tesis - repositorio ciateq: página de inicio...tesis maestro en manufactura avanzada presenta ing....
TRANSCRIPT
TESIS
MAESTRO EN
MANUFACTURA AVANZADA
PRESENTA
ING. PABLO CÉSAR SERRANO RAMÍREZ
CD. SAHAGUN, HIDALGO, OCTUBRE 2014.
OPTIMIZACIÓN DEL PROCESO DE MANUFACTURA DE SILO
SOLDADO
PARA OBTENER EL GRADO
OPTIMIZACIÓN DEL PROCESO DE
MANUFACTURA DE SILO SOLDADO.

A mis padres.
Gracias por su apoyo, guía y ejemplo.
Todos los objetivos logrados y las nuevas
metas planteadas, no serían posibles sin
la formación que ustedes me dieron, el
ánimo de ser mejor cada día y de nunca
dejar de luchar por aquello que soñamos.
Sairel
Gracias por tu infinito apoyo,
paciencia y comprensión. Este logro
no hubiera sido posible sin tu respaldo,
consejos y la motivación de ser mejor
cada día.

I
RESUMEN.
El objetivo del presente trabajo es rediseñar el proceso de manufactura del silo
soldado, para su implementación en la planta Cd. Sahagún, así como diseñar la
infraestructura necesaria para su implementación.
Como primer paso se analiza el proceso actual de silo soldado, para identificar los
cuellos de botella, esto con la ayuda de un modelo de simulación, mediante el uso
del software PlantSimulation de Siemens. Una vez introducido el modelo y corrida la
simulación se obtienen los porcentajes de utilización, paro y bloqueo de cada una de
las estaciones, para buscar su mejora.
Con base en estos datos, se rediseñan las estaciones de trabajo, a modo de un
proceso en serie, para así reducir el tiempo total de proceso. Este nuevo proceso
propuesto, se valida con su modelo de simulación, obteniendo que la reducción de
los tiempos de proceso es significativa.
Debido a que las instalaciones donde se va implementar el proceso no cuenta con la
infraestructura adecuada, es necesario desarrollar la distribución de planta adecuada
para el diseño propuesto, así como determinar el tamaño de las naves, cantidad y
capacidades de equipos de izaje comerciales y diseño de herramentales para la
manipulación del producto.
Dentro del desarrollo del estudio, se encontró que es necesario implementar una
cabina de granallado y una cabina de pintura dentro de las mismas instalaciones, y
por las características del proceso y del producto, no están disponibles modelos
comerciales similares, por lo que es necesario calcular sus capacidades de extracción
y ventilación.
Finalmente, para evitar que el retirar el producto de la línea de fabricación, se
convierta en una restricción, debido a sus dimensiones y disponibilidad del equipo de
izaje y de transporte final, se diseña un dispositivo capaz de posicionar el producto en
su posición de embarque y poderlo retirar de forma rápida y segura de la línea, sin
necesidad de que esté presente el equipo de transporte.
Con todas estas medidas, se logra el objetivo de reducir el tiempo de ciclo total,
hasta en un 76% y el tiempo de proceso en un 34%.

II
III
INDICE
RESUMEN. ..................................................................................................................................................I
INDICE DE IMAGENES .......................................................................................................................... V
INDICE DE TABLAS ............................................................................................................................... VII
GLOSARIO. ........................................................................................................................................ IX
CAPITULO 1. INTRODUCCIÓN. ........................................................................................................1
1.1 ANTECEDENTES. ......................................................................................................................1
1.2 DEFINICIÓN O PLANTEAMIENTO DEL PROBLEMA. ...............................................................6
1.3 JUSTIFICACIÓN.......................................................................................................................6
1.4 OBJETIVOS ...............................................................................................................................6
1.4.1 Generales. ......................................................................................................................6
1.4.2 Específicos. .....................................................................................................................6
1.5 HIPÓTESIS. ................................................................................................................................7
CAPITULO 2- MARCO TEÓRICO. ........................................................................................................9
2.1 DISTRIBUCIÓN DE PLANTA. ........................................................................................................9
2.2 SIMULACIÓN DE PROCESOS DE MANUFACTURA ............................................................. 12
2.3 PROCESOS Y POSICIONES DE SOLDADURA. ..................................................................... 13
2.3.1 Procesos de soldadura usados para la fabricación de silos. ............................. 13
2.3.2 Posiciones de soldadura usadas para la fabricación de silos. .......................... 17
2.4 GRÚAS NORMALMENTE ENCONTRADAS EN EL CENTRO DE TRABAJO. ....................... 20
CAPITULO 3. PROCEDIMIENTO DE INVESTIGACIÓN. .................................................................. 23
3.1 SIMULACIÓN DEL PROCESO ACTUAL DE SILO SOLDADO. ............................................. 23
3.1.1 Proceso de fabricación actual. ................................................................................... 23
3.1.2 Modelado del proceso actual. .................................................................................... 30
3.2 DEFINICIÓN DE ESTACIONES NECESARIAS PARA HACER EL PROCESO EN SERIE. .... 33
3.3 DISTRIBUCIÓN DE PLANTA DEL NUEVO PROCESO............................................................ 38
3.4 DEFINICIÓN DE MAQUINARIA NECESARIA PARA EL ROLADO, MEDICIÓN, CORTE Y
SOLDADURA AUTOMÁTICA DE ROLOS. ..................................................................................... 42
3.5 DEFINICIÓN DE MAQUINARIA NECESARIA PARA EL ENSAMBLE AUTOMÁTICO DE
ROLOS. ............................................................................................................................................... 45
IV
3.6 DEFINICIÓN DE EQUIPO DE IZAJE Y TRASLADO DE MATERIALES EN ÁREA DE
SUBENSAMBLES. ............................................................................................................................... 47
3.7 DISEÑO PRELIMINAR DE LA TORRE DE ENSAMBLE/GRANALLADO/PINTURA. ............. 53
3.8 DEFINICIÓN DEL EQUIPO DE IZAJE EN TORRE. ................................................................... 57
3.9 DISEÑO DE LAS PUERTAS PARA LA SEPARACIÓN DE LAS DISTINTAS ETAPAS. ............ 58
3.10 DIMENSIONAMIENTO DEL SISTEMA DE COLECCIÓN DE POLVOS PARA LA ETAPA
DE GRANALLADO DE LA TORRE. .................................................................................................. 62
3.11 DIMENSIONAMIENTO DEL SISTEMA DE INYECCIÓN Y EXTRACCIÓN DE VAPORES Y
FILTRADO, PARA LA FASE DE PINTURA. ....................................................................................... 67
3.12 DISEÑO DEL EQUIPO DE EMBARQUE DE SILOS. ............................................................... 71
CAPITULO 4. RESULTADOS. ................................................................................................................ 87
4.1 SIMULACIÓN DEL PROCESO ACTUAL DE SILO SOLDADO. .............................................. 87
4.2 SIMULACIÓN DEL PROCESO PROPUESTO ........................................................................... 88
4.3 ANÁLISIS DE LA REDUCCIÓN DE TIEMPO TOTAL DE CICLO. ........................................... 92
4.4 DISTRIBUCIÓN DE PLANTA DEL NUEVO PROCESO. ........................................................... 95
4.5 RESUTADOS DEL CALCULO DE EQUIPOS DE IZAJE Y TRASLADO DE MATERIALES AL
ÁREA DE TORRE. ............................................................................................................................... 97
4.6 CONCENTRADO DE EDIFICIOS Y MAQUINARIA A ADQUIRIRSE.................................... 99
4.7 RESULTADOS DEL ANÁLISIS DE PARTES DEL EQUIPO DE EMBARQUE DE SILOS. ........ 100
CONCLUSIONES. ............................................................................................................................... 107
RECOMENDACIONES. ...................................................................................................................... 109
REFERENCIAS BIBLIOGRÁFICAS. .................................................................................................... 111
V
INDICE DE IMAGENES Fig. 1 Silo soldado 3.45mts diámetro. ........................................................................................................2
Fig. 2 Silo de 2.3mts de diámetro con sistema de arrastre. .......................................................................2
Fig. 3 Tanques API 650. ..............................................................................................................................3
Fig. 4 Silo presurizado ASME Sec. VIII. .......................................................................................................3
Fig. 5 Naves disponibles en Cd. Sahagún. .................................................................................................5
Fig. 6 Esquema del proceso de soldadura GMAW [6] ............................................................................. 14
Fig. 7 Transferencia por corto circuito [6]. .............................................................................................. 14
Fig. 8 Transferencia Globular [6]. ............................................................................................................ 15
Fig. 9 Transferencia Spray [7]. ................................................................................................................. 15
Fig. 10 Esquema de soldadura por plasma PAW [8]. .............................................................................. 16
Fig. 11 Clasificación posiciones de soldadura de ranura [9]. .................................................................. 18
Fig. 12 Posiciones de placas de prueba para soldaduras de ranura [9]. ................................................. 19
Fig. 13 Grúas sobre cabeza montadas sobre rieles [10]. ........................................................................ 21
Fig. 14 Grúa Monorriel [10]. .................................................................................................................... 22
Fig. 15 Mapa de proceso Silo Soldado Parte1. ........................................................................................ 23
Fig. 16 Mapa de proceso Silo Soldado Parte 2. ....................................................................................... 24
Fig. 17 . Distribución de planta del proceso actual en Planta Pachuca................................................... 24
Fig. 18 Roladora Vertical. Fig. 19 Rolo Terminado. ........................................................................... 25
Fig. 20 Soldadura vertical de rolo. .......................................................................................................... 26
Fig. 21 Montaje de tapa en rolo. ............................................................................................................. 26
Fig. 22 Montaje de rolo……………………………………………………………………………………………………………………...27
Fig. 23 Puntos en rolo……….. ................................................................................................................... 27
Fig. 24 Asentado de puntos………………………………………………………………………………………………………………..27
Fig. 25 Detallado de puntos……….. .......................................................................................................... 27
Fig. 26 Ajuste de rolo con cuñas…………………………………………………………………………………………………………28
Fig. 27 Soldadura de rolos…………….. ....................................................................................................... 28
Fig. 28 Montaje de cono…………………………………………………………………………………………………………………….28
Fig. 29 Giro de subensamble. .................................................................................................................. 28
Fig. 30 Subensamble en posición horizontal ........................................................................................... 28
Fig. 31 Montaje de rolo de cono a cuerpo…………………………………………………………………………………….……29
Fig. 32 Montaje de rolo de cono a cuerpo en torre. ............................................................................... 29
Fig. 33 Modelo se simulación de proceso actual de Silo Soldado. .......................................................... 32
Fig. 34 Área para trabajar subensamble de silo soldado 5mts diámetro. .............................................. 34
Fig. 35 Área necesaria para tres estaciones de tapa. .............................................................................. 35
Fig. 36 Plano de la estación de roladora vertical, con corte por plasma y soldadura por plasma
automática. ............................................................................................................................................. 44
Fig. 37 Modelo 3D de la máquina de rolado, corte y soldadura vertical. ............................................... 45
Fig. 38 Plano de la estación de ensamble vertical de rolos. ................................................................... 46
Fig. 39 Modelo 3D de la estación de ensamble vertical de rolos............................................................ 47
Fig. 40 Modelo 3D grúa bandera, con fijaciones y carga para análisis de elemento finito. ................... 49
Fig. 41 Diseño propuesto de igualador para izaje de rolos. .................................................................... 50
Fig. 42 Modelo para análisis de elemento finito para igualador de carga de rolos ................................ 51
VI
Fig. 43 Modelo para análisis de elemento finito para sargento de carga de rolos. ................................ 51
Fig. 44 Diseño propuesto de carrito para movimiento de rolos.............................................................. 52
Fig. 45 Modelo para análisis de elemento finito de carrito para movimiento de rolos. ......................... 53
Fig. 46 Modelo 3D de la torre de ensamble/granallado/pintura. .......................................................... 54
Fig. 47 Plano de estructuración de la torre de ensamble/granallado/pintura. ....................................... 55
Fig. 48 Plano de elevación de la torre de ensamble/granallado y pintura y nave de subensambles. .... 56
Fig. 49 Ejemplo de puertas plegables de 2 hojas por lado. ..................................................................... 59
Fig. 50 Ejemplo de puertas abatibles automatizadas. ............................................................................ 59
Fig. 51 . División de cabinas con puertas abatibles. ................................................................................ 60
Fig. 52 División de cabinas con puertas plegables. ................................................................................. 60
Fig. 53 . Diseño de puertas propuesto. ................................................................................................ 61
Fig. 54 Diseño VS-101 [11]. ...................................................................................................................... 64
Fig. 55 Colector de polvos propuesto. ..................................................................................................... 65
Fig. 56 Diseño VS-603 [11]. ...................................................................................................................... 69
Fig. 57 Sistema de inyección, extracción y filtros cabina de pintura. ...................................................... 70
Fig. 58 Volcador de silos. ......................................................................................................................... 72
Fig. 59 Chasis trasero con volcador de silos. .......................................................................................... 73
Fig. 60 Escenario 1 de análisis para chasis............................................................................................... 74
Fig. 61 Escenario 2 de análisis para chasis............................................................................................... 74
Fig. 62 Chasis trasero. .............................................................................................................................. 75
Fig. 63 Modelo para análisis de apoyo de volcador en chasis. ............................................................... 76
Fig. 64 Diseño propuesto de apoyo de volcador en chasis. .................................................................... 77
Fig. 65 Escenario 1 de análisis para marco volcador……………………………………………………………………………79
Fig. 66 Escenario 2 de análisis para marco volcador…… .......................................................................... 78
Fig. 67 Escenario 3 de análisis para marco volcador. .............................................................................. 78
Fig. 68 Diseño propuesto para marco volcador. ..................................................................................... 79
Fig. 69 Chasis delantero con quinta para volcador de silos. ................................................................... 81
Fig. 70 Diseño propuesto para chasis delantero. ................................................................................... 82
Fig. 71 Escenario 1 para análisis de chasis delantero. ............................................................................ 83
Fig. 72 Escenario 2 para análisis de chasis delantero. ............................................................................ 83
Fig. 73 Escenario 1 de análisis para apoyo de quinta para chasis delantero. ........................................ 84
Fig. 74 Escenario 2 de análisis para apoyo de quinta para chasis delantero. ........................................ 84
Fig. 75 Diseño propuesto apoyo de quinta para chasis delantero. ......................................................... 85
Fig. 76 Gráfica de ocupación de estaciones proceso actual. ................................................................... 88
Fig. 77 Modelo de simulación de proceso propuesto de Silo Soldado. .................................................. 90
Fig. 78 Gráfica de ocupación de estaciones proceso propuesto. ............................................................ 92
Fig. 79 Reducción de tiempos proceso actual vs propuesto. ................................................................. 93
Fig. 80 Gráfica de ocupación de proceso actual. ..................................................................................... 94
Fig. 81 Gráfica de ocupación de proceso propuesto. .............................................................................. 94
Fig. 82 Modelado de la distribución en planta y modificación a naves existentes en las instalaciones de
SYCSA Cd. Sahagún. ................................................................................................................................. 95
Fig. 83 Distribución de planta Propuesta para nueva nave. .................................................................... 96
Fig. 84 Gráfica de esfuerzo de Von Misses para Grúa Bandera con una carga de 3Ton. ........................ 97

VII
Fig. 85 Gráfica de esfuerzo de Von Misses para Cruceta de izaje de rolos con una carga de 2.5Ton. .. 98
Fig. 86 .Gráfica de esfuerzo de Von Misses para sargento de izaje de rolos con una carga de 625kgs. 98
Fig. 87 Gráfica de esfuerzo de Von Misses para carrito de movimiento de rolos con una carga de
650kgs. .................................................................................................................................................... 99
Fig. 88 Gráfica de esfuerzo de Von Mises para chasis trasero en carga vertical. ................................. 100
Fig. 89 Gráfica de esfuerzo de Von Mises para chasis en carga vertical y jalón horizontal. ................. 101
Fig. 90 Gráfica de esfuerzo de Von Mises para carga vertical sobre apoyo de volcador...................... 101
Fig. 91 Gráfica de esfuerzo de Von Mises para carga vertical el volcador. ........................................... 102
Fig. 92 Gráfica de esfuerzo de Von Mises para carga a 45° de inclinación sobre el volcador. ............. 102
Fig. 93 Gráfica de esfuerzo de Von Mises para carga horizontal sobre el volcador. ............................ 103
Fig. 94 Gráfica de esfuerzo de Von Mises para chasis delantero bajo carga vertical. .......................... 103
Fig. 95 Gráfica de esfuerzo de Von Mises para chasis delantero, bajo carga vertical y jalón. ............. 104
Fig. 96 Gráfica de esfuerzo de Von Mises apoyo de quinta en carga vertical. ..................................... 104
Fig. 97 Gráfica de esfuerzo de Von Mises apoyo de quinta en carga vertical y jalón. ......................... 105
INDICE DE TABLAS Tabla 1 Características y riesgos de procesos de soldadura más comunes según OSHA [14]. ............... 16
Tabla 2 Clasificación posiciones de soldadura de ranura [9]. ................................................................. 18
Tabla 3 Tiempos de ruta silo soldado. .................................................................................................... 31
Tabla 4 Tiempos de proceso para modelo de simulación. ...................................................................... 33
Tabla 5 Tiempos detallados de operaciones en ensamble de tapa. ....................................................... 34
Tabla 6 Tiempos de proceso propuestos para estaciones de tapa. ........................................................ 35
Tabla 7 Tiempos detallados de operaciones en ensamble de tapa. ....................................................... 36
Tabla 8 Tiempos de proceso propuestos para estaciones de rolo de cono. ........................................... 36
Tabla 9 Tiempos de proceso propuestos para estaciones de torre de ensamble. ................................. 37
Tabla 10 Tiempos de proceso propuestos de Silo Soldado estaciones en serie. .................................... 38
Tabla 11 Guía para la selección de captadores de polvo [11]................................................................. 66
Tabla 12 Resultados de simulación proceso actual. ............................................................................... 87
Tabla 13 Porcentajes de ocupación de estaciones proceso actual. ........................................................ 87
Tabla 14 Porcentajes de ocupación de proceso actual sobre tiempo disponible................................... 88
Tabla 15 Tiempos de proceso propuesto. ............................................................................................... 89
Tabla 16 Resultados de simulación proceso propuesto. ........................................................................ 91
Tabla 17 Porcentajes de ocupación de estaciones proceso propuesto. ................................................. 91
Tabla 18 Reducción de tiempos proceso actual contra proceso propuesto. .......................................... 92

VIII
IX
GLOSARIO.
AWS. Sociedad Americana de Soldadura (por sus siglas en ingles). Organismo
establecido en los Estados Unidos de América, encargado de establecer normas,
certificar procesos y personas, así como emitir publicaciones sobre soldadura. Debido
a la influencia regional y al no contar con un organismo similar en México, la normativa
establecida por este organismo se considera vigente en el país.
Cm. Centímetros, unidad de medida de longitud, equivalente a 0.01 metros.
Ensamble. Producto finalizado de sus operaciones de armado, pero al que le restan
operaciones finales de acabado, por tanto aún no se puede llamar producto final.
ERP. Planeación de los recursos de la empresa, por sus siglas en ingles. Plataforma
informática utilizada para gestionar los recursos de la empresa, como son pedidos,
facturación, órdenes de trabajo, definición de productos (rutas y estructuras), etc.
Granalla. Abrasivo que consta de partículas metálicas, de bordes angulares y
granulometría variable, normalmente utilizados para limpieza de superficies metálicas,
por proyección neumática.
Granallado. Proceso de limpieza de superficies metálicas, que tiene como finalidad
retirar oxido e impurezas del material y generar perfil de anclaje para la aplicación de
recubrimientos por aspersión. El proceso consiste en la proyección de material
abrasivo sobre la superficie metálica por medio de un flujo de aire comprimido.
Hrs. Horas, unidad de medida de tiempo.
Kgs. Unidad de medida de peso.
M2. Metros cuadrados, unidad de medida de área.
M3. Metros cúbicos, unidad de medida de volumen.
Mm. Milímetros, unidad de medida de longitud equivalente a 0.001 metros
Mts. Metros, unidad de medida de longitud.
OSHA. Administración de salud y seguridad ocupacional. Organismo dependiente del
gobierno de los Estados Unidos de América, encargado de regular las condiciones de
salud y seguridad en los centros de trabajo, debido a su influencia regional, sus
lineamientos se consideran buenas prácticas en el país.
PSI. Libras sobre pulgada cuadrada, unidad de medida de presión.
X
Roladora. Máquina que consta de un juego de rodillos y tiene la capacidad de dar
forma curva a hojas de metal. Esta puede ser horizontal o vertical dependiendo de la
posición de los rodillos y la posición en que sea alimentado el material.
Rolo. Anillo de placa o lamina que conforma el cuerpo de un silo.
Seamer. Máquina de soldadura horizontal automática sobre mesa, su nombre
proviene de la voz inglesa “Seam” o sello, se refiere a una soldadura de sello o a tope.
Silo. Recipiente cilíndrico, metálico, para contener solidos granulares o polvos,
normalmente formador por una tapa, cuerpo, cono de descarga y medio de soporte,
pudiendo ser este patas o faldón.
Subensamble. Conjunto de piezas que por sí mismos no forman un producto, pero que
ya ensamblas entre sí, forman una pieza que formara el producto final.
Ton. Unidad de medida de peso, equivalente a 1000 kilogramos.
“ . Pulgadas, unidad de medida de longitud del sistema inglés, equivalente a 0.0254
metros.
1
CAPITULO 1. INTRODUCCIÓN.
1.1 ANTECEDENTES.
La empresa Silos y Camiones S. A. de C. V. (SYCSA) se dedica al desarrollo de proyectos
integrales de almacenamiento y manejo de materiales a granel. Dentro de estos
proyectos, se integran para el almacenaje de materiales a granel diversos productos,
dependiendo de la aplicación o necesidad de almacenaje.
Dentro de estos productos están los conocidos como silos, ya sean estos soldados o
atornillados.
Estos silos, son recipientes metálicos, cilíndricos, herméticos, que se posicionan de
manera vertical y que operan a presión atmosférica.
Dentro de su área de planta, que es la encargada de la fabricación de los productos
que comercializa, cuenta con cuatro líneas de producto distribuidas en dos plantas,
que son:
1. Silos Soldados.
2. Silos Atornillados.
3. Motosopladores y Accesorios.
4. Semirremolques.
Dentro de la línea de silo soldado, se tiene capacidad de producir 4 diferentes
productos que son:
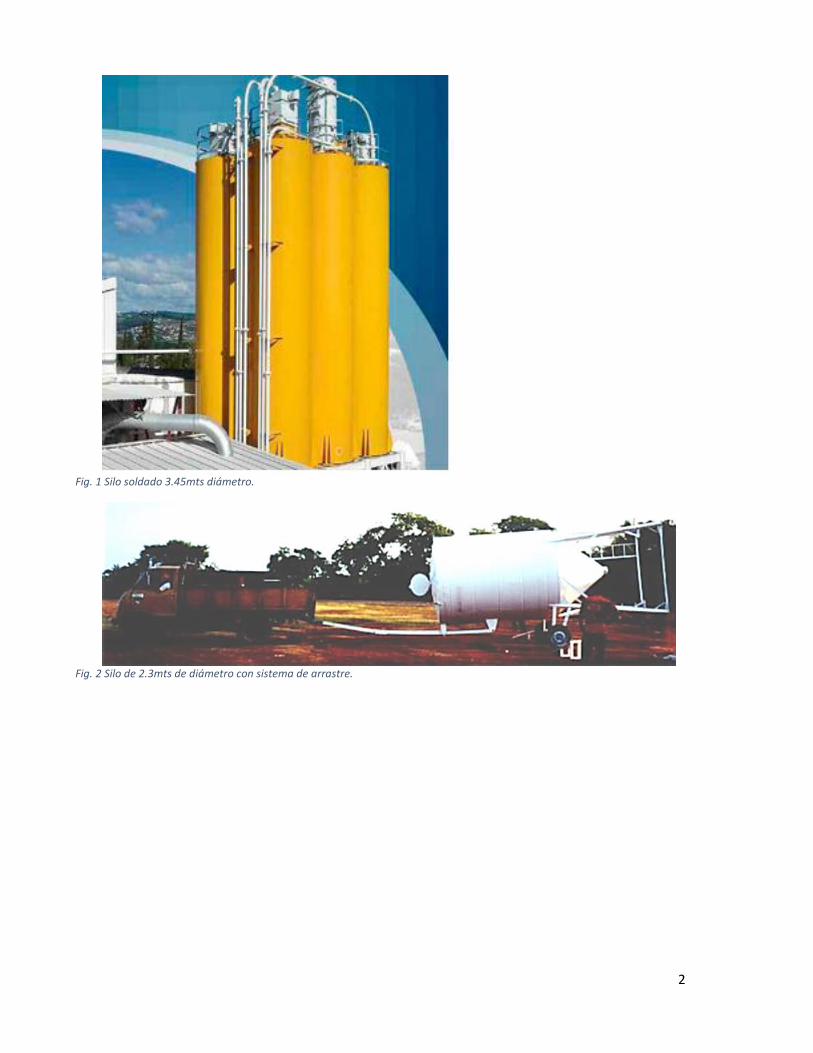
- Silos de almacenamiento mayores: son aquellos desde 2.5mts hasta 5.20mts de
diámetro y con una altura de hasta 22mts, estos pueden ser fabricados en acero al
carbón, acero inoxidable o aluminio. Fig.1
- Silos de almacenamiento menores: son aquellos de diámetros hasta 2.3mts y con una
altura de hasta 9.29mts, estos pueden ser fabricados en acero al carbón, acero
inoxidable o aluminio. Fig.2
- Tanques para líquidos, bajo API 650 o diseño del cliente. Fig. 3
- Recipientes a presión según código ASME sec. VIII Div.1. Fig. 4
2
Fig. 1 Silo soldado 3.45mts diámetro.
Fig. 2 Silo de 2.3mts de diámetro con sistema de arrastre.

3
Fig. 3 Tanques API 650.
Fig. 4 Silo presurizado ASME Sec. VIII.
Durante los 44 años de historia de la compañía, han sucedido diversos cambios en el
proceso de fabricación de los Silos Soldados, hasta el proceso actual. Este proceso se
caracteriza por ser poco automatizado y depender de la habilidad del personal para
generar un producto de calidad. Por esta razón se requiere contar con personal
altamente calificado para la fabricación específica de este producto, el que
normalmente se va entrenando dentro de Planta.
4
Además el concepto del proceso de manufactura está orientado a un desarrollo
por proyecto, dado las grandes diferencias entre un silo y otro a ser fabricados
durante un periodo determinado, y la dificultad de implementar un proceso en
serie debido a dichas diferencias y a las limitaciones de espacio e infraestructura.
La actual planta de fabricación de la compañía está establecido en un terreno
que es no es de su propiedad, por lo que paga una renta mensual por el uso de
este espacio.
La ubicación de este terreno, actualmente ya está dentro de la zona céntrica de
la ciudad, por lo que es cada vez más complicado el poder abastecerse de
materia prima y la entrega de los equipos fabricados, por la dimensión del equipo
de transporte necesario. El flujo de camiones de carga se encuentra restringido en
esta zona, y solamente es posible realizarlo tramitando permisos especiales y
respetando rangos de horario nocturnos.
Adicional a estos factores, no se cuenta con un espacio mayor para ampliar las
instalaciones y poder replantear la línea de fabricación para aumentar su
capacidad de fabricación.
Estas condiciones de fabricación, han llevado a SYCSA a perder pedidos, ya que
los tiempos de entrega, en muchas ocasiones exceden la fecha de necesidad de
los clientes.
En el año 2006, silos y Camiones adquirió 17,000m2 de naves en el parque industrial
de Cd. Sahagún, pensando en un periodo menor a 8 años, cambiar el total de las
operaciones de Planta Pachuca a Ciudad Sahagún, y así resolver los problemas
de abasto de materias primas y entrega de productos, así como terminar con el
pago de renta.
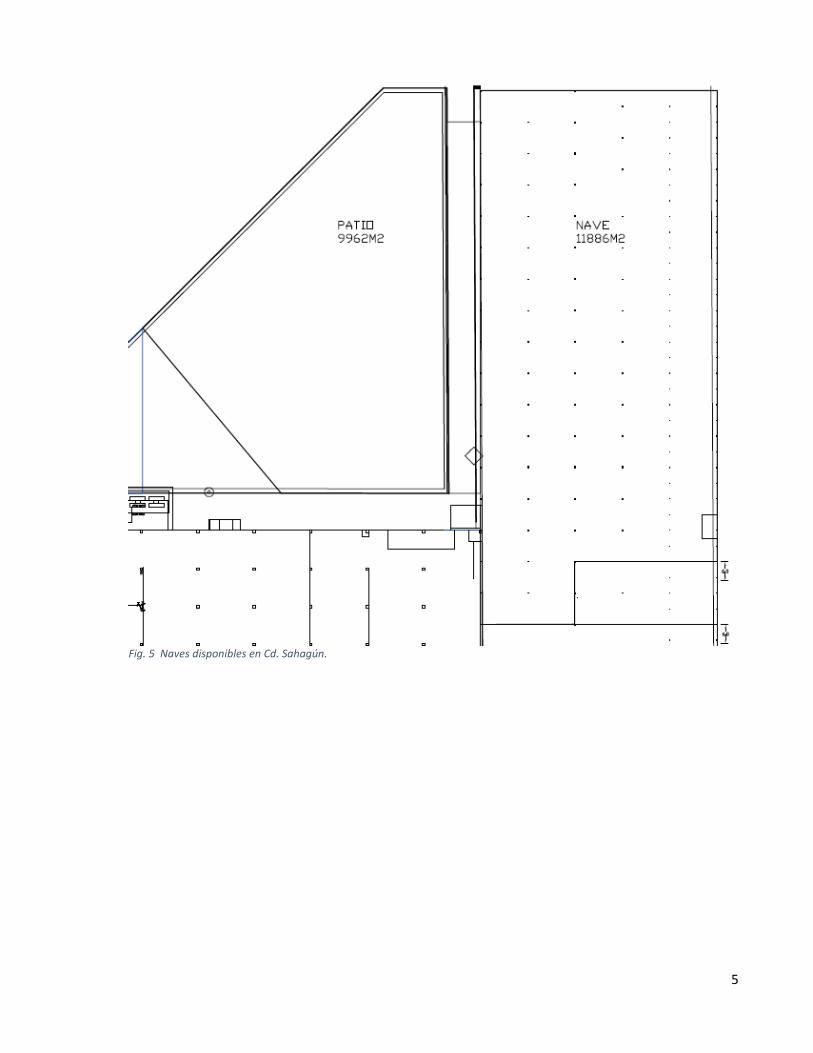
En el presente año, se rentaron el 80% de la superficie original de nave, pero se
adquirieron 12,000m2 mas en una nave contigua, que es donde finalmente se
instalara la nueva planta de Silos y Camiones (fig.5).
Estas naves cuentan con una altura de 4.9mts, por lo que será necesario modificar
la altura en las zonas que así lo requieran por los distintos procesos de fabricación.
Debido al aumento en el volumen de requerimientos de venta de silos soldados,
la primera línea de producto que se implementara en las nuevas instalaciones, será
precisamente la de silo soldado. Al planear esta transición hacia las nuevas
instalaciones, se buscara que la línea de fabricación sea capaz de aumentar su
capacidad y de este modo disminuir los tiempos de entrega a cliente.
5
Fig. 5 Naves disponibles en Cd. Sahagún.
6
1.2 DEFINICIÓN O PLANTEAMIENTO DEL PROBLEMA.
En la línea de Silo Soldado de Planta Pachuca SYCSA, se tiene el problema de una alta
variación en los tiempos de proceso debido a la dependencia de mano de obra
especializada e infraestructura obsoleta, lo que repercute en la capacidad de
fabricación y en los tiempos de entrega al cliente y con esto en pérdida de pedidos.
1.3 JUSTIFICACIÓN.
La necesidad de mudar la línea de silo soldado a las nuevas instalaciones de Cd.
Sahagún, así como la oportunidad de planear esta, con el proceso, características y
capacidad suficiente para poder cumplir con los requerimientos de los clientes, son las
necesidades principales que llevan a revisar el proceso anterior para identificar los
puntos débiles que serán necesarios corregir en esta nueva línea.
Al no contar con infraestructura adecuada para la fabricación de silos, es necesario
también, definir el diseño preliminar de la nueva planta.
Se busca con esto, que SYCSA se consolide como la mejor opción para abastecer al
mercado nacional e internacional de silos soldados, al no solamente ser líderes en
diseño y calidad del producto, sino también en costo y tiempo de entrega para de
este modo lograr la entera satisfacción del cliente y asegurar la estabilidad financiera
de la compañía.
1.4 OBJETIVOS
1.4.1 Generales.
Diseñar la infraestructura necesaria para la implementación y optimización del
proceso de manufactura de los silos soldados en posición vertical, en Planta Ciudad
Sahagún.
1.4.2 Específicos.
- Definición de las etapas del proceso que optimicen los tiempos de
manufactura.
- Distribución de planta del nuevo proceso, que se adapte a las condiciones de
las naves de Ciudad Sahagún.
- Selección de la maquinaria adecuada para la fabricación de los silos soldados.
7
- Diseño del sistema de torres de ensamble, granallado y pintura. Con capacidad
de fabricación de silos de hasta 22mts de altura y 5mts de diámetro.
1.5 HIPÓTESIS.
Con la optimización del proceso a implementarse en las nuevas instalaciones, se
reducirán los tiempos de manufactura en un 40 % con respecto al proceso en Planta
Pachuca, lo que permitirá una producción más ágil y simultanea de varios
productos, reduciendo así los tiempos de entrega a cliente.

8
9
CAPITULO 2- MARCO TEÓRICO.
Con base en los objetivos generales y específicos planteados, se definirá el marco
teórico para los puntos referentes a estos.
Simulación de procesos: Este punto servirá para el objetivo específico de Definición de
las etapas de proceso, y servirá de base para los restantes objetivos específicos.
Distribución de planta. Se utilizara para el objetivo específico de Distribución de planta
del nuevo proceso.
Procesos de soldadura. Debido a que el proceso principal utilizado para la fabricación
de los silos es la soldadura, se desarrollara este marco teórico para tener la referencia
a la nomenclatura de procesos, transferencias y posiciones utilizadas.
Grúas encontradas en el centro de trabajo. Se tratara este punto para tener referencia
los equipos de izaje necesarios para el proceso y para la etapa de torres de ensamble.
2.1 DISTRIBUCIÓN DE PLANTA.
La distribución de planta, se refiere a como están acomodadas las máquinas,
almacenes y como es el flujo de materiales y personas dentro de las instalaciones
donde se ubica el proceso de manufactura.
Este es un punto en especial importante, ya que el flujo y el tiempo de proceso se ven
directamente afectados por como el proceso y los materiales están ubicados en la
fábrica.
Hay distintos criterios para especificar la distribución en planta que mejor se adapte al
proceso en estudio. Estos pueden ser según el tipo de proceso y el tipo de flujo de
materiales.
Tipos de distribución.
Según el tamaño del producto a manufacturarse y su flujo dentro de las instalaciones,
las distribuciones se pueden clasificar en [1]:
Distribución de posición fija. En este tipo de distribución los materiales, así como las
máquinas y el personal requerido para el proceso, se mueven hacia el producto, el
cual se mantiene fijo en un punto. Este tipo de distribución normalmente se encuentra
en la fabricación de artículos de gran volumen y que no resulta factible su flujo dentro
de las instalaciones.
10
Distribución de proceso. En este tipo de distribución, se agrupan los recursos que
realizan el mismo proceso, como pueden ser todas las máquinas de corte, de
conformado, soldadoras, etc. Esta distribución normalmente es encontrada donde se
realiza un gran número de productos en lotes reducidos.
La ventaja de este tipo de distribución es que el sistema tiene la flexibilidad de producir
una gran variedad de artículos y algunos herramentales y dispositivos pueden ser
compartidos.
Distribución por producto. Este tipo de distribución, las máquinas y recursos están
agrupados de acuerdo a la secuencia de manufactura del producto. Este tipo de
distribución es utilizada para altos volúmenes de producción y una reducida variedad
de productos. Las ventajas de esta distribución es que se pueden producir grandes
lotes sin encarecer la preparación, el manejo de materiales es mínima y el trabajo en
proceso es minimizado. Su desventaja es la poca flexibilidad ante los cambios de
producto.
Distribución celular o combinada. Esta distribución es una combinación entre la
distribución por proceso y por producto, donde los recursos son agrupados para
realizar productos o etapas del producto similares, como pueden ser centros de
maquinado.
Según el área disponible para la implementación del proceso las distribuciones se
pueden clasificar en:
Distribución regular. Cuando se cuenta con un área rectangular.
Distribución irregular. Cuando se cuenta con un polígono conteniendo al menos un
ángulo de 270°.
Según el flujo de materiales de una estación de trabajo a otra dentro de las
instalaciones, las distribuciones se pueden clasificar por:
Distribución de fila sencilla. Esta tipo de distribución se utiliza cuando el flujo de
materiales debe de ser en una sola línea a través de las instalaciones, y puede ser
enteramente lineal, semi circular o con forma de U.
Distribución de circuito. El flujo de materiales se produce en un solos anillo cerrado,
donde las operaciones de abastecimiento de materiales y retiro de productos, se dan
dentro del mismo circuito.
Distribución de múltiples filas. En este caso el flujo del proceso, es similar al de fila
sencilla, pero se da en varias filas, y los productos pueden moverse en la misma línea,
o hacia otras líneas.
Distribución de área abierta. En este caso, la implementación del proceso no tiene
restricciones que le obliguen a establecer distribuciones de fila sencilla o de circuito.
El flujo de materiales puede transcurrir linealmente dentro del proceso, o puede
presentar movimientos hacia atrás o hacia adelante brincando estaciones.
11
Para poder establecer la distribución de planta adecuada al proceso a
implementarse, se deben de considerar también los 8 factores siguientes [2]:
Material. Este factor considera los distintos paso necesarios para transformar la materia
prima en un producto final. El estudio de estos pasos se deberá de hacer sin considerar
la localización de cada proceso dentro de la fábrica. En análisis de estos ayudara a
tener un mejor entendimiento de la tecnología de la compañía y conocer su rango
de productos.
Maquinaria. Este factor analiza los tipos de máquinas y la cantidad de las máquinas a
situarse en el proceso. Se debe de considerar el tamaño de la maquinaria en caso de
que se pueda volver una restricción crítica. También se debe de analizar las
condiciones de operación de la maquinaria, como son vibraciones, temperatura,
radiaciones, para evitar colocar máquinas incompatibles juntas.
Mano de obra. El personal necesario para la operación de cada estación deberá ser
considerado, así como sus supervisores y el personal necesario para el manejo de
materiales y mantenimiento.
Movimiento. El factor movimiento analiza cómo será el flujo de materiales dentro de
los centros de trabajo, como este movimiento no agrega valor al producto final, es
necesario minimizarlo. Para auxiliar en este análisis normalmente se utilizan diagramas
de flujo o matrices de transferencia.
Espera. Este factor considera los tres principales almacenes, materia prima, trabajo en
proceso y producto final. El objetivo de este factor es determinar el espacio requerido
para cada uno de los almacenes.
Servicio. El factor servicio analiza dos características principales:
• Estudio de las condiciones ambientales el lugar de trabajo, como puede
ser la iluminación, ruido, olores, espacios mínimos de trabajo, etc.
• Estudio de los servicios auxiliares de la planta, como son calidad, logística
y mantenimiento.
Edificio. Este factor analiza el espacio útil del edificio disponible, se toma en cuenta la
forma de la planta, así como la ubicación de columnas, iluminación natural,
ventilación y áreas para el posible crecimiento futuro.
Cambios. Las distribuciones propuestas, desafortunadamente no serán válidas para
siempre, en este factor se analizará que tan flexible será la distribución para cambios
como modificación en los volúmenes de producción o cambios de productos.
Considerando estos factores y los tipos de distribuciones mencionados, se podrá
determinar la distribución de planta que optimice la ocupación de espacio y
garantice la correcta ejecución del proceso.
12
2.2 SIMULACIÓN DE PROCESOS DE MANUFACTURA
La simulación se define como la reproducción de un sistema real con sus procesos
dinámicos en un modelo, el objetivo es alcanzar resultados transferibles a la realidad,;
en un sentido más amplio, simulación significa preparar, implementar y evaluar
experimentos específicos con un modelo [3].
Un sistema es una colección de entidades, como son máquinas o personas, que
interactúan juntos hacia el logro de un fin lógico [4].
El modelo es una réplica simplificada de un sistema real o planeado.
Si las relaciones entre los componentes del modelo son lo suficientemente simples, es
posible usar métodos matemáticos para obtener información exacta de los
experimentos propuestos, esta es la solución analítica.
En la realidad los sistemas son tan complejos que resulta complicado obtener una
solución analítica, estos sistemas deben ser estudiados por medio de la simulación,
donde se usan medios computacionales para evaluar modelos numéricamente.
Podemos clasificar a los sistemas en dos tipos, discretos y continuos. El sistema discreto
es en el cual el estado de las variables cambia instantáneamente a intervalos
separados de tiempo. El sistema continuo es en el cual las variables cambian
continuamente con respecto del tiempo.
Los modelos se pueden clasificar:
Estáticos y dinámicos. Un modelo estático de simulación es una representación en un
momento particular, o en el que el tiempo no juega un rol importante. El modelo
dinámico representa el sistema y su evolución en el tiempo.
Determinísticos y estocásticos. Un modelo determinístico es aquel que no contiene
ningún componente probabilístico. El estocástico es aquel que contiene al menos una
entrada aleatoria.
Continuos y discretos. Al igual que los sistemas, los modelos pueden ser continuos o
discretos, dependiendo de cómo se presenten los eventos.
La simulación de un modelo de manufactura se considera un modelo discreto,
dinámico y estocástico, que comúnmente es llamado en modelo de simulación de
eventos discretos.
El siguiente procedimiento es recomendado para llevar a cabo un estudio de
simulación [3], [5]:
1. Formulación de los problemas. Conjuntamente el cliente y el experto de la
simulación deben formular los requerimientos de la simulación.

13
2. Evaluación de viabilidad de la simulación. Para evaluar la viabilidad de la
simulación se puede considerar: que no hay modelos analíticos apropiados, un
modelo de alta complejidad, no se cuenta con datos exactos, o que el modelo
se va a usar repetidamente.
3. Formulación de objetivos. Se debe de establecer que es lo que se busca
comprobar como puede ser: minimizar el tiempo de proceso, maximizar la
utilización de máquinas, minimizar inventario o incrementar las entregas en
tiempo.
4. Colección y análisis de datos. Los datos requeridos para la simulación se
pueden estructurar en: datos de carga del sistema, datos organizacionales y
datos técnicos.
5. Modelado. La fase de modelado normalmente consiste de dos etapas:
desarrollo de un modelo icónico a partir del modelo conceptual, y transferir el
modelo a un software de modelado.
6. Ejecución de las corridas de simulación. Es necesario determinar el periodo de
tiempo para la corrida de experimentos, de acuerdo a los objetivos buscados.
7. Análisis e interpretación de resultados. Un correcto análisis de los datos
arrojados por la simulación influye significativamente en el éxito de un estudio
de simulación.
8. Documentación. Se recomienda la elaboración de un reporte del proyecto,
deberá de ser una presentación de los resultados de la simulación basados en
los requerimientos del cliente.
2.3 PROCESOS Y POSICIONES DE SOLDADURA.
2.3.1 Procesos de soldadura usados para la fabricación de silos.
Para la fabricación de los silos, normalmente se usa el proceso de soldadura por arco
eléctrico protegida con gas (GMAW) o conocida comúnmente como MIG, aunque
para la implementación de soldadura automática en posición vertical (3G) es posible
utilizar el proceso de soldadura por plasma (PAW). A continuación se describirá ambos
procesos.
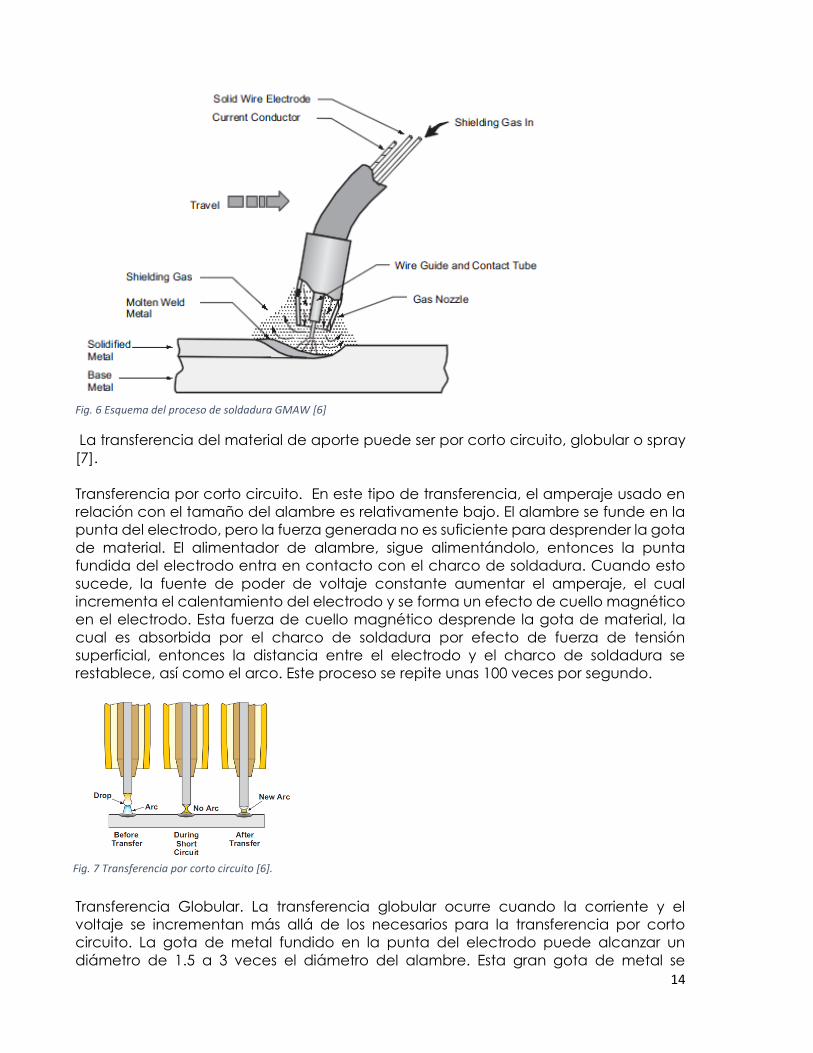
Proceso GMAW. Soldadura por arco eléctrico protegida con gas, puede ser este gas
inerte (MIG) o gas activo (MAG),
El arco eléctrico se establece entre el material de aporte, que es un alambre continuo
consumible, y la pieza de trabajo [6].
El alambre se alimenta a través de una pistola de soldadura, que además conduce el
gas de protección y por medio de una boquilla, se forma una campana de protección
en el charco de metal fundido conforme se avanza en la aplicación del metal de
aporte. (fig.6)
14
Fig. 6 Esquema del proceso de soldadura GMAW [6]
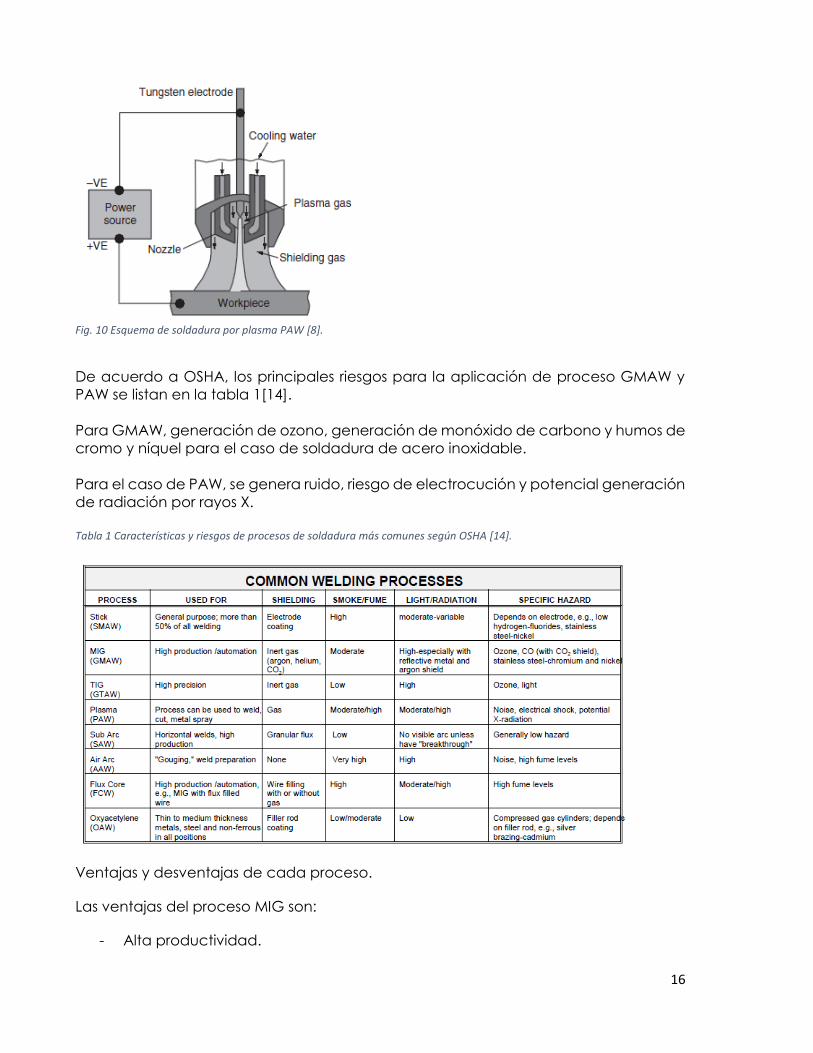
La transferencia del material de aporte puede ser por corto circuito, globular o spray
[7].
Transferencia por corto circuito. En este tipo de transferencia, el amperaje usado en
relación con el tamaño del alambre es relativamente bajo. El alambre se funde en la
punta del electrodo, pero la fuerza generada no es suficiente para desprender la gota
de material. El alimentador de alambre, sigue alimentándolo, entonces la punta
fundida del electrodo entra en contacto con el charco de soldadura. Cuando esto
sucede, la fuente de poder de voltaje constante aumentar el amperaje, el cual
incrementa el calentamiento del electrodo y se forma un efecto de cuello magnético
en el electrodo. Esta fuerza de cuello magnético desprende la gota de material, la
cual es absorbida por el charco de soldadura por efecto de fuerza de tensión
superficial, entonces la distancia entre el electrodo y el charco de soldadura se
restablece, así como el arco. Este proceso se repite unas 100 veces por segundo.
Transferencia Globular. La transferencia globular ocurre cuando la corriente y el
voltaje se incrementan más allá de los necesarios para la transferencia por corto
circuito. La gota de metal fundido en la punta del electrodo puede alcanzar un
diámetro de 1.5 a 3 veces el diámetro del alambre. Esta gran gota de metal se
Fig. 7 Transferencia por corto circuito [6].

15
desprende de la punta del electrodo debido a la gravedad. Esta gota se sumerge
dentro del charco de soldadura, causando la expulsión de algunas partículas liquidas
(chisporroteo).
Transferencia Spray. Ocurre a una corriente y voltaje a niveles mayores que en la
transferencia globular y cuando se usa un gas de protección con una mezcla rica en
argón (con un mínimo del 85%). La gota de metal es transferida a través del arco en
un flujo continuo de gotas finas. El arco es bastante rígido y las gotas viajan
directamente a través de la línea media del electro hacia el charco de soldadura, y
por esto puede ser fácilmente dirigido sin afectar el comportamiento del arco.
Fig. 9 Transferencia Spray [7].
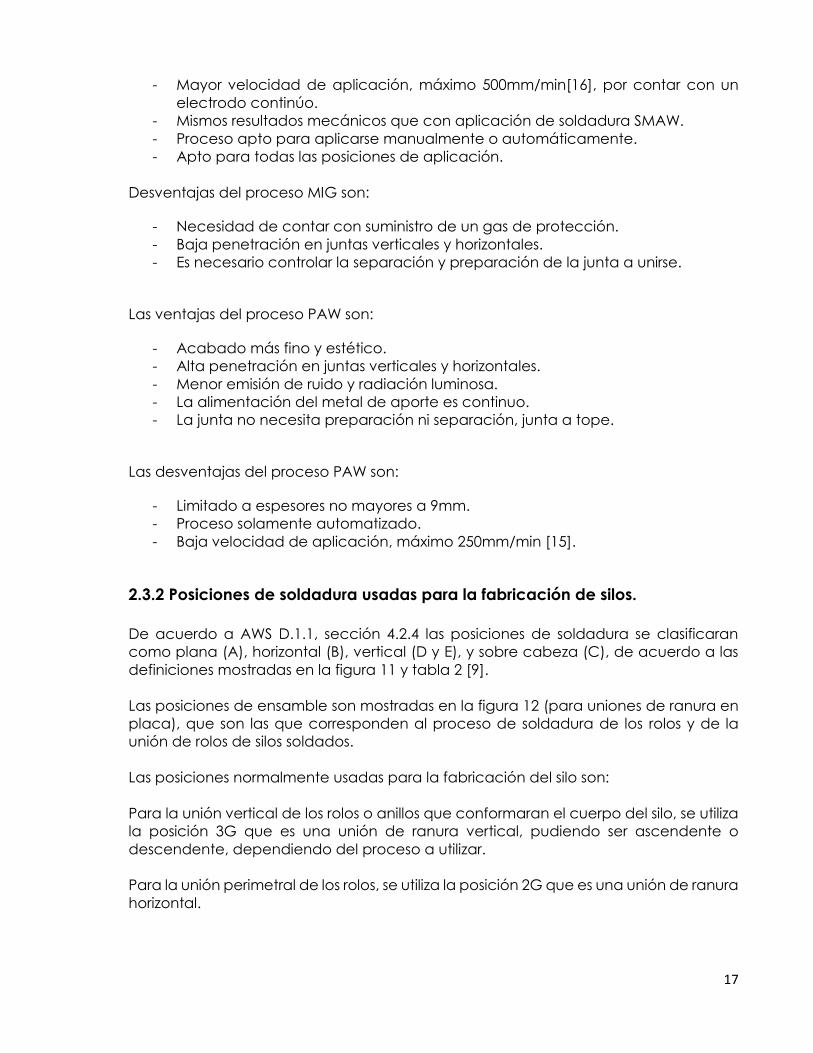
Proceso de Soldadura por plasma (PAW). Para este tipo de soldadura se utiliza un arco
generado por una unidad de alta frecuencia para formar un arco-plasma a través de
un electrodo de tungsteno no consumible, que es el que fundirá el material base y el
material de aporte, que se alimenta de forma similar que en la soldadura GMAW. Esto
nos permite una mayor velocidad de aplicación, con una aplicación menor de calor
y una zona afectada térmicamente más angosta en la pieza de trabajo, lo que se
traduce en mejores propiedades mecánicas [8].
Fig. 8 Transferencia Globular [6].
16
Fig. 10 Esquema de soldadura por plasma PAW [8].
De acuerdo a OSHA, los principales riesgos para la aplicación de proceso GMAW y
PAW se listan en la tabla 1[14].
Para GMAW, generación de ozono, generación de monóxido de carbono y humos de
cromo y níquel para el caso de soldadura de acero inoxidable.
Para el caso de PAW, se genera ruido, riesgo de electrocución y potencial generación
de radiación por rayos X.
Tabla 1 Características y riesgos de procesos de soldadura más comunes según OSHA [14].
Ventajas y desventajas de cada proceso.
Las ventajas del proceso MIG son:
- Alta productividad.
17
- Mayor velocidad de aplicación, máximo 500mm/min[16], por contar con un
electrodo continúo.
- Mismos resultados mecánicos que con aplicación de soldadura SMAW.
- Proceso apto para aplicarse manualmente o automáticamente.
- Apto para todas las posiciones de aplicación.
Desventajas del proceso MIG son:
- Necesidad de contar con suministro de un gas de protección.
- Baja penetración en juntas verticales y horizontales.
- Es necesario controlar la separación y preparación de la junta a unirse.
Las ventajas del proceso PAW son:
- Acabado más fino y estético.
- Alta penetración en juntas verticales y horizontales.
- Menor emisión de ruido y radiación luminosa.
- La alimentación del metal de aporte es continuo.
- La junta no necesita preparación ni separación, junta a tope.
Las desventajas del proceso PAW son:
- Limitado a espesores no mayores a 9mm.
- Proceso solamente automatizado.
- Baja velocidad de aplicación, máximo 250mm/min [15].
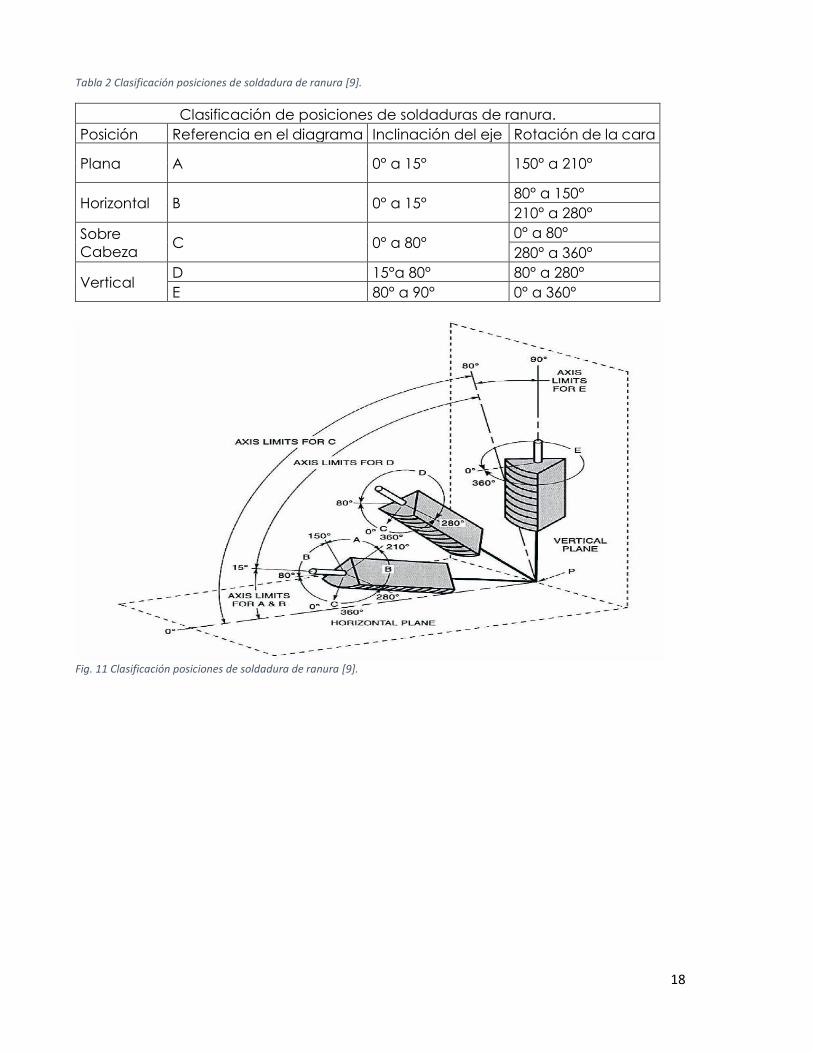
2.3.2 Posiciones de soldadura usadas para la fabricación de silos.
De acuerdo a AWS D.1.1, sección 4.2.4 las posiciones de soldadura se clasificaran
como plana (A), horizontal (B), vertical (D y E), y sobre cabeza (C), de acuerdo a las
definiciones mostradas en la figura 11 y tabla 2 [9].
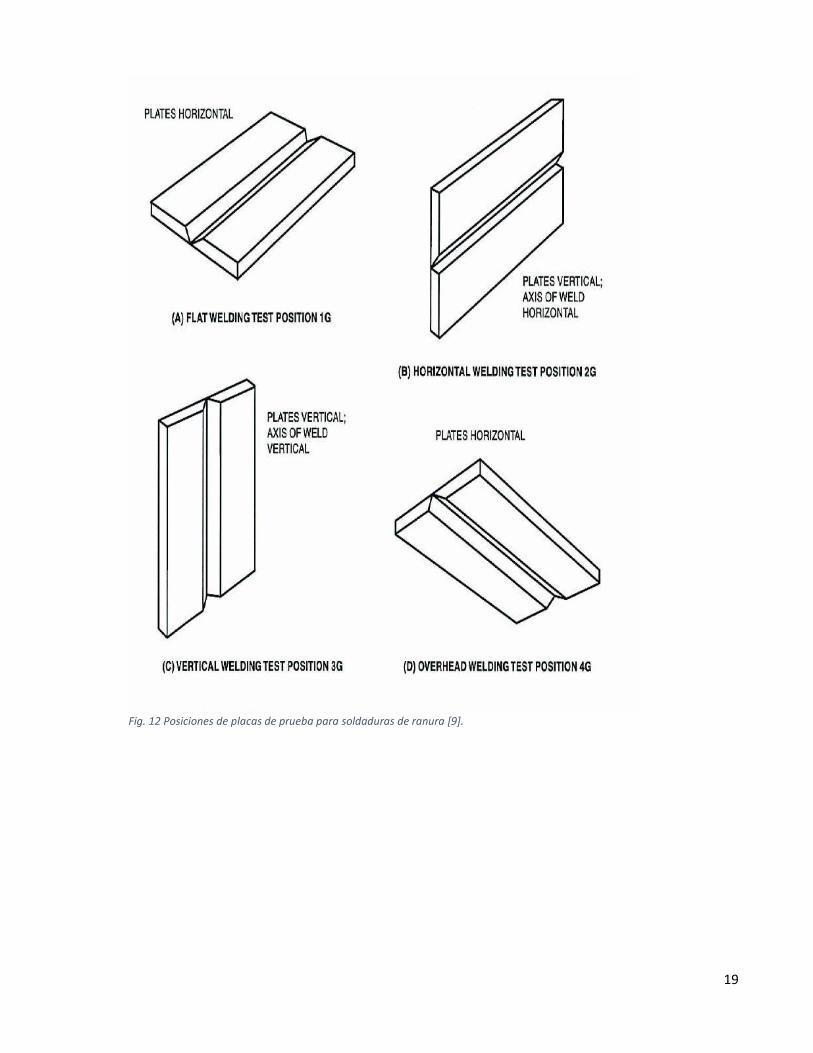
Las posiciones de ensamble son mostradas en la figura 12 (para uniones de ranura en
placa), que son las que corresponden al proceso de soldadura de los rolos y de la
unión de rolos de silos soldados.
Las posiciones normalmente usadas para la fabricación del silo son:
Para la unión vertical de los rolos o anillos que conformaran el cuerpo del silo, se utiliza
la posición 3G que es una unión de ranura vertical, pudiendo ser ascendente o
descendente, dependiendo del proceso a utilizar.
Para la unión perimetral de los rolos, se utiliza la posición 2G que es una unión de ranura
horizontal.
18
Tabla 2 Clasificación posiciones de soldadura de ranura [9].
Clasificación de posiciones de soldaduras de ranura.
Posición Referencia en el diagrama Inclinación del eje Rotación de la cara
Plana A 0° a 15° 150° a 210°
Horizontal B 0° a 15° 80° a 150°
210° a 280°
Sobre
Cabeza C 0° a 80°
0° a 80°
280° a 360°
Vertical D 15°a 80° 80° a 280°
E 80° a 90° 0° a 360°
Fig. 11 Clasificación posiciones de soldadura de ranura [9].
19
Fig. 12 Posiciones de placas de prueba para soldaduras de ranura [9].
20
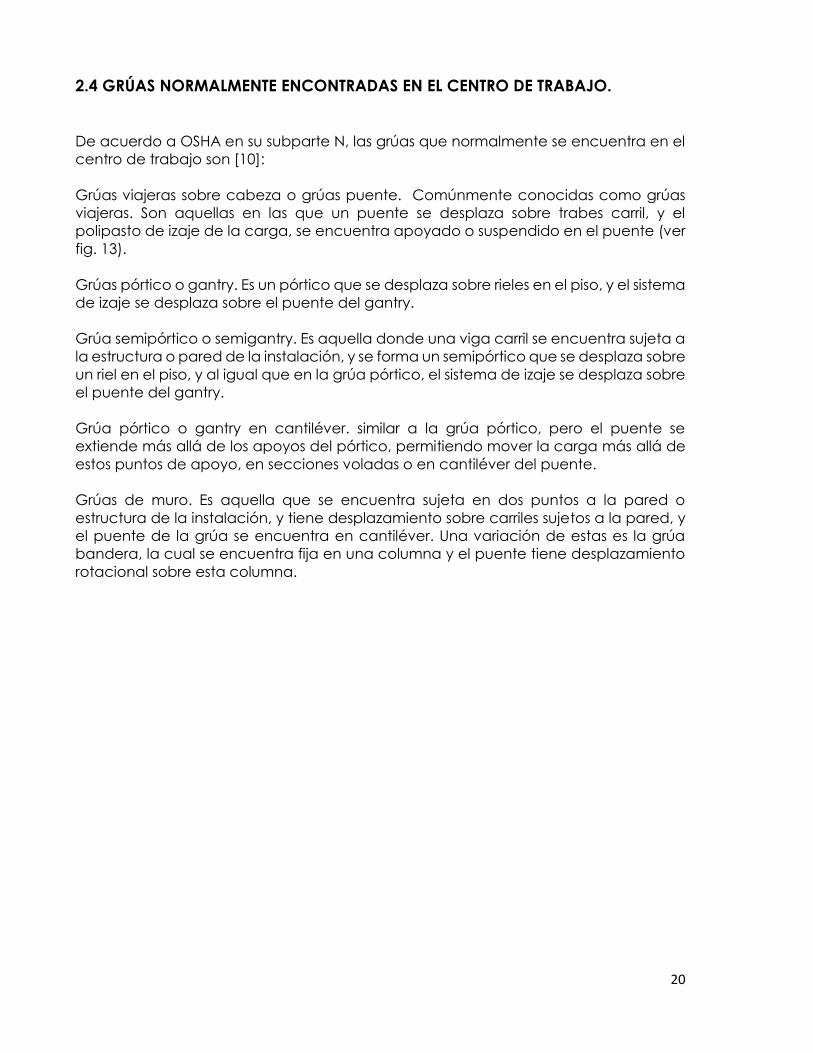
2.4 GRÚAS NORMALMENTE ENCONTRADAS EN EL CENTRO DE TRABAJO.
De acuerdo a OSHA en su subparte N, las grúas que normalmente se encuentra en el
centro de trabajo son [10]:
Grúas viajeras sobre cabeza o grúas puente. Comúnmente conocidas como grúas
viajeras. Son aquellas en las que un puente se desplaza sobre trabes carril, y el
polipasto de izaje de la carga, se encuentra apoyado o suspendido en el puente (ver
fig. 13).
Grúas pórtico o gantry. Es un pórtico que se desplaza sobre rieles en el piso, y el sistema
de izaje se desplaza sobre el puente del gantry.
Grúa semipórtico o semigantry. Es aquella donde una viga carril se encuentra sujeta a
la estructura o pared de la instalación, y se forma un semipórtico que se desplaza sobre
un riel en el piso, y al igual que en la grúa pórtico, el sistema de izaje se desplaza sobre
el puente del gantry.
Grúa pórtico o gantry en cantiléver. similar a la grúa pórtico, pero el puente se
extiende más allá de los apoyos del pórtico, permitiendo mover la carga más allá de
estos puntos de apoyo, en secciones voladas o en cantiléver del puente.
Grúas de muro. Es aquella que se encuentra sujeta en dos puntos a la pared o
estructura de la instalación, y tiene desplazamiento sobre carriles sujetos a la pared, y
el puente de la grúa se encuentra en cantiléver. Una variación de estas es la grúa
bandera, la cual se encuentra fija en una columna y el puente tiene desplazamiento
rotacional sobre esta columna.
21
Fig. 13 Grúas sobre cabeza montadas sobre rieles [10].
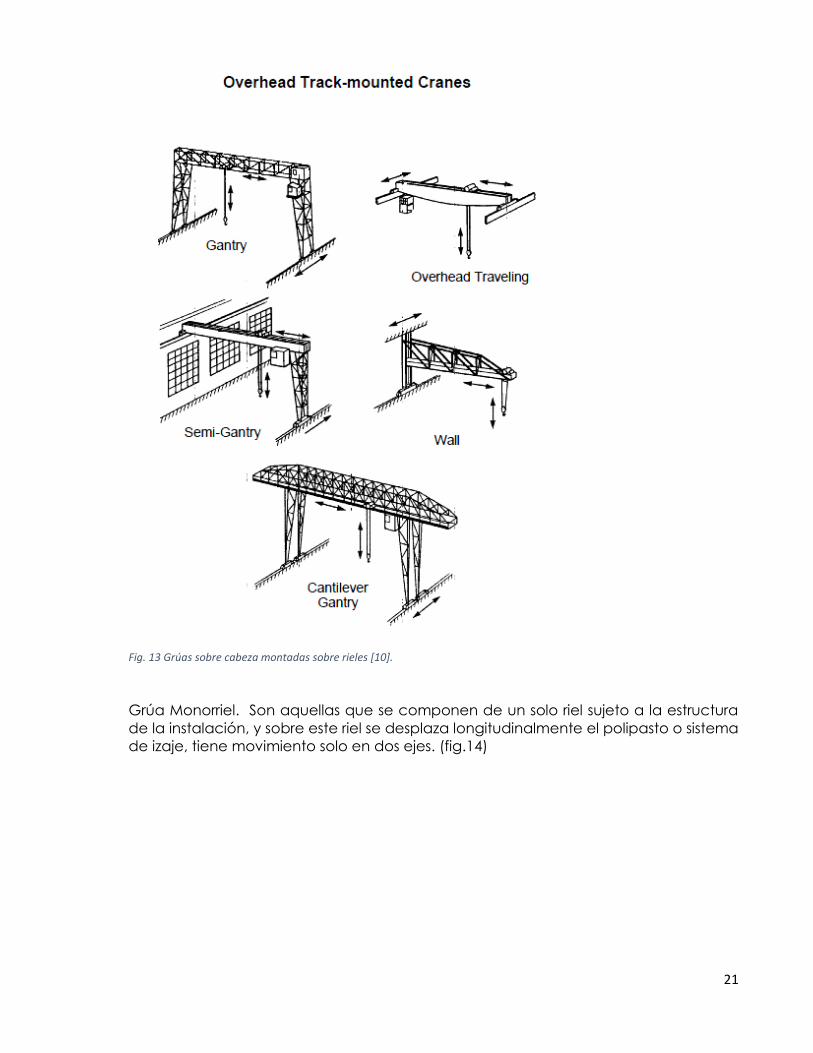
Grúa Monorriel. Son aquellas que se componen de un solo riel sujeto a la estructura
de la instalación, y sobre este riel se desplaza longitudinalmente el polipasto o sistema
de izaje, tiene movimiento solo en dos ejes. (fig.14)
22
Fig. 14 Grúa Monorriel [10].
23
CAPITULO 3. PROCEDIMIENTO DE INVESTIGACIÓN.
3.1 SIMULACIÓN DEL PROCESO ACTUAL DE SILO SOLDADO.
Como parte de la simulación del proceso actual, para encontrar el cuello de botella,
la primera actividad a realizar, es la documentación y análisis del proceso de
fabricación actual.
Posteriormente se procederá a modelar el proceso y a realizar las corridas de
simulación.
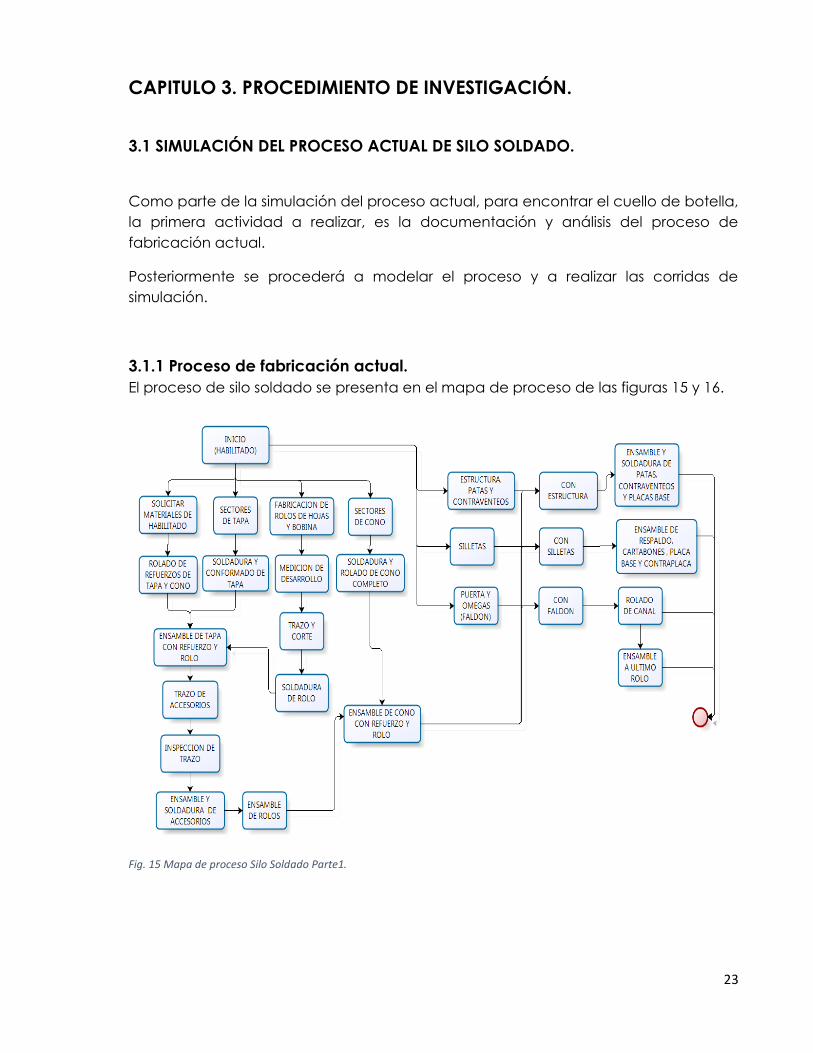
3.1.1 Proceso de fabricación actual.
El proceso de silo soldado se presenta en el mapa de proceso de las figuras 15 y 16.
Fig. 15 Mapa de proceso Silo Soldado Parte1.
24
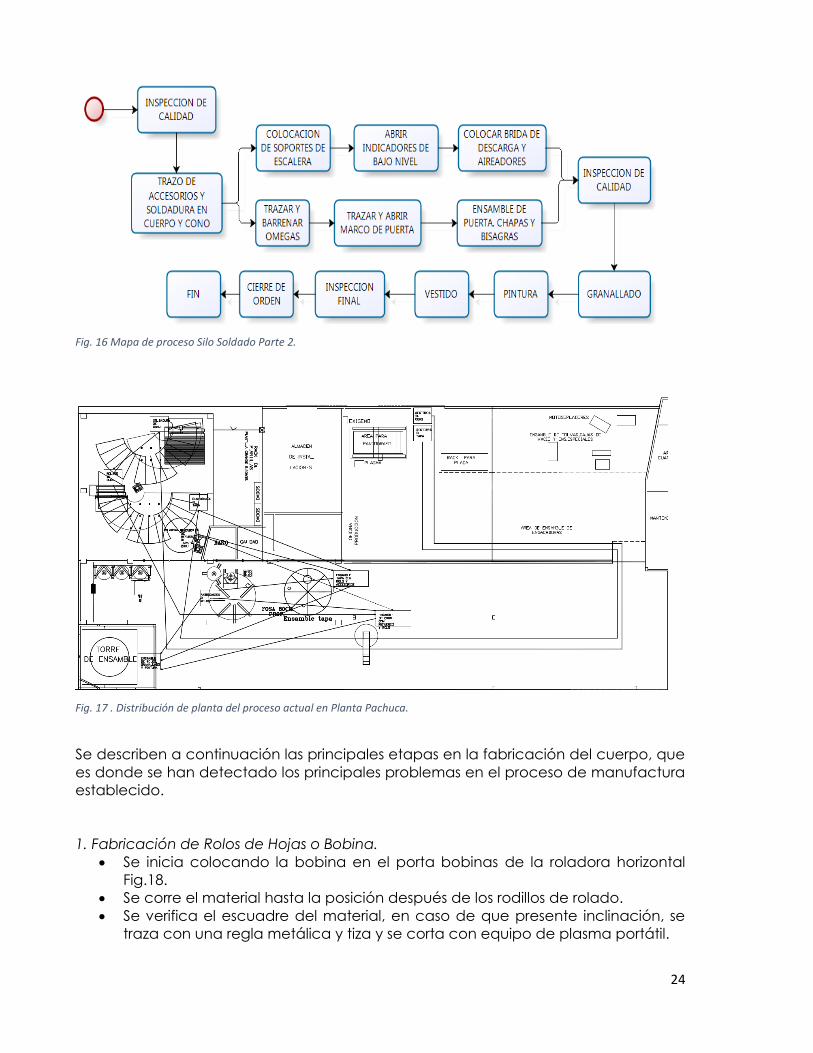
Fig. 16 Mapa de proceso Silo Soldado Parte 2.
Fig. 17 . Distribución de planta del proceso actual en Planta Pachuca.
Se describen a continuación las principales etapas en la fabricación del cuerpo, que
es donde se han detectado los principales problemas en el proceso de manufactura
establecido.
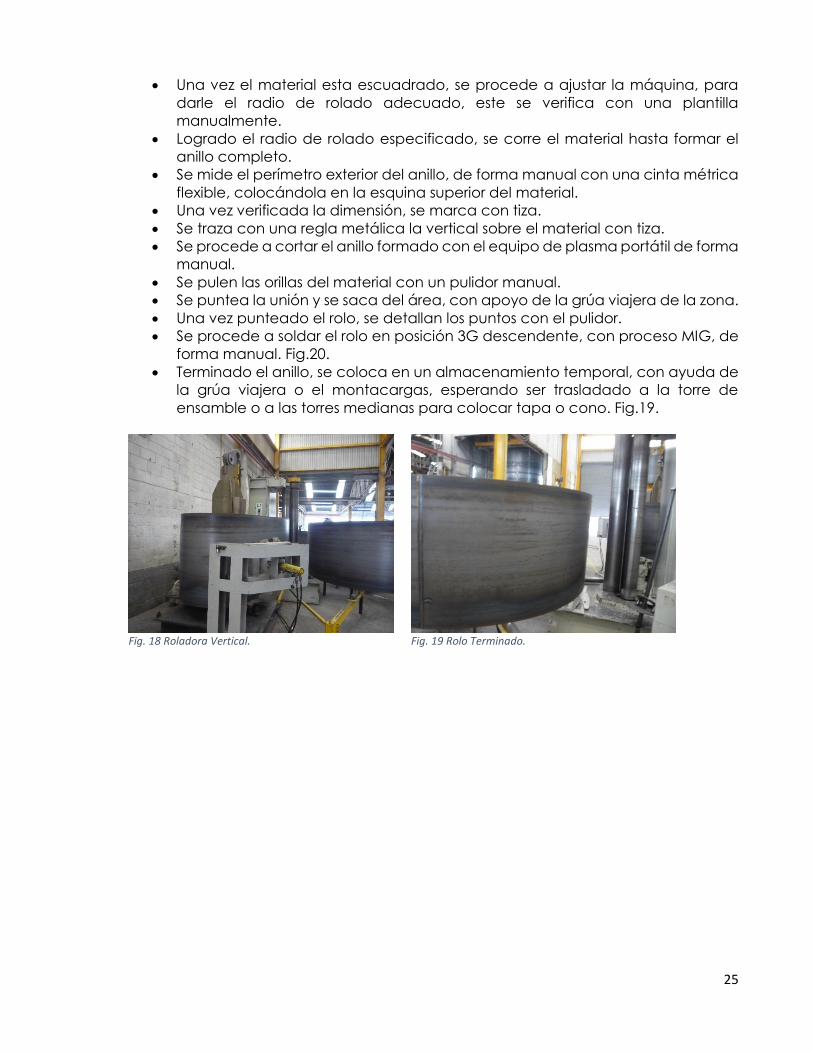
1. Fabricación de Rolos de Hojas o Bobina.
Se inicia colocando la bobina en el porta bobinas de la roladora horizontal
Fig.18.
Se corre el material hasta la posición después de los rodillos de rolado.
Se verifica el escuadre del material, en caso de que presente inclinación, se
traza con una regla metálica y tiza y se corta con equipo de plasma portátil.
B
25
Una vez el material esta escuadrado, se procede a ajustar la máquina, para
darle el radio de rolado adecuado, este se verifica con una plantilla
manualmente.
Logrado el radio de rolado especificado, se corre el material hasta formar el
anillo completo.
Se mide el perímetro exterior del anillo, de forma manual con una cinta métrica
flexible, colocándola en la esquina superior del material.
Una vez verificada la dimensión, se marca con tiza.
Se traza con una regla metálica la vertical sobre el material con tiza.
Se procede a cortar el anillo formado con el equipo de plasma portátil de forma
manual.
Se pulen las orillas del material con un pulidor manual.
Se puntea la unión y se saca del área, con apoyo de la grúa viajera de la zona.
Una vez punteado el rolo, se detallan los puntos con el pulidor.
Se procede a soldar el rolo en posición 3G descendente, con proceso MIG, de
forma manual. Fig.20.
Terminado el anillo, se coloca en un almacenamiento temporal, con ayuda de
la grúa viajera o el montacargas, esperando ser trasladado a la torre de
ensamble o a las torres medianas para colocar tapa o cono. Fig.19.
Fig. 18 Roladora Vertical. Fig. 19 Rolo Terminado.

26
Fig. 20 Soldadura vertical de rolo.
Montaje de tapa en rolo.
Se coloca el ángulo de refuerzo en la tapa, previamente ha sido rolado.
Se puntea y se dejan libres las puntas.
Se colocan dos tensores a 0° y a 90° para conformar de manera correcta la
circunferencia del rolo.
Una vez conformado, se soldán las puntas de los ángulos y se suelda la parte
inferior del mismo en posición 2G con proceso MIG.
Se coloca la tapa en posición y se puntea. Fig. 21.
Se trazan los accesorios que llevará.
Se colocan los refuerzos internos, se sueldan en posición 4G con proceso MIG.
Se suelda el exterior de la tapa, en posición 2G, proceso MIG.
Se abren las boquillas de los accesorios, ya sea con equipo de oxiacetileno o
con plasma portátil.
Se colocan y sueldan los accesorios, cuidando que queden a nivel.
Fig. 21 Montaje de tapa en rolo.
Ensamble de rolos:
Se posiciona en la torre el subensamble de rolo con tapa, se eleva y se
introduce siguiente rolo debajo de este.
27
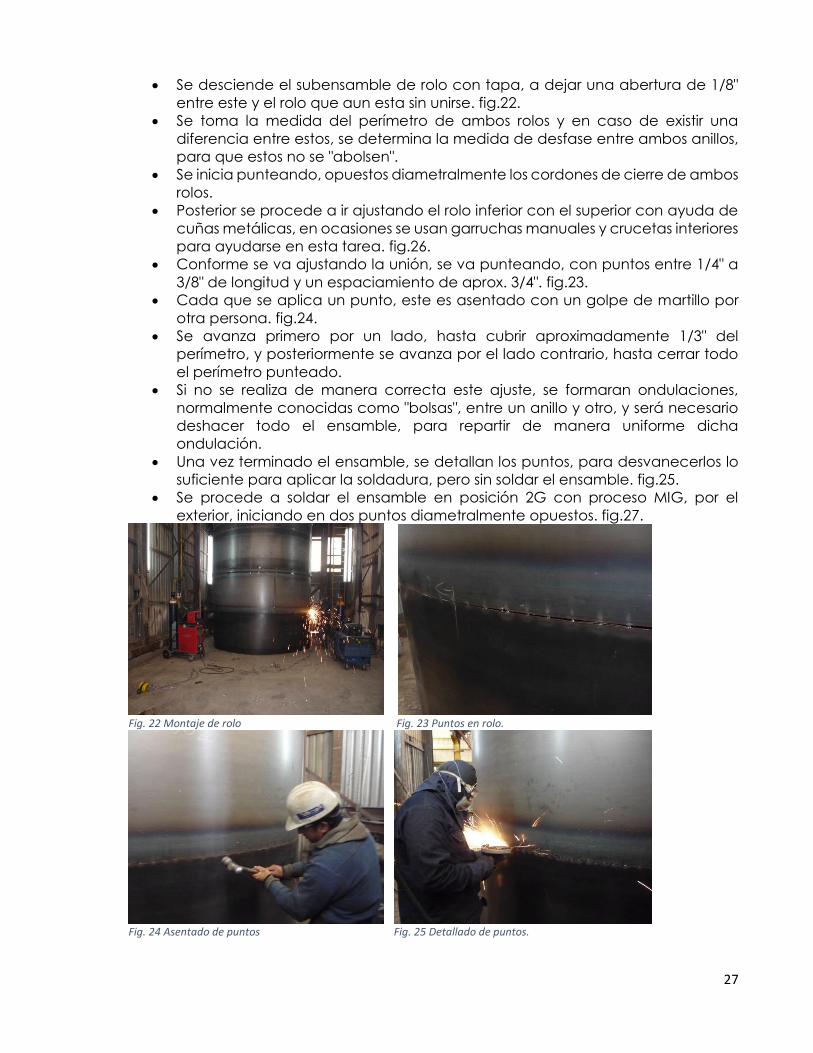
Se desciende el subensamble de rolo con tapa, a dejar una abertura de 1/8"
entre este y el rolo que aun esta sin unirse. fig.22.
Se toma la medida del perímetro de ambos rolos y en caso de existir una
diferencia entre estos, se determina la medida de desfase entre ambos anillos,
para que estos no se "abolsen".
Se inicia punteando, opuestos diametralmente los cordones de cierre de ambos
rolos.
Posterior se procede a ir ajustando el rolo inferior con el superior con ayuda de
cuñas metálicas, en ocasiones se usan garruchas manuales y crucetas interiores
para ayudarse en esta tarea. fig.26.
Conforme se va ajustando la unión, se va punteando, con puntos entre 1/4" a
3/8" de longitud y un espaciamiento de aprox. 3/4". fig.23.
Cada que se aplica un punto, este es asentado con un golpe de martillo por
otra persona. fig.24.
Se avanza primero por un lado, hasta cubrir aproximadamente 1/3" del
perímetro, y posteriormente se avanza por el lado contrario, hasta cerrar todo
el perímetro punteado.
Si no se realiza de manera correcta este ajuste, se formaran ondulaciones,
normalmente conocidas como "bolsas", entre un anillo y otro, y será necesario
deshacer todo el ensamble, para repartir de manera uniforme dicha
ondulación.
Una vez terminado el ensamble, se detallan los puntos, para desvanecerlos lo
suficiente para aplicar la soldadura, pero sin soldar el ensamble. fig.25.
Se procede a soldar el ensamble en posición 2G con proceso MIG, por el
exterior, iniciando en dos puntos diametralmente opuestos. fig.27.
Fig. 22 Montaje de rolo Fig. 23 Puntos en rolo.
Fig. 24 Asentado de puntos Fig. 25 Detallado de puntos.

28
Fig. 26 Ajuste de rolo con cuñas. Fig. 27 Soldadura de rolos.
Ensamble de cono con rolo.
Se mide el perímetro del cono, para con este, ajustar el rolo.
Se inicia por colocar el ángulo de refuerzo en el rolo del cono, siguiendo el
mismo procedimiento que en el rolo de tapa.
Se introduce el cono y se puntea por el interior, midiendo la distancia de la boca
de descarga al ángulo de refuerzo en 8 puntos, para corroborar que está
centrado. fig.28.
Una vez punteado, se suelda la unión del cono con el ángulo de refuerzo y el
ángulo con el rolo.
Se voltea el ensamble y se suelda en interior del cono con el rolo. fig.29.
Fig. 28 Montaje de cono. Fig. 29 Giro de subensamble.
Fig. 30 Subensamble en posición horizontal
29
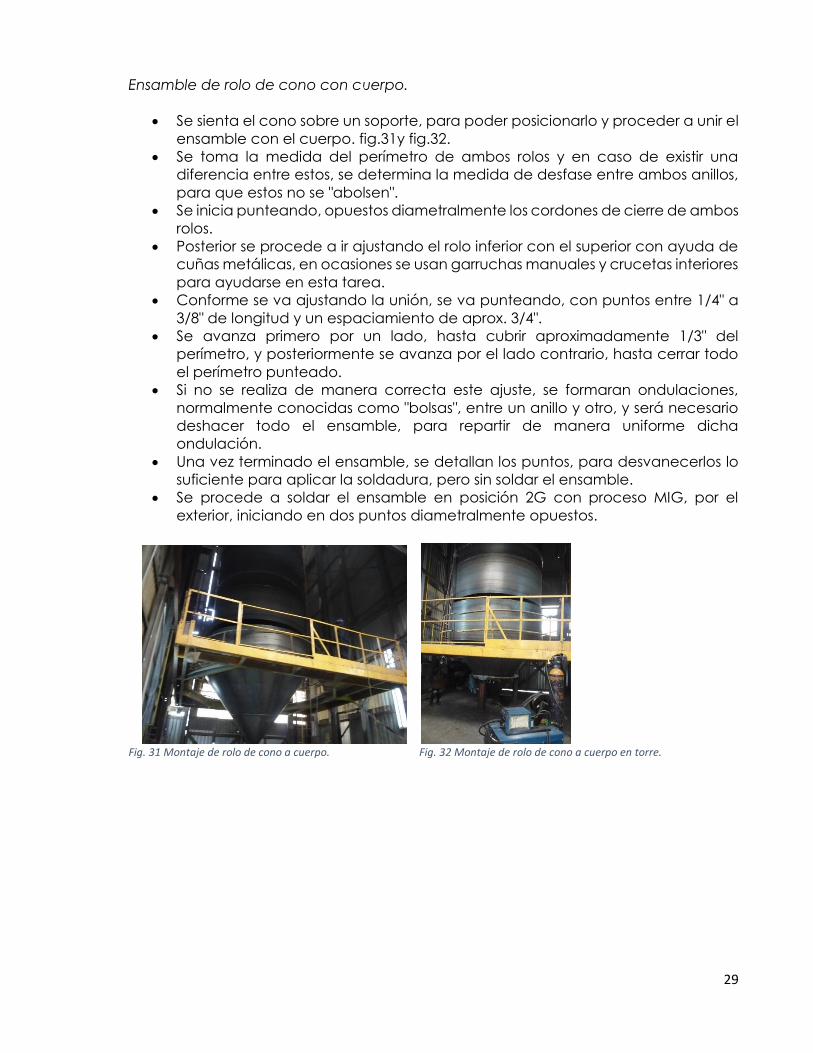
Ensamble de rolo de cono con cuerpo.
Se sienta el cono sobre un soporte, para poder posicionarlo y proceder a unir el
ensamble con el cuerpo. fig.31y fig.32.
Se toma la medida del perímetro de ambos rolos y en caso de existir una
diferencia entre estos, se determina la medida de desfase entre ambos anillos,
para que estos no se "abolsen".
Se inicia punteando, opuestos diametralmente los cordones de cierre de ambos
rolos.
Posterior se procede a ir ajustando el rolo inferior con el superior con ayuda de
cuñas metálicas, en ocasiones se usan garruchas manuales y crucetas interiores
para ayudarse en esta tarea.
Conforme se va ajustando la unión, se va punteando, con puntos entre 1/4" a
3/8" de longitud y un espaciamiento de aprox. 3/4".
Se avanza primero por un lado, hasta cubrir aproximadamente 1/3" del
perímetro, y posteriormente se avanza por el lado contrario, hasta cerrar todo
el perímetro punteado.
Si no se realiza de manera correcta este ajuste, se formaran ondulaciones,
normalmente conocidas como "bolsas", entre un anillo y otro, y será necesario
deshacer todo el ensamble, para repartir de manera uniforme dicha
ondulación.
Una vez terminado el ensamble, se detallan los puntos, para desvanecerlos lo
suficiente para aplicar la soldadura, pero sin soldar el ensamble.
Se procede a soldar el ensamble en posición 2G con proceso MIG, por el
exterior, iniciando en dos puntos diametralmente opuestos.
Fig. 31 Montaje de rolo de cono a cuerpo. Fig. 32 Montaje de rolo de cono a cuerpo en torre.
30
3.1.2 Modelado del proceso actual.
Colección de datos:
Para efectos de este estudio se tomara como base el desarrollo de un modelo de silo,
del cual se acaba de conseguir un pedido por 20 unidades, el cual es de los de
mayores dimensiones realizadas hasta ahora, y que tiene una complejidad alta en
cuanto a la cantidad y características de los accesorios a instalársele.
Capacidad: 246M3
Diámetro: 4350mm
Altura Total: 18730mm
Peso del silo vacío: 19Ton.
Cono de descarga a 45°
Medio de soporte: 3 silletas localizadas a la altura del centro de gravedad del
recipiente.
Accesorios en tapa: 3 boquillas para paneles anti explosión, domo pasa hombre,
boquilla de llenado, boquilla de venteo, 3 boquillas para válvula de seguridad,
boquilla para indicador de nivel.
Construcción del silo: 4 rolos de 3/16” de espesor, 2 rolos de ½” de espesor y 5 rolos de
¼” de espesor.
El cono se fabrica a partir de tres secciones. Cada una de estas secciones está
formada por cierta cantidad de sectores que son cortados en el pantógrafo de
plasma.
La tapa se fabrica de 3 sectores principales que son cortados en el pantógrafo de
plasma.
Todas estas características, requieren de un alto tiempo de fabricación, por lo que será
representativa su simulación, para contrastar el proceso actualmente implementado
contra el proceso a proponerse.
Para la fabricación de este silo se tiene determinado un tiempo total de 1021.73hrs,
repartidas en las distintas estaciones de trabajo de la siguiente manera:

31
Tabla 3 Tiempos de ruta silo soldado.
Estación Tiempo Ruta
Hab
ilita
do
Whitney 13.95
Pantografo 45.32
Sierra 1.25
Roladora de Perfiles 6
Dobladora 1.5
Fab
rica
ció
n
Roladora Horizontal 36.78
Accesorios 76.33
Roladora Vertical 113
Ensamble de Tapa 114
Seamer 23.6
Ensamble de Cono 53.5
Torre 292.5
Granalla y Pintura en Torre 244
Total 1021.73
Estos tiempos parte de la ruta de trabajo generada por el departamento de ingeniería
de procesos de SYCSA, y se basa en tiempos estándar previamente definidos y en
información histórica de los tiempos capturados en el sistema de ERP. Estos tiempos
son extruidos directamente del ERP.
Modelado:
Para la modelación y simulación del proceso, se utilizara el software Plant Simulation
10.1, de Tecnomatix Siemens, del cual se cuenta con una licencia estudiantil. Este
software permite modelar el proceso lógico de una manera sencilla, además de que
su lenguaje de programación SimTalk permite manipular el comportamiento de las
entidades de forma rápida. Cuenta con una herramienta llamada BottleNeck
Analyzer, el cual genera de forma automática la estadística de ocupación de las
estaciones generadas durante el periodo a simularse.
Para efectos de la simulación del proceso, se omiten los procesos de habilitado, ya
que estos son realizados por un área común que suministra materiales a todas las líneas
de fabricación y no es exclusiva del proceso de silo soldado.
Se realiza el siguiente modelo de simulación, contando con las estaciones de:
- Generación de rolos (Roladora vertical).
- Fabricación de accesorios.
- Ensamble de tapa.
- Seamer.
- Roladora Horizontal.
- Ensamble de cono.
- Torre de ensamble.
32
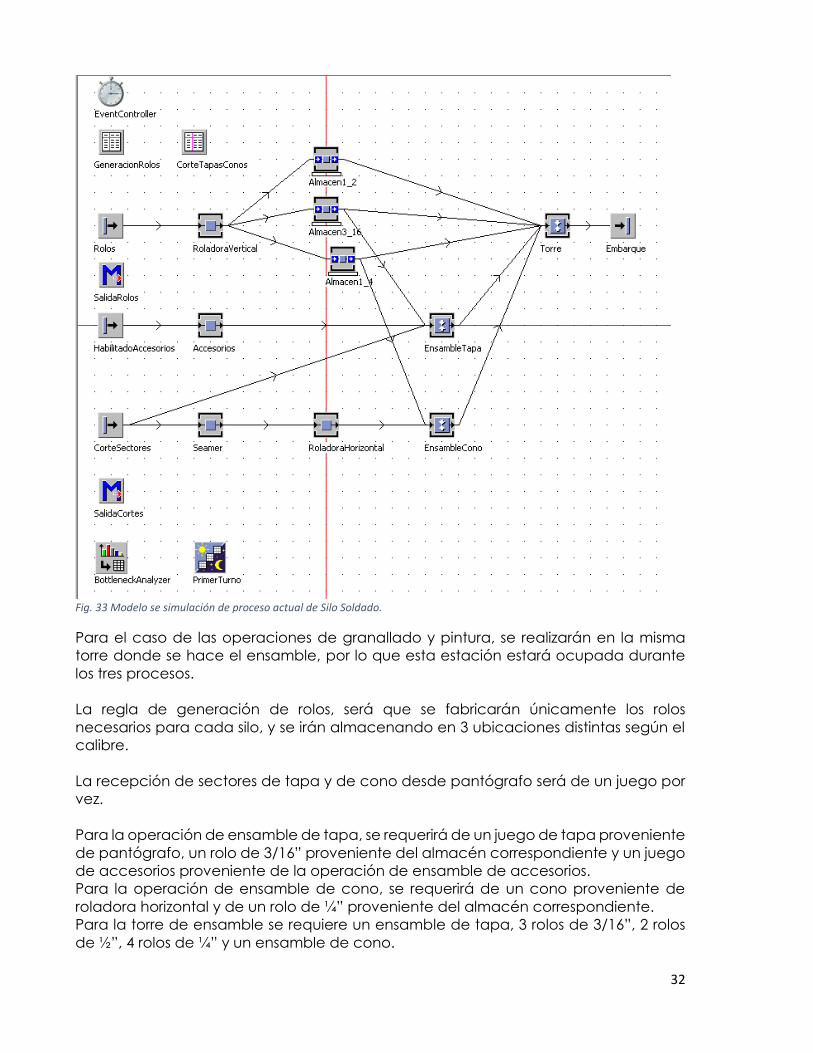
Fig. 33 Modelo se simulación de proceso actual de Silo Soldado.
Para el caso de las operaciones de granallado y pintura, se realizarán en la misma
torre donde se hace el ensamble, por lo que esta estación estará ocupada durante
los tres procesos.
La regla de generación de rolos, será que se fabricarán únicamente los rolos
necesarios para cada silo, y se irán almacenando en 3 ubicaciones distintas según el
calibre.
La recepción de sectores de tapa y de cono desde pantógrafo será de un juego por
vez.
Para la operación de ensamble de tapa, se requerirá de un juego de tapa proveniente
de pantógrafo, un rolo de 3/16” proveniente del almacén correspondiente y un juego
de accesorios proveniente de la operación de ensamble de accesorios.
Para la operación de ensamble de cono, se requerirá de un cono proveniente de
roladora horizontal y de un rolo de ¼” proveniente del almacén correspondiente.
Para la torre de ensamble se requiere un ensamble de tapa, 3 rolos de 3/16”, 2 rolos
de ½”, 4 rolos de ¼” y un ensamble de cono.
33
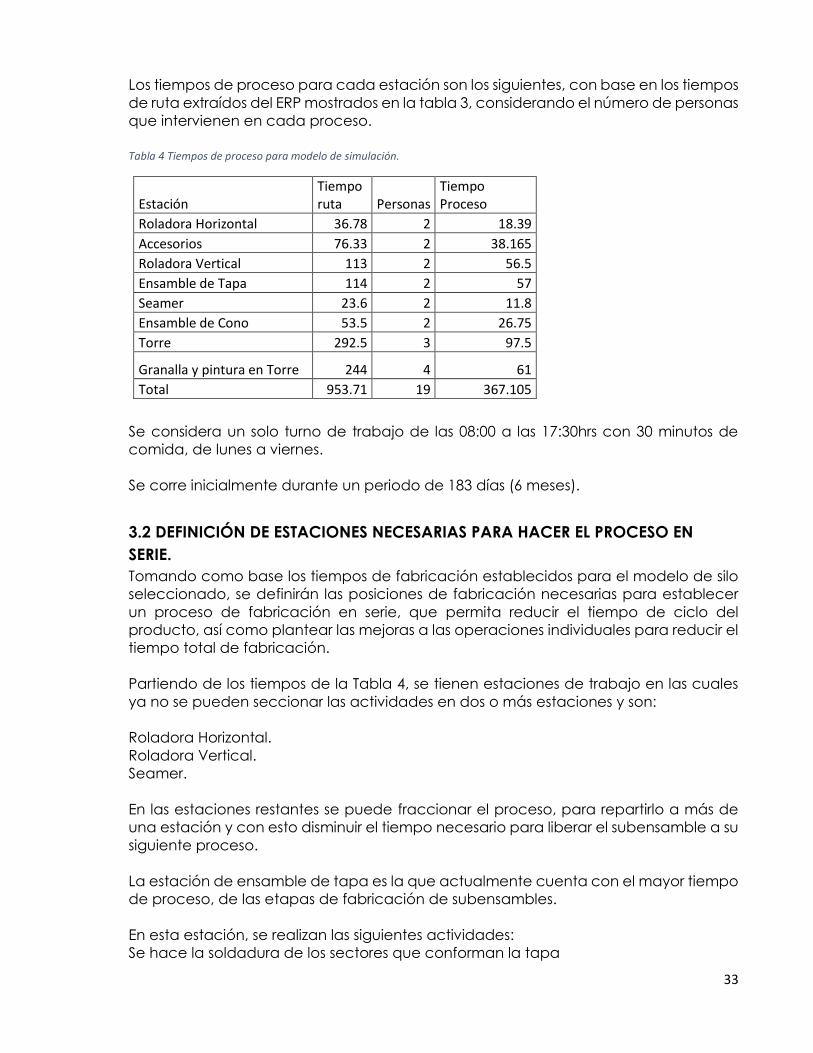
Los tiempos de proceso para cada estación son los siguientes, con base en los tiempos
de ruta extraídos del ERP mostrados en la tabla 3, considerando el número de personas
que intervienen en cada proceso.
Tabla 4 Tiempos de proceso para modelo de simulación.
Estación Tiempo ruta Personas
Tiempo Proceso
Roladora Horizontal 36.78 2 18.39
Accesorios 76.33 2 38.165
Roladora Vertical 113 2 56.5
Ensamble de Tapa 114 2 57
Seamer 23.6 2 11.8
Ensamble de Cono 53.5 2 26.75
Torre 292.5 3 97.5
Granalla y pintura en Torre 244 4 61
Total 953.71 19 367.105
Se considera un solo turno de trabajo de las 08:00 a las 17:30hrs con 30 minutos de
comida, de lunes a viernes.
Se corre inicialmente durante un periodo de 183 días (6 meses).
3.2 DEFINICIÓN DE ESTACIONES NECESARIAS PARA HACER EL PROCESO EN
SERIE.
Tomando como base los tiempos de fabricación establecidos para el modelo de silo
seleccionado, se definirán las posiciones de fabricación necesarias para establecer
un proceso de fabricación en serie, que permita reducir el tiempo de ciclo del
producto, así como plantear las mejoras a las operaciones individuales para reducir el
tiempo total de fabricación.
Partiendo de los tiempos de la Tabla 4, se tienen estaciones de trabajo en las cuales
ya no se pueden seccionar las actividades en dos o más estaciones y son:
Roladora Horizontal.
Roladora Vertical.
Seamer.
En las estaciones restantes se puede fraccionar el proceso, para repartirlo a más de
una estación y con esto disminuir el tiempo necesario para liberar el subensamble a su
siguiente proceso.
La estación de ensamble de tapa es la que actualmente cuenta con el mayor tiempo
de proceso, de las etapas de fabricación de subensambles.
En esta estación, se realizan las siguientes actividades:
Se hace la soldadura de los sectores que conforman la tapa
34
Se forma y se cierra la tapa para darle su forma cónica a 18°.
Se montan y sueldan los refuerzos exteriores o interiores en el rolo.
Se monta y suelda la tapa y sus refuerzos.
Se montan y sueldan las orejas de izaje.
Se realiza el trazo corte de los alojamientos de los accesorios de tapa.
Se montan y sueldan los accesorios en la tapa.
Los tiempos detallados de cada una de estas actividades, con base en los tiempos de
ruta de la tabla 3, son los siguientes:
Tabla 5 Tiempos detallados de operaciones en ensamble de tapa.
Operación
Tiempo
Ruta Personas
Tiempo
Proceso
Soldar sectores 4 1 4.0
Formar tapa 6 2 3.0
Montar y soldar canales 28 3 9.3
Montar y soldar tapa 8 2 4.0
Montar y soldar orejas 16 2 8.0
Trazar y cortar accesorios 16 3 5.3
Soldar accesorios 36 3 12.0
Total 114 45.7
El contar con una estación para cada operación, representaría una necesidad de
espacio considerable para el proceso (ya las pieza mayor a fabricarse tiene un
diámetro de 5mts.) y solamente algunas de estas operaciones tiene un tiempo igual o
mayor que un turno de trabajo.
Para reducir el espacio necesario para implementar este proceso, se pueden agrupar
algunas operaciones en un número menor de estaciones, agrupándolas según la
secuencia del proceso y balanceando la duración de las operaciones, para tener
estaciones de duración similar.
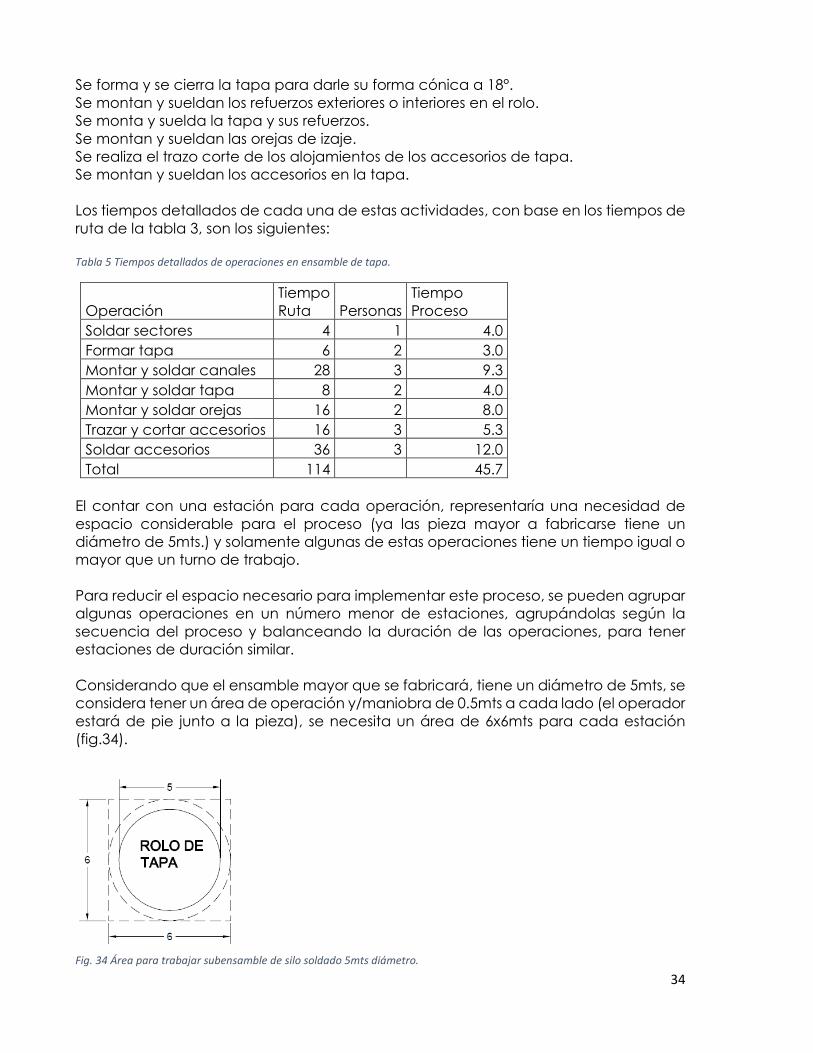
Considerando que el ensamble mayor que se fabricará, tiene un diámetro de 5mts, se
considera tener un área de operación y/maniobra de 0.5mts a cada lado (el operador
estará de pie junto a la pieza), se necesita un área de 6x6mts para cada estación
(fig.34).
Fig. 34 Área para trabajar subensamble de silo soldado 5mts diámetro.
35
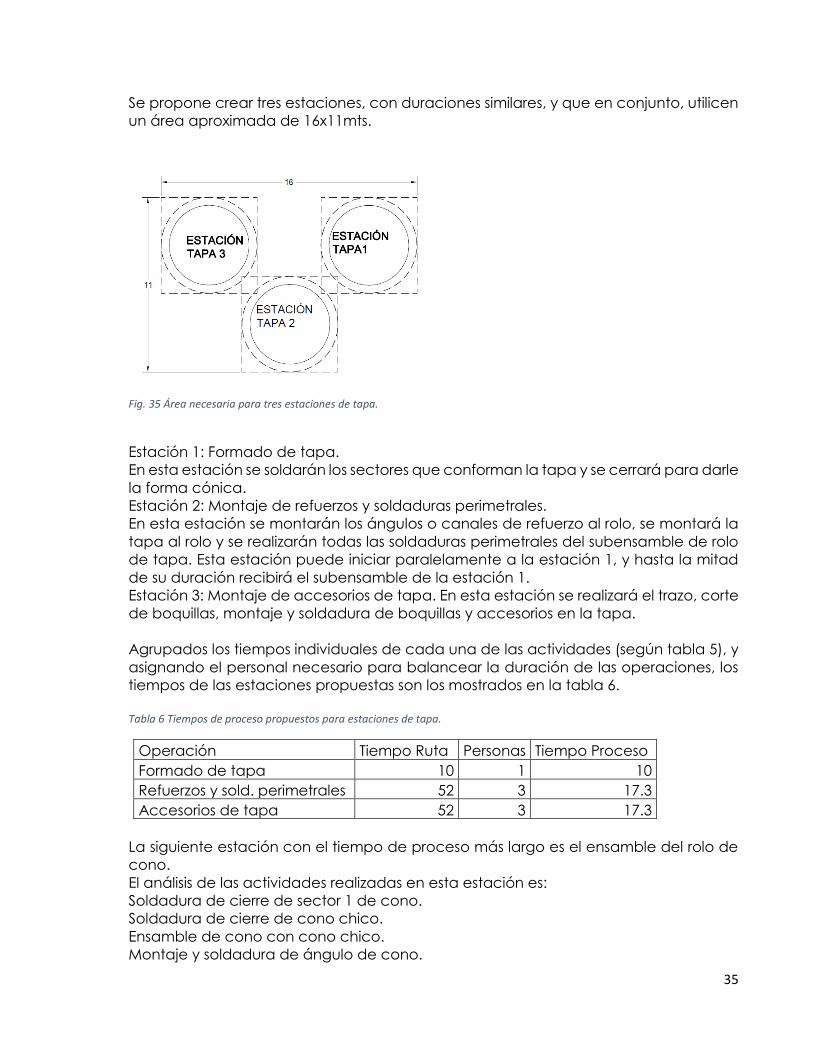
Se propone crear tres estaciones, con duraciones similares, y que en conjunto, utilicen
un área aproximada de 16x11mts.
Fig. 35 Área necesaria para tres estaciones de tapa.
Estación 1: Formado de tapa.
En esta estación se soldarán los sectores que conforman la tapa y se cerrará para darle
la forma cónica.
Estación 2: Montaje de refuerzos y soldaduras perimetrales.
En esta estación se montarán los ángulos o canales de refuerzo al rolo, se montará la
tapa al rolo y se realizarán todas las soldaduras perimetrales del subensamble de rolo
de tapa. Esta estación puede iniciar paralelamente a la estación 1, y hasta la mitad
de su duración recibirá el subensamble de la estación 1.
Estación 3: Montaje de accesorios de tapa. En esta estación se realizará el trazo, corte
de boquillas, montaje y soldadura de boquillas y accesorios en la tapa.
Agrupados los tiempos individuales de cada una de las actividades (según tabla 5), y
asignando el personal necesario para balancear la duración de las operaciones, los
tiempos de las estaciones propuestas son los mostrados en la tabla 6.
Tabla 6 Tiempos de proceso propuestos para estaciones de tapa.
Operación Tiempo Ruta Personas Tiempo Proceso
Formado de tapa 10 1 10
Refuerzos y sold. perimetrales 52 3 17.3
Accesorios de tapa 52 3 17.3
La siguiente estación con el tiempo de proceso más largo es el ensamble del rolo de
cono.
El análisis de las actividades realizadas en esta estación es:
Soldadura de cierre de sector 1 de cono.
Soldadura de cierre de cono chico.
Ensamble de cono con cono chico.
Montaje y soldadura de ángulo de cono.
36
Montaje y nivelación de cono a rolo.
Soldadura de cono a rolo.
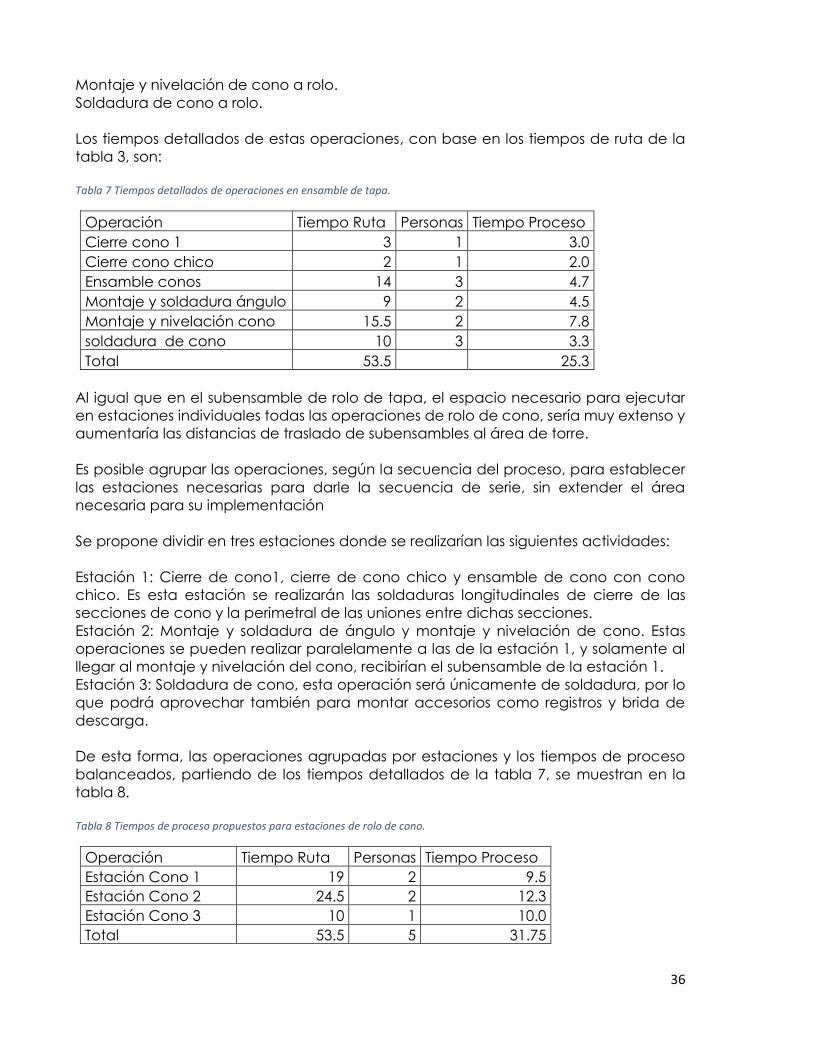
Los tiempos detallados de estas operaciones, con base en los tiempos de ruta de la
tabla 3, son:
Tabla 7 Tiempos detallados de operaciones en ensamble de tapa.
Operación Tiempo Ruta Personas Tiempo Proceso
Cierre cono 1 3 1 3.0
Cierre cono chico 2 1 2.0
Ensamble conos 14 3 4.7
Montaje y soldadura ángulo 9 2 4.5
Montaje y nivelación cono 15.5 2 7.8
soldadura de cono 10 3 3.3
Total 53.5 25.3
Al igual que en el subensamble de rolo de tapa, el espacio necesario para ejecutar
en estaciones individuales todas las operaciones de rolo de cono, sería muy extenso y
aumentaría las distancias de traslado de subensambles al área de torre.
Es posible agrupar las operaciones, según la secuencia del proceso, para establecer
las estaciones necesarias para darle la secuencia de serie, sin extender el área
necesaria para su implementación
Se propone dividir en tres estaciones donde se realizarían las siguientes actividades:
Estación 1: Cierre de cono1, cierre de cono chico y ensamble de cono con cono
chico. Es esta estación se realizarán las soldaduras longitudinales de cierre de las
secciones de cono y la perimetral de las uniones entre dichas secciones.
Estación 2: Montaje y soldadura de ángulo y montaje y nivelación de cono. Estas
operaciones se pueden realizar paralelamente a las de la estación 1, y solamente al
llegar al montaje y nivelación del cono, recibirían el subensamble de la estación 1.
Estación 3: Soldadura de cono, esta operación será únicamente de soldadura, por lo
que podrá aprovechar también para montar accesorios como registros y brida de
descarga.
De esta forma, las operaciones agrupadas por estaciones y los tiempos de proceso
balanceados, partiendo de los tiempos detallados de la tabla 7, se muestran en la
tabla 8.
Tabla 8 Tiempos de proceso propuestos para estaciones de rolo de cono.
Operación Tiempo Ruta Personas Tiempo Proceso
Estación Cono 1 19 2 9.5
Estación Cono 2 24.5 2 12.3
Estación Cono 3 10 1 10.0
Total 53.5 5 31.75
37
La estación que representa el mayor cuello de botella es la torre de ensamble, ya que
en ella se realizan las actividades de ensamble, granalla y pintura, como se puede
observar en la tabla 3, esta estación ocupa 292.5hrs de fabricación y 244hrs de
preparación de superficie y acabado, que en conjunto son el 52.50% del tiempo de
ruta total del silo, que al ser ejecutados en una sola estación, mantienen bloqueadas
a las anteriores operaciones.
Se propone dividir estas actividades en estaciones separadas. La primera estación
estará dedicada únicamente al ensamble de rolos de cuerpo. En la estación de
montaje de rolo de cono, se ensamblará el cuerpo del silo con el subensamble de las
estaciones de cono, y se realizara el montaje de los medios de soporte del silo (patas,
silletas o faldón). Hasta esta estación se completa la fabricación del silo, y las siguientes
estaciones estarán dedicadas a la preparación de superficie y aplicación de
recubrimientos.
Se propone una estación dedica exclusivamente a la limpieza y preparación de la
superficie, mediante granallado. Esta estación contará con los equipos adecuados
para dicho proceso.
La última estación será la cabina/horno de pintura, donde se aplicarán los
recubrimientos tanto interior como exterior del silo.
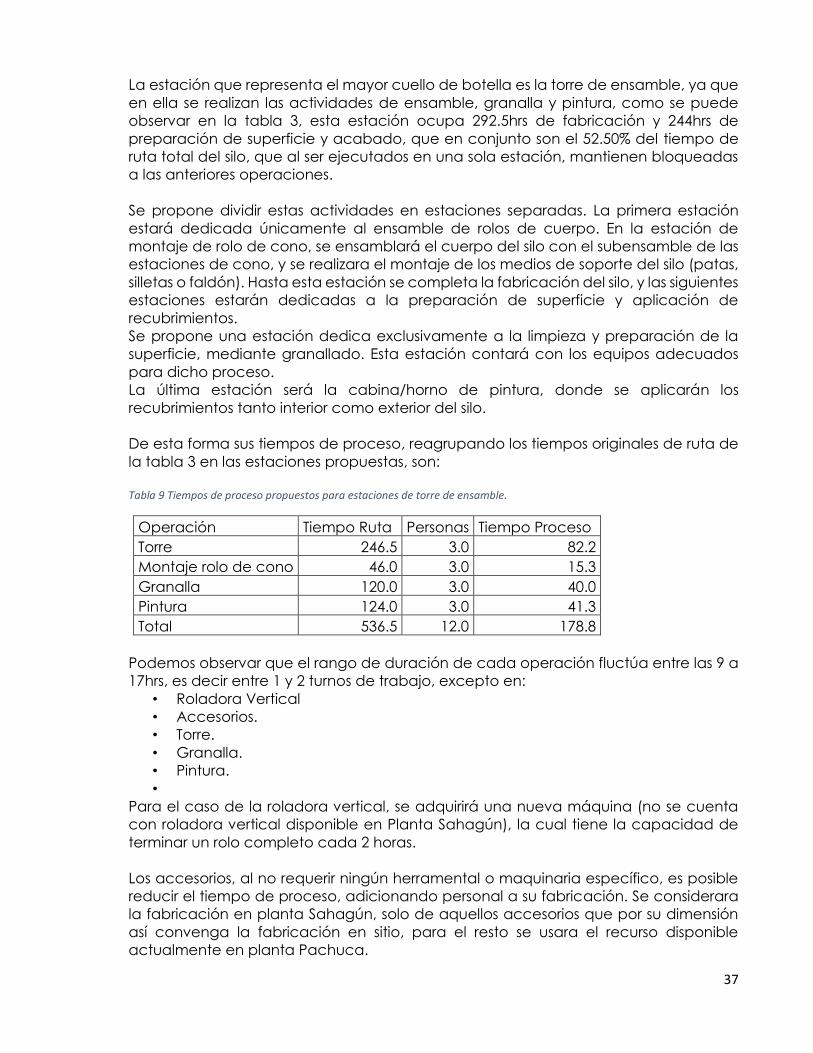
De esta forma sus tiempos de proceso, reagrupando los tiempos originales de ruta de
la tabla 3 en las estaciones propuestas, son:
Tabla 9 Tiempos de proceso propuestos para estaciones de torre de ensamble.
Operación Tiempo Ruta Personas Tiempo Proceso
Torre 246.5 3.0 82.2
Montaje rolo de cono 46.0 3.0 15.3
Granalla 120.0 3.0 40.0
Pintura 124.0 3.0 41.3
Total 536.5 12.0 178.8
Podemos observar que el rango de duración de cada operación fluctúa entre las 9 a
17hrs, es decir entre 1 y 2 turnos de trabajo, excepto en:
• Roladora Vertical
• Accesorios.
• Torre.
• Granalla.
• Pintura.
•
Para el caso de la roladora vertical, se adquirirá una nueva máquina (no se cuenta
con roladora vertical disponible en Planta Sahagún), la cual tiene la capacidad de
terminar un rolo completo cada 2 horas.
Los accesorios, al no requerir ningún herramental o maquinaria específico, es posible
reducir el tiempo de proceso, adicionando personal a su fabricación. Se considerara
la fabricación en planta Sahagún, solo de aquellos accesorios que por su dimensión
así convenga la fabricación en sitio, para el resto se usara el recurso disponible
actualmente en planta Pachuca.

38
Para la torre de ensamble, se tiene la alternativa de comprar una nueva máquina de
ensamble vertical, que es capaz de realizar la unión de dos rolos cada dos horas.
Los tiempos de granallado y pintura se ajustaran a una duración de dos turnos (18hrs)
cada uno, y se desarrollaran las mejoras necesarias para lograr estos tiempos objetivo.
El total de tiempos de proceso del silo soldado en estaciones en serie son los siguientes:
Tabla 10 Tiempos de proceso propuestos de Silo Soldado estaciones en serie.
Operación Tiempo Ruta Personas Tiempo Proceso
Roladora Horizontal 36.78 2 18.4
Accesorios 76.33 4 19.1
Roladora Vertical 22 1 22.0
Seamer 23.6 2 11.8
Estación Tapa 1 10 1 10.0
Estación Tapa 2 52 3 17.3
Estación Tapa 3 52 3 17.3
Estación Cono 1 19 1 19.0
Estación Cono 2 24.5 2 12.3
Estación Cono 3 10 1 10.0
Torre 40 2 20.0
Montaje cono 46 2 23.0
Granalla 54 3 18.0
Pintura 54 3 18.0
Totales 487.21 31 205.5
3.3 DISTRIBUCIÓN DE PLANTA DEL NUEVO PROCESO.
Una vez planteado el proceso propuesto, será necesario diseñar una nueva
distribución de planta que se ajuste a las condiciones de las naves de Cd. Sahagún.
Para este análisis consideraremos los 8 factores.
Material.
Las áreas con las que deberá de contar la línea de proceso son:
Un almacén de bobinas de acero en horizontal, que permita la estiba de hasta dos
niveles. Se almacenarán en horizontal ya que de esta forma es como vienen en el
embarque.
Un volcador de bobinas, que permita colocarlas en el portabobinas de la máquina y
girarlas a posición vertical que es como las procesa la roladora vertical.
El área necesaria para la operación de la roladora vertical.
39
Las tres estaciones de tapa, cada una para poder contener un subensamble de hasta
5mts de diámetro y el espacio necesario entre ellas para que un operador trabaje de
pie sin invadir el área adyacente.
Área de seamer para la unión de sectores de cono y tapa, con capacidad de
manejar el desarrollo de un cono de hasta 5mts de diámetro y 60° de inclinación.
Área para el detallado y pulido de sectores de cono y de tapa en plano.
Área de roladora horizontal capaz de manejar el ensamble de cono descrito arriba,
en plano y ya rolado.
Tres estaciones de cono, con un diámetro máximo de 5mts y espacio para el trabajo
de personal de pie, sin invadir las áreas adyacentes.
Áreas de espera para entrada de subensambles a la torre de ensamble (5mts de
diámetro).
Área para roladora de perfiles y almacén de perfilería, con desarrollo en plano de 6mts
de longitud y diámetro máximo de rolado de 5mts.
Área para ensamble de subensambles menores (domos, boquillas, bridas).
Torre para ensamble de rolos, de hasta 25mts de alto y 5mts de diámetro.
Torre para montaje de rolo de cono y estructura soporte de hasta 25mts de alto y 5mts
de diámetro.
Torre para granallado de silos, de hasta 25mts de diámetro y 5mts de diámetro.
Torre para pintura de silos, de hasta 25mts de diámetro y 5mts de diámetro.
Maquinaria.
Dentro del proceso se contará con las siguientes máquinas:
Volcador de bobinas, con dimensiones de 2.5mts x 2.5mts y altura de 3.2mts.
Roladora vertical con estaciones de corte y soldadura, con dimensiones de 10.2mts x
7mts y altura de 3.8mts a 6mts.
Roladora Horizontal, con dimensiones de 3.6mts x 1.2mts, mas 2mts de área de
operación a cada lado, resultado en un área de 3.6mts x 5.2mts, y una altura de 7mts.
Seamer, con dimensiones de 3.6mts x 8mts ya considerando las mesas de manejo de
material, con una altura de 1.5mts.
Mesas giratorias de 3mts x 3mts, pero manejaran un subensamble de 5mts de diámetro,
por lo que se considera un área de 6x6mts para su operación, se situarán en ensamble
40
de rolo de tapa, ensamble de rolo de cono, montaje de cono a silo, sandblast y
pintura.
Cross arm de soldadura, este se situara junto a las estaciones de ensamble de rolo de
cono y rolo de tapa, ocupando un área adicional de 2mtsx2mts para su base.
Máquina de ensamble de rolos, con dimensiones de 5.2mts x 7mts, una altura de
maquinaria de 2mts, pero altura de operación de hasta 25ms. Se requiere una fosa de
2.3mts x 0.95mts x 2.7mts de profundidad para su operación.
Máquinas de soldadura. Ocupando un área de 0.5mts x 0.5mts, de ubicación variable
dentro de la línea de fabricación, se considera contar con 14 máquinas MIG y 2
máquinas TIG.
Para ninguna de estas máquinas se requiere cimentaciones especiales, ni generan
vibraciones.
Mano de obra.
Se contara con 21 soldadores repartidos en las distintas estaciones del proceso, 6
pintores entre torre de granalla y torre de pintura.
Para esto, se deberá de contar con un supervisor de fabricación, 1 supervisor de
pintura, 2 electromecánicos, 2 almacenistas y 1 operador de montacargas para la
operación del proceso.
Movimiento.
Los movimientos a realizarse son:
Carga de bobina a roladora vertical. A realizarse una vez cada 8 horas. Peso máximo
de la bobina 12ton, peso del porta bobinas 1ton, más un 15% de factor de seguridad
por sobrecarga. Se requiere grúa con capacidad de 15ton.
Sacar rolos de roladora, hacia almacén o hacia estaciones de tapa, estaciones de
cono o torre, un movimiento cada 2 horas, se requiere grúa bandera con capacidad
de 2ton.
Alimentar seamer de sectores de cono y sectores de tapa. Operación manual.
Mover ensamble de seamer a roladora horizontal o hacia estación de tapa. Se
requiere hacer este movimiento cada dos horas, con grúa con capacidad de mínimo
3ton. Se puede usar la grúa de 15ton si está disponible.
Mover subensamble de rolo de tapa a torre. 1 movimiento al día, se requiere grúa con
capacidad mínima de 3ton, y grúa bandera de la misma capacidad para introducirlo
a la torre.
41
Mover subensamble de rolo de cono a torre. 1 movimiento al día, se requiere grúa con
capacidad mínima de 5ton, y grúa bandera de la misma capacidad para introducirlo
a la torre.
Mover rolos de almacén de rolos a torre. 1 movimiento cada dos horas, a realizarse
sobre carritos con movimiento manual, y llegando a torre, se requiere grúa bandera
de 3ton de capacidad.
Mover subensamble silo a torre de cono, 1 movimiento al día, se requiere monorriel de
30ton de capacidad.
Mover ensamble de silo a granalla, 1 movimiento al día, se requiere monorriel de 30ton
de capacidad.
Mover silo granallado a pintura, 1 movimiento al día, se requiere monorriel de 30ton de
capacidad.
Acostar silo terminado y retirarlo de cabina de pintura 1 movimiento al día, se requiere
monorriel de 30ton de capacidad, montacargas y equipo para virado y traslado de
silo.
Espera.
Se destinara un área de 10mtsx20 como área de recepción de bobinas y
almacenamiento.
Dentro de área de roladora de perfiles, se considera la instalación de un rack de
12mtsx3mts para almacenar perfilería como canal, ángulo, solera y tubería para la
utilización en la roladora
Se destinara un área de 10mts x 15mts como almacén de sectores de cono y sectores
de tapa, colindante con la ubicación del seamer.
Se destinara un área de 15mtsx75mts como almacén de rolos.
Se destinaran áreas para el almacén de subensambles menores como boquillas de
tapa, orejas de izaje, silletas, bridas de descarga, registros de cono, colindante con las
estaciones de tapa.
Se considera un área de 10mtsx10mts como zona de espera de subensamble de rolo
de tapa y de rolo de cono, para su ingreso a torre de ensamble.
El almacén de producto terminado es el patio de la empresa, con un área de 9,716m2.
Edificio.
En las instalaciones de SYCSA en Cd. Sahagún, se cuenta con naves existentes, las
cuales tienen una longitud de 150mts por un ancho de 75mts y está divida en naves
42
de 10mts de ancho cada una, siendo en total 15 naves de 75mts de ancho. La altura
máxima libre de estas naves es de 4.9mts.
En la misma nave deberán de existir espacios para los demás procesos de SYCSA, ya
que posteriormente el total de las operaciones productivas deberán de moverse de
Pachuca a Cd. Sahagún.
Debido a las dimensiones de los productos a fabricar, la altura libre mínima necesaria
para el proceso es de 10mts. Esto nos llevara a tener que modificar la nave existente,
que tiene una altura de 4.90mts a la parte más baja, para darle la altura adecuada
para el proceso.
Debido a la inversión inicial que representa la modificación de la nave, el proceso
deberá de ajustarse a la dimensión óptima para ser funcional, pero que represente a
la vez, la mínima modificación a la nave.
Se requiere continuar con el ensamble vertical del silo, por lo que se deberá de
construir una nueva torre de ensamble, de dimensiones adecuadas para los productos
a fabricarse.
Debido a que el cuello de botella del proceso actual es precisamente la estación de
torre de ensamble, ya que en el mismo espacio se realiza el granallado y pintura del
producto, y a que se tiene la necesidad de construir una nueva torre, se tiene la
facilidad de diseñar esta torre para que contenga los tres procesos, sin que esto
represente un nuevo cuello de botella.
Se utilizará una sola sección de 80mts x 10mts para la fabricación de los subensambles
del silo que son rolo de tapa y rolo de cono, y será esta sección la que sufrirá
modificaciones en altura.
Se construirá una torre, al exterior de la nave existente, que albergara los procesos de
ensamble, granallado y pintura, en secciones independientes.
Cambios.
Considerar áreas con una altura de hasta 7mts libres para poder fabricar silos
pequeños, sin necesidad de ocupar la torre, si así se requiere.
La distribución deberá de contar con la flexibilidad de aumentar su capacidad de
producción o cambiar de producto dependiendo de las condiciones de mercado.
3.4 DEFINICIÓN DE MAQUINARIA NECESARIA PARA EL ROLADO, MEDICIÓN,
CORTE Y SOLDADURA AUTOMÁTICA DE ROLOS.
Como antecedente, en planta Sahagún y Planta Pachuca, se tienen roladoras tanto
horizontales como verticales marca IMCAR, por tanto se busca un nuevo equipo que
nos permita lograr los tiempos propuestos en la simulación mostrada.
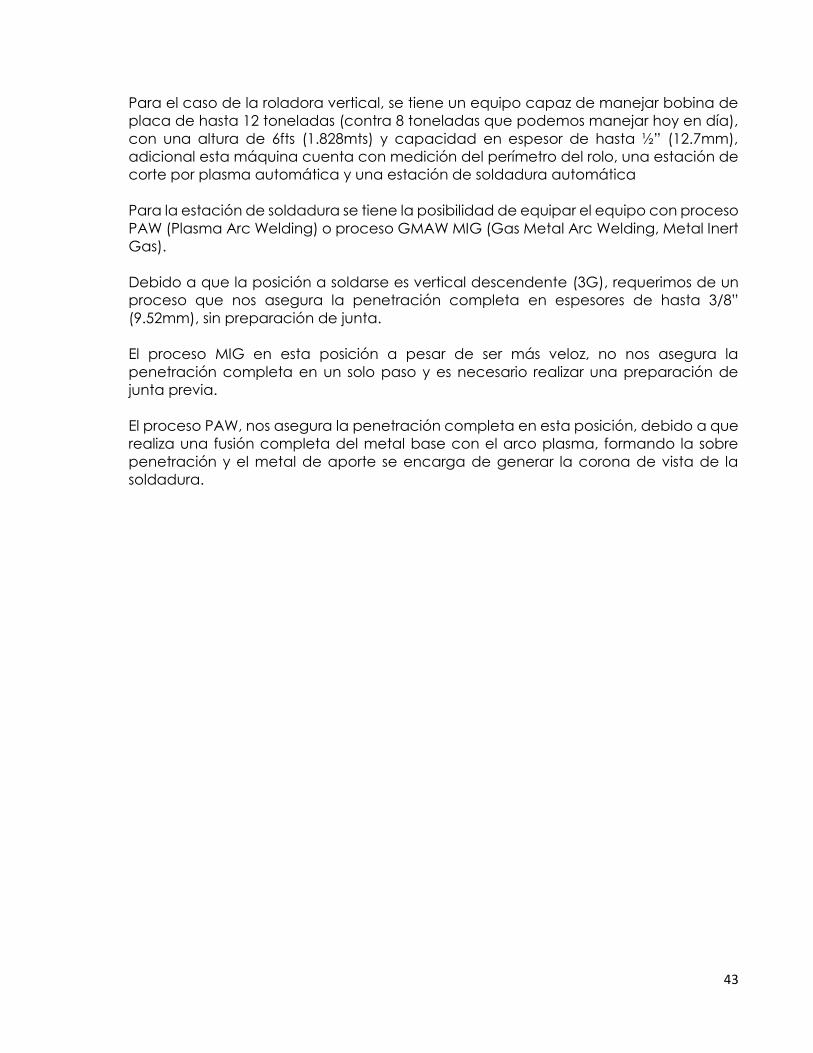
43
Para el caso de la roladora vertical, se tiene un equipo capaz de manejar bobina de
placa de hasta 12 toneladas (contra 8 toneladas que podemos manejar hoy en día),
con una altura de 6fts (1.828mts) y capacidad en espesor de hasta ½” (12.7mm),
adicional esta máquina cuenta con medición del perímetro del rolo, una estación de
corte por plasma automática y una estación de soldadura automática
Para la estación de soldadura se tiene la posibilidad de equipar el equipo con proceso
PAW (Plasma Arc Welding) o proceso GMAW MIG (Gas Metal Arc Welding, Metal Inert
Gas).
Debido a que la posición a soldarse es vertical descendente (3G), requerimos de un
proceso que nos asegura la penetración completa en espesores de hasta 3/8”
(9.52mm), sin preparación de junta.
El proceso MIG en esta posición a pesar de ser más veloz, no nos asegura la
penetración completa en un solo paso y es necesario realizar una preparación de
junta previa.
El proceso PAW, nos asegura la penetración completa en esta posición, debido a que
realiza una fusión completa del metal base con el arco plasma, formando la sobre
penetración y el metal de aporte se encarga de generar la corona de vista de la
soldadura.
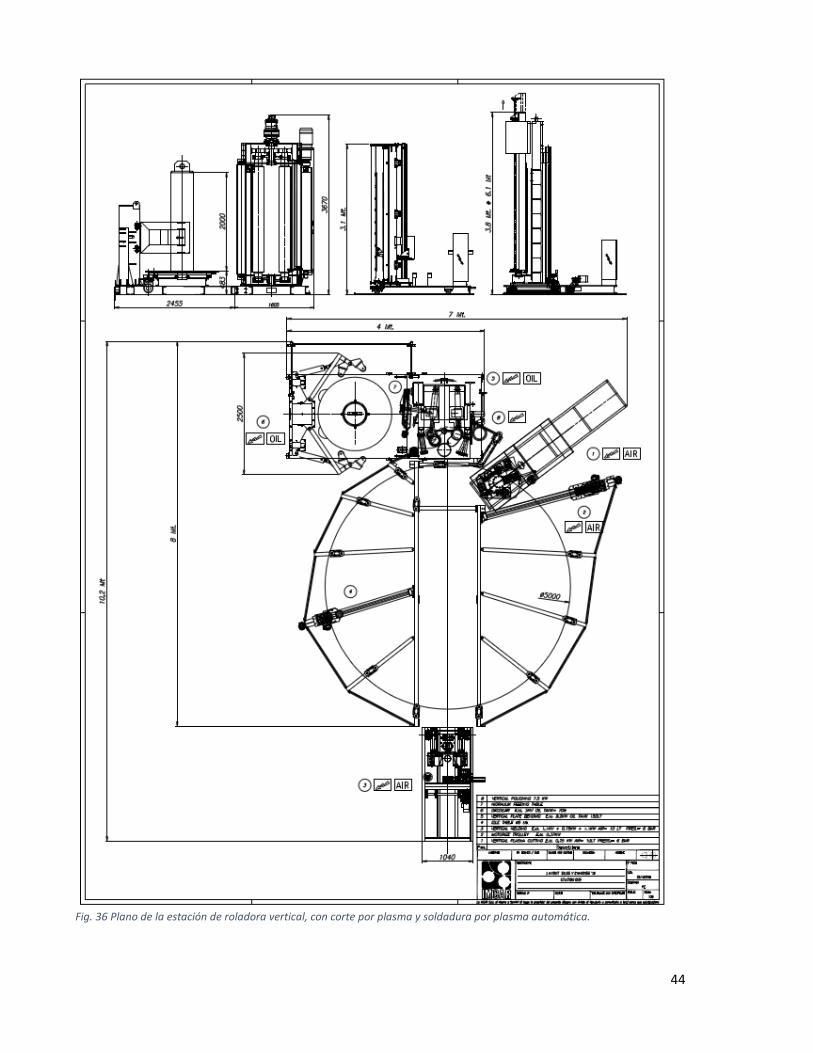
44
Fig. 36 Plano de la estación de roladora vertical, con corte por plasma y soldadura por plasma automática.

45
Fig. 37 Modelo 3D de la máquina de rolado, corte y soldadura vertical.
3.5 DEFINICIÓN DE MAQUINARIA NECESARIA PARA EL ENSAMBLE AUTOMÁTICO
DE ROLOS.
Como equipo integral de la roladora vertical anterior, IMCAR puede suministrar una
estación de ensamble de rolos automática, la cual es capaz de realizar la unión de
rolos en 1hr, incluyendo el ensamble, soldadura exterior y limpieza de soldaduras.
Para el caso de la soldadura perimetral se puede seleccionar también entre proceso
PAW y GMAW MIG.
En el caso de esta unión, ranura horizontal (2G), el proceso PAW no nos garantiza
penetración completa, además de que es más lento, teniendo una velocidad de
avance máxima de 25cm/min [15].
El proceso GMAW MIG, nos permitirá trabajar a una mayor velocidad, de hasta
50cm/min [16] (el doble que con el proceso PAW), aunque tampoco nos garantiza
penetración completa en un paso. Por este motivo se selecciona este proceso con
dos equipos de soldadura, uno para el interior y otro para el exterior.

46
Fig. 38 Plano de la estación de ensamble vertical de rolos.
47
Fig. 39 Modelo 3D de la estación de ensamble vertical de rolos.
3.6 DEFINICIÓN DE EQUIPO DE IZAJE Y TRASLADO DE MATERIALES EN ÁREA DE
SUBENSAMBLES.
Dentro de la nave de subensambles, se requerirá mover los siguientes materiales y
subensambles:
Bobinas de acero, de hasta 12 toneladas de peso.
Rolos terminados desde 2 hasta 5mts de diámetro, altura de 1.8mts y con un peso de
hasta 2Ton.
Ensamble de tapa desde 2 hasta 5mts de diámetro y con un peso de hasta 300kgs.
Subensamble de rolo de tapa, desde 2 hasta 5mts de diámetro, altura de 2.5mts y con
un peso de hasta 2.5ton.
Ensamble de cono de descarga desde 2 hasta 5mts de diámetro, altura de 8.2mts y
peso de 800kgs.
48
Ensamble de rolo de cono desde 2 hasta 5mts de diámetro, altura de hasta 10mts y
peso de 2.5Ton.
Para poder realizar los movimientos internos en esta nave, y hacia la torre de
ensamble, se necesitará contar con una grúa viajera que se desplace a lo largo de los
80mts de la nave y viaje transversalmente por los 9mts de la nave.
Debido a que el peso máximo a manejar es una bobina de acero de 12Ton, junto con
su porta bobinas de 1 ton de peso, se estima un factor de seguridad o sobrecarga del
15% por lo que se requerirá una grúa de al menos 15Ton de capacidad.
Se selecciona una grúa bi-puente, para reducir el peralte de la viga puente y poder
disminuir la altura total de la nave de ensamble, con capacidad de 15ton.
Adicional y corriendo sobre las mismas trabes carril, se instalara una grúa de 3Ton de
capacidad, mono-puente, para mover los subensambles que no requieran la
capacidad de izaje de la grúa de 15Ton.
El diseño y cálculo de estas grúas, será realizado por el proveedor de las mismas.
Como dispositivos de fabricación interna necesarios para el movimiento de materiales
se tienen 3, que son: Grúa bandera de 3Ton de capacidad, cruceta de izaje de rolos
y carritos para movimiento de rolos.
Grúas bandera.
Para retirar los rolos terminados de la estación de la roladora vertical y moverlos hacia
el almacén de los mismos, se requiere de una grúa bandera de hasta 3Ton de
capacidad.
Actualmente en SYCSA se cuenta con algunas grúas banderas no instaladas, de las
que se desconoce su capacidad, por tanto se evalúan a una carga de 3Ton para
verificar si pueden ser utilizadas en esta área. Para su análisis se considera fija a la
pared y con la carga de 3Ton en el extremo de la viga (fig.40).
Cruceta de izaje de rolos.
Se requiere de un dispositivo para el izaje seguro de los rolos, ajustable para los distintos
diámetros y que garantice que no maltratara las piezas.
Se propone el siguiente diseño (fig.41) que consta de una cruceta igualadora
ajustable, y de 4 sargentos sujetos a la cruceta con cables de acero. Los sargentos
tienen el fin de cargar el rolo de la parte inferior, sin marcarlo ni dañarlo. La cruceta se
podrá ajustar desde 2 hasta 5mts de diámetro.
Se evalúa el diseño por el método de análisis de elemento finito, con una carga de
2500kgs (fig.42).
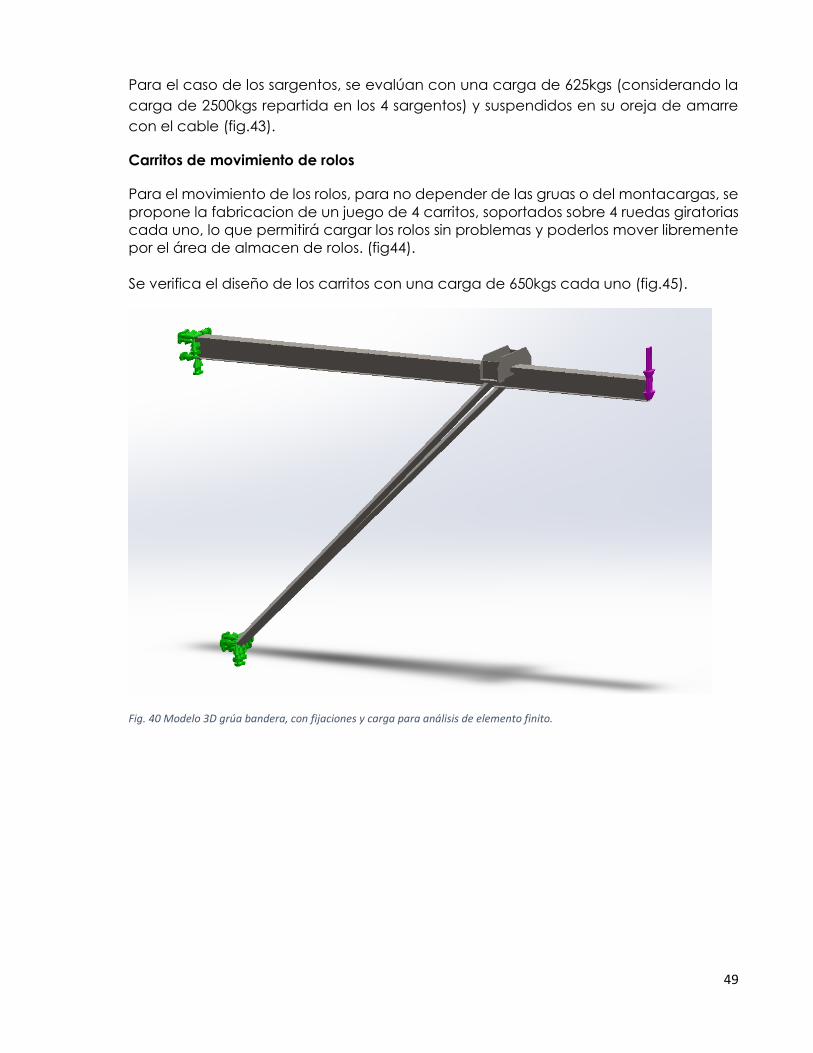
49
Para el caso de los sargentos, se evalúan con una carga de 625kgs (considerando la
carga de 2500kgs repartida en los 4 sargentos) y suspendidos en su oreja de amarre
con el cable (fig.43).
Carritos de movimiento de rolos
Para el movimiento de los rolos, para no depender de las gruas o del montacargas, se
propone la fabricacion de un juego de 4 carritos, soportados sobre 4 ruedas giratorias
cada uno, lo que permitirá cargar los rolos sin problemas y poderlos mover libremente
por el área de almacen de rolos. (fig44).
Se verifica el diseño de los carritos con una carga de 650kgs cada uno (fig.45).
Fig. 40 Modelo 3D grúa bandera, con fijaciones y carga para análisis de elemento finito.
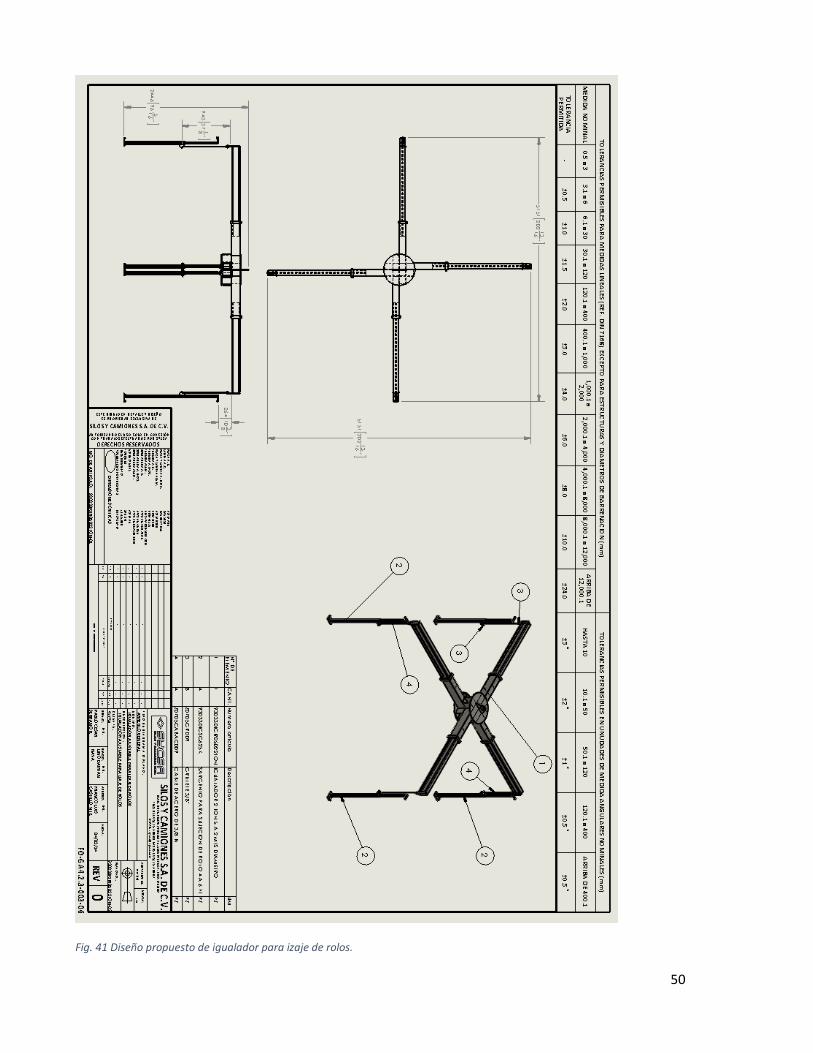
50
Fig. 41 Diseño propuesto de igualador para izaje de rolos.
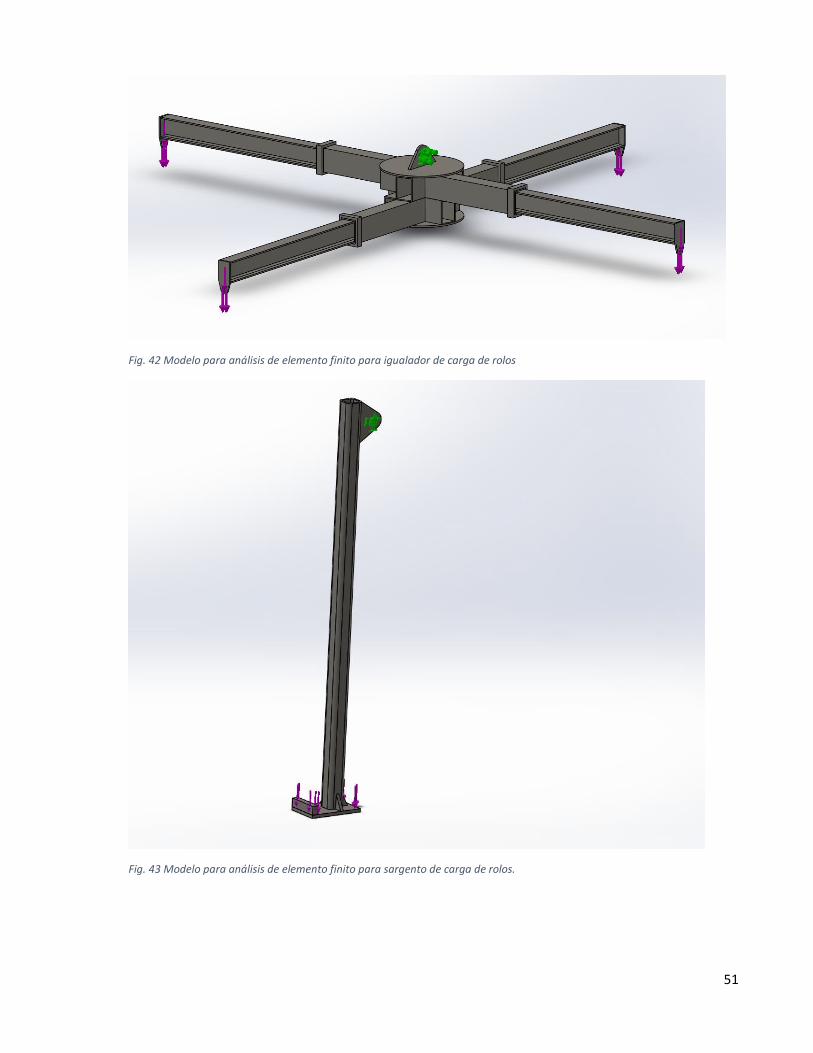
51
Fig. 42 Modelo para análisis de elemento finito para igualador de carga de rolos
Fig. 43 Modelo para análisis de elemento finito para sargento de carga de rolos.

52
Fig. 44 Diseño propuesto de carrito para movimiento de rolos.
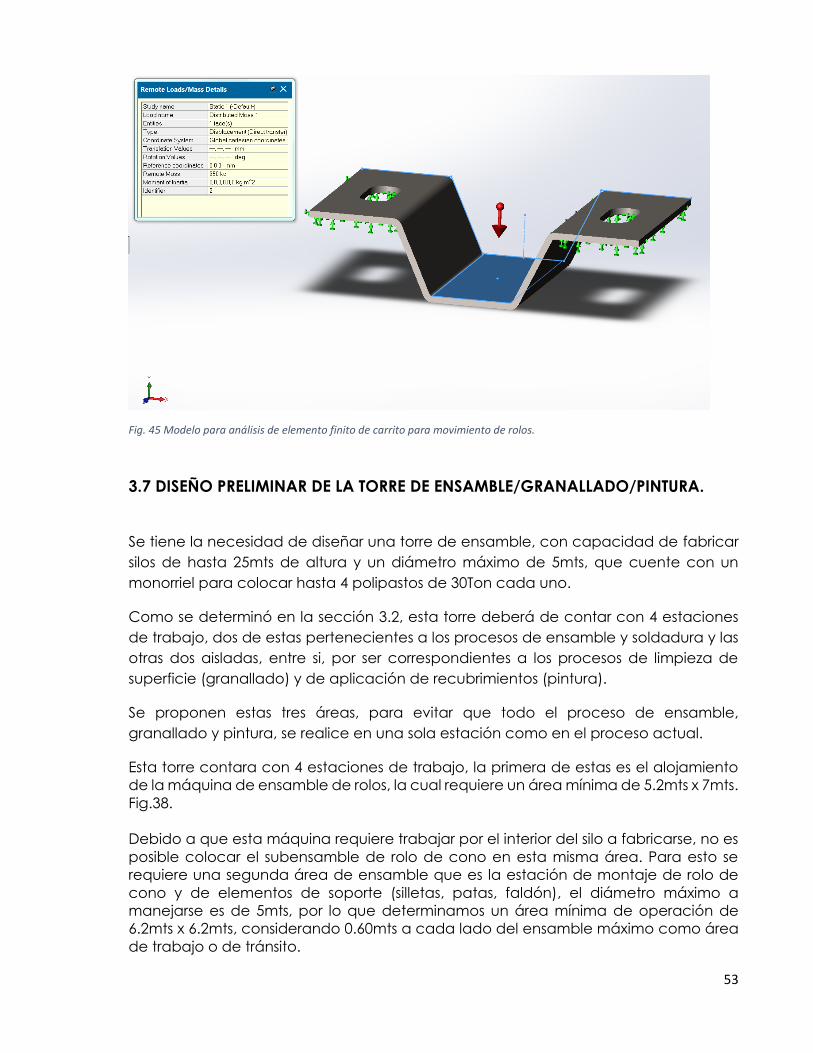
53
Fig. 45 Modelo para análisis de elemento finito de carrito para movimiento de rolos.
3.7 DISEÑO PRELIMINAR DE LA TORRE DE ENSAMBLE/GRANALLADO/PINTURA.
Se tiene la necesidad de diseñar una torre de ensamble, con capacidad de fabricar
silos de hasta 25mts de altura y un diámetro máximo de 5mts, que cuente con un
monorriel para colocar hasta 4 polipastos de 30Ton cada uno.
Como se determinó en la sección 3.2, esta torre deberá de contar con 4 estaciones
de trabajo, dos de estas pertenecientes a los procesos de ensamble y soldadura y las
otras dos aisladas, entre si, por ser correspondientes a los procesos de limpieza de
superficie (granallado) y de aplicación de recubrimientos (pintura).
Se proponen estas tres áreas, para evitar que todo el proceso de ensamble,
granallado y pintura, se realice en una sola estación como en el proceso actual.
Esta torre contara con 4 estaciones de trabajo, la primera de estas es el alojamiento
de la máquina de ensamble de rolos, la cual requiere un área mínima de 5.2mts x 7mts.
Fig.38.
Debido a que esta máquina requiere trabajar por el interior del silo a fabricarse, no es
posible colocar el subensamble de rolo de cono en esta misma área. Para esto se
requiere una segunda área de ensamble que es la estación de montaje de rolo de
cono y de elementos de soporte (silletas, patas, faldón), el diámetro máximo a
manejarse es de 5mts, por lo que determinamos un área mínima de operación de
6.2mts x 6.2mts, considerando 0.60mts a cada lado del ensamble máximo como área
de trabajo o de tránsito.
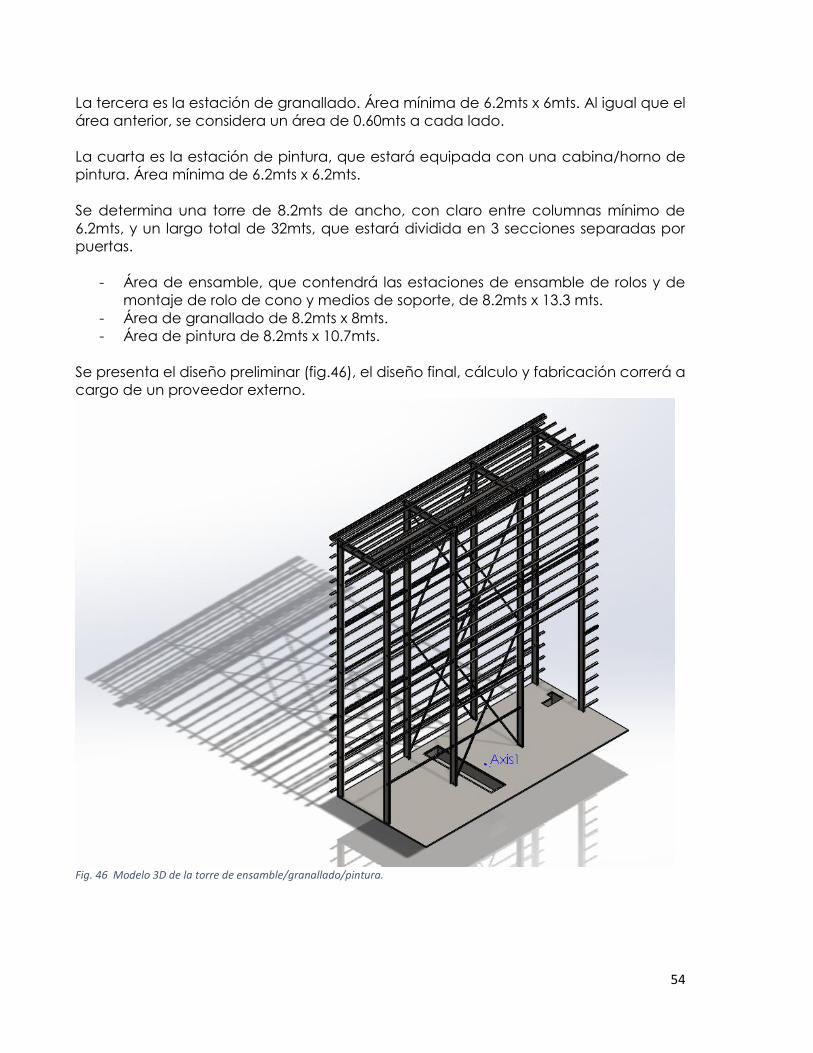
54
La tercera es la estación de granallado. Área mínima de 6.2mts x 6mts. Al igual que el
área anterior, se considera un área de 0.60mts a cada lado.
La cuarta es la estación de pintura, que estará equipada con una cabina/horno de
pintura. Área mínima de 6.2mts x 6.2mts.
Se determina una torre de 8.2mts de ancho, con claro entre columnas mínimo de
6.2mts, y un largo total de 32mts, que estará dividida en 3 secciones separadas por
puertas.
- Área de ensamble, que contendrá las estaciones de ensamble de rolos y de
montaje de rolo de cono y medios de soporte, de 8.2mts x 13.3 mts.
- Área de granallado de 8.2mts x 8mts.
- Área de pintura de 8.2mts x 10.7mts.
Se presenta el diseño preliminar (fig.46), el diseño final, cálculo y fabricación correrá a
cargo de un proveedor externo.
Fig. 46 Modelo 3D de la torre de ensamble/granallado/pintura.
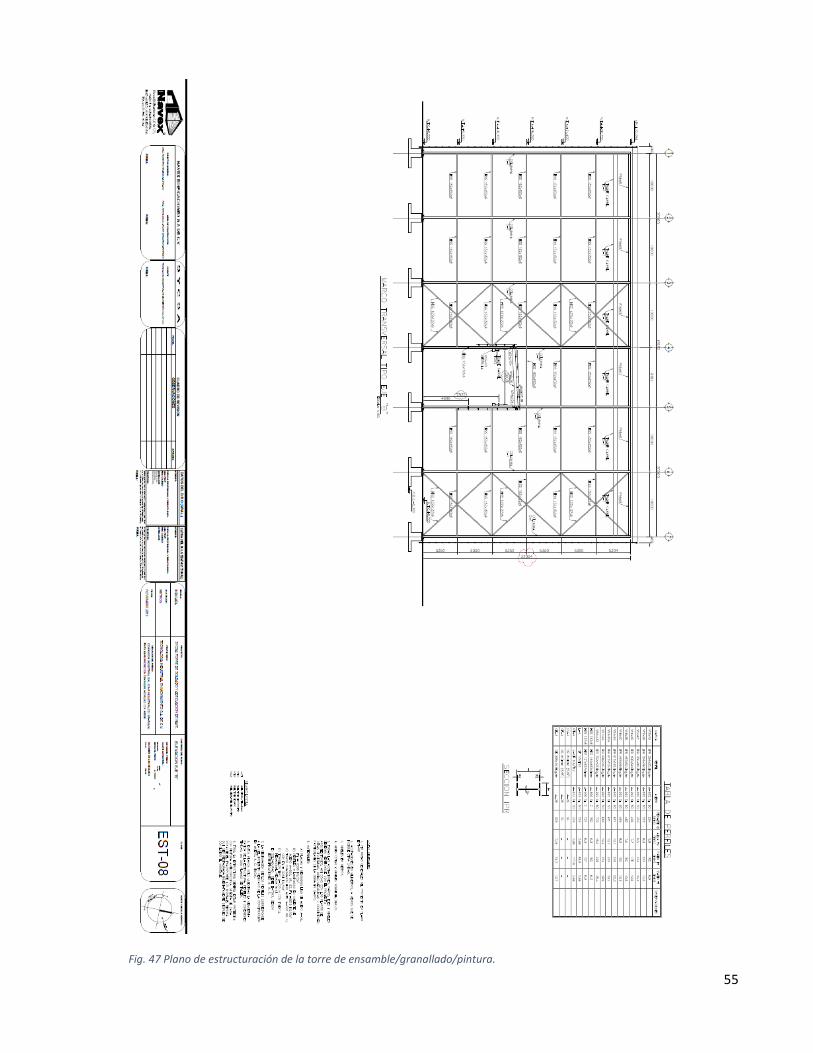
55
Fig. 47 Plano de estructuración de la torre de ensamble/granallado/pintura.
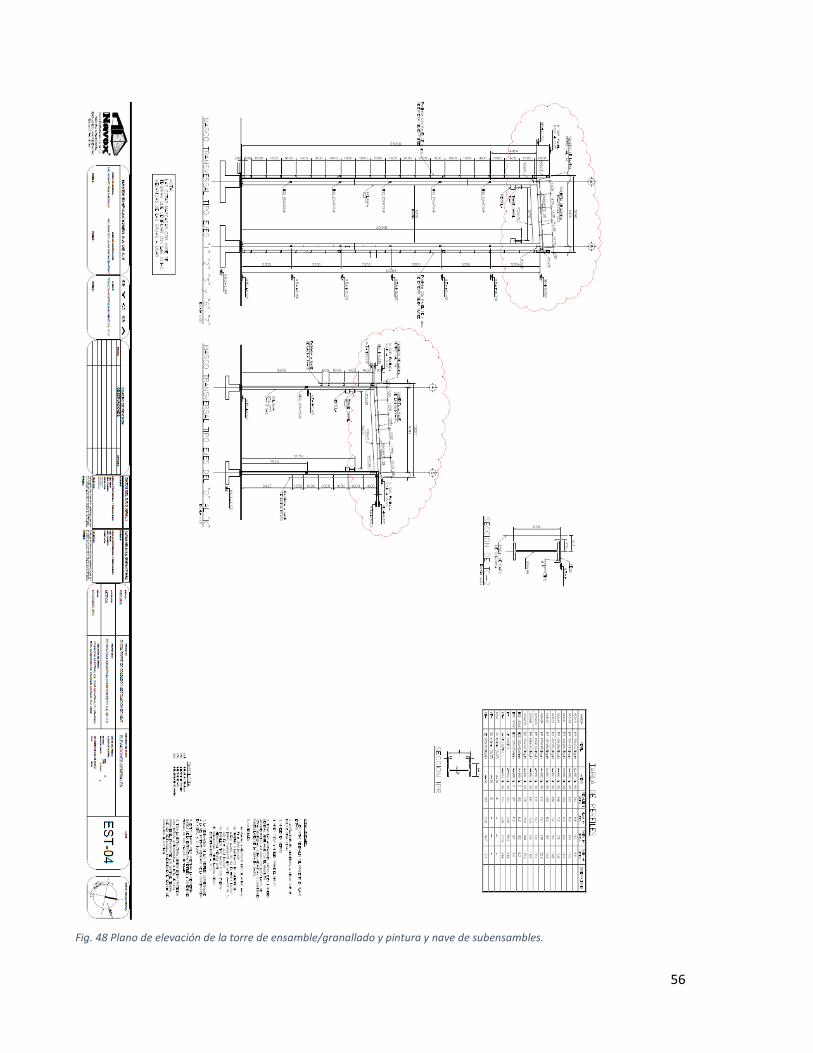
56
Fig. 48 Plano de elevación de la torre de ensamble/granallado y pintura y nave de subensambles.
57
3.8 DEFINICIÓN DEL EQUIPO DE IZAJE EN TORRE.
En el área de la torre de ensamble/granallado/pintura, se requerirá de un equipo que
permita izar el ensamble de silo en las siguientes condiciones:
Introducir el ensamble de rolo de tapa a la máquina de ensamble de rolos, con un
diámetro máximo 5mts y un peso de 2Ton.
Izar el ensamble de rolo de tapa dentro de la torre de ensamble, para ir ensamblando
los siguientes rolos, con un diámetro máximo de 5mts, una altura máxima de 25mts y
un peso gradualmente mayor hasta llegar a un máximo de 22ton.
Mover el ensamble de silo hacia la torre de ensamble de cono, con un diámetro
máximo de 5mts, altura de hasta 25mts y peso máximo de 22Ton.
Introducir el ensamble de rolo de cono a la torre de ensamble de cono, con un
diámetro máximo de 5mts, altura de hasta 3mts y peso de hasta 5Ton.
Mover el silo terminado hacia el área de granalla. Diámetro máximo 5mts, altura
máxima 28mts peso máximo 25Ton.
Mover el silo granallado hacia el área de pintura. Diámetro máximo 5mts, altura
máxima 28mts peso máximo 25Ton.
Maniobra de volcado y embarque de silo. Posicionar el silo de vertical a horizontal y
montarlo sobre la plataforma de embarque o dispositivo de maniobra.
El silo dentro de la torre no necesita tener desplazamientos transversales.
El silo solo se moverá longitudinalmente.
El equipo para introducir los subensambles, no deberá de obstruir el movimiento
longitudinal del silo a través de las torres.
Con todas estas condiciones, para el movimiento longitudinal del silo, se instalará una
grúa monorriel con una capacidad de izaje de hasta 30Ton y una altura libre de 30mts.
Dentro del monorriel se instalaran hasta 3 polipastos de 30Ton de capacidad.
El primer polipasto servirá para el ensamble del silo y para mover este hacia la torre de
ensamble de cono.
El segundo polipasto servirá para mover el silo de la torre de ensamble de cono, hacia
la torre de granallado; de la torre de granallado hacia la torre de pintura; y para la
maniobra de embarque.
El cálculo y diseño de la viga monorriel, así como los detalles de diseño de los
polipastos, correrá a cargo del proveedor que los suministre.
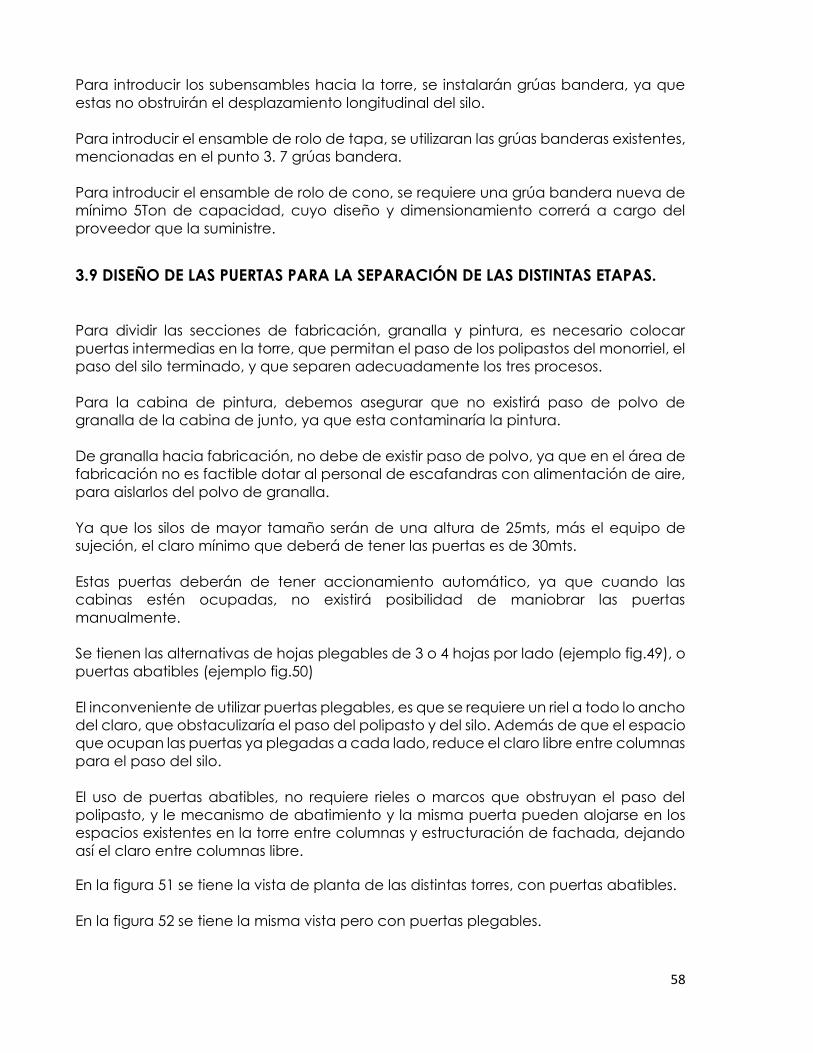
58
Para introducir los subensambles hacia la torre, se instalarán grúas bandera, ya que
estas no obstruirán el desplazamiento longitudinal del silo.
Para introducir el ensamble de rolo de tapa, se utilizaran las grúas banderas existentes,
mencionadas en el punto 3. 7 grúas bandera.
Para introducir el ensamble de rolo de cono, se requiere una grúa bandera nueva de
mínimo 5Ton de capacidad, cuyo diseño y dimensionamiento correrá a cargo del
proveedor que la suministre.
3.9 DISEÑO DE LAS PUERTAS PARA LA SEPARACIÓN DE LAS DISTINTAS ETAPAS.
Para dividir las secciones de fabricación, granalla y pintura, es necesario colocar
puertas intermedias en la torre, que permitan el paso de los polipastos del monorriel, el
paso del silo terminado, y que separen adecuadamente los tres procesos.
Para la cabina de pintura, debemos asegurar que no existirá paso de polvo de
granalla de la cabina de junto, ya que esta contaminaría la pintura.
De granalla hacia fabricación, no debe de existir paso de polvo, ya que en el área de
fabricación no es factible dotar al personal de escafandras con alimentación de aire,
para aislarlos del polvo de granalla.
Ya que los silos de mayor tamaño serán de una altura de 25mts, más el equipo de
sujeción, el claro mínimo que deberá de tener las puertas es de 30mts.
Estas puertas deberán de tener accionamiento automático, ya que cuando las
cabinas estén ocupadas, no existirá posibilidad de maniobrar las puertas
manualmente.
Se tienen las alternativas de hojas plegables de 3 o 4 hojas por lado (ejemplo fig.49), o
puertas abatibles (ejemplo fig.50)
El inconveniente de utilizar puertas plegables, es que se requiere un riel a todo lo ancho
del claro, que obstaculizaría el paso del polipasto y del silo. Además de que el espacio
que ocupan las puertas ya plegadas a cada lado, reduce el claro libre entre columnas
para el paso del silo.
El uso de puertas abatibles, no requiere rieles o marcos que obstruyan el paso del
polipasto, y le mecanismo de abatimiento y la misma puerta pueden alojarse en los
espacios existentes en la torre entre columnas y estructuración de fachada, dejando
así el claro entre columnas libre.
En la figura 51 se tiene la vista de planta de las distintas torres, con puertas abatibles.
En la figura 52 se tiene la misma vista pero con puertas plegables.
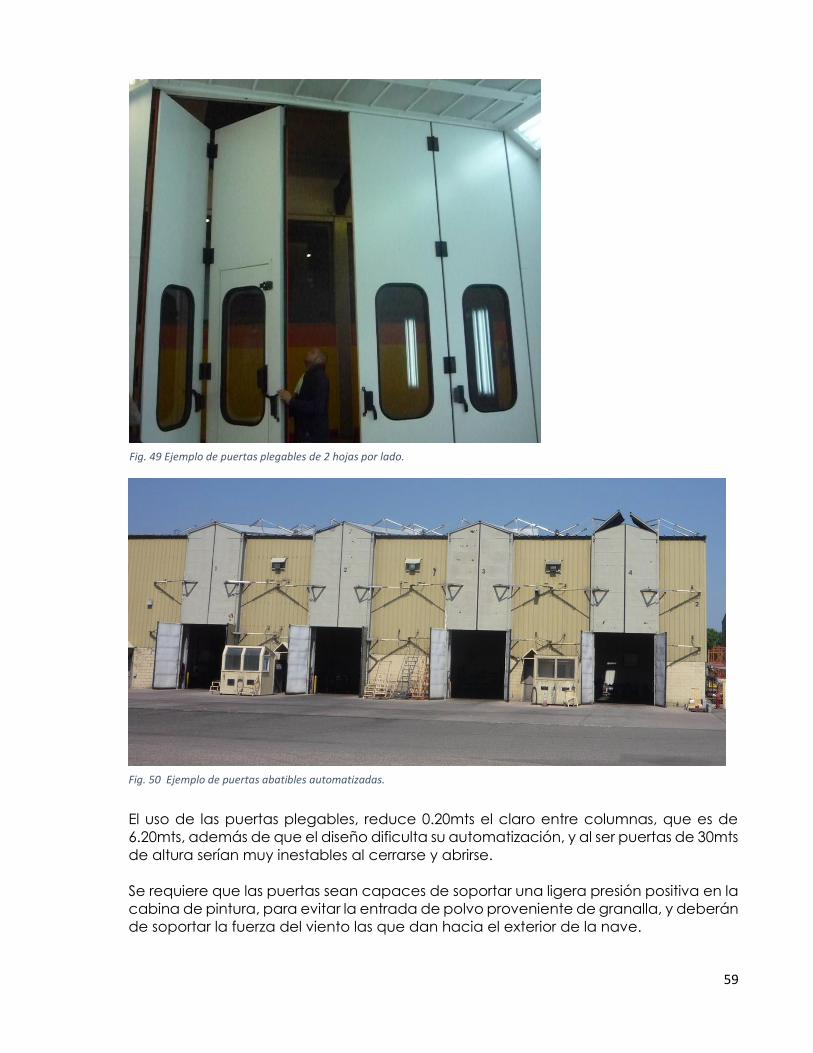
59
Fig. 49 Ejemplo de puertas plegables de 2 hojas por lado.
Fig. 50 Ejemplo de puertas abatibles automatizadas.
El uso de las puertas plegables, reduce 0.20mts el claro entre columnas, que es de
6.20mts, además de que el diseño dificulta su automatización, y al ser puertas de 30mts
de altura serían muy inestables al cerrarse y abrirse.
Se requiere que las puertas sean capaces de soportar una ligera presión positiva en la
cabina de pintura, para evitar la entrada de polvo proveniente de granalla, y deberán
de soportar la fuerza del viento las que dan hacia el exterior de la nave.
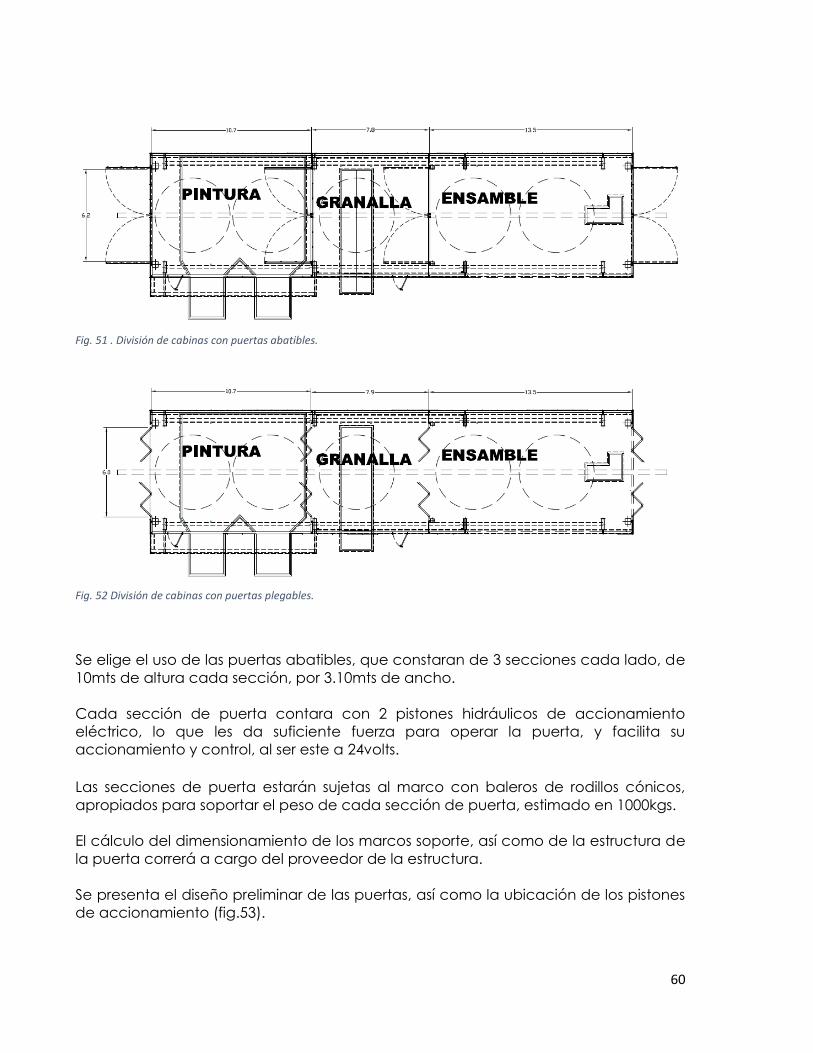
60
Fig. 51 . División de cabinas con puertas abatibles.
Fig. 52 División de cabinas con puertas plegables.
Se elige el uso de las puertas abatibles, que constaran de 3 secciones cada lado, de
10mts de altura cada sección, por 3.10mts de ancho.
Cada sección de puerta contara con 2 pistones hidráulicos de accionamiento
eléctrico, lo que les da suficiente fuerza para operar la puerta, y facilita su
accionamiento y control, al ser este a 24volts.
Las secciones de puerta estarán sujetas al marco con baleros de rodillos cónicos,
apropiados para soportar el peso de cada sección de puerta, estimado en 1000kgs.
El cálculo del dimensionamiento de los marcos soporte, así como de la estructura de
la puerta correrá a cargo del proveedor de la estructura.
Se presenta el diseño preliminar de las puertas, así como la ubicación de los pistones
de accionamiento (fig.53).
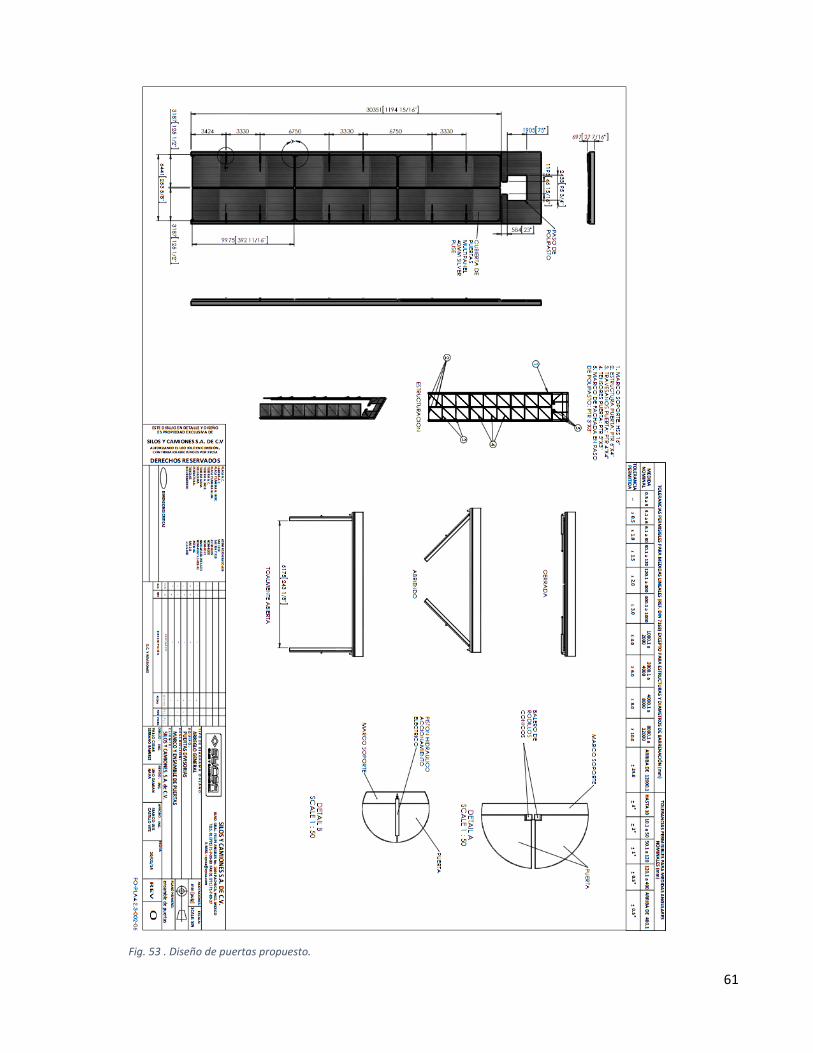
61
Fig. 53 . Diseño de puertas propuesto.
62
3.10 DIMENSIONAMIENTO DEL SISTEMA DE COLECCIÓN DE POLVOS PARA LA
ETAPA DE GRANALLADO DE LA TORRE.
Para lograr los tiempos de proceso propuestos, es necesario dotar a la sección de
granallado de la torre, de un elevador de personal y una mesa giratoria, sobre la que
descansará el silo mientras se ejecuta el proceso.
En el elevador se contará con una cabina compacta de granallado, en donde se
aloja la manguera y boquilla de lanzado de granalla. La función de esta cabina
compacta será colectar el abrasivo y a través de un sistema de transporte neumático
por vacío, retornarla a la olla presurizada de granallado.
El operador estará fijo en un punto mientras el silo se mantiene girando, y de este modo
se completará la limpieza de todo el perímetro en la zona cubierta por la cabina
compacta. Para continuar la limpieza del silo, se descenderá el elevador, hasta
completar la totalidad de la superficie del silo.
El piso de la cabina, contará con unas tolvas de recolección del abrasivo, que
recuperarán el mismo a través del mismo sistema de transporte neumático por vacío.
El abrasivo llegará hasta un separador de polvos, posteriormente a un recibidor y
finalmente se descargará a la olla presurizada de granallado.
Si bien el equipo de seguridad requerido para el operador comprende una
escafandra ventilada para evitar que respire el polvo generado por la degradación
de la granalla metálica, es necesario mantener el ambiente de la cabina de
granallado libre de polvo, ya que este impide la visibilidad y afecta el desempeño del
operador en cuanto a controlar el grado de limpieza del metal base y el perfil de
anclaje logrado
Para esto se calculará el sistema de extracción y colección de polvos con las siguientes
consideraciones.
Volumen total del cuarto de granallado:
Dimensiones:
Largo 8mts.
Ancho 8.2mts
Alto: 33mts.
Área de rejilla: 3.2mtsx7.2mts=23.04m2
Volumen: 2,164.8m3
Se usará el diseño VS-101 según Cap.10 Operaciones específicas de Ventilación
Industrial Manual de recomendaciones prácticas para la prevención de riesgos
profesionales,(fig. 54) que para esta aplicación recomienda una velocidad en la rejilla
de entre 0.3 a 0.5m/s, normalmente se selecciona 0.4m/s[11].
El caudal del extractor se calcula con Q= A x V
Q=(23.04m2)(0.4m/s)=9.216m3/s= 33, 177 m3/hr.
63
Según el manual de SODECA [12], lo ideal para este tipo de instalaciones son de 8 a15
cambios de aire por hora, y por tanto se necesita un extractor de 32,473m3/hr de
capacidad.
Para esto se tienen comercialmente disponibles extractores de 40,000m3/hr, que
significaría 18.47 cambios de aire por hora., por tanto se acepta este equipo, ya que
cubre tanto la especificación de cambios por hora, como velocidad en el piso.
A continuación se presenta un esquema del colector de polvo (fig.55) propuesto, el
cual contará con un deflector inferior, filtros de primera etapa con inyección de aire
inverso para su limpieza, un filtro de segunda etapa y finalmente el extractor.
Según la tabla 4.3 del Cap.4 Equipos para Depuración de aire de Ventilación Industrial
Manual de recomendaciones prácticas para la prevención de riesgos profesionales,
(tabla 11) recomienda para operaciones de granallado el uso de filtros de tela o
depuradores húmedos [11].
El uso de un depurador húmedo sería un problema, ya que el residuo de polvo se
oxidaría rápidamente y la presencia de agua aumentaría su peso, por lo que la
disposición final de este residuo se complicaría.
Por tanto se acepta el uso de filtros de tela.
La extracción se realizará en la parte inferior de la cabina, por arriba de las tolvas de
recolección de abrasivo.
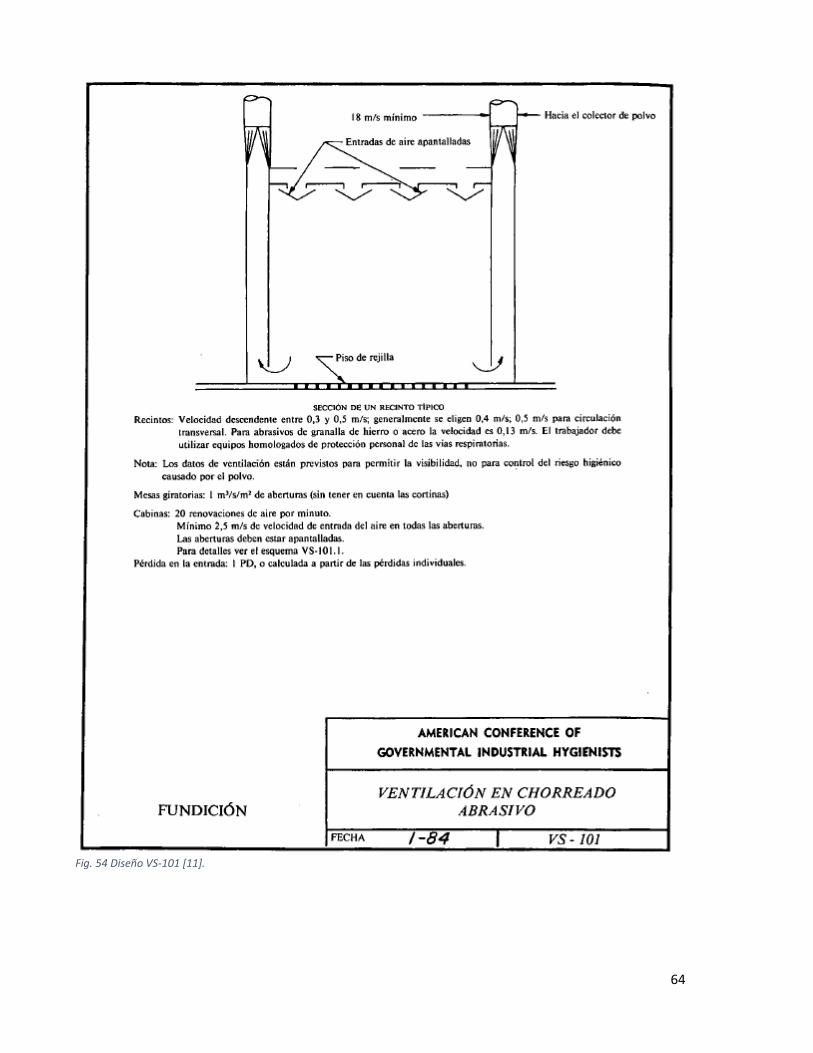
64
Fig. 54 Diseño VS-101 [11].

65
Fig. 55 Colector de polvos propuesto.
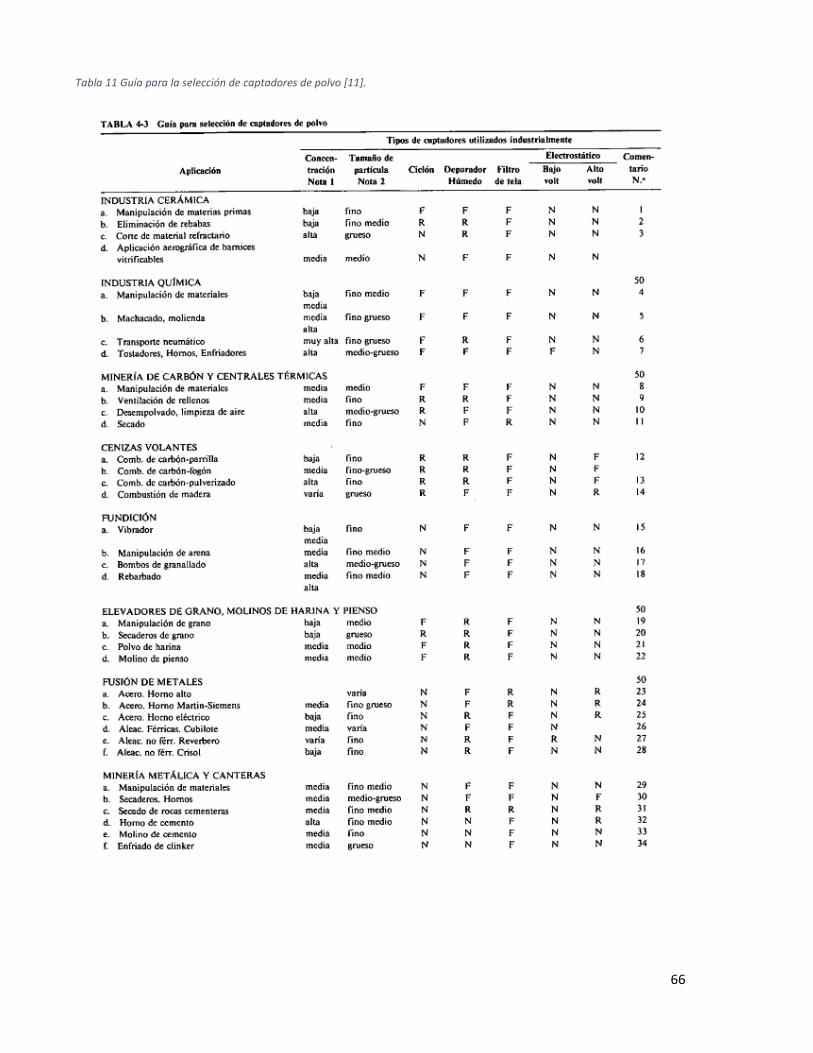
66
Tabla 11 Guía para la selección de captadores de polvo [11].
67
3.11 DIMENSIONAMIENTO DEL SISTEMA DE INYECCIÓN Y EXTRACCIÓN DE
VAPORES Y FILTRADO, PARA LA FASE DE PINTURA.
Para lograr los tiempos de proceso propuestos, es necesario dotar a la sección de
pintura de la torre, de dos elevadores de personal y una mesa giratoria, sobre la que
descansara el silo mientras se ejecuta el proceso
En ambos elevadores, se tendrá un operador de pintura y su olla de pintura. El
operador estará fijo en un punto mientras el silo se mantiene girando, y de este modo
se completara la pintura de medio perímetro, para entre los dos pintores completar el
total del perímetro del silo.
Se requiere contar con la capacidad de pintar a cualquier hora y día, sin depender
de las condiciones de temperatura y humedad relativa, para esto se debe de dotar a
esta sección de la torre de un clima controlado, a 20°C durante la aplicación.
Con el fin de acelerar los tiempos de espera entre mano y mano de primario y
acabado, se debe de dotar a esta cabina de pintura de un ciclo de horneo que
permita elevar la temperatura hasta 60°C.
Para esto se calculará el sistema de inyección, extracción y filtrado con las siguientes
consideraciones:
Volumen total de la cabina de pintura:
Dimensiones.
Largo 10.8mts.
Ancho 9.6mts
Alto: 33mts.
Volumen: 3,421.44m3.
Debido a que se requiere pintar el silo por el interior, es necesario que la inyección de
aire sea por la parte superior de la cabina, y la extracción sea por la parte inferior. Este
tipo de cabina se denomina Down Draft.
Para las cabinas Down Draft, se tienen dos etapas de filtrado de aire, la primera es un
pre-filtro que retiene entre un 25 a un 30% del polvo del ambiente, y posteriormente
una etapa de filtrado que retiene entre un 90 a 95% del polvo del ambiente, la tercera
etapa es el medio de difusión del aire inyectado [13].
El filtro superior o pleno, funciona como filtro de segunda etapa y permite retener las
partículas más finas del aire inyectado, para garantizar que no exista polvo o basura
adherida a la superficie pintada, a la vez que funciona también como medio de
difusión. El filtro de primera etapa de la inyección se encuentra en la aspiración de los
ventiladores de inyección.
El filtro de extracción se encuentra en el piso de la cabina, y debajo de este, existe un
foso de conducción de aire, que va direccionado a las unidades de extracción.
68
Según el diseño VS-603 (fig.56) Cabinas Grandes de Pintura, Cap.10 Operaciones
específicas de Ventilación Industrial Manual de recomendaciones prácticas para la
prevención de riesgos profesionales, las dimensiones de ancho (W) y largo (H) la
cabina, deben de ser al menos 2mts más que el tamaño de la pieza a pintarse. Para
el caso de los silos de mayor tamaño estos serán de 5mts de diámetro, por tanto la
dimensión de W y H serán de por lo menos [11].
Este diseño específica, que el área de los filtros será del 0.75 de W*H, es decir de
0.75*(7*7)=0.75*49=36.75m2 mínimo
El caudal de aire, para cabinas muy grandes lo especifica de Q=0.375*W*H m3/s=
0.375*49=18.375m3/s=1102.5m3/min=66150m3/hr mínimo.
Ya que se cuenta con un área mayor que la mínima especificada de 7x7mts,
consideremos que el área del filtro, será el 75% del largo y el ancho disponible, por
tanto el área del filtro será de 10.7*0.75=8.025mts x 9.6*0.75=7.2mts.
El caudal para este tamaño de filtro, será entonces de Q=0.375*8.025*7.2
m3/s=21.6675m3/s=1300.05m3/min=78,003m3/hr.
Los extractores de aire para esta cabina, deben de tener una capacidad de
78,000m3/hr.
Para el caso de los inyectores de aire, se estima que se tendrá una pérdida del 10%
por la trayectoria de la tubería de conducción (recta) y por saturación de filtros, por
tanto las unidad deberán de tener una capacidad mínima de 85,800m3/hr.
Por tanto los cambios de aire por hora requeridos para esta cabina de pintura son de
Caudal/Volumen total= 78,003/3,421.44 =22.8cambios/hr.
Se plantea colocar los sistemas de inyección y extracción al exterior de la cabina, y
los ductos de conducción del aire hacia el pleno, por la parte interior de la cabina,
entre la estructuración y la cubierta de la misma, como se observa en la fig.57.
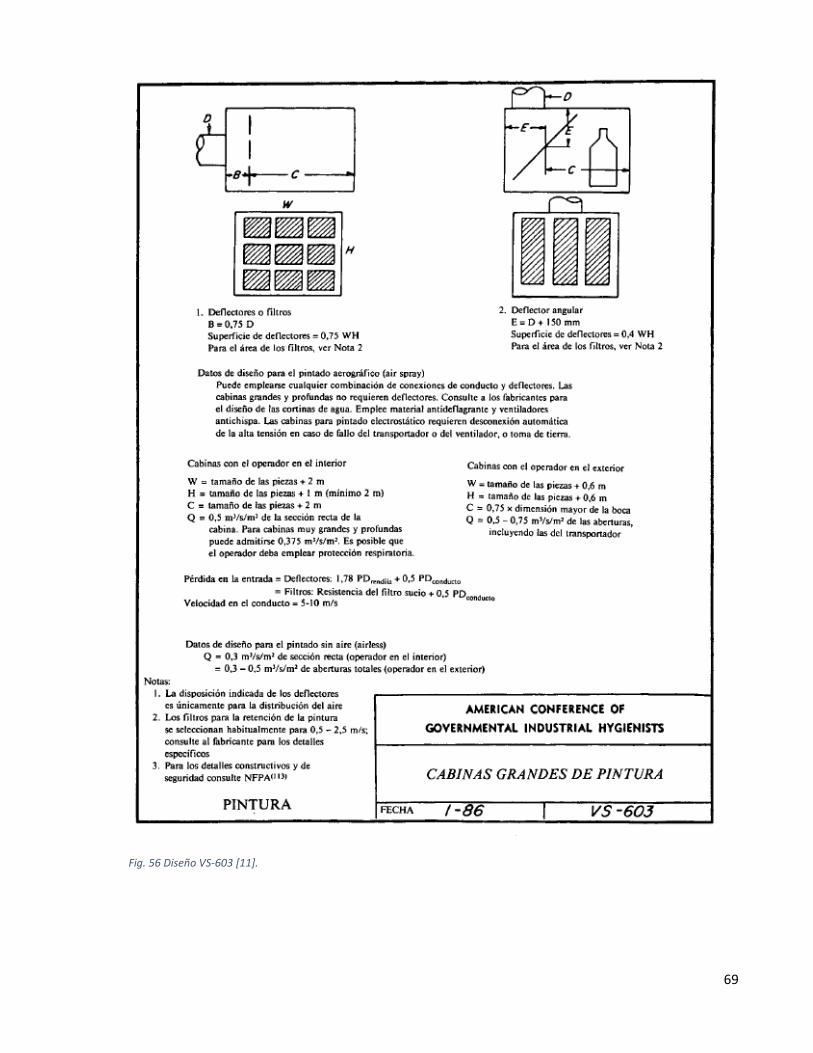
69
Fig. 56 Diseño VS-603 [11].
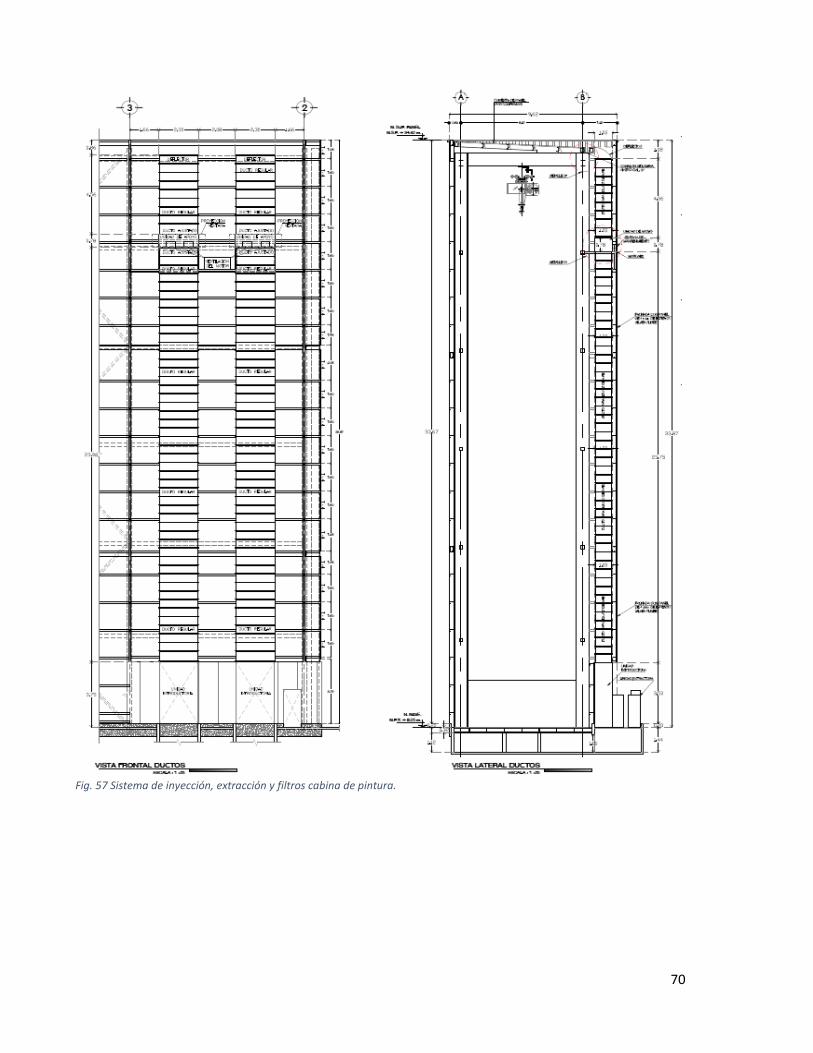
70
Fig. 57 Sistema de inyección, extracción y filtros cabina de pintura.
71
3.12 DISEÑO DEL EQUIPO DE EMBARQUE DE SILOS.
Una vez que el silo está terminado de pintar, es necesario voltearlo de la posición
vertical de fabricación/granallado/pintura a posición horizontal, para su carga en
plataforma y traslado al sitio del cliente.
Esta operación puede ser fácilmente realizada dentro de la cabina de pintura y la
cabina de granallado, con el uso de los dos polipastos existentes en el monorriel.
Pero si se realizara de este modo la maniobra, obligaría a no tener silo residente en la
cabina de granalla hasta que se termine de pintar el silo residente en pintura, lo que
alargaría los tiempos de proceso, ya que el uso de la cabina de pintura es la que
determinaría ahora el flujo de producto en proceso, y no se podría establecer un
proceso en serie.
Del mismo modo, el destinar el uso de ambos polipastos para la maniobra, obligara a
suspender las actividades de ensamble de rolos, así como alargaría los tiempos de
maniobra al hacer el cambio del gancho de los polipastos de silo en proceso a silo en
maniobra y regresar nuevamente a silo en proceso.
Para solucionar este problema, se realiza el diseño del siguiente dispositivo de volcado
y movimiento del silo en horizontal (fig. 58).
El dispositivo propuesto consta de un chasis trasero que es el que realizara el vuelco
del silo (fig.59) y el chasis delantero (fig.69), articulado a modo de quinta rueda, para
permitir el desplazar y maniobrar el silo, del área de la torre al área de embarque.
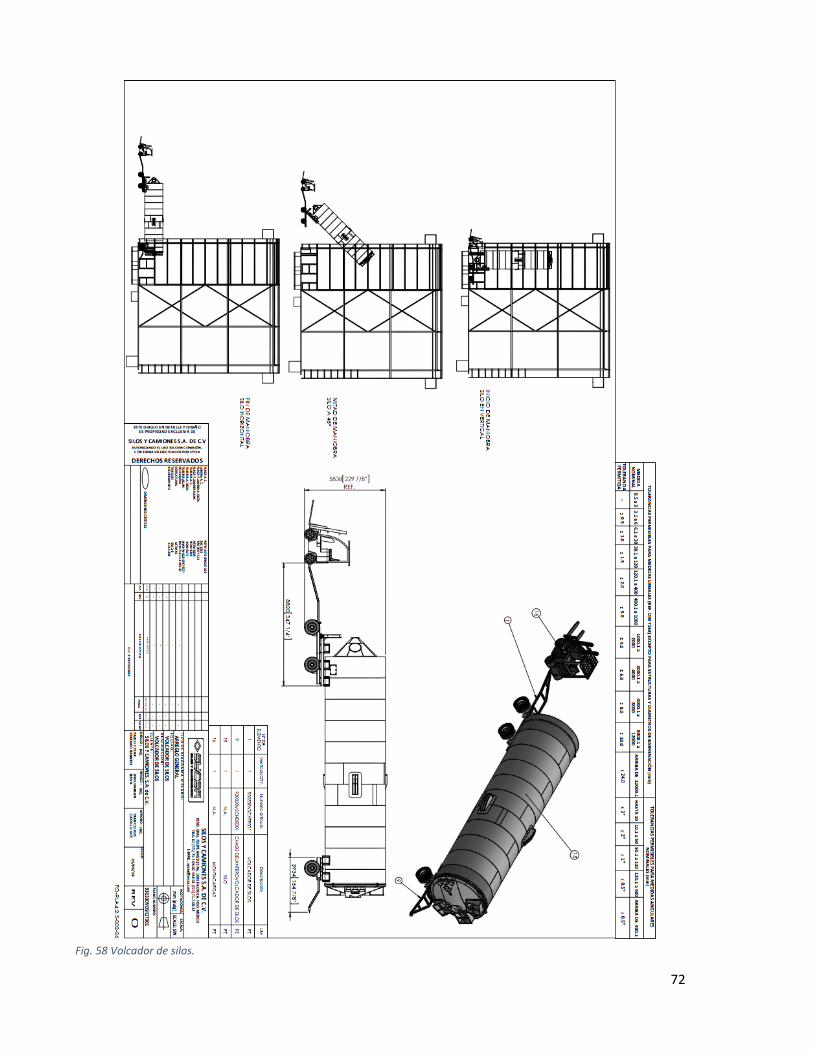
72
Fig. 58 Volcador de silos.

73
Fig. 59 Chasis trasero con volcador de silos.
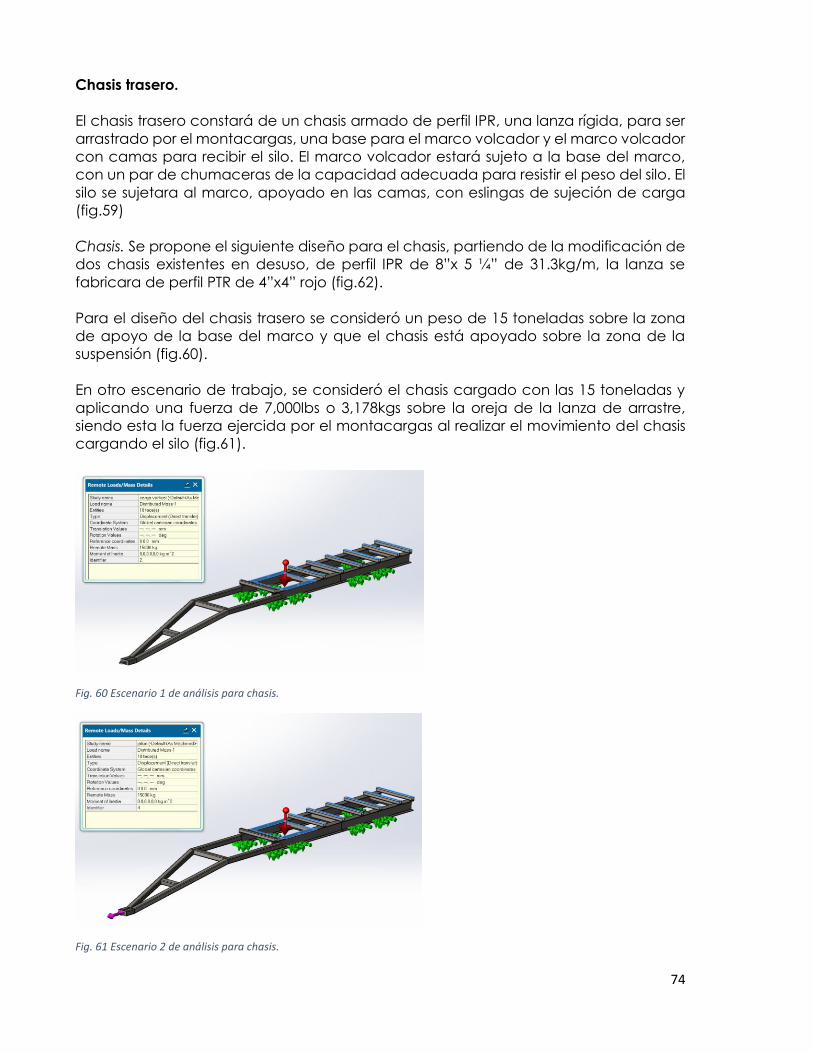
74
Chasis trasero.
El chasis trasero constará de un chasis armado de perfil IPR, una lanza rígida, para ser
arrastrado por el montacargas, una base para el marco volcador y el marco volcador
con camas para recibir el silo. El marco volcador estará sujeto a la base del marco,
con un par de chumaceras de la capacidad adecuada para resistir el peso del silo. El
silo se sujetara al marco, apoyado en las camas, con eslingas de sujeción de carga
(fig.59)
Chasis. Se propone el siguiente diseño para el chasis, partiendo de la modificación de
dos chasis existentes en desuso, de perfil IPR de 8”x 5 ¼” de 31.3kg/m, la lanza se
fabricara de perfil PTR de 4”x4” rojo (fig.62).
Para el diseño del chasis trasero se consideró un peso de 15 toneladas sobre la zona
de apoyo de la base del marco y que el chasis está apoyado sobre la zona de la
suspensión (fig.60).
En otro escenario de trabajo, se consideró el chasis cargado con las 15 toneladas y
aplicando una fuerza de 7,000lbs o 3,178kgs sobre la oreja de la lanza de arrastre,
siendo esta la fuerza ejercida por el montacargas al realizar el movimiento del chasis
cargando el silo (fig.61).
Fig. 60 Escenario 1 de análisis para chasis.
Fig. 61 Escenario 2 de análisis para chasis.
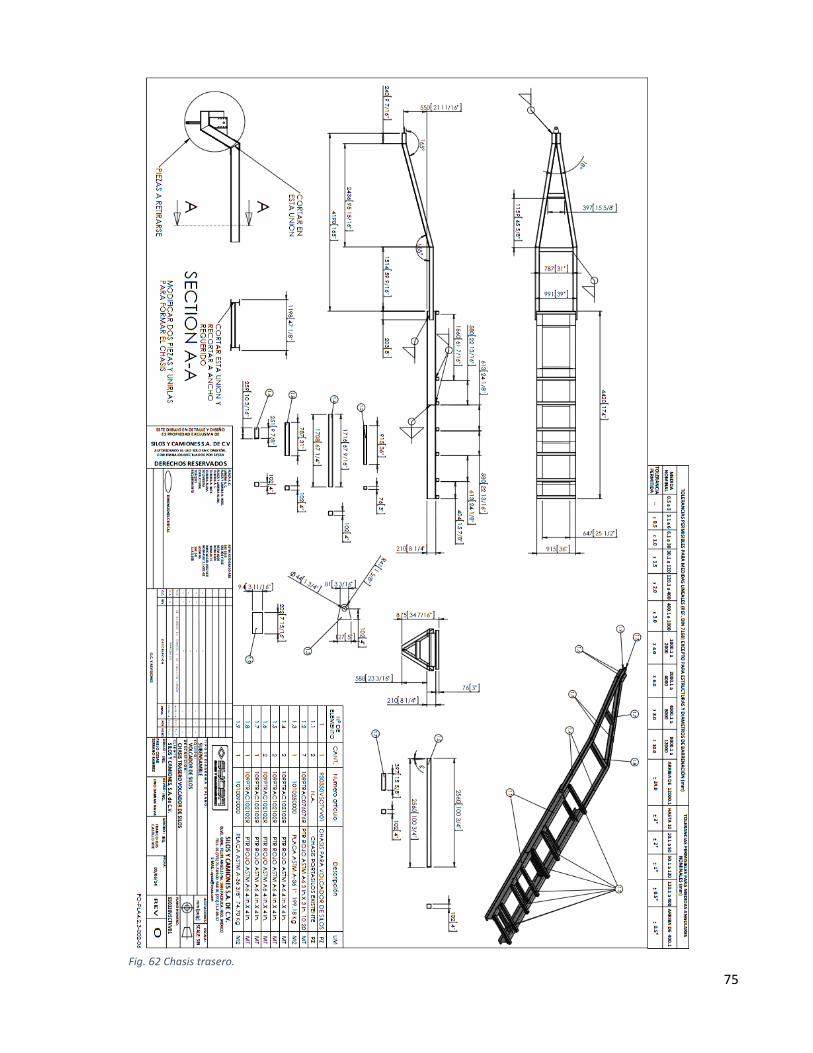
75
Fig. 62 Chasis trasero.
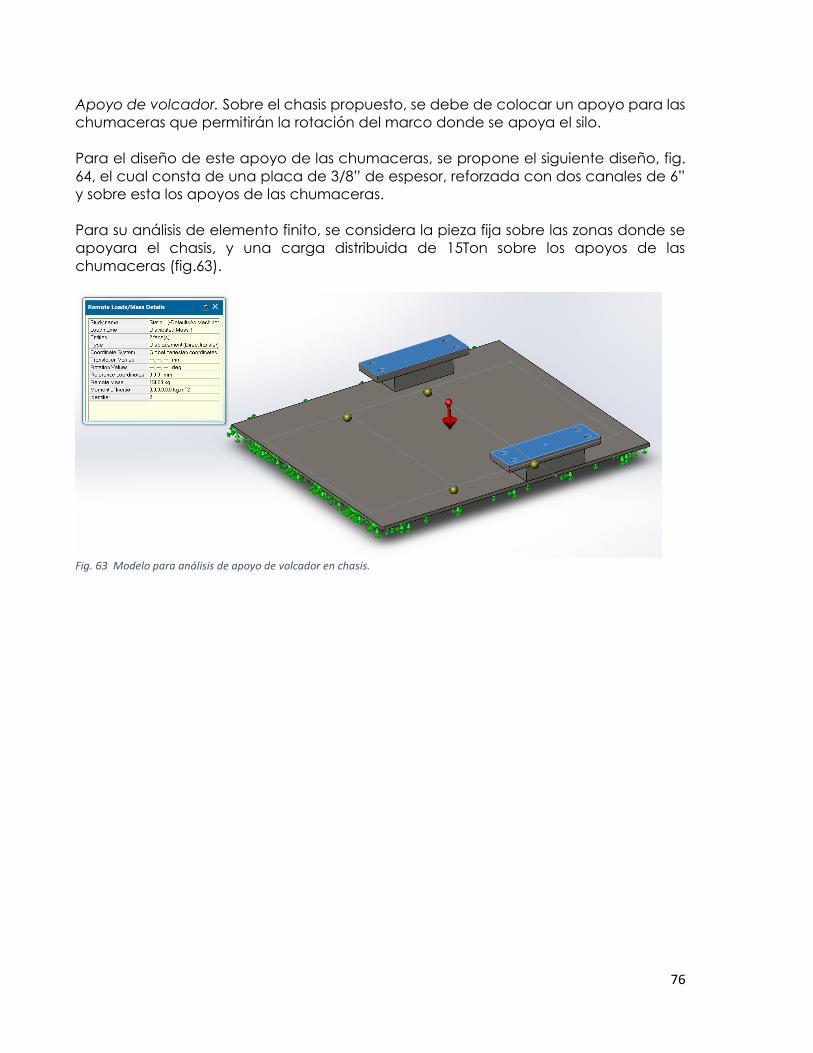
76
Apoyo de volcador. Sobre el chasis propuesto, se debe de colocar un apoyo para las
chumaceras que permitirán la rotación del marco donde se apoya el silo.
Para el diseño de este apoyo de las chumaceras, se propone el siguiente diseño, fig.
64, el cual consta de una placa de 3/8” de espesor, reforzada con dos canales de 6”
y sobre esta los apoyos de las chumaceras.
Para su análisis de elemento finito, se considera la pieza fija sobre las zonas donde se
apoyara el chasis, y una carga distribuida de 15Ton sobre los apoyos de las
chumaceras (fig.63).
Fig. 63 Modelo para análisis de apoyo de volcador en chasis.
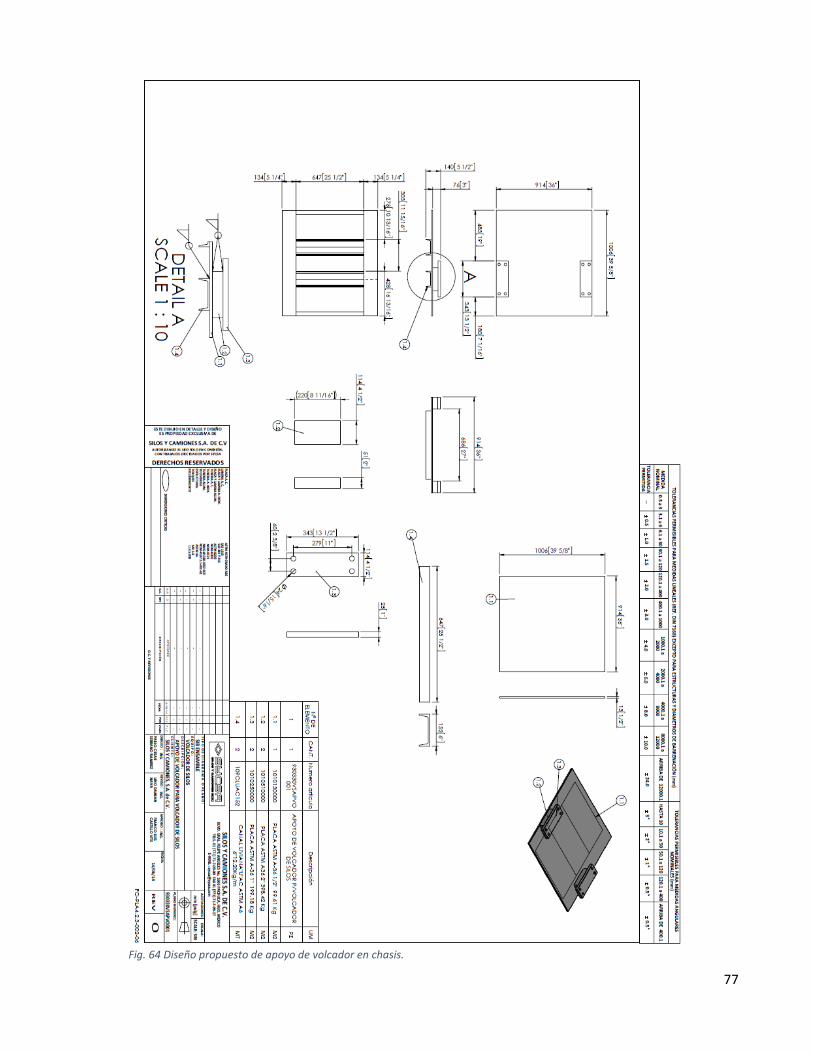
77
Fig. 64 Diseño propuesto de apoyo de volcador en chasis.
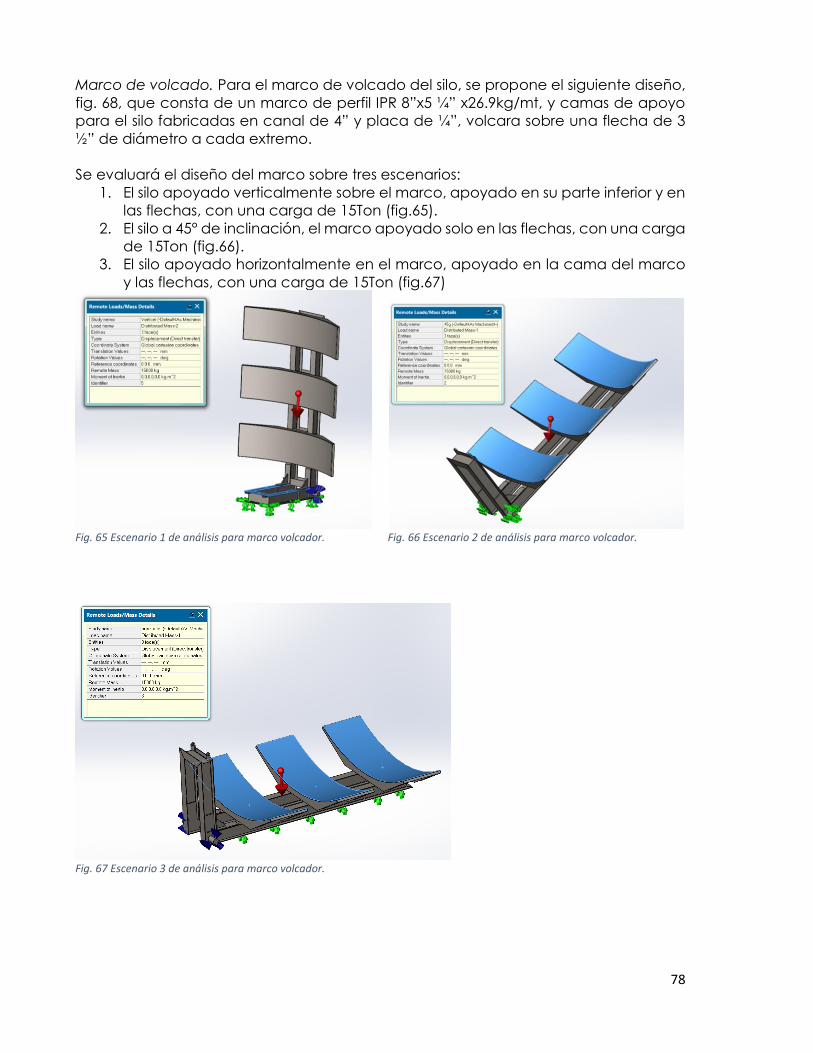
78
Marco de volcado. Para el marco de volcado del silo, se propone el siguiente diseño,
fig. 68, que consta de un marco de perfil IPR 8”x5 ¼” x26.9kg/mt, y camas de apoyo
para el silo fabricadas en canal de 4” y placa de ¼”, volcara sobre una flecha de 3
½” de diámetro a cada extremo.
Se evaluará el diseño del marco sobre tres escenarios:
1. El silo apoyado verticalmente sobre el marco, apoyado en su parte inferior y en
las flechas, con una carga de 15Ton (fig.65).
2. El silo a 45° de inclinación, el marco apoyado solo en las flechas, con una carga
de 15Ton (fig.66).
3. El silo apoyado horizontalmente en el marco, apoyado en la cama del marco
y las flechas, con una carga de 15Ton (fig.67)
Fig. 65 Escenario 1 de análisis para marco volcador. Fig. 66 Escenario 2 de análisis para marco volcador.
Fig. 67 Escenario 3 de análisis para marco volcador.
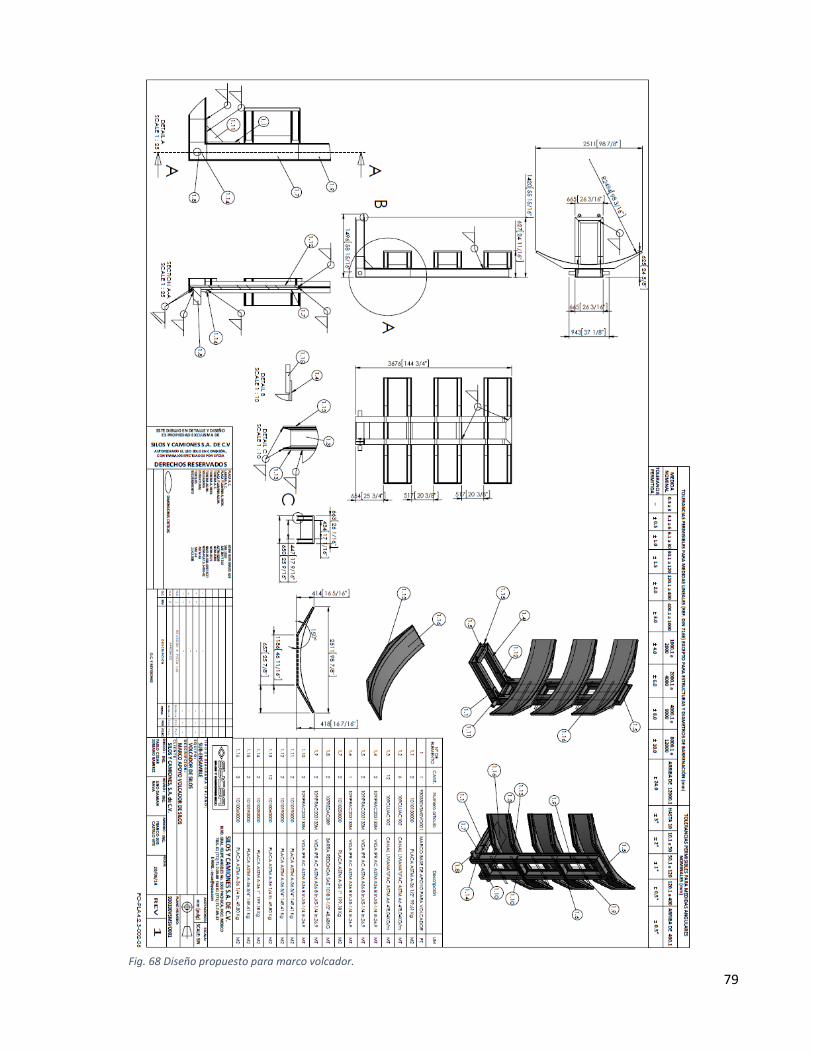
79
Fig. 68 Diseño propuesto para marco volcador.
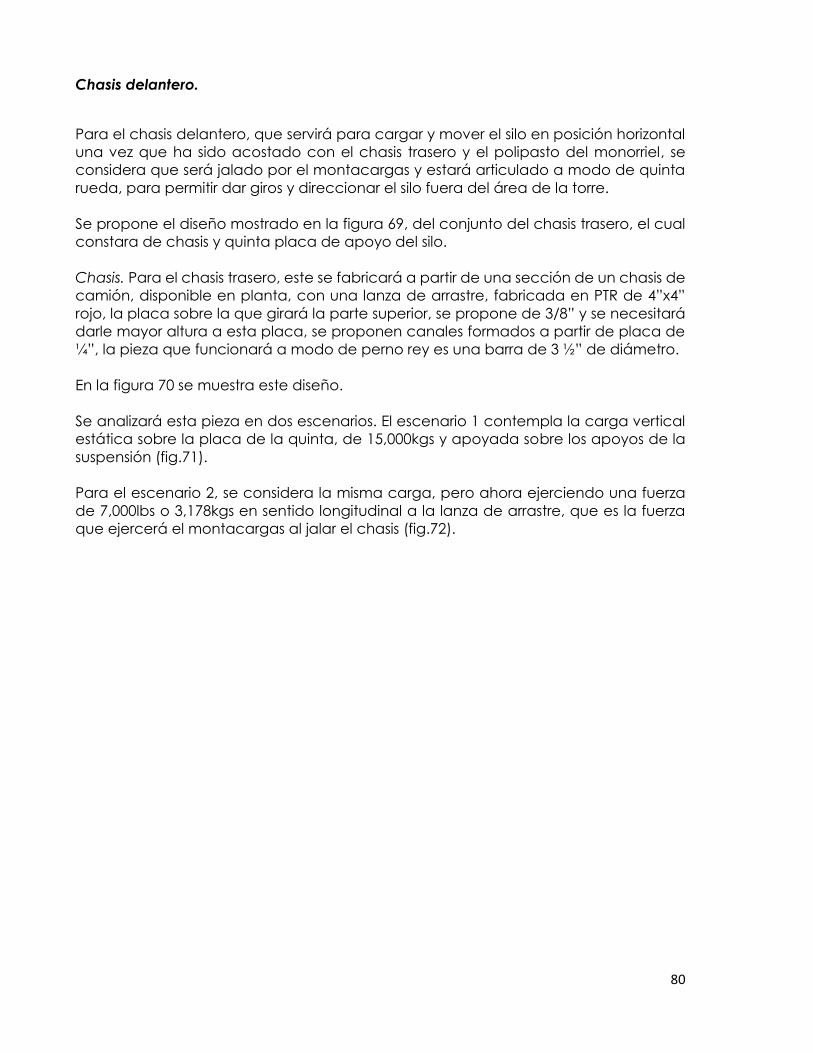
80
Chasis delantero.
Para el chasis delantero, que servirá para cargar y mover el silo en posición horizontal
una vez que ha sido acostado con el chasis trasero y el polipasto del monorriel, se
considera que será jalado por el montacargas y estará articulado a modo de quinta
rueda, para permitir dar giros y direccionar el silo fuera del área de la torre.
Se propone el diseño mostrado en la figura 69, del conjunto del chasis trasero, el cual
constara de chasis y quinta placa de apoyo del silo.
Chasis. Para el chasis trasero, este se fabricará a partir de una sección de un chasis de
camión, disponible en planta, con una lanza de arrastre, fabricada en PTR de 4”x4”
rojo, la placa sobre la que girará la parte superior, se propone de 3/8” y se necesitará
darle mayor altura a esta placa, se proponen canales formados a partir de placa de
¼”, la pieza que funcionará a modo de perno rey es una barra de 3 ½” de diámetro.
En la figura 70 se muestra este diseño.
Se analizará esta pieza en dos escenarios. El escenario 1 contempla la carga vertical
estática sobre la placa de la quinta, de 15,000kgs y apoyada sobre los apoyos de la
suspensión (fig.71).
Para el escenario 2, se considera la misma carga, pero ahora ejerciendo una fuerza
de 7,000lbs o 3,178kgs en sentido longitudinal a la lanza de arrastre, que es la fuerza
que ejercerá el montacargas al jalar el chasis (fig.72).
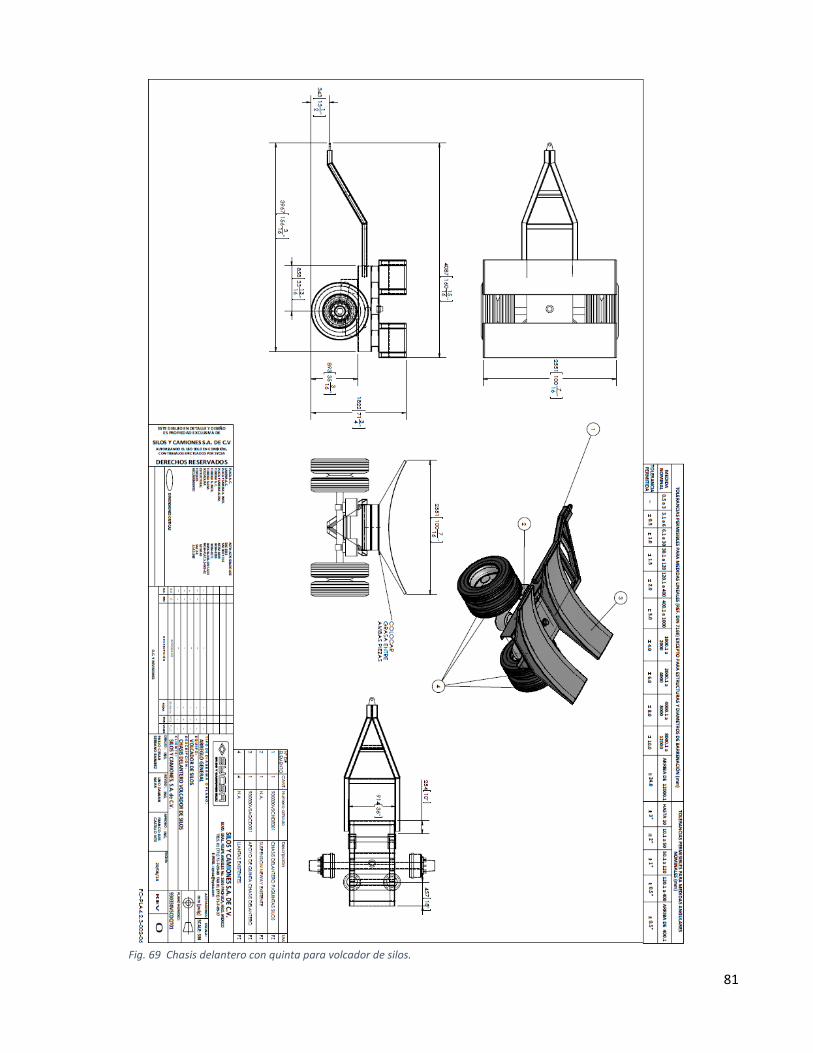
81
Fig. 69 Chasis delantero con quinta para volcador de silos.

82
Fig. 70 Diseño propuesto para chasis delantero.
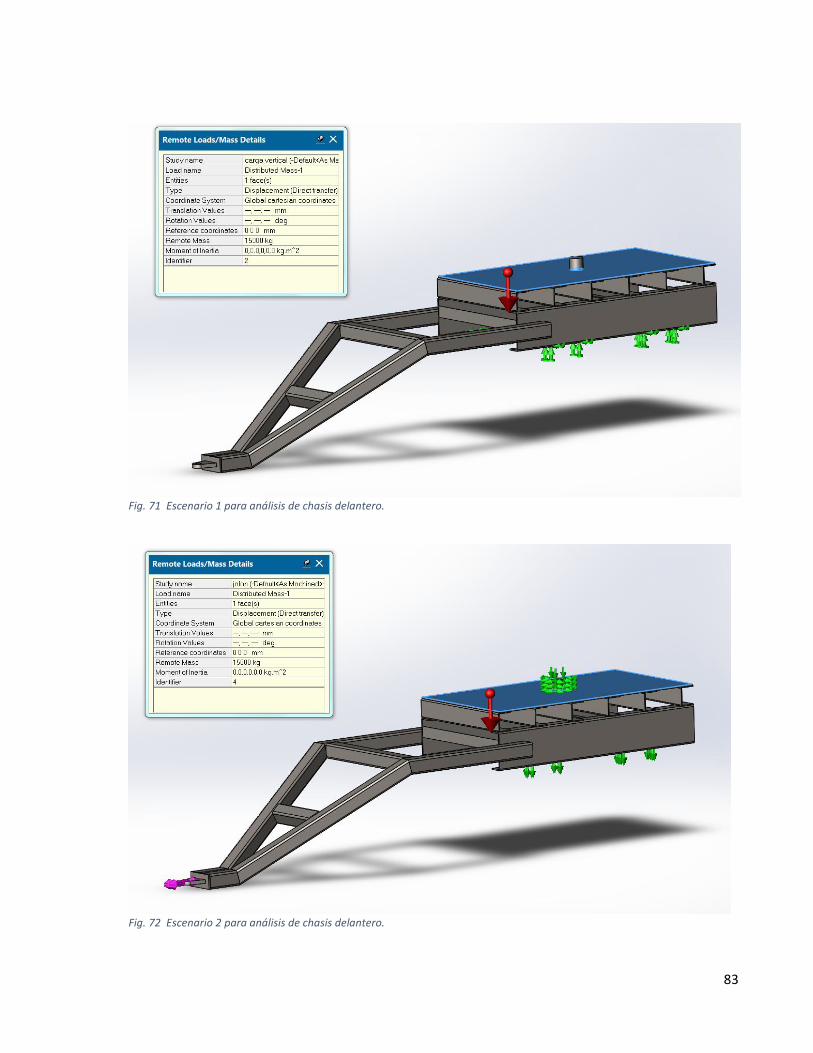
83
Fig. 71 Escenario 1 para análisis de chasis delantero.
Fig. 72 Escenario 2 para análisis de chasis delantero.
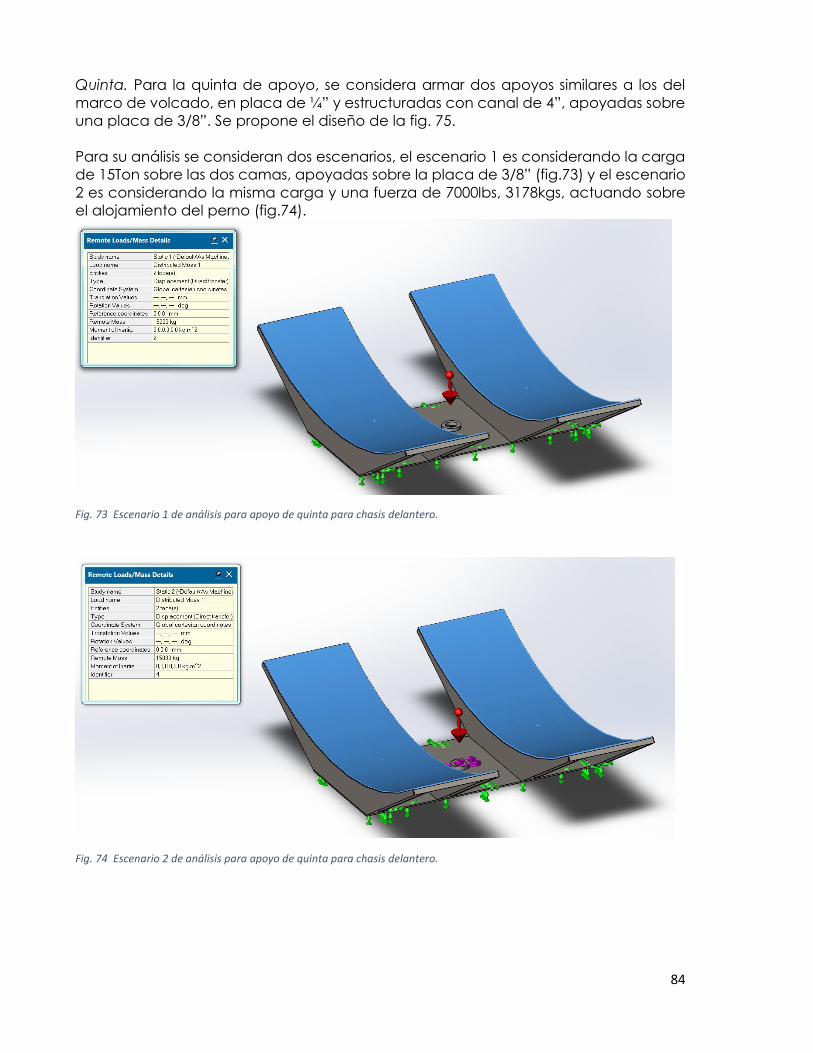
84
Quinta. Para la quinta de apoyo, se considera armar dos apoyos similares a los del
marco de volcado, en placa de ¼” y estructuradas con canal de 4”, apoyadas sobre
una placa de 3/8”. Se propone el diseño de la fig. 75.
Para su análisis se consideran dos escenarios, el escenario 1 es considerando la carga
de 15Ton sobre las dos camas, apoyadas sobre la placa de 3/8” (fig.73) y el escenario
2 es considerando la misma carga y una fuerza de 7000lbs, 3178kgs, actuando sobre
el alojamiento del perno (fig.74).
Fig. 73 Escenario 1 de análisis para apoyo de quinta para chasis delantero.
Fig. 74 Escenario 2 de análisis para apoyo de quinta para chasis delantero.
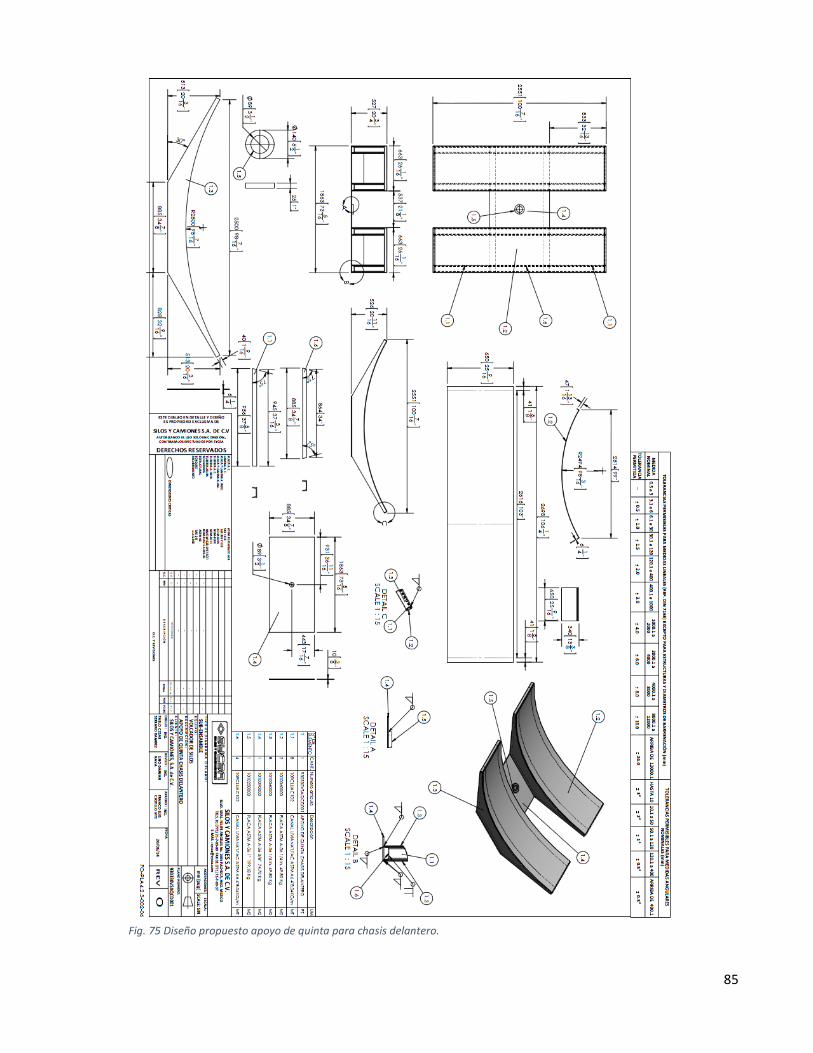
85
Fig. 75 Diseño propuesto apoyo de quinta para chasis delantero.

86
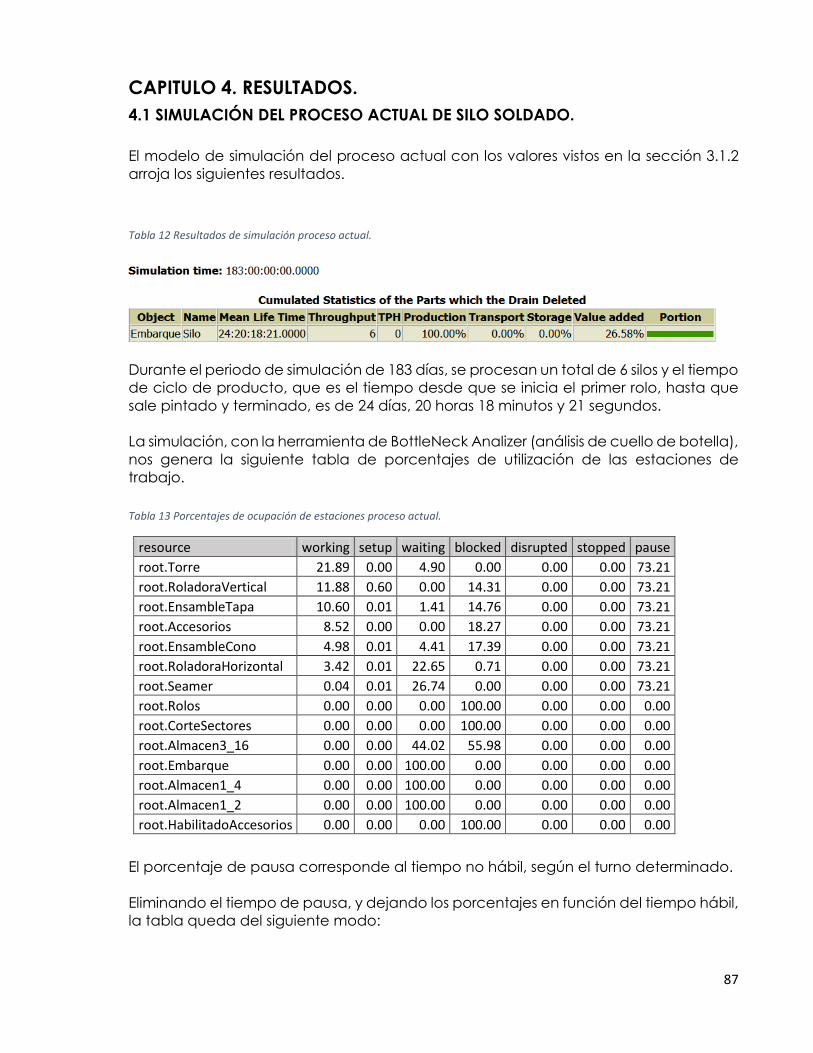
87
CAPITULO 4. RESULTADOS.
4.1 SIMULACIÓN DEL PROCESO ACTUAL DE SILO SOLDADO.
El modelo de simulación del proceso actual con los valores vistos en la sección 3.1.2
arroja los siguientes resultados.
Tabla 12 Resultados de simulación proceso actual.
Durante el periodo de simulación de 183 días, se procesan un total de 6 silos y el tiempo
de ciclo de producto, que es el tiempo desde que se inicia el primer rolo, hasta que
sale pintado y terminado, es de 24 días, 20 horas 18 minutos y 21 segundos.
La simulación, con la herramienta de BottleNeck Analizer (análisis de cuello de botella),
nos genera la siguiente tabla de porcentajes de utilización de las estaciones de
trabajo.
Tabla 13 Porcentajes de ocupación de estaciones proceso actual.
resource working setup waiting blocked disrupted stopped pause
root.Torre 21.89 0.00 4.90 0.00 0.00 0.00 73.21
root.RoladoraVertical 11.88 0.60 0.00 14.31 0.00 0.00 73.21
root.EnsambleTapa 10.60 0.01 1.41 14.76 0.00 0.00 73.21
root.Accesorios 8.52 0.00 0.00 18.27 0.00 0.00 73.21
root.EnsambleCono 4.98 0.01 4.41 17.39 0.00 0.00 73.21
root.RoladoraHorizontal 3.42 0.01 22.65 0.71 0.00 0.00 73.21
root.Seamer 0.04 0.01 26.74 0.00 0.00 0.00 73.21
root.Rolos 0.00 0.00 0.00 100.00 0.00 0.00 0.00
root.CorteSectores 0.00 0.00 0.00 100.00 0.00 0.00 0.00
root.Almacen3_16 0.00 0.00 44.02 55.98 0.00 0.00 0.00
root.Embarque 0.00 0.00 100.00 0.00 0.00 0.00 0.00
root.Almacen1_4 0.00 0.00 100.00 0.00 0.00 0.00 0.00
root.Almacen1_2 0.00 0.00 100.00 0.00 0.00 0.00 0.00
root.HabilitadoAccesorios 0.00 0.00 0.00 100.00 0.00 0.00 0.00
El porcentaje de pausa corresponde al tiempo no hábil, según el turno determinado.
Eliminando el tiempo de pausa, y dejando los porcentajes en función del tiempo hábil,
la tabla queda del siguiente modo:
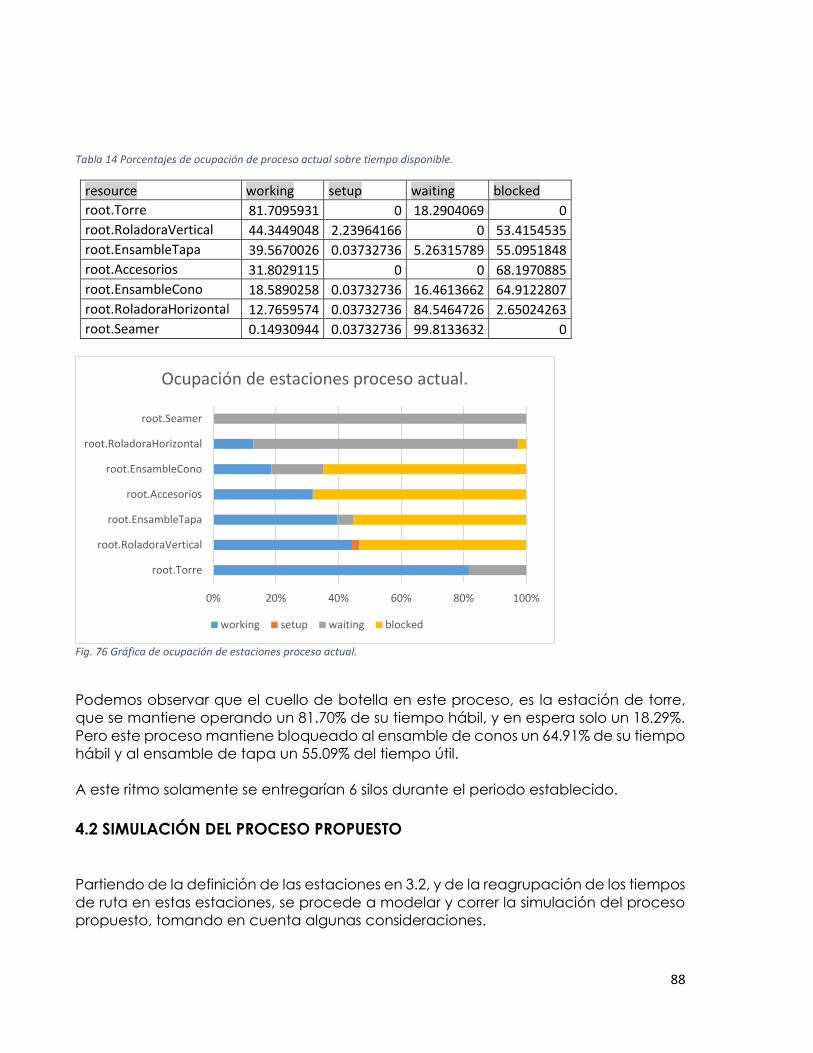
88
Tabla 14 Porcentajes de ocupación de proceso actual sobre tiempo disponible.
resource working setup waiting blocked
root.Torre 81.7095931 0 18.2904069 0
root.RoladoraVertical 44.3449048 2.23964166 0 53.4154535
root.EnsambleTapa 39.5670026 0.03732736 5.26315789 55.0951848
root.Accesorios 31.8029115 0 0 68.1970885
root.EnsambleCono 18.5890258 0.03732736 16.4613662 64.9122807
root.RoladoraHorizontal 12.7659574 0.03732736 84.5464726 2.65024263
root.Seamer 0.14930944 0.03732736 99.8133632 0
Fig. 76 Gráfica de ocupación de estaciones proceso actual.
Podemos observar que el cuello de botella en este proceso, es la estación de torre,
que se mantiene operando un 81.70% de su tiempo hábil, y en espera solo un 18.29%.
Pero este proceso mantiene bloqueado al ensamble de conos un 64.91% de su tiempo
hábil y al ensamble de tapa un 55.09% del tiempo útil.
A este ritmo solamente se entregarían 6 silos durante el periodo establecido.
4.2 SIMULACIÓN DEL PROCESO PROPUESTO
Partiendo de la definición de las estaciones en 3.2, y de la reagrupación de los tiempos
de ruta en estas estaciones, se procede a modelar y correr la simulación del proceso
propuesto, tomando en cuenta algunas consideraciones.
0% 20% 40% 60% 80% 100%
root.Torre
root.RoladoraVertical
root.EnsambleTapa
root.Accesorios
root.EnsambleCono
root.RoladoraHorizontal
root.Seamer
Ocupación de estaciones proceso actual.
working setup waiting blocked
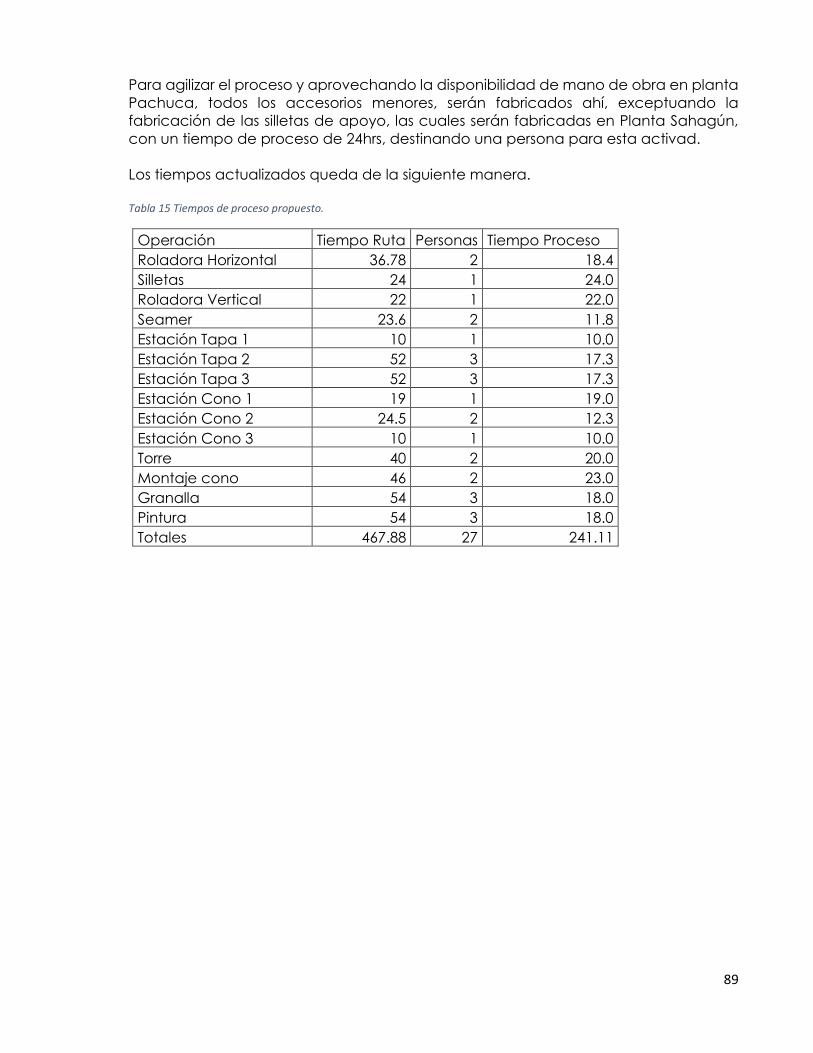
89
Para agilizar el proceso y aprovechando la disponibilidad de mano de obra en planta
Pachuca, todos los accesorios menores, serán fabricados ahí, exceptuando la
fabricación de las silletas de apoyo, las cuales serán fabricadas en Planta Sahagún,
con un tiempo de proceso de 24hrs, destinando una persona para esta activad.
Los tiempos actualizados queda de la siguiente manera.
Tabla 15 Tiempos de proceso propuesto.
Operación Tiempo Ruta Personas Tiempo Proceso
Roladora Horizontal 36.78 2 18.4
Silletas 24 1 24.0
Roladora Vertical 22 1 22.0
Seamer 23.6 2 11.8
Estación Tapa 1 10 1 10.0
Estación Tapa 2 52 3 17.3
Estación Tapa 3 52 3 17.3
Estación Cono 1 19 1 19.0
Estación Cono 2 24.5 2 12.3
Estación Cono 3 10 1 10.0
Torre 40 2 20.0
Montaje cono 46 2 23.0
Granalla 54 3 18.0
Pintura 54 3 18.0
Totales 467.88 27 241.11
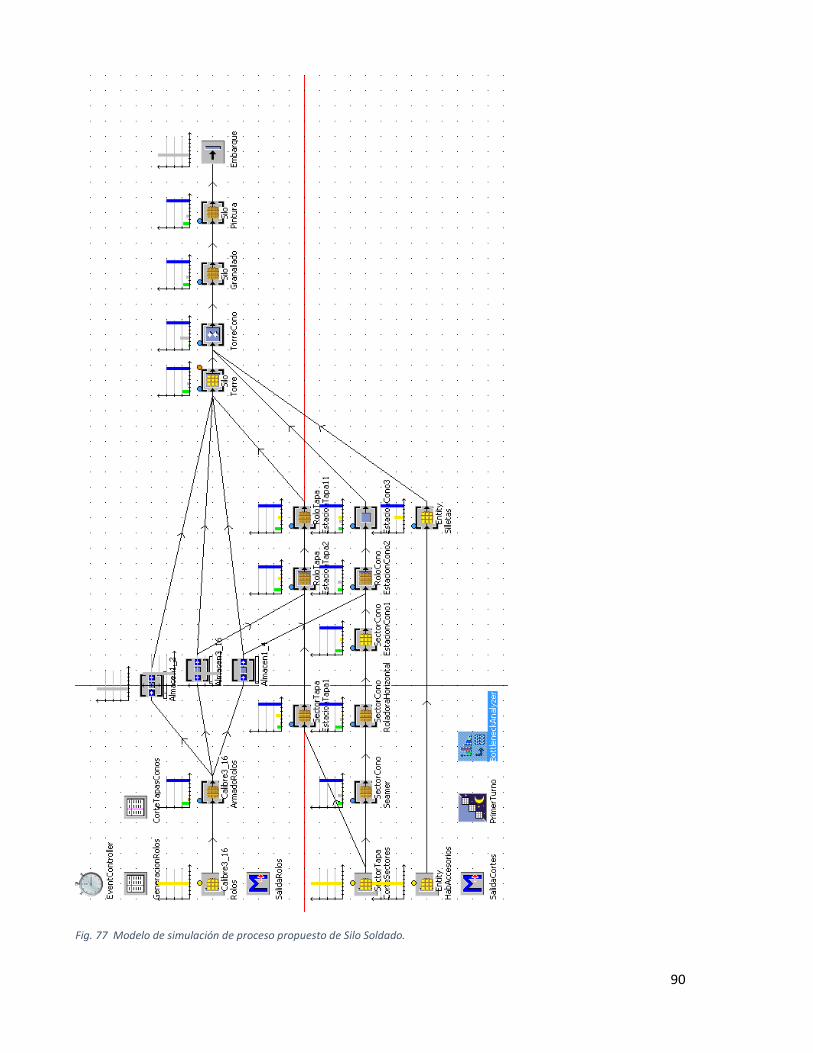
90
Fig. 77 Modelo de simulación de proceso propuesto de Silo Soldado.
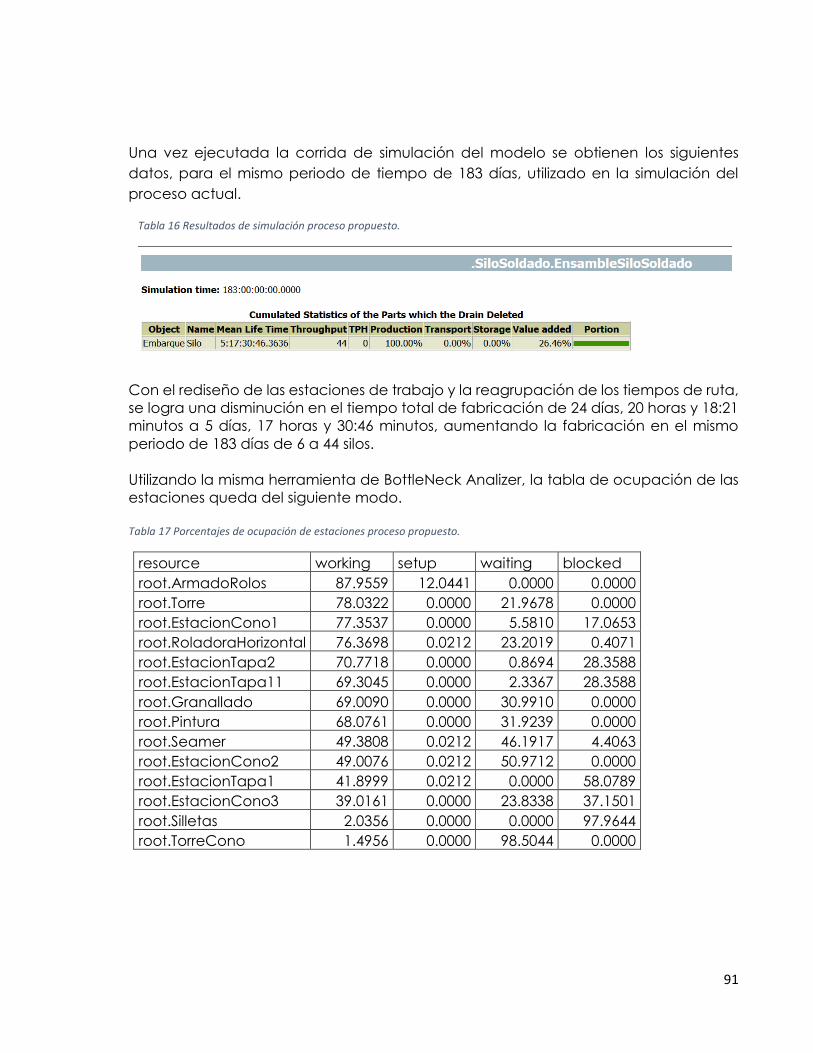
91
Una vez ejecutada la corrida de simulación del modelo se obtienen los siguientes
datos, para el mismo periodo de tiempo de 183 días, utilizado en la simulación del
proceso actual.
Tabla 16 Resultados de simulación proceso propuesto.
Con el rediseño de las estaciones de trabajo y la reagrupación de los tiempos de ruta,
se logra una disminución en el tiempo total de fabricación de 24 días, 20 horas y 18:21
minutos a 5 días, 17 horas y 30:46 minutos, aumentando la fabricación en el mismo
periodo de 183 días de 6 a 44 silos.
Utilizando la misma herramienta de BottleNeck Analizer, la tabla de ocupación de las
estaciones queda del siguiente modo.
Tabla 17 Porcentajes de ocupación de estaciones proceso propuesto.
resource working setup waiting blocked
root.ArmadoRolos 87.9559 12.0441 0.0000 0.0000
root.Torre 78.0322 0.0000 21.9678 0.0000
root.EstacionCono1 77.3537 0.0000 5.5810 17.0653
root.RoladoraHorizontal 76.3698 0.0212 23.2019 0.4071
root.EstacionTapa2 70.7718 0.0000 0.8694 28.3588
root.EstacionTapa11 69.3045 0.0000 2.3367 28.3588
root.Granallado 69.0090 0.0000 30.9910 0.0000
root.Pintura 68.0761 0.0000 31.9239 0.0000
root.Seamer 49.3808 0.0212 46.1917 4.4063
root.EstacionCono2 49.0076 0.0212 50.9712 0.0000
root.EstacionTapa1 41.8999 0.0212 0.0000 58.0789
root.EstacionCono3 39.0161 0.0000 23.8338 37.1501
root.Silletas 2.0356 0.0000 0.0000 97.9644
root.TorreCono 1.4956 0.0000 98.5044 0.0000
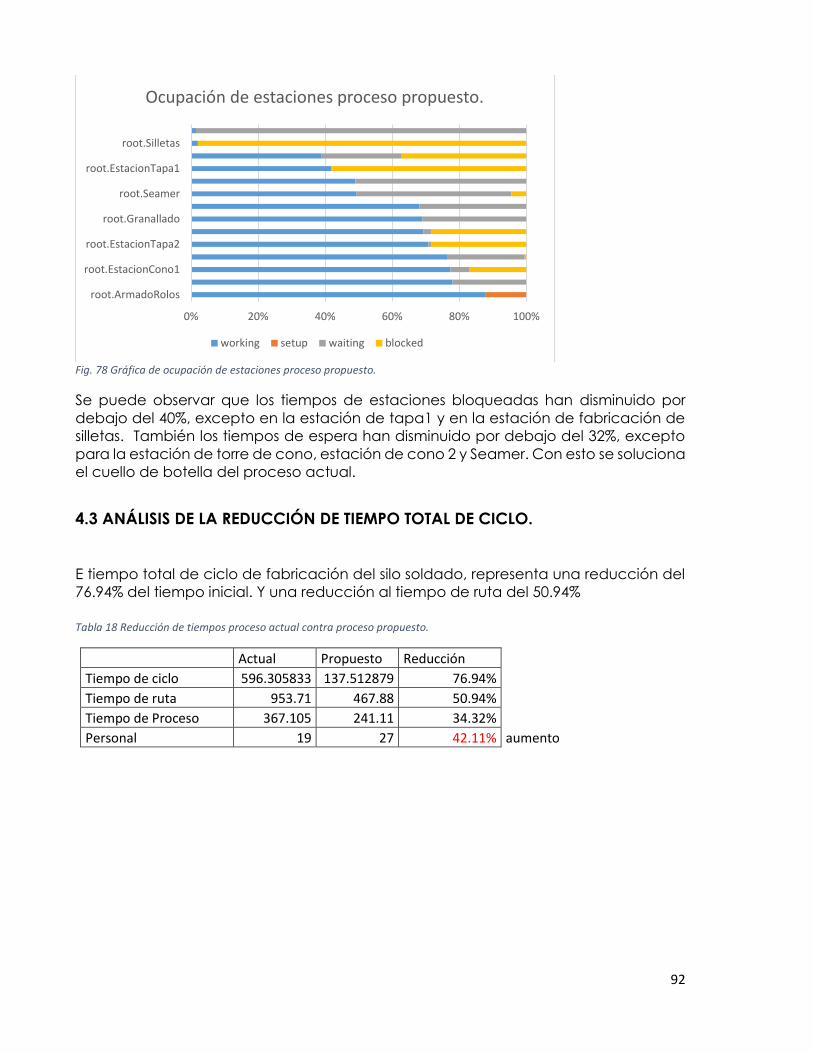
92
Fig. 78 Gráfica de ocupación de estaciones proceso propuesto.
Se puede observar que los tiempos de estaciones bloqueadas han disminuido por
debajo del 40%, excepto en la estación de tapa1 y en la estación de fabricación de
silletas. También los tiempos de espera han disminuido por debajo del 32%, excepto
para la estación de torre de cono, estación de cono 2 y Seamer. Con esto se soluciona
el cuello de botella del proceso actual.
4.3 ANÁLISIS DE LA REDUCCIÓN DE TIEMPO TOTAL DE CICLO.
E tiempo total de ciclo de fabricación del silo soldado, representa una reducción del
76.94% del tiempo inicial. Y una reducción al tiempo de ruta del 50.94%
Tabla 18 Reducción de tiempos proceso actual contra proceso propuesto.
Actual Propuesto Reducción
Tiempo de ciclo 596.305833 137.512879 76.94%
Tiempo de ruta 953.71 467.88 50.94%
Tiempo de Proceso 367.105 241.11 34.32%
Personal 19 27 42.11% aumento
0% 20% 40% 60% 80% 100%
root.ArmadoRolos
root.EstacionCono1
root.EstacionTapa2
root.Granallado
root.Seamer
root.EstacionTapa1
root.Silletas
Ocupación de estaciones proceso propuesto.
working setup waiting blocked
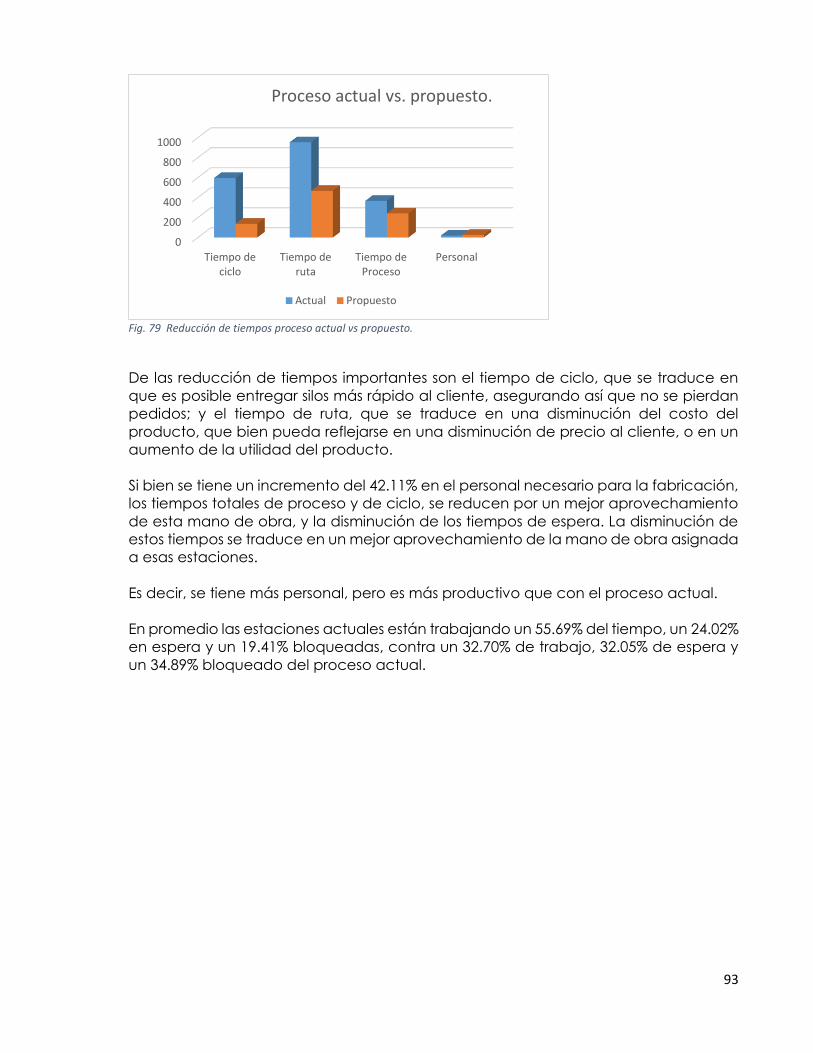
93
Fig. 79 Reducción de tiempos proceso actual vs propuesto.
De las reducción de tiempos importantes son el tiempo de ciclo, que se traduce en
que es posible entregar silos más rápido al cliente, asegurando así que no se pierdan
pedidos; y el tiempo de ruta, que se traduce en una disminución del costo del
producto, que bien pueda reflejarse en una disminución de precio al cliente, o en un
aumento de la utilidad del producto.
Si bien se tiene un incremento del 42.11% en el personal necesario para la fabricación,
los tiempos totales de proceso y de ciclo, se reducen por un mejor aprovechamiento
de esta mano de obra, y la disminución de los tiempos de espera. La disminución de
estos tiempos se traduce en un mejor aprovechamiento de la mano de obra asignada
a esas estaciones.
Es decir, se tiene más personal, pero es más productivo que con el proceso actual.
En promedio las estaciones actuales están trabajando un 55.69% del tiempo, un 24.02%
en espera y un 19.41% bloqueadas, contra un 32.70% de trabajo, 32.05% de espera y
un 34.89% bloqueado del proceso actual.
0
200
400
600
800
1000
Tiempo deciclo
Tiempo deruta
Tiempo deProceso
Personal
Proceso actual vs. propuesto.
Actual Propuesto
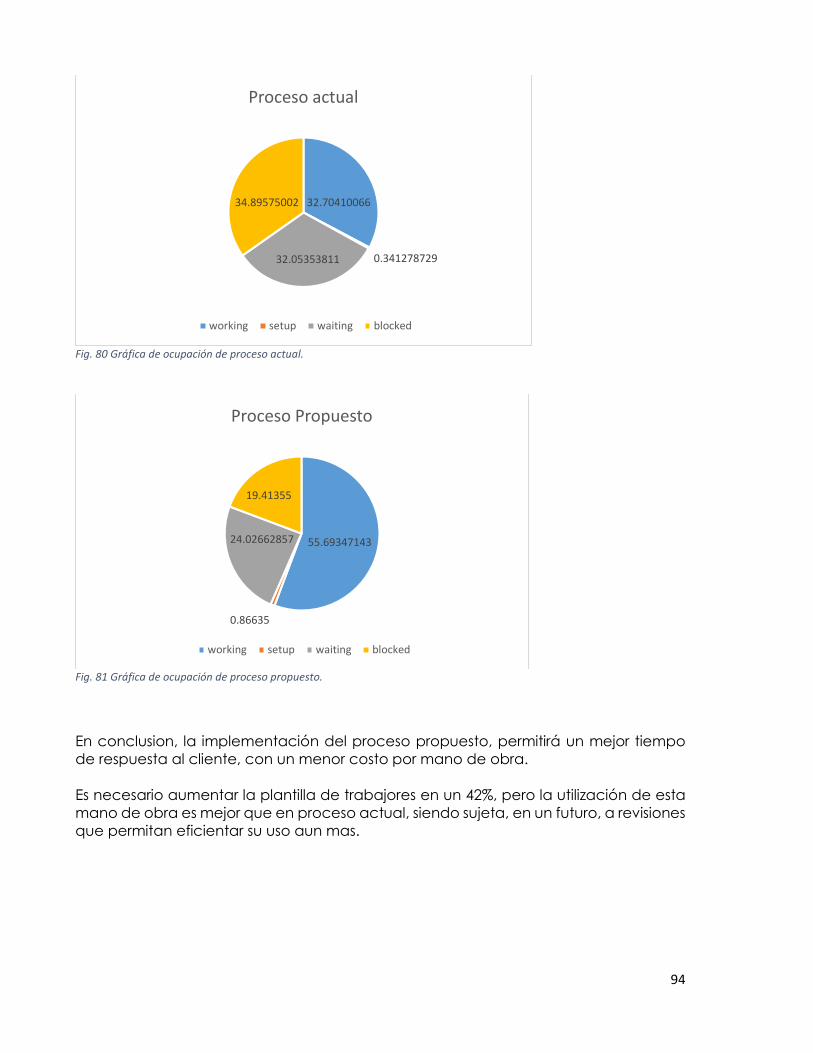
94
Fig. 80 Gráfica de ocupación de proceso actual.
Fig. 81 Gráfica de ocupación de proceso propuesto.
En conclusion, la implementación del proceso propuesto, permitirá un mejor tiempo
de respuesta al cliente, con un menor costo por mano de obra.
Es necesario aumentar la plantilla de trabajores en un 42%, pero la utilización de esta
mano de obra es mejor que en proceso actual, siendo sujeta, en un futuro, a revisiones
que permitan eficientar su uso aun mas.
32.70410066
0.34127872932.05353811
34.89575002
Proceso actual
working setup waiting blocked
55.69347143
0.86635
24.02662857
19.41355
Proceso Propuesto
working setup waiting blocked
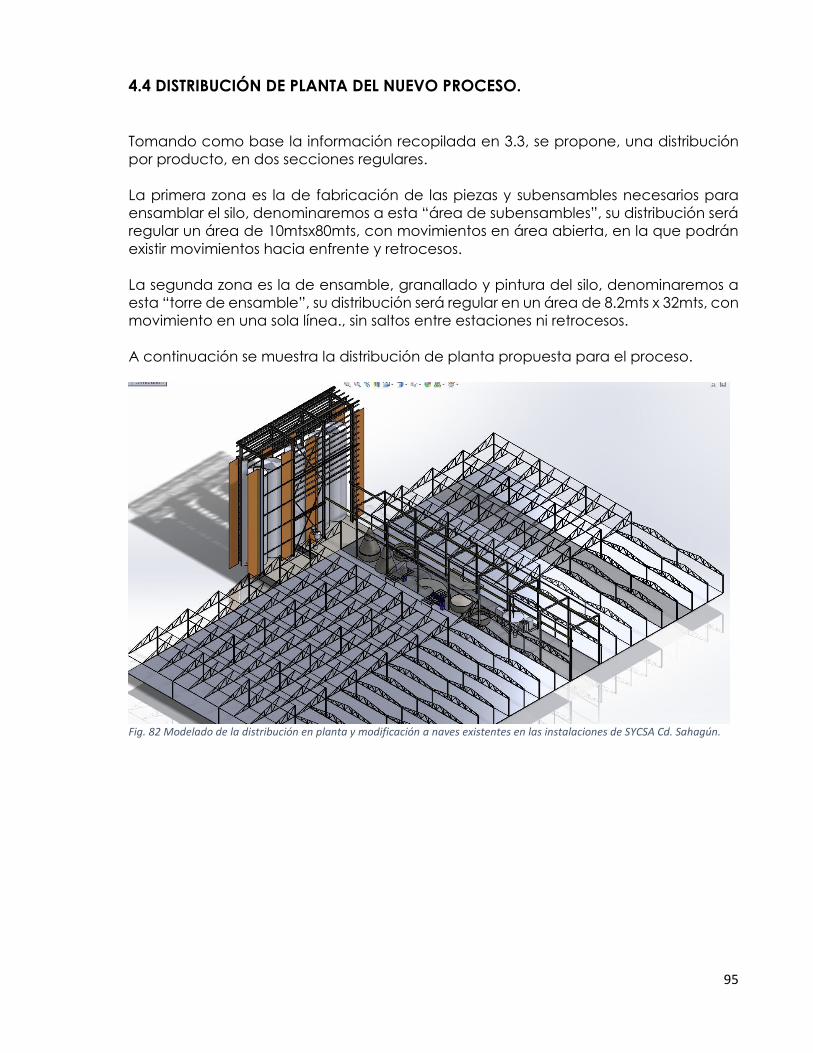
95
4.4 DISTRIBUCIÓN DE PLANTA DEL NUEVO PROCESO.
Tomando como base la información recopilada en 3.3, se propone, una distribución
por producto, en dos secciones regulares.
La primera zona es la de fabricación de las piezas y subensambles necesarios para
ensamblar el silo, denominaremos a esta “área de subensambles”, su distribución será
regular un área de 10mtsx80mts, con movimientos en área abierta, en la que podrán
existir movimientos hacia enfrente y retrocesos.
La segunda zona es la de ensamble, granallado y pintura del silo, denominaremos a
esta “torre de ensamble”, su distribución será regular en un área de 8.2mts x 32mts, con
movimiento en una sola línea., sin saltos entre estaciones ni retrocesos.
A continuación se muestra la distribución de planta propuesta para el proceso.
Fig. 82 Modelado de la distribución en planta y modificación a naves existentes en las instalaciones de SYCSA Cd. Sahagún.
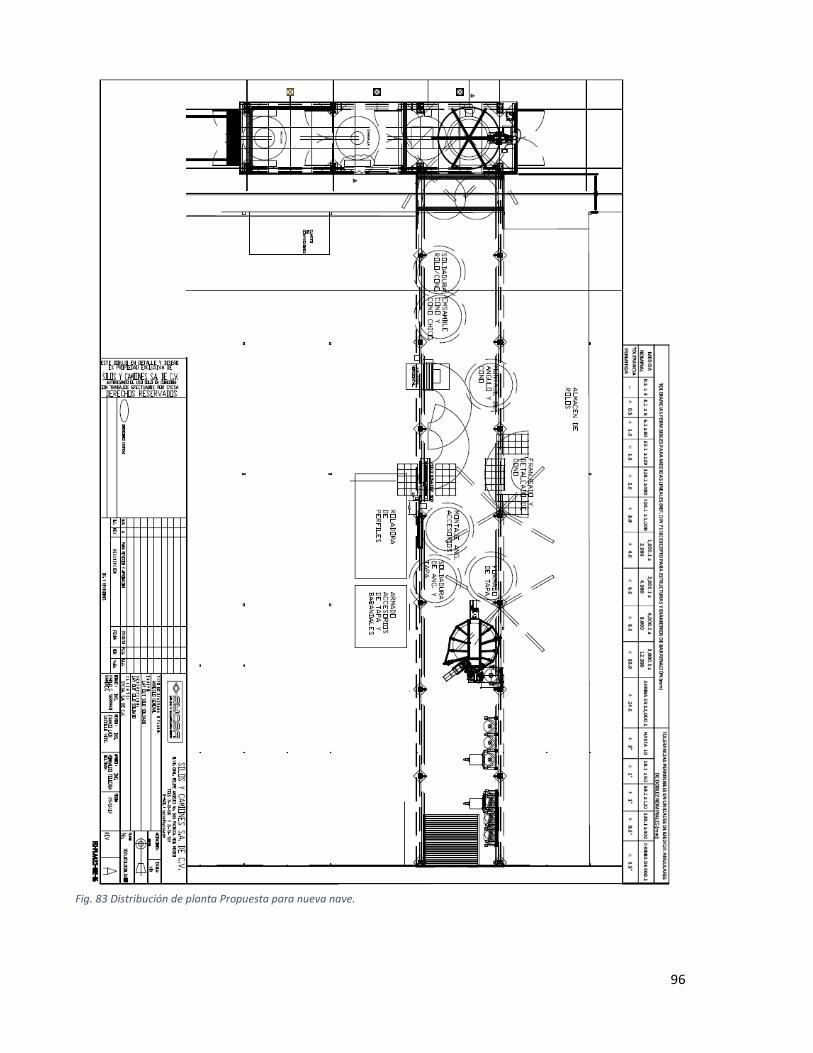
96
Fig. 83 Distribución de planta Propuesta para nueva nave.
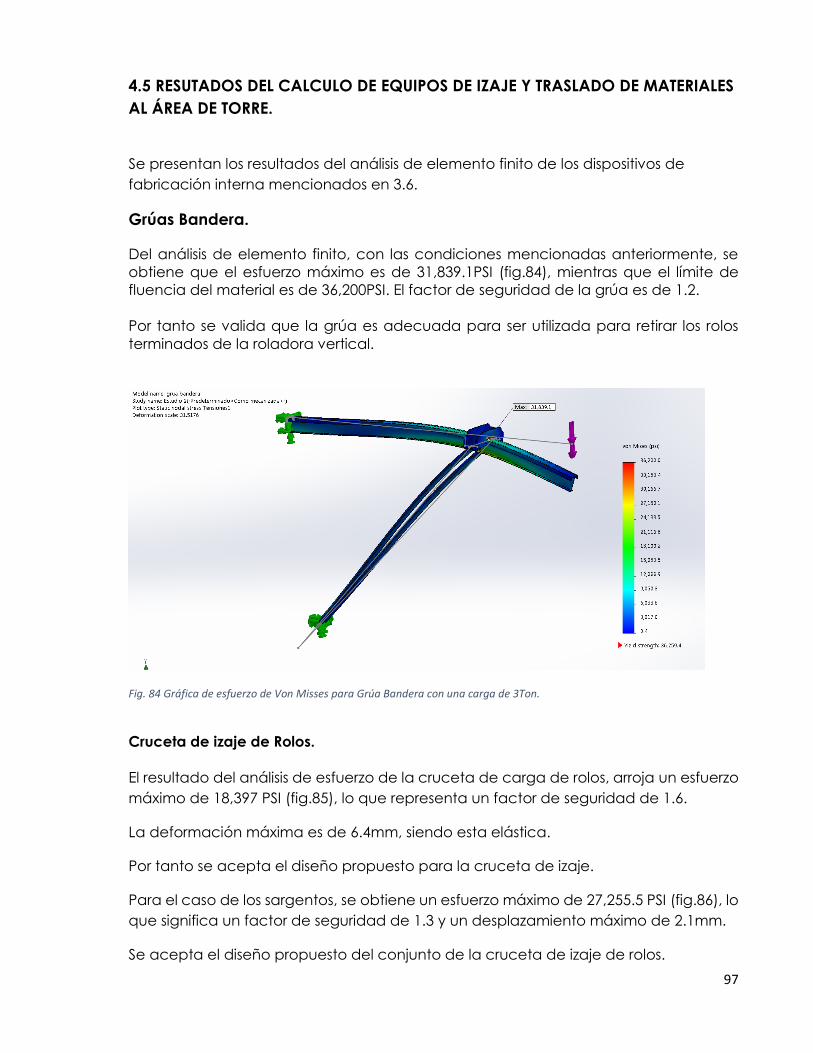
97
4.5 RESUTADOS DEL CALCULO DE EQUIPOS DE IZAJE Y TRASLADO DE MATERIALES
AL ÁREA DE TORRE.
Se presentan los resultados del análisis de elemento finito de los dispositivos de
fabricación interna mencionados en 3.6.
Grúas Bandera.
Del análisis de elemento finito, con las condiciones mencionadas anteriormente, se
obtiene que el esfuerzo máximo es de 31,839.1PSI (fig.84), mientras que el límite de
fluencia del material es de 36,200PSI. El factor de seguridad de la grúa es de 1.2.
Por tanto se valida que la grúa es adecuada para ser utilizada para retirar los rolos
terminados de la roladora vertical.
Fig. 84 Gráfica de esfuerzo de Von Misses para Grúa Bandera con una carga de 3Ton.
Cruceta de izaje de Rolos.
El resultado del análisis de esfuerzo de la cruceta de carga de rolos, arroja un esfuerzo
máximo de 18,397 PSI (fig.85), lo que representa un factor de seguridad de 1.6.
La deformación máxima es de 6.4mm, siendo esta elástica.
Por tanto se acepta el diseño propuesto para la cruceta de izaje.
Para el caso de los sargentos, se obtiene un esfuerzo máximo de 27,255.5 PSI (fig.86), lo
que significa un factor de seguridad de 1.3 y un desplazamiento máximo de 2.1mm.
Se acepta el diseño propuesto del conjunto de la cruceta de izaje de rolos.
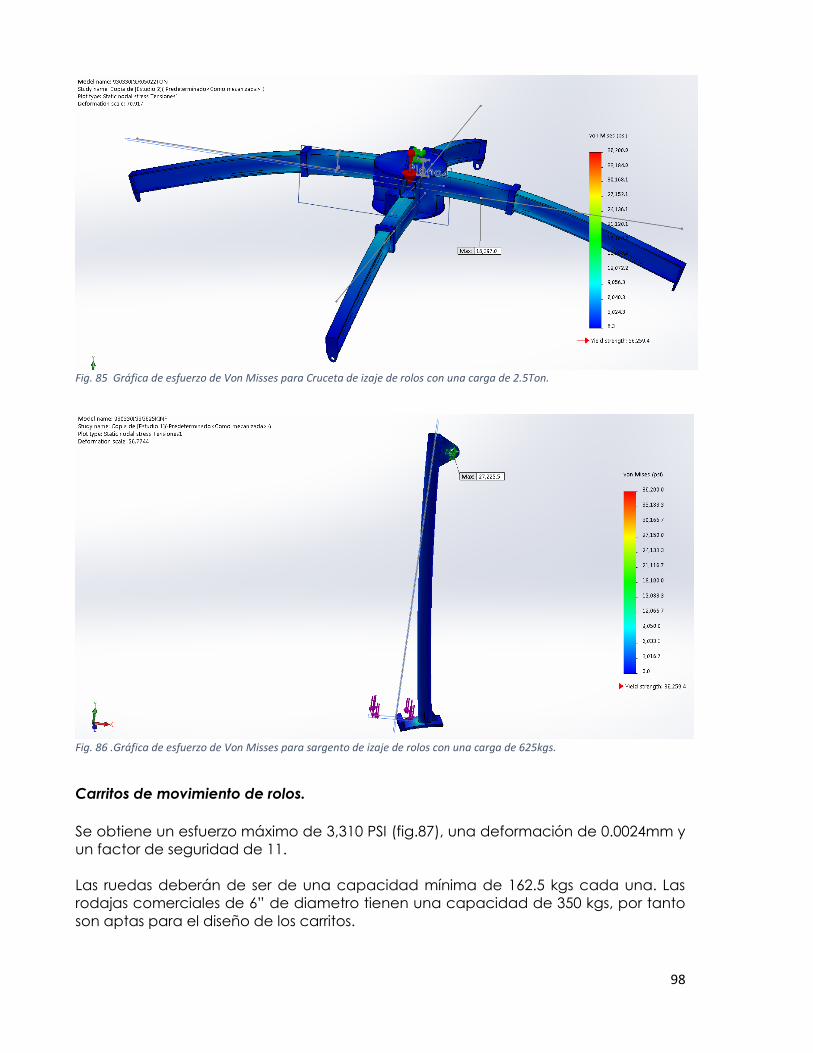
98
Fig. 85 Gráfica de esfuerzo de Von Misses para Cruceta de izaje de rolos con una carga de 2.5Ton.
Fig. 86 .Gráfica de esfuerzo de Von Misses para sargento de izaje de rolos con una carga de 625kgs.
Carritos de movimiento de rolos.
Se obtiene un esfuerzo máximo de 3,310 PSI (fig.87), una deformación de 0.0024mm y
un factor de seguridad de 11.
Las ruedas deberán de ser de una capacidad mínima de 162.5 kgs cada una. Las
rodajas comerciales de 6” de diametro tienen una capacidad de 350 kgs, por tanto
son aptas para el diseño de los carritos.
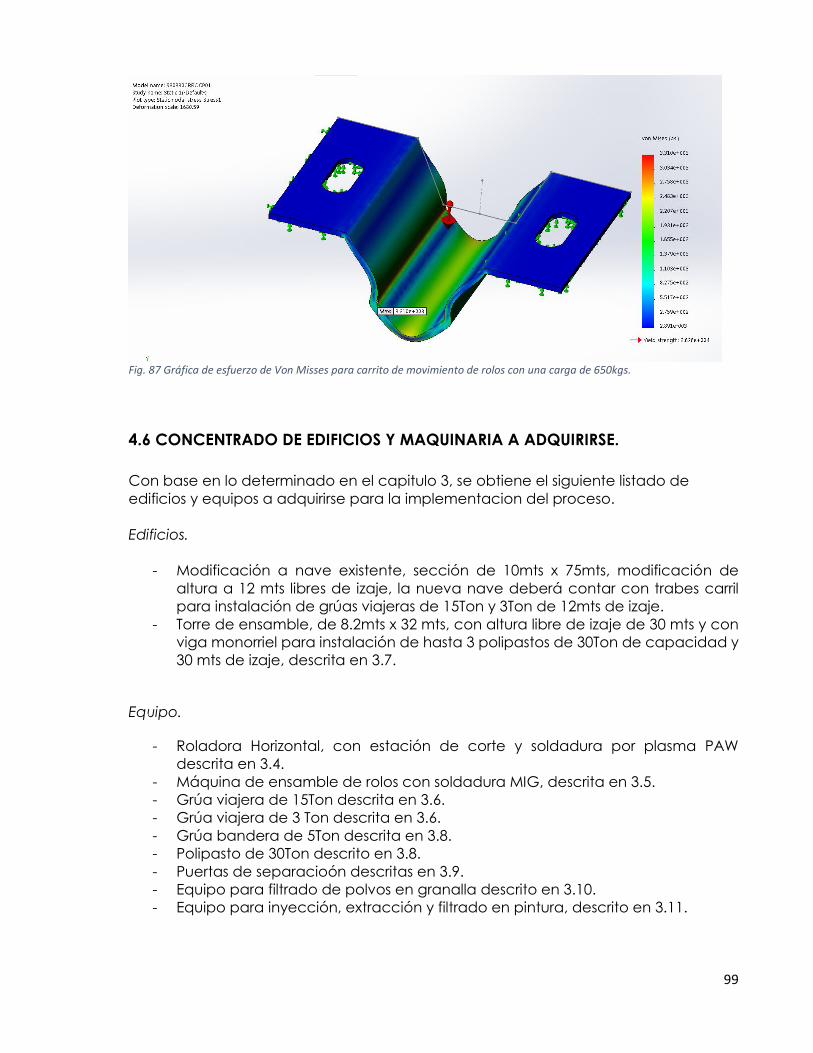
99
Fig. 87 Gráfica de esfuerzo de Von Misses para carrito de movimiento de rolos con una carga de 650kgs.
4.6 CONCENTRADO DE EDIFICIOS Y MAQUINARIA A ADQUIRIRSE.
Con base en lo determinado en el capitulo 3, se obtiene el siguiente listado de
edificios y equipos a adquirirse para la implementacion del proceso.
Edificios.
- Modificación a nave existente, sección de 10mts x 75mts, modificación de
altura a 12 mts libres de izaje, la nueva nave deberá contar con trabes carril
para instalación de grúas viajeras de 15Ton y 3Ton de 12mts de izaje.
- Torre de ensamble, de 8.2mts x 32 mts, con altura libre de izaje de 30 mts y con
viga monorriel para instalación de hasta 3 polipastos de 30Ton de capacidad y
30 mts de izaje, descrita en 3.7.
Equipo.
- Roladora Horizontal, con estación de corte y soldadura por plasma PAW
descrita en 3.4.
- Máquina de ensamble de rolos con soldadura MIG, descrita en 3.5.
- Grúa viajera de 15Ton descrita en 3.6.
- Grúa viajera de 3 Ton descrita en 3.6.
- Grúa bandera de 5Ton descrita en 3.8.
- Polipasto de 30Ton descrito en 3.8.
- Puertas de separacioón descritas en 3.9.
- Equipo para filtrado de polvos en granalla descrito en 3.10.
- Equipo para inyección, extracción y filtrado en pintura, descrito en 3.11.
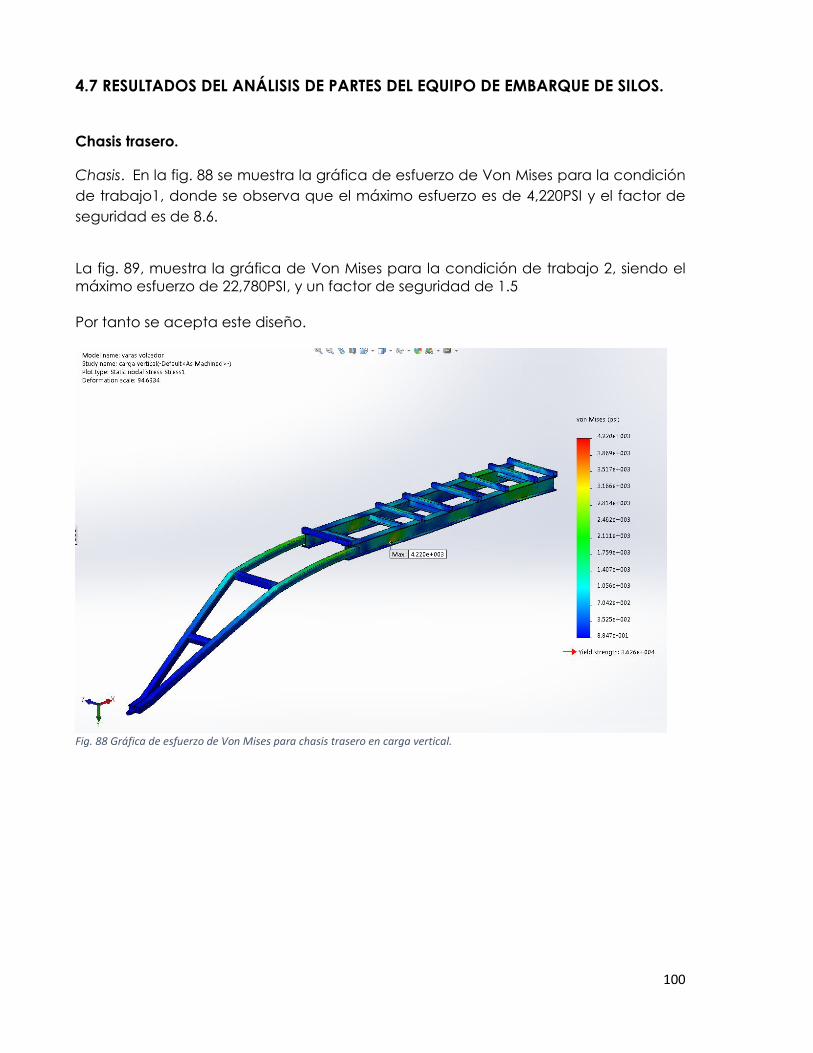
100
4.7 RESULTADOS DEL ANÁLISIS DE PARTES DEL EQUIPO DE EMBARQUE DE SILOS.
Chasis trasero.
Chasis. En la fig. 88 se muestra la gráfica de esfuerzo de Von Mises para la condición
de trabajo1, donde se observa que el máximo esfuerzo es de 4,220PSI y el factor de
seguridad es de 8.6.
La fig. 89, muestra la gráfica de Von Mises para la condición de trabajo 2, siendo el
máximo esfuerzo de 22,780PSI, y un factor de seguridad de 1.5
Por tanto se acepta este diseño.
Fig. 88 Gráfica de esfuerzo de Von Mises para chasis trasero en carga vertical.
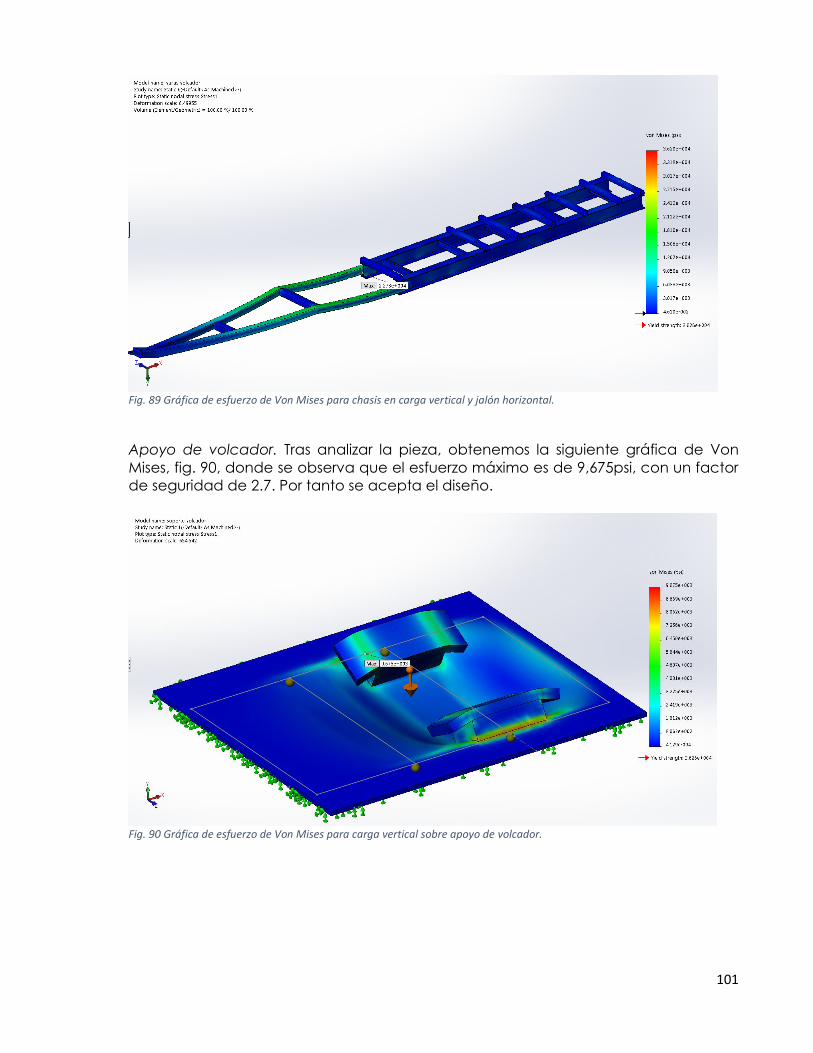
101
Fig. 89 Gráfica de esfuerzo de Von Mises para chasis en carga vertical y jalón horizontal.
Apoyo de volcador. Tras analizar la pieza, obtenemos la siguiente gráfica de Von
Mises, fig. 90, donde se observa que el esfuerzo máximo es de 9,675psi, con un factor
de seguridad de 2.7. Por tanto se acepta el diseño.
Fig. 90 Gráfica de esfuerzo de Von Mises para carga vertical sobre apoyo de volcador.
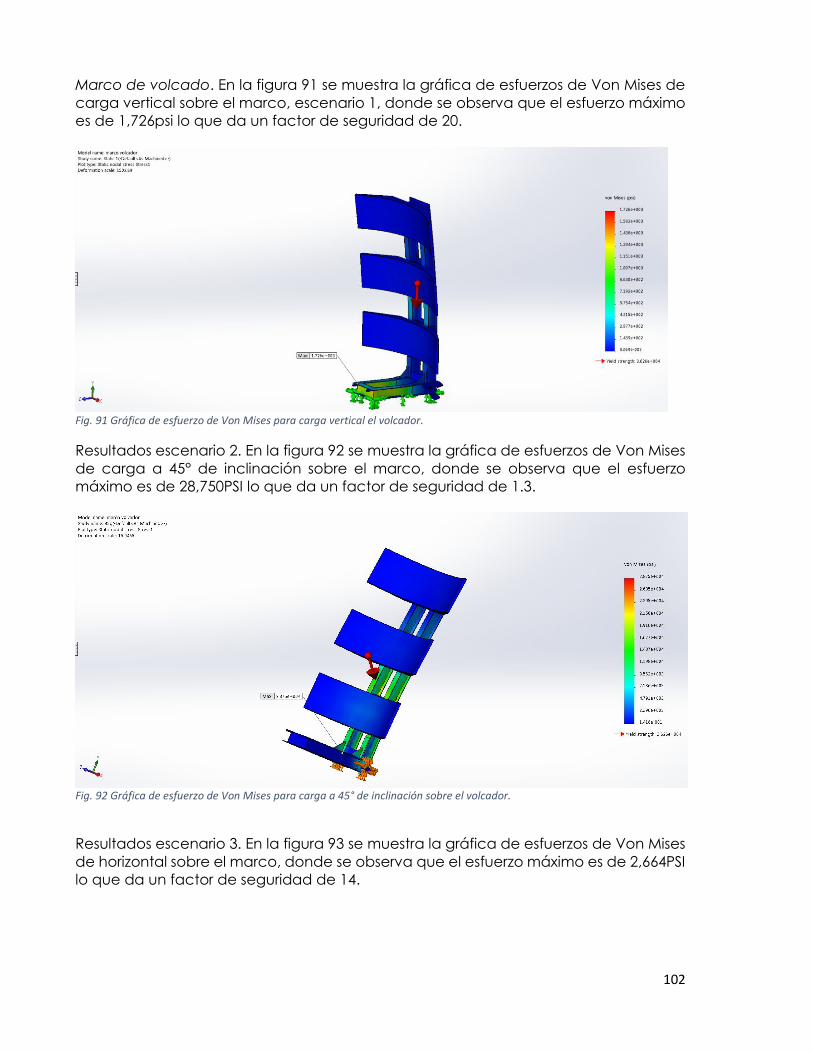
102
Marco de volcado. En la figura 91 se muestra la gráfica de esfuerzos de Von Mises de
carga vertical sobre el marco, escenario 1, donde se observa que el esfuerzo máximo
es de 1,726psi lo que da un factor de seguridad de 20.
Fig. 91 Gráfica de esfuerzo de Von Mises para carga vertical el volcador.
Resultados escenario 2. En la figura 92 se muestra la gráfica de esfuerzos de Von Mises
de carga a 45° de inclinación sobre el marco, donde se observa que el esfuerzo
máximo es de 28,750PSI lo que da un factor de seguridad de 1.3.
Fig. 92 Gráfica de esfuerzo de Von Mises para carga a 45° de inclinación sobre el volcador.
Resultados escenario 3. En la figura 93 se muestra la gráfica de esfuerzos de Von Mises
de horizontal sobre el marco, donde se observa que el esfuerzo máximo es de 2,664PSI
lo que da un factor de seguridad de 14.
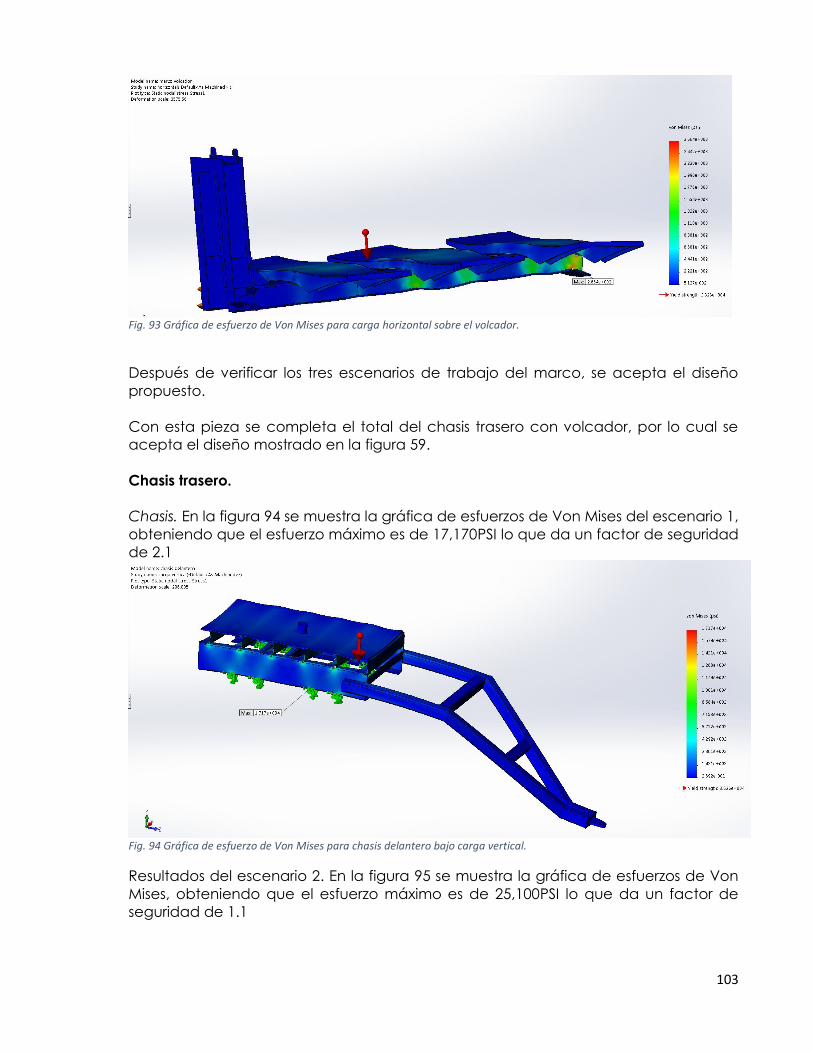
103
Fig. 93 Gráfica de esfuerzo de Von Mises para carga horizontal sobre el volcador.
Después de verificar los tres escenarios de trabajo del marco, se acepta el diseño
propuesto.
Con esta pieza se completa el total del chasis trasero con volcador, por lo cual se
acepta el diseño mostrado en la figura 59.
Chasis trasero.
Chasis. En la figura 94 se muestra la gráfica de esfuerzos de Von Mises del escenario 1,
obteniendo que el esfuerzo máximo es de 17,170PSI lo que da un factor de seguridad
de 2.1
Fig. 94 Gráfica de esfuerzo de Von Mises para chasis delantero bajo carga vertical.
Resultados del escenario 2. En la figura 95 se muestra la gráfica de esfuerzos de Von
Mises, obteniendo que el esfuerzo máximo es de 25,100PSI lo que da un factor de
seguridad de 1.1
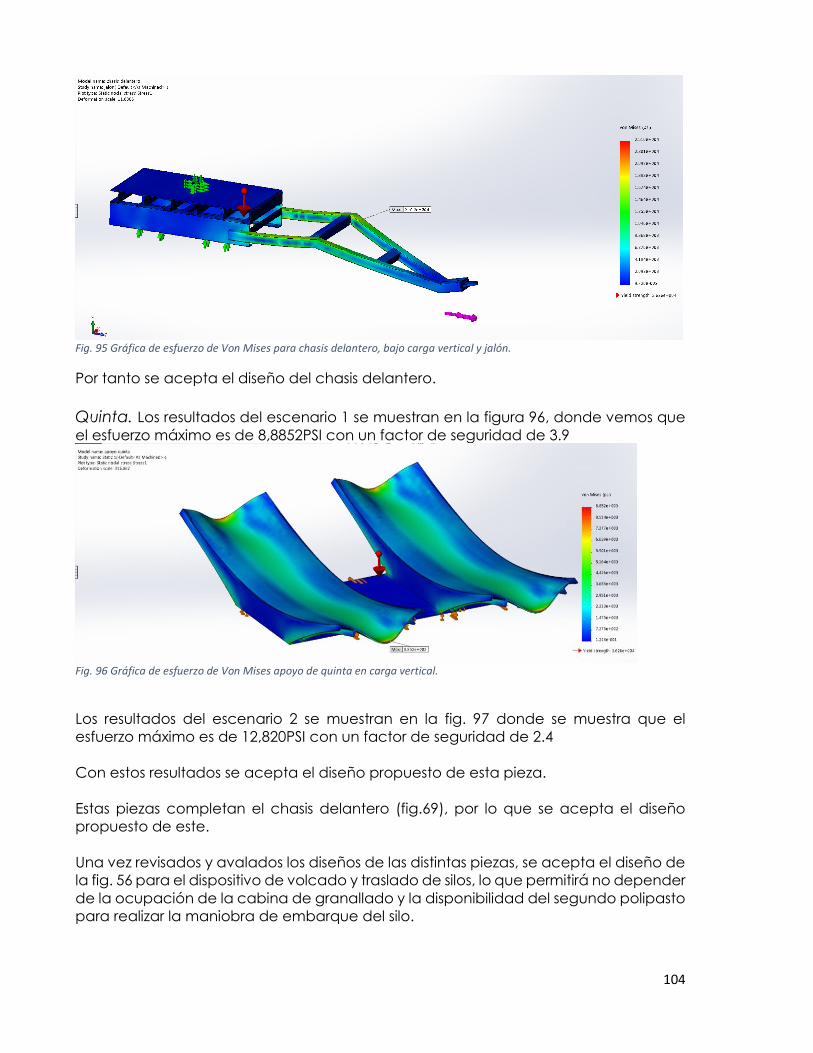
104
Fig. 95 Gráfica de esfuerzo de Von Mises para chasis delantero, bajo carga vertical y jalón.
Por tanto se acepta el diseño del chasis delantero.
Quinta. Los resultados del escenario 1 se muestran en la figura 96, donde vemos que
el esfuerzo máximo es de 8,8852PSI con un factor de seguridad de 3.9
Fig. 96 Gráfica de esfuerzo de Von Mises apoyo de quinta en carga vertical.
Los resultados del escenario 2 se muestran en la fig. 97 donde se muestra que el
esfuerzo máximo es de 12,820PSI con un factor de seguridad de 2.4
Con estos resultados se acepta el diseño propuesto de esta pieza.
Estas piezas completan el chasis delantero (fig.69), por lo que se acepta el diseño
propuesto de este.
Una vez revisados y avalados los diseños de las distintas piezas, se acepta el diseño de
la fig. 56 para el dispositivo de volcado y traslado de silos, lo que permitirá no depender
de la ocupación de la cabina de granallado y la disponibilidad del segundo polipasto
para realizar la maniobra de embarque del silo.
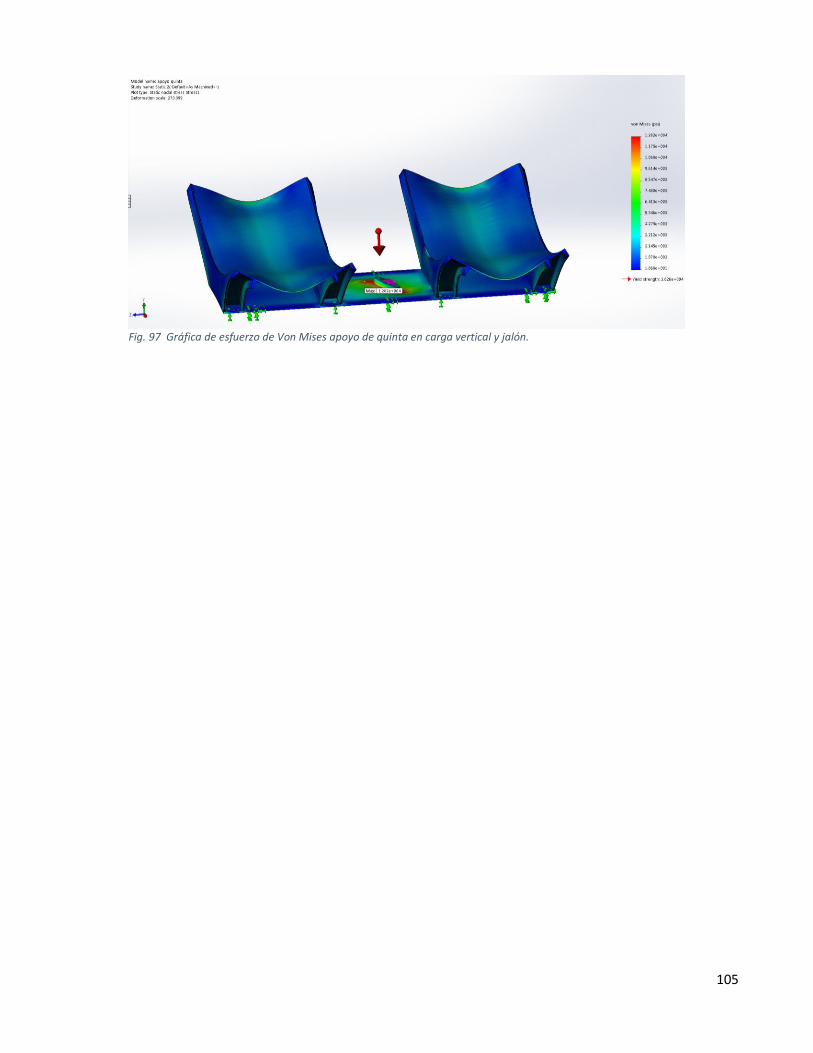
105
Fig. 97 Gráfica de esfuerzo de Von Mises apoyo de quinta en carga vertical y jalón.

106
107
CONCLUSIONES.
Objetivo General
Diseñar la infraestructura necesaria para la implementación y optimización del
proceso de manufactura de los silos soldados en posición vertical, en Planta Ciudad
Sahagún.
Una vez concluido el estudio, se llegó a un diseño final tanto del proceso propuesto,
distribución de planta, infraestructura, equipos y dispositivos necesarios para asegurar
el cumplimiento de los tiempos de proceso propuestos, que nos llevan a la reducción
del tiempo de ciclo de un 76.94%, con lo que se está validando la hipótesis planteada
inicialmente.
Con este diseño propuesto es posible avanzar al siguiente paso dentro de la empresa,
que es el desarrollo del proyecto ejecutivo para su implementación.
Objetivos específicos
- Definición de las etapas del proceso que optimicen los tiempos de
manufactura.
Una vez que se identificaron las estaciones que hoy son un cuello de botella, y se
replantearon en el proceso propuesto, se logró reducir el tiempo de proceso en un
34.32% y el tiempo de ciclo en un 76.94%, con este resultado se cubre lo planteado en
la Hipótesis y por tanto se considera una solución viable para su implementación.
- Distribución de planta del nuevo proceso, que se adapte a las condiciones de
las naves de Ciudad Sahagún.
Se definió la distribución de planta más adecuada para la implementación del
proceso, dimensionando la nave a modificarse y los equipos necesarios para el
movimiento de materiales, con esta información ya es posible cotizar las
modificaciones, equipos y fabricación de dispositivos.
- Selección de la maquinaria adecuada para la fabricación de los silos soldados.
Se definieron los modelos de las maquinas comerciales para poder efectuar las
operaciones en los tiempos requeridos por el proceso, y además se definieron los
procesos de soldadura a implementarse en estas máquinas, tomando en cuenta la
viabilidad del proceso por posición, velocidad y calidad de la aplicación.

108
- Diseño del sistema de torres de ensamble, granallado y pintura. Con capacidad
de fabricación de silos de hasta 22mts de altura y 5mts de diámetro.
Con el presente estudio se dimensionó adecuadamente el edificio de torres, así como
se identificaron las necesidades de puertas, sistemas de ventilación y extracción, que
aseguren la correcta ejecución de los procesos y garanticen el cumplimiento de los
tiempos proyectados. Con estos dimensionamientos, es posible ya cotizar con
proveedores la construcción y suministro de equipos.
109
RECOMENDACIONES.
Una vez que sea concluida la implementación del nuevo proceso, será necesario
realizar un estudio de tiempos y movimientos detallado para alimentar el modelo de
simulación con datos reales y en caso de que físicamente se detecte alguna
desviación a lo proyectado se busquen los medios de solucionarlo.
En cuanto al proceso de soldadura PAW a implementarse en la estación de
rolado/corte/soldadura de rolos, al ser un proceso nuevo para la compañía, y ser la
posición de soldadura 3G descendente complicada por el efecto de la gravedad
sobre el charco de metal fundido, se deberán de conducir un diseño de experimentos
que nos permita validar los distintos factores que intervienen en el proceso como son
tamaño y tipo de boquilla, parámetros de amperaje y voltaje, mezcla de gas de
protección, flujo de gas de ionización y ángulo de llegada del alambre de aporte que
garanticen la conformidad de la aplicación de soldadura.
Para la futura implementación de las demás líneas de fabricación de SYCSA, como
son silo atornillado, motosopladores y el área de habilitado, se sugiere aplicar la misma
metodología de simular los procesos actuales para detectar los puntos débiles de los
mismos, proponer la mejor alternativa de proceso y distribución de planta, y
posteriormente validarlo mediante simulación antes de su implementación física.
110
111
REFERENCIAS BIBLIOGRÁFICAS.
[1] Facility layout problems: A survey, Amine Drira, Henri Pierreval , Sonia Hajri-Gabouj;
Annual Reviews in Control 31 (2007) 255–267.
[2] Improving Production with Lean Thinking, Santos, Javier Wysk, Richard Torres, José
Manuel (2006). John Wiley & Sons, Chapter 2, Material Flow and Facilities Layout.
[3] Manufacturing Simulation with Plant Simulation and SimTalk, Steffen Bangsow,
Springer, ISBN 978-3-642-05073-2
[4] Simulation Modeling and Analysis, Averill M. Law, W. David Kelton, Third Edition, Mc
Graw Hill
[5] Black, J. T. Hunter, Steve L. (2003). Lean Manufacturing Systems and Cell Design.
Society of Manufacturing Engineers (SME). Chapter 14 Simulation.
[6] Welding for design engineers, Canadian Welding Bureau (2006). Mississauga
Ontario.
[7]Manual del Soldador. Germán Hernandez Riesco, 14a Edición, CESOL.
Capítulo 5: Uniones soldadas y técnicas de soldeo.
Capítulo 13: Soldeo MIG/MAG
[8] The welding of aluminum and its alloys, Gene Mathers, Woodhead Publishing
Limited, (2002).
[9] AWS D.1.1:2000 Structural Welding Code-Steel, 17th Edition. An American National
Standard. American Welding Society. Miami, Florida, 2000. Clause 4, Qualification,
4.2.4.
[10] Type of cranes generally found in workplace, OSHA Subpart N.
[11] Ventilación Industrial, Manual de recomendaciones prácticas para la prevención
de riesgos profesionales, Comité de Ventilación industrial, Confederación Americana
de higienistas industriales del gobierno, 1a edición en español, 1992, Generalitat
Valenciana. I.S.B.N. 84-7890-818-8
[12]Calculo y diseño de sistemas de ventilación- Sodeca, Internet
www.sodeca.com/img/es/InformacioTecnica_02.pdf
[13] Paint booth supply air filtration, Len Duello, David Reaman and Hugh Mc.Phail,
Metal Finishing Magazine, May 2002.
[14] Occupational Safety and Health Standards subpart Q- Welding, Cutting and
Brazing, Arc Welding and cutting. 29 CFR 1910 Subpart Q, 1910.254.

112
[15] Keyhole Plasma welding of 10mm plates – Arcraft plasma equipments (India)
pvt.ltd. Internet www.arcfraftpaslama.com/welding/weldingdata/keyhole.htm
[16] Essential Factors in Gas Metal Arc Welding, Fourth Edition, Kobe Steel, Ltd. Kita-
Shinagawa, Shinagawa-Ku, Tokyo, 141-8688 Japan 2011.