cnc 8055 ·m· - fagor automation · en los modelos m, mc y mco indica el sistema de ejes que se...
TRANSCRIPT
CNC 8055 ·M·
Nuevas prestaciones
Ref. 2001Soft: V02.4x

En este producto se está utilizando el siguiente código fuente, sujeto a los términos de la licencia GPL. Las aplicacionesbusybox V0.60.2; dosfstools V2.9; linux-ftpd V0.17; ppp V2.4.0; utelnet V0.1.1. La librería grx V2.4.4. El kernel de linuxV2.4.4. El cargador de linux ppcboot V1.1.3. Si usted desea que le sea enviada una copia en CD de este código fuente,envie 10 euros a Fagor Automation en concepto de costes de preparación y envio.
Todos los derechos reservados. No puede reproducirse ninguna parte de estadocumentación, transmitirse, transcribirse, almacenarse en un sistema derecuperación de datos o traducirse a ningún idioma sin permiso expreso deFagor Automation. Se prohíbe cualquier duplicación o uso no autorizado delsoftware, ya sea en su conjunto o parte del mismo.
La información descrita en este manual puede estar sujeta a variacionesmotivadas por modificaciones técnicas. Fagor Automation se reserva el derechode modificar el contenido del manual, no estando obligado a notificar lasvariaciones.
Todas las marcas registradas o comerciales que aparecen en el manualpertenecen a sus respectivos propietarios. El uso de estas marcas por terceraspersonas para sus fines puede vulnerar los derechos de los propietarios.
Es posible que el CNC pueda ejecutar más funciones que las recogidas en ladocumentación asociada; sin embargo, Fagor Automation no garantiza la validezde dichas aplicaciones. Por lo tanto, salvo permiso expreso de Fagor Automation,cualquier aplicación del CNC que no se encuentre recogida en la documentaciónse debe considerar como "imposible". En cualquier caso, Fagor Automation nose responsabiliza de lesiones, daños físicos o materiales que pudiera sufrir oprovocar el CNC si éste se utiliza de manera diferente a la explicada en ladocumentación relacionada.
Se ha contrastado el contenido de este manual y su validez para el productodescrito. Aún así, es posible que se haya cometido algún error involuntario y espor ello que no se garantiza una coincidencia absoluta. De todas formas, secomprueba regularmente la información contenida en el documento y seprocede a realizar las correcciones necesarias que quedarán incluidas en unaposterior edición. Agradecemos sus sugerencias de mejora.
Los ejemplos descritos en este manual están orientados al aprendizaje. Antesde utilizarlos en aplicaciones industriales deben ser convenientementeadaptados y además se debe asegurar el cumplimiento de las normas deseguridad.
PRODUCTOS DE DOBLE USO.
Los productos fabricados por FAGOR AUTOMATION a partir del 1 de abril de2014, si el producto según el reglamento UE 428/2009 está incluido en la listade productos de doble uso, incluye en la identificación de producto el texto -MDUy necesita licencia de exportación según destino.
Nuevas prestaciones
CNC 8055CNC 8055i
·3·
Í N D I C E
VERSIÓN V02.31
1. Gráficos de punzonadora................................................................................................................................... 52. Sincronización del movimiento de los ejes con el feed-hold.............................................................................. 83. Fijar la cota máquina (G174).............................................................................................................................. 94. Anticipación de funciones M ............................................................................................................................ 105. Retirada del macho de roscar tras restablecimiento de la red......................................................................... 116. Retirada de herramienta en el apagado........................................................................................................... 137. Salvar pantalla pulsando [SHIFT] + [Page Up] ................................................................................................ 168. Trabajo con dos volantes aditivos simultáneamente ....................................................................................... 179. Conexión CNC8055 (cliente) y PC (servidor) .................................................................................................. 1910. Ampliación del número de traslados de origen a 40 ...................................................................................... 2011. Parámetro máquina general CODEPAGE (P197) ......................................................................................... 2012. Adelanto de la parada de cabezal.................................................................................................................. 2113. Borrado de ficheros temporales en el disco duro........................................................................................... 2114. Variable PANDRAW para los ciclos de rectificadora ..................................................................................... 22
VERSIÓN V02.33
1. Aceleraciones diferentes en G00 y G01 .......................................................................................................... 232. Seleccionar movimientos de volante en radios o diámetros cuando el eje está en diámetros ........................ 243. Variable CNCDISSTAT .................................................................................................................................... 24
VERSIÓN V02.34
1. Modelo CNC8055i EN (engraving)................................................................................................................... 25
VERSIÓN V02.40
1. Nueva forma de dibujar la trayectoria .............................................................................................................. 272. Ejecución de un programa pieza desde disco duro USB................................................................................. 273. Ejecución de un programa pieza desde disco duro remoto ............................................................................. 294. Reposicionar ejes X, Y, y Z antes de ejecutar un programa............................................................................ 305. Nueva forma de continuar ejecutando un programa que ha sido interrumpido ............................................... 316. Parámetro M en la instrucción G51.................................................................................................................. 327. Nueva variable PRGTXT.................................................................................................................................. 328. Comunicación del CNC con un dispositivo a través del bus CANopen ........................................................... 339. Valor de la variable PANDRAW para identificar la pantalla PCALL................................................................. 3310. Reguladores BCSD con encoder de 23 bit .................................................................................................... 3411. Nuevas variables de progreso y tiempo restante de mecanizado ................................................................. 34
·4·
Nuevas prestaciones
CNC 8055CNC 8055i
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
·5·
VERSIÓN V02.31
1 Gráficos de punzonadora
Utilizando la nueva representación gráfica para punzonadora, al ejecutar un programa depunzonadora el CNC muestra la trayectoria, los puntos en los que golpea el punzón y la forma delpunzón. Los gráficos de punzonadora funcionan tanto en simulación como en ejecución.
Los gráficos de punzonadora se activan con el parámetro máquina general GRAPHICS (P16).
Parámetro máquina general GRAPHICS (P16)
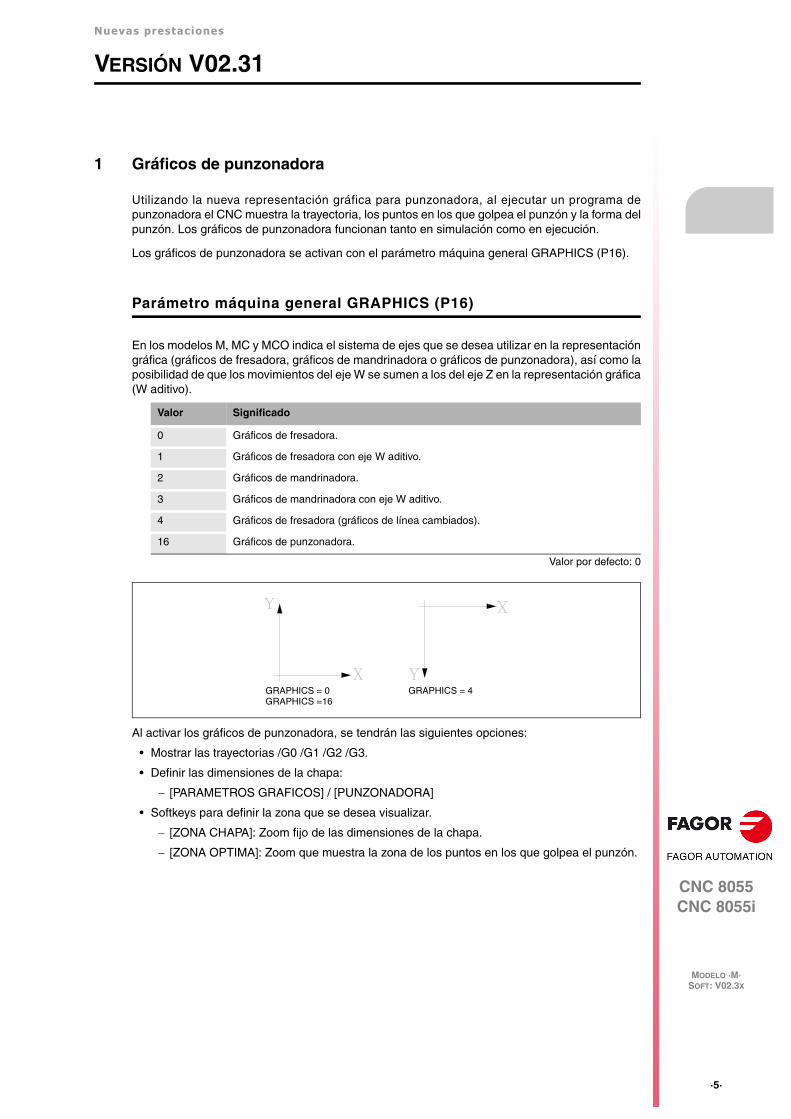
En los modelos M, MC y MCO indica el sistema de ejes que se desea utilizar en la representacióngráfica (gráficos de fresadora, gráficos de mandrinadora o gráficos de punzonadora), así como laposibilidad de que los movimientos del eje W se sumen a los del eje Z en la representación gráfica(W aditivo).
Al activar los gráficos de punzonadora, se tendrán las siguientes opciones:
• Mostrar las trayectorias /G0 /G1 /G2 /G3.
• Definir las dimensiones de la chapa:
[PARAMETROS GRAFICOS] / [PUNZONADORA]
• Softkeys para definir la zona que se desea visualizar.
[ZONA CHAPA]: Zoom fijo de las dimensiones de la chapa.
[ZONA OPTIMA]: Zoom que muestra la zona de los puntos en los que golpea el punzón.
Valor Significado
0 Gráficos de fresadora.
1 Gráficos de fresadora con eje W aditivo.
2 Gráficos de mandrinadora.
3 Gráficos de mandrinadora con eje W aditivo.
4 Gráficos de fresadora (gráficos de línea cambiados).
16 Gráficos de punzonadora.
Valor por defecto: 0
GRAPHICS = 0 GRAPHICS = 4GRAPHICS =16
·6·
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
Edición de un perfil de punzón
Cada corrector tiene asociado un perfil con la forma del punzón. Al acceder a la tabla de correctores,en la parte inferior derecha se muestra una imagen del perfil de cada punzón.
La softkey [EDITAR PERFIL] del menú permite iniciar la edición del perfil del punzón. Al pulsar estasoftkey, se accede al editor de perfiles con el nombre del programa que contiene el perfil.
El perfil del punzón debe ser cerrado y sólo puede constar de un único perfil. Si se intenta guardarmás de un perfil, se dará el aviso de que el perfil no es correcto.
Tras editar el perfil de un punzón, al salir de la edición, se crea un programa en el que se guardala forma del punzón. Este programa se guardará en el directorio "PunchOffsetProfile" y su nombreserá "PUNCHP-XXX.PIM" donde XXX es el número de corrector.
Si se cambia alguno de los perfiles a través de FTP o haciendo un Restore, en el arranque del CNCse actualizará la forma del punzón. El programa estará en el disco duro, en el directorio"PunchOffsetProfile".
Se podrá hacer un Backup/Restore del directorio "PunchOffsetProfile" de forma que se puedancopiar todos los perfiles de un CNC a otro.
Visualización del perfil del punzón:
El centro de la herramienta (punzón) es el punto 0,0.
El punzón se podrá rotar alrededor de su centro. El eje de rotación estará definido en el parámetromáquina general PUNCHROT (P194).
Activar la visualización del punto del golpe
Para activar la visualización del punto del golpe se dispone de la marca de PLC GRAPOSEN(M5080).
Una vez que la marca está activa, cada vez que el eje llegue a la posición programada, se pintarála forma del punzón.
Ejemplo:
Nota:
Las siguientes funciones M activan y desactivan el punzonado:
M50: Activa el punzonado
M51: Desactiva el punzonado
Si se desea trabajar en milímetros, los punzones deben editarse en milímetros y el parámetro máquinageneral INCHES (P8) debe tener valor 0.Si se desea trabajar en pulgadas, los punzones deben editarse en pulgadas y el parámetro máquinageneral INCHES (P8) debe tener valor 1.
Se aconseja activar la marca de PLC GRAPOSEN (M5080) dentro de una subrutina asociada a laM que activa el punzonado. De esta forma, se activará la marca también en el modo de simulaciónde funciones G y se verá la simulación de los gráficos en este modo.
i
(SUB 7771)(PLCMM5080 = 1)(RET);(SUB 7772)(PLCMM5080 = 0)(RET)
Tabla de funciones M
M50 S7771 00000000M52 S7772 00000000
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
·7·
Parámetros máquina y marcas de PLC
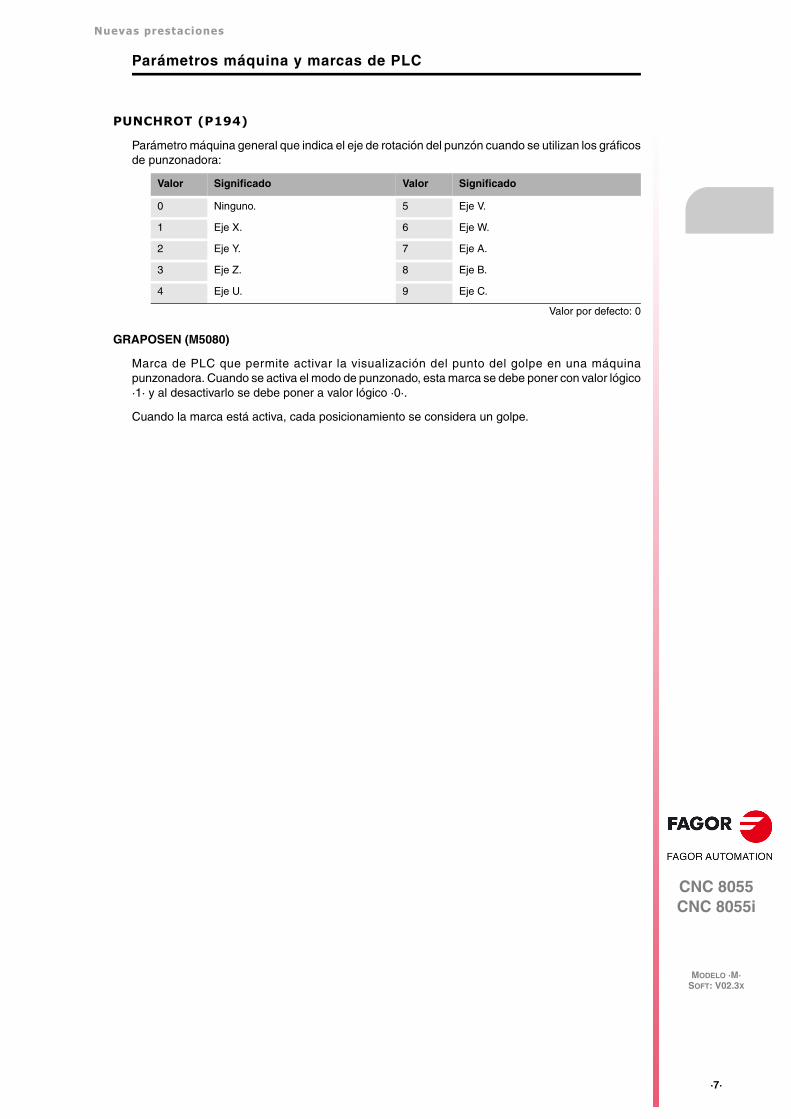
PUNCHROT (P194)
Parámetro máquina general que indica el eje de rotación del punzón cuando se utilizan los gráficosde punzonadora:
GRAPOSEN (M5080)
Marca de PLC que permite activar la visualización del punto del golpe en una máquinapunzonadora. Cuando se activa el modo de punzonado, esta marca se debe poner con valor lógico·1· y al desactivarlo se debe poner a valor lógico ·0·.
Cuando la marca está activa, cada posicionamiento se considera un golpe.
Valor Significado Valor Significado
0 Ninguno. 5 Eje V.
1 Eje X. 6 Eje W.
2 Eje Y. 7 Eje A.
3 Eje Z. 8 Eje B.
4 Eje U. 9 Eje C.
Valor por defecto: 0
·8·
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
2 Sincronización del movimiento de los ejes con el feed-hold
Se recomienda su uso en máquinas punzonadoras, para que el retardo que se da desde que subela señal de feed-hold hasta que comienzan a moverse los ejes siempre sea el mismo.
Activación de la sincronización
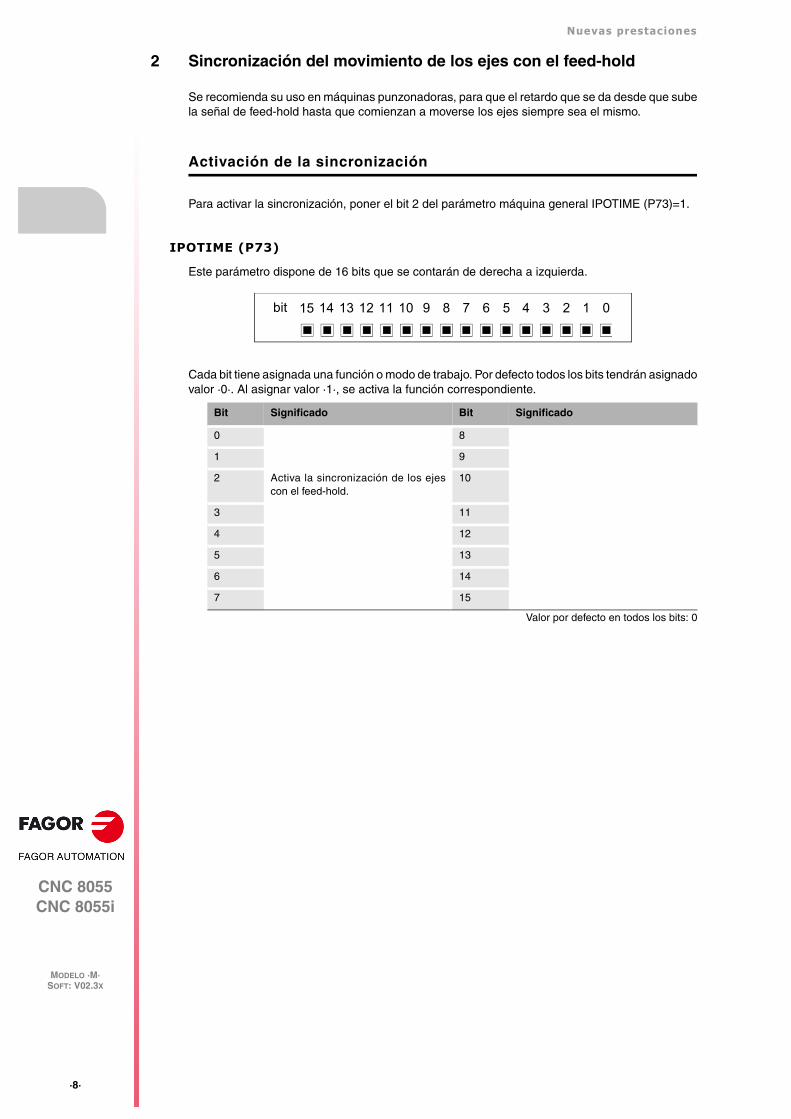
Para activar la sincronización, poner el bit 2 del parámetro máquina general IPOTIME (P73)=1.
IPOTIME (P73)
Este parámetro dispone de 16 bits que se contarán de derecha a izquierda.
Cada bit tiene asignada una función o modo de trabajo. Por defecto todos los bits tendrán asignadovalor ·0·. Al asignar valor ·1·, se activa la función correspondiente.
Bit Significado Bit Significado
0 8
1 9
2 Activa la sincronización de los ejescon el feed-hold.
10
3 11
4 12
5 13
6 14
7 15
Valor por defecto en todos los bits: 0
bit 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
·9·
3 Fijar la cota máquina (G174)
La función G174 permite fijar una cota máquina en un eje, es decir, establecer temporalmente unnuevo cero máquina. El nuevo cero máquina permanece activo hasta que el eje realice unabúsqueda de referencia máquina, momento en el que el CNC restaura el cero máquina original (eldefinido en los parámetros máquina).
Tras ejecutar la función G174, el CNC entiende que la cota programada define la posición actualrespecto al cero máquina. Los traslados de origen, movimientos respecto al cero máquina, etcestarán referenciados a la cota programada en G174.
Programación de la función
Programar la función G174, y a continuación, la cota máquina de un único eje. La función sólopermite fijar la cota máquina de un eje; para fijar la cota máquina de varios, programar la funciónG174 para cada uno de ellos.
A la hora de fijar la cota máquina, el CNC utiliza el sistema de unidades predefinido en el control.Si es un eje lineal utiliza milímetros o pulgadas, definido en el parámetro máquina general INCHES(P8). Si es un eje rotativo utiliza grados. El CNC no tiene en cuenta ninguna otra opciónradios/diámetros, imagen espejo, factor de escala, etc.
Los traslados de origen activos antes de G174 permanecen activos, referidos ahora a la nueva cotamáquina.
Formato de programación:
El formato de programación es el siguiente:
G174 X..C
X..C Cota máquina del eje indicado.
Ejemplo:
G174 X100
Consideraciones y limitaciones
La función G174, por sí misma, no provoca ningún desplazamiento en los ejes de la máquina. Trasejecutar la función G174, el CNC considera que el eje está referenciado y comprueba que estádentro de los límites de software.
El uso habitual de esta función es en ejes rotativos sin límites, que siempre giran en el mismosentido.
El CNC no permite fijar la cota máquina en ejes acoplados, gantry, tándem o que forman parte dela cinemática o transformada activa. Tampoco se permite fijar la cota máquina en el eje C de tornoni en ejes con I0s codificados. Antes de fijar la nueva cota máquina, el CNC comprueba que el ejeestá en posición y que no está sincronizado, dando error en caso contrario.
Si al ejecutar G174 hay alguna transformación de coordenadas activa (G47, G48, G49...), el CNCdará un error.
Es posible utilizar la función G174 desde canal de PLC y desde canal de usuario.
Propiedades de la función e influencia del reset, del apagado y dela función M30
La función G174 es modal. El nuevo origen máquina no se ve afectado por las funciones M02 óM30, ni por un reset, emergencia o apagado del CNC. En el momento del encendido, el CNC asumelas cotas máquina que se encontraban activas cuando se apagó.
·10·
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
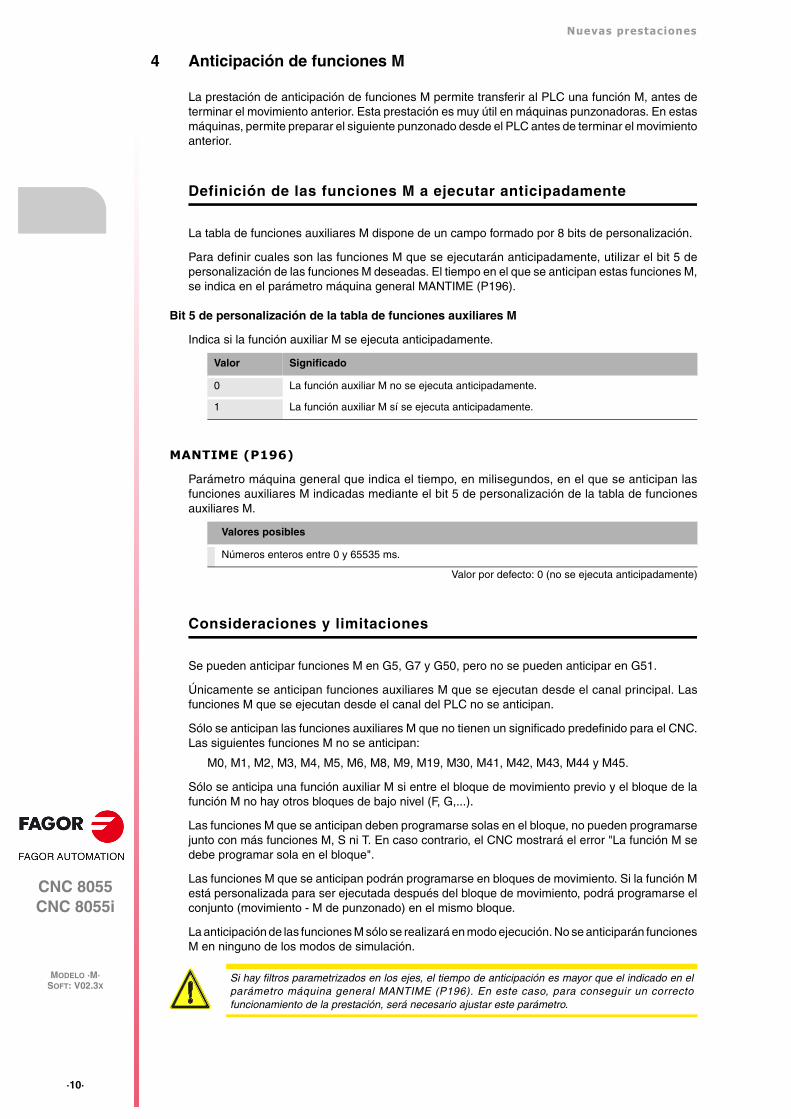
4 Anticipación de funciones M
La prestación de anticipación de funciones M permite transferir al PLC una función M, antes determinar el movimiento anterior. Esta prestación es muy útil en máquinas punzonadoras. En estasmáquinas, permite preparar el siguiente punzonado desde el PLC antes de terminar el movimientoanterior.
Definición de las funciones M a ejecutar anticipadamente
La tabla de funciones auxiliares M dispone de un campo formado por 8 bits de personalización.
Para definir cuales son las funciones M que se ejecutarán anticipadamente, utilizar el bit 5 depersonalización de las funciones M deseadas. El tiempo en el que se anticipan estas funciones M,se indica en el parámetro máquina general MANTIME (P196).
Bit 5 de personalización de la tabla de funciones auxiliares M
Indica si la función auxiliar M se ejecuta anticipadamente.
MANTIME (P196)
Parámetro máquina general que indica el tiempo, en milisegundos, en el que se anticipan lasfunciones auxiliares M indicadas mediante el bit 5 de personalización de la tabla de funcionesauxiliares M.
Consideraciones y limitaciones
Se pueden anticipar funciones M en G5, G7 y G50, pero no se pueden anticipar en G51.
Únicamente se anticipan funciones auxiliares M que se ejecutan desde el canal principal. Lasfunciones M que se ejecutan desde el canal del PLC no se anticipan.
Sólo se anticipan las funciones auxiliares M que no tienen un significado predefinido para el CNC.Las siguientes funciones M no se anticipan:
M0, M1, M2, M3, M4, M5, M6, M8, M9, M19, M30, M41, M42, M43, M44 y M45.
Sólo se anticipa una función auxiliar M si entre el bloque de movimiento previo y el bloque de lafunción M no hay otros bloques de bajo nivel (F, G,...).
Las funciones M que se anticipan deben programarse solas en el bloque, no pueden programarsejunto con más funciones M, S ni T. En caso contrario, el CNC mostrará el error "La función M sedebe programar sola en el bloque".
Las funciones M que se anticipan podrán programarse en bloques de movimiento. Si la función Mestá personalizada para ser ejecutada después del bloque de movimiento, podrá programarse elconjunto (movimiento - M de punzonado) en el mismo bloque.
La anticipación de las funciones M sólo se realizará en modo ejecución. No se anticiparán funcionesM en ninguno de los modos de simulación.
Valor Significado
0 La función auxiliar M no se ejecuta anticipadamente.
1 La función auxiliar M sí se ejecuta anticipadamente.
Valores posibles
Números enteros entre 0 y 65535 ms.
Valor por defecto: 0 (no se ejecuta anticipadamente)
Si hay filtros parametrizados en los ejes, el tiempo de anticipación es mayor que el indicado en elparámetro máquina general MANTIME (P196). En este caso, para conseguir un correctofuncionamiento de la prestación, será necesario ajustar este parámetro.
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
·11·
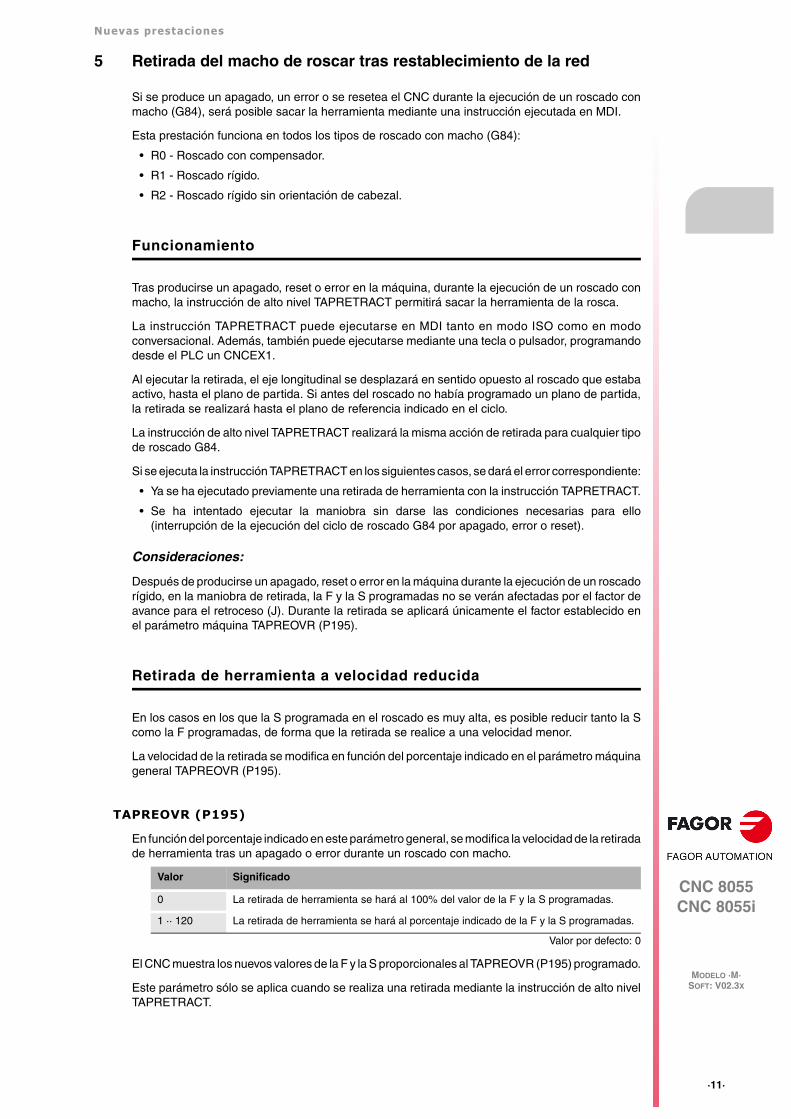
5 Retirada del macho de roscar tras restablecimiento de la red
Si se produce un apagado, un error o se resetea el CNC durante la ejecución de un roscado conmacho (G84), será posible sacar la herramienta mediante una instrucción ejecutada en MDI.
Esta prestación funciona en todos los tipos de roscado con macho (G84):
• R0 - Roscado con compensador.
• R1 - Roscado rígido.
• R2 - Roscado rígido sin orientación de cabezal.
Funcionamiento
Tras producirse un apagado, reset o error en la máquina, durante la ejecución de un roscado conmacho, la instrucción de alto nivel TAPRETRACT permitirá sacar la herramienta de la rosca.
La instrucción TAPRETRACT puede ejecutarse en MDI tanto en modo ISO como en modoconversacional. Además, también puede ejecutarse mediante una tecla o pulsador, programandodesde el PLC un CNCEX1.
Al ejecutar la retirada, el eje longitudinal se desplazará en sentido opuesto al roscado que estabaactivo, hasta el plano de partida. Si antes del roscado no había programado un plano de partida,la retirada se realizará hasta el plano de referencia indicado en el ciclo.
La instrucción de alto nivel TAPRETRACT realizará la misma acción de retirada para cualquier tipode roscado G84.
Si se ejecuta la instrucción TAPRETRACT en los siguientes casos, se dará el error correspondiente:
• Ya se ha ejecutado previamente una retirada de herramienta con la instrucción TAPRETRACT.
• Se ha intentado ejecutar la maniobra sin darse las condiciones necesarias para ello(interrupción de la ejecución del ciclo de roscado G84 por apagado, error o reset).
Consideraciones:
Después de producirse un apagado, reset o error en la máquina durante la ejecución de un roscadorígido, en la maniobra de retirada, la F y la S programadas no se verán afectadas por el factor deavance para el retroceso (J). Durante la retirada se aplicará únicamente el factor establecido enel parámetro máquina TAPREOVR (P195).
Retirada de herramienta a velocidad reducida
En los casos en los que la S programada en el roscado es muy alta, es posible reducir tanto la Scomo la F programadas, de forma que la retirada se realice a una velocidad menor.
La velocidad de la retirada se modifica en función del porcentaje indicado en el parámetro máquinageneral TAPREOVR (P195).
TAPREOVR (P195)
En función del porcentaje indicado en este parámetro general, se modifica la velocidad de la retiradade herramienta tras un apagado o error durante un roscado con macho.
El CNC muestra los nuevos valores de la F y la S proporcionales al TAPREOVR (P195) programado.
Este parámetro sólo se aplica cuando se realiza una retirada mediante la instrucción de alto nivelTAPRETRACT.
Valor Significado
0 La retirada de herramienta se hará al 100% del valor de la F y la S programadas.
1 ·· 120 La retirada de herramienta se hará al porcentaje indicado de la F y la S programadas.
Valor por defecto: 0
·12·
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
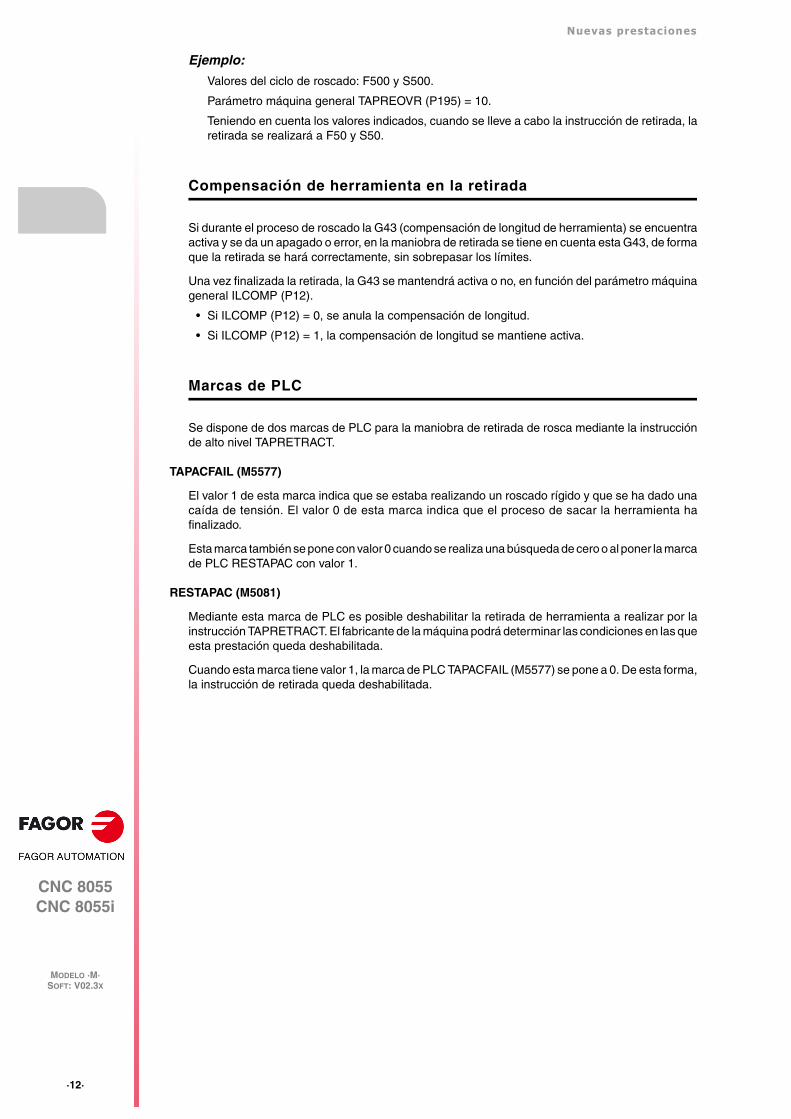
Ejemplo:
Valores del ciclo de roscado: F500 y S500.
Parámetro máquina general TAPREOVR (P195) = 10.
Teniendo en cuenta los valores indicados, cuando se lleve a cabo la instrucción de retirada, laretirada se realizará a F50 y S50.
Compensación de herramienta en la retirada
Si durante el proceso de roscado la G43 (compensación de longitud de herramienta) se encuentraactiva y se da un apagado o error, en la maniobra de retirada se tiene en cuenta esta G43, de formaque la retirada se hará correctamente, sin sobrepasar los límites.
Una vez finalizada la retirada, la G43 se mantendrá activa o no, en función del parámetro máquinageneral ILCOMP (P12).
• Si ILCOMP (P12) = 0, se anula la compensación de longitud.
• Si ILCOMP (P12) = 1, la compensación de longitud se mantiene activa.
Marcas de PLC
Se dispone de dos marcas de PLC para la maniobra de retirada de rosca mediante la instrucciónde alto nivel TAPRETRACT.
TAPACFAIL (M5577)
El valor 1 de esta marca indica que se estaba realizando un roscado rígido y que se ha dado unacaída de tensión. El valor 0 de esta marca indica que el proceso de sacar la herramienta hafinalizado.
Esta marca también se pone con valor 0 cuando se realiza una búsqueda de cero o al poner la marcade PLC RESTAPAC con valor 1.
RESTAPAC (M5081)
Mediante esta marca de PLC es posible deshabilitar la retirada de herramienta a realizar por lainstrucción TAPRETRACT. El fabricante de la máquina podrá determinar las condiciones en las queesta prestación queda deshabilitada.
Cuando esta marca tiene valor 1, la marca de PLC TAPACFAIL (M5577) se pone a 0. De esta forma,la instrucción de retirada queda deshabilitada.
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
·13·
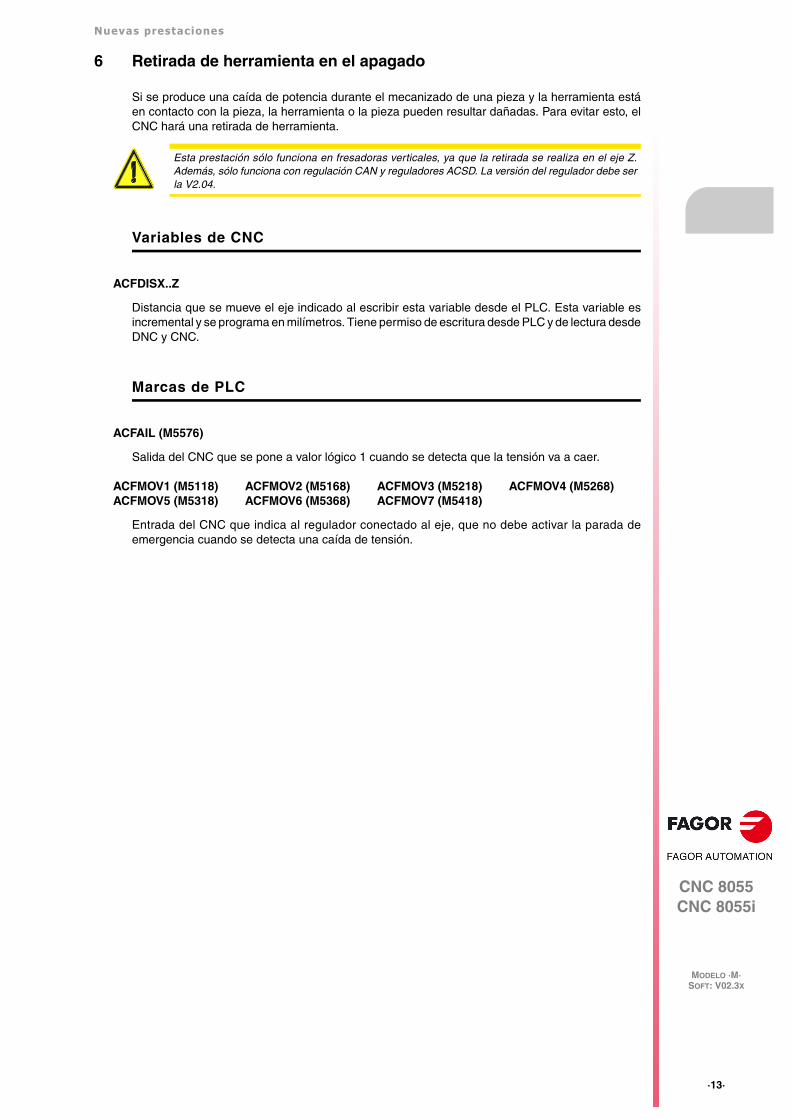
6 Retirada de herramienta en el apagado
Si se produce una caída de potencia durante el mecanizado de una pieza y la herramienta estáen contacto con la pieza, la herramienta o la pieza pueden resultar dañadas. Para evitar esto, elCNC hará una retirada de herramienta.
Variables de CNC
ACFDISX..Z
Distancia que se mueve el eje indicado al escribir esta variable desde el PLC. Esta variable esincremental y se programa en milímetros. Tiene permiso de escritura desde PLC y de lectura desdeDNC y CNC.
Marcas de PLC
ACFAIL (M5576)
Salida del CNC que se pone a valor lógico 1 cuando se detecta que la tensión va a caer.
ACFMOV1 (M5118) ACFMOV2 (M5168) ACFMOV3 (M5218) ACFMOV4 (M5268)ACFMOV5 (M5318) ACFMOV6 (M5368) ACFMOV7 (M5418)
Entrada del CNC que indica al regulador conectado al eje, que no debe activar la parada deemergencia cuando se detecta una caída de tensión.
Esta prestación sólo funciona en fresadoras verticales, ya que la retirada se realiza en el eje Z.Además, sólo funciona con regulación CAN y reguladores ACSD. La versión del regulador debe serla V2.04.
·14·
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
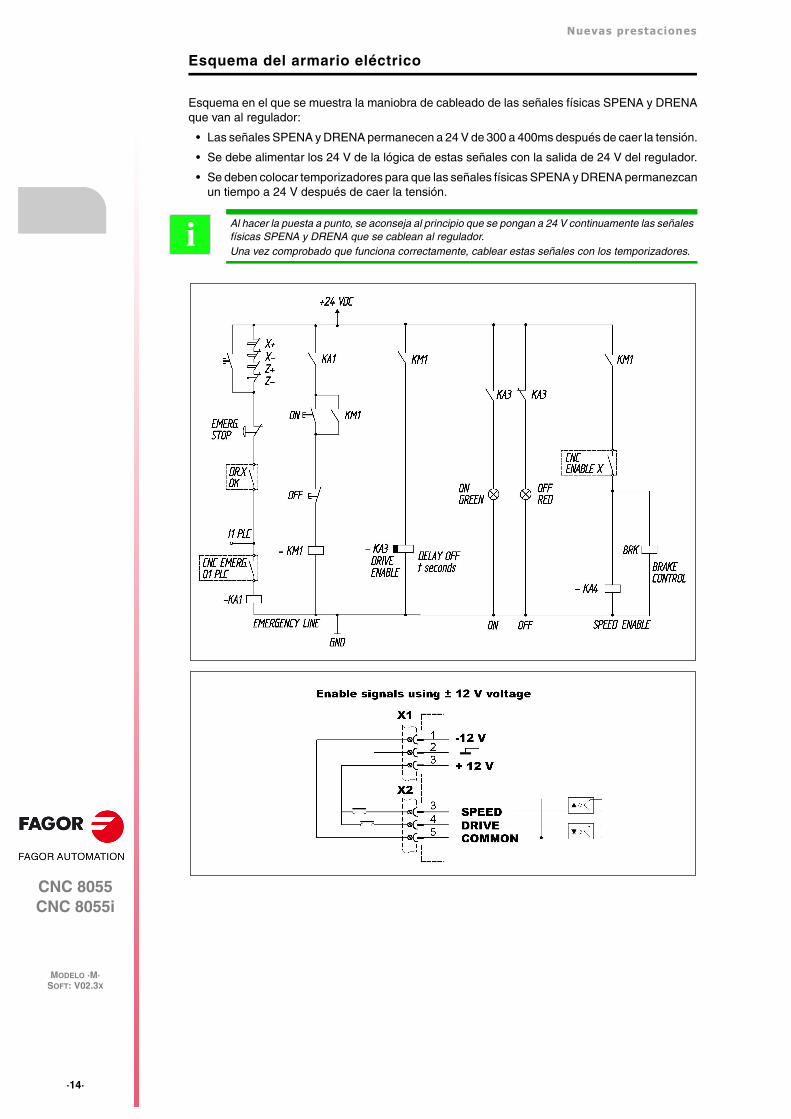
Esquema del armario eléctrico
Esquema en el que se muestra la maniobra de cableado de las señales físicas SPENA y DRENAque van al regulador:
• Las señales SPENA y DRENA permanecen a 24 V de 300 a 400ms después de caer la tensión.
• Se debe alimentar los 24 V de la lógica de estas señales con la salida de 24 V del regulador.
• Se deben colocar temporizadores para que las señales físicas SPENA y DRENA permanezcanun tiempo a 24 V después de caer la tensión.
Al hacer la puesta a punto, se aconseja al principio que se pongan a 24 V continuamente las señalesfísicas SPENA y DRENA que se cablean al regulador.Una vez comprobado que funciona correctamente, cablear estas señales con los temporizadores.
i
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
·15·
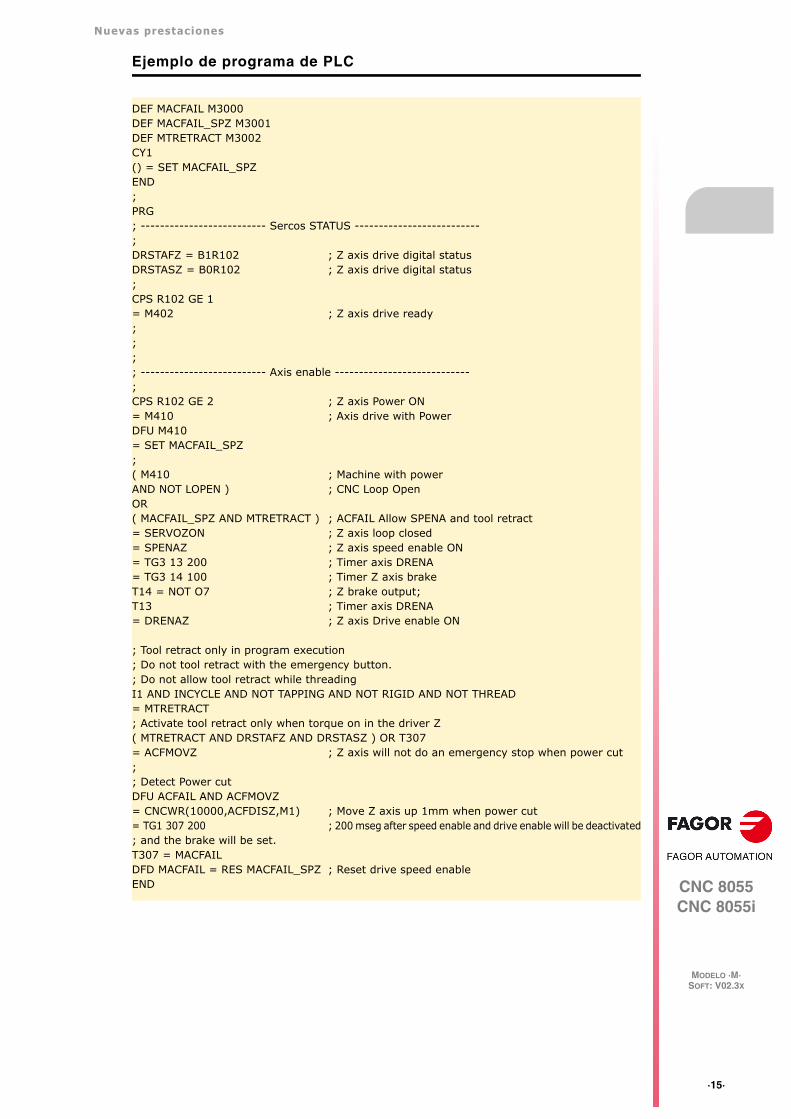
Ejemplo de programa de PLC
DEF MACFAIL M3000DEF MACFAIL_SPZ M3001DEF MTRETRACT M3002CY1() = SET MACFAIL_SPZ END;PRG; -------------------------- Sercos STATUS --------------------------;DRSTAFZ = B1R102 ; Z axis drive digital statusDRSTASZ = B0R102 ; Z axis drive digital status;CPS R102 GE 1= M402 ; Z axis drive ready;;;; -------------------------- Axis enable ----------------------------;CPS R102 GE 2 ; Z axis Power ON= M410 ; Axis drive with PowerDFU M410= SET MACFAIL_SPZ;( M410 ; Machine with powerAND NOT LOPEN ) ; CNC Loop OpenOR( MACFAIL_SPZ AND MTRETRACT ) ; ACFAIL Allow SPENA and tool retract= SERVOZON ; Z axis loop closed= SPENAZ ; Z axis speed enable ON= TG3 13 200 ; Timer axis DRENA= TG3 14 100 ; Timer Z axis brakeT14 = NOT O7 ; Z brake output;T13 ; Timer axis DRENA= DRENAZ ; Z axis Drive enable ON
; Tool retract only in program execution; Do not tool retract with the emergency button.; Do not allow tool retract while threading I1 AND INCYCLE AND NOT TAPPING AND NOT RIGID AND NOT THREAD = MTRETRACT ; Activate tool retract only when torque on in the driver Z( MTRETRACT AND DRSTAFZ AND DRSTASZ ) OR T307= ACFMOVZ ; Z axis will not do an emergency stop when power cut;; Detect Power cutDFU ACFAIL AND ACFMOVZ = CNCWR(10000,ACFDISZ,M1) ; Move Z axis up 1mm when power cut= TG1 307 200 ; 200 mseg after speed enable and drive enable will be deactivated; and the brake will be set.T307 = MACFAILDFD MACFAIL = RES MACFAIL_SPZ ; Reset drive speed enableEND
·16·
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
7 Salvar pantalla pulsando [SHIFT] + [Page Up]
Al pulsar la secuencia de teclas [SHIFT] + [Page Up], se guardará en el CNC una imagen de lapantalla que esté activa en ese momento.
Si en el momento en el que se salva la pantalla hay una memoria USB (Pendrive) conectada, laimagen se guardará en el directorio <PAN> de dicha memoria. Si en la memoria USB no existe eldirectorio <PAN>, se creará automáticamente.
Si en el momento en el que se salva la pantalla no hay una memoria USB (Pendrive) conectada,la imagen se guardará en el directorio <PAN> del disco duro (KeyCF) del CNC.
La imagen salvada puede ser transmitida por DNC o FTP.
Formato de la imagen:
El formato de la imagen será ".bmp" y el nombre del fichero guardado será el siguiente:
S mes día hora minuto segundo.bmp (no habrá espacios en el nombre del fichero).
Ejemplo de pantalla guardada:
Nombre de una pantalla guardada el 30 de Octubre del 2015, a las 9:32 y 50 segundos:
S1030093250.bmp
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
·17·
8 Trabajo con dos volantes aditivos simultáneamente
Prestación que permite trabajar moviendo dos volantes aditivos simultáneamente.
Parametrización
Los parámetros máquina generales de AXIS1 (P0) a AXIS7 (P8) y de AXIS9 (P136) a AXIS12(P142) deben tener definido un volante (valor 11 ó 12) y un volante asociado a un eje (valores de21 hasta 29).
El volante general se asocia al eje definido en el parámetro máquina general MPGAXIS (P76). Enel modo volante aditivo, el volante mueve solamente el eje indicado en el parámetro generalMPGAXIS (P76).
Para habilitar esta prestación, poner valor 1 a los bits 10, 11 y 15 del parámetro máquina generalADIMPG (P176). El valor de todos los bits de este parámetro quedaría de la siguiente manera:
ADIMPG (P176) = 1000 1100 0000 0000.
ADIMPG (P176)
Este parámetro habilita la intervención manual con volante aditivo.
Esta funcionalidad permite el desplazamiento manual de los ejes mientras hay un programa enejecución. Este desplazamiento se aplicará como si fuera un traslado de origen más.
Este parámetro dispone de 16 bits que se contarán de derecha a izquierda.
Cada bit tiene asignada una función o modo de trabajo. Por defecto todos los bits tendrán asignadovalor ·0·. Al asignar valor ·1·, se activa la función correspondiente.
Bit Significado
0 - 9 Sin función.
10 Trabajo con dos volantes aditivos simultáneamente.
11 Selección del volante aditivo como volante asociado al eje.
12 La resolución del volante la establece el p.m.g ADIMPRES.
13 Intervención manual habilitada con look ahead.
14 Anular traslado aditivo tras M02, M30, emergencia o reset.
15 Se dispone de intervención manual con volante aditivo.
Valor por defecto en todos los bits: 0
bit 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0
A partir de esta versión, para que el CNC asuma un nuevo valor del parámetro máquina generalADIMPG (P176) se deberá pulsar la secuencia de teclas [SHIFT] + [RESET] o "apagar - encender"el CNC.
i

·18·
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
Consideraciones
En el modo de desplazamiento en JOG, el único volante activo es el indicado con valor 11 en suparámetro correspondiente (parámetro máquina general AXIS1 a AXIS12). Para mover un eje sedebe seleccionar el eje y tras esto moverlo con el volante.
En el modo automático, los volantes se comportarán como volantes asociados a un eje. El usuariopodrá mover 2 volantes simultáneamente. Para ello, las marcas de PLC MANINT* deben estaractivadas.
Por ejemplo, para mover con los dos volantes los ejes X y Z, deberán estar activadas las marcasde PLC MANINTX y MANINTZ.
Ejemplo de parametrización:
Definir un volante y una manivela en los parámetros máquina generales P1 a P8.
AXIS1 (P0) = 1 Eje X.
AXIS2 (P1) = 2 Eje Y.
AXIS3 (P2) = 3 Eje Z.
AXIS4 (P3) = 10 Cabezal principal.
AXIS5 (P4) = 11 Volante general.
AXIS6 (P5) = 23 Volante asociado al eje Z.
MPGAXIS (P76) = 1 Asociar el volante al eje Z. Cuando el CNC esté en modoautomático, al mover el volante, se moverá el eje Z.
ADIMPG (P176) = 1000 1100 0000 0000

Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
·19·
9 Conexión CNC8055 (cliente) y PC (servidor)
El CNC puede disponer además de un disco duro local (en el propio CNC), de un disco duro remotoaccesible a través de Ethernet. Para la comunicación con el disco duro remoto se utiliza el protocoloCIFS.
Como disco duro remoto se podrá utilizar el disco duro de un PC o sólo una carpeta. El PC quehace público su disco duro (el servidor) deberá estar conectado a la red local.
Una vez conseguida la comunicación, el directorio del PC conectado aparecerá en el exploradordel CNC con el nombre "REMOTE DISK".
El interface y las softkeys del CNC serán iguales que si se tratara de un disco duro local. Desdeel PC no se pueden ver los directorios del CNC.
Parámetros de Ethernet
Se dispone de los siguientes parámetros de Ethernet para configurar la comunicación medianteeste protocolo:
USER (P3)
Nombre de usuario con el que se va a conectar el CNC en el PC. Si no se parametriza indica queno tiene usuario.
DOMAIN (P4)
Dominio de la red de Windows. Si no se parametriza indica que no tiene dominio.
PASSWORD (P5)
Password del usuario con el que se va a conectar el CNC en el PC. Si no se parametriza indicaque no tiene password.
IPSNFS (P28)
Dirección IP del servidor que actúa como disco duro remoto. Si es distinto de 0 se activa el discoduro remoto.
DIRNFS (P29)
Directorio del servidor que se utiliza como disco duro remoto.
NFSPROTO (P32)
Para activar el protocolo de comunicación CIFS, poner valor 2.
Valores posibles
Cuatro números entre 0 y 255 separados por puntos.
Valor por defecto: 0.0.0.0 (no hay disco duro remoto)
Valores posibles
Admite hasta un máximo de 22 caracteres (sin espacios).
Valor por defecto: Sin nombre
·20·
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
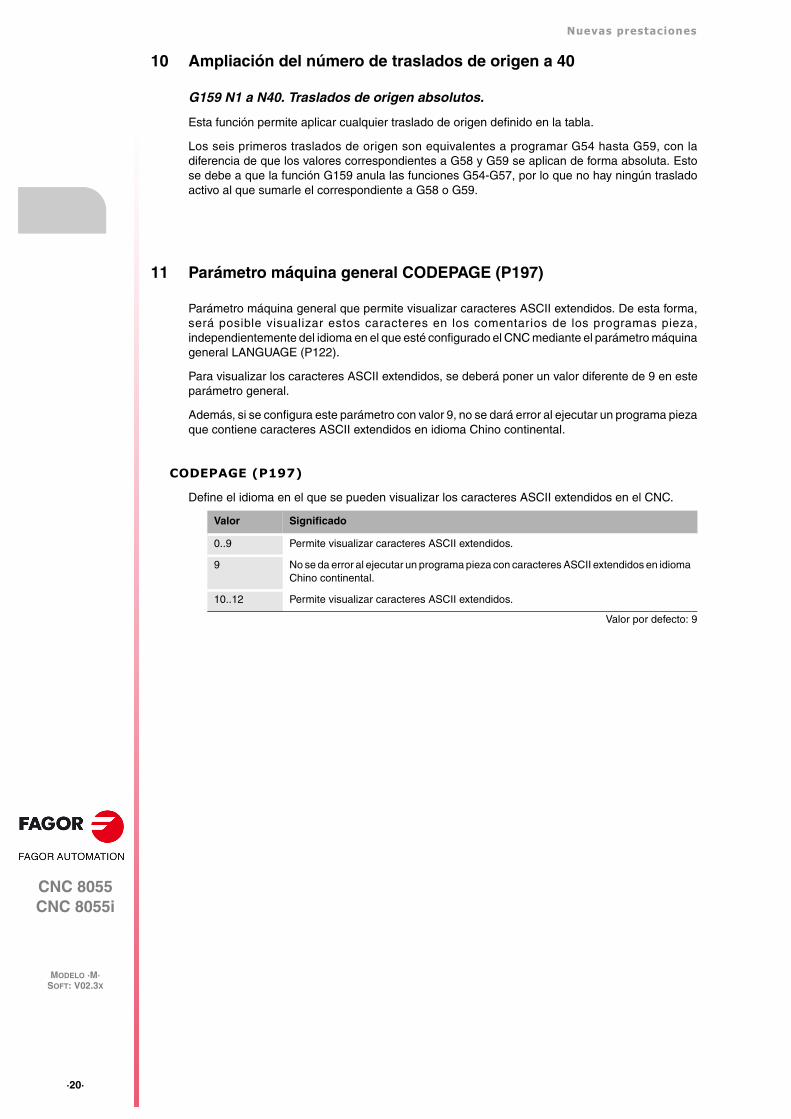
10 Ampliación del número de traslados de origen a 40
G159 N1 a N40. Traslados de origen absolutos.
Esta función permite aplicar cualquier traslado de origen definido en la tabla.
Los seis primeros traslados de origen son equivalentes a programar G54 hasta G59, con ladiferencia de que los valores correspondientes a G58 y G59 se aplican de forma absoluta. Estose debe a que la función G159 anula las funciones G54-G57, por lo que no hay ningún trasladoactivo al que sumarle el correspondiente a G58 o G59.
11 Parámetro máquina general CODEPAGE (P197)
Parámetro máquina general que permite visualizar caracteres ASCII extendidos. De esta forma,será posible visualizar estos caracteres en los comentarios de los programas pieza,independientemente del idioma en el que esté configurado el CNC mediante el parámetro máquinageneral LANGUAGE (P122).
Para visualizar los caracteres ASCII extendidos, se deberá poner un valor diferente de 9 en esteparámetro general.
Además, si se configura este parámetro con valor 9, no se dará error al ejecutar un programa piezaque contiene caracteres ASCII extendidos en idioma Chino continental.
CODEPAGE (P197)
Define el idioma en el que se pueden visualizar los caracteres ASCII extendidos en el CNC.
Valor Significado
0..9 Permite visualizar caracteres ASCII extendidos.
9 No se da error al ejecutar un programa pieza con caracteres ASCII extendidos en idiomaChino continental.
10..12 Permite visualizar caracteres ASCII extendidos.
Valor por defecto: 9
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
·21·
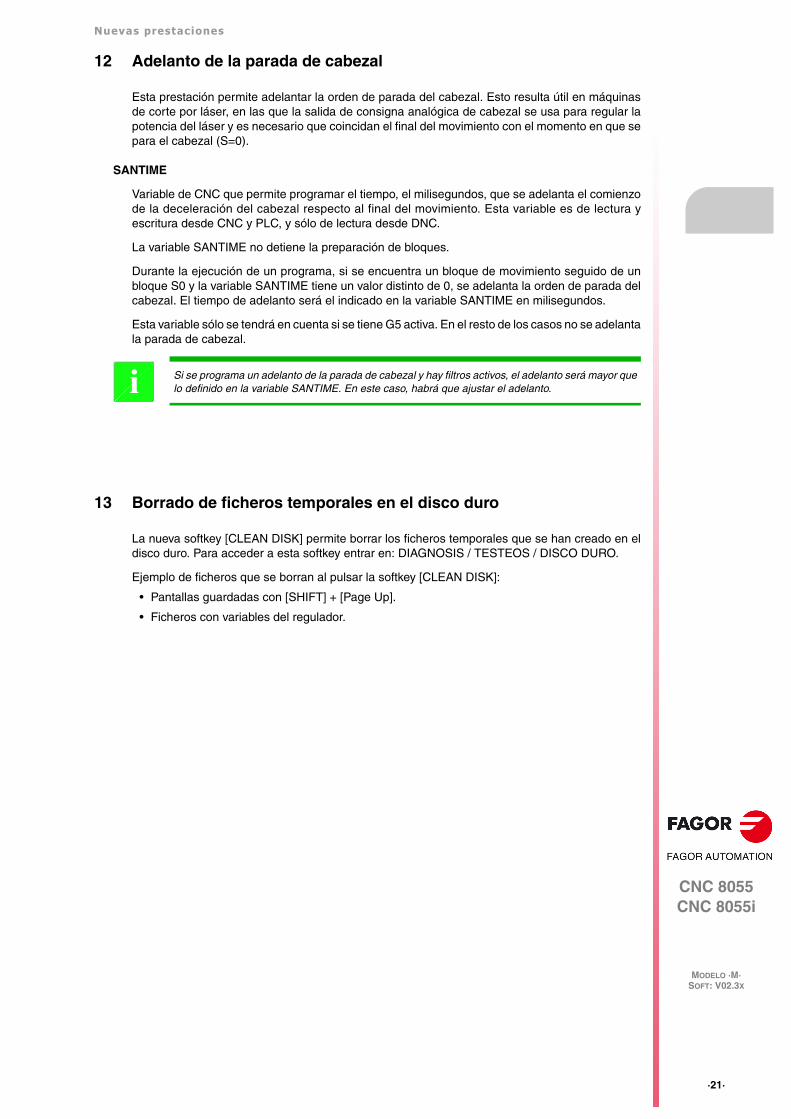
12 Adelanto de la parada de cabezal
Esta prestación permite adelantar la orden de parada del cabezal. Esto resulta útil en máquinasde corte por láser, en las que la salida de consigna analógica de cabezal se usa para regular lapotencia del láser y es necesario que coincidan el final del movimiento con el momento en que separa el cabezal (S=0).
SANTIME
Variable de CNC que permite programar el tiempo, el milisegundos, que se adelanta el comienzode la deceleración del cabezal respecto al final del movimiento. Esta variable es de lectura yescritura desde CNC y PLC, y sólo de lectura desde DNC.
La variable SANTIME no detiene la preparación de bloques.
Durante la ejecución de un programa, si se encuentra un bloque de movimiento seguido de unbloque S0 y la variable SANTIME tiene un valor distinto de 0, se adelanta la orden de parada delcabezal. El tiempo de adelanto será el indicado en la variable SANTIME en milisegundos.
Esta variable sólo se tendrá en cuenta si se tiene G5 activa. En el resto de los casos no se adelantala parada de cabezal.
13 Borrado de ficheros temporales en el disco duro
La nueva softkey [CLEAN DISK] permite borrar los ficheros temporales que se han creado en eldisco duro. Para acceder a esta softkey entrar en: DIAGNOSIS / TESTEOS / DISCO DURO.
Ejemplo de ficheros que se borran al pulsar la softkey [CLEAN DISK]:
• Pantallas guardadas con [SHIFT] + [Page Up].
• Ficheros con variables del regulador.
Si se programa un adelanto de la parada de cabezal y hay filtros activos, el adelanto será mayor quelo definido en la variable SANTIME. En este caso, habrá que ajustar el adelanto.i
·22·
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
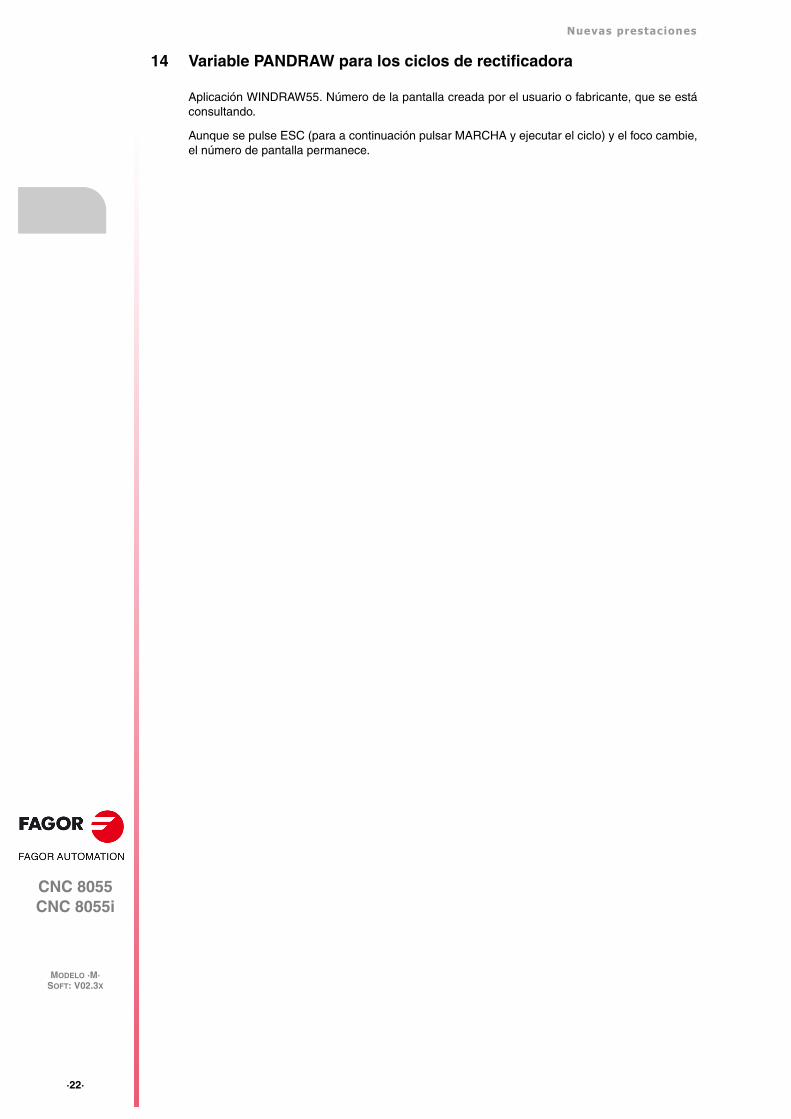
14 Variable PANDRAW para los ciclos de rectificadora
Aplicación WINDRAW55. Número de la pantalla creada por el usuario o fabricante, que se estáconsultando.
Aunque se pulse ESC (para a continuación pulsar MARCHA y ejecutar el ciclo) y el foco cambie,el número de pantalla permanece.
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
·23·
VERSIÓN V02.33
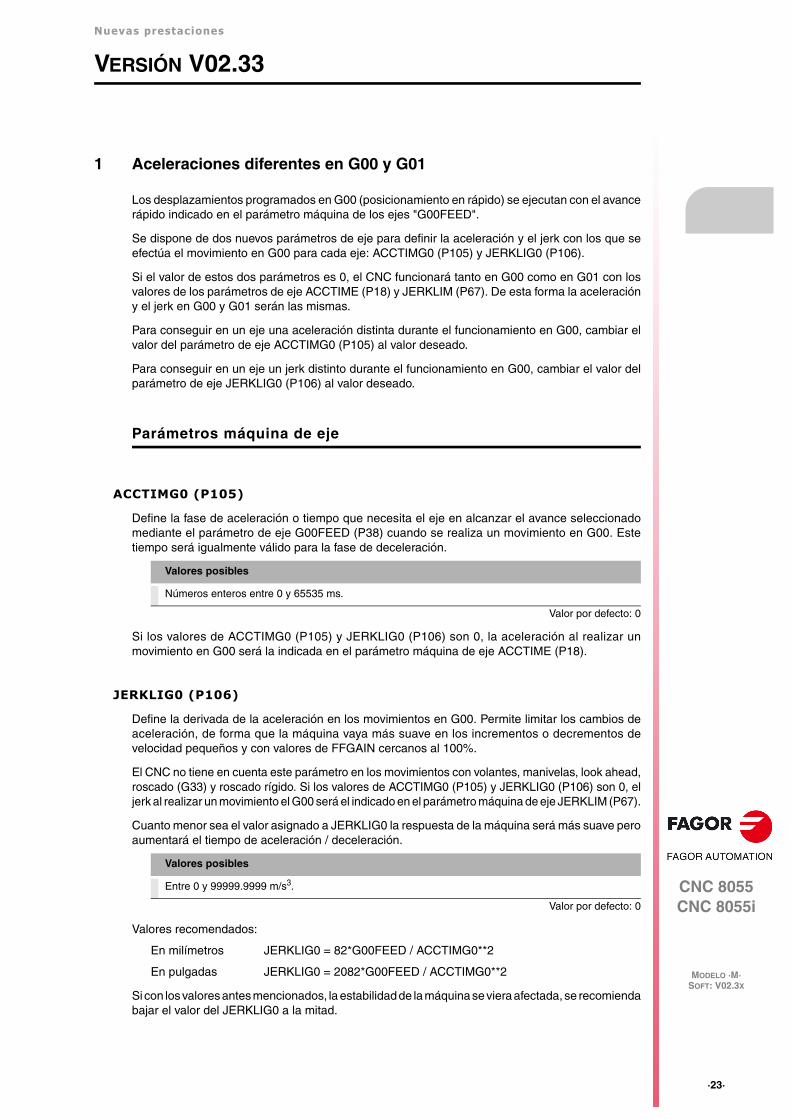
1 Aceleraciones diferentes en G00 y G01
Los desplazamientos programados en G00 (posicionamiento en rápido) se ejecutan con el avancerápido indicado en el parámetro máquina de los ejes "G00FEED".
Se dispone de dos nuevos parámetros de eje para definir la aceleración y el jerk con los que seefectúa el movimiento en G00 para cada eje: ACCTIMG0 (P105) y JERKLIG0 (P106).
Si el valor de estos dos parámetros es 0, el CNC funcionará tanto en G00 como en G01 con losvalores de los parámetros de eje ACCTIME (P18) y JERKLIM (P67). De esta forma la aceleracióny el jerk en G00 y G01 serán las mismas.
Para conseguir en un eje una aceleración distinta durante el funcionamiento en G00, cambiar elvalor del parámetro de eje ACCTIMG0 (P105) al valor deseado.
Para conseguir en un eje un jerk distinto durante el funcionamiento en G00, cambiar el valor delparámetro de eje JERKLIG0 (P106) al valor deseado.
Parámetros máquina de eje
ACCTIMG0 (P105)
Define la fase de aceleración o tiempo que necesita el eje en alcanzar el avance seleccionadomediante el parámetro de eje G00FEED (P38) cuando se realiza un movimiento en G00. Estetiempo será igualmente válido para la fase de deceleración.
Si los valores de ACCTIMG0 (P105) y JERKLIG0 (P106) son 0, la aceleración al realizar unmovimiento en G00 será la indicada en el parámetro máquina de eje ACCTIME (P18).
JERKLIG0 (P106)
Define la derivada de la aceleración en los movimientos en G00. Permite limitar los cambios deaceleración, de forma que la máquina vaya más suave en los incrementos o decrementos develocidad pequeños y con valores de FFGAIN cercanos al 100%.
El CNC no tiene en cuenta este parámetro en los movimientos con volantes, manivelas, look ahead,roscado (G33) y roscado rígido. Si los valores de ACCTIMG0 (P105) y JERKLIG0 (P106) son 0, eljerk al realizar un movimiento el G00 será el indicado en el parámetro máquina de eje JERKLIM (P67).
Cuanto menor sea el valor asignado a JERKLIG0 la respuesta de la máquina será más suave peroaumentará el tiempo de aceleración / deceleración.
Valores recomendados:
En milímetros JERKLIG0 = 82*G00FEED / ACCTIMG0**2
En pulgadas JERKLIG0 = 2082*G00FEED / ACCTIMG0**2
Si con los valores antes mencionados, la estabilidad de la máquina se viera afectada, se recomiendabajar el valor del JERKLIG0 a la mitad.
Valores posibles
Números enteros entre 0 y 65535 ms.
Valor por defecto: 0
Valores posibles
Entre 0 y 99999.9999 m/s3.
Valor por defecto: 0
·24·
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
2 Seleccionar movimientos de volante en radios o diámetros cuandoel eje está en diámetros
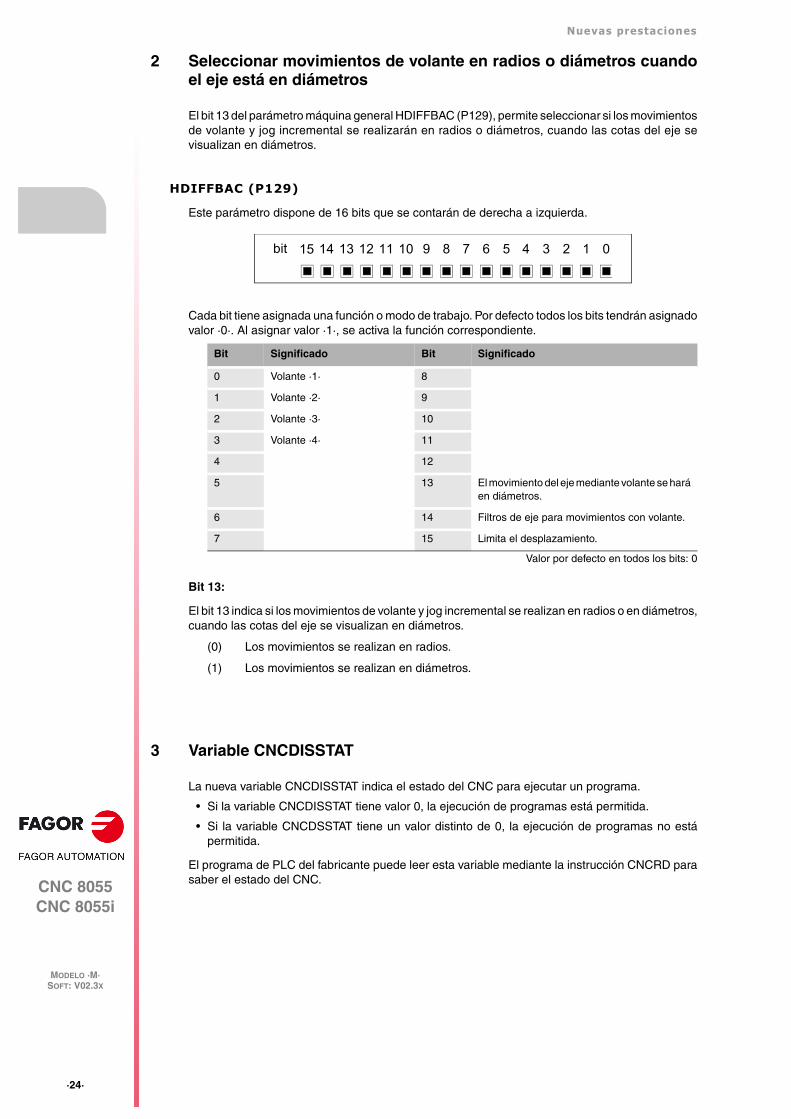
El bit 13 del parámetro máquina general HDIFFBAC (P129), permite seleccionar si los movimientosde volante y jog incremental se realizarán en radios o diámetros, cuando las cotas del eje sevisualizan en diámetros.
HDIFFBAC (P129)
Este parámetro dispone de 16 bits que se contarán de derecha a izquierda.
Cada bit tiene asignada una función o modo de trabajo. Por defecto todos los bits tendrán asignadovalor ·0·. Al asignar valor ·1·, se activa la función correspondiente.
Bit 13:
El bit 13 indica si los movimientos de volante y jog incremental se realizan en radios o en diámetros,cuando las cotas del eje se visualizan en diámetros.
(0) Los movimientos se realizan en radios.
(1) Los movimientos se realizan en diámetros.
3 Variable CNCDISSTAT
La nueva variable CNCDISSTAT indica el estado del CNC para ejecutar un programa.
• Si la variable CNCDISSTAT tiene valor 0, la ejecución de programas está permitida.
• Si la variable CNCDSSTAT tiene un valor distinto de 0, la ejecución de programas no estápermitida.
El programa de PLC del fabricante puede leer esta variable mediante la instrucción CNCRD parasaber el estado del CNC.
Bit Significado Bit Significado
0 Volante ·1· 8
1 Volante ·2· 9
2 Volante ·3· 10
3 Volante ·4· 11
4 12
5 13 El movimiento del eje mediante volante se haráen diámetros.
6 14 Filtros de eje para movimientos con volante.
7 15 Limita el desplazamiento.
Valor por defecto en todos los bits: 0
bit 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X
·25·
VERSIÓN V02.34
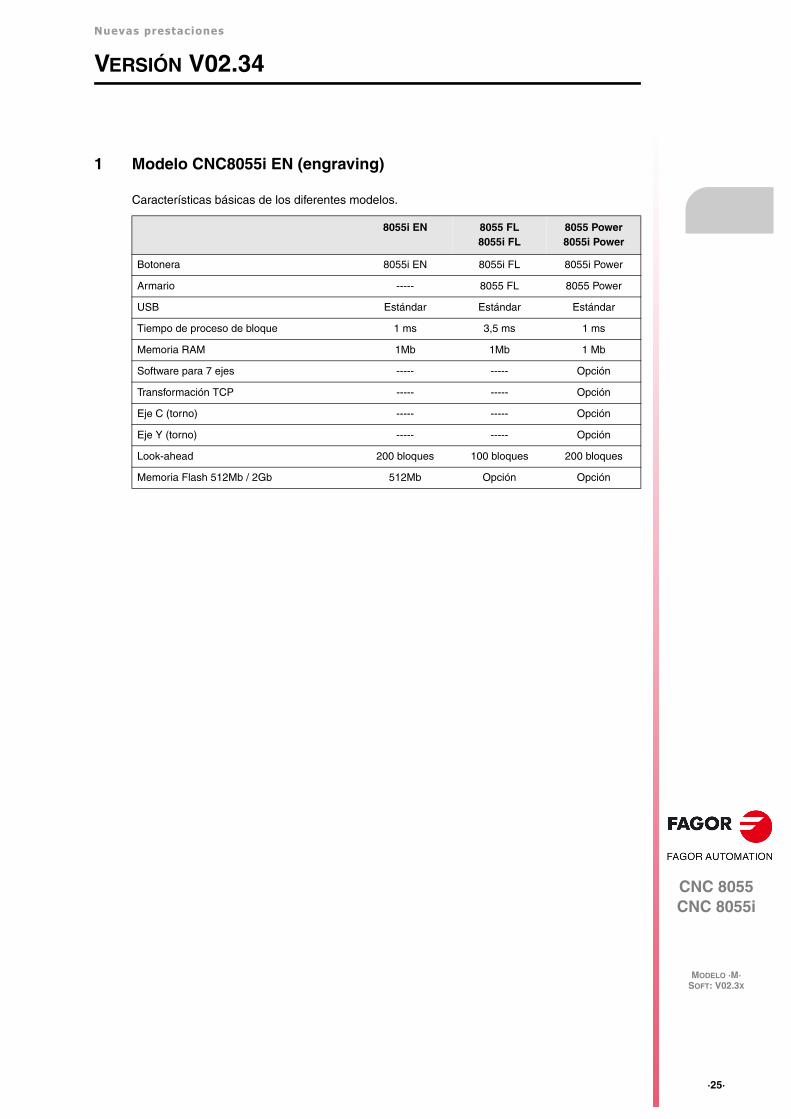
1 Modelo CNC8055i EN (engraving)
Características básicas de los diferentes modelos.
8055i EN 8055 FL8055i FL
8055 Power8055i Power
Botonera 8055i EN 8055i FL 8055i Power
Armario ----- 8055 FL 8055 Power
USB Estándar Estándar Estándar
Tiempo de proceso de bloque 1 ms 3,5 ms 1 ms
Memoria RAM 1Mb 1Mb 1 Mb
Software para 7 ejes ----- ----- Opción
Transformación TCP ----- ----- Opción
Eje C (torno) ----- ----- Opción
Eje Y (torno) ----- ----- Opción
Look-ahead 200 bloques 100 bloques 200 bloques
Memoria Flash 512Mb / 2Gb 512Mb Opción Opción
·26·
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.3X

Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.4X
·27·
VERSIÓN V02.40
1 Nueva forma de dibujar la trayectoria
Se dispone de una nueva forma de dibujar la trayectoria, en la que no se muestran todos los puntoscalculados. Esta forma de dibujar la trayectoria permite mayor rapidez, pero al no mostrar todoslos puntos calculados, tiene una menor precisión.
Para dibujar la trayectoria con todos los puntos calculados, poner el parámetro máquina generalFLWEDIFA (P132) = 1.
Parámetro máquina general FLWEDIFA (P132)
Indica la forma en la que se dibuja la trayectoria.
2 Ejecución de un programa pieza desde disco duro USB
El CNC admite la conexión de un dispositivo de memoria de almacenamiento del tipo "Pen Drive".Estos disposit ivos de almacenamiento son comerciales y son válidos todos el losindependientemente del tamaño, marca o modelo del mismo.
El dispositivo conectado es reconocido en el CNC como disco duro USB. Cuando esté conectado,se mostrará como <disco duro USB> en el panel izquierdo del explorador. Para ver su contenido,pulsar la softkey <actualizar>.
A partir de esta versión, es posible ejecutar, simular y editar programas pieza directamente desdeel disco duro USB utilizando el explorador.
Para ejecutar un programa desde el disco duro USB, seleccionar el programa deseado y pulsar[MARCHA]. Al terminar de ejecutar el programa, se vuelven a cargar las primeras líneas delprograma y se muestran en pantalla. De esta forma, pulsando [MARCHA] se volverá a ejecutar elprograma.
Retirar el dispositivo USB
El dispositivo USB no se podrá retirar mientras el programa esté en ejecución, simulación o edición.Tampoco se podrá retirar mientras el programa esté seleccionado.
Valor Significado
0 Se dibuja la trayectoria sin mostrar todos los puntos calculados. Se dibuja la trayectoriacon mayor rapidez.
1 Se dibuja la trayectoria con todos los puntos calculados. Se dibuja la trayectoria conmayor precisión.
Valor por defecto: 0
La ejecución, simulación y edición de un programa pieza desde disco duro USB no está permitidaen modo conversacional.No está permitido utilizar la instrucción OPEN en el disco duro USB.
i
Si se retira el dispositivo USB mientras se está ejecutando un programa pieza, se parará la ejecucióny se mostrará un error.
·28·
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.4X
Para retirar el dispositivo, se deberá deseleccionar el disco duro USB de una de las siguientesmaneras:
• Ejecutando un programa desde otra unidad (Disco duro, memoria...).
• Accediendo a parámetros máquina.
• Accediendo al modo manual.
Al deseleccionar el dispositivo USB, se mostrará un mensaje indicando que ya se puede retirar eldispositivo USB.
Esta prestación puede ser deshabilitada poniendo a 1 el bit 15 del parámetro máquina generalSTARTDIS (P190).
Instrucción de alto nivel EXEC:
No es posible utilizar la instrucción de alto nivel EXEC en el disco duro USB.
Un programa que está en el disco duro USB, puede ejecutar otros programas que están en el discoduro USB utilizando la instrucción de alto nivel EXEC mediante las opciones de path relativo.
Ejemplo:
El programa "MAIN.PIM" situado en el disco duro USB, puede ejecutar el programa"SECOND.PIM" situado en el mismo directorio del disco duro USB, utilizando la instrucción(EXEC "./SECOND").
MAIN.PIM;(EXEC "./SECOND");M30
SECOND.PIM(MSG ".SECOND")G4K300(MSG "");M30
HARD DISKMYDIR
- MAIN.PIM- SECOND.PIM
El usuario puede copiar todo el directorio MYDIR en el disco duro USB y el programa MAIN.PIMfuncionará sin hacer ningún cambio.
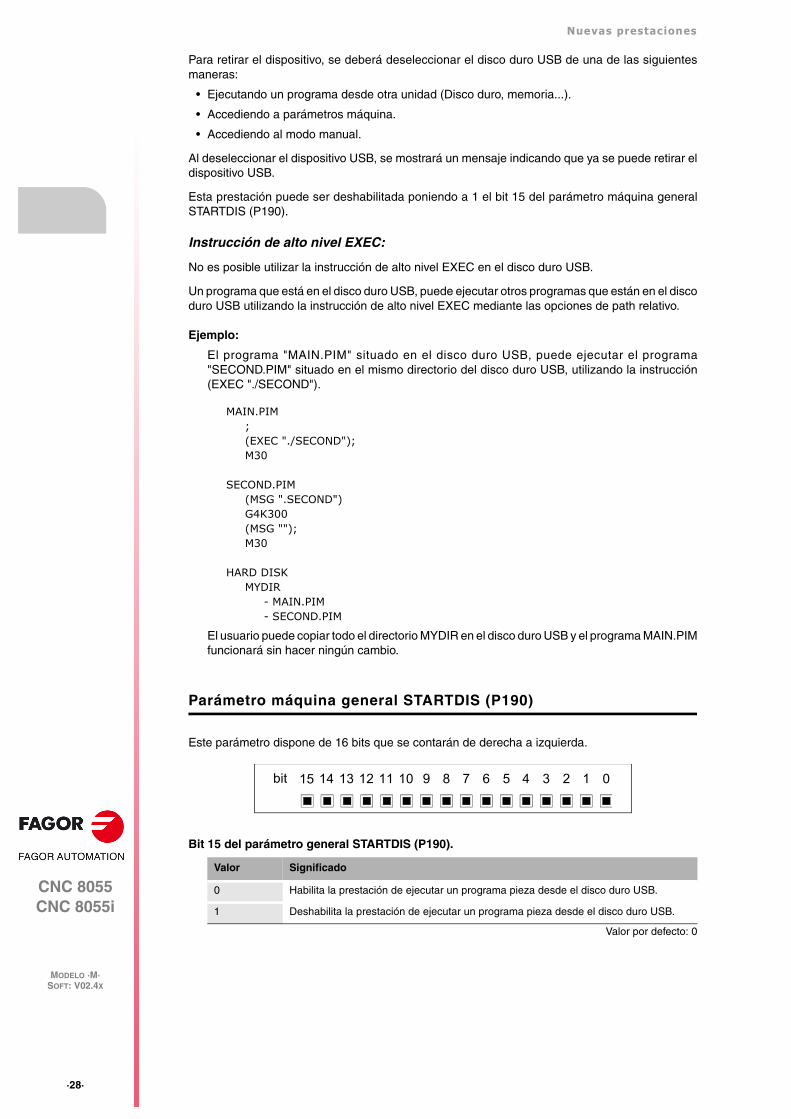
Parámetro máquina general STARTDIS (P190)
Este parámetro dispone de 16 bits que se contarán de derecha a izquierda.
Bit 15 del parámetro general STARTDIS (P190).
Valor Significado
0 Habilita la prestación de ejecutar un programa pieza desde el disco duro USB.
1 Deshabilita la prestación de ejecutar un programa pieza desde el disco duro USB.
Valor por defecto: 0
bit 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.4X
·29·
3 Ejecución de un programa pieza desde disco duro remoto
El CNC puede disponer de un disco duro local (en el propio CNC) o de un disco duro remotoaccesible a través de Ethernet.
A partir de esta versión, es posible ejecutar, simular y editar programas pieza directamente desdeel disco duro remoto utilizando el explorador.
Para ejecutar un programa desde el disco duro remoto, seleccionar el programa deseado y pulsar[MARCHA]. Al terminar de ejecutar el programa, se vuelven a cargar las primeras líneas delprograma y se muestran en pantalla. De esta forma, pulsando [MARCHA] se volverá a ejecutar elprograma.
Instrucción de alto nivel EXEC:
No es posible utilizar la instrucción de alto nivel EXEC en el disco duro remoto.
Un programa que está en el disco duro remoto, puede ejecutar otros programas que están en eldisco duro remoto utilizando la instrucción de alto nivel EXEC mediante las opciones de pathrelativo.
Ejemplo:
El programa "MAIN.PIM" situado en el disco duro remoto, puede ejecutar el programa"SECOND.PIM" situado en el mismo directorio del disco duro remoto, utilizando la instrucción(EXEC "./SECOND").
MAIN.PIM;(EXEC "./SECOND");M30
SECOND.PIM(MSG ".SECOND")G4K300(MSG "");M30
HARD DISKMYDIR
- MAIN.PIM- SECOND.PIM
El usuario puede copiar todo el directorio MYDIR en el disco duro remoto y el programaMAIN.PIM funcionará sin hacer ningún cambio.
La ejecución, simulación y edición de un programa pieza desde disco duro remoto no está permitidaen modo conversacional.No está permitido utilizar la instrucción OPEN en el disco duro remoto.
i
Si se retira el cable de Ethernet mientras se está ejecutando un programa pieza, se parará la ejecucióny se mostrará un error.
·30·
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.4X
4 Reposicionar ejes X, Y, y Z antes de ejecutar un programa
Cuando se interrumpe la ejecución de un programa pieza, si se quiere ejecutar el programa desdeun bloque anterior al punto de interrupción, se puede hacer pulsando la secuencia [SELECCIONBLOQUE / BLOQUE INICIAL / NUMERO LINEA] o pulsando [SELECCION BLOQUE / BUSQUEDAEJEC GMST / BLOQUE INICIAL / NUMERO LINEA]. Tras introducir el número de línea deseadocomo el primer bloque a ejecutar y pulsar [MARCHA], la máquina moverá los ejes de la posiciónactual a la posición del primer bloque a ejecutar.
Este desplazamiento hasta la posición del primer bloque a ejecutar es peligroso, ya que si hubieraalgún saliente en la trayectoria, podría causar una colisión.
Para evitar esto, a partir de esta versión, se realizará una reposición de los ejes X, Y y Z despuésde seleccionar el número de línea del primer bloque a ejecutar.
Esta prestación puede ser habilitada poniendo a 1 el bit 14 del parámetro máquina generalSTARTDIS (P190).
Parámetro máquina general STARTDIS (P190)
Este parámetro dispone de 16 bits que se contarán de derecha a izquierda.
Bit 14 del parámetro general STARTDIS (P190).
Valor Significado
0 No se realizará una reposición de los ejes X, Y y Z tras seleccionar el número de líneaen la que se ejecutará el programa pieza.
1 Se realizará una reposición de los ejes X, Y y Z tras seleccionar el número de línea enla que se ejecutará el programa pieza.
Valor por defecto: 0
bit 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.4X
·31·
5 Nueva forma de continuar ejecutando un programa que ha sidointerrumpido
Cuando se interrumpe la ejecución de un programa pieza por cualquier motivo (porque se ha rotola herramienta, por una caída de tensión en la red...), tras solucionar el problema, se procede aseleccionar el bloque del programa desde el que se desea reiniciar el mecanizando, haciendo unabúsqueda de bloque. A partir de esta versión, mediante la nueva softkey [REANUDAREJECUCION], disponible en el explorador, se podrá continuar la ejecución del programa desde lalínea donde fue interrumpido.
Al pulsar la softkey [REANUDAR EJECUCION], el CNC hará automáticamente la siguientesecuencia: SELECCION BLOQUE / BUSQUEDA EJEC G / PARAR BLOQUE / BUSQUEDAAUTOMATICA. Tras esto, pulsando [MARCHA] se iniciará la ejecución del programa desde la líneaen la que se interrumpió la ejecución.
Además, también es posible posicionar el cursor unas líneas antes en el programa para empezarla ejecución desde un punto anterior.
Si no se interrumpe el programa en ningún momento y el programa finaliza correctamente, la softkey[REANUDAR EJECUCION] no aparecerá. Esta softkey únicamente aparece en el explorador.
Ejemplo:
En el siguiente ejemplo, la herramienta T5 se rompe durante el mecanizado del bloque N500. Eloperario para el mecanizado y cambia la herramienta.
Tras hacer esto, selecciona el bloque número 12 para continuar el mecanizado en el punto dondelo interrumpió haciendo lo siguiente: AUTO / SELECCION BLOQUE / BUSQUEDA EJEC GMST/ PARAR BLOQUE / BUSQUEDA AUTOMATICA / NUMERO LINEA.
Al pulsar [MARCHA], el cambiador de herramientas cambia las herramientas T1, T2, T3, T4 y T5.Esto supone una gran pérdida de tiempo, ya que con poner únicamente la herramienta T5 seríasuficiente.
Utilizando la softkey [REANUDAR EJECUCION], el CNC automáticamente se situará en el puntodonde se interrumpió la ejecución del programa sin hacer ningún cambio de herramienta, por loque no habrá pérdidas de tiempo innecesarias.
Programa del ejemplo:
G90G01F5000G51E0.01T1N100 G01X-100Y-100 T2N200 G01X-200Y-200 T3N300 G01X-300Y-300 T4N400 G01X-350Y-350 N410 G01X-400Y-400 T5N500 G01X-500Y-500 T6N600 G01X-600Y-600 T7N700 G01X-700Y-700 T8N800 G01X-800Y-800N810 X-850Y-850 M30
·32·
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.4X
6 Parámetro M en la instrucción G51
La ejecución de programas formados por bloques con desplazamientos muy pequeños (CAM,digitalización, etc.) pueden tender a ralentizarse. La función look-ahead (G51) permite alcanzar unavelocidad de mecanizado alta en la ejecución de dichos programas. Esta función permite obtenerun mecanizado suave y rápido en programas con desplazamientos muy pequeños, incluso delorden de micras.
El parámetro máquina general LOOKATYP (P160) permite elegir entre 3 modos de funcionamientopara la función look-ahead (G51): algoritmo avanzado, algoritmo con control de jerk y algoritmoestándar.
Dependiendo de la pieza que se está mecanizando, y de la precisión, acabado y velocidad que senecesite, puede ser mejor un algoritmo que otro. El nuevo parámetro M de la instrucción G51,dispone de tres valores (1, 2 y 3) que permiten seleccionar el algoritmo deseado.
Se pueden dar los siguientes casos:
• Si se programa G51, el algoritmo de look-ahead utilizado será el indicado en el parámetromáquina general LOOKATYP (P160).
• Si se programa G51 M1, el algoritmo de look-ahead utilizado será el indicado en el parámetromáquina general LKTYPM1 (P198).
• Si se programa G51 M2, el algoritmo de look-ahead utilizado será el indicado en el parámetromáquina general LKTYPM2 (P199).
• Si se programa G51 M3, el algoritmo de look-ahead utilizado será el indicado en el parámetromáquina general LKTYPM3 (P200).
Nuevos parámetros máquina generales
Los nuevos parámetros máquina generales LKTYPM1 (P198), LKTYPM2 (P199) y LKTYPM3(P200) disponen de 16 bits que se contarán de derecha a izquierda, y su significado será el mismoque el del parámetro máquina general LOOKATYP (P160).
Los valores por defecto de los parámetros máquina generales LOOKATYP (P160), LKTYPM1(P198), LKTYPM2 (P199) y LKTYPM3 (P200) son los siguientes:
7 Nueva variable PRGTXT
La nueva variable PRGTXT permite leer el nombre del programa que se está ejecutando en esemomento. Esta variable es de lectura desde CNC y DNC.
Parámetro Valor por defecto Algoritmo
LOOKATYP (P160) 1 1 0 1 0 0 0 0 0 0 0 0 0 0 0 0 Algoritmo avanzado
LKTYPM1 (P198) 1 1 0 1 0 0 0 0 0 0 0 0 0 0 0 0 Algoritmo avanzado
LKTYPM2 (P199) 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Algoritmo estándar
LKTYPM3 (P200) 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 Algoritmo con control de jerk
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.4X
·33·
8 Comunicación del CNC con un dispositivo a través del bus CANopen
A partir de esta versión, es posible realizar la comunicación entre el CNC y un dispositivo CANopen.Para hacerlo, se deberá conectar el dispositivo deseado a las I/Os del bus CAN.
La dirección del nodo del dispositivo deberá definirse en los parámetros del PLC IOCANID1(P89)...IOCANID4 (P93). Si ya hay algún módulo de I/Os CAN definido en estos parámetros, noserá necesario definirlo.
El número de entradas (ICAN), salidas (OCAN), entradas analógicas (IANALOG), salidasanalógicas (OANALOG), PT100 (PT100) asociados a este nodo en los parámetros de PLC debenser 0.
Variables de lectura y escritura desde CNC
Se dispone de 4 nuevas variables de lectura y escritura desde CNC. Estas variables tienen accesode lectura y escritura desde el programa pieza del CNC. No tendrán acceso desde PLC ni desdeDNC.
Si se da algún error durante la lectura/escritura de alguna de estas variables, el CNC mostrará elerror correspondiente.
COVARF nodeNumber canVarId
Da acceso a una variable de tipo float.
COVARL nodeNumber canVarId
Da acceso a una variable de tipo long.
COVARW nodeNumber canVarId
Da acceso a una variable de tipo word.
COVARB nodeNumber canVarId
Da acceso a una variable de tipo byte.
Utilización de las variables
(P100 = COVARL 1 $1000); Lee la variable cuya dirección CANopen es 1000 (en hexadecimal) de el nodo 1.
(COVARL 1 $1000 = P1); Escribe el valor de P1 en la variable cuya dirección CANopen es 1000 (en hexadecimal) en el nodo 1.
Si se quiere acceder al subindice, se deberá programar de la siguiente manera:(P100 = COVARL 1 $31000); Lee la dirección CANopen 1000 subindice 3.
Limitaciones
No habrá comunicación a través del canal síncrono.
No se permite programar RXPDO, TXPDO.
No hay requerimientos de tiempo en la lectura/escritura de las variables.
No se dispone de ningún mecanismo de control de presencia sobre el dispositivo CANopen paradetectar si está conectado o desconectado.
9 Valor de la variable PANDRAW para identificar la pantalla PCALL
La variable PANDRAW indica el número de la pantalla creada por el usuario o fabricante, que seestá consultando. En el caso de estar en la pantalla PCALL, la variable PANDRAW tendrá valor 257.Esta variable es de lectura desde CNC, DNC y PLC.
Aunque se pulse ESC (para a continuación pulsar MARCHA y ejecutar el ciclo) y el foco cambie,el número de pantalla permanece.
·34·
Nuevas prestaciones
CNC 8055CNC 8055i
MODELO ·M·SOFT: V02.4X
10 Reguladores BCSD con encoder de 23 bit
A partir de esta versión se pueden conectar al CNC los nuevos reguladores BCSD con encodersde 23 bit.
Para poder trabajar con estos reguladores, poner el parámetro máquina de eje NPULSES (P8) =2e21. A partir de esta versión, el valor máximo del parámetro máquina de eje NPULSES (P8) seráde 2e23.
Parámetro máquina de eje NPULSES (P8)
Indica el número de impulsos que proporciona el encóder rotativo por vuelta. Si se utiliza un encóderlineal se deberá introducir el valor 0.
11 Nuevas variables de progreso y tiempo restante de mecanizado
Se dispone de las siguientes variables que indican el progreso de mecanizado y el tiempo demecanizado restante. Estas variables son solo de lectura de CNC, DNC y PLC.
CYTIMERATE:
Indica el porcentaje del progreso del mecanizado entre 0 y 100%.
CYTIMEEND:
Indica el tiempo que falta para terminar el mecanizado en proceso en centésimas de segundo.
Valores posibles
Números enteros entre 0 y 2e23.
Valor por defecto: 1250
Nuevas prestaciones
CNC 8055CNC 8055i
·35·
·36·
Nuevas prestaciones
CNC 8055CNC 8055i

Fagor Automation S. Coop.Bº San Andrés, 19 - Apdo. 144E-20500 Arrasate-Mondragón, SpainTel: +34 943 039 800Fax: +34 943 791 712E-mail: [email protected]
FAGOR AUTOMATION