indicadores de produccion · 2019-11-19 · indicadores 1. definiciÓn.-es una herramienta que...
TRANSCRIPT
INDICADORES DE PRODUCCION
1. Definir indicadores
Factores claves de Éxito (KPI)
o Unidades de medida
o Periodos de medición
o Gráficos de control y gestión del indicador
2. Definición de tiempo:
o Tiempo Calendario
o Tiempo Programado
o Tiempo De parada programada
o Tiempo Perdido externo
o Tiempo De operación
o Tiempo Perdido interno
o Tiempo De producción

INDICADORES
1. DEFINICIÓN.- Es una herramienta queentrega información cuantitativa respectodel logro o resultado de los objetivos de laempresa, cubriendo también aspectoscuantitativos o cualitativos.
Permiten medir los insumos que entran en laproducción de un bien o servicio.
Además, pueden medir la eficiencia yefectividad en términos de calidad, satisfaccióny servicio.
INDICADORES
TOMAR DECISIONES
¿Para qué sirve esta información?
KPI (Key Performance Indicators)
Un KPI (key performance indicator), conocido tambiéncomo indicador clave o medidor de desempeño oindicador clave de rendimiento, es una medida del niveldel desempeño de un proceso.
El valor del indicador está directamente relacionado conun objetivo fijado de antemano y normalmente se expresaen valores porcentuales.
KPI (Key Performance Indicators)
1. Indicadores de Insumo
Es una medida de los recursos que se utilizan durante unaño para ofrecer los servicios del programa. Dan una ideade la magnitud de la inversión y pueden expresarse entérminos monetarios y no monetarios. Representan todoslos elementos que entran en el proceso de operación de unprograma, tales como: personal, recursos y serviciosauxiliares que se invierten en el programa.
2. Indicadores de Producción
Expresan el trabajo realizado con los recursos asignados.Miden la cantidad de servicios provistos. Es igual a horashombre\unidades finales de la actividad.
KPI (Key Performance Indicators)
3. Indicadores de Eficiencia (Costo Unitario)
Establecen la relación entre los insumos y la producción,miden el costo por unidad de producción o servicio.Proveen información sobre el rendimiento de la inversiónrealizada.
4. Indicadores de Efectividad
Miden el resultado obtenido con los servicios ofrecidos.Expresan el logro de los objetivos o resultados de unprograma o actividad. Señalan si la producción logró losestándares que se había propuesto.
CUALIDADES DE LOS KPI’s
Cuando se definen KPIs se suele aplicar el acrónimoSMART, ya que los KPIs tienen que ser:
• ESpecíficos (Specific)• Medibles (Measurable)• Alcanzables (Achievable)• Relevantes (Relevant)• Temporales (Timely), en el sentido de que sea posible
hacer un seguimiento de su evolución en el tiempo.
Es importante que los datos de los que dependen los KPIssean consistentes y correctos.
Además, que estos datos estén disponibles a tiempo.

CUALIDADES DE LOS KPI’s
o Unidades de medida
Junto al valor, se deben especificar las unidades enque se está midiendo. En el ejemplo del consumoeléctrico, las unidades más comunes serían KW-h.Si se trata de porcentaje de defectos, las unidadesson el tanto por ciento (los porcentajes no requierenunidades adicionales).

INDICADORES DE PRODUCCION
o Periodos de medición
Debe fijarse cada cuánto se va a medir: mensual,trimestral, anual, semanal o diariamente. Cadahora o instantáneamente.
Si el indicador es clave para el buenfuncionamiento se deberá medir y controlar másfrecuentemente que si es un indicador secundariomenos importante.
INDICADORES DE PRODUCCION
o Gráficos de control
Gráfica del comportamiento del indicador:expresión gráfica generada por el sistema delcomportamiento del indicador a lo largo deltiempo.
Puede incluir las metas programadas.
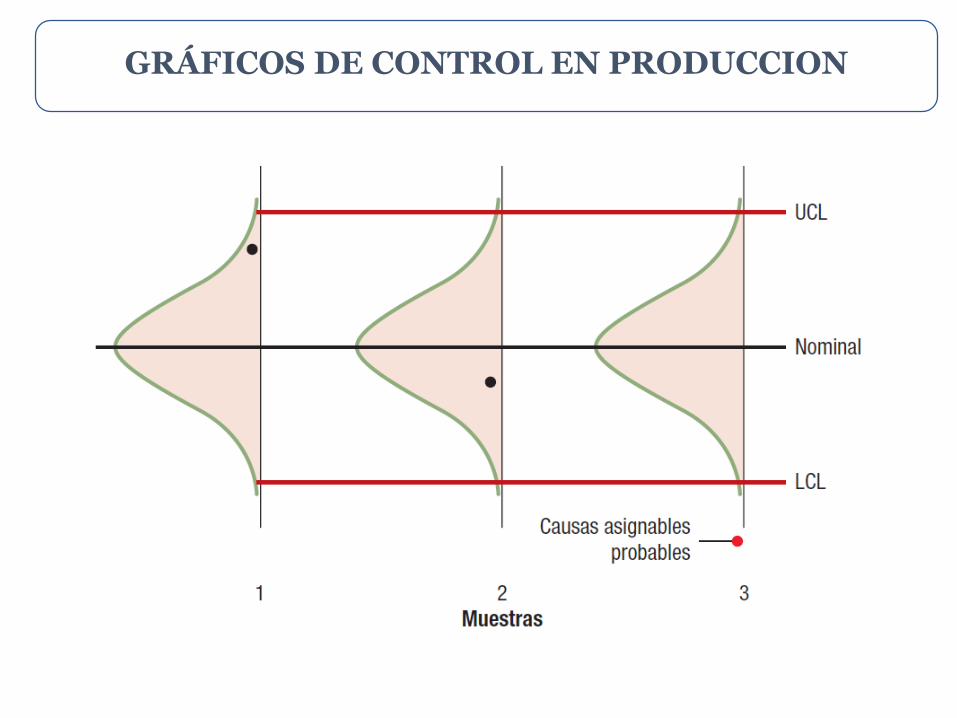
GRÁFICOS DE CONTROL EN PRODUCCION
GRÁFICOS DE CONTROL EN CALIDAD

GRÁFICOS DE CONTROL EN CALIDAD
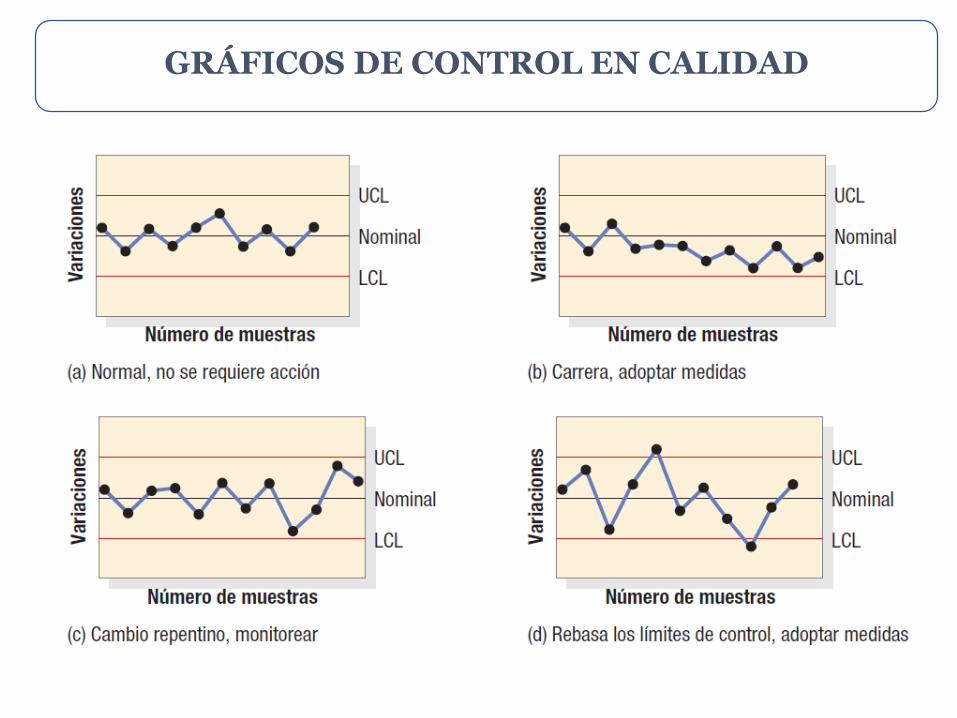
GRÁFICOS DE CONTROL PARA VARIABLESLos gráficos de control para variables se usan para monitorear lamedia y la variabilidad de la distribuciónde un proceso.
Gráficos R Un gráfico de rango, o gráfico R, se usa para monitorearla variabilidad de los procesos.
Gráficos Un gráfico (“gráfico x barra”) se usa para ver si elproceso está generando producción que, en promedio, es consistentecon un valor objetivo establecido por la gerencia para el proceso o siel desempeño actual, con respecto al promedio de la medición deldesempeño, es congruente con el desempeño pasado.
GRÁFICOS DE CONTROL EN CALIDAD
GRÁFICOS DE CONTROL PARA ATRIBUTOSDos gráficos que se utilizan comúnmente para realizar mediciones dedesempeño basadas en los atributos son el gráfico p y el gráfico c. Elgráfico p se emplea para controlar la proporción de defectos generados porel proceso. El gráfico c se utiliza para controlar el número de defectoscuando puede haber más de un defecto en un servicio o producto.
Gráficos p. El gráfico p es un gráfico de control que se usa comúnmentepara representar atributos. La característica de desempeño no se mide eneste caso, sino que se cuenta, y el elemento o servicio se declarasatisfactorio o deficiente en su totalidad.
Gráficos c. A veces, los servicios o productos tienen más de un defecto.Por ejemplo, un rollo de alfombra puede tener varios defectos, como fibrasaglutinadas o decoloradas o manchas originadas en el proceso deproducción.
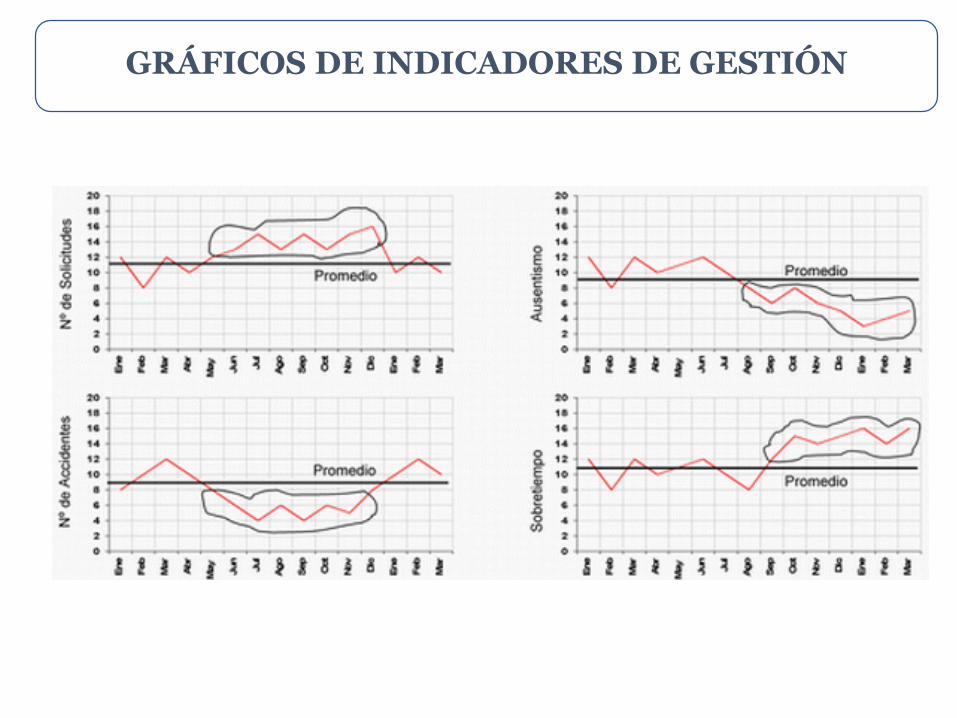
GRÁFICOS DE INDICADORES DE GESTIÓN
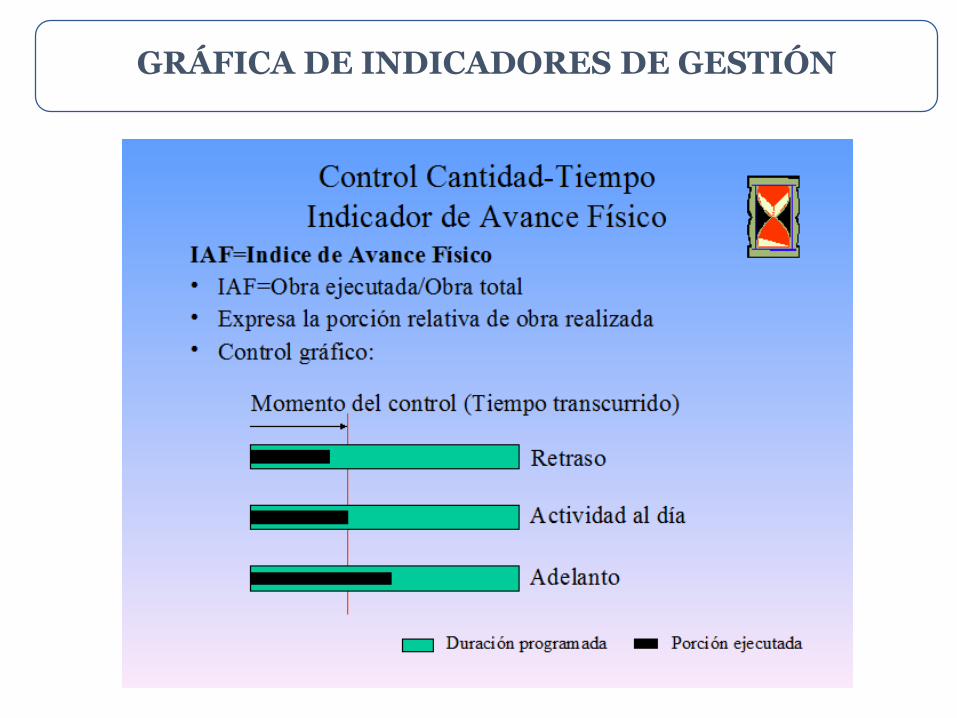
GRÁFICA DE INDICADORES DE GESTIÓN
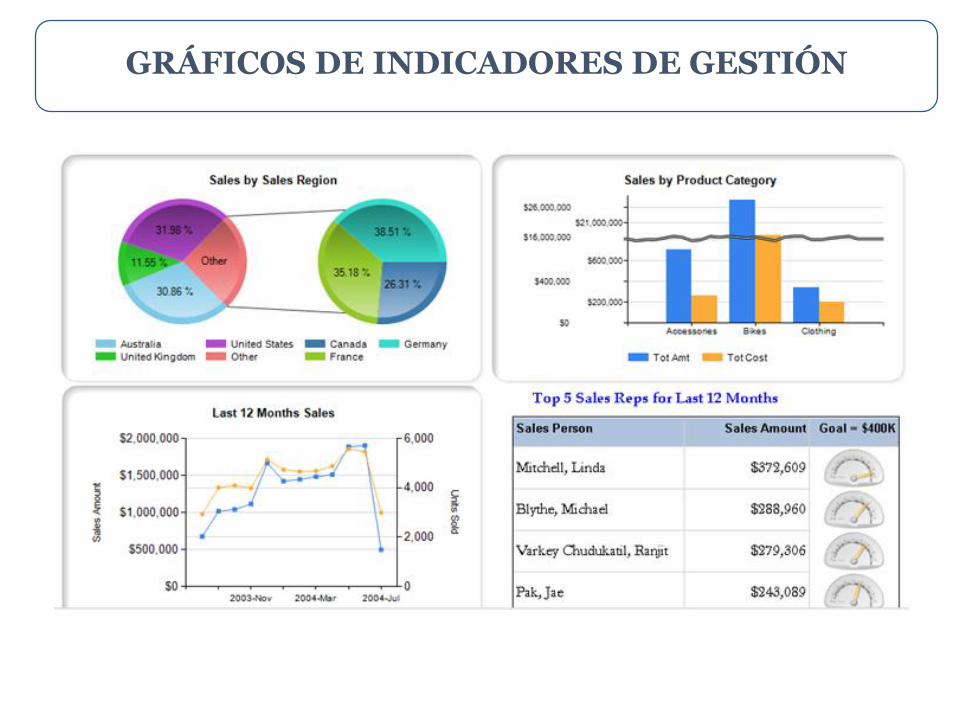
GRÁFICOS DE INDICADORES DE GESTIÓN

GRÁFICOS DE INDICADORES DE GESTIÓN

TABLERO DE INDICADORES DE GESTIÓN
DEFINICIONES DE TIEMPOS
DEFINICIONES DE TIEMPOS
1. TIEMPO CALENDARIO
Es el tiempo teórico máximo expresado en horas que un equipo
puede trabajar, esto es, 8760 horas para un año (365 días x 24
horas).
2. TIEMPO PROGRAMADO
Es el tiempo en horas que un equipo no ha sido programado
para producir.
Por ejemplo, si un equipo trabaja durante un mes a dos turnos
(de 8 horas), el tercer turno es el tiempo no programado.
INDICADORES DE PRODUCCION
3. TIEMPOS DE PARADA:
o Tiempo de paradas programadas
En este tiempo se incluye el tiempo empleado para realizar
acciones de mantenimiento periódico, paradas anuales de planta,
reparaciones importantes y el mantenimiento o inspección de
rutina. En algunas oportunidades es necesario parar una línea o
equipo, debido a la necesidad de realizar reuniones informativas
con los operadores. El tiempo de esta clase de actividades
planificadas se debe incluir como parte de estas paradas y
afectan al tiempo de carga.
o Tiempo perdido externo
Son paradas de los equipos como resultado de factores externos y no
causados por averías del equipo. Pueden ser errores de operación o
cambios en las propiedades físicas o químicas de los materiales que
se procesan. Las pérdidas no producidas por los equipo se pueden
eliminar con acciones de formación intensa, mejora de la
estandarización de procesos e incremento del conocimiento de los
responsables de la operación. Ejemplo:
• Pérdidas por fallos en la operación de equipos o fallos de
proceso.
• Ajustes a los programas de producción.
o Tiempo perdido interno
Es el tiempo perdido por fallas en los equipo o malos procedimientos
en la producción. Es el tiempo perdido por fallas en los equipo o
malos procedimientos en la producción.
INDICADORES DE PRODUCCION
4. TIEMPOS DE OPERACIÓN:
i. Tiempo de operación neto. Es el tiempo durante el cual el equipo o
planta produce al nivel máximo posible. En algunas empresas este
valor se asume como el estándar, en otras compañías se asume el valor
de diseño o inicial utilizado cuando se puso en marcha la instalación.
El tiempo de operación neto se obtiene restando del tiempo efectivo de
operación, el tiempo equivalente a las pérdidas de rendimiento y baja
velocidad.
ii. Tiempo de operación eficaz. Es el tiempo durante el cual el equipo
o planta produce bienes óptimos de calidad. Se obtiene restando del
tiempo de operación neto, el tiempo empleado para fabricar productos
defectuosos y el tiempo necesario para recuperar o rehacer los
productos defectuosos.
INDICADORES DE PRODUCCION
5. TIEMPO DE PRODUCCIÓN
Es el tiempo durante el cual la producción está en proceso de fabricación
efectiva.

OEE (Eficacia Global
del Equipo)

OEE (Eficacia Global del Equipo)
El OEE es un indicador que mide la eficacia de la maquinaria
industrial, y que se utiliza como una herramienta clave dentro
de la cultura de mejora continua. Sus siglas corresponden al
término inglés "Overall Equipment Effectiveness" o "Eficacia
Global de Equipos Productivos".
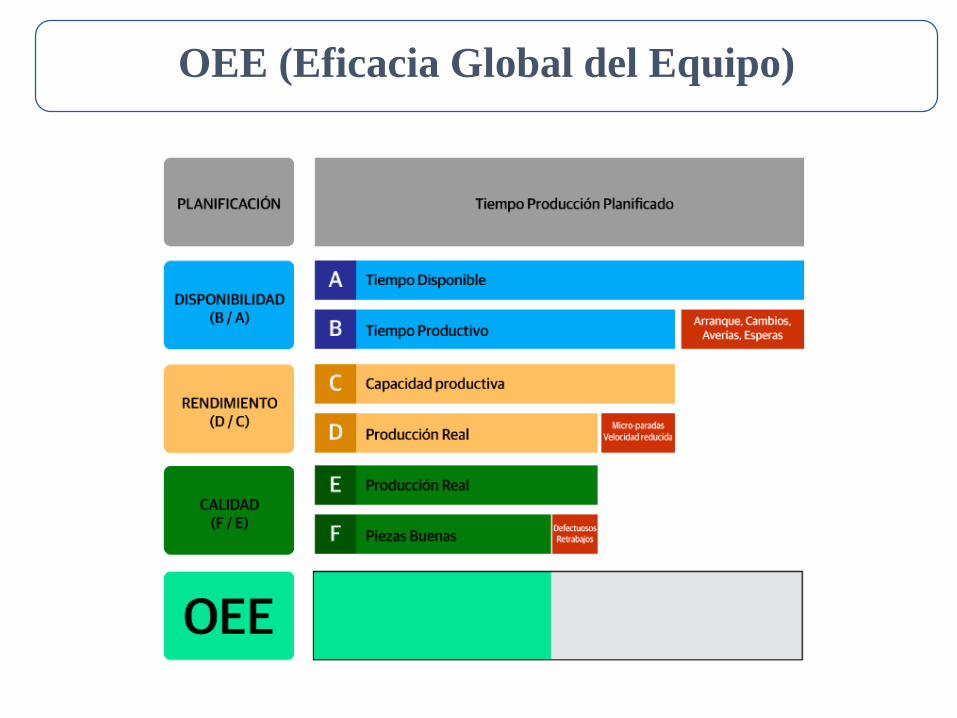
OEE = Disponibilidad x Rendimiento x Calidad
OEE (Eficacia Global del Equipo)
¿Para qué sirve el OEE?
Para poder cuantificar la productividad y eficiencia de los
procesos productivos. Además hay que tener en cuenta que sólo
lo que se mide se puede gestionar y mejorar, ahí es donde entra el
OEE.
Esta herramienta es capaz de indicar, mediante un porcentaje, la
eficacia real de cualquier proceso productivo. Esto es un factor
clave, para poder identificar y solucionar ineficiencias que se
originen durante el proceso de fabricación.
OEE (Eficacia Global del Equipo)
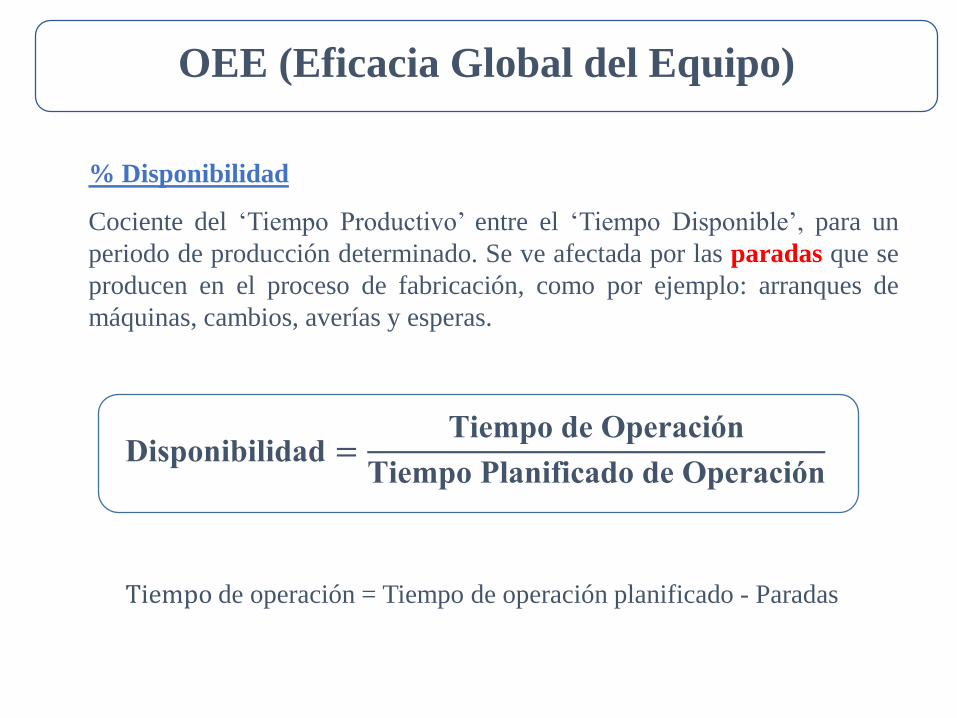
% Disponibilidad
Cociente del ‘Tiempo Productivo’ entre el ‘Tiempo Disponible’, para un
periodo de producción determinado. Se ve afectada por las paradas que se
producen en el proceso de fabricación, como por ejemplo: arranques de
máquinas, cambios, averías y esperas.
Disponibilidad =Tiempo de Operación
Tiempo Planificado de Operación
Tiempo de operación = Tiempo de operación planificado - Paradas
OEE (Eficacia Global del Equipo)
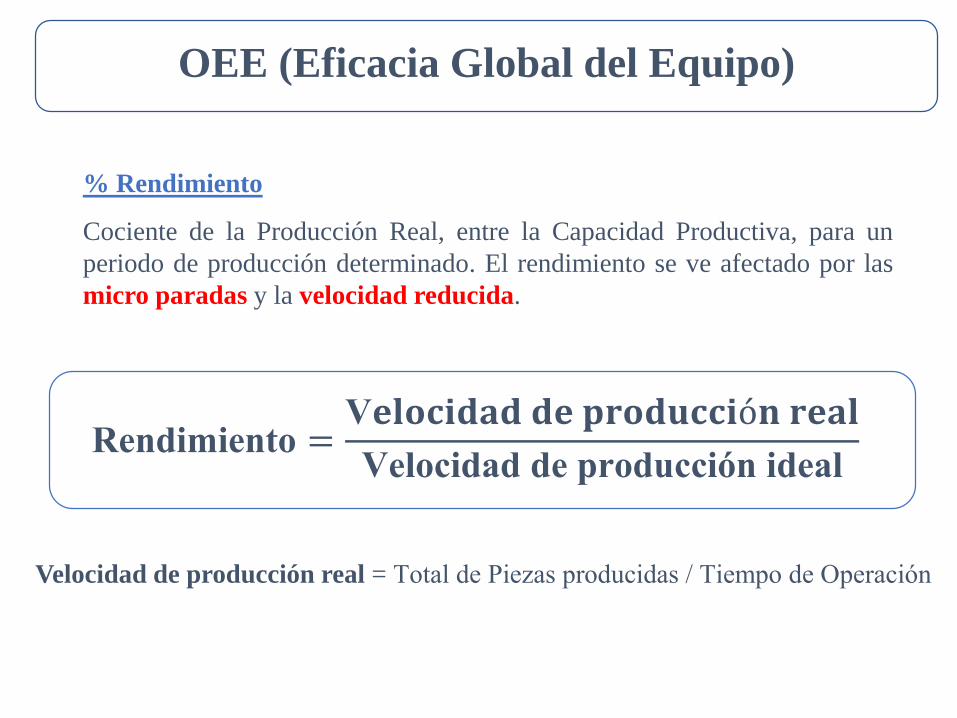
% Rendimiento
Cociente de la Producción Real, entre la Capacidad Productiva, para un
periodo de producción determinado. El rendimiento se ve afectado por las
micro paradas y la velocidad reducida.
Velocidad de producción real = Total de Piezas producidas / Tiempo de Operación
Rendimiento =V𝐞𝐥𝐨𝐜𝐢𝐝𝐚𝐝 𝐝𝐞 𝐩𝐫𝐨𝐝𝐮𝐜𝐜𝐢ó𝐧 𝐫𝐞𝐚𝐥
Velocidad de producción ideal
OEE (Eficacia Global del Equipo)
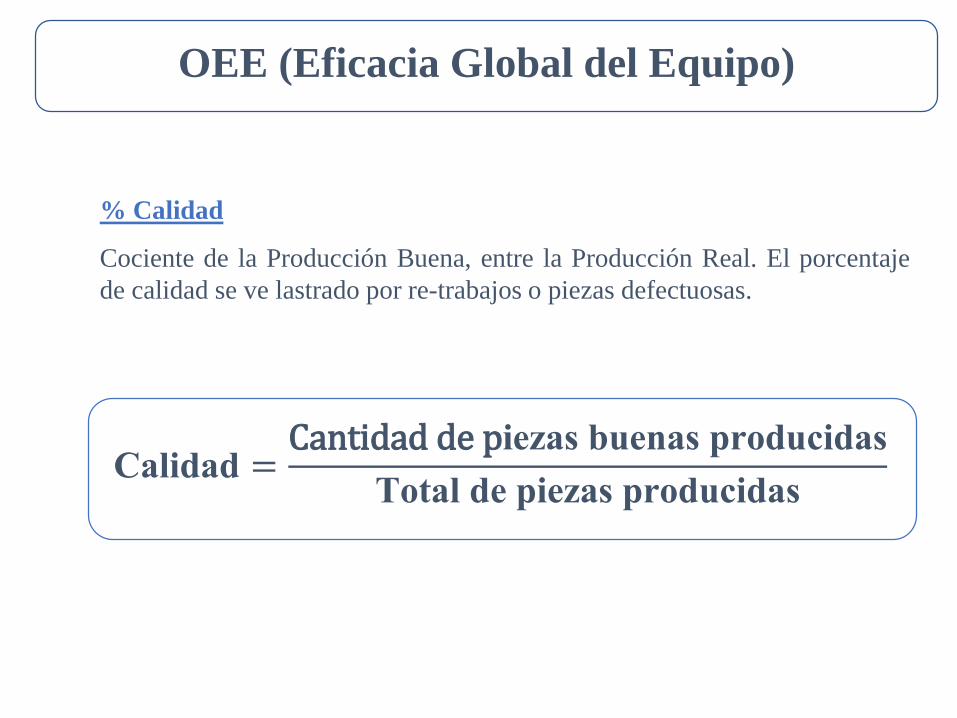
% Calidad
Cociente de la Producción Buena, entre la Producción Real. El porcentaje
de calidad se ve lastrado por re-trabajos o piezas defectuosas.
Calidad =Cantidad de piezas buenas producidas
Total de piezas producidas
OEE (Eficacia Global del Equipo)

OEE (Eficacia Global del Equipo)
INDICADORES DE PRODUCCION
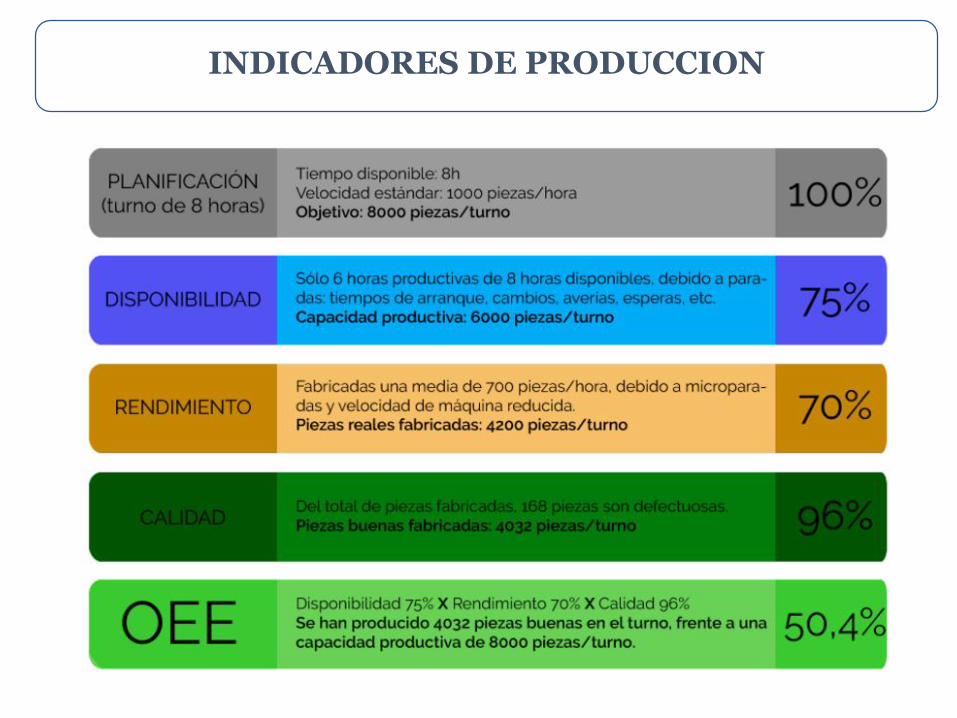
Ejemplo 1
Medir el OEE de una línea de producción, durante un turno
de 8 horas, que tiene una capacidad productiva de 1,000
piezas/hora.
La línea produce piezas durante sólo 6 horas, que está
produciendo en promedio una media de 700 piezas/hora, y
que al finalizar el turno ha fabricado 168 piezas defectuosas.
INDICADORES DE PRODUCCION
INDICADORES DE PRODUCCION
Interpretación de resultados:
Aunque cada parámetro individualmente no pueda parecer
muy significativo, el OEE tan sólo es del 50,4% y la
eficiencia es únicamente la mitad del objetivo previsto. La
importancia de este dato reside en lo que subyace del mismo,
ya que ahora se conoce que la disponibilidad es de un 75%,
el rendimiento un 70% y la calidad un 96%. Gracias a estos
tres datos, se pueden acometer acciones de mejora. Por
ejemplo, para aumentar la disponibilidad se buscaría
disminuir las pérdidas de tiempo no productivo debidas a
arranques de máquinas, cambios, averías, esperas, etc., lo
que aumentaría el indicador OEE.

EJEMPLO 2
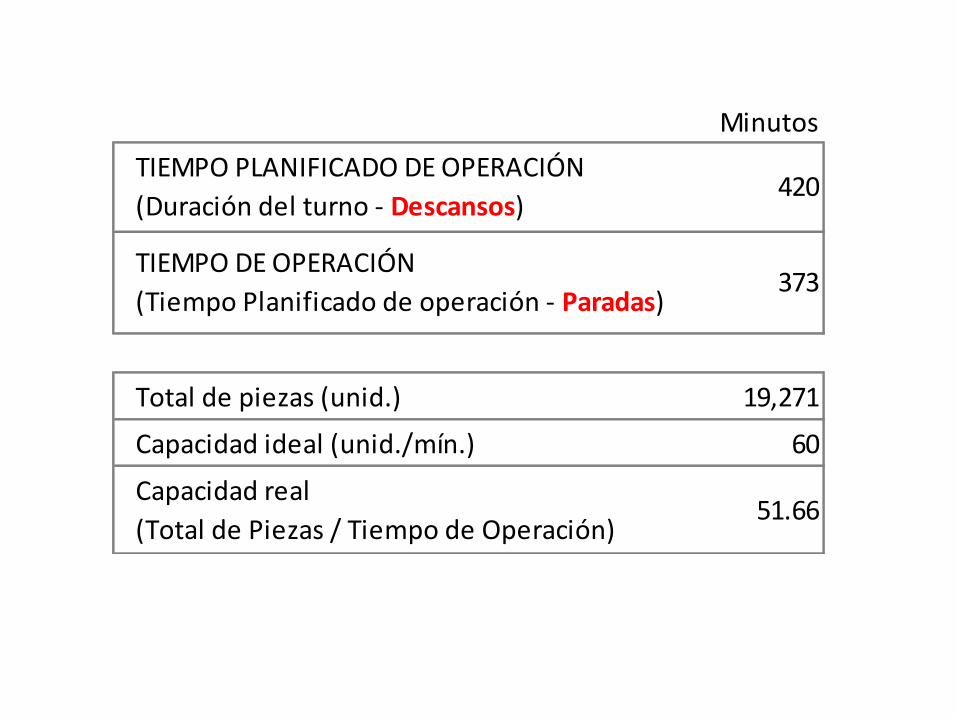
La tabla que sigue contiene datos hipotéticos de un turno para
usarse en un cálculo completo del OEE.
Las unidades de medida son minutos y piezas.
Concepto Datos
Duración del Turno 8 horas = 480 min.
Descansos Cortos 2 de 15 min. = 30 min.
Paradas 47 minutos
Capacidad Ideal 60 piezas por minuto
Total de Piezas 19,271 piezas
Piezas Rechazadas 423 piezas
1 de 30 min. = 30 min.Descansos para
almuerzo
Calcular el indicador OEE.
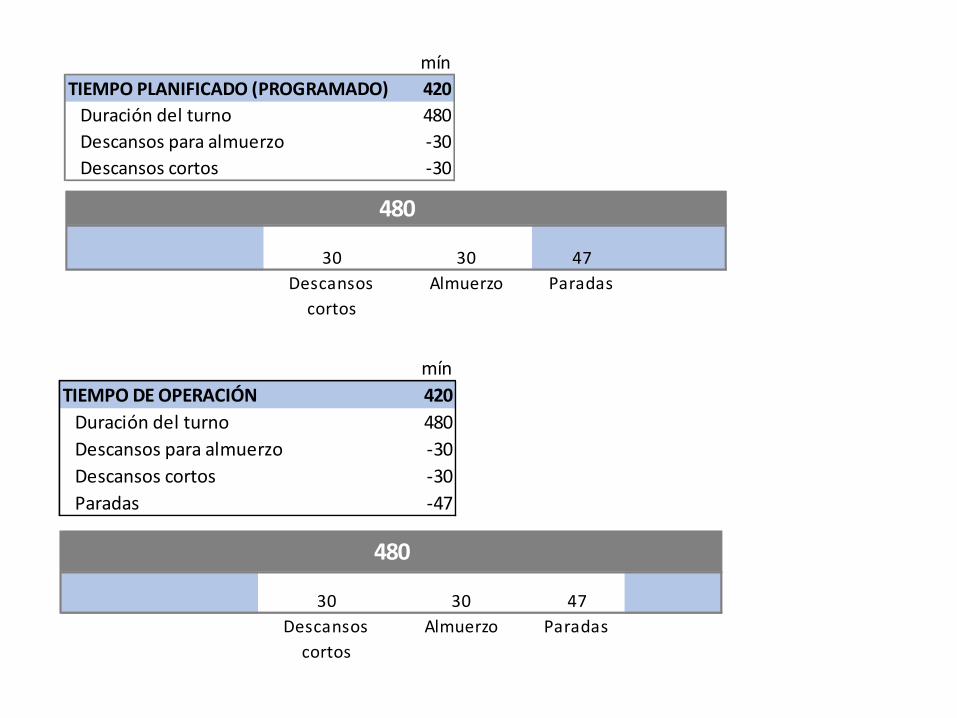
mín
TIEMPO PLANIFICADO (PROGRAMADO) 420
Duración del turno 480
Descansos para almuerzo -30
Descansos cortos -30
mín
TIEMPO PLANIFICADO (PROGRAMADO) 420
Duración del turno 480
Descansos para almuerzo -30
Descansos cortos -30
Paradas -47
30 30 47
Descansos
cortos
Almuerzo Paradas
480
30 30 47
Descansos
cortos
Almuerzo Paradas
480
mín
TIEMPO DE OPERACIÓN 420
Duración del turno 480
Descansos para almuerzo -30
Descansos cortos -30
Paradas -47
Minutos
Total de piezas (unid.) 19,271
Capacidad ideal (unid./mín.) 60
51.66Capacidad real
(Total de Piezas / Tiempo de Operación)
420
373
TIEMPO PLANIFICADO DE OPERACIÓN
(Duración del turno - Descansos)
TIEMPO DE OPERACIÓN
(Tiempo Planificado de operación - Paradas)
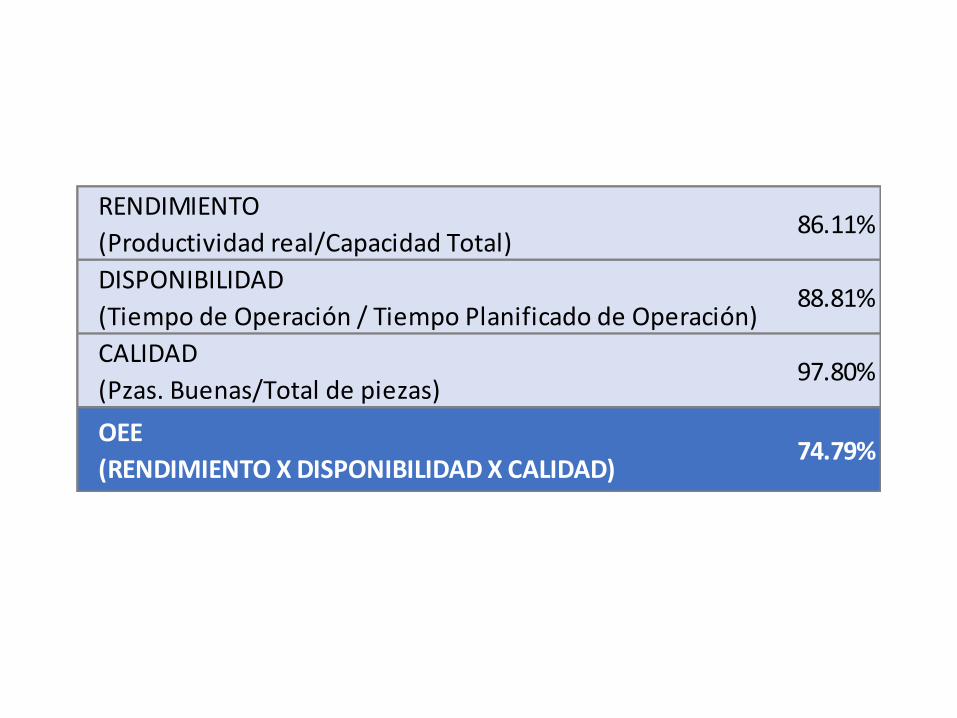
RENDIMIENTO
(Productividad real/Capacidad Total)86.11%
DISPONIBILIDAD
(Tiempo de Operación / Tiempo Planificado de Operación)88.81%
CALIDAD
(Pzas. Buenas/Total de piezas)97.80%
OEE
(RENDIMIENTO X DISPONIBILIDAD X CALIDAD)74.79%
PREGUNTAS
INDICADORES
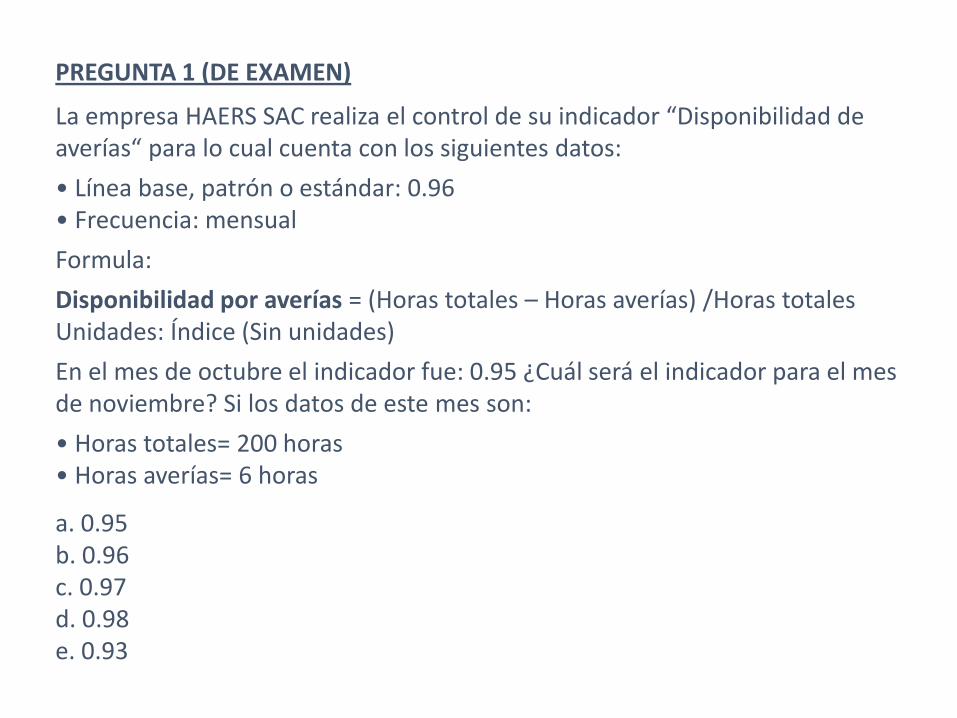
PREGUNTA 1 (DE EXAMEN)
La empresa HAERS SAC realiza el control de su indicador “Disponibilidad de averías“ para lo cual cuenta con los siguientes datos:
• Línea base, patrón o estándar: 0.96• Frecuencia: mensual
Formula:
Disponibilidad por averías = (Horas totales – Horas averías) /Horas totalesUnidades: Índice (Sin unidades)
En el mes de octubre el indicador fue: 0.95 ¿Cuál será el indicador para el mes de noviembre? Si los datos de este mes son:
• Horas totales= 200 horas• Horas averías= 6 horas
a. 0.95b. 0.96c. 0.97d. 0.98e. 0.93
PREGUNTA 2 (DE EXAMEN)
Si el índice de productividad del año pasado fue 0.90 y las del presente año0.99, ¿Cuál es la variación porcentual de la productividad respecto del añopasado?
a. 9%b. 0.9%c. 10%d. 0.1%
PREGUNTA 3
Riverside Metal Works produce válvulas de bronce moldeadas en una línea de ensamble con 10 personas. Hace poco, produjeron 160 válvulas en un turno de 8 horas. Calcule la productividad laboral de la línea.
a. 9%
b. 0.9%c. 10%d. 0.1%
PREGUNTA 4
John Lucy hace cajas de madera para el envío de motocicletas. John y sus tres empleados invierten 40 horas al día en hacer 120 cajas.
a) ¿Cuál es su productividad de mano de obra?
b) John y sus empleados han considerado rediseñar el proceso para mejorar su eficiencia. Si pueden aumentar su promedio a 125 por día, ¿cuál será su nuevo índice de productividad?
c) ¿Cuál será su incremento en productividad y el cambio porcentual?
PREGUNTA 5
Este año, Benson, Inc., producirá 57,600 calentadores de agua en su planta de Yulee, Florida, con el fin de satisfacer la demanda anual esperada. Para lograr esto, cada empleado de la planta de Yulee trabajará 160 horas al mes. Si la productividad laboral en la planta es de 0.15 calentadores de agua por hora de trabajo, ¿cuántos trabajadores están empleados en la planta?