ciateq, a. c. centro de tecnología avanzada dirección de
TRANSCRIPT

CIATEQ, A. C. Centro de Tecnología Avanzada Dirección de Posgrado
Método para pintar internamente artículos huecos de geometría irregular de vidrio
TESIS QUE PRESENTA
Ing. Guillermo Perales Aldaco Asesor: Dr. Luis Edmundo Lugo Uribe
Para obtener el grado de
Maestro en Manufactura avanzada
Toluca, Estado de México enero 2021

Posgrado CIATEQ, A.C.
i
CARTA DE LIBERACIÓN DEL ASESOR
Posgrado CIATEQ, A.C.
ii
CARTA DE LIBERACIÓN DEL REVISOR

Posgrado CIATEQ, A.C.
iii
DEDICATORIA
A la vida por darme la oportunidad de realizarme como ser humano.
A mis padres por darme la educación y carácter para trascender.
A mi esposa por sus consejos y apoyo incondicional para formar una familia de
digna calidad humana.
A mis hijas por ser mi motor para conquistar los miedos de la vida.

Posgrado CIATEQ, A.C.
iv
AGRADECIMIENTOS
Al CIATEQ que me dio la oportunidad de entrar al mundo de conocimiento y
haberme otorgado infinidad de oportunidades para el desarrollo de mis
habilidades y experiencia.
A mi Asesor por su paciencia y guía para la realización del planteamiento de mi
razón de investigación y desarrollo de un trabajo de trascendencia.
* * *
Posgrado CIATEQ, A.C.
v
RESUMEN
En la industria de manufactura los envases de vidrio, estos en su mayoría son de
geometrías irregulares y dada su apreciación estética, capacidad útil y su proceso
de manufactura, dichas características destacan la utilidad del contenedor.
Muchos envases destinados a la industria del vidrio son pintados por su superficie
interna, cuidando la uniformidad del recubrimiento en las paredes sin alterar la
apariencia y cumpliendo la calidad requerida. Los métodos para pintar la
superficie interna de un envase de vidrio se basan en la aplicación de
composiciones de un recubrimiento cerámico de baja fusión en fase líquida
mediante pulverización homogénea, haciendo uso de un manipulador de ejes
cartesiano que pueda introducir una boquilla de aplicación en el interior del
envase. El presente trabajo plantea una metodología en la que se realiza el
modelado y simulación del proceso de recubrimiento libre de metales pesados con
aplicación homogénea cumpliendo con protocolos de pruebas de resistencia
mecánica y química para la preservación del producto decorado final. La
implementación de un manipulador de ejes cartesiano con servocontrol y
dosificación proporcional del recubrimiento mejoran el método de recubrimiento
de cuerpos irregulares de vidrio. La selección, evaluación, parametrización y
valoración del método, se resuelve con la implementación de un manipulador de
ejes cartesiano reprogramable y la dosificación proporcional de un recubrimiento
con aplicación homogénea en el envase de vidrio hueco irregular cumpliendo los
criterios de calidad y funcionalidad del producto terminado con presentación
atractiva.
Palabras clave: Recubrimiento cerámico, Baja fusión, Manipulador de ejes
cartesiano, Servocontrol, Dosificación proporcional.

Posgrado CIATEQ, A.C.
vi
ABSTRACT
In the manufacturing industry, glass containers are mostly of irregular geometries
and given their aesthetic appreciation, useful capacity, and their manufacturing
process, these characteristics highlight the usefulness of the container. Many
containers destined for the glass industry are painted on their internal surface, taking
care of the uniformity of the coating on the walls without altering the appearance
and meeting the required quality. The methods for painting the internal surface of a
glass container are based on the application of compositions of a low-melting
ceramic coating in the liquid phase by homogeneous spraying, making use of a
Cartesian axis manipulator that can introduce an application nozzle into the inside
the container. The present work proposes a methodology in which the modeling
and simulation of the heavy metal-free coating process is carried out with
homogeneous application, complying with mechanical and chemical resistance
testing protocols for the preservation of the final decorated product. The
implementation of a Cartesian axis manipulator with servo control and proportional
coating dosage improves the coating method for irregular glass bodies. The
selection, evaluation, parameterization and evaluation of the method is resolved
with the implementation of a reprogrammable Cartesian axis manipulator and the
proportional dosage of a coating with homogeneous application in the irregular
hollow glass container, meeting the quality and functionality criteria of the finished
product. with attractive presentation.
Keywords: Ceramic coating, Low fusion, Cartesian axis manipulator, Servo control,
Proportional dosage.
Posgrado CIATEQ, A.C.
vii
ÍNDICE DE CONTENIDO
RESUMEN ................................................................................................................................ v
ABSTRACT ............................................................................................................................. vi
ÍNDICE DE CONTENIDO...................................................................................................... vii
ÍNDICE DE FIGURAS ..............................................................................................................ix
ÍNDICE DE TABLAS ................................................................................................................. x
GLOSARIO .............................................................................................................................xi
1. INTRODUCCIÓN ................................................................................................................ 1
1.1. ANTECEDENTES ........................................................................................................... 1
1.2. DEFINICIÓN DEL PROBLEMA ..................................................................................... 3
1.3. JUSTIFICACIÓN ........................................................................................................... 3
1.4. OBJETIVOS .................................................................................................................. 4
1.4.1. Objetivo general ................................................................................................. 4
1.4.2. Objetivos específicos ......................................................................................... 4
1.5. HIPÓTESIS ..................................................................................................................... 4
2. MARCO TEÓRICO ............................................................................................................. 6
2.1. TIPOS DE RECUBRIMIENTOS PARA VIDRIO ............................................................... 6
2.2. PROCESOS DE APLICACIÓN DE RECUBRIMIENTOS PARA VIDRIO ....................... 6
2.3. SISTEMAS DE APLICACIÓN CARTESIANOS .......................................................... 7
3. PROCEDIMIENTO .............................................................................................................. 8
3.1. MÉTODO PARA EL ANÁLISIS DEL EFECTO DE RECUBRIMIENTOS LIBRES DE METALES PESADOS SOBRE LA RESISTENCIA MECÁNICA Y QUÍMICA DE LA PINTURA INTERNA ............................................................................................................................ 10
3.1.1 Preoperativos de experimento ........................................................................ 11
3.1.2 Equipo de aplicación ....................................................................................... 11
3.1.3 Recubrimientos seleccionados libres de metales pesados ........................ 13
3.1.4. Coeficiente de expansión ............................................................................... 14
3.1.5. Ensayo de adhesión mecánica y resistencia química ............................... 15
3.2. MODELAMIENTO Y SIMULACIÓN DEL PROCESO DE PINTADO INTERNO PARA OPTIMIZACIÓN DE LAS CONDICIONES DE OPERACIÓN ............................................ 17
3.2.1 Análisis de flujo de producción ....................................................................... 18
3.2.2 Simulación del proceso en un modelo discreto ........................................... 19
3.2.3 Modelo de proceso .......................................................................................... 20
Posgrado CIATEQ, A.C.
viii
3.3 DISEÑO E IMPLEMENTACIÓN DE UN MANIPULADOR DE EJES CARTESIANO REPROGRAMABLE PARA CONTROL DE LA DOSIFICACIÓN Y APLICACIÓN HOMOGÉNEA DE RECUBRIMIENTO ............................................................................... 22
3.3.1 Diseño mecánico y seguridad ........................................................................ 22
3.3.2 Servo control y dosificación proporcional ..................................................... 24
3.3.3 Dimensionamiento de espesor mediante calibrador AGR modelo MBT 7200xt ............................................................................................................................ 28
3.3.4 Dimensionamiento de espesor mediante microscopio electrónico de barrido .......................................................................................................................... 28
4. ANÁLISIS Y PRESENTACION DE RESULTADOS ............................................................... 30
4.1. RESULTADOS DE ANÁLISIS DE METALES PESADOS ................................................ 30
4.2. RESULTADOS DE ANÁLISIS DE COEFICIENTE DE EXPANSIÓN ............................... 32
4.3 RESULTADOS DE PRUEBAS DE LABORATORIO REFERIDAS DE ASTM PARA RECUBRIMIENTOS ............................................................................................................ 35
4.4 SIMULACIÓN Y MODELAMIENTO DEL PROCESO DE PINTADO INTERNO PARA OPTIMIZACIÓN DE LAS CONDICIONES DE OPERACIÓN ............................................ 36
4.5 ANÁLISIS DEL MODELO DE PROCESO DE PINTADO DE ENVASES ....................... 38
4.6 ANÁLISIS DE RESULTADOS DE DISEÑO E IMPLEMENTACIÓN DE UN MANIPULADOR DE EJES CARTESIANO PROGRAMABLE PARA EL CONTROL DE LA DOSIFICACIÓN Y APLICACIÓN HOMOGÉNEA DEL RECUBRIMIENTO ...................... 39
RECOMENDACIONES ......................................................................................................... 44
APORTACIÓN DE LA TESIS .................................................................................................. 46
APORTACIÓN SOCIAL DE LA TESIS ................................................................................... 47
Referencias ......................................................................................................................... 48
ANEXOS................................................................................................................................ 50

Posgrado CIATEQ, A.C.
ix
ÍNDICE DE FIGURAS
Figura 1. Comparativo de temperaturas de curado de materiales cerámicos de
baja fusión ............................................................................................................................. 9
Figura 2. Configuración de robot cartesiano XYZ ......................................................... 11
Figura 3. Dispositivo de sujeción de envase……………………………………………….12
Figura 4. Flujo artesal de proceso de pintado…………………………………………….18
Figura 5. Máquina prototipo de aplicación de pintura…………………………………21
Figura 6. Modelo de proceso de pintado optimizado…………………………………..21
Figura 7. Elementos de seguridad de sistema eléctrico………………………………...23
Figura 8. Diseño de robot cartesiano con dosificador neumático……………………23
Figura 9. Sistema de alimentación automático…………………………………………..25
Figura 10. Diagrama de conexión de control de servomotores con enconder incrementales……………………………………………………………………………………25
Figura 11. Válvula reguladora proporcional modelo VPPM……………………………26
Figura 12. Estructura de un circuito de regulación……………………………………….27
Figura 13. EDS representativo del recubrimiento analizado a 30 KeV ………………...30
Figura 14. Grafica Coeficiente de expansión de universo de muestras estudiada.33
Figura 15. Coeficiente de expansión lineal muestras que se rompen………………..33
Figura 16. Muestra aplicada sin daño por dilatación térmica…………………………..34
Figura 17. Gráfica coeficiente de expansión a temperatura ambiente ……………..34
Figura 18. Pruebas de laboratorio resistencia del recubrimiento vitrificado …………35
Figura 19. Voltajes de entrada y a la salida de un generador de rampa …………….39
Figura 20. Espesor en microscopio electrónico de barrido ……………………………...41
Figura 21. Comparativo de composición de materiales de contenidos……………..43
Posgrado CIATEQ, A.C.
x
ÍNDICE DE TABLAS
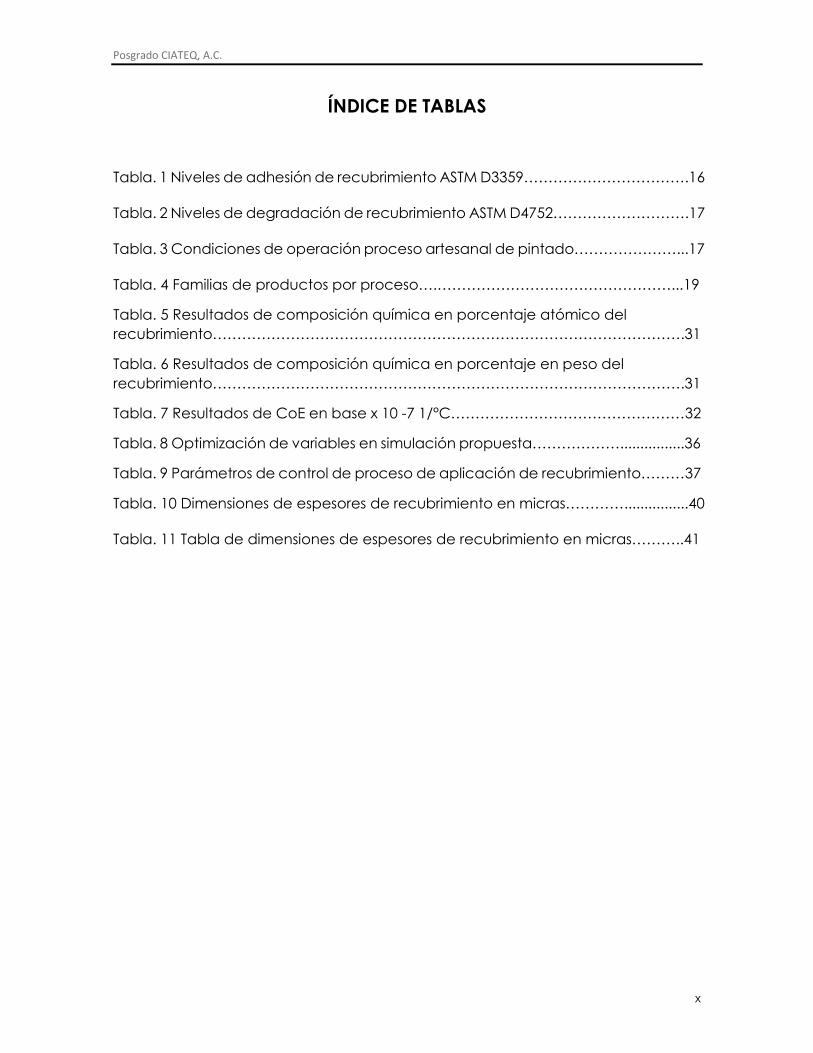
Tabla. 1 Niveles de adhesión de recubrimiento ASTM D3359…………………………….16
Tabla. 2 Niveles de degradación de recubrimiento ASTM D4752……………………….17
Tabla. 3 Condiciones de operación proceso artesanal de pintado…………………...17
Tabla. 4 Familias de productos por proceso….…………………………………………...19
Tabla. 5 Resultados de composición química en porcentaje atómico del recubrimiento…………………………………………………………………………………….31
Tabla. 6 Resultados de composición química en porcentaje en peso del recubrimiento…………………………………………………………………………………….31
Tabla. 7 Resultados de CoE en base x 10 -7 1/°C…………………………………………32
Tabla. 8 Optimización de variables en simulación propuesta………………................36
Tabla. 9 Parámetros de control de proceso de aplicación de recubrimiento………37
Tabla. 10 Dimensiones de espesores de recubrimiento en micras…………................40
Tabla. 11 Tabla de dimensiones de espesores de recubrimiento en micras………..41
Posgrado CIATEQ, A.C.
xi
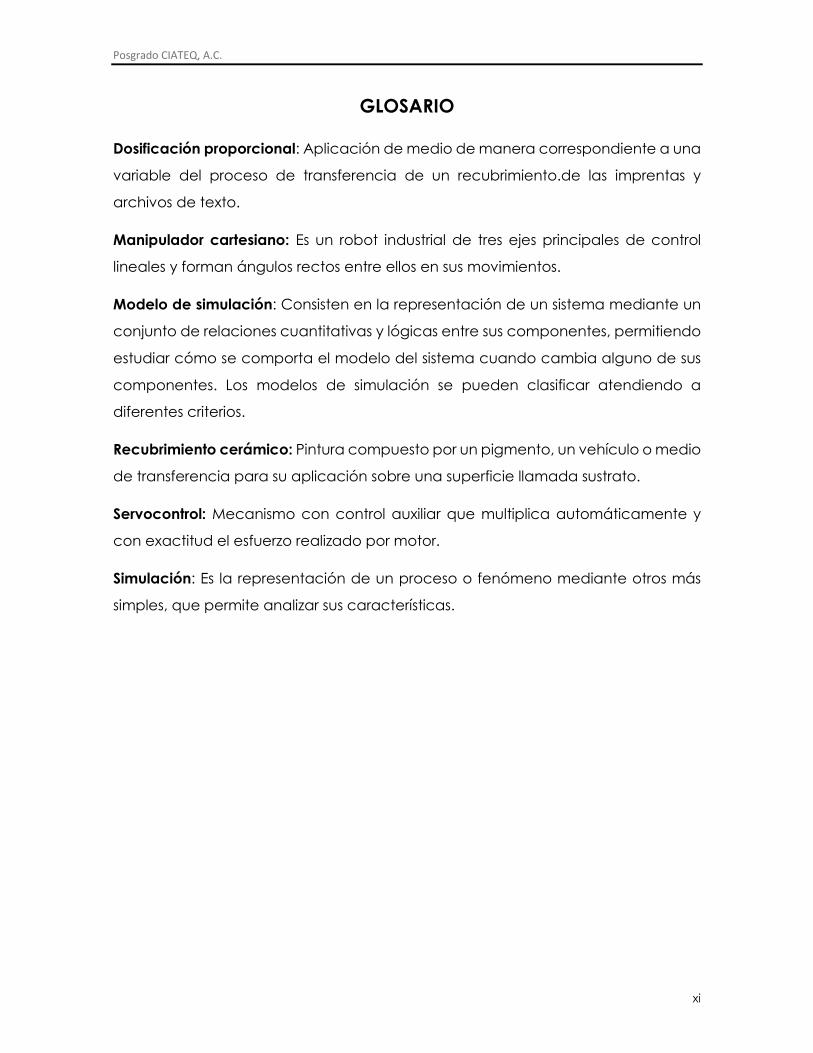
GLOSARIO
Dosificación proporcional: Aplicación de medio de manera correspondiente a una
variable del proceso de transferencia de un recubrimiento.de las imprentas y
archivos de texto.
Manipulador cartesiano: Es un robot industrial de tres ejes principales de control
lineales y forman ángulos rectos entre ellos en sus movimientos.
Modelo de simulación: Consisten en la representación de un sistema mediante un
conjunto de relaciones cuantitativas y lógicas entre sus componentes, permitiendo
estudiar cómo se comporta el modelo del sistema cuando cambia alguno de sus
componentes. Los modelos de simulación se pueden clasificar atendiendo a
diferentes criterios.
Recubrimiento cerámico: Pintura compuesto por un pigmento, un vehículo o medio
de transferencia para su aplicación sobre una superficie llamada sustrato.
Servocontrol: Mecanismo con control auxiliar que multiplica automáticamente y
con exactitud el esfuerzo realizado por motor.
Simulación: Es la representación de un proceso o fenómeno mediante otros más
simples, que permite analizar sus características.
Posgrado CIATEQ, A.C.
1
1. INTRODUCCIÓN
En el sector de cosméticos, fragancias y tocador, se tiene un gran reto en la
decoración de contenedores de vidrio, dada su complejidad y la gran demanda
de las marcas de prestigio en el mercado que han colocado como tendencia,
envases con decorados interiores para distinguir su producto de la competencia.
El aspecto estético de un envase puede tener un impacto considerable en las
opciones de compra del consumidor del producto.
1.1. ANTECEDENTES
El reto es tener un método estandarizado y automatizado para pintar internamente
contenedores o envases de vidrio, reduciendo el tiempo de ciclo de aplicación,
con un recubrimiento uniforme y con materias primas libres de metales pesados
que sea capaz de cubrir una demanda de manera competitiva en el mercado.
Dicho método considera obtener productos estéticos, innovadores con
características conservadas en el cumplimiento de la normatividad aplicable en
materiales tóxicos.
Lo que se busca es que mediante la selección de materiales, diseño, simulación y
prototipado del proceso de pintado interno se optimice a un método automático
para el pintado interno de envases de vidrio para el sector de cosméticos en la
industria de artículos de belleza.
Ya se conocen técnicas y diversos métodos para decorar la superficie interna de
un envase de vidrio o de cualquier otro material transparente o translúcido. Algunos
de los métodos para la decoración interna de envases se basan en la aplicación
de composiciones de un revestimiento en fase líquida mediante pulverización y un
artefacto cartesiano que pueda introducir una boquilla de aplicación al interior del
envase en geometría regulares o cilíndricas.
Posgrado CIATEQ, A.C.
2
El empleo de un artefacto de ejes cartesianos neumático dedicado al
posicionamiento del dosificador de recubrimiento en el interior del objeto a pintar
como se menciona en algunos estudios.
Un Método y una Máquina para revestir la superficie interna de un cuerpo
hueco destinado a recibir un producto de naturaleza alimentaria, farmacéutica
y/o cosmética como perfumes. El método consiste en colocar un cuerpo hueco
sobre un soporte giratorio. Una sustancia de revestimiento se pulveriza sobre una
superficie del cuerpo hueco utilizando un dispositivo de pulverización. El soporte
giratorio tiene un movimiento de rotación a una velocidad que varía en función
de la distancia entre dicho dispositivo de pulverización y dicha superficie. El
dispositivo de pulverización comprende una boquilla de pulverización
adaptada para moverse con un movimiento de rotación y/o traslación con una
velocidad de movimiento variable. (Francia Patente nº EP2438994, 2011).
Un método para recubrir internamente un cuerpo de vidrio hueco que
comprende las etapas de: aplicar en por lo menos una superficie interna de
dicho cuerpo hueco por lo menos una composición de recubrimiento en forma
de dispersión líquida que comprende por lo menos una frita de vidrio y en por
lo menos un agente dispersante polimérico; someter dicha superficie interna
que comprende dicha composición de recubrimiento a un tratamiento térmico,
con el fin de obtener una capa de recubrimiento. (México Patente nº
MX2015009824A, 2015)
Además, la forma de aplicación de la pintura deberá ajustarse a la geometría de
los envases que en muchos casos es de forma irregular. Se describirá el método
para pintar internamente envases o recipientes de vidrio hueco con geometrías
irregulares con una aplicación servocontrolada, proporcional y preservando el
estado físico de los contenedores.
Posgrado CIATEQ, A.C.
3
La siguiente investigación se basa en la selección de material por medio del
método de Ashby (M, 1992) y la selección de equipamiento de servocontrol para
desplazamientos y control neumático de la aplicación.
1.2. DEFINICIÓN DEL PROBLEMA
Optimizar el método de manufactura, con aplicación de recubrimiento uniforme
en espesor de 0.03mm ± 0.02mm, como lo recomiendan algunos fabricantes de
pigmentos cerámicos teniendo una capa de recubrimiento de entre 20 y 30 micras
sobre la superficie interna del envase hueco de vidrio, empleando materias primas
libres de metales pesados y cumpliendo las Normas de prueba de laboratorio para
la resistencia mecánica de adhesión D3359-95 (ASTM, 2010) y química con acetona
grado reactivo D4752-10 (ASTM, 2015).
1.3. JUSTIFICACIÓN
La optimización del método actual propone pintar internamente envases de vidrio,
de acuerdo con las etapas siguientes enlistadas abajo y como lo muestra la
disposición del proceso en comparación de proceso artesanal actual en la Figura
1.
Etapas:
A. Precalentamiento, al menos un envase o recipiente de vidrio.
B. Colocar al menos un envase en coincidencia con un dispositivo de
posicionamiento, para aplicar pintura en el interior de la geometría.
C. Dosificación proporcional de pintura dentro del envase hueco irregular.
D. Transferir el envase recién pintado a un horno de secado
E. Transferir el envase a un horno de curado.
La solución entrega beneficios tales como:
• Promover la automatización dada la estandarización del método.
• Reducción de costos operativos.
• Preservar el estado físico del producto.
Posgrado CIATEQ, A.C.
4
1.4. OBJETIVOS
1.4.1. Objetivo general Diseñar un método para pintar internamente envases o recipientes de vidrio hueco
irregular mediante la aplicación de un esmalte cerámico por el método de
aspersión, que optimice el proceso haciéndolo flexible a diferentes tamaños de
envases de 2cm hasta 10cm de diámetro y de 2cm hasta 30cm de altura.
1.4.2. Objetivos específicos • Seleccionar materias primas de recubrimiento libre de metales pesados que
tengan resistencia mecánica y química que cumpla las normas de adhesión
ASTM D3359-95 y D4752-10.
• Diseñar un método para pintar internamente envases de vidrio huecos
irregulares optimizando el control de las variables del proceso: Posicionamiento
y dosificación de recubrimiento.
• Diseñar e implementar un robot cartesiano reprogramable con dosificación
proporcional que permita obtener una capa uniforme de recubrimiento en las
paredes del cuerpo a pintar 0.03mm ± 0.02mm.
1.5. HIPÓTESIS
Hipótesis 1: La aplicación de recubrimientos libres de metales pesados
(Environmental Protection Agency, 2006) no afectará el desempeño de la
resistencia mecánica y química de la pintura interna de frascos de vidrio de
acuerdo con la normatividad vigente.
D3359-95 para la prueba de Adhesión con cinta scotch.
D4752-10 para la prueba de Acetona.
Hipótesis 2: La aplicación de un método estandarizado que incluya el
modelamiento y simulación del proceso de pintado interno de contenedores o
envases de vidrio permitirá optimizar las condiciones de operación.

Posgrado CIATEQ, A.C.
5
Hipótesis 3: La implementación de un servocontrol en un manipulador de ejes
cartesiano reprogramable y en la dosificación proporcional del recubrimiento
resolverá la aplicación homogénea en el cuerpo de vidrio hueco irregular.
Posgrado CIATEQ, A.C.
6
2. MARCO TEÓRICO
2.1. TIPOS DE RECUBRIMIENTOS PARA VIDRIO
Para el recubrimiento de envases de vidrio ya sea por estética o protección existen
2 tipos de recubrimientos, orgánicos e inorgánicos, estos últimos son los
denominados cerámicos que se presentan en forma vítrica, mono o policristalina.
Estos materiales van acompañados de un vehículo a medio de transferencia de
acuerdo con su método de aplicación, por un lado, su capacidad de resistir al
calor y su resistencia al ataque químico se debe al fuerte enlace entre sus átomos
que les confiere un punto de fusión bajo, dureza y rigidez.
Estos pigmentos cerámicos son miscibles en agua dada su naturaleza inorgánica
ya que están constituidos por óxidos, sílices con bases de elementos de baja fusión
como parte de su clasificación de materiales cerámicos; Actualmente existen
recubrimientos cuya composición están presentes principalmente los siguientes
elementos como base de su formulación:
• Zinc
• Bismuto.
• Boro – Zinc
2.2. PROCESOS DE APLICACIÓN DE RECUBRIMIENTOS PARA VIDRIO
Para el proceso de aplicación de recubrimientos para envase de vidrio tipo II o
envases con formulación en base sílice existen 2 tipos principalmente son los
empleados en la industria de la cosmética y tocador, estos procesos son por
aplicación directa o indirecta.
La aplicación directa está constituida por dosificación mediante boquillas a pistolas
de aspreado o impresión serigráfica, ambas integradas por un pigmento y un
vehículo diferenciado principalmente por la viscosidad para su correcta
aplicación.
Posgrado CIATEQ, A.C.
7
La aplicación indirecta es por medio de etiquetas hidro adheribles y/o
tampografía, que son previamente impregnadas por el recubrimiento cerámico,
en el cual se utiliza un medio de transferencia para la aplicación del recubrimiento.
2.3. SISTEMAS DE APLICACIÓN CARTESIANOS
Existen 2 tipos de sistemas de aplicación y ajuste para la aplicación de
recubrimientos por aplicación directa por aspreado los cuales aprovechan la
configuración y el tipo de control que se tiene sobre los movimientos en donde de
encuentran las boquillas de aplicación y se denominan de la siguiente manera de
acuerdo con su número de ejes polares de movimiento:
• Reciprocante (movimiento en X o Y)
• Cartesianos (movimiento en XYZ)
En la actualidad, la integración de robots de más ejes de movimiento comienza a
ser empleada de manera más común dada su tecnología y sus costos más
accesibles para los procesos productivos de recubrimientos de envases de vidrio.
Posgrado CIATEQ, A.C.
8
3. PROCEDIMIENTO
El diseño del método para pintar envases de vidrio huecos irregulares con un
recubrimiento libre de metales pesados con resistencia mejorada nos lleva a
emplear recubrimientos cerámicos de baja fusión. Esto se debe a que materiales
que incluyen superaleaciones a base de Zinc, Bismuto o Boro Zinc inducidas por
sales fundidas en un el gas oxidante a temperaturas de 500° a 650° presentan lo
que se denomina "corrosión en caliente” (ITW, 1954).
La temperatura en el rango dentro del cual ocurre la corrosión en caliente
depende en gran medida de la química de los constituyentes, así como la
composición del vehículo utilizado como medio de transferencia del pigmento.
La selección de un material de recubrimiento de composición apropiada en forma
de pigmento debe considerar que la pulverización requiere de impartir suficiente
energía cinética y térmica para crear una partícula confinada de alta energía
corriente e impulsar las partículas energéticas hacia el sustrato usando alta presión.
Las partículas se deforman plásticamente al impactar con el sustrato o entre sí. En
parte debido a la energía del impacto, las partículas depositadas forman enlaces
cohesivos entre ellos y enlaces adhesivos con el sustrato. “Los pigmentos cerámicos
seleccionados …cumplen con estas características”. (Anatolie, 2001)
Por otra parte, a partir del 2009 está prohibida la adición intencional de plomo (Pb),
cadmio (Cd), mercurio (Hg) y cromo hexavalente (CrVI) en los recubrimientos para
vidrio en forma de esmaltes vítreos coloreados con un bajo punto de fusión, tal que
sean capaces de fundirse en la superficie de vidrio para formar una liga
permanente con este.
Se estableció en TPCH (Toxics in packaging Clearing House), en envases decorados
con pinturas cerámicas, no se consideran agregados intencionalmente los metales

Posgrado CIATEQ, A.C.
9
pesados si se restringen a un contenido menor de 100 ppm totales de metales
considerados como pesados con impacto significativo para la salud humana
(TPCH 2009). Para evitar el uso de pinturas libres de plomo y cadmio para vidrio
(cerámicas), “la solución es emplear pinturas base zinc”. (Shinkareva, 2004).
Además, este tipo de recubrimiento tiene la ventaja de que su comportamiento
de curado de baja fusión se realiza a temperaturas más bajas que en los
recubrimientos base plomo, tal como lo muestra la gráfica de la Figura 1.
Figura 1. Comparativo de temperaturas de curado de materiales cerámicos de baja fusión Laboratorio ID, Vitro, 2020
El diseño experimental consiste en evaluar tres tipos de esmaltes cerámicos base
zinc de baja fusión en la superficie del envase hueco irregular considerando que
“los coeficientes de expansión son similares a los del vidrio”, (Kataoka, 1972). De
acuerdo con este trabajo, el vidrio tipo S3, usado en este estudio, tiene una
composición Li0², Al²O³ y SiO² con coeficiente de expansión de (73 x 10 -7 °C-¹).
Los recubrimientos base Zinc presentan valores de coeficiente de expansión
térmica similar, como lo muestran los trabajos de (Bobkova, 2011) y (Yashchishin,
2001), lo que es importante para evitar esfuerzos en los materiales al ser vitrificados
con el envase de vidrio a una temperatura entre 500 - 600 °C durante 30 minutos.
Posgrado CIATEQ, A.C.
10
3.1. MÉTODO PARA EL ANÁLISIS DEL EFECTO DE RECUBRIMIENTOS LIBRES DE
METALES PESADOS SOBRE LA RESISTENCIA MECÁNICA Y QUÍMICA DE LA
PINTURA INTERNA
El presente estudio descriptivo analiza cómo es y cómo se realiza la aplicación de
un recubrimiento cerámico de baja fusión en artículos de vidrio para obtener un
método estandarizado y automatizado para pintar internamente contenedores o
envases de vidrio, reduciendo el tiempo ciclo de aplicación, con un espesor
uniforme y con materias primas libres de metales pesados.
En el diseño del experimento se realizan pruebas de aplicación de recubrimientos
para seleccionar el material óptimo para el proceso de pintado, así mismo se
realiza el diseño del método, selección de materiales y equipos requeridos para la
aplicación homogénea del recubrimiento con un espesor de 0.03mm ± 0.02mm.
Aplicar 3 diferentes esmaltes cerámicos (recubrimientos) en la superficie interna
irregular de envases de vidrio por medio de aspersión mecánica a 5 piezas de cada
formulación de acuerdo con los siguientes pasos:
• Seleccionar material de recubrimiento.
• Precalentar el cuerpo hueco irregular de vidrio a 100°C en horno de laboratorio
(mufla).
• Aplicar suficiente energía cinética para crear una partícula confinada de alta
energía corriente mediante una pistola de gravedad alto volumen baja
presión, HVLP alimentada por aire comprimido a 90 psi impulsando las
partículas hacia el sustrato.
• Secar el recubrimiento 200°C durante 30 minutos en horno de laboratorio.
• Vitrificar el recubrimiento a baja fusión 600°C durante 30 minutos en horno
continuo con extracción de humos.

Posgrado CIATEQ, A.C.
11
3.1.1 Preoperativos de experimento • Integrar perfectamente el esmalte en su envase usando una propela.
• Pesar 100 g de pigmento esmalte en pasta.
• Diluir la pasta agregando 30% en peso de agua sobre el esmalte.
• Integrar la mezcla con ayuda de un agitador a 6000 rpm hasta homogenizar
totalmente.
• Medir la viscosidad 18-20 segundos con una copa Ford número 4 de
acuerdo A D445 06. (ASTM, 1997) agregar la cantidad de agua suficiente
para realizar este ajuste.
• Dispositivo mecánico para la sujeción para contener el cuerpo hueco y
dispositivo de sujeción de boquilla de pulverización de pintura.
• Horno de laboratorio de recubrimiento de lana mineral.
3.1.2 Equipo de aplicación
Para tal objeto se propone el empleo de un robot cartesiano de 3 grados de
libertad (Barrientos, 1997). Con la configuración de la Figura 2. para realizar la
manipulación de una boquilla de 10 mm de diámetro para la aplicación del
recubrimiento de manera controlada para geometría del sustrato.
Figura 2. configuración de robot de robot cartesiano XYZ Fundamentos de la robotica,1997

Posgrado CIATEQ, A.C.
12
La prueba se considera el movimiento en cada uno de los 3 ejes de los grados de
libertad, la capacidad de carga máxima de 1kg y área de trabajo de 300 cm², la
repetibilidad de ± 0.01mm, la velocidad de los ejes de 100mm/min, el control y la
programación del robot industrial con un extremo pasivo que sirve como
sujetador de la boquilla de aplicación del recubrimiento.
El Sujetador mecánico acoplado a un motor que sujete el cuerpo hueco irregular
Figura. 3, que tenga la posibilidad de girar en el eje R de manera controlada en
sentido horario y antihorario que permita arrancar y parar con un botón de inicio
y paro respectivamente.
Figura 3. Dispositivo de sujeción de envase Laboratorio ID, Vitro, 2020

Posgrado CIATEQ, A.C.
13
3.1.3 Recubrimientos seleccionados libres de metales pesados Con el análisis de resistencia y con los criterios de falla y sus combinaciones como
lo plantea el método de Ashby se obtiene la propuesta de materiales libres en su
composición de metales pesados.
Los materiales cerámicos que son compuestos químicos constituidos por metales
y no metales (óxidos, nitruros, carburos, etc.) que incluyen minerales de arcilla,
cementos y vidrios. Se trata de materiales/minerales que son aislantes térmicos y
que a elevada temperatura y en ambientes agresivos, son más resistentes que los
metales y los polímeros.
Desde el punto de vista mecánico, son duras y ligeras pero frágiles. Los enlaces
interatómicos pueden ser de carácter iónico, o bien de carácter
predominantemente iónico con carácter parcial covalente. Las cerámicas se
pueden presentar en forma vítrea, monocristalina, policristalina o combinaciones
de algunas de ellas. Estos materiales tienen dos características importantes, por
un lado, su capacidad de resistir al calor y por otro, su resistencia al ataque
químico que son debidas sustancialmente a la fortaleza del enlace entre sus
átomos que les confiere un alto punto de fusión, dureza y rigidez.
En la selección de manera iterativa se debe considerar un recubrimiento con los
siguientes componentes:
• El pigmento: Que proporciona el color y opacidad deberá ser mineral.
• El vehículo: Que es el líquido que lleva en suspensión el pigmento y
favorece el rendimiento de la pintura y debe ser fluido entre 20 y 30
segundos medidos con copa Ford # 4 para tener aplicación por medio de
aspreado.
Se realizó un análisis a los materiales por Dispersión de energía por interacción con
un haz de electrones (EDS) (S. J. B. Reed., 2005), mediante un microscopio
electrónico de barrido termoiónico ESEM, Phillips variando el voltaje entre 10 a 30
Posgrado CIATEQ, A.C.
14
keV para su medición. Cuantitativo con margen de error de menos del 5% de
error.
Longitud de onda por dispersión de energía por interacción con un haz de
electrones (WDS) mediante un microscopio electrónico de barrido de emisión de
campo. Cuantitativo con margen de error de menos del 2% de error.
Espectrofotómetro de emisión óptico en un plasma de acoplamiento inductivo
(ICPOES). Cuantitativo con margen de menos del 1% de error.
3.1.4. Coeficiente de expansión El experimento comparativo simple del coeficiente de expansión analiza 3 tipos de
formulaciones libres de metales pesados, se compara el resultado del CoE lineal del
vidrio calizo (73 x 10 -7 °C-¹ ) con el recubrimiento.
Para evitar la rotura térmica del envase al vitrificarlo a una temperatura de 300°C
a 520°C durante 30 minutos, midiendo la dilatación lineal de la muestra con el
recubrimiento aplicado. La medición del CoE se realiza con un dilatómetro marca
Orton modelo 2010B con el método siguiente:
• Placa de vidrio con recubrimiento aplicado de 30 mm x 30 mm (área de 900
mm²).
• Temperatura inicial de 26°C.
• Temperatura final de 320°C - 520°C.
• El incremento de temperatura con una velocidad de calentamiento de 15
°C/min.
• El coeficiente de expansión lineal de los recubrimientos es:
σ₁= 75 x 10 -7 1/°C
σ₂= 80 x 10 -7 1/°C
σ₃= 95 x 10 -7 1/°C

Posgrado CIATEQ, A.C.
15
Teóricamente aplicando la formula del coeficiente de expansión superficial dado
el coeficiente de lineal del vidrio de 73 x 10 -7 1/°C, podemos determinar el
coeficiente de expansión lineal de cada material observando que la muestra de
vidrio no se rompa.
Las pruebas de expansión térmica a baja temperatura fueron realizadas con un
analizador termo-mecánico marca TA Instruments modelo Q400 en modo macro-
expansión. Se aplicó una fuerza de 0.2 N y se usó una rampa de calentamiento de
5 °C/min en el rango de 0 a 50 °C.
3.1.5. Ensayo de adhesión mecánica y resistencia química Una vez aplicadas las pruebas de recubrimiento en las 5 muestras se evaluará la
adhesión mecánica y resistencia química aplicable a recubrimientos de las normas
ASTM:
D3359-95 para la prueba de Adhesión con cinta scotch.
D4752-10 para la prueba de Acetona.
Método de prueba ASTM D3359-95.
• Rayar el recubrimiento o serigrafía con líneas horizontales y verticales
perpendiculares entre sí a una distancia aproximada de 1 a 2 mm entre
cada corte y con un largo de aproximadamente de 20 mm, el rayado es
tipo crosshatch o tipo gato.
• Se emplea rayador tipo lápiz de punta con dureza 6H.
• Se emplea cinta scotch 3M modelo 600.
• Limpiar y verificar el área cuadriculada, que no existan desprendimientos
entre los cortes y que el rayado no penetre la superficie del vidrio.
Posgrado CIATEQ, A.C.
16
• Al comenzar la prueba, retire aproximadamente 10 cm de la cinta y
desecharla. Corte luego 5 cm aproximadamente de cinta para realizar la
prueba o la cantidad que sea necesaria.
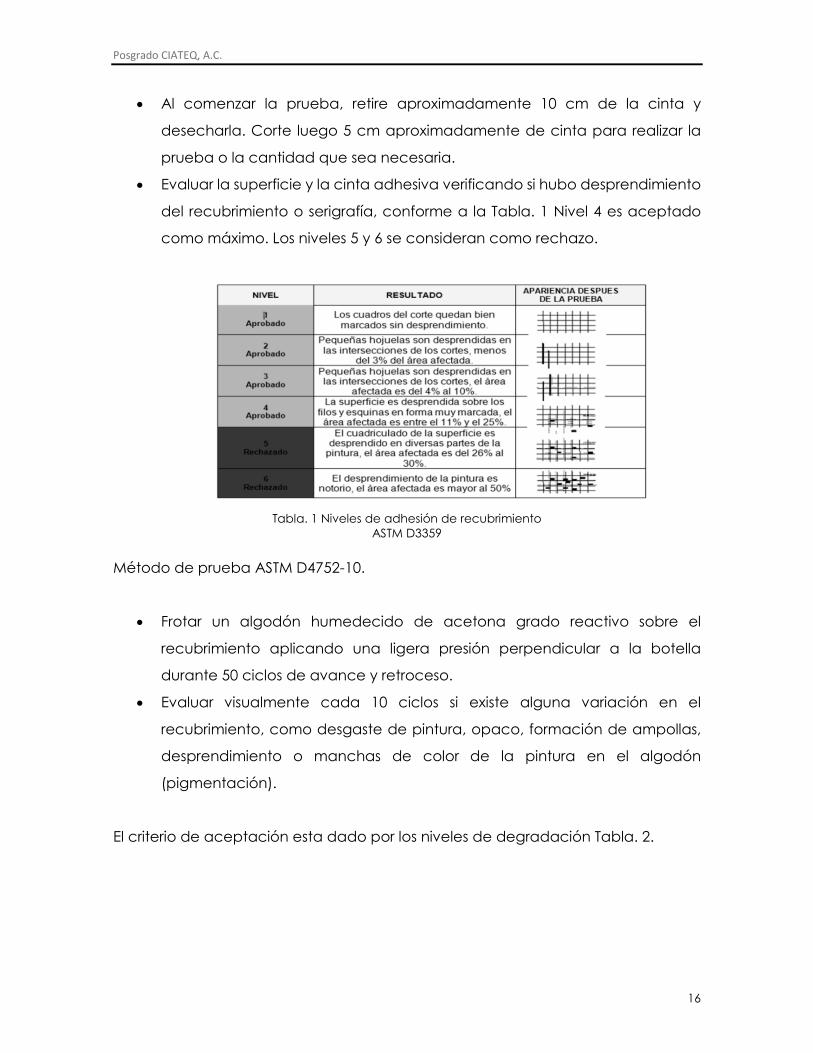
• Evaluar la superficie y la cinta adhesiva verificando si hubo desprendimiento
del recubrimiento o serigrafía, conforme a la Tabla. 1 Nivel 4 es aceptado
como máximo. Los niveles 5 y 6 se consideran como rechazo.
Tabla. 1 Niveles de adhesión de recubrimiento
ASTM D3359
Método de prueba ASTM D4752-10.
• Frotar un algodón humedecido de acetona grado reactivo sobre el
recubrimiento aplicando una ligera presión perpendicular a la botella
durante 50 ciclos de avance y retroceso.
• Evaluar visualmente cada 10 ciclos si existe alguna variación en el
recubrimiento, como desgaste de pintura, opaco, formación de ampollas,
desprendimiento o manchas de color de la pintura en el algodón
(pigmentación).
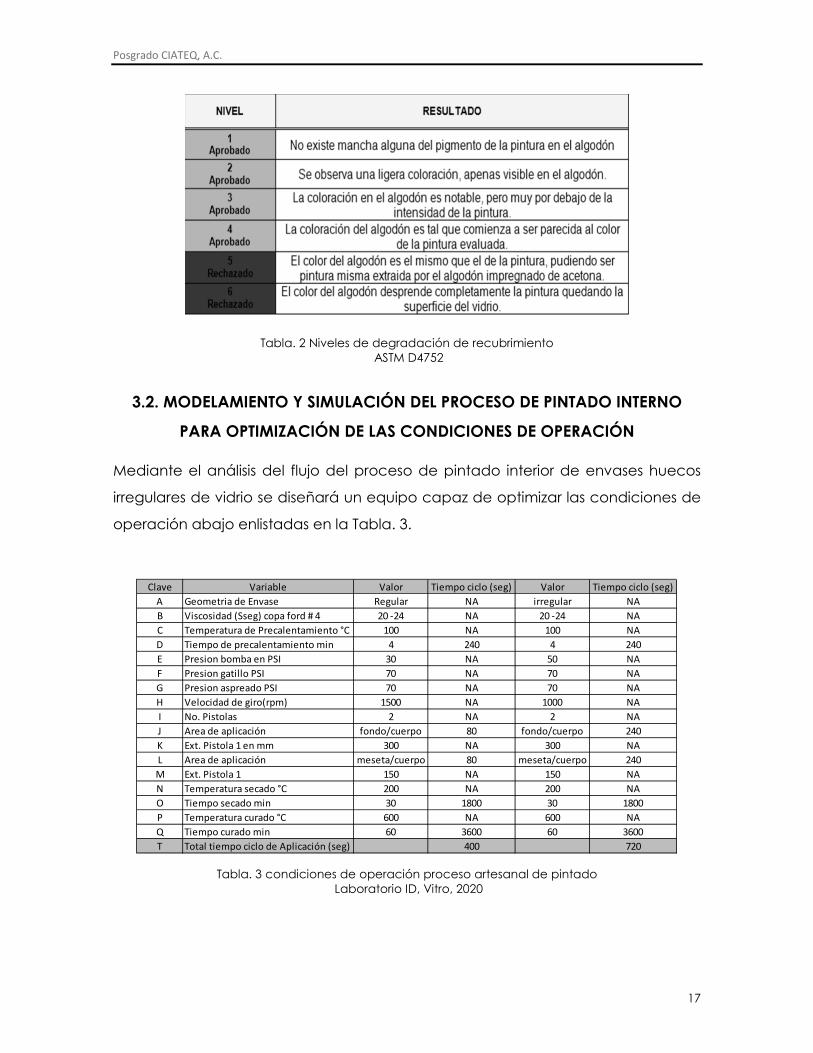
El criterio de aceptación esta dado por los niveles de degradación Tabla. 2.
Posgrado CIATEQ, A.C.
17
Tabla. 2 Niveles de degradación de recubrimiento ASTM D4752
3.2. MODELAMIENTO Y SIMULACIÓN DEL PROCESO DE PINTADO INTERNO
PARA OPTIMIZACIÓN DE LAS CONDICIONES DE OPERACIÓN
Mediante el análisis del flujo del proceso de pintado interior de envases huecos
irregulares de vidrio se diseñará un equipo capaz de optimizar las condiciones de
operación abajo enlistadas en la Tabla. 3.
Tabla. 3 condiciones de operación proceso artesanal de pintado Laboratorio ID, Vitro, 2020
Clave Variable Valor Tiempo ciclo (seg) Valor Tiempo ciclo (seg)A Geometria de Envase Regular NA irregular NAB Viscosidad (Sseg) copa ford # 4 20 -24 NA 20 -24 NAC Temperatura de Precalentamiento °C 100 NA 100 NAD Tiempo de precalentamiento min 4 240 4 240E Presion bomba en PSI 30 NA 50 NAF Presion gatillo PSI 70 NA 70 NAG Presion aspreado PSI 70 NA 70 NAH Velocidad de giro(rpm) 1500 NA 1000 NAI No. Pistolas 2 NA 2 NAJ Area de aplicación fondo/cuerpo 80 fondo/cuerpo 240K Ext. Pistola 1 en mm 300 NA 300 NAL Area de aplicación meseta/cuerpo 80 meseta/cuerpo 240M Ext. Pistola 1 150 NA 150 NAN Temperatura secado °C 200 NA 200 NAO Tiempo secado min 30 1800 30 1800P Temperatura curado °C 600 NA 600 NAQ Tiempo curado min 60 3600 60 3600T Total tiempo ciclo de Aplicación (seg) 400 720
Posgrado CIATEQ, A.C.
18
3.2.1 Análisis de flujo de producción Método:
a. Identificar y clasificar todos los recursos de producción, máquinas y
equipos.
b. Realizar el seguimiento del producto y todas las rutas que se siguen a un
grupo concreto.
c. Estudiar las posibilidades de rutas y la agrupación de las máquinas para
interpolar piezas en un sistema simplificado de flujo de materiales.
d. Estudiar las piezas excepcionales que no corresponden a la agrupación de los recursos productivos.
e. Validar el nuevo sistema de flujo de materiales.
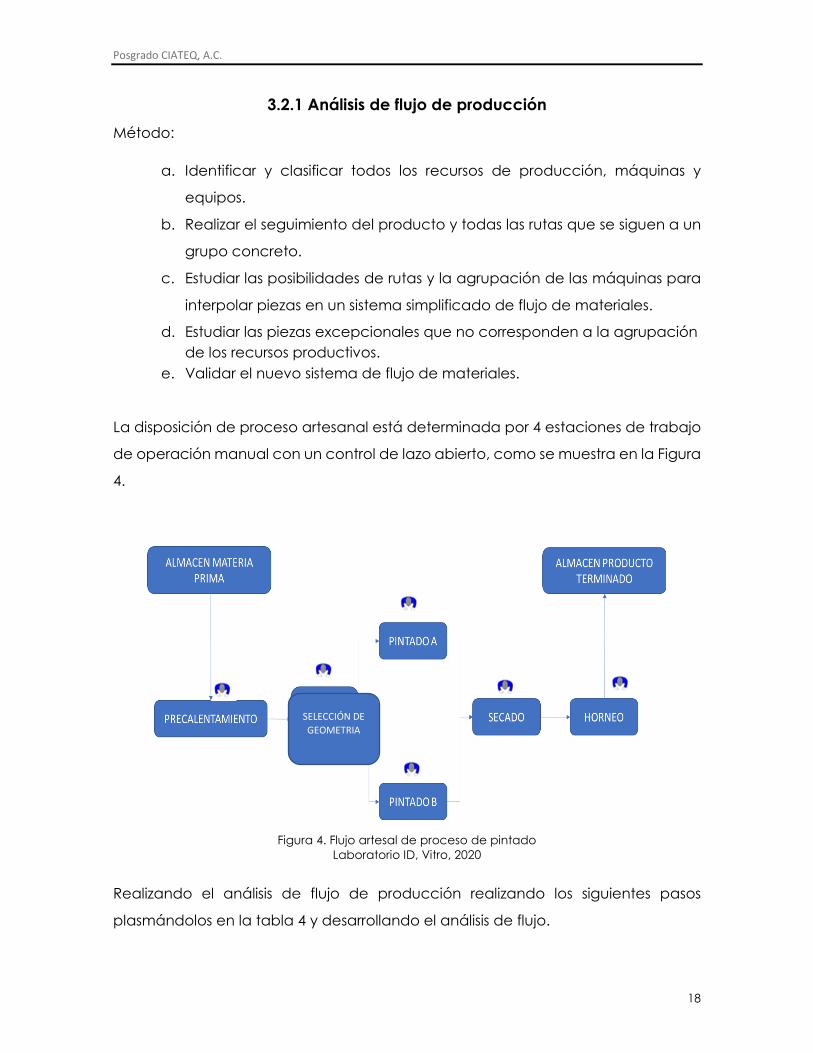
La disposición de proceso artesanal está determinada por 4 estaciones de trabajo
de operación manual con un control de lazo abierto, como se muestra en la Figura
4.
Figura 4. Flujo artesal de proceso de pintado Laboratorio ID, Vitro, 2020
Realizando el análisis de flujo de producción realizando los siguientes pasos
plasmándolos en la tabla 4 y desarrollando el análisis de flujo.
SELECCIÓN DE GEOMETRIA
Posgrado CIATEQ, A.C.
19
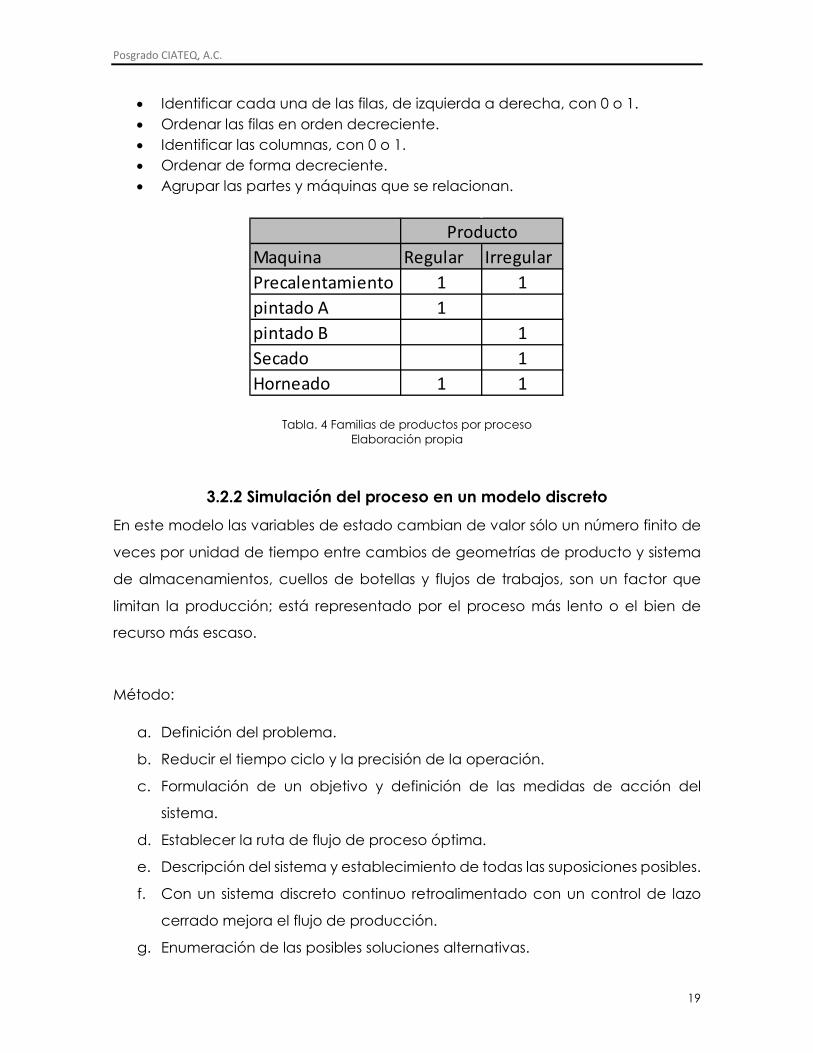
• Identificar cada una de las filas, de izquierda a derecha, con 0 o 1. • Ordenar las filas en orden decreciente. • Identificar las columnas, con 0 o 1. • Ordenar de forma decreciente. • Agrupar las partes y máquinas que se relacionan.
Tabla. 4 Familias de productos por proceso Elaboración propia
3.2.2 Simulación del proceso en un modelo discreto En este modelo las variables de estado cambian de valor sólo un número finito de
veces por unidad de tiempo entre cambios de geometrías de producto y sistema
de almacenamientos, cuellos de botellas y flujos de trabajos, son un factor que
limitan la producción; está representado por el proceso más lento o el bien de
recurso más escaso.
Método:
a. Definición del problema.
b. Reducir el tiempo ciclo y la precisión de la operación.
c. Formulación de un objetivo y definición de las medidas de acción del
sistema.
d. Establecer la ruta de flujo de proceso óptima.
e. Descripción del sistema y establecimiento de todas las suposiciones posibles.
f. Con un sistema discreto continuo retroalimentado con un control de lazo
cerrado mejora el flujo de producción.
g. Enumeración de las posibles soluciones alternativas.
Maquina Regular IrregularPrecalentamiento 1 1pintado A 1pintado B 1Secado 1Horneado 1 1
Producto
Posgrado CIATEQ, A.C.
20
h. Implementación de una celda de manufactura integrada.
i. Implementación de un sistema inteligente que asuma la mejor ruta de
proceso.
j. Automatizar estaciones de trabajo reduciendo tiempos de ciclo.
k. Diseño del modelo mecánico.
l. Se realiza el diseño mecánico de un equipo ergonómico autónomo para
realizar el proceso de pintado sin dependencia de operario.
m. Verificación y validación del modelo.
Experimentación de alternativas: simulación propiamente dicha de posibilidades y
búsqueda de la solución óptima.
3.2.3 Modelo de proceso Se plantea el uso de un sistema de producción discreto con un control de lazo
cerrado implementando un equipo manipulador cartesiano reprogramable con
alimentación y descarga automática de producto con selección de producto de
acuerdo con geometría de artículo.
Método:
a. Propuesta de flujo de proceso.
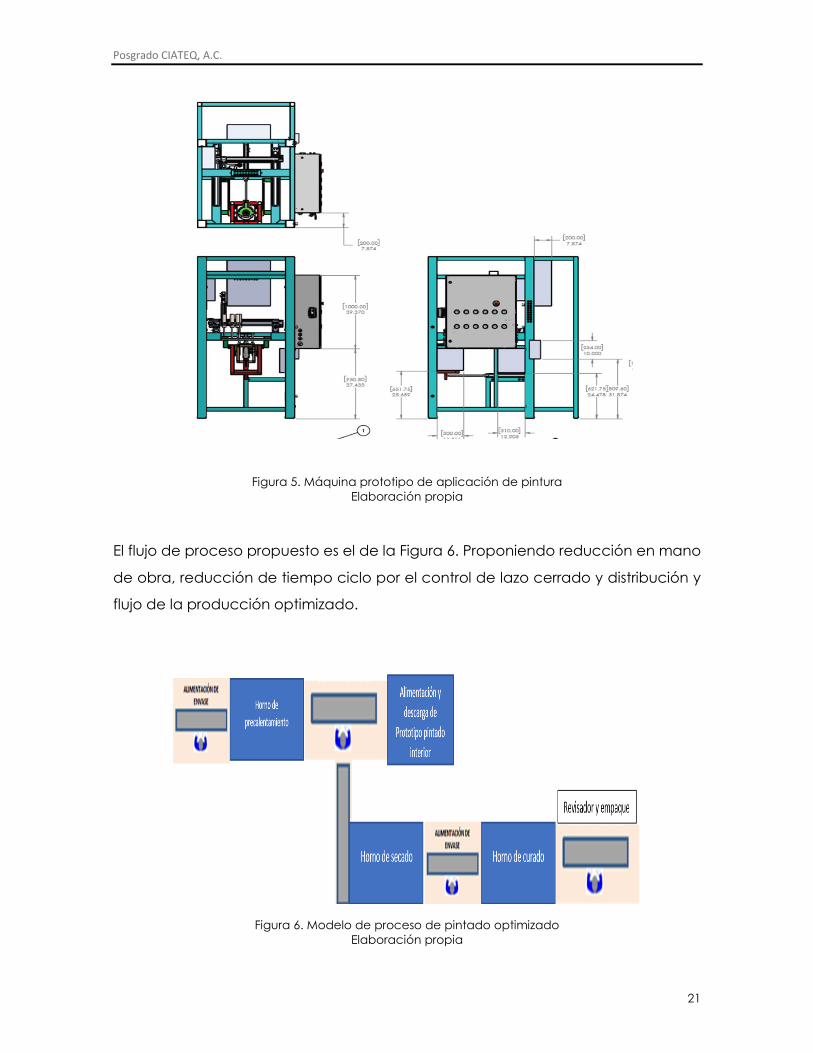
b. Realizar pruebas de funcionalidad en equipo prototipo Figura 5.
c. Realizar análisis de tiempos ciclo de operaciones propuestas.
d. Propuesta de modelo de proceso.
e. Validar flujo y modelo de proceso.
Posgrado CIATEQ, A.C.
21
Figura 5. Máquina prototipo de aplicación de pintura Elaboración propia
El flujo de proceso propuesto es el de la Figura 6. Proponiendo reducción en mano
de obra, reducción de tiempo ciclo por el control de lazo cerrado y distribución y
flujo de la producción optimizado.
Figura 6. Modelo de proceso de pintado optimizado Elaboración propia

Posgrado CIATEQ, A.C.
22
El flujo del modelo es de la siguiente manera:
Método
Selección automática de tipo de producto a pintar
(regular o irregular).
a). Aplicación con equipo de aspersión proporcional.
b). Someter dicho cuerpo a un tratamiento térmico para
obtener una capa de vidrio.
Recubrimiento Esmalte contiene al menos una frita, un pigmento y un
dispersante.
Aplicación
Envase debe ser precalentado a una temperatura de
100°C en horno continuo.
El envase debe mantenerse girando durante la aplicación
debe ser concéntrico a la boquilla de aspersión.
Tratamiento
térmico
Proceso de secado a una temperatura de 200°C. para
eliminar vehículo orgánico volátil y deshidratar el
recubrimiento 30 minutos. Horneado a 600°C.
3.3 DISEÑO E IMPLEMENTACIÓN DE UN MANIPULADOR DE EJES CARTESIANO
REPROGRAMABLE PARA CONTROL DE LA DOSIFICACIÓN Y APLICACIÓN
HOMOGÉNEA DE RECUBRIMIENTO
3.3.1 Diseño mecánico y seguridad
Derivado del prototipo de pruebas se realiza el diseño de estructura exterior
metálica de PTR de 4”x 4” de ancho de dimensiones de 40” x 48” como cuerpo,
que aloja manipulador cartesiano reprogramable de transmisión de banda, que
contiene soporte de boquillas de aplicación de recubrimiento con extensión de
entre 150 mm y 300 mm, incluye sujetador de pieza acoplado a servomotor con
un seguidor de posición, para determinar el inicio y fin de la aplicación de pintura
durante el giro de la pieza, la boquilla tiene un centrador para ajustar
concéntricamente la boquilla con el diámetro de la cavidad por donde entra la
boquilla al envase permitiendo el desplazamiento en el eje Z durante la
aplicación del recubrimiento sin colisión, así como el posicionamiento preciso en
Posgrado CIATEQ, A.C.
23
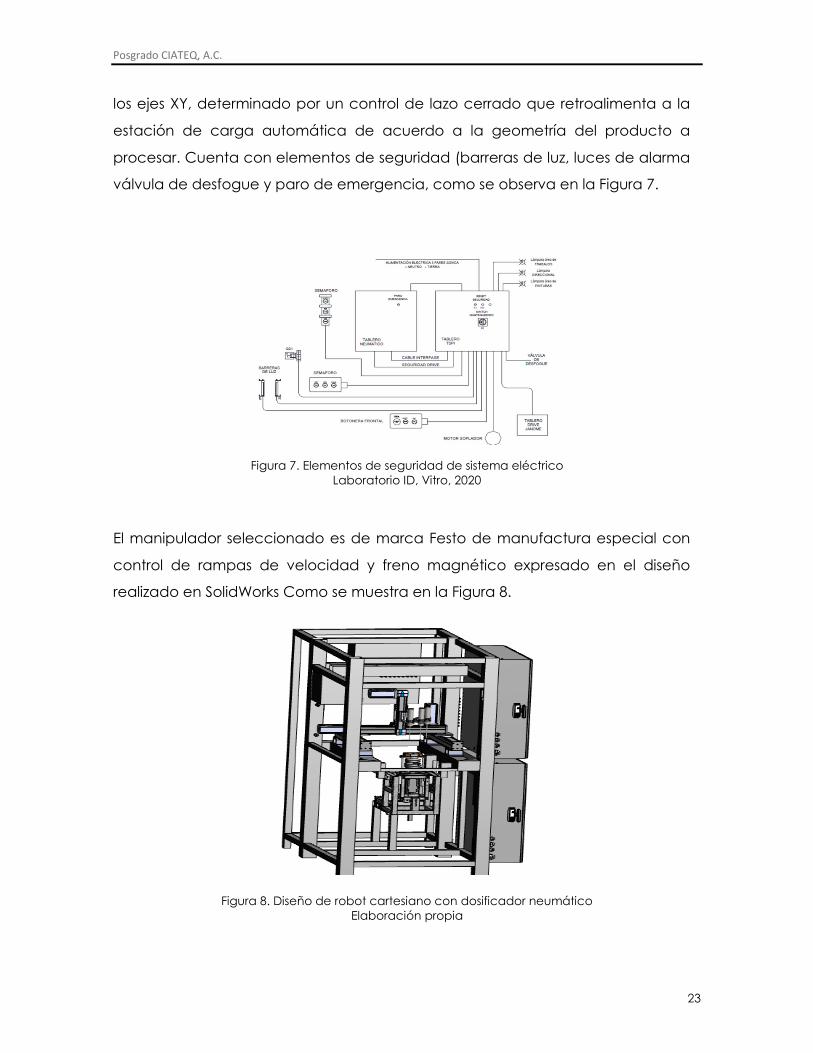
los ejes XY, determinado por un control de lazo cerrado que retroalimenta a la
estación de carga automática de acuerdo a la geometría del producto a
procesar. Cuenta con elementos de seguridad (barreras de luz, luces de alarma
válvula de desfogue y paro de emergencia, como se observa en la Figura 7.
Figura 7. Elementos de seguridad de sistema eléctrico Laboratorio ID, Vitro, 2020
El manipulador seleccionado es de marca Festo de manufactura especial con
control de rampas de velocidad y freno magnético expresado en el diseño
realizado en SolidWorks Como se muestra en la Figura 8.
Figura 8. Diseño de robot cartesiano con dosificador neumático Elaboración propia
Posgrado CIATEQ, A.C.
24
3.3.2 Servo control y dosificación proporcional
El dispositivo tendrá un control proporcional (Améstegui, 2001) que permite el
ajuste del tiempo de la rampa de voltajes de control positivos. El sistema
sobreactúa cuando ocurre un pequeño cambio en la posición como error que
hace que la variable manipulada cambie sobre su rango completo.
Este efecto se evita en el control proporcional, donde la característica del
controlador es proporcional al error de control cuando éstos son pequeños. De
esta manera, el controlador está caracterizado por una función no lineal,
dependiente del error de control de los movimientos XYZ.
La solución propuesta consta de componentes para realizar un sistema robótico
3D (Comité Español de Automática, 2011) con ejes electromecánicos tipo ELGC
accionados por motores a pasos (3 piezas)con carreras de 600 mm en el eje X,
500 mm en el eje Y, 200 mm en el eje Z con capacidad para 7 kg, con gabinete
de control en lámina negra dentro del que se colocarán los elementos de
control, como son fuentes de alimentación, PLC tipo CPX con 24 entradas y 24
salidas digitales, los controladores para los 3 motores a pasos que se
comunicaran a través de CanOpen con el PLC y paro de emergencia en la
puerta del gabinete.
El tablero incluye 12 botones rasantes para las funciones de arranque, paro, 4
botones para purga, 6 botones para joggeo de los motores y 1 selector de 2
posiciones con llave para seleccionar funcionamiento Manual – Automático.
Los controladores para los 3 servomotores que se comunicaran a través de
CanOpen con el PLC, switch y harting de ethernet para facilitar la configuración
de los equipos desde el exterior del gabinete.
Adicionalmente se considera un sistema de visión que permitirá la correcta
ubicación y colocación de las botellas en la banda de alimentación y un HMI de
7” touchscreen por medio del cual se podrán realizar diversos ajustes al sistema
como velocidad, tiempo, también incluye el sistema de control de drives de
Posgrado CIATEQ, A.C.
25
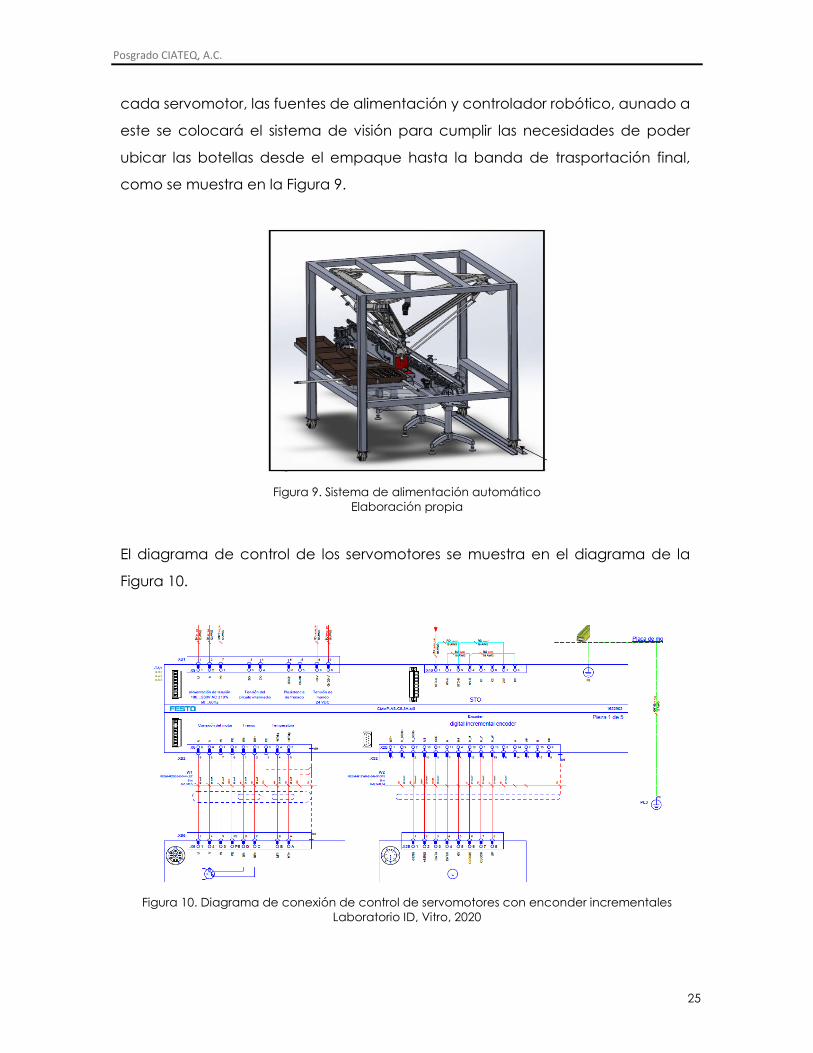
cada servomotor, las fuentes de alimentación y controlador robótico, aunado a
este se colocará el sistema de visión para cumplir las necesidades de poder
ubicar las botellas desde el empaque hasta la banda de trasportación final,
como se muestra en la Figura 9.
Figura 9. Sistema de alimentación automático Elaboración propia
El diagrama de control de los servomotores se muestra en el diagrama de la
Figura 10.
Figura 10. Diagrama de conexión de control de servomotores con enconder incrementales Laboratorio ID, Vitro, 2020
Posgrado CIATEQ, A.C.
26
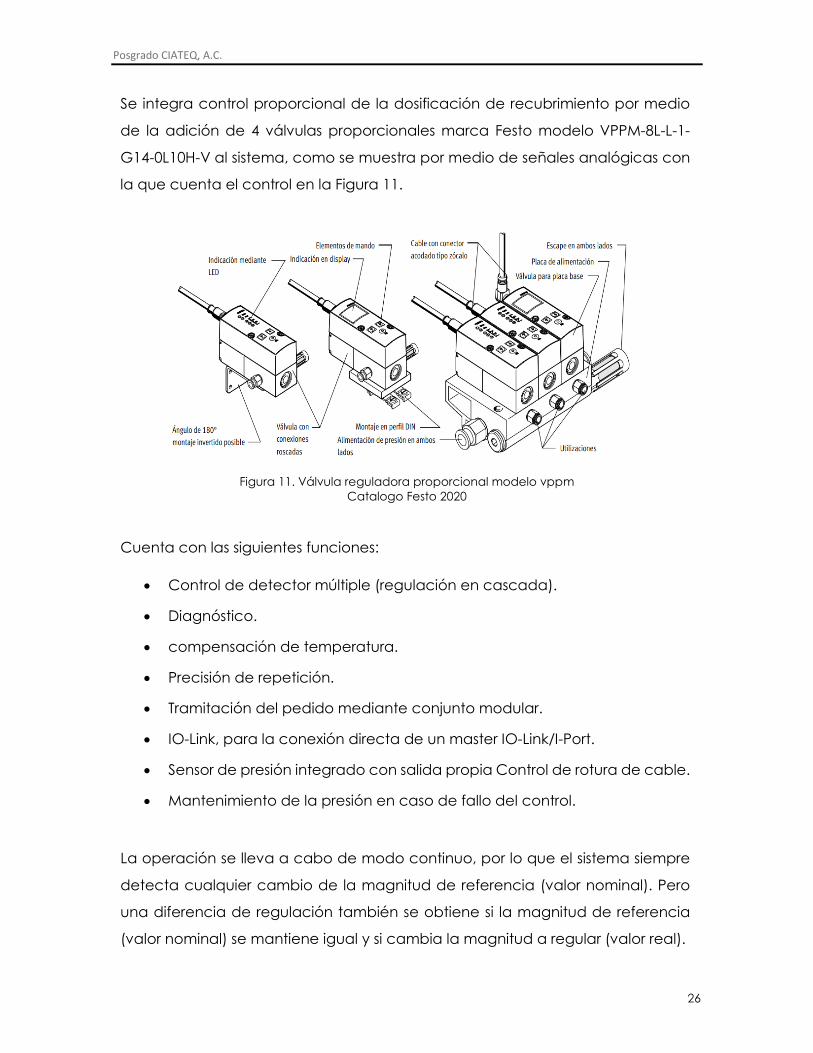
Se integra control proporcional de la dosificación de recubrimiento por medio
de la adición de 4 válvulas proporcionales marca Festo modelo VPPM-8L-L-1-
G14-0L10H-V al sistema, como se muestra por medio de señales analógicas con
la que cuenta el control en la Figura 11.
Figura 11. Válvula reguladora proporcional modelo vppm Catalogo Festo 2020
Cuenta con las siguientes funciones:
• Control de detector múltiple (regulación en cascada).
• Diagnóstico.
• compensación de temperatura.
• Precisión de repetición.
• Tramitación del pedido mediante conjunto modular.
• IO-Link, para la conexión directa de un master IO-Link/I-Port.
• Sensor de presión integrado con salida propia Control de rotura de cable.
• Mantenimiento de la presión en caso de fallo del control.
La operación se lleva a cabo de modo continuo, por lo que el sistema siempre
detecta cualquier cambio de la magnitud de referencia (valor nominal). Pero
una diferencia de regulación también se obtiene si la magnitud de referencia
(valor nominal) se mantiene igual y si cambia la magnitud a regular (valor real).

Posgrado CIATEQ, A.C.
27
Ello sucede si cambia el caudal a través de la válvula a raíz de una operación
de conmutación, de un movimiento del cilindro o de un cambio de carga.
También la magnitud puede provocar una diferencia de regulación. Si cae la
presión en el sistema de alimentación de aire. La magnitud perturbada no incide
intencionadamente en la magnitud a regular x. En todos estos casos, el regulador
modifica la magnitud a regular x para igualarla a la magnitud de referencia
como se muestra en la Figura 12.
Figura 12. Estructura de un circuito de regulación Laboratorio ID, Vitro, 2020
Antes de la puesta en funcionamiento, deberán controlarse la tensión y la
frecuencia, así como los puntos de ajuste del relé del motor y del relé
temporizado.
Mantener las puertas siempre cerradas, ya que las partículas de polvo y la
humedad pueden provocar fallos en el funcionamiento.
Las secciones indicadas de los cables son secciones mínimas, sin importar los
siguientes factores:
a. Longitudes de los cables y caída correspondiente de tensión. (Caída
admisible de tensión de los motores permisible de 5%).
b. Tendido apropiado y temperatura ambiente admisible. (Factor de
reducción por tendido %1 / Temperatura ambiente %2°C).

Posgrado CIATEQ, A.C.
28
3.3.3 Dimensionamiento de espesor mediante calibrador AGR modelo MBT
7200xt Terminología.
MBTXT: Medidor de espesores basado en el efecto Hall que utiliza una sonda
electromagnética para la realización de mediciones precisas en materiales no
ferrosos.
Balín: Esfera de acero de diámetros de 1/16” y 3/16” según el espesor a
dimensionar para cerrar el circuito del sensor magnético.
Sensor magnético: mide la distancia entra la punta de la sonda y la esfera de
acero para obtener métrica del espesor del sustrato.
Preparación de la prueba.
La medición de la variable se realiza seleccionando el diámetro del balín de
acuerdo con el espesor que se medirá:
• 1/16” hasta 2.29mm.
• 3/16” 2.29mm hasta 6.35mm.
Pasos:
a. ocar la pared del sustrato en el sensor magnético y por el lado posterior de la
muestra sin recubrimiento colocar el balín.
b. Realizar la lectura con el botón “MEAS”.
c. Repetir el ciclo del paso 1 con la misma muestra ya con recubrimiento.
d. Realizar aritméticamente la diferencia de espesores.
3.3.4 Dimensionamiento de espesor mediante microscopio electrónico de
barrido Análisis a los materiales mediante un microscopio electrónico de barrido ESEM, Jeol
JSM-IT100 con Dispersión de energía por interacción con un haz de electrones (EDS),
voltaje de 15 keV.
Posgrado CIATEQ, A.C.
29
Ensayos:
Dispersión de energía por interacción con un haz de electrones (EDS) mediante
un microscopio electrónico de barrido termoiónico. Cuantitativo con margen de
error de menos del 5% de error. Longitud de onda por dispersión de energía por
interacción con un haz de electrones (WDS) mediante un microscopio electrónico
de barrido de emisión de campo. Cuantitativo con margen de error de menos del
2% de error.
Espectrofotómetro de emisión óptico en un plasma de acoplamiento inductivo
(ICPOES). Cuantitativo con margen de error de menos del 1% de error.
Muestras:
Medidas en 5 zonas de tres muestras diferentes.
a. Selección del voltaje adecuado para garantizar que las medidas corresponden
a los recubrimientos. Variación de10-30 KeV.
b. Medidas del sustrato para comparar los resultados.
c. Análisis en porcentaje atómico y masa de los elementos encontrados.
Posgrado CIATEQ, A.C.
30
4. ANÁLISIS Y PRESENTACION DE RESULTADOS
4.1. RESULTADOS DE ANÁLISIS DE METALES PESADOS
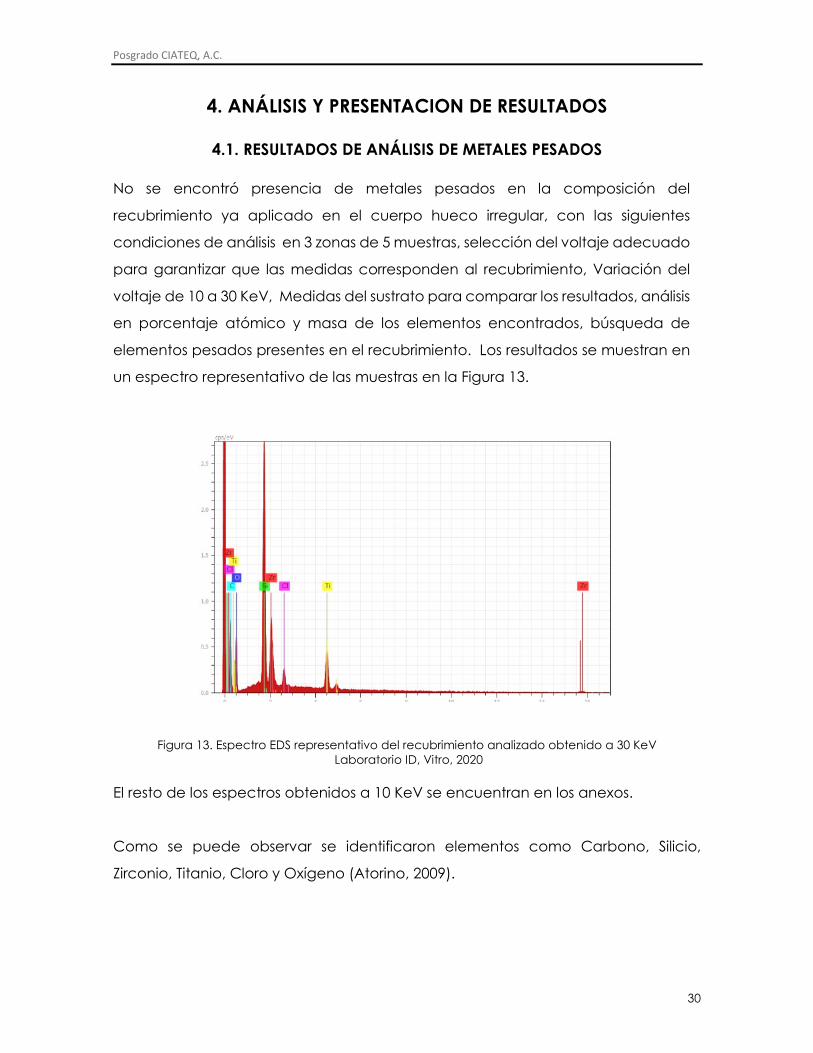
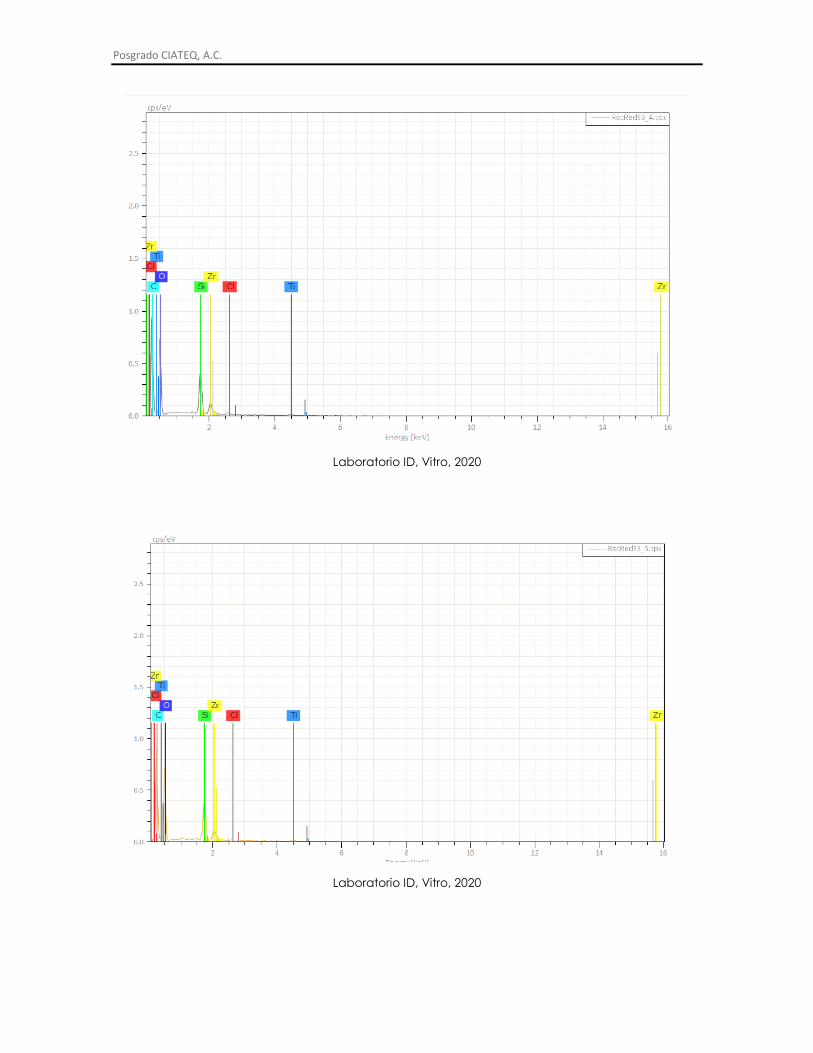
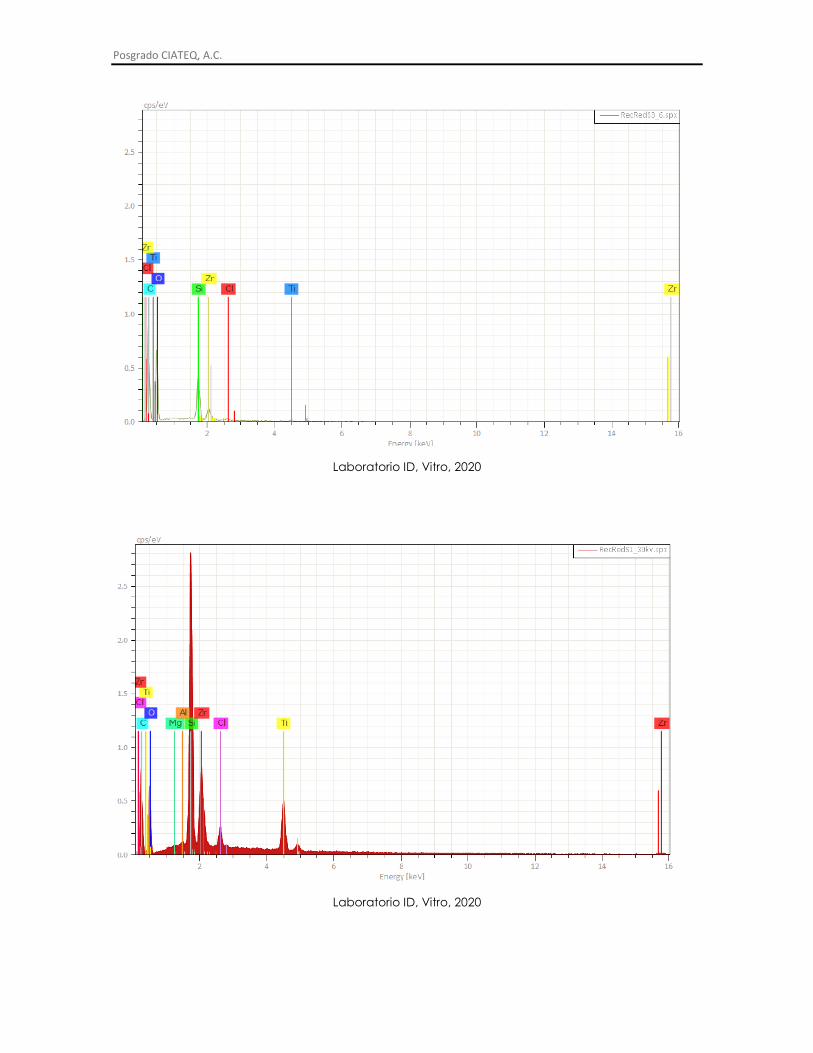
No se encontró presencia de metales pesados en la composición del
recubrimiento ya aplicado en el cuerpo hueco irregular, con las siguientes
condiciones de análisis en 3 zonas de 5 muestras, selección del voltaje adecuado
para garantizar que las medidas corresponden al recubrimiento, Variación del
voltaje de 10 a 30 KeV, Medidas del sustrato para comparar los resultados, análisis
en porcentaje atómico y masa de los elementos encontrados, búsqueda de
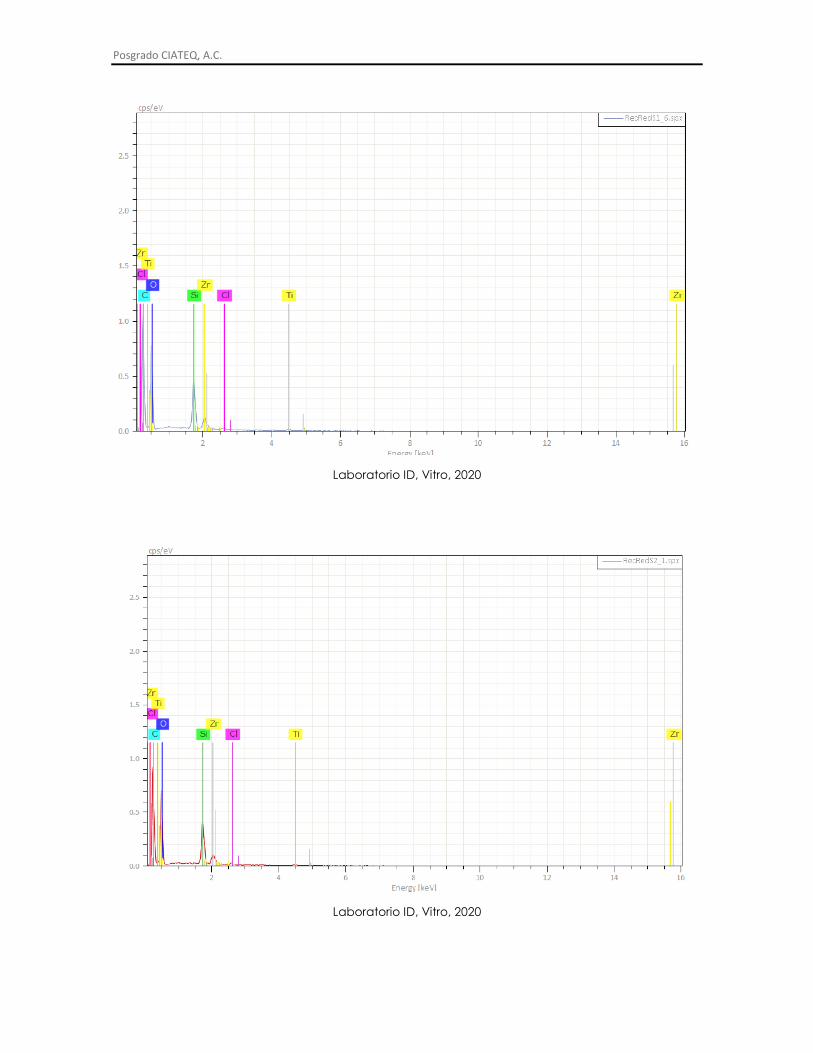
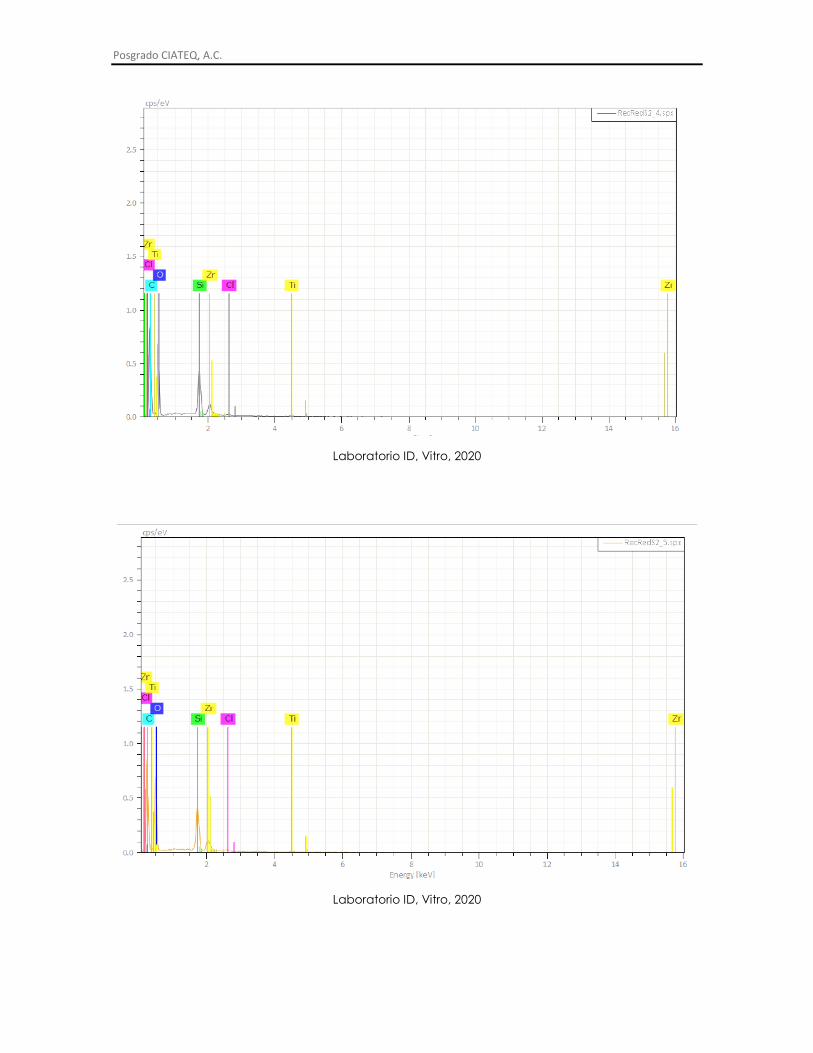
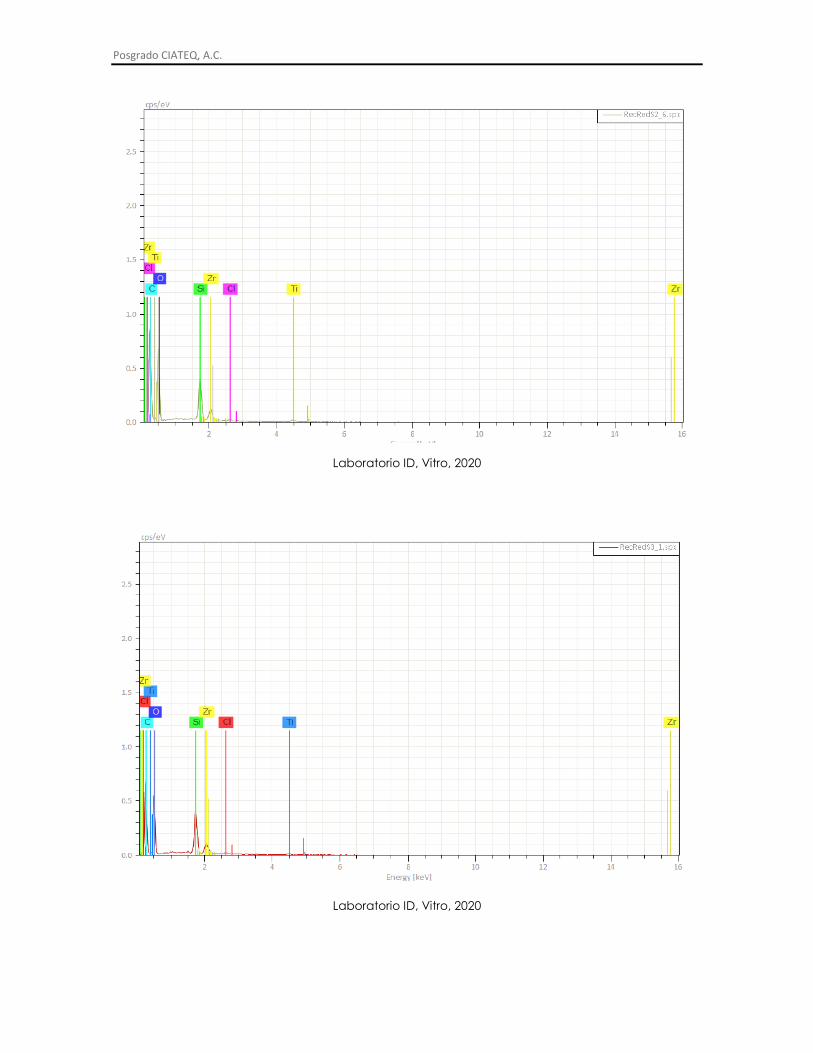
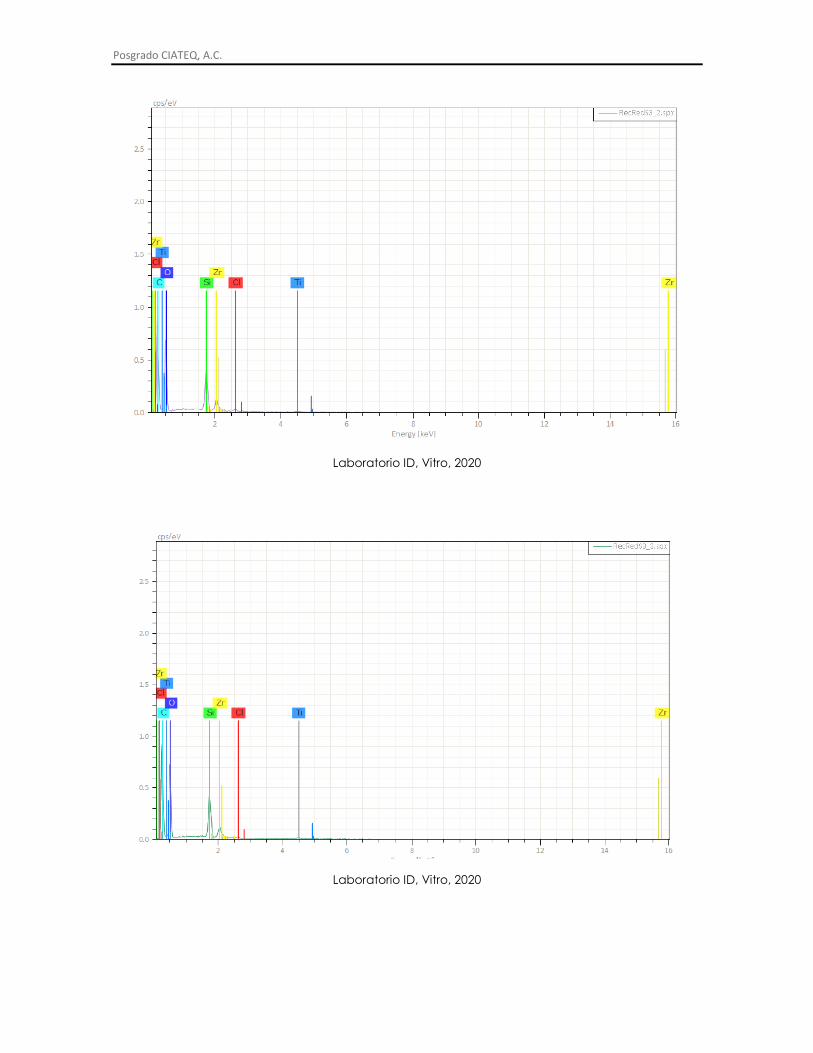
elementos pesados presentes en el recubrimiento. Los resultados se muestran en
un espectro representativo de las muestras en la Figura 13.
Figura 13. Espectro EDS representativo del recubrimiento analizado obtenido a 30 KeV Laboratorio ID, Vitro, 2020
El resto de los espectros obtenidos a 10 KeV se encuentran en los anexos.
Como se puede observar se identificaron elementos como Carbono, Silicio,
Zirconio, Titanio, Cloro y Oxígeno (Atorino, 2009).
Posgrado CIATEQ, A.C.
31
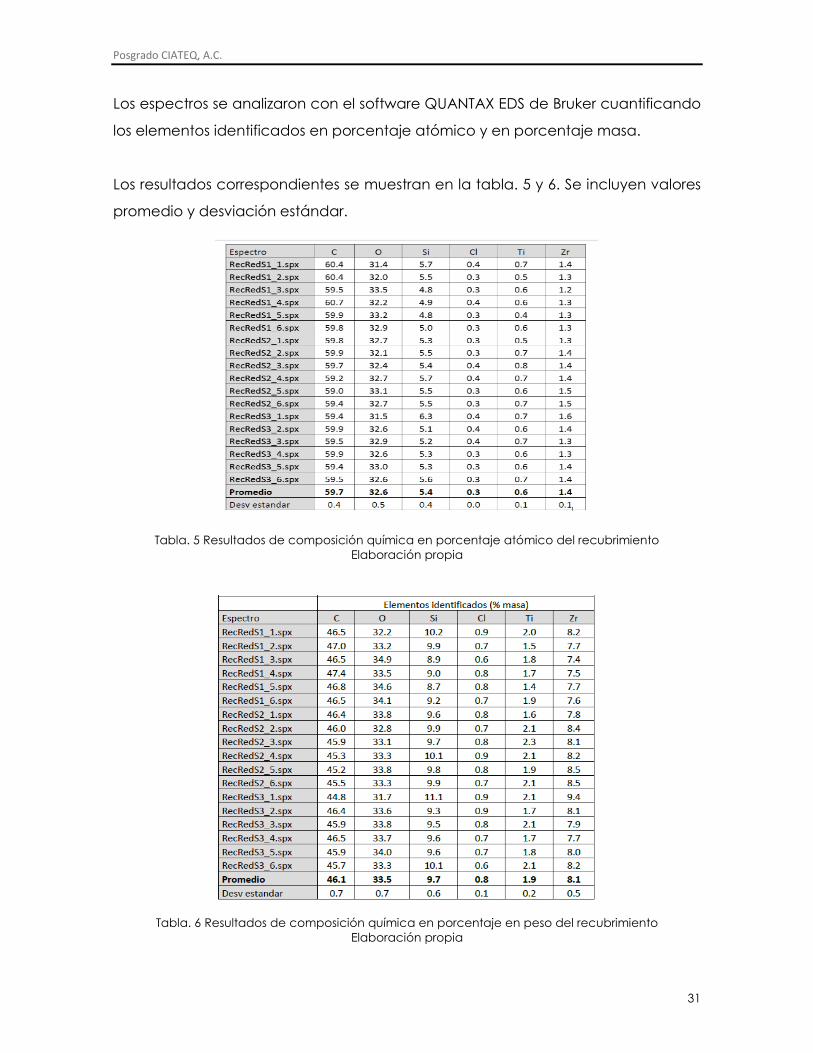
Los espectros se analizaron con el software QUANTAX EDS de Bruker cuantificando
los elementos identificados en porcentaje atómico y en porcentaje masa.
Los resultados correspondientes se muestran en la tabla. 5 y 6. Se incluyen valores
promedio y desviación estándar.
Tabla. 5 Resultados de composición química en porcentaje atómico del recubrimiento Elaboración propia
Tabla. 6 Resultados de composición química en porcentaje en peso del recubrimiento
Elaboración propia
Posgrado CIATEQ, A.C.
32
4.2. RESULTADOS DE ANÁLISIS DE COEFICIENTE DE EXPANSIÓN
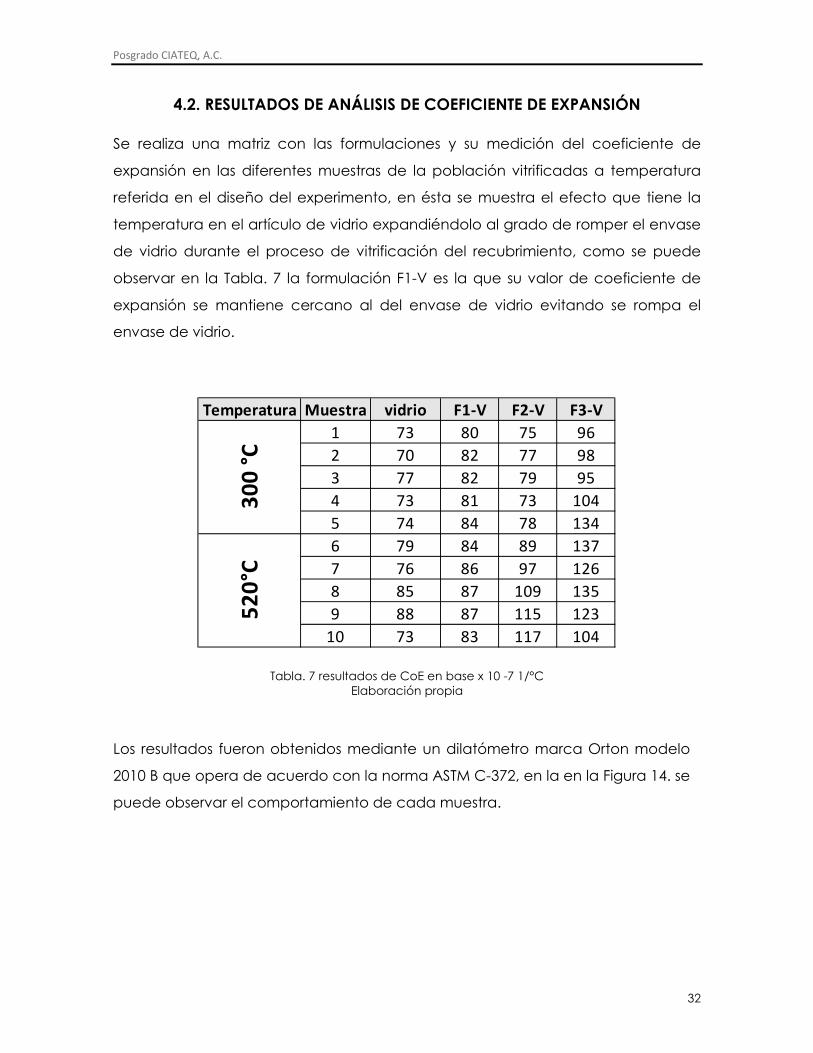
Se realiza una matriz con las formulaciones y su medición del coeficiente de
expansión en las diferentes muestras de la población vitrificadas a temperatura
referida en el diseño del experimento, en ésta se muestra el efecto que tiene la
temperatura en el artículo de vidrio expandiéndolo al grado de romper el envase
de vidrio durante el proceso de vitrificación del recubrimiento, como se puede
observar en la Tabla. 7 la formulación F1-V es la que su valor de coeficiente de
expansión se mantiene cercano al del envase de vidrio evitando se rompa el
envase de vidrio.
Tabla. 7 resultados de CoE en base x 10 -7 1/°C Elaboración propia
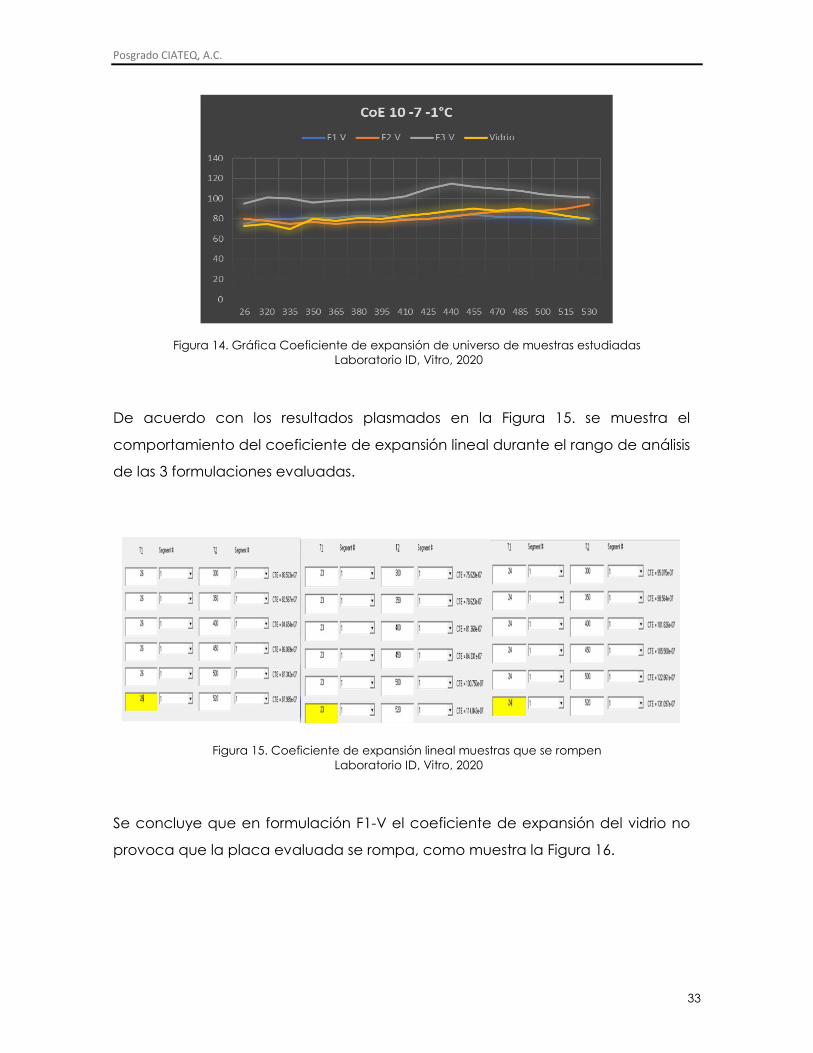
Los resultados fueron obtenidos mediante un dilatómetro marca Orton modelo
2010 B que opera de acuerdo con la norma ASTM C-372, en la en la Figura 14. se
puede observar el comportamiento de cada muestra.
Temperatura Muestra vidrio F1-V F2-V F3-V1 73 80 75 962 70 82 77 983 77 82 79 954 73 81 73 1045 74 84 78 1346 79 84 89 1377 76 86 97 1268 85 87 109 1359 88 87 115 123
10 73 83 117 104
300
°C52
0°C
Posgrado CIATEQ, A.C.
33
Figura 14. Gráfica Coeficiente de expansión de universo de muestras estudiadas Laboratorio ID, Vitro, 2020
De acuerdo con los resultados plasmados en la Figura 15. se muestra el
comportamiento del coeficiente de expansión lineal durante el rango de análisis
de las 3 formulaciones evaluadas.
Figura 15. Coeficiente de expansión lineal muestras que se rompen Laboratorio ID, Vitro, 2020
Se concluye que en formulación F1-V el coeficiente de expansión del vidrio no
provoca que la placa evaluada se rompa, como muestra la Figura 16.
Posgrado CIATEQ, A.C.
34
Figura 16. Muestra aplicada sin daño por dilatación térmica
Laboratorio ID, Vitro, 2020
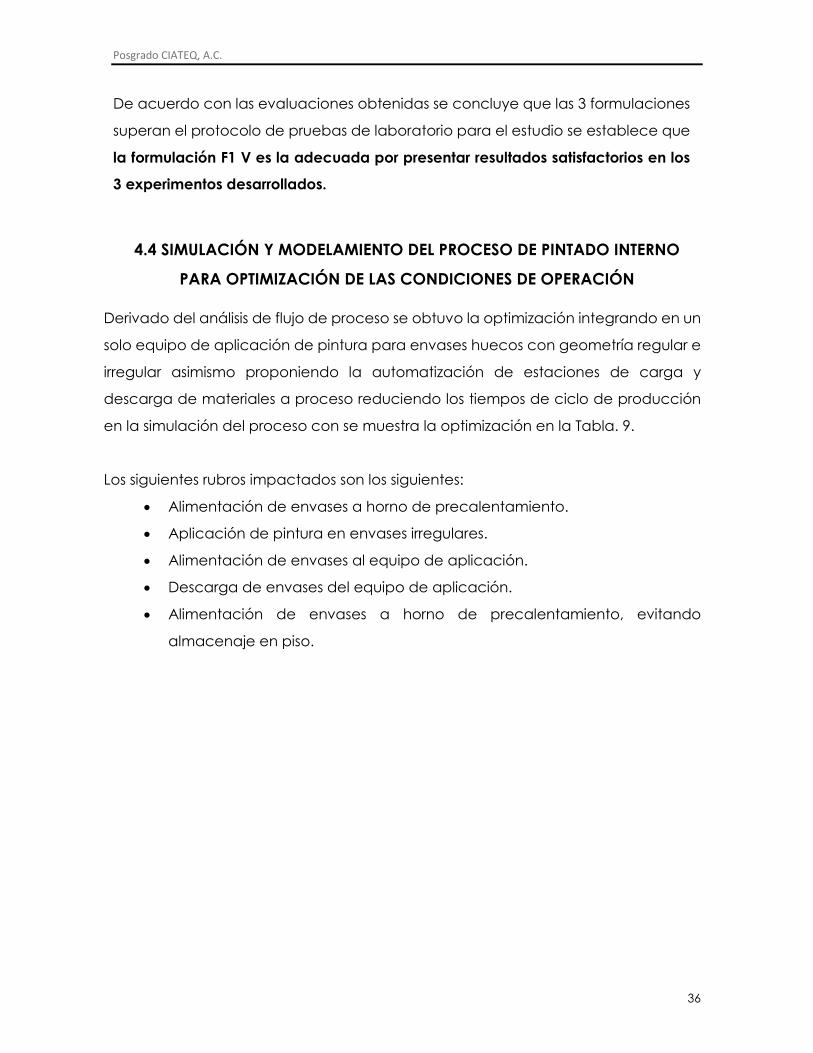
Se realizó el análisis de coeficiente de expansión a temperatura ambiente con
una Analizador termomecánico (TMA) modelo Q400, obteniéndose los resultados
de la Figura 17. Puede observarse que el recubrimiento F1-V (PHD) presenta un
comportamiento muy parecido al del vidrio, confirmando que la muestra F1-V es
la idónea para la aplicación de recubrimiento cerámico. La muestra F3-V (Ferro)
presentó una mayor expansión térmica, lo que lo hace el recubrimiento menos
apto para funcionar con el vidrio.
Figura 17. Gráfica coeficiente de expansión a temperatura ambiente Laboratorio ID, Vitro, 2020

Posgrado CIATEQ, A.C.
35
Los resultados son consistentes en las muestras analizadas, independientemente de
la muestra. Las desviaciones estándar en ambos casos son claramente menores al
1%.
Se realizó una búsqueda específica de elementos pesados que puedan ser
causantes del tono rojo del recubrimiento, particularmente para Antimonio,
Arsénico, Cadmio, Cobalto, Cobre, Hierro, Plomo, Vanadio, Mercurio o Selenio. El
resultado es negativo. Sin embargo, es de mencionar que a pesar de que la técnica
de EDS no detectó la presencia de metales pesado no se puede afirmar que NO
están presentes.
4.3 RESULTADOS DE PRUEBAS DE LABORATORIO REFERIDAS DE ASTM PARA
RECUBRIMIENTOS
Todas las formulaciones cumplen con el estándar de pruebas de laboratorio para
la resistencia mecánica de adhesión D3359-95 y química con acetona grado
reactivo D4752-10, como se observa en la foto de la Figura 18.
Figura 18. Pruebas de laboratorio- resistencia del recubrimiento vitrificado Laboratorio ID, Vitro, 2020
Posgrado CIATEQ, A.C.
36
De acuerdo con las evaluaciones obtenidas se concluye que las 3 formulaciones
superan el protocolo de pruebas de laboratorio para el estudio se establece que
la formulación F1 V es la adecuada por presentar resultados satisfactorios en los
3 experimentos desarrollados.
4.4 SIMULACIÓN Y MODELAMIENTO DEL PROCESO DE PINTADO INTERNO
PARA OPTIMIZACIÓN DE LAS CONDICIONES DE OPERACIÓN
Derivado del análisis de flujo de proceso se obtuvo la optimización integrando en un
solo equipo de aplicación de pintura para envases huecos con geometría regular e
irregular asimismo proponiendo la automatización de estaciones de carga y
descarga de materiales a proceso reduciendo los tiempos de ciclo de producción
en la simulación del proceso con se muestra la optimización en la Tabla. 9.
Los siguientes rubros impactados son los siguientes:
• Alimentación de envases a horno de precalentamiento.
• Aplicación de pintura en envases irregulares.
• Alimentación de envases al equipo de aplicación.
• Descarga de envases del equipo de aplicación.
• Alimentación de envases a horno de precalentamiento, evitando
almacenaje en piso.
Posgrado CIATEQ, A.C.
37
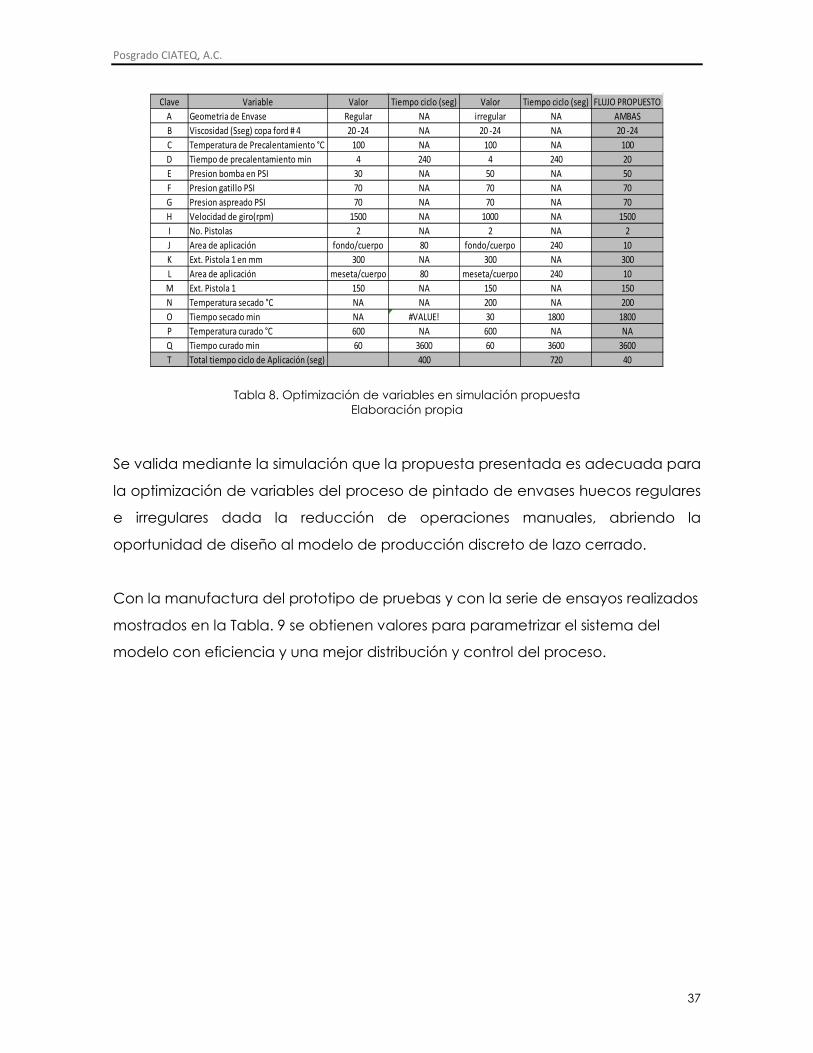
Tabla 8. Optimización de variables en simulación propuesta Elaboración propia
Se valida mediante la simulación que la propuesta presentada es adecuada para
la optimización de variables del proceso de pintado de envases huecos regulares
e irregulares dada la reducción de operaciones manuales, abriendo la
oportunidad de diseño al modelo de producción discreto de lazo cerrado.
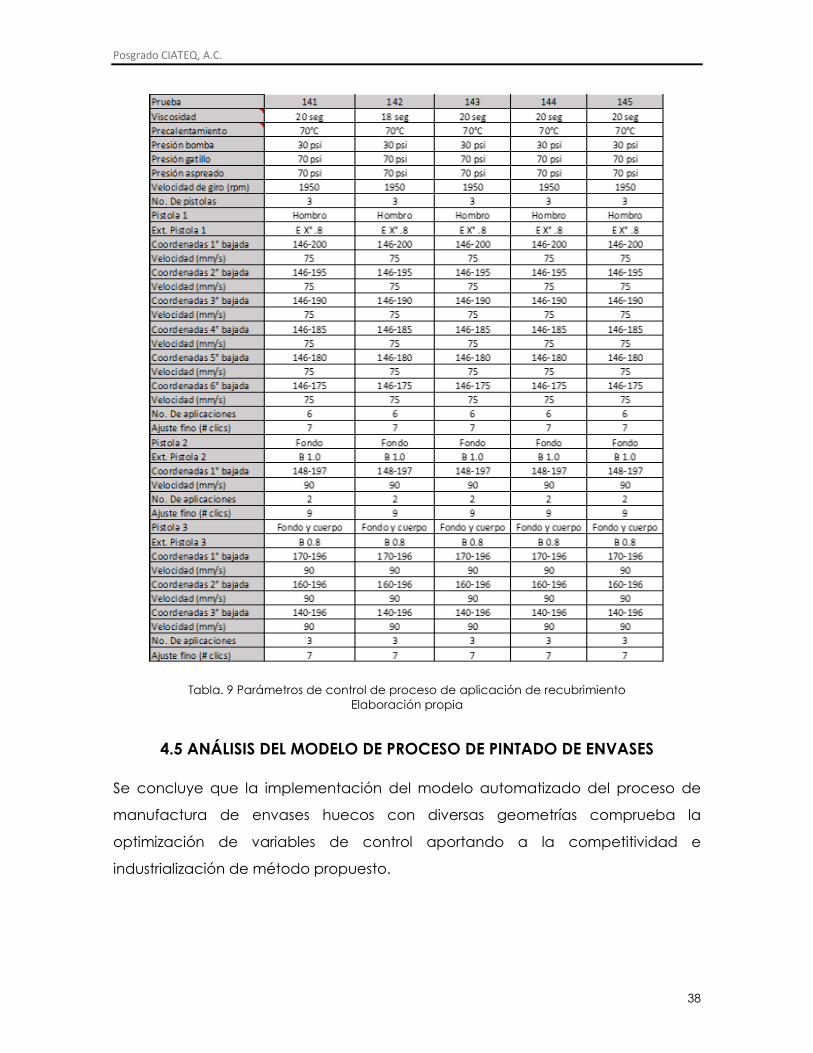
Con la manufactura del prototipo de pruebas y con la serie de ensayos realizados
mostrados en la Tabla. 9 se obtienen valores para parametrizar el sistema del
modelo con eficiencia y una mejor distribución y control del proceso.
Clave Variable Valor Tiempo ciclo (seg) Valor Tiempo ciclo (seg) FLUJO PROPUESTOA Geometria de Envase Regular NA irregular NA AMBASB Viscosidad (Sseg) copa ford # 4 20 -24 NA 20 -24 NA 20 -24C Temperatura de Precalentamiento °C 100 NA 100 NA 100D Tiempo de precalentamiento min 4 240 4 240 20E Presion bomba en PSI 30 NA 50 NA 50F Presion gatillo PSI 70 NA 70 NA 70G Presion aspreado PSI 70 NA 70 NA 70H Velocidad de giro(rpm) 1500 NA 1000 NA 1500I No. Pistolas 2 NA 2 NA 2J Area de aplicación fondo/cuerpo 80 fondo/cuerpo 240 10K Ext. Pistola 1 en mm 300 NA 300 NA 300L Area de aplicación meseta/cuerpo 80 meseta/cuerpo 240 10M Ext. Pistola 1 150 NA 150 NA 150N Temperatura secado °C NA NA 200 NA 200O Tiempo secado min NA #VALUE! 30 1800 1800P Temperatura curado °C 600 NA 600 NA NAQ Tiempo curado min 60 3600 60 3600 3600T Total tiempo ciclo de Aplicación (seg) 400 720 40
Posgrado CIATEQ, A.C.
38
Tabla. 9 Parámetros de control de proceso de aplicación de recubrimiento Elaboración propia
4.5 ANÁLISIS DEL MODELO DE PROCESO DE PINTADO DE ENVASES
Se concluye que la implementación del modelo automatizado del proceso de
manufactura de envases huecos con diversas geometrías comprueba la
optimización de variables de control aportando a la competitividad e
industrialización de método propuesto.
Posgrado CIATEQ, A.C.
39
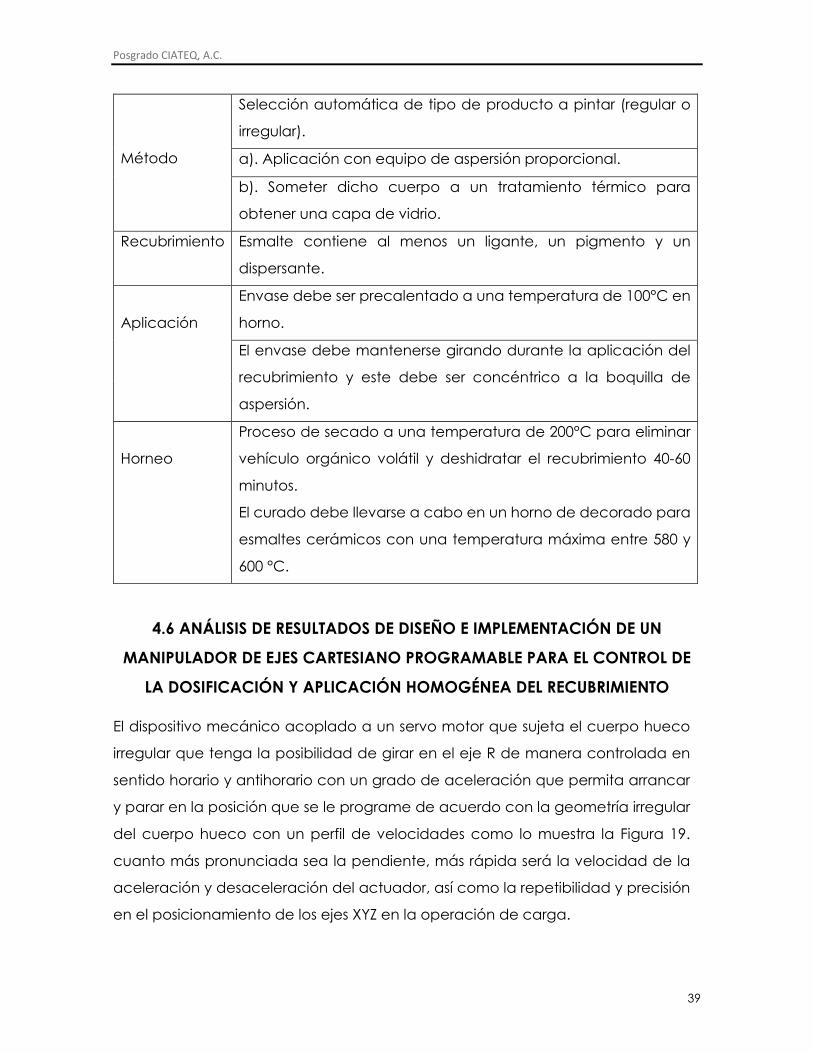
Método
Selección automática de tipo de producto a pintar (regular o
irregular).
a). Aplicación con equipo de aspersión proporcional.
b). Someter dicho cuerpo a un tratamiento térmico para
obtener una capa de vidrio.
Recubrimiento Esmalte contiene al menos un ligante, un pigmento y un
dispersante.
Aplicación
Envase debe ser precalentado a una temperatura de 100°C en
horno.
El envase debe mantenerse girando durante la aplicación del
recubrimiento y este debe ser concéntrico a la boquilla de
aspersión.
Horneo
Proceso de secado a una temperatura de 200°C para eliminar
vehículo orgánico volátil y deshidratar el recubrimiento 40-60
minutos.
El curado debe llevarse a cabo en un horno de decorado para
esmaltes cerámicos con una temperatura máxima entre 580 y
600 °C.
4.6 ANÁLISIS DE RESULTADOS DE DISEÑO E IMPLEMENTACIÓN DE UN
MANIPULADOR DE EJES CARTESIANO PROGRAMABLE PARA EL CONTROL DE
LA DOSIFICACIÓN Y APLICACIÓN HOMOGÉNEA DEL RECUBRIMIENTO
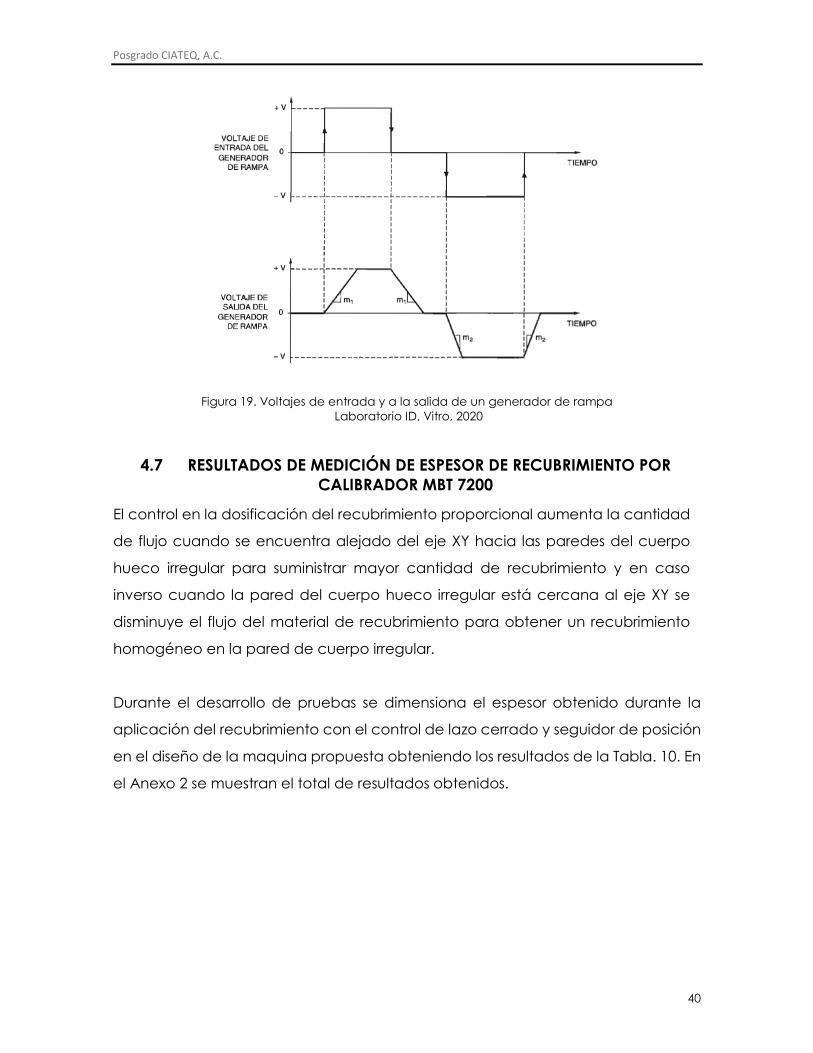
El dispositivo mecánico acoplado a un servo motor que sujeta el cuerpo hueco
irregular que tenga la posibilidad de girar en el eje R de manera controlada en
sentido horario y antihorario con un grado de aceleración que permita arrancar
y parar en la posición que se le programe de acuerdo con la geometría irregular
del cuerpo hueco con un perfil de velocidades como lo muestra la Figura 19.
cuanto más pronunciada sea la pendiente, más rápida será la velocidad de la
aceleración y desaceleración del actuador, así como la repetibilidad y precisión
en el posicionamiento de los ejes XYZ en la operación de carga.
Posgrado CIATEQ, A.C.
40
Figura 19. Voltajes de entrada y a la salida de un generador de rampa Laboratorio ID, Vitro, 2020
4.7 RESULTADOS DE MEDICIÓN DE ESPESOR DE RECUBRIMIENTO POR CALIBRADOR MBT 7200
El control en la dosificación del recubrimiento proporcional aumenta la cantidad
de flujo cuando se encuentra alejado del eje XY hacia las paredes del cuerpo
hueco irregular para suministrar mayor cantidad de recubrimiento y en caso
inverso cuando la pared del cuerpo hueco irregular está cercana al eje XY se
disminuye el flujo del material de recubrimiento para obtener un recubrimiento
homogéneo en la pared de cuerpo irregular.
Durante el desarrollo de pruebas se dimensiona el espesor obtenido durante la
aplicación del recubrimiento con el control de lazo cerrado y seguidor de posición
en el diseño de la maquina propuesta obteniendo los resultados de la Tabla. 10. En
el Anexo 2 se muestran el total de resultados obtenidos.
Posgrado CIATEQ, A.C.
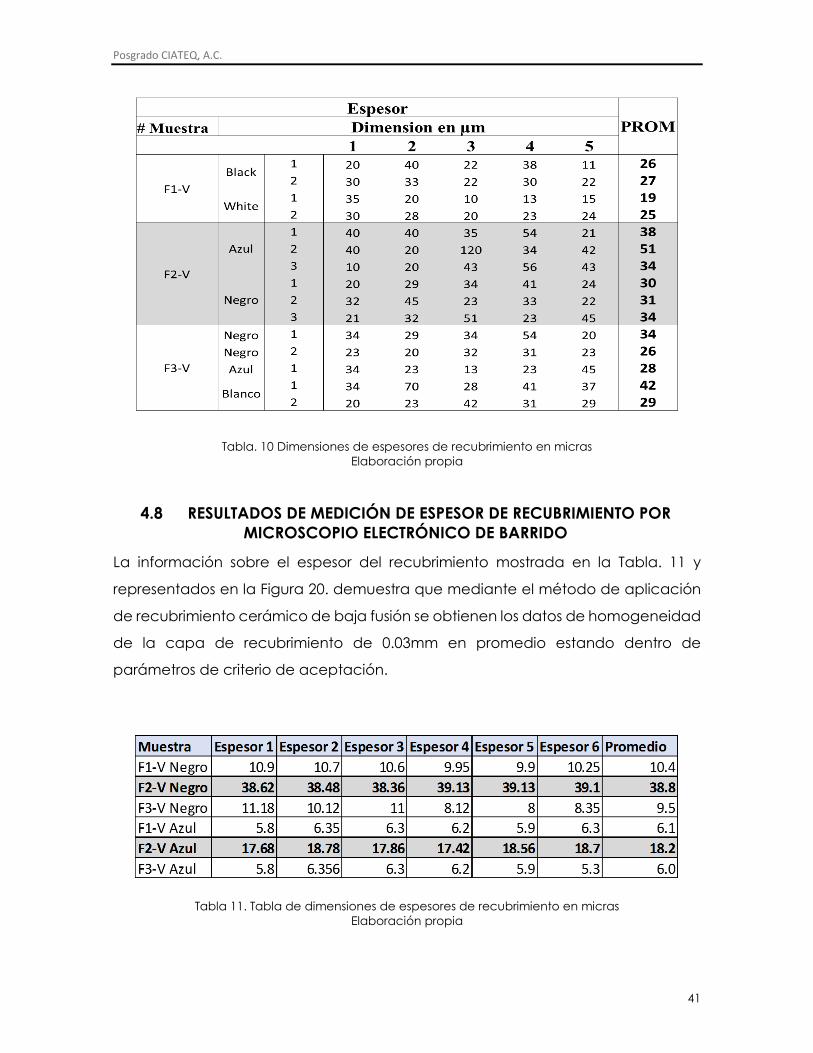
41
Tabla. 10 Dimensiones de espesores de recubrimiento en micras Elaboración propia
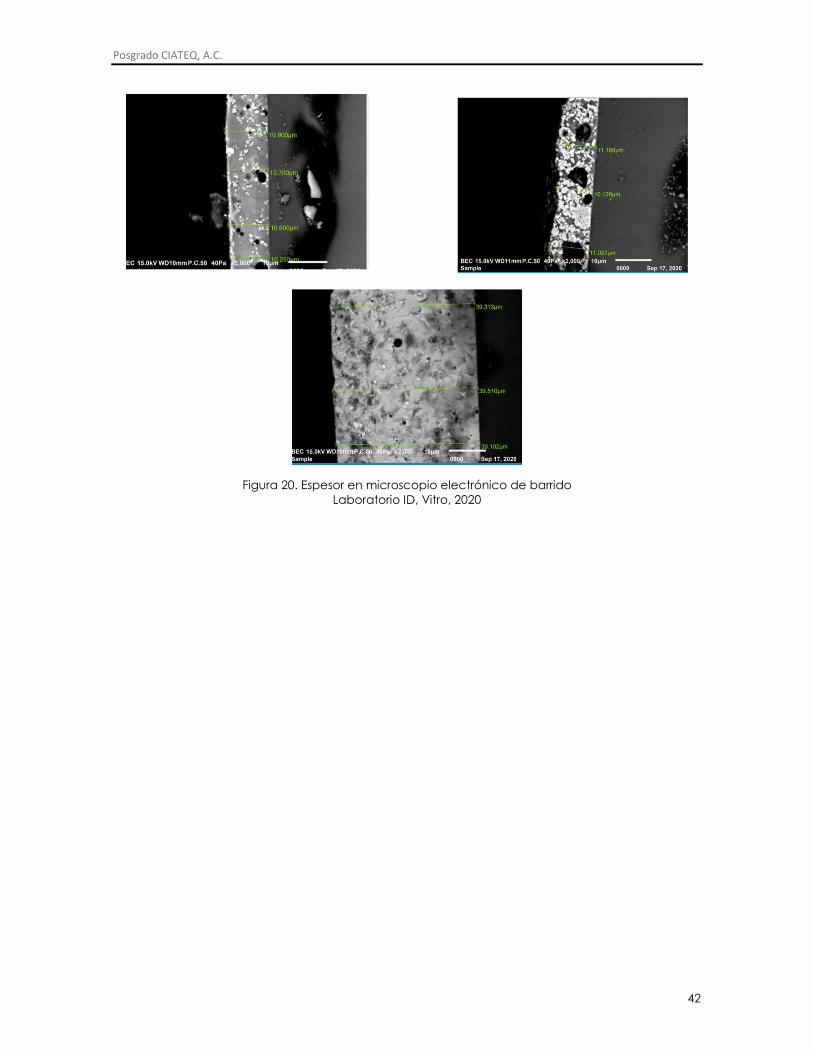
4.8 RESULTADOS DE MEDICIÓN DE ESPESOR DE RECUBRIMIENTO POR MICROSCOPIO ELECTRÓNICO DE BARRIDO
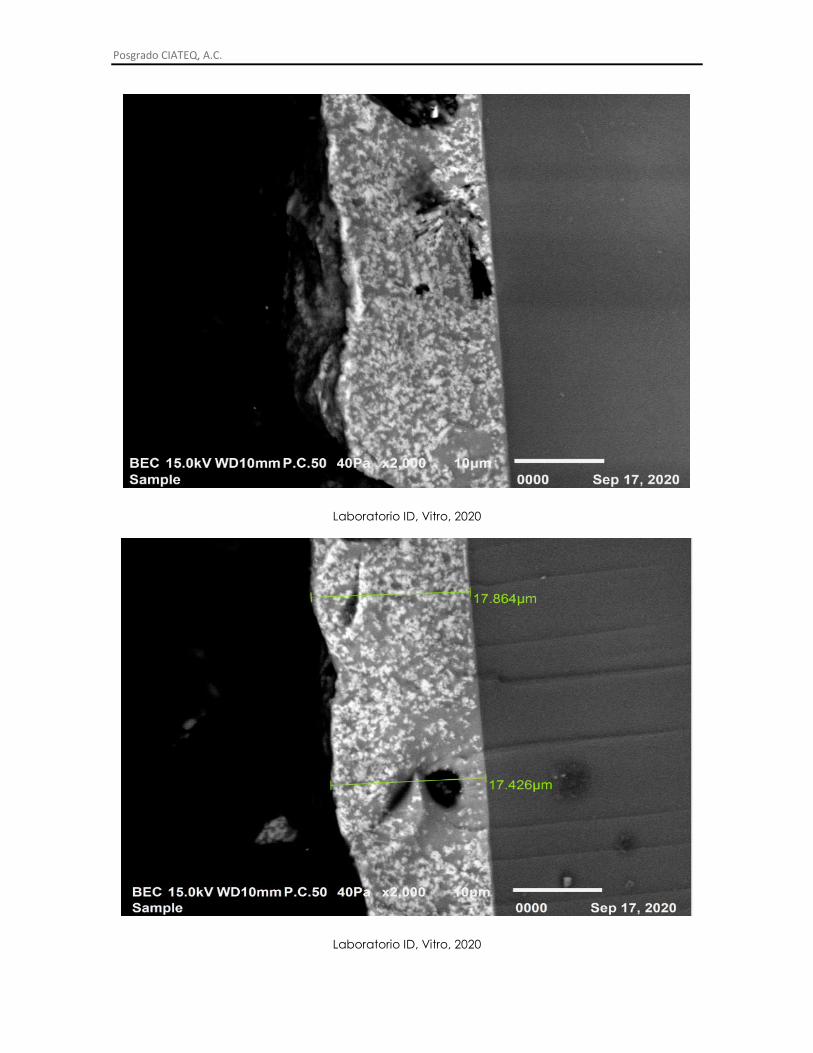
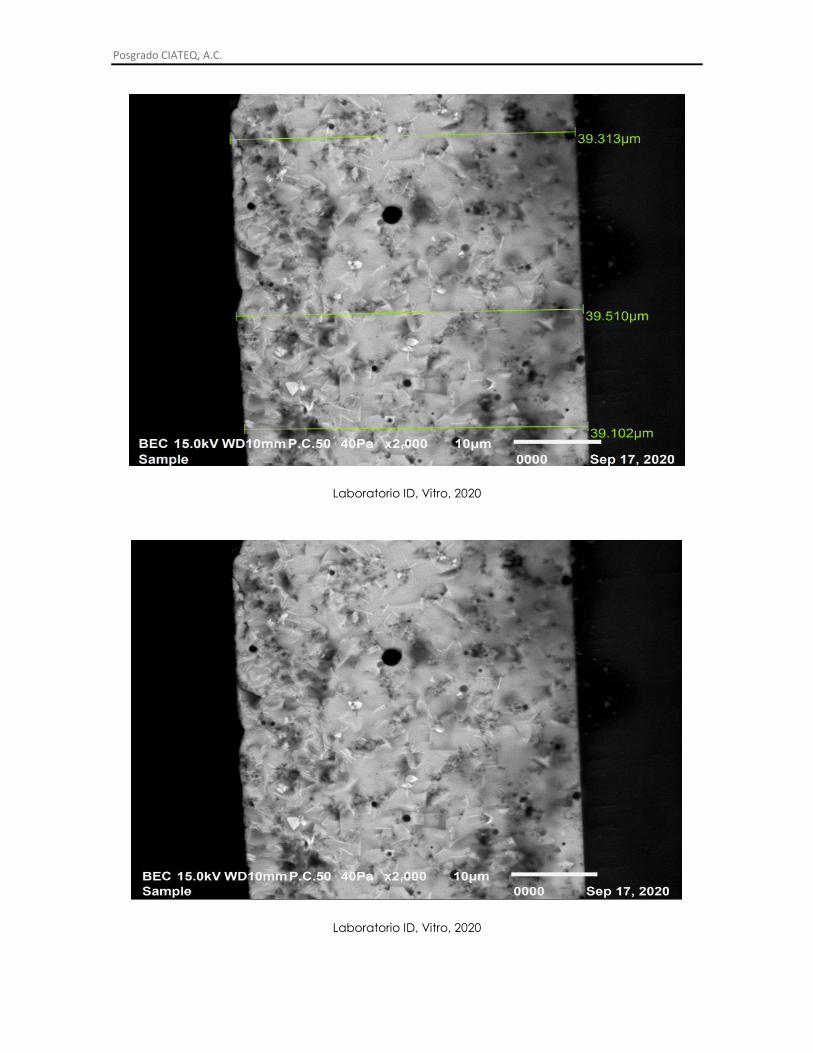
La información sobre el espesor del recubrimiento mostrada en la Tabla. 11 y
representados en la Figura 20. demuestra que mediante el método de aplicación
de recubrimiento cerámico de baja fusión se obtienen los datos de homogeneidad
de la capa de recubrimiento de 0.03mm en promedio estando dentro de
parámetros de criterio de aceptación.
Tabla 11. Tabla de dimensiones de espesores de recubrimiento en micras Elaboración propia
Posgrado CIATEQ, A.C.
42
Figura 20. Espesor en microscopio electrónico de barrido Laboratorio ID, Vitro, 2020
Posgrado CIATEQ, A.C.
43
CONCLUSIONES La selección de un material de libre de metales pesados F1 V con un coeficiente
de expansión térmica lineal σ₁= 75 x 10 -7 1/°C, que preserva la característica de
resistencia a la rotura del envase de vidrio hueco de geometrías diversas (regulares
e irregulares), la aplicación es lograda por medio de una boquilla de aspreado
montada en un manipulador cartesiano de 3 grados de libertad. El recubrimiento
cerámico de baja fusión con horneo de 600°C a 60 minutos supera los protocolos
de pruebas de laboratorio sobre la adhesión mecánica del sustrato (vidrio) con el
recubrimiento seleccionado en un nivel 1 de acuerdo con la ASTM D 3359 y una
resistencia química en nivel 1 de ASTM D 4752.
El flujo del proceso y automatización de estaciones de trabajo optimiza el método
de manufactura, siendo así, se mejoran las variables de control de la operación de
aplicación de recubrimiento sobre cualquier geometría de envase hueco de vidrio,
reduciendo el tiempo ciclo consolidado de 720 segundos a 40 segundos aportando
productividad y a la industrialización de proceso de manera rentable.
El control de movimientos del robot cartesiano de ejes XYZ acoplado a un sistema
de dosificación proporcional electroneumática del fluido cerámico de baja fusión
de manera servocontrolada mejora la aplicación del recubrimiento, obteniendo
una capa uniforme de 0.03mm ± 0.02mm en la geometría irregular de cuerpo
hueco de vidrio en su interior.
Posgrado CIATEQ, A.C.
44
RECOMENDACIONES
El método de aplicación de recubrimiento cerámico de baja fusión libre de metales
pesados aplicado por boquilla de aspreado proporcional manipulado por robot
cartesiano servocontrolado de 3 grados de libertad (XYZ) con soporte giratorio (Z)
es altamente productivo en comparación de los métodos actuales para este fin.
Dicho método satisface los protocolos de laboratorio de pruebas preservando sus
características estéticas (resistencia a rotura, brillo, homogeneidad en el
recubrimiento y variedad de colores), con un control de proceso discreto de lazo
cerrado estable, el cual es altamente recomendable para la fabricación del
equipo diseñado para su implementación en la manufactura de productos
diferenciados de vidrio en sector de fragancias, cosméticos y artículos de tocador.
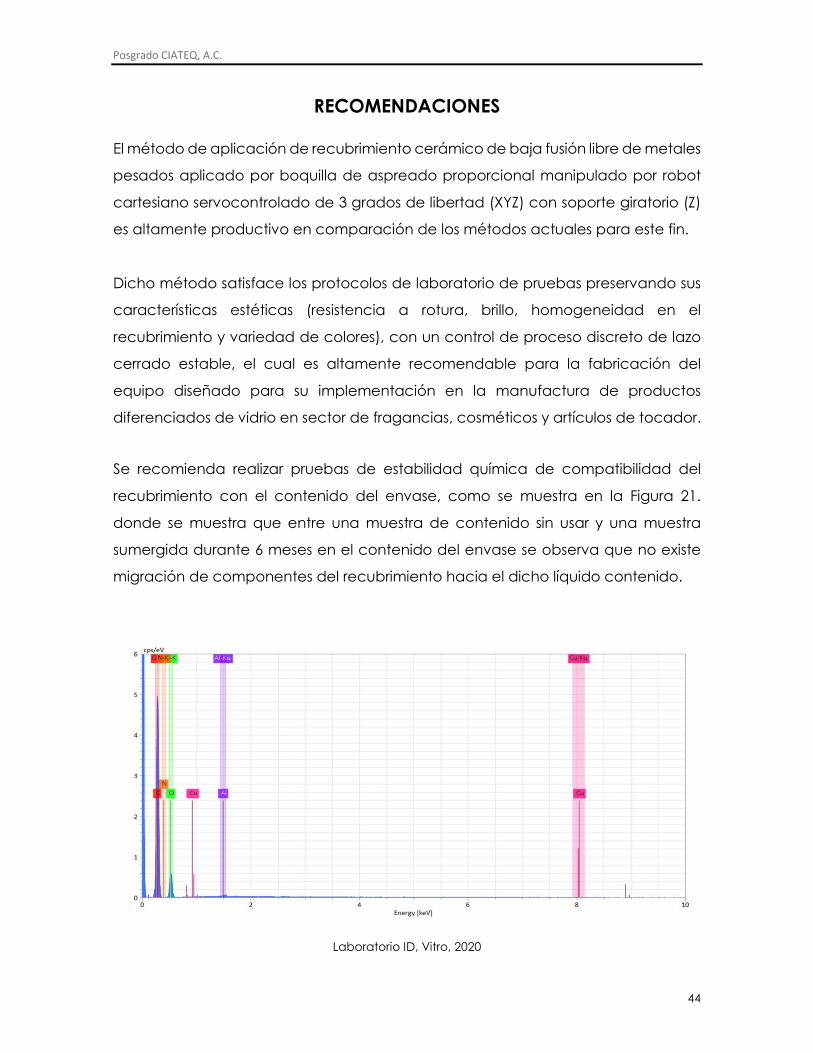
Se recomienda realizar pruebas de estabilidad química de compatibilidad del
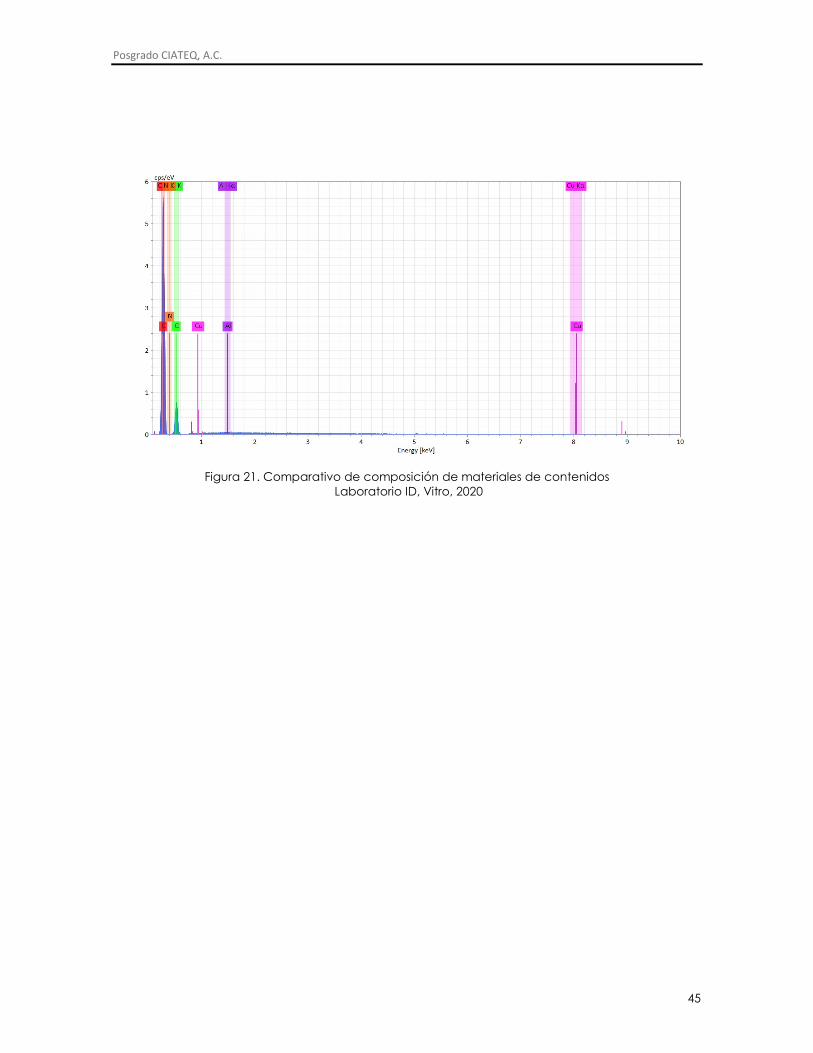
recubrimiento con el contenido del envase, como se muestra en la Figura 21.
donde se muestra que entre una muestra de contenido sin usar y una muestra
sumergida durante 6 meses en el contenido del envase se observa que no existe
migración de componentes del recubrimiento hacia el dicho líquido contenido.
Laboratorio ID, Vitro, 2020
Posgrado CIATEQ, A.C.
45
Figura 21. Comparativo de composición de materiales de contenidos Laboratorio ID, Vitro, 2020
Posgrado CIATEQ, A.C.
46
APORTACIÓN DE LA TESIS
En la tabla se muestra el comparativo entre métodos patentados y el propuesto
que reivindica mejorando la aplicación de recubrimientos de baja fusión
cerámicos en envases de vidrio con geometrías irregulares conservando sus
propiedades de resistencia y estática sin el empleo de accesorios adicionales para
su utilización final con el valor agregado de optimizar el proceso de producción.
Posgrado CIATEQ, A.C.
47
APORTACIÓN SOCIAL DE LA TESIS
El producto de la investigación y la experiencia en el decorado de vidrio resulto en
un método optimizado para lograr el recubrimiento de envases de geometría
irregular de vidrio como desarrollo de alternativas de soluciones colaborativas al
sector de manufactura de vidrio.

Posgrado CIATEQ, A.C.
48
Referencias
Ahmad, Z. (2006). Principles of corrosion engineering and corrosion control.
Amsterdam: IChem; Elsevier.
Améstegui, M. (2001). Control proporcional integral y derivativo. Bolivia:
Universidad La Paz.
Anatolie, P. (2001). Cold spray technology. Rusia: Elsevier.
ASTM. (1997). Método de prueba estándar para viscosidad cinemática de líquidos
transparentes y opacos. USA: D445 06.
ASTM. (2010). Measuring adhesion by tape test. USA: D3359-95.
ASTM. (2015). Measuring MEK Resistance of Ethyl Silicate . USA: D4752.
Atorino, J. (2009). Experimentos con un sensor de efecto Hall. Journal Lapen.
Baratta, S. (2015). México Patente nº MX2015009824A.
Barrientos, A. (1997). Fundamentos de robótica. España: Mc Graw Hill.
Bauvin, A. (2011). Francia Patente nº EP2438994.
Bobkova, N. (2011). Low-melting bismuth-borate glass. Internationa Scholarly
Research, Article ID 428497.
Comité Español de Automática. (2011). Libro blanco de la robótica. España:
Comité Español de Automática.
Environmental Protection Agency. (2006). Chemicals known to the state to cause
cancer or reproductive toxicity. California: Safe Drinking Water and Toxic
Enforcement Act of 1986.
Iturriaga de la Fuente, G. (1999). México Patente nº 2268902.
ITW. (1954). El ABC del equipo de rociado. Glendale Heights: 1-239-D 04/06.
Posgrado CIATEQ, A.C.
49
Kataoka, A. (1972). Adsorption of amines and ammonia on H+-form ion
exchanger. Japón: Elsevier.
M, A. (1992). Materials Selection in Mechanical Desing. Cambridge.
S. J. B. Reed., S. (2005). Electron Microprobe Analysis and Scanning Electron
Microscopy in Geology.
Sheila, W., Bisson, C., & Duffy, A. P. (2012). Applying a behavioural and operational
diagnostic typology of competitive intelligence practice: empirical
evidence from the SME sector in Turkey. Journal of Strategic Marketing,
20(1), 19-33. doi:http://dx.doi.org/10.1080/0965254X.2011.628450
Shinkareva, E. (2004). Glass and ceramics. Rusia: L.V. Sokolova.
Song, Y., Rampley, C. P., & Chen, X. (2019). Application of bacterial whole-cell
biosensors in health. En Y. Song, C. P. Rampley, & X. Chen, Handbook of cell
biosensors (págs. 1-17). Springer Nature Switzerland AG.
Yashchishin, I. &. (2001). vol. 58, 287-289.
Posgrado CIATEQ, A.C.
50
ANEXOS

Posgrado CIATEQ, A.C.
ANEXO A
Composición química por EDS de recubrimientos sobre sustratos de vidrio
Requerimiento:
Análisis de composición química de un recubrimiento sobre sustrato vítreo.
Metodología:
1. Dispersión de energía por interacción con un haz de electrones (EDS)
mediante un microscopio electrónico de barrido termoiónico. Cuantitativo
con margen de error de menos del 5%.
2. Longitud de onda por dispersión de energía por interacción con un haz de
electrones (WDS) mediante un microscopio electrónico de barrido de
emisión de campo. Cuantitativo con margen de error de menos del 2%.
3. Espectrofotómetro de emisión óptico en un plasma de acoplamiento
inductivo (ICPOES). Cuantitativo con margen de error de menos del 1%.
Preoperativos:
Medir en 5 zonas de tres muestras diferentes.
• Selección de voltaje adecuado para garantizar que las medidas corresponden
a recubrimientos. Variación del voltaje de 10 a 30 KeV.
• Medidas del sustrato para comparar los resultados.
• Análisis en porcentaje atómico y masa de los elementos encontrados.
• Búsqueda de elementos pesados presentes en el recubrimiento.
Procedimiento experimental
Se evaluaron muestras de dimensiones diversas de muestras de contenedores de
vidrio cuyo fondo y paredes contiene un recubrimiento de color rojo.
Posgrado CIATEQ, A.C.
Se identificó el voltaje adecuado para realizar la medición variando de 10 a 30 keV.
Se realizaron medidas en 6 zonas por muestra y en 3 muestras diferentes en un
sistema de espectroscopía de dispersión de energía (EDS Bruker) disponible en un
Microscopio electrónico de barrido (ESEM, Phillips).
Resultados
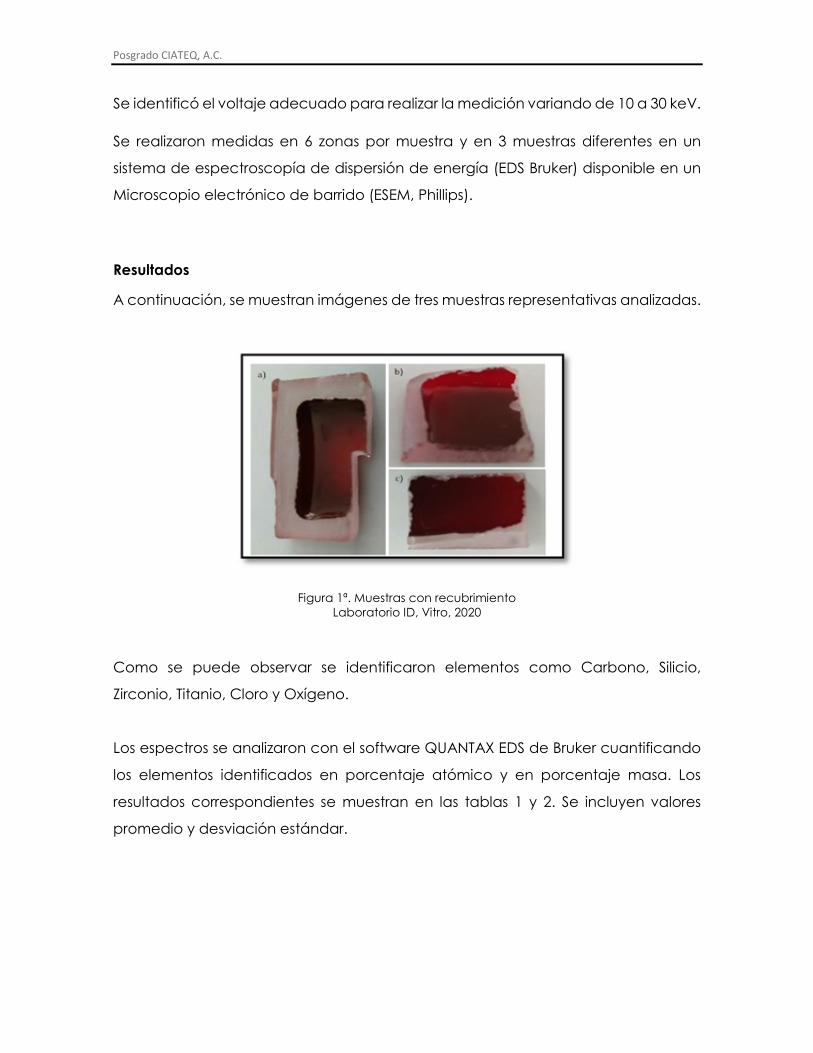
A continuación, se muestran imágenes de tres muestras representativas analizadas.
Figura 1ª. Muestras con recubrimiento Laboratorio ID, Vitro, 2020
Como se puede observar se identificaron elementos como Carbono, Silicio,
Zirconio, Titanio, Cloro y Oxígeno.
Los espectros se analizaron con el software QUANTAX EDS de Bruker cuantificando
los elementos identificados en porcentaje atómico y en porcentaje masa. Los
resultados correspondientes se muestran en las tablas 1 y 2. Se incluyen valores
promedio y desviación estándar.

Posgrado CIATEQ, A.C.
Posgrado CIATEQ, A.C.
Análisis
Los resultados son consistentes en las 18 zonas analizadas, independientemente de
la muestra. Las desviaciones estándar en ambos casos son claramente menores al
1%.
Se realizó una búsqueda específica de elementos pesados que puedan ser
causantes del tono rojo del recubrimiento. Particularmente para Antimonio,
Arsénico, Cadmio, Cobalto, Cobre, Hierro, Plomo, Vanadio, Mercurio o Selenio. El
resultado es negativo. Sin embargo, es de mencionar que a pesar de que la
técnica de EDS no detectó la presencia de esos elementos no se puede afirmar
categóricamente que no están presentes. Se recomienda realizar mediciones con
métodos analíticos que puedan detectar trazas de elementos pesados.
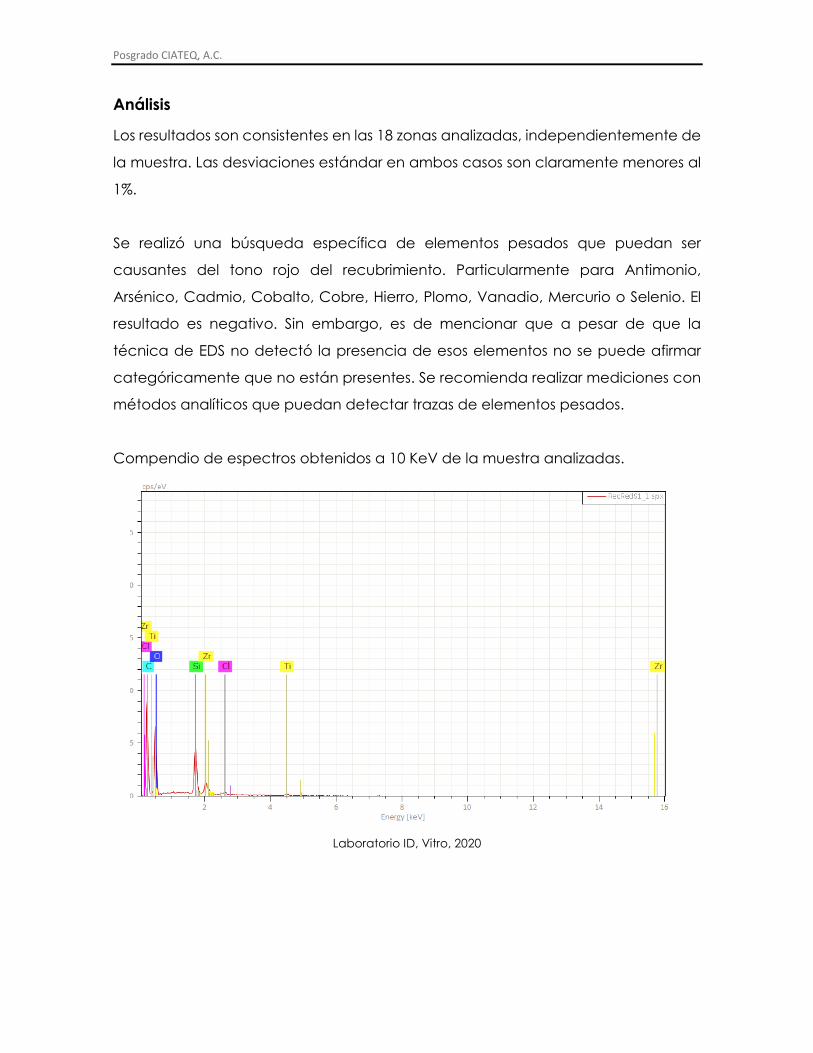
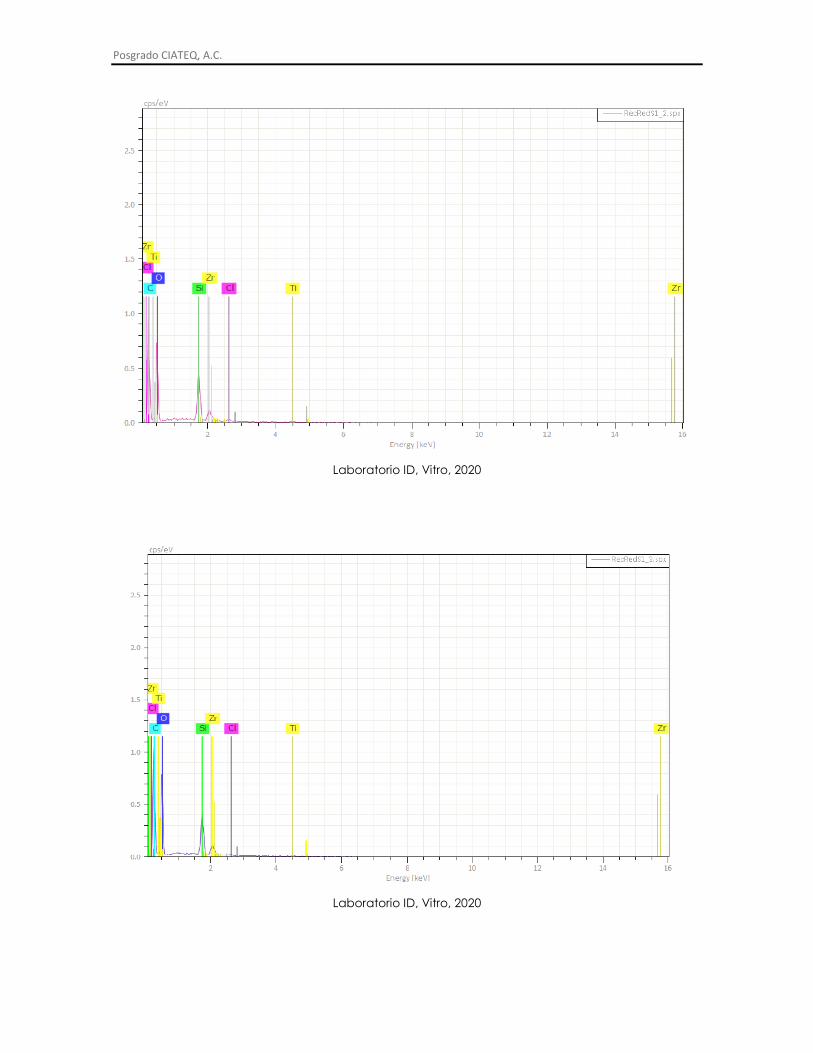
Compendio de espectros obtenidos a 10 KeV de la muestra analizadas.
Laboratorio ID, Vitro, 2020
Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020

Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020
Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020

Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020
Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020
Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020
Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020
Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020
Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020

Posgrado CIATEQ, A.C.
ANEXO B
Análisis a los materiales mediante un microscopio electrónico de barrido ESEM.
Requerimiento:
Análisis de composición química de un recubrimiento sobre sustrato vítreo.
Metodología:
Dispersión de energía por interacción con un haz de electrones (EDS) , voltaje de
15 keV con equipo Jeol JSM-IT100.
Resultados de Análisis
Muestra F1-V color: Azul
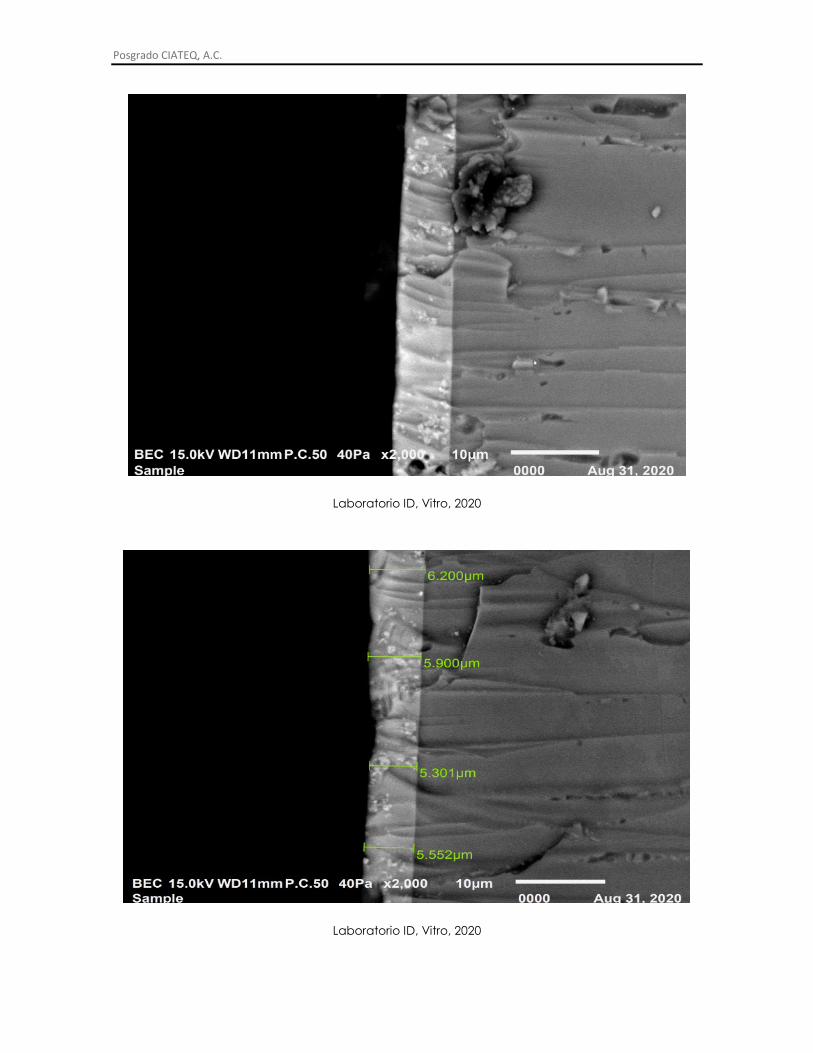
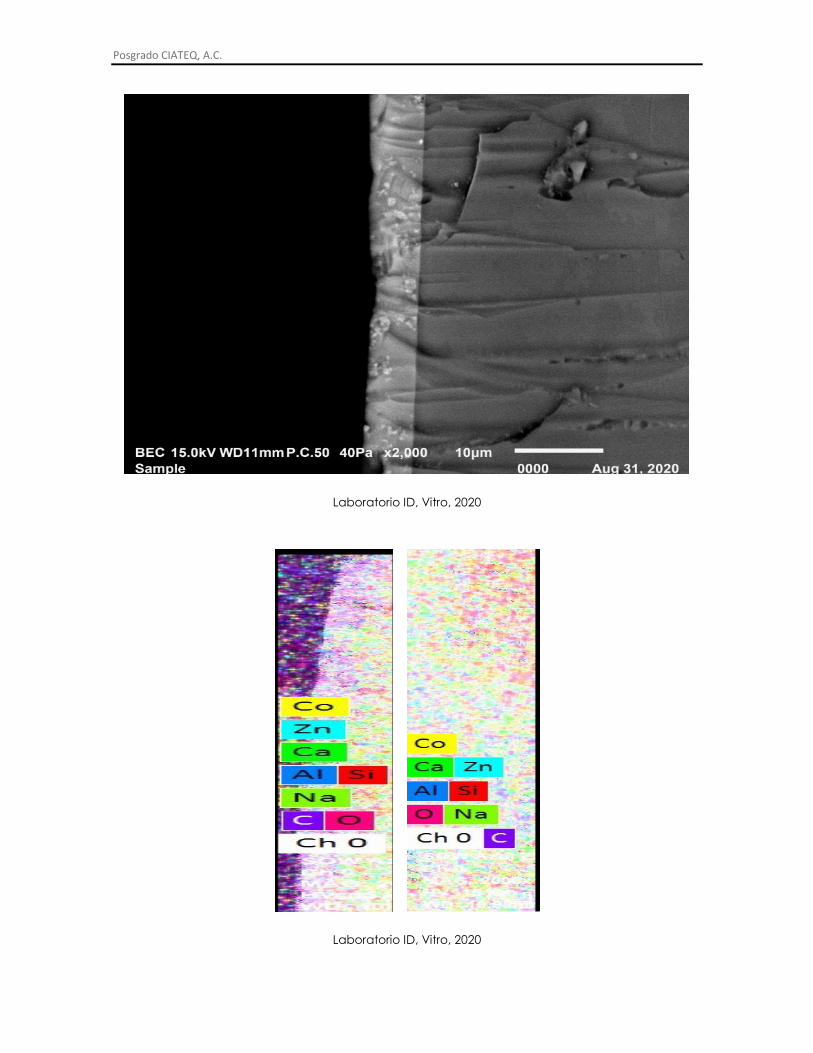
Laboratorio ID, Vitro, 2020
Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020

Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020

Posgrado CIATEQ, A.C.
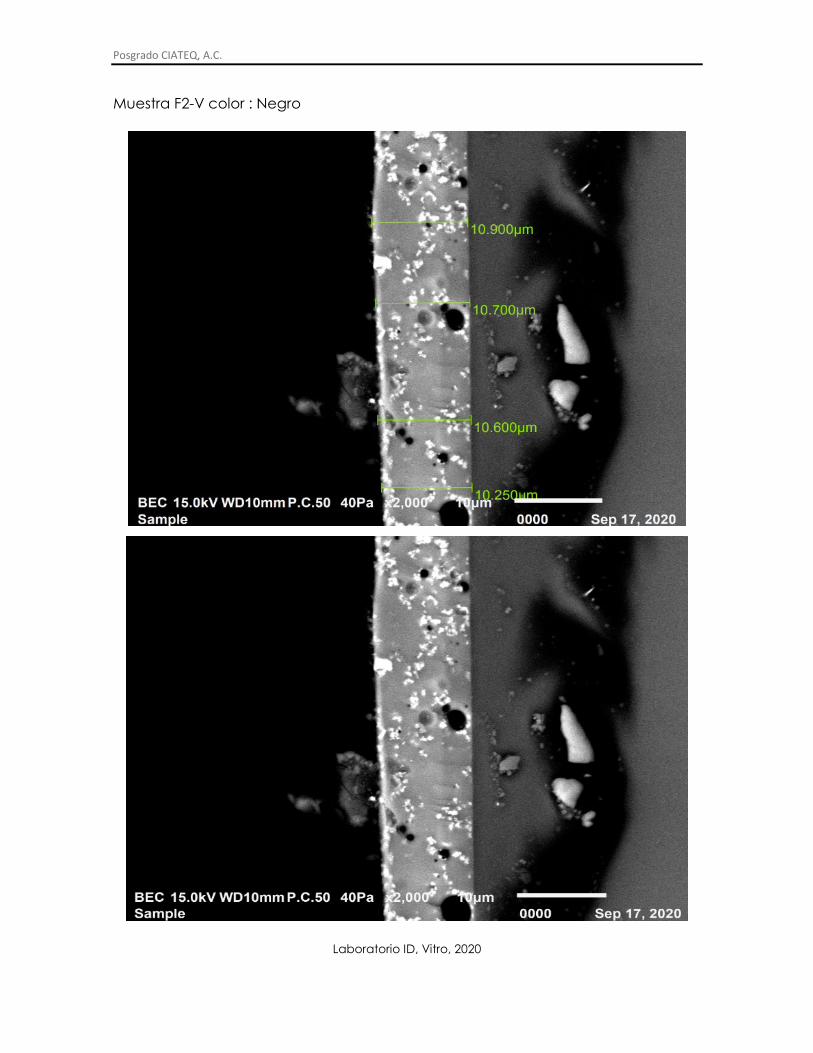
Muestra F1-V color : Negro
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020
Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020

Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Muestra F2-V color : Azul
Laboratorio ID, Vitro, 2020
Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020
Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020
Posgrado CIATEQ, A.C.
Muestra F2-V color : Negro
Laboratorio ID, Vitro, 2020
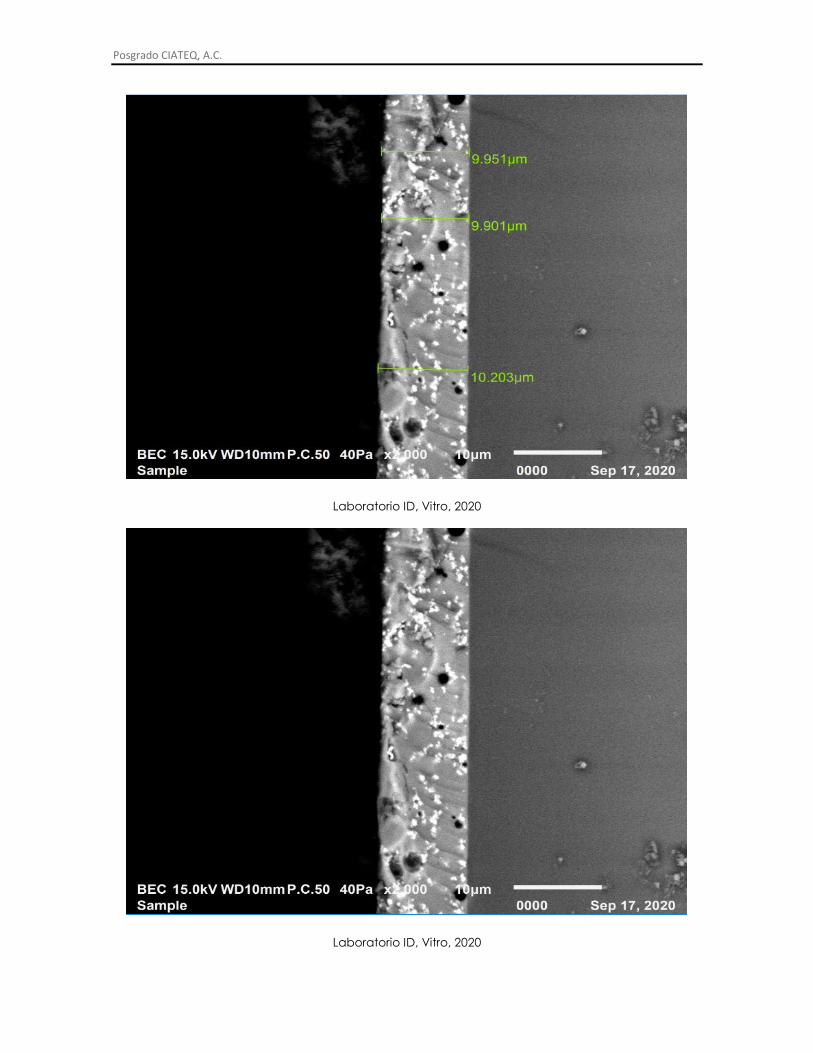
Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020
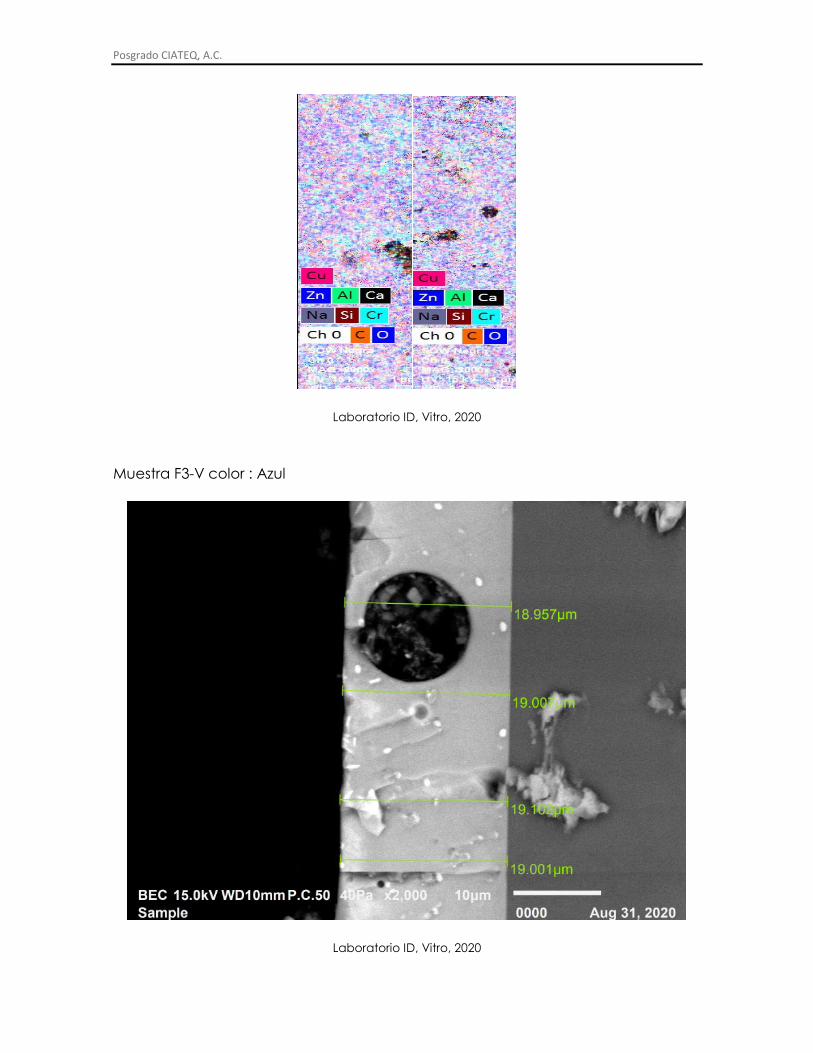
Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Muestra F3-V color : Azul
Laboratorio ID, Vitro, 2020
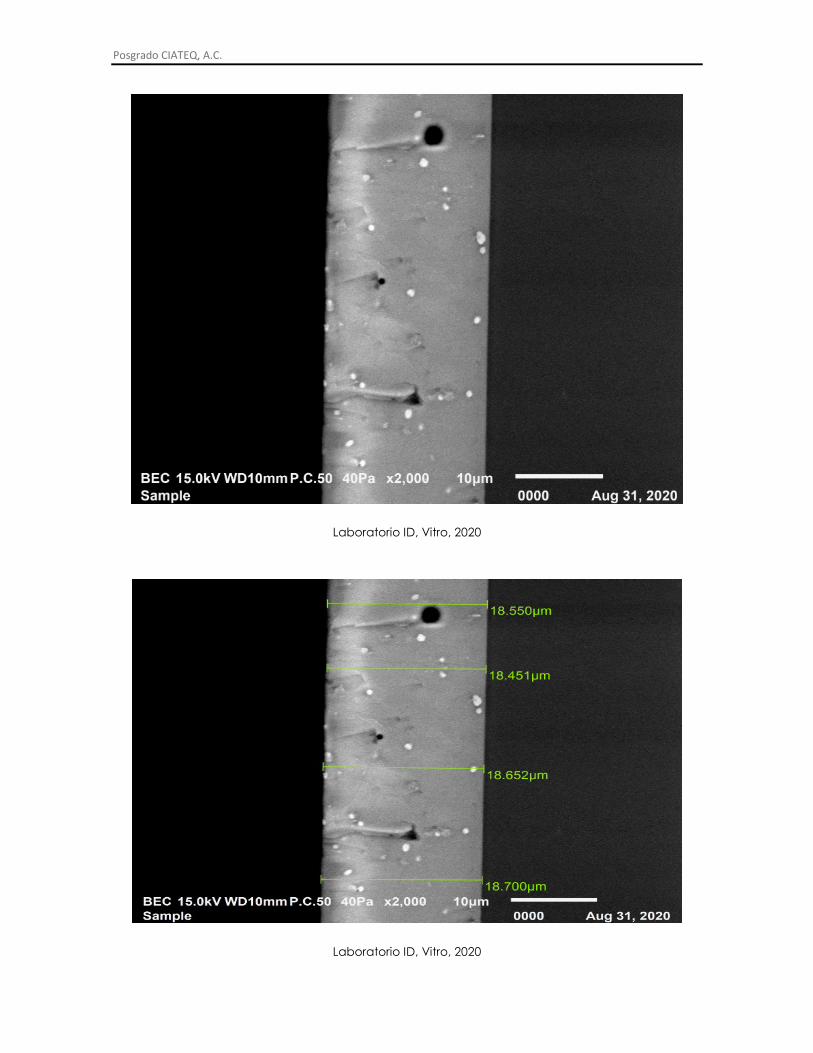
Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020
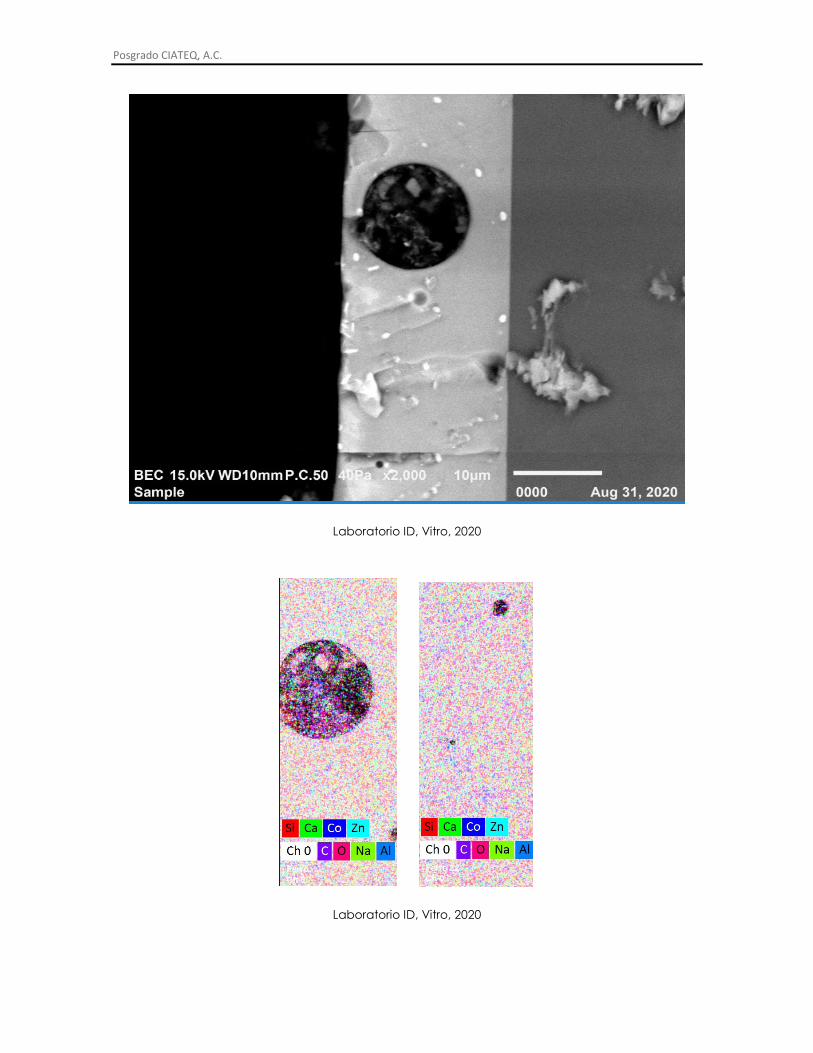
Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020

Posgrado CIATEQ, A.C.
Muestra F3-V color : Negro
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020
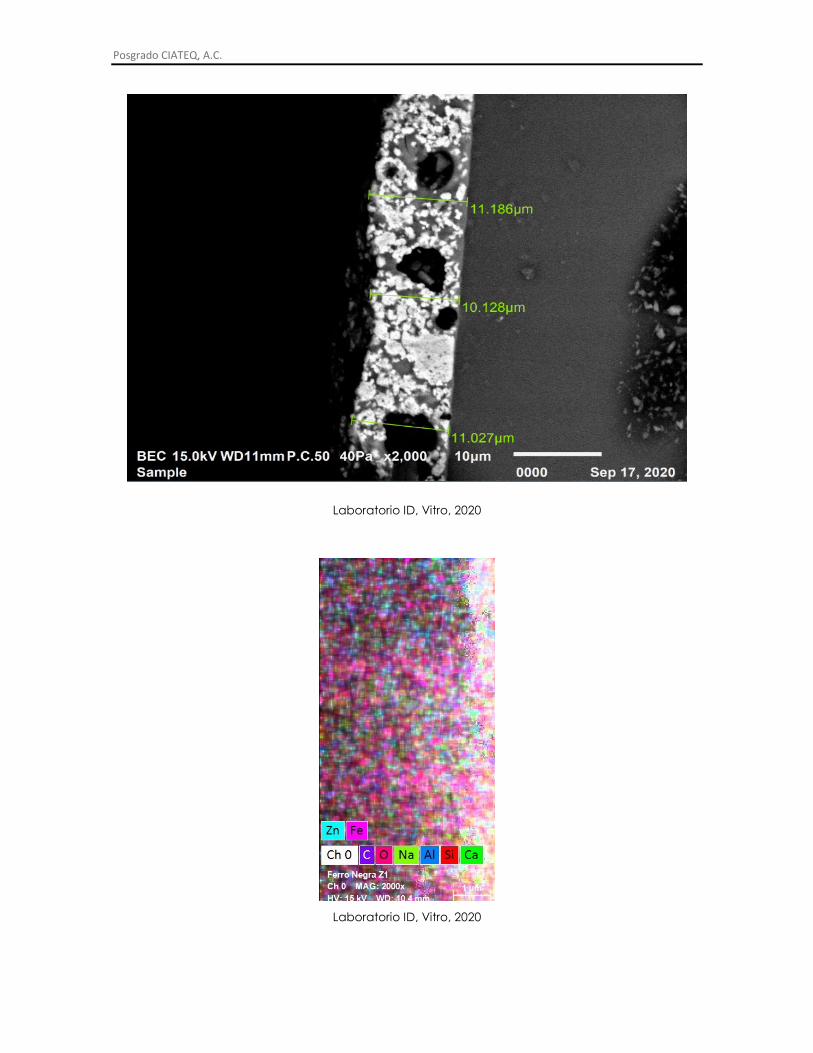
Posgrado CIATEQ, A.C.
Laboratorio ID, Vitro, 2020
Laboratorio ID, Vitro, 2020