cuerda de aluminio calibre 2/0 (B)
CPR AWG.
• Examinar las variables del proceso existente que originan el sobreconsumo
de material ocasionando un costo adicional por consumo extra del mismo.
• Estandarizar variables de proceso para el aislamiento de la cuerda de
aluminio calibre 2/0 (B) CPR AWG, que permitan el ahorro del material de
extrusión.
54
3. RESULTADOS
3.1 RECOLECCION DE MUESTRAS Y ALMACENAMIENTO DE DATOS
Se realizo el muestreo y medición de las cuerdas según la producción actual de la
empresa contando con la participación del jefe de planta y el supervisor de
producción; las muestras son tomadas y almacenadas para su recolección por el
operario de la maquina de acuerdo al siguiente criterio:
3.1.1 Cables:
Planta 1:
Se debe tomar 1 (una) muestra por cada bobina de evacuación producida en las
maquinas cableadoras tubulares.
Las muestras tomadas por el operario deben ser de 2 metros; identificando la
cuerda con el formato de muestreo de cuerdas (ver anexo 1).
3.1.2 Aislamientos:
Planta 1:
Se debe tomar una muestra por cada bobina de evacuación de la maquina
extrusora Gauder (318); identificando en un stiker: fecha, turno, maquina; No. de la
bobina y producto intermedio del proceso.
Una vez tomadas las muestra por parte del operario de la maquina, los temporales
del Grupo de investigación y Desarrollo recogen las muestras, las preparan y las

55
colocan en el formato de muestreo de aislamiento (ver anexo 2); para la medición
en el laboratorio.
3.2 VARIABLES A MEDIR:
3.2.1 Cables: Diámetro, Resistencia y peso.
3.2.1.1 Equipos de medición:
• Calibrador (pie de rey)
• Puente de resistencia AESA 8130.-3
• Equipo de medición de espesores y área KSM
• Balanza Sartorius PB3002-S
• Puente de resistencia AVO DLRO 10, (rango: 20 AWG – 1000 kcmil)
• Micrómetro
3.2.1.2 Descripción de las pruebas dimensiónales.
3.2.1.3 Medición de diámetro: Para las mediciones de diámetro de conductores
desnudos, se utilizan micrómetros o calibradores.

56
3.2.1.3.1 Procedimiento para la determinación del diámetro
En conductores cableados el calculo del diámetro se hace alrededor de la
circunferencia del conductor perpendicular al eje del mismo y sobre las
extensiones de una línea a través del centro del conductor en dos hilos de la capa
externa que están entre si separados 180°. Se harán mediciones en cada extremo
y cercano al punto medio. El promedio de las tres mediciones realizadas a 180°
entre ellas se tomara como el diámetro de la muestra.
3.2.1.4 Medición de resistencia:
EQUIPO: PUENTE KELVIN (Ohmímetro) MARACA: AVO MODELO: DLRO-10 RANGO: 0.1 mΩ A 2 KΩ
3.2.1.4.1 Preparación del cable para la medición
Figura 23. Puente Kelvin
Figura 24. Puente de Resistencia
57
• Cortar las probetas de ensayo de 1,7 m, para tener distancia entre los
contactos de 1m.
• Limpiar los puntos de contacto de la regla de medición, quedando exentos
de grasa.
• Si es cable aislado se retira el aislamiento en los puntos de contacto y en
los extremos de la regla de medición.
• Dejar la probeta a temperatura ambiente por no menos de 15 mín.
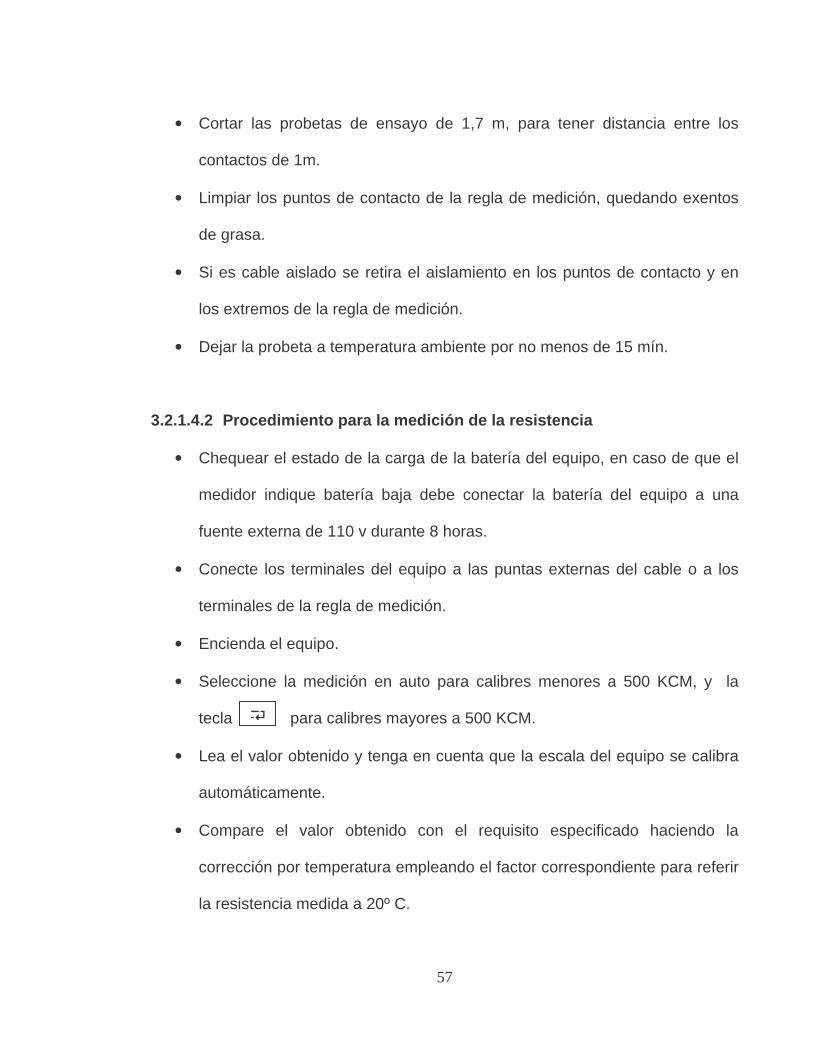
3.2.1.4.2 Procedimiento para la medición de la resistencia
• Chequear el estado de la carga de la batería del equipo, en caso de que el
medidor indique batería baja debe conectar la batería del equipo a una
fuente externa de 110 v durante 8 horas.
• Conecte los terminales del equipo a las puntas externas del cable o a los
terminales de la regla de medición.
• Encienda el equipo.
• Seleccione la medición en auto para calibres menores a 500 KCM, y la
tecla para calibres mayores a 500 KCM.
• Lea el valor obtenido y tenga en cuenta que la escala del equipo se calibra
automáticamente.
• Compare el valor obtenido con el requisito especificado haciendo la
corrección por temperatura empleando el factor correspondiente para referir
la resistencia medida a 20º C.
58
• La resistencia puede ser medida en el puente de resistencia AESA 8130.-3
que se encuentra en la planta, el valor de resistencia que arroja este equipo
no necesita ser corregido por el factor de temperatura ya que lo realiza
automáticamente.
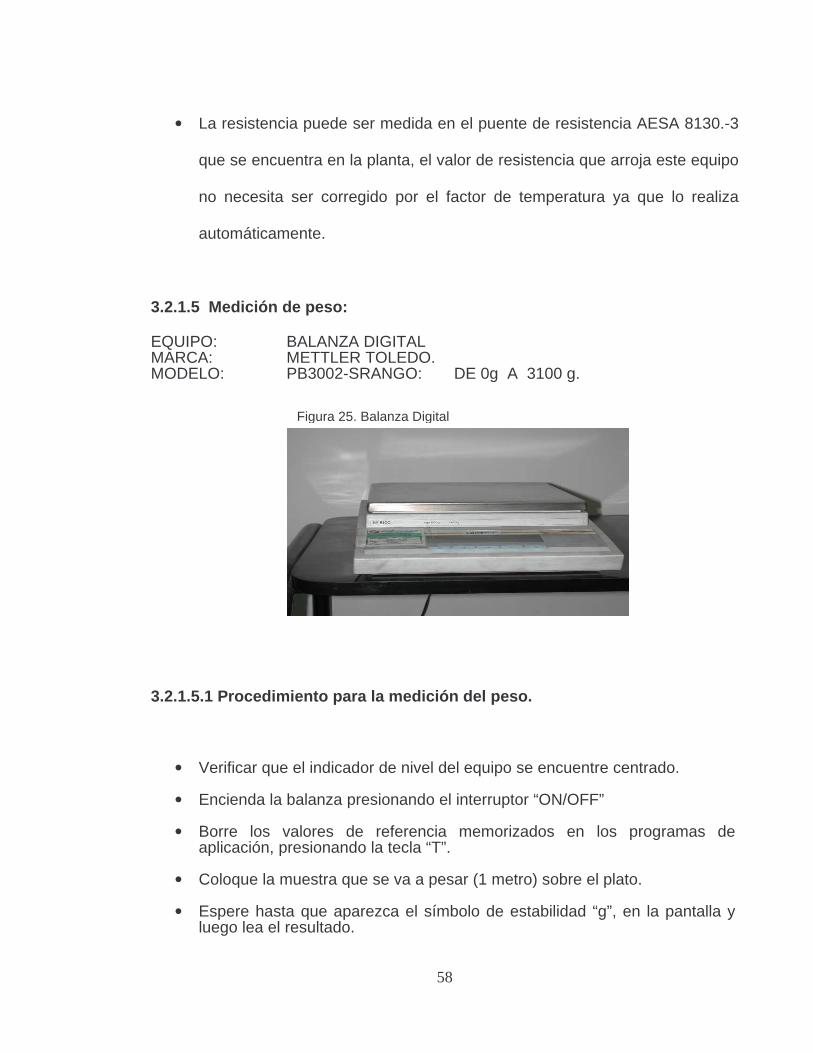
3.2.1.5 Medición de peso:
EQUIPO: BALANZA DIGITAL MARCA: METTLER TOLEDO. MODELO: PB3002-SRANGO: DE 0g A 3100 g.
3.2.1.5.1 Procedimiento para la medición del peso.
• Verificar que el indicador de nivel del equipo se encuentre centrado.
• Encienda la balanza presionando el interruptor “ON/OFF”
• Borre los valores de referencia memorizados en los programas de aplicación, presionando la tecla “T”.
• Coloque la muestra que se va a pesar (1 metro) sobre el plato.
• Espere hasta que aparezca el símbolo de estabilidad “g”, en la pantalla y
luego lea el resultado.
Figura 25. Balanza Digital

59
• Retire la muestra del plato.
• Apague la balanza presionando el interruptor “ON/OFF”.
Con la medición de los parámetros anteriores de acuerdo al instructivo de cada
equipo (ver anexo 3 Formato Recolección de Información Productos Cableados)
se da retroalimentación a la Vicepresidencia de Manufactura, Gerencia Técnica,
Jefes de planta de los resultados obtenidos y/o las dificultades encontradas en la
ejecución de este plan de muestreo cada vez que se detecta un incidente crítico
durante el muestreo.
Estos datos son finalmente almacenados en una base de datos en ACCES, los
cuales sirven para posteriores análisis del comportamiento de los conductores y
para la generación del reporte económico.

60
3.3.2 Aislamientos: Espesores y Área.
3.3.2.1 Equipo de medición:
Figura 26. Equipo de medición KSM.
El KSM es una herramienta que permite medir espesores, diámetros, áreas y
además permite llevar estadísticas de los productos que se fabrican. Por esta
razón, es importante conocer el KSM y sus herramientas para que se convierta en
un apoyo indispensable en el control de nuestros procesos.
61
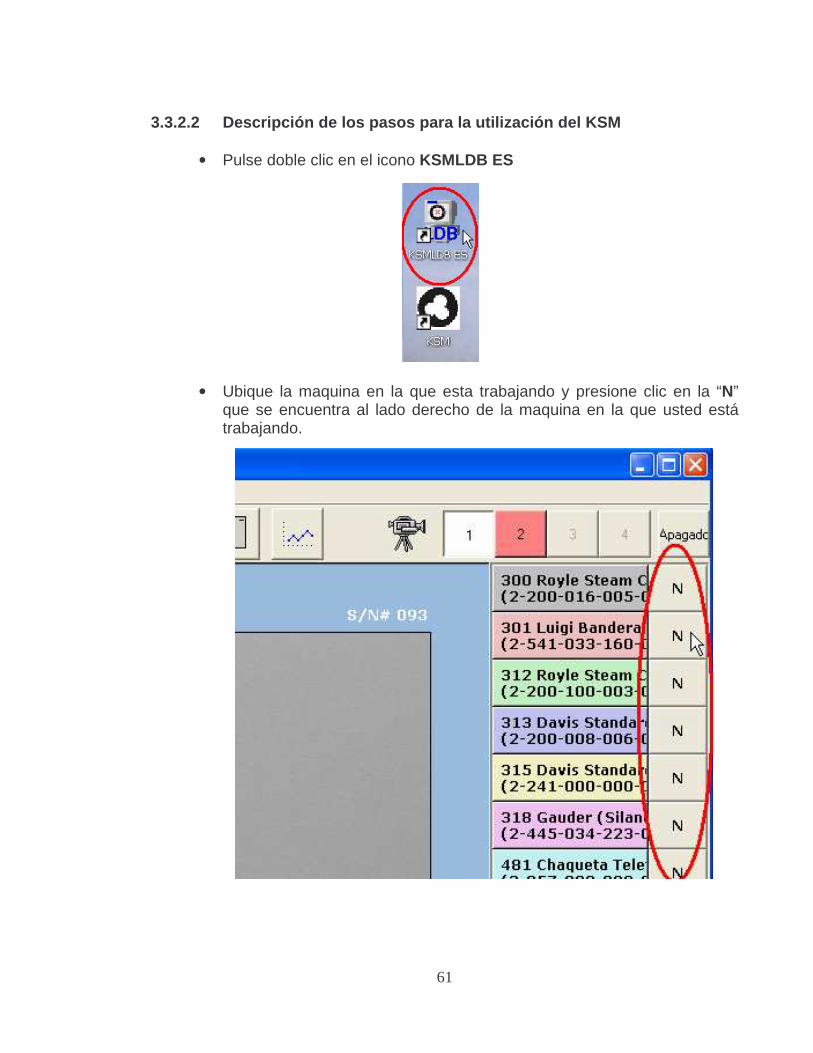
3.3.2.2 Descripción de los pasos para la utilización del KSM
• Pulse doble clic en el icono KSMLDB ES
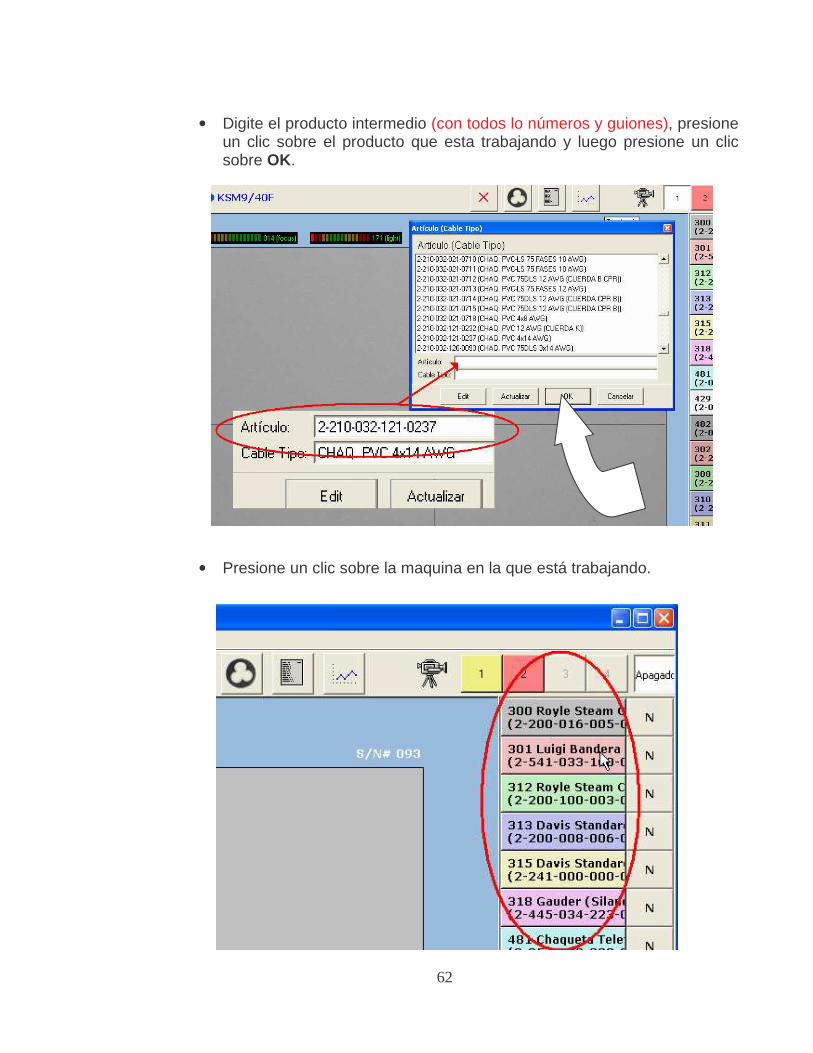
• Ubique la maquina en la que esta trabajando y presione clic en la “N” que se encuentra al lado derecho de la maquina en la que usted está trabajando.
62
• Digite el producto intermedio (con todos lo números y guiones), presione un clic sobre el producto que esta trabajando y luego presione un clic sobre OK.
• Presione un clic sobre la maquina en la que está trabajando.
63
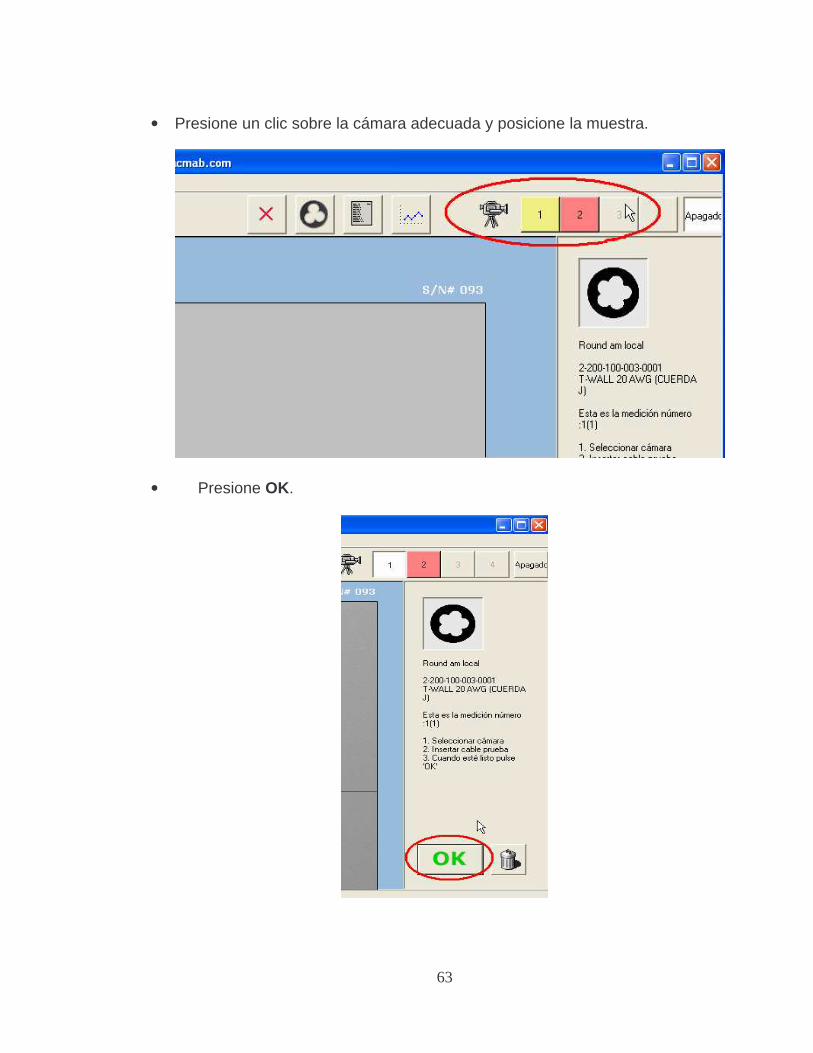
• Presione un clic sobre la cámara adecuada y posicione la muestra.
• Presione OK.
64
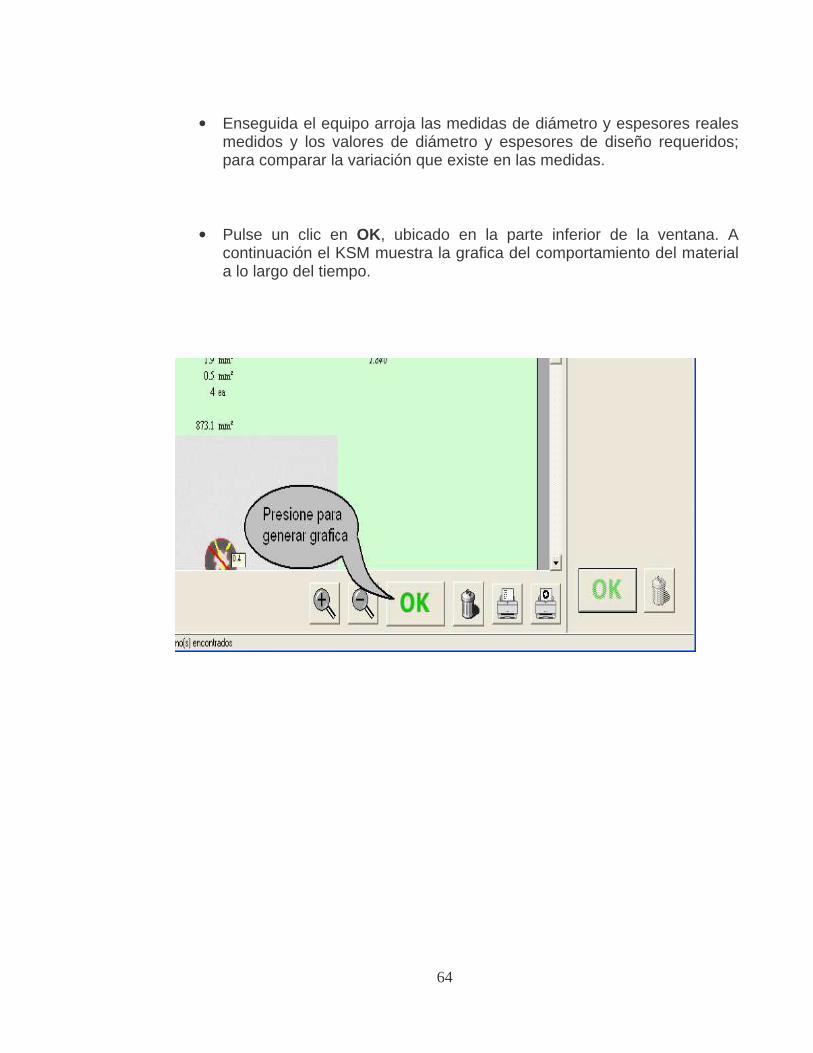
• Enseguida el equipo arroja las medidas de diámetro y espesores reales medidos y los valores de diámetro y espesores de diseño requeridos; para comparar la variación que existe en las medidas.
• Pulse un clic en OK, ubicado en la parte inferior de la ventana. A continuación el KSM muestra la grafica del comportamiento del material a lo largo del tiempo.
65
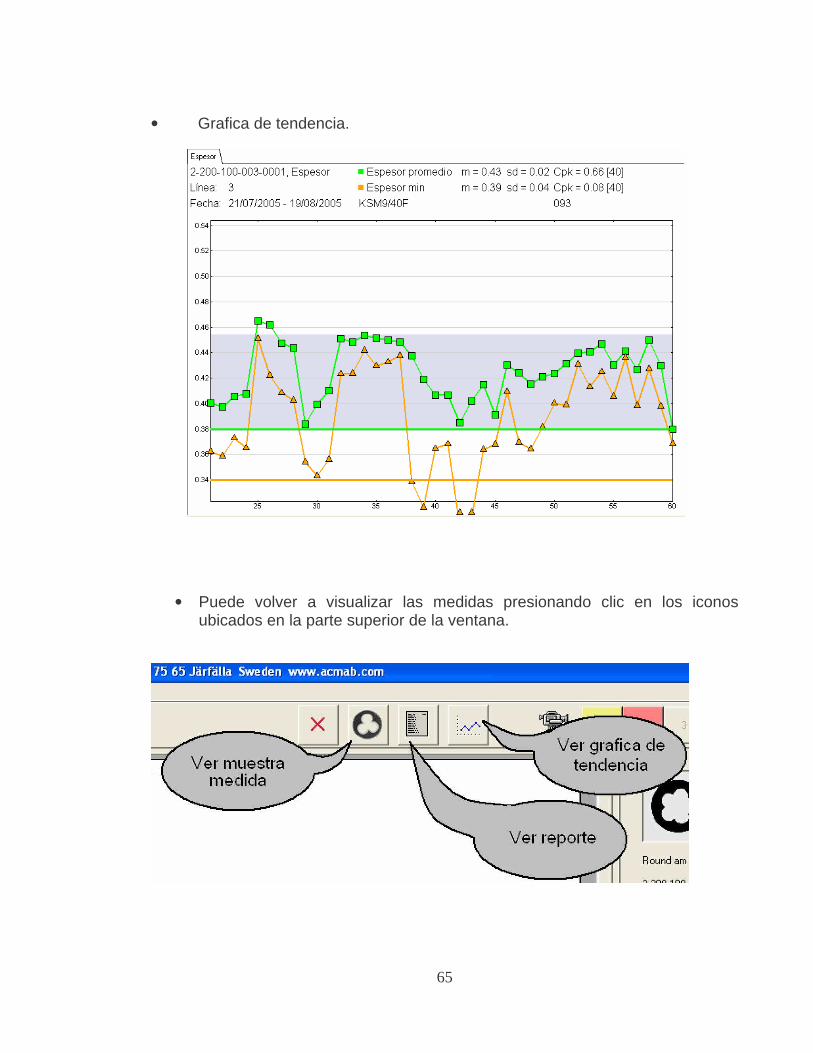
• Grafica de tendencia.
• Puede volver a visualizar las medidas presionando clic en los iconos ubicados en la parte superior de la ventana.

66
• Por ultimo puede imprimir el reporte presionando un clic en la impresora que aparece en la parte inferior de la ventana.
Con la medición de los parámetros anteriores de acuerdo al instructivo del equipo
(ver anexo 4 Reporte Medición de espesores) se da retroalimentación a la
Vicepresidencia de Manufactura, Gerencia Técnica, Jefes de planta de los
resultados obtenidos y/o las dificultades que se detectan.
Estos datos sirven para posteriores análisis del consumo de material de
aislamiento y para la generación del reporte económico.
67
4 ANALISIS DE DATOS DEL MUESTREO
Con base a los datos históricos de los reportes de sobreconsumo generados
desde septiembre de 2005 a Diciembre de 2005 y en acuerdo con el Jefe de
Producción de Planta No.1, se decide realizar un trabajo especifico en el
aislamiento de la cuerda de aluminio calibre 2/0 (B) CPR AWG, que permitan el
ahorro del material de extrusión, para lo cual se analizo de la siguiente manera:
Se inicio con el análisis del as variables del proceso de cableado como lo son:
diámetro, resistencia y peso, datos históricos recolectados en la medida de la
producción de la cuerda.
El fin del análisis del as variables anteriormente mencionadas es para garantizar al
proceso siguiente (extrusión) el cumplimiento de resistencia exigido por norma,
como control de proceso y posibles oportunidades de mejora, que puedan
contribuir a la disminución de consumo de aluminio para este proceso.
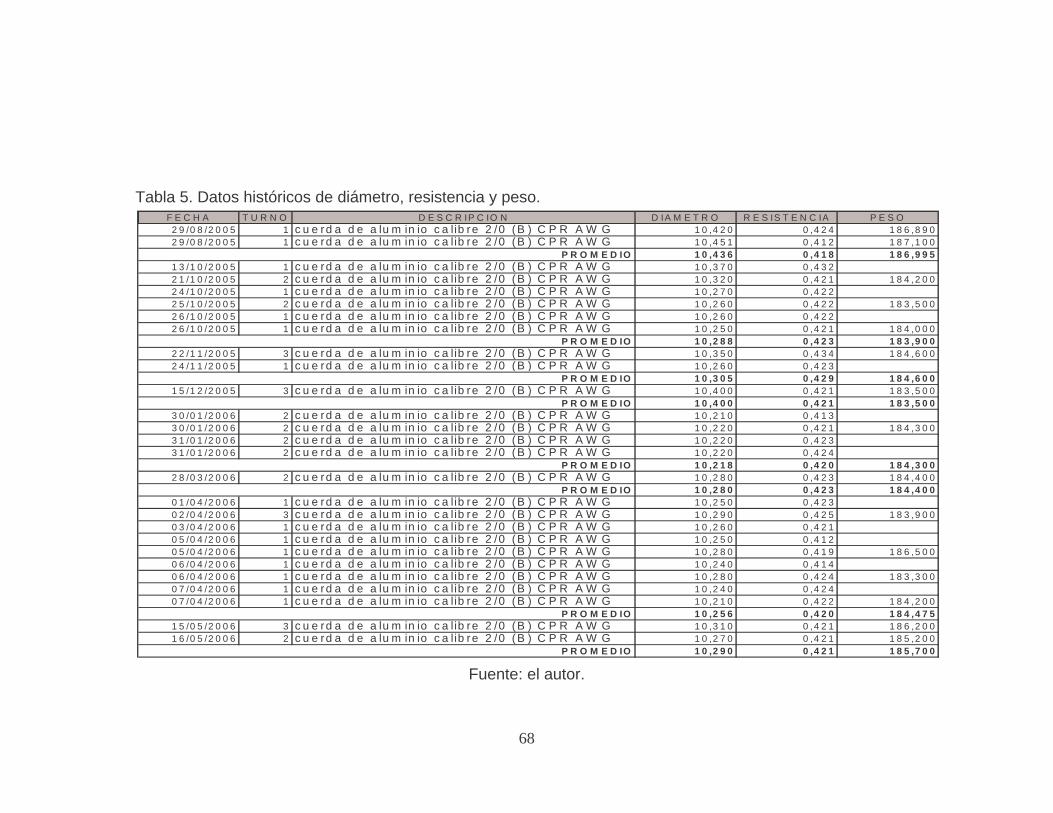
La siguiente tabla muestra los datos históricos de diámetro, resistencia, peso
según el mes que se fabrico la cuerda.
68
F E C H A T U R N O D E S C R IP C IO N D IA M E T R O R E S IS T E N C IA P E S O2 9 /0 8 /2 0 0 5 1 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,4 2 0 0 ,4 2 4 1 8 6 ,8 9 02 9 /0 8 /2 0 0 5 1 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,4 5 1 0 ,4 1 2 1 8 7 ,1 0 0
1 0 ,4 3 6 0 ,4 1 8 1 8 6 ,9 9 51 3 /1 0 /2 0 0 5 1 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,3 7 0 0 ,4 3 22 1 /1 0 /2 0 0 5 2 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,3 2 0 0 ,4 2 1 1 8 4 ,2 0 02 4 /1 0 /2 0 0 5 1 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 7 0 0 ,4 2 22 5 /1 0 /2 0 0 5 2 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 6 0 0 ,4 2 2 1 8 3 ,5 0 02 6 /1 0 /2 0 0 5 1 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 6 0 0 ,4 2 22 6 /1 0 /2 0 0 5 1 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 5 0 0 ,4 2 1 1 8 4 ,0 0 0
1 0 ,2 8 8 0 ,4 2 3 1 8 3 ,9 0 02 2 /1 1 /2 0 0 5 3 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,3 5 0 0 ,4 3 4 1 8 4 ,6 0 02 4 /1 1 /2 0 0 5 1 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 6 0 0 ,4 2 3
1 0 ,3 0 5 0 ,4 2 9 1 8 4 ,6 0 01 5 /1 2 /2 0 0 5 3 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,4 0 0 0 ,4 2 1 1 8 3 ,5 0 0
1 0 ,4 0 0 0 ,4 2 1 1 8 3 ,5 0 03 0 /0 1 /2 0 0 6 2 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 1 0 0 ,4 1 33 0 /0 1 /2 0 0 6 2 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 2 0 0 ,4 2 1 1 8 4 ,3 0 03 1 /0 1 /2 0 0 6 2 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 2 0 0 ,4 2 33 1 /0 1 /2 0 0 6 2 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 2 0 0 ,4 2 4
1 0 ,2 1 8 0 ,4 2 0 1 8 4 ,3 0 02 8 /0 3 /2 0 0 6 2 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 8 0 0 ,4 2 3 1 8 4 ,4 0 0
1 0 ,2 8 0 0 ,4 2 3 1 8 4 ,4 0 00 1 /0 4 /2 0 0 6 1 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 5 0 0 ,4 2 30 2 /0 4 /2 0 0 6 3 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 9 0 0 ,4 2 5 1 8 3 ,9 0 00 3 /0 4 /2 0 0 6 1 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 6 0 0 ,4 2 10 5 /0 4 /2 0 0 6 1 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 5 0 0 ,4 1 20 5 /0 4 /2 0 0 6 1 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 8 0 0 ,4 1 9 1 8 6 ,5 0 00 6 /0 4 /2 0 0 6 1 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 4 0 0 ,4 1 40 6 /0 4 /2 0 0 6 1 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 8 0 0 ,4 2 4 1 8 3 ,3 0 00 7 /0 4 /2 0 0 6 1 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 4 0 0 ,4 2 40 7 /0 4 /2 0 0 6 1 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 1 0 0 ,4 2 2 1 8 4 ,2 0 0
1 0 ,2 5 6 0 ,4 2 0 1 8 4 ,4 7 51 5 /0 5 /2 0 0 6 3 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,3 1 0 0 ,4 2 1 1 8 6 ,2 0 01 6 /0 5 /2 0 0 6 2 c u e rd a d e a lu m in io c a lib re 2 /0 (B ) C P R A W G 1 0 ,2 7 0 0 ,4 2 1 1 8 5 ,2 0 0
1 0 ,2 9 0 0 ,4 2 1 1 8 5 ,7 0 0
P R O M E D IO
P R O M E D IO
P R O M E D IO
P R O M E D IO
P R O M E D IO
P R O M E D IO
P R O M E D IO
P R O M E D IO
Tabla 5. Datos históricos de diámetro, resistencia y peso.
Fuente: el autor.
69
CADD 2/0 AWG(B) CPRDIAMETRO (mm)
DIAMETRO NOMINAL; 10,3100
DIAMETRO MAXIMO; 10,3600
DIAMETRO MINIMO; 10,2100
10,15
10,20
10,25
10,30
10,35
10,40
10,45
10,50
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
SAMPLE
mm
DIAMETRO REAL DIAMETRO NOMINAL DIAMETRO MAXIMO DIAMETRO MINIMO
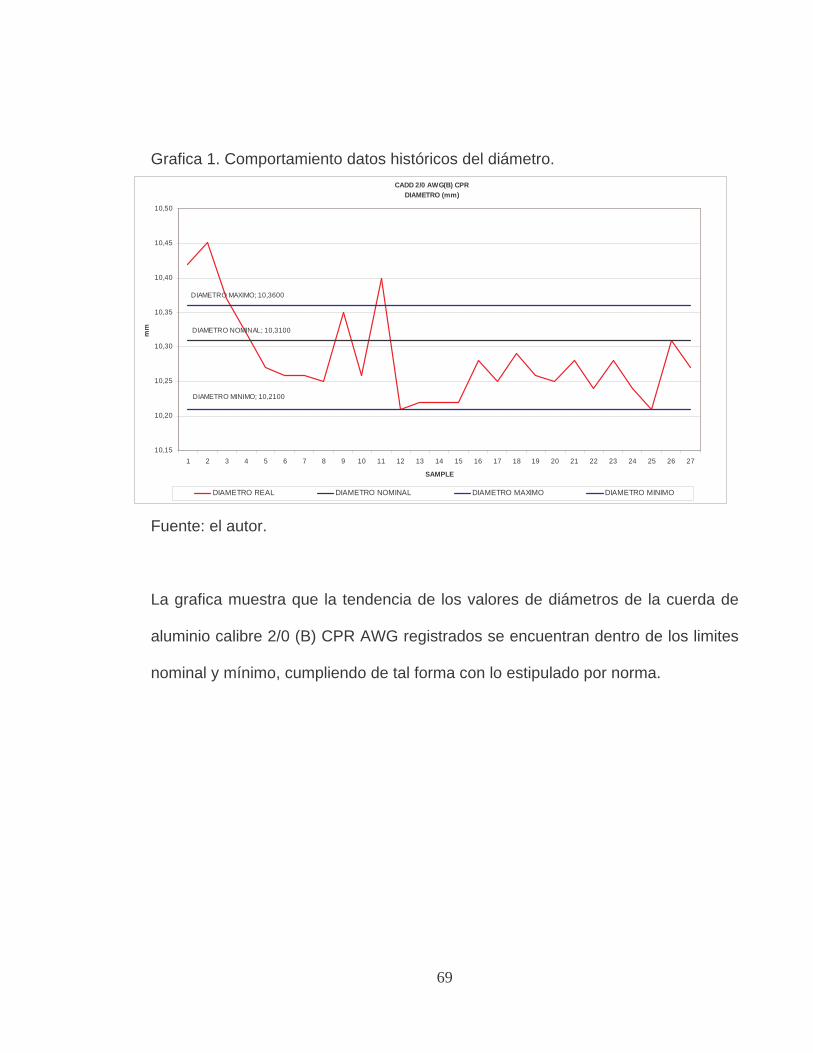
Grafica 1. Comportamiento datos históricos del diámetro.
Fuente: el autor.
La grafica muestra que la tendencia de los valores de diámetros de la cuerda de
aluminio calibre 2/0 (B) CPR AWG registrados se encuentran dentro de los limites
nominal y mínimo, cumpliendo de tal forma con lo estipulado por norma.
70
CADD 2/0 AWG(B) CPRRESISTENCIA (/Km)
RESITENCIA NOMINAL; 0,4253
RESITENCIA MAXIMA; 0,4345
0,410
0,415
0,420
0,425
0,430
0,435
0,440
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
SAMPLE
(/K
m)
RESISTENCIA DE LA CUERDA RESITENCIA NOMINAL RESITENCIA MAXIMA
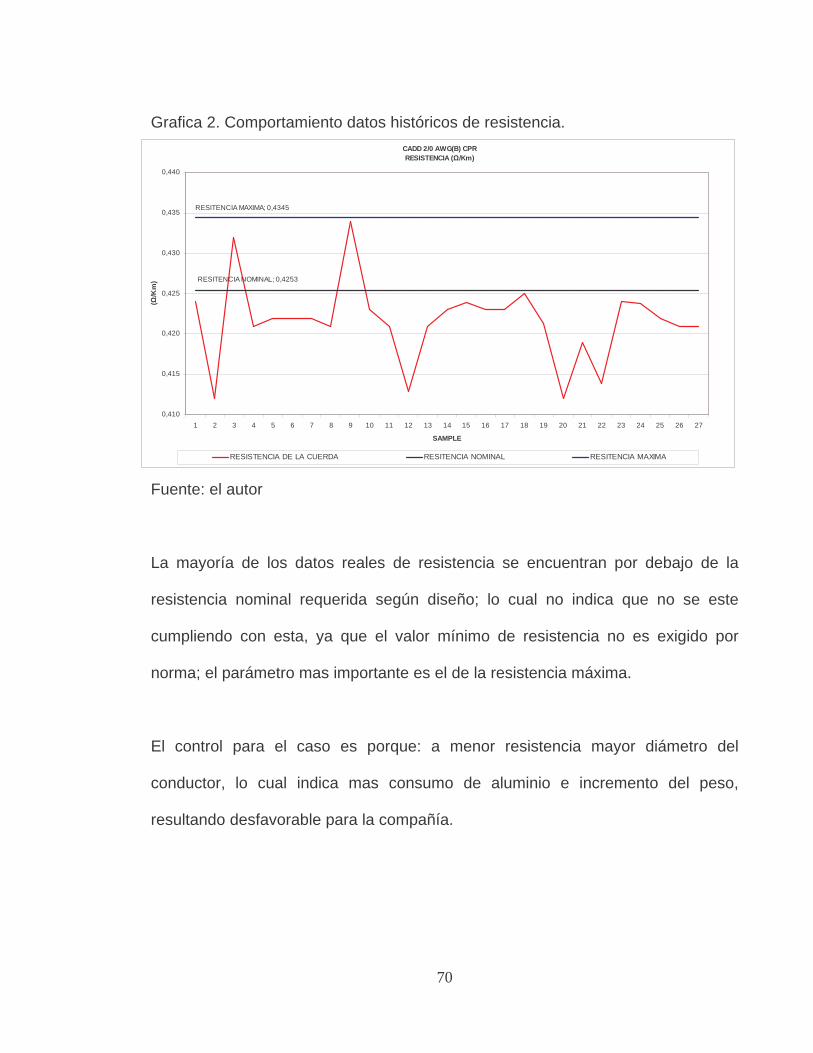
Grafica 2. Comportamiento datos históricos de resistencia.
Fuente: el autor
La mayoría de los datos reales de resistencia se encuentran por debajo de la
resistencia nominal requerida según diseño; lo cual no indica que no se este
cumpliendo con esta, ya que el valor mínimo de resistencia no es exigido por
norma; el parámetro mas importante es el de la resistencia máxima.
El control para el caso es porque: a menor resistencia mayor diámetro del
conductor, lo cual indica mas consumo de aluminio e incremento del peso,
resultando desfavorable para la compañía.

71
CADD 2/0 AWG(B) CPRWEIGHT (Kg/Km)
PESO NOMINAL; 186,0900
181,00
182,00
183,00
184,00
185,00
186,00
187,00
188,00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
SAMPLE
(Kg/
Km
)
PESO PESO NOMINAL
Grafica 3. Comportamiento datos históricos de peso.
Fuente: el autor
Los datos graficados de peso real de la cuerda de aluminio calibre 2/0 (B) CPR
AWG se encuentran por debajo del peso nominal con el cual se evalúa para
generar el reporte económico, en este caso el cable presenta subconsumo debido
a que el peso real de la cuerda de aluminio calibre 2/0 (B) CPR AWG esta por
debajo del peso nominal.
Con este procedimiento se evalúa y se realiza autocontrol sobre los cables que se
fabrican.
Con base a los valores de la norma diseño calcula los valores de diámetro,
resistencia y peso según la experiencia que se tiene en el diseño de cables.
72
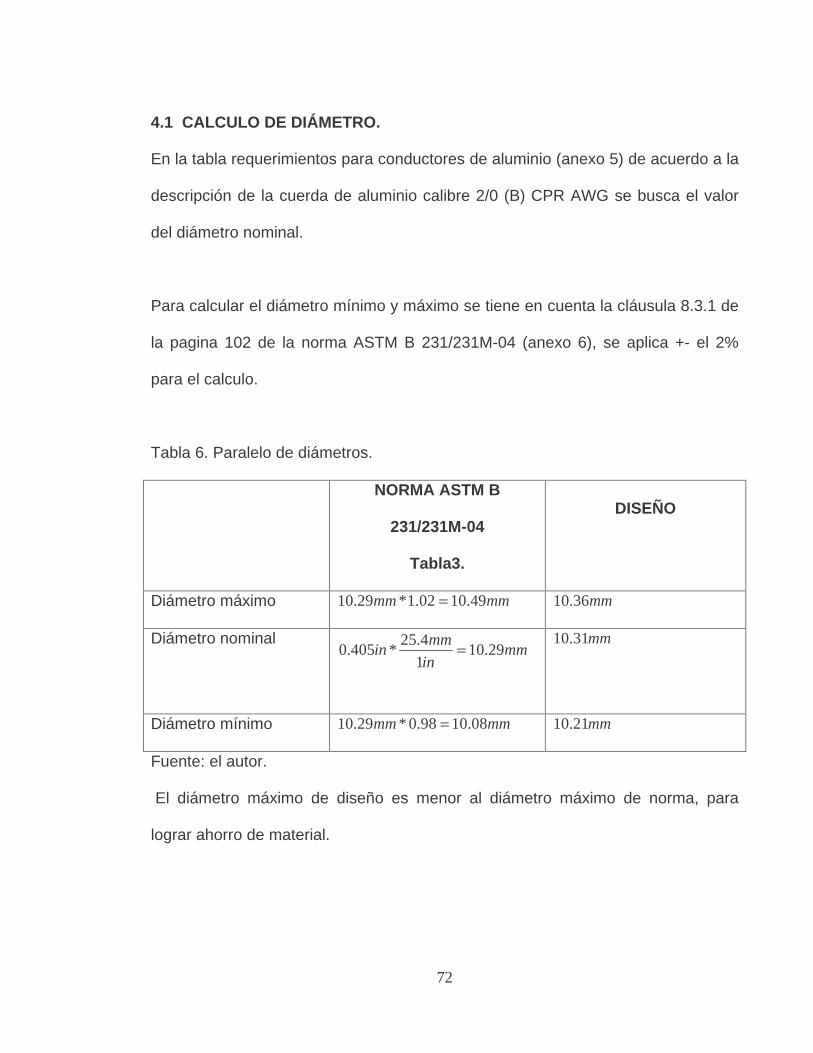
4.1 CALCULO DE DIÁMETRO.
En la tabla requerimientos para conductores de aluminio (anexo 5) de acuerdo a la
descripción de la cuerda de aluminio calibre 2/0 (B) CPR AWG se busca el valor
del diámetro nominal.
Para calcular el diámetro mínimo y máximo se tiene en cuenta la cláusula 8.3.1 de
la pagina 102 de la norma ASTM B 231/231M-04 (anexo 6), se aplica +- el 2%
para el calculo.
Tabla 6. Paralelo de diámetros.
NORMA ASTM B
231/231M-04
Tabla3.
DISEÑO
Diámetro máximo mmmm 49.1002.1*29.10 = mm36.10
Diámetro nominal mm
inmm
in 29.1014.25
*405.0 =
mm31.10
Diámetro mínimo mmmm 08.1098.0*29.10 = mm21.10
Fuente: el autor.
El diámetro máximo de diseño es menor al diámetro máximo de norma, para
lograr ahorro de material.

73
Y los valores del diámetro nominal y mínimo están por encima de los de norma
para lograr resistencia.
4.2 CALCULO DE RESISTENCIA.
Tabla 7. Paralelo de resistencias.
NORMA ASTM B
231/231M-04
Tabla3.
DISEÑO
Resistencia máxima KmKm
Ω=Ω 4355.002.1*
427.0
KmΩ4345.0
Resistencia nominal Km
Ω427.0
KmΩ4253.0
Fuente: el autor.
En la tabla requerimientos para conductores de aluminio (ver anexo 5) de acuerdo
a la descripción de la cuerda de aluminio calibre 2/0 (B) CPR AWG se busca el
valor de la resistencia nominal.
Para calcular la resistencia máxima se tiene en cuenta la cláusula 11.2 de la
pagina 102 de la norma ASTM B 231/231M-04 (ver anexo 6), donde especifica
que el valor máximo de resistencia no puede exceder el 2% de resistencia
nominal.

74
La resistencia nominal de diseño es menor a la resistencia de norma debido a que
el diámetro nominal de diseño es mayor al diámetro nominal de norma, con el fin
de cumplir con la resistencia máxima.
La resistencia máxima de diseño es menor a la resistencia máxima de norma para
tener un margen de seguridad en caso que el diámetro de la cuerda se baje o la
resistividad del aluminio sea menor a la normalmente trabajada y esta se puede
ver afectada por la dureza del material.
4.3 CALCULO DEL PESO.
El peso por la norma no es requisito; el valor del peso estipulado por diseño es
para no entregar más material en este caso tener control sobre el consumo de
aluminio.
KiolaludensidaddeareaalPesono *min*min =
• El área del conductor según norma ASTM B 231/231M-04 en la tabla
requerimientos para conductores de aluminio (anexo 5) de acuerdo a la
descripción de la cuerda de aluminio calibre 2/0 (B) CPR AWG se busca el
valor del área del conductor.
• La densidad según norma ASTM B 231/231M-04 en la pagina 102 numeral
10 (anexo 6) da un valor de:
3
705.2min
mKg
ioudensidadal =
K= Factor de cableado = 1.02

75
KmKg
Kmm
mKg
cmilmm
cmilalpesono186
02.1*1
1000*
705.2*
10005067.0
*133100min 3
2
==
Con el peso nominal se cuantifica el subconsumo o sobreconsumo de material,
según sea el caso.
El proceso siguiente a analizar es el de extrusión.
Valores de la norma y diseño.
Tabla 8. Paralelo espesores - Área.
NORMA ICEA S-95-658
Tabla 3-4 DISEÑO
Espesor Máximo mmmmMils 2352.21.1*0254.0*80 =
mm090.2
Espesor nominal mmmmMils 032.20254.0*80 =
mm030.2
Espesor Mínimo mmmmMils 8288.19.0*0254.0*80 =
mm83.1
Área No exige área 2569.87 mm
Fuente: El autor.

76
Espesor nominal según norma ICEA S-95-658 (anexo 7).
Para el calculo del espesor máximo y mínimo se aplico el +-10% según el numeral
3.3 de la norma ICEA S-95-658 pagina 19 (anexo 8).
Los espesores nominal y mínimo de norma son aplicados por diseño, por lo cual
no presenta variación significativa, el espesor máximo de diseño es menor al
espesor máximo de norma para obligar a los operadores a trabajar por lo menos
en ese valor y lograr un ahorro; ya que la cultura de los operadores es tener el
espesor alto para no correr el riesgo de no cumplir con el mini en un punto y el
producto sea rechazado.
4.4 CALCULO DEL ÁREA:
lsilanodensidaddeanopesodelsil
A =
( ) ( )
KmKg
KmKg
KmKg
anopesodelsil
zadorpesocataliapesoreanopesodelsil
8697.806609.5*07.02088.75*93.0
*07.0sin*93.0
=
+
=
+=
( ) ( )talizadordensidadcaadensidadrelsilanodensidadde *07.0sin*93.0 +=
333
9235.097.0*07.0
92.0*93.0
cmg
cmg
cmg
lsilanodensidadde =
+
=

77
17/09/2005 92,108 2,178 2,124 2,05517/09/2005 92,342 2,188 2,117 2,04717/09/2005 92,276 2,220 2,163 2,08217/09/2005 91,617 2,198 2,140 2,06417/09/2005 92,006 2,217 2,179 2,11117/09/2005 92,082 2,215 2,173 2,10830/09/2005 97,088 2,330 2,282 2,17430/09/2005 92,870 2,299 2,224 2,17830/09/2005 92,295 2,214 2,170 1,99030/09/2005 94,447 2,318 2,152 2,06730/09/2005 96,516 2,362 2,344 2,28930/09/2005 96,233 2,418 2,326 2,26530/09/2005 100,076 2,433 2,360 2,29030/09/2005 98,210 2,448 2,332 2,26130/09/2005 98,321 2,456 2,342 2,26815/10/2005 88,384 2,299 2,170 2,06315/10/2005 88,360 2,243 2,146 2,06715/10/2005 91,493 2,420 2,157 2,07815/10/2005 89,300 2,310 2,029 1,89331/10/2005 92,081 2,413 2,204 1,98731/10/2005 88,000 2,320 2,061 2,00931/10/2005 90,279 2,214 2,139 2,036
PROMEDIO 93,018 2,305 2,197 2,108
ESP. MIN. [mm]FECHA
AREA [mm2]
ESP. MAX. [mm]
ESP. PROM. [mm]
2
3
569.879235.0
8697.80mm
cmg
KmKg
A ==
En la tabla siguiente se muestra la situación del consumo de material de
aislamiento en silanos antes de realizar el trabajo de disminución de material.
Tabla 9. Datos históricos de consumo de material de aislamiento 2005.

78
CUERDA CPRI.Al AIS.SILANOS 2/0 AWGAREA (mm2)
AREA [mm2]; 87,569
70,000
75,000
80,000
85,000
90,000
95,000
100,000
105,000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
SAMPLE
(mm
2)
AREA [mm2] AREA [mm2]
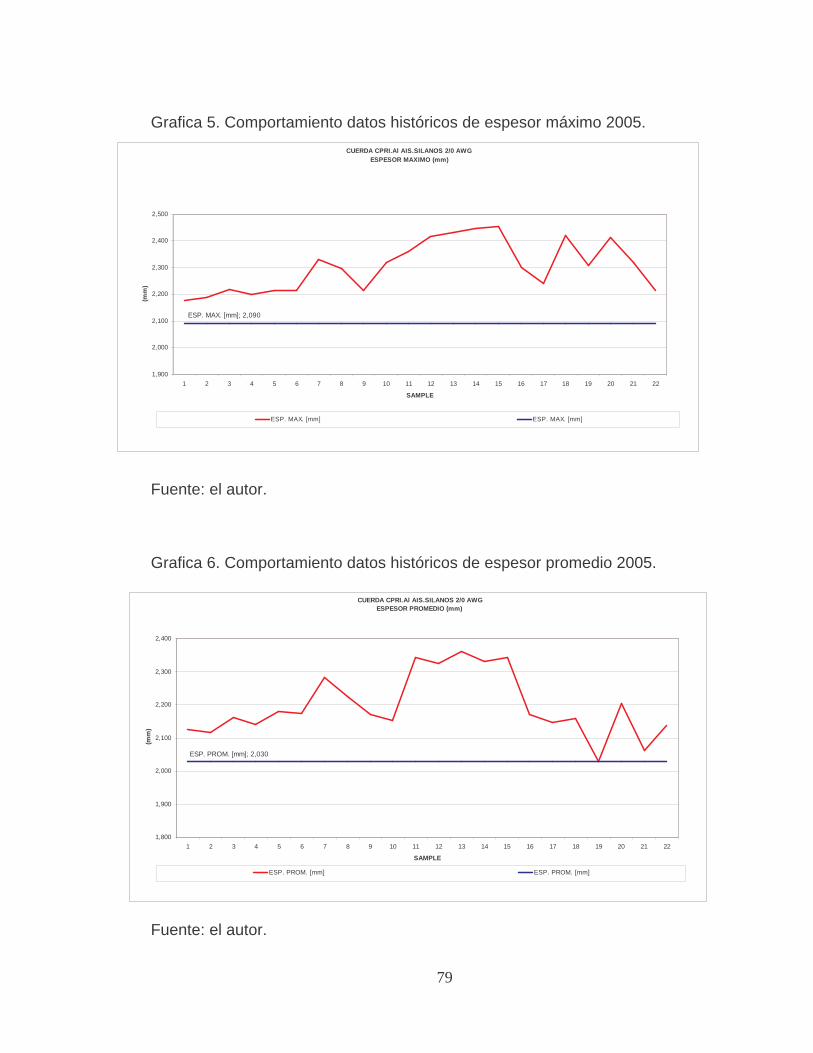
Como resultado de mediciones anteriores de área y espesor arrojados por el
equipo de medición KSM, se puede observar en las siguientes graficas que los
valores reales de área y espesor están por encima de los requeridos por diseño de
tal manera que hay un sobreconsumo en el material de extrusión, ya que el área
real del aislamiento es mayor a la requerida por diseño, con la cual se evalúa el
impacto económico del consumo del aislamiento.
Grafica 4. Comportamiento datos históricos de área 2005.
Fuente: el autor.
79
CUERDA CPRI.Al AIS.SILANOS 2/0 AWGESPESOR PROMEDIO (mm)
ESP. PROM. [mm]; 2,030
1,800
1,900
2,000
2,100
2,200
2,300
2,400
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
SAMPLE
(mm
)
ESP. PROM. [mm] ESP. PROM. [mm]
CUERDA CPRI.Al AIS.SILANOS 2/0 AWGESPESOR MAXIMO (mm)
ESP. MAX. [mm]; 2,090
1,900
2,000
2,100
2,200
2,300
2,400
2,500
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
SAMPLE
(mm
)
ESP. MAX. [mm] ESP. MAX. [mm]
Grafica 5. Comportamiento datos históricos de espesor máximo 2005.
Fuente: el autor.
Grafica 6. Comportamiento datos históricos de espesor promedio 2005.
Fuente: el autor.
80
CUERDA CPRI.Al AIS.SILANOS 2/0 AWGESPESOR MINIMO (mm)
ESP. MIN [mm]; 1,830
1,700
1,800
1,900
2,000
2,100
2,200
2,300
2,400
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
SAMPLE
(mm
)
ESP. MIN. [mm] ESP. MIN [mm]
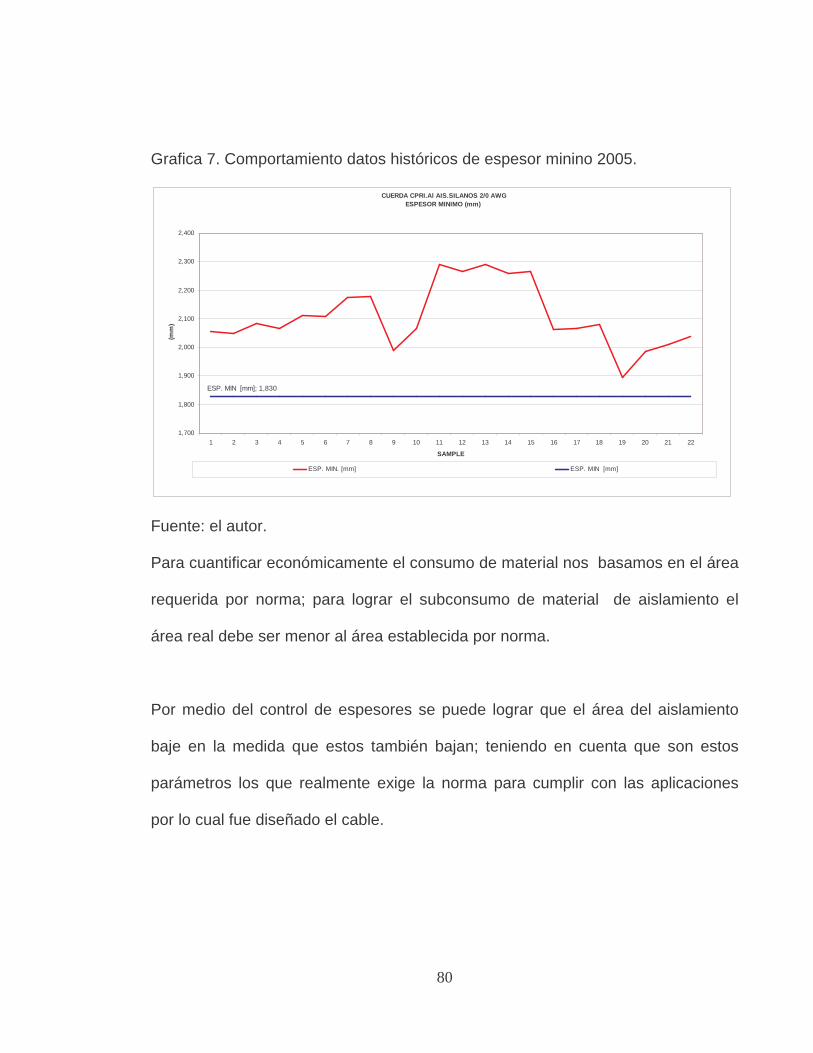
Grafica 7. Comportamiento datos históricos de espesor minino 2005.
Fuente: el autor.
Para cuantificar económicamente el consumo de material nos basamos en el área
requerida por norma; para lograr el subconsumo de material de aislamiento el
área real debe ser menor al área establecida por norma.
Por medio del control de espesores se puede lograr que el área del aislamiento
baje en la medida que estos también bajan; teniendo en cuenta que son estos
parámetros los que realmente exige la norma para cumplir con las aplicaciones
por lo cual fue diseñado el cable.
81
Las mediciones realizadas se informan continuamente a los operarios durante el
proceso de aislamiento de la cuerda, para tomar medidas en el momento si es
necesario para tener controlado el consumo de material.
A demás de las actividades anteriores desarrolladas para la disminución del
sobreconsumo, se trabajo con las variables del proceso de la siguiente manera:
Según la planeación y la programación que se maneja en la empresa, se verifica
la producción de la cuerda a estudiar, para indicar al operario el manejo del
formato de toma de variables del proceso (anexo 9), que debe diligenciar en el
momento de la producción del cable.
4.5 RECOLECCCION Y ANÁLISIS DE LAS VARIABLES DE PROCESO
A continuación se presentan las guías técnicas donde se consignan las variables
del proceso con las que se fabrico el aislamiento de la cuerda de aluminio calibre
2/0 (B) CPR AWG.

82
φ
φ
!"!# $ % $ & $ $ ' !$ (!'
")*+),-*."- /
0 *."-
0 *."-
0 *."- / / /
0 *."-
$ +1*."-
2 *."-
"+1*."-
*."- /
3 )!4* & - / /
3)5))*-
")!6*."-
# 77)5 6! *8 -
6' ) / *8 -/
3)95 5)1
# )*8 - )
& :& ))
% 2' ! 3$ "% !'
!
;;;;
"# * -
$ % &' ! ( $ % (
!) % $ * + ' ' % "< ! $ " $ )$ ' ' ($ % ' $ = !' >
Tabla 10. Ficha técnica N.1 variables del proceso Enero 2006.

83
φ
φ
!"!# $ % $ & $ $ ' !$ (!'
")*+),-*."- /
0 *."-
0 *."-
0 *."- / / /
0 *."-
$ +1*."-
2 *."-
"+1*."-
*."- /
3 )!4* & - / /
3)5))*-
")!6*."-
# 77)5 6! *8 -
6' ) / *8 -/
3)95 5)1
# )*8 - )
& :& ))
% 2' ! 3$ "% !'
$ % &' ! ( $ % (
!) % $ * + ' ' % "< ! $ " $ )$ ' ' ($ % ' $ = !' >
!
;;;;
"# * -
Tabla 11. Ficha técnica N.2 variables del proceso Enero 2006.

84
φ
φ
!"!# $ % $ & $ $ ' !$ (!'
")*+),-*."- /
0 *."-
0 *."-
0 *."- / / /
0 *."-
$ +1*."-
2 *."-
"+1*."-
*."- /
3 )!4* & - / /
3)5))*-
")!6*."-
# 77)5 6! *8 -
6' ) / *8 -/
3)95 5)1
# )*8 - )
& :& ))
% 2' ! 3$ "% !'
!
;;;;
"# * -
$ % &' ! ( $ % (
!) % $ * + ' ' % "< ! $ " $ )$ ' ' ($ % ' $ = !' >
Tabla 12. Ficha técnica N.3 variables del proceso Enero 2006.
85
Los valores de las variables de la receta corresponde a valores fijo que la
maquina tiene programados para diferentes productos y esta se selecciona según
el producto a fabricar ya que los valores son similares.
Los valores de las variables programadas son asignadas con base a los valores
de la receta, criterio y experiencia de los operadores de la maquina.
Los valores del as variables reales son asignadas con base a los valores del as
variables programadas, criterio y experiencia de los operadores de la maquina.
Las anteriores guías técnicas del producto fueron diligenciadas por los
operadores de la maquina Gauder (318) con los valores que trabajan normalmente
para el aislamiento de la cuerda de aluminio calibre 2/0 (B) CPR AWG; para estos
valores de las variables del proceso que fueron muy similares como se observa
en los 3 formatos, corresponden las siguientes medidas de área y espesores
arrojados por el equipo de medición KSM.
86
04/01/2006 87,589 2,222 2,098 2,01704/01/2006 86,014 2,200 2,077 2,03004/01/2006 89,868 2,290 2,096 1,85610/01/2006 91,763 2,320 2,214 2,02610/01/2006 91,521 2,310 2,182 2,04210/01/2006 86,465 2,235 2,066 1,95910/01/2006 88,175 2,291 2,103 2,00110/01/2006 92,541 2,337 2,226 2,13710/01/2006 89,734 2,396 2,124 1,96710/01/2006 87,587 2,359 2,109 1,93910/01/2006 86,010 2,299 2,143 1,95214/01/2006 87,870 2,296 2,155 2,05714/01/2006 87,151 2,255 2,137 2,08014/01/2006 90,216 2,339 2,194 2,06814/01/2006 92,514 2,371 2,232 2,12814/01/2006 88,836 2,280 2,134 2,06214/01/2006 91,714 2,336 2,269 2,22414/01/2006 89,086 2,258 2,169 2,13114/01/2006 88,825 2,269 2,161 2,06714/01/2006 90,653 2,285 2,173 2,07014/01/2006 89,870 2,267 2,140 2,05914/01/2006 91,764 2,203 2,156 2,063
PROMEDIO 89,130 2,292 2,153 2,042
ESP. MIN. [mm]FECHA
AREA [mm2]
ESP. MAX. [mm]
ESP. PROM. [mm]
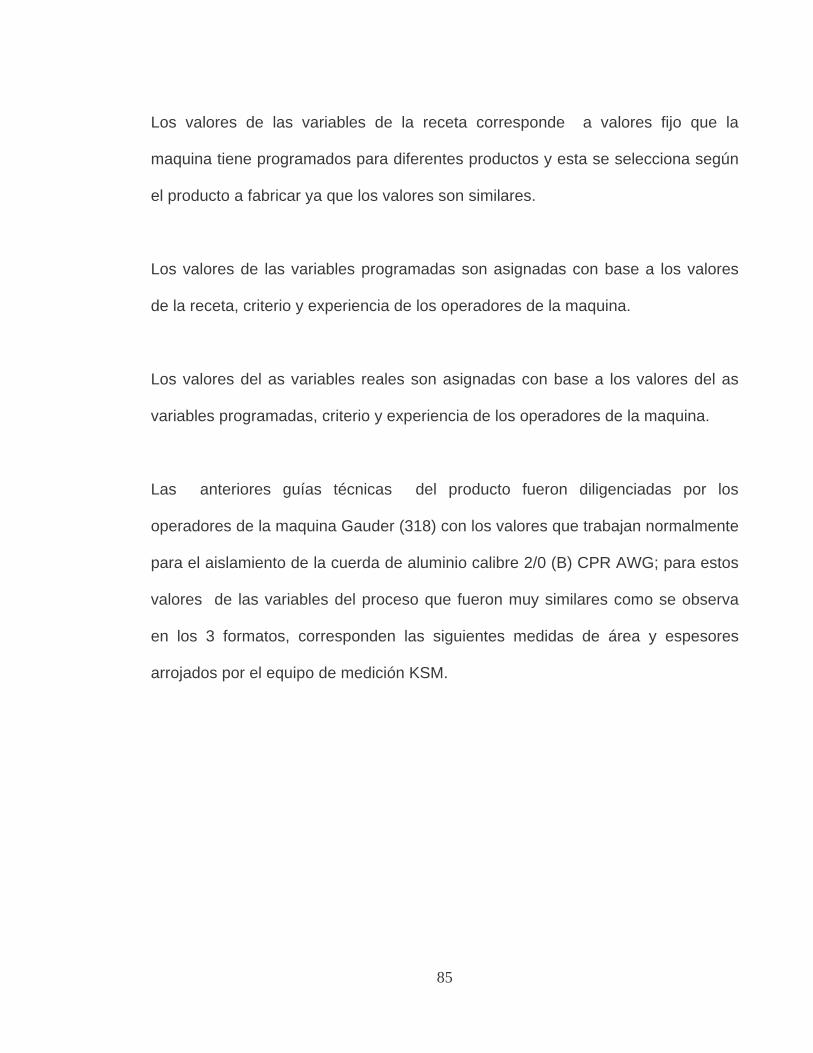
Tabla y graficas de valores de área y espesores medidos correspondientes a las
muestras del aislamiento de la cuerda de aluminio calibre 2/0 (B) CPR AWG,
fabricado con los valores de las variables consignadas en los formatos anteriores.
Tabla 13. Datos área y espesores enero 2006.
Fuente: el autor.
87
CUERDA CPRI.Al AIS.SILANOS 2/0 AWGAREA (mm2)
AREA [mm2]; 87,569
70,000
75,000
80,000
85,000
90,000
95,000
100,000
105,000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
SAMPLE
(mm
2)
AREA [mm2] AREA [mm2]
CUERDA CPRI.Al AIS.SILANOS 2/0 AWGESPESOR MAXIMO (mm)
ESP. MAX. [mm]; 2,090
1,900
1,950
2,000
2,050
2,100
2,150
2,200
2,250
2,300
2,350
2,400
2,450
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
SAMPLE
(m
m)
ESP. MAX. [mm] ESP. MAX. [mm]
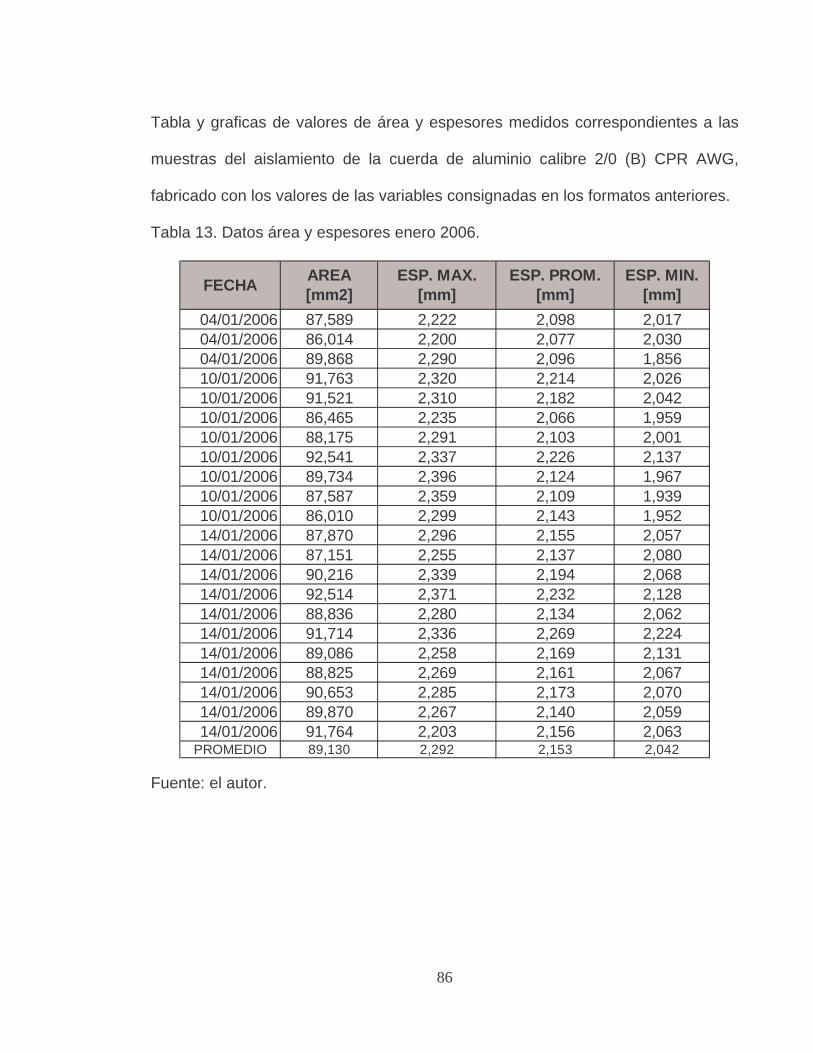
Grafica 8. Comportamiento de área enero de 2006..
Fuente: el autor.
Grafica 9. Comportamiento de espesor máximo enero de 2006.
Fuente: el autor.
88
CUERDA CPRI.Al AIS.SILANOS 2/0 AWGESPESOR MINIMO (mm )
ESP. MIN [mm]; 1,830
1,700
1,800
1,900
2,000
2,100
2,200
2,300
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
SAMPLE
(m
m)
ESP. MIN. [mm] ESP. MIN [mm]
CUERDA CPRI.Al AIS.SILANOS 2/0 AWGESPESOR PROMEDIO (mm)
ESP. PROM. [mm]; 2,030
1,900
1,950
2,000
2,050
2,100
2,150
2,200
2,250
2,300
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
SAMPLE
(m
m)
ESP. PROM. [mm] ESP. PROM. [mm]
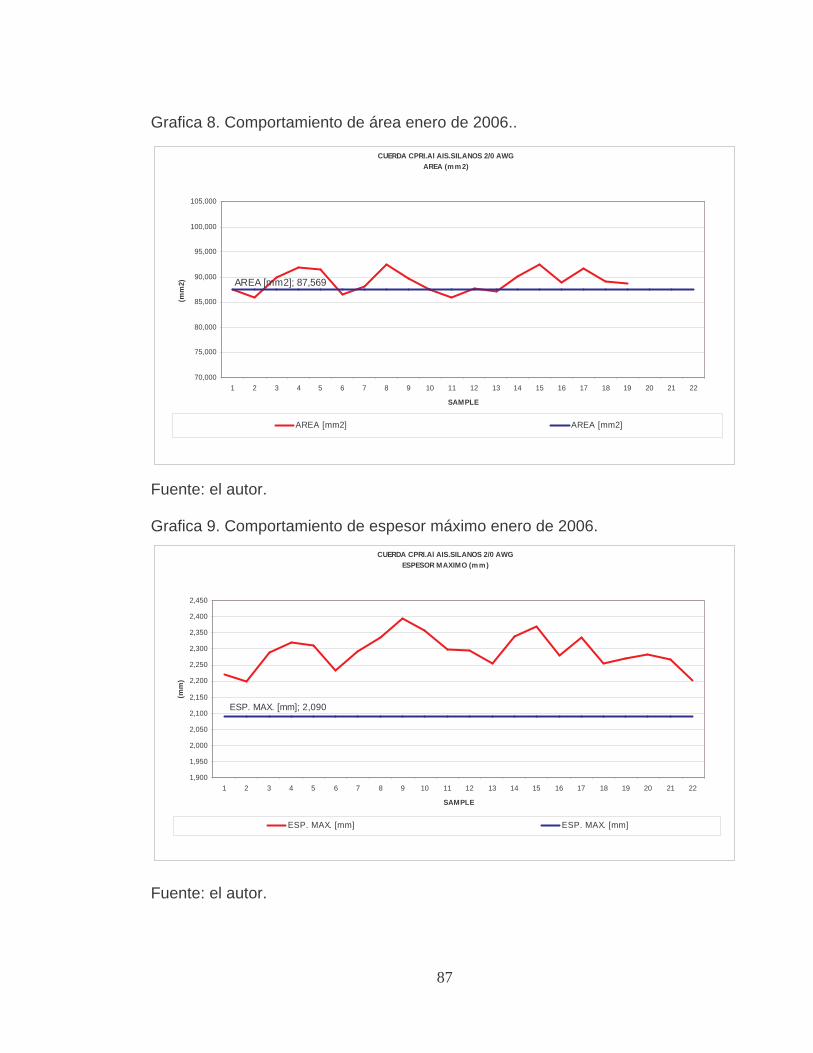
Grafica 10. Comportamiento de espesor promedio enero de 2006.
Fuente: el autor.
Grafica 11. Comportamiento de espesor mínimo enero de 2006.
Fuente: el autor
89
El promedio y las graficas de área y espesores muestran una tendencia similar a
los valores graficados de la tabla (según tabla 9) que corresponden a datos antes
de comenzar con el proceso de disminución de sobreconsumo.
Las graficas anteriores muestran todavía un sobreconsumo ya que el área real
esta por encima del valor nominal; el sobreconsumo de material respecto a las
primeras graficas es un poco menor debido a la retroalimentación continua a los
operadores de la maquina permitiendo mas control sobre el aislamiento.
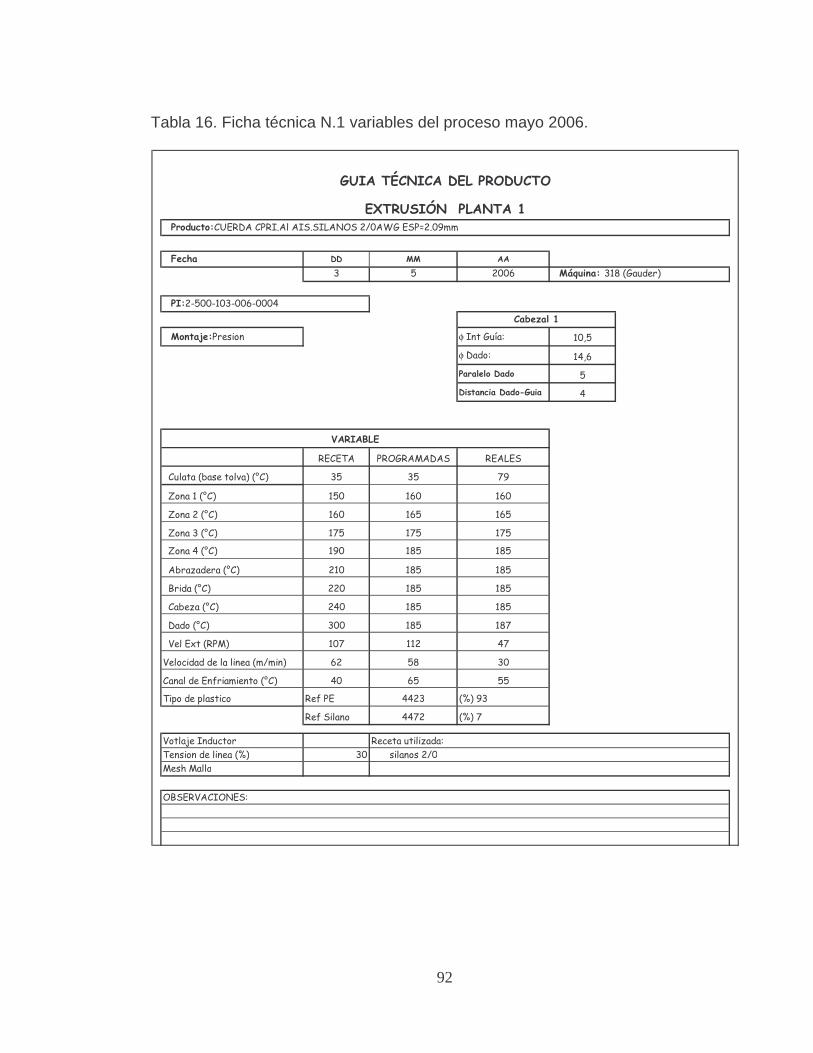
Pasando de un área promedio real de consumo de 93.018 mm2 (tabla 9) a un área
promedio real de 89.130 mm2 (tabla 13) , se obtiene un 4.18% de subconsumo de
material de aislamiento, que resulta del calculo de la variación de consumo de
material.
Con base a los resultados anteriores se decide trabajar y variar los valores de
velocidad de línea, para la próxima producción del aislamiento de la cuerda de
aluminio calibre 2/0 (B) CPR AWG con el fin de disminuir área y obtener un
subconsumo de material de aislamiento y a la vez cumplir con los espesores
requeridos por norma para no afectar la calidad del producto.
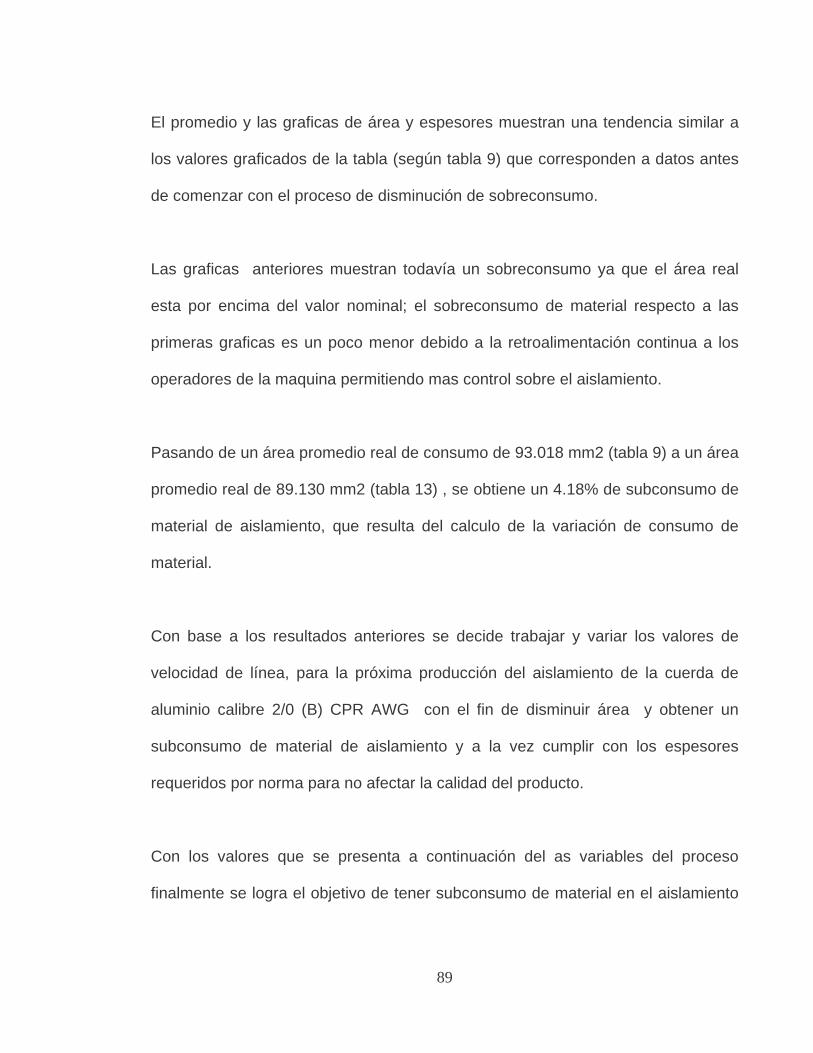
Con los valores que se presenta a continuación del as variables del proceso
finalmente se logra el objetivo de tener subconsumo de material en el aislamiento

90
φ
φ
!"!# $ % $ & $ $ ' !$ (!'
")*+),-*."- /
0 *."-
0 *."-
0 *."- / / /
0 *."-
$ +1*."-
2 *."-
"+1*."-
*."- /
3 )!4* & - /
3)5))*-
")!6*."-
# 77)5 6! *8 -
6' ) / *8 -/
3)95 5)1
# )*8 - )
& :& ))
% 2' ! 3$ "% !'
!
;;;;
"# * -
$ % &' ! ( $ % (
!) % $ * + ' ' % "< ! $ " $ )$ ' ' ($ % ' $ = !' >
de la cuerda de aluminio calibre 2/0 (B) CPR AWG con los respectivos valores de
de área y espesores.
Tabla 14. Ficha técnica N.1 variables del proceso Abril 2006.

91
φ
φ
!"!# $ % $ & $ $ ' !$ (!'
")*+),-*."- /
0 *."-
0 *."-
0 *."- / / /
0 *."-
$ +1*."-
2 *."-
"+1*."-
*."- /
3 )!4* & - /
3)5))*-
")!6*."-
# 77)5 6! *8 -
6' ) / *8 -/
3)95 5)1
# )*8 - )
& :& ))
% 2' ! 3$ "% !'
$ % &' ! ( $ % (
!) % $ * + ' ' % "< ! $ " $ )$ ' ' ($ % ' $ = !' >
!
;;;;
"# * -
Tabla 15. Ficha técnica N.2 variables del proceso Abril 2006.
92
φ
φ
!"!# $ % $ & $ $ ' !$ (!'
")*+),-*."- /
0 *."-
0 *."-
0 *."- / / /
0 *."-
$ +1*."-
2 *."-
"+1*."-
*."- /
3 )!4* & - / /
3)5))*-
")!6*."-
# 77)5 6! *8 -
6' ) / *8 -/
3)95 5)1
# )*8 - )
& :& ))
% 2' ! 3$ "% !'
$ % &' ! ( $ % (
!) % $ * + ' ' % "< ! $ " $ )$ ' ' ($ % ' $ = !' >
!
;;;;
"# * -
Tabla 16. Ficha técnica N.1 variables del proceso mayo 2006.

93
03/04/2006 86,900 2,130 2,060 1,97403/04/2006 85,730 2,131 2,058 1,99103/04/2006 84,657 2,130 2,061 2,00403/04/2006 86,700 2,122 2,059 1,95303/04/2006 85,110 2,128 2,060 2,00303/04/2006 84,980 2,120 2,065 1,98903/04/2006 86,500 2,119 2,060 2,01014/04/2006 85,118 2,130 2,063 1,98014/04/2006 84,757 2,115 2,058 2,01514/04/2006 84,550 2,129 2,060 1,94714/04/2006 85,610 2,120 2,057 2,01314/04/2006 85,710 2,115 2,049 1,99314/04/2006 85,693 2,120 2,055 1,98214/04/2006 85,714 2,129 2,055 1,97526/05/2006 85,421 2,113 2,054 1,99326/05/2006 85,612 2,114 2,048 1,99026/05/2006 84,836 2,125 2,060 1,98426/05/2006 84,997 2,119 2,055 1,97526/05/2006 84,895 2,124 2,055 1,96526/05/2006 84,875 2,119 2,049 1,97326/05/2006 84,870 2,117 2,045 1,96226/05/2006 84,892 2,121 2,044 1,959
PROMEDIO 85,369 2,122 2,056 1,983
ESP. MIN. [mm]FECHA
AREA [mm2]
ESP. MAX. [mm]
ESP. PROM. [mm]
Los valores de área y espesores que se muestran en la tabla se obtuvieron por la
variación de los valores de la velocidad de la línea, de acuerdo a la experiencia de
los operadores de la maquina.
Tabla 17. Datos área y espesores abril-mayo 2006.
Fuente: el autor.
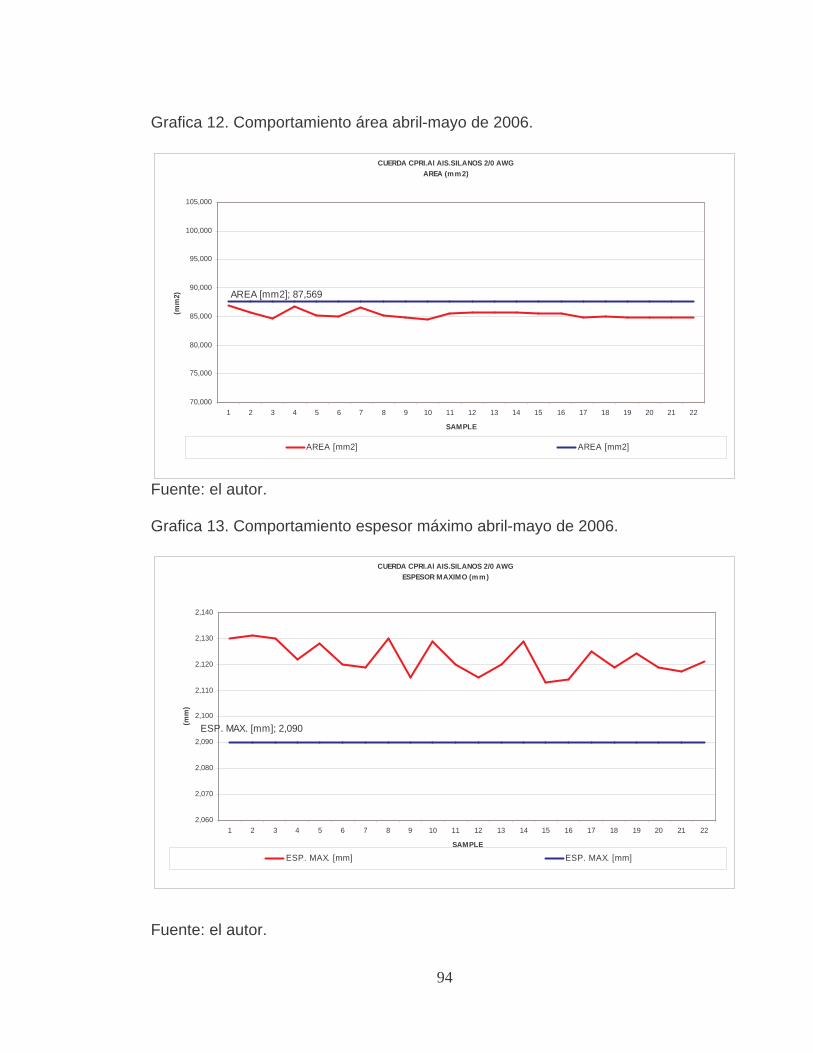
94
CUERDA CPRI.Al AIS.SILANOS 2/0 AWGAREA (mm2)
AREA [mm2]; 87,569
70,000
75,000
80,000
85,000
90,000
95,000
100,000
105,000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
SAMPLE
(mm
2)
AREA [mm2] AREA [mm2]
CUERDA CPRI.Al AIS.SILANOS 2/0 AWGESPESOR MAXIMO (mm)
ESP. MAX. [mm]; 2,090
2,060
2,070
2,080
2,090
2,100
2,110
2,120
2,130
2,140
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
SAMPLE
(m
m)
ESP. MAX. [mm] ESP. MAX. [mm]
Grafica 12. Comportamiento área abril-mayo de 2006.
Fuente: el autor.
Grafica 13. Comportamiento espesor máximo abril-mayo de 2006.
Fuente: el autor.
95
CUERDA CPRI.Al AIS.SILANOS 2/0 AWGESPESOR PROMEDIO (mm)
ESP. PROM. [mm]; 2,030
2,010
2,020
2,030
2,040
2,050
2,060
2,070
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
SAMPLE
(m
m)
ESP. PROM. [mm] ESP. PROM. [mm]
CUERDA CPRI.Al AIS.SILANOS 2/0 AWGESPESOR MINIMO (mm)
ESP. MIN [mm]; 1,830
1,700
1,750
1,800
1,850
1,900
1,950
2,000
2,050
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
SAMPLE
(m
m)
ESP. MIN. [mm] ESP. MIN [mm]
Grafica 14. Comportamiento espesor promedio abril-mayo de 2006.
Fuente: el autor.
Grafica 15. Comportamiento espesor mínimo abril-mayo de 2006.
Fuente: el autor.

96
Según las graficas anteriores muestran que con la variación de la velocidad se
pudo lograr durante los tres días que se saco la producción del cable se logro un
ahorro de material, notándose en la disminución del área real, y cumpliendo a la
vez con los espesores requeridos por norma.
Pasando de un área promedio real de consumo de 89.130 mm2 (tabla 13) a un
área promedio real de 85.369 mm2 (tabla 17), se obtiene un 4.22% de
subconsumo de material de aislamiento, que resulta del calculo de la variación de
consumo de material.
Cabe notar que hay mas oportunidad de mejora para la disminución del consumo
de material ya que los espesores máximo y promedio están por encima de los
requeridos por norma y al bajar estos no se vería afectado el espesor mínimo
requerido por norma, según la grafica muestra que la disminución de los
espesores se puede realizar con confianza ya que los valores se encuentran
dentro de un rango mínimo de variación o dispersión. Si se logra bajar mas los
espesores teniendo en cuenta que hay que cumplir con el mínimo requerido, el
área bajaría mas del o que presento según los ensayos corridos.
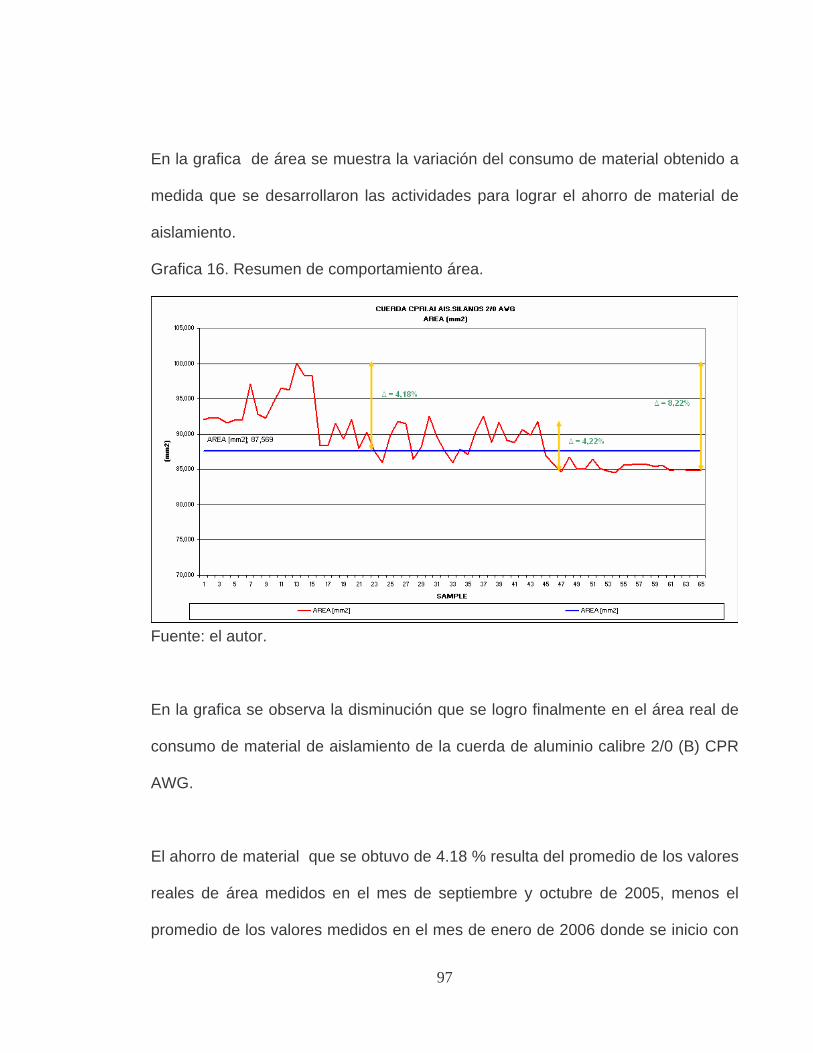
97
En la grafica de área se muestra la variación del consumo de material obtenido a
medida que se desarrollaron las actividades para lograr el ahorro de material de
aislamiento.
Grafica 16. Resumen de comportamiento área.
Fuente: el autor.
En la grafica se observa la disminución que se logro finalmente en el área real de
consumo de material de aislamiento de la cuerda de aluminio calibre 2/0 (B) CPR
AWG.
El ahorro de material que se obtuvo de 4.18 % resulta del promedio de los valores
reales de área medidos en el mes de septiembre y octubre de 2005, menos el
promedio de los valores medidos en el mes de enero de 2006 donde se inicio con

98
la recolección de los valores de las variables de proceso y se realizo una
retroalimentación continua de los datos arrojados según las muestras medidas del
aislamiento de la cuerda calibre 2/0 (B) CPR AWG; no era suficiente la
disminución de material obtenido con las actividades anteriores debido a que el
área real de consumo de material seguía siendo mayor al área nominal de
consumo, por lo cual el sobreconsumo de material seguía existiendo.
Con base a los valores de las variables proceso tomadas en la etapa anterior se
decide variar el valor de velocidad de la línea para obtener una disminución de
espesores que a la vez se ven reflejados en la disminución del área.
Grafica 17. Resumen comportamiento espesor máximo.
Fuente: el autor.
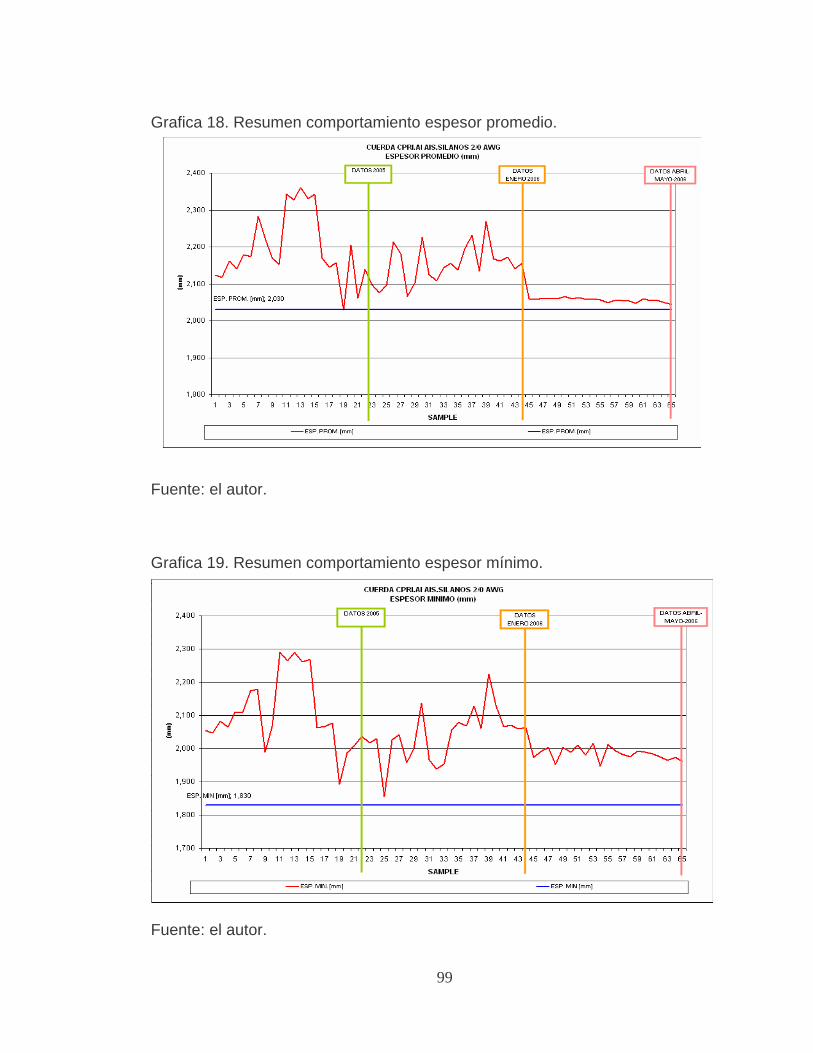
99
Grafica 18. Resumen comportamiento espesor promedio.
Fuente: el autor.
Grafica 19. Resumen comportamiento espesor mínimo.
Fuente: el autor.
100
De tal manera que se paso de un ahorro de material de 4.18% aun ahorro de
material de 4.22%.
Que resulta del promedio de los valores reales de área medidos en el mes de
enero de 2006, menos el promedio de los valores medidos en el mes de abril y
mayo de 2006 del aislamiento de la cuerda calibre 2/0 (B) CPR AWG.
En un 8.22 % se logro en general el ahorro de material de aislamiento.
Que resulta del promedio de los valores reales de área medidos en el mes de
septiembre y octubre de 2005, menos el promedio de los valores medidos en el
mes de abril y mayo de 2006 del aislamiento de la cuerda calibre 2/0 (B) CPR
AWG.

101
5 REPORTE ECONOMICO
Por medio de la medición del área del aislamiento de la cuerda de aluminio calibre
2/0 (B) CPR AWG, se realiza una valoración económica, en la que se cuantifica el
sobre o subconsumo de la cuerda, teniendo en cuenta la cantidad producida en el
lapso de un mes.
En este caso el aislamiento de la cuerda de aluminio calibre 2/0 (B) CPR AWG
presenta en un sobreconsumo en el mes de Septiembre, Octubre de 2005 y Enero
de 2006 y subconsumo de material de aislamiento en el mes de Abril y Mayo de
2006, ya que el consumo real es menor al consumo estipulado por diseño.
Los ahorros generados por esta cuerda hasta el momento se cuantifican en el
siguiente reporte.

102
DESCRIPCION REFERENCIA Sep-05 Oct-05 Ene-06 Abr-06 May-06PE RESINA AMBICAT 4423 NOVA-BOREALIS UL PE 4423 4.290,94 4.218,37 4.808,01 5.126,80 5.126,80PE CATALIZADOR AMBICAT NEGRO 4472 NOVA B. UL PE 4472 9.168,02 9.698,11 10.112,84 10.236,12 10.236,12
PRECIO COMPUESTO
4.632,34 4.601,95 5.179,35 5.484,455.484,45
PERIODO: DESDE 01/09/05 HASTA 30/04/06
PI DESCRIPCION MATERIA
PRIMA
PRECIO DE MATERIA PRIMA
($/KG)
DENSIDAD (g/cm3)
PRODUCCION (m)
AREA DISEÑO(mm2)
AREA REAL (mm2)
DELTA (mm2)
(%) $ SOBRECONSUMO (-)$SUBCONSUMO
(+)
2-500-103-006-0004 AIS. SIL 2/0 AWG (CPR B) SILANO 4632,34 0,9235 42295 87,569 94,57 -7,00 7,99% -$ 1.266.0652-500-103-006-0004 AIS. SIL 2/0 AWG (CPR B) SILANO 4601,95 0,9235 83765 87,569 89,70 -2,13 2,43% -$ 758.7262-500-103-006-0004 AIS. SIL 2/0 AWG (CPR B) SILANO 5179,35 0,9235 81200 87,569 89,35 -1,78 2,04% -$ 693.0022-500-103-006-0004 AIS. SIL 2/0 AWG (CPR B) SILANO 5484,45 0,9235 70933 87,569 85,55 2,02 -2,30% $ 724.5382-500-103-006-0004 AIS. SIL 2/0 AWG (CPR B) SILANO 5484,45 0,9235 80450 87,569 85,07 2,50 -2,85% $ 1.017.334
COST -$ 2.717.793 $ 1.741.871
REPORTE DE SEGUIMIENTO SOBRECONSUMO (AISLAMIENTOS - CHAQUETAS)
PLANTA 1
Tabla 18. Reporte seguimiento de sobreconsumo.
Tabla 19. Costo de material de aislamiento según mes.
Fuente: el autor.

103
FECHA AREA REAL [mm2]SEPTIEMBRE DE 2005 94,566OCTUBRE DE 2005 89,700ENERO DE 2006 89,353ABRIL DE 2006 85,552MAYO DE 2006 85,072
FECHA PRODUCCION (m)SEPTIEMBRE DE 2005 42295,000OCTUBRE DE 2005 83765,000ENERO DE 2006 33145,000ABRIL DE 2006 70933,000MAYO DE 2006 80450,000
Tabla 20. Cantidades producidas según mes.
Fuente: el autor.
Tabla 21. Área del aislamiento según mes.
Fuente: el autor.
Según el reporte de seguimiento de sobreconsumo (aislamiento – chaquetas), en
los meses de Septiembre, Octubre de 2005 y Enero de 2006 se tuvo un
sobreconsumo de material de aislamiento cuantificado económicamente en
$ 2.717.793; este valor depende del costo de la materia prima y la cantidad
producida de este material.
En los meses de Abril y Mayo de 2006 el ahorro de material logrado en estos
meses fue cuantificado económicamente en $ 1.741.871.

104
Continuando con el control de variables del proceso y la retroalimentación
continúa de medición de espesores a los operadores, el ahorro de material que se
logra en este aislamiento será significativo.
105
6 CONCLUSIONES
El trabajo de campo realizado en CENTELSA permitió conocer el lado operativo
del proceso de cableado y extrusión profundizando en el conocimiento que se
tenía anteriormente en el tema; además los diferentes actores jugaron un papel
determinante en el suministro de información respecto a la secuencia y
documentación necesaria para realizar las actividades. De esta forma fue posible
hallar los problemas presentados con mayor frecuencia, los controles y medidas
que contribuyen a la realización de las actividades para lograr con mayor eficiencia
el ahorro de material de aislamiento y así mismo definir la importancia que tiene el
ahorro de este material para la empresa, dando oportunidad para reinversion de
equipos y elementos que mejoren la calidad, eficiencia y rendimiento de los
procesos.
Con el desarrollo del presente trabajo se ha llegado a la conclusión que el ahorro
de material de aislamiento se puede lograr por medio de la participación activa de
los operadores desde la recolección de as muestras para las respectivas
mediciones del as variables que se establecieron para cada proceso (cableado-
extrusión) que sirven como autocontrol de la producción.
106
La recomendación que se hace después del análisis de las variables del proceso
es que se continué controlando específicamente la velocidad de la línea;
realizando pruebas de incremento de velocidad para ver hasta donde se pueda
lograr con el cumplimiento de los espesores requeridos por diseño y por norma.

107
BIBLIOGRAFÍA
CENTELSA S.A. Manual de Capacitación Técnica de Centelsa. S.A., IMEC., [s.f.],
93 p.
EDMINISTER, Joseph. Circuitos eléctricos. México: Editorial McGraw-Hill., 1991.
115 p.
RAMOS, Luis Fernando. Extrusión de Plásticos, Principios Básicos. Mexico:
Editorial Limusa S.A., 2000. 224 p.
SERWAY, R.A. Física. Madrid: McGraw-Hill / Interamericana de España,
S.A., 1992. 497 p.
Políticas de calidad [en línea]. Santiago de Cali: Cables de Energía y
telecomunicaciones, 1999. [Consultado 05 de febrero, 2006] Disponible en
Internet: http://www.centelsa.com/politicadecalidad.htm
108
OPERARIO
OBSERVACIONESUTILICE ESTE ESPACIO PARA PEGAR EL FORMATO A LA MUESTRA
MAQUINAFECHA
dd/mm/aaTURNO PRODUCTO INTERMEDIO
MUESTRAS MUESTRAS
FECHA aa/mm/dd
MAQUINA PRODUCTO INTERMEDIOTURNO
Anexo 1. Formato muestreo de cuerdas
Anexo 2. Formato muestreo de aislamiento
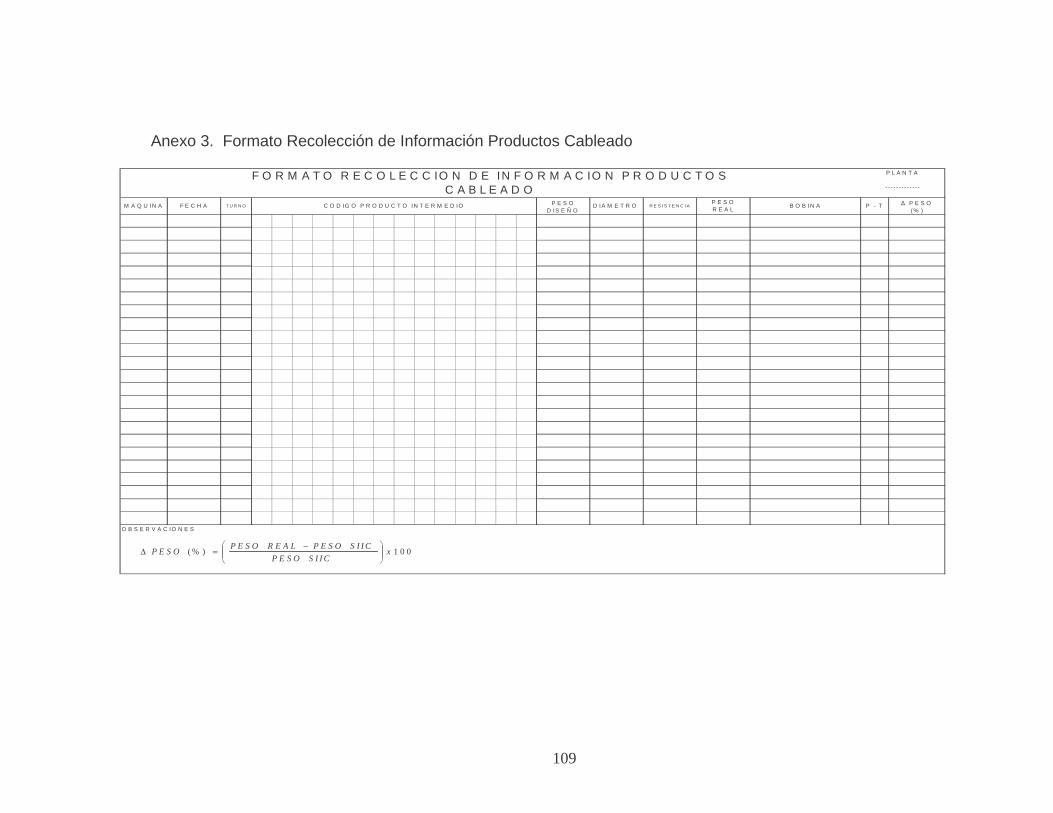
109
O B S E R V A C IO N E S
F O R M A T O R E C O L E C C IO N D E IN F O R M A C IO N P R O D U C T O S C A B L E A D O
P L A N T A
- - - - - - - - - - - - -
F E C H A T U R N O C O D IG O P R O D U C T O IN T E R M E D IO P E S O (% )
P - TB O B IN AM A Q U IN A D IA M E T R O R E S I S T E N C I AP E S O R E A L
P E S O D IS E Ñ O
1 0 0( % ) xS I I CP E S O
S I I CP E S OR E A LP E S OP E S O
−=∆
Anexo 3. Formato Recolección de Información Productos Cableado

110
Anexo 4. Formato Medición KSM.
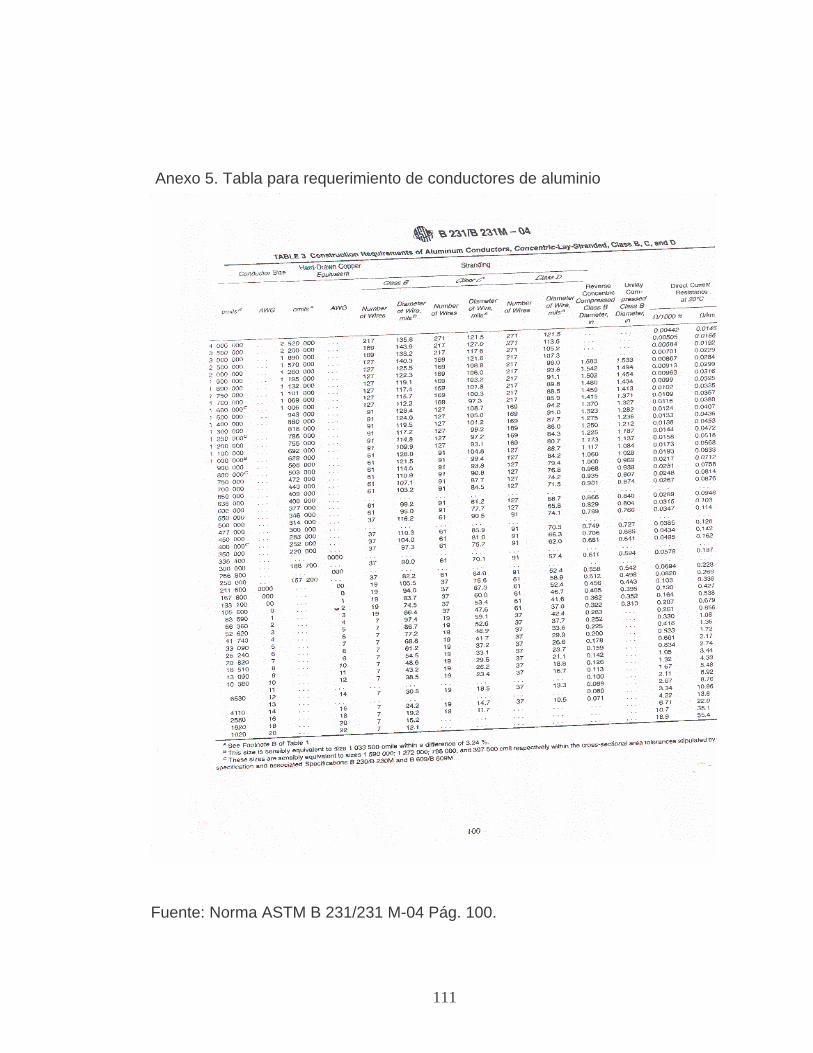
111
Anexo 5. Tabla para requerimiento de conductores de aluminio Fuente: Norma ASTM B 231/231 M-04 Pág. 100.

112
Anexo 6. Cláusula 8.3.1, para calcular diámetro mínimo y máximo
Fuente: Norma ASTM B 231/231 M-04 Pág. 102
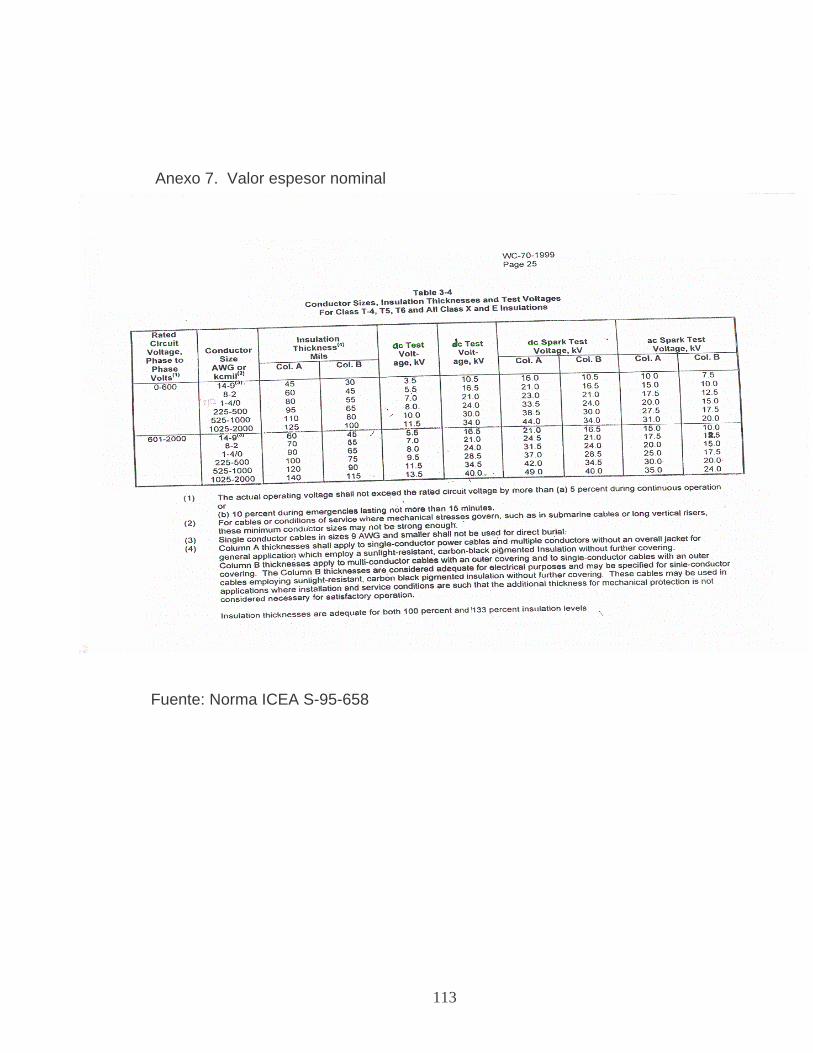
113
Anexo 7. Valor espesor nominal
Fuente: Norma ICEA S-95-658

114
Anexo 8. Porcentaje para espesores según norma Aa Fuente: Área de Investigación Y Desarrollo Fuente: Norma ICEA S-95-658 Pág. 19.

115
φ
φ
!"!# $ % $ & $ $ ' !$ (!'
")*+),-*."-
0 *."-
0 *."-
0 *."-
0 *."-
$ +1*."-
2*."-
"+1*."-
*."-
3 )!4* & -
3 )5))*-
")!6*."-
# 77)5 6! *8 -
6' ) *8 -
3 )95 5)1
# )*8 -
& :& ))
% 2' ! 3$ "% !'
$ % &' ! ( $ % (
!) % $ * + ' ' %
!
;;;;
"# * -
Anexo 9. Formato recolección de variables de proceso