01 proceso cervecero - 2
DESCRIPTION
proceso cerveceroTRANSCRIPT

Proceso de Elaboración de Cerveza II

Noviembre del 2010 Academia de Manufactura 2
Contenido
• Molienda
• Maceración
• Filtración de mosto
• Ebullición
• Sedimentación
• Enfriamiento del mosto
• Fermentación
• Maduración
• Filtración
• Materias primas
– Agua
– Malta
– Lúpulo
– Adjuntos
Noviembre del 2010 Academia de Manufactura 3
Introducción
• La palabra “beer” (Cerveza) proviene del infinito latino “bibere”
que quiere decir beber.
• Los artefactos extraídos de las ruinas de las ciudades antiguas
prueban que fabricar cerveza era ya una costumbre establecida
hace más de 5,000 años.
• Un dibujo que aparece en una cerámica hallada en excavaciones
en Mesopotamia muestra a dos obreros cerveceros que usan dos
palos largos para remover el contenido de una tina en una
cervecería.

Noviembre del 2010 Academia de Manufactura 4
Materias Primas Para Elaborar Cerveza
Materias Primas
Noviembre del 2010 Academia de Manufactura 5
Agua
Proporción de uso en una cervecería
• Elaboración de cerveza: • Cocinas• Filtración• Envase• Limpieza (CIP)• Servicios• Usos domésticos
Noviembre del 2010 Academia de Manufactura 6
Agua
Noviembre del 2010 Academia de Manufactura 7
Dureza del Agua
Noviembre del 2010 Academia de Manufactura 8
• La alcalinidad de una agua, es una medida de cantidades titulables
de bicarbonatos, carbonatos e hidróxidos y normalmente se expresa
en términos de cantidades equivalentes de carbonato de calcio. La
determinación se hace por medio de una titulación ácido-base y no
diferencia entre iones de oxidrilo, de carbonatos y de bicarbonatos.
Los bicarbonatos son los principales iones en la mayoría de las
aguas naturales de la tierra y en la mayor parte del agua que se usa
para suministros públicos. La fuerza de la alcalinidad (o acidez)
representa una guía hacia corrosividad de un agua determinada.
Alcalinidad en el Agua

Noviembre del 2010 Academia de Manufactura 9
• La escala de pH indica si una solución es alcalina, neutra o ácida. La escala varía de 0 a 14. Siete es el punto medio y se dice que es neutra una solución con un pH de 7. Los valores de pH se definen como el logaritmo del número recíproco de la concentración del ión hidrógeno:
pH = log 1
( H+)
• El agua contiene iones de hidrógeno (H+) , y iones de oxidrilo (OH-) . La acidez o alcalinidad de una solución dependerá si hay más iones (H+) o más (OH-) .
• Incrementa acidez Punto neutro Incrementa alcalinidad
1 2 3 4 5 6 7 8 9 10 11 12 13 14
El Significado del pH dentro de la Química del Agua

Noviembre del 2010 Academia de Manufactura 10
Las Enzimas
Noviembre del 2010 Academia de Manufactura 11
Malta

Noviembre del 2010 Academia de Manufactura 12
La Cebada
• Tipos de cebada
De seis hileras:
<extracto, > contenido de enzimas y proteínas. Ejemplo: Plaisant, Bonanza.
DOS HILERAS SEIS HILERAS
De dos hileras:
>extracto, < contenido de enzimas y proteínas. Ejemplo: Barke, Alexis, Stirling, Alliot, Prestige, Gairdner.
Noviembre del 2010 Academia de Manufactura 13
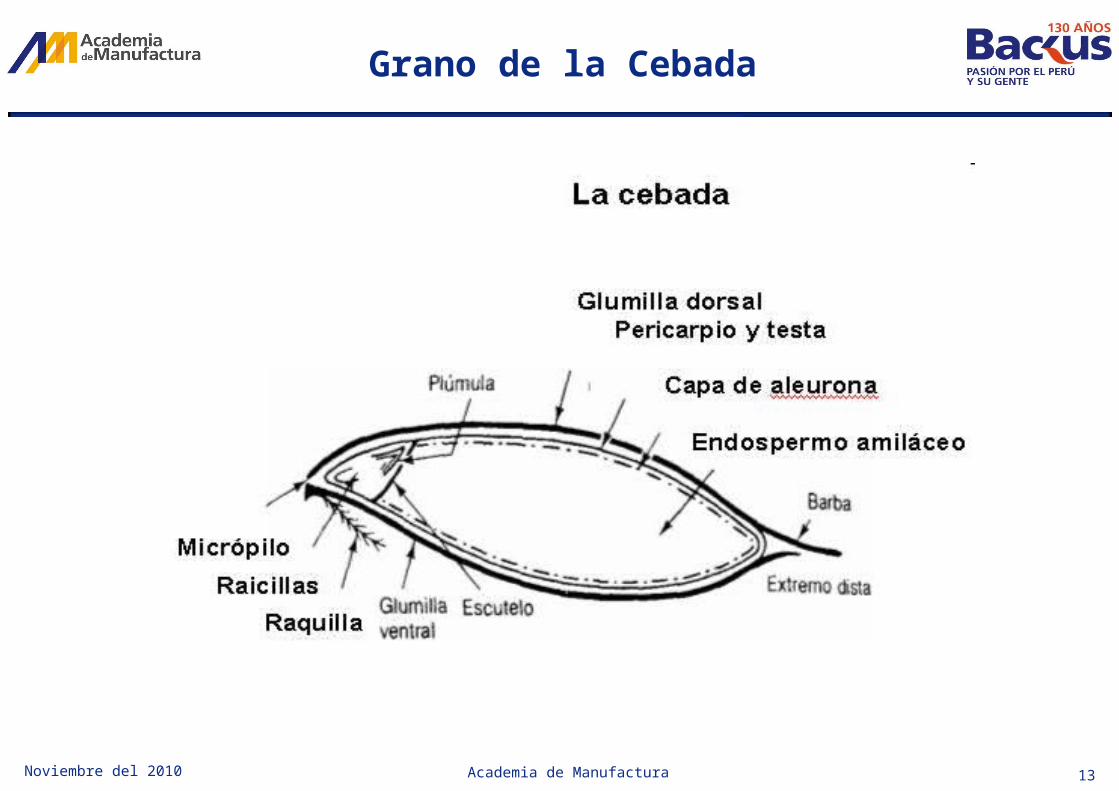
Grano de la Cebada
Noviembre del 2010 Academia de Manufactura 14
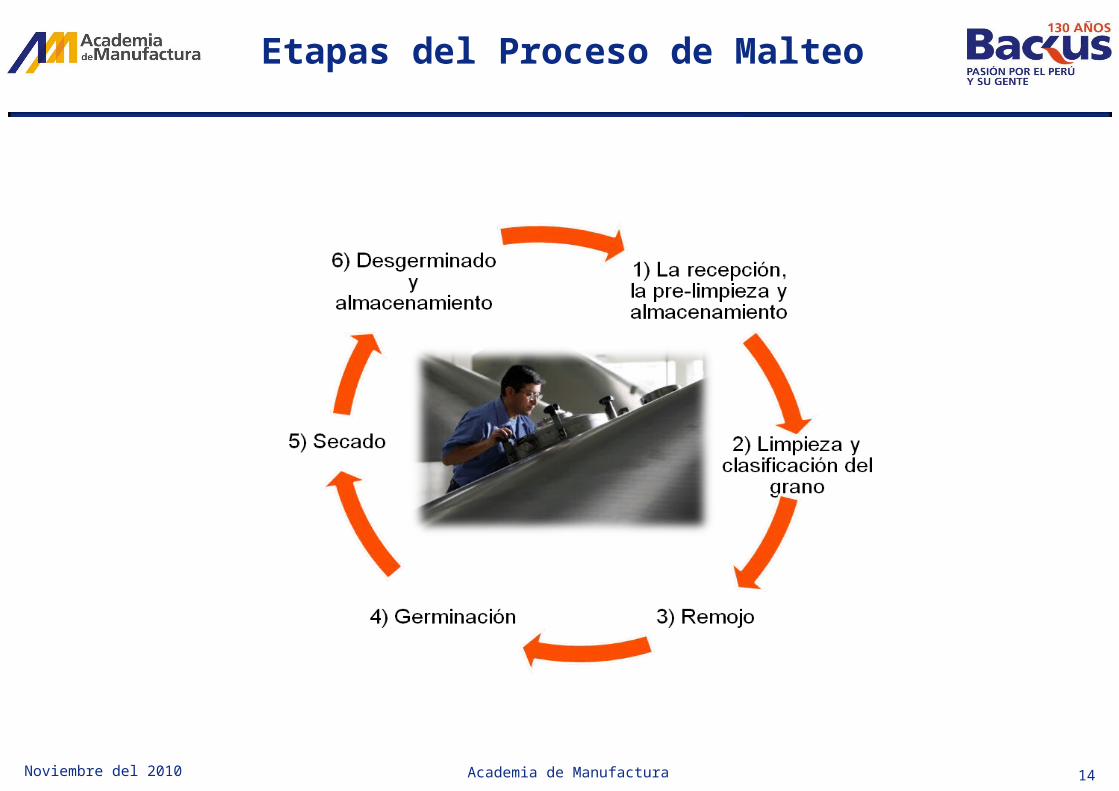
Etapas del Proceso de Malteo

Noviembre del 2010 Academia de Manufactura 15
Adjuntos
Clasificación:
Almidones
Azúcares
Otros adjuntos cerveceros
Noviembre del 2010 Academia de Manufactura 16
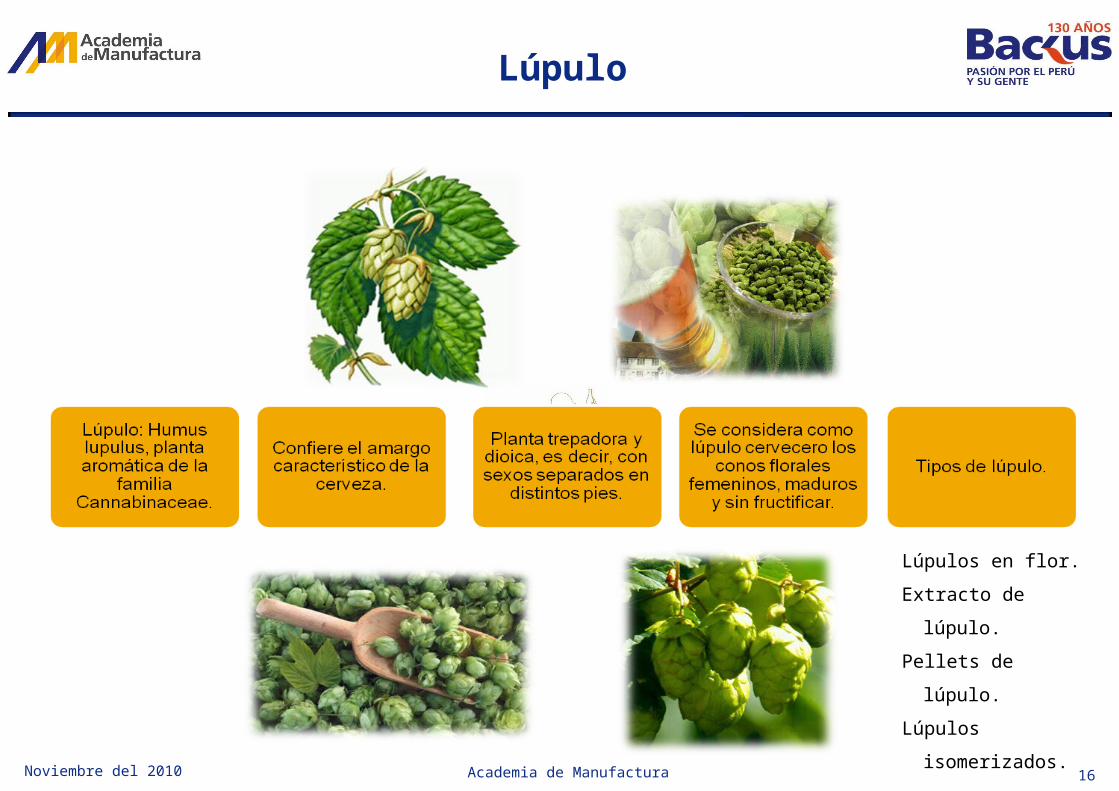
Lúpulo
Lúpulos en flor.
Extracto de lúpulo.
Pellets de lúpulo.
Lúpulos isomerizados.

Noviembre del 2010 Academia de Manufactura 17
Lúpulo
Flores Masculinas Flores Femeninas (Conos)

Noviembre del 2010 Academia de Manufactura 18
Lúpulo
• Su tamaño cambia de acuerdo con la variedad y se encuentra entre 2.5 y 3 cm de largo.
Pedúnculo
Bractéola
Bráctea
Glándula de lupulina
Glándula de lupulina Contiene resinas y aceites
esenciales
Noviembre del 2008 Academia de Manufactura 19
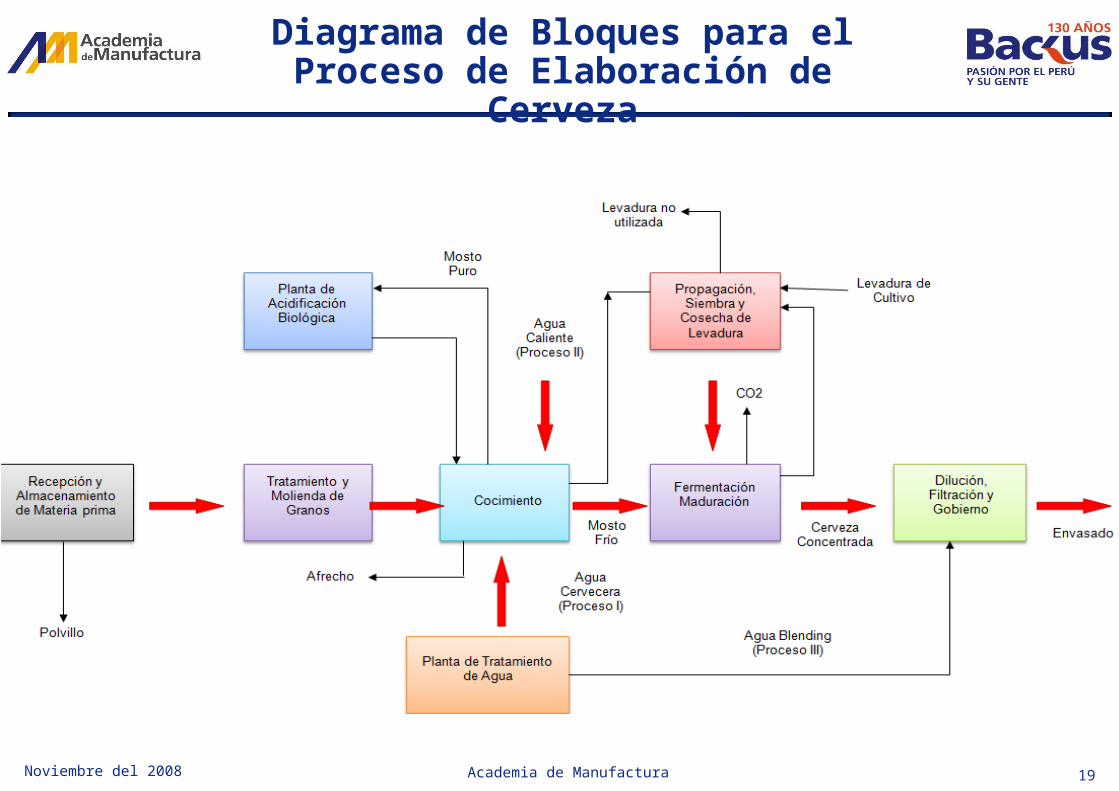
Diagrama de Bloques para el Proceso de Elaboración de Cerveza

Noviembre del 2010 Academia de Manufactura 20
Molienda de la Malta

Noviembre del 2010 Academia de Manufactura 21
Proceso de Elaboración de Mosto

Noviembre del 2010 Academia de Manufactura 22
Maceración

Noviembre del 2010 Academia de Manufactura 23
Filtración de Mosto
Noviembre del 2010 Academia de Manufactura 24
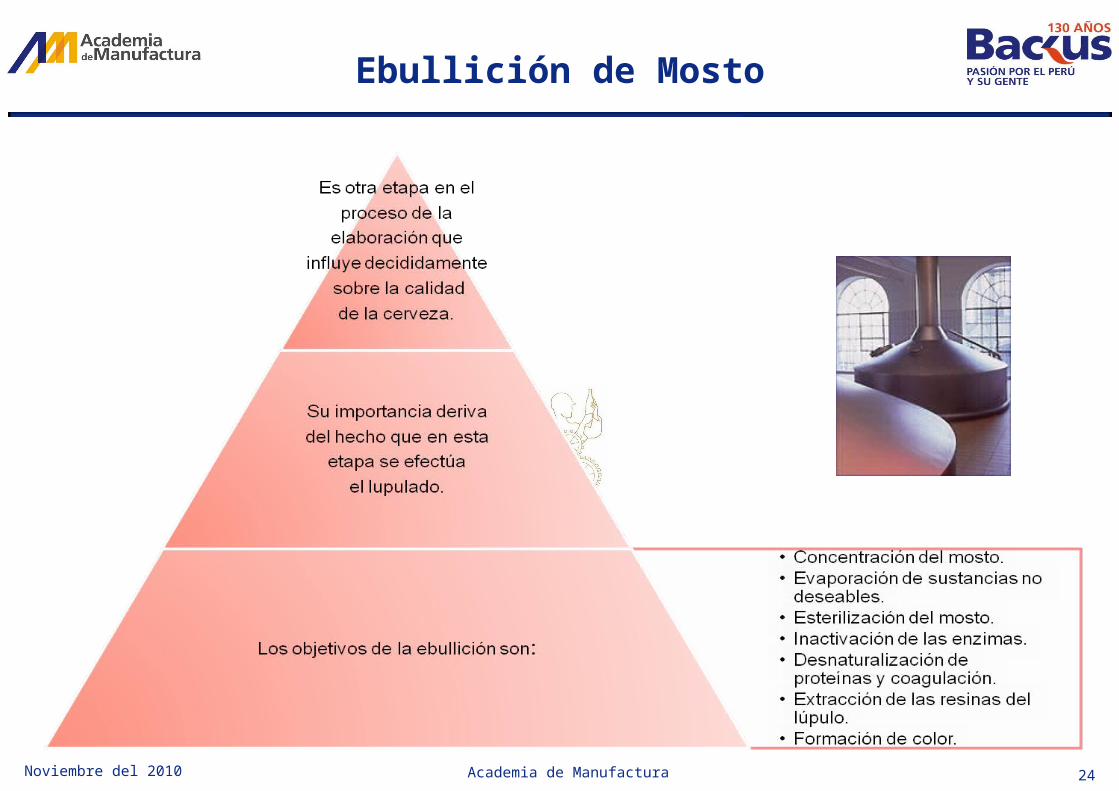
Ebullición de Mosto
Noviembre del 2010 Academia de Manufactura 25
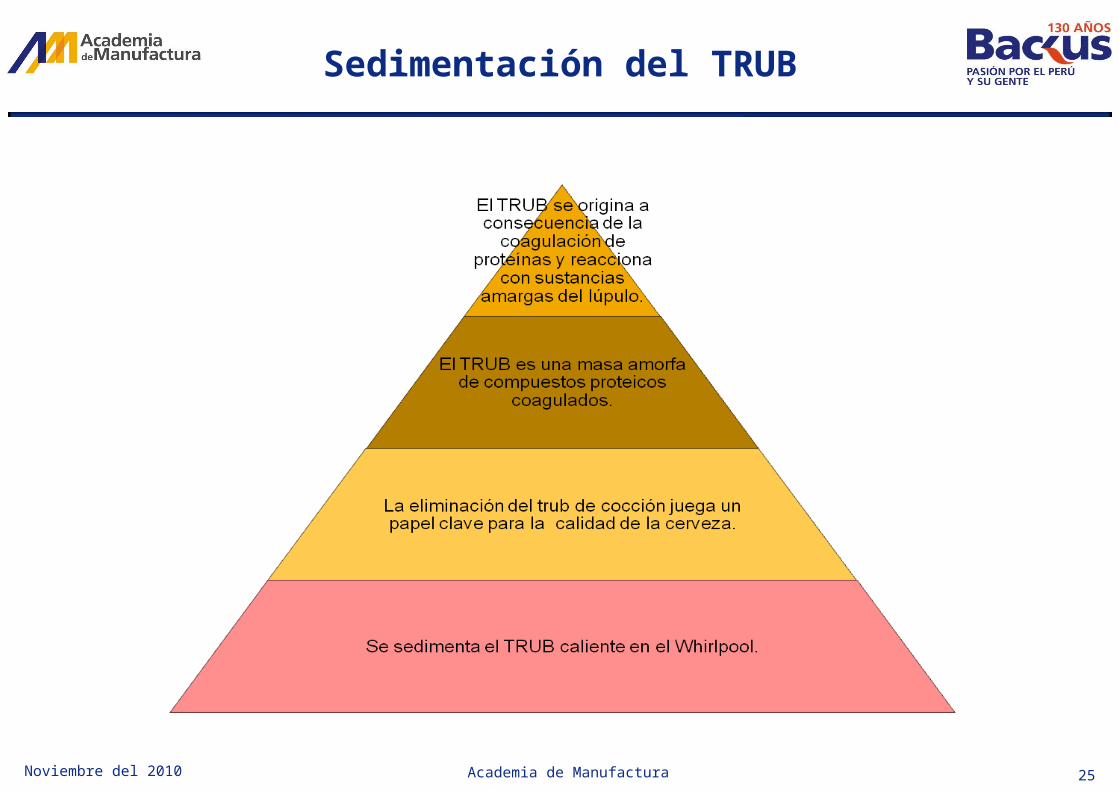
Sedimentación del TRUB
Noviembre del 2010 Academia de Manufactura 26
• Es disminuir la temperatura del mosto para iniciar la fermentación.
• El mosto se enfría entre 8 - 10 °C, no es conveniente enfriarlo
demasiado porque temperaturas más bajas inhiben el trabajo de
levadura. La levadura se inactiva por encima de 40°C.
• Al enfriar el mosto se aumenta la posibilidad de contaminación
bacteriana, la temperatura óptima para el crecimiento de las bacterias
es de 20-40°C. Por eso el enfriamiento debe efectuarse bajo
condiciones rigurosas de esterilidad, tanto en todo el sistema como de
los elementos que entran en contacto con el mosto.
Enfriamiento de Mosto

Noviembre del 2010 Academia de Manufactura 27
• Aireación del mosto.- Al iniciar la fermentación, la levadura necesita oxígeno para respirar,
crecer en número (multiplicarse). El aire debe ser estéril.
• La levadura necesita oxígeno para la síntesis de esteroles y ácidos grasos no saturados; el
mosto contiene ácidos grasos no saturados pero es deficiente en esteroles y si no hay
esteroles la levadura no puede reproducirse.
• En ausencia de oxígeno la levadura sobrevive por algún periodo, es capaz de efectuar
fermentación de alguna cantidad de azúcares simples, pero no obtendrá propagación.
• El oxígeno representa para el metabolismo de la levadura un papel análogo de lo que
representan las vitaminas en el cuerpo humano.
• Los requerimientos de oxígeno de la levadura depende de la cepa que se use.
Fermentación

Noviembre del 2010 Academia de Manufactura 28
Levadura
• Se da el nombre de levadura a un grupo de microorganismos unicelulares
(hongos). Su función en la naturaleza es de transformar los azúcares en
alcohol y gas carbónico (fermentación).
• Naturalmente las levaduras se encuentran en sitios húmedos, en la superficie
de frutas o verduras, o en la superficie de un líquido azucarado. Entre las
muchas familias de levaduras, algunas se han especializado en cierto tipo de
alimentos.
• Desde hace muchos años se seleccionaron levaduras que daban
características favorables a la cerveza, desarrollándose entonces verdaderos
cultivos de levadura.

Noviembre del 2010 Academia de Manufactura 29
Levadura de Cerveza
REPRODUCCION• REPRODUCCION ASEXUAL
Tiene lugar cuando el medio es rico en nutrientes y se realiza de diferentes formas
• GEMACION

Noviembre del 2010 Academia de Manufactura 30
Célula de la Levadura

Noviembre del 2010 Academia de Manufactura 31
¿ Qué es la Fermentación ?
• En la industria se conoce el término
Fermentación como la descomposición de
sustancias orgánicas, por la acción de
microorganismos, con desprendimiento de
gases y generación de calor.
• Las levaduras, mohos y bacterias son los microorganismos que
causan fermentación. Dependiendo del microorganismo y el sustrato
(alimento), se obtienen productos de fermentación diferentes.
• Muchos de los productos que consumimos
normalmente incluyen procesos de fermentación en su
producción: cervezas, vinos, ácido cítrico, vinagre,
yogurt, pan, quesos, etc....
Noviembre del 2010 Academia de Manufactura 32
En la industria Cervecera la fermentación se define como:
• Metabolismo anaerobio mediante el cual los azúcares
fermentables del mosto son transformados a etanol y gas
carbónico (CO2), por acción de las enzimas de la levadura
cervecera, con la formación de subproductos y liberación de
energía (reacción exotérmica). Según sus proporciones se
define el sabor y aroma de la cerveza.
• Metabolismo anaerobio mediante el cual los azúcares
fermentables del mosto son transformados a etanol y gas
carbónico (CO2), por acción de las enzimas de la levadura
cervecera, con la formación de subproductos y liberación de
energía (reacción exotérmica). Según sus proporciones se
define el sabor y aroma de la cerveza.

Noviembre del 2010 Academia de Manufactura 33
Hay Dos Clases de Fermentación en Cervecería
• De superficie:
−Se utiliza la levadura “Saccharomyces cerevisiae”, la cual tiene como característica que al final de la fermentación se va a la superficie del tanque (cervezas tipo ALE).
−La temperatura de fermentación es de 15 – 25 °C.
• De fondo:
−Se usa la levadura tipo “Saccharomyce uvarum o calbergenis”, la cual se va al fondo del tanque cuando termina la fermentación (cervezas tipo LAGER). Todas las cervezas producidas por el GEB son LAGER.
−La temperatura de fermentación es de 10 – 14 °C.
Noviembre del 2010 Academia de Manufactura 34
Definiciones en Fermentación
• Extracto (mosto): Es la fracción de sustancias sólidas disueltas en el mosto
(azúcares, proteínas, minerales etc..), la mayoría de estos componentes son
azúcares.
• Grados Plato: Es la unidad de medida de concentración en peso del
extracto de un mosto. Se simboliza por °P.
°P = kg Extracto 100 kg mosto o cerveza
• Extracto en volumen (mosto): Es una medida de la concentración de
sustancias sólidas disueltas en el mosto pero por unidad de volumen.
Extracto en volumen = kg Extracto = °P x densidad hl mosto

Noviembre del 2010 Academia de Manufactura 35
Definiciones en Fermentación
• Extracto (cerveza): Igual que para el mosto, corresponde a la fracción de
sustancias disueltas en la cerveza (principalmente azúcares que no se
fermentaron, además de subproductos de la fermentación y otros
compuestos provenientes del mosto).
• Sin embargo, la medida de este parámetro en cervezas está afectado por el
hecho que ya no se tiene una solución de agua (como en el mosto), sino una
mezcla de agua + alcohol, la cual tiene una menor densidad que el agua.
• El extracto medido tal cual en la cerveza (es decir con la influencia del
alcohol) se conoce como: Extracto Aparente.
• El extracto aparente puede corregirse, eliminando el efecto del alcohol y
obtener el Extracto Real.
• Como en la práctica es imposible quitarle el alcohol a una muestra de
cerveza, para reemplazarla por agua, lo que miden los equipos de laboratorio
es el Extracto Aparente y por medio de correlaciones matemáticas se calcula
el Extracto Real.

Noviembre del 2010 Academia de Manufactura 36
Definiciones en Fermentación
• Extracto Original (cerveza): Es el extracto al inicio de la fermentación
(día 0). Por lo tanto es un indicativo de la cantidad de materias primas
utilizadas para la elaboración.
• A mayor E.O. mayor cantidad de materias primas se utilizaron y la
cerveza tendrá mayor cuerpo.
• Extracto límite: es el mínimo extracto al cual se puede llegar durante
una fermentación. Está constituido por azúcares NO fermentables. Es
un valor de laboratorio resultante de una prueba forzada, en la que se
toma una muestra de mosto y se hace fermentar con exceso de
levadura y agitación durante unas 24 horas y se mide el extracto
residual. Sirve de guía al cervecero para saber hasta que punto se
espera que fermente un tanque de cerveza.

Noviembre del 2010 Academia de Manufactura 37
Definiciones en Fermentación
• Extracto residual o final: Es el último extracto obtenido en la fermentación (o
sea el extracto del último día). Teóricamente debe ser igual al extracto límite
medido en el laboratorio, pero en la práctica muchas veces este valor no se
alcanza debido a diferentes causas.
• Extracto fermentable residual: Es la diferencia entre el extracto final de la
fermentación y el extracto límite.
• Grado de atenuación o fermentación (%): Conocido también como
Fermentabilidad, corresponde al porcentaje de extracto que puede ser o fue
fermentado.
Fermentabilidad (%) = Extracto Original – Extracto Final x 100 Extracto Original
• Extracto fermentable residual: Es la diferencia entre el extracto final de la
fermentación y el extracto límite.
• Grado de atenuación o fermentación (%): Conocido también como
Fermentabilidad, corresponde al porcentaje de extracto que puede ser o fue
fermentado.
• El grado de fermentabilidad puede ser “Aparente” si se utiliza el extracto
final aparente para el cálculo o “Real” si se utiliza el extracto real.

Noviembre del 2010 Academia de Manufactura 38
Etapas de Fermentación

Noviembre del 2010 Academia de Manufactura 39
• Durante las primeras horas de la fermentación y ante la presencia
de oxígeno en el mosto, la levadura inicia una etapa aeróbica
donde se reproduce, generando calor y biomasa.
• Esta etapa finaliza una vez la levadura ha consumido todo el
oxígeno presente.
C6H12O6 + O2 6CO2 + 6H2O + Biomasa + 674 kcal/mol
Glucosa Gas Carbónico + Agua
1. Etapa Aeróbica

Noviembre del 2010 Academia de Manufactura 40
• La levadura pasa entonces a una etapa anaeróbica donde se
realiza la fermentación propiamente dicha (alcohólica).
• Aproximadamente el 1% de la fermentación cervecera es
aeróbica y el 99% anaeróbica.
C6H12O6 2C2H5OH + 2CO2 + 27 kcal/mol
Glucosa Etanol + Gas Carbónico
1 x 180 2 x 46 + 2 x 44
(1) (0.511) + (0.489)
2. Etapa Anaeróbica

Noviembre del 2010 Academia de Manufactura 41
• De las 27 kcal generadas, aproximadamente 3 las utiliza la levadura
para su metabolismo, el resto (24 kcal) se desprenden como calor,
por lo que es necesario contar con un sistema de enfriamiento para
controlar la temperatura de fermentación.
• De las dos etapas de fermentación se obtiene un desprendimiento
total de calor ponderado de 169.1 kcal/kg glucosa.
2.0665 kg Exto Fermentado 1 kg Alcohol + 0.956 kg CO2 + 0.11 kg Biomasa
Calor desprendido = 155 kcal/kg Exto fermentado
• En la práctica se aplica la Ecuación de Balling, la cual es experimental:
2. Etapa Anaeróbica
Noviembre del 2010 Academia de Manufactura 42
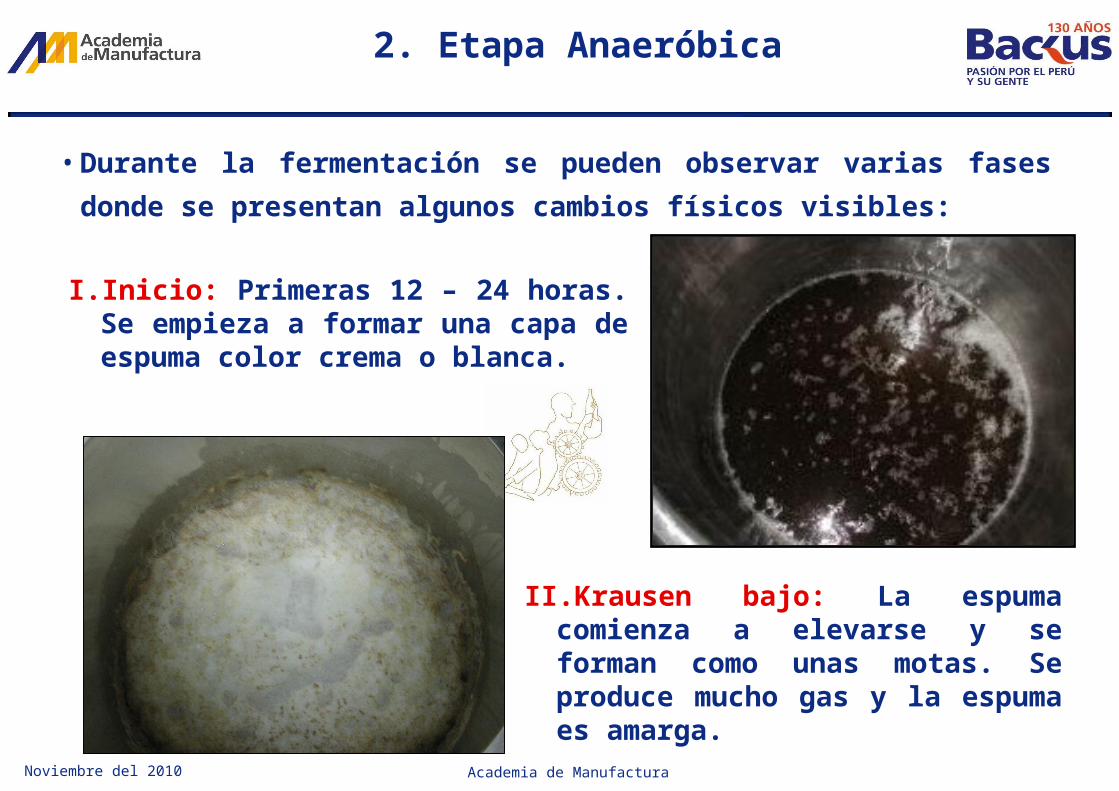
I. Inicio: Primeras 12 – 24 horas. Se empieza a formar una capa de espuma color crema o blanca.
• Durante la fermentación se pueden observar varias fases donde se
presentan algunos cambios físicos visibles:
II. Krausen bajo: La espuma comienza a elevarse y se forman como unas motas. Se produce mucho gas y la espuma es amarga.
2. Etapa Anaeróbica

Noviembre del 2010 Academia de Manufactura 43
IV. Final: La espuma empieza a bajar y queda una “nata” sobre la superficie de la cerveza, que queda adherida a las paredes del tanque. La levadura deja de fermentar y se sedimenta.
III. Krausen alto: La espuma sigue subiendo, la fermentación está en su máximo punto y es de color “marrón”. Es muy amarga. Se observa el burbujeo de gas liberado.
2. Etapa Anaeróbica
Noviembre del 2010 Academia de Manufactura 44
• Una vez la levadura ha consumido los azúcares fermentables, la
fermentación termina y la levadura comienza a sedimentarse.
• La temperatura de la cerveza se disminuye a 3 – 5 °C en 48 horas,
con el fin de incrementar la sedimentación de la levadura y clarificar
la cerveza.
• No se puede enfriar más rápido, con el fin de disminuir el efecto
sobre la levadura por estrés térmico y además de darle el tiempo
suficiente para que sedimente adecuadamente.
• La levadura sedimentada se separa por el fondo del tanque y la
cerveza se pasa a maduración (en otro o el mismo tanque).
3. Etapa de Enfriamiento

Noviembre del 2010 Academia de Manufactura 45
Factores que Influyen
en la Fermentación
Noviembre del 2010 Academia de Manufactura 46
• La temperatura oscila entre 10 – 12 – 15.5 °C.
• Altas temperaturas aceleran la velocidad de fermentación pero a
su vez generan una mayor cantidad de subproductos que afectan
el perfil sensorial de la cerveza.
• A valores de 8 – 10 °C, la velocidad de fermentación disminuye
considerablemente y es necesario un mayor tiempo de
fermentación.
• A valores menores de 7 °C, el proceso de fermentación es muy
lento (frenado).
• Entre mayor control se tenga de esta variable más uniformes son
las cervezas producidas.
1. Temperatura
Noviembre del 2010 Academia de Manufactura 47
• Tiene un efecto contrario a la temperatura.
• A mayor presión el crecimiento de la levadura y la velocidad de
fermentación disminuyen.
• Esto es debido a que aumenta la concentración del CO2 disuelto
en el líquido, lo cual afecta la multiplicación de la levadura y su
metabolismo (estrés).
2. Presión

Noviembre del 2010 Academia de Manufactura 48
• El mosto está constituido por una gran cantidad de sustancias que
pueden afectar negativa o positivamente del desempeño de la
levadura durante la fermentación:
CARBOHIDRATOS:
• AZÚCARES:
→ Maltosa
→ Glucosa
→ Maltotriosa
→ Dextrinas
→ Fructosa (poca cantidad – malta)
→ Sacarosa (poca cantidad – malta)
→ Otros menores (poca cantidad – malta)
• BETAGLUCANOS Y PENTOSANOS (de la malta)
Derivados del almidón de la malta y adjuntos
COMPUESTOS NITROGENADOS:
• AMINOÁCIDOS (FAN)
• PÉPTIDOS
• PROTEÍNAS
De la malta
OTROS COMPUESTOS:
• POLIFENOLES (de la malta y lúpulo)
• LÍPIDOS (GRASAS Y ÁCIDOS GRASOS) (de la malta, adjuntos y lúpulo)
• VITAMINAS (principalmente de la malta)
• MINERALES (de la malta y el agua)
• OTROS (de la malta, agua y producidos por reacciones en la elaboración del mosto).
3. Concentración y Composición del Mosto
Noviembre del 2010 Academia de Manufactura 49
• La composición (tipo) de azúcares presentes en el mosto es
clave en la fermentación.
• A mayor proporción de maltosa la levadura fermenta mejor.
• La glucosa y sacarosa (azúcar común) son rápidamente
asimiladas por la levadura, pero la presencia de altas cantidades
de éstos pueden inhibir la levadura en ciertos niveles.
• Igualmente la presencia de proporciones altas de azúcares
grandes (maltotetrosa y de más de 5 glucosas) frena la
fermentación, pues estos azúcares no son fermentables.
3.1. Carbohidratos

Noviembre del 2010 Academia de Manufactura 50
• Son fundamentales para el metabolismo de la levadura.
• A mayor cantidad se favorece la fermentación. Sin embargo cuando
la concentración es muy alta, la levadura se “indigesta” y termina
frenando la fermentación. Adicionalmente se incrementa la
producción de algunos subproductos.
• Un bajo contenido de FAN disminuye la velocidad de fermentación
por falta de nutrientes para la levadura y se produce “autólisis”
produciendo sabores desagradables.
• La cantidad de FAN adecuada varía dependiendo del tipo de
cerveza, la cepa de levadura y concentración del mosto.
Normalmente es de 150 – 200 ppm.
3.2. Amino ácidos (FAN)

Noviembre del 2010 Academia de Manufactura 51
• Son compuestos relacionados con las grasas.
• Las grasas son indeseables en la cerveza (afectan el sabor y la
espuma) pero algunos lípidos (p.e. Esterol) son necesarios para el
metabolismo celular.
• El contenido de esterol y ácidos grasos es relativamente bajo en
el mosto, pero son sintetizados por la levadura en la etapa
aeróbica.
• Los lípidos favorecen el metabolismo de los aminoácidos por
parte de la levadura. Un bajo contenido de estos lípidos puede
llegar a inhibir la fermentación.
3.3. Lípidos
Noviembre del 2010 Academia de Manufactura 52
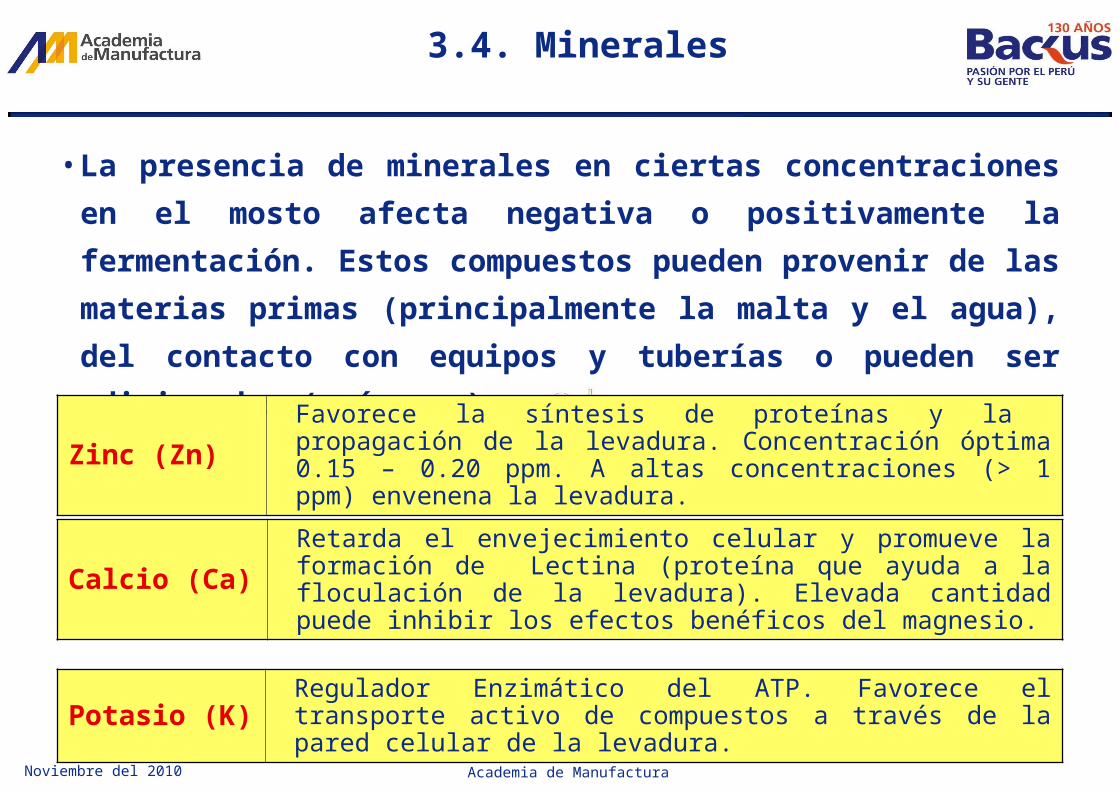
• La presencia de minerales en ciertas concentraciones en el mosto
afecta negativa o positivamente la fermentación. Estos
compuestos pueden provenir de las materias primas
(principalmente la malta y el agua), del contacto con equipos y
tuberías o pueden ser adicionados (exógenos).
Zinc (Zn)Favorece la síntesis de proteínas y la propagación de la levadura. Concentración óptima 0.15 – 0.20 ppm. A altas concentraciones (> 1 ppm) envenena la levadura.
Calcio (Ca)Retarda el envejecimiento celular y promueve la formación de Lectina (proteína que ayuda a la floculación de la levadura). Elevada cantidad puede inhibir los efectos benéficos del magnesio.
Potasio (K) Regulador Enzimático del ATP. Favorece el transporte activo de compuestos a través de la pared celular de la levadura.
3.4. Minerales

Noviembre del 2010 Academia de Manufactura 53
Magnesio (Mg)
Regulador de las reacciones que involucran fosfatos. Co-factor de enzimas involucradas en el metabolismo de la levadura.
Sodio (Na) Junto con el K participa en el transporte activo de compuestos a través de la membrana celular.
Cobre (Cu) Es tóxico para la levadura (>0.1 ppm). Inhibe la acción enzimática.
Hierro (Fe) Regula el sistema de respiración celular, incrementa la reproducción de la levadura. Llega a afectar la levadura a altas concentraciones (>0.3 ppm).
Manganeso (Mn)
Favorece la reproducción y crecimiento celular. Co–factor enzimático.
Fosfatos (PO4)
Nutrientes esenciales para la levadura.
3.4. Minerales

Noviembre del 2010 Academia de Manufactura 54
• El contenido de oxígeno disuelto (el cual es agregado durante la
etapa de enfriamiento) permite que la levadura entre a la etapa
aeróbica de la fermentación y se reproduzca.
• El oxígeno favorece el crecimiento de la levadura y la síntesis de
ciertos compuestos necesarios (como el esterol y los ácidos
grasos).
• Un alto contenido de oxígeno favorecerá, entonces, tener una
mayor cantidad de levadura lo que permite una fermentación más
vigorosa. Sin embargo el exceso de oxígeno incrementa la
formación de subproductos por oxidación y aumenta la “merma
metabólica”.
• Una concentración recomendada es de 8 – 10 ppm.
3.5. Oxigeno

Noviembre del 2010 Academia de Manufactura 55
• A mayor cantidad de levadura la fermentación es más vigorosa,
pero aumenta la merma metabólica por tener mayor cantidad de
levadura producida.
• La cantidad de levadura se mide en millones de células por
mililitro. Un valor adecuado es de 1 a 1.2 millones de células
“vivas” por mililitro / °P.
4. Cantidad y Calidad de la Levadura

Noviembre del 2010 Academia de Manufactura 56
• La agitación incrementa la velocidad de la fermentación al
permitir un mayor desprendimiento del gas carbónico y mantener
la levadura en suspensión.
• La agitación ocurre naturalmente por el burbujeo producido en el
desprendimiento de gas carbónico y por convección debido a
diferencias de temperatura en la cerveza.
5. Agitación
Noviembre del 2010 Academia de Manufactura 57
• Como su nombre lo indica, los inhibidores son aquellos
compuestos que al estar presentes impiden o frenan la
fermentación. Algunos son:
• Provenientes del “trub” o sedimentos formados en cocción.
• Estos materiales recubren la superficie de las células de levadura e impiden su normal funcionamiento.
6. Inhibidores
6.1. Sedimentos:

Noviembre del 2010 Academia de Manufactura 58
• Los mismos productos de la fermentación, como el alcohol y el
gas carbónico, son tóxicos para la levadura y la afectan.
• Nuestras cepas de levadura trabajan difícilmente cuando la
concentración de alcohol es del orden de 7 – 8% v/v.
• Existen cepas especializadas que soportan mayores
concentraciones (hasta 30% es el máximo actual). Estas
levaduras son utilizadas para producir bebidas de mayor grado
alcohólico y alcohol industrial.
6.2. Productos Provenientes del Metabolismo de la Levadura

Noviembre del 2010 Academia de Manufactura 59
TE
MP
ER
AT
UR
A
PR
ES
IÓN
AIR
EA
CIÓ
N
CA
NT
IDA
D D
E
LE
VA
DU
RA
CO
NC
EN
TR
AC
IÓN
DE
L M
OS
TO
AG
ITA
CIÓ
N
MULTIPLICACIÓN DE LA LEVADURA + - + - - +
INTENSIDAD DE LA FERMENTACIÓN + - + + - +
PÉRDIDA DE SUSTANCIAS AMARGAS + - + + - +
RETENCIÓN DE ESPUMA - + - - - -
CAIDA DEL pH + - - - - +
PRECIPITACIÓN DE PROTEÍNAS + - - - - +
A MAYOR
Efecto de las Variables en la Fermentación

Noviembre del 2010 Academia de Manufactura 60
Principales Cambios Durante la
Fermentación
Noviembre del 2010 Academia de Manufactura 61
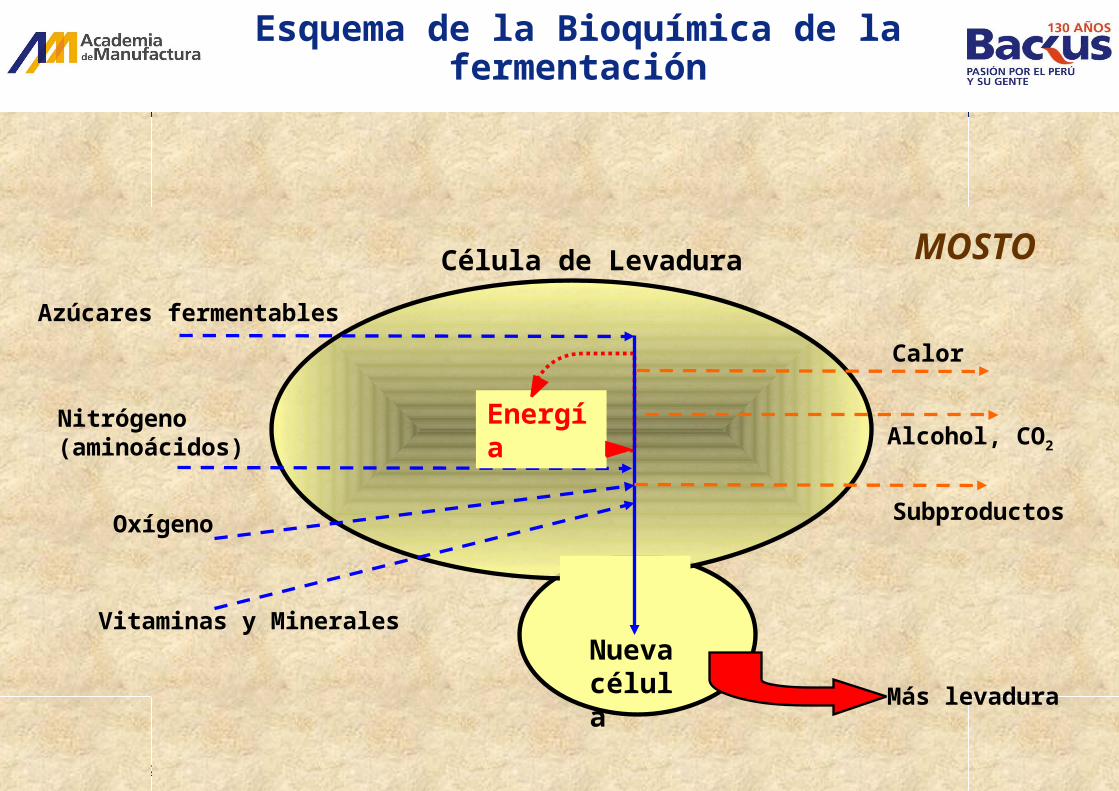
Nitrógeno (aminoácidos)
Azúcares fermentables
Oxígeno
Vitaminas y MineralesNueva célula
Célula de Levadura
Energía
Calor
Alcohol, CO2
Subproductos
Más levadura
MOSTO
Esquema de la Bioquímica de la fermentación
Noviembre del 2010 Academia de Manufactura 62
• Disminución del pH
• Formación de subproductos
• Asimilación de Carbohidratos
• Asimilación de compuestos proteínicos
• Autólisis de la levadura
• Pérdida de sustancias amargas del lúpulo

Noviembre del 2010 Academia de Manufactura 63
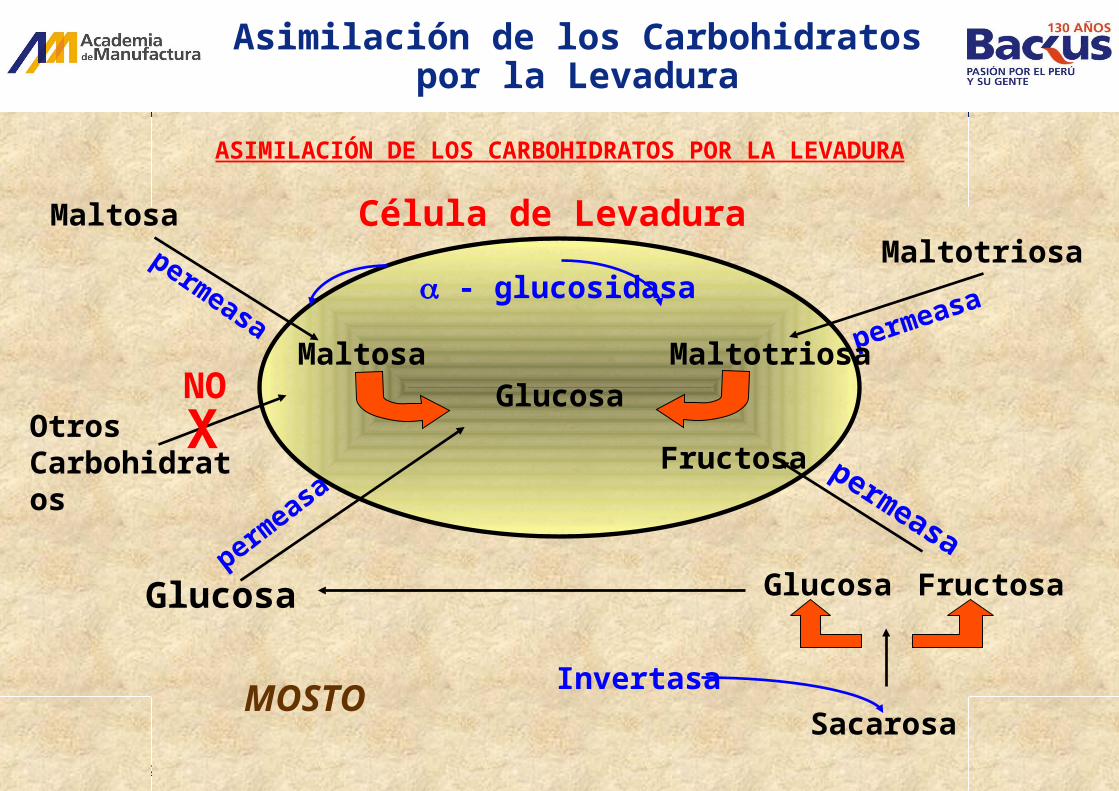
• La asimilación de los azúcares por parte de la levadura, sigue un estricto orden, de acuerdo con la facilidad que tiene la levadura para asimilarlos:
1. Glucosa y fructosa:
• Estos azúcares son “difundidos” (entran) fácilmente al interior de la célula de levadura a través de su pared celular. Esto es facilitado por acción de una enzima conocida como “permeasa” producida por la misma levadura.
2. Sacarosa:
• La sacarosa es inicialmente “desdoblada” a glucosa y fructosa por una enzima conocida como “invertasa”, la cual es también producida por la levadura. Luego cada uno de estos monosacáridos siguen la ruta ya mencionada.
Asimilación de Carbohidratos

Noviembre del 2010 Academia de Manufactura 64
3. Maltosa:
• La maltosa es también “difundida” al interior de la célula, por acción de la “permeasa” y una vez dentro es “partida” a dos glucosas por la acción de una enzima llamada “α–glucosidasa” y que permanece dentro de la célula de levadura.
4. Maltotriosa:
• Sigue la misma ruta metabólica que la maltosa, pero de una manera más lenta.
5. Otros Carbohidratos:
• Los azúcares mayores a 3 unidades de glucosa (Dextrinas) y otros carbohidratos como los β – glucanos, NO son asimilados por nuestra levadura.
Asimilación de Carbohidratos
Noviembre del 2010 Academia de Manufactura 65
Asimilación de los Carbohidratos por la Levadura
Sacarosa
Otros Carbohidratos
Maltosa
- glucosidasaMaltotriosa
permeasa
Maltotriosa
Glucosa Glucosa Fructosa
Célula de Levadura
permeasa
Glucosa
Invertasa
permeasaMaltosa
permeasa
FructosaXNO
MOSTO
ASIMILACIÓN DE LOS CARBOHIDRATOS POR LA LEVADURA

Noviembre del 2010 Academia de Manufactura 66
• La glucosa es asimilada o metabolizada por la levadura por medio
de una ruta Bioquímica que consiste en 10 etapas, en la cual la
glucosa es convertida a piruvato (ácido pirúvico) y luego a etanol
(alcohol etílico) y gas carbónico (CO2). Esta ruta se conoce como
GLICÓLISIS.
• Adicional a esta ruta principal, durante la fermentación ocurren
innumerables reacciones químicas secundarias que son
fundamentales para la caracterización de la cerveza.
Metabolización de la Glucosa por la Levadura

Noviembre del 2010 Academia de Manufactura 67
Aminoáci-dos
Aminoácidos(Mosto)Decarboxilación
GLUCOSA (C6)
PIRUVATO (C3)CH3C0C00H
Ruta Glicolítica
G + 2ADP + 2P + 2NDA+ = 2 ATP + 2 NADH + 2H+ + 2 PIRUVATO
ACETALDEHIDO (C2)CH3CHO
Ruta Química
CO2
AlcoholDehidrogenasa ETANOL
RUTA FERMENTACIÓN
RUTA RESPIRACIÓN
Ciclo Kreb’s ó TCA
O2
ACETYL-CoA
Ethyl Acetato Aldehidos
Acidos di y triCarboxilicos
Pool Oxo-ácidos
Alcoholes
Transaminación
ValinaIsoleucina
-acetolactato-aceto--hydroxibutirato
Diacetilo2,3 Pentanodiona.
DecarboxilaciónFatty Acyl CoA
Acidos Grasos
EsteresLípidos
Metabolización de la Glucosa por la Levadura

Noviembre del 2010 Academia de Manufactura 68
Asimilación de los Aminoácidos (FAN) por la Levadura
Célula de Levadura Azúcares fermentables
Glucosa
MOSTO
ASIMILACIÓN DE LOS AMINOÁCIDOS (FAN) POR LA LEVADURA
Piruvato
Oxo-ácidosAminoácidos sintetizados
Aminoácidos del mosto
Aminoácidos Grupo I
permeasa
Aminoácidos Grupo II permeasaAminoácidos
Grupo III
permeasa
Aminoácidos Grupo IV
XNO
SubproductosProteínas
SulfatosSulfitos

Noviembre del 2010 Academia de Manufactura 69
Formación de Subproductos
Noviembre del 2010 Academia de Manufactura 70
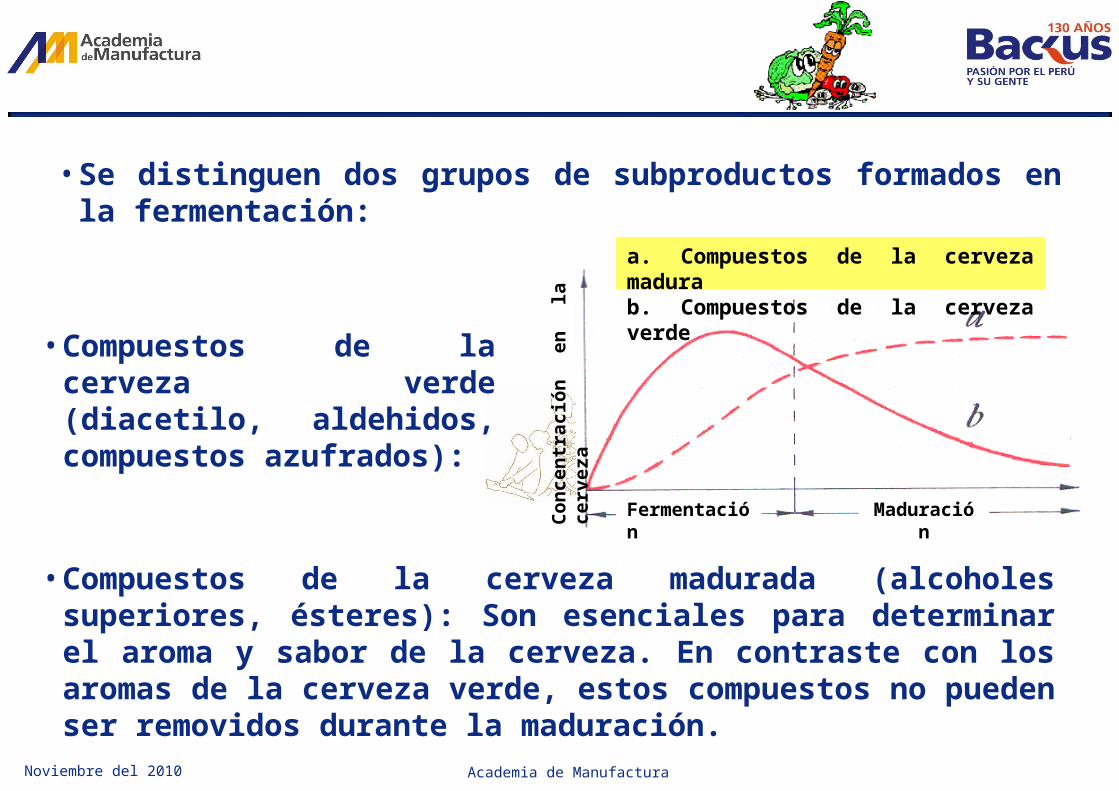
• Compuestos de la cerveza madurada (alcoholes superiores, ésteres): Son esenciales para determinar el aroma y sabor de la cerveza. En contraste con los aromas de la cerveza verde, estos compuestos no pueden ser removidos durante la maduración.
• Se distinguen dos grupos de subproductos formados en la fermentación:
Fermentación Maduración
a. Compuestos de la cerveza madurab. Compuestos de la cerveza verde
Co
nce
ntr
aci
ón
e
n
la
cerv
eza
• Compuestos de la cerveza verde (diacetilo, aldehidos, compuestos azufrados):
Noviembre del 2010 Academia de Manufactura 71
ALDEHIDOS
DICETONAS VECINALES
ÉSTERES
ALCOHOLES SUPERIORES
COMPUESTOS AZUFRADOS
ÁCIDOS GRASOS
ÁCIDOS ORGÁNICOS NO GRASOS
FACTORES EN LA FORMACIÓN
DE SUBPRODUCTOS
Noviembre del 2010 Academia de Manufactura 72
• Son una familia de compuestos tipo acetonas (los principales: Pentanodiona y el Diacetilo o 2,3 butanodiona).
• Son responsables de dar un sabor a “mantequilla” a la cerveza.
Dicetonas Vecinales

Noviembre del 2010 Academia de Manufactura 73
Producción y Reducción del Diacetilo
Célula de LevaduraMOSTO
Diacetilo
Azúcares fermentables
Glucosa
Piruvato
Acetolactato
AcetolactatoDiacetilo
La levadura misma La levadura misma lo reduce al final lo reduce al final de la fermentaciónde la fermentación
2,3 ButanodiolAcetoína
2,3 ButanodiolAcetoína
Aminoácido Valina
Noviembre del 2010 Academia de Manufactura 74
• Son compuestos carbonílicos, siendo el principal el
Acetaldehído, el cual es un un producto intermedio en la
conversión de glucosa a etanol.
• Son responsable del sabor y aroma “verde” de la cerveza
(nota “grasienta”, “mohosa” o en el caso del Acetaldehído
como a “manzana madura”).
Aldehídos

Noviembre del 2010 Academia de Manufactura 75
• Son alcoholes de mayor tamaño que el etanol.
• Son componentes de la cerveza final, siendo los principales:
n-propanol, 2 fenil etanol, isobutanol, 2 y 3-metilbutanol y
glicerol.
Alcoholes Superiores

Noviembre del 2010 Academia de Manufactura 76
Producción de Aldehidos y Alcoholes Superiores
Célula de LevaduraMOSTO
Azúcares fermentables
Glucosa
Oxo-ácidosAminoácidos
Piruvato
Otros Aldehidos
Alcoholes superiores
Aldehidos + CO2
Alcoholes superiores
Acetaldehido
Etanol Etanol
Acetaldehido
Noviembre del 2010 Academia de Manufactura 77
• Son los componentes más importantes del aroma de la
cerveza.
• Aportan un aroma a “frutas” o solvente. Los principales son:
Etil acetato (fruta, solvente), isoamil acetato ( banano,
manzana), isobutil acetato (banano), etil caproato o
hexanoato (manzana, anis) y 2-fenil acetato (rosas, miel).
Ésteres

Noviembre del 2010 Academia de Manufactura 78
Producción de Ésteres
Célula de Levadura
MOSTO
Azúcares fermentables
GlucosaÁcido graso insaturado
Ester graso Acyl CoA
Ácido graso
Acetaldehido
Alcoholes superiores
Piruvato
Etanol Etanol
Ésteres
Ésteres
Noviembre del 2010 Academia de Manufactura 79
• Son compuestos derivados del azufre.
• Los principales son: El ácido sulfhídrico o sulfuro de
hidrógeno (H2S), dióxido de sulfuro (SO2), los mercaptanos y
el dimetil sulfuro (DMS).
• Imparten un carácter indeseable a la cerveza por sus aromas
(H2S a “huevo podrido”; SO2 a “fósforo”; DMS a “vegetales
cocidos” y los mercaptanos a “vegetales descompuestos”.
Compuestos Azufrados
Noviembre del 2010 Academia de Manufactura 80
• Estos compuestos en la cerveza provienen de:
1. Materias primas:
− Agua (sulfatos).
− Agregados (ejemplo: sulfato de calcio).
− Lúpulo (compuestos diversos de azufre – sulfuros).
− Malta (aminoácidos sulfurosos – metionina).
2. Metabolismo de la levadura durante la fermentación: La
levadura utiliza los compuestos azufrados del mosto para producir
el H2S, SO2, los mercaptanos y el DMS.
3. Metabolismo de bacterias contaminantes.
Compuestos Azufrados

Noviembre del 2010 Academia de Manufactura 81
Producción de H2 y SO2
Célula de Levadura
MOSTO
Sulfatos (SO4=)
permeasa(SO4
=)
H2S H2SSulfuros (S=)
Aminoácido Serina
Aminoácido Methionina
SO2SO2Sulfitos (SO3=)

Noviembre del 2010 Academia de Manufactura 82
FERMENTA_CIÓN
SMM DMSDMSO
Purga con el gas
Levadura
RUTA DEL DIMETIL SULFURO (DMS) EN EL PROCESO CERVECERO
MALTA VERDE (S-METIL METIONINA SMM - PRECURSOR DE DMS)
SMM DMSDMSO DMSCERVEZA
TOSTACIÓN DE LA MALTA
SMM DMSDMSOPRECURSOR DIMETIL
SULFÓXIDO
RompimientoOxidación
Evaporación
EBULLICIÓN DEL MOSTO
SMM DMSDMSORompimientoOxidación
Evaporación

Noviembre del 2010 Academia de Manufactura 83
• Los principales son los ácidos: pirúvico, cítrico, málico,
acético,, succínico, fumárico y láctico.
• Son formados principalmente en la etapa aeróbica durante
el crecimiento de la levadura (ciclo de Krebs).
• Contribuyen al sabor “ácido” de la cerveza.
Ácidos Orgánicos

Noviembre del 2010 Academia de Manufactura 84
Producción de Ácidos Orgánicos (Ciclo de Krebs)
Célula de Levadura
MOSTO
A. Acético A. Acético
Azúcares fermentables
Glucosa
A. Pirúvico
Oxoloacetato
Acetil CoA
A. Cítrico
A. Cítrico
PiruvatoEtanol Etanol
A. LácticoA. Láctico
A. Málico
A. Fumárico
A. Succínico
A. Málico
A. Fumárico
A. Succínico

Noviembre del 2010 Academia de Manufactura 85
TE
MP
ER
AT
UR
A
PR
ES
IÓN
AIR
EA
CIÓ
N
CA
NT
IDA
D D
E
LE
VA
DU
RA
AG
ITA
CIÓ
N
CO
NC
EN
TR
AC
IÓN
DE
L M
OS
TO
FA
N
(AM
INO
ÁC
IDO
S)
pH
DIACETONAS VECINALES +/- - + + + + -ALDEHIDOS + - + +/- +ALCOHOLES SUPERIORES + - + - + + +/-ÉSTERES + - +/- - + +COMPUESTOS SULFHÍDRICOS +/- - +/- +/- +/- + - +ÁCIDOS ORGÁNICOS + - + - + - +ÁCIDOS GRASOS +/- - +/- +/- + + + +
A MAYOR
Efecto de las Levaduras de Proceso en la Formación de SubProductos

Noviembre del 2010 Academia de Manufactura 86
Principios Básicos de Filtración
Noviembre del 2010 Academia de Manufactura 87
Los Objetivos de la Filtración
• Los Objetivos de la filtración pueden ser formulados para:
− Máximo flujo de filtración (PRODUCTIVIDAD).
− Con el máximo de limpieza (CALIDAD).
− Con el menor gasto de material filtrante (EFICIENCIA).

Noviembre del 2010 Academia de Manufactura 88
Los Objetivos de la Filtración
• Remover la turbidez residual de la cerveza madura, por
separación de las partículas en suspensión que se encuentran en
la cerveza turbia como son, las levaduras y los coloides.
• La filtración de la cerveza es un proceso que se efectúa por
adsorción y por tamizado.
• Conseguir un producto brillante, estable, que conserve las
sustancias deseables para las características organolépticas y
para la espuma de la cerveza.

Noviembre del 2010 Academia de Manufactura 89
Teoría de la Filtración

Noviembre del 2010 Academia de Manufactura 90
Generalidades
• La separación de sólidos y líquidos, denominado filtración, se
puede definir como la operación básica en la que el componente
sólido insoluble de una suspensión sólido-líquido se separa del
componente líquido haciendo pasar a este último a través de
una pre-capa porosa que retiene las partículas sólidas en su
superficie y en su interior.

Noviembre del 2010 Academia de Manufactura 91
• Al iniciarse la filtración las partículas que contiene el líquido van
siendo retenidas por la pre-capa formada sobre el medio
filtrante.
• La retención de partículas va reduciendo en forma paulatina el
área de filtración y se incrementa la resistencia al flujo del
filtrado.
• A medida que continua la filtración se forma una capa de
sólidos denominada “TORTA”, el cual va aumentando su
espesor, conforme transcurra el tiempo de filtración.
• La “TORTA”, una vez formada se convierte de hecho en el
medio de filtración más importante.
Teoría General
Noviembre del 2010 Academia de Manufactura 92
Teoría de la Filtración
• El filtrado al pasar a través del filtro encuentra tres clases de
resistencias, es decir:
a) La ofrecida por los entradas, salidas y canales de filtro en
sí,
b) La ofrecida por el medio de filtración y,
c) La ofrecida por la torta de filtración.
La caída de presión total a través del filtro es equivalente a la suma
de las caídas de presión producidas por estas tres resistencias.
Normalmente se desprecia la caída de presión a través de los
canales, entradas y salidas del filtro en sí.
Si - P es la caída de presión en el filtro y - Pc y - Pm las caídas
de presión a través de la torta y el medio respectivamente, entonces:
- P = - Pc - Pm

Noviembre del 2010 Academia de Manufactura 93
Efecto de la Turbulencia
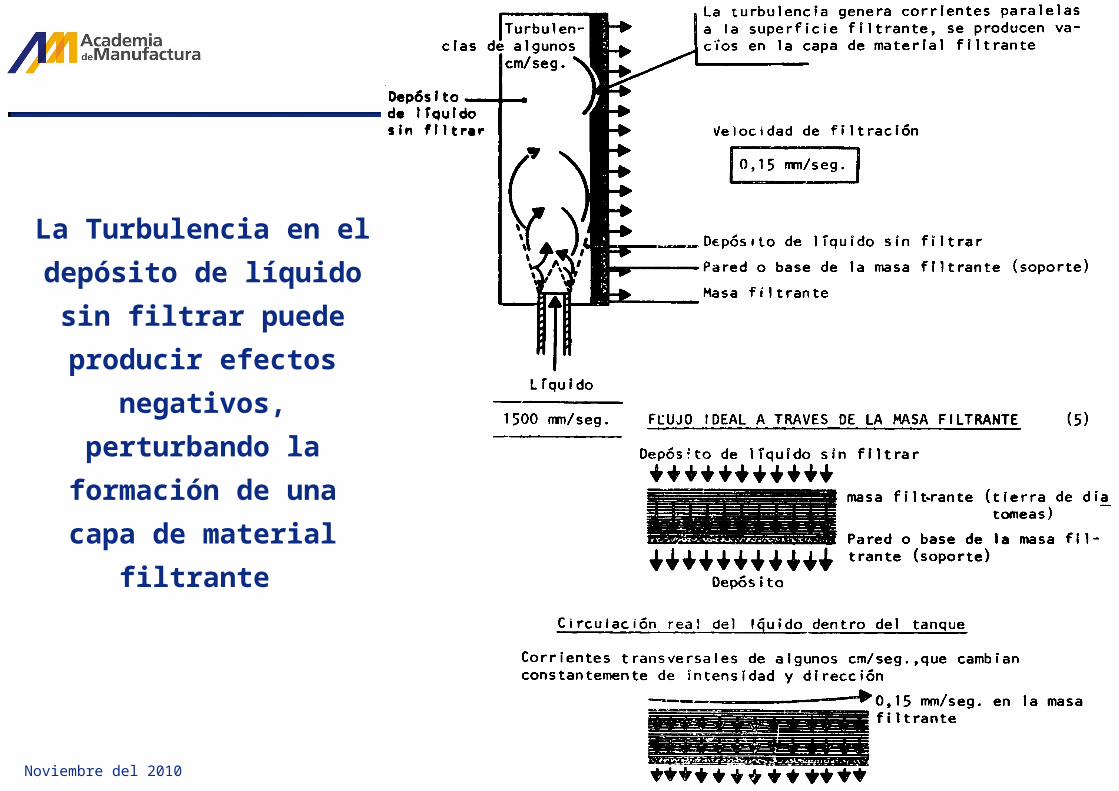
• La turbulencia en una cámara de filtración genera la formación de
una camada irregular durante el dosaje. En el ejemplo siguiente es
posible verificar como la cerveza entra en el filtro a una velocidad
de 1.5 a 2 m/s, mientras que la cámara filtrante es atravesada a
una velocidad aproximada de 0.15 mm/s, que corresponde a una
desaceleración próxima a 10,000 veces.
Importancia
de la
turbulencia
Soporte
Vórtice de0.1 a 0.03m/s
La turbulencia genera unpasaje paralelo a lasuperficie del filtro
Velocidad de pasaje0.15 mm/s (0.00015 m/s)
Velocidad de entrada 1.5 a 2 m/s
Noviembre del 2010 Academia de Manufactura 94
Efecto de la Turbulencia
• La energía de frenada se anula con la formación de vórtices que
ocupan toda la cámara del filtro, provocando pasajes paralelamente
a la superficie del filtro, con velocidad de algunos cm/s, es decir, en
la orden de 100 veces superior a la velocidad de pasaje a través de
la camada filtrante (0.15 mm/s). Con la turbulencia hay un límite
mínimo crítico abajo del cual es imposible constituir una camada de
filtración, tornando la filtración impracticable. Así la turbulencia en
el filtro debe ser suprimida o disminuida substancialmente. De
cualquier modo, también bajo turbulencia elevada, la pre-capa
formada con el auxiliar objeto de nuestra investigación obstaculiza
notablemente la acción de escavamiento provocada por la
turbulencia, permitiendo asegurar mas una vez la regularidad de la
filtración en aluvionado.
Noviembre del 2010 Academia de Manufactura 95
La Turbulencia en el
depósito de líquido sin
filtrar puede producir
efectos negativos,
perturbando la formación
de una capa de material
filtrante
Noviembre del 2010 Academia de Manufactura 96
Etapas de la Filtración

Noviembre del 2010 Academia de Manufactura 97
a). Inicio de Llenado
• El Filtro es llenado con agua desgasificada o cerveza filtrada y el
aire es purgado; el equipo es operado en recirculación
Noviembre del 2010 Academia de Manufactura 98
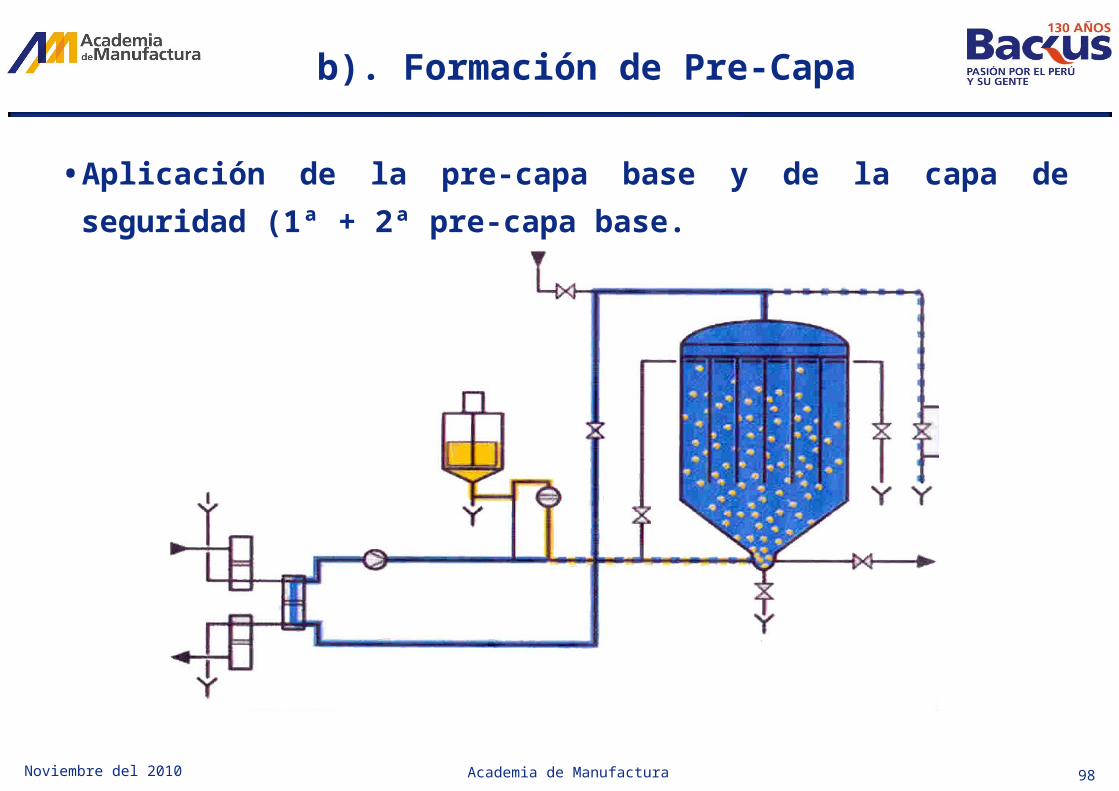
b). Formación de Pre-Capa
• Aplicación de la pre-capa base y de la capa de seguridad (1ª + 2ª
pre-capa base.
Noviembre del 2010 Academia de Manufactura 99
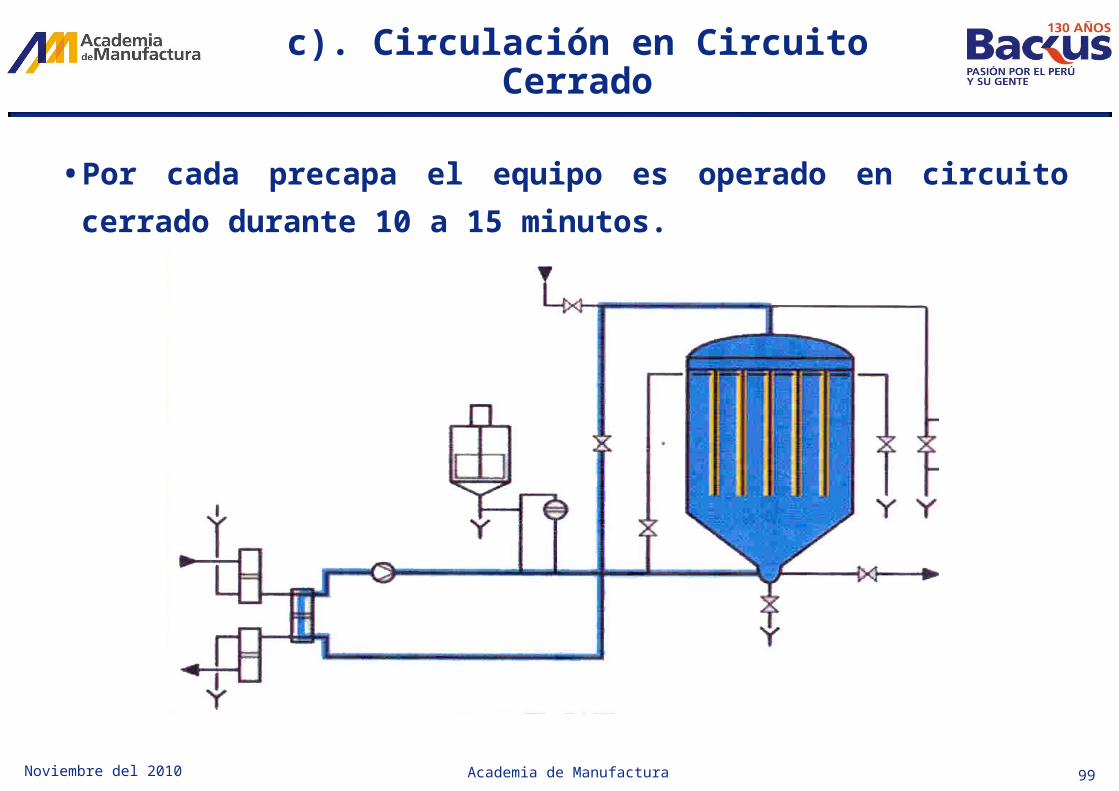
c). Circulación en Circuito Cerrado
• Por cada precapa el equipo es operado en circuito cerrado durante
10 a 15 minutos.

Noviembre del 2010 Academia de Manufactura 100
d). Inicio de la Filtración
• Inicio de la filtración por desplazamiento del agua, lo cual es
realizado con la cerveza, si es que la precapa no ha sido formada
ya con cerveza.

Noviembre del 2010 Academia de Manufactura 101
e). Filtración
• Filtración de la cerveza con dosificación continua de kieselgur; la
diferencia de presión en el filtro aumenta lentamente.

Noviembre del 2010 Academia de Manufactura 102
f). Fin de la Filtración
• La filtración es finalizada por desplazamiento de la cerveza, lo que
se realiza con agua desgasificada.
Noviembre del 2010 Academia de Manufactura 103
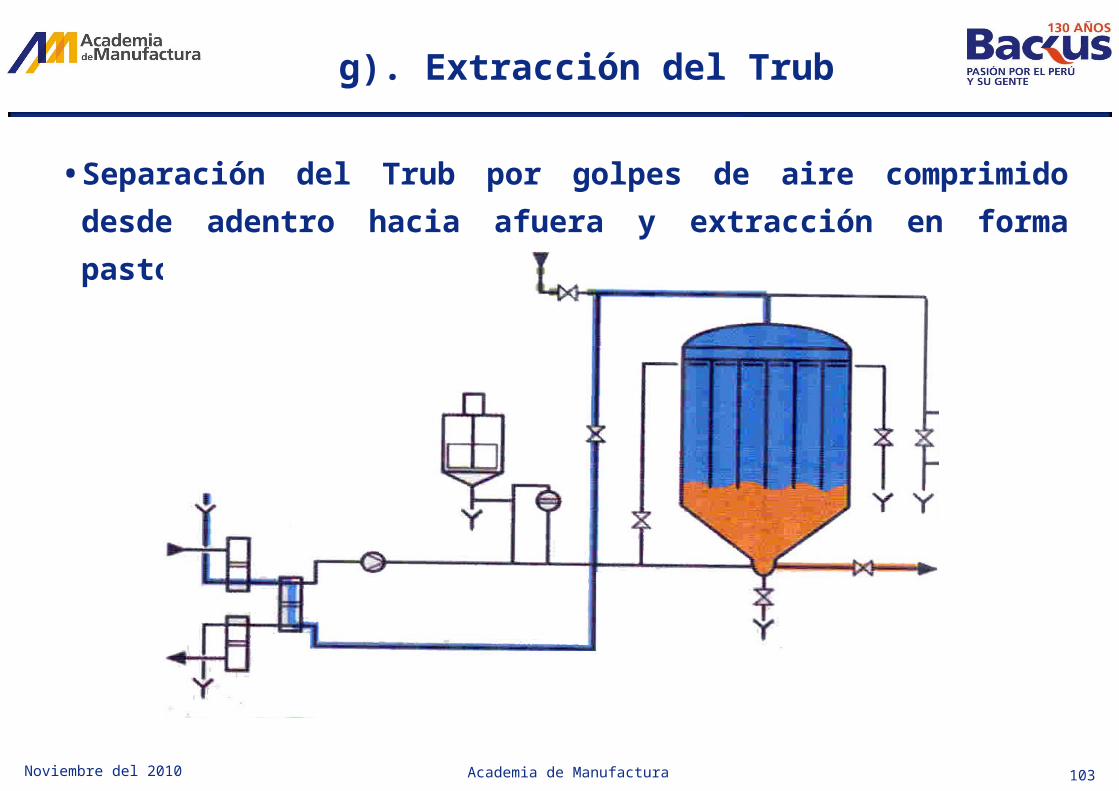
g). Extracción del Trub
• Separación del Trub por golpes de aire comprimido desde adentro
hacia afuera y extracción en forma pastosa.

Noviembre del 2010 Academia de Manufactura 104
h. Limpieza
• Limpieza por el contrario lavado, apoyado por golpes de aire.
Noviembre del 2010 Academia de Manufactura 105
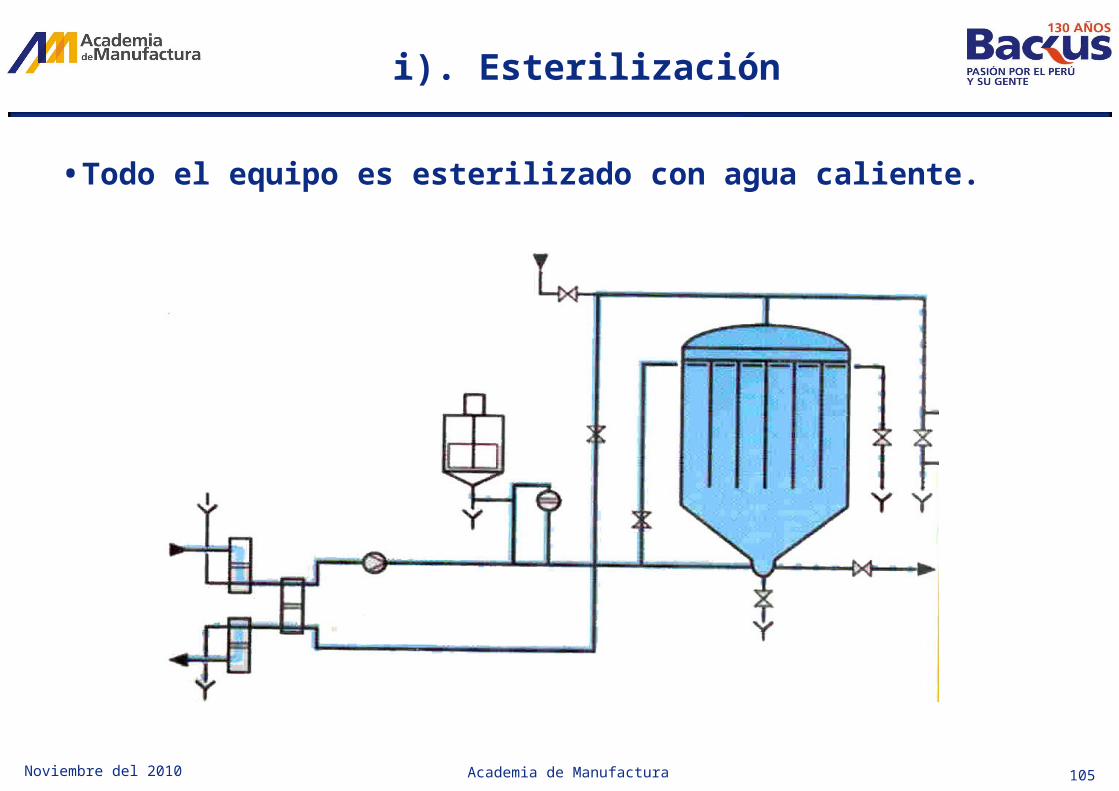
i). Esterilización
• Todo el equipo es esterilizado con agua caliente.
Noviembre del 2010 Academia de Manufactura 106
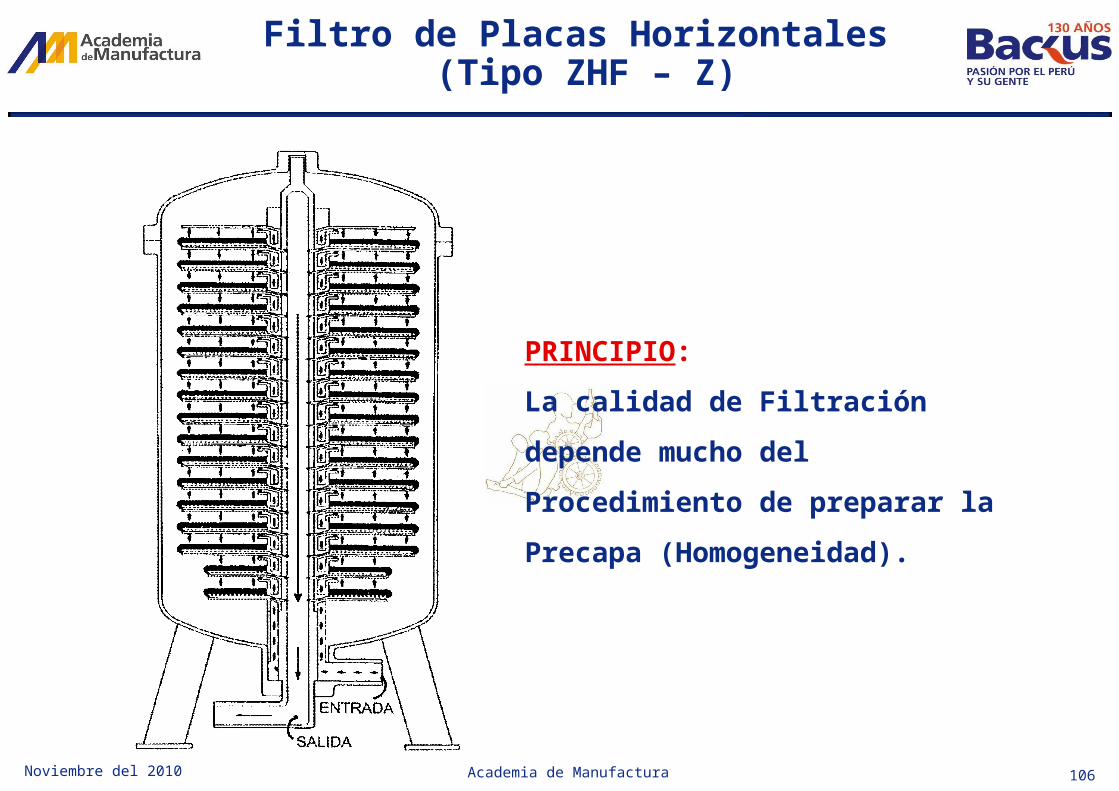
Filtro de Placas Horizontales (Tipo ZHF – Z)
PRINCIPIO:
La calidad de Filtración depende
mucho del Procedimiento de preparar
la Precapa (Homogeneidad).

Noviembre del 2010 Academia de Manufactura 107
Filtro de Vela
1) Velas
2) Entrada de Cerveza concentrada
3) Salida de Cerveza filtrada
4) Tubería para desechar la Tierra
5) Descompresión
Noviembre del 2010 Academia de Manufactura 108
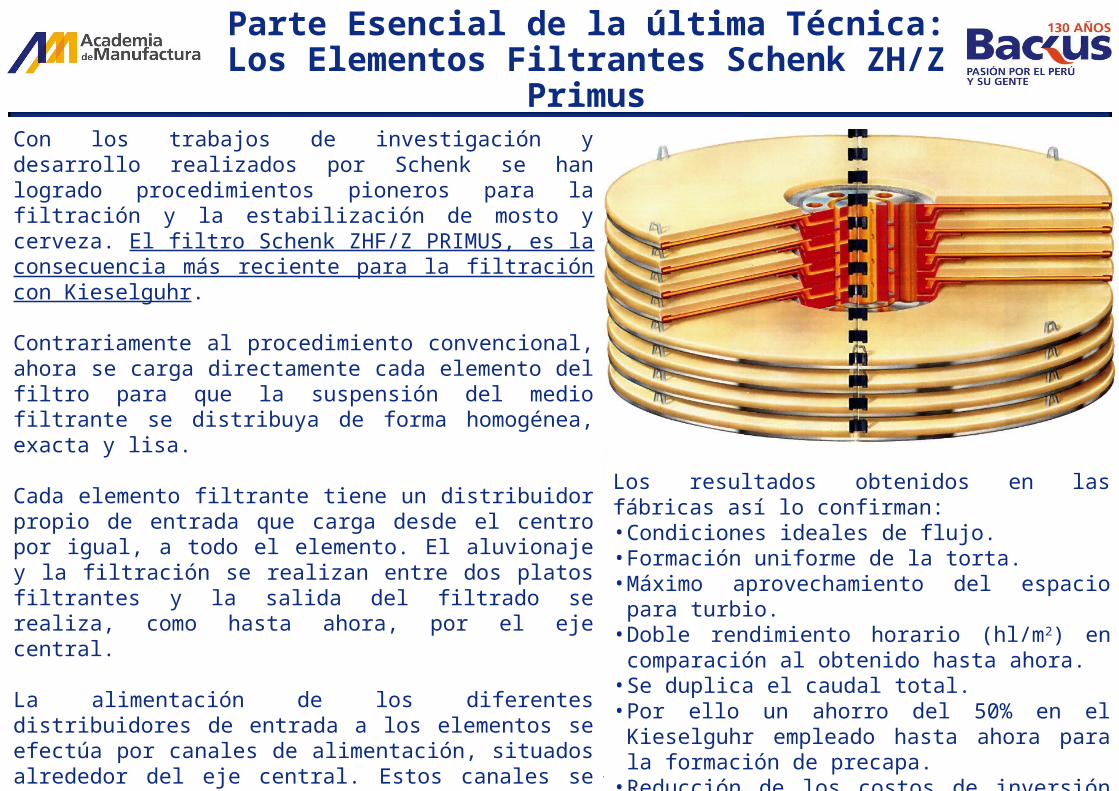
Parte Esencial de la última Técnica:Los Elementos Filtrantes Schenk ZH/Z Primus
Con los trabajos de investigación y desarrollo realizados por Schenk se han logrado procedimientos pioneros para la filtración y la estabilización de mosto y cerveza. El filtro Schenk ZHF/Z PRIMUS, es la consecuencia más reciente para la filtración con Kieselguhr.
Contrariamente al procedimiento convencional, ahora se carga directamente cada elemento del filtro para que la suspensión del medio filtrante se distribuya de forma homogénea, exacta y lisa.
Cada elemento filtrante tiene un distribuidor propio de entrada que carga desde el centro por igual, a todo el elemento. El aluvionaje y la filtración se realizan entre dos platos filtrantes y la salida del filtrado se realiza, como hasta ahora, por el eje central.
La alimentación de los diferentes distribuidores de entrada a los elementos se efectúa por canales de alimentación, situados alrededor del eje central. Estos canales se alimentan desde abajo.
De esta manera cada elemento de filtro representa un sistema de filtración propio que, por sus condiciones ideales de flujo, garantiza una formación uniforme de la torta obteniendo el doble de rendimiento en hectolitros que con los filtros construidos hasta ahora.
Los resultados obtenidos en las fábricas así lo confirman:• Condiciones ideales de flujo.• Formación uniforme de la torta.• Máximo aprovechamiento del espacio para turbio.• Doble rendimiento horario (hl/m2) en comparación
al obtenido hasta ahora.• Se duplica el caudal total.• Por ello un ahorro del 50% en el Kieselguhr
empleado hasta ahora para la formación de precapa.
• Reducción de los costos de inversión y mantenimiento por su menor tamaño.

Noviembre del 2010 Academia de Manufactura 109
Ayudas Filtrantes
• Tierra Infusorio (Kieselgur)• Perlita• Celulosa• Asbesto
TIERRA INFUSORIA
Fósiles de Diatomeas a base de SiO2 (Dióxido de Silicio).
PERLITAMaterial volcánico a base de Silicato de Aluminio. Este material es óptimo para filtrar mosto.
• Tierra Fina : Se seca a 300 °C y luego es molido.
• Tierra Gruesa : Se vuelve a secar pero con adición de CaCO3 con el fin de acrecentar las partículas. Esta tierra se usa mayormente en la 1era Precapa.

Noviembre del 2010 Academia de Manufactura 110
Materiales y Auxiliares de Filtración
La Perlita
Perlita “en natural” Perlita expandida
Noviembre del 2010 Academia de Manufactura 111
La Tierra de Infusorio o Diatomácea
• La tierra infusorio o diatomácea es material de origen de fósiles de
algas diatomáceas o silícicas, en que el óxido de silicio (SiO2 )
predomina con hasta 90%. Hay cerca de 15.000 tipos de tierras
diatomáceas.
• La diatomácea bruta es molida y secada en varias etapas y calcinada
a cerca de 800 º C, resfriada, molida y clasificada por granulometría.
• En función del tipo o granulometría, la tierra diatomácea puede ser
usada para diversos efectos de clarificación, tanto en la pre-
filtración, como en la filtración:

Noviembre del 2010 Academia de Manufactura 112
La Tierra de Infusorio o Diatomacea
Noviembre del 2010 Academia de Manufactura 113
Tierra de Infusorio Gruesa
• Varía de 10 a 60 µm, predominado de 20 – 40 µm, empleada en la
formación de precapas.
• Tierra de Infusorio Fina:
Varía de 10 a 20 µm, empleada generalmente en la dosis en el flujo de
la cerveza, después de la formación de las precapas.
• Tierra de Infusorio Media:
De granulometría intermedia, se emplea tanto en la formación de
precapas, como en la combinación.

Noviembre del 2010 Academia de Manufactura 114
Auxiliares de Filtración o Coadyuvantes de Filtración (“Filter-Aids”)
• PVPP (Polivilpolipirrolidona):
Los materiales de filtración presenta buenos efectos de superficie y
de profundidad, pero no tiene buenas propiedades de adsorción.
Por eso, se emplean los auxiliares de filtración, que mejoran la
calidad de la filtración por el hecho de agregar las propiedades que
los materiales filtrantes no poseen.
• Goma de Pescado ó Ictiocola ó Isinglass:
Proveniente de las barbatanas de ciertos pescados, la goma de
pescado es empleada en la maduración para mejorar la
sedimentación, pues ayuda en la deposición más rápida del geläger.
Noviembre del 2010 Academia de Manufactura 115
Auxiliares de Filtración o Coadyuvantes de Filtración (“Filter-Aids”)
• Carragenima (Musgo Irlandés ó “Irish Moss”)
Originaria de cierto grupo de algas marinas, la carragenina es
empleada en el hervor del mosto para mejorar la coagulación
proteica.
• Silicio gel e Silicio Xerogel
Presentan afinidad por proteínas de alto peso molecular.
El sílice gel es de acción más lenta, empleado en la maduración,
mejorando la sedimentación de proteínas, mientras el sílice xerogel
es empleado en el transcurso entre el tanque de maduración y el
filtro de tierras.
Noviembre del 2010 Academia de Manufactura 116
FIN