ing. mantto,cap.2a-el mantto
DESCRIPTION
manttoTRANSCRIPT

DESARROLLADO POR:
MBA Ing. José Campos B.Profesor Principal – FIME - U.N.ICA
INGENIERÌA DE MANTENIMIENTOY
SEGURIDAD INDUSTRIAL
CAPITULO II
2
SEMANA 02 y 03: EL MANTENIMIENTO
2.1. Definición y Finalidad2.2. Tipos: Mantenimiento Preventivo,
Predictivo y Mejorativo.2.3. Determinación de un Sistema adecuado de mantenimiento:
Evaluación de la situación actual del Man-tenimiento, Ciclo de vida de los equipos, Tareas más frecuentes de mantenimiento, Criticidad de los equipos, etc.

DEFINICIÒN DE MANTENIMIENTO
3
El mantenimiento es un conjunto de actividades que se realizan con la finalidad de mantener y/o recuperar el estado ideal de un sistema; así como la determinación y evaluación de su estado real, por medios técnicos.
El conjunto de actividades se refiere a:Inspección: permite evaluar la situación real de compo- nentes de un sistema. Ejemplo: medir algún parámetro.Conservación: que permite mantener el estado ideal de componentes de un sistema. Ejemplo: lubricar.Reparación: permiten la reposición del estado ideal de los componentes de un sistema. Ejemplo: cambio o reconstrucción de componentes.

ACTIVIDADES O TAREAS QUE REALIZA MANTENIMIENTO
4
INSPECCION
Averiguar el estado real
CONSERVACION
Conservar el estado teórico
REPARACION
Restaurar el estado teórico
Coincide estado real con estado
teórico?
No
Si
ACTIVIDADES O TAREAS QUE REALIZA MANTENIMIENTO
5
Inspección:Averiguar el estado real.
Conservación: Conservar el estado teórico,• Sustitución Preventiva• Lubricación• Ajustes• Limpieza
Reparación:Solucionar la fallafalla para lograr el estado teórico

TIPOS DE MANTENIMIENTO
6
MANTENIMIENTO
MANTENIMIENTO PROACTIVO
PREVENTIVO (MP)
MANTENIMIENTOREACTIVO
MEJORATIVOPREDICTIVO (MPd)
M. NO PLANIFICADO M. PLANIFICADO
Una pequeña señal a tiempo es la Clave del Mantenimiento
Preventivo / Proactivo
7

I.- MANTENIMIENTO REACTIVO
8
No se realiza ningún tipo de planificación ni programación.
Son reparaciones imprevistas (emergencia) de fallas.
Decidir aplicación mediante análisis de costos.Aplicable a equipos o componentes:
De bajo costo.Auxiliares que no están directamente relacionado
a la producción.Sin riesgo personal ni contaminación del medio
ambiente.

VENTAJAS DEL MANTENIMIENTO REACTIVO
9
Aprovechamiento de activos hasta la falla.Baja inversión en mantenimiento.Poca infraestructura administrativa.No requiere actividades de diagnóstico o de
inspección.Cuando se presenta la avería la reparación es
efectuada por el personal de mantenimiento.

DESVENTAJAS DEL MANTENIMIENTO REACTIVO
10
Imprevisión puede originar una paralización mayor por la posibilidad de un deterioro importante por avería en cadena o “efecto dominó”.
Posibles mayores costos por pérdida de producción y por mantenimiento.
Operación insegura y ambiente deficiente.Requiere buena logística e inventarios.

II.- MANTENIMIENTO PROACTIVO
11
Es planificado y programado a fin de tener una eficiente gestión del mantenimiento
La función de mantenimiento debe ser compartida con todas las demás áreas de la empresa

II.- MANTENIMIENTO PROACTIVO
12
Abarca el MPv y el MPd.Evita fallas utilizando el Monitoreo.Emplea el análisis de aceite, el control de
contaminantes y demás técnicas predictivas.Realiza acciones que se basan en las causas
de origen de las fallas.
13
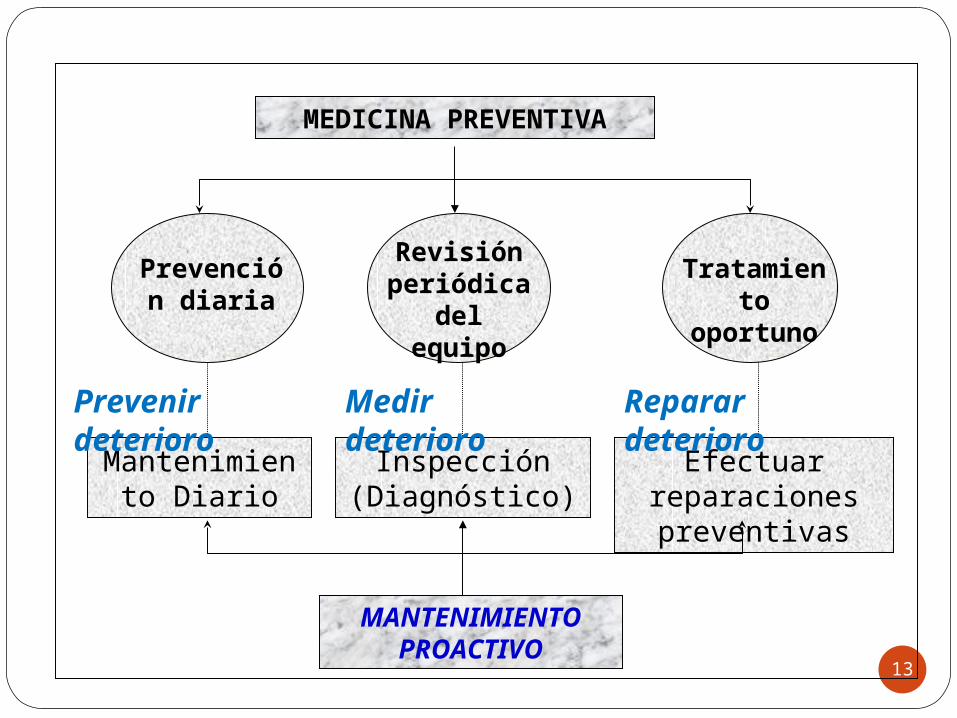
Mantenimiento Diario
Inspección (Diagnóstico)
Efectuar reparaciones preventivas
MANTENIMIENTO PROACTIVO
MEDICINA PREVENTIVA
Prevención diaria
Revisión periódica del
equipo
Tratamiento oportuno
Prevenir deterioro Reparar deterioroMedir deterioro

II.1.- MANTENIMIENTO PREVENTIVO
14
Son servicios periódicos que se realiza al equipo, puede ser desde una rutina de lubricación hasta la adaptación, después de un determinado tiempo, de piezas o componentes.
El intervalo entre servicios puede ser en horas de operación, números de cambios de operación, en tiempo( horas, días, semanas )
Realizar chequeos para verificar si el intervalo fijado es correcto.
Tipos:Tipo I .- trabajo que los operadores pueden realizarTipo II .- trabajo que requiere la habilidad de un especialista
(y/o herramientas) en mantención.

TAREAS DEL MANTENIMIENTO PREVENTIVO
15
Son las actividades sistemáticas de hacer: Limpieza, Lubricación, Inspección, Prueba, Ajuste, Servicio técnico y Reparaciones menores con la finalidad de mantener el equipo en óptimas condiciones de operación. Cada tarea toma normalmente pocos minutos. Es llamado también MP tipo I.
A.- TAREAS DE RUTINA:

TAREAS DEL MANTENIMIENTO PREVENTIVO
16
El equipo normalmente no es retirado de su base. Desmantelamiento parcial del equipo.Empleo de distintas herramientas.Reemplazo de numerosas partes o componentes.Alto nivel de habilidad del personal de MPv.Mucho más tiempo que las tareas rutinariasProgramación del equipo para una parada
planificada.Pruebas de funcionamiento del equipo.
B.- TAREAS DEL MANTENIMIENTO GLOBAL:

TAREAS DEL MANTENIMIENTO PREVENTIVO
17
Se realiza cuando el equipo, puede ser sacado de la línea de producción por un extenso periodo de tiempo.
Retiro del equipo de la línea de producción.Desmantelamiento total del equipo.Reemplazo o reconstrucción de muchas partes
o componentes.Empleo de muchas herramientas, incluyendo
máquinas herramientas.Alto nivel de habilidades del personal de MPv.
C.- TAREAS DE RECONSTRUCCIÓN U OVERHAUL:

18
La participación de los proveedores. Mayor tiempo para su ejecución. Repintado del equipo. Re calibración y prueba de funcionamiento. Reinstalación en la línea de producción. Después de realizar este tipo de mantenimiento, normalmente se reestructura el equipo a una condición próxima a la nueva. La tasa de fallas cae drásticamente.
C.- TAREAS DE RECONSTRUCCIÓN U OVERHAUL:
VENTAJAS DEL MANTENIMIENTO PREVENTIVO
19
Aumenta la disponibilidad de los activos.Evita grandes y costosas reparaciones
actuando antes que se agrave la situación.Ahorra energía y reduce fallas de equipos y
procesosPermite planificar recursos y coordinar
actividades.Posibilita que los equipos cubran su
amortización total.

DESVENTAJAS DEL MANTENIMIENTO PREVENTIVO
20
Actividades preventivas requieren inversión de capital y de tiempo operativo (“disminuyen” disponibilidad)
Es intensivo en mano de obraPuede desaprovechar parte de la vida útil.Requiere optimizar programación mediante el
uso de modelos estadísticos, dependen de muestra
Todavía pueden ocurrir fallasRequiere de 2 a 4 años para implantarlo.

II.2.- MANTENIMIENTO PREDICTIVO
21
Cuando un equipo ha empezado ha gastarse, sus condiciones de operación, tales como vibración, temperatura, condición del aceite, etc. empezarán a cambiar, razón por la cual este tipo de mantenimien-to propone un monitoreo frecuente de la condición del equipo, precisamente para detectar el cambio, analizar las causas del cambio y dar la solución correcta “justo antes” de que se produzca la falla catastrófica.
II.2.- MANTENIMIENTO PREDICTIVO
22
Sirve para el mismo propósito que el MPv.Utiliza aparatos de prueba sofisticados para
ayudar a predecir cuando fallará algún componente del equipo.
El MPd depende de una serie de técnicas (herramientas, equipos, conocimientos, métodos, procedimientos y filosofías) que aplicados en armonía logran con efectividad su objetivo.
CONCEPTO.- Es el efecto de predecir o anteponerse a un evento que no presenta síntoma aparente.
II.2.- MANTENIMIENTO PREDICTIVO
23
El MPd también denominado Monitoreo de condición, es el proceso para determinar la condición de una máquina mientras está en operación “a plena carga”, para detectar fallas, analizar, encontrar su causa, y corregir el problema, programando una reparación eficiente y eficaz de los componentes con problemas “ antes de que falle”.
OBJETIVO.- predecir eventos en maquinarias y sistemas que puedan interferir con el proceso
productivo y tomar acciones para evitarlos.
ETAPAS DEL MANTENIMIENTO PREDICTIVO
24
b.- Análisis.-consiste en analizar el problema detectado en la primera fase. En este caso, hay que dirigirse a la máquina y tomar datos adicionales que nos ayuden a encontrar la causa del cambio de condición.
c.- Corrección.- eliminar el problema detectado y analizado, tomando acción adecuada y correcta.
a.- Detección.- esta es una etapa de recolección de datos en los equipos, que nos sirve para poder detectar problemas en algunos puntos de los equipos. Los datos tomados por lo general nos sirven para un análisis de la posible causa del problema.

TÉCNICAS DE MANTENIMIENTO PREDICTIVO
25
Incluye una serie de pruebas y análisis, tales como:
Análisis de vibraciones Pruebas de aislamiento (Megger) Análisis espectrográfico de aceite Análisis termográfico Inspección infrarroja Análisis acústico. Boroscopia Ensayos no destructivos Correctivos de precisión como alineación y
balanceo.
26
ANALISIS DE VIBRACIONES: (algunas veces llamado también Monitoreo de la Condición), se basa en el análisis de vibraciones, el cual consiste en monitorear los movimientos de las maquinarias rotativas y recíprocas para estudiar su comportamiento. Las características de vibración son: Amplitud, Frecuencia, Angulo de fase, su forma de Onda.
PRUEBAS DE AISLAMIENTO: se lleva a cabo en los motores eléctricos y consiste en medir el aislamiento utilizando el meggómetro.

27
ANÁLISIS ESPECTROGRÁFICO DE ACEITE: conocido también como Tribología, analiza los fenómenos relacionados con la fricción y el desgaste obteniendo resultados del análisis Físico Químico de los aceites de las maquinarias.
ANÁLISIS TERMOGRÁFICO: consiste en el monitoreo de las temperaturas de operación de los sistemas mecánicos y eléctricos, a través de rayos infrarrojos.

28
INSPECCIÓN INFRARROJA: se utilizan rastreadores infrarrojos, similares a las cámaras de video, para detectar diferencias de Tº en la superficie. La imagen que muestra la pantalla realza estas diferencias dando diferentes tonalidades en blanco y negro o a color.
ANÁLISIS ACÚSTICO: La medición de la vibración en la frecuencia acústica (150 a 500 KHz) es utilizada para detectar fallas tempranas en los rodamientos.
También, aunque no muy utilizada, la medición del nivel de ruido y su análisis, se emplea para detectar problemas de instalación y funcionamiento de equipos rotativos tales como compresores de tornillo, centrífugos y otros.

29
BOROSCOPÍA.- se enfoca en la ampliación de las imágenes que podemos visualizar para alcanzar espacios diminutos durante cualquier inspección.

ENSAYOS NO DESTRUCTIVOS
30
Consiste en el análisis interno y superficial de los materiales que componen un equipo o sistemas basados en los análisis por:
Líquidos penetrantes. Partículas magnéticas. Ultrasonido. Análisis Vibracional. Análisis de aceite. Radiografías.

Líquidos penetrantes
31
Este método de prueba e inspección se usa para ubicar fisuras o rajaduras superficiales o que llegan a la superficie desde el interior. La prueba del líquido penetrante se hace en la siguiente frecuencia:1.- Limpiar la superficie a inspeccionar.2.- Aplicar el colorante penetrante.3.- Limpiar el colorante de la superficie
después de que un tiempo prudencial haya pasado.
4.- Aplicar el revelador.5.- Inspeccionar los resultados.

Partícula Magnética
32
Este método de prueba no destructiva usa el principio de los campos magnéticos de indicar defectos en materiales altamente magnetizables. No se puede usar en materiales no magnetizables como el bronce, cobre o aluminio.
El proceso de prueba consta de cuatro pasos básicos:1.- Limpieza de la superficie a probar.2.- Desarrollo del campo magnético en el objeto
de prueba.3.- Aplicación de partículas magnéticas al objeto.4.- Examinar el patrón magnético de las partículas para detectar cualquier discontinuidad.

Prueba con líquidos fluorescentes
33
Limpieza inicial de la zona con el agente limpiador y una tela
Aplicación del líquido penetrante (Esperar un tiempo para que penetre en las fallas)
Aplicar agente limpiador en una tela y limpie la superficie
Aplique una capa muy fina del agente de revelado
Inspeccione con la luz negra. Las fisuras aparecerán como líneas brillantes, las porosidades como puntos

Prueba de Ultrasonido
34
La prueba de ultrasonido, es el uso de ondas sonoras de alta frecuencia que se transmite al y a través del objeto. Los resultados se leen en un medidor y se obtienen dos datos:Espesor del objeto y Cualquier falla interna del material.
El MP se beneficia con el uso del ultrasonido por que el inspector puede detectar fallas internas producidas por fatiga, corrosión o defectos de fabricación.
El procedimiento es el siguiente:1.- El transmisor se fija a la parte a inspeccionar.2.- El receptor se coloca al lado opuesto o al costado dependiendo del tipo de prueba o muestreo y del tipo de equipo que se use.3.- Se activa el transmisor. Y4.- Si existe algún defecto o falla en el material la señal o parte de ella es reflejada. Esta flexión nos indicará la presencia de una falla interna.
Análisis Vibracional
35
Webster define la vibración como rápido movimiento adelante y atrás. Todas las máquina vibran no importando cuán cuidadosamente se hayan construido e instalado y cuán pequeñas sean las tolerancias de su manufactura. Cualquier cambio en las condiciones de una pieza de equipo trae como consecuencia el aumento de vibración.
La vibración tiene dos características principales:
La frecuencia.- es el número de veces de oscilación de una parte a través de un ciclo en un segundo, usualmente se expresa en Herz. La otra dimensión es ciclos por minuto (CPM), reservada para equipos más lentos. La Amplitud.- es la medida de la severidad de la vibración y se dimensiona de tres maneras: - Desplazamiento, - Velocidad y - Aceleración.

Análisis Vibracional
36
Algunas de las condiciones que se pueden determinar por análisis vibracional son:Desbalance.Chumaceras defectuosas.Desalineamiento.Aflojamiento.Lubricación.Lubricación insuficiente.Eje doblado.

Análisis de Aceite
37
Este método se utiliza para determinar desgastes, en el cual se analizan muestras del aceite lubricante o del aceite hidráulico, para determinar el grado de desgaste de la unidad operativa. La muestra del aceite se extrae del sistema y luego se lleva al analizador donde es examinada para verificar el tamaño y tipo de las partículas que contiene. Cuanto mayor sea la contaminación que se detecte en el fluido, más rápido será el deterioro del sistema. En los sistemas de lubricación la contaminación acelera el desgaste de los componentes mecánicos.
El sistema usado para analizar las partículas está compuesto de un contador de partículas y un determinador de tamaño. Esto permite al técnico decidir si el fluido es aceptable, necesita ser filtrado o se debe cambiar.
Análisis de Aceite
38
La segunda parte de la prueba es un análisis espectroquímico, las partículas son examinadas para determinar de qué manera están formadas, esto determinará si son suciedad, material de desgaste o aditivos solidificados.
Si las partículas son sólo sociedad, se requerirá un filtrado o un cambio del aceite; si las partículas son aditivos, sólo se requerirá un cambio del aceite o añadir nuevos aditivos.
Si las partículas son material de desgaste, se debe verificar las impresiones del sistema para detectar de que parte provienen. Si el volumen de partículas indica un desgaste excesivo, se debe recambiar la parte afectada para evitar una rotura total o mayor.

Pruebas Radiográficas
39
Este sistema se usa con equipos portátiles de tomas radiográficas, las placas son aproximadamente de 6’ x 4’’. Su principal uso es en la inspección de soldaduras de tanques, calderos y recipientes a presión. En la placa aparecerá la penetración de soldadura, el grado de fusión obtenido, las fallas y porosidades, si las hay.
De acuerdo a las normas ASME y API para la soldadura de tanques de combustibles y recipientes a presión, se exige un porcentaje del total de los cordones de soldadura efectuados, se debe inspeccionar con radiografías.

40

Ventajas del Mantenimiento Predictivo
41
Disminuye el costo de mantenimiento.Aprovecha vida útil completa.No realiza actividades preventivas
innecesarias.Incrementa disponibilidadAhorra energíaMejora la seguridad.

Desventajas del Mantenimiento Predictivo
42
No permite tan buena planificación como el Mantenimiento Preventivo.
Depende de la confiabilidad de los diagnósticos.
Requiere inversión en instrumentos que pueden ser sofisticados y caros.
Incrementa inversión en entrenamiento.Los ahorros no se ven de inmediato.

PRINCIPALES BENEFICIOS
43
Reduce los costos de mantenimiento en un 50 % en plantas que solo cuentan con mantenimiento correctivo. En plantas con programas de mantenimiento preventivo consolidado esta reducción es del orden del 30 %.
Reduce las pérdidas de producción al eliminar las paradas de producción no programadas debido a fallas inesperadas de máquinas.
Permite la detección y diagnóstico temprano (predictivo) de problemas en la maquinaria permitiendo tomar acciones correctivas que eviten daños costosos secundarios.
Permite optimizar la planificación del mantenimiento basándose esta en las necesidades reales de la maquinaria, determinadas por su condición operacional.
EL PROGRAMA DE MANTENIMIENTO PREDICTIVO
44
El mejor y más efectivo programa de mantenimiento predictivo consiste en un monitoreo (periódico y/o continuo) combinado con inspecciones visuales y basado en frecuencias determinadas de reemplazo de partes.
En los Programas de Mantenimiento Predictivo contrariamente a lo que se pueda pensar las nuevas tecnologías no reemplazan a los métodos de evaluación y análisis existentes (escuchar, mirar y tocar), ni al mantenimiento preventivo, lo que hacen es potenciarlos.

EL MANTENIMIENTO MEJORATIVO
45
Efectuado por personal que ha sido designado para que se dedique en forma especial.
Puede ser la mejora de la organización.Puede significar la mejora de la
maquinaria.Se plantea objetivos bien definidos.

SISTEMA DE MANTENIMIENTO
46
1º.- Inventario de recursos físicos (máquinas, equipos, herramientas, etc.), recursos humanos y económicos.2º.- Diagnóstico/Evaluación de la situación actual del Mantenimiento.3º.- Ciclo de vida de los equipos.4º.- Tareas típicas de mantenimiento: Inspección, Conservación y Reparación.5º.- Información requerida:
DETERMINACIÓN DE UN SISTEMA ADECUADO DE MANTTO:
Del Fabricante del Equipo De los Operadores del Equipo Del Dpto. de Mantenimiento Del Área de Ingeniería Del Resultado del Análisis del Equipo (diagnostico) Del Resultado del Análisis de la OEE (Eficiencia Global del Equipo) De los Costos y Presupuestos del Mantto.
SISTEMA DE MANTENIMIENTO
47
6º.- Criticidad de los Equipos: prioridad, riesgo personal y ambiental.
7º.- Organización del Mantenimiento. : Formulación de una estructura organizacional y las
relaciones de autoridad requeridas.Para establecer un organigrama adecuado es necesario :- Definir políticas y objetivos de la empresa respecto al M.Pv.- Establecer procedimientos y métodos de trabajo- Establecer el nivel del área de mantto. dentro de la empresa.- Establecer los mecanismos de coordinación con otras áreas.
Se puede comenzar a planificar el mantenimiento con esta información y posteriormente se va modificando en función de cómo marcha el equipo.

48
2º. EVALUACION DE LA SITUACIÓN ACTUAL DE LOS EQUIPOS
Las máquinas son evaluadas para verificar:
Confiabilidad.
Capacidad.
Condición general (limpieza, seguridad, etc).
Escala de clasificación:
1: Malo 4: Bueno
2: Regular 5: Excelente
3: Promedio

49
1. REQUIERE MP Y MPD:
Todo equipo que deba ser inspeccionado de acuerdo a normas establecidas por autoridades gubernamentales.
Equipos de criticidad 1 (aquellos que “no deben fallar”).
Aquellos equipos cuyo tiempo muerto total y costos de reparación superen la suma de US $ 100.000 / año.
EQUIPOS QUE DEBEN FORMAR PARTE DEL MPv/MPd
50
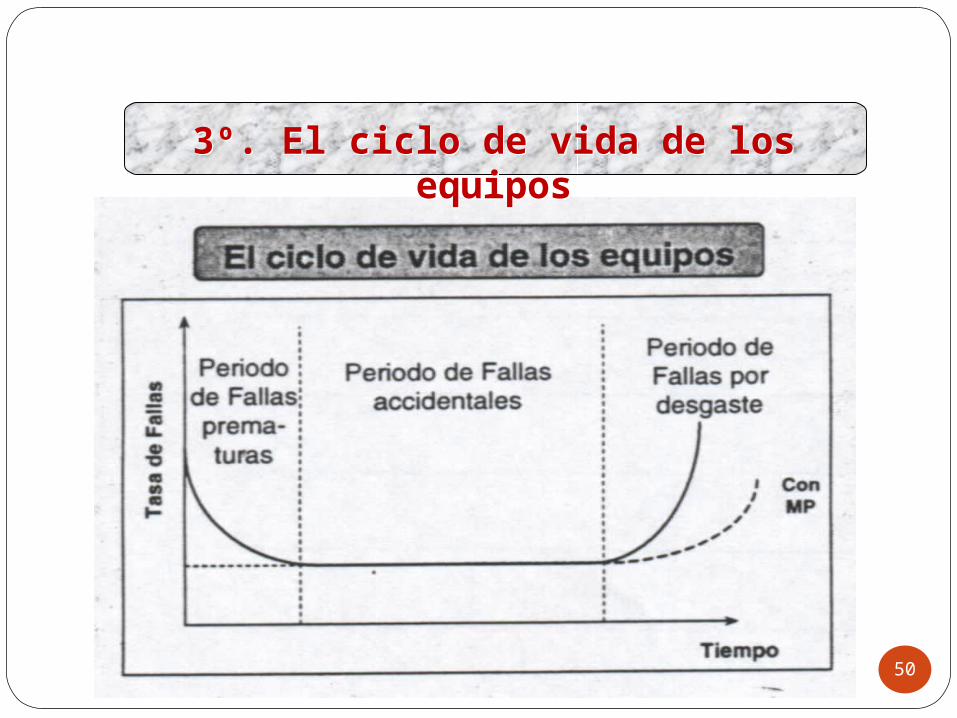
3º. El ciclo de vida de los equipos3º. El ciclo de vida de los equipos

51
CategoríaFallas
prematuras
Fallas accidentales
Fallas por desgaste
CausaErrores diseño
Fabricación
Errores Operacionales Desgaste
Contramedidas
Ensayos para aceptación y
control de arranque
Operación Apropiada
Mejora Preventiva y de Mantenibilidad
3º. El ciclo de vida de los equipos3º. El ciclo de vida de los equipos

52
Son modificaciones desventajosas de los activos producidos por: Deformación, soltura, rotura, corrosión, desgaste, etc.
Las fallas más frecuentes son:
Defectos de Fabricación.
Errores de Operación,
Deterioro normal.
Envejecimiento
Falta de Mantenimiento.
Consecuencias:
Interrupción de la producción.
Disminución de la calidad de los productos.
Depreciación de los activos.
Riesgos de accidentes.
Elevados costos de mantenimiento.
Fallas posteriores.
Las Fallas de los equiposLas Fallas de los equipos

4º.- TAREAS TÍPICAS DE MANTENIMIENTO
53
a.- TAREAS DE CONSERVACIÓNLimpieza de los Equipos
Quizás sea la tarea de MP mas sencilla, económica pero la más efectiva.
Determine que hay que limpiar, con qué frecuencia, que materiales y herramientas va emplear, y quien lo hará.
Logre un acuerdo (especialmente si involucra a los operadores) e imponga disciplina.
Determine la capacitación requerida para los operadores; planifíquela y ejecútela.
Generalmente, la limpieza a intervalos prolongados, (semanal/mensual) es realizada por el personal de Mantenimiento como parte de un MP global.
4º.- TAREAS TÍPICAS DE MANTENIMIENTO
54
a.- TAREAS DE CONSERVACIÓNLubricación
Es la segunda tarea de MP más sencilla, pero no se le da la debida importancia.
Determine qué lubricar, con qué frecuencia, qué lubricantes usar, y quien lo hará.
Mejore los equipos para confiar por completo en los visores, indicadores, horómetros, etc.
Determine un sistema sencillo de identificación, por ejemplo código de colores.
4º.- TAREAS TÍPICAS DE MANTENIMIENTO
b.- TAREAS DE INSPECCIÓNInspección de los Equipos
Inspección es el proceso de revisión del equipo para:
Asegurar de que opera en condiciones de diseño.
Evaluar problemas potenciales.
Identificar componentes que pueden causar averías y estimar el tiempo en que fallará.
Cuanto más importante es el equipo, más se le debe inspeccionar.
Cualquiera puede inspeccionar un equipo (operadores, mantenimiento, ingenieros).
Existen dos tipos básicos de inspección:
a) Sensorial: emplea los sentidos.
b) Instrumental: empleando equipos.
El uso de los sentidos es bastante efectivo y poco costoso. Debemos emplear: La Vista, El Oído, El Olfato y El Tacto.
55
4º.- TAREAS TÍPICAS DE MANTENIMIENTO
b.- TAREAS DE INSPECCIÓNInspección de los Equipos
Vista:
Suciedad, herrumbre, falta de lubricación, bajo nivel de aceite.
Piezas rotas, gastadas o sueltas, mala alineación, elementos de seguridad rotos.
Pérdidas hidráulicas.
Cables correas deteriorados.
Medidores descompuestos, lectura anormal.
Piso resbaladizo u otro peligros para el operador.
Problemas con la calidad del producto, etc. 56

4º.- TAREAS TÍPICAS DE MANTENIMIENTO
b.- TAREAS DE INSPECCIÓNInspección de los Equipos
Oído:
Exceso de ruido, chirridos y golpeteos.
Pérdidas de aire, sonidos extraños.
Sonidos adicionales.
Funcionamiento lento (tiempo de ciclo, rpm, etc.).
Olfato:
Fricción (componente funcionando en seco).
Excesivo calor (por falta de lubricación, aislamiento eléctrico).
Rotura de productos (líquidos).57
4º.- TAREAS TÍPICAS DE MANTENIMIENTO
58
b.- TAREAS DE INSPECCIÓNInspección de los Equipos
Tacto:
Excesiva vibración (cojinetes, motores, ventiladores, reductores, componentes giratorios, fajas, etc.).
Piezas sueltas o rotas no visibles.
Calor excesivo.
Acabado superficial, etc.Ajustes de los equipos:
Llegue a un acuerdo acerca de cuales deberían ser las calibraciones normales de los equipos, documentarías y vea que se cumplan. Muchos ajustes se realizan de acuerdo al capricho del operador.
Los ajustes deben realizarse sobre la base de mediciones o lecturas, tales como el desgaste de las herramientas, el desgaste de un componente, lecturas de la temperatura o presión, análisis del producto o de la calidad del producto, mediciones/ tolerancias del producto, etc.
La necesidad de realizar demasiados ajustes puede ser un indicio de la necesidad de mejoramiento del equipo.

4º.- TAREAS TÍPICAS DE MANTENIMIENTO
59
c.- TAREAS DE REPARACIONESEquipos
- Actividades para la reposición de la situación ideal de medios técnicos correspondientes a un sistema.
Ejemplo: Cambio de componentes

5º.- INFORMACIÓN REQUERIDA
60
Información requerida: Del Fabricante del EquipoDe los Operadores del EquipoDel Dpto. de MantenimientoDel Área de IngenieríaDel Resultado del Análisis del Equipo
(diagnostico)Del Resultado del Análisis de la OEE
(Eficiencia Global del Equipo)De los Costos y Presupuestos del Mantto.

6º.- CRITICIDAD DE LOS EQUIPOS
61
• Clasifica los equipos de acuerdo a:
su importancia en la planta.
al daño o accidente potencial si es que falla.
• El nivel de criticidad será determinado por:
Operación.
Mantenimiento.
Gerencia.
• Determinará la prioridad al realizar las tareas de MPv y MPd.

7º.- ORGANIZACIÓN DEL MANTENIMIENTO
62
MANTENIMIENTO PREVENTIVO
OPERADORES MANTENIMIENTO
1. ORGANIZACIÓN IDEAL
- Tareas sencillas- Tareas de corta duración- Rutinarias y repetitivas- Tareas diarias
- Tareas complejas- Tareas de mayor duración- Rutinarias y repetitivas- Tareas semanales y mensuales

7º.- ORGANIZACIÓN DEL MANTENIMIENTO
63
Organización del Departamento y tipos de organizaciones de mantenimiento. Circuitos documentales de gestión operativa
del mantenimiento. Áreas relacionadas con mantenimiento. Los costos de mantenimiento. Gestión del mantenimiento. Software para la
gestión moderna del mantenimiento.

EFICIENCIA DEL MANTENIMIENTO
64
Estabilidad de Funcionamiento de la Planta
Reducción de costos del
Mantenimiento
Reducción del consumo de
energíaMinimización del costo de
Mantenimiento
Nivel productivo
previsto
Calidad del producto
Servicioal cliente
EFICIENCIADEL
MANTENIMIENTO

ACTIVIDADES ADICIONALES PARA UN SISTEMA DE MPv APROPIADO
65
1. De acuerdo al análisis situacional del equipo determinar qué tareas de MPv deben realizarse.
2. Determinar los requisitos de tiempo y costos de MP para cada máquina.
3. Aplicar la Regla del 80/20 o técnica de Pareto. (determinar el 20% de los problemas de los equipos que ocasionan el 80% de las pérdidas del tiempo)
4. Hacer participar al operador en las tareas menores de MP (Tipo I).
5. Determinar qué tareas se deben tercerizar.
6. Realizar correctamente las tareas básicas y comience por los equipos críticos.
7. Informe sobre los resultados del MP a la gerencia.

RESUMEN
66
1º.- Inventario de recursos físicos .2º.- Evaluación de la situación actual del Mantto.3º.- Ciclo de vida de los equipos.4º.- Tareas típicas de mantenimiento: Inspección,
Conservación y Reparación.5º.- Información requerida.6º.- Criticidad de los Equipos: prioridad, riesgo personal y ambiental.7º.- Organización del Mantenimiento.
Definición
EL MANTENIMIENTOEl mantenimiento es un conjunto de actividades que se realizan con la finalidad de mantener y/o recuperar el estado ideal de un sistema; así como la determinación y evaluación de su estado real, por medios técnicos.
MPv. Mej.MPd.
Tipos de Mantenimiento
M. No Planificado Mantenimiento Reactivo
M. Planificado Mantenimiento Proactivo:
Determinación de unSistema adecuado de
Mantenimiento

ESTRUCTURA ORGANIZACIONAL DEL AREA DE MANTENIMIENTO
67
GERENTE DE MANTTO
SUPERVISORDE MANTTOMECÁNICO
SUPERVISORDE MANTTOELÉCTRICO
INGENIERÍADE MANTTO
PLANEAMIENTO Y PROGRAMACIÓNDEL MANTTO
-Analiza la OEE-Analiza las fallas
-Planea y Programa-Coordina con las demás áreas