introducci.n a los sistemas de automatizaci.n industrial · transición– técnica...
TRANSCRIPT
Automatización Industrial
Introducción a los Sistemas deAutomatización Industrial
TEMA - Introducción a los Sistemas de Automatización Industrial
1. - Los Automatismos - Bloques de un Sistema de Automatización
2. - Objetivos de la Automatización
3. - Funciones de los Automatismos
4. - Tecnologías de los Automatismos
4.1 – Transición de Lógica Cableada a Lógica Programada
5. - Introducción a los Autómatas Programables Industriales
5.1 – Historia de los API´s
5.2 – Evolución de la Automatización con API´s
5.3. - Componentes de un Sistema de Automatización Industrial
5.4 - Lenguaje de Programación de Autómatas
5.5 - Gamas de Productos
6. – Introducción a la norma IEC 1131-3
Índice
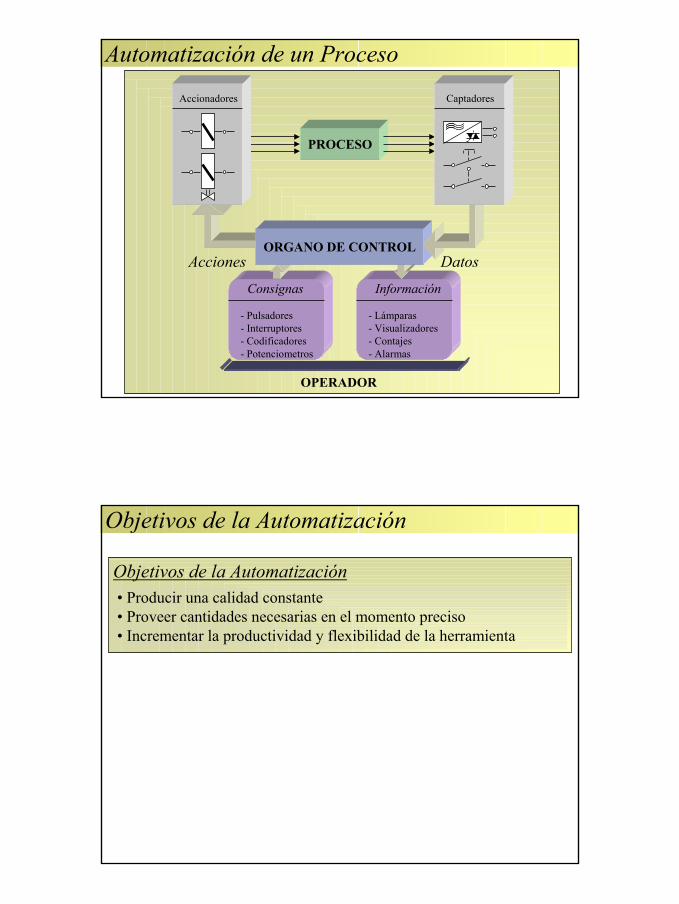
Automatización de un Proceso
OPERADOR
PROCESO
Acciones Datos
Consignas
- Pulsadores- Interruptores- Codificadores- Potenciometros
Información
- Lámparas- Visualizadores- Contajes- Alarmas
Accionadores
ORGANO DE CONTROL
Captadores
Objetivos de la Automatización
• Producir una calidad constante• Proveer cantidades necesarias en el momento preciso• Incrementar la productividad y flexibilidad de la herramienta
Objetivos de la Automatización
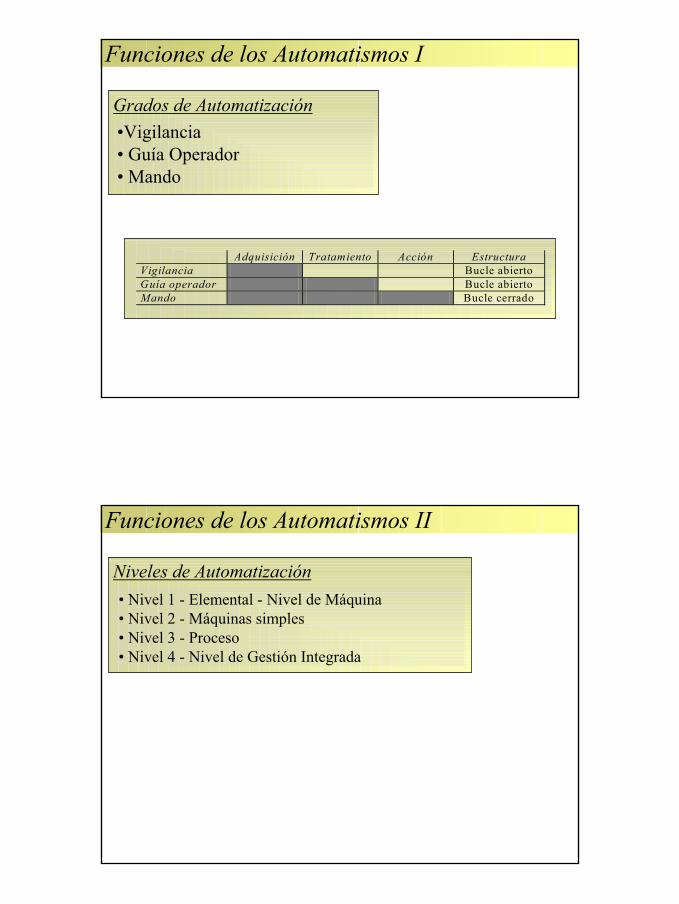
Funciones de los Automatismos I
•Vigilancia• Guía Operador• Mando
Grados de Automatización
Adquisición Tratamiento Acción Estructura Vigilancia Bucle abierto Guía operador Bucle abierto Mando Bucle cerrado
Funciones de los Automatismos II
• Nivel 1 - Elemental - Nivel de Máquina• Nivel 2 - Máquinas simples• Nivel 3 - Proceso• Nivel 4 - Nivel de Gestión Integrada
Niveles de Automatización
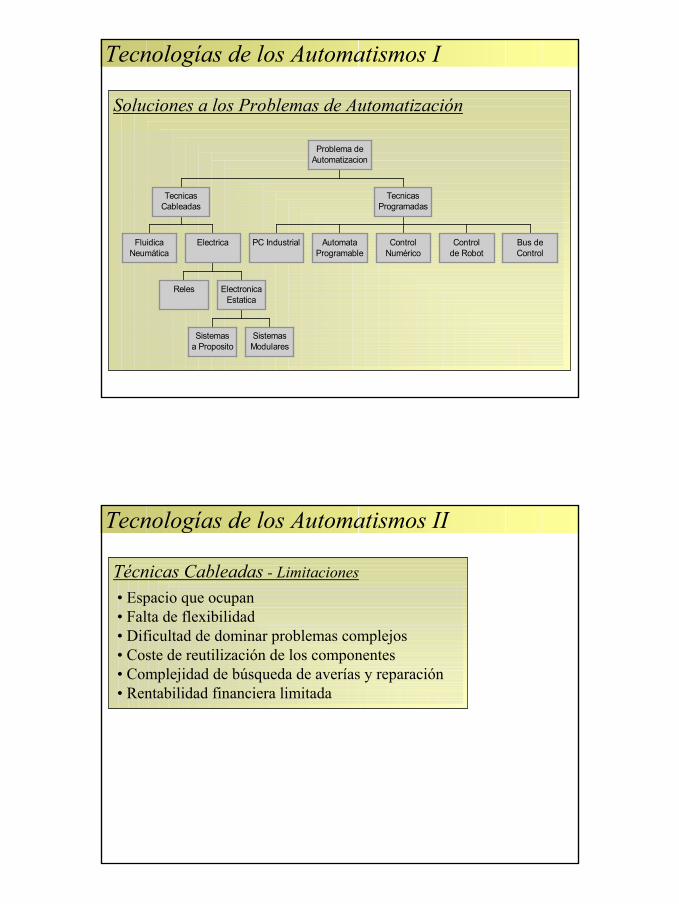
Tecnologías de los Automatismos I
FluidicaNeumática
Reles
Sistemasa Proposito
SistemasModulares
ElectronicaEstatica
Electrica
TecnicasCableadas
PC Industrial AutomataProgramable
ControlNumérico
Controlde Robot
Bus deControl
TecnicasProgramadas
Problema deAutomatizacion
Soluciones a los Problemas de Automatización
Tecnologías de los Automatismos II
• Espacio que ocupan• Falta de flexibilidad• Dificultad de dominar problemas complejos• Coste de reutilización de los componentes• Complejidad de búsqueda de averías y reparación• Rentabilidad financiera limitada
Técnicas Cableadas - Limitaciones
Tecnologías de los Automatismos III
• herramientas informáticas
Técnicas Programadas
Informática Industrial: disciplina que conjuga las teorías de la automática y los medios de la informática con el fin de resolver problemas de naturaleza industrial.
Automata Programable Industrial: máquina electrónica programable por un personal no informático y destinada a pilotar o gobernar procedimientos lógicos secuenciales en ambiente industrial y en tiempo real.
Tipos de Lógicas
Reproducibilidad de las situacionesy(t) = f(x;t)
Lógica Combinatoria
Gobierno en función de situaciones anterioresu(t+∆t) = f(x,u;t)
y(t) = g(x,u;t)Lógica Secuencial Asíncrona: propagación atemporalLógica Secuencial Síncrona: propagación periodica
Lógica Secuencial
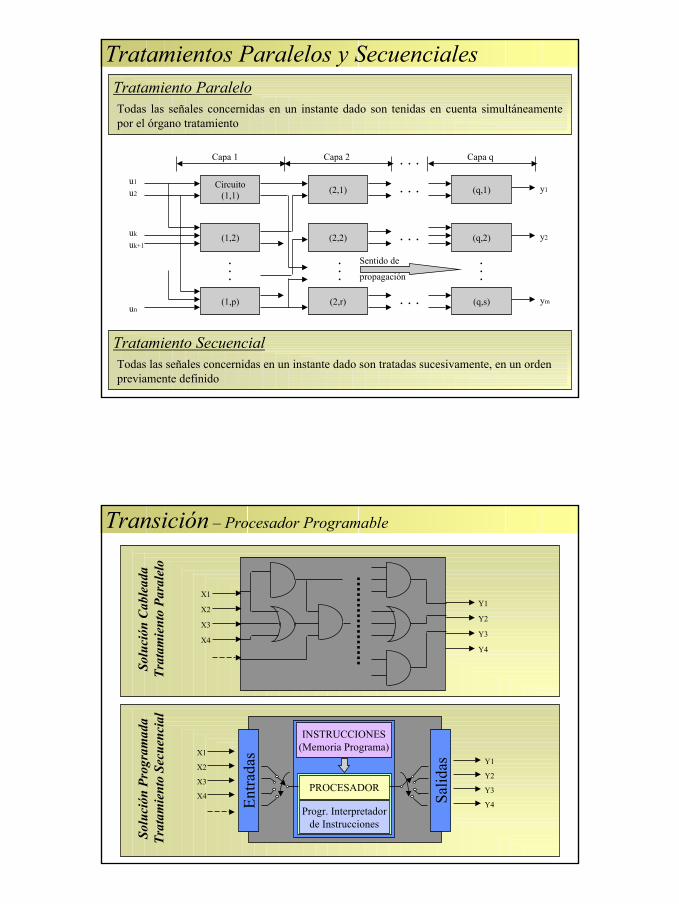
Tratamientos Paralelos y Secuenciales
Todas las señales concernidas en un instante dado son tenidas en cuenta simultáneamente por el órgano tratamiento
Tratamiento Paralelo
Todas las señales concernidas en un instante dado son tratadas sucesivamente, en un orden previamente definido
Tratamiento Secuencial
Circuito(1,1)
(1,2)
(1,p)
...
(2,1)
(2,2)
(2,r)
...
(q,1)
(q,2)
(q,s)
...
y1
y2
ym
u1
u2
uk
uk+1
un
. . .
. . .
. . .
. . .
Capa 1 Capa 2 Capa q
Sentido de
propagación
Y1
Y2
Y3
Entra
das
Salid
as
INSTRUCCIONES(Memoria Programa)
PROCESADOR
Progr. Interpretadorde Instrucciones
X1
X2
X3
X4Y4
Solu
ción
Pro
gram
ada
Trat
amie
nto
Secu
enci
al
Transición – Procesador Programable
Solu
ción
Cab
lead
aTr
atam
ient
o Pa
rale
lo
X1
X2
X3
X4
Y1
Y2
Y3
Y4
L+
L-
K2 K3 V1H1K1
K1S2
S1 K20
8
9 2
L+
L-
V1H1K1
S2S10
CPU
Tarjetas de Salida
Tarjetas de Entrada
Memoriade Programa
Aparato deProgramación
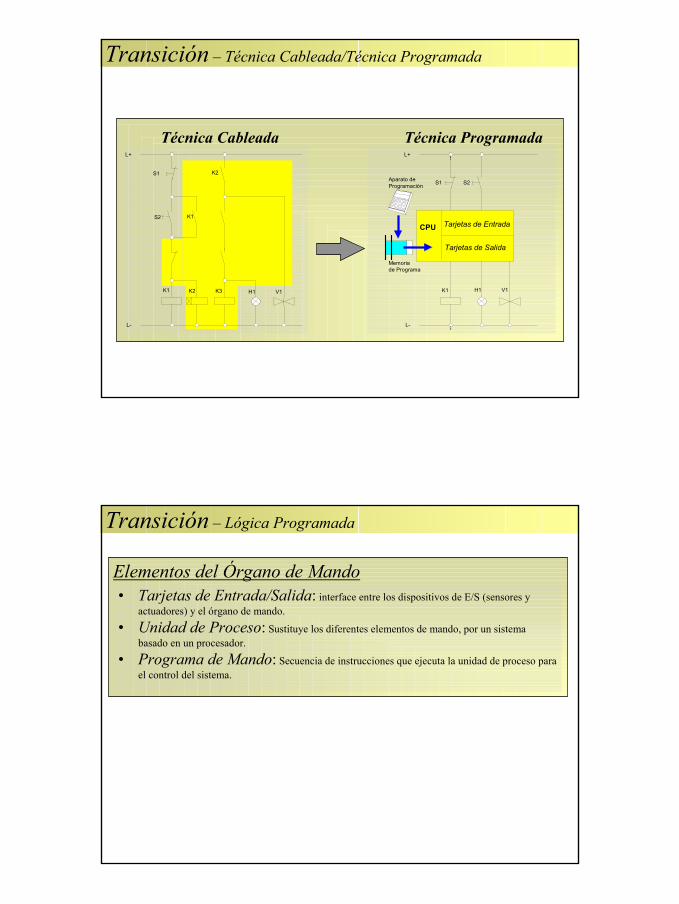
Técnica Cableada Técnica Programada
Transición – Técnica Cableada/Técnica Programada
Transición – Lógica Programada
• Tarjetas de Entrada/Salida: interface entre los dispositivos de E/S (sensores y actuadores) y el órgano de mando.
• Unidad de Proceso: Sustituye los diferentes elementos de mando, por un sistema basado en un procesador.
• Programa de Mando: Secuencia de instrucciones que ejecuta la unidad de proceso para el control del sistema.
Elementos del Órgano de Mando
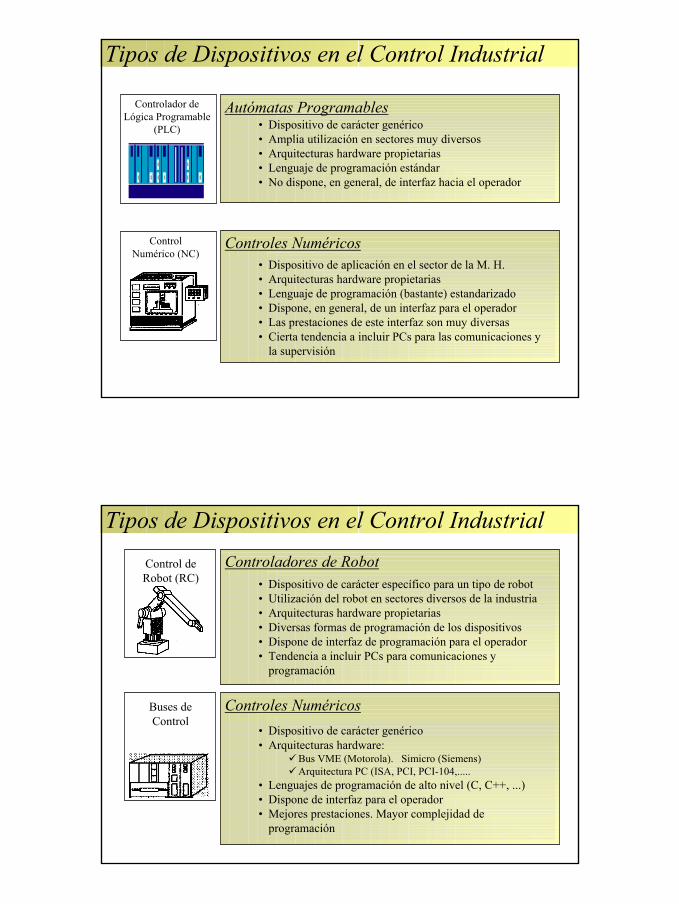
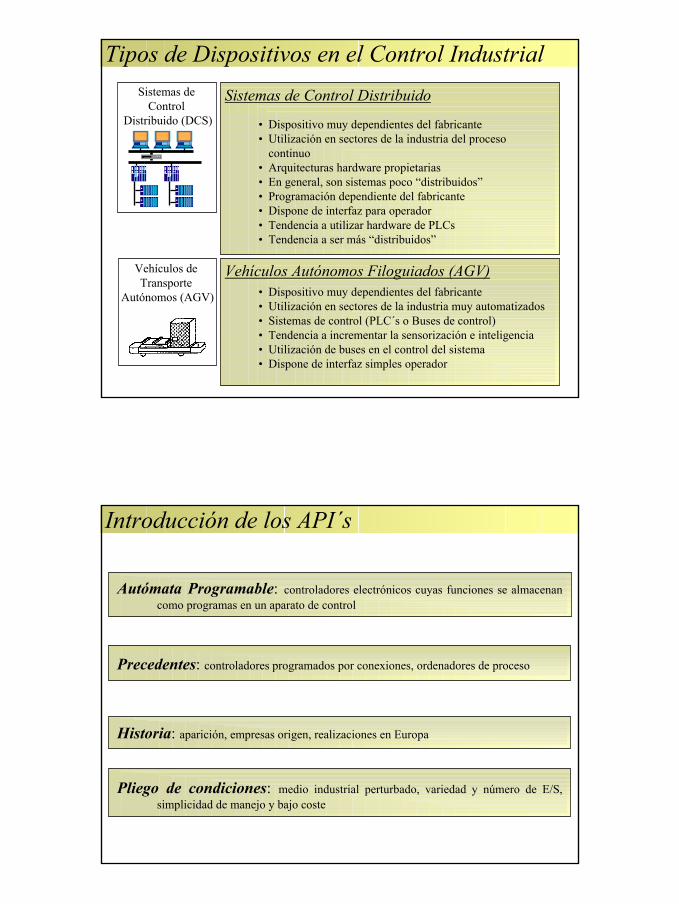
Tipos de Dispositivos en el Control Industrial
Controlador deLógica Programable
(PLC)
ControlNumérico (NC)
• Dispositivo de carácter genérico• Amplia utilización en sectores muy diversos• Arquitecturas hardware propietarias • Lenguaje de programación estándar • No dispone, en general, de interfaz hacia el operador
Autómatas Programables
• Dispositivo de aplicación en el sector de la M. H.• Arquitecturas hardware propietarias• Lenguaje de programación (bastante) estandarizado • Dispone, en general, de un interfaz para el operador• Las prestaciones de este interfaz son muy diversas • Cierta tendencia a incluir PCs para las comunicaciones y
la supervisión
Controles Numéricos
Tipos de Dispositivos en el Control Industrial
• Dispositivo de carácter específico para un tipo de robot• Utilización del robot en sectores diversos de la industria• Arquitecturas hardware propietarias • Diversas formas de programación de los dispositivos • Dispone de interfaz de programación para el operador• Tendencia a incluir PCs para comunicaciones y
programación
Controladores de Robot
• Dispositivo de carácter genérico• Arquitecturas hardware:
Bus VME (Motorola). Simicro (Siemens)Arquitectura PC (ISA, PCI, PCI-104,.....
• Lenguajes de programación de alto nivel (C, C++, ...) • Dispone de interfaz para el operador• Mejores prestaciones. Mayor complejidad de
programación
Controles Numéricos
Control deRobot (RC)
Buses deControl
Tipos de Dispositivos en el Control Industrial
• Dispositivo muy dependientes del fabricante• Utilización en sectores de la industria del proceso
continuo• Arquitecturas hardware propietarias • En general, son sistemas poco “distribuidos” • Programación dependiente del fabricante• Dispone de interfaz para operador• Tendencia a utilizar hardware de PLCs• Tendencia a ser más “distribuidos”
Sistemas de Control Distribuido
• Dispositivo muy dependientes del fabricante• Utilización en sectores de la industria muy automatizados• Sistemas de control (PLC´s o Buses de control) • Tendencia a incrementar la sensorización e inteligencia• Utilización de buses en el control del sistema • Dispone de interfaz simples operador
Vehículos Autónomos Filoguiados (AGV)
Sistemas de Control
Distribuido (DCS)
Vehículos de Transporte
Autónomos (AGV)
Precedentes: controladores programados por conexiones, ordenadores de proceso
Pliego de condiciones: medio industrial perturbado, variedad y número de E/S, simplicidad de manejo y bajo coste
Autómata Programable: controladores electrónicos cuyas funciones se almacenan como programas en un aparato de control
Historia: aparición, empresas origen, realizaciones en Europa
Introducción de los API´s
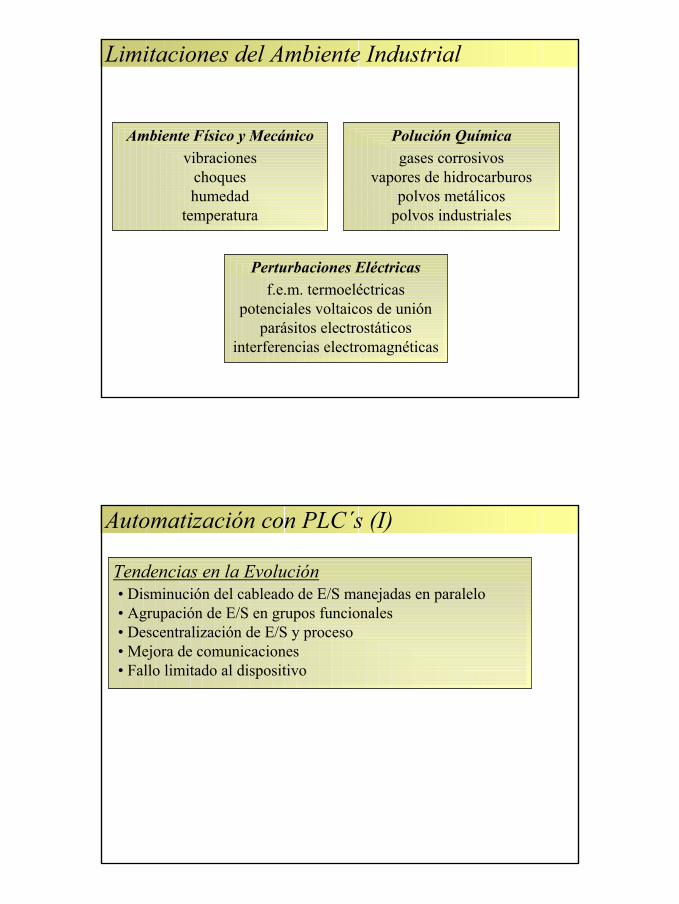
Perturbaciones Eléctricas
Polución QuímicaAmbiente Físico y Mecánico
Limitaciones del Ambiente Industrial
vibracioneschoqueshumedad
temperatura
gases corrosivosvapores de hidrocarburos
polvos metálicospolvos industriales
f.e.m. termoeléctricaspotenciales voltaicos de unión
parásitos electrostáticosinterferencias electromagnéticas
Automatización con PLC´s (I)
• Disminución del cableado de E/S manejadas en paralelo• Agrupación de E/S en grupos funcionales• Descentralización de E/S y proceso• Mejora de comunicaciones• Fallo limitado al dispositivo
Tendencias en la Evolución
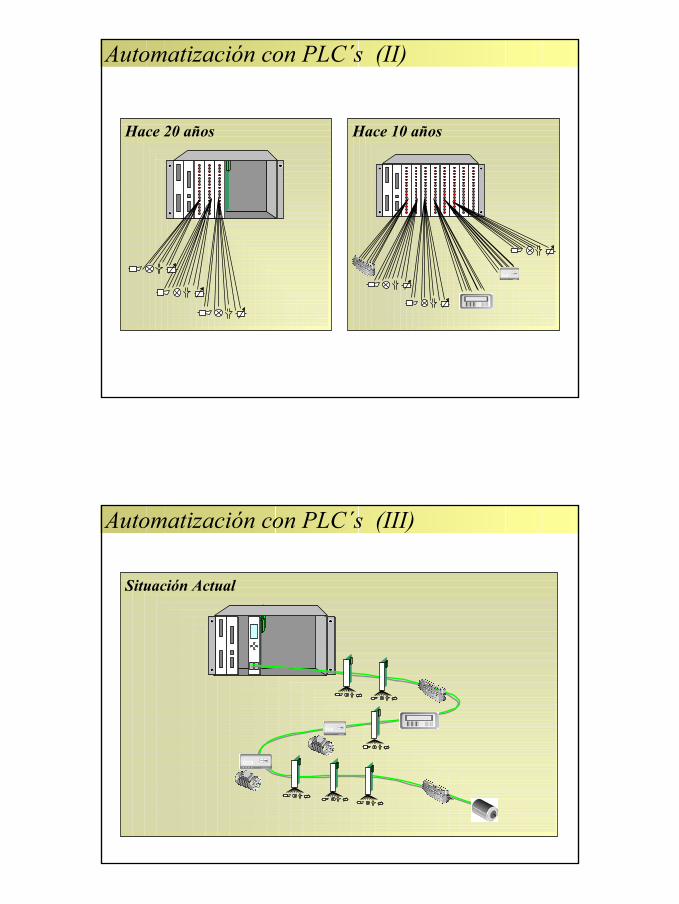
Automatización con PLC´s (II)
Hace 20 años Hace 10 años
Automatización con PLC´s (III)
Situación Actual
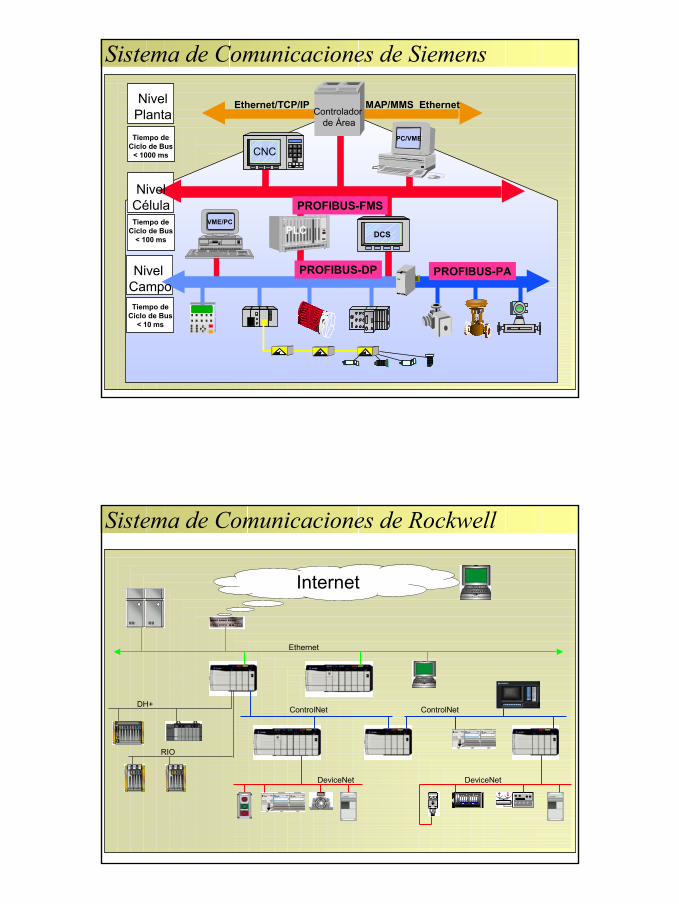
Sistema de Comunicaciones de Siemens
CNCPC/VME
VME/PCPLC DCS
Controladorde Área
Ethernet/TCP/IP MAP/MMS Ethernet
PROFIBUS-FMS
PROFIBUS-DP PROFIBUS-PA
NivelPlantaTiempo de
Ciclo de Bus< 1000 ms
NivelCélulaTiempo de
Ciclo de Bus< 100 ms
Nivel CampoTiempo de
Ciclo de Bus< 10 ms
Internet
Ethernet
ControlNet ControlNet
DeviceNet DeviceNet
RIO
DH+
Sistema de Comunicaciones de Rockwell
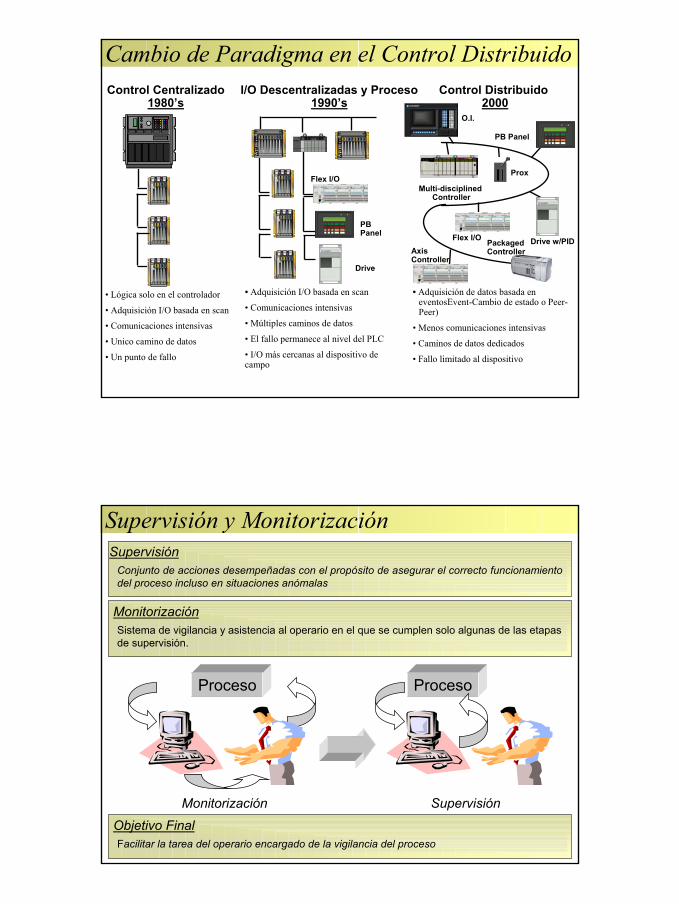
Cambio de Paradigma en el Control Distribuido
• Adquisición I/O basada en scan
• Comunicaciones intensivas
• Múltiples caminos de datos
• El fallo permanece al nivel del PLC
• I/O más cercanas al dispositivo de campo
I/O Descentralizadas y Proceso1990’s
Flex I/O
Drive
PBPanel
• Adquisición de datos basada en eventosEvent-Cambio de estado o Peer-Peer)
• Menos comunicaciones intensivas
• Caminos de datos dedicados
• Fallo limitado al dispositivo
Control Distribuido 2000
Multi-disciplinedController
Drive w/PIDAxis Controller
PB Panel
Prox
Flex I/O
O.I.
PackagedController
• Lógica solo en el controlador
• Adquisición I/O basada en scan
• Comunicaciones intensivas
• Unico camino de datos
• Un punto de fallo
Control Centralizado1980’s
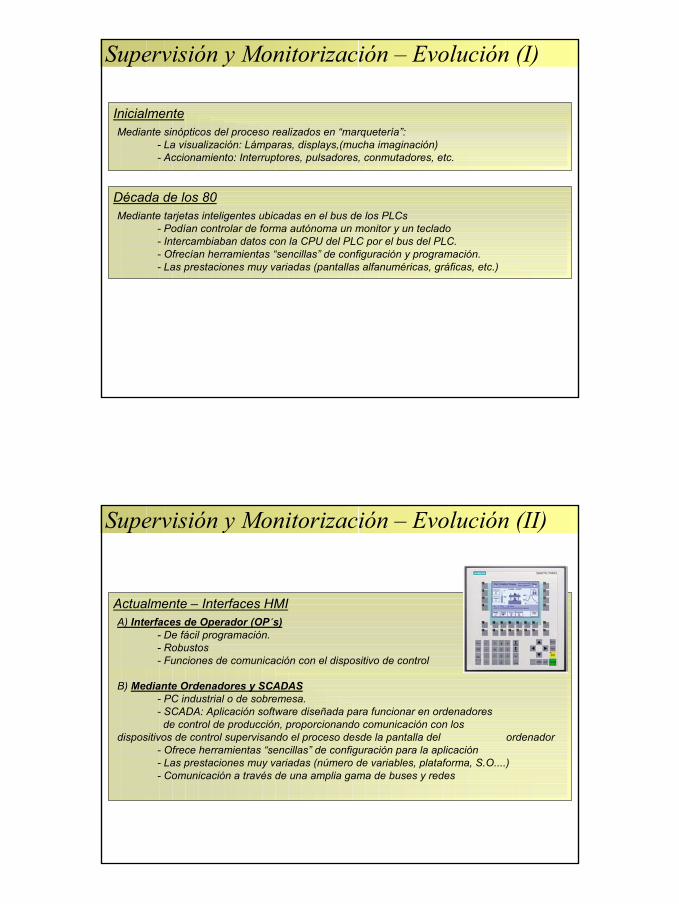
Proceso Proceso
Monitorización Supervisión
SupervisiónConjunto de acciones desempeñadas con el propósito de asegurar el correcto funcionamiento del proceso incluso en situaciones anómalas
Supervisión y Monitorización
MonitorizaciónSistema de vigilancia y asistencia al operario en el que se cumplen solo algunas de las etapas de supervisión.
Objetivo FinalFacilitar la tarea del operario encargado de la vigilancia del proceso
Supervisión y Monitorización – Evolución (I)
InicialmenteMediante sinópticos del proceso realizados en “marquetería”:
- La visualización: Lámparas, displays,(mucha imaginación)- Accionamiento: Interruptores, pulsadores, conmutadores, etc.
Década de los 80Mediante tarjetas inteligentes ubicadas en el bus de los PLCs
- Podían controlar de forma autónoma un monitor y un teclado- Intercambiaban datos con la CPU del PLC por el bus del PLC.- Ofrecían herramientas “sencillas” de configuración y programación.- Las prestaciones muy variadas (pantallas alfanuméricas, gráficas, etc.)
Supervisión y Monitorización – Evolución (II)
Actualmente – Interfaces HMI A) Interfaces de Operador (OP´s)
- De fácil programación.- Robustos- Funciones de comunicación con el dispositivo de control
B) Mediante Ordenadores y SCADAS- PC industrial o de sobremesa.- SCADA: Aplicación software diseñada para funcionar en ordenadores
de control de producción, proporcionando comunicación con los dispositivos de control supervisando el proceso desde la pantalla del ordenador
- Ofrece herramientas “sencillas” de configuración para la aplicación- Las prestaciones muy variadas (número de variables, plataforma, S.O....)- Comunicación a través de una amplia gama de buses y redes
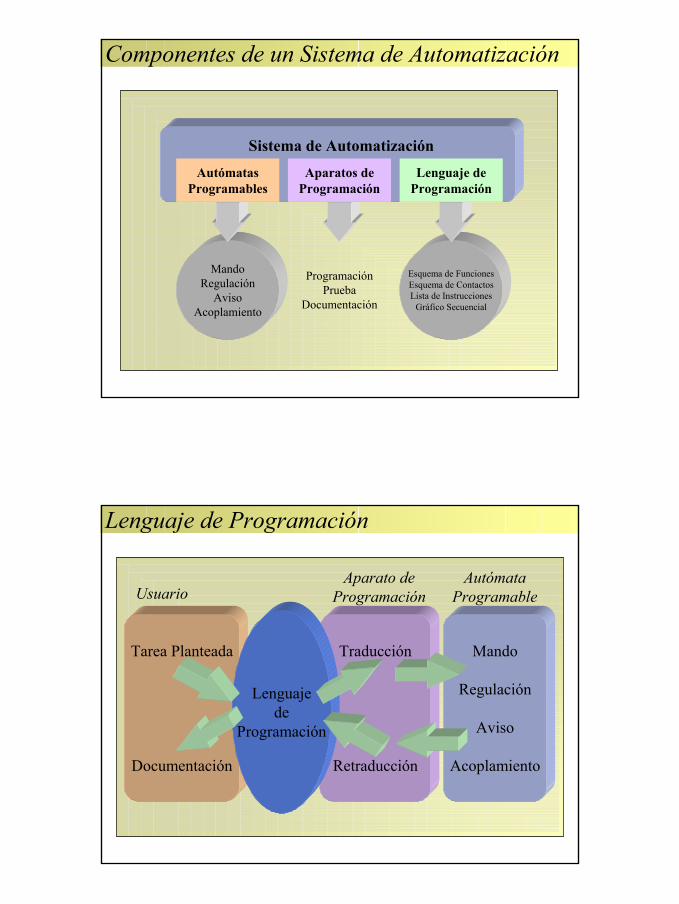
Componentes de un Sistema de Automatización
MandoRegulación
AvisoAcoplamiento
Esquema de FuncionesEsquema de ContactosLista de Instrucciones
Gráfico Secuencial
ProgramaciónPrueba
Documentación
Sistema de AutomatizaciónAutómatas
ProgramablesAparatos de
ProgramaciónLenguaje de
Programación
Tarea Planteada
Documentación
Traducción
Retraducción
Mando
Regulación
Aviso
Acoplamiento
Lenguajede
Programación
UsuarioAparato de
ProgramaciónAutómata
Programable
Lenguaje de Programación
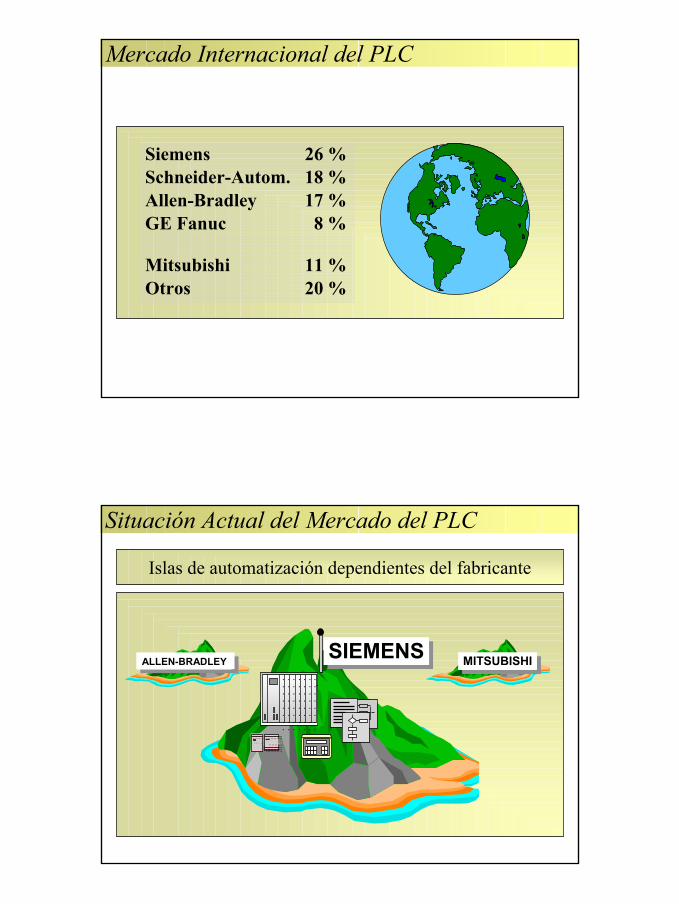
Mercado Internacional del PLC
Siemens 26 %Schneider-Autom. 18 %Allen-Bradley 17 %GE Fanuc 8 %
Mitsubishi 11 %Otros 20 %
Islas de automatización dependientes del fabricante
Situación Actual del Mercado del PLC
MITSUBISHIMITSUBISHISIEMENSSIEMENSALLEN-BRADLEY........
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
... .................. ......................
...................................................
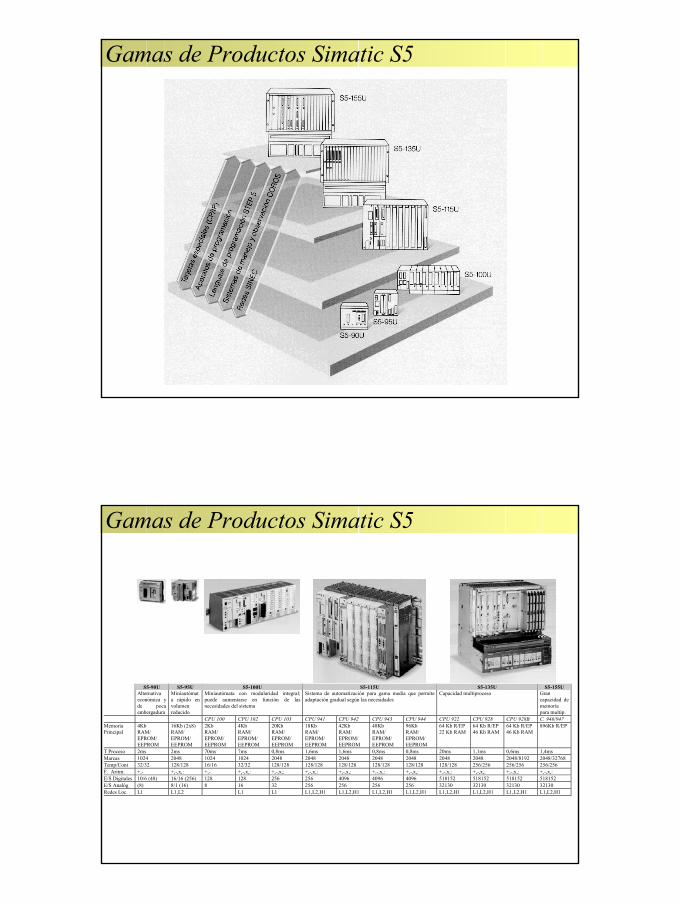
Gamas de Productos Simatic S5
S5-90U S5-95U S5-100U S5-115U S5-135U S5-155UAlternativaeconómica yde pocaembergadura
Miniautómata rápido envolumenreducido
Miniautómata con modularidad integral;puede aumentarse en función de lasnecesidades del sistema
Sistema de automatización para gama media que permiteadaptación gradual según las necesidades
Capacidad multiproceso Grancapacidad dememoriapara multip.
CPU 100 CPU 102 CPU 103 CPU 941 CPU 942 CPU 943 CPU 944 CPU 922 CPU 928 CPU 928B C. 946/947MemoriaPrincipal
4KbRAM/EPROM/EEPROM
16Kb (2x8)RAM/EPROM/EEPROM
2KbRAM/EPROM/EEPROM
4KbRAM/EPROM/EEPROM
20KbRAM/EPROM/EEPROM
18KbRAM/EPROM/EEPROM
42KbRAM/EPROM/EEPROM
48KbRAM/EPROM/EEPROM
96KbRAM/EPROM/EEPROM
64 Kb R/EP22 Kb RAM
64 Kb R/EP46 Kb RAM
64 Kb R/EP46 Kb RAM
896Kb R/EP
T Proceso 2ms 2ms 70ms 7ms 0,8ms 1,6ms 1,6ms 0,8ms 0,8ms 20ms 1,1ms 0,6ms 1,4msMarcas 1024 2048 1024 1024 2048 2048 2048 2048 2048 2048 2048 2048/8192 2048/32768Temp/Cont 32/32 128/128 16/16 32/32 128/128 128/128 128/128 128/128 128/128 128/128 256/256 256/256 256/256F. Aritm. +,- +,-,x,: +,- +,-,x,: +,-,x,: +,-,x,: +,-,x,: +,-,x,: +,-,x,: +,-,x,: +,-,x,: +,-,x,: +,-,x,:E/S Digitales 10/6 (48) 16/16 (256) 128 128 256 256 4096 4096 4096 518152 518152 518152 518152E/S Analóg (8) 8/1 (16) 8 16 32 256 256 256 256 32130 32130 32130 32130Redes Loc. L1 L1,L2 L1 L1 L1,L2,H1 L1,L2,H1 L1,L2,H1 L1,L2,H1 L1,L2,H1 L1,L2,H1 L1,L2,H1 L1,L2,H1
Gamas de Productos Simatic S5
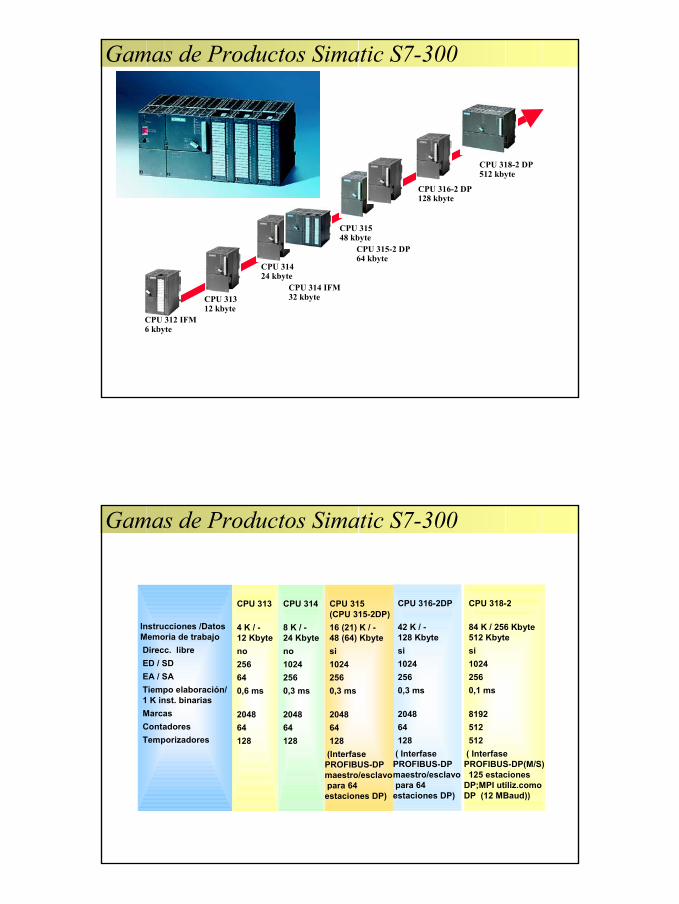
Gamas de Productos Simatic S7-300
CPU 312 IFM6 kbyte
CPU 31312 kbyte
CPU 31424 kbyte
CPU 314 IFM32 kbyte
CPU 31548 kbyte
CPU 315-2 DP64 kbyte
CPU 316-2 DP128 kbyte
CPU 318-2 DP512 kbyte
Gamas de Productos Simatic S7-300
Instrucciones /DatosMemoria de trabajoDirecc. libreED / SDEA / SATiempo elaboración/1 K inst. binariasMarcas ContadoresTemporizadores
CPU 314
8 K / -24 Kbyte no1024256 0,3 ms
2048 64 128
CPU 313
4 K / -12 Kbyteno 25664 0,6 ms
2048 64 128
CPU 315(CPU 315-2DP)16 (21) K / -48 (64) Kbyte si10242560,3 ms
204864128(Interfase PROFIBUS-DP maestro/esclavopara 64 estaciones DP)
CPU 316-2DP
42 K / -128 Kbytesi1024 2560,3 ms
2048 64128 ( Interfase PROFIBUS-DP maestro/esclavo para 64 estaciones DP)
CPU 318-2
84 K / 256 Kbyte512 Kbytesi1024 2560,1 ms
8192 512512( Interfase PROFIBUS-DP(M/S)125 estaciones
DP;MPI utiliz.como DP (12 MBaud))
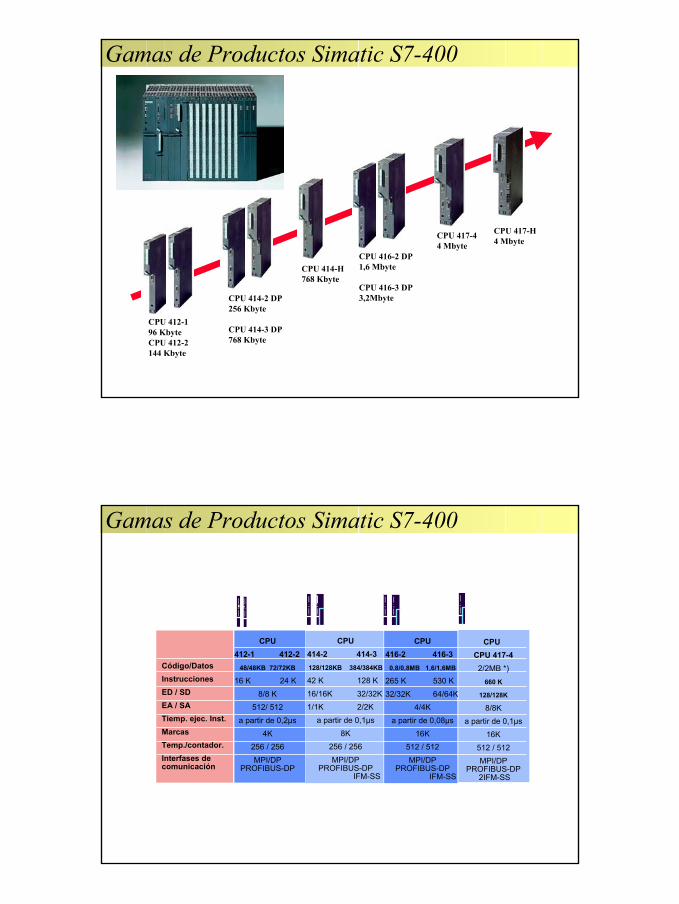
Gamas de Productos Simatic S7-400
CPU 416-2 DP 1,6 Mbyte
CPU 416-3 DP 3,2MbyteCPU 414-2 DP
256 Kbyte
CPU 414-3 DP 768 Kbyte
CPU 412-196 KbyteCPU 412-2144 Kbyte
CPU 417-4 4 Mbyte
CPU 414-H 768 Kbyte
CPU 417-H 4 Mbyte
Gamas de Productos Simatic S7-400
Código/DatosInstruccionesED / SDEA / SATiemp. ejec. Inst.MarcasTemp./contador.Interfases decomunicación
CPU414-2 414-3128/128KB 384/384KB
42 K 128 K16/16K 32/32K 1/1K 2/2K
a partir de 0,1µs8K
256 / 256MPI/DP
PROFIBUS-DPIFM-SS
CPU416-2 416-3
0,8/0,8MB 1,6/1,6MB
265 K 530 K32/32K 64/64K
4/4Ka partir de 0,08µs
16K512 / 512MPI/DP
PROFIBUS-DPIFM-SS
CPU 412-1 412-2
48/48KB 72/72KB
16 K 24 K8/8 K
512/ 512a partir de 0,2µs
4K256 / 256MPI/DP
PROFIBUS-DP
CPU 417-42/2MB *)
660 K
128/128K
8/8Ka partir de 0,1µs
16K512 / 512MPI/DP
PROFIBUS-DP2IFM-SS
CPU
Aportación de los Autómatas Programables
Concepción - Instalaciónherramienta manejable
trabajo independiente del lugaradaptable a nuevas exigenciasmodificable según necesidadestrabajo en paralelo en simulado
formación de usuario rápidaprimera etapa de automatización
-----------dos problemas
conocimiento de posibilidadeselección función de necesidades
Explotación y Mantenimientoadaptada contexto de la empresadifer. niveles de responsabilidadposibilidad de cambiar programa
diagnosis en funcionamientolocalización de averías
Campos de Utilización de los API´s
• Metalurgia y Siderurgia• Mecánica y Automóvil• Industrias Químicas• Industrias Petrolíferas• Industrias Agrícolas y Alimentarias• Transportes y Manutención• Aplicaciones Diversas