programa “ ” ‡ nutreco ‡ curso 2011 - … · se dice que la cadena comienza con los...
TRANSCRIPT
PROGRAMAPROGRAMA
“AMPLIANDO HORIZONTES”“AMPLIANDO HORIZONTES”
� � NUTRECONUTRECO ��
Curso 2011Curso 2011LLAA EXCELENCIAEXCELENCIA OPERATIVAOPERATIVA
NNUTRECOUTRECOProf. Prof. Carlos Sanju�n Pitarch. Carlos Sanju�n Pitarch.
1
CONTENIDO DEL PROGRAMA
1. Concepto y beneficios de la cadena de suministro2. El problema de las operaciones y los criterios de excelencia
operativa3. La teor�a de las limitaciones (TOC) y su aplicaci�n a la gesti�n4. La b�squeda de la excelencia operativa:
• El enfoque occidental: MRP II• El enfoque japon�s: la filosof�a justo a Tiempo (JIT) y el
Lean Management5. La log�stica en la cadena de suministro - Ultimas tendencias:
Inventario Gestionado por el Proveedor (VMI) y la Respuesta Eficiente al Consumidor (ECR)
2La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
1. CONCEPTO Y BENEFICIOS DE LA CADENA DESUMINISTRO
La Cadena de Suministros, Log�stica, Distribuci�n, Aprovisionamientos, Transporte, Almacenaje, Stocks, … t�rminos que se mezclan, se confunden y para los que hay m�ltiples definiciones.
Definiciones obtenidas de Internet: Por Cadena de Suministros se entiende la compleja serie de procesos de intercambio o flujo de
materiales y de informaci�n que se establece tanto dentro de cada organizaci�n o empresa como fuera de ella, con sus respectivos proveedores y clientes.
Una cadena de suministro es una red de instalaciones y medios de distribuci�n que tiene por funci�n la obtenci�n de materiales, transformaci�n de dichos materiales en productos intermedios y productos terminados y distribuci�n de estos productos terminados a los consumidores. Una cadena de suministro consta de tres partes: el suministro, la fabricaci�n y la distribuci�n. La parte del suministro se concentra en c�mo, d�nde y cu�ndo se consiguen y suministran las materias primas para fabricaci�n. La Fabricaci�n convierte estas materias primas en productos terminados y la Distribuci�n se asegura de que dichos productos finales llegan al consumidor a trav�s de una red de distribuidores, almacenes y comercios minoristas. Se dice que la cadena comienza con los proveedores de tus proveedores y termina con los clientes de tus clientes
3La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
Empleamos, por ser muy completas, las definiciones de Cadena de Suministro y de Log�stica de CSCMP Definici�n de Gesti�n de Cadena de Suministros del CSCMP. La GCS incluye
la planificaci�n y gesti�n de todas las actividades relacionadas con compras, aprovisionamientos, transformaci�n y todas las actividades de la gesti�n log�stica. Tambi�n incluye la coordinaci�n y colaboraci�n con los “partners” o socios del canal los cuales pueden ser proveedores de productos y servicios como los 3PL, intermediarios y clientes. B�sicamente la GCS integra la gesti�n de la oferta y la demanda dentro de la propia empresa y en las de sus socios en la cadena.
Definici�n de Gesti�n Log�stica del CSCMP. La GL es aquella parte de la gesti�n de la cadena de suministros que planifica, implementa y controla, de manera eficiente y efectiva – hacia y desde el cliente – el flujo, almacenaje de mercanc�as, servicios y su correspondiente informaci�n entre el lugar de origen y el lugar de consumo con el fin de cumplir con los requisitos de los clientes.
Fuente. http://cscmp.org/aboutcscmp/definitions.asp4La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
1. CONCEPTO Y BENEFICIOS DE LA CADENA DESUMINISTRO
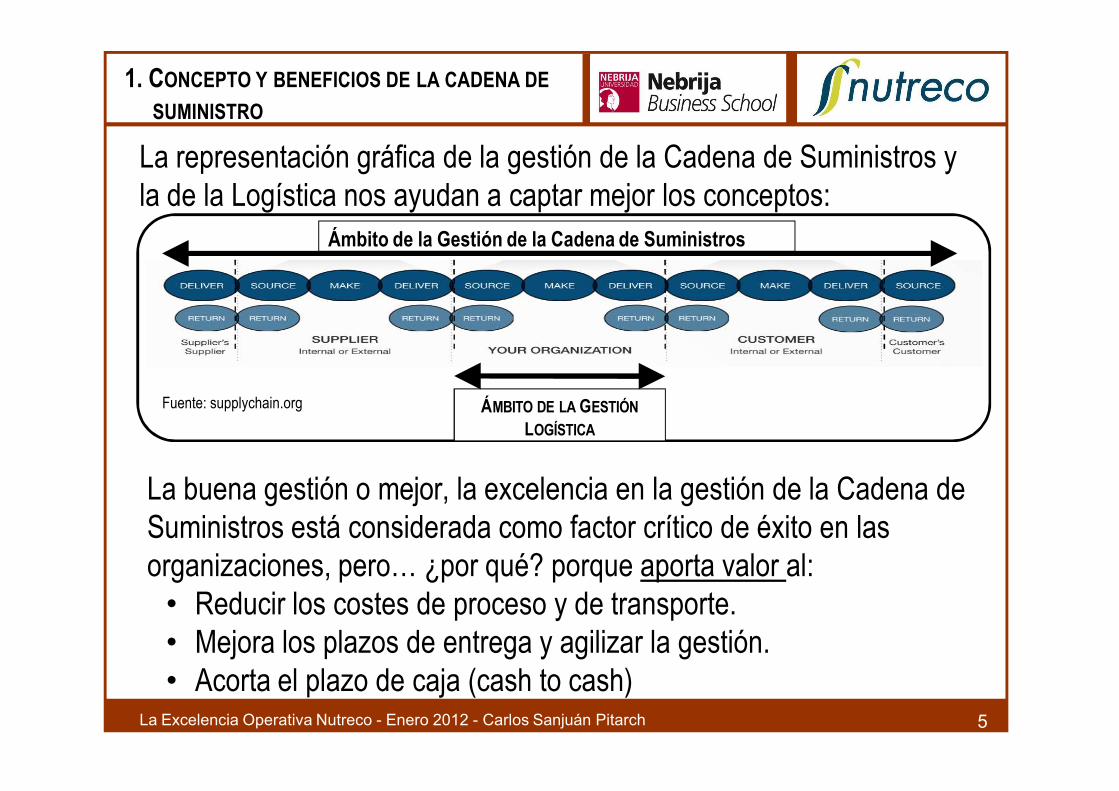
La representaci�n gr�fica de la gesti�n de la Cadena de Suministros y la de la Log�stica nos ayudan a captar mejor los conceptos:
5La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
�mbito de la Gesti�n de la Cadena de Suministros
�MBITO DE LA GESTI�NLOG�STICA
La buena gesti�n o mejor, la excelencia en la gesti�n de la Cadena de Suministros est� considerada como factor cr�tico de �xito en las organizaciones, pero… �por qu�? porque aporta valor al:
• Reducir los costes de proceso y de transporte.• Mejora los plazos de entrega y agilizar la gesti�n.• Acorta el plazo de caja (cash to cash)
1. CONCEPTO Y BENEFICIOS DE LA CADENA DESUMINISTRO
Fuente: supplychain.org
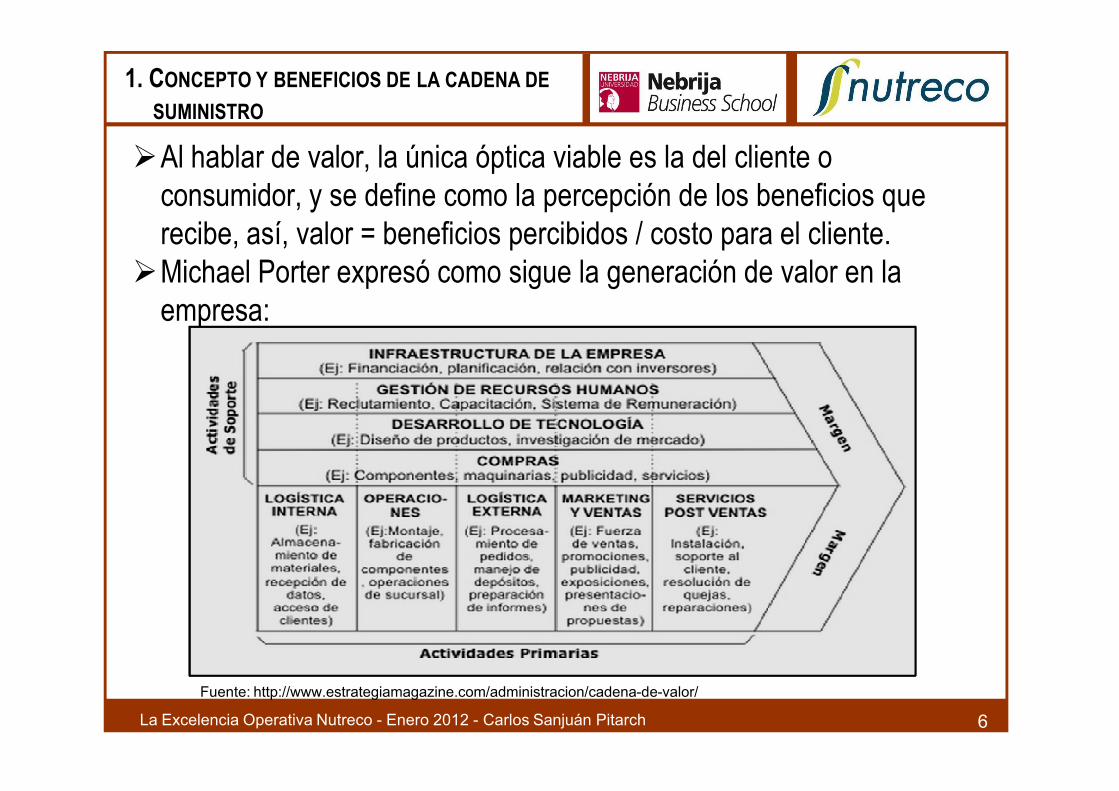
Al hablar de valor, la �nica �ptica viable es la del cliente o consumidor, y se define como la percepci�n de los beneficios que recibe, as�, valor = beneficios percibidos / costo para el cliente.
Michael Porter expres� como sigue la generaci�n de valor en la empresa:
6La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
Fuente: http://www.estrategiamagazine.com/administracion/cadena-de-valor/
1. CONCEPTO Y BENEFICIOS DE LA CADENA DESUMINISTRO
La adecuada combinaci�n de las actividades primarias, las de la cadena de suministro + marketing y ventas, junto con las de soporte o apoyo permiten a la empresa generar valor para sus clientes del cual procede el margen econ�mico.
El concepto se aplica tanto a productos como a servicios y en los productos se da cada vez m�s importancia a los componentes de servicio que refuerzan la diferenciaci�n y la competitividad.
�C�mo lo expresa Nutreco? : Nutreco es una compa��a global de nutrici�n animal y alimento para peces, que se inspira en las exigencias del consumidor, y que tiene por objetivo crear valor mediante el suministro de piensos y agroespecialidades sostenibles y de alta calidad a las modernas industrias de agricultura y acuicultura. … la causa de dicho crecimiento ha sido la mejora continua de su capacidad para suministrar productos y prestar servicios que respondan a las preferencias y preocupaciones de los consumidores y aportar a sus clientes lo necesario para el �xito de sus empresas.
7La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
1. CONCEPTO Y BENEFICIOS DE LA CADENA DESUMINISTRO
1. CONCEPTO Y BENEFICIOS DE LA CADENA DESUMINISTRO
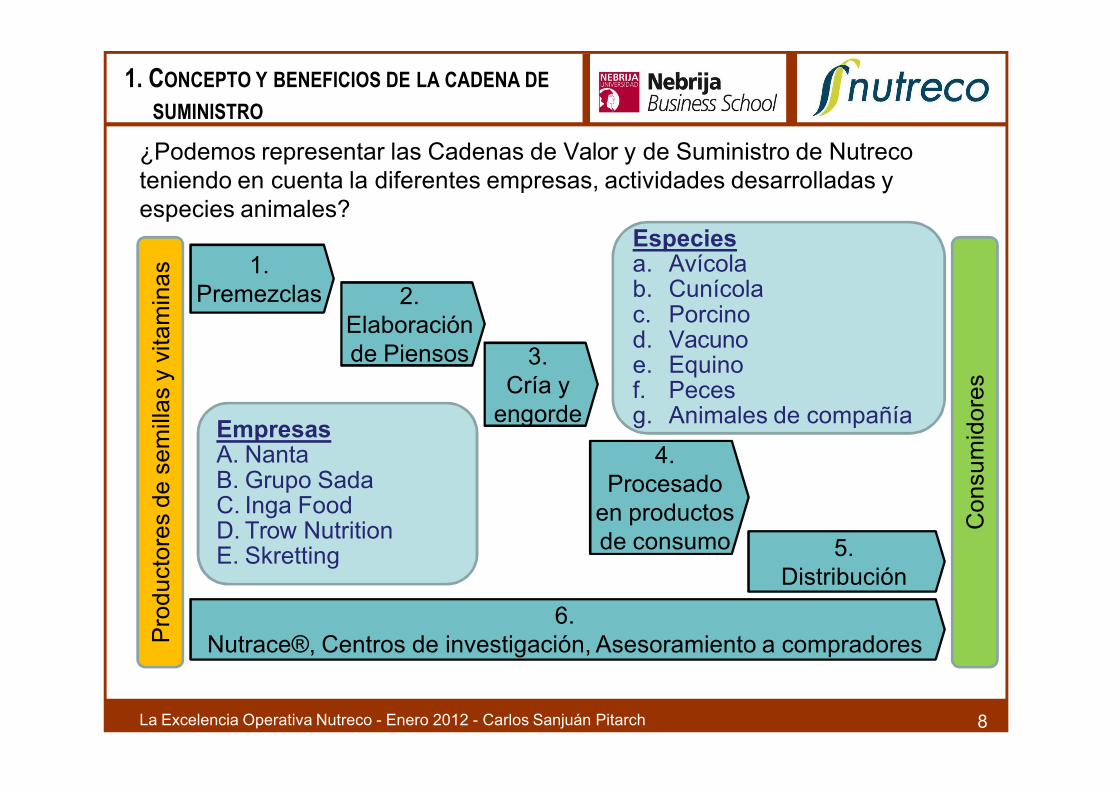
�Podemos representar las Cadenas de Valor y de Suministro de Nutrecoteniendo en cuenta la diferentes empresas, actividades desarrolladas y especies animales?
2. Elaboraci�n de Piensos 3.
Cr�a y engorde
4.Procesado
en productos de consumo 5.
Distribuci�n 6.
Nutrace�, Centros de investigaci�n, Asesoramiento a compradores Pro
duct
ores
de
sem
illas
y v
itam
inas
Con
sum
idor
es
1. Premezclas
EmpresasA. NantaB. Grupo SadaC. Inga FoodD. Trow NutritionE. Skretting
Especiesa. Av�colab. Cun�colac. Porcinod. Vacunoe. Equinof. Pecesg. Animales de compa��a
La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch 8
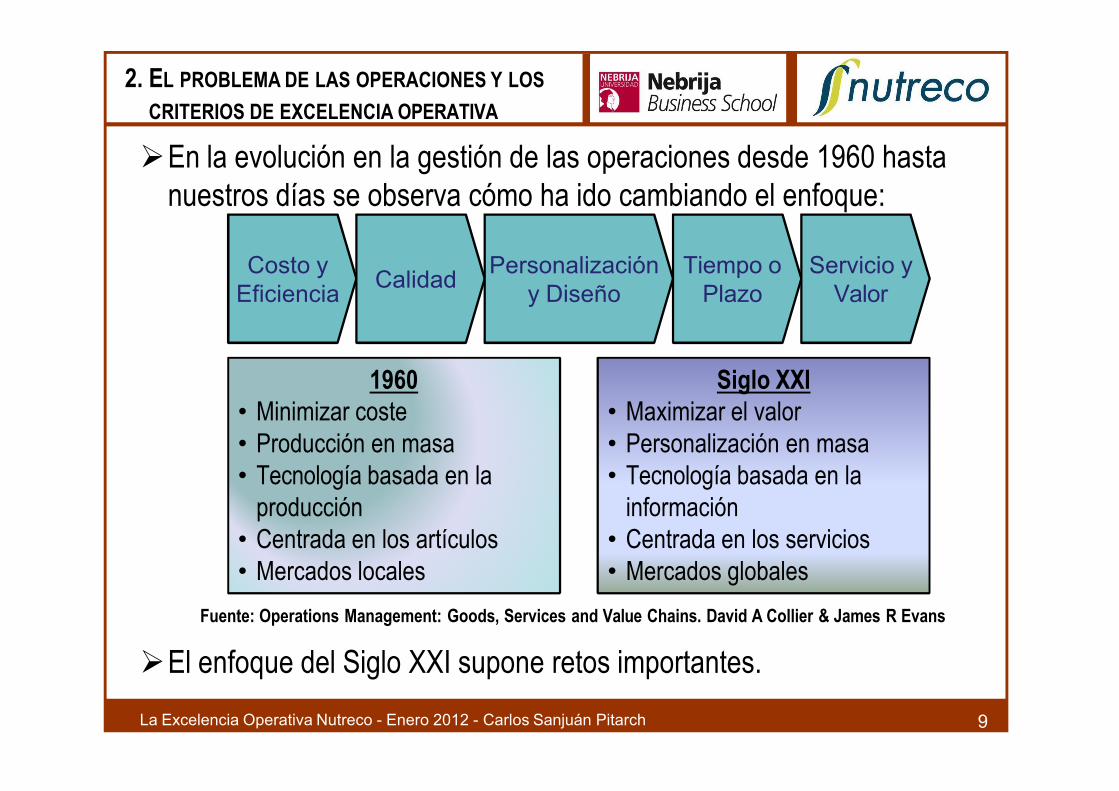
En la evoluci�n en la gesti�n de las operaciones desde 1960 hasta nuestros d�as se observa c�mo ha ido cambiando el enfoque:
9La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
Costo y Eficiencia Calidad Personalizaci�n
y Dise�oTiempo o
PlazoServicio y
Valor
1960• Minimizar coste• Producci�n en masa• Tecnolog�a basada en la
producci�n• Centrada en los art�culos• Mercados locales
Siglo XXI• Maximizar el valor• Personalizaci�n en masa• Tecnolog�a basada en la
informaci�n• Centrada en los servicios• Mercados globales
Fuente: Operations Management: Goods, Services and Value Chains. David A Collier & James R Evans
El enfoque del Siglo XXI supone retos importantes.
2. EL PROBLEMA DE LAS OPERACIONES Y LOSCRITERIOS DE EXCELENCIA OPERATIVA
10La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
2. EL PROBLEMA DE LAS OPERACIONES Y LOSCRITERIOS DE EXCELENCIA OPERATIVA
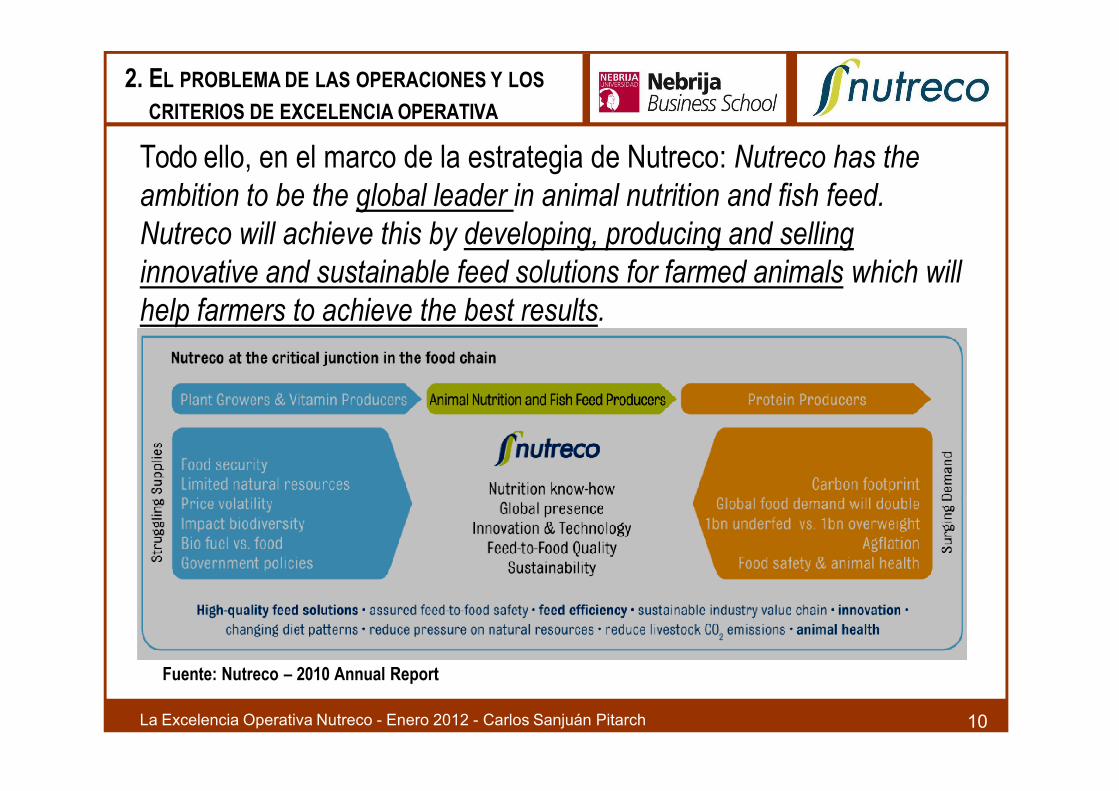
Todo ello, en el marco de la estrategia de Nutreco: Nutreco has the ambition to be the global leader in animal nutrition and fish feed. Nutreco will achieve this by developing, producing and selling innovative and sustainable feed solutions for farmed animals which will help farmers to achieve the best results.
Fuente: Nutreco – 2010 Annual Report

Nutreco pretende crecer con los siguientes criterios:1. Capitalising on leading fish feed positions and diversifying by expanding in new
regions and into feed for other species and shrimp. This includes geographical areas such as Asia and Latin America
2. Proactively pursuing significant positions in agri focus markets China, Brazil and Russia;
3. Developing sustainable businesses in agri home markets Western Europe and North America;
4. Further developing feed additives by innovation and acquisitions.
En l�nea con lo anterior, los objetivos se convierten en metas concretas:Organic growth (volume) per segment actual 2010 target– Premix and Feed specialties 6.4% 4%– Fish Feed 3.0% 5%– Compound Feed Europe -2.1% 1-2%– Animal nutrition Canada -4.8% 1-2%– Meat and other 1.3% 1-2%Se expresan tambi�n los valores para EBITA y Sostenibilidad.
11La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
2. EL PROBLEMA DE LAS OPERACIONES Y LOSCRITERIOS DE EXCELENCIA OPERATIVA
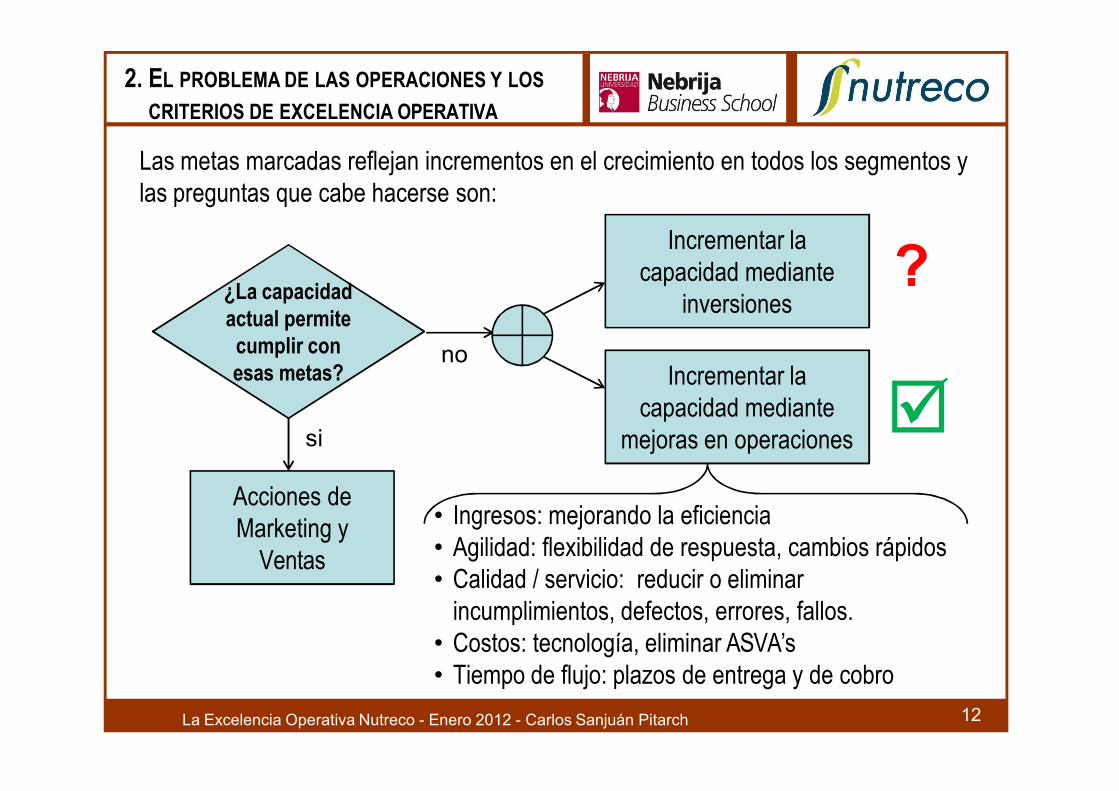
Las metas marcadas reflejan incrementos en el crecimiento en todos los segmentos y las preguntas que cabe hacerse son:
12La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
2. EL PROBLEMA DE LAS OPERACIONES Y LOSCRITERIOS DE EXCELENCIA OPERATIVA
�La capacidad actual permite cumplir con esas metas?
si
no
Acciones de Marketing y
Ventas
Incrementar la capacidad mediante
mejoras en operaciones
Incrementar la capacidad mediante
inversiones
• Ingresos: mejorando la eficiencia• Agilidad: flexibilidad de respuesta, cambios r�pidos• Calidad / servicio: reducir o eliminar
incumplimientos, defectos, errores, fallos.• Costos: tecnolog�a, eliminar ASVA’s• Tiempo de flujo: plazos de entrega y de cobro
?
Mejoras en las operaciones: Eficiencia, Agilidad, Calidad / Servicio, Costos, Tiempo de flujo �pero c�mo?1. Hacer un diagrama de flujo del proceso empezando por el de la
cadena de valor, de los procesos que la componen, de las actividades que integran los procesos y, finalmente, de las tareas concretas de que constan las actividades.
2. Medir el funcionamiento de las diferentes etapas del proceso.3. Comparar con las referencias internas (metas) o externas
(Benchmarking).4. Identificar y ordenar/jerarquizar los aspectos concretos a mejorar
por su impacto global (Diagramas de Pareto, Causa Efecto, …)5. Poner en marcha los planes de mejora asignando responsable,
equipo humano y recursos necesarios.6. Repetir cada cierto tiempo todos los puntos anteriores
13La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
2. EL PROBLEMA DE LAS OPERACIONES Y LOSCRITERIOS DE EXCELENCIA OPERATIVA
Algunas metodolog�as para los planes de mejora:• Incrementar la utilizaci�n de los recursos, reducci�n de tiempos
ociosos. Utilizaci�n = recursos demandados / disponibilidad de recursos; tambi�n tasa de demanda / (tasa de servicio x nro. de servidores) – Caso 1.
• Enfoque en Cuellos de botella y colas de espera (TOC - Teor�a de las limitaciones o Theory of Constraints y Ley de Little).Ley de Little. Herramienta simple para vincular Trabajo en Proceso (WIP de Work In Progress), Tasa de Flujo o de Servicio (TS) y Tiempo de Flujo o de Ciclo (T).
WIP = TS x T; TS = WIP/T; T = WIP/TSCaso 2
• Reingenier�a y destrucci�n creativa o reinventarse (Organizaci�n Esbelta o Lean – Lean Manufacturing)
14La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
2. EL PROBLEMA DE LAS OPERACIONES Y LOSCRITERIOS DE EXCELENCIA OPERATIVA
15La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
3. LA TEOR�A DE LAS LIMITACIONES (TOC) Y SUAPLICACI�N A LA GESTI�N
• Surge de la necesidad de gestionar la sub optimizaci�n que se produce en los procesos de producci�n como consecuencia de planteamientos y maximizaci�n de resultados de una parte del proceso y no de su conjunto y la aparici�n de limitaciones y de stocks excesivos .
• Es un concepto del Dr. Goldratt que desarroll� en su libro “La Meta” y se ha convertido en una herramienta ampliamente utilizada en las empresas.
• Se basa en que el rendimiento de cualquier cadena est� determinado por su eslab�n m�s d�bil, a los que llamamos limitaciones o cuellos de botella.
M�s informaci�n en http://bit.ly/y1Ho8s ; http://bit.ly/At6HOf;
16La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
3. LA TEOR�A DE LAS LIMITACIONES (TOC) Y SUAPLICACI�N A LA GESTI�N
Existen dos tipos de limitaciones:A. Limitaciones f�sicas: son equipos instalaciones o recursos humanos,
etc., que evitan que el sistema cumpla con su meta de negocio. Existen dos modos de explotarlas: 1) agregar capacidad (contratar personal, alquilar o comprar equipo) o 2)aprovechar al m�ximo la capacidad del sistema (gesti�n eficiente).
B. Limitaciones pol�ticas: son todas las reglas que evitan que la empresa alcance su meta.
Y se estructura en los siguientes pasos:1. Identificar las limitaciones del proceso o sistema2. Decidir como explotar las limitaciones p.e. mejorar la utilizaci�n3. Subordinar todo a las decisiones tomadas en el paso 2.4. Elevar la limitaci�n5. Si aparece una nueva limitaci�n, volver al paso 1Ejemplo de TOC: http://www.youtube.com/watch?v=c9syvM0fDO8
17La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
3. LA TEOR�A DE LAS LIMITACIONES (TOC) Y SUAPLICACI�N A LA GESTI�N
La TOC (Theory of Constraints) da paso a la OPT o Tecnolog�a de Producci�n Optimizada con los siguiente principios:1) No se debe equilibrar la capacidad productiva sino el flujo de producci�n. El
equilibrio perfecto no existe, en todo proceso se dan los sucesos dependientes y las fluctuaciones estad�sticas. Identificar los recursos Cuello de Botella CB y NCB, los que no lo son y gestionar el proceso en base a los CB. Aplicar los pasos de la TOC.
2) La utilizaci�n de un recurso NCB no viene determinada por su propia capacidad sino por alguna otra limitaci�n del proceso.
3) La utilizaci�n y la activaci�n de un recurso no son la misma cosa. Activaci�n = puesta en marcha de un recurso.
4) Una hora perdida en un CB es una hora que pierde todo el proceso.5) Una hora ganada en un recurso NCB es un espejismo, acumula stocks.6) Los CB rigen tanto el inventario como la facturaci�n del proceso.7) El lote de transferencia puede no ser igual al lote de proceso, m�s peque�o8) El lote de proceso debe ser variable a lo largo de su ruta y tambi�n en el tiempo9) Las prioridades s�lo se pueden cambiar teniendo en cuenta todas las limitaciones
del sistema. El tiempo de fabricaci�n es un derivado del programa.
18La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
3. LA TEOR�A DE LAS LIMITACIONES (TOC) Y SUAPLICACI�N A LA GESTI�N
La TOC (Theory of Constraints) aplica la t�cnica DBR (Drum – Buffer –Rope) para programar la producci�n de una planta y maximizar el margen operativo por unidad de factor escaso:• Drum (tambor): programar la limitaci�n CB buscando maximizar el
margen operativo, combinando que sea realista y que debe ser inmune a un nivel razonable de perturbaciones; es quien toca el tambor marcando el ritmo al conjunto.
• Buffer (reserva de tiempo): para proteger a los CB o recursos limitados de la eventualidad de que se den interrupciones aleatorias y la no disponibilidad instant�nea de un determinado recurso. Pueden ser de CB, de ensamblaje o de entregas.
• Rope (v�nculo de informaci�n): del CB hacia las etapas anteriores indicando lo que est� produciendo para que se le env�e nada m�s que lo necesario para lo que se est� produciendo.
19La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
3. LA TEOR�A DE LAS LIMITACIONES (TOC) Y SUAPLICACI�N A LA GESTI�N
Drum
Rope
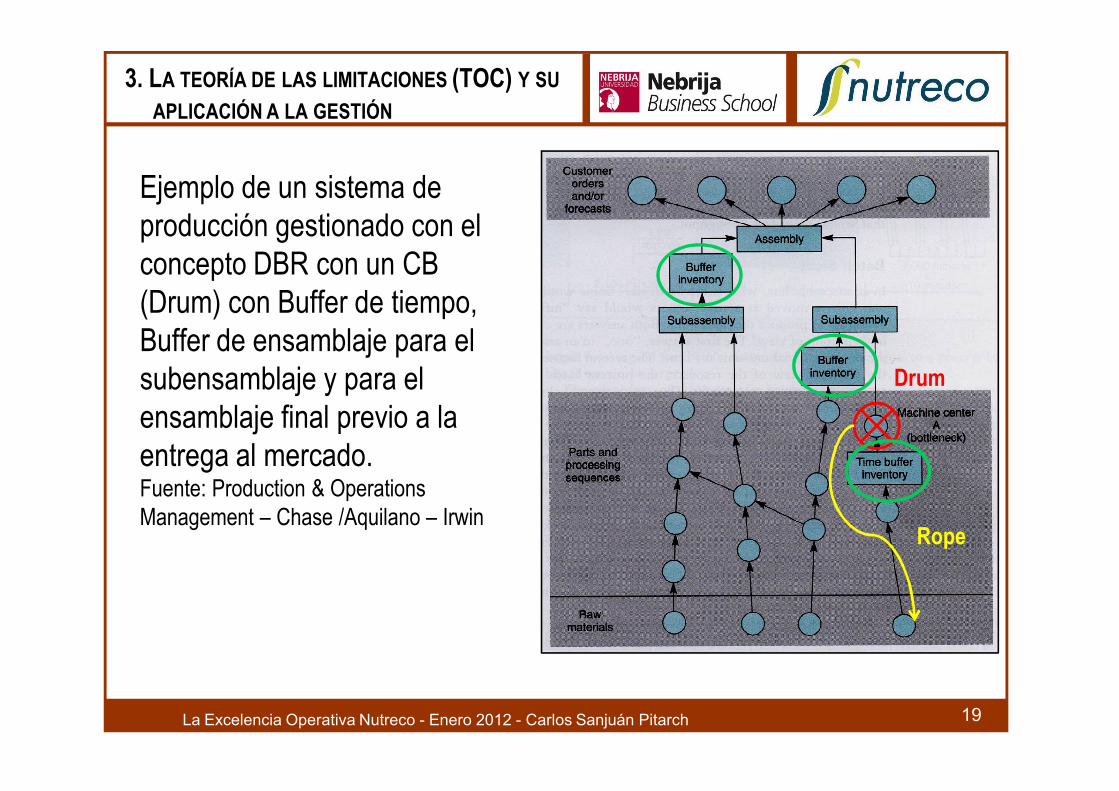
Ejemplo de un sistema de producci�n gestionado con el concepto DBR con un CB(Drum) con Buffer de tiempo, Buffer de ensamblaje para el subensamblaje y para el ensamblaje final previo a la entrega al mercado.Fuente: Production & OperationsManagement – Chase /Aquilano – Irwin
20La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
4. LA B�SQUEDA DE LA EXCELENCIA OPERATIVA: MRPII , JIT Y LEAN MANUFACTURING
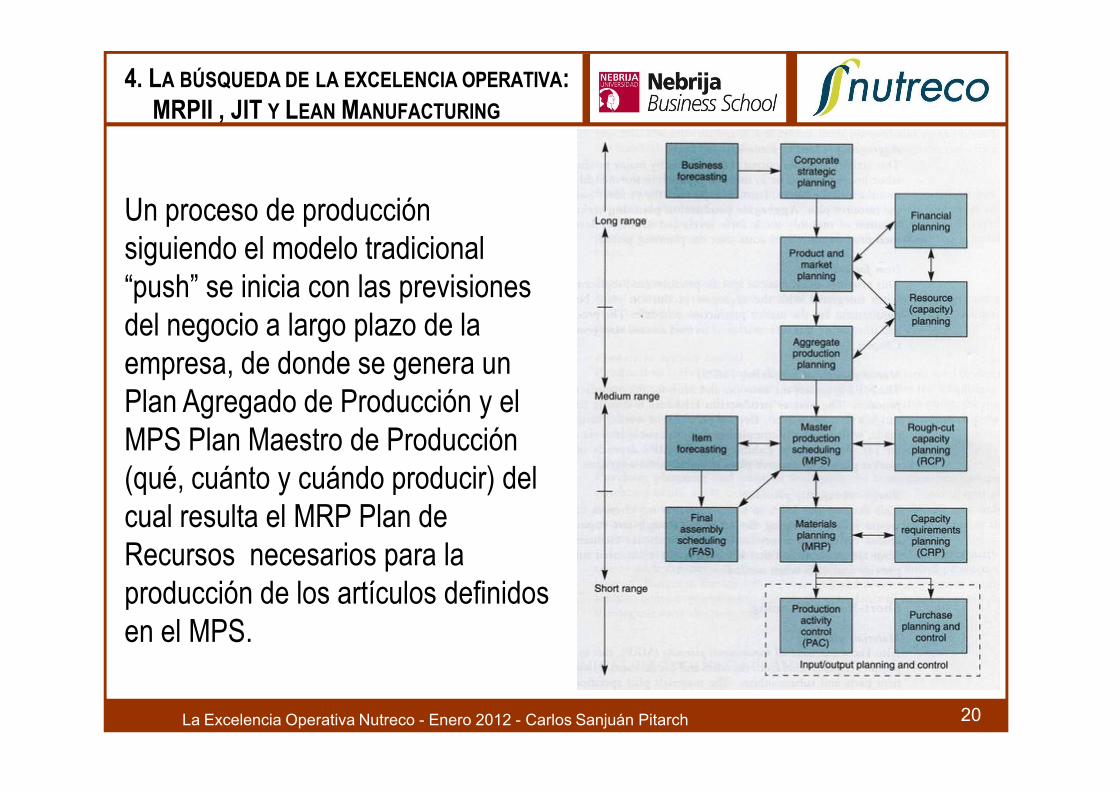
Un proceso de producci�n siguiendo el modelo tradicional “push” se inicia con las previsiones del negocio a largo plazo de la empresa, de donde se genera un Plan Agregado de Producci�n y el MPS Plan Maestro de Producci�n (qu�, cu�nto y cu�ndo producir) del cual resulta el MRP Plan de Recursos necesarios para la producci�n de los art�culos definidos en el MPS.
21La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
• MRP I (Material Requirements Planning) determinaba las necesidades de componentes de los productos terminados. Estos �ltimos tienen demanda independiente, mientras la de los componentes es dependiente, basada en el desglose pormenorizado de cada producto terminado.
• Tiene en cuenta las necesidades, los stocks disponibles y los pedidos que aun no han llegado para determinar qu� pedir a los proveedores de componentes para que suministren las cantidades necesarias, en el momento adecuado para mantener en todo momento los stocks lo m�s bajos posibles.
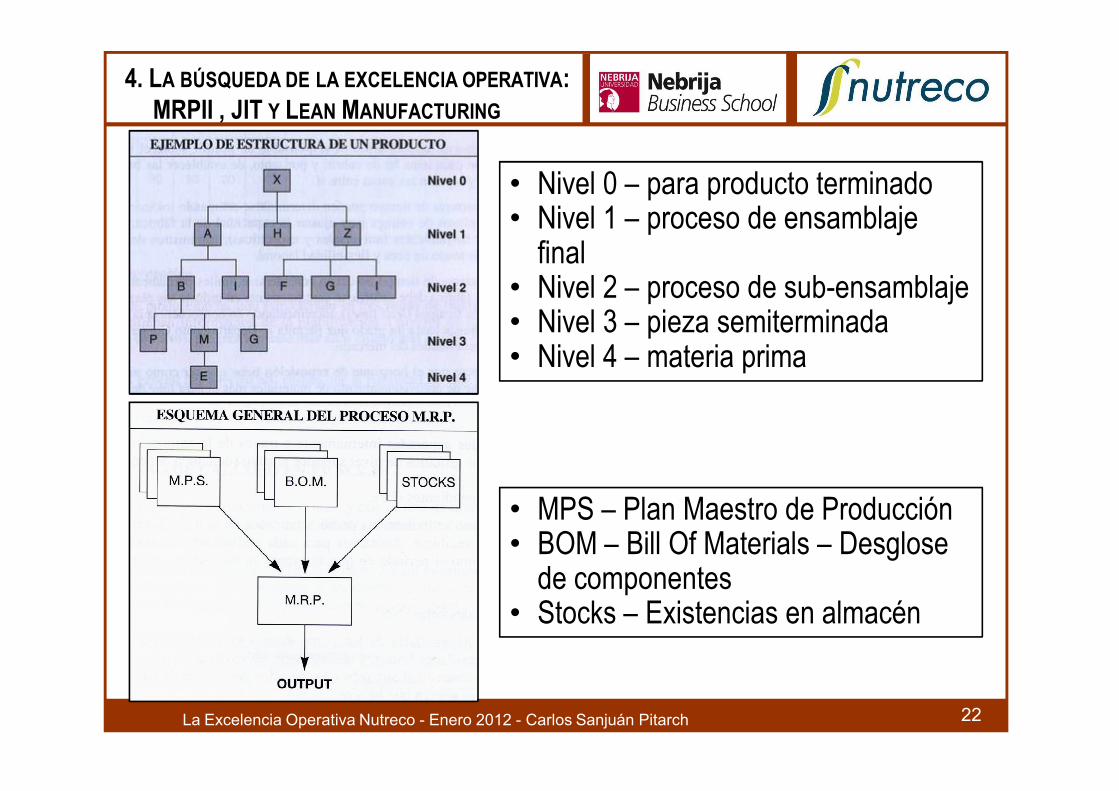
• MRP II (Manufacturing Resources Planning) es una evoluci�n del MRP inicial en la que, adem�s de los componentes se tienen en cuenta todos los recursos de la producci�n como equipos y sus capacidades y personas. Es un sistema computerizado adecuado para la producci�n de productos con demanda f�cilmente determinable y que utilizan muchos materiales y componentes.
4. LA B�SQUEDA DE LA EXCELENCIA OPERATIVA: MRPII , JIT Y LEAN MANUFACTURING
22La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
• Nivel 0 – para producto terminado• Nivel 1 – proceso de ensamblaje
final• Nivel 2 – proceso de sub-ensamblaje• Nivel 3 – pieza semiterminada• Nivel 4 – materia prima
• MPS – Plan Maestro de Producci�n• BOM – Bill Of Materials – Desglose
de componentes• Stocks – Existencias en almac�n
4. LA B�SQUEDA DE LA EXCELENCIA OPERATIVA: MRPII , JIT Y LEAN MANUFACTURING
Fases recomendadas en la implantaci�n de MRP II1. Fase preliminar (6-12 meses). Para predisponer a la organizaci�n
para el cambio que supone MRP.2. Fase de autoan�lisis (2-4 meses). Compara el sistema existente de
control de fabricaci�n con los requisitos est�ndar del MRP, se prepara un plan esquem�tico y se definen objetivos factibles.
3. Fase de planificaci�n. Desarrollo completo del plan 4. Fase de implementaci�n (12-18 meses para las fases 3-4) o puesta
en marcha del MRP.Principales problemas en la implementaci�n de MRP II.• Falta de exactitud en el nivel de existencias• Plazos de entrega inexactos• Listas de materiales erroneas• Deficiencias en el MPS• Metodolog�a deficiente
23La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
4. LA B�SQUEDA DE LA EXCELENCIA OPERATIVA: MRPII , JIT Y LEAN MANUFACTURING
JIT – Just in Time – Justo a tiempo.• Desarrollado por Toyota, se trata de una filosof�a de gesti�n y no
tanto de una metodolog�a.• Enfoque a la producci�n de arrastre o “pull” y a la flexibilidad, a
producir lo que nos han pedido y no en base a predicciones.• Requiere un an�lisis previo detallado, compromiso de todos los
niveles, empezando por la direcci�n y mejora de los procesos.
Objetivos de la filosof�a JIT.• Erradicar cualquier forma de despilfarro, de todo lo que no a�ade
valor para el cliente.• Acortar los plazos de producci�n• Eliminar los tiempos de parada• Minimizar el inventario en curso• Equilibrar hasta el m�ximo posible el flujo de producci�n• Identificar r�pida y sistem�ticamente los problemas
24La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
4. LA B�SQUEDA DE LA EXCELENCIA OPERATIVA: MRPII , JIT Y LEAN MANUFACTURING
Despilfarros. Toyota identific� los siguientes• Sobreproducci�n• Rechazos• Reprocesos• Tiempos de espera• Tiempos y manipulaciones de transporte• Stocks y movimientos innecesarios M�ximas de funcionamiento.• Los defectos no se deben trasladar a la siguiente fase del proceso,
se han de eliminar inmediatamente aunque se tenga que parar la l�nea de producci�n.
• No se permite producir un art�culo con anticipaci�n o producir cantidades superiores a las necesidades inmediatas.
25La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
4. LA B�SQUEDA DE LA EXCELENCIA OPERATIVA: MRPII , JIT Y LEAN MANUFACTURING
Subsistemas. Los m�s importantes para Toyota son:• Kanban. Sistema autom�tico de programaci�n, lanzamiento y control
de la producci�n “aguas abajo” en base a los pedidos de producto terminado que arrastran la producci�n de las etapas anteriores mediante kanbans o tarjetas de producci�n o de transporte. Sin un kanban devuelto por otra estaci�n aguas abajo no se inicia la producci�n.
• Jidoka. Parar la producci�n cuando se observa un defecto y evitar que afecte a procesos posteriores.
• Andon. Los problemas deben resolverse en orden y el funcionamiento del proceso debe ser transparente para todos los que est�n involucrados. Se utilizan se�ales como luces o tarjetas de colores.
Ejemplo proceso Kanban: http://www.youtube.com/watch?v=ZHxz_u-JkEk&feature=related
26La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
4. LA B�SQUEDA DE LA EXCELENCIA OPERATIVA: MRPII , JIT Y LEAN MANUFACTURING
Lean Manufacturing. • Metodolog�a enfocada a la mejora de la productividad y la calidad,
desarrollado por el grupo de tecnolog�a de Massachussets que toma una buena parte de sus herramientas del sistema de producci�n de Toyota.
• El LM usa menos recursos, menos esfuerzo humano, menos inventarios de materiales y herramientas, menos espacio y menos horas de ingenier�a para desarrollar un nuevo producto.
• Agrupa una serie de m�todos enfocados a minimizar el uso de recursos o reducir los desperdicios en la producci�n a trav�s de equipos de trabajo: 1) An�lisis del valor a�adido, 2) Las 5S’s, 3) Kaizen Blitz, 4) SMED Cambios r�pidos, 5) TPM Mantenimiento Preventivo Total, 6) Poka-yokes o m�todo a prueba de errores, 7) Celdas de producci�n, 8) LM aplicados a proveedores y transporte y 9) Indicadores LM.
27La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
4. LA B�SQUEDA DE LA EXCELENCIA OPERATIVA: MRPII , JIT Y LEAN MANUFACTURING
M�todo de an�lisis del valor a�adido. Analiza la cadena de valor del proceso para detectar las actividades que a�aden valor al cliente y las que no. Se proponen e implantan las soluciones m�s adecuadas.M�todo de las 5S’s. Mantener orden y limpieza permanente para evitar el desperdicio de espacios y optimizar los tiempos de b�squeda de �tiles y herramientas de producci�n:
• Seiri – clasificaci�n – separar innecesarios• Seiton – orden – situar necesarios• Seiso – limpieza – suprimir suciedad, mejorar la visibilidad• Seiketsu – normalizaci�n – se�alar anomal�as• Shitsuke – mantener la disciplina – seguir mejorando
M�todo Kaizen Blitz o de mejora inmediata. Para encontrar una soluci�n r�pida a problemas mediante un equipo de acci�n r�pida formado por personas con experiencia y de diversos niveles que se forman, resuelven los problemas y se deshacen en entre 1 y 5 d�as.
28La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
4. LA B�SQUEDA DE LA EXCELENCIA OPERATIVA: MRPII , JIT Y LEAN MANUFACTURING
M�todo SMED de cambios r�pidos. SMED = Single Minute Exchange of Dyes, para hacer cambios de �tiles en menos de 10 minutos mediante una preparaci�n anticipada del cambio. Mantenimiento Productivo Total (TPM). Para maximizar la disponibilidad del equipo de producci�n evitando los fallos inesperados y los defectos. Incluye varios tipos de mantenimiento a) correctivo, en casos poco frecuentes, b) aut�nomo, realizado por el operador de la m�quina, c) preventivo, de desgaste prematuro, d) predictivo, para prevenir fallos mayores sustituyendo piezas cr�ticas y e)proactivo, para actualizar y hacer mejoras a los equipos. Fiabilidad total: minimizar la dispersi�n de tipos de fallos y de su aparici�n.M�todos a prueba de error o Poka-Yoke. Para facilitar y no depender totalmente de la inspecci�n visual y pueden ser tanto se�ales de alarma o dise�os que impiden colocar incorrectamente una piezas.
29La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
4. LA B�SQUEDA DE LA EXCELENCIA OPERATIVA: MRPII , JIT Y LEAN MANUFACTURING
Celdas de producci�n. Para reducir los tiempos de proceso y uso de recursos incorporando la filosof�a del JIT y cambiar, si necesario, la disposici�n de la f�brica, agrupando tipos de m�quinas y el empleo de celdas en forma de U. Proveedores y transportes bajo el concepto Lean. Que entregan directamente a la l�nea de producci�n asumiendo la responsabilidad del suministro continuo y la calidad de lo entregado, eliminando documentaci�n, manipulaciones y almacenaje. Se suele reducir el n�mero de proveedores con quienes se realizan alianzas a largo plazo.Indicadores Lean. Adem�s de los habituales se sigue otros que miden la conversi�n de la empresa en Lean como acortamiento de plazos de entrega, mejoras en el nivel de servicio, tiempo de desarrollo de nuevos productos, tiempo de preparaci�n de nuevos modelos, etc.
30La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
4. LA B�SQUEDA DE LA EXCELENCIA OPERATIVA: MRPII , JIT Y LEAN MANUFACTURING
VMI – Vendor Managed Inventory o Inventarios Gestionados por el Proveedor. • Sistema de gesti�n de inventarios en los locales del comprador por
parte del proveedor o suministrador. • Se aplica principalmente en la gran distribuci�n comercial aunque
tambi�n en la industria. • El comprador no hace pedidos sino que transmite al proveedor
informaci�n del punto de venta sobre el consumo de uno o varios productos para que aquel realice los suministros necesarios que mantengan el stock acordado y eviten los “stock out”.
• Se mejora el servicio, el control del stock evitando posibles efectos l�tigo, se mejora la gesti�n del transporte y se evitan pedidos de �ltima hora.
• La propiedad de los productos no se suele transferir hasta el momento del consumo.
• Ejemplo de gesti�n VMI de cart�n para envasar l�quidos.31La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
5. ULTIMAS TENDENCIAS EN LOG�STICA: VMI YECR
ECR Efficient Customer Response o Respuesta Eficiente al Consumidor. En la p�gina de ECR Espa�a http://bit.ly/A0CAAv se cita que “nace a mediados de los 90 en Espa�a con la misi�n de trabajar conjuntamente (fabricantes y distribuidores) para satisfacer las necesidades del consumidor mejor, m�s r�pido y a un menor coste”. Inicialmente se basa en los siguientes elementos:
1. Pedidos autom�ticos – CAO Computer Assisted Ordering2. Intercambio electr�nico de datos - EDI3. Distribuci�n f�sica fluida – CD Cross Docking4. Coste en relaci�n a actividades - ABC Costing5. Gesti�n por categor�as – CM Category Management6. Resurtido o reaprovisionamiento continuo
Los proyectos de ECR Espa�a se integran en los proyectos de ECREuropa http://ecr-all.org/projects/current-ecr-projects/ .
32La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
4. LA B�SQUEDA DE LA EXCELENCIA OPERATIVA: MRPII , JIT Y LEAN MANUFACTURING
Proyectos actuales de ECR Europa, cada uno con su comit� correspondiente:1. Innovative Unit Loads – optimizar las cargas y el aprovechamiento
del transporte2. Shrinkage – eliminar las perdidas en la cadena de suministro3. Cadena de Suministro y su mejora continua4. Consumer – Shopper – entender y actualizar los comportamientos
de Consumidores – Compradores5. OSA Expert Group – Optimal Shelf Availability u Optimizar la
disponibilidad en el lineal.6. Inventory Optimisation – el stock m�nimo que asegure el servicio al
cliente7. Business Information – empleo de TIC que faciliten la mejora de los
sistemas.33La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
4. LA B�SQUEDA DE LA EXCELENCIA OPERATIVA: MRPII , JIT Y LEAN MANUFACTURING
Beneficios de ECR seg�n ECR Europa (estudio de 2004-5 para el per�odo desde 1995):
• Ahorros de 3,6% s/ ventas en costes y reducci�n de inventarios• Otro 3,3% se pueden ahorrar con la implementaci�n completa de
ECR• Mejora del 6% en niveles de servicio, 5% en disponibilidad en el
lineal y 10 d�as menos de inventario que quienes no han adoptado ECR.
M�s informaci�n sobre ECR: www.aedemo.es/aedemo3/socios/revista90/rev_90_04.pdf http://sede.aecoc.es/web/ecr.nsf/WPT/2D87E6D7567C36E8C12568
E10030076B?OpenDocument
34La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
4. LA B�SQUEDA DE LA EXCELENCIA OPERATIVA: MRPII , JIT Y LEAN MANUFACTURING
Una estaci�n de inspecci�n para ensamblar impresoras recibe 40 de ellas por hora y tienen dos inspectores, cada uno de los cuales puede revisar 30 impresoras por hora.1. �Cu�l es la utilizaci�n de los inspectores?2. �Qu� tasa de servicio se requerir�a para tener una utilizaci�n del
85%?
Utilizaci�n = 40/(2 x 30) = 67%85% = 40 / (2 x TS); 0,85 x 2TS = 40; TS = 40/(0,85 x 2) = 23,5
impresoras / hora
35La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
CASO 1. UTILIZACI�N Y TASA DE SERVICIO
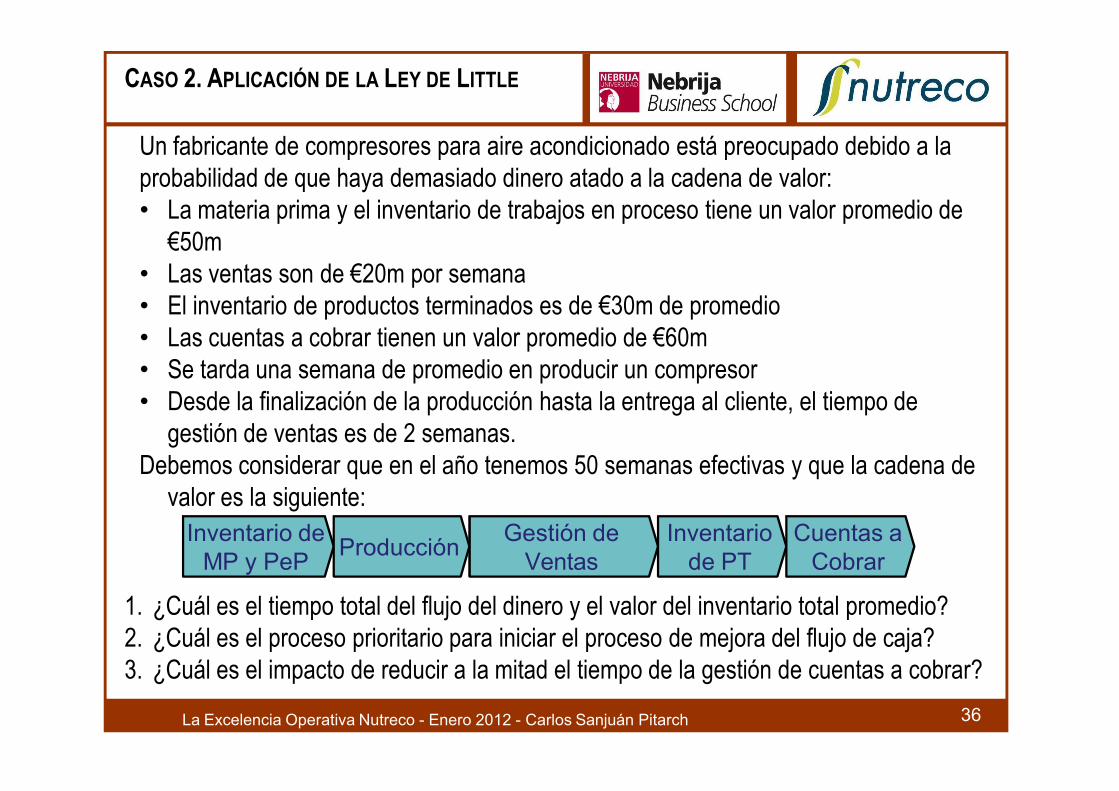
Un fabricante de compresores para aire acondicionado est� preocupado debido a la probabilidad de que haya demasiado dinero atado a la cadena de valor: • La materia prima y el inventario de trabajos en proceso tiene un valor promedio de
€50m• Las ventas son de €20m por semana• El inventario de productos terminados es de €30m de promedio• Las cuentas a cobrar tienen un valor promedio de €60m• Se tarda una semana de promedio en producir un compresor• Desde la finalizaci�n de la producci�n hasta la entrega al cliente, el tiempo de
gesti�n de ventas es de 2 semanas.Debemos considerar que en el a�o tenemos 50 semanas efectivas y que la cadena de
valor es la siguiente:
36La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
CASO 2. APLICACI�N DE LA LEY DE LITTLE
Inventario de MP y PeP Producci�n Gesti�n de
VentasInventario
de PTCuentas a
Cobrar
1. �Cu�l es el tiempo total del flujo del dinero y el valor del inventario total promedio?2. �Cu�l es el proceso prioritario para iniciar el proceso de mejora del flujo de caja?3. �Cu�l es el impacto de reducir a la mitad el tiempo de la gesti�n de cuentas a cobrar?
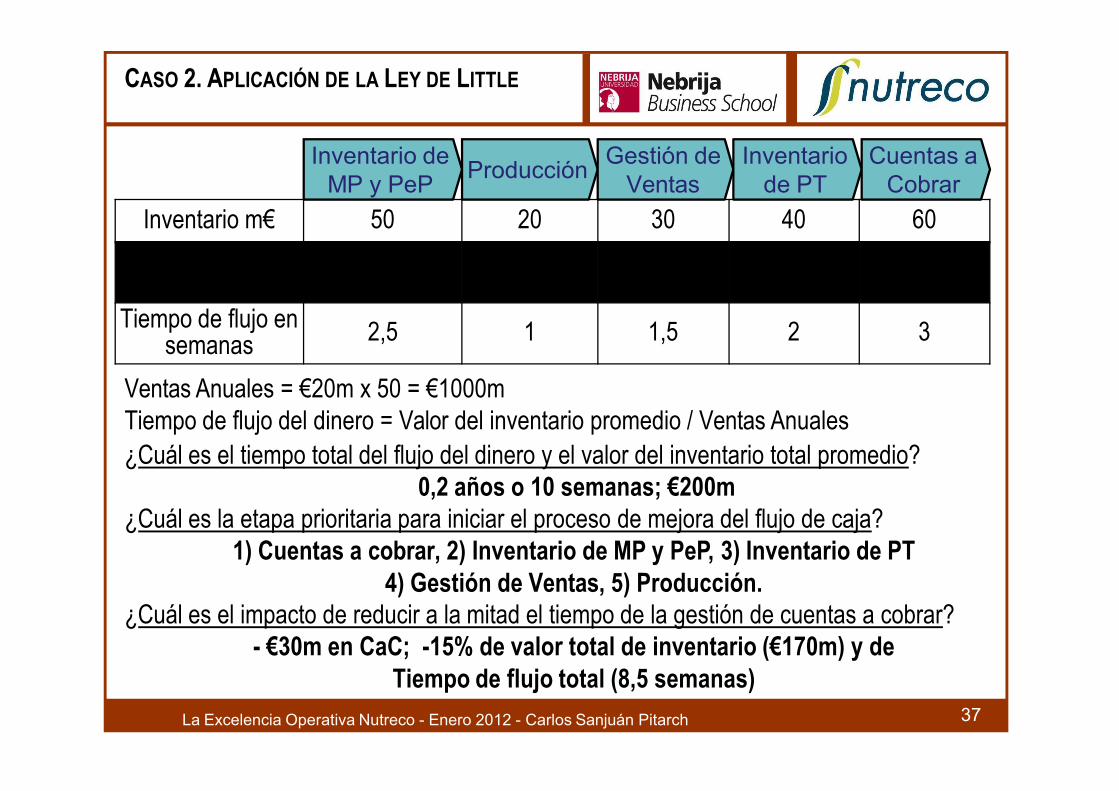
Ventas Anuales = €20m x 50 = €1000mTiempo de flujo del dinero = Valor del inventario promedio / Ventas Anuales
37La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
CASO 2. APLICACI�N DE LA LEY DE LITTLE
Inventario de MP y PeP Producci�n Gesti�n de
VentasInventario
de PTCuentas a
Cobrar
�Cu�l es el tiempo total del flujo del dinero y el valor del inventario total promedio?0,2 a�os o 10 semanas; €200m
�Cu�l es la etapa prioritaria para iniciar el proceso de mejora del flujo de caja?1) Cuentas a cobrar, 2) Inventario de MP y PeP, 3) Inventario de PT
4) Gesti�n de Ventas, 5) Producci�n.�Cu�l es el impacto de reducir a la mitad el tiempo de la gesti�n de cuentas a cobrar?
- €30m en CaC; -15% de valor total de inventario (€170m) y deTiempo de flujo total (8,5 semanas)
Inventario m€ 50 20 30 40 60Tiempo de Flujo
en a�os 0,05 0,02 0,03 0,04 0,06
Tiempo de flujo en semanas 2,5 1 1,5 2 3
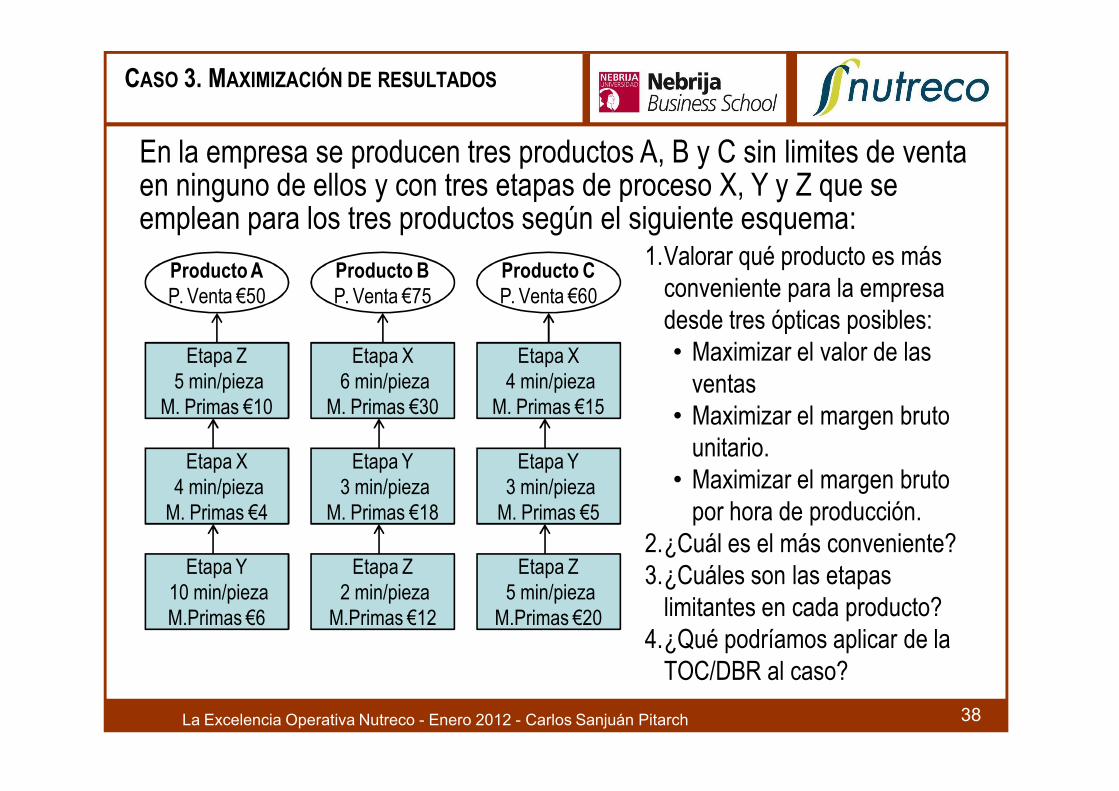
En la empresa se producen tres productos A, B y C sin limites de venta en ninguno de ellos y con tres etapas de proceso X, Y y Z que se emplean para los tres productos seg�n el siguiente esquema:
38La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
CASO 3. MAXIMIZACI�N DE RESULTADOS
Producto AP. Venta €50
Etapa Z5 min/pieza
M. Primas €10
Etapa X4 min/pieza
M. Primas €4
Etapa Y10 min/piezaM.Primas €6
Producto BP. Venta €75
Etapa X6 min/pieza
M. Primas €30
Etapa Y3 min/pieza
M. Primas €18
Etapa Z2 min/pieza
M.Primas €12
Producto CP. Venta €60
Etapa X4 min/pieza
M. Primas €15
Etapa Y3 min/pieza
M. Primas €5
Etapa Z5 min/pieza
M.Primas €20
1.Valorar qu� producto es m�s conveniente para la empresa desde tres �pticas posibles: • Maximizar el valor de las
ventas• Maximizar el margen bruto
unitario.• Maximizar el margen bruto
por hora de producci�n.2.�Cu�l es el m�s conveniente?3.�Cu�les son las etapas
limitantes en cada producto?4.�Qu� podr�amos aplicar de la
TOC/DBR al caso?
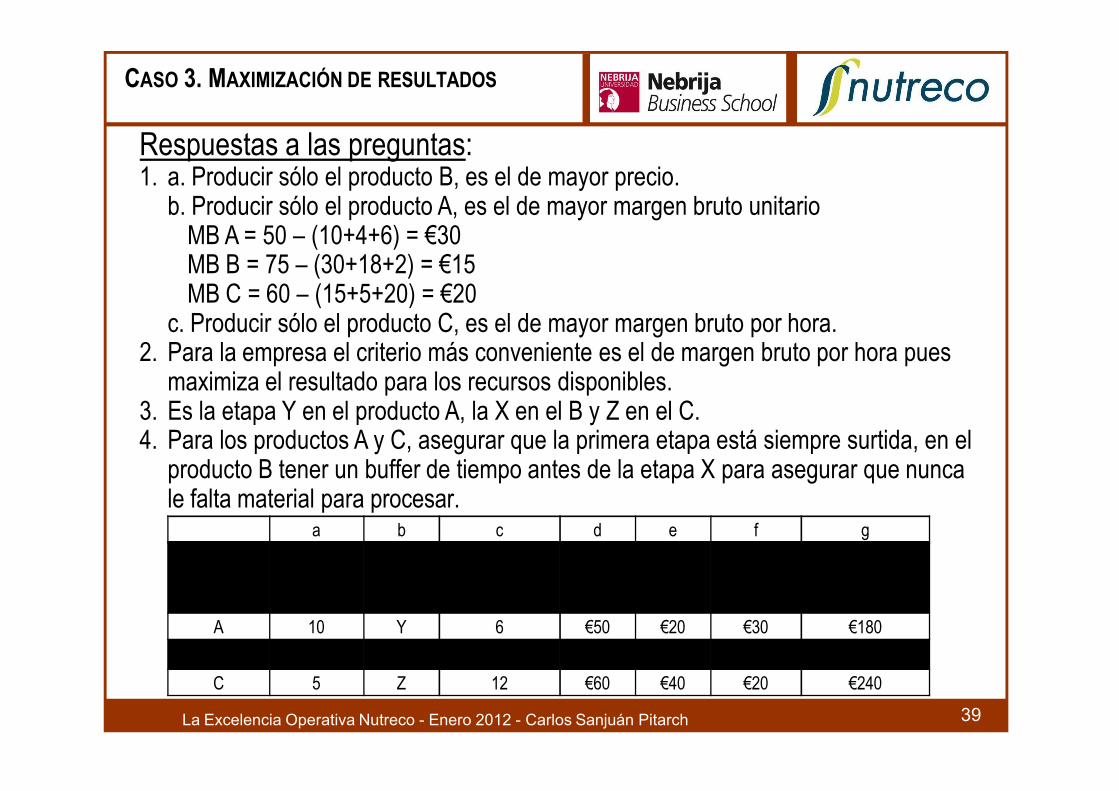
Respuestas a las preguntas:1. a. Producir s�lo el producto B, es el de mayor precio.
b. Producir s�lo el producto A, es el de mayor margen bruto unitarioMB A = 50 – (10+4+6) = €30MB B = 75 – (30+18+2) = €15MB C = 60 – (15+5+20) = €20
c. Producir s�lo el producto C, es el de mayor margen bruto por hora.2. Para la empresa el criterio m�s conveniente es el de margen bruto por hora pues
maximiza el resultado para los recursos disponibles.3. Es la etapa Y en el producto A, la X en el B y Z en el C.4. Para los productos A y C, asegurar que la primera etapa est� siempre surtida, en el
producto B tener un buffer de tiempo antes de la etapa X para asegurar que nunca le falta material para procesar.
39La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
CASO 3. MAXIMIZACI�N DE RESULTADOS
a b c d e f g
ProductoTiempo de proceso en
minutos
Etapa Limitante
Producci�n en Unidades/Hora P. Venta Coste de
M. PrimasMargen por
UniidadMargen por Hora
c x f
A 10 Y 6 €50 €20 €30 €180B 6 X 10 €75 €60 €15 €150C 5 Z 12 €60 €40 €20 €240
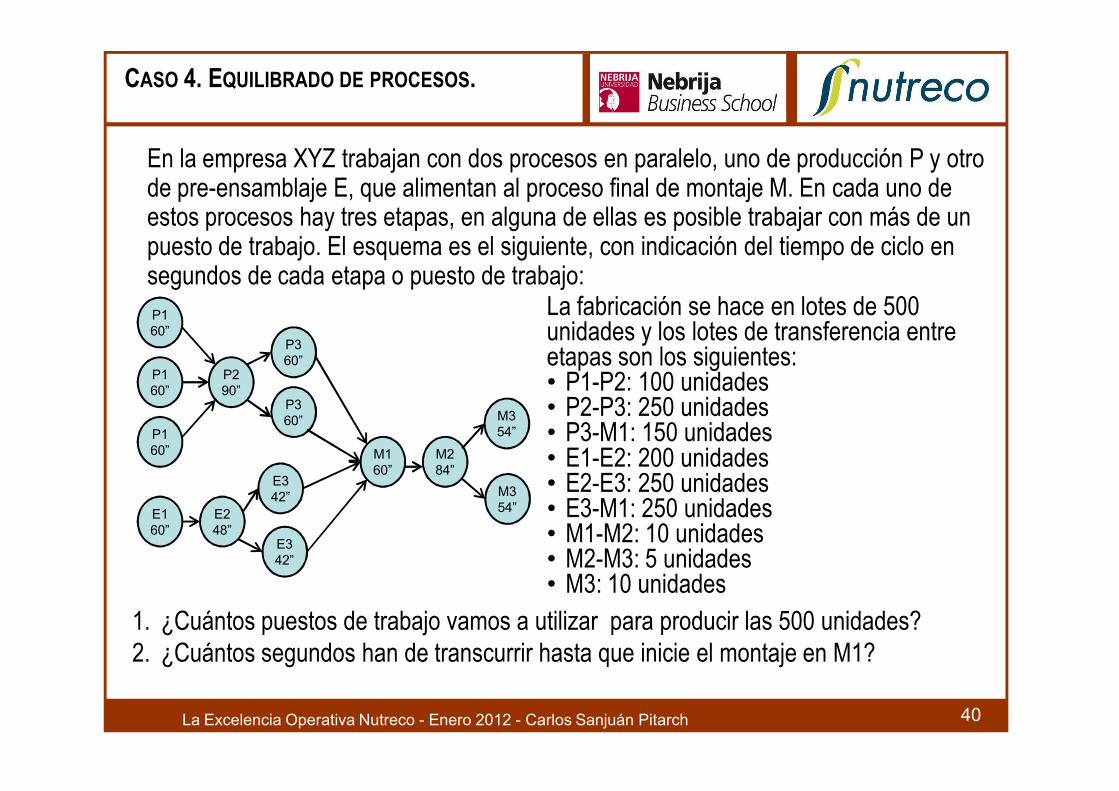
En la empresa XYZ trabajan con dos procesos en paralelo, uno de producci�n P y otro de pre-ensamblaje E, que alimentan al proceso final de montaje M. En cada uno de estos procesos hay tres etapas, en alguna de ellas es posible trabajar con m�s de un puesto de trabajo. El esquema es el siguiente, con indicaci�n del tiempo de ciclo en segundos de cada etapa o puesto de trabajo:
40La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
CASO 4. EQUILIBRADO DE PROCESOS.
La fabricaci�n se hace en lotes de 500 unidades y los lotes de transferencia entre etapas son los siguientes: • P1-P2: 100 unidades• P2-P3: 250 unidades• P3-M1: 150 unidades• E1-E2: 200 unidades• E2-E3: 250 unidades• E3-M1: 250 unidades• M1-M2: 10 unidades• M2-M3: 5 unidades• M3: 10 unidades
P1 60”
P1 60”
P1 60”
P2 90”
P3 60”
P3 60”
M1 60”
M2 84”
M3 54”E1
60”E2 48”
E3 42”
E3 42”
M3 54”
1. �Cu�ntos puestos de trabajo vamos a utilizar para producir las 500 unidades?2. �Cu�ntos segundos han de transcurrir hasta que inicie el montaje en M1?
41La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
CASO 4. EQUILIBRADO DE PROCESOS.
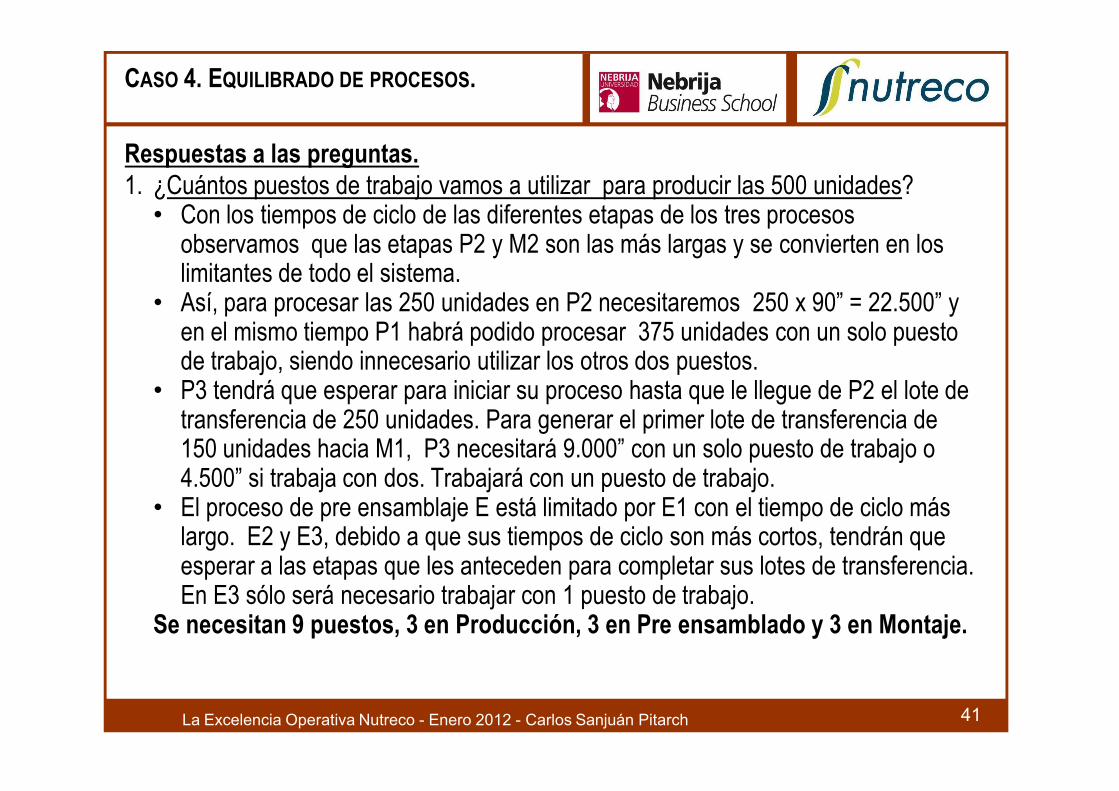
Respuestas a las preguntas.1. �Cu�ntos puestos de trabajo vamos a utilizar para producir las 500 unidades?
• Con los tiempos de ciclo de las diferentes etapas de los tres procesos observamos que las etapas P2 y M2 son las m�s largas y se convierten en los limitantes de todo el sistema.
• As�, para procesar las 250 unidades en P2 necesitaremos 250 x 90” = 22.500” y en el mismo tiempo P1 habr� podido procesar 375 unidades con un solo puesto de trabajo, siendo innecesario utilizar los otros dos puestos.
• P3 tendr� que esperar para iniciar su proceso hasta que le llegue de P2 el lote de transferencia de 250 unidades. Para generar el primer lote de transferencia de 150 unidades hacia M1, P3 necesitar� 9.000” con un solo puesto de trabajo o 4.500” si trabaja con dos. Trabajar� con un puesto de trabajo.
• El proceso de pre ensamblaje E est� limitado por E1 con el tiempo de ciclo m�s largo. E2 y E3, debido a que sus tiempos de ciclo son m�s cortos, tendr�n que esperar a las etapas que les anteceden para completar sus lotes de transferencia. En E3 s�lo ser� necesario trabajar con 1 puesto de trabajo.
Se necesitan 9 puestos, 3 en Producci�n, 3 en Pre ensamblado y 3 en Montaje.
42La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
CASO 4. EQUILIBRADO DE PROCESOS.
Respuestas a las preguntas.1. �Cu�ntos segundos han de transcurrir hasta que inicie el montaje en M1?
Sumaremos los tiempos totales de las l�neas de producci�n y de pre-ensamblado.P1 – Tiempo hasta completar el 1er lote de transferencia 100 x 60” = 6.000”P2 – Tiempo hasta completar el 1er lote de transferencia 250 x 90” = 22.500”P3 – Procesar� el 1er lote de 150 unidades a enviar a M1 en 150 x 60” = 9.000” Tiempo total P hasta M1 = 6.000+22.500+9.000 = 37.500”E1 – Tiempo hasta completar el 1er lote de transferencia 200 x 60” = 12.000”E2 – Tiempo hasta completar el 1er lote recibido 200 x 48” = 9.600” y esperar� 2.400” hasta recibir el 2� lote de E1. Para procesar las 50 unidades que le faltan para completar el lote de transferencia le llevar�n 50 x 48” = 2.400”E3 – Tiempo hasta completar el 1er lote de transferencia a M1 250 x 42” = 10.500”Tiempo total E hasta M1 = 12.000+9600+2400+2400+10500 = 36.900” El tiempo hasta M1 lo marca la l�nea de producci�n P con 37.500”Los dos procesos est� ligeramente desequilibrados en su conjunto y tal desequilibrio es mayor y provoca limitaciones en P2 y E1
43La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
CASO 4. EQUILIBRADO DE PROCESOS.
Respuestas a las preguntas.1. �Cu�ntos segundos han de transcurrir hasta que inicie el montaje en M1?
Sumaremos los tiempos totales de las l�neas de producci�n y de pre-ensamblado.P1 – Tiempo hasta completar el 1er lote de transferencia 100 x 60” = 6.000”P2 – Tiempo hasta completar el 1er lote de transferencia 250 x 90” = 22.500”P3 – Procesar� el 1er lote de 150 unidades a enviar a M1 en 150 x 60” = 9.000” Tiempo total P hasta M1 = 6.000+22.500+9.000 = 37.500”E1 – Tiempo hasta completar el 1er lote de transferencia 200 x 60” = 12.000”E2 – Tiempo hasta completar el 1er lote recibido 200 x 48” = 9.600” y esperar� 2.400” hasta recibir el 2� lote de E1. Para procesar las 50 unidades que le faltan para completar el lote de transferencia le llevar�n 50 x 48” = 2.400”E3 – Tiempo hasta completar el 1er lote de transferencia a M1 250 x 42” = 10.500”Tiempo total E hasta M1 = 12.000+9600+2400+2400+10500 = 36.900” El tiempo hasta M1 lo marca la l�nea de producci�n P con 37.500”Los dos procesos est� ligeramente desequilibrados en su conjunto y tal desequilibrio es mayor y provoca limitaciones en P2 y E1
44La Excelencia Operativa Nutreco - Enero 2012 - Carlos Sanju�n Pitarch
CASO 4. EQUILIBRADO DE PROCESOS.
Propuesta de equilibrado del procesoSuponiendo que no exista ninguna restricci�n que lo impida, �c�mo quedar�an los c�lculos anteriores si equilibramos todas las etapas a 84” de tiempo de ciclo y reducimos los lotes de transferencia a 10 unidades entre etapas de P y E y a 1 unidad en M?.P1 – Tiempo hasta completar el 1er lote de transferencia 10 x 84” = 840”P2 – Tiempo hasta completar el 1er lote de transferencia 10 x 84” = 840”P3 – Tiempo hasta completar el 1er lote de transferencia 10 x 84” = 840” Tiempo total P hasta M1 = 840 x 3 = 2.520”E1 – Tiempo hasta completar el 1er lote de transferencia 10 x 84” = 840”E2 – Tiempo hasta completar el 1er lote de transferencia 10 x 84” = 840”E3 – Tiempo hasta completar el 1er lote de transferencia a 10 x 84” = 840”Tiempo total E hasta M1 = 840 x 3 = 2.520” Para producir los 150 unidades de la primera parte del caso, hasta llegar a M1, necesitaremos 840” para el proceso del 1er lote de transferencia de 10 unidades + 140 x 84” = 840 +(140 x 84) = 12.600” empleando el mismo personal.