conceptos fundamentales en muestreo de aceptación
DESCRIPTION
Conceptos Fundamentales en Muestreo de AceptaciónTRANSCRIPT
CONCEPTOS FUNDAMENTALES EN MUESTREO DE ACEPTACIÓN Se define una muestra como “una porción… que se toma para evidenciar la calidad del conjunto”. El muestreo de aceptación es la inspección por muestras en la que se toma la decisión de aceptar o no un producto o servicio; también la metodología que trata de los procedimientos por los que las decisiones de aceptar o no se basan sobre los resultados de la inspección de las muestras. Primero que nada, tenemos que saber que la inspección para tener aceptación, se realiza en muchas de las etapas de la producción. A la hora de recibir los materiales o piezas o materia prima, durante la manufactura, al terminarlo y ya que el producto es comprado por el consumidor. Esta inspección para aceptación es en gran parte sobre la base de muestreo. Claro que con ningún procedimiento de muestreo se puede eliminar el producto no conforme. Se supone que la mejor forma de tener un producto que cumpla con las especificaciones requeridas es hacerlo bien a la primera vez:

El procedimiento general de muestreo de aceptación aparece en la siguiente figura
Muestreo de Aceptación. Ventajas y desventajas. Ventajas Menos costoso Menor manejo del producto, se reducen daños Puede aplicarse cuando las pruebas son destructivas Menos personal implicado en la inspección Desventajas Se pueden rechazar lotes buenos y aceptar lotes malos Se requiere una serie de cálculos y documentación que no son necesarios en una inspección al 100%
Tipos de planes de muestreo para aceptación Planes por variables En este tipo de planes se toma una muestra aleatoria del lote y a cada unidad de la muestra se le mide una característica de calidad aleatoria del lote (peso, longitud, etc.). Con las mediciones se calcula un estadístico, que generalmente está en función de la media y la desviación estándar maestral, y dependiendo del valor de este estadístico al compararlo con un valor permisible, se aceptará o rechazará todo el lote. Planes por atributos En estos planes se extrae aleatoriamente una muestra de un lote, y cada pieza de la muestra es clasificada de acuerdo con ciertos atributos como aceptable o defectuosa. Si el número de piezas defectuosas es menor o igual que un cierto número predefinido, entonces el lote es aceptado, en caso de que sea mayor el lote es rechazado.
Tipos de planes de muestreo para aceptación Sencillo o Simple. Consiste en un tamaño de muestra n, y un número de aceptación, ambos fijados de antemano. El número de unidades que se deben inspeccionar deberá ser igual al tamaño de la muestra dado por el plan. Si el número de defectivos encontrados en la muestra es igual o menor que el número de aceptación, se debe considerar como ACEPTABLE EL LOTE o PRODUCCIÓN UNITARIA. Si el numero de defectivos es igual o mayor que el numero de rechazo, el LOTE O PRODUCCIÓN SE DEBE RECHAZAR Doble. La idea de este muestreo es tomar una primera muestra de tamaño pequeño para detectar los lotes muy buenos o lo muy malos, y si en la primera muestra no se puede decidir si aceptar o rechazar porque la cantidad de unidades defectuosas ni es muy pequeña ni es muy grande, entonces se toma una segunda muestra, para decidir si aceptar o rechazar tomando en cuenta las unidades defectuosas encontradas en las dos muestras. Múltiple. En una inspección de muestreo múltiple, el procedimiento debe de ser, similar al descrito en el muestreo doble a excepción de que el número requerido de muestras sucesivas para llegar a una decisión, debe ser mayor de dos.
Se debe tomar en cuenta para el Muestreo Doble que: El número de unidades de la muestra que se inspecciona debe ser igual al primer tamaño de muestra dado por el plan. Cuando el número de defectivos que se encuentran en la primera muestra sea igual o menor que el primer numero de aceptación, se considerara aceptable el lote o la producción unitaria. Si el número de defectivos en la primera muestra es igual o mayor que el primer numero de rechazo, se debe de rechazar el lote o la producción. Si el numero de defectivos en la primera muestra queda entre los primeros números de aceptación y de rechazo se toma UNA SEGUNDA MUESTRA, del tamaño dado por el plan y se inspecciona; el número de la primera y la segunda muestra se suman; si la suma es igual o menor que el segundo numero de aceptación, se ACEPTA EL LOTE o PRODUCCIÓN. Si la suma de defectivos es mayor o igual que el segundo numero de rechazo, el LOTE O PRODUCCIÓN SE RECHAZA.
FORMACIÓN DEL LOTE Y SELECCIÓN DE LA MUESTRA La formación de un lote puede influir en la eficacia del plan de muestreo de aceptación. A continuación se enuncia tres recomendaciones para formar los lotes, aunque una de ellas se debe ver como reserva. Los lotes deben ser homogéneos. Es decir, las unidades que forman un lote en particular deben haber sido fabricadas bajo condiciones similares en cuanto a máquinas, operadores, materia prima, tiempo (fechas), etcétera. Cuando el lote se forma mezclando unidades de diferentes fuentes, el muestreo de aceptación no es tan efectivo como se debe. Además la existencia de lotes no homogéneos hace más difícil tomar acciones correctivas que eliminan la causa de los productos defectuosos. De esa manera, cuando se forme un pedido o embarque es mejor inspeccionar cada lote individual y evitar aplicar la inspección a todo el pedido después de que se han mezclado lotes. Los lotes deben ser formados de manera que no compliquen el manejo de materiales del proveedor y del cliente. Todos los artículos de los lotes deben ser empaquetados y embarcados con un mínimo de riesgo y de forma que la selección de unidades de la muestra sea relativamente fácil
Con las reservas del caso, otra recomendación tradicional es: los lotes deben ser tan grandes como sea posible. Esto debido al menor costo y mayor eficiencia de la inspección, ya que en los lotes grandes es necesario inspeccionar menos proporcionalmente que con los lotes pequeños, y además los planes resultantes a partir de tamaños de lote grande tienen mayor poder de detectar los lotes de mala calidad. Selección de la muestra Todos los planes de muestreo de aceptación basan su funcionamiento en que las unidades seleccionadas para la inspección son representativas de todo el lote. De aquí que la selección de las unidades que forman la muestra debe hacerse aplicando un método de muestreo aleatorio. La técnica de muestreo es muy importante y la que a menudo se sugiere es el muestreo aleatorio simple, en la que se asigna un número a cada artículo del lote. Entonces, entre 1 y el número máximo de unidades en el lote se seleccionan aleatoriamente n números. Esta sucesión de números aleatorios determina cuáles artículos del lote constituyen la muestra.

Selección de la muestra Si los productos están seriados o tienen un código de números, éstos pueden ser utilizados para desarrollar el muestreo aleatorio. Otra opción es usar un número aleatorio de tres dígitos. Por ejemplo el número 482 puede ser la representación de la unidad localizada sobre un cuarto nivel, octava fila y segunda columna. En circunstancias donde no se puede asignar un número a cada unidad, es posible emplear alguno de los otros métodos de muestreo que aseguren que el muestreo es aleatorio o representativo. Por ejemplo el inspector podría estratificar el lote, dividiéndolo en estratos o capas y cada estrato en cubos, como se muestra en la figura 2. Las unidades son tomadas dentro de cada cubo. Entre más formal sea esta división o estratificación, mayor representatividad tendrá la muestra. Si por alguna razón esta división no es posible, entonces dentro de los males, el menor es que la estratificación se realice de manera imaginaria por el inspector, con lo que no necesariamente se obtendrá muestras aleatorias, pero al menos se tiene la seguridad de que las unidades son tomadas desde diferentes zonas del lote. Si se utilizan métodos arbitrarios para seleccionar una muestra, las bases teóricas del muestreo de aceptación no se cumplen y por tanto las decisiones sobre el lote no tendrán un respaldo estadístico.
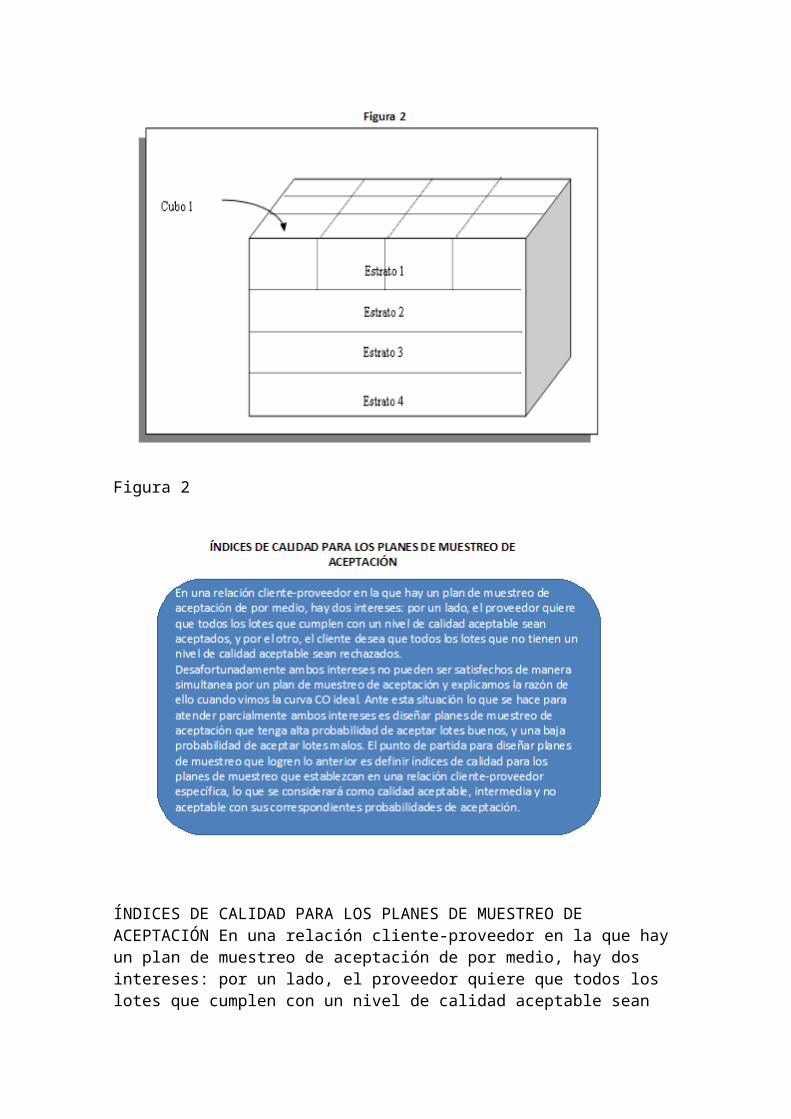
Figura 2
ÍNDICES DE CALIDAD PARA LOS PLANES DE MUESTREO DE ACEPTACIÓN En una relación cliente-proveedor en la que hay un plan de muestreo de aceptación de por medio, hay dos intereses: por un lado, el proveedor quiere que todos los lotes que cumplen con un nivel de calidad aceptable sean aceptados, y por el otro, el cliente desea que todos los lotes que no tienen un nivel de calidad aceptable sean rechazados. Desafortunadamente ambos intereses no pueden ser satisfechos de manera simultanea por un plan de muestreo de aceptación y explicamos la razón de ello cuando vimos la
curva CO ideal. Ante esta situación lo que se hace para atender parcialmente ambos intereses es diseñar planes de muestreo de aceptación que tenga alta probabilidad de aceptar lotes buenos, y una baja probabilidad de aceptar lotes malos. El punto de partida para diseñar planes de muestreo que logren lo anterior es definir índices de calidad para los planes de muestreo que establezcan en una relación cliente-proveedor específica, lo que se considerará como calidad aceptable, intermedia y no aceptable con sus correspondientes probabilidades de aceptación.
En este sentido, los principales índices de calidad con los que se diseñan y caracterizan los planes de muestreo, son los siguientes. Nivel de calidad aceptable: NCA o AQL (aceptancing quality level). El NCA se define como el porcentaje máximo de unidades que no cumplen con la calidad especificada, que para propósitos de inspección por muestreo se puede considerar como satisfactorio o aceptable como un promedio para el proceso. El NCA también se lo conoce como nivel de calidad del productor y se expresa en porcentajes de unidades que no cumplen con la calidad especificada. Al ser el NCA el nivel de calidad que se considera satisfactorio, entonces la probabilidad de aceptar un lote que tenga esa calidad debe ser alta (0.95) (ver figura 9). A la probabilidad de aceptar lotes que tengan un nivel da calidad aceptable (NCA), se lo designa con 1 – a, donde a es por lo general un número pequeño (0.05, 0.10). Nótese que la probabilidad de aceptar lotes de calidad aceptable no es igual a 1 y por tanto hay un riesgo de no aceptar este tipo de lotes. A este riesgo que tiene probabilidad igual a a se le conoce como riesgo del productor.
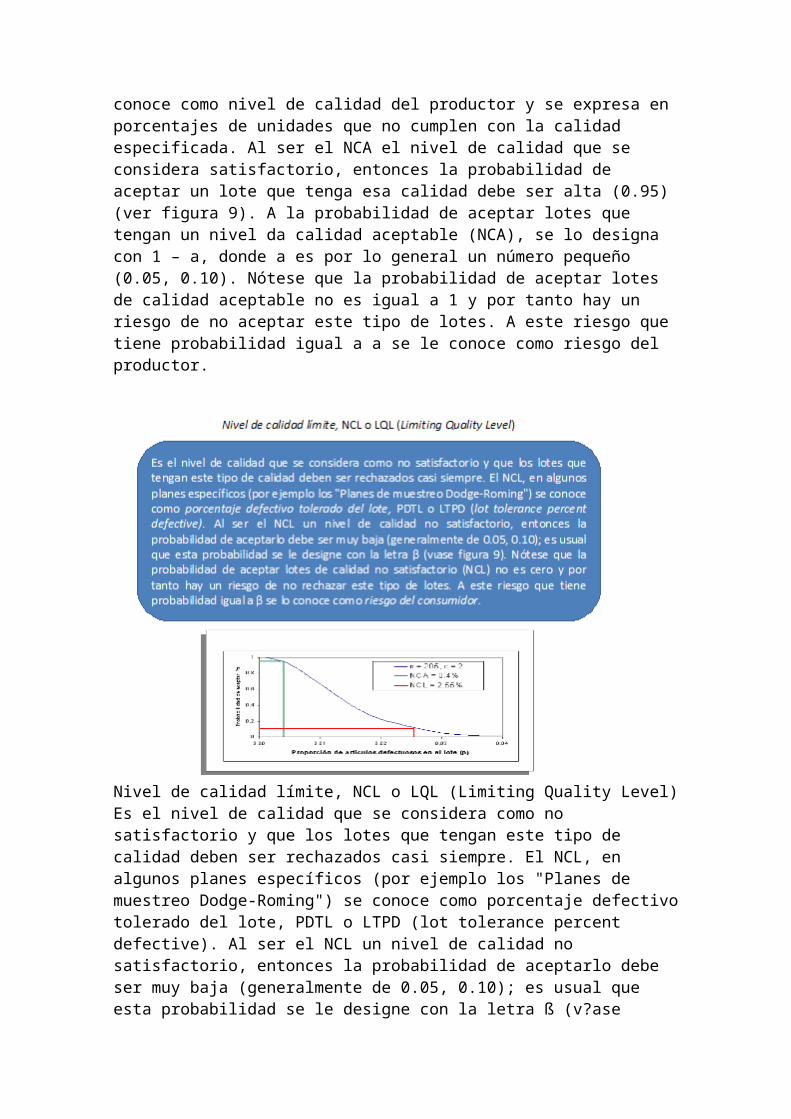
Nivel de calidad límite, NCL o LQL (Limiting Quality Level) Es el nivel de calidad que se considera como no satisfactorio y que los lotes que tengan este tipo de calidad deben ser rechazados casi siempre. El NCL, en algunos planes específicos (por ejemplo los "Planes de muestreo Dodge-Roming") se conoce como porcentaje defectivo tolerado del lote, PDTL o LTPD (lot tolerance percent defective). Al ser el NCL un nivel de calidad no satisfactorio, entonces la probabilidad de aceptarlo debe ser muy baja (generalmente de 0.05, 0.10); es usual que esta probabilidad se le designe con la letra ß (v?ase figura 9). Nótese que la probabilidad de aceptar lotes de calidad no satisfactorio (NCL) no es cero y por tanto hay un riesgo de no rechazar este tipo de lotes. A este riesgo que tiene probabilidad igual a ß se lo conoce como riesgo del consumidor.
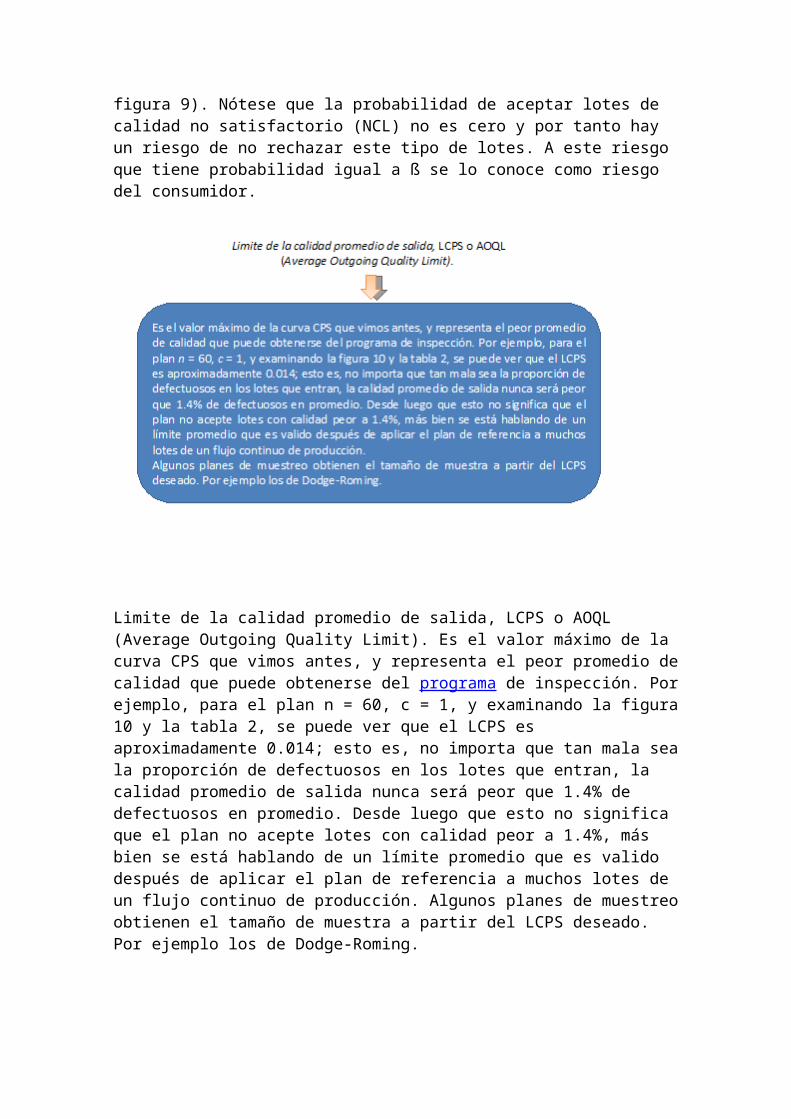
Limite de la calidad promedio de salida, LCPS o AOQL (Average Outgoing Quality Limit). Es el valor máximo de la curva CPS que vimos antes, y representa el peor promedio de calidad que puede obtenerse del programa de inspección. Por ejemplo, para el plan n = 60, c = 1, y examinando la figura 10 y la tabla 2, se puede ver que el LCPS es aproximadamente 0.014; esto es, no importa que tan mala sea la proporción de defectuosos en los lotes que entran, la calidad promedio de salida nunca será peor que 1.4% de defectuosos en promedio. Desde luego que esto no significa que el plan no acepte lotes con calidad peor a 1.4%, más bien se está hablando de un límite promedio que es valido después de aplicar el plan de referencia a muchos lotes de un flujo continuo de producción. Algunos planes de muestreo obtienen el tamaño de muestra a partir del LCPS deseado. Por ejemplo los de Dodge-Roming.
15 Norma MIL-STD-105D (ANSI/ASQC Z1.4) Es una norma militar publicada en 1963. Presenta planes de muestreo simples, dobles y múltiples. Está basado en el NAC. Se puede utilizar para controlar la proporción de defectos o el número de defectos por unidad. La norma equivalente venezolana es la COVENIN 3133-1:1997 (ISO 1859-1:1989)
16 Norma MIL-STD-105D (ANSI/ASQC Z1.4) (cont) Determinar el nivel de inspección, el cual está relacionado con el tamaño maestral. Usualmente se utiliza el nivel II pero el nivel III se usa cuando el costo de inspección es bajo y el nivel I cuando
el costo es alto. Los planes especiales se utilizan con ensayos son destructivos, en los cuales se desean tamaños mínimos. Determinar el tamaño del lote.
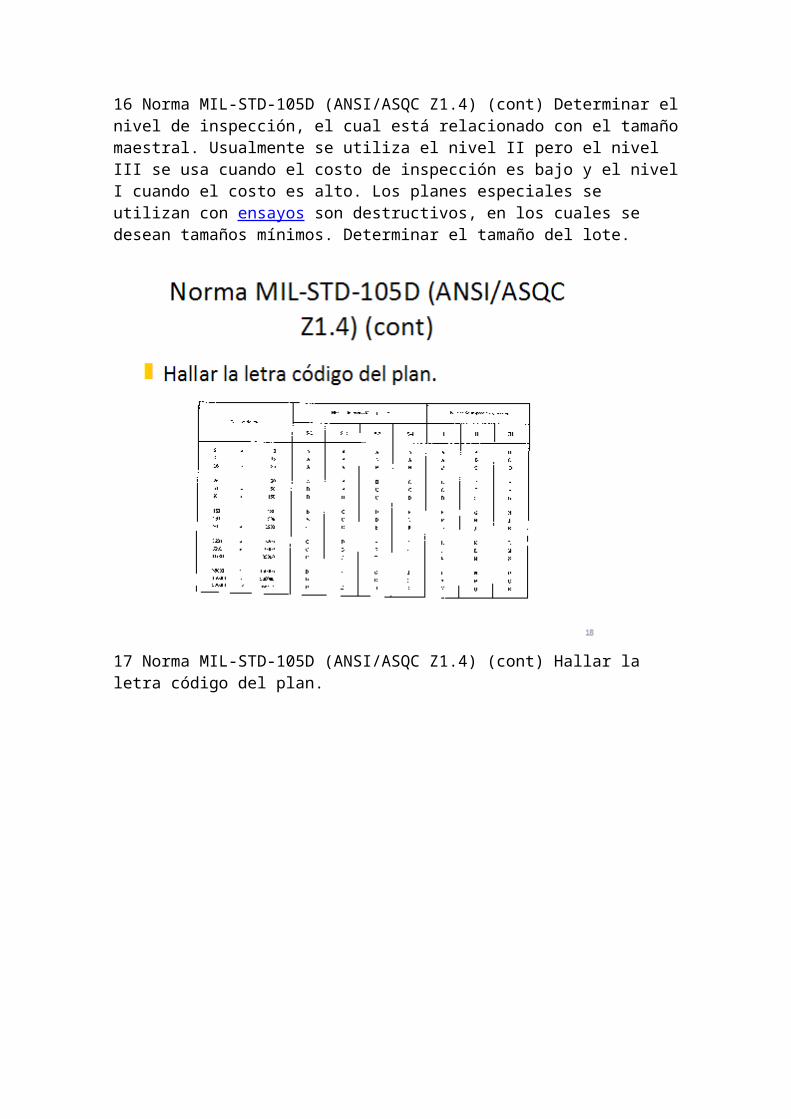
17 Norma MIL-STD-105D (ANSI/ASQC Z1.4) (cont) Hallar la letra código del plan.
18 Norma MIL-STD-105D (ANSI/ASQC Z1.4) (cont) Elegir el número de muestras del plan de muestreo: simple, doble o múltiple. Elegir el NAC (en porcentaje). Seleccionar el tipo de inspección (normal, reducida o severa). El plan contiene reglas para saltar entre los distintos planes (ver siguiente lámina). Usando el NAC y la letra código
determinar el plan a partir de las tablas.
19 Norma MIL-STD-105D (ANSI/ASQC Z1.4) (cont) (Gp:) Reducida (Gp:) Normal (Gp:) Severa (Gp:) Se aceptan 5 lotes consecutivos (Gp:) Se rechazan 2 de 5 lotes consecutivos (Gp:) Se aceptan 10 lotes consecutivos (Gp:) Se rechaza 1 lote o la producción es irregular (Gp:) Inicio (Gp:) 10 lotes consecutivos bajo inspecdión estricta (Gp:) Interrupcción
20 Norma MIL-STD-105D (ANSI/ASQC Z1.4) (cont) Planes para muestreo simple con

nivel de inspección normal.
21 Norma MIL-STD-105D (ANSI/ASQC Z1.4) (cont) Si en la posición correspondiente no se encuentra ningún plan, seguir la flecha hasta encontrar uno. Se debe tomar entonces el nuevo tamaño maestral y el nuevo número de aceptación. Si tamaño maestral es mayor que el del lote, realice inspección al 100%.
22 Norma MIL-STD-105D (ANSI/ASQC Z1.4) (cont) Ejemplo 7: suponga que se espera recibir lotes de 2.000 de un proveedor nuevo, y que la gerencia ha decido

soportar un NAC de 0.1%. Le piden que determine un plan de muestreo para investigar la calidad de los artículos del proveedor. Tome en cuenta que la inspección de este tipo de productos es muy fácil y barata.
23 Norma MIL-STD-105D (ANSI/ASQC Z1.4) (cont) Para obtener la letra código del plan necesitamos el tamaño del lote N (el cual conocemos) y el nivel de inspección. Como la inspección de estos artículos es sencilla y barato, podemos utilizar un nivel de inspección III, lo cual implica que el tamaño de nuestras muestras n va a ser un poco más grandes que con cualquier otra alternativa.

24 Norma MIL-STD-105D (ANSI/ASQC Z1.4) (cont) Una vez que obtenemos la letra código L, lo único que necesitamos es determinar el nivel de inspección. Como se trata de un nuevo proveedor, escogemos un nivel normal. Entrando en la tabla correspondiente, con un NAC de 0.1 y la la letra código L, el plan de muestreo simple correspondiente es n = 150 y c = 0 (como no hay plan, se sigue la flecha)
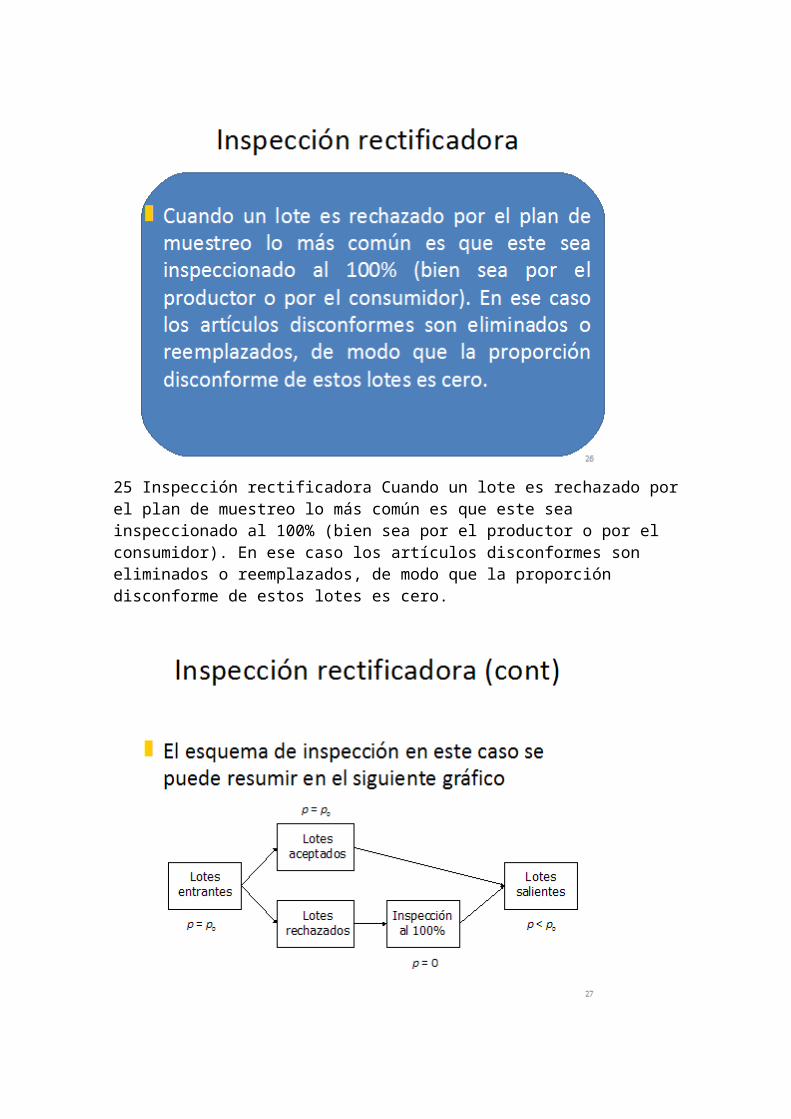
25 Inspección rectificadora Cuando un lote es rechazado por el plan de muestreo lo más común es que este sea inspeccionado al 100% (bien sea por el productor o por el consumidor). En ese caso los artículos disconformes son eliminados o reemplazados, de

modo que la proporción disconforme de estos lotes es cero.
26 Inspección rectificadora (cont) El esquema de inspección en este caso se puede resumir en el siguiente gráfico (Gp:) Lotes entrantes (Gp:) Lotes aceptados (Gp:) Lotes rechazados (Gp:) Inspección al 100% (Gp:) Lotes salientes (Gp:) p = p0 (Gp:) p = 0 (Gp:) p = p0 (Gp:) p < p0
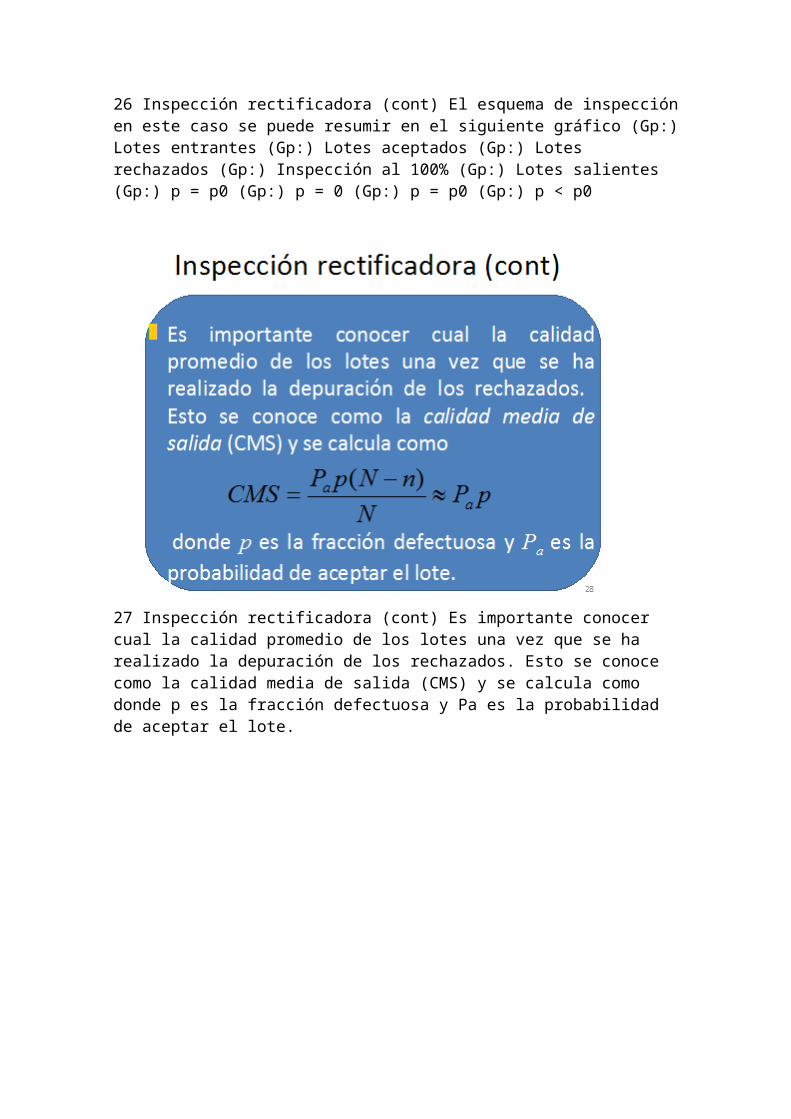
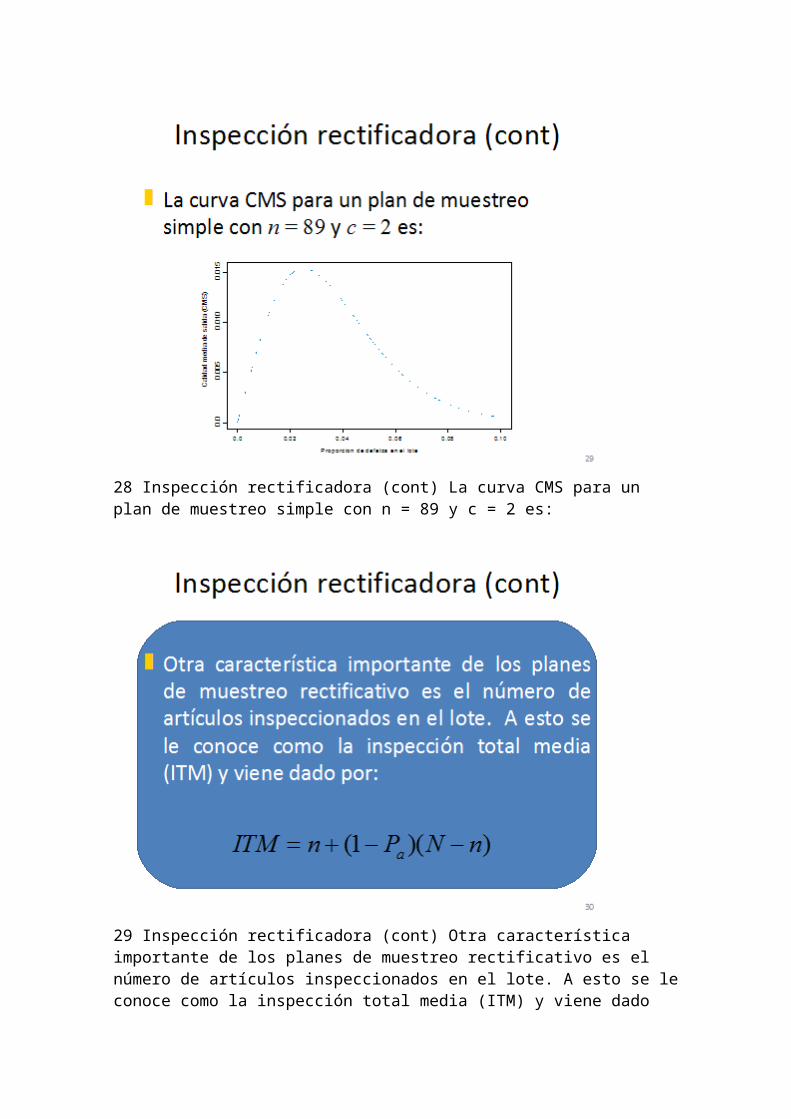
27 Inspección rectificadora (cont) Es importante conocer cual la calidad promedio de los lotes una vez que se ha realizado la depuración de los rechazados. Esto se conoce
como la calidad media de salida (CMS) y se calcula como donde p es la fracción defectuosa y Pa es la probabilidad de aceptar el lote.
28 Inspección rectificadora (cont) La curva CMS para un plan de muestreo simple con n = 89 y c = 2 es:
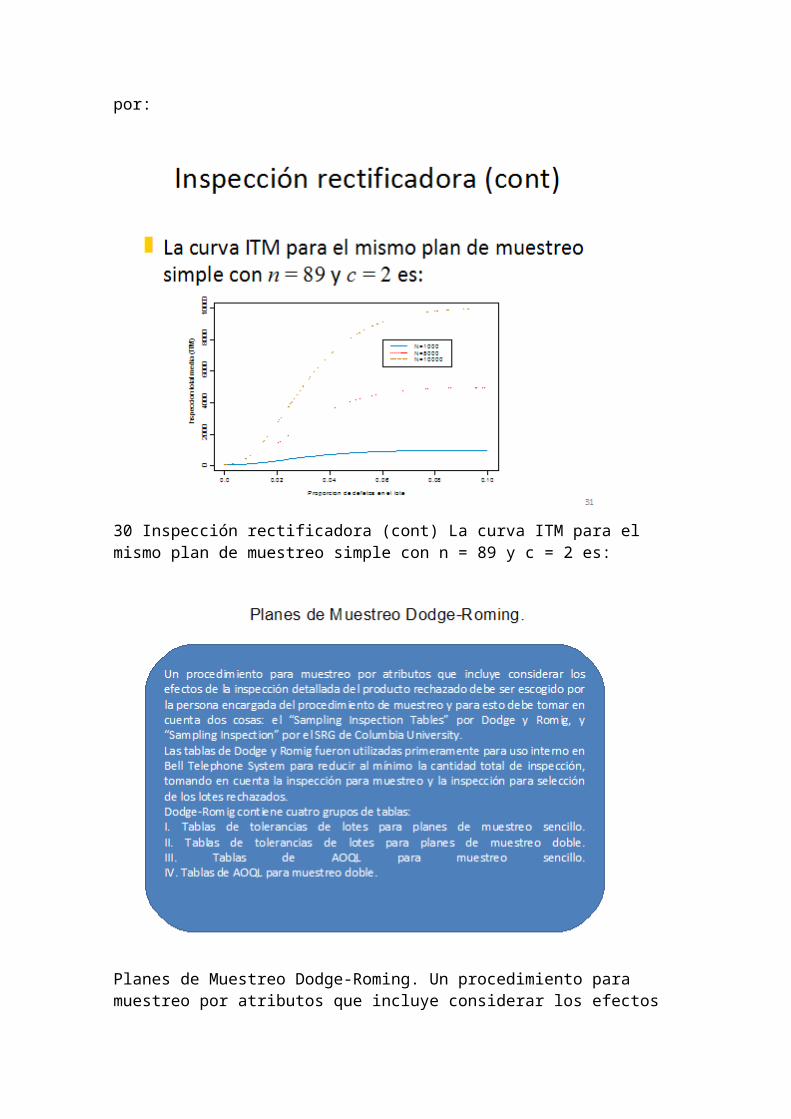
29 Inspección rectificadora (cont) Otra característica importante de los planes de muestreo rectificativo es el número de artículos inspeccionados en el lote. A esto se le conoce como la inspección total media (ITM) y viene dado por:
30 Inspección rectificadora (cont) La curva ITM para el mismo plan de muestreo simple con n = 89 y c = 2 es:
Planes de Muestreo Dodge-Roming. Un procedimiento para muestreo por atributos que incluye considerar los efectos de la inspección detallada del producto rechazado debe ser escogido por la persona encargada del procedimiento de muestreo y para esto debe tomar en cuenta dos cosas: el “Sampling Inspection Tables” por Dodge y Romig, y “Sampling Inspection” por el SRG de Columbia University. Las tablas de Dodge y
Romig fueron utilizadas primeramente para uso interno en Bell Telephone System para reducir al mínimo la cantidad total de inspección, tomando en cuenta la inspección para muestreo y la inspección para selección de los lotes rechazados. Dodge-Romig contiene cuatro grupos de tablas: I. Tablas de tolerancias de lotes para planes de muestreo sencillo.II. Tablas de tolerancias de lotes para planes de muestreo doble.III. Tablas de AOQL para muestreo sencillo.IV. Tablas de AOQL para muestreo doble.
Planes de Muestreo Dodge-Roming. En el grupo I todos los planes de muestreo en esta tabla tienen el mismo porcentaje de defectivo tolerable en el lote. Pero los planes tienen diferentes valores de AOQL, los cuales se presentan en la tabla para cada uno. La tabla tiene seis columnas, cada una para un valor diferente de porcentaje promedio de defectivos en el proceso. La finalidad de estas tres columnas diferentes es indicar el plan que incluya la inspección total mínima, al considerar tanto la inspección de las muestras y la inspección de 100% de los lotes rechazados. En el grupo II sería básicamente como el del grupo I, pero para diferenciarlos es necesario hacer una comparación en cualquier plan de muestreo sencillo con uno doble del mismo lote y el promedio del proceso que produzca la misma protección de la calidad para el lote. La primera muestra del doble es más pequeña que la muestra única en un sencillo. Dodge-Romig muestra en su obra un diagrama el cual compara la inspección con muestreo sencillo y doble para diversos tamaños de lotes y relaciones entre promedio del proceso y fracción de defectivos tolerables en el lote. Una característica de todos los planes de muestreo doble es que C2 es siempre de uno o más, lo cual significa que no se rechaza ningún lote se rechazará si tiene una sola pieza defectiva.
Planes de Muestreo Dodge-Roming. En el grupo III al contrario de que todos los planes para muestreo sencillo tuvieron el mismo LTPD, todos los planes tienen el mismo AOQL, además se presenta el porcentaje de defectivos tolerables en el lote para cada plan. Cuanto mayor son el tamaño de la muestra y el número de aceptación para un AOQL determinado, menor será el LPTD. Hay columnas para los promedios de los diversos procesos; el plan que hay en cada columna es el que da la inspección mínima total para el promedio del proceso que se cita en la cabeza de la columna. Por tanto, todos los planes en cualquier línea de la tabla son iguales en protección de calidad y sólo difieren en la cantidad total de inspección requerida. Si no hay base para estimar el promedio del proceso, el plan de muestreo se debe escoger en la columna derecha de la tabla. En el grupo IV las tablas que incluyen conceptos y muestreo sencillo y doble han estado disponibles en el sistema Bell para aplicarlos a todos los tipos de inspección. Se necesita que Dodge-Romig confirmen que las tablas AOQL para muestreo doble son las más útiles de todas.
Determinación del promedio del proceso en la inspección de Dodge-Romig La minimización de la inspección total depende de efectuar una estimación correcta del promedio del proceso como base para la selección del plan de muestreo. Es ventajoso emplear en forma sistemática los resultados de la inspección de muestreo a fin de determinar el promedio del proceso. Un formato impreso es para registrar los números inspeccionados y los números de defectivos en los muestreos de lote por lote en un trabajo dado de inspección durante una semana y se separan los resultados de las primeras y segundas muestras en el muestreo doble. Se cuenta con columnas para mostrar el número de defectos de cada tipo, descubiertos en las primeras muestras. Otro formato impreso es un resumen semanal de los resultados de la inspección. Un lado de este formato es una gráfica de control dep en la cual se trazan los porcentajes semanales de defectivos en las primeras muestras. En esta gráfica se emplean límites de 2-sigmas. Cuando se utilice muestreo doble, el promedio del proceso se debe calcular sólo con las primeras muestras.

MUESTREO DE ACEPTACIÓN POR VARIABLES La mayor parte del muestreo para aceptación es por atributos y no hay duda de que continuará siendo así. No obstante, el aumento de conocimientos de las técnicas de control estadístico de calidad ha conducido a un considerable incremento en el empleo en la industria del muestreo para aceptación por variables. Una limitación que salta a la vista en el empleo de criterios por variables en el muestreo para aceptación es el hecho de que muchas características de calidad sólo se pueden observar como atributos. En los casos en que es cierto, no hay ni que pensar en el muestreo por variables. No obstante, a menudo ocurre que es posible idear métodos de medición en los casos en que, a primera vista, parece ser que la inspección debe ser por atributos. Para las características de calidad que se pueden medir, suele ocurrir que el costo de la inspección por artículo es menor cuando es por atributos en lugar de por variables Quizá la limitación más seria para emplear el muestreo por variables es el hecho de que los criterios para aceptación se deben aplicar por separado a cada característica de calidad. Por ejemplo, si se van a examinar 20 características de calidad de un producto en un determinado puesto de inspección, se puede aplicar un solo grupo de criterios para muestreo por atributos a la decisión para aceptación. Por el contrario, si cada característica se somete a inspección por variables, se deben utilizar 20 grupos diferentes de criterios para variables.
A menudo el muestreo para aceptación por variables suele ser preferible al muestreo para aceptación por atributos, en particular de las características de calidad que son el origen de problemas. Quizá solo 2 de las 20 características mencionadas antes puedan presentar dificultades. Si es así, puede ocurrir que los criterios para variables se puedan aplicar con provecho a estas dos, aunque se emplean criterios para atributos para las otras 18. La gran ventaja del empleo del muestreo para aceptación por variables es que se obtiene más información acerca de la característica de calidad en cuestión, lo cual puede conducir a cierto número de resultados deseables, como sigue: Para una muestra de tamaño dado, por lo general se puede obtener mejor protección para la calidad con criterios para variables en lugar de por atributos. O dicho en forma un poco diferente, para una protección dada de la calidad en contra de posibles porcentajes de defectivos (reflejados en la curva OC), con las variables se pueden emplear muestras más pequeñas que con los atributos.
2. El grado de cumplimiento o incumplimiento (no conformidad) con el valor deseado de una característica de calidad recibe importancia cuando se utilizan los criterios para variables. Esto puede ser importante siempre que hay un margen de seguridad en las especificaciones de diseño o en una zona crepuscular o de incertidumbre de valores de la característica de calidad, entre los que son claramente aceptables y los que son inaceptables. 3. La información de variables suele dar una mejor base de orientación hacia el mejoramiento de la calidad. 4. La información de variables puede dar una mejor base para ponderar el historial de calidad en las decisiones para aceptación. 5.- Es más fácil descubrir los errores de medición con la información de variables Denominamos características variables a aquellas que pueden ser medidas. Las condiciones que normalmente permiten la aplicación del muestreo de aceptación por variables son las siguientes:
1. La característica objeto de inspección debe ser una variable o capaz de ser convertida según una escala variable. 2. La inspección de tributos o características esenciales resulta excesivamente costosa. 3. La inspección de atributos no proporcionará suficiente información; esto es, también se requieren del alcance y las consecuencias de la variación. 4. La distribución de las características debe ser aproximadamente normal. Las características distintivas de un plan de muestreo de variables, en comparación con un muestreo de atributos, son las siguientes: 1. Se obtiene una protección análoga con una muestra de tamaño. 2. Sólo puede aplicarse para la aceptación o rechazo de una característica sometida a inspección. 3. Implica mayores costos administrativos. Se precisan mejores cualificaciones, más cálculo, es posible cometer mayor cantidad de errores de cálculo y se hace preciso utilizar equipo de inspección más caro. 4. Suele proporcionar mejores fundamentos para mejorar la calidad y mucha más información en caso de renuncia. MUESTREO DE ACEPTACIÓN POR VARIABLES
Existen 2 tipos generales de procedimientos de muestreo por variable: los planes que controlan la fracción defectuosa del lote y los planes que controlan un parámetro del lote o proceso. Considérese un plan de muestreo por variables para controlar la fracción disconforme del lote o proceso. Puesto que la característica de la calidad es una variable, habrá un limite inferior de la especificación LCE, un limite superior de la especificación LCS, o ambos, que definan los valores aceptables de este parámetro. Los cálculos del sistema de muestreo por variables pueden organizarse de 2 maneras: Procedimiento 1 Se toma una muestra aleatoria de n artículos del lote y se calcula el estadístico Obsérvese que ZLEI expresa simplemente la distancia entre el promedio muestral x y el límite inferior de la especificación en la unidad de desviación estándar. Entre más grande sea el valor de ZLEI, mas apartado estará el promedio muestral x del límite inferior de la especificación y, por consiguiente, más pequeña será la fracción defectuosa del lote MUESTREO DE ACEPTACIÓN POR VARIABLES
Procedimiento 2 Se toma una muestra aleatoria de n artículos del lote y se calcula ZLEI. Esta se usa para estimar la fracción defectuosa del lote o proceso como el área bajo la curva normal estándar debajo de ZLEI. Los 2 procedimientos pueden diseñarse para que se produzcan resultados equivalentes. Cuando hay un solo limite de especificación (LEI o LES), puede usarse cualquiera de los 2 procedimientos. Evidentemente, en el caso del límite superior de la especificación, se Calcularía: MUESTREO DE ACEPTACIÓN POR VARIABLES
Hay muchas formas diferentes en las cuales se pueden emplear los valores reales
medidos de la característica de calidad en una muestra para influir en las decisiones de aceptación del producto presentado. La siguiente clasificación general de tipos de criterios variables se pretende que constituya una base conveniente: 1. Criterios en los que la decisión depende de la distribución de frecuencia de la muestra. El diagrama de lotes de Shanin es un ejemplo de este tipo de plan. 2. Criterios con el empleo de una gráfica de control para variables, a fin de dividir una serie de lotes consecutivos de inspección en “grandes lotes” con aplicación de los criterios para aceptación a cada gran lote. 3.Criterios en los cuales la decisión de aceptación o rechazo de un lote está basada tan sólo en el promedio de la muestra. Los planes en que se emplean estos criterios se pueden llamar planes con sigma conocida o bien, planes con variabilidad conocida. 4.Criterios en los cuales la decisión está basada en el promedio de la muestra, combinado con una medición de la dispersión de la muestra. Estos planes se pueden llamar con sigma desconocida o con variabilidad desconocida. En ocasiones, hay razones legales o de otra índole por las cuales no se deberían emplear los criterios para variables para el rechazo de lotes aunque esos criterios sean adecuados para la aceptación de lotes. Esta situación puede conducir a alguna combinación de criterios por variables y atributos. Algunos tipos de diferentes criterios para aceptación por variables
Leer más: http://www.monografias.com/trabajos97/muestreo-aceptacion-tecnicas/muestreo-aceptacion-tecnicas.shtml#ixzz2vlKfaCAT