capítulo 0: introducción. capítulo 1: autómatas programables · 1.1. de la lógica cableada al...
TRANSCRIPT

Supervisión de una instalación controlada por un PLC mediante TI
Índice I
Índice General
Capítulo 0: Introducción. 1
0.1. Prólogo 2 0.2. Objetivos 4 0.3. Estructura de la memoria 5
Capítulo 1: Autómatas Programables: Principios de funcionamiento. 6
1.1. De la lógica cableada al PLC 7 1.2. Componentes principales de un PLC 11 1.3. Fundamentos de programación 15 1.4. Tipos de programación 16 1.5. Ciclo de trabajo de un PLC 18 1.6. Estándar IEC 1131 21 1.7. Gama de autómatas SIEMENS 22

Supervisión de una instalación controlada por un PLC mediante TI
Índice II
Capítulo 2: Software de programación Step7 Fundamentos. 38
2.1. Conceptos fundamentales 39 2.2. Autorización o licencia 41 2.3. Realización de un proyecto de Step 7 43 2.4. Herramientas de Step 7 45
- Administrador SIMATIC 46 - HW-Config: Configurar el hardware 49 - NETPRO: Configurar redes de comunicación 51 - Editor de bloques de programa 52 - Editor de símbolos 58 - Datos de referencia 59
2.5 Programa del Proyecto 62
Capítulo 3: Introducción a las redes industriales. 65
3.1. Conceptos fundamentales 66 3.2. Topología de la red 69 3.3. Métodos de acceso 74 3.4. Enlaces 75 3.5. Modelo de referencia ISO/OSI 79 3.6. Acoplamiento de sistemas de bus 84 3.7. Seguridad en la transmisión 88 3.8 Clasificación de las subredes 90 3.9 Redes de comunicación SIMATIC 92
Supervisión de una instalación controlada por un PLC mediante TI
Índice III
Capítulo 4: Estándar de comunicaciones industriales Profibus. 99
4.1. Introducción 100 4.2. Método de acceso 103 4.3. Tecnología de transmisión 115 4.4. Modos de transmisión. Servicios de comunicación 122 4.5. Arquitectura de protocolo 128
Capítulo 5: Comunicación con Profibus DP. 131
5.1. Profibus DP: Fundamentos y componentes 132 5.2. Tramas de mensajes en Profibus DP 135 5.3. Sistema de periferia descentralizada SIMATIC ET 142 5.4 Interruptores automáticos Comunicación SENTRON 151 5.5. Interfases maestras de Siemens en Profibus-DP 152

Supervisión de una instalación controlada por un PLC mediante TI
Índice IV
Capítulo 6: Estándar de comunicaciones industriales Ethernet. 154
6.1. Introducción 155 6.2. Normas IEEE 802.3 y 802.11 156 6.3. Trama del telegrama 159 6.4. Sinopsis de red 161 6.5. Servicios de comunicación 162 6.6. Conexiones al sistema 165 6.7. Comparación Ethernet / Fast Ethernet 166 6.8. Tecnología Switching 168 6.9. Comunicación industrial móvil 170 6.10 Protocolo SNMP OPC Server 174
Capítulo 7: Soluciones IT. 179
7.1. Prestaciones de la tarjeta CP 343-1 IT 180 7.2. Acceso a la tarjeta vía web 181 7.3. Seguridad en las informaciones 184 7.4. Ajustes en el browser Web 188 7.5. Mensajes de procesos vía E-Mail 191
Supervisión de una instalación controlada por un PLC mediante TI
Índice V
Capítulo 8: Programación HTML. 204
8.1. Páginas HTML 205 8.2. Applets de Java 207 8.3. Llamada y parametrización de los Applets 208
8.4. Páginas utilizadas 212
Capítulo 9: WinCC. 215
9.1. Qué es WinCC 216 9.2. Qué caracteriza a WinCC 217 9.3. Cómo funciona WinCC 218 9.4 Crear un proyecto de WinCC 225 9.5 Crear imágenes de proceso 231 9.6 Dinamizar imágenes de proceso 244
Capítulo 10: Resultados y Conclusiones. 248
10.1. Resultados y conclusiones 249 10.2. Agradecimientos 251
Pliego de Condiciones. 253
1. Disposiciones Generales 254 2. Condiciones aplicadas a equipos Siemens 268 3. Condiciones particulares de los equipos 275
4. Ejecución de la instalación 276

Supervisión de una instalación controlada por un PLC mediante TI
Índice VI
Presupuesto. 280
1. Mediciones 281 2. Consideraciones al presente presupuesto 284 3. Presupuesto Total 285
Bibliografía. 288
1. Bibliografía y Referencias 289
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 0: Introducción -1-
Capítulo 0:
Introducción 0.1. Prólogo 2
0.2. Objetivos 4
0.3. Estructura de la memoria 5

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 0: Introducción -2-
0.1. Prólogo.
Las nuevas tecnologías de tratamiento de la información y de comunicaciones, ya
aplicadas en la informática de usuario y en la empresarial, están teniendo una fuerte
implantación en los sistemas de producción industrial.
En este entorno, la dependencia de los desarrollos específicos de los distintos
fabricantes es todavía muy fuerte. Sin embargo, empieza a notarse una fuerte tendencia
a utilizar sistemas independientes de los antiguos estándares de los grandes fabricantes
de equipos de control industrial. La red Ethernet y su protocolo de comunicaciones
TCP/IP se empiezan a configurar como el estándar de las comunicaciones no solo a alto
nivel, sino también en el nivel más bajo, en el bus de campo.
Esta nueva tendencia se manifiesta en el desarrollo de terminales de explotación y
diálogo, que no solamente incorporan la antigua comunicación por puerto serie, sino
que permiten la comunicación en distintas redes, entre ellas Ethernet.
Se manifiesta también en los nuevos sistemas de supervisión industrial, conocidos como
Sistemas SCADA, que usan Ethernet para la comunicación con los controladores de
planta, sino que también se configuran como Servidores Web, permitiendo accesos
remotos a sus bases de datos y a su interfase gráfico desde cualquier ordenador
conectado en la red Internet.
Un gran número de fabricantes han empezado a desarrollar dispositivos que utilizan
como protocolo de comunicaciones TCP/IP y medio físico Ethernet, tales como
módulos de entradas/salidas, variadores de velocidad, arrancadores, contactores,
terminales de explotación y diálogo, pasarelas a buses de terceros... Además muchos de
estos dispositivos incorporan servidores Web empotrados. Lo cual permite su
configuración y diagnostico mediante un navegador de Internet.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 0: Introducción -3-
Un claro ejemplo de estas posibilidades es el proyecto realizado.
Se ha realizado la automatización de la simulación de una instalación de
almacenamiento y bombeo de aguas. Se lleva a cabo el control y visualización de la
misma vía PLC y a través de Internet conectando dicho autómata mediante una tarjeta
servidora web a la red interna de la fábrica. Así como el propio mantenimiento y
comprobación del propio Hardware instalado mediante diagnóstico.
La realización de este proyecto consistirá en la implantación de diverso aparellaje para
el control de las líneas de fuerza controlado por una unidad de periferia descentralizada
que a su vez está gobernada por un autómata, el cual, por medio de una tarjeta servidora
web, prolonga el control del sistema hasta cualquier parte del mundo dadas las
posibilidades actuales de Internet.
La elección del proyecto está basada en el interés por la electrónica y la automatización
adquirido en el transcurso de la carrera.
Una motivación adicional es la oportunidad de profundizar en este tema gracias a la
estancia como becario en la empresa líder en este sector, así como su aplicación en un
caso real.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 0: Introducción -4-
0.2. Objetivos:
El objetivo principal de este proyecto es realizar el control y visualización de una
instalación de almacenamiento y bombeo de agua simulada en un PLC.
En primer lugar se llevará a cabo la recogida de señales en campo, (se llevan las señales
del depósito al autómata vía Profibus y AS-i). Más tarde se realiza la comunicación a
través de Ethernet (Wireless Lan Industrial) desde el autómata al PC, donde estará
alojado el SCADA y el servidor de páginas Web y mail. Desde donde se podrá
visualizar, controlar el proceso y generar alarmas por medio de mail. Por último y como
conclusión del proceso se realizará también e la comprobación del propio Hardware
mediante diagnóstico.
Para la realización del proyecto se han alcanzado diversos objetivos según la etapa de
progreso de éste. Como etapas más relevantes en la consecución de este proyecto se
encuentran:
• Obtención de un nivel elevado en la programación de autómatas de la familia S7
de SIEMENS, en especial en el lenguaje AWL.
• Conocimiento de los diversos tipos de redes, así como la s interacciones entre
los autómatas conectados por ellas.
• Familiarización con el aparellaje a utilizar.
• Configuración de las redes y de los elementos que las componen.
• Configuración y programación de los visualizadores y controladores del proceso
(Páginas Web, SCADA, Alarmas Mail)
• Implantación y prueba del mismo en un equipo de demostración.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 0: Introducción -5-
0.3. Estructura de la memoria:
La memoria está estructurada de manera que en la lectura se van viendo los distintos
equipos utilizados, su forma de configuración y los conocimientos adquiridos de una
forma progresiva, comenzando con el propio autómata hasta llegar a las fases últimas
del proyecto como la construcción de las páginas Web, la configuración de los mensajes
de correo electrónico en el autómata, hasta la programación del SCADA.
Por último se detallara el pliego de condiciones y el presupuesto total del proyecto.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -6-
Capítulo 1:
Autómatas programables: Principios de funcionamiento
1.1. De la lógica cableada al PLC 7
1.2. Componentes principales de un PLC 11
1.3. Fundamentos de programación 15
1.4. Tipos de programación 16 1.5. Ciclo de trabajo de un PLC 18 1.6. Estándar IEC 1131 21 1.7. Gama de autómatas SIEMENS 22

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -7-
En esta introducción, se expondrán los conceptos más importantes para entender que es
y como funciona un autómata programable. En esta se verán los aspectos fundamentales
que rigen su programación. Con ello se pretende mostrar la función que desempeña el
PLC dentro del proyecto.
1.1. De la lógica cableada al PLC.
- Lógica cableada.
Un mando con lógica cableada es un automatismo con contactores y relés que solo se
configura una vez conocida la tarea que debe resolver.
Figura A.1. Esquema de un automatismo convencional.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -8-
Por ello, hasta ahora la tarea de mando se representaba con ayuda de un esquema
eléctrico. Seguidamente se montaban en un armario o cofre los diferentes elementos
tales como contactores, relés, relés de tiempo, etc... Estos se enlazaban con cable
siguiendo una lista de cableado fija.
Al interconectarlos se fijaba la función de los elementos de conmutación en el mando,
por ejemplo, conectando en serie o paralelo los contactos normalmente abiertos o
normalmente cerrados, respectivamente.
La lógica de su función de mando está fijada en el cableado y en la combinación de los
elementos de conmutación. Para probar el mando es necesario verificar la corrección del
cableado. Pero si se producía un error significaba soltar el cableado y volver a conectar
los elementos.
Y si se precisa el mismo mando para la misma tarea, se tenía que comenzar
completamente desde el principio; es decir, montar los aparatos en el armario,
cablearlos de acuerdo a la lista correspondiente y comprobar la configuración.
Por otro lado si se deseaba añadir nuevos componentes, para ampliar las funciones a
realizar, había que cambiar cableados y realizar trabajos de montaje, lo cual implicaba
material y tiempo.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -9-
- Controlador Lógico Programable (PLC)
El controlador lógico programable está compuesto, fundamentalmente de:
! Fuente de alimentación
! Entradas y salidas digitales en las que se conectan los emisores y actuadores,
! Una memoria en la que se escribe el programa a ejecutar,
! Un procesador que organiza la ejecución del programa.
Figura A.2. Familia de PLCs Siemens de la gama S7 de Siemens.
Los emisores y actuadores se conectan, con independencia de la tarea planteada, a las
entradas y salidas de su AG, facilitándose mucho la tarea del cableado.
El programa se entra usando un aparato de programación (PG) desde el que se transmite
al AG; es decir, se escribe en él. El procesador del AG ejecuta el programa paso a paso.
Así pues, en un PLC, la lógica de la tarea de mando queda fijada en el programa. Con él
se especifica cuándo deben conectarse o desconectarse los actuadores.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -10-
Antes de arrancar el autómata es posible comprobar, con ayuda del simulador y del PG,
la ausencia de errores en el programa. Si aparece un error, basta con modificar la
instrucción correspondiente dentro del programa.
Nuevo mando, misma tarea: Un programa ya confeccionado puede usarse tantas veces
que se desee. Esto proporciona un ahorro considerable de gastos y tiempo. Además, si
se precisa ampliación, basta con modificar el programa. No es necesario desconectar las
E/S.
El Controlador Lógico Programable no sólo está compuesto por el PLC, sino por
los equipos actuadores y emisores con conectados a los módulos de salida y entrada
respectivamente. La relación entre los equipos emisores y actuadores se establece por
medio del programa cargado en el PLC.
El Autómata Programable dispone de un abanico de instrucciones suficiente para poder
realizar cualquier sistema de control, desde simples enclavamientos por relés, pasando
por temporizaciones, contajes, controles secuenciales, hasta llegar a la adquisición y
programación de datos numéricos.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -11-
1.2. Componentes principales de un PLC .
El PLC tiene como componentes fundamentales para su funcionamiento lo siguientes
elementos:
Fuente de Alimentación: El PLC requiere una tensión de 24 VDC para trabajar. Este
es el motivo por el que dentro de la estructura del PLC sea necesario disponer de una
Fuente de Alimentación externa capaz de transformar 115 VAC / 60 Hz ó 230 VAC / 50
Hz en 24 V de corriente continua.
Dependiendo de la fuente de alimentación, podrá ser empleada para la alimentación de
los equipos actuadores y sensores que constituyen junto al PLC el sistema
.
Batería Tampón: La batería tampón (3.4 V, 1 Ah). Evita la pérdida de información en
el supuesto caso de que se desconecte el equipo o se produzca un defecto de tensión en
el conjunto. También evita que cada vez que reinicializamos el PLC tengamos que
transferir nuevamente el programa.
Unidad Central de Proceso: La CPU constituye el propio corazón del PLC. El
programa es almacenado y ejecutado en la CPU. Los siguientes elementos forman parte
de la CPU: interruptor (Selector de Modo de Funcionamiento), batería tampón, conector
para 24 VDC, LEDs indicadores de estatus y error.
Los modos de funcionamiento de una CPU, pueden ser:
- STOP: Se interrumpe la ejecución del programa.
- RUN: Se ejecuta cíclicamente el programa existente en la memoria del PLC.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -12-
Procesador: El Procesador de la CPU elabora el programa que existe en la memoria.
Slot de Memory Card: El Slot de la Memory Card aloja la memory card.
Módulos de Memoria: Constituyen el soporte de información del PLC. En ellos se
almacena el conjunto de instrucciones que constituyen del programa. Estos módulos son
leídos por el Autómata Programable. El programa deberá ser escrito / transferido a los
módulos de memoria para su posterior ejecución a través de la CPU.
Existen tres tipos diferentes de memoria:
- RAM
- EPROM / EEPROM
- FLASH EPROM
RAM: (Memoria de Acceso Aleatorio). Memoria volátil de lectura y escritura. Se trata
de la memoria principal del PLC. En esta memoria se encuentra el programa del
autómata. El programa puede ser editado y modificado. Hablar de memoria volátil,
implica el hecho de que cualquier caída de tensión en el equipo, supone la pérdida de la
información. Para evitar esto, los equipos suelen incorporar una Batería Tampón o bien
un súper condensador en función del equipo que garantiza la permanencia de la
información durante un tiempo determinado.
EPROM / EEPROM: Memoria de sólo lectura, programable eléctricamente y borrable
mediante señal ultravioleta
EEPROM: Memoria de sólo lectura borrable y grabable de forma eléctrica
Ambas memorias, son memorias de sólo lectura. Se puede visualizar el contenido, pero
nunca modificarlo. Cualquier posible modificación del programa, supone cargar el
programa en la programadora, borrar los contenidos de la memoria EPROM/EEPROM,
modificar el programa en la memoria RAM de la programadora y transferir el conjunto
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -13-
del programa de nuevo a la memoria EPROM/EEPROM empleando el grabador de
memoria existente en el PLC. Además, estas memorias pueden ser programadas de
forma externa mediante la Programadora.
FLASH EPROM Memoria de inferior tamaño a las anteriores pero de capacidad
superior. Son grabables y borrables de forma eléctrica.
Módulos de señales Las señales externas al PLC pueden ser de varios tipos y voltajes.
Podemos clasificar los módulos atendiendo a distintos criterios:
Tipos de señal:
- Módulos digitales
- Módulos analógicos.
Tipos de accionamiento:
- Módulos de entradas
- Módulos de salida
Módulos digitales: Acceden a señales de tensión o corriente cuyos valores
corresponden a un determinado modo de operación de la máquina. Permiten enviar y
recibir información binaria.
Módulos analógicos: Convierten la información analógica en información digital,
capaz de ser procesada por la CPU del PLC. De este modo, podemos realizar controles
de temperatura, velocidad, iluminación, etc.
Señales: El procesador del autómata programable chequea si la entrada es analógica o
digital. Los módulos de entrada digitales realizan una conversión de los valores de
tensión de entrada del PLC. Una señal es una representación de un mensaje o dato.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -14-
Señal analógica: La señal analógica es una señal de tensión variable en el tiempo.
Señal binaria : La señal binaria o digital sólo permite dos estados diferentes: ("OFF" y
"ON"). Estos dos valores son designados con los dígitos "0" y "1.
Señal de estado: Como el PLC trabaja internamente sólo con señales digitales,
únicamente se podrán procesar los estados de señal de "0" ó "1". Los módulos son
capaces de convertir los diferentes valores analógicos en señales binarias, dentro de los
estados de señal de "0" (0V) y "1" (5v).
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -15-
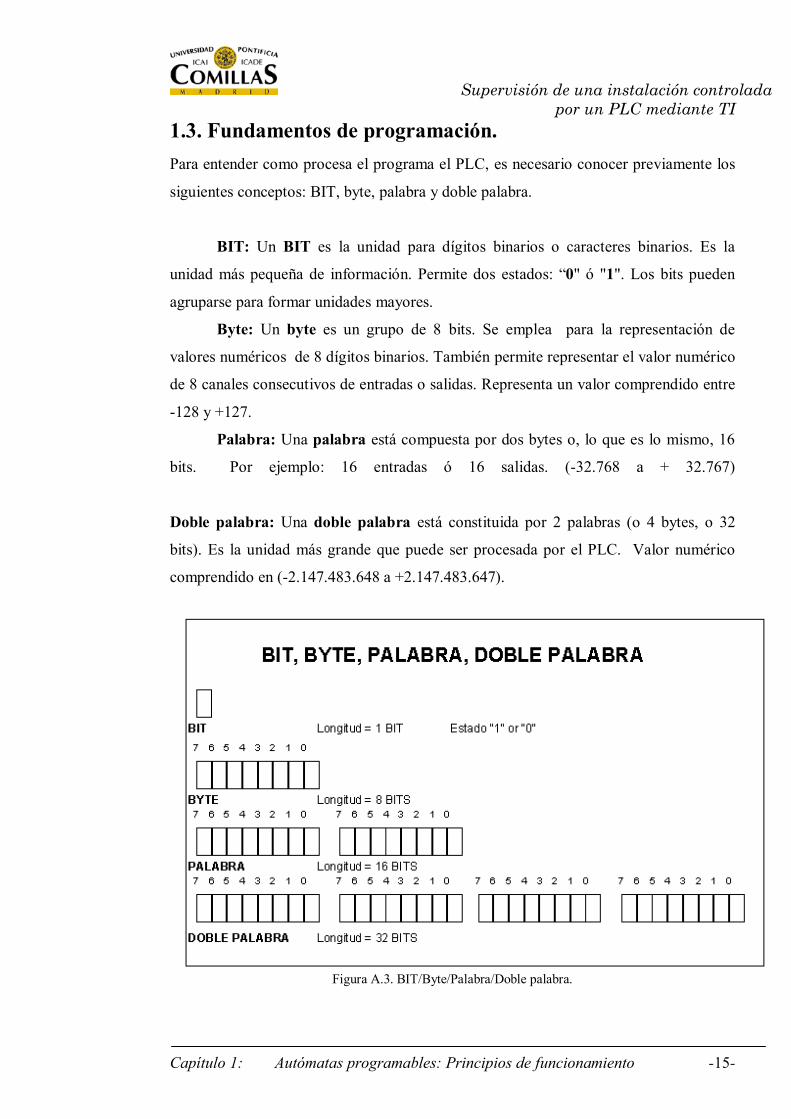
1.3. Fundamentos de programación. Para entender como procesa el programa el PLC, es necesario conocer previamente los
siguientes conceptos: BIT, byte, palabra y doble palabra.
BIT: Un BIT es la unidad para dígitos binarios o caracteres binarios. Es la
unidad más pequeña de información. Permite dos estados: 0" ó "1". Los bits pueden
agruparse para formar unidades mayores.
Byte: Un byte es un grupo de 8 bits. Se emplea para la representación de
valores numéricos de 8 dígitos binarios. También permite representar el valor numérico
de 8 canales consecutivos de entradas o salidas. Representa un valor comprendido entre
-128 y +127.
Palabra: Una palabra está compuesta por dos bytes o, lo que es lo mismo, 16
bits. Por ejemplo: 16 entradas ó 16 salidas. (-32.768 a + 32.767)
Doble palabra: Una doble palabra está constituida por 2 palabras (o 4 bytes, o 32
bits). Es la unidad más grande que puede ser procesada por el PLC. Valor numérico
comprendido en (-2.147.483.648 a +2.147.483.647).
Figura A.3. BIT/Byte/Palabra/Doble palabra.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -16-
1.4. Tipos de programación.
Existen, a la hora de programar un PLC, dos tipos de programación a efectuar, por lo
que, antes de diseñar un programa es necesario entender los diferentes modos en que se
puede estructurar, distinguir los distintos tipos de módulo utilizables así como la forma
de trabajo del PLC.
Programación lineal: El programa completo se localiza en un módulo (OB1) con todas
las instrucciones juntas. Este modelo es similar al esquema de relés fijo reemplazado
por el controlador lógico programable. El sistema procesa sucesivamente las
instrucciones individuales. Todo el programa está contenido en un único módulo.
Normalmente, este módulo es el OB1 (módulo de elaboración cíclica). Las
instrucciones se van ejecutando secuencialmente una detrás de otra. Este sistema de
programación sólo está recomendado en proyectos pequeños
Programación dividida: El programa se divide en módulos, con lo que cada bloque
contiene las operaciones lógicas de un cierto grupo de dispositivos o tareas. Las
instrucciones integradas en el módulo de organización OB1 determina la secuencia en
que se procesan los módulos. Un programa dividido puede, por ejemplo, contener
módulos de instrucciones con los que se controlan los modos de operación individuales
para un proceso industrial.
Programación estructurada: Un programa estructurado contiene módulos con
parámetros (módulos parametrizables). Estos módulos se programan de forma que se
puedan usar universalmente. Durante la llamada se especifican los parámetros
actuales (las direcciones concretas de las entradas y salidas). Un ejemplo de
módulo parametrizable:

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -17-
- Un módulo bomba contiene las instrucciones para una bomba y una
serie de entradas y salidas que cualquier otra bomba puede usar en un
proceso.
- Los módulos de instrucciones lógicas, son los responsables de controlar
la bomba concreta, llamar (abrir) el módulo bomba y proporcionar
información sobre qué bomba debe ser controlada.
- Cuando el módulo bomba concluya de realizar sus instrucciones, el
programa retorna al módulo que le llamó (por ejemplo, OB1) el cual
continúa procesando sus instrucciones
La programación estructurada implica la división del programa en diversos bloques.
Cada uno de estos bloques constituye al mismo tiempo un subprograma.
Ventajas de la programación estructurada:
- Simplificación y claridad de programas largos.
- Posibilidad de estandarizar partes del programa.
- Facilidad en la modificación.
- Simplificación del test;
- Simplificación del comienzo
La programación estructurada permite la utilización de diferentes tipos de módulos, en los que el usuario puede programar o
almacenar datos.
En el caso concreto de este proyecto, la programación de la CPU se ha realizado de manera dividida.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -18-
1.5. Ciclo de trabajo de un PLC.
Elaboración cíclica del programa: Independientemente el modo de representación que
se utilice a la hora de escribir el programa, la programadora se encarga de traducir esta
información en un conjunto de instrucciones legible para el PLC. Cada instrucción está
localizada en una determinada área de la memoria de programa.
El procesador del PLC elabora el programa usuario escrito en la memoria de forma
continuada y repetitiva. Esto es lo que conocemos como elaboración cíclica del
programa.
Figura A.4.Ciclo de trabajo de un PLC.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -19-
Procesamiento cíclico: El autómata programable funciona cíclicamente, esto es, una vez
finalizado un recorrido completo del programa, comienza a procesar nuevamente su
primera instrucción.
El procesamiento cíclico en el autómata programable discurre de la siguiente forma:
(1) Al comenzar cada ciclo, la unidad de control consulta los estados de señal de todos
los módulos de entrada (digitales y analógicos) y forma la imagen de proceso de las
entradas PAE.
Por lo tanto, la PAE es una copia de las señales de entrada.
(2) La unidad de control comienza el procesamiento del programa. La unidad de control
toma de la de la memoria interna el programa (instrucción a instrucción) y las ejecuta.
Para ello establece combinaciones, efectúa cálculos con los datos de la PAE y considera
los estados de los temporizadores y de los contadores, así como de las marcas.
(3) La unidad de control deposita el resultado del procesamiento del programa en la
imagen de proceso de las salidas PAA
(4) La unidad de control sólo transfiere a los módulos de salida, temporizadores y
contadores los estados de señal contenidos en la imagen de proceso de las salidas (PAA)
cuando ha finalizado el recorrido del programa, esto es, al final de un ciclo. Ahora
puede comenzar un nuevo ciclo.
Imagen de proceso: La imagen de proceso constituye el espejo del estado de la
periferia de entrada y salida. Se localiza en una determinada área de la memoria de la
CPU
Imagen de proceso de entrada (PAE): La imagen de proceso de entrada se genera al
comienzo del ciclo. El procesador escanea los estados de señal de la periferia de entrada
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -20-
generando con esta información la Imagen de proceso de entradas (PAE)
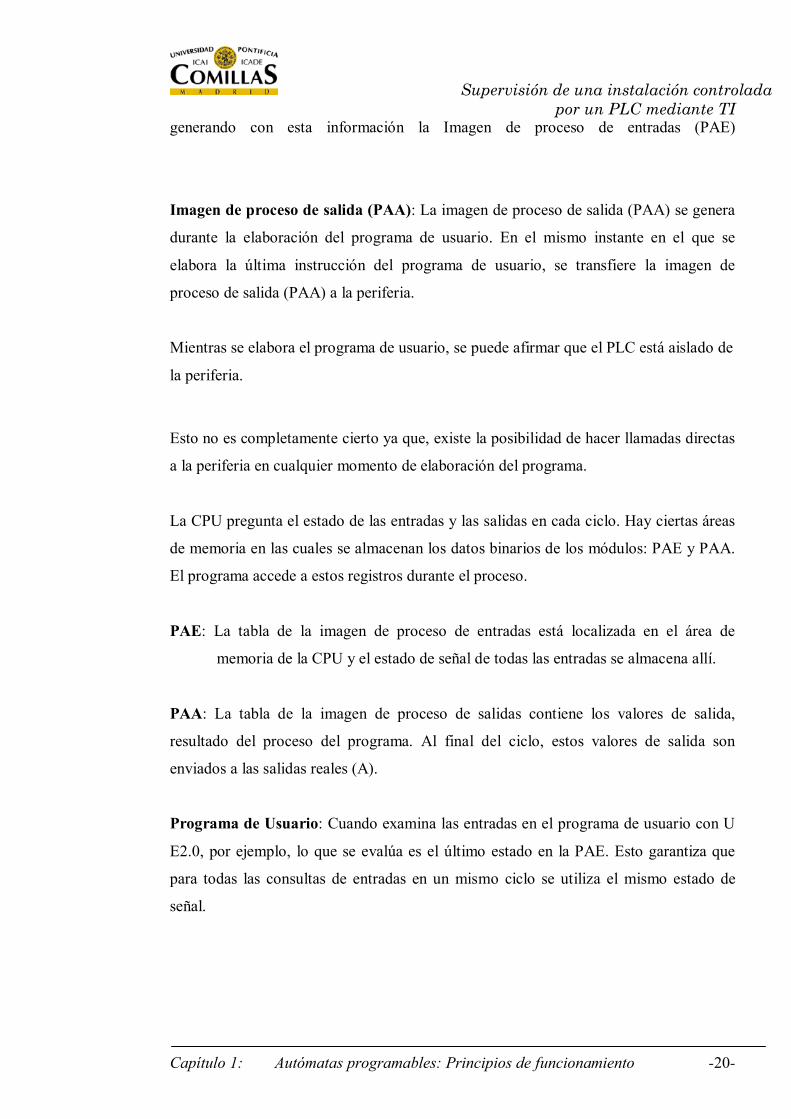
Imagen de proceso de salida (PAA): La imagen de proceso de salida (PAA) se genera
durante la elaboración del programa de usuario. En el mismo instante en el que se
elabora la última instrucción del programa de usuario, se transfiere la imagen de
proceso de salida (PAA) a la periferia.
Mientras se elabora el programa de usuario, se puede afirmar que el PLC está aislado de
la periferia.
Esto no es completamente cierto ya que, existe la posibilidad de hacer llamadas directas
a la periferia en cualquier momento de elaboración del programa.
La CPU pregunta el estado de las entradas y las salidas en cada ciclo. Hay ciertas áreas
de memoria en las cuales se almacenan los datos binarios de los módulos: PAE y PAA.
El programa accede a estos registros durante el proceso.
PAE: La tabla de la imagen de proceso de entradas está localizada en el área de
memoria de la CPU y el estado de señal de todas las entradas se almacena allí.
PAA: La tabla de la imagen de proceso de salidas contiene los valores de salida,
resultado del proceso del programa. Al final del ciclo, estos valores de salida son
enviados a las salidas reales (A).
Programa de Usuario: Cuando examina las entradas en el programa de usuario con U
E2.0, por ejemplo, lo que se evalúa es el último estado en la PAE. Esto garantiza que
para todas las consultas de entradas en un mismo ciclo se utiliza el mismo estado de
señal.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -21-
1.6. Estándar IEC 1131.
El estándar IEC 1131 es un documento escrito por un consorcio de fabricantes de PLCs
y otras instituciones orientado a constituir un soporte de estandarización y unificación
de criterios dentro de la industria de la automatización. Se compone principalmente de
las siguientes partes:
Parte 1: Contiene definiciones generales de términos y características de funciones
típicas para PLCs. Por ejemplo, procesamiento cíclico, imagen de proceso, división del
trabajo entre los dispositivos de programación, Panel de operador...
Parte 2: Especifica los requerimientos eléctricos, mecánicos y funcionales de los
dispositivos y define las pruebas relevantes. Están definidos los siguientes
requerimientos: temperatura, humedad, entrada en servicio, inmunidad a las
interferencias, rangos de trabajo para las señales binarias y estrés mecánico.
Parte 3: Expone especificaciones para los lenguajes de programación. No se genera
ningún nuevo lenguaje. Más aún, se armonizan los lenguajes más difundidos y se
incluyen nuevos elementos orientados al futuro. Además del AWL, el KOP y el CSF se
incluye como cuarto lenguaje el texto estructurado.
Parte 4: Contiene las guías para usuarios de PLC. Se incluye información para todas las
etapas de un proyecto: empezando por el análisis del sistema hasta la fase de
especificación y selección de equipos e incluso el mantenimiento de los mismos.
Parte 5: Describe la comunicación entre PLCs de diferentes fabricantes así como entre
el PLC y cualquier otro dispositivo. Basándose en el estándar MAP, las utilidades de
comunicación de un PLC se definen como estándares suplementarios para ISO//IEC
9506-1/2. Se describen los módulos de comunicaciones junto a operaciones estándar de
lectura y escritura.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -22-
1.7. Gama de autómatas Siemens.
Una vez vistas las características principales de un autómata, tanto a nivel de
componentes como de programación, se está en disposición de ver la gama de
autómatas que ofrece Siemens actualmente y de comprender mejor las características
técnicas de los mismos, lo cual dará idea de las diferentes prestaciones y las diferencias
existentes entre ellos. Además, esta breve muestra de la gama de productos llevará a
situar mejor la posición ocupada por el autómata que se utiliza en el proyecto, la CPU
313-2DP.
Existe una diferenciación muy clara en la gama de autómatas Siemens, dividida
completamente en dos gamas: la gama S5 y la gama S7.
La gama S5 es la primera gama de autómatas Siemens salida al mercado. Así pues, su
origen se remonta unos veinte años atrás. No obstante se trata de una gama muy amplia,
con autómatas de diferentes prestaciones que cubren cualquier necesidad. Su principales
características a nivel de hardware es el amplio abanico de componentes, amplia
modularidad y sobretodo una robustez y fiabilidad avalada desde hace años. Pero
quizás, la característica diferenciadora más acusada respecto a la gama de S7, sea a
nivel de programación, ya que el software de programación de este tipo de autómatas,
denominado Step 5, se basaba en un entorno MS-DOS.
En cambio al hablar de la gama S7 se observa que son autómatas más rápidos,
funcionales, flexibles, modulares etc.... y además el entorno de programación sobre el
que se trabaja, el denominado Step 7, se basa en el entorno Windows, con lo todo lo que
implica a nivel de hacer la programación más intuitiva, potente y visual. No obstante no
todos son ventajas directas, ya que el continuo desarrollo de nuevos componentes, redes
de comunicación, componentes de visualización etc..., hagan que la complejidad de
trabajar con este tipo de tecnologías vaya aumentando en la medida que aumenta la
potencia de los equipos.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -23-
El autómata que se usa en el proyecto, la CPU 313-2DP, es el último exponente de las
nuevas tecnologías de automatización, en el que tiene un puerto adicional para la
conexión por Profibus.
A continuación se muestra brevemente la gama de autómatas Siemens
Gama de autómatas S5.
Podemos estructurar la gama S5 de la siguiente forma:
- Gama baja: S5-90U/S5-95U/ S5-95F/ S5-100U
- Gama media: S5-115E/ S5-115H/ S5-115F
- Gama media-alta: S5-135U/ S5-155U/ S5-155H

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -24-
S5-90U/S5-95U
Los mini autómatas S5-90U y S5-95U son equipos compactos para resolver
económicamente tareas de automatización de pequeña complejidad. Pueden utilizarse
en todas las aplicaciones de control con una estructura sencilla y cuyo montaje exige
poco espacio.
Figura A.5.Autómata S5-90U.
S5-95F
El autómata S5-95F es un mini autómata de seguridad para la gama baja.
Figura A.6.Autómata S5-95F.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -25-
S5-100U
El mini autómata S5-100U es adecuado para resolver tareas de automatización muy
diversas. Tiene una estructura modular (mediante elementos de bus) configurable en
pequeños pasos y dispone de varios tipos de módulos que le permiten adaptarse
óptimamente a la tarea encomendada.
Un mini autómata S5-100U se compone fundamentalmente de: la unidad central, los
elementos de bus y los módulos periféricos que se enchufan en los elementos de bus.
La unidad central y los elementos de bus se enganchan en un perfil soporte
normalizado.
La unidad central contiene un circuito de alimentación para entrada a DC 24 V. Si el
autómata se conecta a una tensión de AC 115 V/230 V, ha de disponerse una fuente de
alimentación adicional. A la derecha de la unidad central se enganchan los elementos de
bus para recibir a los módulos periféricos y unirlos con la unidad central.
Figura A.7.Autómata S5-100U.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -26-
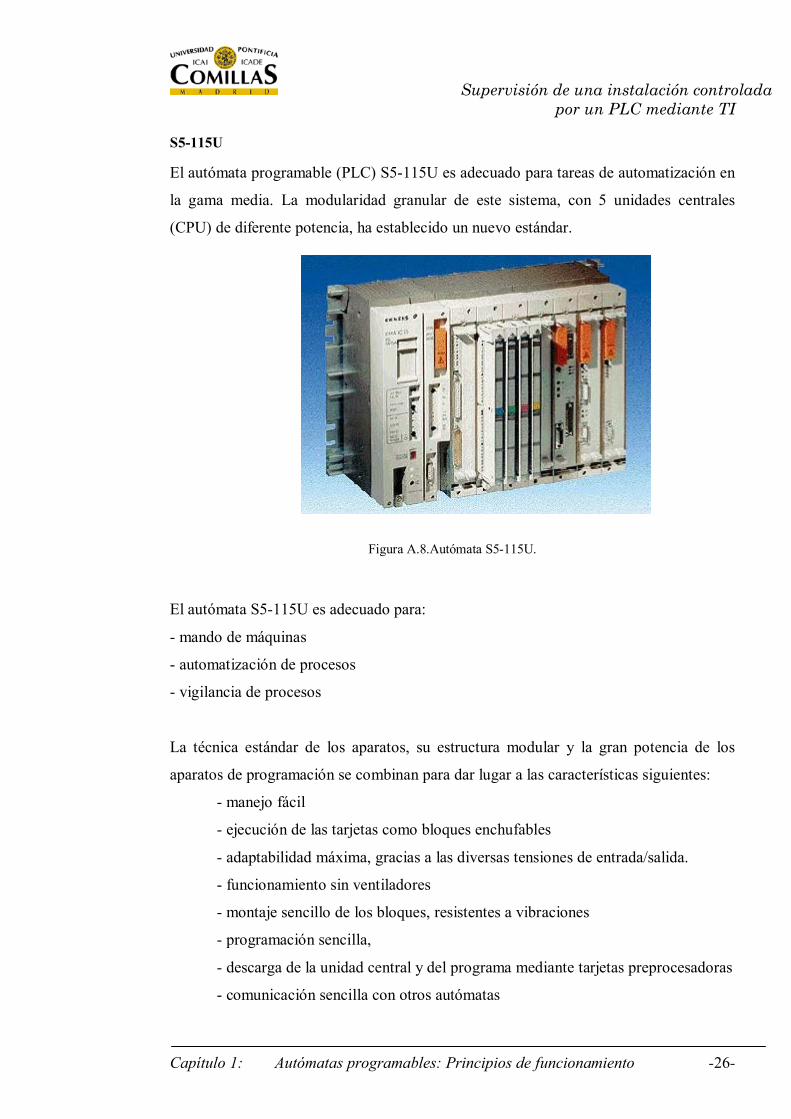
S5-115U
El autómata programable (PLC) S5-115U es adecuado para tareas de automatización en
la gama media. La modularidad granular de este sistema, con 5 unidades centrales
(CPU) de diferente potencia, ha establecido un nuevo estándar.
Figura A.8.Autómata S5-115U.
El autómata S5-115U es adecuado para:
- mando de máquinas
- automatización de procesos
- vigilancia de procesos
La técnica estándar de los aparatos, su estructura modular y la gran potencia de los
aparatos de programación se combinan para dar lugar a las características siguientes:
- manejo fácil
- ejecución de las tarjetas como bloques enchufables
- adaptabilidad máxima, gracias a las diversas tensiones de entrada/salida.
- funcionamiento sin ventiladores
- montaje sencillo de los bloques, resistentes a vibraciones
- programación sencilla,
- descarga de la unidad central y del programa mediante tarjetas preprocesadoras
- comunicación sencilla con otros autómatas

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -27-
- puesta en marcha fácil
Un autómata programable (AG) S5-115U se compone de un aparato central (con
bastidor CR 700) y, según necesidad, aparatos de ampliación (con bastidor ER 701).
El aparato central incluye siempre una fuente de alimentación y una unidad central
(CPU).
S5-115H
Para instalaciones con grandes requisitos en cuanto a seguridad contra fallos es posible
configurar un autómata de alta disponibilidad S5-115U.
Figura A.9.Autómata S5-115H.
El autómata S5-115H se compone de 2 aparatos centrales conectados entre sí. Trabaja
de acuerdo con el principio "maestro-esclavo". Uno de los dos aparatos centrales que lo
componen es el maestro y controla el proceso. En caso de avería, el segundo aparato, el
esclavo, se hace cargo del mando inmediatamente.
S5-115F
Para instalaciones con grandes requerimientos en lo que respecta a la seguridad (p. ej.
transporte de personas, instalaciones de combustión) es posible configurar un autómata
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -28-
de seguridad S5-115F sobre la base de dos bastidores centrales del S5-115U y las CPUs
correspondientes.
La seguridad es un criterio cada vez más importante en procesos de producción
modernos. Por ello las instalaciones que en caso de avería puedan ocasionar un peligro
para personas, máquinas, producción o medio ambiente han de cumplir unos requisitos
de seguridad cada vez más elevados.
El autómata de seguridad S5-115F se compone de 2 aparatos centrales unidos entre sí.
Todas las tarjetas que se utilicen en este equipo deberán haber superado un ensayo
oficial de prototipo.
Los sistemas de seguridad (tipo F) desconectan la parte afectada en cuanto se presenta
una avería.
La norma DIN V 19250 define los requisitos de seguridad que debe cumplir el equipo
de control de una instalación y establece hasta 8 categorías de seguridad. La categoría
de seguridad para una determinada aplicación puede conocerse a partir de un grafo de
riesgo, definido en DIN V 19250.
El autómata S5-115F corresponde a la categoría de seguridad 6 según DIN V 19250.
Por ello puede aplicarse en todos aquellos casos en los cuales se planteen unos
requisitos de las categorías 1 a 6. Como ejemplos de casos con la categoría 6 pueden
citarse:
- instalaciones de combustión, por ejemplo, centrales térmicas de carbón,
- instalaciones para transporte de personas, por ejemplo, teleféricos, metros suburbanos
- instalaciones de señalización de tráfico
- instalaciones de telecontrol para oleoductos y gasoductos
- instalaciones para protección del medio ambiente
- instalaciones de producción de gases peligrosos

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -29-
S5-135U
El equipo multiprocesador compacto para todas las tareas de la gama media. Sus tarjetas
compactas minimizan las necesidades de espacio en el armario eléctrico.
S5-155U
El PLC de altas prestaciones que ofrece la máxima potencia con tiempos de ejecución
extremadamente cortos. Memoria gigante y modo multiprocesador.
Figura A.10.Autómata S5-155U.
S5-155H
Para tareas de automatización que no deban interrumpirse bajo ningún concepto, existe
la versión de alta disponibilidad SIMATIC S5-155H. Para que el autómata de alta
disponibilidad S5-155H esté realmente disponible en todo momento, se ha configurado
redundante. El S5-155H se compone de 2 aparatos centrales.
Los autómatas S5-155H y el S5-155H Lite están compuestos por 2 aparatos centrales
acoplados entre sí y trabajan de acuerdo al principio "maestro-esclavo". Uno de los dos
aparatos centrales es el maestro y controla el proceso. En caso de avería, el segundo
aparato, el esclavo, se hace cargo de la tarea inmediatamente.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -30-
Gama de autómatas S7.
Al contrario que en la gama S5, la estructuración de la gama S7 es mucho más sencilla,
pudiéndola clasificar de la siguiente forma:
- Gama baja: S7-200
- Gama media: S7-300
- Gama alta: S7-400 / S7-400 H
Figura A.11. Gama de autómatas S7 de Siemens.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -31-
S7-200
El micro-PLC para el máximo efecto de automatización al mínimo coste. Aplicable
tanto para los controles más simples como también para tareas complejas de
automatización. Se trata de un PLC que por motivos económicos, se puede implementar
en campos donde no se aplicaban hasta ahora autómatas programables, que además
posee destacadas prestaciones de tiempo real y potentes posibilidades de comunicación
(PPI, PROFIBUS-DP, AS-Interface) y además ofrece un montaje, programación y uso
particularmente fáciles.
Figura A.12. Autómata S7-200.
Se ofrecen cinco equipos básicos diferentes:
- CPU 210: El especialista para aplicaciones en serie
- CPU 212: La entrada en la gama a precio favorable.
- CPU 214: El autómata (PLC) también para tareas exigentes con un mayor número de
E/S, mayor memoria y muchas funciones especiales integradas (por ejemplo, aritmética
en coma flotante)
- CPU 215: Con capacidad óptima de comunicación gracias a interfaces PPI y
PROFIBUS y máximas prestaciones de tiempo real dentro de la familia, en particular
para controlar de forma segura procesos muy rápidos en una red PROFIBUS-DP
(velocidad: 12 Mbits/s) o para tareas de procesamiento simples.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -32-
- CPU 216: Con 2 interfaces PPI y 40 entradas/salidas;
Para controlar fiablemente también secciones de maquinaria o instalaciones de mayor
envergadura. El segundo puerto PPI puede utilizarse también para conectar
simultáneamente módems, impresoras o lectores de código de barras.
El S7-200 permite el montaje horizontal y vertical en perfil soporte normalizado o
directamente en el armario usando los taladros integrados (no apoyado en su base)

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -33-
S7-300
El S7-300 es un sistema de mini autómata modular para las gamas baja y media.
Su construcción modular, el funcionamiento sin necesidad de ventiladores, la sencilla
realización de arquitecturas descentralizadas y el fácil manejo hacen que el S7-300 sea
la solución económica y confortable para las más variadas aplicaciones en la gama baja
y media.
Figura A.13. Autómata S7-300.
El usuario dispone de varias CPU de potencia escalonada y un amplio espectro de
módulos periféricos con gran volumen de confortables funciones que le permiten
emplear sólo aquellos módulos que necesite para cada aplicación. Si aumentaran las
tareas, el autómata puede ampliarse posteriormente añadiendo los módulos requeridos.
Para configurar un SIMATIC S7-300 se dispone de varias CPUs de potencia
escalonada:
- CPU 312 IFM, la CPU compacta con entradas/salidas digitales integradas, para
instalaciones que no precisan tratamiento de señales analógicas.
- CPU 313, para instalaciones con requisitos adicionales en el volumen del programa
- CPU 314 IFM, la CPU compacta con entradas/salidas digitales y analógicas integradas
para instalaciones con altos requisitos de tiempo de respuesta y funciones especiales.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -34-
- CPU 314, para instalaciones que requieren gran volumen de programa y alta velocidad
de ejecución.
- CPU 315/315-2 DP, para instalaciones con requisitos medios/altos en cuanto a
volumen de programa y configuración descentralizada a través de PROFIBUS-DP
- CPU 316, para instalaciones con altos requisitos de volumen del programa
- CPU 318-2 DP, para instalaciones con muy altos requisitos de volumen del programa
y configuración descentralizada a través de PROFIBUS-DP
Todas las CPU tienen una caja de plástico robusta y compacta. En el lado frontal hay
LEDs de indicación de estado y fallo, selector (con llave) de modo de operación y un
puerto MPI
Además las CPUs ofrecen:
- Receptáculo para la pila tampón (no la CPU 312 IFM)
- Receptáculo para Memory Card; para salvaguardar el programa a prueba de fallos de
alimentación es posible enchufar una Memory Card (Flash-EPROM) de como máximo
512 Kbytes (no en CPU 312 y CPU 314 IFM)

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -35-
S7-400
Se trata del autómata para las gamas media y alta, siendo la solución ideal, incluso para
tareas muy exigentes. Posee una extensa gama de módulos y diferentes CPUs de
potencia escalonada para una adaptación óptima a la tarea de automatización. El ámbito
de aplicación es muy flexible gracias a la facilidad de realización de estructuras
descentralizadas y extensas funciones de comunicación. Al ser modular, se amplia sin
problemas si aumentan las tareas
Figura A.14. Autómata S7-400.
S7-400H
Se trata de un autómata de alta disponibilidad (tolerante a fallos) con configuración
redundante, que se emplea para aplicaciones con altos requisitos de seguridad ante
fallos.
Se produce una conmutación automática y sin interferencias al equipo de reserva en
caso de fallo.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -36-
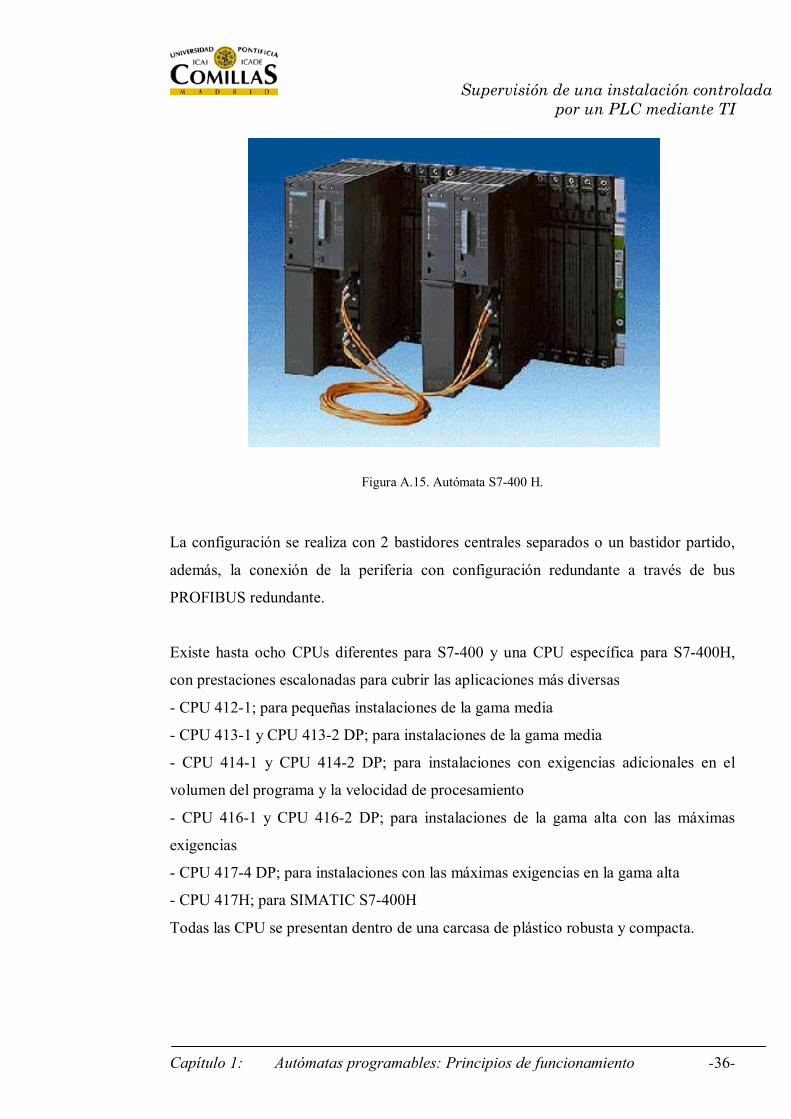
Figura A.15. Autómata S7-400 H.
La configuración se realiza con 2 bastidores centrales separados o un bastidor partido,
además, la conexión de la periferia con configuración redundante a través de bus
PROFIBUS redundante.
Existe hasta ocho CPUs diferentes para S7-400 y una CPU específica para S7-400H,
con prestaciones escalonadas para cubrir las aplicaciones más diversas
- CPU 412-1; para pequeñas instalaciones de la gama media
- CPU 413-1 y CPU 413-2 DP; para instalaciones de la gama media
- CPU 414-1 y CPU 414-2 DP; para instalaciones con exigencias adicionales en el
volumen del programa y la velocidad de procesamiento
- CPU 416-1 y CPU 416-2 DP; para instalaciones de la gama alta con las máximas
exigencias
- CPU 417-4 DP; para instalaciones con las máximas exigencias en la gama alta
- CPU 417H; para SIMATIC S7-400H
Todas las CPU se presentan dentro de una carcasa de plástico robusta y compacta.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 1: Autómatas programables: Principios de funcionamiento -37-
Los elementos de mando y señalización están dispuestos de la misma forma. Los
mismos elementos desempeñan las mismas funciones.
En el lado frontal hay:
- LED; para señalización de estado y de fallo.
- Selector de modo con llave, para seleccionar el modo de operación.
En el siguiente capítulo se describirán todos los pasos para la programación del PLC
que se utiliza en el proyecto, mencionando muchas veces conceptos aquí tratados.
[MAND00] [SIMA05]

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 38-
Capítulo 2:
Software de programación Step 7: Fundamentos
2.1. Conceptos fundamentales 39
2.2. Autorización o licencia 41
2.3. Realización de un proyecto de Step 7 43
2.4. Herramientas de Step 7 45
- Administrador SIMATIC 46 - HW-Config: Configurar el hardware 49 - NETPRO: Configurar redes de comunicación 51 - Editor de bloques de programa 52 - Editor de símbolos 58 - Datos de referencia 59
2.5. Programa del proyecto 62
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 39-
En este anexo, se presentan las bases del programa Step 7 y que posibilidades ofrece a
la hora de programar autómatas SIMATIC S7. Todo ello se verá de manera ilustrada,
con diferentes pantallas del software, así como un esquema donde se representa las
funciones básicas del programa del proyecto.
2.1.- Fundamentos de Step 7.
STEP 7 es el software estándar para configurar y programar los sistemas de
automatización SIMATIC S7. STEP 7 forma parte del software industrial SIMATIC.
Se dispone de las siguientes versiones del software estándar STEP 7:
- STEP 7-Micro/DOS y STEP 7-Micro/WIN para aplicaciones autónomas
sencillas en sistemas de automatización SIMATIC S7-200.
- STEP 7-Mini para aplicaciones autónomas sencillas en sistemas de
automatización SIMATIC S7-300 y SIMATIC C7-620.
- STEP 7 para aplicaciones en sistemas de automatización SIMATIC S7-
300/400, SIMATIC M7-300/400 y SIMATIC C7 con funciones ampliadas:
- Ampliable opcionalmente mediante los productos de software
contenidos en el Software Industrial SIMATIC.
- Posibilidad de parametrizar bloques de función y de comunicación.
- Forzado y modo multiprocesador.
- Comunicación de datos globales.
- Transferencia de datos controlada por eventos con bloques de comunicación y de
función.
- Configuración de enlaces.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 40-
El software estándar asiste en todas las fases de creación de soluciones de
automatización, tales como:
- Crear y gestionar proyectos
- Configurar y parametrizar el hardware y la comunicación
- Gestionar símbolos
- Crear programas, por ejemplo, para sistemas de destino S7
- Cargar programas en sistemas de destino
- Comprobar el sistema automatizado
- Diagnosticar fallos de la instalación
Los lenguajes de programación SIMATIC integrados en STEP 7 cumplen con la norma
DIN EN 6.1131-3. El software estándar se ejecuta bajo el sistema operativo Windows,
estando adaptado a su funcionamiento gráfico y orientado a los objetos. Por tanto es
intuitivo de manejar y a poco que se dominen los conceptos básicos a autómatas y
programación, se le puede sacar un gran partido.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 41-
2.2.- Autorización o licencia.
Para poder utilizar el software de programación STEP 7, con excepción de STEP 7-
Mini, se requiere una autorización específica para el producto (permiso de utilización).
El software está protegido, así pues, sólo se puede utilizar si en el disco duro de la PG o
del PC se detecta la autorización necesaria para el programa o para el paquete de
software.
Gestión de la autorización contenida en el disquete de autorización.
Para instalar la autorización se requiere el correspondiente disquete protegido contra
copia que se incluye con el software. Para visualizar, instalar y desinstalar las
autorizaciones, se requiere tener un programa llamado AuthorsW, el cual, se encuentra
en el CD-ROM de STEP 7.
Figura B.1. Pantalla de AuthorsW.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 42-
El número permitido de autorizaciones está fijado en dicho disquete mediante un
contador de instalaciones. Dicho número se reduce en 1 al instalar una autorización.
Cuando el contador alcanza el valor "cero", no se pueden instalar más autorizaciones
con el disquete.
La autorización se puede perder a causa de un defecto en el disco duro que impida
desinstalarla. En tal caso se puede utilizar la autorización de emergencia. Esta se
encuentra también en el disquete de autorización. La autorización de emergencia
permite seguir utilizando el software por un tiempo limitado de 15 días. Al iniciar el
software, se indica el tiempo que queda hasta su vencimiento. Dentro de dicho plazo es
necesario sustituir la autorización que se ha perdido.
El plazo disponible para la autorización de emergencia comienza en el momento de la
instalación de la misma, aun cuando no se arranque STEP 7. Aunque vuelva a transferir
la autorización al disquete, no se detendrá el transcurso del plazo.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 43-
2.3.- Realización de un proyecto de STEP 7.
La realización de un proyecto de Step 7 para afrontar una tarea de Automatización debe
de seguir más o menos unos pasos lógicos teniendo siempre un grado de flexibilidad. El
siguiente organigrama muestra, los pasos a seguir de forma que ayudan a plantear en
gran medida la aplicación de manera más estructurada y ordenada.
Figura B.2. Flujograma de realización de un Proyecto de Step 7.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 44-
Estructuración del organigrama:
-Instalación y autorización: Al utilizar STEP 7 por primera vez, es preciso instalar el
software y transferir la autorización residente en el disquete al disco.
- Diseñar el control: Antes de trabajar con STEP 7, se debe planificar su solución de
automatización dividiendo primero el proceso en diversas tareas y creando luego un
plano de configuración.
- Crear la estructura del programa: Las tareas descritas en el diseño del control se tienen
que plasmar en un programa estructurado en base a los bloques disponibles en STEP 7
- Iniciar STEP 7: STEP 7 se arranca desde la interfase de Windows.
- Crear la estructura del proyecto: Un proyecto es una carpeta que contiene todos los
datos estructurados jerárquicamente, estando disponibles en cualquier momento. Tras
crear un proyecto, todos los demás trabajos se realizan en el mismo.
- Crear el equipo: Al crear el equipo se define el sistema de automatización utilizado:
por ejemplo SIMATIC 300, SIMATIC 400.
- Configurar el hardware: Al configurar el hardware se define en una tabla de
configuración qué módulos se utilizarán para la solución de automatización y a través
de qué direcciones se accederá a los módulos desde el programa de usuario. Además,
las propiedades de los módulos se pueden ajustar mediante parámetros).
- Configurar redes y enlaces de comunicación: Para poder establecer comunicaciones
con otras estaciones primero hay que configurar una red. Para ello se deben crear las
subredes necesarias para la red de autómatas, definir las propiedades de las subredes,
parametrizar las propiedades de conexión de los equipos que la integran, así como
determinar los enlaces de comunicación requeridos.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 45-
- Definir los símbolos: En lugar de utilizar direcciones absolutas es posible definir
símbolos locales o globales en una tabla de símbolos, empleando nombres auto
explicativos que se utilizarán luego en el programa.
2.4.- Herramientas de Step 7
A continuación, se detallan las más importantes funciones de cada herramienta, cada
una con su pantalla de Step 7 correspondiente con el proyecto de Sicalis como ejemplo,
lo cual nos ayudará tener una referencia visual más concreta. Con ello, se entenderá más
claramente el anexo G del proyecto, que contiene el Programa de Step 7 creado para la
aplicación del proyecto y en el que se muestran diferentes datos e informaciones de
prácticamente todas las herramientas de Step 7.
El software estándar STEP 7, ofrece en el paquete básico una serie de herramientas a la
hora de realizar proyectos:
- Administrador SIMATIC.
- HW-Config: Configurar el hardware.
- NETPRO: Configurar redes de comunicación.
- Editor de bloques de programa en KOP, FUP y AWL.
- Editor de símbolos.
- Datos de referencia.
Cada una de estas herramientas se ve representada en una ventana de Windows con su
menú de opciones correspondiente a cada una de ellas. Las herramientas no se deben

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 46-
llamar por separado, puesto que arrancan automáticamente al seleccionarse una
determinada función o al abrirse un objeto. Pudiendo tener dos o más herramientas
abiertas a la vez.
Administrador SIMATIC.
El Administrador SIMATIC es la interfase de acceso a la configuración y
programación, permitiendo acceder a las demás herramientas, que permitirán:
· crear proyectos,
· configurar y parametrizar el hardware,
· configurar redes de hardware,
· programar bloques,
· probar y hacer funcionar los programas.
Figura B.3.Ventana del Administrador Simatic.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 47-
El acceso a las funciones es orientado a objetos, con lo cual resulta fácil de aprender.
Se puede trabajar con el Administrador SIMATIC:
· Offline, es decir, sin conectar el sistema de automatización, o bien
· Online, es decir, estando conectado el sistema de automatización.
Tanto offline como online, desde el administrador, se tiene la visión general de todo el
proyecto, incluyendo los diferentes módulos de programación.
Los módulos son partes funcionales del programa de usuario. Se diferencian en su
función, uso y estructura. Los módulos representan el código ejecutable del programa.
El entorno STEP7 soporta los siguientes tipos de módulos:
- OB - Módulos de Organización
- FC Funciones
- FB - Módulos de Función
- SFC - Funciones de Sistema
- SFB - Módulos de Función de Sistema
- DB - Módulos de Datos
- SDB - Módulos de Datos de Sistema
- UDT - Tipos de Datos definidos por el Usuario
Módulos de sistema: Los módulos de sistema son funciones predefinidas o módulos
integrados en el sistema operativo de la CPU. Estos módulos no ocupan ningún espacio
adicional en la memoria de usuario. Los módulos de sistema se llaman desde el
programa de usuario. Estos módulos tienen la misma interfase, la misma designación y
el mismo número en todo el sistema.
Módulos de usuario: Los módulos de usuario son áreas provistas para administración
del código del programa y los datos del programa. Basado en las condiciones para su
proceso, puede estructurar su programa con las distintas opciones de módulos de
usuario. Algunos de estos módulos se pueden ejecutar cíclicamente y otros se ejecutan

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 48-
sólo cuando se necesiten. Los módulos de usuario se llaman también módulos de
programa. Si se elige finalmente la programación estructurada, hay que saber los diferentes tipos de bloque que ofrece Step 7 a la hora de
programar.
Módulo de organización: Los módulos de organización (OB) constituyen los módulos
ejecutables del sistema. Todo el programa podrá ser almacenado en el módulo OB1
(módulo de elaboración cíclica). Por otra parte, el programa podrá ser almacenado en
distintos bloques, en cuyo caso el módulo OB1 es utilizado para realizar la llamada del
resto de los módulos.
Módulo de función: Un módulo de función (FB) es un bloque que contiene una parte
del programa y que controla una determinada área de la memoria. Este módulo ofrece la
posibilidad de utilizar parámetros. Estos módulos se emplean para tareas repetitivas o
funciones complejas.
Función: Una función (FC) es, de acuerdo a la norma IEC 1131-3 un módulo de datos
estáticos. Te ofrece la posibilidad de transferir datos al programa de usuario.
Todas las operaciones son utilizables en todos los módulos (FB, FC y OB).
Módulos de datos: Los módulos de datos (DB) constituyen áreas de datos en el
programa de usuario. Sólo contiene datos.
Módulos de organización: Constituyen el interfaz entre la CPU y el programa. El
sistema operativo llama a estos módulos de código para que realicen distintas
operaciones de acuerdo a su función.
- OB1: Es un módulo de código que trabaja cíclicamente, el OB1 se ejecuta en
cada ciclo. Puede almacenar y ejecutar su programa completo en el OB1, o bien
puede almacenar su programa en diferentes módulos lógicos y utilizar el OB1
para llamarlos cuando sea necesario. Además del OB1, el sistema operativo
puede llamar a otros OBs en respuesta a ciertos eventos. Los OBs sólo pueden
ser llamados por el sistema operativo, no por otros módulos lógicos. El sistema

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 49-
operativo de la CPU del S7 ofrece 26 clases de prioridad (niveles de ejecución
del programa). El sistema operativo procesa los OBs de acuerdo a su prioridad.
El OB1 (prioridad clase 1) tiene la prioridad más baja de todos los OBs. Esto
significa que todos los otros OBs pueden interrumpir la ejecución cíclica del
OB1 si es necesario.
HW-Config: Configuración del hardware
Esta herramienta se utiliza para configurar y parametrizar el hardware de un proyecto de
automatización. Es por tanto el lugar donde se almacena la información de los
elementos hardware (CPUs, módulos de E/S, periferia DP, etc...) que se tienen.
Figura B.4.Ventana de Configuración de Hardware.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 50-
Para configurar el sistema de automatización, se eligen primero los bastidores (racks) de
un catálogo electrónico y luego se asignan los módulos seleccionados a los slots de los
bastidores. La configuración de la periferia descentralizada se efectúa del mismo modo.
Al parametrizar la CPU se pueden ajustar mediante menús propiedades tales como el
comportamiento en el arranque y la vigilancia del tiempo de ciclo. Se asiste el modo
multiprocesador. Los datos introducidos se depositan en bloques de datos del sistema
(SDBs).
Al configurar los módulos, todos los datos se pueden ajustar en cuadros de diálogo. No
es preciso efectuar ajustes físicos en ellos. La parametrización de los módulos se efectúa
automáticamente durante el arranque de la CPU. Por consiguiente se puede por ejemplo
sustituir un módulo sin necesidad de repetir la parametrización.
La parametrización de módulos de función (FMs) y de procesadores de comunicaciones
(CPs) se efectúa con la misma herramienta de configuración del hardware y de forma
idéntica a como se parametrizan los demás módulos. Para cada FM y CP se dispone de
cuadros de diálogo específicos de los módulos (que forman parte del volumen de
suministro del paquete de funciones FM/CP).
El sistema impide que se efectúen entradas incorrectas, ofreciéndose en los cuadros de
diálogo sólo posibles entradas admisibles, previniendo así la configuración de datos
erróneos.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 51-
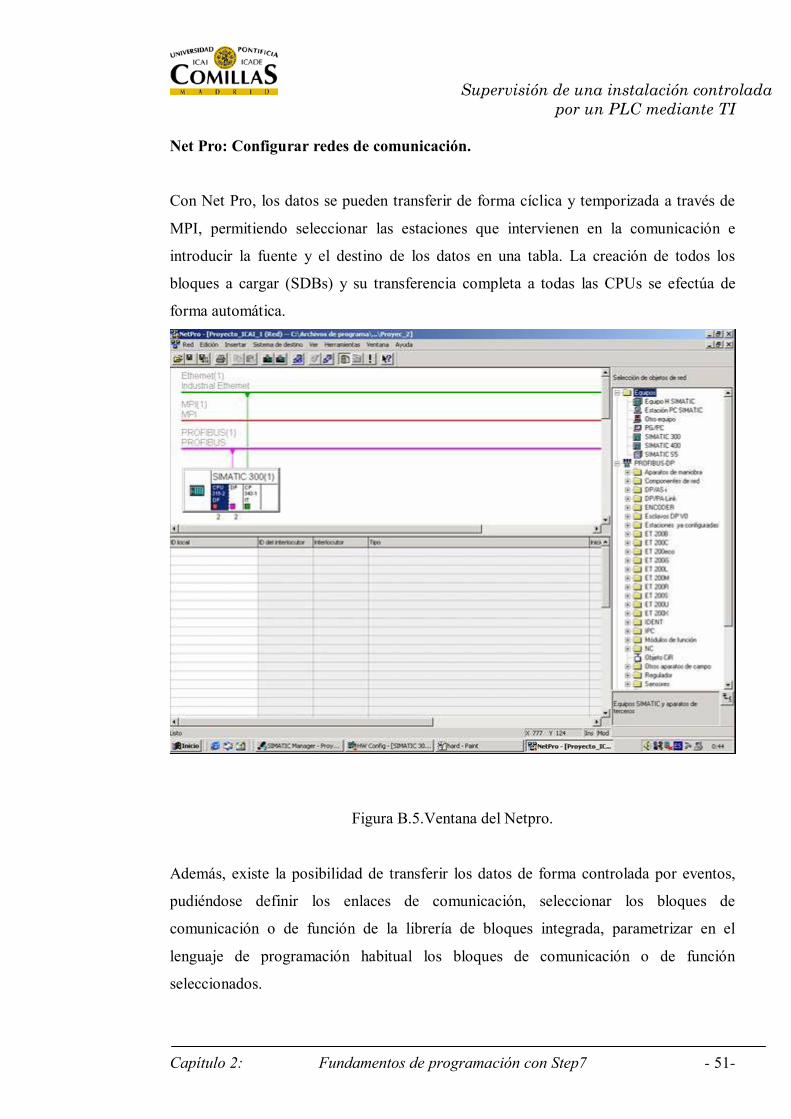
Net Pro: Configurar redes de comunicación.
Con Net Pro, los datos se pueden transferir de forma cíclica y temporizada a través de
MPI, permitiendo seleccionar las estaciones que intervienen en la comunicación e
introducir la fuente y el destino de los datos en una tabla. La creación de todos los
bloques a cargar (SDBs) y su transferencia completa a todas las CPUs se efectúa de
forma automática.
Figura B.5.Ventana del Netpro.
Además, existe la posibilidad de transferir los datos de forma controlada por eventos,
pudiéndose definir los enlaces de comunicación, seleccionar los bloques de
comunicación o de función de la librería de bloques integrada, parametrizar en el
lenguaje de programación habitual los bloques de comunicación o de función
seleccionados.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 52-
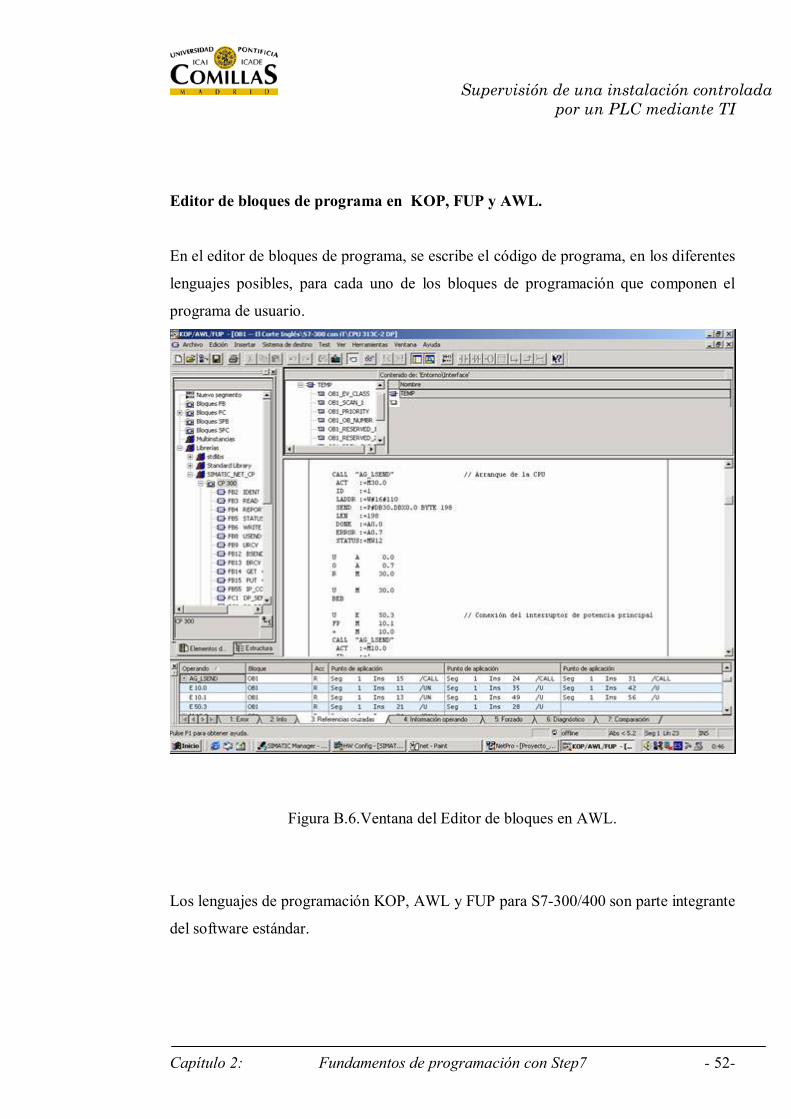
Editor de bloques de programa en KOP, FUP y AWL.
En el editor de bloques de programa, se escribe el código de programa, en los diferentes
lenguajes posibles, para cada uno de los bloques de programación que componen el
programa de usuario.
Figura B.6.Ventana del Editor de bloques en AWL.
Los lenguajes de programación KOP, AWL y FUP para S7-300/400 son parte integrante
del software estándar.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 53-
A continuación se describen las características básicas de cada uno de ellos, así como de
otros lenguajes no estándar que también pueden usarse con Step 7.
FUP (diagrama de funciones): FUP es la abreviatura alemana de Funktionsplan, que
en español quiere decir diagrama de funciones. FUP es un lenguaje de programación
gráfico. Para representar la lógica, este lenguaje emplea los cuadros lógicos según el
álgebra de Bool. Además, las funciones complejas (por ejemplo, funciones
matemáticas) se pueden representar directamente junto con los cuadros lógicos.
KOP (esquema de contactos): Lenguaje de programación gráfico. La sintaxis de las
instrucciones es similar a la de un esquema de circuitos. KOP permite observar la
circulación de la corriente a través de contactos, elementos complejos y bobinas.
AWL (lista de instrucciones): Lenguaje de programación textual orientado a la
máquina. En un programa creado en AWL, las instrucciones equivalen en gran medida a
los pasos con los que la CPU ejecuta el programa. Por ello, se trata del lenguaje más
potente y difícil, estando más orientado al programador. No obstante con el se programa
en la mayoría de los casos, pues las tareas que realizan los autómatas SIMATIC S7-300
y 400 son en su gran mayoría complicadas. No obstante, para facilitar la programación
AWL se ha ampliado con algunas estructuras de lenguajes de alto nivel (tales como
accesos estructurados a datos y parámetros de bloques).
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 54-
Además de éstos, se pueden instalar otros lenguajes de programación opcionales, que
permiten resolver mejor tareas más específicas. Dichos lenguajes son:
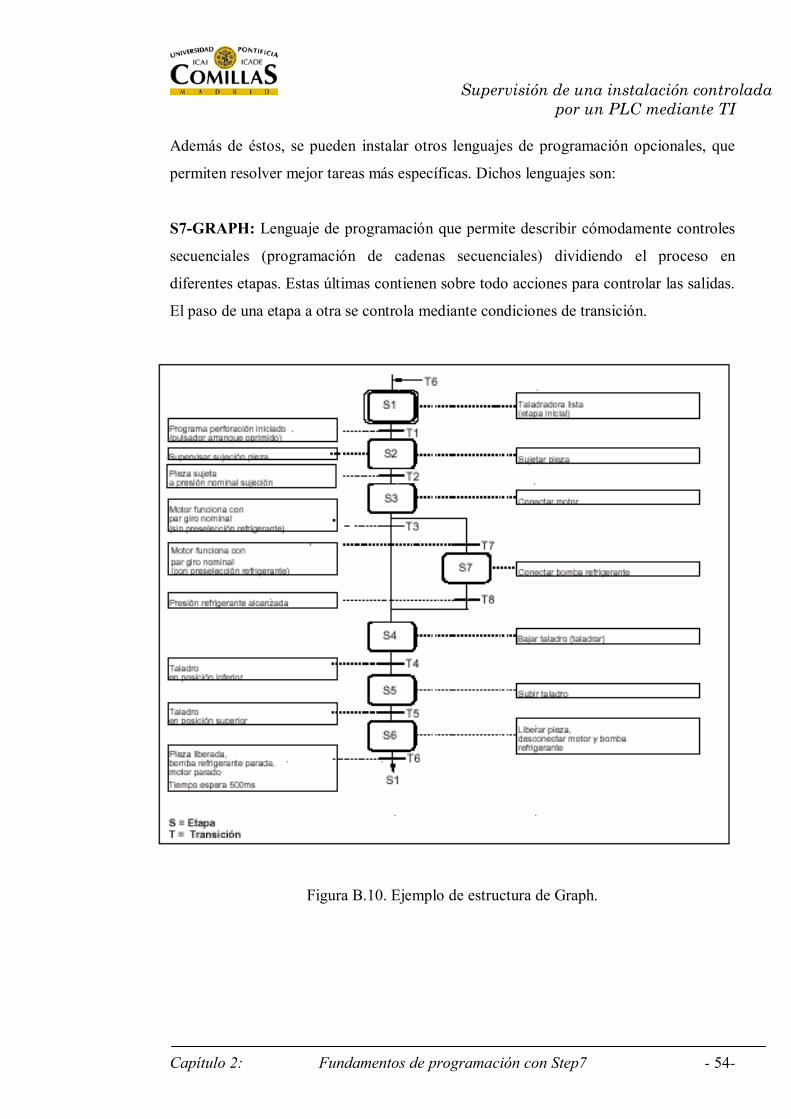
S7-GRAPH: Lenguaje de programación que permite describir cómodamente controles
secuenciales (programación de cadenas secuenciales) dividiendo el proceso en
diferentes etapas. Estas últimas contienen sobre todo acciones para controlar las salidas.
El paso de una etapa a otra se controla mediante condiciones de transición.
Figura B.10. Ejemplo de estructura de Graph.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 55-
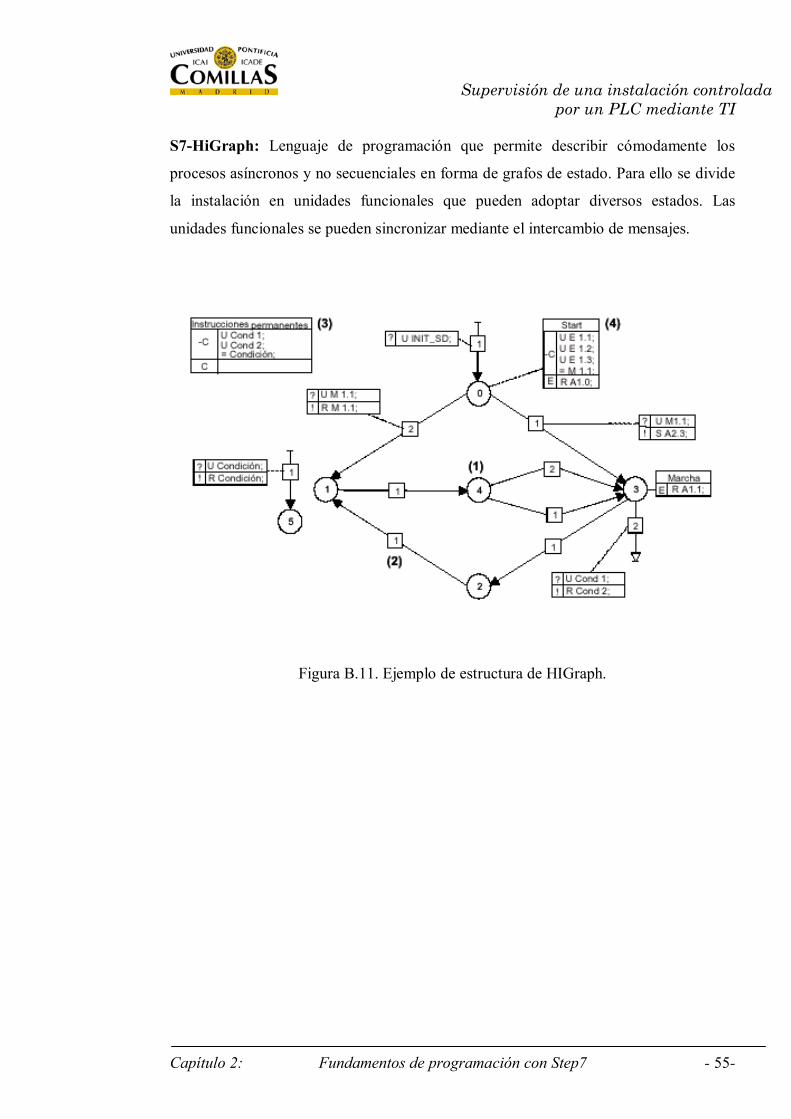
S7-HiGraph: Lenguaje de programación que permite describir cómodamente los
procesos asíncronos y no secuenciales en forma de grafos de estado. Para ello se divide
la instalación en unidades funcionales que pueden adoptar diversos estados. Las
unidades funcionales se pueden sincronizar mediante el intercambio de mensajes.
Figura B.11. Ejemplo de estructura de HIGraph.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 56-
S7-SCL: Lenguaje textual de alto nivel según la norma DIN EN 61131-3. Contiene
estructuras similares a las de los lenguajes de programación Pascal y C. Por lo tanto, es
especialmente apropiado para los usuarios que ya estén acostumbrados a utilizar
lenguajes de nivel superior.
Figura B.12. Ejemplo de estructura de SCL.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 57-
CFC para S7 y M7: Lenguaje de programación para interconectar gráficamente las
funciones existentes. Estas últimas abarcan una amplia gama que incluye desde
combinaciones lógicas sencillas hasta regulaciones y controles complejos. Se dispone
de un gran número de funciones en forma de bloques contenidos en una librería. La
programación se lleva a cabo copiando los bloques en un esquema (plano) y
conectándolos entre sí mediante líneas.
Figura B.13. Ejemplo de estructura de CFC.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 58-
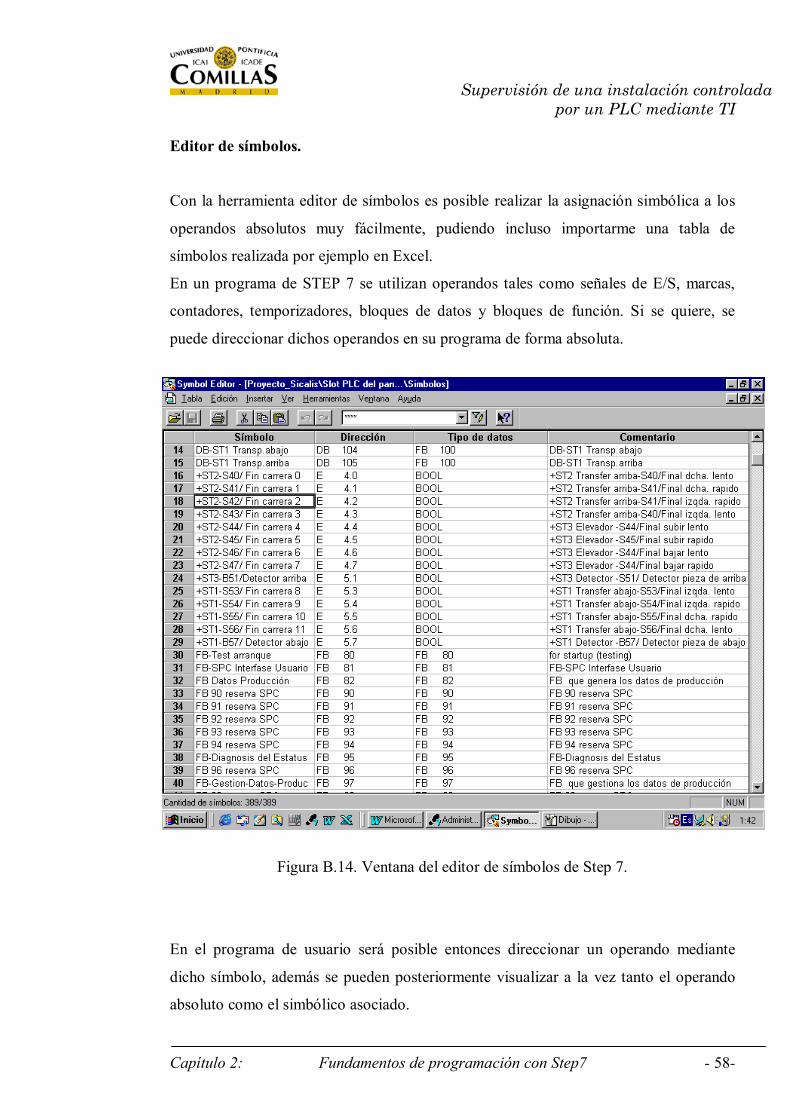
Editor de símbolos.
Con la herramienta editor de símbolos es posible realizar la asignación simbólica a los
operandos absolutos muy fácilmente, pudiendo incluso importarme una tabla de
símbolos realizada por ejemplo en Excel.
En un programa de STEP 7 se utilizan operandos tales como señales de E/S, marcas,
contadores, temporizadores, bloques de datos y bloques de función. Si se quiere, se
puede direccionar dichos operandos en su programa de forma absoluta.
Figura B.14. Ventana del editor de símbolos de Step 7.
En el programa de usuario será posible entonces direccionar un operando mediante
dicho símbolo, además se pueden posteriormente visualizar a la vez tanto el operando
absoluto como el simbólico asociado.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 59-
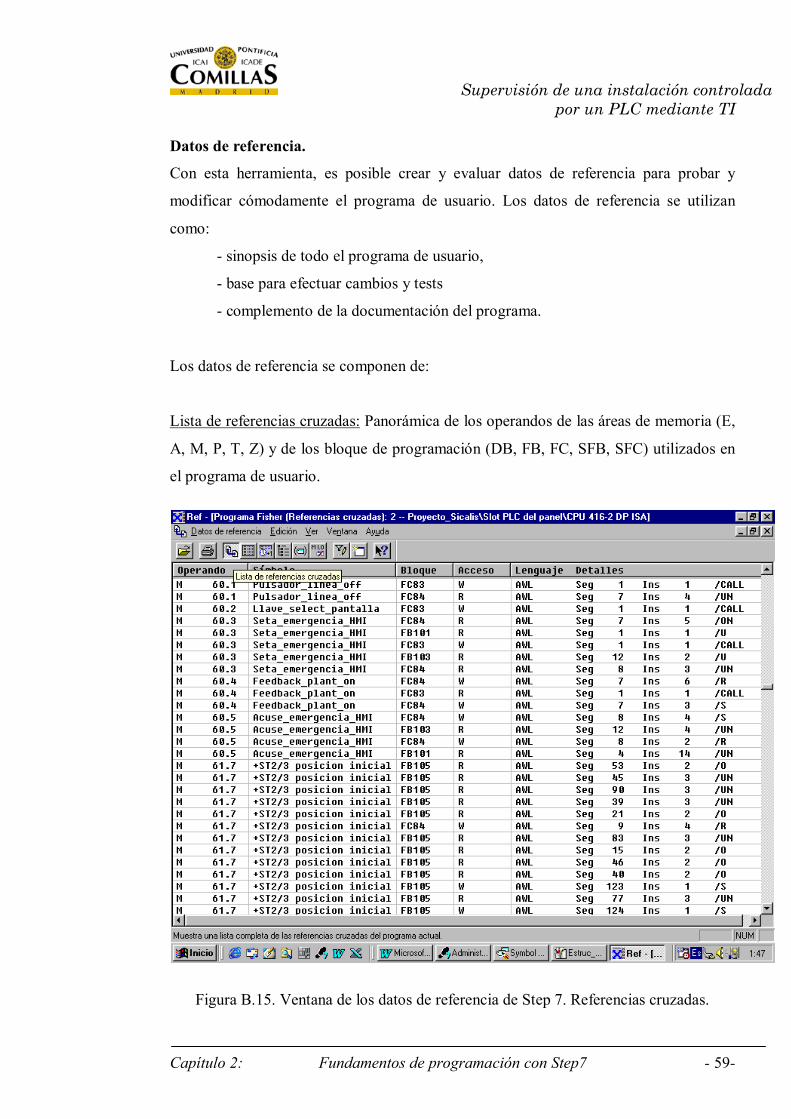
Datos de referencia.
Con esta herramienta, es posible crear y evaluar datos de referencia para probar y
modificar cómodamente el programa de usuario. Los datos de referencia se utilizan
como:
- sinopsis de todo el programa de usuario,
- base para efectuar cambios y tests
- complemento de la documentación del programa.
Los datos de referencia se componen de:
Lista de referencias cruzadas: Panorámica de los operandos de las áreas de memoria (E,
A, M, P, T, Z) y de los bloque de programación (DB, FB, FC, SFB, SFC) utilizados en
el programa de usuario.
Figura B.15. Ventana de los datos de referencia de Step 7. Referencias cruzadas.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 60-
Plano de ocupación de memoria: Panorámica de los bits de los operandos de las áreas de
memoria E, A y M, así como de los temporizadores y contadores que ya estén ocupados
en el programa de usuario. Es una base importante para buscar errores o para efectuar
cambios en el programa de usuario, sin temor a solapar direcciones de memoria o a usar
operandos ya definidos.
Figura B.16. Ventana de los datos de referencia de Step 7. Ocupación de E / S y
marcas.
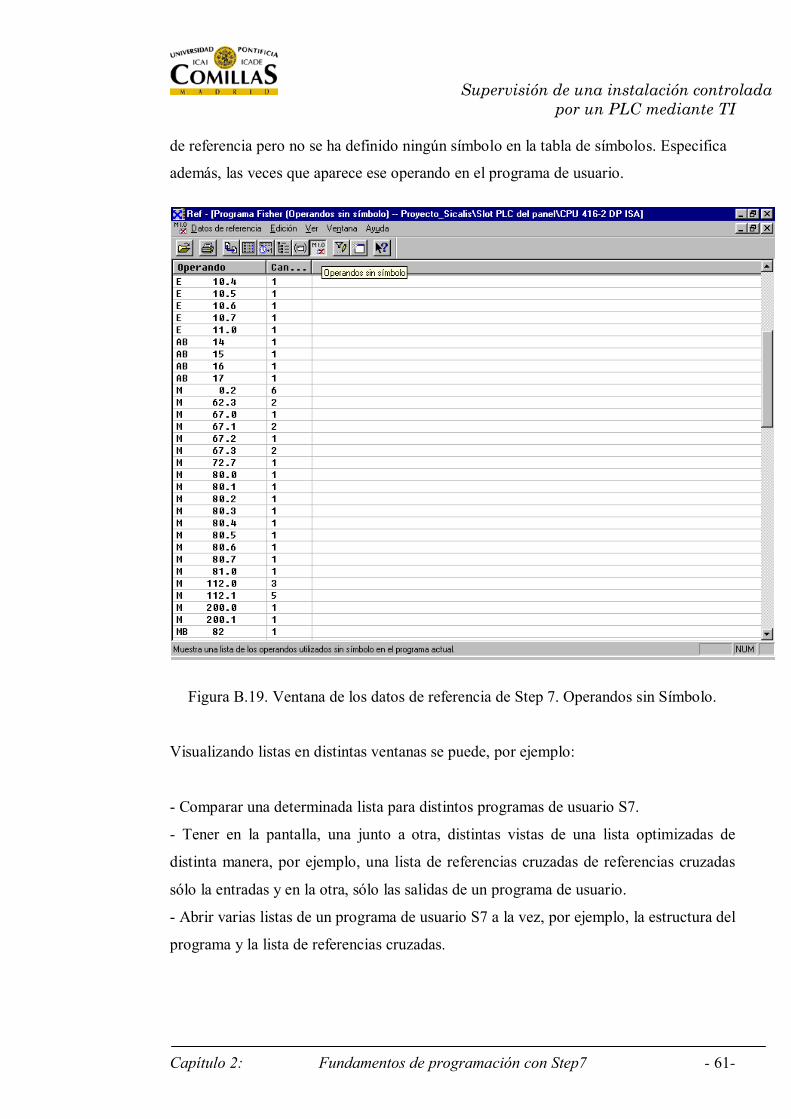
Operandos sin símbolo: Panorámica de las direcciones absolutas (operandos absolutos y
bloques) que se utilizan en las partes del programa de usuario para las que existen datos
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 61-
de referencia pero no se ha definido ningún símbolo en la tabla de símbolos. Especifica
además, las veces que aparece ese operando en el programa de usuario.
Figura B.19. Ventana de los datos de referencia de Step 7. Operandos sin Símbolo.
Visualizando listas en distintas ventanas se puede, por ejemplo:
- Comparar una determinada lista para distintos programas de usuario S7.
- Tener en la pantalla, una junto a otra, distintas vistas de una lista optimizadas de
distinta manera, por ejemplo, una lista de referencias cruzadas de referencias cruzadas
sólo la entradas y en la otra, sólo las salidas de un programa de usuario.
- Abrir varias listas de un programa de usuario S7 a la vez, por ejemplo, la estructura del
programa y la lista de referencias cruzadas.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 62-
2.5.- Programa del proyecto
Una vez descritas las principales características de los elementos de configuración del
Step 7, se puede particularizar con las funciones y bloques empleados en el proyecto.
Resumiendo, consiste básicamente en un módulo de organización principal (OB1)
donde se ejecutan funciones de lectura (SFC) que recogen información del Sentron, de
la línea (As-i, Profibus, Ethernet), de los esclavos (periferia, depósito) y archivan esa
información en módulo de datos (DB) para su posterior lectura en el Scada (WinCC).
En este mismo módulo también se generan los mensajes de correo electrónico en base a
las lecturas realizadas.
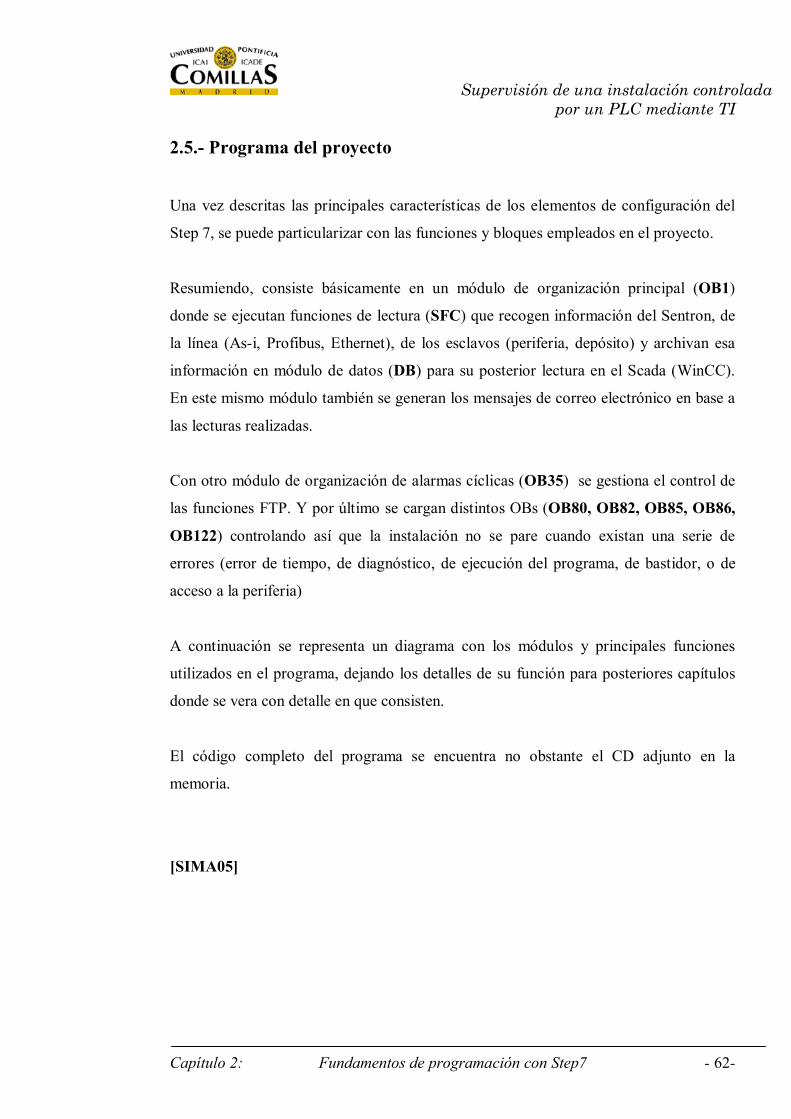
Con otro módulo de organización de alarmas cíclicas (OB35) se gestiona el control de
las funciones FTP. Y por último se cargan distintos OBs (OB80, OB82, OB85, OB86,
OB122) controlando así que la instalación no se pare cuando existan una serie de
errores (error de tiempo, de diagnóstico, de ejecución del programa, de bastidor, o de
acceso a la periferia)
A continuación se representa un diagrama con los módulos y principales funciones
utilizados en el programa, dejando los detalles de su función para posteriores capítulos
donde se vera con detalle en que consisten.
El código completo del programa se encuentra no obstante el CD adjunto en la
memoria.
[SIMA05]

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 63-
OB1
FC12 Envío de E-mails
SFC59, DB51Vista General
SFC 14 Lectura de datos de
Esclavos DP
SFC59, DB92Diagnóstico
SFC59, DB94Medidas
SFC59, DB72Corrientes
SFC59, DB73Voltajes
SFC59, DB74Potencias
SFC59, DB64Armónicos
SFC59, DB60Parám.comunic.
FC125, DB125Diag.Profibus
SFC 15 Escritura de datos en
Esclavos DP
FC5 AG-SEND
DB10
SFC5 SFC6 SFC13 SFC41 SFC42 SFC49 SFC51
Se arranca el variador de velocidad.
Función que gestiona el envío de e-
mails. Utilizando la
función AG-SEND
Lectura de diferentes señales
del Sentron y almacenamiento en DBs para su
posterior lectura en el Scada.
Diagnóstico de la red
profibus y traspaso de la inf. al Scada
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 2: Fundamentos de programación con Step7 - 64-
OB80 Error de tiempo
FC125, DB125 Diag.Profibus -
SCADA
OB82 Error de diagnóstico
FC125, DB125 Diag.Profibus -
SCADA
OB35 Alarmas Cíclicas
FB120 Control de
funciones FTP
FC 42, DB42Lectura Ficheros
FC40, DB40 Dir.IP Servidor
FC41, DB41 Escribe ficheros
FC44, DB45 FC43, DB43 Borrado Ficheros
OB85 Error de programa
FC125, DB125 Diag.Profibus -
SCADA
OB86 Error de bastidor
OB122 Error de periferia
FC125, DB125 Diag.Profibus -
SCADA
Control de la instalación evitando que se pare cuando existan una serie de errores, que se extraen de la red profibus y se almacenan en el Scada.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -65-
Capítulo 3:
Introducción a las redes industriales.
3.1. Conceptos fundamentales 66
3.2. Topología de la red 69
3.3. Métodos de acceso 74
3.4. Enlaces 75
3.5. Modelo de referencia ISO/OSI 79
3.6. Acoplamiento de sistemas de bus 84 3.7. Seguridad en la transmisión 88 3.8. Clasificación de las subredes 90 3.9. Redes de comunicación SIMATIC 92

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -66-
En este se intenta aunar de una manera completa e ilustrada lo esencial para entender
que es y en que se basa una comunicación industrial.
3.1.- Conceptos fundamentales.
Así pues, se tratarán los conceptos más importantes en sistemas de comunicación,
estudiaremos el modelo de referencia ISO/OSI, plantearemos los diferentes niveles de
aplicación, y analizaremos los componentes y redes que ofrece SIMATIC NET a la hora
de afrontar tareas de comunicación industrial.
Se repasan a continuación los conceptos fundamentales y los principios de la
comunicación, decisivos para el intercambio de datos entre autómatas programables,
equipos de visualización y PCs.
Comunicación Es la transferencia de datos entre dos interlocutores con diferentes
prestaciones, el control del interlocutor, así como la consulta o
interrogación del estado del interlocutor. La comunicación puede
llevarse a cabo a través de diferentes vías.
Figura C.1. Ejemplo con interlocutores conectados a una subred.
CPU PC
CPU PC
Equipo
Subred
Módulo apto para comunicación
Módulo apto para comunicación
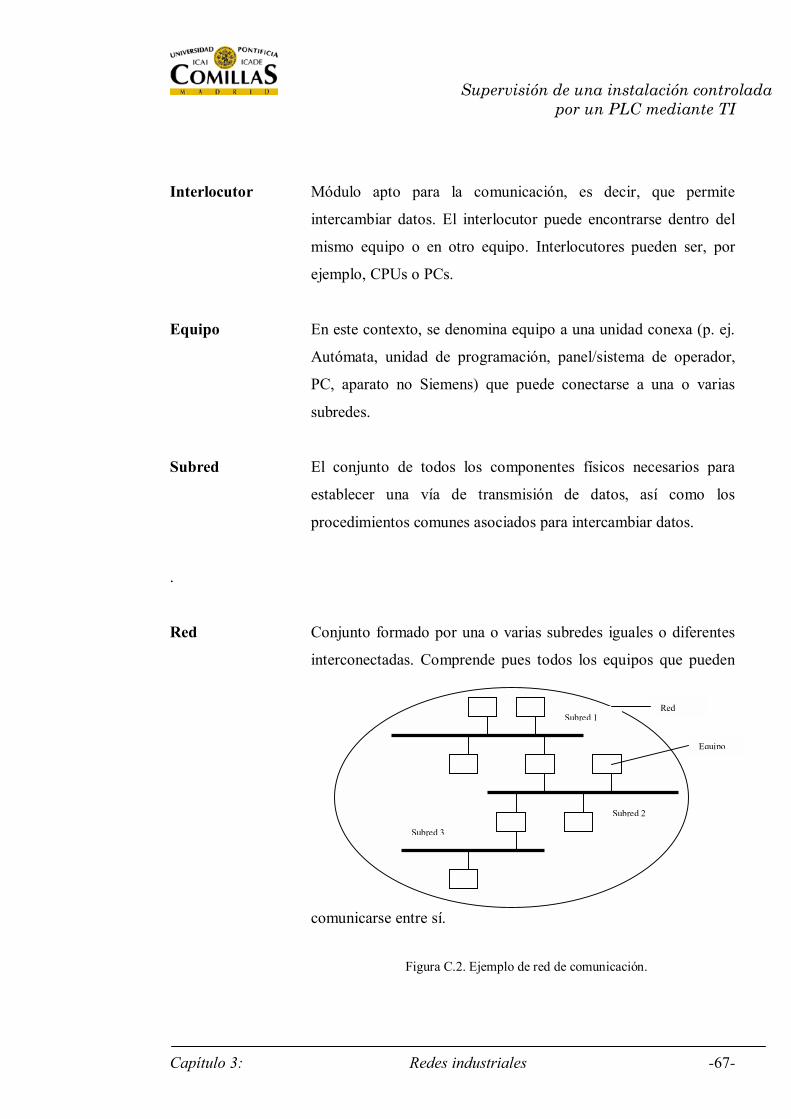
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -67-
Interlocutor Módulo apto para la comunicación, es decir, que permite
intercambiar datos. El interlocutor puede encontrarse dentro del
mismo equipo o en otro equipo. Interlocutores pueden ser, por
ejemplo, CPUs o PCs.
Equipo En este contexto, se denomina equipo a una unidad conexa (p. ej.
Autómata, unidad de programación, panel/sistema de operador,
PC, aparato no Siemens) que puede conectarse a una o varias
subredes.
Subred El conjunto de todos los componentes físicos necesarios para
establecer una vía de transmisión de datos, así como los
procedimientos comunes asociados para intercambiar datos.
.
Red Conjunto formado por una o varias subredes iguales o diferentes
interconectadas. Comprende pues todos los equipos que pueden
comunicarse entre sí.
Figura C.2. Ejemplo de red de comunicación.
Subred 1
Subred 2
Subred 3
Equipo
Red

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -68-
Enlace Correspondencia lógica de dos interlocutores para ejecutar un
determinado servicio de comunicación. El enlace está
directamente asociado a un servicio de comunicación.
Cada enlace tiene dos puntos finales que contienen la información
necesaria para direccionar el interlocutor, además de otros
atributos relacionados con el establecimiento del enlace. Para
referenciar un enlace, las funciones de comunicación sólo utilizan
el punto final local.
Funciones de comunicación : Las funciones ofrecidas desde una interfase software
siempre utilizan servicios de comunicación. Las funciones de
comunicación permiten transmitir datos entre interlocutores con
diferentes prestaciones, controlar el interlocutor, por ejemplo
pasarlo al estado STOP, o preguntar por su estado operativo
actual.
Servicio de comunicación e interfases software: Describe las funciones de
comunicación con prestaciones definidas, como por ejemplo
intercambiar datos, controlar y supervisar dispositivos y cargar
programas. Los servicios de comunicación se ofrecen en el
sistema terminal, valgan como ejemplo las funciones de sistema
SIMATIC S7, a través de interfases software. De acuerdo a su
calidad, los servicios de comunicación se pueden clasificar en el
modelo de referencia ISO/OSI.
Una interfase software no ofrece necesariamente todas las
funciones de comunicación de un servicio. El servicio de
comunicación puede ofrecerse en el sistema terminal con
diferentes interfases software.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -69-
Protocolo Un convenio exacto al bit entre interlocutores para poder ejecutar
un determinado servicio de comunicación. El protocolo define el
contenido estructural del tráfico de datos en la línea física,
definiendo, por ejemplo, el modo de operación, la forma de
realizar el establecimiento del enlace, la protección de los datos o
la velocidad de transferencia.
Coherencia de datos: Se define como coherencia de datos al tamaño de un área de
datos que no puede modificarse por procesos concurrentes
simultáneos. Es decir, las áreas de datos que sean mayores que la
coherencia de datos pueden quedar falseadas. Dicho de otro
modo, un área de datos conexa (mayor que la coherencia de
datos) puede estar formada en un determinado instante en parte
por paquetes de datos nuevos y en parte por paquetes de datos
viejos coherentes.
C.2.- Topología de la red.
Se entiende por topología las diferentes estructuras que puede tener una red. Cuando
componentes de automatización autónomos tales como sensores, actuadores, PLCs, etc.,
intercambian información, éstos deben interconectarse físicamente con una estructura
determinada. El conjunto forma entonces una red de comunicación.
Bajo topología de la red se entiende la estructura geométrica básica de la misma. Las
diferentes estaciones son los nodos de la red. La estructura más simple sería una red
formada por dos estaciones, es decir, dos nodos. Este tipo de conexión se denomina
también enlace punto a punto.
A continuación se presentan de forma resumida las distintas topologías:

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -70-
Línea Es la topología más simple desde el punto de vista geométrico. A
veces se la conoce con el nombre de topología bus, pero no todos
los buses tienen topología línea. Cada estación sólo precisa una
interfase. Pueden conectarse a la línea central mediante líneas
derivadas cortas.
Figura C.3. Representación de la topología en
línea.
Mientras que en enlaces punto a punto, por ejemplo de cuatro
estaciones, éstas pueden comunicarse simultáneamente por pares,
esto no es posible en una topología línea. Por ello hay que regular
la comunicación de forma que sólo una estación pueda enviar en
un determinado momento, mientras las demás sólo pueden oír.
Para tal fin es necesario asignar los derechos de emisión. Se habla
en estos casos de métodos de acceso al bus.
Anillo Las topologías línea y anillo tienen rasgos comunes.
También en este caso es necesario regular el derecho de emisión
mediante un método de acceso al bus compuesto de enlaces punto a
punto encadenados. La ventaja de la topología anillo es que cada nodo
actúa como amplificador, lo que permite salvar grandes distancias. Sin
Equipo 1
Equipo 2
Equipo 3
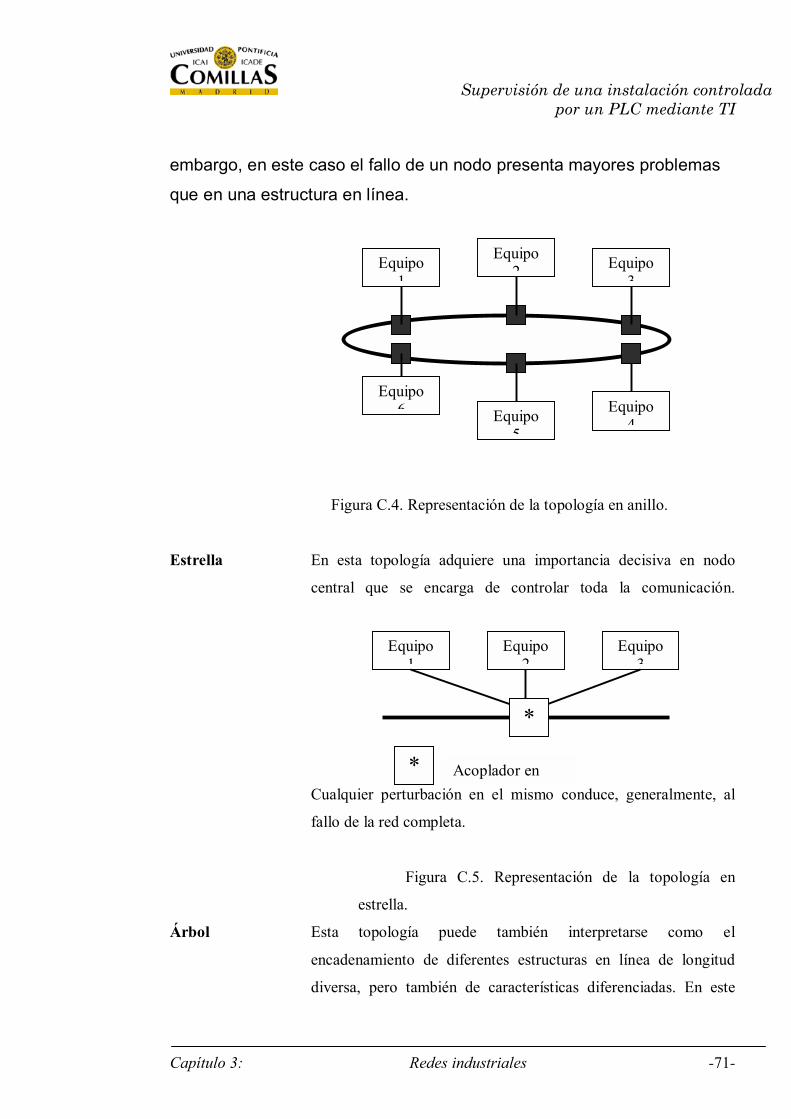
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -71-
embargo, en este caso el fallo de un nodo presenta mayores problemas
que en una estructura en línea.
Figura C.4. Representación de la topología en anillo.
Estrella En esta topología adquiere una importancia decisiva en nodo
central que se encarga de controlar toda la comunicación.
Cualquier perturbación en el mismo conduce, generalmente, al
fallo de la red completa.
Figura C.5. Representación de la topología en
estrella.
Árbol Esta topología puede también interpretarse como el
encadenamiento de diferentes estructuras en línea de longitud
diversa, pero también de características diferenciadas. En este
Equipo 1
Equipo 2 Equipo
3
Equipo 5
Equipo 6 Equipo
4
Equipo 1
Equipo 2
Equipo 3
*
* Acoplador en
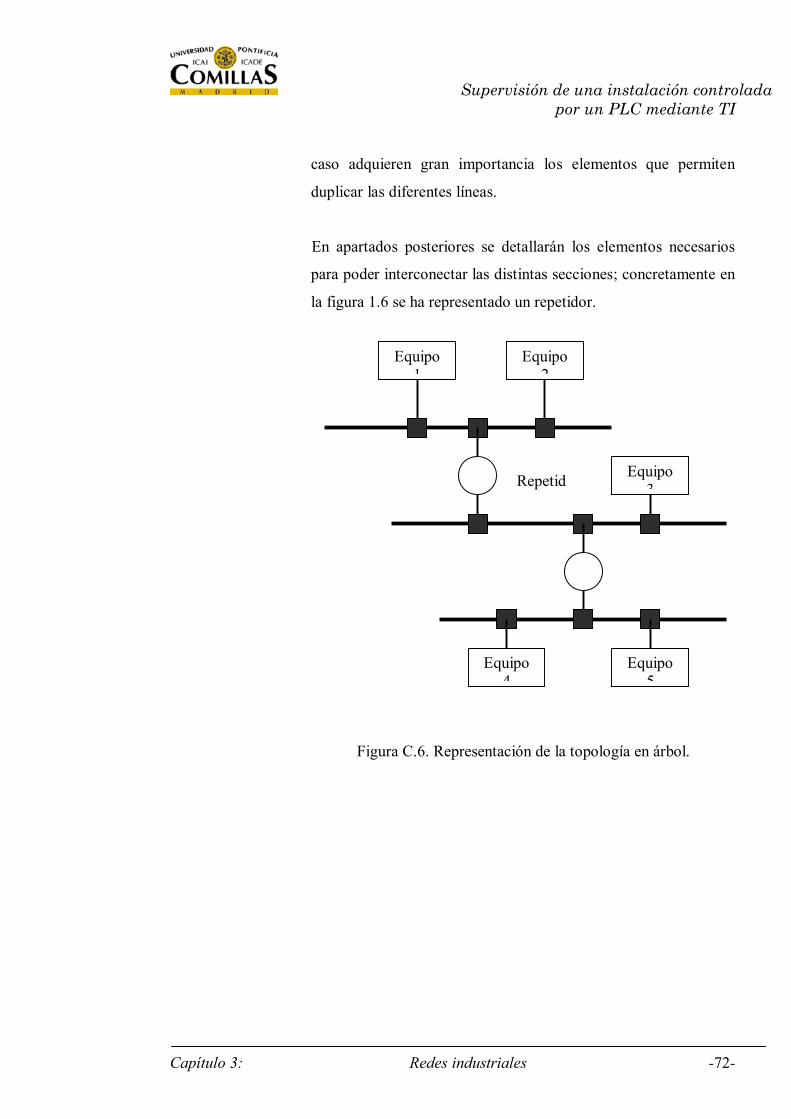
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -72-
caso adquieren gran importancia los elementos que permiten
duplicar las diferentes líneas.
En apartados posteriores se detallarán los elementos necesarios
para poder interconectar las distintas secciones; concretamente en
la figura 1.6 se ha representado un repetidor.
Figura C.6. Representación de la topología en árbol.
Equipo 1
Equipo 2
Equipo 3
Equipo 4
Equipo 5
Repetid
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -73-
En lo que se respecta a su extensión geográfica, las redes pueden clasificarse en tres
categorías. Se habla de las LAN (Local Area Network, red de área local), MAN
(Metropolitan Area Network) y WAN (Wide Area Network, red de área extensa). Como
los límites no están claramente definidos, no siempre es posible clasificar una red dentro
de estas tres clases. En base a la extensión geográfica es posible establecer la siguiente
clasificación aproximada:
LAN < 5 km
MAN < 25 km
WAN > 25 km
En base a las distancias a salvar entre las estaciones es posible también saber cuales son
las topologías utilizadas. La topología de una WAN está definida por las condiciones
geográficas (situación de los centros de población, tráfico previsto entre nodos, etc).
Desde el punto de vista económico utilización racional de las líneas se crean
generalmente redes con estructura en árbol y mallado irregular. Por el contrario, la
topología de una LAN está claramente estructurada, ya que aquí lo importante es la
funcionalidad total y menos la economía de líneas.
Las topologías típicas para una LAN son línea, anillo y estrella.
Junto a LAN y WAN se emplean también FAN (Field Area Network). La
automatización del proceso se efectúa en el área próxima al sistema mientras que las
WAN y MAN están encargadas de la comunicación dentro y entre los niveles superiores
del modelo (nivel de gestión y administración de la empresa). Esto último es
especialmente válido cuando diferentes plantas o centros comerciales distanciados
geográficamente forman una unidad organizativa.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -74-
3.3.- Métodos de acceso.
Como en un bus, en un determinado instante, sólo puede enviarse como máximo un
telegrama (también llamado mensaje o trama), es necesario gestionar qué estación tiene
permiso para enviar. El número de receptores a la escucha del telegrama carece aquí
de importancia. El acceso al bus queda regulado por el método de acceso
correspondiente. Estos pueden clasificarse en métodos centralizados y estos últimos en
determinísticos y estocásticos.
Figura C.7. Métodos de acceso al bus.
El método centralizado más conocido es el maestro/esclavo. En él, el maestro dirige
todo el tráfico por el bus. Para ello envía datos a los esclavos (polling o sondeo) y
solicita de los mismos información. Normalmente no está prevista comunicación directa
entre esclavos. El método maestro/esclavo se caracteriza por un control del bus muy
simple y por ello eficiente. De ahí que se encuentre en el sector de los buses de campo,
como Profibus-DP.
Dentro del grupo de los métodos descentralizados determinísticos cabe mencionar el
token-passing o paso de testigo. El testigo sirve como permiso de emisión a través de
la red. El poseedor del testigo puede emitir; además debe pasar éste antes de que
transcurra un determinado tiempo. De esta forma se asegura un tiempo máximo de
circulación del testigo. Se habla de token-bus cuando este método se utiliza dentro de
una red con topología línea. El testigo pasa siguiendo determinadas reglas de estación a
Métodos de
Centralizado
Determinístico
Descentralizado
Estocástico
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -75-
estación siguiendo un anillo lógico. Si la topología es en anillo se denominará token-
ring.
El método de acceso estocástico, es decir aleatorio, más importante es el CSMA/CD
(Carrier Sense Multiple Access with Collision Detection, normalizado en IEEE 802.3).
Aquí, cada estación puede enviar en cualquier instante siempre que no emita ninguna en
dicho momento. Aparecen conflictos condicionados por tiempos de propagación cuando
dos estaciones intentan emitir al mismo tiempo por haber detectado que está libre el bus.
Al estar en escucha permanente, ambas estaciones detectan la colisión, por lo que dejan
de emitir, y sólo vuelven a intentarlo después de esperar un tiempo definido
estocásticamente. Los buses que utilizan este método operan normalmente a una
velocidad de transferencia de 10 Mbits/s, como es el caso de Industrial Ethernet.
3.4.-Enlaces.
Un enlace supone la correspondencia lógica entre dos interlocutores para ejecutar
servicios de comunicación. El enlace está directamente asociado a un servicio de
comunicación. Cada enlace tiene dos puntos finales, situados en la CPU o CP
correspondiente, que incluye las informaciones necesarias para direccionar el
interlocutor, así como otros atributos necesarios para establecer el enlace. Las funciones
de comunicación en el programa de usuario referencian únicamente el punto final local
del enlace.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -76-
Figura C.8. Representación simbólica de enlaces.
Los enlaces ocupan, por cada punto final o de transición (p. ej. CP), recursos en los
módulos aptos para la comunicación implicados, lo que, en consecuencia, reduce su
capacidad de comunicación, puesto que el número de recursos de enlace depende del
tipo de CPU/CP (consultar Anexo B).
Figura C.9. Funciones S7 usando una CP.
CPU S7
CP
CPU S7
CP
CPU S5
CP
CPU S7
CP
Función de comunicación USEND
Función de comunicación URCV
Subred
Enlace S7
Función de comunicación AG RECV
Módulo de manejo SEND
Subred
Enlace FDL
CPU
Recurso de enlace
Recurso de enlace
MP Industrial Ethernet
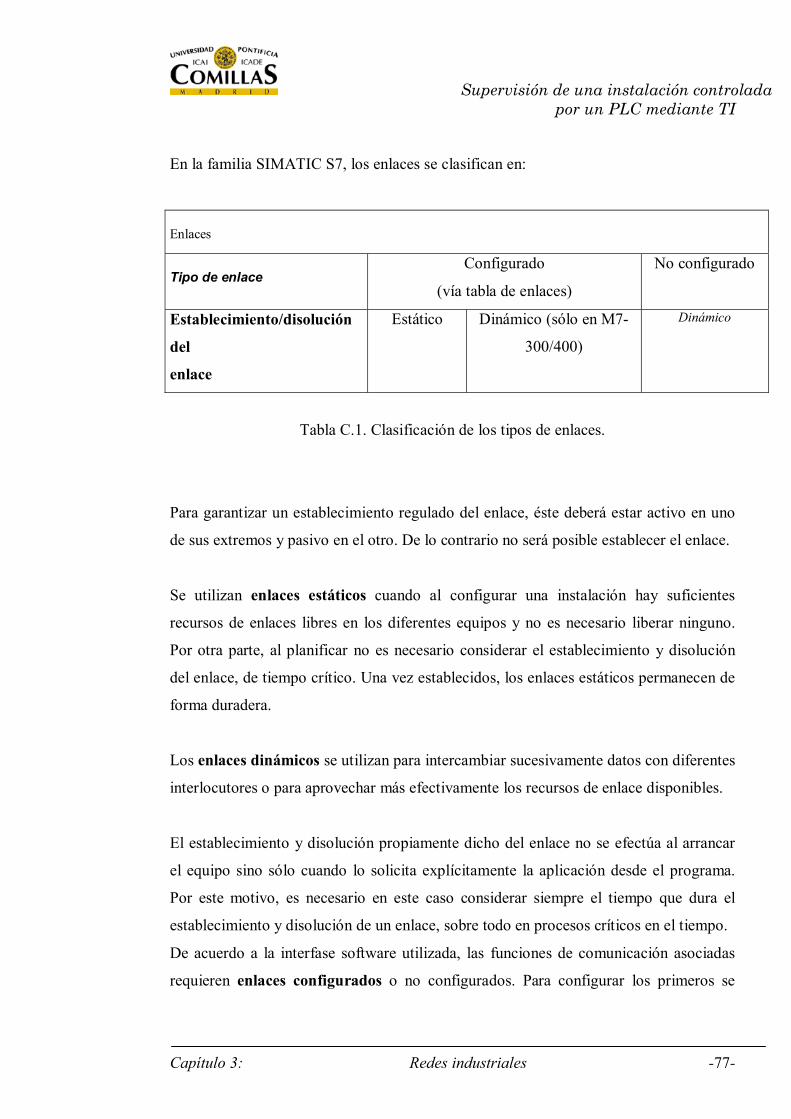
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -77-
En la familia SIMATIC S7, los enlaces se clasifican en:
Enlaces
Tipo de enlace Configurado
(vía tabla de enlaces)
No configurado
Establecimiento/disolución
del
enlace
Estático Dinámico (sólo en M7-
300/400)
Dinámico
Tabla C.1. Clasificación de los tipos de enlaces.
Para garantizar un establecimiento regulado del enlace, éste deberá estar activo en uno
de sus extremos y pasivo en el otro. De lo contrario no será posible establecer el enlace.
Se utilizan enlaces estáticos cuando al configurar una instalación hay suficientes
recursos de enlaces libres en los diferentes equipos y no es necesario liberar ninguno.
Por otra parte, al planificar no es necesario considerar el establecimiento y disolución
del enlace, de tiempo crítico. Una vez establecidos, los enlaces estáticos permanecen de
forma duradera.
Los enlaces dinámicos se utilizan para intercambiar sucesivamente datos con diferentes
interlocutores o para aprovechar más efectivamente los recursos de enlace disponibles.
El establecimiento y disolución propiamente dicho del enlace no se efectúa al arrancar
el equipo sino sólo cuando lo solicita explícitamente la aplicación desde el programa.
Por este motivo, es necesario en este caso considerar siempre el tiempo que dura el
establecimiento y disolución de un enlace, sobre todo en procesos críticos en el tiempo.
De acuerdo a la interfase software utilizada, las funciones de comunicación asociadas
requieren enlaces configurados o no configurados. Para configurar los primeros se
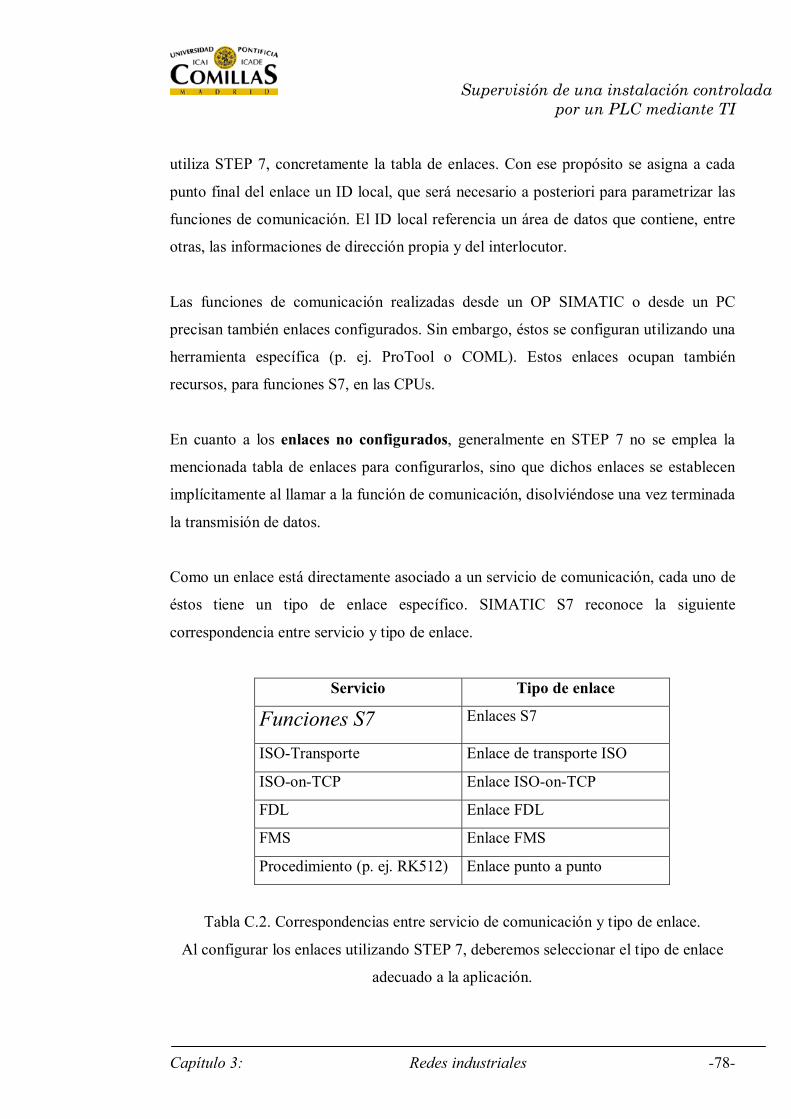
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -78-
utiliza STEP 7, concretamente la tabla de enlaces. Con ese propósito se asigna a cada
punto final del enlace un ID local, que será necesario a posteriori para parametrizar las
funciones de comunicación. El ID local referencia un área de datos que contiene, entre
otras, las informaciones de dirección propia y del interlocutor.
Las funciones de comunicación realizadas desde un OP SIMATIC o desde un PC
precisan también enlaces configurados. Sin embargo, éstos se configuran utilizando una
herramienta específica (p. ej. ProTool o COML). Estos enlaces ocupan también
recursos, para funciones S7, en las CPUs.
En cuanto a los enlaces no configurados, generalmente en STEP 7 no se emplea la
mencionada tabla de enlaces para configurarlos, sino que dichos enlaces se establecen
implícitamente al llamar a la función de comunicación, disolviéndose una vez terminada
la transmisión de datos.
Como un enlace está directamente asociado a un servicio de comunicación, cada uno de
éstos tiene un tipo de enlace específico. SIMATIC S7 reconoce la siguiente
correspondencia entre servicio y tipo de enlace.
Servicio Tipo de enlace
Funciones S7 Enlaces S7
ISO-Transporte Enlace de transporte ISO
ISO-on-TCP Enlace ISO-on-TCP
FDL Enlace FDL
FMS Enlace FMS
Procedimiento (p. ej. RK512) Enlace punto a punto
Tabla C.2. Correspondencias entre servicio de comunicación y tipo de enlace.
Al configurar los enlaces utilizando STEP 7, deberemos seleccionar el tipo de enlace
adecuado a la aplicación.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -79-
3.5.- Modelo de referencia ISO/OSI.
Cuando se produce un intercambio de datos entre equipos de automatización a través de
un sistema de bus común es preciso definir el sistema de transmisión y el método de
acceso, así como informaciones relativas a, por ejemplo, el establecimiento de los
enlaces. Por este motivo, la International Standards Organization (ISO) especificó un
modelo de 7 niveles o capas, conocido como modelo ISO/OSI (estándar internacional
ISO 7498), ya que la arquitectura del protocolo está orientada a interconectar sistemas
abiertos (Open System Interconnection).
Para lograr un entendimiento suficiente y seguro son imprescindibles los niveles 1, 2 y
4. El nivel 1 define las condiciones físicas, entre otras, los niveles de tensión y corriente.
El nivel 2 define el mecanismo de acceso y el direccionamiento de la estación, para que
en un determinado instante sólo pueda enviar datos una de las estaciones del bus. La
seguridad y coherencia de los datos se garantiza gracias a la función del nivel 4, el de
transporte. Este nivel también se ocupa de tareas de control de flujo de datos, de
seccionamiento en bloques o paquetes y de los mecanismos de acuse o confirmación.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -80-
Nivel
Designación Función Características
7 Application layer Funciones de usuario.
Oferta de servicios de comunicación
específicos de usuario.
Servicios de
comunicación.
p.ej. Read/Write
Start/Stop
6 Presentation
layer
Representación de datos.
Conversión del tipo de representación
normalizado del sistema de
comunicación en un formato
adecuado al equipo.
Lenguaje común.
5 Session layer Sincronización.
Establecimiento, disolución y
vigilancia de una sesión.
Coordinación de la
sesión.
4 Transport layer Establecimiento/disolución de enlace.
Formación, repetición y clasificación
de paquetes.
Transmisión asegurada
de paquetes.
3 Network layer Direccionamiento de otras redes y
control de flujo.
Comunicación entre
dos subredes.
2 Data link layer Método de acceso.
Limitación de los bloques de datos,
transmisión asegurada, detección y
eliminación de errores.
CRC-Check
CSMA/CD
Token
1 Physical layer Características del soporte físico de
transmisión.
Cable coaxial/triaxial
Cable óptico
Cable bifilar
ITP
Tabla C.3. Modelo de referencia ISO/OSI.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -81-
Physical Layer (Nivel 1, Físico). Este nivel procura la transmisión transparente de bits
a través del soporte físico en el orden definido por el nivel de enlace (capa 2). Aquí se
definen las características eléctricas y mecánicas de la línea/bus, así como los tipos de
transmisión.
Data Link Layer (Nivel 2, Enlace). Este nivel tiene como función asegurar la
transmisión de la cadena de bits entre dos sistemas. Entre sus misiones figura detectar y
eliminar o comunicar errores de transmisión y el control del flujo. En redes locales, el
nivel de enlace procura también el acceso exclusivo al soporte de transmisión. Para ello,
dicho nivel se divide en dos subniveles, Medium Access Control (MAC) y Logic Link
Control (LLC), que se designan también como niveles 2a y 2b respectivamente. Las
normas más conocidas para los métodos de acceso aplicados en el subnivel MAC son:
IEEE 802.3 (Ethernet, CSMA/CD),
IEEE 802.4 (Token Bus),
IEEE 802.5 (Token Ring).
Para el subnivel LLC se aplica generalmente la norma IEEE 802.2. En base a las
características de tiempo real exigidas normalmente a sistemas de bus de campo, éstos
utilizan en parte métodos de acceso considerablemente modificados.
Network Layer (Nivel 3, Red). Este nivel se encarga de la intercomunicación de datos
entre sistemas finales, entendiendo por sistemas finales el emisor y el receptor de una
información cuyo recorrido puede llevar bajo circunstancias a través de diversos
sistemas de tránsito. Por ello, el nivel de red debe seleccionar la ruta a seguir, lo que
normalmente se denomina encaminamiento (Routing).
Transport Layer (Nivel 4, Transporte). Este nivel tiene como misión ofrecer al usuario
un enlace terminal-terminal fiable. Los servicios ofrecidos incluyen el establecimiento

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -82-
del enlace de transporte, la transmisión de datos, así como la disolución del enlace. Para
ello el usuario puede exigir, en general, una determinada calidad en el servicio (QoS,
Quality of Service). Parámetros de calidad son, por ejemplo, la velocidad de
transferencia y la tasa de errores residuales.
Session Layer (Nivel 5, Sesión). La tarea principal del nivel de sesión es sincronizar las
relaciones de comunicación. Además, los servicios del nivel de sesión permiten definir
puntos de sincronización en transmisiones prolongadas para que, en caso de una
interrupción intempestiva del enlace, no sea necesario repetir de nuevo toda la
transmisión sino que pueda restablecerse desde un determinado punto de sincronización.
Presentation Layer (Nivel 6, Representación de Datos). Generalmente, al intercambiar
datos, diferentes sistemas utilizan lenguajes distintos. El nivel de presentación traduce
los diversos lenguajes de las estaciones de comunicación a un lenguaje unificado con
una sintaxis abstracta. Para ello se utiliza en la mayor parte de los casos el Abstract
Syntax Notation One (ASN.1) definido en ISO 8824 y las Basic Encoding Rules (BER)
asociadas.
Application Layer (Nivel 7, Aplicación). El nivel de aplicación comprende los
servicios específicos de la aplicación de las diferentes aplicaciones de comunicación.
Como existen multitud de aplicaciones, es particularmente difícil establecer estándares
unificados. El estándar más importante para aplicaciones de automatización es el
Manufacturing Message Specification (MMS), que describe los servicios y protocolos
del nivel de aplicación (MAP, Manufacturing Automation Protocol). Los sistemas de
bus de campo modernos se orientan fuertemente en MMS a la hora de diseñar el nivel
de aplicación.
Al describir posteriormente los servicios de comunicación se hará referencia al modelo
presentado anteriormente. Sólo es posible comunicarse en un mismo nivel.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -83-
La forma de materializar los diferentes niveles en un caso concreto no es definida
inicialmente en el modelo, sino en la posterior implementación de la aplicación. Para
lograr una comunicación rápida y con capacidad de tiempo real, Profibus prescinde de
los niveles 3 a 6, e integra las funciones imprescindibles en los niveles 1, 2 y 7.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -84-
3.6.- Acoplamiento de sistemas de bus. Para garantizar un flujo continuo de información entre dos subredes diferentes se
precisan elementos de acoplamiento especiales. Las subredes han ido surgiendo a lo
largo del tiempo, no pudiéndose interconectar sin más.
Desde el punto de vista del usuario, lo ideal es que las subredes acopladas se comporten
como una única subred, es decir que dicho acoplamiento no suponga ninguna merma de
funcionalidad. De esta forma el acoplamiento es transparente para el usuario (al acoplar
las subredes el usuario no necesita modificar el software).
Dependiendo del alcance de las tareas de acoplamiento y de las diferencias entre las
redes a acoplar es posible distinguir entre Repeater (repetidor), Bridge (puente), Router
(encaminador) y Gateway (pasarela) para interconexión de redes. Estos elementos de
acoplamiento pueden reproducirse en el modelo de referencia ISO de acuerdo a las
tareas que realizan.
Figura C.10. Esquema de acoplamiento de subredes mediante repetidor.
El repeater o repetidor copia la información que recibe de un lado en el otro y
amplifica su nivel. El repetidor es transparente a todos los niveles de las estaciones en
comunicación, es decir, los niveles físicos de ambas redes deben ser idénticos. Por ello,
Estación Estación B
Medio de transmisión Medio de transmisión
7 6 5 4 3 2 1 1 1
7
6
5
4
3
2
1
Segmento A
Repetidor
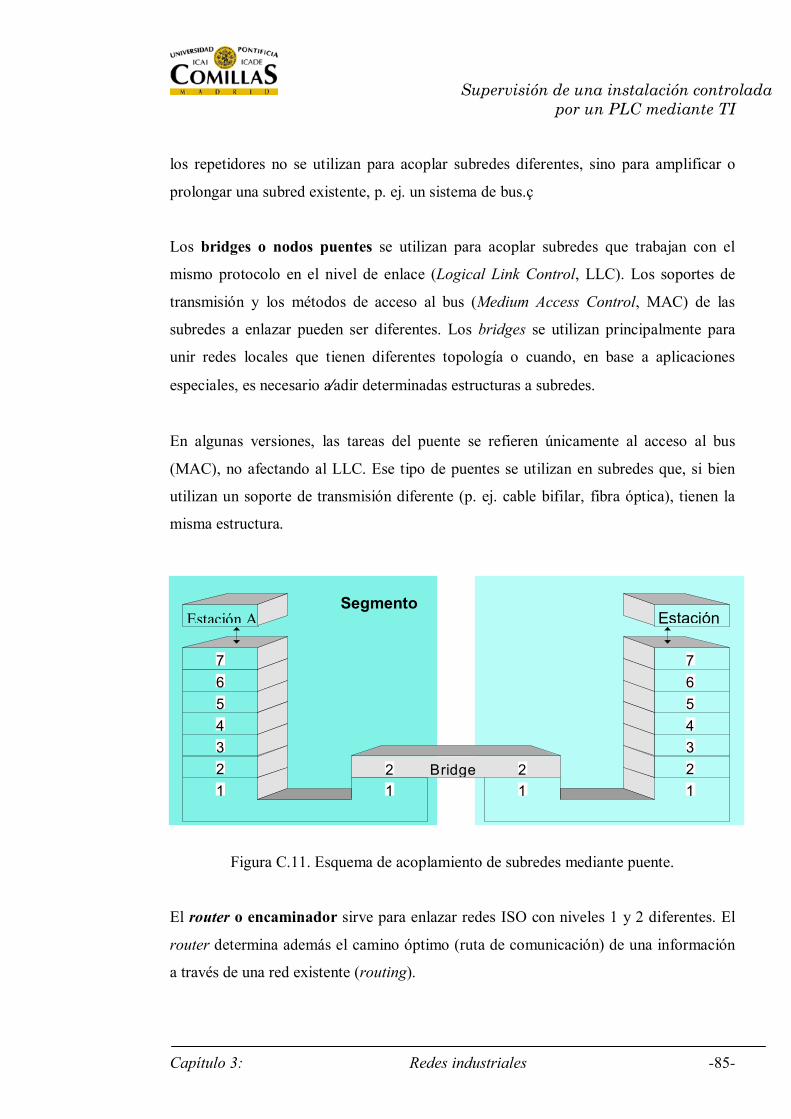
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -85-
los repetidores no se utilizan para acoplar subredes diferentes, sino para amplificar o
prolongar una subred existente, p. ej. un sistema de bus.ç
Los bridges o nodos puentes se utilizan para acoplar subredes que trabajan con el
mismo protocolo en el nivel de enlace (Logical Link Control, LLC). Los soportes de
transmisión y los métodos de acceso al bus (Medium Access Control, MAC) de las
subredes a enlazar pueden ser diferentes. Los bridges se utilizan principalmente para
unir redes locales que tienen diferentes topología o cuando, en base a aplicaciones
especiales, es necesario a⁄adir determinadas estructuras a subredes.
En algunas versiones, las tareas del puente se refieren únicamente al acceso al bus
(MAC), no afectando al LLC. Ese tipo de puentes se utilizan en subredes que, si bien
utilizan un soporte de transmisión diferente (p. ej. cable bifilar, fibra óptica), tienen la
misma estructura.
Figura C.11. Esquema de acoplamiento de subredes mediante puente.
El router o encaminador sirve para enlazar redes ISO con niveles 1 y 2 diferentes. El
router determina además el camino óptimo (ruta de comunicación) de una información
a través de una red existente (routing).
Bridge
Estación A Estación
7 6 5 4 3 2 1 1 1
7654321
2 2
Segmento

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -86-
Criterios para definir el camino óptimo pueden ser, por ejemplo, la longitud del
recorrido o el retardo de transmisión mínimo. Para cumplir su tarea, el router modifica
las direcciones de origen y destino del nivel de la red de los paquetes entrantes antes de
volver a transmitirlos.
Como los router tienen que ejecutar tareas sensiblemente más complejas que los
bridges trabajan a menor velocidad.
Figura C.12. Esquema de acoplamiento de subredes mediante router.
Un gateway o pasarela se utiliza para acoplar redes con diferentes arquitecturas, es
decir permite interconectar dos subredes cualesquiera. En base al modelo de referencia
ISO, un gateway tiene como misión convertir los protocolos de comunicación de todos
los niveles. Permite también acoplar una red ISO con una no conforme a esta norma.
Entonces, la mitad de la figura no tiene estructura de 7 niveles sino una configuración
diferente. Los enlaces de red materializados mediante gateway tienen generalmente
bastantes complicaciones y ofrecen una velocidad más reducida.
Router
Estación A Estación
Medio de transmisión Medio de transmisión
7 6 5 4 3 2 1 1 1
7654321
2 23 3
LAN A

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -87-
Figura C.13. Esquema de acoplamiento de subredes mediante pasarela.
Estación A Estación B
Medio de transmisión Medio de transmisión
7654321 1 1
7654321
2 23 34 45 56 67 7Gateway

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -88-
3.7.- Seguridad en la transmisión.
En el nivel 1 tiene lugar la codificación física de los bits a transmitir para garantizar una
alta inmunidad a perturbaciones o una transmisión lo más segura posible. Cuando se
reciben datos, por encima del nivel 1, éstos están afectados por perturbaciones en el
medio de transmisión que se reflejan en una mayor probabilidad de errores. Para ello la
bibliografía especializada ha definido los conceptos de tasa de errores de bit y
probabilidad de error de bloque.
En el nivel 2 tiene lugar la codificación destinada a asegurar la transmisión de los datos.
Un parámetro de un código así es la denominada distancia de Hamming (HD). Ésta
especifica en cuántos bits pueden diferenciarse dos palabras de código válidas para que
resulte una nueva palabra de código válida. Dicho de otro modo, se detecta la inversión
de hasta (HD-1) bits.
Por encima del nivel 2 queda finalmente una probabilidad de error residual. Ésta define
la relación entre los telegramas erróneos no detectados y el número total de telegramas
recibidos. Por ello, la probabilidad de error residual permite definir la seguridad de la
transmisión. Esta depende de las perturbaciones en la línea, del método de codificación
físico utilizado, p. ej. NRZ o código Manchester (ver figura 1.14) y de la codificación
para comunicación (telegrama).
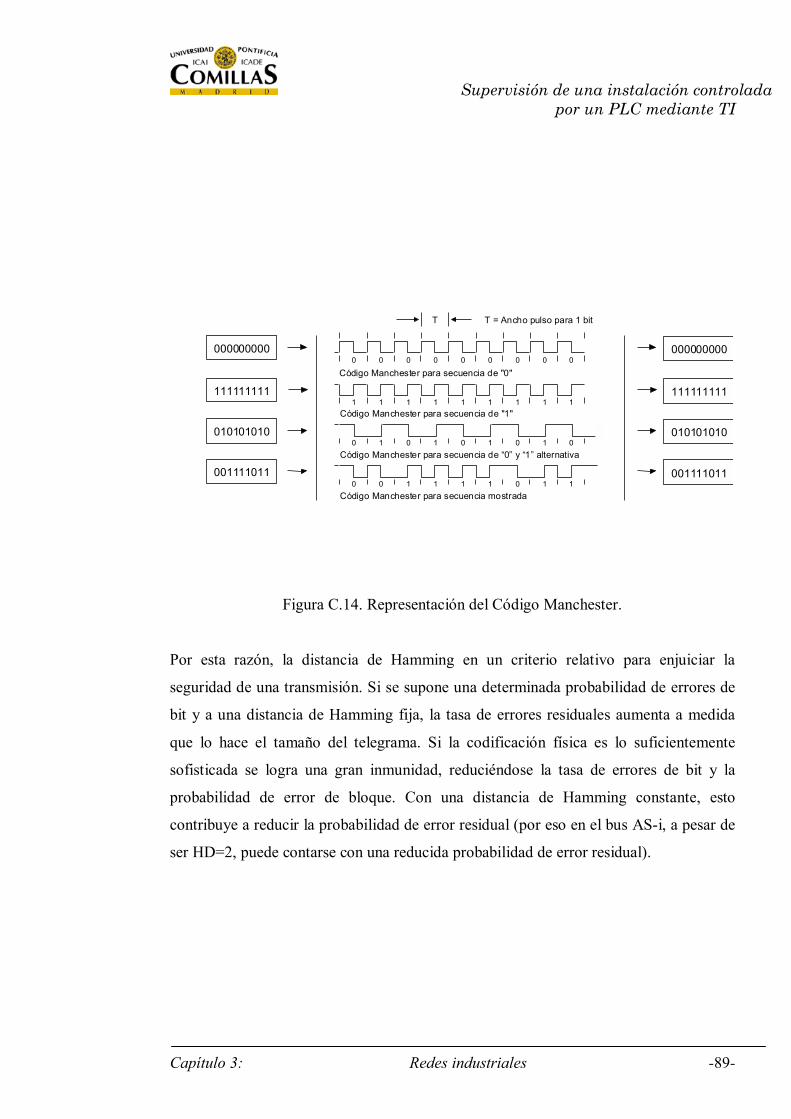
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -89-
Figura C.14. Representación del Código Manchester.
Por esta razón, la distancia de Hamming en un criterio relativo para enjuiciar la
seguridad de una transmisión. Si se supone una determinada probabilidad de errores de
bit y a una distancia de Hamming fija, la tasa de errores residuales aumenta a medida
que lo hace el tamaño del telegrama. Si la codificación física es lo suficientemente
sofisticada se logra una gran inmunidad, reduciéndose la tasa de errores de bit y la
probabilidad de error de bloque. Con una distancia de Hamming constante, esto
contribuye a reducir la probabilidad de error residual (por eso en el bus AS-i, a pesar de
ser HD=2, puede contarse con una reducida probabilidad de error residual).
000000000
111111111
010101010
001111011
Código Manchester para secuencia mostrada0 0 1 1 1 1 0 1 1
Código Manchester para secuencia de "1"1 1 1 1 1 1 1 1 1
Código Manchester para secuencia de 0 y 1 alternativa0 1 0 1 0 1 0 1 0
Código Manchester para secuencia de "0"0 0 0 0 0 0 0 0 0
T = Ancho pulso para 1 bitT
000000000
111111111
010101010
001111011
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -90-
3.8.- Clasificación de las subredes.
Nivel de control central. En él se procesan tareas de carácter general para toda la
empresa (funciones de gestión). Además de la memorización de valores del proceso,
funciones de procesamiento de carácter optimador y analizador así como su
presentación en forma de listado. Los datos para ellos necesarios se recolectan y
procesan para toda la empresa, con independencia del lugar de emplazamiento. Desde el
nivel de control central puede accederse a las diferentes locali zaciones.
El número de estaciones puede ser superior a 1.000.
Nivel de célula. En el nivel de célula se procesan autónomamente todas las tareas de
automatización y optimización. En este nivel están interconectados los autómatas, PCs y
equipos para manejo y visualización.
Nivel de campo. El nivel de campo es el nexo entre las instalaciones y los equipos de
automatización. Los dispositivos de campo miden, señalizan y transmiten a la
instalación las órdenes recibidas del nivel de célula. En general se transmiten pequeñas
cantidades de datos. En este caso es típica una comunicación jerarquizada, es decir
varios dispositivos de campo se comunican con un maestro.
Nivel de actuadores-sensores. En este nivel un maestro se comunica con actuadores y
sensores conectados a su subred. Este nivel se caracteriza por tiempos de respuesta
rápidos y un número reducido de bits de datos.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -91-
Figura C.15. Pirámide de la automatización.
Workstation, PC
SPS, PC
SPS, PCAccionamientos
Válvulas
ActuadoresSensores
Nivel superior
Nivel de célula
Nivel decampo
Nivelactuadorsensor

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -92-
3.9.- Redes de comunicación SIMATIC.
En su calidad de columna vertebral de toda la solución de automatización, las redes
tienen una importancia muy destacada. SIMATIC NET es el nombre de toda una
familia de redes, a través de las cuales es posible establecer una comunicación
integrada, coherente y homogénea desde el nivel de control central hasta el nivel de
campo.
Los diferentes miembros cumplen los más diversos requisitos de prestaciones y
aplicación: de la AS-Interface a la potente Industrial Ethernet, pasando por Profibus.
Éstas disponen de interfases de sistema unificados y, además están perfectamente
coordinadas entre sí, lo que reduce considerablemente las actividades de programación,
puesta en marcha, formación y mantenimiento.
En el nivel de campo de una planta de automatización se dispone de una gran cantidad
de sensores y actuadores (detectores de proximidad, botoneras, etc), que deben
conectarse a un equipo de control (PLCs o PCs).
La red AS-Interface (Interfase Actuador-Sensor), definida en el estándar EN 50295, es
la alternativa a la distribución del cableado convencional, ya que une todos estos
componentes por medio de un solo cable a dos hilos. La ventaja es que ya no se
precisan los costosos sistemas de cableado en paralelo ni la gran cantidad de módulos
de entrada y salida, debido a que es posible conectar hasta 248 actuadores o sensores
binarios vía un solo cable bifilar sin apantallamiento.
En la práctica esto significa que la instalación es directa, porque los datos de
información y la potencia se transportan por el mismo cable. No son necesarios unos
conocimientos especiales para instalar el sistema. Además, debido al sencillo tendido de
la red, a la simple estructura del cableado, y a su diseño tan específico, se reduce
considerablemente el riesgo de fallos y de errores durante el servicio y el
mantenimiento.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -93-
Otra ventaja del cable a dos hilos es el ahorro de espacio, puesto que el número de
armarios de distribución se reduce de forma significativa. Gracias al desarrollo de un
revestimiento especial para el cable AS-i y al especial método de conexión por
penetración, el cable de bus se puede colocar en cualquier punto de la red.
Como una parte más del sistema de comunicación industrial de Siemens, SIMATIC
NET, la red AS-interface ofrece una solución óptima para el nivel de campo, ya que se
puede conectar a redes superiores, como la red PROFIBUS o Industrial Ethernet a
través de pasarelas.
La red AS-i funciona siguiendo el principio maestro-esclavo. El módulo maestro se
sitúa en el equipo de control. Los sensores/actuadores conectados por medio del cable
AS-i se consideran esclavos del maestro. Cada uno de los esclavos puede direccionar 4
elementos binarios, tanto de entrada como de salida.
La frecuencia de sondeo del maestro a sus esclavos conectados es de 167 kHz, lo que
supone un tiempo de ciclo máximo, para 31 esclavos, de 5 ms aproximadamente. Si el
número de esclavos es inferior, el resultado serán tiempos de ciclo menores. Los
telegramas en AS-i disponen de 4 bits de datos útiles (más 4 bits de parámetros), para
entradas o salidas, y también es posible trabajar con señales analógicas (aunque la
velocidad será menor puesto que el tratamiento de la información de las señales
analógicas necesita varios ciclos).

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -94-
SIMATIC S7 300
Módulo pasivo(sin ASIC AS-i)
Módulo activo(con ASIC AS-i)
Distribuidor AS-iActuador / Sensorcon ASIC AS-i
ASIC esclavoInterfase AS-i
Fuente dealimentaciónAS-i CP 342-2
Cable de bus Interfase AS-i
Figura C.16. Ejemplo de una red AS-i.
Si se tiene una configuración completa de 31 esclavos se pueden direccionar hasta 124
elementos binarios. Por medio de los esclavos bidireccionales, el número de elementos
binarios que se pueden direccionar se dobla hasta un máximo de 248 por maestro.
Una de las características principales de la red AS-i es la utilización de un cable común,
a dos hilos y sin apantallar, para la transmisión de datos y para la distribución de la
alimentación necesaria para los módulos de sensores/actuadores. Para cumplir con este
requisito es precisa una fuente de alimentación que debe cumplir con las
especificaciones del método de transmisión de la red.
El cable utilizado para AS-i se suministra con codificación mecánica y por tanto
polarizado. Permite una conexión sencilla por medio de la técnica de penetración en los
módulos de acoplamiento. La máxima longitud de cable para un segmento AS-i, sin
repetidor o extensor, es de 100 m. Utilizando repetidores o extensores se pueden
alcanzar distancias de hasta 300 m. Sin embargo, debido a la utilización de pasarelas
que unen esta red con las redes de PROFIBUS e Industrial Ethernet, las distancias que
se pueden alcanzar son de hasta 100 km.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -95-
Profibus (Process Field Bus) es la subred conforme a la norma europea EN 50170 Vol.
2 (DIN 19245; nombre anterior SINEC L2) para los niveles de campo y célula. Con ella
es posible el intercambio de información entre dispositivos de campo y con sistemas de
mayor jerarquía. Se utiliza para transmitir cantidades de datos desde pequeñas hasta
medias (hasta 240 bytes).
La base de la especificación del estándar PROFIBUS fue un proyecto de investigación
(1987-1990) llevado a cabo por los siguientes participantes: Siemens, ABB, AEG,
Bosch, Honeywell, Klöckner-Moeller, Landis & Gyr, Phoenix Contact, Rheinmetall,
RMP, Sauter-Cumulus, Schleicher y cinco institutos alemanes de investigación. Hubo
además de una pequeña esponsorización por parte del gobierno alemán.
El resultado de este primer proyecto fue el primer borrador de la norma DIN 19245, el
estándar Profibus, partes 1 y 2. La parte 3, Profibus-DP, se definió en 1993.
PROFIBUS especifica las características técnicas y funcionales de un sistema de bus de
campo serie al cual pueden conectarse controladores digitales descentralizados.
La velocidad de transmisión puede oscilar desde los 9.6 Kbits/s hasta alcanzar un
máximo de 12 Mbits/s. También la longitud máxima de la red es variable, dependiendo
del medio físico utilizado (hasta 9 km con medio eléctrico; hasta 90 km si se utiliza
fibra óptica de vidrio).
El número máximo de estaciones es 127, aunque sólo 32 de éstas pueden ser activas. El
método de acceso es independiente del soporte de transmisión, y se controla en base a la
combinación de dos métodos de acceso, el principio de paso de testigo y el del maestro-
esclavo subordinado al primero.
En el capítulo dedicado a Profibus en particular, se describirán de forma detallada las
características de esta red.
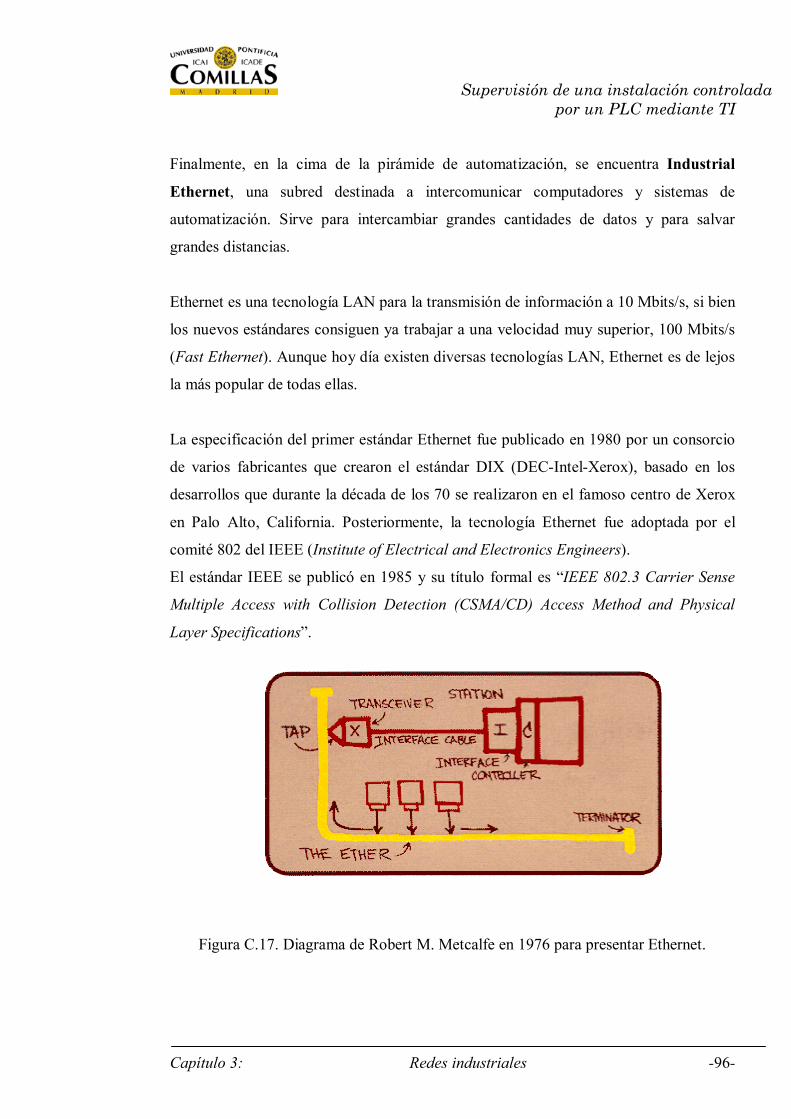
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -96-
Finalmente, en la cima de la pirámide de automatización, se encuentra Industrial
Ethernet, una subred destinada a intercomunicar computadores y sistemas de
automatización. Sirve para intercambiar grandes cantidades de datos y para salvar
grandes distancias.
Ethernet es una tecnología LAN para la transmisión de información a 10 Mbits/s, si bien
los nuevos estándares consiguen ya trabajar a una velocidad muy superior, 100 Mbits/s
(Fast Ethernet). Aunque hoy día existen diversas tecnologías LAN, Ethernet es de lejos
la más popular de todas ellas.
La especificación del primer estándar Ethernet fue publicado en 1980 por un consorcio
de varios fabricantes que crearon el estándar DIX (DEC-Intel-Xerox), basado en los
desarrollos que durante la década de los 70 se realizaron en el famoso centro de Xerox
en Palo Alto, California. Posteriormente, la tecnología Ethernet fue adoptada por el
comité 802 del IEEE (Institute of Electrical and Electronics Engineers).
El estándar IEEE se publicó en 1985 y su título formal es IEEE 802.3 Carrier Sense
Multiple Access with Collision Detection (CSMA/CD) Access Method and Physical
Layer Specifications.
Figura C.17. Diagrama de Robert M. Metcalfe en 1976 para presentar Ethernet.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -97-
En Ethernet, cada equipo trabaja con independencia del resto de estaciones de la red, y
no hay ningún controlador central. Todas las estaciones están conectadas a un medio
compartido. Las señales se difunden a través del medio a todas las estaciones. Para
enviar un paquete de datos Ethernet, la estación primero tiene que escuchar el medio,
y cuando éste está en reposo la estación transmite sus datos.
El acceso al medio viene determinado por el mecanismo de control de acceso al medio
integrado en la interfase de cada estación.
En Ethernet, el control de acceso empleado es el CSMA/CD, y se asemeja a la situación
que se podría dar durante una cena en una habitación a oscuras. Todos los que se
encuentran sentados alrededor de la mesa, antes de hablar, deben escuchar durante un
tiempo que nadie está hablando (Carrier Sense). Una vez transcurrido ese tiempo todos
los comensales disponen de las mismas oportunidades para decir algo (Multiple
Access). Si dos personas comienzan a hablar a la vez se dan cuenta, y frenan en su
tentativa (Collision Detection). Este sistema está diseñado para reforzar el acceso
sencillo al medio compartido de modo que todas las estaciones tengan oportunidad de
hacer uso de la red.
Si dos estaciones intentan transmitir a la vez sus señales colisionan, lo que
inmediatamente se les notifica a las estaciones, y éstas vuelven a planificar sus
transmisiones. Para evitar que se repita el problema, las estaciones involucradas eligen
un intervalo de tiempo aleatorio para volver a intentarlo.
Si para un mismo intento de transmisión se repiten sucesivas colisiones, las estaciones
comienzan a aumentar el intervalo de tiempo. Las repetidas colisiones son indicativo de
una red ocupada.
El proceso de retroceso, formalmente conocido como truncated binary exponential
backoff supone un método automático para que las estaciones se ajusten a las
condiciones de tráfico en la red.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 3: Redes industriales -98-
Cualquier sistema de Ethernet consta de 3 elementos básicos: el medio físico, un
conjunto de reglas de control de acceso al medio integradas en cada interfase Ethernet y
una trama Ethernet. El medio físico puede ser de tipo eléctrico (cable coaxial o par
trenzado industrial) u óptico (cable de fibra óptica). Conectado con el medio está el
MDI (Medium Dependent Interface). Esta parte del estándar describe el elemento de
hardware empleado para realizar una conexión física y eléctrica directa al medio. La
unidad de conexión al medio, MAU (Medium Attachment Unit), llamada también
transceiver (TRANSmits y reCEIVEs) en el estándar DIX Ethernet original, contiene
como una parte el MDI. A continuación del MAU está finalmente la unidad de interfase
de conexión, o AUI (Attachment Unit Interface), que podrá conectarse a la interfase
Ethernet del PLC/PC con un conector de 15 pines. El equipo en sí se denomina equipo
terminal de datos, DTE (Data Terminal Equipment).
Con Ethernet es posible conectar más de 1.000 estaciones en una misma subred,
alcanzando distancias de hasta 1.5 km en redes eléctricas y de 200 km en redes ópticas.
Sin embargo, el hecho de soportar el protocolo TCP/IP aumenta considerablemente las
posibilidades de conexión con otras subredes, y en consecuencia también lo hace el
número de equipos que pueden estar comunicados así como la distancia entre ellos.
[GASA96] [PIGA97] [CARR88] [HALS01]

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -99-
Capítulo 4:
Estándar de comunicaciones industriales Profibus
4.1. Introducción 100
4.2. Método de acceso 103
4.3. Tecnología de transmisión 115
4.4. Modos de transmisión. Servicios de comunicación 122
4.5. Arquitectura de protocolo 128
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -100-
4.1.- Introducción.
Los buses de campo en serie se usan en la actualidad fundamentalmente como sistemas
de comunicación para intercambio de información entre los sistemas automatizados y
los dispositivos de campo distribuidos. Miles de aplicaciones resueltas con éxito han
supuesto una prueba de que el uso de la tecnología de buses de campo permite ahorros
de hasta el 40% en costes de cableado, puesta en marcha y mantenimiento frente a la
tecnología convencional. Sólo se usan dos hilos para transmitir toda la información
relevante, esto es, datos de entrada/salida, parámetros, datos de diagnóstico, programas
y tensión de alimentación para los dispositivos de campo.
En el pasado se empleaban con frecuencia buses de campo específicos del fabricante,
incompatibles entre sí. Virtualmente, todos los sistemas diseñados en la actualidad son
estándares abiertos.
Profibus es el líder en Europa de los sistemas de bus de campo abierto, y disfruta de una
amplia aceptación mundial. Las áreas de aplicación incluyen fabricación, proceso y
automatización de edificios. Profibus fue estandarizado en el estándar de buses de
campo europeo EN 50 170, concretamente en el volumen 2. Este hecho protege de
forma óptima tanto al fabricante como a las inversiones de los usuarios, asegurando a
éste último su independencia respecto al fabricante.
Con Profibus pueden comunicarse equipos de diferentes fabricantes sin necesidad de
ajustes especiales en la interfase. Puede emplearse tanto para transmisiones de datos
críticas en el tiempo a alta velocidad como en tareas de comunicación complejas.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -101-
La familia Profibus está formada por tres versiones compatibles entre sí, a saber:
- Profibus-DP (Periferia Descentralizada, DIN E 19245, Parte 3), perfil de
protocolo para el acoplamiento de la periferia descentralizada, p. ej. ET 200 con
rápidos tiempos de reacción. El intercambio de datos es cíclico. El tiempo de
ciclo del bus ha de ser menor que el tiempo de ciclo del programa del
controlador central.
- Profibus-PA (Process Automation) es la ampliación de Profibus-DP compatible
en comunicación con una tecnología que permite aplicaciones en el área Ex. El
sistema de transmisión de Profibus-PA cumple la normativa internacional IEC
1158-2.
- Profibus-FMS (Fieldbus Message Specification, DIN 19245 T.2) es aplicable
para la comunicación de autómatas en pequeñas células y para la comunicación
con dispositivos de campo con interfase FMS. En Profibus-FMS la
funcionalidad es más importante que conseguir un sistema con tiempo de
reacción pequeño.
Además, existen otros dos perfiles de protocolos para aplicaciones en nivel de campo
específicos de equipos SIEMENS:
- Funciones S7. Ofrecen una comunicación optimizada entre S7/M7/PC.
- SEND/RECEIVE (interfase FDL, Fieldbus Data Link). Ofrece funciones con
las que la intercomunicación entre SIMATIC S5/S7 y PC es sencilla y rápida.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -102-
Profibus especifica las características técnicas y funcionales de un sistema de bus de
campo serie al cual pueden conectarse controladores digitales descentralizados desde el
nivel de campo hasta el nivel de célula. En Profibus se distingue entre dispositivos
maestros y esclavos:
• MAESTROS. Determinan la comunicación de datos en el bus. Un maestro
puede enviar mensajes, sin necesidad de una petición o solicitud externa, cuando
posee los derechos de acceso al bus (token). A los maestros también se les da el
nombre de estaciones activas en el protocolo Profibus.
• ESCLAVOS. Son elementos de periferia. Los esclavos típicos incluyen
dispositivos de entrada/salida, válvulas, transmisores de medida y
accionamientos. Éstos no tienen derechos de acceso al bus y sólo pueden acusar
los mensajes recibidos o enviar mensajes al maestro cuando éste así lo requiere.
A los esclavos también se les da el nombre de estaciones pasivas. Dado que sólo
les es necesaria una pequeña parte del protocolo del bus, su aplicación es
especialmente económica y sencilla.
La velocidad de transmisión puede oscilar desde los 9.6 Kbits/s hasta alcanzar un
máximo de 12 Mbits/s en algunos elementos de Profibus-DP. También la longitud
máxima de la red es variable, dependiendo del medio físico utilizado (hasta 9km con
medio eléctrico; hasta 90km si se utiliza fibra óptica de vidrio). El número máximo de
estaciones es 127 (direcciones de la 0 a la 126).
En este capítulo se explican de forma detallada aspectos generales como el método de
acceso empleado, los medios físicos disponibles para la transmisión de datos, los
servicios de comunicación, la arquitectura del protocolo, etc.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -103-
4.2.- Método de acceso.
Principio de funcionamiento.
El acceso a red de Profibus se controla en base a la combinación de dos métodos de
acceso, el principio de paso de testigo (Token Bus), definido en la norma EN
50170, Vol.2, en sistemas distribuidos, y el principio del maestro-esclavo
(Master-Slave) para sistemas centralizados.
El método de acceso es independiente del medio de transmisión. Todas las estaciones
activas disponen de control de acceso al bus. Las estaciones pasivas son neutras en lo
que respecta al acceso al bus. Es decir, no llevan a cabo transmisiones por iniciativa
propia, sino sólo bajo previa petición de envío o recepción. La figura 2.1 muestra el
mencionado método híbrido, con usuarios de bus activos y pasivos.
Figura D.1. Principio de funcionamiento del método de acceso de Profibus.
Todas las estaciones activas constituyen, en un orden definido, el anillo lógico con
paso de testigo. Cada una de ellas conoce a los restantes usuarios activos, así como su
orden en el anillo lógico, que es independiente de la disposición topológica de las
estaciones activas en la red.
La autorización de acceso al medio, es decir, el testigo, ficha o token, se pasa de una
estación activa a la siguiente en orden numérico ascendente de dirección de estación
Usuarios de bus activos
Relación maestro-esclavo
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -104-
usando el token frame (trama de testigo). Sólo la estación con dirección más alta pasa el
testigo a aquella con menor dirección, cerrándose de este modo el anillo lógico (ver
figura 2.2).
Cuando una estación recibe el testigo queda autorizada para transmitir telegramas
(recuerde que la iniciativa en la comunicación siempre recae sobre las estaciones
activas). Para que el paso de testigo se lleve a cabo de una forma ordenada, cada
estación debe conocer:
• la estación previa (PS, Previous Station), de la que recibe el testigo,
• la próxima estación (NS, Next Station), a la que pasará el testigo, y
• su propia dirección (TS, This Station).
Las direcciones de PS y NS se verifican primero independientemente para cada estación
activa después de la inicialización de los parámetros de funcionamiento, y de ahí en
adelante se actualizarán dinámicamente.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -105-
Figura D.2. Anillo lógico con paso de testigo.
Recepción del testigo.
Cuando una estación activa (TS) recibe una trama de testigo (token frame) direccionada
para ella, procedente de la estación registrada como previa (PS) en su Lista de
Estaciones Activas (LAS, List of Active Stations), se convierte en el poseedor del testigo
y puede ejecutar ciclos de mensajes. La estación activa genera su LAS en la fase de
escucha (estado Listen_Token) después del arranque y, a partir de ese momento, se
comprueba y se corrige su estado, si fuese necesario, cuando se recibe una trama de
testigo.
TS = 1 NS = 2
Física al bus
SA = 2 DA = 3
SA = 3 DA = 4
SA = 4 DA = 1
SA = 1 DA = 2
TS = 2 NS = 3 PS = 1
TS = 3 NS = 4 PS = 2
TS = 4
NS =
SA = 2 DA = 3
SA = 3 DA = 4
SA = 4 DA = 1
SA = 1 DA = 2
SA = 1 DA = 2
TOKEN
TOKEN
TOKEN
TOKEN
TOKEN
TOKEN

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -106-
Si el transmisor del testigo no está registrado como PS, el receptor inicialmente
considera que se ha producido un error y no acepta el testigo. No lo acepta hasta que la
misma PS lo intente de nuevo, porque el receptor asume entonces que se ha producido
un cambio en el anillo lógico. Es entonces cuando se reemplaza por la estación nueva la
PS que se registro originalmente en la LAS
Figura D.3. Recepción de testigo.
El tiempo durante el que puede transmitir viene definido por el llamado tiempo de
retención del testigo. Una vez expirado el mismo, el usuario sólo puede emitir un
mensaje de prioridad alta. Si no tiene que emitir ningún mensaje, pasa el testigo a la
estación que le sigue directamente en el anillo lógico.
Emisión del testigo.
Cuando la estación activa ha completado sus ciclos de mensaje, incluyendo cualquier
actualización de la lista GAP (ver apartado 2.2.4), pasa el testigo a la próxima estación
(NS) mediante el envío de la trama de testigo. La estación debe comprobar que su
transceiver está preparado (estado Pass_Token, paso de testigo).
Estación previa Anillo lógico con paso de testigo Próxima estac
Ciclos de mensaje
PS
Estación
TOK

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -107-
Si el emisor del testigo recibe una trama válida, esto es, una cabecera de trama pausible
sin errores, tras el syn time en el slot time, considera que su NS ha cogido el testigo y
está ejecutando sus ciclos de mensaje. Si por el contrario recibe una trama defectuosa,
interpreta que otra estación está enviando. En ambos casos, detiene la comprobación del
paso de testigo y va a su estado Active-Idle (activa en reposo).
Si el emisor del testigo no detecta ninguna actividad en el bus en el slot time, envía la
trama de testigo de nuevo y espera otro slot time. Si detecta actividad en el bus en el
segundo slot time, deja de intentarlo. Si no es así, envía una última vez la trama de
testigo a su NS. Si detecta actividad en el bus en el slot time en este segundo reintento,
deja de insistir.
Si tras ese tercer intento todavía no hay actividad en el bus, el emisor del testigo
intentará pasar el mismo a la estación posterior a la NS. Se repite este proceso hasta que
encuentra una NS en su LAS. Si no tiene éxito, interpreta que es la única estación que
queda en el anillo lógico y mantiene el testigo para sí mismo si no se solicitan ciclos de
mensaje. Figura D.4. Emisión de testigo.
TS = 3
PS = 2
TS = 2
NS = 3
TOKEN
TOKEN
TOKEN
TOKEN
No hay actividad en bus
No hay actividad en bus
No hay actividad en bus
SA = 2 DA = 3
1er reintento
SA = 2 DA = 3
SA = 2 DA = 3
SA = 2 DA = 4
2do reintento
Slot time
Slot time
Slot time
Paso TOKEN a la próxima estación activa
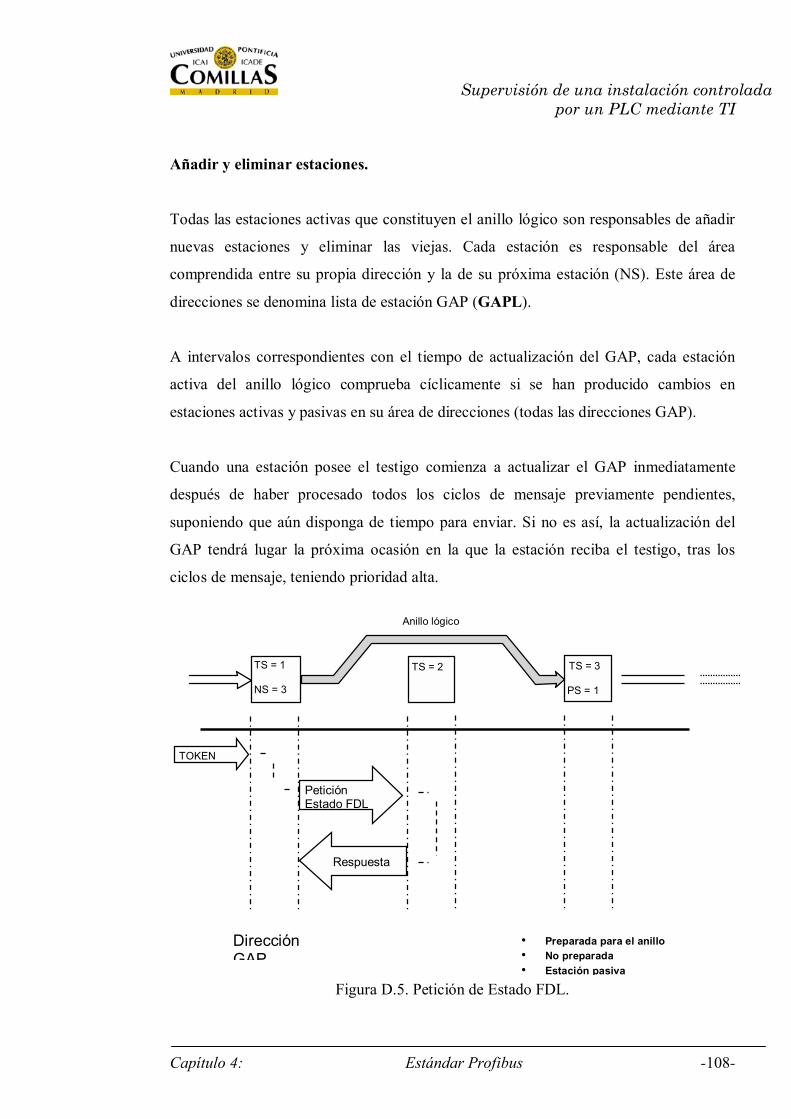
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -108-
Añadir y eliminar estaciones.
Todas las estaciones activas que constituyen el anillo lógico son responsables de añadir
nuevas estaciones y eliminar las viejas. Cada estación es responsable del área
comprendida entre su propia dirección y la de su próxima estación (NS). Este área de
direcciones se denomina lista de estación GAP (GAPL).
A intervalos correspondientes con el tiempo de actualización del GAP, cada estación
activa del anillo lógico comprueba cíclicamente si se han producido cambios en
estaciones activas y pasivas en su área de direcciones (todas las direcciones GAP).
Cuando una estación posee el testigo comienza a actualizar el GAP inmediatamente
después de haber procesado todos los ciclos de mensaje previamente pendientes,
suponiendo que aún disponga de tiempo para enviar. Si no es así, la actualización del
GAP tendrá lugar la próxima ocasión en la que la estación reciba el testigo, tras los
ciclos de mensaje, teniendo prioridad alta.
Figura D.5. Petición de Estado FDL.
TS = 1 NS = 3
TS = 3 PS = 1
TS = 2
TOKEN
Petición Estado FDL
Respuesta
Anillo lógico
Dirección GAP
Preparada para el anillo No preparada Estación pasiva
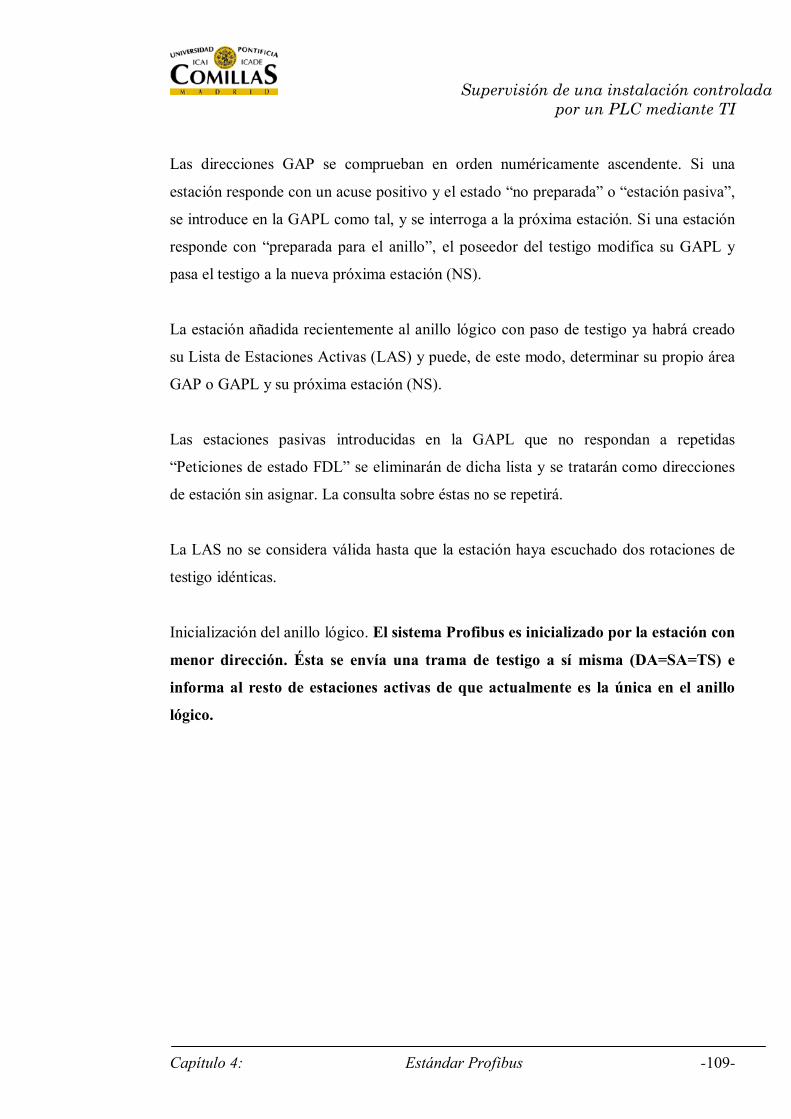
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -109-
Las direcciones GAP se comprueban en orden numéricamente ascendente. Si una
estación responde con un acuse positivo y el estado no preparada o estación pasiva,
se introduce en la GAPL como tal, y se interroga a la próxima estación. Si una estación
responde con preparada para el anillo, el poseedor del testigo modifica su GAPL y
pasa el testigo a la nueva próxima estación (NS).
La estación añadida recientemente al anillo lógico con paso de testigo ya habrá creado
su Lista de Estaciones Activas (LAS) y puede, de este modo, determinar su propio área
GAP o GAPL y su próxima estación (NS).
Las estaciones pasivas introducidas en la GAPL que no respondan a repetidas
Peticiones de estado FDL se eliminarán de dicha lista y se tratarán como direcciones
de estación sin asignar. La consulta sobre éstas no se repetirá.
La LAS no se considera válida hasta que la estación haya escuchado dos rotaciones de
testigo idénticas.
Inicialización del anillo lógico. El sistema Profibus es inicializado por la estación con
menor dirección. Ésta se envía una trama de testigo a sí misma (DA=SA=TS) e
informa al resto de estaciones activas de que actualmente es la única en el anillo
lógico.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -110-
Figura D.6. Inicialización del anillo lógico.
A continuación envía la llamada Petición Estado FDL a las siguientes direcciones
en orden ascendente, con objeto de registrar otras estaciones. Si una estación
activa o pasiva realiza un acuse del tipo No preparada, se introduce
automáticamente en la GAPL.
La primera estación activa que responda con Preparada para el anillo lógico se
introducirá en la LAS como la NS y, de este modo, concluye el área GAP del poseedor
de testigo. Es entonces cuando el testigo se pasa a la NS.
Tiempo de rotación de testigo. Parámetros de bus.
Tan pronto como una estación activa recibe el testigo comienza la medición del tiempo
de rotación del testigo. Cuando la misma estación acepta el testigo de nuevo se detiene
la medición del tiempo para el ciclo ejecutado, y el resultado es el Tiempo de Rotación
Real, TRR. La medición del siguiente tiempo de rotación se inicia inmediatamente.
1
LAS-
1
2 3 4 5
1 2
T:1-1
T:1-1
1 2 3
1 2 3 4
1 2 3 4 5
T: 1-1 Preparada" para el anilloTOKEN de Estación 1 a Estación 1 Petición Estado
Pet . Estado
Pet. Estado
Pet . Estado
Pet. Estado
Preparada"
" Preparada "
" Preparada "
" Preparada "
T: 1-2T: 2-1T: 1-2
T: 2-3T: 3-1
T: 1-2T: 2-3
T: 3-4T: 4-1
T: 1-2
T: 1-2
T: 2-3
T: 2-3
T: 3-4
T: 3-4
T: 4-5
T: 5-1
T: 4-5
T: 5-1
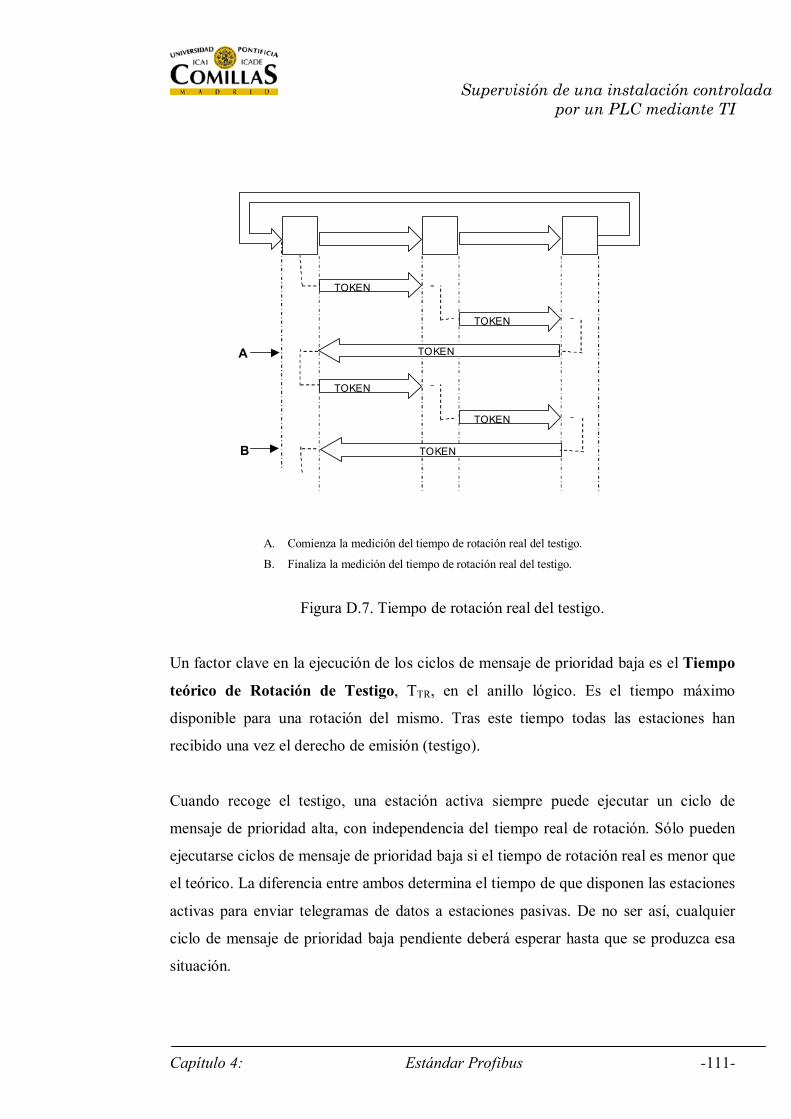
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -111-
A. Comienza la medición del tiempo de rotación real del testigo.
B. Finaliza la medición del tiempo de rotación real del testigo.
Figura D.7. Tiempo de rotación real del testigo.
Un factor clave en la ejecución de los ciclos de mensaje de prioridad baja es el Tiempo
teórico de Rotación de Testigo, TTR, en el anillo lógico. Es el tiempo máximo
disponible para una rotación del mismo. Tras este tiempo todas las estaciones han
recibido una vez el derecho de emisión (testigo).
Cuando recoge el testigo, una estación activa siempre puede ejecutar un ciclo de
mensaje de prioridad alta, con independencia del tiempo real de rotación. Sólo pueden
ejecutarse ciclos de mensaje de prioridad baja si el tiempo de rotación real es menor que
el teórico. La diferencia entre ambos determina el tiempo de que disponen las estaciones
activas para enviar telegramas de datos a estaciones pasivas. De no ser así, cualquier
ciclo de mensaje de prioridad baja pendiente deberá esperar hasta que se produzca esa
situación.
TOKEN
TOKEN
TOKEN
TOKEN
TOKEN
A
B
TOKEN

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -112-
Se denomina Tiempo de Respuesta del Sistema al intervalo máximo entre dos ciclos
de mensaje de prioridad alta sucesivos en una estación activa usando el interfase FDL,
habiendo empleado toda la capacidad del bus.
El tiempo de rotación de testigo teórico mínimo de un sistema depende del número de
estaciones activas (na), del tiempo de ciclo de testigo (TTC) derivado, y de la longitud de
los ciclos de mensaje de prioridad alta (alta TMC). El tiempo de rotación de testigo
especificado también debe incluir tiempo suficiente para los ciclos de mensaje de
prioridad baja y un margen de seguridad para posibles reintentos.
TTRmín = na * (TTC + alta TMC) + k * baja TMC + mt * RET TMC
na. Número de estaciones activas.
k. N° probable de ciclos de mensaje de prioridad baja por rotación.
TTC . Tiempo de ciclo de testigo.
TMC . Tiempo de ciclo de mensaje, función de la longitud de la trama.
mt. N° de ciclos de reintento de mensaje por rotación.
RET TMC Tiempo de un ciclo de reintento de mensaje.
Para mantener el tiempo de rotación de testigo lo más pequeño posible se
recomienda declarar sólo eventos importantes o infrecuentes como ciclos de
mensaje de prioridad alta y reducir su longitud al mínimo (es decir, menos de 20
bytes por UNIDAD DE DATOS).
Cuando se hace uso de los servicios para ciclos de mensaje, los usuarios de la interfase
FDL (Nivel de Aplicación) tienen la posibilidad de elegir entre dos clases de prioridad:
baja y alta. La prioridad se pasa a FDL con la petición de servicio.
En el momento en que una estación activa tiene el testigo, siempre procesa todos sus
ciclos de mensaje de prioridad alta antes que los de prioridad baja. Si el tiempo real de

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -113-
rotación, TRR, es mayor o igual al tiempo teórico de rotación de testigo, TTR, cuando se
recibe el testigo, puede ejecutarse un ciclo de mensaje de prioridad alta, incluido
reintento en caso de error. El testigo debe pasarse entonces a la NS inmediatamente.
La regla general al recibir el testigo o después de ese primer ciclo de mensaje de
prioridad alta es la siguiente: tanto los ciclos de mensaje de prioridad alta como los de
prioridad baja sólo pueden ejecutarse si TRR es menor que TTR, es decir, si todavía se
dispone de tiempo de retención de testigo, TTH = TTR TRR.
Una vez ha comenzado un ciclo de mensaje, sea cual sea su prioridad e incluyendo
reintentos, siempre se completa, incluso si el TRR alcanza o supera el valor de TTR
durante el procesamiento.
A continuación se enumeran una serie de parámetros de tiempo comúnmente utilizados
en Profibus:
• Tiempo de espera a la recepción (slot time). Determina el tiempo máximo que
espera el emisor a recibir una respuesta de su interlocutor.
• Tiempo máximo de procesamiento del protocolo (TSDRmáx). Determina el
tiempo tras el cual tiene que haber respondido el interlocutor.
• Tiempo mínimo de procesamiento de protocolo (TSDRmín). Determina el tiempo
mínimo que requiere el interlocutor receptor para procesar el protocolo.
• Tiempo de preparación (setup time). Tiempo que transcurre entre la recepción
de un telegrama y la reacción a éste.
• Tiempo de desactivación del modulador (Quiet-Time for Modulator). Tiempo
necesario para cambiar del modo de Emisión al modo de Recepción.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -114-
• Factor de actualización GAP. Determina después de cuántas rotaciones del
testigo se aceptará una nueva estación en el anillo lógico.
• Límite de repetición de llamadas. Determina el número máximo de intentos
que pueden realizarse para comunicar con una estación.
• Tiempo de disponibilidad (ready time). Tiempo para acuse o respuesta.
• Tiempo de reposo 1 (idle time). Determina el retardo después de recibir una
respuesta.
• Tiempo de reposo 2. Determina el retardo después de emitir una llamada sin
recibir respuesta.
• Tiempo de supervisión de respuesta (watch-dog). Determina el tiempo tras el
cual se tiene que acceder a un interlocutor.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -115-
4.3.- Tecnología de transmisión.
El área de aplicación de un sistema de bus de campo está fuertemente determinado
por la elección de la tecnología de transmisión. Además de los requisitos generales
(seguridad en la transmisión, distancia a cubrir o alta velocidad de transmisión)
son de particular importancia la sencillez y determinados factores
electromecánicos. Cuando se trata de una aplicación para automatizar un proceso,
deben transmitirse datos y alimentación a través de un cable común.
Dada la imposibilidad de satisfacer todos los requisitos con una única tecnología de
transmisión, Profibus proporciona tres variantes:
Transmisión RS 485 para DP y FMS.
Transmisión IEC 1158-2 para PA.
Fibra óptica (FO).
Transmisión RS 485 para DP y FMS.
El método de transmisión RS 485 responde a la transmisión simétrica de datos según el
EIA Standard RS 485, y también se conoce con el nombre de H2. Este método de
transmisión está prescrito con carácter obligatorio en la norma Profibus EN 50170 para
la transmisión de datos por líneas bifilares. Su área de aplicación incluye todas aquellas
aplicaciones en las que se precisa una alta velocidad de transmisión y una instalación
sencilla y económica. El medio físico utilizado es un cable bifilar de cobre trenzado y
apantallado. La combinación del trenzado de conductores, el apantallamiento de lámina
y el apantallamiento de malla lo hace especialmente apropiado para el tendido en
entornos industriales con fuertes interferencias electromagnéticas.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -116-
Figura D.8. Sección de cable de bus estándar.
La tecnología de transmisión RS 485 es muy sencilla de implementar. Su instalación no
requiere de un conocimiento experto. La estructura de bus hace posible la adición y
eliminación de estaciones o un tratamiento por etapas del sistema sin influencia en el
resto de participantes. Las expansiones posteriores no afectan a las estaciones que ya
están operativas.
La velocidad de transmisión puede seleccionarse en el margen comprendido desde 9.6
kbit/s hasta 12 Mbit/s. Dicha velocidad ha de ser única, y será la misma para todos los
dispositivos presentes en el bus.
Independientemente de la velocidad de transmisión, todos los segmentos del bus han de
terminar por ambos extremos con la impedancia característica. Esta terminación de
línea está integrada en los repetidores RS 485, en los terminales de bus RS 485 y en los
conectores de bus, y puede conectarse en caso necesario. Para que la terminación de
línea resulte eficaz es necesario abastecerla de tensión. En el caso del terminal de bus
RS 485 y de los conectores de bus, esto tiene lugar a través de los terminales de datos
conectados (DTEs), y en el caso del repetidor a través de su fuente de alimentación de
tensión.
La longitud de cable máxima es función de la velocidad de transmisión, el tipo de cable
utilizado y del número de usuarios del bus.
Velocidad (kbit/s) 9.6 19.2 93.75 187.5 500 1500 12000
Distancia/segmento (m) 1200 1200 1200 1000 400 200 100

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -117-
Tabla D.1. Distancias en base a la velocidad de transmisión para cable de tipo A.
Se pueden conectar un máximo de 32 estaciones (maestros o esclavos) por segmento.
Cuando se requiere un mayor número de participantes o aumentar la longitud de cable
entre dos usuarios, es posible enlazar segmentos por medio de repetidores RS 485,
formando una red. En tal caso deberá tenerse en cuenta tanto que el número máximo de
estaciones integrados en una red está limitado a 127, como que pueden instalarse como
máximo 9 repetidores entre dos usuarios, pudiendo materializarse tanto estructuras en
línea como en árbol.
Para conectar terminales de datos (DTE) con interfase RS 485 al cable de bus se
emplean conectores Sub-D de 9 polos. El conector macho se enchufa en el conector
hembra del terminal de datos, y se atornilla por un lado a modo de seguro mecánico.
Estando conectada la resistencia terminal del cable, el terminal de bus necesita del DTE
una corriente como máximo de 5 mA para una tensión de alimentación de 5 V entre las
clavijas 5 y 6 del conector macho.
Clavija Señal Significado
1 NC No ocupada
2 NC No ocupada
3 B (RXD/TXD-P) Cable de datos B (Receive/Transmit-Data-P)
4 NC No ocupada
5 M5V2 (DGND) Potencial de referencia de datos (Data Ground)
6 P5V2 (VP) Tensión de alimentación de +5 V
7 NC No ocupada
8 A (RXD/TXD- Cable de datos A (Receive/Transmit-Data-N)
9 NC No ocupada
Tabla D.2. Ocupación de contactos del conector macho Sub-D.
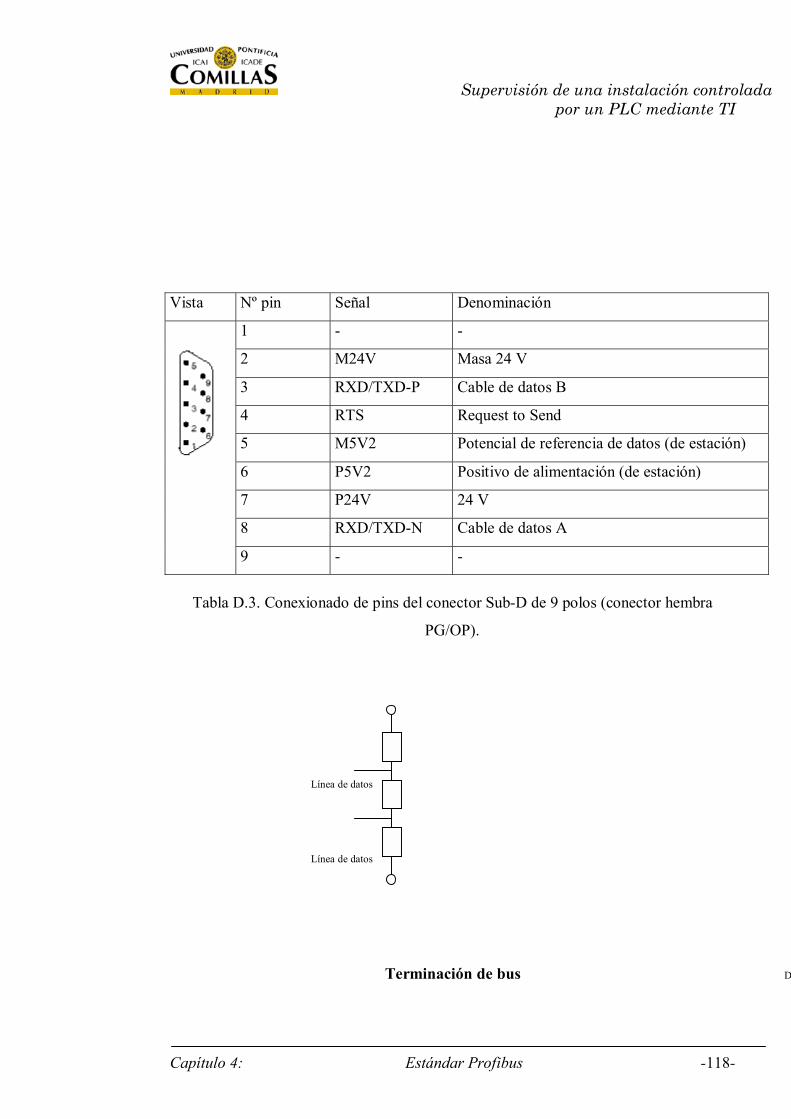
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -118-
Vista Nº pin Señal Denominación
1 - -
2 M24V Masa 24 V
3 RXD/TXD-P Cable de datos B
4 RTS Request to Send
5 M5V2 Potencial de referencia de datos (de estación)
6 P5V2 Positivo de alimentación (de estación)
7 P24V 24 V
8 RXD/TXD-N Cable de datos A
9 - -
Tabla D.3. Conexionado de pins del conector Sub-D de 9 polos (conector hembra
PG/OP).
Línea de datos
Línea de datos
Terminación de bus D
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -119-
Transmisión según IEC 1158_2 para PA.
La tecnología de transmisión acorde con la IEC 1158_2 cumple los requisitos de las
industrias químicas y petroquímicas. Permite seguridad intrínseca y hace posible que se
alimente a los dispositivos de campo a través del bus. Esta tecnología consta de un
protocolo síncrono al bit con transmisión libre de corriente continua.
La transmisión se fundamenta en los siguientes principios:
• Cada segmento tiene sólo una fuente de alimentación, la llamada unidad de
suministro de potencia.
• Cuando una estación está enviando no se alimenta el bus.
• Cada dispositivo de campo consume una corriente básica constante en
régimen permanente.
• Los dispositivos de campo se comportan como sumideros de corriente
pasivos.
• La terminación pasiva de línea se dispone en ambos extremos de la línea de
bus principal.
• Son posibles configuraciones en línea, árbol y estrella.
• Para aumentar la fiabilidad, pueden diseñarse segmentos de bus redundantes.
Para la modulación se considera que cada estación del bus, para alimentar al dispositivo,
requiere una corriente base de al menos 10 mA. Las señales de comunicación las genera
el dispositivo emisor a través de una modulación de la corriente básica entre ±9 mA.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -120-
Transmisión de datos Digital, síncrono al bit, código Manchester
Velocidad de transmisión 31.25 Kbit/s, Modo Tensión
Seguridad en los datos Preámbulo, prueba de error al arrancar y
delimitador final
Cable Cable de dos hilos trenzado (con y sin
pantalla)
Alimentación remota Opcional, vía línea de datos
Tipo protección frente explosión Posibilidad de operar en zona con seguridad
intrínseca o sin ella
Topología Línea y árbol, o una combinación de éstas
Número de estaciones Hasta 32 estaciones por segmento; máx. total
126
Repetidores Puede ampliarse con hasta 4 repetidores
Tabla D.4. Caratacterísticas de la tecnología de transmisión IEC 1158_2.
Ambos extremos del cable de bus principal están equipados con un terminador de línea
pasivo consistente en un elemento RC conectado en serie (R=100 Ω y C=1 µF).
Transmisión por Fibra Óptica.
La variante óptica de la red SIMATIC NET Profibus se materializa con los
componentes Optical Link Module (OLM) y Optical Link Plug (OLP). Con OLMs
se pueden conseguir topologías de red con estructura de línea, estrella o anillo. Con
OLPs se lográn, además, estructuras de anillo monofibra.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -121-
Debido al funcionamiento unidireccional de las fibras ópticas, las redes ópticas se
implementan con enlaces punto a punto entre los componentes activos. Como soporte se
utilizan fibras ópticas de vidrio o plástico.
Características:
• Son posibles grandes distancias entre dos terminales de datos (enlaces OLM-
OLM hasta 15.000 m, dependiendo del tipo de las fibras y los OLMs. Con
fibras de plástico: de 0 m a 80 m entre OLMs, de 1 m hasta 25 m con
OLPs.).
• Separación galvánica entre los usuarios del bus y el soporte de transmisión.
• Inmune frente a interferencias electromagnéticas.
• No se requieren elementos de protección contra descarga de rayos.
• Tendido sencillo de las líneas de fibra óptica.
• Gran disponibilidad de la LAN gracias a la topología en anillo de dos fibras.
• Técnica de conexión extremadamente sencilla utilizando fibras ópticas de
plástico en el ámbito de corta distancia.
• Velocidad de transmisión OLMs: 9.6 kBit/s, 19.2 kBit/s, 93.75 kBit/s, 187.5
kBit/s, 500 kBit/s, 1.5 MBit/s.
• Velocidad de transmisión OLPs: 93.75 kBit/s, 187.5 kBit/s, 500 kBit/s, 1.5
MBit/s.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -122-
4.4.- Modos de transmisión. Servicios de comunicación.
Los mensajes se intercambian cíclicamente. Un ciclo de mensaje está constituido por
una trama de llamada, Send y/o Request (Envío y/o Petición), elaborada por una
estación activa y el correspondiente acuse o trama de respuesta procedente de una
estación activa o pasiva. Tanto las tramas de Envío como las de Respuesta pueden
contener datos de usuario, mientras que en la trama de Acuse no es así.
No se llega a ejecutar el ciclo de mensaje completo en los modos de paso de testigo y
cuando se envían datos sin esperar un acuse, situación necesaria, por ejemplo, si se
pretenden implementar mensajes de difusión total (broadcast). En ambas situaciones no
hay acuse. En mensajes de tipo broadcast, una estación activa direcciona todas las otras
estaciones simultáneamente a través de una dirección global (dirección más alta del
sistema, todos los bits de la dirección a 1). Una posible aplicación de este modo de
funcionamiento es, por ejemplo, efectuar la sincronización de tiempo.
La secuencia cronológica de los ciclos de mensaje es función del modo de transmisión.
Existen cuatro modos diferentes:
• Gestión del testigo.
• Petición o Envío/Petición Acíclico.
• Envío/Petición Cíclico, polling.
• Registro de Estaciones (lista LIFE).
Todas las estaciones, excepto aquella que actualmente posee el testigo (iniciador),
tienen que escuchar todas las llamadas. Pero sólo elaboran un acuse o respuesta si son
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -123-
ellas las direccionadas. El acuse o la respuesta debe llegar en un tiempo especificado, el
ya mencionado tiempo de espera a la recepción o slot time, y de no ser así el iniciador
repetirá la llamada. Pero el iniciador no podrá repetir la llamada o realizar una nueva
hasta que haya transcurrido un cierto tiempo de espera, el llamado tiempo de reposo o
idle time.
Si el interlocutor encargado de responder no materializa un acuse o una respuesta tras el
número de reintentos permitido se designará como estación no operativa.
Gestión del testigo. Este modo de transmisión fue tratado en profundidad en el
apartado 2.2 de este mismo capítulo.
Envío/Petición Acíclico. En el modo Envío y/o Petición acíclico se ejecutan ciclos de
mensaje esporádicos y separados. En la recepción del testigo, el controlador FDL de la
estación activa dispara el funcionamiento en este modo en respuesta a una petición
procedente del usuario (usuario de la estación activa).
Si hay varias peticiones, el funcionamiento puede continuar en este modo hasta que
expire el máximo tiempo de rotación de testigo permisible. Dentro de este modo de
funcionamiento se distinguen tres servicios de comunicación diferentes, a saber:
• SDN (Send Data with No Acknowledgement). Envío de datos a una estación o a
todas (broadcast) sin acuse.
• SDA (Send Data with Acknowledgement). Envío de datos a una estación con
acuse inmediato.
Datos

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -124-
Datos
Acuse

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -125-
• SRD (Send and Request Data with Reply). Envío de datos a una estación y, al
mismo tiempo, petición de datos a la misma, esperando una respuesta con datos
inmediata.
Envío/Petición Cíclico. En el modo polling (sondeo), la estación activa direcciona otras
estaciones cíclicamente mediante una llamada Envío y Petición de Datos de prioridad
Baja según una secuencia específica definida en la lista de polling. El usuario de la
estación activa pasa dicha lista al controlador FDL. Todas las estaciones pasivas y
activas que deben sondearse se definen en esta lista. Las estaciones que no responden
durante el proceso de polling a pesar de llevar a cabo varios intentos se marcan como
no operativas. En ciclos de llamada subsiguientes, estas estaciones son interrogadas
de nuevo pero sin reintentos.
Datos
Datos con petición de datos
Datos con petición de
Datos con petición de
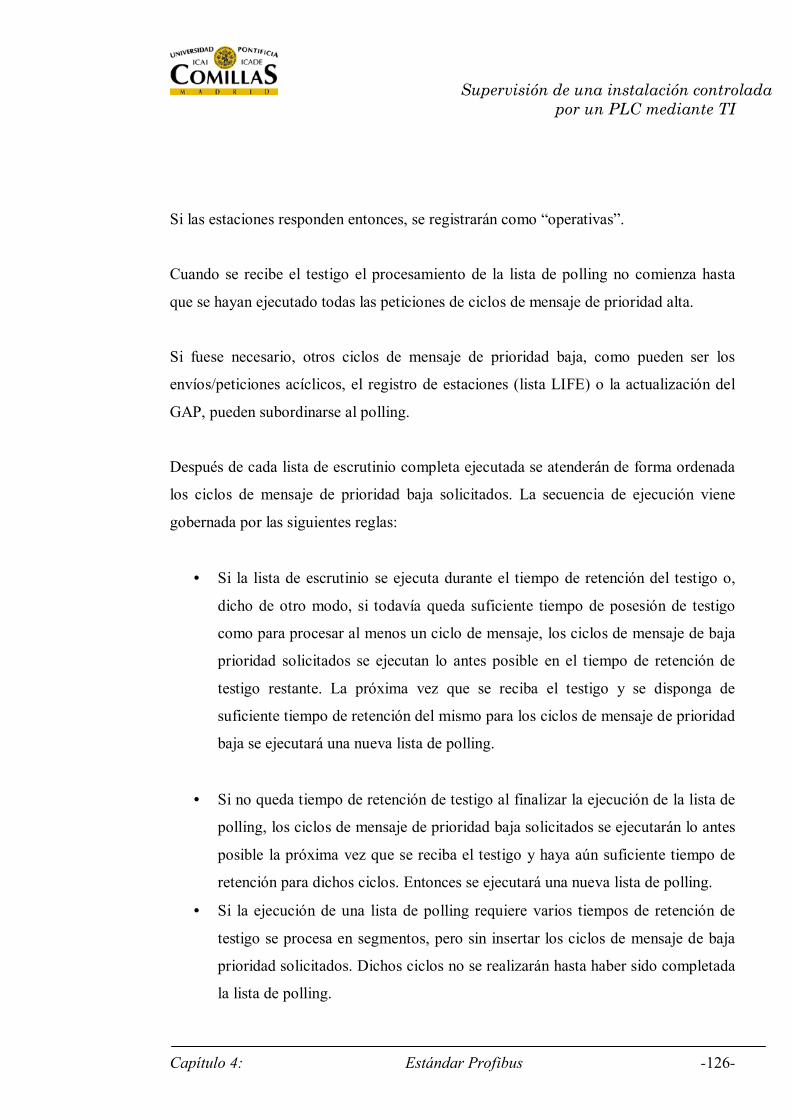
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -126-
Si las estaciones responden entonces, se registrarán como operativas.
Cuando se recibe el testigo el procesamiento de la lista de polling no comienza hasta
que se hayan ejecutado todas las peticiones de ciclos de mensaje de prioridad alta.
Si fuese necesario, otros ciclos de mensaje de prioridad baja, como pueden ser los
envíos/peticiones acíclicos, el registro de estaciones (lista LIFE) o la actualización del
GAP, pueden subordinarse al polling.
Después de cada lista de escrutinio completa ejecutada se atenderán de forma ordenada
los ciclos de mensaje de prioridad baja solicitados. La secuencia de ejecución viene
gobernada por las siguientes reglas:
• Si la lista de escrutinio se ejecuta durante el tiempo de retención del testigo o,
dicho de otro modo, si todavía queda suficiente tiempo de posesión de testigo
como para procesar al menos un ciclo de mensaje, los ciclos de mensaje de baja
prioridad solicitados se ejecutan lo antes posible en el tiempo de retención de
testigo restante. La próxima vez que se reciba el testigo y se disponga de
suficiente tiempo de retención del mismo para los ciclos de mensaje de prioridad
baja se ejecutará una nueva lista de polling.
• Si no queda tiempo de retención de testigo al finalizar la ejecución de la lista de
polling, los ciclos de mensaje de prioridad baja solicitados se ejecutarán lo antes
posible la próxima vez que se reciba el testigo y haya aún suficiente tiempo de
retención para dichos ciclos. Entonces se ejecutará una nueva lista de polling.
• Si la ejecución de una lista de polling requiere varios tiempos de retención de
testigo se procesa en segmentos, pero sin insertar los ciclos de mensaje de baja
prioridad solicitados. Dichos ciclos no se realizarán hasta haber sido completada
la lista de polling.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -127-
Los ciclos de mensaje de prioridad baja subordinados al polling se ejecutan en el mismo
orden en que se reciben. En el caso de la actualización del GAP, no se comprueba más
de una dirección en la GAPL entre la ejecución de dos listas de polling.
El tiempo de ciclo de polling por lista ejecutada, o el máximo tiempo de respuesta de la
estación dependen de la longitud del ciclo de mensaje, del tiempo de rotación de testigo,
de la longitud de la lista de polling y de los ciclos de mensaje de baja prioridad
subordinados. La prioridad de la llamada de ciertas estaciones en la lista de polling
puede incrementarse y sus tiempos de respuesta ser reducidos consecuentemente
introduciéndolas en más de una ocasión.
Figura D.9. CSRD utilizando una lista de polling.
Lista Polling
Estación activa
CSRD SRD Cíclico - Envíos y petición de datos cíclicos con respuesta inmediata,
Estación pasiva
Token
Datos + petición datos
Datos
Datos + petición datos
Datos
Datos + petición datos
Datos
CSRD
CSRD
CSRD

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -128-
Registro de estaciones (lista LIFE). Si el usuario solicita una lista de las estaciones
actuales (lista LIFE) vía FMA (Fieldbus Management Layer), el controlador FDL lleva
a cabo un registro de las estaciones.
Entre la ejecución de listas de polling, se implementa una Petición de estado FDL
cíclica. Puede direccionarse un rango de direcciones FDL posibles entre 0 y 126, a
partir de las estaciones activas en la LAS. Si la estación direccionada envía un acuse
positivo, se introduce automáticamente en la lista LIFE, como las estaciones en la LAS.
En Profibus-FMS, DP y PA, el subconjunto de servicios de nivel 2 mencionados son
llamados por los niveles superiores a través de los puntos de acceso al servicio (SAPs)
de la capa 2. En Profibus-FMS estos puntos de acceso al servicio se utilizan para
direccionar las relaciones lógicas de comunicación. En Profibus-DP y PA, se asigna a
cada punto de acceso al servicio una función definida con precisión. Varios SAPs
pueden utilizarse simultáneamente para todas las estaciones activas y pasivas. Se hace
una distinción entre punto de acceso al servicio fuente (SSAP, Source Service Access
Point) y punto de acceso al servicio destino (DSAP, Destination Service Access Point).
Servicio Función DP PA FMS
SDA Envío de datos con acuse •
SRD Envío y petición de datos con respuesta • • •
SDN Envío de datos sin acuse • • •
CSRD Envío y petición de datos con respuesta cíclico •
Tabla D.5. Servicios de comunicación de nivel 2 en Profibus.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -129-
4.5.- Arquitectura del protocolo.
En Profibus la arquitectura del protocolo está orientada al modelo de referencia OSI
(Open System Interconnection) acorde con el estándar internacional ISO 7498. Como ya
se vió en el primer capítulo, en este modelo cada nivel de transmisión gestiona de forma
precisa una serie de tareas definidas. La arquitectura del protocolo de Profibus se
muestra en la figura 2.12.
Figura D.10. Arquitectura del protocolo Profibus.
Fieldbus Data Link (FDL)
IEC 1158-
IEC Interface
Fieldbus Message Specification (FMS)
Funciones Básicas DP
Extensiones DP
Perfiles PA Perfiles DP Dispositivos
con perfil FMS
No utilizado
FMS DP PA
Físico
Enlace
(3) - (6)
Aplicación
Usuario
Nivel
EN 50 DIN E 19245 Guía Profibus
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -130-
Profibus-DP emplea las capas o niveles 1 y 2, además de la interfase de usuario. Los
niveles del 3 al 7, ambos inclusive, no están definidos. La optimización de esta
arquitectura asegura una transmisión de datos rápida y eficiente. El Direct Data Link
Mapper (DDLM) permite a la interfase de usuario un acceso sencillo al nivel 2.
En la interfase de usuario se especifican las funciones de aplicación que están
disponibles para el usuario así como el comportamiento del sistema y de los distintos
tipos de dispositivos de Profibus-DP.
Para la transmisión se dispone tanto de la tecnología RS 485 como de la fibra óptica.
Profibus-DP es una variante optimizada para una conexión económica y a alta
velocidad, diseñada especialmente para la comunicación entre sistemas de control
automatizado y entradas/salidas distribuidas en el nivel de dispositivos. Puede
emplearse como alternativa a la transmisión de señal en paralelo de 24V o de 0 a 20mA.
La topología Profibus DP, se ve de manera mucho más detallada en el anexo E.
En Profibus-FMS están definidos los niveles 1, 2 y 7. El nivel de aplicación se
compone de FMS (Fieldbus Message Specification) y LLI (Lower Layer Interface).
FMS contiene el protocolo de aplicación y otorga al usuario una amplia selección de
potentes servicios de comunicación. LLI implementa las distintas relaciones de
comunicación y proporciona a FMS, con independencia del dispositivo, un acceso al
nivel 2. El nivel 2 de Profibus, denominado FDL (Fieldbus Data Link) implementa el
control de acceso al bus y la seguridad en los datos.
Como ocurría en Profibus-DP, para la transmisión en FMS se dispone tanto de la
tecnología RS 485 como de la fibra óptica. Puesto que DP y FMS comparten tecnología

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 4: Estándar Profibus -131-
de transmisión y disponen de un mismo protocolo de acceso al bus, ambas pueden
operar simultáneamente en el mismo cable.
Profibus-FMS es una solución de propósito general para tareas de comunicación en el
nivel de célula. La potencia de los servicios FMS abre un amplio abanico de
aplicaciones y proporciona una enorme flexibilidad. También puede utilizarse para
tareas de comunicación complejas y extensas.
Profibus-PA usa el protocolo de Profibus-DP, pero ampliado, para la transmisión de
datos. Adicionalmente se utiliza el perfil PA, en el que se define el comportamiento de
los dispositivos de campo. La tecnología de transmisión, acorde con la normativa IEC
1158-2, permite su uso en zonas de seguridad intrínseca y también hace posible la
alimentación de dicho dispositivo a través del propio bus. De este modo, los
dispositivos para Profibus-PA se integran fácilmente en redes de Profibus-DP
empleando un acoplador.
Profibus-PA está diseñada especialmente para la automatización de procesos. Permite la
conexión de sensores y actuadores en una línea de bus común incluso en áreas con
seguridad intrínseca.
[WEIG04]

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -131-
Capítulo 5:
Comunicaciones con Profibus DP
5.1. Profibus DP: Fundamentos y componentes 132
5.2. Tramas de mensajes en Profibus DP 135
5.3. Sistema de periferia descentralizada SIMATIC ET 142
5.4 Interruptores Automáticos Comunicación Sentron 151
5.5. Interfases maestras de Siemens en Profibus-DP 152

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -132-
En este capítulo se tratará de mostrar en profundidad las características principales de
las redes Profibus DP y del sistema de periferia descentralizada Simatic ET 200.
De esa forma se entenderá con mayor profundidad los componentes de la red DP del
proyecto, compuesta por, la CPU 315-2DP y la periferia descentralizada COM15 con
Sentron WL integrada en la maqueta.
5.1. Profibus-DP: Fundamentos y componentes.
La transferencia de datos a través de Profibus-DP ofrece una interfase estandarizada
(EN 50170 Vol. 2) para la transmisión de datos de entrada y salida del proceso entre
controladores programables y dispositivos de campo (esclavos DP). El comportamiento
de transferencia a través de Profibus-DP está caracterizado por el intercambio de datos
entre el maestro DP y los esclavos DP.
Profibus-DP emplea las capas o niveles 1 y 2 del modelo ISO/OSI (capítulo 2), además
de la interfase de usuario. Los niveles del 3 al 7, ambos inclusive, no están definidos. La
optimización de esta arquitectura asegura una transmisión de datos rápida y eficiente. El
Direct Data Link Mapper (DDLM) permite a la interfase de usuario un acceso sencillo
al nivel 2.
En la interfase de usuario se especifican las funciones de aplicación que están
disponibles para el usuario así como el comportamiento del sistema y de los distintos
tipos de dispositivos de Profibus-DP.
Para la transmisión se dispone tanto de la tecnología RS 485 como de la fibra óptica.
Profibus-DP es una variante optimizada para una conexión económica y a alta
velocidad, diseñada especialmente para la comunicación entre sistemas de control
automatizado y entradas/salidas distribuidas en el nivel de dispositivos. Puede
emplearse como alternativa a la transmisión de señal en paralelo de 24V o de 0 a 20mA.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -133-
Aunque no es el único modo (en los equipos SIMATIC S7 300 y 400 existe la
posibilidad de colocar una CPU con puerto DP integrado), cuando se emplea un CP
Profibus (p. ej., CP 342-5) para conectarse a una red Profibus-DP, el programa de
usuario contenido en el SIMATIC S7 controla y supervisa con bloques especiales del
tipo FC, funciones, la comunicación a través de la red. Los bloques FC
• se encargan de transferir los datos de salida del proceso desde un área de
datos a definir de la CPU S7 al dispositivo de campo;
• introducen los datos de entrada del proceso leídos del dispositivo de
campo en el área de datos de la CPU S7 a definir;
• se encargan de la tramitación de las peticiones de verificación y
diagnóstico.
El CP Profibus para equipos S7-300 puede operar en los modos Maestro DP o Esclavo
DP inteligente.
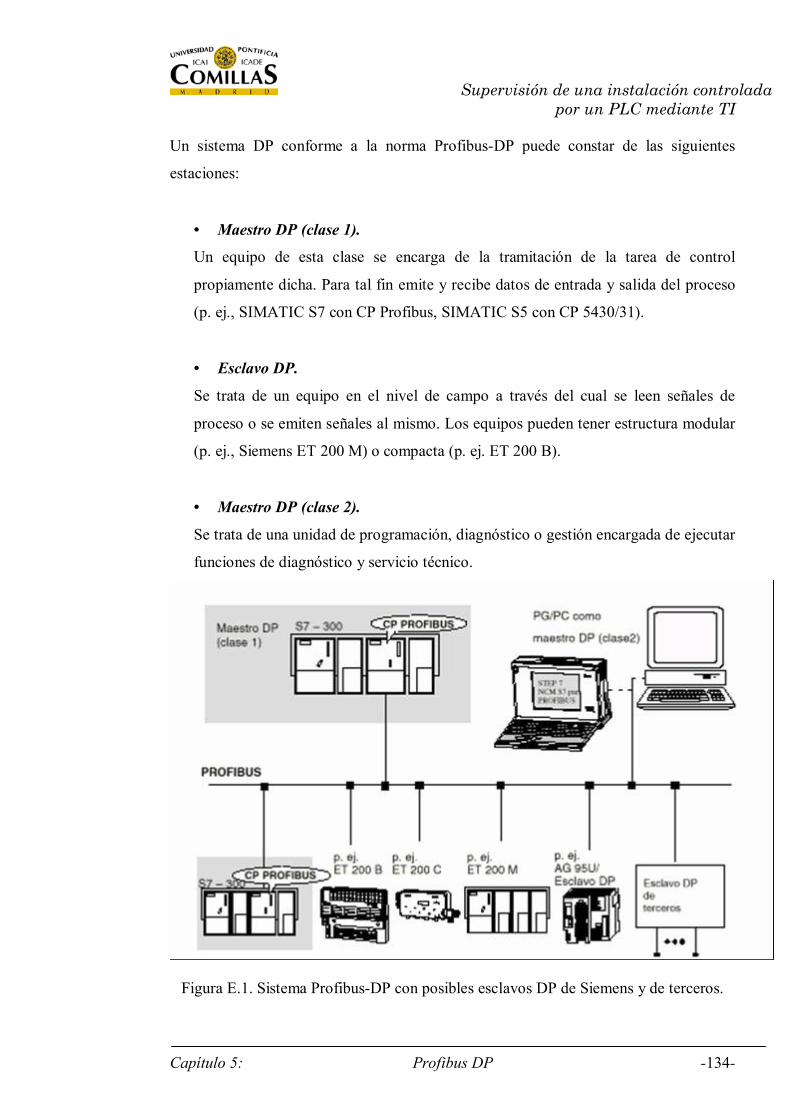
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -134-
Un sistema DP conforme a la norma Profibus-DP puede constar de las siguientes
estaciones:
• Maestro DP (clase 1).
Un equipo de esta clase se encarga de la tramitación de la tarea de control
propiamente dicha. Para tal fin emite y recibe datos de entrada y salida del proceso
(p. ej., SIMATIC S7 con CP Profibus, SIMATIC S5 con CP 5430/31).
• Esclavo DP.
Se trata de un equipo en el nivel de campo a través del cual se leen señales de
proceso o se emiten señales al mismo. Los equipos pueden tener estructura modular
(p. ej., Siemens ET 200 M) o compacta (p. ej. ET 200 B).
• Maestro DP (clase 2).
Se trata de una unidad de programación, diagnóstico o gestión encargada de ejecutar
funciones de diagnóstico y servicio técnico.
Figura E.1. Sistema Profibus-DP con posibles esclavos DP de Siemens y de terceros.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -135-
5.2.- Tramas de mensaje en Profibus-DP. Los principales tipos de tramas de mensaje en Profibus-DP están referidos a: asignación de parámetros, configuración, diagnóstico, comandos de control y datos de usuario. En este apartado se explicarán las facilidades que ofrecen dichas tramas y cómo interpretarlas. Las tramas son enviadas en orden consecutivo. Los significados de las abreviaturas en la trama de cabecera son las siguientes: SD (Start Delimiter) Delimitador inicial. LE (frame LEnght) Longitud de la trama. LEr (repetition of the frame LEnght) Repetición de la longitud de la trama. DA (Destination Address) Dirección de destino. SA (Source Address) Dirección de origen (fuente). FC (Function Code) Código de función. DSAP (Destination Service Access Point) Punto de acceso al servicio destino. SSAP (Source Service Access Point) Punto de acceso al servicio origen. FCS (Frame Check Sequence) Secuencia de comprobación de trama. ED (End Delimiter) Delimitador final. • Petición de Diagnóstico DDLM_Slave_Diag.req/.ind La prioridad más alta se asigna a los datos de diagnóstico. Si un esclavo tiene algún dato de diagnóstico, informa al maestro mediante una trama de respuesta. La petición se repite si el esclavo no responde.
SD LE LEr SD DA SA FC DSAP SSAP FCS ED 68H 05H 05H 68H 8x 8x X 60/3C 62/3E X 16H
• Respuesta DDLM_Slave_Diag.con
SD LE LEr SD DA SA FC DSAP SSAP DU.. FCS ED
68H x x 68H 8x 8x x 62/3E 60/3C x.. X 16H Octeto 1
Diag.station_Non_Exist Establecido por el maestro Diag.station_not_ready Esclavo aún no está listo para intercambio
datos Diag.cfg_Fault No coinciden datos de configuración
Diag.ext_diag Esclavo tiene datos de diagnóstico externos Diag.not_supported Función solicitada no soportada por el
esclavo Diag.invalid_slave_response Permanentemente puesto a 0 por el esclavo
Diag.prm_fault Parámetros incorrectos (número ID, etc.) Diag.master_lock Establecido por maestro; parámetros
asignados al esclavo por diferentes maestros

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -136-
Octeto 3
Reservado Diag.ext_overflow
Octeto 4
Diag.master_add Dirección asignada al maestro (FF o como en la asignación de parámetros)
Octeto 5
ID_number_high
Octeto 6
ID_number_low Octeto 7
External_diagnostics Longitud de cabecera Octeto 8
External_diagnostics

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -137-
• Trama de asignación de parámetros DDLM_Set_Prm.req/.ind El maestro utiliza este tipo de trama para asignar parámetros a un esclavo. Sólo el maestro que ha asignado parámetros y configurado un esclavo puede intercambiar datos con éste.
SD LE LEr SD DA SA FC DSAP SSAP DU.. FCS ED
68H x x 68H 8x 8x x 61/3D 62/3E x.. x 16H Octeto 1
Reservado Reservado
Reservado WD_On=0 Vigilancia de ciclo desactivada
Freeze_req (Esclavo para operar en modo Freeze) Sync_req (Esclavo para operar en modo Sync)
Unlock Lock
Lock Unlock Significado 0 0 Permitido sobreescribir TSDR mín. y parámetros específicos de esclavo. 0 1 Esclavo DP habilitado para otros maestros. 1 0 Esclavo DP deshabilitado para otros maestros, adoptados todos los parámetros. 1 1 Esclavo DP habilitado para otros maestros.
Tabla E.1. Codificación de los parámetros Lock/Unlock.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -138-
Trama de asignación de parámetros DDLM_Set_Prm.req/.ind
SD LE LEr SD DA SA FC DSAP SSAP DU.. FCS ED
68H x x 68H 8x 8x x 61/3D 62/3E x.. x 16H Octeto 2
WD_Fact_1 (Factor 1 para observar respuesta)
Octeto 3
WD_Fact_2 TWD(s) = 10ms * WD_Fact_1 * WD_Fact_2
Octeto 4
TSDR (Retardo mínimo antes de que un esclavo pueda responder)
Octeto 5
ID_number_high (Para identificar su dispositivo unívocamente) Octeto 6
ID_number_low
Octeto 7
Group_Ident (Requerido para seleccionar esclavos direccionándolos cuando se envía un comando Global_Control; véase próximo capítulo, FC-CTRL)
Octeto 8
User_Prm_data (Parámetros de usuario) La respuesta del esclavo a una trama de asignación de parámetros es E5.
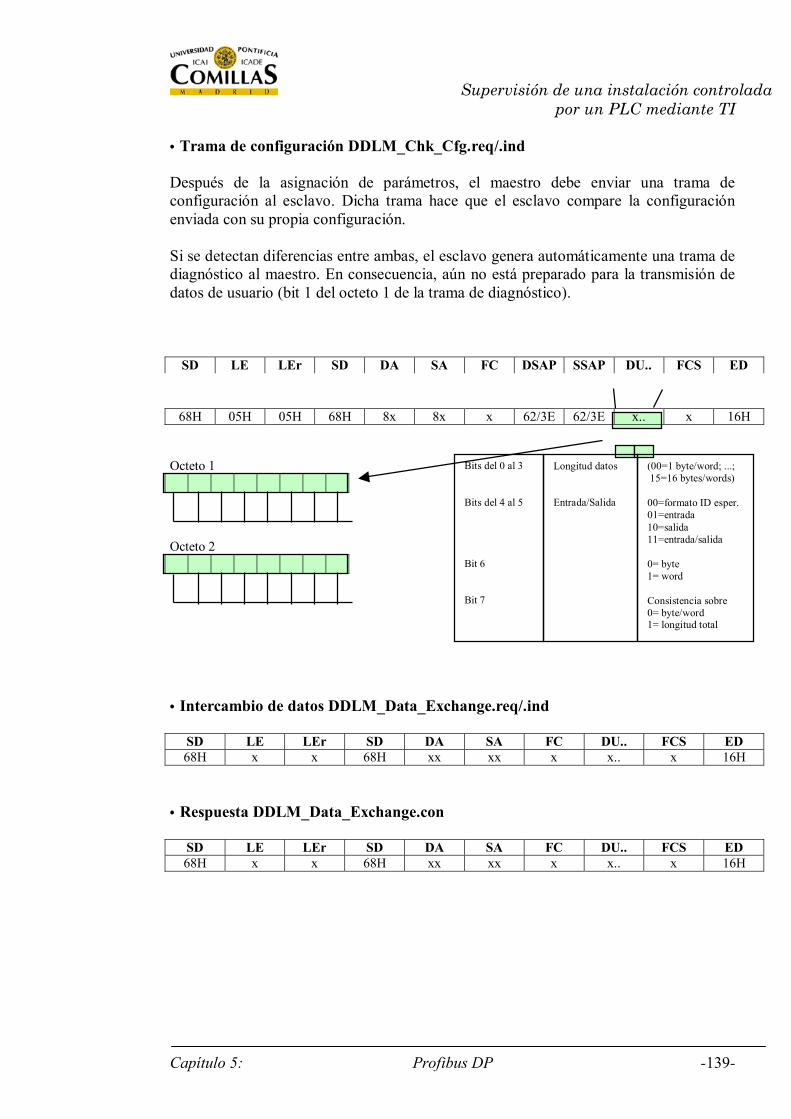
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -139-
• Trama de configuración DDLM_Chk_Cfg.req/.ind Después de la asignación de parámetros, el maestro debe enviar una trama de configuración al esclavo. Dicha trama hace que el esclavo compare la configuración enviada con su propia configuración. Si se detectan diferencias entre ambas, el esclavo genera automáticamente una trama de diagnóstico al maestro. En consecuencia, aún no está preparado para la transmisión de datos de usuario (bit 1 del octeto 1 de la trama de diagnóstico).
SD LE LEr SD DA SA FC DSAP SSAP DU.. FCS ED
68H 05H 05H 68H 8x 8x x 62/3E 62/3E x.. x 16H
Octeto 1
Octeto 2
• Intercambio de datos DDLM_Data_Exchange.req/.ind
SD LE LEr SD DA SA FC DU.. FCS ED 68H x x 68H xx xx x x.. x 16H
• Respuesta DDLM_Data_Exchange.con
SD LE LEr SD DA SA FC DU.. FCS ED 68H x x 68H xx xx x x.. x 16H
Bits del 0 al 3 Bits del 4 al 5 Bit 6 Bit 7
Longitud datos Entrada/Salida
(00=1 byte/word; ...; 15=16 bytes/words) 00=formato ID esper.01=entrada 10=salida 11=entrada/salida 0= byte 1= word Consistencia sobre 0= byte/word 1= longitud total

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -140-
• DDLM_Global_Control SDN service Los comandos Sync y Freeze descritos en el servicio SDN DDLM_Global_Control son opcionales; no son obligatorios para los esclavos.
SD LE LEr SD DA SA FC DSAP SSAP DU.. FCS ED
68H 07H 07H 68H FF xx x 58/3A 62/3E x.. x 16H Octeto 1
Reservado Clear_Data
Unfreeze Freeze (Congelar las entradas)
Unsync Sync (Congelar salidas)
Reservado Reservado
Octeto 2
Group_select Información procedente de la trama de asignación de parámetros (para seleccionar el grupo a direccionar)
Véase a continuación una representación esquemática de cómo se utilizan las diferentes tramas que han sido enumeradas con anterioridad a la hora de llevar a cabo una inicialización, un intercambio de datos o una petición Global_Control. • Inicialización.
Maestro DP Esclavo DP
Petición de diagnóstico Diag.req
Confirmación de diagnóstico Diag.con
Petición asignación parámetros Set_Prm.req.req
Confirmación
Petición de configuración Chk_Cfg.req
Confirmación
Petición de diagnóstico Diag.req
Confirmación de diagnóstico Diag.con
LSAP
LSAP 60 61 62 60
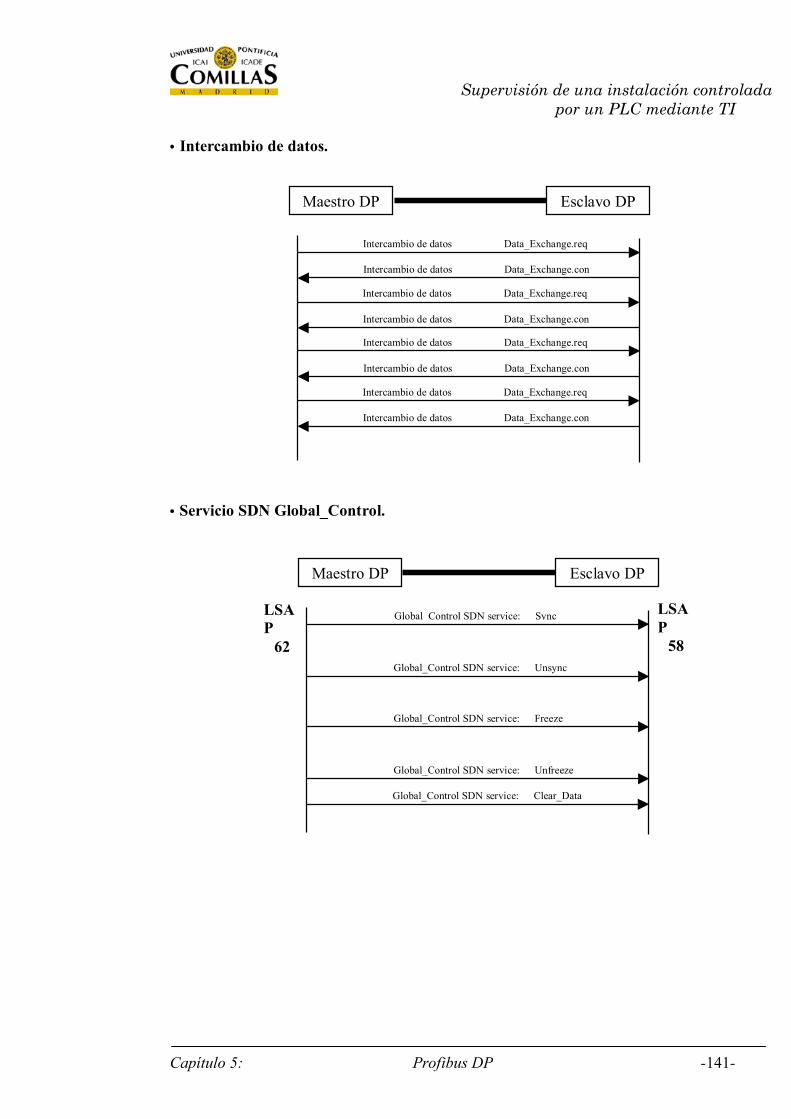
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -141-
• Intercambio de datos.
• Servicio SDN Global_Control.
Maestro DP Esclavo DP
Intercambio de datos Data_Exchange.req
Intercambio de datos Data_Exchange.con
Intercambio de datos Data_Exchange.req
Intercambio de datos Data_Exchange.con
Intercambio de datos Data_Exchange.req
Intercambio de datos Data_Exchange.con
Intercambio de datos Data_Exchange.req
Intercambio de datos Data_Exchange.con
Maestro DP Esclavo DP
Global Control SDN service: Sync
Global_Control SDN service: Unsync
Global_Control SDN service: Freeze
Global_Control SDN service: Unfreeze
Global_Control SDN service: Clear_Data
LSAP
62
LSAP
58
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -142-
5.3.- Sistema de periferia descentralizada Simatic ET200.
Dado que la mayor parte del próximo capítulo se dedica a analizar la programación
como maestro DP de un controlador programable (ya sea a través de un CP Profibus
compatible con el protocolo DP o bien haciendo uso del puerto DP integrado en algunas
CPUs), en este apartado se pretende hacer un pequeño inciso en aquellos equipos que
forman parte de lo que se denomina periferia descentralizada.
Existen numerosos equipos que pueden integrarse como parte de la periferia
descentralizada de una estación en modo Maestro DP. La amplia oferta de unidades
descentralizadas para Profibus-DP oscila desde simples dispositivos electrónicos de
entradas/salidas digitales hasta llegar a la complejidad de un panel de operador, un
variador de frecuencia, de una cámara de visión artificial o incluso de un controlador
programable que hace las funciones de esclavo inteligente.
Para los diferentes campos de aplicación, SIEMENS ofrece unidades periféricas en
diversos tipos de ejecución. Las unidades de la serie ET 200 pueden operar como
estaciones DP conforme a norma asociadas a una estación maestra S7-300.
¿Qué es el sistema ET 200?
En la instalación de un equipo, normalmente se montan los módulos de entrada/salida
de forma centralizada en el sistema de automatización. En caso de grandes distancias
entre los módulos de entrada/salida y el sistema de automatización, el cableado puede
ser muy extenso y complejo y las influencias perturbadoras electromagnéticas pueden
afectar a la fiabilidad.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -143-
Para instalaciones de este tipo se recomienda la aplicación del Sistema de Periferia Des-
centralizada ET 200:
• La CPU de control se encuentra en un lugar central.
• La periferia trabaja in situ de forma descentralizada.
• El potente sistema bus ET 200 se encarga, con altas velocidades de transmisión
de datos, de que comuniquen sin problemas la CPU y la periferia.
En la siguiente tabla se presentan y describen los 7 tipos de ETs más comunes a día de
hoy en SIEMENS, valgan como muestra de las denominadas unidades periféricas.
[WEIG04]
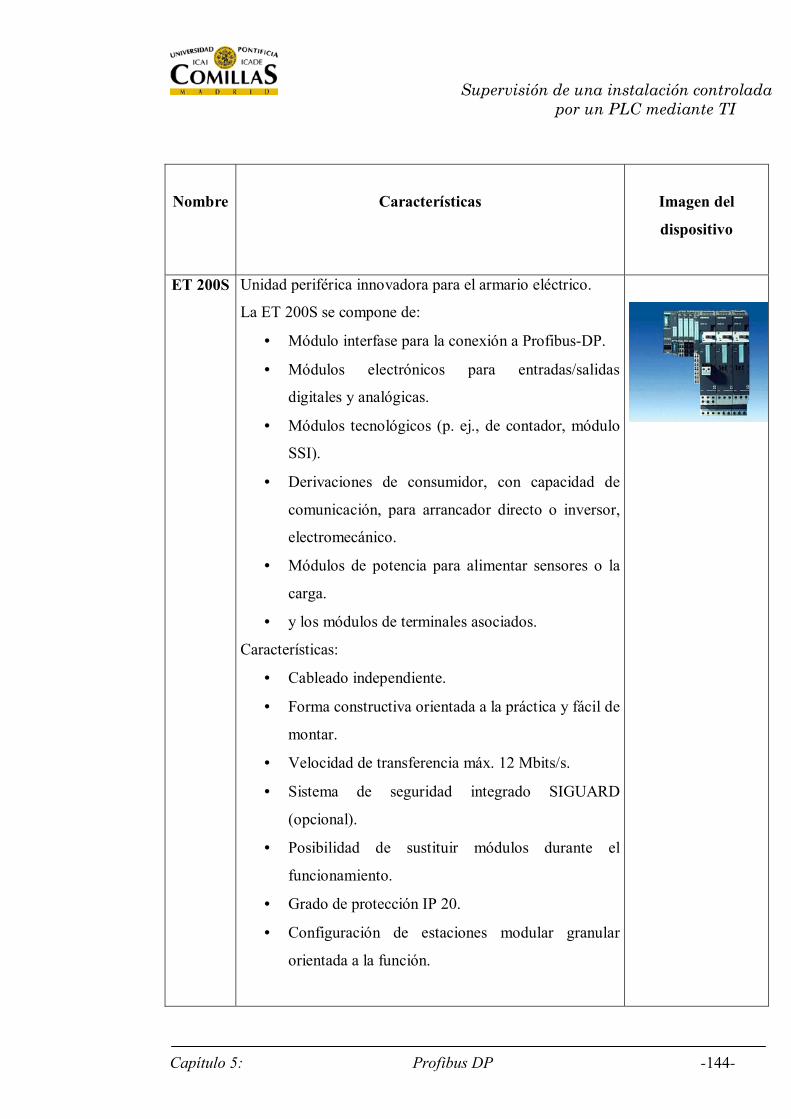
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -144-
Nombre
Características
Imagen del
dispositivo
ET 200S Unidad periférica innovadora para el armario eléctrico.
La ET 200S se compone de:
• Módulo interfase para la conexión a Profibus-DP.
• Módulos electrónicos para entradas/salidas
digitales y analógicas.
• Módulos tecnológicos (p. ej., de contador, módulo
SSI).
• Derivaciones de consumidor, con capacidad de
comunicación, para arrancador directo o inversor,
electromecánico.
• Módulos de potencia para alimentar sensores o la
carga.
• y los módulos de terminales asociados.
Características:
• Cableado independiente.
• Forma constructiva orientada a la práctica y fácil de
montar.
• Velocidad de transferencia máx. 12 Mbits/s.
• Sistema de seguridad integrado SIGUARD
(opcional).
• Posibilidad de sustituir módulos durante el
funcionamiento.
• Grado de protección IP 20.
• Configuración de estaciones modular granular
orientada a la función.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -145-
ET 200X Es la unidad modular ideal para la descentralización a pie
de máquina. Gracias a la extensa gama de módulos con
alto grado de protección, el sistema ET 200X ofrece
soluciones completas que no requieren armarios ni cofres
eléctricos. Esto permite montar los equipos directamente
junto o en la máquina/instalación.
La ET 200X se compone de:
• un módulo base (como opción con inteligencia) y
• diferentes módulos de ampliación elegibles a
voluntad.
Características:
• Módulos base con:
- . entradas/salidas digitales
- .entradas/salidas digitales libremente configurables
- según DESINA
- . funcionalidad PLC integrada
• Expansibilidad con un máx. de 7 módulos de
ampliación
- módulos digitales
- módulos digitales libremente configurables
según
- DESINA
- módulo de potencia (digital) con
alimentación de
- carga separada
- .módulos analógicos
- derivaciones de consumidor: arrancador
directo o
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -146-
- arrancador-inversor (máx. AC 400 V, 5.5
kW);
- electromecánico o electrónico
- módulo neumático con válvulas de
distribución 4/2
- integradas
- interfase neumático para recibir isletas de
válvulas
- FESTO
- CP para AS-Interface (CP 142-2; maestro)
• Fuente de alimentación SITOP power adaptada.
• Conexión a Profibus-DP utilizando una sola
dirección de estación.
• Grado de protección IP 65/IP 67, carcasa de
plástico robusta.
• Velocidad de transferencia máx. 12 Mbits/s.
• Puerto Profibus-DP integrado en los módulos base
(RS 485 u óptico).

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -147-
ET
200L/
L-SC/
IM-SC
Unidad periférica muy pequeña, compacta hasta modular
granular en formato de tarjeta y que ofrece una relación
precio/prestaciones óptima. Permite ampliar con
modularidad granular añadiendo módulos de E/S de dos
canales.
La ET 200L se compone de:
o bloque de terminales y
o módulo electrónico.
Características:
• Disponibilidad de diversos módulos electrónicos:
módulos e entrada y salida digitales y módulos mixtos,
DC 24 V.
• Interfase (puerto) Profibus-DP integrado.
• Grado de protección IP 20.
• Velocidad de transferencia máx. 1,5 Mbits/s.
• Separación galvánica entre Profibus-DP y la
electrónica interna de la ET 200L.
• Evaluación centralizada y descentralizada de datos de
diagnóstico.
La ET 200L está disponible en tres variantes:
• ET 200L, en calidad de periferia tipo bloque no
ampliable.
• ET 200L-SC, la periferia tipo bloque ampliable
modularmente con SIMATIC SMART Connect.
• ET 200L-SC IM SC, la modular granular desde un
comienzo.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -148-
ET
200M
Es una unidad periférica modular con grado de protección
IP 20. Abre la gama de periféricos del S7-300 para
Profibus-DP y es particularmente apta para el control de
procesos asociados al S7-400H operando en calidad de
periferia redundante.
La ET 200M se compone de:
• Interfase IM 153 para la conexión al bus de campo
Profibus-DP (interfase RS 485 o puerto óptico).
• Diferentes módulos periféricos, interconectados con
elementos de bus o enchufados sobre elementos de bus
activos que permiten sustituir los módulos durante el
funcionamiento.
• CP AS-Interface (CP 342-2) con funcionalidad de
maestro.
• En caso dado, una fuente de alimentación.
Características:
• Admite todos los módulos periféricos del autómata S7-
300 (los módulos de función y de comunicaciones sólo
en sistemas SIMATIC S7/M7 maestros).
• Módulos HART.
• Módulos de E/S para margen de temperatura
extendido.
• Ampliable (en función del maestro) con un máximo de
8 módulos periféricos.
• Espacio máximo de direccionamiento por cada ET
200M: 128 bytes de entradas y 128 bytes de salidas.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -149-
• Separación galvánica entre Profibus-DP y ET 200M.
• Grado de protección IP 20.
• Velocidad de transferencia máx. 12 Mbits/s.
• Evaluación centralizada y descentralizada de datos de
diagnóstico.
ET 200B Es una unidad periférica pequeña y compacta, con
profundidad de montaje pequeña. Puede alojarse en el
espacio más reducido.
La ET 200B se compone de:
• bloque de terminales y
• módulo electrónico.
Características:
- Diversos módulos electrónicos:
• Módulos de entrada y salida digitales, DC 24 V ó
AC 120 a 230 V; módulos de entrada y salida
analógicos.
• Grado de protección IP 20.
• . Velocidad de transferencia máx. 12 Mbits/s.
• . Conexión directa de PG para puesta en marcha,
prueba y diagnóstico.
• . Separación galvánica entre Profibus-DP y la
electrónica interna de la ET 200B.
• . Evaluación centralizada y descentralizada de datos
de diagnóstico.
ET 200C La ET 200C es una pequeña unidad periférica compacta,
con el tipo de protección IP 66/67. Gracias a su robusta
construcción, la ET 200C es especialmente adecuada para
su aplicación en rudos ambientes industriales. La unidad
periférica descentralizada ET 200C consta de una caja
metálica estable, en la que ya están integradas las entradas

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -150-
o salidas, así como la conexión al bus de campo
PROFIBUS-DP.
ET 200U La ET 200U es una unidad de conexión de esclavos para
los módulos de la gama S5-100U (máx. 32 módulos).
Puede operar tanto bajo PROFIBUS-DP como también
bajo PROFIBUS-FMS.
La unidad ET 200U es adecuada, sobre todo, para las
aplicaciones en las que se necesite una gran cantidad de
entradas/salidas ’’in situ’’ o módulos de la gama de
periféricos del S5-100U (p. ej. CPs e IPs).
La ET 200U consta del módulo de conexión de esclavos
IM 318-B o IM 318-C, así como de módulos de la gama de
módulos periféricos del S5.
Características:
- Grado de protección IP 20.
- Velocidad máxima de transferencia 1,5 Mbits/s.
Figura E.2. Sistemas de periferia descentralizada ET 200.
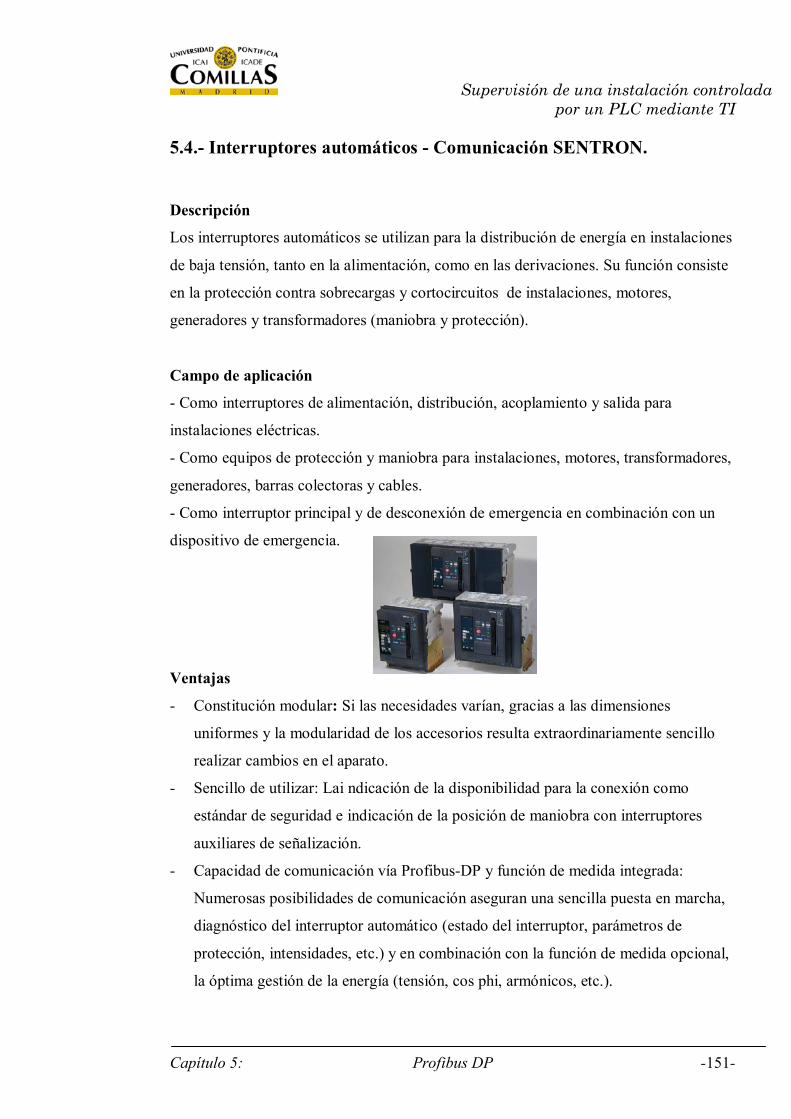
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -151-
5.4.- Interruptores automáticos - Comunicación SENTRON.
Descripción
Los interruptores automáticos se utilizan para la distribución de energía en instalaciones
de baja tensión, tanto en la alimentación, como en las derivaciones. Su función consiste
en la protección contra sobrecargas y cortocircuitos de instalaciones, motores,
generadores y transformadores (maniobra y protección).
Campo de aplicación
- Como interruptores de alimentación, distribución, acoplamiento y salida para
instalaciones eléctricas.
- Como equipos de protección y maniobra para instalaciones, motores, transformadores,
generadores, barras colectoras y cables.
- Como interruptor principal y de desconexión de emergencia en combinación con un
dispositivo de emergencia.
Ventajas
- Constitución modular: Si las necesidades varían, gracias a las dimensiones
uniformes y la modularidad de los accesorios resulta extraordinariamente sencillo
realizar cambios en el aparato.
- Sencillo de utilizar: Lai ndicación de la disponibilidad para la conexión como
estándar de seguridad e indicación de la posición de maniobra con interruptores
auxiliares de señalización.
- Capacidad de comunicación vía Profibus-DP y función de medida integrada:
Numerosas posibilidades de comunicación aseguran una sencilla puesta en marcha,
diagnóstico del interruptor automático (estado del interruptor, parámetros de
protección, intensidades, etc.) y en combinación con la función de medida opcional,
la óptima gestión de la energía (tensión, cos phi, armónicos, etc.).

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -152-
5.5.- Interfases maestras de Siemens en Profibus-DP.
En el apartado previo se enumeraron los tipos de esclavos más frecuentemente
utilizados. En lo relativo a sistemas maestros existen diversas posibilidades:
En SIMATIC S5 y COM PROFIBUS:
• Autómatas programables S5-115U, S5-135U ó S5-155U, cada uno con
- un IM 308-C como maestra DP hasta 12 MBaud (desde COM ET 200
V.1.0) ó
- un IM 308-B como maestra DP hasta 1,5 MBaud (hasta COM ET 200
V.4.x) ó
- un CP 5431 como maestra combinada para PROFIBUS-FMS y
PROFIBUS-DP
• Autómata programable S5-95U con interfase maestra DP (desde COM ET200
V.2.0).
En SIMATIC S7 y STEP 7:
• CPU S7-300 con interfase DP integrada (p. ej., CPU 315-2DP) o el procesador
de comunicaciones SIMATIC NET CP 342-5 en S7-300 (véase anexo A).
• CPU S7-400 con interfase DP integrada (p. ej., CPUs 413-2 DP/414-2 DP/416-
2 DP), el procesador de comunicaciones SIMATIC NET CP 443-5 en S7-400
(véase anexo A) o la IM 467.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 5: Profibus DP -153-
En SIMATIC M7:
• Módulo de interfase IF 964-DP en M7-300 y M7-400
Otros
• Equipos de programación PG 720. PG 740, PG 760 con interfase integrada
• Equipos de programación PG 720, PG 730, PG 740, PG 750, PG 760, PG 770
ó PCs AT con los módulos de PC SIMATIC NET
• CP 5412 (A2) y 5613 como maestras FMS/DP
• CP 5411 + SOFTNET para PROFIBUS como maestra DP
• CP 5511 + SOFTNET para PROFIBUS como maestra DP
• Interfase maestra PROFIBUS-DP IM 180, la cual es la usada en el proyecto
Sicalis para el panel operador
[SIMA05]
[WEIG04]

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 154 -
Capítulo 6:
Estandar de comunicaciones Ethernet:
6.1. Introducción 155
6.2. Normas IEEE 802.3 y 802.11 156
6.3. Trama del telegrama 159
6.4. Sinopsis de red 161
6.5. Servicios de comunicación 162
6.6. Conexiones al sistema 165
6.7. Comparación Ethernet / Fast Ethernet 166
6.8. Tecnología Switching 168
6.9 Comunicación Industrial Móvil 170
6.10. SNMP OPC - Server 174

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 155 -
6.1 Introducción:
Con una participación de más de un 80%, Ethernet es hoy en día la LAN número uno a
nivel mundial. Ethernet ofrece unas propiedades muy importantes que brindan unas
ventajas considerables en su aplicación:
• Rápida puesta en marcha gracias a sistema de conexión muy simple.
• Gran flexibilidad ya que es posible ampliar las instalaciones sin que esto tenga
efectos sobre los elementos ya montados.
• Alta disponibilidad gracias a topologías de red redundantes.
• Prestaciones de comunicación prácticamente ilimitadas ya que el rendimiento es
escalable si se aplica tecnología switching.
• Posibilidad de interconectar por red diferentes áreas como oficina y fabricación.
• Comunicación corporativa gracias a la posibilidad de conexión vía WAN (Wide
Area Network)como RDSI o Internet.
• Seguridad para las inversiones gracias a desarrollos y perfeccionamiento
siempre compatibles. Industrial Ethernet sirve de base para la aplicación de
"Component based Automation",basada en el estándar PROFInet de la
Asociación de Usuarios de PROFIBUS (PNO).
Los productos SIMATIC NET para Industrial Ethernet soportan tanto la velocidad de
transmisión de 10 Mbit/s según IEEE 802.3 como la de 100 Mbit/s según IEEE 802.3u.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 156 -
6.2 Introducción a las normas: IEEE 802.3 y 802.11
El protocolo Ethernet especificado en el estándar IEEE 802.3 es un protocolo de la
subcapa de acceso al medio perteneciente al nivel de enlace de la torre de niveles de red
OSI, la cual se ocupa principalmente de la transferencia de datos de la capa de red en la
máquina de origen a la capa de red de la máquina destino.
Ethernet tiene su origen en 1972 y fue creado en el Palo Alto Research Center de la
compañía Xerox, la cual lo desarrolló a partir de un sistema de comunicación por radio
llamado ALOHA [14]. El 24 de junio de 1983 el IEEE aprobó el estándar 802.3. Es un
sistema CSMA/CD, por tanto:
• Cuando la interfaz del servidor tiene un paquete para transmitir, detecta si hay
mensajes que están siendo transmitidos. Si no detecta transmisión alguna, la
interfaz comienza a enviar. Cada transmisión está limitada en el tiempo, pues
existe un tamaño máximo de paquete.
• Cada nodo verifica que una señal externa no interfiera con la transmisión que se
está realizando. Cuando se detecta una colisión, la interfaz aborta la transmisión
y espera hasta que la actividad cese antes de volver a intentar la transmisión.
Figura F.1. Primer esquema Ethernet.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 157 -
También existe una variante inalámbrica de Ethernet, que es el estándar 802.11, ahora
mismo en auge. Esta tecnología es muy similar a IEEE 802.3 en muchos aspectos. El
método de acceso al medio de 802.11, a diferencia con 802.3, es MACAW [15].
MACAW es un método de acceso al medio desarrollado a partir del método MACA
[16] (Medium Access Collision Avoidance). Consiste en retransmitir tramas antes de
hacer la retransmisión real, pidiendo permiso al nodo receptor para hacerla. El emisor
emite un mensaje Request To Send, que tiene que ser contestado por el receptor con un
mensaje Clear To Send para poder hacer la retransmisión. Cuando el emisor recibe el
mensaje Clear To Send, ya puede hacer la retransmisión real con los datos. Los vecinos
que también quieran retransmitir datos, al ver los mensajes Request To Send y Clear To
Send saben que el canal está ocupado. Cuando una trama de datos acaba de ser
retransmitida, el receptor envía un mensaje de acuse de recibo ACK al emisor, de esta
forma los vecinos ya saben que pueden volver a intentar su transmisión. En MACAW
también se introduce CSMA / CA a la hora de mandar los mensajes `Request To Send':
• Una estación que quiera retransmitir primero escucha el canal para determinar si
otra estación está retransmitiendo. Si el canal no está ocupado, la estación
retransmitirá el mensaje.
• Un problema esencial es que las estaciones no son capaces de detectar la
colisión entre dos retransmisiones, por eso se opta por un método de prevención
de colisiones. Esta prevención se logra esperando un tiempo aleatorio antes de
retransmitir el mensaje cuando se encuentra que el canal no está ocupado. Entre
las transmisiones de una estación se deben dejar espacios de tiempo
predeterminados. Una vez que ha pasado este espacio, se espera un tiempo
aleatorio para volver a escuchar el canal esperando que se libere. Si el canal está
ocupado, se vuelve a esperar un espacio de tiempo, pero más reducido al
anterior, y así sucesivamente. De esta forma se garantiza una cantidad mínima
de colisiones.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 158 -
Figura F.2. Diagrama colisiones.
Existen varios tipos de dispositivos 802.11, y la más popular es la conocida como
802.11b, que alcanza velocidades de transmisión de 11 Mbps. Las redes de este tipo se
están extendiendo a un paso muy acelerado, ya que usadas en dispositivos como
ordenadores portátiles y ordenadores de mano se proporciona una gran movilidad al
usuario y un ancho de banda alto.
Cada tarjeta de comunicaciones de tipo Ethernet posee una dirección de acceso al medio
(MAC), que es unívoca.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 159 -
6.3 Trama del telegrama de Ethernet:
Figura F.3. Telegrama Ethernet.
• Cabecera o preámbulo (7 bytes): todas las tramas empiezan por una cabecera
que contiene en todos los casos un patrón fijo de 7 bytes seguidos compuestos
por los bits 10101010 con el fin de que las estaciones se sincronicen.
• Delimitador de trama (1 byte): se compone de un byte fijo con los bits
1010101011 que indica el comienzo de la información propia de la trama.
• Dirección de destino y dirección de origen (6 bytes cada una): se las denomina
direcciones de acceso al medio (MAC) y cada tarjeta de comunicaciones tiene
una dirección unívoca asignada por el fabricante.
• Longitud del campo de datos (2 bytes): especifica la cantidad de datos que se
transfieren en la trama. Como mucho puede tener un valor de 1500.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 160 -
• Datos (0-1500 bytes): es la información transmitida de interés. Cuando se
retransmiten menos de 46 bytes, se debe rellenar la trama con el campo de
relleno, ya que una trama Ethernet no puede tener menos de 64 bytes de
longitud.
• Relleno (0-46 bytes): relleno para completar la trama cuando el campo de datos
tiene menos de 46 bytes.
• Suma de verificación o ``checksum'' (4 bytes): información redundante que se
usa para detectar si ha habido algún tipo de interferencia o pérdida de la
información de la trama.
La señal Ethernet a 10 Mbits/s es codificada "Manchester".
Es el signo del flanco de transición que da el estado "1" o "0".
Figura F.4. Código Manchester.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 161 -
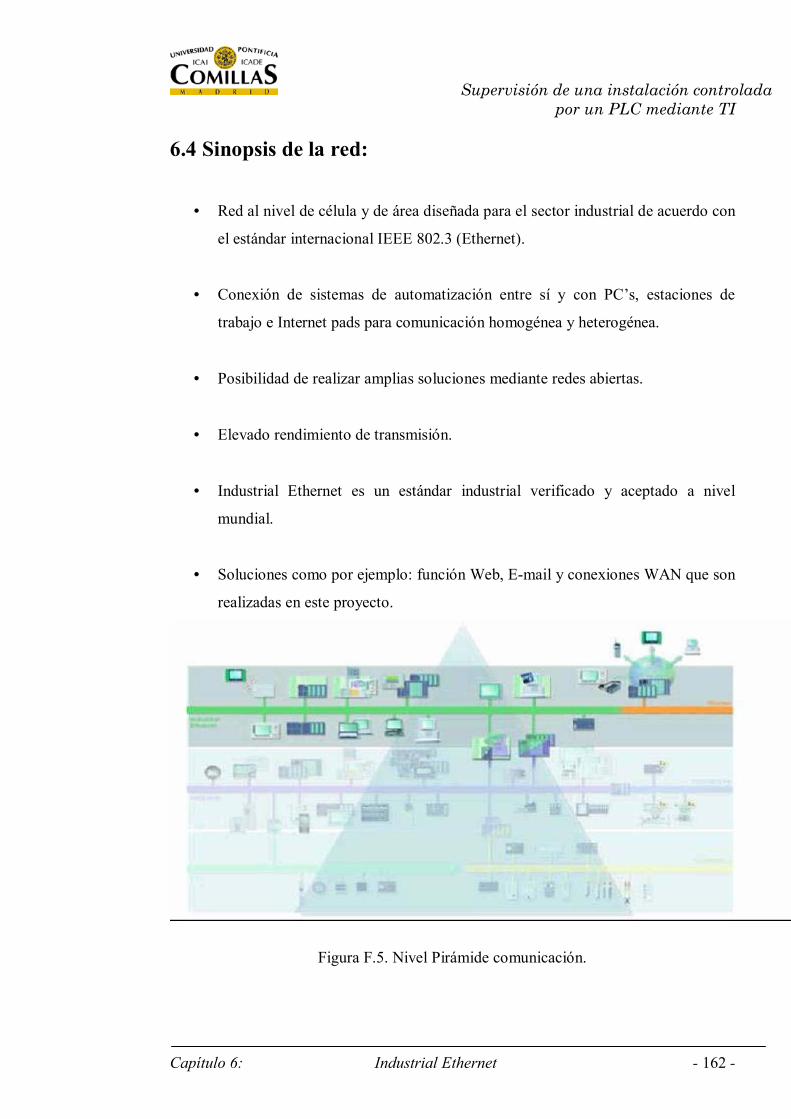
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 162 -
6.4 Sinopsis de la red:
• Red al nivel de célula y de área diseñada para el sector industrial de acuerdo con
el estándar internacional IEEE 802.3 (Ethernet).
• Conexión de sistemas de automatización entre sí y con PCs, estaciones de
trabajo e Internet pads para comunicación homogénea y heterogénea.
• Posibilidad de realizar amplias soluciones mediante redes abiertas.
• Elevado rendimiento de transmisión.
• Industrial Ethernet es un estándar industrial verificado y aceptado a nivel
mundial.
• Soluciones como por ejemplo: función Web, E-mail y conexiones WAN que son
realizadas en este proyecto.
Figura F.5. Nivel Pirámide comunicación.
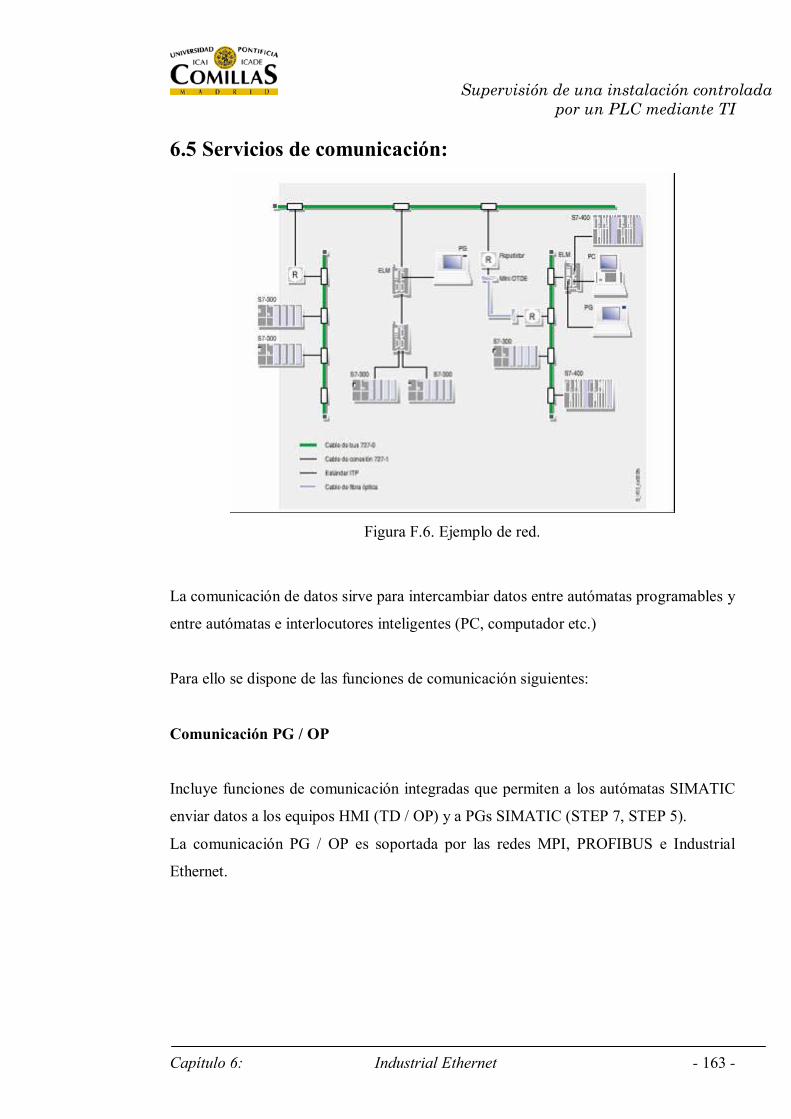
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 163 -
6.5 Servicios de comunicación:
Figura F.6. Ejemplo de red.
La comunicación de datos sirve para intercambiar datos entre autómatas programables y
entre autómatas e interlocutores inteligentes (PC, computador etc.)
Para ello se dispone de las funciones de comunicación siguientes:
Comunicación PG / OP
Incluye funciones de comunicación integradas que permiten a los autómatas SIMATIC
enviar datos a los equipos HMI (TD / OP) y a PGs SIMATIC (STEP 7, STEP 5).
La comunicación PG / OP es soportada por las redes MPI, PROFIBUS e Industrial
Ethernet.
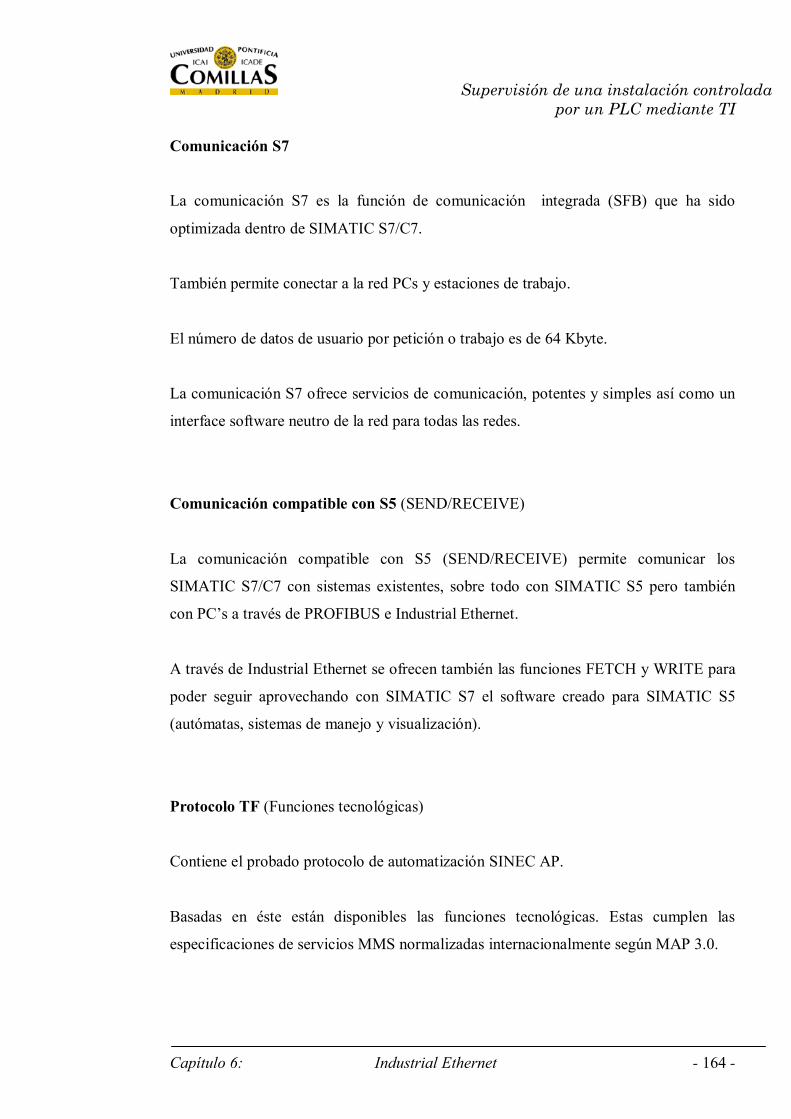
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 164 -
Comunicación S7
La comunicación S7 es la función de comunicación integrada (SFB) que ha sido
optimizada dentro de SIMATIC S7/C7.
También permite conectar a la red PCs y estaciones de trabajo.
El número de datos de usuario por petición o trabajo es de 64 Kbyte.
La comunicación S7 ofrece servicios de comunicación, potentes y simples así como un
interface software neutro de la red para todas las redes.
Comunicación compatible con S5 (SEND/RECEIVE)
La comunicación compatible con S5 (SEND/RECEIVE) permite comunicar los
SIMATIC S7/C7 con sistemas existentes, sobre todo con SIMATIC S5 pero también
con PCs a través de PROFIBUS e Industrial Ethernet.
A través de Industrial Ethernet se ofrecen también las funciones FETCH y WRITE para
poder seguir aprovechando con SIMATIC S7 el software creado para SIMATIC S5
(autómatas, sistemas de manejo y visualización).
Protocolo TF (Funciones tecnológicas)
Contiene el probado protocolo de automatización SINEC AP.
Basadas en éste están disponibles las funciones tecnológicas. Estas cumplen las
especificaciones de servicios MMS normalizadas internacionalmente según MAP 3.0.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 165 -
Comunicación estándar
En este caso se trata de protocolos estandarizados para la comunicación de datos.
OPC (OLE for Process Control):Es un interface estandarizado, abierto y no propietario,
que permite la conexión de aplicaciones Windows con capacidad OPC a la
comunicación S7 y a la comunicación compatible con S5 (SEND / RECEIVE).
Protocolos de transporte ISO / TCP. Como protocolos de transporte se dispone tanto de
ISO como de TCP/IP.
En el ámbito de oficina se han impuesto el correo electrónico y los navegadores Web
como medios de comunicación de amplia difusión.
Como vía de comunicación se utiliza preferentemente Ethernet, pero también líneas
telefónicas e Internet. Estos medios y vías de comunicación están también disponibles a
SIMATIC gracias al protocolo TCP / IP. Además se utiliza el SMTP (Simple Mail
Transfer Protocol) para correo electrónico así como HTTP (Hyper Text Transfer
Protocol) para el acceso utilizando navegadores Web.
PROFInet: Para implementar la "Component based Automation" se utiliza el estándar
PROFInet definido por la Asociación de Usuarios de PROFIBUS.
Éste aprovecha las ventajas de la tecnología de componentes ya consolidada en el
ámbito de software. Y así se obtienen unos incrementos extraordinarios de la
productividad tanto en la ingeniería como en la puesta en servicio.
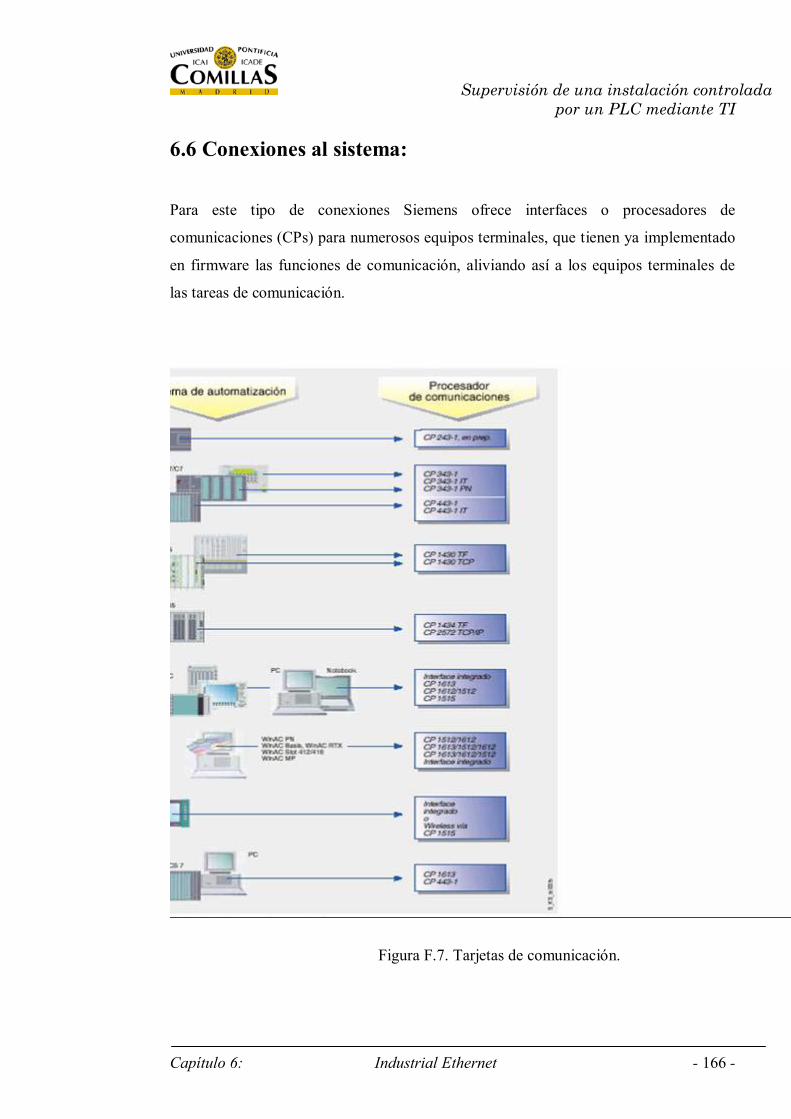
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 166 -
6.6 Conexiones al sistema:
Para este tipo de conexiones Siemens ofrece interfaces o procesadores de
comunicaciones (CPs) para numerosos equipos terminales, que tienen ya implementado
en firmware las funciones de comunicación, aliviando así a los equipos terminales de
las tareas de comunicación.
Figura F.7. Tarjetas de comunicación.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 167 -
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 168 -
6.7 Comparación entre las redes Ethernet y Fast Ethernet
Fast Ethernet es el resultado lógico de la evolución de la fiable y probada tecnología
Ethernet.
El estándar Fast Ethernet IEEE 802.3u (100BaseT) se basa fundamentalmente en el
estándar Ethernet clásico para cable de par trenzado (10BaseT), pero utilizando una
velocidad de transferencia 10 veces mayor, o sea, 100 Mbit/s.
Esto ofrece al usuario las siguientes ventajas:
• Los conocimientos tecnológicos actuales siguen siendo válidos. El usuario no
tiene que esforzarse en aprender una tecnología completamente nueva.
• La tecnología Fast puede utilizarse inmediatamente de manera efectiva.
• Industrial Ethernet ofrece la opción de evolucionar paso a paso desde la
tecnología de 10 Mbit/s a la de 100 Mbit/s.
• Las redes actuales pueden ser ampliadas e integradas paso a paso.
Ambas redes comparten las siguientes características:
• El formato de datos.
• El método de acceso CSMA/CD.
• El tipo de cable (par trenzado de categoría 5 y cable de fibra óptica de vidrio).
• Las redes de 100 Mbit/s se configuran preferentemente con switches.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 169 -
Diferencias entre las redes Ethernet y Fast Ethernet:
• La extensión de la red.
• No existen especificaciones en Fast Ethernet para cables coaxiales y triaxiales,
así como para los cables de conexión 727-1.
• Las reglas de configuración.
Funcionamiento de Ethernet y Fast Ethernet
Para asegurar el funcionamiento correcto del método de acceso con detección de
colisiones (CSMA/CD) en Ethernet, la extensión de una red Ethernet está limitada por
el tiempo máximo de transmisión permitido para un paquete de datos.
El llamado dominio de colisiones tiene una extensión de 4.520 m para la red Ethernet
clásica de 10 Mbit/s, mientras que ésta se reduce a 412 m para la red Fast Ethernet.
Para configurar un dominio de colisión se utilizan componentes con tecnología de
repetidores (repetidores Industrial Ethernet, OLM y ELM de Industrial Ethernet).
Deben tenerse en cuenta las respectivas normas de configuración. Como las estaciones
de red comparten la velocidad nominal, se habla de una red LAN compartida (Shared
LAN).
A pesar de la menor extensión del dominio de detección de colisiones de Fast Ethernet
pueden construirse redes de mayor extensión utilizando switches con función Full
Duplex.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 170 -
6.8 Ethernet switching:
El switch, una evolución del puente o bridge, presenta la funcionalidad siguiente:
• Los switches permiten conectar temporalmente varias parejas de subredes de
manera simultánea, dependiendo del número de interfaces disponibles.
• El tráfico de datos local permanece local, al ser filtrado a través de la dirección
MAC de Ethernet de las estaciones de red individuales. Los switches sólo
transfieren datos a las estaciones de otra subred.
• Aumenta el número de componentes conectados a la red respecto a la red
Ethernet clásica.
• La propagación defectuosa de datos se restringe a la subred afectada.
La tecnología conmutada o switching es ligeramente más compleja que la tecnología
de repetidores, pero presenta una serie de ventajas definitivas:
• Permite crear subredes y segmentos de red y aumenta la capacidad de datos y en
consecuencia el rendimiento de la red, gracias a la estructuración del tráfico de
datos.
• Las reglas de configuración de la red son muy sencillas, así como su ampliación.
• Admite sin problemas topologías de red con 50 equipos OSM ® y extensiones
de hasta 150 Km., sin tomar en consideración los tiempos de propagación.
• Permite un rango ilimitado de extensión de red conectando dominios de colisión
subredes individuales. A partir de una extensión de 150 Km. es preciso
considerar el tiempo de propagación.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 171 -
Switches de Siemens
Los switches son componentes de red activos que distribuyen de forma controlada datos
a los correspondientes destinatarios. La gama SCALANCE X se compone de cuatro
líneas de productos coordinadas entre sí y adaptadas a la correspondiente tarea de
automatización.
SCALANCE X-100 unmanaged;
Switches con hasta ocho puertos y diagnóstico local para aplicaciones a pie de máquina.
SCALANCE X-200 managed; (Utilizado en el proyecto)
Uso universal desde aplicaciones a pie de máquina hasta secciones de instalación
interconectadas. La configuración y el diagnóstico remoto están integrados en la
herramienta de ingeniería SIMATIC STEP 7. De este modo aumenta la disponibilidad
de la instalación. Los equipos ofrecen alto grado de protección, lo que permite
instalarlos sin necesidad de armario eléctrico.
SCALANCE X-200IRT Isochronous Real-Time;
Para el uso en redes de secciones de instalación con estrictos requisitos de tiempo real
isócrono y máxima disponibilidad. La transmisión de datos sin requisitos de tiempo real
puede tener lugar en la misma red. De este modo se puede prescindir de estructuras de
red dobles.
SCALANCE X-400 modular;
Para el uso en redes de planta de alto rendimiento que respondan también a las
necesidades futuras (Ej. High Speed Redundancy). La estructura modular permite
adaptar los switches a la tarea concreta. El soporte de los estándares de oficina permite
la integración perfecta de redes de automatización en redes de oficina existentes.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 172 -
6.9 Comunicación industrial móvil
4 Sinopsis
La clave del éxito en el mercado de mañana se encuentra en el suministro y
disponibilidad de información en cualquier lugar y momento. Los equipos móviles,
interconectados a través de redes de inalámbricas estandarizados y de alta
disponibilidad, permiten configurar unos procesos considerablemente más eficientes. La
ventaja de las soluciones inalámbricas es, sobre todo, la simple y flexible accesibilidad
sencilla a las estaciones móviles.
Industrial Mobile Communication en el entorno de comunicación SIMATIC NET es el
nombre de toda una familia de redes. Los distintos miembros cumplen los más diversos
requisitos de rendimiento y aplicaciones: Pueden intercambiar datos a través de distintos
niveles, entre distintas partes de instalación o entre distintas estaciones de
automatización. En este contexto, la Industrial Mobile Communication (IMC) tiene una
importancia especial: IMC representa los productos de comunicación móviles
industriales de SIMATIC NET que utilizan comunicación inalámbrica.
Se basan en estándares de vigencia mundial, p.ej. IEEE 802.11, GSM, GPRS o, en el
futuro, también UMTS, o transmisión por infrarrojos en PROFIBUS.
Los componentes SIMATIC NET disponen además de interfaces de sistema uniformes
y están adaptados perfectamente entre sí. Como complemento a las soluciones
alámbricas anteriores, la comunicación inalámbrica se están implantando en creciente
medida en la industria. SIMATIC NET ofrece productos para la transmisión de datos en
toda la empresa por redes locales, Intranet, Internet o redes inalámbricas.
Para el cliente, esto significa seguridad a largo plazo para sus inversiones . Gracias a
modelos con prestaciones cuidadosamente escalonadas, la gama SIMATIC NET
permite implementar la comunicación en toda la empresa: desde el aparato más sencillo
hasta la instalación compleja. Los SIMATIC NET Industrial Wireless LAN Access
Points se pueden operar según todos los estándares IEEE 802.11 disponibles
actualmente (a, b, g, así como h, con posibilidad de ampliación posterior después de la
normalización definitiva).

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 173 -
Figura F.8. Ejemplo de comunicación.
SCALANCE W, la comunicación inalámbrica
Los productos de SCALANCE W con la tecnología básica Industrial Wireless LAN
(IWLAN) se ofrece una ampliación del estándar IEEE 802.11 dirigida especialmente a
ambientes industriales con requisitos de respuesta determinista y configuraciones
redundantes. De este modo, se dispone de una única red inalámbrica tanto para datos
críticos en el proceso, como por ejemplo avisos de alarma (IWLAN), como también
para la comunicación no crítica (WLAN servicio técnico y el diagnóstico). Para la
protección contra el acceso indebido, existen mecanismos estándar para la identificación
del usuario (Autenticación) y el cifrado de datos, pero también se pueden integrar sin
problemas en esquemas de seguridad existentes.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 174 -
Puntos de Acceso y Mobic
En el proyecto se utilizaran un determinado punto de acceso, SCALANCE W788-
1PRO, compatibles para construir redes locales inalámbricas en ambientes industriales
(IWLAN). Estos sirven para conectar equipos móviles (Portátiles, Mobics, etc.) en una
red inalámbrica industrial IWLAN y operan a una frecuencia de 2,4GHz o 5GHz con
una velocidad de transferencia de hasta 54 Mbits/s en un equipo.
Figura F.9. Scalance W788.
Una de las características más importantes a la hora de utilizar estos puntos de acceso es
su alcance. Estos en particular pueden trabajar enredes internas con alcances de hasta 30
metros, y aproximadamente 100 metros en exteriores.
El Mobile Industrial Comunicator MOBIC T8, que se usará en el proyecto, es un pad
de Internet móvil y apto para la industria para el acceso a nivel local o mundial a
Intranet e Internet. Se caracteriza entre otras cosas por ser:
- Móvil gracias a tarjetas de radiotransmisión enchufables, Industrial
Wireless Lan para el uso local o GSM/GPRS/HSCSD para el uso a nivel
mundial.
- Diseño robusto y resistente especialmente pensado para su uso en la
industria.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 175 -
- Manejo a través de pantalla táctil con lápiz o presión del dedo y a través
de teclas de función adicionales con un sistema operativo Windows
CE.Net y
- Se suele utilizar sobre todo en los campos de servicio técnico, y
mantenimiento.
Figura F.10. Mobic.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 176 -
_
6.10 Protocolo SNMP OPC Server:
Introducción
Para el desarrollo de la gestión de redes en inter-redes basadas en TCP/IP, el IAB
(Internet Activities Board) decidió seguir una estrategia en la cual a corto plazo se usaba
el Simple Network Management Protocol (SNMP) para gestionar los nodos, y se
proponía para largo plazo la estructura de gestión de redes OSI.
La IAB ha designado al SNMP, a la SMI, y a la Internet MIB inicial como "Protocolos
Estándar", con status de "Recomendado". Por medio de esta acción, la IAB recomienda
que todas las implementaciones de IP y TCP sean gestionables por red, y que las
implementaciones que son gestionables por red se espere que los adopten e
implementen.
Así pues, la actual estructura para gestión de redes basadas en TCP/IP consiste en:
• Estructura e Identificación de la Información de Gestión para redes basadas en
TCP/IP, que describe cómo se definen los objetos gestionados contenidos en el
MIB tal y como se especifica en la RFC 1155.
• Protocolo de Gestión de Redes Simples, que define el protocolo usado para
gestionar estos objetos, según se expone en la RFC 1157.
Las distancias pueden ampliarse hasta los límites permitidos para los componentes
emisores y receptores de la red. Esto se aplica sobre todo a las conexiones a través de
fibra óptica.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 177 -
La arquitectura del SNMP
Implícita en el modelo de arquitectura del SNMP existe una colección de estaciones de
gestión de red y de elementos de red. Las estaciones de gestión de red ejecutan
aplicaciones de gestión que monitorizan y controlan los elementos de red. Los
elementos de red son dispositivos como hosts, gateways, servidores de terminal, y
parecidos, que poseen agentes de gestión para realizar las funciones de gestión de red
solicitadas por las estaciones de gestión de red. El SNMP es usado para comunicar
información de gestión entre las estaciones de gestión de red y los agentes en los
elementos de red.
1.- Propósitos de la arquitectura El SNMP explícitamente minimiza el número y complejidad de las funciones de gestión
realizadas por el propio agente de gestión. Esta meta es atractiva al menos en cuatro
aspectos:
1. El coste de desarrollo del software del agente de gestión necesario para soportar
el protocolo se reduce acordemente.
2. El grado de funciones de gestión soportado remotamente se incrementa,
posibilitando un uso completo de los recursos de Internet en la tarea de gestión.
3. El grado de funciones de gestión soportado remotamente se incrementa,
imponiendo así las mínimas restricciones posibles en la forma y sofisticación de
herramientas de gestión.
4. Los conjuntos simplificados de funciones de gestión son fácilmente entendibles
y usados por los creadores de herramientas de gestión de red.
Un segundo objetivo del protocolo es que el paradigma funcional para monitorizar y
controlar sea lo suficientemente flexible como para posibilitar aspectos de gestión y
operación de la red adicionales y posiblemente no anticipados.
Un tercer propósito es que la arquitectura sea en lo posible independiente de la
arquitectura y mecanismos de hosts o gateways particulares.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 178 -
Ventajas y desventajas del SNMP
a) Ventajas de SNMP
La ventaja fundamental de usar SNMP es que su diseño es simple por lo que su
implementación es sencilla en grandes redes y la información de gestión que se necesita
intercambiar ocupa pocos recursos de la red. Además, permite al usuario elegir las
variables que desea monitorizar sin más que definir:
• El título de la variable.
• El tipo de datos de las variables.
• Si la variable es de solo lectura o también de escritura.
• El valor de la variable.
Otra ventaja de SNMP es que en la actualidad es el sistema más extendido. La
popularidad la ha conseguido al ser el único protocolo que existió en un principio y por
ello casi todos los fabricantes de dispositivos diseñan sus productos para soportar
SNMP.
La posibilidad de expansión es otra ventaja del protocolo SNMP: debido a su sencillez
es fácil de actualizar.
b) Desventajas de SNMP
El protocolo SNMP no es ni mucho menos perfecto. Tiene sus fallos que se han ido
corrigiendo.
La primera deficiencia de SNMP es que tiene grandes fallos de seguridad que puede
permitir a intrusos acceder a información que lleva la red. Todavía peor, estos intrusos
pueden llegar a bloquear o deshabilitar terminales.
La solución a este problema es sencilla y se ha incorporado en la nueva versión
SNMPv2. Básicamente se han añadido mecanismos para resolver:
• Privacidad de los datos, los intrusos no puedan tomar información que va por la
red.
• Autentificación, para prevenir que los intrusos manden información falsa por la
red.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 179 -
• Control de acceso, que restringe el acceso a ciertas variables a determinados
usuarios que puedan hacer caer la red.
El mayor problema de SNMP es que se considera tan simple que la información está
poco organizada, lo que le hace no muy acertada para gestionar las grandes redes de la
actualidad. Esto se debe en gran parte a que SNMP se creó como un protocolo
provisional pero que se ha quedado sin ser sustituido por otro de entidad.
De nuevo este problema se ha solucionado con la nueva versión SNMPv2 que permite
una separación de variables con más detalle, incluyendo estructuras de datos para hacer
más fácil su manejo. Además SNMPv2 incluye 2 nuevas PDUs orientadas a la
manipulación de objetos en tablas.
Por tanto, SNMP es un sistema de gestión que se ha quedado anticuado y que necesitaba
con urgencia un recambio que ha venido de la mano de la versión 2 del mismo. SNMP
ya no es capaz de soportar la intensa actividad que sufren redes como Internet.
SNMP OPC-Server El SNMP OPC-Server pone a disposición los datos para la administración de redes
TCP/IP de cualquier sistema cliente de OPC.
Con OPC (OLE for Process Control) se dispone de una interfaz estandarizada, abierta y
no propietaria de para aplicación en automatización.
EL uso del SNMP OPC-Server permite el acceso a información sobre el aparato a través
de la interfaz OPC. De este modo se puede realizar la visualización de la red, el
diagnóstico del sistema y vigilancia del estado de la instalación en cualquier sistema
cliente de OPC, como por ejemplo el WinCC, que es el que se usa en este proyecto. Así
se puede visualizar por ejemplo además del simple diagnóstico del aparato, también
información detallada como estructuras de red redundantes o distribuciones de carga en
la red. Esto aumenta la seguridad operativa y mejora la disponibilidad de la instalación.
Y no sólo s posible acceder en lectura, sino en parte también en escritura a la
información del equipo, lo que permite un control activo de las propiedades del mismo.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 6: Industrial Ethernet - 180 -
La visualización de la información del aparato se puede configurar individualmente
según los requisitos y adaptar a las necesidades específicas de la instalación del cliente.
Además, la información puesta a disposición se puede integrar, por ejemplo, en el
sistema de alarmas y el registro histórico de alarmas de un HMI / SCADA.
El SNMP OPC Server necesita una interfaz para operar, en el caso del proyecto se
utiliza la CP 7515. Este procesador de comunicaciones es una tarjeta para PC (Card Bus
32 bits) para la comunicación fiable en una red inalámbrica IWLAN.
[SIMA05]
[PIGA97]
[HEYW98]

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 179 -
Capítulo 7:
Tarjeta de comunicaciones CP 343-1 IT
7.1. Prestaciones de la tarjeta CP 343-1 IT 180
7.2. Acceso a la tarjeta vía web 181
7.3. Seguridad en las informaciones 184
7.4. Ajustes en el browser Web 188
7.5. Mensajes de procesos vía E-Mail 191
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 180 -
7.1. Prestaciones de la tarjeta CP343-1 IT
Con la tarjeta de comunicaciones CP343-1IT se obtienen las posibilidades realizadas en
este proyecto para la creación de un control de procesos automatizado:
Comunicación de procesos vía Industrial Ethernet
Con los servicios de comunicación S7 y la interfaz SEND / RECEIVE (incluidos
servicios FETCH / WRITE), la tarjeta soporta las comunicaciones de los sistemas de
mando entre sí y con PGs o PCs.
Enviar E mail.
El sistema de mando habilita la posibilidad de enviar mensajes de correo electrónico en
función de eventos del proceso.
Transferencia de archivos con FTP
La tarjeta ofrece el modo cliente FTP. Por lo tanto es posible intercambiar desde el
PC/PG, vía FTP, datos con la tarjeta, como se realiza en este proyecto.
Supervisar datos de equipos y procesos (control de procesos HTML)
Se utilizan las funciones y páginas HTML para consultar datos importantes del sistema
a través de un browser de Web.
Para la formación de una red de informaciones más compleja se han utilizado las
funciones existentes en el sistema (S7Applets y S7Beans) creando páginas HTML
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 181 -
propias para representar determinadas configuraciones de la instalación y abastecerlas
de valores de procesos actuales.
7.2. Acceso a la tarjeta a través de un browser Web.
La base para la comunicación vía Intranet e Internet la constituye el protocolo de
Internet TCP/IP, implementado la tarjeta. Para poder acceder a la instalación vía
Intranet o Internet se han seguido los siguientes pasos:
• Conexión de la tarjeta a Industrial Ethernet.
• Direccionar la tarjeta al realizar la configuración del hardware.
Control de procesos con herramientas estándar
Para aprovechar al máximo las funciones ofrecidas por la tarjeta se han implementado
las siguientes tareas:
Definir el MailServer
Para el desarrollo del intercambio de datos vía EMail se tiene que crear o definir un
acceso a MailServer.
Para el proyecto se ha decidido instalar como servidor de correo en la red local,
Microsoft Exchange, para lo cual se a instalado el sistema operativo Windows 2000
Server en la programadora que ejecutará el servidor de correo.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 182 -
Disponer herramientas
Para la representación de informaciones se utiliza Microsoft Internet Explorer así como
varios editores de HTML para crear las páginas HTML, se ha decidido después de un
aprendizaje de la creación de páginas con un editor de texto, pasar a un editor de
páginas visual como es Macromedia Dreamweaver MX.
A continuación se muestra un ejemplo de la construcción de la página del autómata
estándar.
Figura G.1. Pantalla de Dreamweaver.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 183 -
Para posibilidades gráficas extendidas se puede utilizar las herramientas destinadas a la
creación y la configuración de JavaBeans, como por ejemplo IBM VisualAge, pero
estas posibilidades se escapan de los objetivos del proyecto.
Establecer conexión con la red
Es necesaria una conexión con Intranet o con Internet a través los dispositivos
correspondientes de Industrial Ethernet. En las condiciones del proyecto se ha optado
por la implantación del proyecto en una red local.
Browser de Web: requisitos exigidos
Para el acceso a páginas HTML de la tarjeta o en el servidor de Web es necesario un
buscador de Web, por ejemplo Internet Explorer. El browser de Web tiene que cumplir
las siguientes condiciones:
Soporte de JDK (Java Development Kit) 1.1: Internet Explorer cumple todos los
requisitos.
Se pueden utilizar otros browsers de Web con prestaciones equivalentes aunque éstos
cumplen las citadas condiciones sólo con restricciones ya que necesitan un componente
PlugIn para equivaler a la implementación referencial Java de una maquina virtual de
Java.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 184 -
7.3. Seguridad de las informaciones
El acceso vía Internet a datos de procesos que permite el ITCP implica también el
peligro de un uso indebido. Por esta razón se deben proteger los datos de los procesos
no sólo por medio de contraseñas, sino también restringiendo el acceso a la red con
medidas de seguridad apropiadas, en el proyecto, al ser una red local (LAN) sólo se
tienen en cuenta las protecciones por medio de contraseñas.
Establecer conexión con la red: Operación con Firewall y Servidor Proxy:
Por regla general, el uso de la red interna de las empresas está protegido de accesos
externos incontrolados por un cortafuegos. La operación superando el firewall es
posible si las direcciones IP ajustadas en cada caso en los S7applets consiguen atravesar
el mecanismo de filtro del firewall.
Si se desean utilizar todas las funciones del ITCP, el administrador de la red tiene que
pro-curar que el firewall sea permeable por determinados puertos. En a tabla siguiente
se enumeran los puertos que se deben dejar abiertos en el firewall.
Puerto 80: Acceso a una página HTML dispuesta en el ITCP o en un servidor de Web
(el ITCP o el servidor de Web es servidor HTTP);
Puerto 25: Acceso del cliente mail (el ITCP es cliente SMTP) a un servidor de Mail
(SMTPServer).
Puertos 20 y 21: Acceso a archivos en el CP IT por medio de funciones FTP (si el CP
IT es servidor o cliente FTP).

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 185 -
Seguridad en el acceso a datos de procesos
Protección escalonada por contraseña:
Si se deben intercambiar vía Internet informaciones relativas a procesos, los aspectos de
seguridad adquieren una gran importancia. Por medio de contraseñas escalonadas se
protegen los datos de procesos de un acceso no autorizado.
El acceso a datos de procesos suele estar sometido a diferentes requisitos exigidos a los
distintos grupos de personas. Por ello se ha previsto la posibilidad de:
1. Asignar diversas autorizaciones para el acceso a una estación S7
2. Establecer derechos de escritura o lectura adicionales para las variables de los
procesos.
Figura G.2. Pagina web estándar con contraseña.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 186 -
Establecer conexión con la red
Como todo otro módulo S7, el ITCP se tiene que configurar con la configuración de
hardware STEP 7 (HW Config) en la estación S7.
Las propiedades especiales del ITCP se configuran en las fichas correspondientes del
diálogo de propiedades del ITCP, que se presentan en este capítulo. Se accede al
diálogo de propiedades, por ejemplo, desde HW Config haciendo un doble clic en el
módulo. A continuación, el ITCP se conecta en la configuración STEP 7.
Opciones adicionales en el diálogo de propiedades para ITCP
Además de las fichas generales como Direcciones, Opciones y Diagnóstico, la
tarjeta de comunicaciones se encuentran las siguientes pestañas:
Ficha Usuario: Contiene nombres de usuarios, contraseñas y derechos de los
usuarios autorizados.
Ficha Símbolos: Contiene los símbolos y los elementos estructurales de un bloque de
datos definido como símbolo a que se puede acceder a través de esta tarjeta.
Ficha Parámetros DNS: Contiene las direcciones del DNS (Domain Name Service).
El DNS asigna la dirección de Internet a direcciones simbólicas. Si se prefiere indicar la
dirección en forma simbólica, la dirección absoluta es determinada por consulta al DNS
aquí especificado.
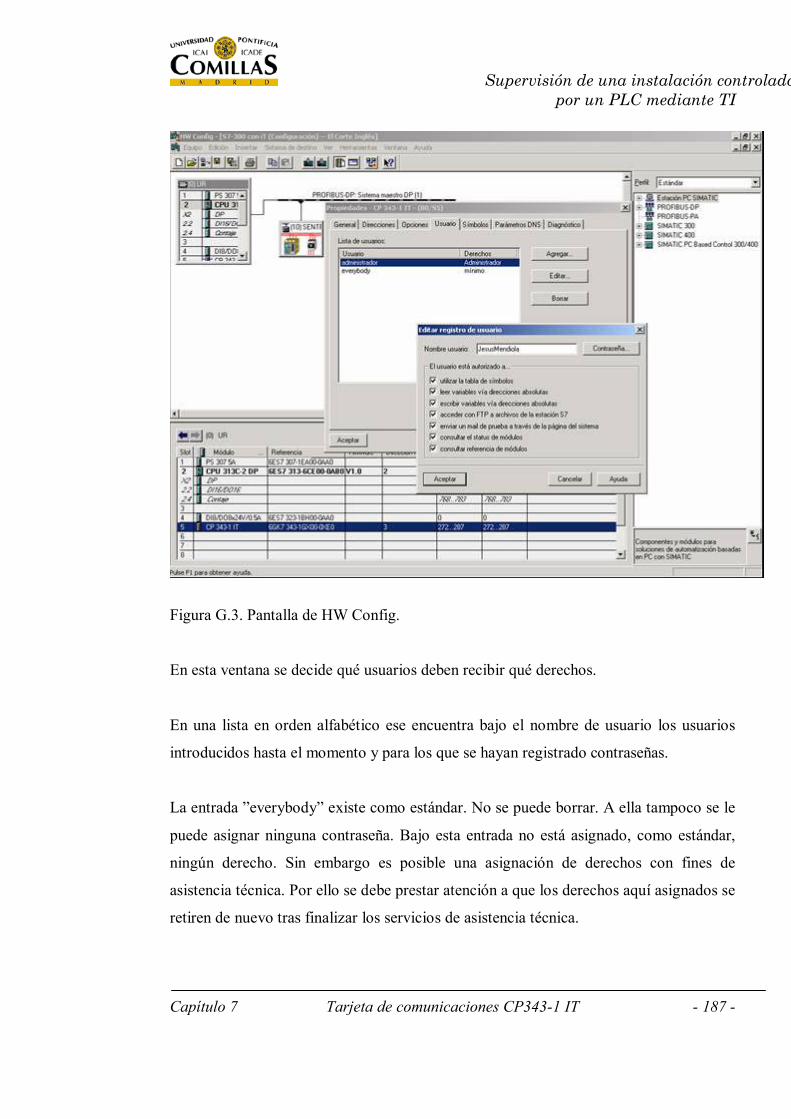
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 187 -
Figura G.3. Pantalla de HW Config.
En esta ventana se decide qué usuarios deben recibir qué derechos.
En una lista en orden alfabético ese encuentra bajo el nombre de usuario los usuarios
introducidos hasta el momento y para los que se hayan registrado contraseñas.
La entrada everybody existe como estándar. No se puede borrar. A ella tampoco se le
puede asignar ninguna contraseña. Bajo esta entrada no está asignado, como estándar,
ningún derecho. Sin embargo es posible una asignación de derechos con fines de
asistencia técnica. Por ello se debe prestar atención a que los derechos aquí asignados se
retiren de nuevo tras finalizar los servicios de asistencia técnica.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 188 -

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 189 -
7.4. Ajustes en el browser de Web.
Antes de acceder a la tarjeta a través del browser de Web se deben de efectuar o
verificar algunos ajustes. A continuación se explican tales ajustes con el ejemplo del
Internet Explorer, que se han elegido de manera que se haga posible la ejecución de los
S7applets y los S7beans (Java Beans) utilizados en la tarjeta CP 343-1.
Ajustes en el Internet Explorer
• Iniciar el compilador de Java: Las funciones para las aplicaciones Java se
encuentran en el comando de menú Herramientas, Opciones de Internet,
Avanzadas, VM.
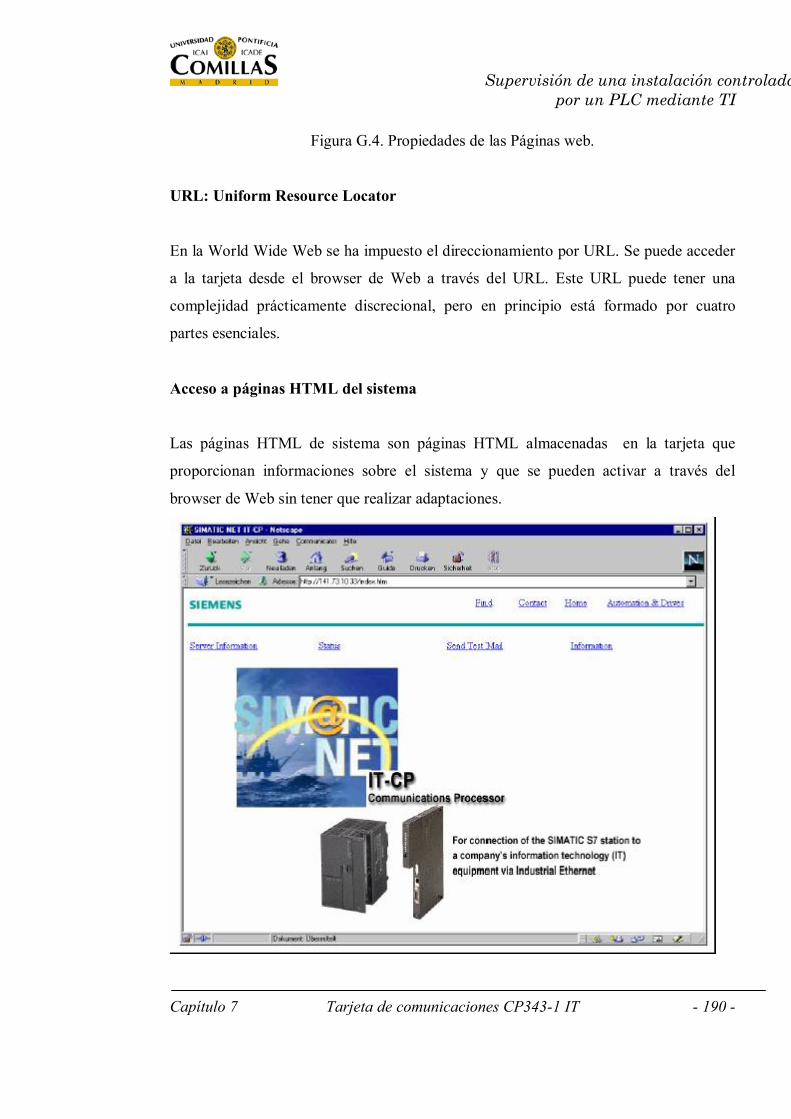
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 190 -
Figura G.4. Propiedades de las Páginas web.
URL: Uniform Resource Locator
En la World Wide Web se ha impuesto el direccionamiento por URL. Se puede acceder
a la tarjeta desde el browser de Web a través del URL. Este URL puede tener una
complejidad prácticamente discrecional, pero en principio está formado por cuatro
partes esenciales.
Acceso a páginas HTML del sistema
Las páginas HTML de sistema son páginas HTML almacenadas en la tarjeta que
proporcionan informaciones sobre el sistema y que se pueden activar a través del
browser de Web sin tener que realizar adaptaciones.
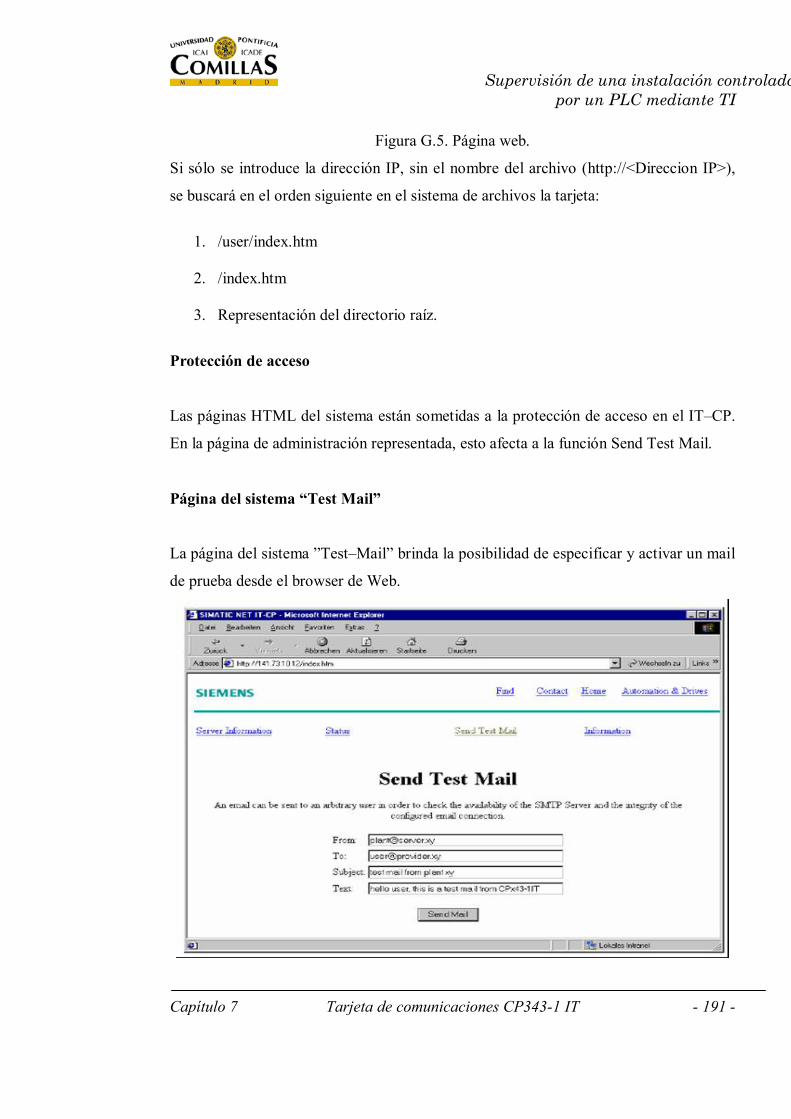
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 191 -
Figura G.5. Página web.
Si sólo se introduce la dirección IP, sin el nombre del archivo (http://<Direccion IP>),
se buscará en el orden siguiente en el sistema de archivos la tarjeta:
1. /user/index.htm
2. /index.htm
3. Representación del directorio raíz.
Protección de acceso
Las páginas HTML del sistema están sometidas a la protección de acceso en el ITCP.
En la página de administración representada, esto afecta a la función Send Test Mail.
Página del sistema Test Mail
La página del sistema TestMail brinda la posibilidad de especificar y activar un mail
de prueba desde el browser de Web.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 192 -
Figura G.6. Mail de prueba.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 193 -
7.5. Enviar mensajes de procesos vía EMail.
En este capítulo se dan instrucciones para el uso de la función EMail del ITCP. Se
tratarán en detalle los siguientes temas:
• Preparativos necesarios.
• Posibilidades hay para enviar emails desde la tarjeta.
• Comprobar la función EMail.
Panorámica de la función
El mando comunica eventos del proceso
El sistema de automatización puede enviar con la función EMail mensajes
dependientes
del proceso o del tiempo que contengan informaciones sobre el proceso.
De conformidad con las características usuales del correo electrónico, los mensajes
pueden llevar anexos o no. Las formas de envío a elegir dependen de las cantidades de
datos y de las propiedades de los equipos de recepción utilizados. El envío de emails
con anexos puede ser necesario, por ejemplo, para transmitir desde un mando
informaciones codifica-das en forma binaria, para su evaluación.
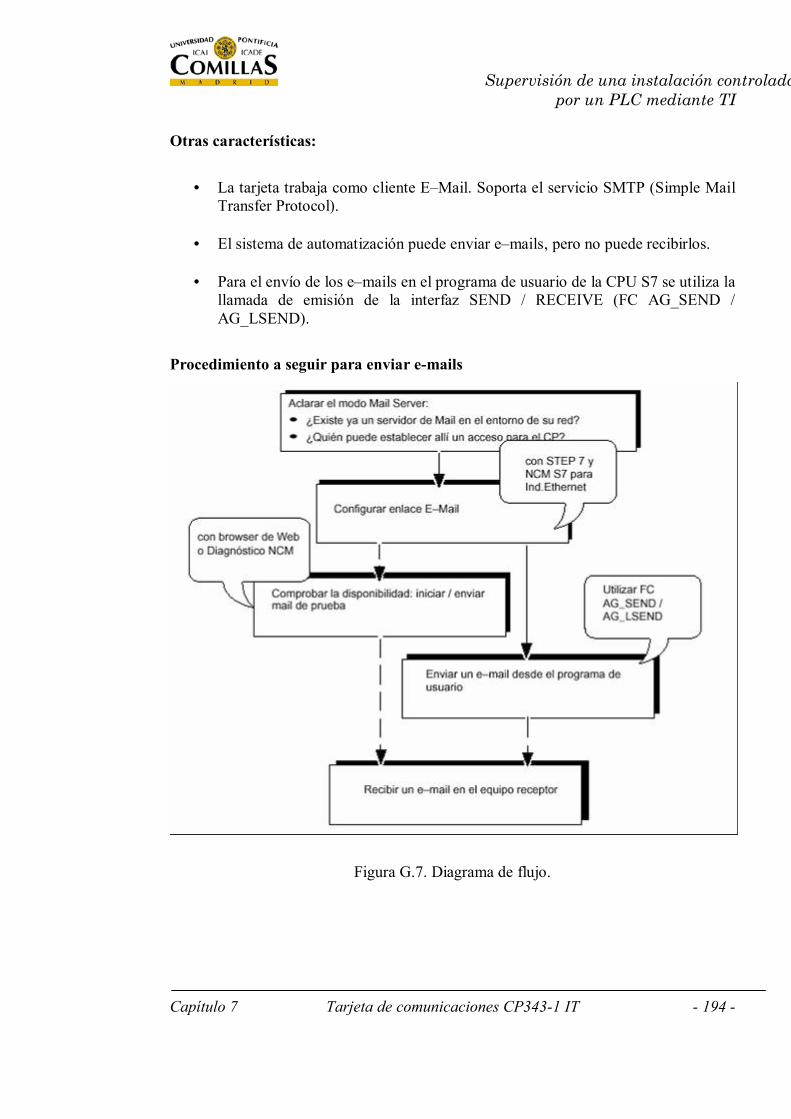
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 194 -
Otras características:
• La tarjeta trabaja como cliente EMail. Soporta el servicio SMTP (Simple Mail
Transfer Protocol). • El sistema de automatización puede enviar emails, pero no puede recibirlos. • Para el envío de los emails en el programa de usuario de la CPU S7 se utiliza la
llamada de emisión de la interfaz SEND / RECEIVE (FC AG_SEND / AG_LSEND).
Procedimiento a seguir para enviar e-mails
Figura G.7. Diagrama de flujo.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 195 -
Configurar enlace EMail:
Al configurar un enlace EMail se establece un enlace entre la CPU S7 y el ITCP para
el envío de emails.
Comprobar la disponibilidad:
La disponibilidad de la función EMail se puede comprobar en todo momento iniciando
un mail de prueba en el ITCP.
Enviar un email desde el programa de usuario:
Las informaciones a enviar con el email, incluidas las informaciones relativas a
direcciones, se almacenan en un bloque de datos (DB). De este modo, las informaciones
son
enviadas así a través del programa de usuario por medio de un bloque AG_SEND /
AG_LSEND.
Operación del servidor Mail:
En principio existen tres formas posibles de operar el Mail Server (o servidor de mail)
necesario.
En la tabla siguiente se observan las ventajas y las particularidades de cada opción:
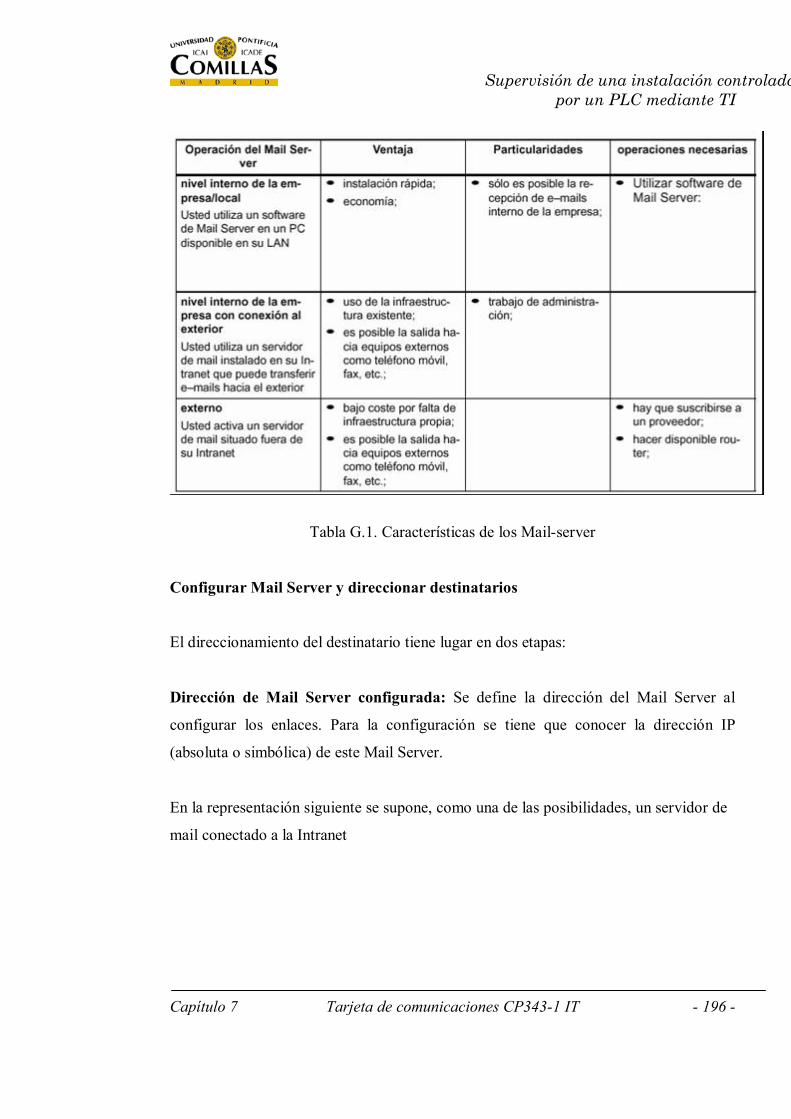
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 196 -
Tabla G.1. Características de los Mail-server
Configurar Mail Server y direccionar destinatarios
El direccionamiento del destinatario tiene lugar en dos etapas:
Dirección de Mail Server configurada: Se define la dirección del Mail Server al
configurar los enlaces. Para la configuración se tiene que conocer la dirección IP
(absoluta o simbólica) de este Mail Server.
En la representación siguiente se supone, como una de las posibilidades, un servidor de
mail conectado a la Intranet

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 197 -
Figura G.8. Diagrama Mail.
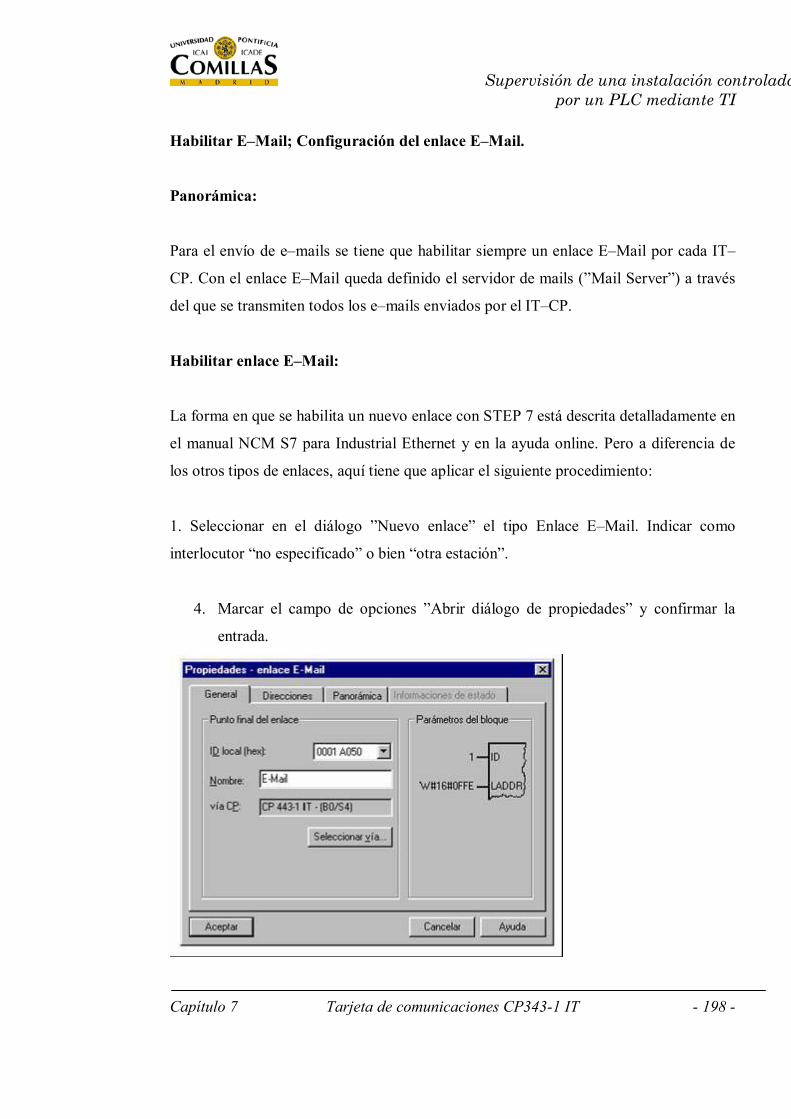
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 198 -
Habilitar EMail; Configuración del enlace EMail.
Panorámica:
Para el envío de emails se tiene que habilitar siempre un enlace EMail por cada IT
CP. Con el enlace EMail queda definido el servidor de mails (Mail Server) a través
del que se transmiten todos los emails enviados por el ITCP.
Habilitar enlace EMail:
La forma en que se habilita un nuevo enlace con STEP 7 está descrita detalladamente en
el manual NCM S7 para Industrial Ethernet y en la ayuda online. Pero a diferencia de
los otros tipos de enlaces, aquí tiene que aplicar el siguiente procedimiento:
1. Seleccionar en el diálogo Nuevo enlace el tipo Enlace EMail. Indicar como
interlocutor no especificado o bien otra estación.
4. Marcar el campo de opciones Abrir diálogo de propiedades y confirmar la
entrada.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 199 -
Figura G.9. Propiedades de enlace.
5. En el siguiente diálogo de propiedades, cambiar a la ficha Direcciones e
introducir los parámetros de la dirección.
• Servidor de EMail, Dirección IP: Dirección del servidor de mails a través del
cual se envían los emails. La dirección IP se puede indicar en forma absoluta o
simbólica. La forma simbólica exige que el ITCP conozca la dirección del
Domain Name Servers (DNS). Durante la configuración del ITCP se tiene que
efectuar la correspondiente entrada en HW Configuration. Ejemplos:
Absoluta: 192.168.147.1. Simbólica: mail.compuserve.com.
• Nombre de remitente por omisión: Indicación de una dirección que se inserta en
los emails como dirección del remitente siempre que en la cabecera del email
falte la indicación de remitente (parámetro FROM). Como máximo se pueden
introducir 126 caracteres.
4. Confirmar la entrada y cerrar con ello la ventana de diálogo. Después de cargar los
datos de configuración, el programa de usuario puede enviar emails a través de este
enlace
Email.
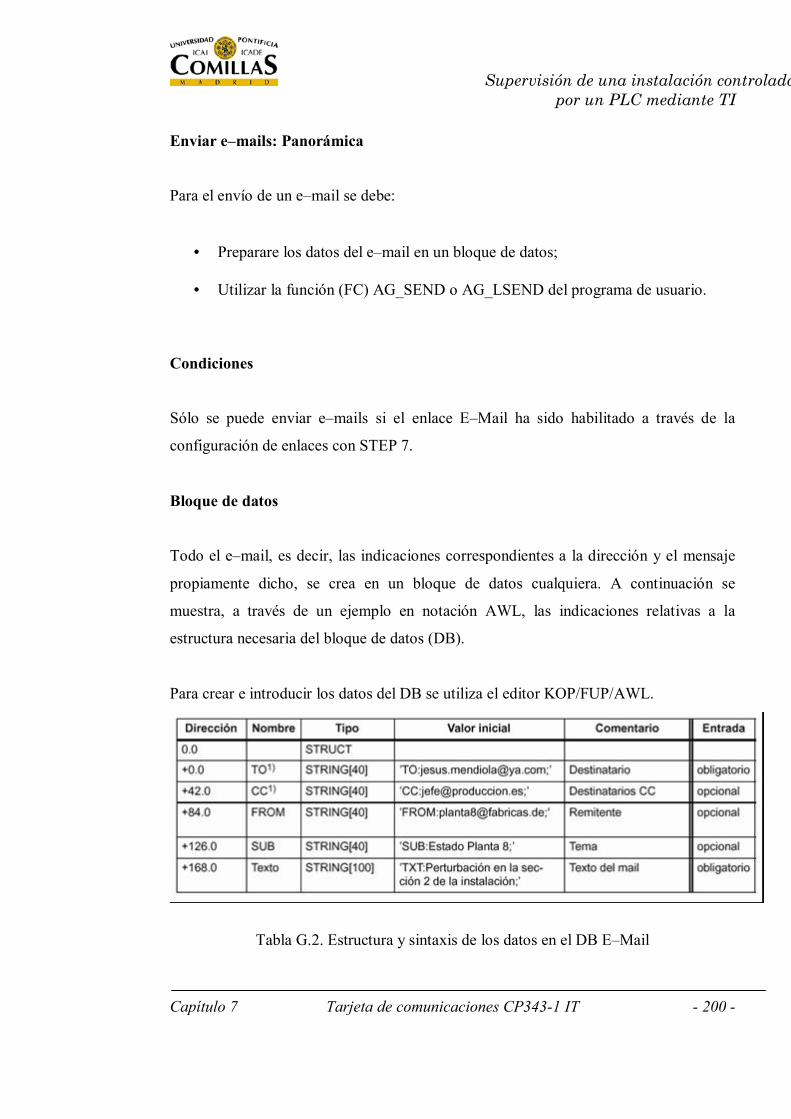
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 200 -
Enviar emails: Panorámica
Para el envío de un email se debe:
• Preparare los datos del email en un bloque de datos; • Utilizar la función (FC) AG_SEND o AG_LSEND del programa de usuario.
Condiciones
Sólo se puede enviar emails si el enlace EMail ha sido habilitado a través de la
configuración de enlaces con STEP 7.
Bloque de datos
Todo el email, es decir, las indicaciones correspondientes a la dirección y el mensaje
propiamente dicho, se crea en un bloque de datos cualquiera. A continuación se
muestra, a través de un ejemplo en notación AWL, las indicaciones relativas a la
estructura necesaria del bloque de datos (DB).
Para crear e introducir los datos del DB se utiliza el editor KOP/FUP/AWL.
Tabla G.2. Estructura y sintaxis de los datos en el DB EMail

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 201 -
Figura G.10. OB21.
La estructura aquí propuesta, con varios STRINGs, es una de las variantes posibles. Lo
decisivo son las entradas en la columna Valor inicial con los identificadores en ella
con-tenidos (TO:, SUB:, CC:, FROM:, TXT:, BNY:) que se tienen que utilizar con
exactamente ésta grafica en el DB para identificación de los contenidos de mail. Todas
las entradas correspondientes se tienen que terminar con punto y coma; sólo para la
última entrada no se debe utilizar punto y coma al final.
La longitud del String se indica en la tabla sólo a modo de ejemplo; se puede adaptar al
número de caracteres real. Otra variante sería, por ejemplo, la de utilizar en total un solo
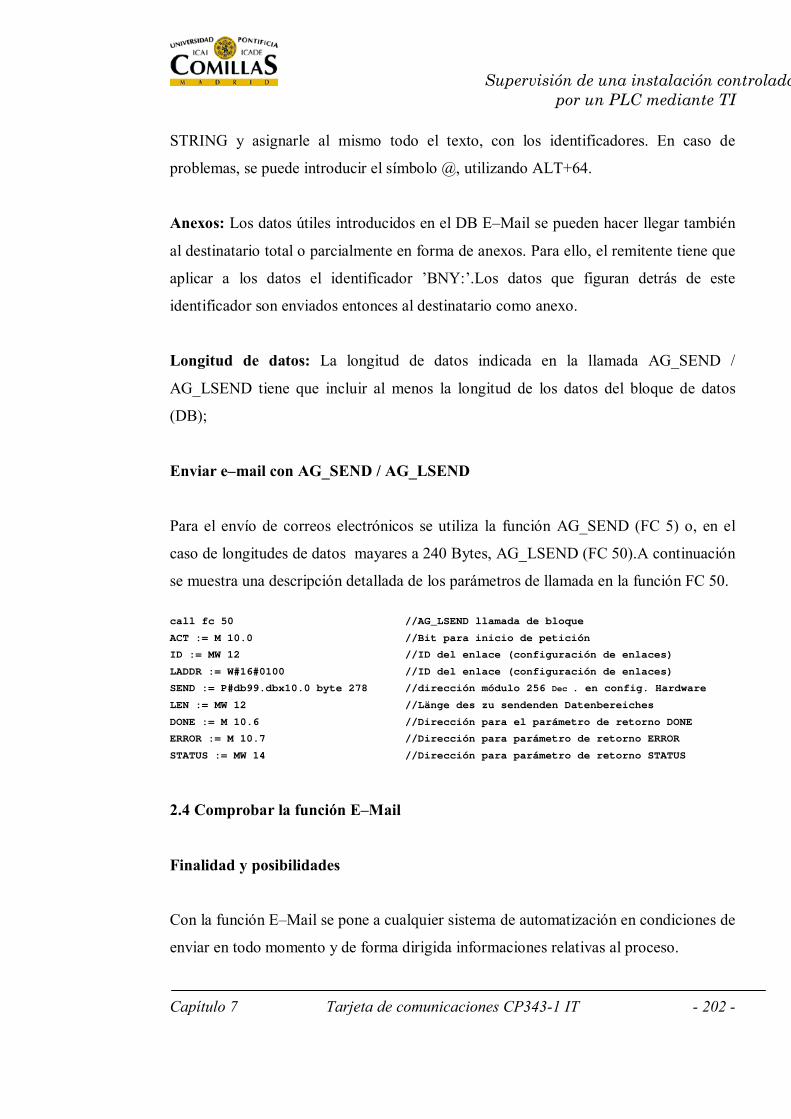
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 202 -
STRING y asignarle al mismo todo el texto, con los identificadores. En caso de
problemas, se puede introducir el símbolo @, utilizando ALT+64.
Anexos: Los datos útiles introducidos en el DB EMail se pueden hacer llegar también
al destinatario total o parcialmente en forma de anexos. Para ello, el remitente tiene que
aplicar a los datos el identificador BNY:.Los datos que figuran detrás de este
identificador son enviados entonces al destinatario como anexo.
Longitud de datos: La longitud de datos indicada en la llamada AG_SEND /
AG_LSEND tiene que incluir al menos la longitud de los datos del bloque de datos
(DB);
Enviar email con AG_SEND / AG_LSEND
Para el envío de correos electrónicos se utiliza la función AG_SEND (FC 5) o, en el
caso de longitudes de datos mayares a 240 Bytes, AG_LSEND (FC 50).A continuación
se muestra una descripción detallada de los parámetros de llamada en la función FC 50.
call fc 50 //AG_LSEND llamada de bloque
ACT := M 10.0 //Bit para inicio de petición
ID := MW 12 //ID del enlace (configuración de enlaces)
LADDR := W#16#0100 //ID del enlace (configuración de enlaces)
SEND := P#db99.dbx10.0 byte 278 //dirección módulo 256 Dec . en config. Hardware
LEN := MW 12 //Länge des zu sendenden Datenbereiches
DONE := M 10.6 //Dirección para el parámetro de retorno DONE
ERROR := M 10.7 //Dirección para parámetro de retorno ERROR
STATUS := MW 14 //Dirección para parámetro de retorno STATUS
2.4 Comprobar la función EMail
Finalidad y posibilidades
Con la función EMail se pone a cualquier sistema de automatización en condiciones de
enviar en todo momento y de forma dirigida informaciones relativas al proceso.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 203 -
Para poder comprobar en todo momento la operatividad de la función EMail es posible
iniciar un mail de prueba con fines de control. Para ello se dispone de los siguientes
mecanismos:
• Mail de prueba a través de browser de Web. • Mail de prueba a través de Diagnóstico NCM.
Sacar conclusiones de la recepción de un mail de prueba
Del recibo del mail de prueba se puede sacar las siguientes conclusiones:
• El ITCP está listo para el envío de emails; • Existe un enlace EMail que puede ser utilizado por el programa de usuario; • Se tiene acceso al destinatario indicado en la petición.
No puede sacarse ninguna conclusión acerca de:
• El estado de los programas de usuario en los que el envío de EMails se impulse
llamando FC AG_SEND/AG_LSEND.
• La duración esperable del intervalo entre el envío de un mail y su recepción.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 204 -
Impulsar un mail de prueba a través de browser de Web
La página del sistema TestMail brinda la posibilidad de especificar y activar un mail
de prueba desde el browser.
Figura G.11. Mail de prueba.
Directamente después de enviar el mail de prueba se recibe un acuse sobre si el mail se
ha podido transmitir al servidor de mails configurado. Se deben tener en cuenta las
siguientes restricciones para los distintos campos:
• Longitud (TO) < 128 caracteres.
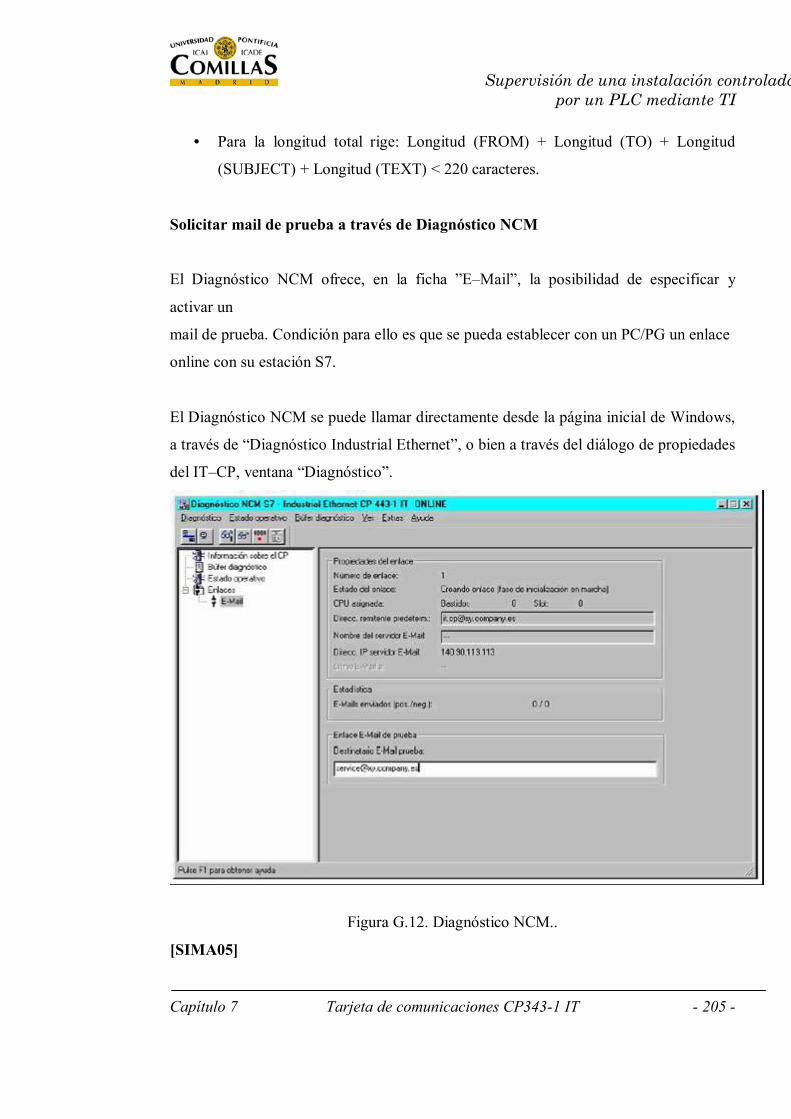
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 205 -
• Para la longitud total rige: Longitud (FROM) + Longitud (TO) + Longitud
(SUBJECT) + Longitud (TEXT) < 220 caracteres.
Solicitar mail de prueba a través de Diagnóstico NCM
El Diagnóstico NCM ofrece, en la ficha EMail, la posibilidad de especificar y
activar un
mail de prueba. Condición para ello es que se pueda establecer con un PC/PG un enlace
online con su estación S7.
El Diagnóstico NCM se puede llamar directamente desde la página inicial de Windows,
a través de Diagnóstico Industrial Ethernet, o bien a través del diálogo de propiedades
del ITCP, ventana Diagnóstico.
Figura G.12. Diagnóstico NCM..
[SIMA05]

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 7 Tarjeta de comunicaciones CP343-1 IT - 206 -
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 8: Programación -204-
Capítulo 8:
Programación HTML 8.1. Páginas HTML 205
8.2. Applets de Java 207
8.3. Llamada y parametrización de los Applets 208 8.4. Páginas Utilizadas 212
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 8: Programación -205-
8.1. Páginas HTML:
Diseño de páginas HTML
Para poder diseñarlas páginas web del proyecto se han adquirido una serie de conceptos
previos para construir finalmente las páginas por medio del programa Macromedia
Dreamweaver. Estos conceptos principales son los siguientes:
Representación de tablas
La tabla es un medio importante para la estructuración de informaciones.
Concretamente, en el caso de la creación de páginas HTML es apropiado para
compensar algunos puntos débiles del formateo HTML. La representación por columnas
del texto HTML sólo es posible, por cierto, a través del uso de tablas.
Inserción de imágenes
El uso de imágenes y gráficos en las páginas HTML es precisamente un tema al que la
bibliografía especializada dedica mucho espacio. Los formatos de archivos de imagen
(o gráficos) a considerar son GIF y JPG.
Formularios HTML
Se necesitan formularios allí donde el usuario debe archivar informaciones en el sistema
en forma estandarizada. HTML ofrece en especial diversos elementos de control para la
interacción con el usuario. Las funciones de formularios pueden ser importantes
también para la entrada de datos de procesos. (Para ITCP sólo se pueden utilizar en
combinación con JavaScript)

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 8: Programación -206-
Uso de estilos
Los estilos permiten definir formatos de validez general y utilizarlos en documentos
HTML. Tal procedimiento lo conoce usted ya, por ejemplo, de sistemas de publishing
como MSWord o Word Perfect.
Debe mencionarse que para la vinculación de modelos de formatos con documentos
HTML se pueden aplicar diversas técnicas.
Crear Frames
Por medio de las llamados Frames puede dividir páginas HTML en varias zonas. Esto
puede mejorar notablemente la claridad. Por ejemplo, usted puede hacer que el menú de
navegación permanezca visible mientras se cargan nuevas áreas.
Se debe tener en cuenta también las indicaciones relativas al tema El número de
instancias de Applet en una página HTML es limitado.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 8: Programación -207-
8.2. Applets de Java:
La tarjeta soporta algunos Applets con los que se puede ejecutar con un PC accesos al
sistema de mando desde el browser de Web. No se necesitan conocimientos relativos a
Java para utilizar estos S7Applets.
Posibilidades extendidas de acceso y representación: Los JavaBeans
El concepto de JavaBeans permite crear objetos (componentes Java) y vincularlos
fácilmente formando programas ejecutables. Para el ITCP se dispone de un biblioteca
de clases de S7Beans (S7BeansAPI). Las clases de objetos en ella contenidas se
pueden utilizar para un acceso orientado por objetos a diferentes informaciones de
SIMATIC S7 así como para la representación gráfica de variables de los procesos.
Con la biblioteca de clases de S7Beans se dispone de una interfaz abierta que hace
posible una extensión de la evaluación de los datos de procesos, por ejemplo en
dirección a bases de datos, hojas de cálculo o sistemas de información del management.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 8: Programación -208-
8.3. Llamada y parametrización de los Applets:
Llamar S7Applets en la página HTML
Como todos los programas Java, los S7Applets poseen la extensión de nombre de
archivo class. La llamada de applet se incrusta dentro de la página HTML con el
correspondiente tag HTML (ver la tabla de abajo). La llamada para identificación de un
módulo S7 en una estación S7 se indica, por ejemplo, de la siguiente forma en el tag de
applet:
<Applet CODE=”de.siemens.simaticnet.itcp.applets.S7IdentApplet.class” ...>
La asignación representada fija el nombre o la dirección del archivo en el applet. La
grafía aquí utilizada caracteriza una dirección relativa. Todos los applets están reunidos
en un archivo jar. Si en la llamada se utiliza adicionalmente el atributo CODEBASE, el
applet se encuentra en el directorio indicado bajo CODEBASE.
Ejemplo:
Con la siguiente llamada se identifica un módulo S7 que se encuentra en el bastidor 0,
slot 3 de una estación S7. Las informaciones leídas se representan en la página HTML
en letra negra sobre fondo verde.
<APPLET CODE=”de.siemens.simaticnet.itcp.applets.S7IdentApplet.class” CODEBASE=”/
applets/”
ARCHIVE=”s7applets.jar, s7api.jar” NAME=”s7_MLFB” WIDTH=150 HEIGHT=35>
<PARAM name=”RACK” value=0>
<PARAM name=”SLOT” value=3>
<PARAM name=”BACKGROUNDCOLOR” value=”0x00FF00”>
</APPLET>
A continuación encontrará otros ejemplos de aplicaciones, en la descripción de los
distintos S7Applets.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 8: Programación -209-
Parte general de la parametrización
Además del nombre del S7Applet tiene que indicar algunos atributos y parámetros
generales.
Adicionalmente a los atributos y parámetros generales a utilizar para cada S7Applet,
existen atributos y parámetros dependientes de las funciones. Estos se describen en los
respectivos S7Applets.
S7IdentApplet
Con el ejemplo aquí mostrado se determina el código de identificación de un módulo S7
existente en el bastidor (rack) 0, slot 3, y se presenta numéricamente.
<APPLET CODE=”de.siemens.simaticnet.itcp.applets.S7IdentApplet.class” CODEBA-SE=”/
applets/”
ARCHIVE=”s7applets.jar, s7api.jar” NAME=”s7_MLFB” WIDTH=150 HEIGHT=35>
<PARAM name=”RACK” value=0> <PARAM name=”SLOT” value=3>
<PARAM name=”BACKGROUNDCOLOR” value=”0x00FFFF”>
<PARAM name=”EDIT” value=”true”>
</APPLET>
S7StatusApplet
Con el ejemplo aquí mostrado se presenta gráficamente el estado de un módulo S7
existente en el bastidor (rack) 0, slot 3.
<APPLET
CODE=”de.siemens.simaticnet.itcp.applets.S7StatusApplet.class” ARCHIVE=”s7ap-plets.
jar, s7api.jar” NAME=”s7_status_3” WIDTH=80 HEIGHT=20>
<PARAM name=”RACK” value=0>
<PARAM name=”SLOT” value=3>
<PARAM name=”CYCLETIME” value=5000>
<PARAM name=”BACKGROUNDCOLOR” value=”0xFFFFFF”>
<PARAM name=”EDIT” value=”true”>
</APPLET>
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 8: Programación -210-
S7GetApplet
Por medio de ejemplos sencillos se describen a continuación las dos posibilidades de
acceso a través de la parametrización de applets.
Ejemplo 1: activar variable en un bloque de datos
Se supone una variable binaria que contiene el estado de una válvula abierta/cerrada.
Esta variable se archiva en el bloque de datos DB10 con el nombre valve. En la tabla
de símbolos de la CPU, el DB10 recibe el nombre de heater1.
La salida (presentación) de la variable tiene lugar como string de caracteres.
Válvula: abierta
Presentación en la página HTML
Para el acceso a esta variable y su presentación en la página HTML se necesita en
consecuencia la siguiente parametrización de applet:
Acceso con direccionamiento simbólico de la variable
<APPLET CODE=”de.siemens.simaticnet.itcp.applets.S7GetApplet.class”
CODEBASE=”/applets/” ARCHIVE=”s7applets.jar, s7api.jar” NAME=”ventil4”
WIDTH=45 HEIGHT=30>
<PARAM name=”RACK” value=0> <PARAM name=”SLOT” value=3>
<PARAM name=”CYCLETIME” value=5000>
<PARAM name=”SYMBOL” value=”heater1.valve”>
<PARAM name=”FORMAT” value=”Ventil: \X(0,auf,zu)”>
<PARAM name=”BACKGROUNDCOLOR” value=”0xFFFFFF”>
<PARAM name=”EDIT” value=”true”>
</APPLET>
En cuanto al parámetro Formato, tenga en cuenta que se accede a una variable del tipo
Byte que contiene el valor binario en la posición 0.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 8: Programación -211-
S7PutApplet
Introducir una variable
Para la entrada de una variable que se deba utilizar, por ejemplo, como especificación
de valor nominal se necesita la siguiente parametrización de applet:
Acceso con direccionamiento simbólico de la variable
<APPLET CODE=”de.siemens.simaticnet.itcp.applets.S7PutApplet.class” CODEBASE=”/ap-
plets/” ARCHIVE=”s7applets.jar, s7api.jar” NAME=”s7_client0” WIDTH=400 HEIGHT=40>
<PARAM name=”RACK” value=0>
<PARAM name=”SLOT” value=3>
<PARAM name=”SYMBOLNUM” value=”1”>
<PARAM name=”SYMBOL1” value=”SollwertKessel1”>
<PARAM name=”SYMFORMAT1” value=”I”>
<PARAM name=”BACKGROUNDCOLOR” value=”0x00FFFF”>
<PARAM name=”EDIT” value=”true”>
</APPLET>
Acceso con direccionamiento indirecto de la variable
<APPLET CODE=””de.siemens.simaticnet.itcp.applets.S7PutApplet.class” CODEBASE=”/ap-
plets/” ARCHIVE=”s7applets.jar, s7api.jar” NAME=”s7_client0” WIDTH=400 HEIGHT=40>
<PARAM name=”RACK” value=0>
<PARAM name=”SLOT” value=3>
<PARAM name=”VARNUM” value=”1”>
<PARAM name=”VARNAME1” value=“ValorNomCaldera1”>
<PARAM name=”VARTYPE1” value=2>
<PARAM name=”VARAREA1” value=0x84>
<PARAM name=”VARSUBAREA1” value=0x10>
<PARAM name=”VAROFFSET1” value=40>
<PARAM name=”VARFORMAT1” value=”B”>
<PARAM name=”BACKGROUNDCOLOR” value=”0x00FFFF”>
<PARAM name=”EDIT” value=”true”>
</APPLET>
Estas especificaciones se corresponden con el indicador ANY:
P#DB10.DBX 40.0 BYTE 1
[HEYW98] [RAYA98] [SIMP97] [BROG97]

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 8: Programación -212-
8.4 Páginas utilizadas:
En esta sección se muestran las páginas web diseñadas para la visualización de las
operaciones del interruptor de potencia y del equipo de automatización que admite
diagnóstico. Éstas responden a la ejecución cíclica del programa realizado en este
proyecto y que se encuentra en formato electrónico para su mejor visualización.
El código de las mismas también se encuentra en el CD.
A continuación se exponen las páginas que se pueden visualizar desde cualquier
Explorador Web y que muestran la información del Sentron. Únicamente se visualiza
información, no pudiendo modificar ningún dato. Para ello se cuenta con otras
herramientas que más tarde se explicarán en detalle (SCADA WinCC).
Figura H.1. Página de inicio de la aplicación HTML.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 8: Programación -213-
Figura H.2. Página HTML de vista general del Sentron.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 8: Programación -214-
Figura H.3. Página HTML de vista de las intensidades del Sentron.
Figura H.4. Página HTML de vista de las potencias del Sentron.
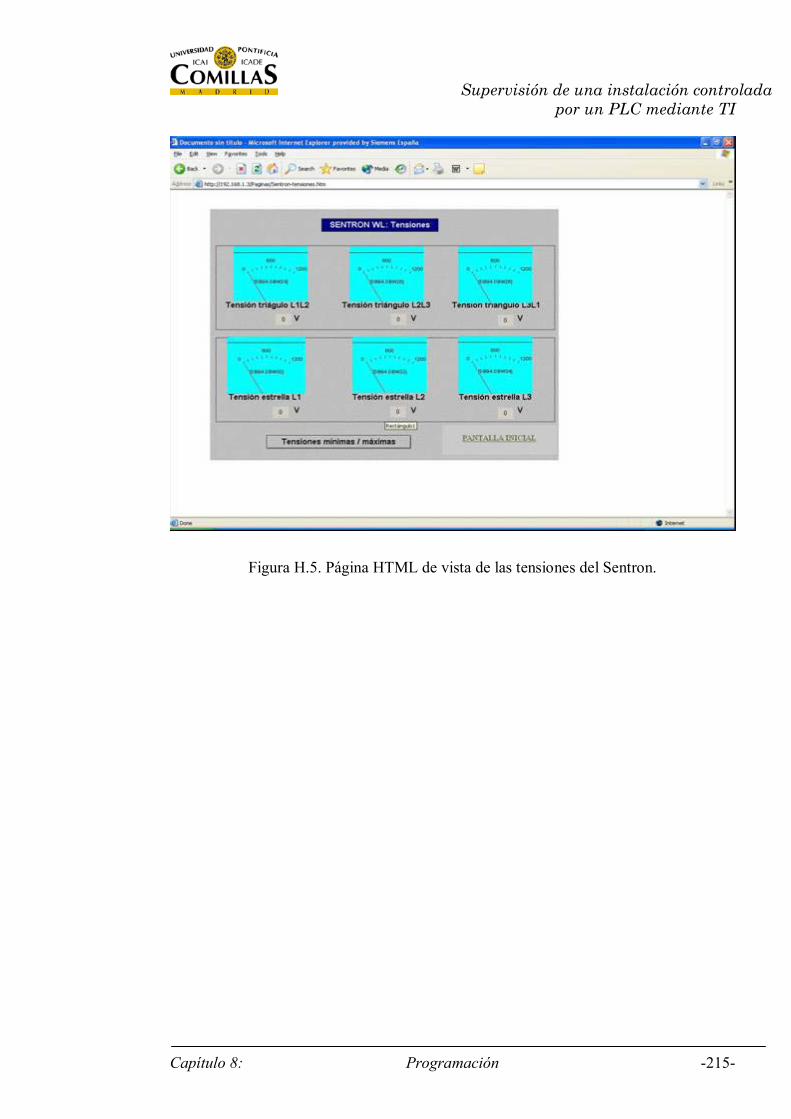
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 8: Programación -215-
Figura H.5. Página HTML de vista de las tensiones del Sentron.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -215-
Capítulo 9:
WinCC 9.1. Qué es WinCC 216
9.2. Qué caracteriza a WinCC 217
9.3. Cómo funciona WinCC 218
9.4 Crear un proyecto de WinCC 225
9.5 Crear imágenes de proceso 231
9.6 Dinamizar imágenes de proceso 244
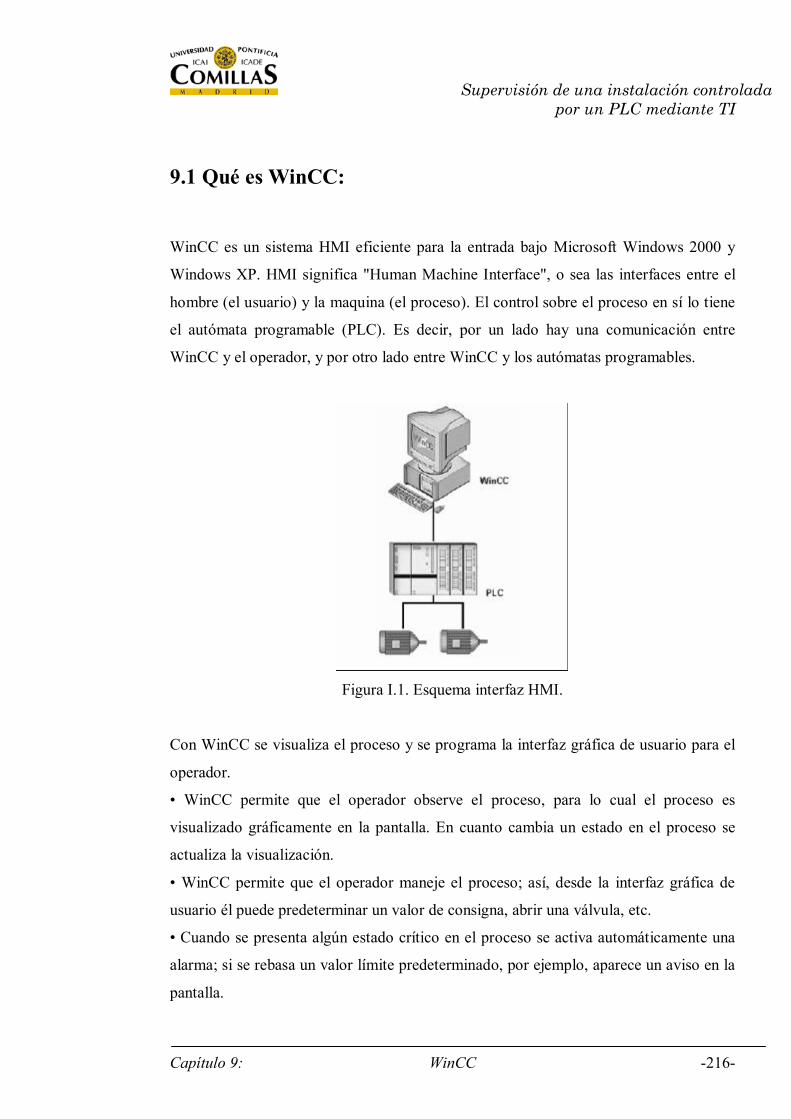
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -216-
9.1 Qué es WinCC:
WinCC es un sistema HMI eficiente para la entrada bajo Microsoft Windows 2000 y
Windows XP. HMI significa "Human Machine Interface", o sea las interfaces entre el
hombre (el usuario) y la maquina (el proceso). El control sobre el proceso en sí lo tiene
el autómata programable (PLC). Es decir, por un lado hay una comunicación entre
WinCC y el operador, y por otro lado entre WinCC y los autómatas programables.
Figura I.1. Esquema interfaz HMI.
Con WinCC se visualiza el proceso y se programa la interfaz gráfica de usuario para el
operador.
WinCC permite que el operador observe el proceso, para lo cual el proceso es
visualizado gráficamente en la pantalla. En cuanto cambia un estado en el proceso se
actualiza la visualización.
WinCC permite que el operador maneje el proceso; así, desde la interfaz gráfica de
usuario él puede predeterminar un valor de consigna, abrir una válvula, etc.
Cuando se presenta algún estado crítico en el proceso se activa automáticamente una
alarma; si se rebasa un valor límite predeterminado, por ejemplo, aparece un aviso en la
pantalla.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -217-
Los avisos y los valores de proceso se pueden imprimir y archivar en formato
electrónico. El usuario documenta así la evolución del proceso y puede acceder
posteriormente a los datos de producción del pasado.
9.2 Qué caracteriza a WinCC
El usuario puede integrar WinCC de modo óptimo en soluciones de automatización y en
soluciones IT (Information Technology):
En su calidad de componente del concepto TIA de Siemens (Totally Integrated
Automation), WinCC opera con autómatas programables de la serie de productos
SIMATIC con un grado de coordinación y cooperación especialmente eficaz. También
están soportados los sistemas de automatización de otros fabricantes.
Por medio de interfaces estandarizadas se intercambian los datos de WinCC con otras
soluciones IT, por ejemplo con aplicaciones de los niveles MES y ERP (un sistema
SAP, por ejemplo), o con programas tales como Microsoft Excel.
Aplicando las interfaces de programación de WinCC se pueden interconectar
los propios programas para controlar el proceso y para seguir procesando los datos.
WinCC puede ser adaptado de modo óptimo a los requisitos de cada proceso.
Se soporta un gran número de configuraciones, desde un sistema monopuesto hasta los
sistemas redundantes distribuidos que tienen varios servidores, pasando por sistemas
cliente - servidor.
La configuración WinCC se puede modificar en cualquier momento, también a
posteriori, sin que por ello se vean afectados los proyectos existentes.
WinCC es un sistema HMI apto para utilizarlo con Internet, pudiendo implementar
soluciones de cliente basadas en la Web y soluciones de tipo "thin client".
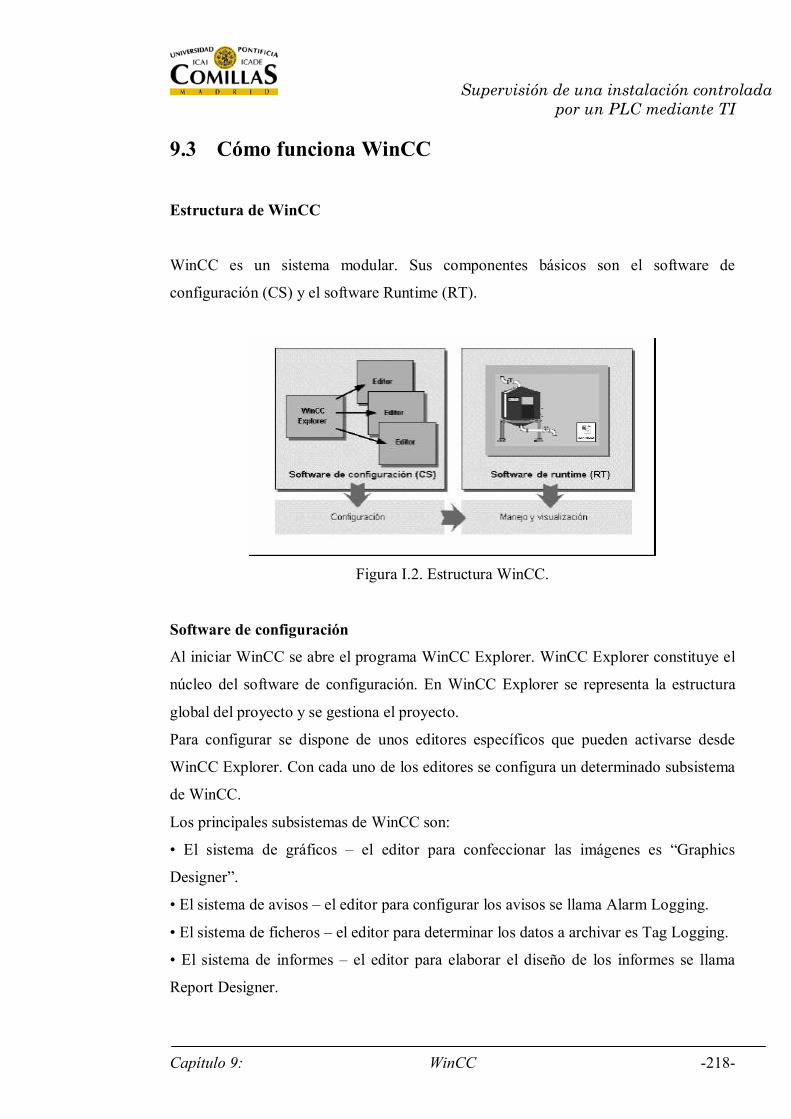
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -218-
9.3 Cómo funciona WinCC
Estructura de WinCC
WinCC es un sistema modular. Sus componentes básicos son el software de
configuración (CS) y el software Runtime (RT).
Figura I.2. Estructura WinCC.
Software de configuración
Al iniciar WinCC se abre el programa WinCC Explorer. WinCC Explorer constituye el
núcleo del software de configuración. En WinCC Explorer se representa la estructura
global del proyecto y se gestiona el proyecto.
Para configurar se dispone de unos editores específicos que pueden activarse desde
WinCC Explorer. Con cada uno de los editores se configura un determinado subsistema
de WinCC.
Los principales subsistemas de WinCC son:
El sistema de gráficos el editor para confeccionar las imágenes es Graphics
Designer.
El sistema de avisos el editor para configurar los avisos se llama Alarm Logging.
El sistema de ficheros el editor para determinar los datos a archivar es Tag Logging.
El sistema de informes el editor para elaborar el diseño de los informes se llama
Report Designer.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -219-
La administración de usuario el editor para administrar los usuarios y sus respectivos
derechos es User Administrator.
La comunicación se configura directamente en WinCC Explorer. Todos los datos de
configuración se memorizan en la base de datos CS.
Software de Runtime
Con el software de Runtime el usuario puede visualizar y manejar el proceso. En este
contexto, el software de Runtime tiene fundamentalmente las siguientes tareas:
Leer los datos memorizados en la base de datos CS
Visualizar las imágenes en la pantalla
Realizar la comunicación con los autómatas programables
Archivar los datos Runtime, p. ej. Valores de proceso y eventos de avisos
Manejar el proceso; predeterminadnos valores de consigna (activando o desactivando)
Capacidad funcional
La capacidad funcional depende directamente del hardware de PC utilizado y de la
configuración. Encontrará ejemplos de sistemas con diferentes composiciones en el
sistema de información de WinCC, en la sección "Datos de prestaciones".
Esquema de funcionamiento de WinCC
El siguiente gráfico resume la interacción de los subsistemas WinCC. En base a él se
puede reconocer la relación existente entre los subsistemas, lo cual será de gran
importancia a la hora de seguir un orden determinado durante la configuración.
Por ejemplo ofrece el Report Designer para imprimir los informes y listados de los
trabajos de impresión. No se pueden imprimir datos antes de haber configurado el
correspondiente formato en Report Designer.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -220-
Figura I.3. Esquema de funcionamiento de WInCC.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -221-
Workflow
Con los editores del software de configuración se crean los proyectos. Todos los
editores WinCC guardan sus informaciones sobre el proyecto en la base de datos de
configuración común (base de datos CS).
In Runtime, el software de Runtime lee las informaciones del proyecto en la base de
datos de configuración y ejecuta el proyecto. Los datos de proceso actuales se
almacenan temporalmente en la base de datos Runtime (base de datos RT).
El sistema de gráficos muestra las imágenes en la pantalla. Viceversa, el sistema de
gráficos recibe también entradas del operador, por ejemplo cuando el operador pulsa un
botón o introduce un valor.
La comunicación entre WinCC y los autómatas programables se gestiona a través de
controladores de comunicación, a los que se les denomina canales.
Los canales tienen la misión de reunir las demandas de valores de proceso de todos los
componentes Runtime, leer en los autómatas programables los valores de las variables
de proceso y, en su caso, volver a escribir nuevos valores en los autómatas
programables.
El intercambio de datos entre WinCC y otras aplicaciones se puede efectuar, entre
otros, vía OPC, OLE y ODBC.
El sistema de ficheros memoriza los valores de proceso en el fichero de valores de
proceso. Los valores de proceso archivados son necesarios para poder representar su
evolución cronológica en el Online Trend Control o en el Online Table Control, por
ejemplo.
El sistema de avisos vigila determinados valores individuales del proceso. Si se
rebasa un valor límite, el sistema de avisos genera un aviso y lo emite en el Alarm
Control. El sistema de avisos también acepta los acuses del operador y gestiona los
estados de los avisos. El sistema de avisos deposita todos los avisos en el fichero de
avisos.
El sistema de informes documenta el proceso cuando se le solicita, o en los instantes
que se hayan predeterminado. Para realizar esta operación se accede al fichero de
valores de proceso y al fichero de avisos.
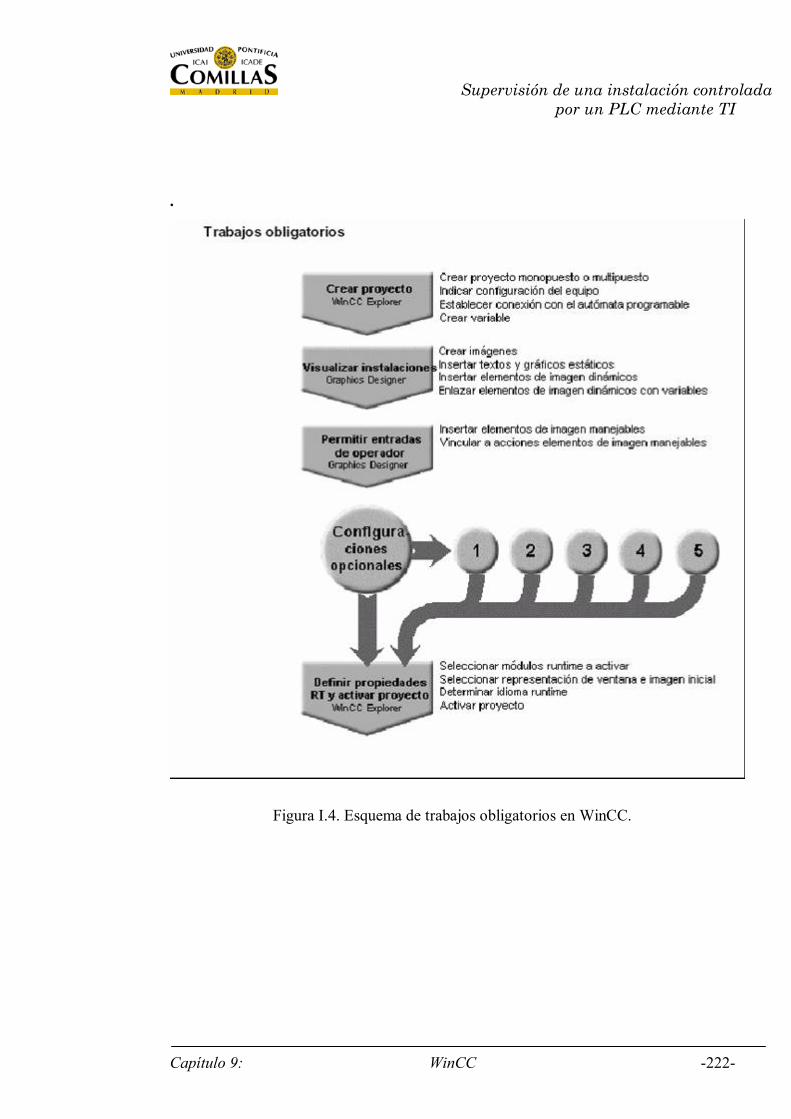
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -222-
.
Figura I.4. Esquema de trabajos obligatorios en WinCC.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -223-
Figura I.5. Configuraciones opcionales en WinCC -1.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -224-

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -225-
Figura I.6. Configuraciones opcionales en WinCC -2.
Siguiendo con el proceso descrito y particularizando para nuestro caso en concreto, el
proyecto del control de aguas de un Depósito en el WinCC queda de la siguiente
manera.
9.4 Crear Proyecto
A) Crear proyecto Monopuesto: Si se desea trabajar desde un solo equipo, como es el
caso del proyecto, se debe crear un proyecto para estación monopuesto. El proyecto de
WinCC se ejecuta en un equipo que funciona como servidor para el procesamiento de
los datos y como equipo de mando. No se puede por tanto acceder al proyecto desde
otros equipos.
B) Indicar la configuración del equipo: Se debe especificar el nombre que tiene el
Ordenador para que el programa de WinCC entienda dónde esta alojada el programa y
quien será uno de los elementos que comunicarán.
C) Establecer conexión con el autómata programable:
En primer lugar y después de configurar el nombre del equipo, para acceder al actual
proceso de automatización del sistema (PLC) con WinCC, es necesario configurar una
conexión entre WinCC y el sistema de automatización. Para el caso concreto del
proyecto del depósito, se realiza vía TCP/IP. Dándole los parámetros convenientes a la
conexión (direcciones IP de Equipo y Autómata, máscara de subred, y...)
Y será en esa subcarpeta de conexión donde crearemos las variables de comunicación
(también conocidas por Tags).
La comunicación es manejada por drivers de comunicación especializados que posee
WinCC para los sistemas de automatización SIMATIC S5/S7/505, así como canales
para fabricantes independientes.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -226-
D) Crear variable:
En un proyecto WinCC, los datos se tramitan por medio de variables. Una variable tiene
una dirección de datos y un nombre simbólico, el cual se usa en el proyecto. La
dirección de datos se usa en la comunicación con el autómata programable.
WinCC opera con variables de dos tipos:
Variables de proceso
Variables internas
Variables de proceso: Se usan las variables de proceso para la comunicación entre
WinCC y el autómata programable. Las propiedades de las variables de proceso varían
según cuál sea el controlador de comunicación que se use. Es por esta razón por la que
se crean las variables de proceso en la Administración de variables bajo un determinado
controlador de comunicación (TC/IP en este caso), su unidad de canal y sus
conexiones.
Para las variables de proceso se pueden determinar las siguientes propiedades:
Nombre
Tipo de datos
Dirección en la unidad de canal
Ajuste de formato
Valores límite
Valor inicial
Valor de reemplazo
Escala
Autorización de Power Tags: Para poder utilizar una cantidad concreta de variables de
proceso y variables de fichero. Los denominados Power Tags son variables de proceso
licenciadas. Con una autorización de 1024 Power Tags, por ejemplo, se puede ejecutar
en Runtime un proyecto WinCC en el que se usen como máximo 1024 variables de
proceso. (Se usan en el proyecto en concreto 829).
Se distinguen los siguientes tipos de autorizaciones:
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -227-
"RC": para configuración y Runtime de una determinada cantidad de variables
de proceso
"RT": sólo para Runtime de una determinada cantidad de variables de proceso
Variables internas
Las variables internas no tienen conexiones con el proceso.
Se utilizan para administrar los datos dentro de un proyecto o para transferirlos a un
fichero.
Para las variables internas se pueden determinar las siguientes propiedades:
Nombre
Tipo de datos
Actualizaciones en todo el proyecto / local de equipos (sólo relevante para proyectos
multiusuarios sin proyectos de cliente adicional)
Valores límite
Valor inicial
Tipos de datos utilizados
Tanto para las variables de proceso como para las internas se pueden utilizar los
siguientes tipos de datos:
Referencia de texto
Variable binaria
Valor de 8 bits con signo
Valor de 8 bits sin signo
Valor de 16 bits con signo
Valor de 16 bits sin signo
Valor de 32 bits con signo
Valor de 32 bits sin signo
Número de coma flotante 32 bits IEEE 754
Número de coma flotante 64 bits IEEE 754
Variable de texto 8 bits
Variable de texto, juego de caracteres 16 bits
Variable de datos sin formato
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -228-
Actualización de variables: Cuando se trata de variables de proceso, los valores
actuales de las variables se transfieren en Runtime a través de la conexión de
comunicación entre WinCC y el autómata enlazado. WinCC accede al área de datos del
autómata que está fijada en las propiedades de la variable. Una vez transferidos, WinCC
pone a disposición los valores actuales de las variables de proceso en la Administración
de variables para poder seguir procesándolos y evaluándolos. A la inversa, WinCC
también puede escribir datos en el autómata programable. En WinCC es el usuario
quien fija la frecuencia de las transferencias de datos y de la actualización de la
visualización. Al configurar hay que tener en cuenta también que la actualización cíclica
de variables puede cargar mucho el sistema y mermar las prestaciones.
WinCC facilita la manipulación de las variables con dos tipos de objetos más:
Tipos de estructura
Grupos de variables
Tipos de Estructuras: Los tipos de estructura de WinCC facilitan la creación de varias
variables con las mismas propiedades. Al crear un tipo de estructura se define una
determinada estructura para las variables.
- Utilización: Cuando en una instalación se da varias veces una determinada
configuración de variables se utilizan los tipos de estructura. Por ejemplo en el proyecto
existen varios reguladores de temperatura que están instalados siguiendo el mismo
principio.
En primer lugar, se ha de pensar y decidir cuáles son las variables que se necesitan para
el regulador de temperatura.
Luego se debe crear un tipo de estructura "TEMPERATURA" en la que cada variable
esté representada por un elemento de estructura, p. ej. ELEMENTO_1,
ELEMENTO_2, ELEMENTO_3. Cada vez que se crea una nueva instancia de
estructura con este tipo de estructura, WinCC crea automáticamente todas las variables
de estructura para el correspondiente regulador de temperatura.
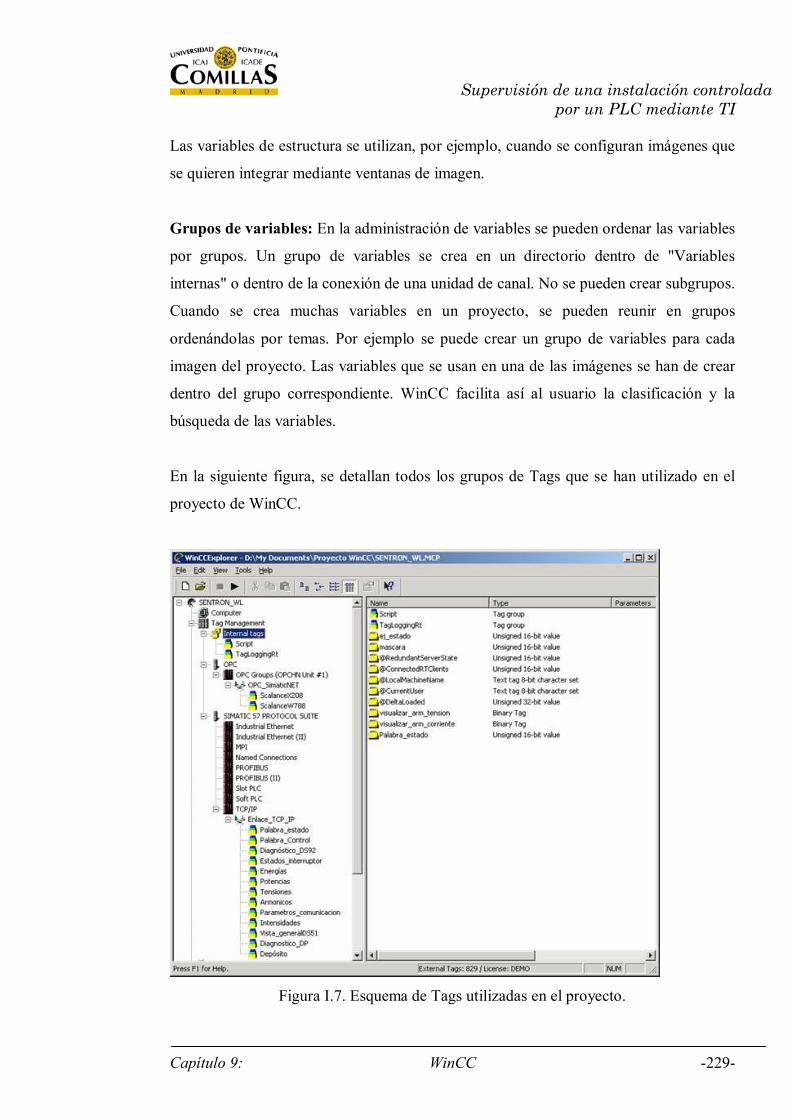
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -229-
Las variables de estructura se utilizan, por ejemplo, cuando se configuran imágenes que
se quieren integrar mediante ventanas de imagen.
Grupos de variables: En la administración de variables se pueden ordenar las variables
por grupos. Un grupo de variables se crea en un directorio dentro de "Variables
internas" o dentro de la conexión de una unidad de canal. No se pueden crear subgrupos.
Cuando se crea muchas variables en un proyecto, se pueden reunir en grupos
ordenándolas por temas. Por ejemplo se puede crear un grupo de variables para cada
imagen del proyecto. Las variables que se usan en una de las imágenes se han de crear
dentro del grupo correspondiente. WinCC facilita así al usuario la clasificación y la
búsqueda de las variables.
En la siguiente figura, se detallan todos los grupos de Tags que se han utilizado en el
proyecto de WinCC.
Figura I.7. Esquema de Tags utilizadas en el proyecto.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -230-
Figura I.8. Ejemplo de las propiedades de una estructura de variables.
Resumiendo, de esta manera estamos leyendo los datos que se almacenaban en el PLC,
bien en DBs o Marcas (datos numéricos menos importantes) o directamente en las
Entradas o Salidas. Una vez que nos llega toda la información que recoge el PLC, el
siguiente paso es visualizar el proceso.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -231-
9.5 Crear imágenes de proceso Graphic Designer
Tareas del sistema de gráficos
Con el sistema de gráficos se confeccionan las imágenes que reproducen el proceso en
Runtime.
Las tareas del sistema de gráficos son:
Representar todos los elementos de imagen estáticos y manejables, tales como textos,
gráficos o botones de comando.
Actualizar elementos de imagen dinámicos, por ejemplo modificar la longitud de una
barra en función de un valor del proceso.
Reaccionar a las entradas operativas, por ejemplo la pulsación de un botón o la entrada
de un texto en un campo de entrada.
Componentes del sistema de gráficos
El sistema de gráficos está formado por componentes de configuración y componentes
Runtime:
El componente de configuración del sistema de gráficos es Graphics Designer.
Graphics Designer es el editor con el que se confeccionan las imágenes.
El componente Runtime del sistema de gráficos es Graphics Runtime.
Graphics Runtime muestra las imágenes en la pantalla en Runtime y administra todas
las entradas y salidas.
10.5.1 Graphics Designer en el WinCC Explorer
El Graphics Designer es un editor que sirve para la creación y la dinamización de
imágenes de proceso. Bajo un entorno muy similar a todos los prgramas de Windoews,
se puede ir elaborando las pantallas que simularan y por tanto ayudarán a controlar el
proceso de automatización.
Gracias a elementos que se encuentran en las librerías del propio WinCC es fácil
representar fielmente cualquier medio industrial donde haya depósitos, válvulas cintas

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -232-
transportadoras, etc. A parte de los objetos estándar como formas geométricas existen
otras muy interesantes que ayudaran a representar el proceso:
Figura I.9. Formas geométricas del WinCC.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -233-
Las páginas principales de control del proyecto que se han creado son las siguientes:
1) Página de esquema del WinCC desde donde se ven todas las pantallas gráficas
Figura I.10. Esquema del Graphics Designer.
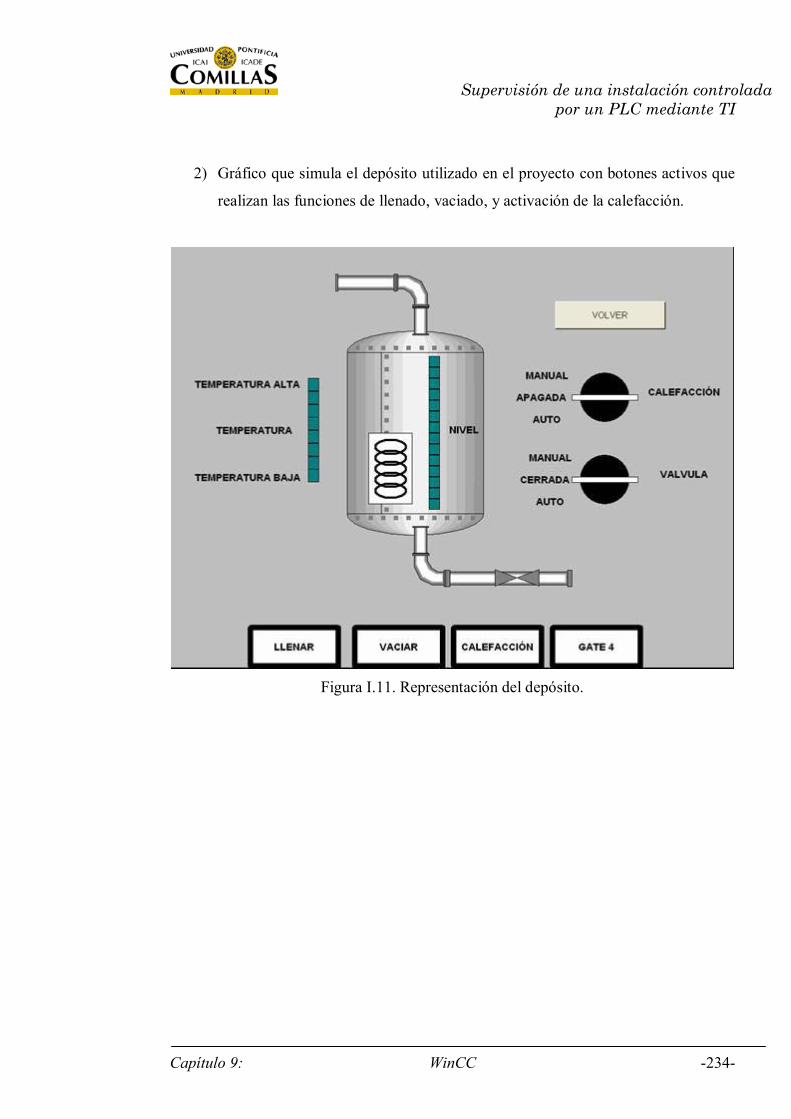
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -234-
2) Gráfico que simula el depósito utilizado en el proyecto con botones activos que
realizan las funciones de llenado, vaciado, y activación de la calefacción.
Figura I.11. Representación del depósito.
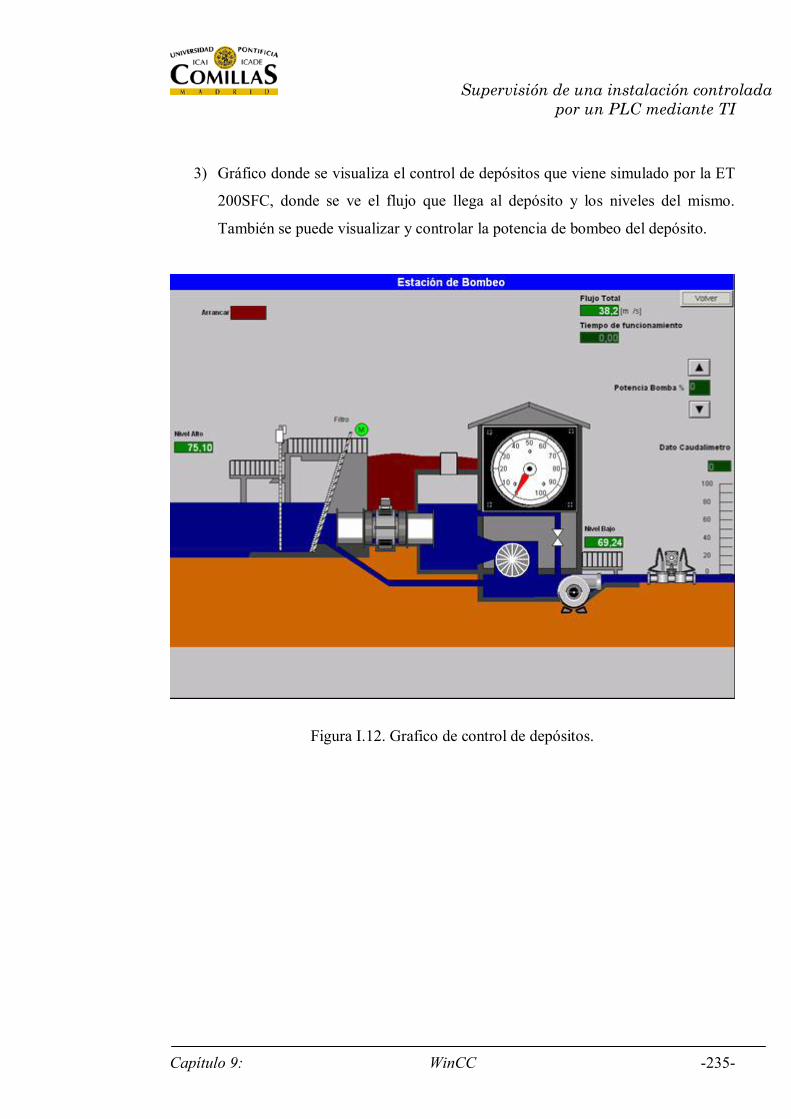
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -235-
3) Gráfico donde se visualiza el control de depósitos que viene simulado por la ET
200SFC, donde se ve el flujo que llega al depósito y los niveles del mismo.
También se puede visualizar y controlar la potencia de bombeo del depósito.
Figura I.12. Grafico de control de depósitos.
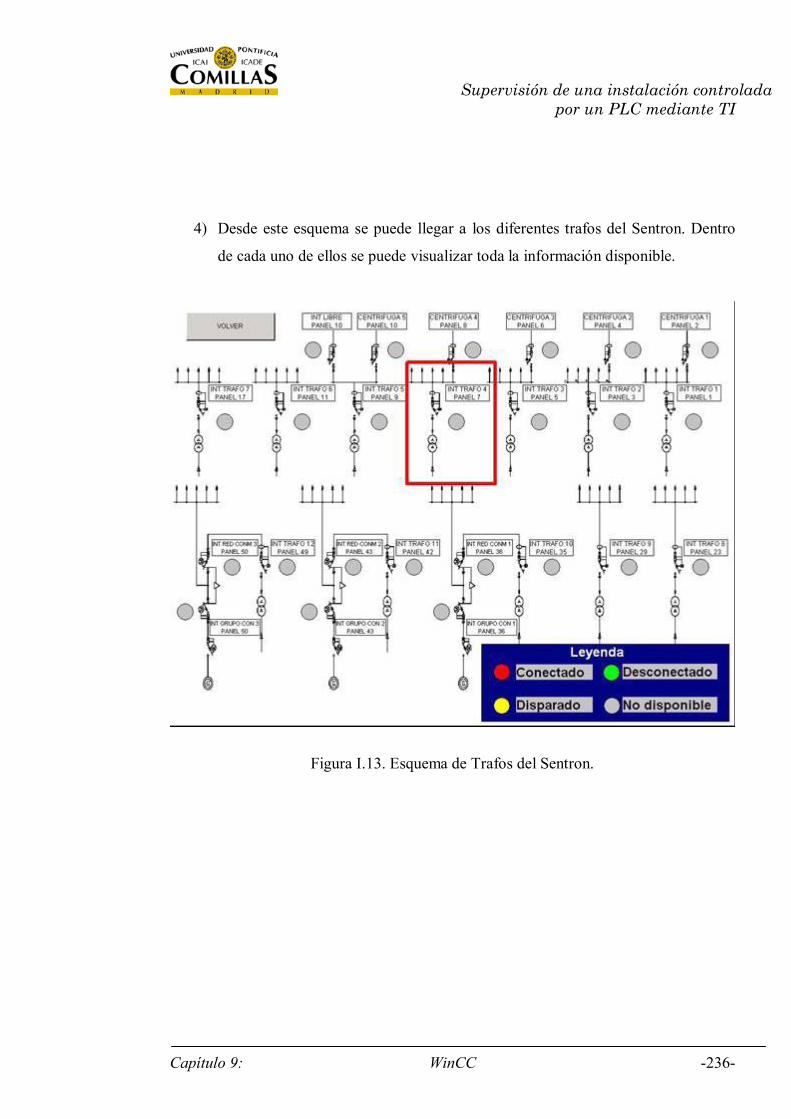
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -236-
4) Desde este esquema se puede llegar a los diferentes trafos del Sentron. Dentro
de cada uno de ellos se puede visualizar toda la información disponible.
Figura I.13. Esquema de Trafos del Sentron.
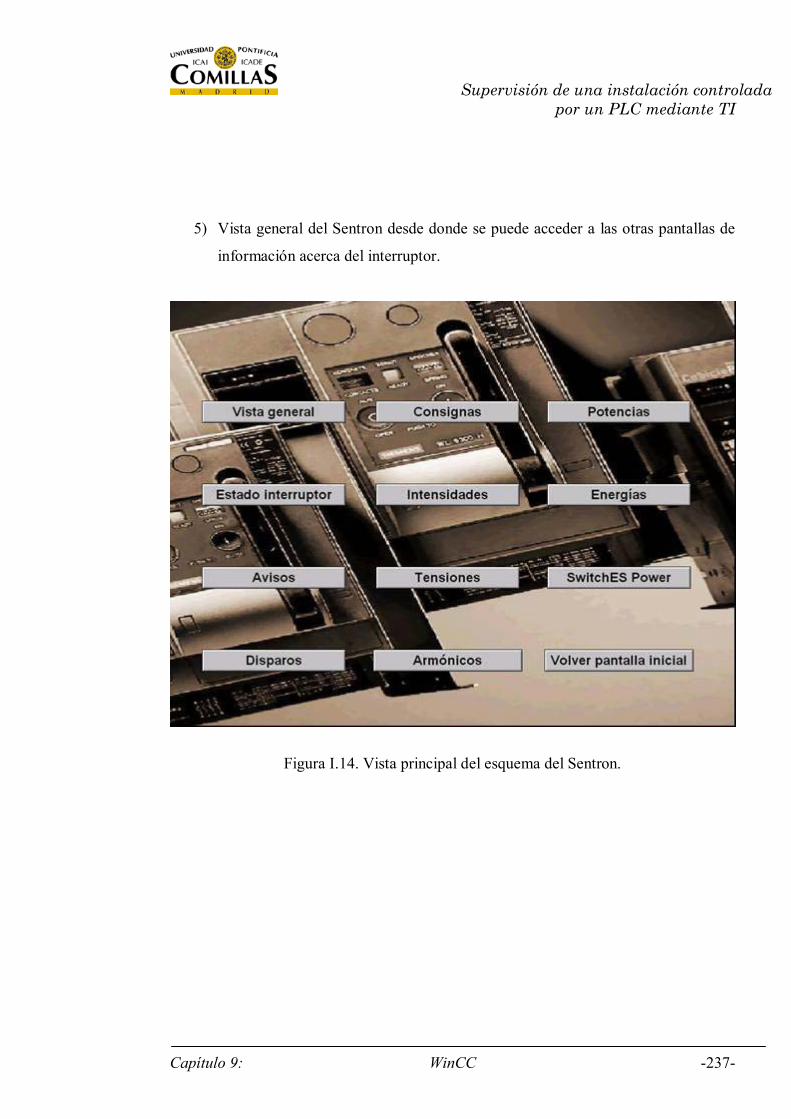
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -237-
5) Vista general del Sentron desde donde se puede acceder a las otras pantallas de
información acerca del interruptor.
Figura I.14. Vista principal del esquema del Sentron.
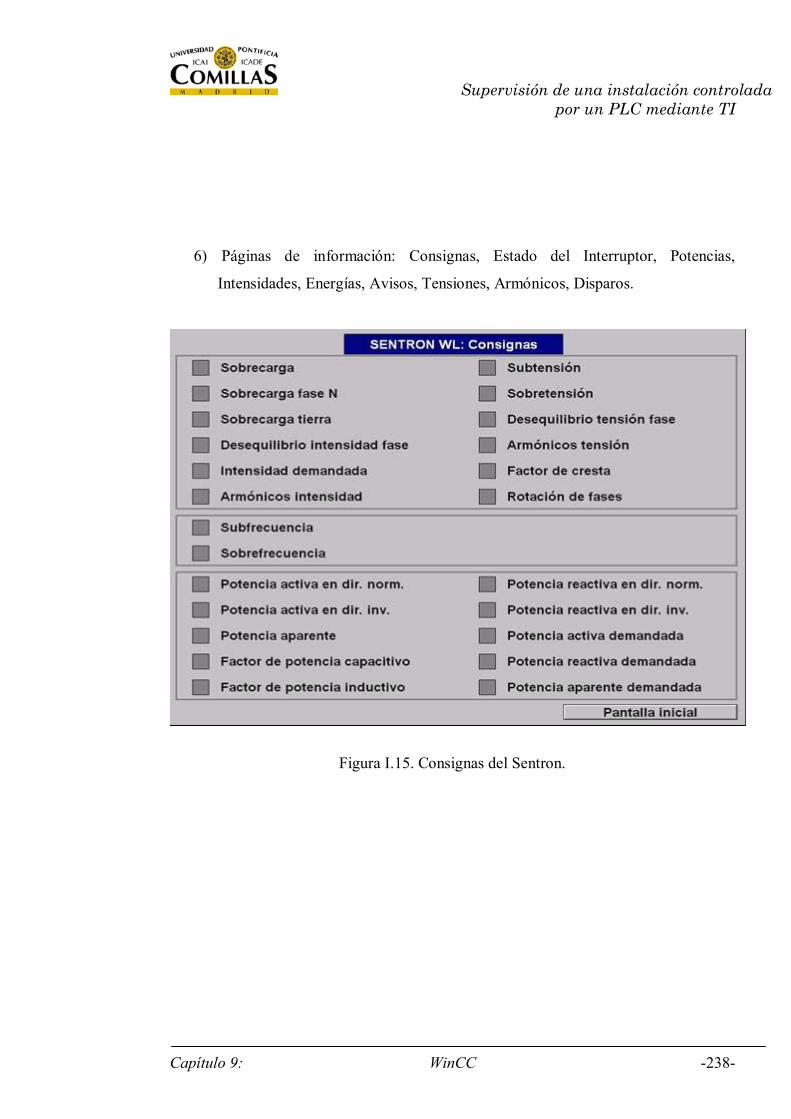
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -238-
6) Páginas de información: Consignas, Estado del Interruptor, Potencias,
Intensidades, Energías, Avisos, Tensiones, Armónicos, Disparos.
Figura I.15. Consignas del Sentron.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -239-
Figura I.16. Estado del interruptor.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -240-
Figura I.17. Potencias del Sentron.
Figura I.18. Potencias máximas y mínimas.
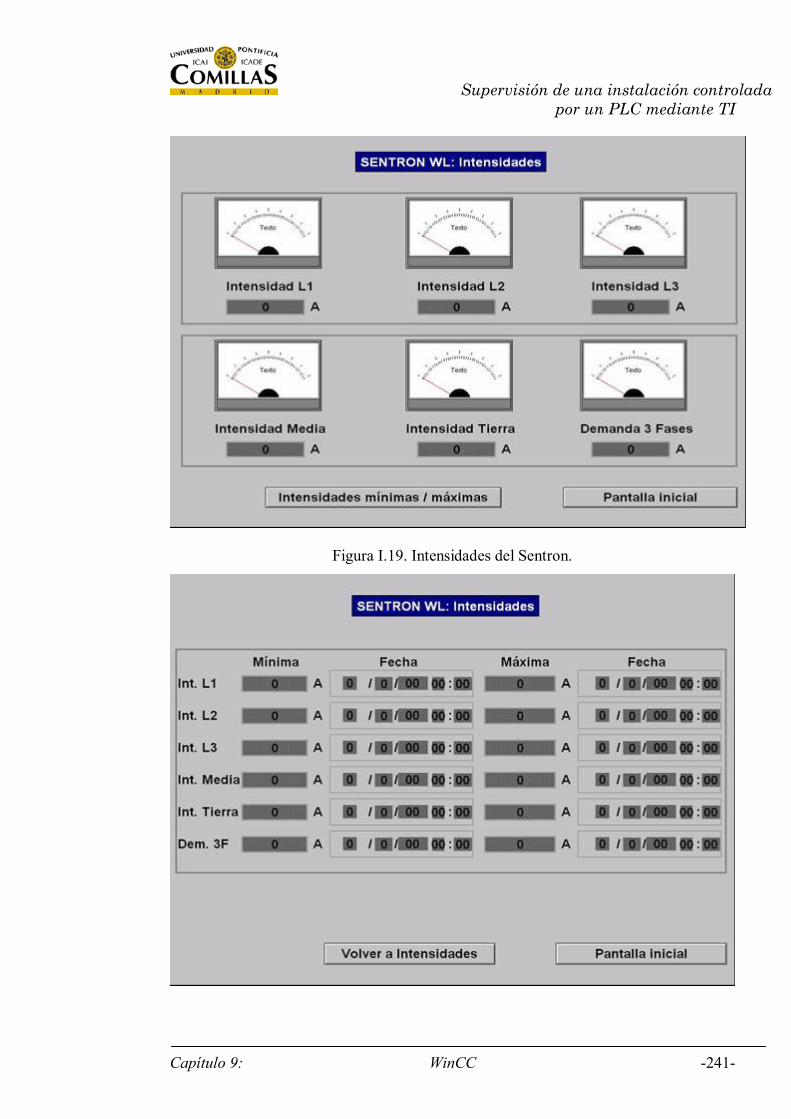
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -241-
Figura I.19. Intensidades del Sentron.
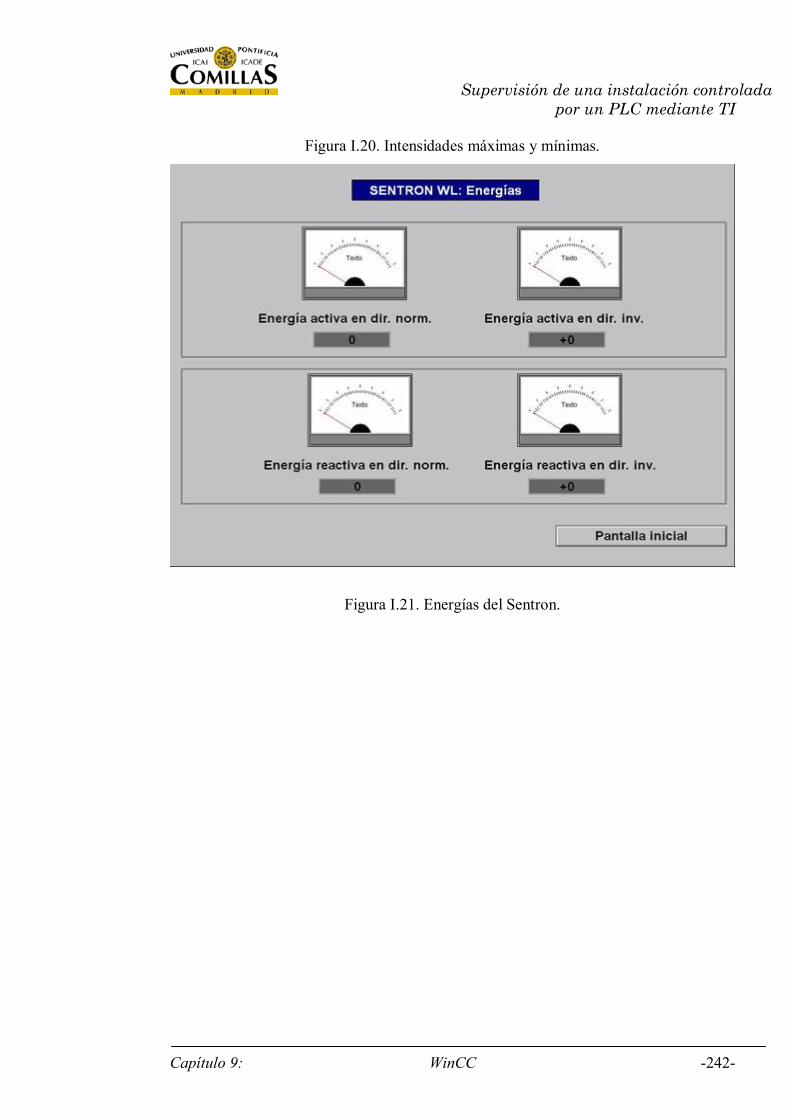
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -242-
Figura I.20. Intensidades máximas y mínimas.
Figura I.21. Energías del Sentron.
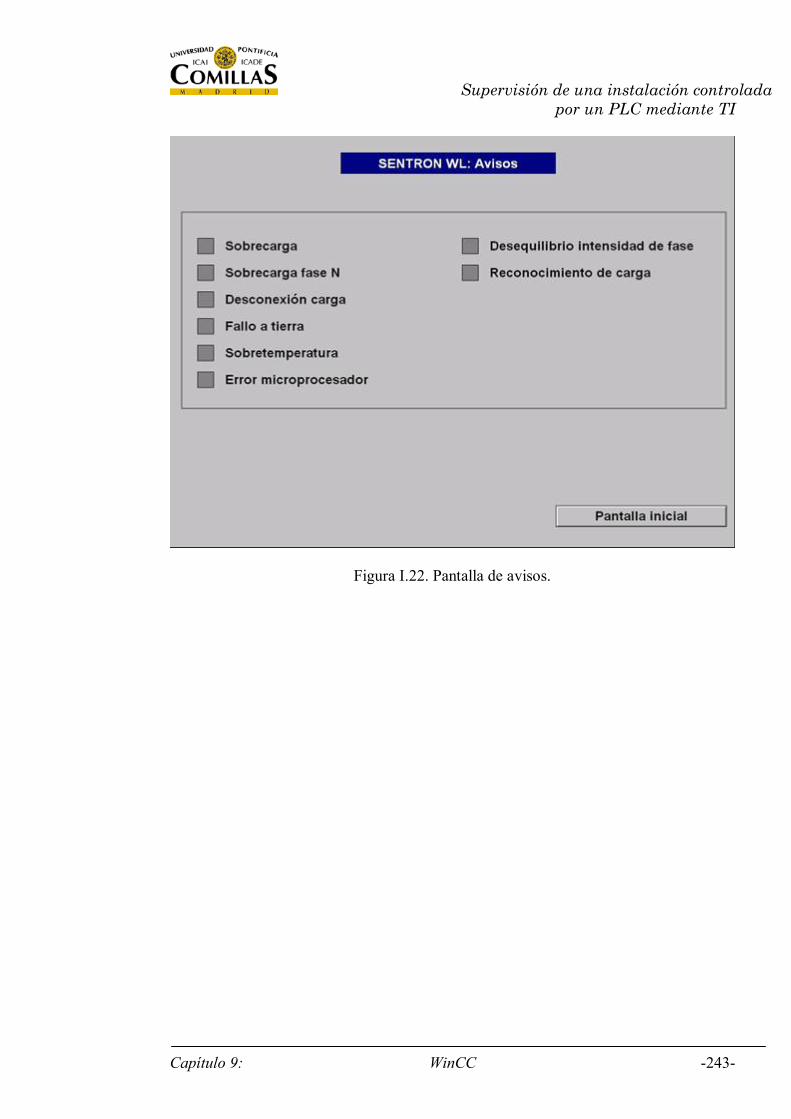
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -243-
Figura I.22. Pantalla de avisos.
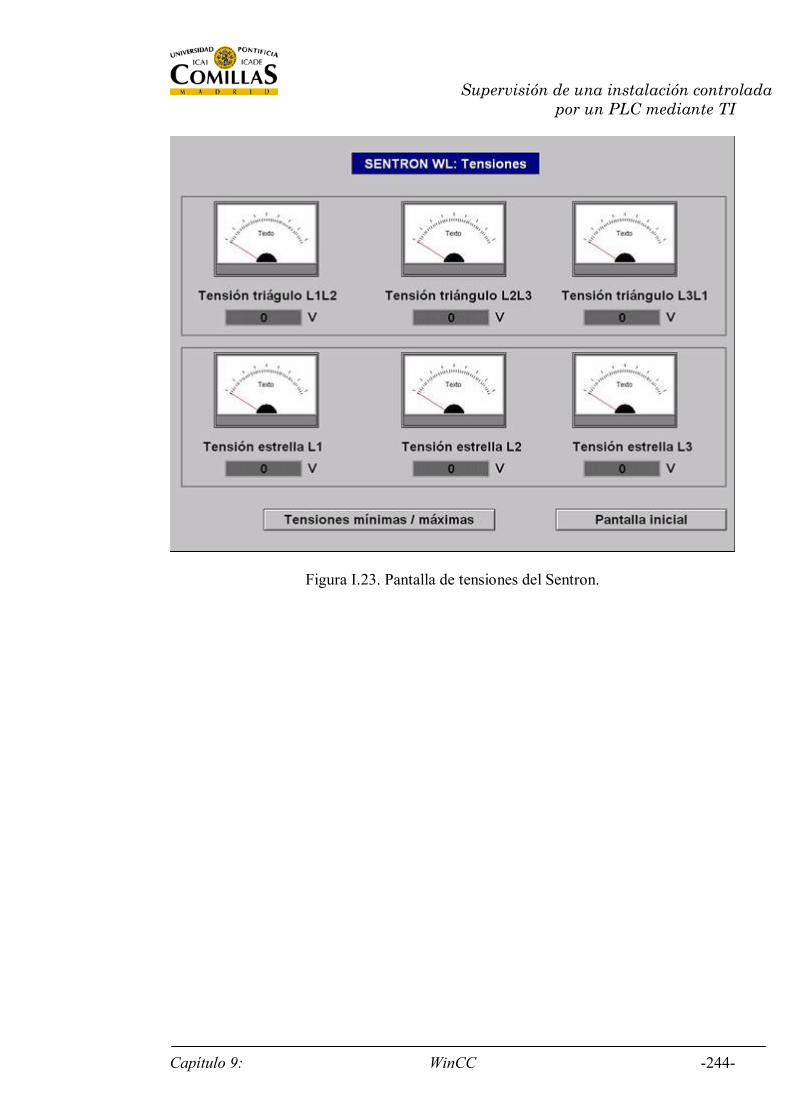
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -244-
Figura I.23. Pantalla de tensiones del Sentron.
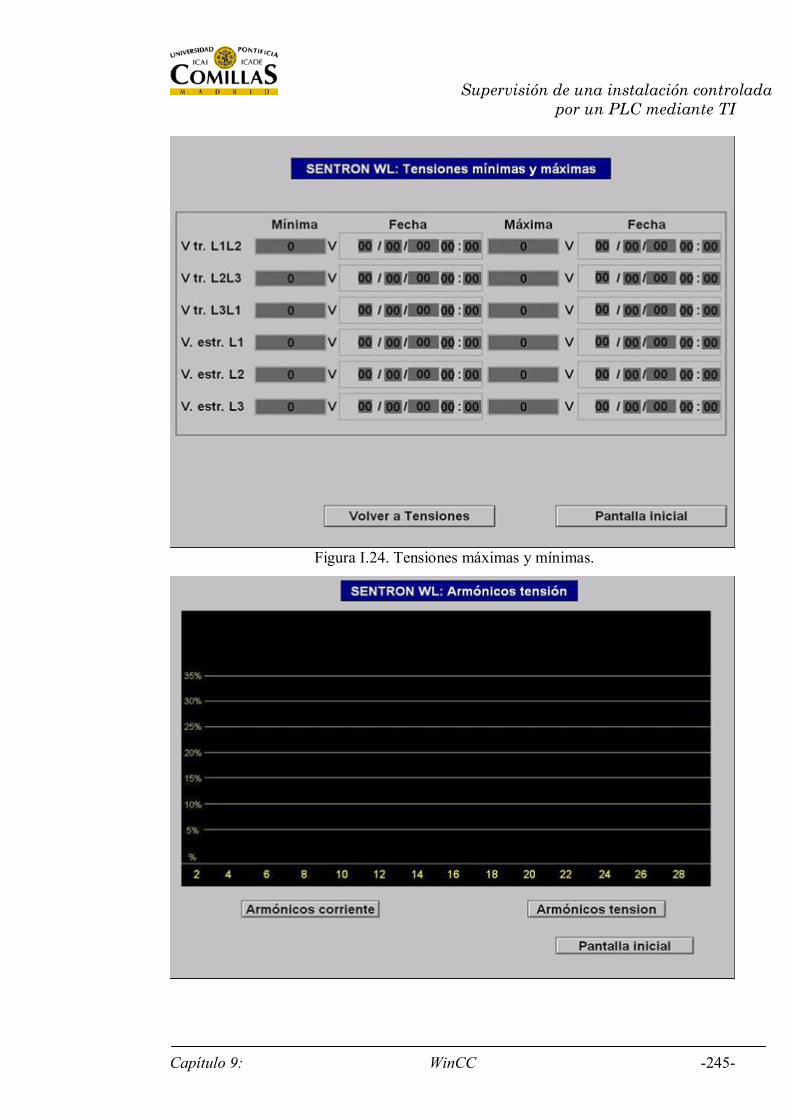
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -245-
Figura I.24. Tensiones máximas y mínimas.
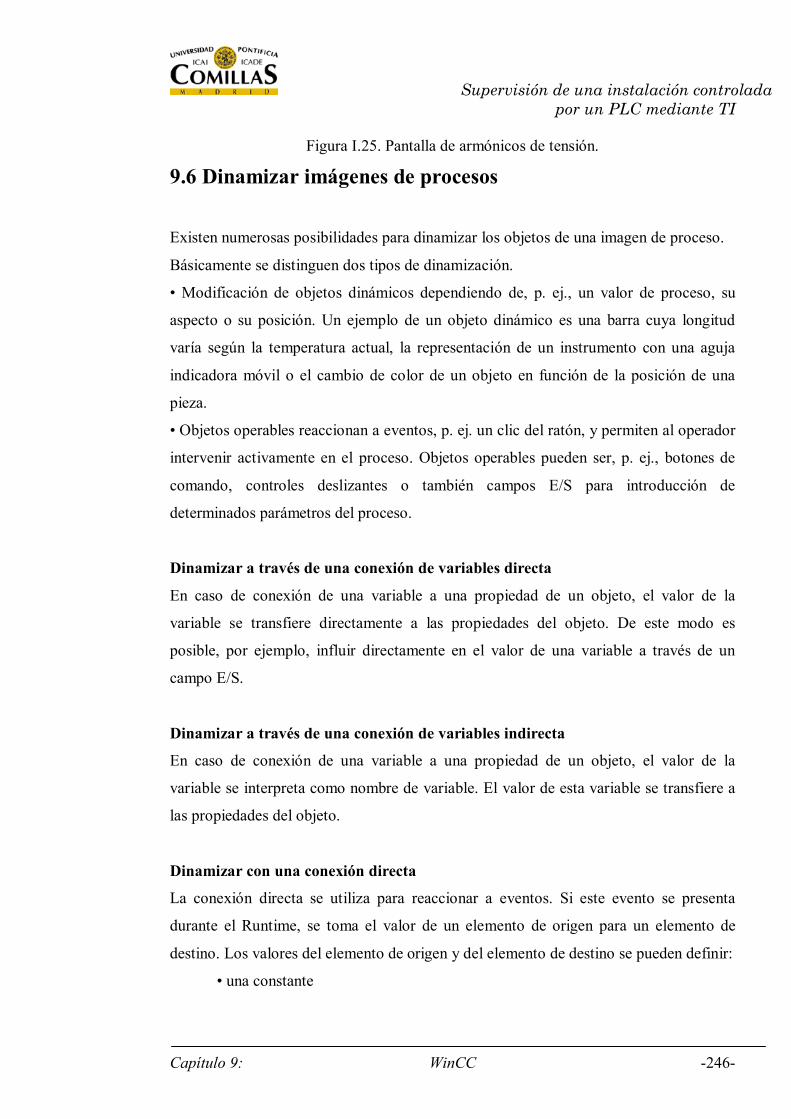
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -246-
Figura I.25. Pantalla de armónicos de tensión.
9.6 Dinamizar imágenes de procesos
Existen numerosas posibilidades para dinamizar los objetos de una imagen de proceso.
Básicamente se distinguen dos tipos de dinamización.
Modificación de objetos dinámicos dependiendo de, p. ej., un valor de proceso, su
aspecto o su posición. Un ejemplo de un objeto dinámico es una barra cuya longitud
varía según la temperatura actual, la representación de un instrumento con una aguja
indicadora móvil o el cambio de color de un objeto en función de la posición de una
pieza.
Objetos operables reaccionan a eventos, p. ej. un clic del ratón, y permiten al operador
intervenir activamente en el proceso. Objetos operables pueden ser, p. ej., botones de
comando, controles deslizantes o también campos E/S para introducción de
determinados parámetros del proceso.
Dinamizar a través de una conexión de variables directa
En caso de conexión de una variable a una propiedad de un objeto, el valor de la
variable se transfiere directamente a las propiedades del objeto. De este modo es
posible, por ejemplo, influir directamente en el valor de una variable a través de un
campo E/S.
Dinamizar a través de una conexión de variables indirecta
En caso de conexión de una variable a una propiedad de un objeto, el valor de la
variable se interpreta como nombre de variable. El valor de esta variable se transfiere a
las propiedades del objeto.
Dinamizar con una conexión directa
La conexión directa se utiliza para reaccionar a eventos. Si este evento se presenta
durante el Runtime, se toma el valor de un elemento de origen para un elemento de
destino. Los valores del elemento de origen y del elemento de destino se pueden definir:
una constante
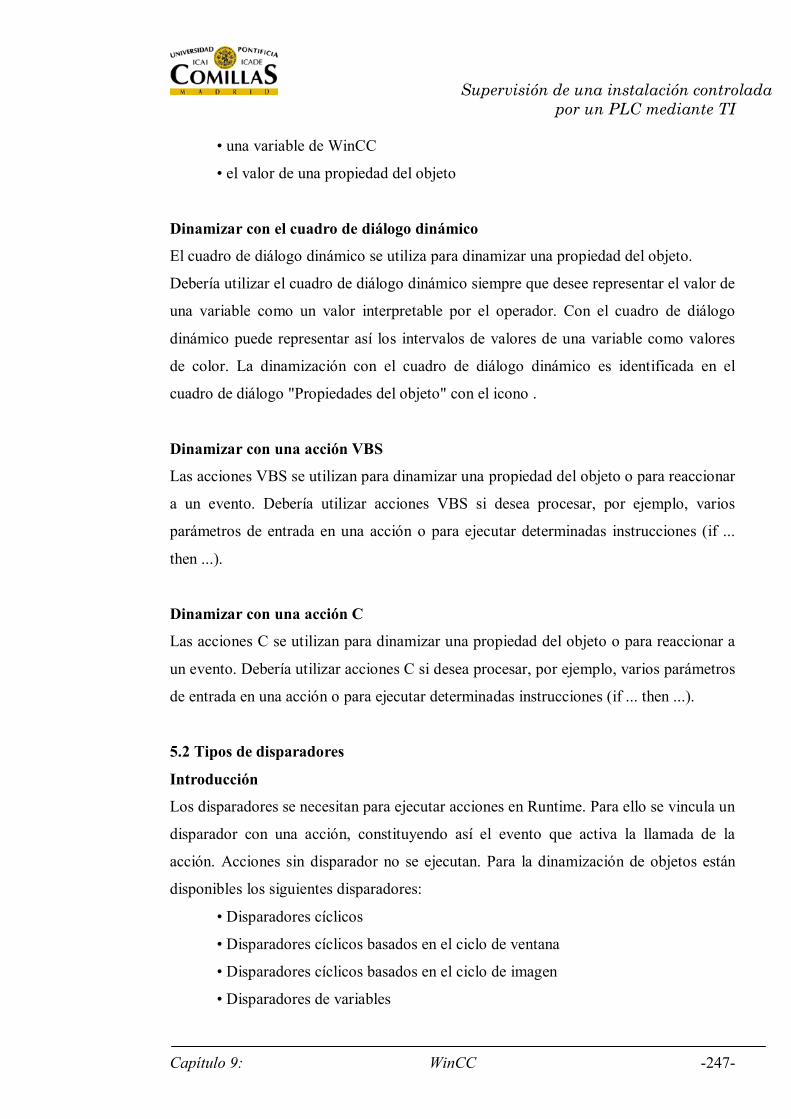
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -247-
una variable de WinCC
el valor de una propiedad del objeto
Dinamizar con el cuadro de diálogo dinámico
El cuadro de diálogo dinámico se utiliza para dinamizar una propiedad del objeto.
Debería utilizar el cuadro de diálogo dinámico siempre que desee representar el valor de
una variable como un valor interpretable por el operador. Con el cuadro de diálogo
dinámico puede representar así los intervalos de valores de una variable como valores
de color. La dinamización con el cuadro de diálogo dinámico es identificada en el
cuadro de diálogo "Propiedades del objeto" con el icono .
Dinamizar con una acción VBS
Las acciones VBS se utilizan para dinamizar una propiedad del objeto o para reaccionar
a un evento. Debería utilizar acciones VBS si desea procesar, por ejemplo, varios
parámetros de entrada en una acción o para ejecutar determinadas instrucciones (if ...
then ...).
Dinamizar con una acción C
Las acciones C se utilizan para dinamizar una propiedad del objeto o para reaccionar a
un evento. Debería utilizar acciones C si desea procesar, por ejemplo, varios parámetros
de entrada en una acción o para ejecutar determinadas instrucciones (if ... then ...).
5.2 Tipos de disparadores
Introducción
Los disparadores se necesitan para ejecutar acciones en Runtime. Para ello se vincula un
disparador con una acción, constituyendo así el evento que activa la llamada de la
acción. Acciones sin disparador no se ejecutan. Para la dinamización de objetos están
disponibles los siguientes disparadores:
Disparadores cíclicos
Disparadores cíclicos basados en el ciclo de ventana
Disparadores cíclicos basados en el ciclo de imagen
Disparadores de variables
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -248-
Disparador controlado por eventos
5.2.1 Disparadores cíclicos
Introducción
Los disparadores cíclicos son una posibilidad para procesar acciones periódicas en
WinCC. En el caso del disparador cíclico, la acción se ejecuta si el evento de disparador
se produce, por ejemplo, cada 20 segundos
Funcionamiento
Si en una imagen se han configurado acciones con disparadores cíclicos, al seleccionar
la imagen se requerirá cada variable por separado.
El comienzo del primer intervalo de tiempo coincide con el inicio del Runtime. La
longitud del intervalo depende del ciclo. Se pueden seleccionar ciclos entre 250 ms y 1
h. Además están disponibles ciclos de usuario de definición propia.
La acción siempre se llevará a cabo cuando se produzca el evento del disparador.
Disparadores cíclicos basados en el ciclo de ventana
Como disparador se utiliza un disparador cíclico. El ciclo está definido por la propiedad
"Tiempo de actualización" del objeto "Ventana de imagen". Este ciclo le brinda la
posibilidad de definir centralmente los ciclos de todas las acciones utilizadas en una
ventana de imagen.
Disparadores cíclicos basados en el ciclo de imagen
Como disparador se utiliza un disparador cíclico. El ciclo está definido por la propiedad
"Tiempo de actualización" del objeto de imagen. Este ciclo le brinda la posibilidad de
definir centralmente los ciclos de todas las acciones configuradas en una imagen.
5.2.2 Disparadores de variables
Los disparadores de variables constan de la indicación de una o varias variables.
La acción vinculada a uno de tales disparadores se ejecuta si en el momento de la
consulta se ha constatado un cambio del valor de una de esas variables.
5.2.3 Disparador controlado por eventos
Acciones vinculadas a un evento se ejecutan siempre que se produce dicho evento.
Eventos pueden ser p. ej. clic del ratón, operaciones con el teclado o modificaciones del
foco.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 9: WinCC -249-
Funcionamiento
La acción sólo se llevará a cabo si se ha disparado el evento de disparador del objeto.
Con la presencia del evento, se conectan todas las variables contenidas en la acción. Las
variables de proceso serán actualizadas con un ciclo de 1s.
Toda la programación y el contenido del programa se pueden encontrar en la carpeta de
WinCC que contenida en el CD del proyecto. Para su visualización y posible
modificación es necesario contar con una versión del programa WinCC 5.2 o posterior.
[SIMA05]

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 10: Resultados y Conclusiones -248
Capítulo 10:
Resultados y Conclusiones 10.1. Resultados y conclusiones 249
10.2. Agradecimientos 251

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 10: Resultados y Conclusiones -249
10.1 Resultados y conclusiones
Si echáramos un vistazo a los objetivos/metas que yo me había planteado a la hora de
elegir éste proyecto, en definitiva, la realización del control y visualización de una
instalación de almacenamiento y bombeo de agua, podría decir que cuando se me
planteo dicho hito, me ilusionó el tema, ya que no sólo iba a adquirir muchos
conocimientos en el entorno de los PLCs, sino podía llegar a vivir en realidad como se
ataca un proyecto desde el ámbito industrial.
De todas formas, según iba profundizando poco a poco en el proyecto, más me
ilusionaba, ya que no creí en ningún momento que podría llegar a tocar todos y cada
uno de los puntos de la pirámide de automatización de la que hablaba en el capítulo 3,
página 91, desde el punto mas bajo de la pirámide de automatización, es decir, el nivel
de actuadores/sensores, hasta el punto más alto del mismo, es decir, el punto de
control/visualización/gestión de una planta.
También he comprendido, como la informática, que tanto estamos acostumbrados a
utilizar a nivel de oficina, también tiene su hueco en el ámbito industrial, como puede
ser el tema de utilizar los Mail, pero generados no por personas, sino por PLCs que son
los que realmente conocen el estado de la instalación o la utilización de las páginas
WEB para el control de la instalación.
Mediante la ejecución de éste proyecto, también he comprendido lo importante que es
no sólo el poder tener el control de una instalación centralizado desde un punto (como
pueda ser un Scada), para poder manipular la instalación, sino que mediante los equipos
utilizados, también se puede llegar a diagnosticar el fallo de todos los componentes
utilizados en el control de la instalación de una forma muy rápida. Esto supone un gran
ahorro, a la hora del mantenimiento, ya que se puede conseguir bien un mantenimiento
preventivo de la instalación o bien una localización rápida de las averías, lo que
conlleva a una mayor disponibilidad de la instalación y en definitiva a una mayor
productividad de la misma, lo cual como se puede comprender revierte en una mejora
de la producción.

Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 10: Resultados y Conclusiones -250
Por todo ello, puedo decir, que con éste proyecto no sólo he alcanzado todos los hitos
que yo me había planteado, sino que he llegado mucho más allá.
Finalmente y para acabar me gustaría comentar que la aplicación de mi proyecto a la
vida real, no sólo se limita a una automatización como la que he implementado en
concreto, sino que desde un punto de vista global, podría decir que me ha dado una
visión general, mediante la cual y con los conocimientos adquiridos, podría llegar a
atacar gran cantidad de proyectos de automatización a nivel general.
Supervisión de una instalación controlada por un PLC mediante TI
Capítulo 10: Resultados y Conclusiones -251
10.2 Agradecimientos
Me gustaría en este apartado dar las gracias a todo el equipo de SIEMENS, en concreto
del Departamento de PS-4 y más en mi particular a mis compañeros de la sección de
Comunicaciones quienes junto a mi director de proyecto me brindaron la oportunidad
de hacer este proyecto. Con su constante ayuda y entusiasmo el desarrollo del proyecto
fue ameno y satisfactorio. Y gracias a ellos he aprendido mucho más de lo que nunca
imaginé al empezar mis prácticas allí. No me olvido tampoco de los profesores de los
cursos de formación, así como toda la gente que dedico tanta paciencia para que yo
fuera aprendiendo: becarios, ingenieros, jefes de departamentos, a todos, les estaré
siempre agradecido.
Mención especial querría a hacer a mis padres. Quienes fueron los que me impulsaron a
realizar esta carrera y quienes me han ayudado todos estos años de estudio y sacrificio,
que terminan con el colofón del proyecto fin de carrera.
Por último recordar a mis compañeros y amigos con los que he ido a aprendiendo día a
día en estos años en la universidad con el objetivo e ilusión de ser ingenieros.

Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -253-
Pliego de condiciones
1. Disposiciones generales. 254
2. Condiciones Aplicadas a equipos Siemens. 268
3. Condiciones particulares de los equipos. 275 4. Ejecución de las instalaciones. 276

Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -254-
1. Disposiciones Generales
1.1 Contradicciones, omisiones o errores.
En el caso de contradicción entre los planos y el pliego de prescripciones técnicas,
prevalecerá lo indicado en éste último. Lo mencionado en el pliego de prescripciones
técnicas, y omitido en los planos, o viceversa, habrá de ser aceptado como si estuviese
expuesto en ambos documentos siempre que, a juicio del director del proyecto, quede
suficientemente definida la unidad correspondiente y ésta tenga precio en el contrato.
En todo caso, las contradicciones, omisiones o errores que se adviertan en estos
documentos por el director o el contratista deberán reflejarse en el Acta de
comprobación de replanteo.
1.2 Trabajos preparatorios.
Los trabajos preparatorios para la iniciación de la ejecución del proyecto consistirán en:
• Comprobación del replanteo.
• Fijación y conservación de los puntos del replanteo.
• Programación de los trabajos.
Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -255-
1.3 Comprobación del replanteo.
En el plazo de quince (15) días hábiles a partir de la adjudicación definitiva, se
comprobarán, en presencia del adjudicatario o de su representante, el replanteo de las
obras efectuadas antes de la licitación, extendiéndose Acta de Comprobación del
Replanteo.
El Acta de comprobación del Replanteo reflejará la conformidad o disconformidad del
replanteo respecto a los documentos contractuales del proyecto, refiriéndose
expresamente a las características geométricas de los trabajos, así como cualquier punto
que en caso de disconformidad pueda afectar al cumplimiento del contrato.
Cuando el Acta de Comprobación del Replanteo refleja alguna variación respecto a los
documentos contractuales del proyecto, deberá ser acompañada de un nuevo
presupuesto, valorado a los precios del contrato.
1.4 Fijación de los puntos del replanteo.
El acta de comprobación del replanteo deberá incluir, como mínimo, los datos y
referencias previstos para poder materializar el proyecto; así como los puntos fijos o
auxiliares necesarios para los sucesivos replanteos de detalles y de otros elementos que
puedan estimarse precisos.
Los datos, cotas y puntos fijados se anotarán en un anexo al Acta de Comprobación; el
cual se unirá al expediente de las obras, entregándose una copia al contratista.
El contratista se responsabilizará de la conservación de las señales de los puntos del
replanteo que le hayan sido entregados.

Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -256-
1.5 Programación de los trabajos.
En el plazo que se determine en días hábiles a partir de la aprobación del Acta de
comprobación del replanteo, el adjudicatario presentará el programa de trabajos de las
obras, que presentará los siguientes datos:
1. Fijación de las clases de obras y trabajos que integran el proyecto e indicación de las
mismas.
2. Determinación de los medios necesarios (instalaciones, equipo y materiales)
3. Valoración mensual y acumulada de la obra, programada sobre la base de los
precios unitarios de adjudicación.
4. Representación gráfica de las diversas actividades, en un gráfico de barras o en un
diagrama espacio tiempo.
Cuando del programa de trabajos se deduzca la necesidad de modificar cualquier
condición contractual, dicho programa deberá ser redactado por el adjudicatario y por la
dirección técnica, acompañándose la correspondiente propuesta de modificación para su
tramitación reglamentaria.
1.6 Plazos de ejecución.
El contratista empezará las obras al día siguiente de la fecha del Acta de comprobación
del replanteo, debiendo quedar terminadas en la fecha acordada en dicha acta.

Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -257-
1.7 Desarrollo y control de los trabajos.
Para el mejor desarrollo y control de los trabajos, el adjudicatario seguirá las normas
que se indican en los apartados siguientes:
1.7.1 Equipos de maquinaria
El contratista quedará obligado a situar en las obras los equipos de maquinaria que se
comprometa a aportar en la licitación, y que el director considere necesario para el
correcto desarrollo de las mismas.
Dichos equipos de maquinaria deberán ser aprobados por el director.
La maquinaria y demás elementos de trabajo deberán estar en perfectas condiciones de
funcionamiento y quedar adscritos a la obra durante el curso de la ejecución de las
unidades en que deban utilizarse. No podrán retirarse sin el consentimiento del director.
1.7.2 Ensayos
Los ensayos se efectuarán con arreglo a las normas afectantes a cada unidad o, en su
defecto, con arreglo a las instrucciones que dicte el director. El adjudicatario abonará el
costo de los ensayos que se realicen, que no podrán superar el 1 % del presupuesto de
adjudicación.
1.7.3 Materiales
No se procederá al empleo de cualquiera de los materiales que integran las unidades sin
que antes sean examinados y aceptados por el director, salvo que se disponga lo
contrario en determinados casos.
Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -258-
Cuando la procedencia de los materiales no esté fijada en el Pliego de prescripciones
técnicas, los materiales requeridos para la ejecución del contrato serán obtenidos por el
contratista en las fuentes de suministro que éste estime oportuno.
El contratista notificará al director, con la suficiente antelación, la procedencia de los
materiales que se propone utilizar aportando, cuando así lo solicite el director, las
muestras y los datos necesarios para su posible aceptación; tanto en lo que se refiere a
su cantidad como a su calidad.
En ningún caso podrán ser acopiados y utilizados en los trabajos materiales cuya
procedencia no haya sido aprobada por el director.
1.7.4 Acopios
Quedará terminantemente prohibido, salvo autorización escrita del director, efectuar
acopio de materiales, cualquiera que sea su naturaleza, sobre la plataforma de obra y en
aquellas zonas marginales que defina el director.
Se considera especialmente prohibido el depositar materiales, herramientas,
maquinaria, escombros o cualquier otro elemento no deseable en las siguientes zonas:
- Áreas de proceso adyacente o limítrofe con la zona donde se realizan los
trabajos.
- Desagües y zonas de drenaje en general.
- Vías de acceso a hidrantes, casetas de operación, puntos de reunión para
estados de emergencia y puntos de situación de extintores.
- Calles y vías de circulación interior, tanto de la zona en construcción
como de áreas de proceso adyacentes a ésta.

Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -259-
- Y, en general, cualquier lugar en el que la presencia de materiales,
herramientas o utensilios pueda entorpecer las labores de mantenimiento
y operación de las unidades de proceso, o pueda dificultar el
procedimiento de emergencia de la planta.
Los materiales se almacenaran en forma tal que se asegure la preservación de su calidad
para la utilización en la obra, requisito que deberá ser comprobado en el momento de
dicha utilización.
Las superficies empleadas en la zona de acopios deberán acondicionarse de forma que,
una vez terminada la utilización, recuperen su aspecto original. Todos los gastos que de
ello se deriven correrán por cuenta del contratista.
1.7.5 Trabajos nocturnos
Los trabajos nocturnos deberán ser previamente autorizados por la dirección y
realizados solamente en aquellas unidades que así lo requieran. El contratista deberá
instalar los equipos de iluminación y mantenerlos en perfecto estado mientras duren los
trabajos nocturnos.
1.7.6 Accidente de trabajo
De conformidad con lo establecido en el Art. 74 del Reglamento de la ley de accidentes
de trabajo, el contratista está obligado a contratar, para su personal, el seguro contra
riesgo por accidente de trabajo.
El contratista y la dirección fijarán de antemano las condiciones de seguridad en que se
llevarán a cabo los trabajos objeto del presente proyecto; así como las pruebas, ensayos,
Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -260-
inspecciones y verificaciones necesarias que en cualquier caso deberán ser, como
mínimo, las prescritas por los reglamentos actualmente vigentes.
No obstante, en aquellos casos en los que el contratista o la dirección consideren que se
deben tomar disposiciones adicionales de seguridad, podrán tomarse éstas sin reserva
alguna.
Por otra parte, el contratista será responsable de suministrar al personal a su cargo los
equipos necesarios para que éste trabaje con las condiciones de seguridad adecuadas,
tales como casco, caretas, botas reforzadas, gafas de protección, etc ...
Así mismo, serán responsabilidad del contratista los posibles daños causados en las
instalaciones, tanto terminadas o aún en construcción, ocasionadas por personas ajenas a
la obra dentro del horario establecido de trabajo, así como de los accidentes personales
que puedan ocurrir.
1.7.7 Descanso en días festivos
En los trabajos que comprende esta contrata, se cumplirá puntualmente el descanso en
días festivos del modo que señalen las disposiciones vigentes.
En casos excepcionales, en los que fuera necesario trabajar en dichos días, se procederá
como indican las citadas disposiciones.
1.7.8 Trabajos defectuosos o no autorizados
Los trabajos ejecutados por el contratista modificando lo prescrito en los documentos
contractuales del proyecto sin la autorización del director, correrán a cargo del primero.
Los gastos derivados de eventuales desmontajes no serán objeto de indemnización
alguna.
Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -261-
1.7.9 Precauciones especiales
a) Lluvias
Durante las fases de montaje e instalación de equipos, se mantendrán en todo
momento perfectas condiciones de drenaje.
El equipo que no necesite revisión e inspección previa a su instalación no
será desembalado hasta el momento de la misma. Se protegerá al equipo
desembalado de la lluvia mediante cubiertas y protectores adecuados.
b) Incendios
El contratista deberá atenerse a las disposiciones vigentes para la prevención
y control de incendios, y a las recomendaciones u órdenes que reciba el
director.
En todo caso, adoptará las medidas necesarias para evitar que se enciendan
fuegos innecesarios, y será responsable de evitar la propagación de los que se
requieran para la ejecución de las obras; así como de los daños y perjuicios
que se puedan producir.
No obstante lo anterior, el contratista podrá exigir el asesoramiento de un
técnico de seguridad competente, elegido por la dirección, en todos los casos
que lo estime conveniente. Y, particularmente, aquellos en los que el riesgo
de producción de incendio sea más elevado (soldadura, corte con soplete,
etc.)
Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -262-
1.7.10 Personal técnico
El contratista está obligado a dedicar a los trabajos (tanto de montaje como de
instalación de líneas y equipos) el personal técnico a que se comprometió en la
licitación. A pie de obra y al frente de las mismas deberá haber un ingeniero.
El personal así asignado no será separado del trabajo ni asignado a otras obligaciones
mientras duren los trabajos.
Por otra parte, el personal a cargo del contratista deberá estar suficientemente
cualificado para la realización de los trabajos. Es responsabilidad del contratista, por lo
tanto, cualquier retraso derivado de la incompetencia o ignorancia del personal a su
cargo.
El director podrá prohibir la presencia en la zona de trabajos de determinado personal
del contratista por motivo de falta de obediencia o respeto, o por causa de actos que
comprometan o perturben, a su juicio, la seguridad, integridad o marcha de los trabajos.
El contratista podrá recurrir si entendiese que no hay motivo fundado para dicha
prohibición.
1.8 Legislación social.
El contratista estará obligado al cumplimiento de lo establecido en la ley sobre el
Contrato de Trabajo, Reglamentaciones de trabajo, Reguladoras de Subsidios y Seguros
Sociales vigentes.

Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -263-
1.9 Medición de las obras.
La forma de realizar la medición y las unidades de medida a utilizar será la definida en
el Pliego de Prescripciones Técnicas para cada unidad de obra.
Todas las mediciones básicas para el abono deberán ser conformadas por el director y el
representante del contratista.
1.10 Certificaciones.
El importe de los trabajos ejecutados se acreditará mensualmente por el contratista por
medio de certificaciones expedidas por el director en la forma legalmente establecida.
1.10.1 Precio unitario
Los precios unitarios fijados por el contrato para cada unidad cubrirán todos los gastos
implicados para la ejecución del material de la unidad correspondiente, incluidos los
trabajos auxiliares, a menos que se indique lo contrario.
1.10.2 Partidas alzadas
Las partidas alzadas a justificar se abonarán consignando las unidades que comprenden
a los precios del contrato o a los precios aprobados si se tratan de nuevas unidades.
1.10.3 Instalaciones y equipos de maquinaria
Los gastos correspondientes a instalaciones y equipos de maquinaria se considerarán
incluidos en los precios de las unidades correspondientes y, en consecuencia, no serán
abonados separadamente.
Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -264-
1.11 Gastos a cuenta del contratista
Serán a cuenta del contratista, siempre que en el contrato no se prevea explícitamente lo
contrario, los siguientes gastos:
Los gastos de construcción y retirada de toda clase de construcciones auxiliares.los
gastos de alquiler o adquisición de terreno para depósito de maquinaria y materiales.
• Los gastos de limpieza y evacuación de desperdicios de basuras.
• Los gastos relacionados con la seguridad dentro de la obra.
• Los gastos de montaje, conservación y retirada de instalaciones para el
suministro del agua y energía eléctrica.
• Los gastos de desmontaje de las instalaciones provisionales.
• Los gastos de retirada de los materiales rechazados y corrección de las
deficiencias observadas y puestas de manifiesto por los correspondientes
ensayos y pruebas.

Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -265-
1.12 Recepciones, garantías y obligaciones del contratista.
Serán las siguientes:
• Recepción provisional.
• Plazo de garantía.
• Recepción definitiva.
1.12.1 Recepción provisional.
Una vez terminados los trabajos, se procederá al examen global por parte del director, el
cual, si las considera aptas para ser recibidas, extenderá un acta donde así lo haga
constar, e inmediatamente se procederá a la puesta en marcha y entrada en normal
funcionamiento de las instalaciones.
En ningún caso la recepción provisional tendrá lugar antes de las siguientes
operaciones:
• Inspección visual de todos los equipos y líneas, así como de los equipos
auxiliares.
• Prueba del correcto funcionamiento de los programas y comunicaciones.
• Comprobación de la correcta inicialización de controladores y PCs.
• Comprobación del correcto cableado de los buses de comunicaciones.
• Comprobación del funcionamiento de todos los elementos de campo.

Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -266-
Teniendo en cuenta lo anterior, el proceso no podrá ponerse en funcionamiento por
partes desde su iniciación, a menos que a juicio del Ingeniero Director no se perjudique
la integridad de la instalación, y no interceda con la normal operación de otras unidades
o procesos adyacentes.
Si el Ingeniero Director apreciase en las instalaciones de equipos defectos de calidad u
otras imperfecciones que, a su juicio, puedan resultar perjudiciales o poco convenientes,
el contratista deberá repararlas o sustituir, a su costa, dichas partes o elementos no
satisfactorios.
1.12.2 Plazo de garantía
Será de un año, contado a partir de la fecha de la recepción provisional salvo indicación
contraria expresa en el pliego de contratación del proyecto.
Durante dicho periodo, las posibles reparaciones, actualizaciones de software, y
sustituciones de equipos serán por cuenta del contratista, siendo éste responsable de las
faltas que puedan existir.
En caso de existir defectos o imperfecciones, no servirá de disculpa, ni le dará derecho
alguno al contratista el que el director o su subalterno hayan examinado la instalación,
reconocido sus materiales o hecha su valoración en las relaciones parciales. En
consecuencia, si se observan fallos o desperfectos antes de efectuarse la recepción se
dispondrá que el contratista repare de su cuenta las partes defectuosos.
Por otro lado, se mantendrá un estrecho control de todo el material informático
suministrado durante del test de garantía con el fin de no cargar los sistemas con tareas
contrarias al fin del proyecto.

Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -267-
1.12.3 Recepción definitiva
Transcurrido el plazo de garantía y previos los trámites reglamentarios, se procederá a
la recepción definitiva de la instalación; una vez realizado el oportuno reconocimiento
de las mismas, y en el supuesto de que todas ellas se encuentren en las condiciones
aptas para ser recibidas.
En caso de que, al proceder al reconocimiento de las instalaciones, el director no las
encontrase en estado de ser recibidas, se aplazará la recepción definitiva hasta que la
instalación esté en condiciones de serlo.
Al proceder a la recepción definitiva de las instalaciones, se extenderá por
cuadruplicado el Acta correspondiente.
1.13 Prescripciones particulares
En todos aquellos casos en que, a juicio del director, se haga aconsejable para la
ejecución de los trabajos previstos, la fijación de determinadas condiciones específicas,
se procederá al redactado del oportuno Pliego de Prescripciones Particulares, que ha de
ser aceptado por el contratista, quedando obligado a su cumplimiento.

Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -268-
2. CONDICIONES APLICADAS A EQUIPOS DE SIEMENS
2.1 GENERALIDADES.
Dado que todo el material utilizado en el presente proyecto es de la marca SIEMENS,
se detallan a continuación las condiciones de entrega para sus materiales que dicho
fabricante aplica a sus clientes.
En todas las ventas y suministros de maquinaria, materiales y accesorios concertados
con SIEMENS, S.A., serán de obligatoria aplicación para ambas partes las presentes
condiciones generales, salvo estipulación en contrario.
Los presupuestos, ofertas, indicaciones de precios, detalles comerciales o técnicos,
plazos, etc., serán válidos exclusivamente en su fecha y no obligan a SIEMENS, S.A.,
hasta que sea aceptado o confirmado el correspondiente pedido.
Los datos o material documental correspondientes a la oferta como láminas, dibujos y
referencias al peso de los objetos, tienen sólo un valor normativo aproximado en tanto
que no se les indique expresamente como obligatorios.
En cuanto a presupuestos, dibujos y otro material de información, SIEMENS, S.A., se
reserva los correspondientes derechos de propiedad y de autor; dicho material no puede
hacerse accesible a tercera persona. Los dibujos y demás material perteneciente a la
oferta deberán ser devueltos sin demora, si así se solicitara, en caso de que la oferta no
fuese aceptada. No podrá ser reproducido o copiado su material o maquinaria sin
consentimiento de SIEMENS, S.A.
Normalmente, todos los contratos y pedidos se harán por correspondencia. En cualquier
caso, todos los gastos e impuestos a que dé lugar la formalización del pedido o contrato,
serán por cuenta del comprador.

Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -269-
2.2 CALIDAD DE LAS MERCANCÍAS.
Los suministros se harán ajustándose a lo indicado en catálogo, para materiales de
fabricación en serie y a lo acordado y registrado en los documentos que, de común
acuerdo, ambas partes reconozcan como contractuales. Para todos los ensayos y pruebas
de los mismos regirán las reglas normales de la Asociación de Electrotécnicos
Alemanes.
A estos ensayos y pruebas podrá asistir, si así se hubiese convenido, el comprador o un
representante debidamente autorizado. Los datos de rendimiento, factores de potencia,
revoluciones, pesos, dimensiones, etcétera, se entienden aproximados.
2.3 GARANTÍA.
SIEMENS, S.A., para todos los suministros que contrate, se compromete durante un
año, a contar desde la entrega en fábrica, sin que le sean exigibles por ningún concepto
otras o mayores indemnizaciones o responsabilidades:
1ª. A reparar por su cuenta, en el plazo más breve posible, todas las
anomalías e irregularidades del material que impidan su uso normal y
todas las piezas que resulten defectuosas o inservibles por la calidad del
material empleado o por faltas de construcción, quedando excluidos
aquellos materiales que se deterioren a consecuencia del desgaste natural,
manejo negligente, casos fortuitos, excesos de sobrecarga, cimientos y
fundaciones deficientes, empleo de lubricantes inadecuados, etc.
• 2ª. A reparar en el plazo más breve posible todos los defectos de
funcionamiento observados en la puesta en marcha, caso de que haya
contratado el servicio por SIEMENS, S.A., siempre que aquella se lleve a
cabo dentro del plazo de garantía.

Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -270-
Cuando los suministros procedan de otra casa, en general, siempre que lo pedido no lo
fabrique SIEMENS, S.A., ésta otorgará al cliente las mismas garantías que a ella se le
concedan.
Estas garantías se extinguen si el comprador efectuase el montaje por sí mismo o llevase
a cabo modificaciones o reparaciones en el material sin autorización de SIEMENS, S.A.
Es obligación del comprador informar inmediatamente al vendedor sobre defectos
observados.
Las reparaciones o sustituciones del material consecuencia de la aplicación de ésta
cláusula, se prestarán o realizarán en fábrica constructora o lugar de origen de la
prestación, siendo por cuenta del comprador los gastos de envío, seguro, etc., así como
los gastos de desplazamientos, dietas, etc. a que dé lugar la sustitución o reparación.
2.4 PLAZO PARA LA ENTREGA DE LA MERCANCÍA.
El plazo para la entrega se contará desde que SIEMENS, S.A., acuse recibo de
aceptación del pedido y el comprador haga el primer pago a cuenta del precio, una vez
hechas satisfactoriamente las aclaraciones pedidas por la fábrica, cuando esto proceda.
Los plazos se considerarán prorrogados por causas justificadas o de fuerza mayor; y
entre ellas, declaración de guerra, revolución, movilización, huelga, aunque sea parcial;
cierre, interrupción del servicio en los almacenes, talleres o fábricas de los constructores
o de sus abastecedores de primeras materias, producida por incendio, inundación, rotura
de máquinas, huelga, epidemia, interrupción de las vías de comunicación, faltas en la
fundición, malogramiento de piezas importantes, mal éxito de los ensayos previos,
dificultades en la adquisición o transporte de materias primas y, en general, por motivo
ajeno a la voluntad y previsión de la casa constructora.

Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -271-
2.5 ENTREGA DE LA MERCANCÍA.
Se entenderá entregada la mercancía al terminar satisfactoriamente las pruebas en
fábrica o, a falta de éstas, al expedirse desde el taller o almacén en donde se encuentre.
Son admisibles los suministros parciales.
2.6 CLÁUSULA PENAL.
En caso de retraso no justificado en la entrega o en las demás obligaciones sujetas a
plazo, SIEMENS, S.A., abonará como única responsabilidad, una indemnización de 0,5
por 100 semanal del valor que la parte de mercancía retrasada tenga en la fábrica
constructora, siempre que el comprador justifique haber sufrido algún perjuicio y sin
que por ningún concepto pueda exigir el comprador la anulación del pedido o la
rescisión del contrato. Esta indemnización podrá llegar, como máximo, a un 5 por 100
en total y se descontará del último pago del precio.
2.7 CONDUCCIÓN.
Las mercancías viajan por cuenta y riesgo del comprador, siendo a su cargo los gastos
de embalaje, transporte y aduanas, lo mismo cuando los gastos sean satisfechos por
tanto alzado o con arreglo a justificante, que cuando se hallen comprendidos en el
precio total del suministro, siendo de cuenta del comprador todo aumento eventual o
posterior de los mismos.
Si el envío o las entregas se retrasaran a petición del cliente, en ambos casos el riesgo
pasa al cliente a partir del día de hallarse el material listo para su envío.
El vendedor está obligado a efectuar, a petición y cargo del cliente, los seguros por éste
solicitados.
Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -272-
Las reclamaciones a hacer por estos conceptos deberá formularlas el comprador, aunque
hubiese actuado por su encargo SIEMENS, S.A., quedando ésta en libertad de elegir los
medios y líneas de transporte y el puerto o estación de destino, salvo estipulación
especial. Si el envío o entrega se retrasara por deseo del cliente, podrá cargarse a su
cuenta, a partir de un mes después del anuncio de hallarse el pedido listo para su envío,
gastos de almacenaje de un 1.5% del importe de la factura por cada mes comenzado; los
gastos de almacenaje son ilimitados.
2.8 MONTAJE.
En caso de encargarse SIEMENS, S.A., del montaje de la maquinaria se establecerá un
convenio especial. Salvo declaración expresa en contrario, regirán sus Condiciones
Generales de Montaje.
2.9 PRECIOS.
Se entenderán siempre convenidos sobre la base de una relación justa entre su importe y
el valor de la cosa vendida. Si por causas ajenas a SIEMENS, S.A., este valor
aumentase con carácter general durante la ejecución del pedido, la entidad vendedora
podrá: o recabar el aumento del pecio en la proporción correspondiente o rescindir el
contrato sin más obligación por su parte que devolver la cantidad percibida.
Los precios referidos a moneda extranjera o que hayan de invertirse en pagos al
extranjero, serán pagaderos con relación al cambio oficial que tenga aquella moneda en
la fecha del pago total.
Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -273-
2.10 PAGOS.
Todas las operaciones de venta que realiza SIEMENS, S.A., son al contado, sin
descuento alguno y libre de gastos. Salvo otras condiciones expresamente pactadas,
podrá recabar el pago de hasta un 50 por 100 del precio al aceptar el pedido, en
concepto de anticipo a cuenta.
Los pagos se realizaran en la plaza del Centro de Venta de SIEMENS, S.A., en cuestión
y todos los gastos que ocasione el pago serán de cuenta del deudor. La entrega de letras
no surtirá los efectos de pago mientras no esté satisfecho el importe. Toda demora en el
pago dará lugar automáticamente al devengo de intereses calculados al 20 por 100
anual. No es lícita la retención de pagos a causa de cualquiera pretensión de cliente, no
reconocida por el vendedor.
2.11 RESERVA DE DOMINIO RESCISIÓN.
Es condición fundamental que en todo caso y aún frente a terceros, SIEMENS, S.A.,
conserva la plena propiedad de todo material o maquinaria que suministre no
transfiriéndose esa propiedad por el hecho de la entrega mientras no esté plena y
satisfactoriamente cumplida la condición recíproca del pago de su total importe. El
adquiriente vendrá obligado a conservar en su poder las mercancías con toda diligencia
y cuidado y asegurarlas por su cuenta contra todo posible riesgo. En caso de
incumplimiento de cualquiera de las obligaciones por parte del adquiriente, SIEMENS,
S.A., podrá optar por reivindicar el material suministrado, retirándolo de donde se
encuentre sin necesidad de otra autorización, o por pedir que se confirme la venta,
exigiendo al contado la parte del precio aún no pagada y reclamando en ambos casos los
perjuicios ocasionados.
Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -274-
2.12 COMPETENCIA.
Los contratantes se someten, con renuncia expresa de su fuero, a los Tribunales de
Madrid para decidir en todas las contiendas que se susciten con motivo de los contratos
que estipulen con SIEMENS, S.A.

Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -275-
3. CONDICIONES PARTICULARES DE LOS EQUIPOS
Todos los equipos suministrados cumplen la normativa correspondiente para poderlos
utilizar en sus lugares acostumbrados de trabajo.
Se debe procurar cumplir los márgenes de temperatura, humedad, vibraciones, etc. que
marcan los equipos en sus respectivas documentaciones, y que se puede consultar a
través de sus catálogos técnicos.
Todo tipo de características técnicas de los mismos deben tenerse en cuenta para el
normal funcionamiento de estos.

Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -276-
4. EJECUCIÓN DE LA INSTALACIÓN
4.1 Ejecución en general
El contratista habrá de presentar a la dirección el plan de trabajo, antes de comienzo de
este. El plan de trabajo deberá ser aprobado por dicha dirección para que los trabajos
puedan tener lugar.
El orden de ejecución del proyecto ha de ser indicado en dicho plan, salvo modificación
efectuada por el director.
El contratista tiene obligación de ejecutar esmeradamente el proyecto, cumplir
estrictamente todas las condiciones estipuladas y cuantas órdenes le sean dadas por el
ingeniero director, entendiéndose que deben entregarse completamente terminados
cuantos trabajos afecten a este compromiso.
Si, a juicio del citado director, hubiese alguna parte del trabajo mal ejecutado, tendrá el
contratista obligación de volverlo a ejecutar cuantas veces sean necesarias, hasta quedar
a plena satisfacción de aquel; no siendo motivos estos aumentos de trabajo para pedir
indemnización alguna.
El contratista está obligado a devolver al director de proyecto todos los avisos u órdenes
que de el reciba, en originales o en copia, poniendo en ellos el enterado y la
correspondiente firma.
4.2 Orden de los trabajos
El ingeniero director encargado de las instalaciones fijará el orden en que deben llevarse
a cabo los trabajos, y la contrata está obligada a cumplir exactamente cuanto se
disponga sobre el particular.

Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -277-
4.3 Replanteo
Antes de comenzar los trabajos se realizará el replanteo general del trazado de cables
por el contratista o su representante, bajo las órdenes del director de obra, marcando las
alineaciones con los puntos necesarios para que el contratista pueda ejecutar
debidamente las obras.
Para realizar el replanteo, el contratista deberá aportar todo el material y personal
necesario para la ejecución de esta operación.
4.4 Marcha de las obras
Una vez iniciadas las obras deberán continuarse sin interrupción y terminarse en el
plazo estipulado. Los retrasos, cuando estos estén justificados, podrán ser aceptados por
la dirección de obra.
4.5 Instalaciones varias
En todas las instalaciones y como norma general se seguirán expresamente las
indicaciones expresadas en las memorias y demás documentos del proyecto.
En caso de duda, será competencia del director de obra, decidir la solución a adoptar.
Las instalaciones serán efectuadas de acuerdo a los reglamentos vigentes que les
afecten.
Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -278-
4.6 Obras auxiliares
A todas las obras que no estén especificadas correctamente en el presente pliego de
condiciones se les aplicarán los artículos anteriores según su naturaleza.
Si esto no fuera posible se seguirán las disposiciones que, sin apartarse de la intención
general del proyecto, sean dadas por el director.
4.7 Detalles omitidos
Todos aquellos detalles que por su minuciosidad puedan haberse omitido en este pliego
de condiciones o en otros documentos del proyecto, y resulten necesarios para la
completa y perfecta terminación de las instalaciones, quedan a determinación exclusiva
de la dirección, estando la contrata obligada a su ejecución y cumplimiento sin derecho
a reclamación alguna.
4.8 Responsabilidad de la contrata
La contrata se responsabilizará ante los tribunales de los accidentes que puedan ocurrir
durante la ejecución de los trabajos que sean de su competencia.
Asimismo, está obligada al cumplimiento de todos los preceptos legales establecidos o
que establezcan las disposiciones oficiales, así como las normas de régimen interno de
la empresa en que se ejecuta la obra.

Supervisión de una instalación controlada por un PLC mediante TI
Pliego de condiciones -279-
4.9 Dirección de los trabajos
El técnico encargado de los trabajos constituye la dirección técnica, y como tal ejecutará
todos los trabajos del desarrollo del proyecto, así como la dirección e inspección de los
trabajos.
Asumirá toda responsabilidad en lo concerniente a plazos de ejecución e instrucciones
técnicas.
4.10 Legalización
Para la recepción de las obras la contrata está obligada a la legalización de las
instalaciones ante los organismos oficiales competentes. Los gastos que ocasionen
correrán por cuenta de la contrata.
Supervisión de una instalación controlada por un PLC mediante TI
Presupuesto -280-
Presupuesto
1.1. Mediciones 281
1.2. Consideraciones al presupuesto 284
1.3. Presupuesto total 285
Supervisión de una instalación controlada por un PLC mediante TI
Presupuesto -281-
1. MEDICIONES En el presente apartado se van calcular el número de equipos necesarios para realizar el
proyecto, así como la longitud de los cables que hacen falta.
1.1 Autómata Programable: En cuanto al equipo relacionado con el autómata programable se necesitará el siguiente
material:
- 1 Perfil Soporte de 480 mm de longitud. - 1 Fuente alimentación 24V, 2A.
- 1 CPU Compacta, modelo CPU 313C - 2DP.
- 1 Micro Memory Card.
- 1 Procesador de comunicaciones CP343-1 IT.
- 2 Conectores para Profibus.
- 1 Cable estándar Profibus.
1.2 Periferia descentralizada:
- 1 Interruptor de potencia automático Sentron WL160 - 1 Disparador por sobreintensidad para Sentron WL160.
- 1 Módulo COM15 para la conexión a Profibus. - ET 200S Modulo de interfase IM-151, módulos electrónicos de
potencia y terminales.
Supervisión de una instalación controlada por un PLC mediante TI
Presupuesto -282-
1.3 Red Ethernet:
- 2 puntos de acceso. - 1 Switch X204-2. - 2 Outlet modulares con Power Insert. - 1 Fuente de alimentación de 24V. - 3 Cables estándar de Ethernet RJ45 / RJ45.
1.4 SCADA:
- 1 PC con monitor.
- 1 Software de SCADA WinCC.
1.5 Equipos móviles:
- 1 MOBIC, Pad de Internet Móvil. - 1 Estación de carga del MOBIC. - 1 Tarjeta CP 7515 para PC para comunicación en red IWLAN. - 1 Portátil.
1.6 Armario
- 1 Armario 1.000x800x300, modelo Rittal: AE1180.600.
Supervisión de una instalación controlada por un PLC mediante TI
Presupuesto -283-
1.7 Montaje: Para el montaje se empleará 1 oficial montadores con el fin de dejar cubierta la instalación de todos los equipos necesarios, incluyendo tendido de cables y fijación de los mismos. El tiempo estimado para llevar a cabo el montaje será de 3 días en jornadas de 8 horas. Total de horas empleadas: 24 Horas. 1.8 Programación La programación se estima una duración de una semana y media (7,5 días) en jornada de 8 horas que realizará un programador especialista, distinguiéndose en esta fase las siguientes etapas: - PLC 20 Horas - Tarjeta CP 343-IT 16 Horas - SCADA WinCC 16 Horas - Equipos móviles 4 Horas - Alarmas (Correo Electrónico) 4 Horas - Total de horas empleadas: 60 Horas.

Supervisión de una instalación controlada por un PLC mediante TI
Presupuesto -284-
2. CONSIDERACIONES AL PRESENTE PRESUPUESTO El presente presupuesto es una estimación de los costes de todos los equipos que
intervienen en el proceso con su correspondiente mano de obra para el montaje más el
coste propiamente de la labor de programación y puesta en marcha.
Para calcular los costes de los equipos que intervienen se han utilizados la lista de
precios que la empresa SIEMENS aplica para la venta de productos en España.
En el cálculo de los precios de las distintas unidades, se ha determinado sus costes
directos e indirectos para obtener los de ejecución material.

Supervisión de una instalación controlada por un PLC mediante TI
Presupuesto -285-
3. PRESUPUESTO TOTAL Referencia Cantidad Denominación Precio unitario Precio total
Autómata
programable
6ES7390-1AE80-0AA0 1 SIMATIC S7-300, perfil soporte longitud =480mm 34,45 34,45
6ES7307-1BA00-0AA0 1 SIMATIC S7-300, fuente de alimentación PS 307, 120/230 V AC; 24 V DC, 2 A 118,49 118,49
6ES7313-6CE00-0AB0 1
SIMATIC S7-300, CPU 313C-2 DP CPU compacta con MPI, 16 ED/16 SD, 3 conta- dores rápidos (30 KHZ), puerto DP integrado, fuente de alimentación integrada DC 24V, memoria de trabajo 32 KByte, requiere MICRO MEMORY CARD
1.370,25 1.370,25
6ES7953-8LF00-0AA0 1 SIMATIC S7-300, MICRO MEMORY CARD para ET 200S IM151 CPU 3,3 V NFLASH, 64 KBYTES
50,47 50,47
6GK7343-1GX11-0XE0 1
SIMATIC NET, CP 343-1 IT procesador de comunicaciones para conectar un SIMATIC S7-300 a Ethernet industrial vía ISO y TCP/IP, comunicación S7, FETCH/WRITE, SEND/RECEIVE, con y sin RFC, MULTICAST PBK, inicialización vía LAN, E-MAIL y WWW, 10/100 MBIT
2.233,10 2.233,10
6ES7972-0BB50-0XA0 2
SIMATIC DP, conector para PROFIBUS hasta 12 Mbit/s, con salida de cable a 90 grados, técnica de conexión FAST CONECT, con conector de PG
65,39 130,78
6XV1830-0EN20 1 SIMATIC NET, cable de bus estándar PROFIBUS FAST CONNECT, 2 hilos, apantallado, ejecución especial para montaje rápido 20 m
35,57 35,57
Subtotal 3.973,11
Periferia descentralizada
3WL1116-3EB32-0AA0 1
Interruptor automático WL 160N sin disparador por sobreintensidad. Capacidad de conexión estándar ICU=40KA / 415 V AC, 4 Polos IN= < 160A, Corriente aislada.
283,23 283,23
3WL9206-6CJ42 1
Disparador por sobreintensidad WL160 4 Polos. Protección: Distribución LCD ETU45B, LI/LS/LSI IR=26-63A, Protección de sobrecarga: ISD=1,5HASTA10XIR, II=11XIN Protección de cortocircuito: No protegido
995,99 995,99
3WL9000-8AR00 1
Accesorio para WL160, WL250, WL400, WL630, WL800, WL1250, WL1600. Módulo COM15 para la conexión del SENTRON WL Con Profibus DP. Lectura de3 valores de medida y parámetros, avisos y estados. Conmutación vía motor. Función DPV1 solo para disparador LCD ETU.
1.530,22 1.530,22
6ES7151-1AA03-0AB0 1
SIMATIC DP, módulo interfase IM151-1 para ET200S; velocidad de transmisión hasta 12 MBits/s; volumen de datos de 128 Bytes para entradas y salidas; conexión de hasta 63 módulos de potencia, electrónicos o arrancadores de motor; ancho máximo de conexión 2 m; conexión a bus por conector Sub-D incluido módulo terminal
316,80 316,80
6ES7132-4BB00-0AB0 1
SIMATIC DP, 5 módulos electrónicos para ET 200S, 2 salidas digitales de altas prestaciones, DC 24V/0,5A, 15 mm de ancho, diagnóstico de cortocircuito y de rotura de cable, indicador de funcionamiento correcto, 5 piezas por unidad de embalaje
208,43 208,43

Supervisión de una instalación controlada por un PLC mediante TI
Presupuesto -286-
6ES7193-4CB20-0AA0 1
SIMATIC DP, 5 módulos terminal TM-E15S24-01 para ET 200S, para módulos electrónicos, 15 mm de ancho, bornes de tornillo, 2x4 conexiones sin acceso a bornes a través de AUX1, AUX1 pasante, 5 piezas por unidad de embalaje
53,13 53,13
6ES7138-4CA00-0AA0 1 SIMATIC DP, módulo de potencia PM-E para ET 200S; DC 24V con diagnóstico 16,70 16,70
6ES7193-4CC30-0AA0 1
SIMATIC DP, módulo terminal TM-P15C23-A1 para ET 200S para módulos de potencia, 15 mm de ancho, bornes de resorte (Cage Clamp), 2x3 conexiones con acceso a bornes a través de AUX1, AUX1 pasante
9,50 9,50
Subtotal 3.414,00
Red Ethernet
6GK5788-1ST00-2AA6 2
SIMATIC NET, IWLAN Punto de Acceso SCALANCE W788-1PRO, CON interfase de radio incorporada, redes inalámbricas IEEE 802.11b/g/a, 2,4/5 GHz, hasta 54 Mbit/s, homologaciones, WPA/AES, POE, IP65 (-20-+60 grados centígrados), Alcance: 2X ANT 795-4MR, conector híbrido IP 67, material de montaje, manuales en CD-ROM alemán/ingles
1.520,00 3.040,00
6GK5204-2BB00-2AA3 1
6GK5204-2BB00-2AA3 SIMATIC NET, SCALANCE X204-2, Switch IE administrable, IE Switch con gestión de red, 4 x 10/100Mbit/s puertos RJ45, 2 x 100Mbit/s BFOC multimodo, LED de diagnóstico, contacto de señalización, pulsador SET, alimentación redundante, unidad PROFINET-IO, gestión de red para anillo redundante, incluye manual electrónico en CD, C-PLUG opcional
1.200,00 1.200,00
6GK1901-1BE00-0AA3 2
6GK1901-1BE00-0AA3 SIMATIC NET INDUSTRIAL ETHERNET FASTCONNECT RJ45 Modular Outlet con Power Insert, inserto reemplazable para 1x24 V DC.1 Puerto100 MBIT/S
75,00 150,00
6ES7307-1BA00-0AA0 1 SIMATIC S7-300, fuente de alimentación PS 307, 120/230 V AC; 24 V DC, 2 A 118,49
6XV1-840-2AH10 1 50M Industrial Ethernet Fast Connect estándar Cable 2*2 2,145 107,25
6GK1901-1BB20-2AA0 1 IE FC RJ45Plug 180. Conector para IE dotado de robusta caja de metal y contactos de desplazamiento 185,90 185,90
Subtotal 4.801,64
SCADA
6AV6381-1BE05-1AQ0 1 6AV6381-1BE05-1AQ0 EPL-Royalty para WinCC RT1024 (1024 Power Tags) (EPL = Enterprise licence)
4.417,07 4.417,07
PC Sobremesa 1 SCENIC E600.Intel Pentium 4 3.4 GHz. 1GB RAM DIMM, DDR SDRAM (DDR333, 400) + Monitor Scaleoview S17-1 835,91 835,91
Subtotal 5.252,98
Equipos Móviles
6GK1611-0TA01-1DX0 1
SIMATIC NET, MOBIC T8 caracteres en D,E,F,S,I Robusto PAD móvil V1.2/INTERNET con contactos de carga. Display de alta luminosidad y táctil, para conexión a Ethernet (integrado) y radio (WLAN, opcional vía PCMCIA);WIN CE.NET (D,E,F,S,I ) R-SW, licencia simple, clase B; para aplicaciones industriales, incluye batería, fuente EU/UK/USA, lápiz, correas, cable RS 232. Manual en CD
3.960,00 3.960,00
6GK1906-1JB01 1
SIMATIC NET, Estación de carga para el MOBIC T8 V1.1C, soporte para cargar el MOBIC, con fijación para el mismo con cerradura, con conexión VESA V100 en lado posterior, sin fuente propia, para utilizar con fuente externa (6GK1906-1CB00) o fuente de alimentación del MOBIC T8
412,33 412,33
6GK1751-5AA0 1 SIMATIC NET, IWLAN, CP 7515 tarjeta PCMCIA (CARDBUS 32 bit) para conectar un PG/PC/ NOTEBOOKS a Wireless LAN IEEE 802.11 B/G/A 2,4/5GHz; hasta
224,00 224,00
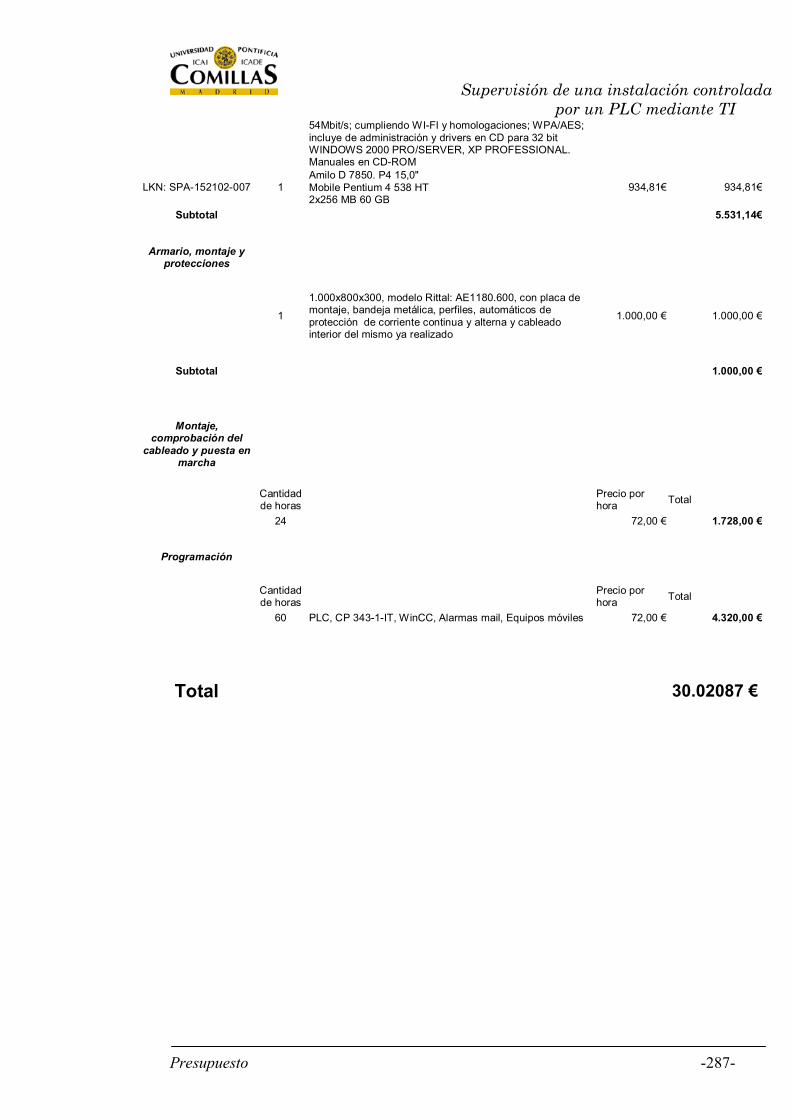
Supervisión de una instalación controlada por un PLC mediante TI
Presupuesto -287-
54Mbit/s; cumpliendo WI-FI y homologaciones; WPA/AES; incluye de administración y drivers en CD para 32 bit WINDOWS 2000 PRO/SERVER, XP PROFESSIONAL. Manuales en CD-ROM
LKN: SPA-152102-007 1 Amilo D 7850. P4 15,0" Mobile Pentium 4 538 HT 2x256 MB 60 GB
934,81 934,81
Subtotal 5.531,14
Armario, montaje y protecciones
1
1.000x800x300, modelo Rittal: AE1180.600, con placa de montaje, bandeja metálica, perfiles, automáticos de protección de corriente continua y alterna y cableado interior del mismo ya realizado
1.000,00 1.000,00
Subtotal 1.000,00
Montaje,
comprobación del cableado y puesta en
marcha
Cantidad de horas Precio por
hora Total
24 72,00 1.728,00
Programación
Cantidad de horas Precio por
hora Total
60 PLC, CP 343-1-IT, WinCC, Alarmas mail, Equipos móviles 72,00 4.320,00
Total 30.02087

Supervisión de una instalación controlada por un PLC mediante TI
Presupuesto -288-
Bibliografía
1.1. Bibliografía 289

Supervisión de una instalación controlada por un PLC mediante TI
Presupuesto -289-
1 BIBLIOGRAFÍA
[MAND00] Mandado Enrique, El autómata programable y su entorno, Thomsom.
2000.
[SIMA05] Siemens, Manuales de los PLC's/aparellaje/comunicaciones de SIEMENS,
Documentación interna de SIEMENS. 2005
[WEIG04] Weigmann Josef y Kilian Gerhard, "Descentralizada con Profibus. 2004.
[GASA96] García Tomás Jesús, Ferrando Santiago y Piattini Mario, Redes para procesos distribuidos. Rama. 1996 [PIGA97] García Tomás Jesús, Ferrando Santiago y Piattini Mario, Redes de alta velocidad. Rama. 1997 [HEYW98] Heywood Drew, Redes con Microsoft TCP/IP, Prentice Hall. 1998 [CARR88] Carracedo Gallardo Justo, Redes locales en la industria, Prodúctica. 1988 [HALS01] Halsall Fred, Comunicación de datos, redes de computadores y sistemas abiertos, Addison Wesley. 2001 [RAYA98] Raya José Luís y Raya Cristina, TCP/IP en Windows Server, Rama. 1998 [SIMP97] Simpson Alan, La biblia de la edición de páginas en HTML, Anaya. 1997 [BROG97] Brogden Hill, Manual fundamental de JAVA, Anaya. 1997 Páginas de Internet:
www.profibus.com
www4.ad.siemens.de
www.microsoft.com/technet/prodtechnol/windowsserver2003/es/library
www.digitalfutura.net