fagor cnc 800t€¦ · ... práctica manual 3.1.- descripción de la pantalla y del teclado ... de...
TRANSCRIPT
FAGOR CNC 800TManual de AUTOAPRENDIZAJE
Ref. 9804 (cas)
INDICE
Capítulo 1 Cuestiones teóricas sobre la máquina-CNC1.1.- Ejes de la máquina ………………………………………………………………….31.2.- Cero máquina y cero pieza ………………………………...……………………….41.3.- Búsqueda de Referencia máquina ………………………………………………….51.4.- Límites de recorrido ………………………………………………………………..61.5.- Selección del cero pieza …………………………………...……………………….71.6.- Unidades de programación …………………………………………………...…….81.7.- Velocidad del cabezal ………………………………………………………...…….91.8.- Avance de los ejes ………………………………………………………………...11
Capítulo 2 Cuestiones teóricas sobre las herramientas2.1.- La torreta portaherramientas ………………………………………………………..32.2.- Tabla de herramientas …………………………………………………….…...…....42.3.- Reglaje de herramientas …………………………………………………....……...11
Capítulo 3 Práctica manual3.1.- Descripción de la pantalla y del teclado …………………………………….……...3
3.1.1.- Encendido ……………………………………………………………….……...33.1.2.- Descripción del teclado ………………………………………………………... 43.1.3.- Descripción de la pantalla ……………………………………….……………...6
3.2.- Búsqueda de Referencia máquina ………………………………………………….73.3.- Cabezal ……………………………………………………………………………..8
3.3.1.- Gamas de velocidad …………………………………………………………….83.3.2.- Trabajo en modo RPM (Revoluciones por minuto) …………………………...103.3.3.- Trabajo en modo VCC (Velocidad de corte constante) ……………………….11
3.4.- Desplazamiento de los ejes ………………………………………………………..133.4.1.- Volantes ………………………………………………………………………..143.4.2.- JOG incremental …………………………………………………….…………153.4.3.- JOG continuo. mm/min ……………………………………………….……….163.4.4.- JOG continuo. mm/vuelta ……...…………………………………….………..173.4.5.- Tecla de rápido ………………………………………………………….……..193.4.6.- Desplazar los ejes con la secuencia de teclas “BEGIN+marcha”
o “END+marcha” ………………………………………….………………..203.5.- Herramientas …………………………………………………….………………..22
3.5.1.- Selección de la herramienta ………………………………….………………..223.5.2.- Reglaje de herramienta ………………………………………….…………….243.5.3.- Como completar la tabla de herramientas ……………………….……………27
3.6.- Comprobación del correcto calibrado ………………………………….…………28
Capítulo 4 Operaciones automáticas
4.1.- Modos de operación …………………………………………………………...…...3
4.2.- Ejemplo de cilindrado en modo “Semiautomático” .…………………………….....7
4.3.- Ejemplo de cilindrado en modo “Nivel ciclo” ……………………………………10
4.3.1.- Programación ……………………………………………………………..…...10
4.3.2.- Simulación de una operación …………………………...…………..…………13
4.3.3.- Ejecutar una operación ………………………………………………………...16
Capítulo 5 Resumen de los ciclos de trabajo
5.1.- Refrentado “Nivel ciclo” ………………………………………………….………..2
5.2.- Cilindrado cónico “Nivel ciclo” …………………………………………………....3
5.3.- Redondeo “Nivel ciclo 1” …………………………………………………...……...4
5.4.- Redondeo “Nivel ciclo 2” ……………………………………………………..……5
5.5.- Redondeo de perfil …………………………………………………………………6
5.6.- Roscado “Nivel ciclo” ………………………………………………………...……8
5.7.- Ranurado ……………………………………………………………………………9
5.8.- Taladrado simple …………………………………………………………….……10
5.9.- Roscado con macho …………………………………………………….…………11
5.10.- Perfiles ……………………………………………………………...……………12
Capítulo 6 Programas pieza
6.1.- Programas pieza conversacionales ………………………………………….……...3
6.1.1.- ¿Qué es un programa pieza conversacional?...…………………………..……...3
6.1.2.- Edición de un programa pieza …………………………………………..……...4
6.1.3.- Modificar un programa pieza ……………………….…………………...……...7
6.1.4.- Simulación de una operación de un programa pieza ………………………….10
6.1.5.- Simulación de un programa pieza …………………………………….……….11
6.1.6.- Ejecutar una operación de un programa pieza ………………………….……..12
6.1.7.- Ejecución a partir de una operación de un programa pieza …………….……..13
6.1.8.- Ejecución de un programa pieza ……………………………………….……...14
6.1.9.- Borrar un programa pieza …...…………………………………………….…..17
6.2.- Programa P99996 ……………………………………………………...………….18
6.2.1.- ¿Qué es? ………………………………………………………………..……...18
6.2.2.- ¿Cómo se edita? ………………………………………………………...…..…19
6.2.3.- Ejecución/simulación del programa P99996 ………………………...……......22
Anexo I Otros mecanizados en torno
I.1.- Introducción ……………………………………………………….…………...…...2
I.2.- Cabezal orientable ……………………………………...……….…...………….…. 3
I.3.- Herramienta motorizada …………………………………………………………… 4
I.4.- Taladrado múltiple ……………………………………………………………..…...5
I.5.- Chavetas ………………………………………………………….…………………6
Anexo II Periféricos
II.1.- Periféricos ………………………………………………………………………….2
II.1.1.- Modo periféricos …………………………………………………………….....2
II.2.- Bloqueo/desbloqueo ………………………………………………………...……...4

1.- Cuestiones teóricas sobre lamáquina-CNC

Manual de autoaprendizaje Cap. 1 Pag. 2
CNC 800T
En este capítulo se muestra:
• Como se denominan los ejes de la máquina.
• Que se entiende por cero máquina y cero pieza.
• Que es la “Búsqueda de Referencia máquina”.
• Que son los límites de recorrido.
• Como se preselecciona un cero pieza.
• Cuales son las unidades de programación.
> milímetros/pulgadas.
> radios/diámetros.
• Modos de trabajo con el cabezal.
> RPM/VCC. (Revoluciones por minuto/Velocidad de corte constante).
• Modos de desplazamiento de los ejes.
> mm/min o mm/vuelta.
Manual de autoaprendizaje Cap. 1 Pag. 3
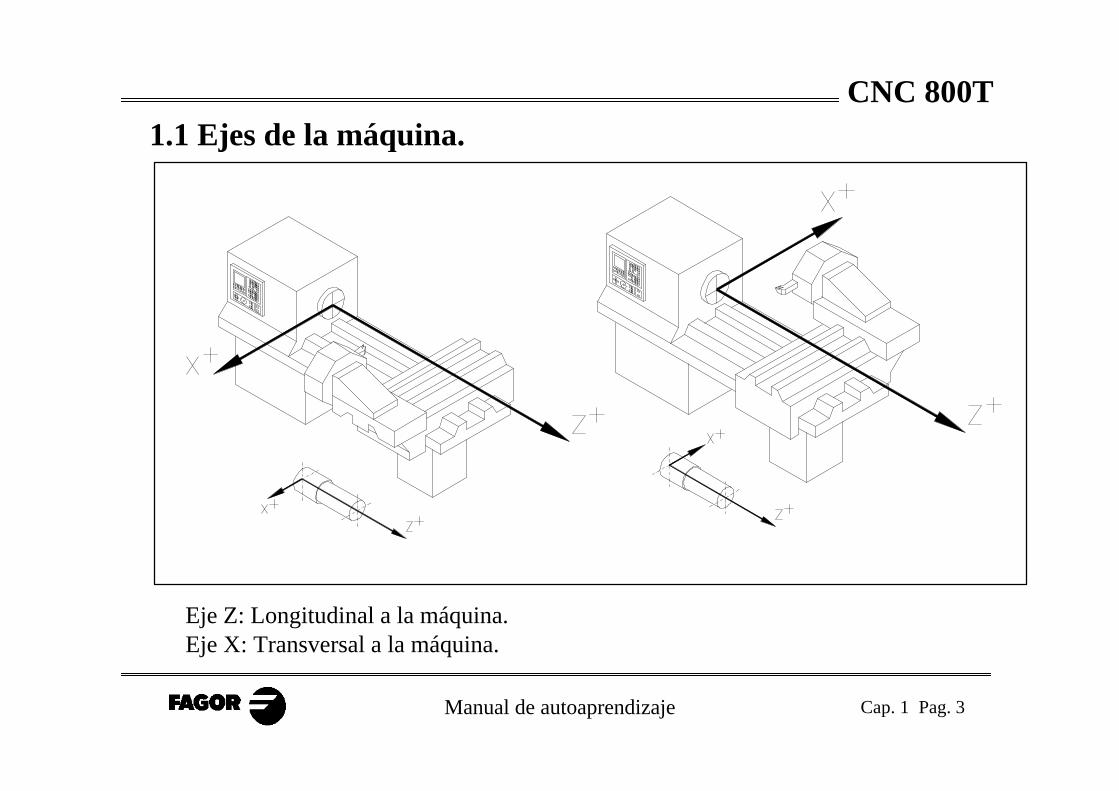
CNC 800T1.1 Ejes de la máquina.
Eje Z: Longitudinal a la máquina.Eje X: Transversal a la máquina.
Manual de autoaprendizaje Cap. 1 Pag. 4
CNC 800T
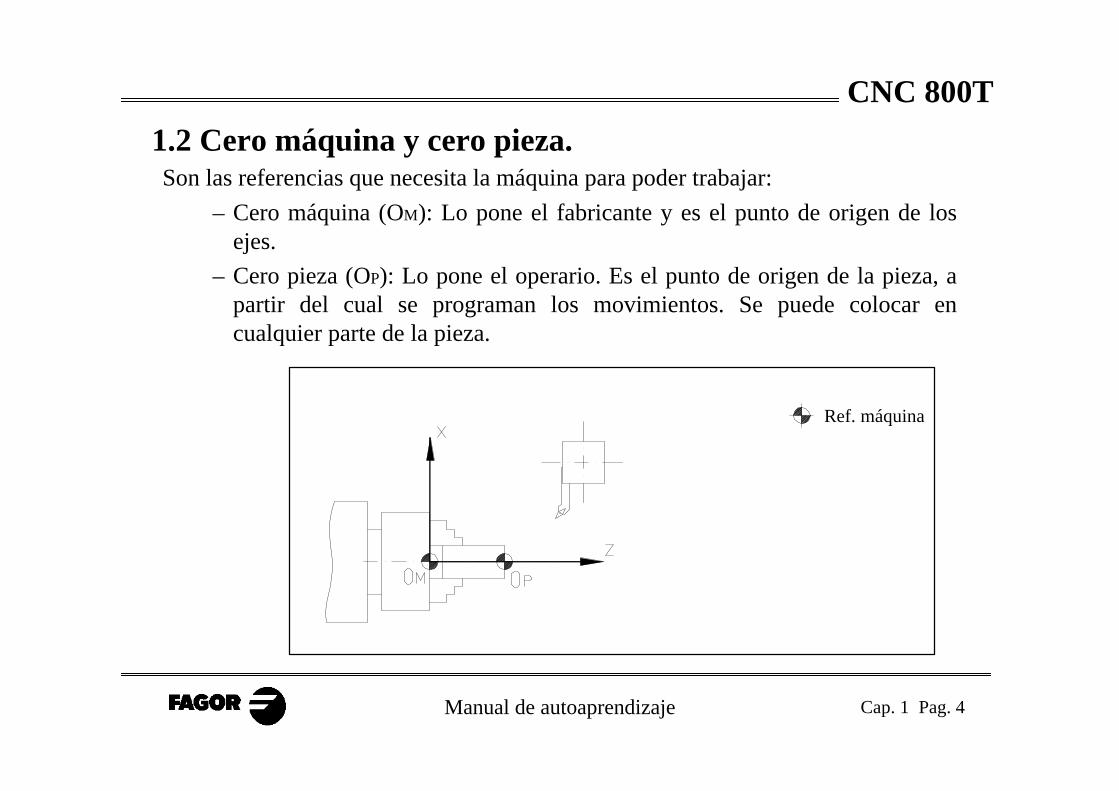
1.2 Cero máquina y cero pieza.Son las referencias que necesita la máquina para poder trabajar:
– Cero máquina (OM): Lo pone el fabricante y es el punto de origen de losejes.
– Cero pieza (OP): Lo pone el operario. Es el punto de origen de la pieza, apartir del cual se programan los movimientos. Se puede colocar encualquier parte de la pieza.
Ref. máquina

Manual de autoaprendizaje Cap. 1 Pag. 5
CNC 800T
Cuando el CNC está apagado los ejes se pueden desplazar manualmente oaccidentalmente. En estas condiciones el CNC pierde la posición real de los ejes, por eso enel encendido es recomendable (no necesario) realizar la operación de “Búsqueda deReferencia máquina”.
En la operación de “Búsqueda de Referencia máquina” los ejes se desplazan a un puntodefinido por el fabricante y el CNC asume el valor de las cotas definidas por el fabricantepara ese punto. Al realizar esta operación, se pierde la posición del cero pieza.
Ref. maqRef. maq
Xreal
Zreal
1.3 Búsqueda de Referencia máquina.
– Punto Ref. máquina: Lo pone el fabricante. Es el punto al que desplazamos los ejesen la “Búsqueda de Referencia máquina”.
– Punto Ref. torreta: Lo pone el fabricante. Punto que se mueve con la torreta. Es elpunto que desplazamos al hacer la “Búsqueda de Referencia máquina”.
Ref. torreta.
Manual de autoaprendizaje Cap. 1 Pag. 6
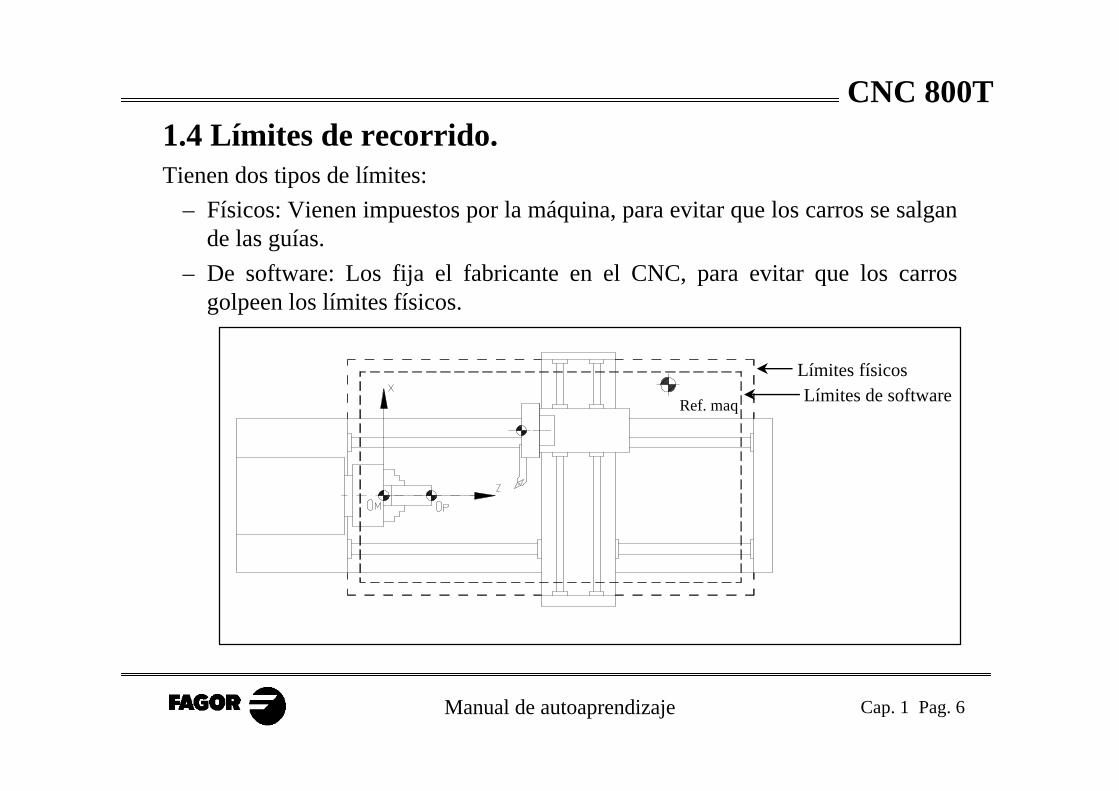
CNC 800T1.4 Límites de recorrido.Tienen dos tipos de límites:
– Físicos: Vienen impuestos por la máquina, para evitar que los carros se salgande las guías.
– De software: Los fija el fabricante en el CNC, para evitar que los carrosgolpeen los límites físicos.
Límites físicosLímites de software
Ref. maq
Manual de autoaprendizaje Cap. 1 Pag. 7
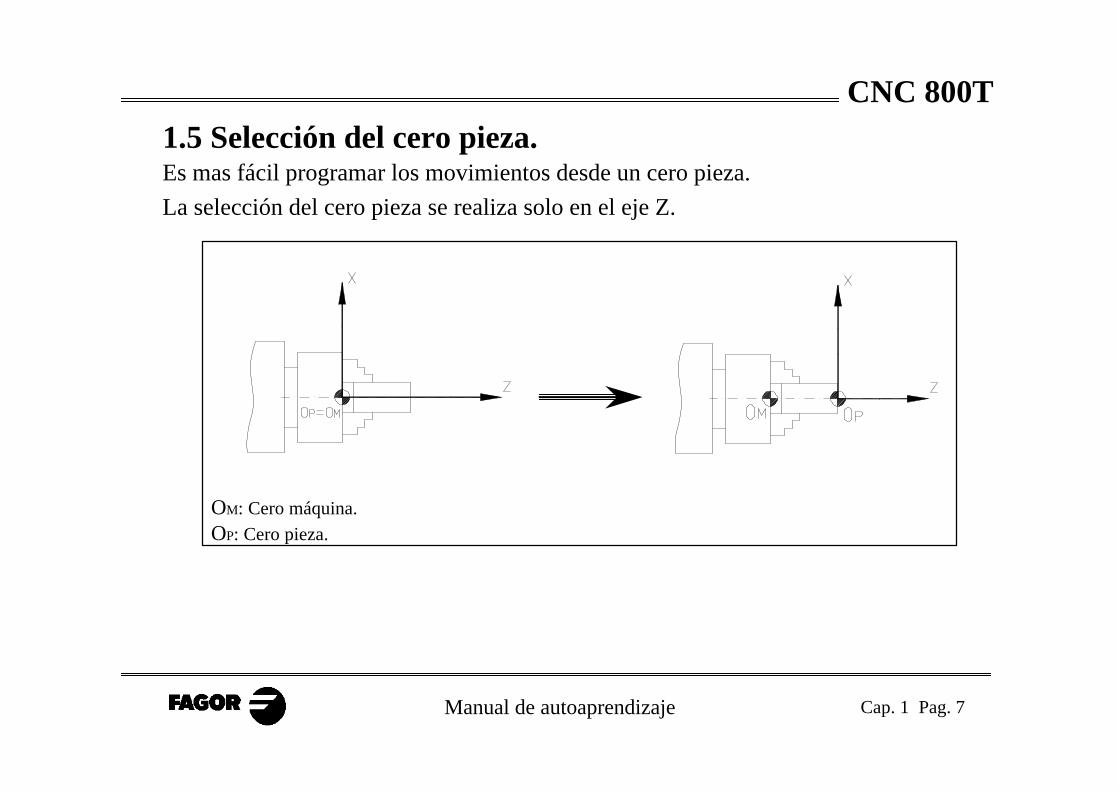
CNC 800T1.5 Selección del cero pieza.Es mas fácil programar los movimientos desde un cero pieza.
La selección del cero pieza se realiza solo en el eje Z.
OM: Cero máquina.
OP: Cero pieza.

Manual de autoaprendizaje Cap. 1 Pag. 8
CNC 800T1.6 Unidades de programación.Las unidades de desplazamiento del CNC pueden ser en milímetros o en pulgadas.
milímetros pulgadas
También permite programar los desplazamientos del eje X en radios o endiámetros.
Radios Diámetros
A X=0 Z=0 X=0 Z=0
B X=12 Z=-12 X=24 Z=-12
C X=12 Z=-42 X=24 Z=-42
D X=22 Z=-52 X=44 Z=-52
Manual de autoaprendizaje Cap. 1 Pag. 9
CNC 800T
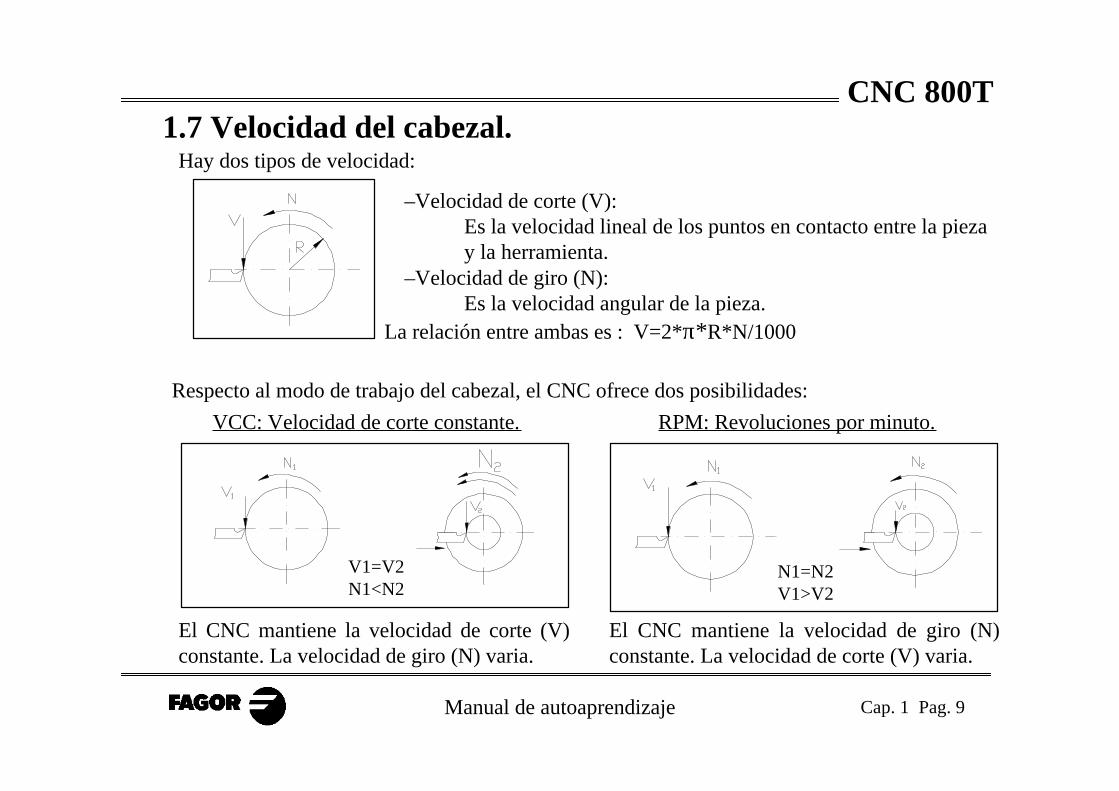
Hay dos tipos de velocidad:
VCC: Velocidad de corte constante.
N1=N2V1>V2
V1=V2N1<N2
1.7 Velocidad del cabezal.
RPM: Revoluciones por minuto.
El CNC mantiene la velocidad de corte (V)constante. La velocidad de giro (N) varia.
El CNC mantiene la velocidad de giro (N)constante. La velocidad de corte (V) varia.
Respecto al modo de trabajo del cabezal, el CNC ofrece dos posibilidades:
–Velocidad de corte (V):Es la velocidad lineal de los puntos en contacto entre la piezay la herramienta.
–Velocidad de giro (N):Es la velocidad angular de la pieza.
La relación entre ambas es : V=2*π*R*N/1000

Manual de autoaprendizaje Cap. 1 Pag. 10
CNC 800T
Para trabajar con VCC, hay que tener en cuenta dos detalles:
El cero pieza debe estar en el eje de giro de lapieza, para que la velocidad de giro calculadacoincida con la óptima de corte.
Hay que programar una velocidad de giromáxima, ya que la velocidad de giro aumenta aldisminuir el diámetro, y no conviene superarcierta velocidad en piezas de gran diámetro.
El CNC trabaja a velocidad de corte (Vc)constante, y a partir del diámetro Dc, (cuandoN=Nmax), se trabaja con velocidad de giro (N)constante.

Manual de autoaprendizaje Cap. 1 Pag. 11
CNC 800T1.8 Avance de los ejes.El avance de los ejes se pueden programar de dos formas diferentes:
– mm/vuelta: El avance de los ejes varia con la velocidad del cabezal. Si elcabezal está parado, los ejes no se mueven.
– mm/min: El avance de los ejes es independiente de la velocidad delcabezal. Los ejes se pueden desplazar aunque el cabezal esté parado.
NOTA
Se recomienda trabajar con velocidad de corte constante (VCC) y avance enmm/vuelta. De esta forma se alarga la vida de la herramienta y se obtiene unmejor acabado de la pieza.
2.- Cuestiones teóricas sobre lasherramientas
Manual de autoaprendizaje Cap. 2 Pag. 2
CNC 800T
En este capítulo se muestra:
• Que es la torreta portaherramientas.
• Que es la tabla de herramientas y que información se guarda en ella.
• Que es el reglaje de herramientas.
• Defectos debidos a errores en la tabla de herramientas.
> Defectos debidos a un mal reglaje.
> Defectos debidos a un factor de forma erróneo.
> Defectos debidos a un radio de herramienta erróneo.
Manual de autoaprendizaje Cap. 2 Pag. 3
CNC 800T
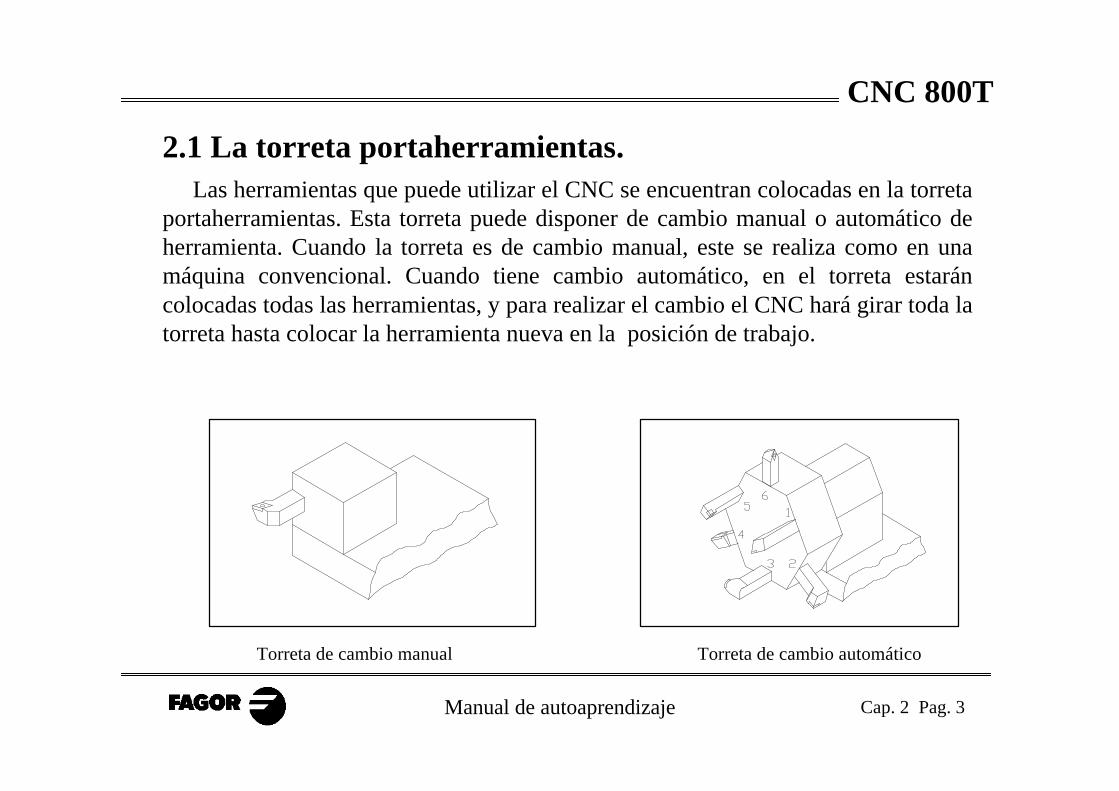
2.1 La torreta portaherramientas.Las herramientas que puede utilizar el CNC se encuentran colocadas en la torreta
portaherramientas. Esta torreta puede disponer de cambio manual o automático deherramienta. Cuando la torreta es de cambio manual, este se realiza como en unamáquina convencional. Cuando tiene cambio automático, en el torreta estaráncolocadas todas las herramientas, y para realizar el cambio el CNC hará girar toda latorreta hasta colocar la herramienta nueva en la posición de trabajo.
Torreta de cambio manual Torreta de cambio automático
Manual de autoaprendizaje Cap. 2 Pag. 4
CNC 800T
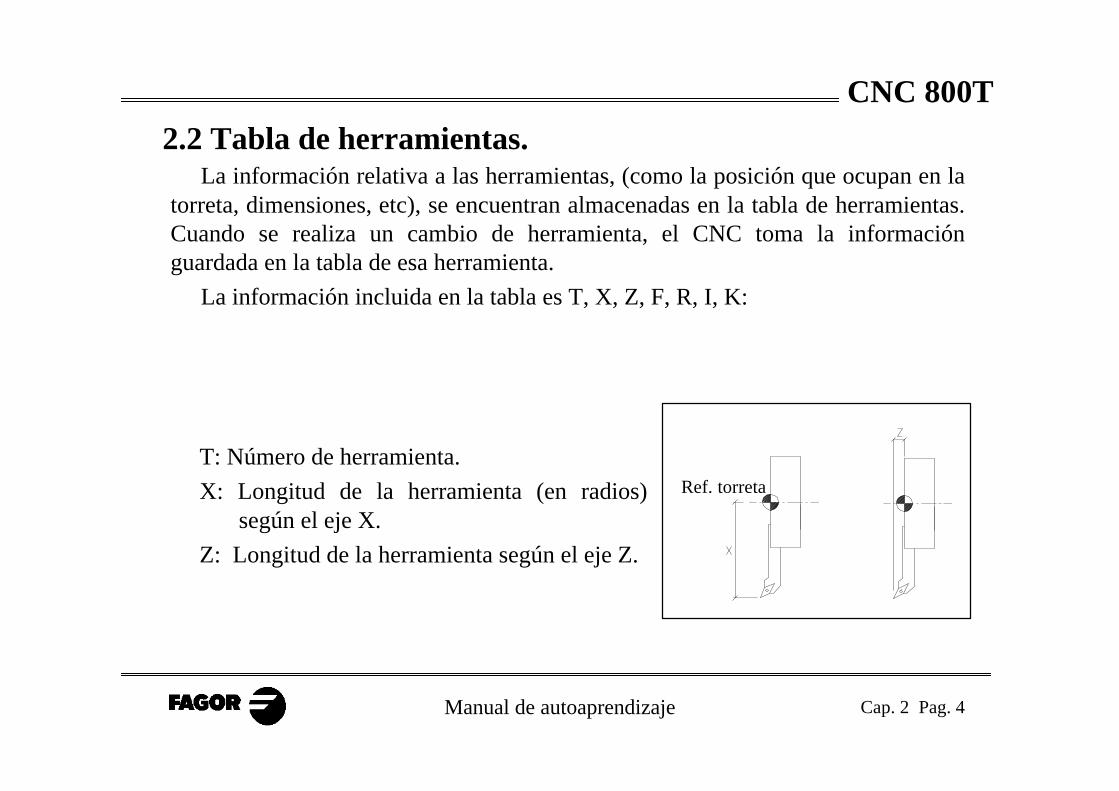
2.2 Tabla de herramientas.La información relativa a las herramientas, (como la posición que ocupan en la
torreta, dimensiones, etc), se encuentran almacenadas en la tabla de herramientas.Cuando se realiza un cambio de herramienta, el CNC toma la informaciónguardada en la tabla de esa herramienta.
La información incluida en la tabla es T, X, Z, F, R, I, K:
T: Número de herramienta.
X: Longitud de la herramienta (en radios)según el eje X.
Z: Longitud de la herramienta según el eje Z.
Ref. torreta
Manual de autoaprendizaje Cap. 2 Pag. 5
CNC 800T
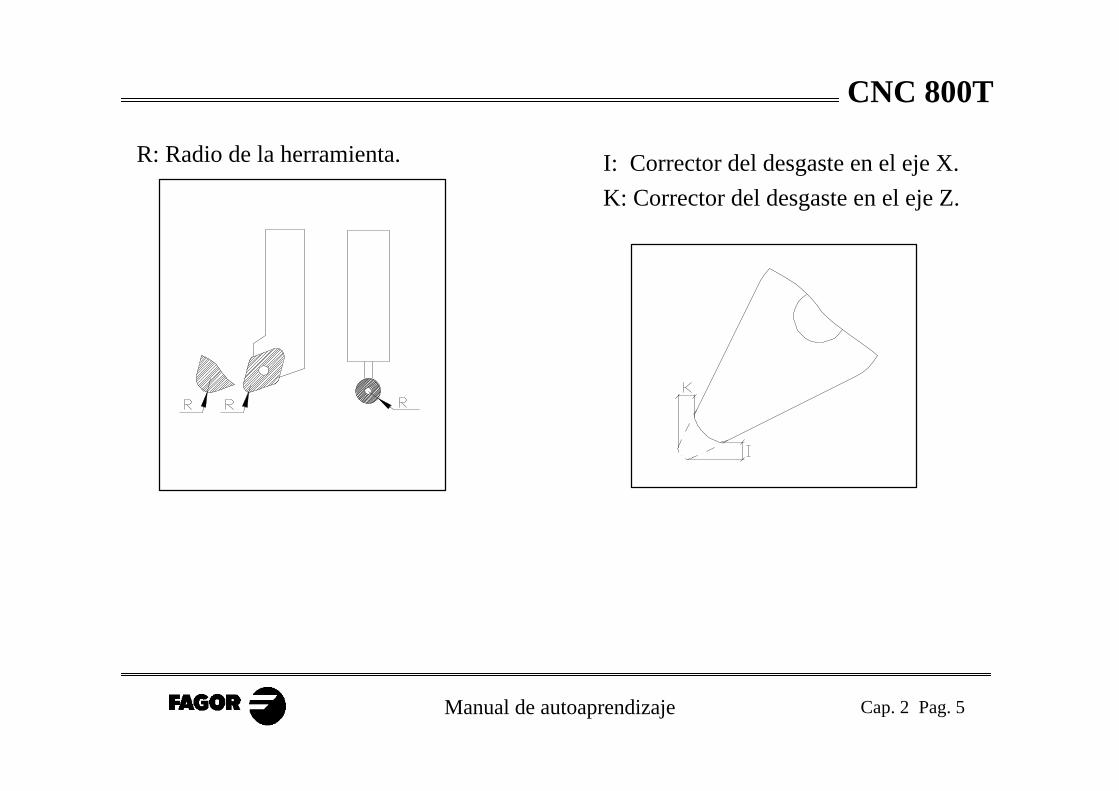
R: Radio de la herramienta. I: Corrector del desgaste en el eje X.
K: Corrector del desgaste en el eje Z.
Manual de autoaprendizaje Cap. 2 Pag. 6
CNC 800T
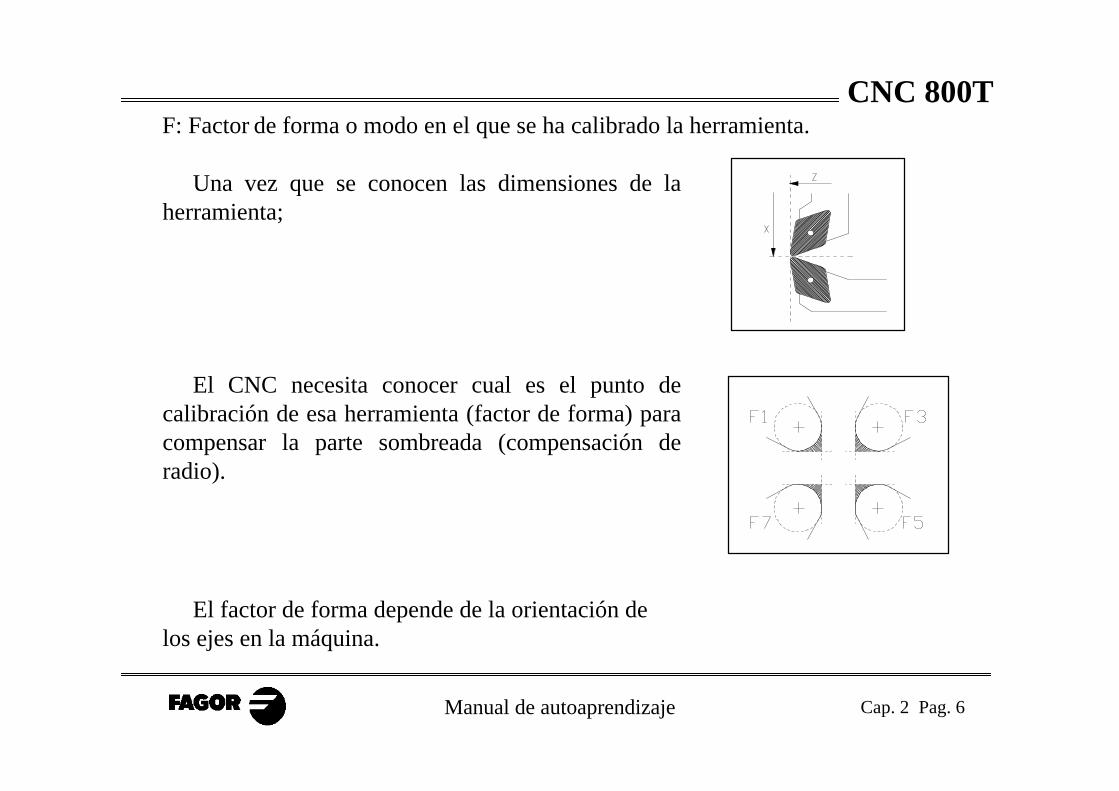
Una vez que se conocen las dimensiones de laherramienta;
El CNC necesita conocer cual es el punto decalibración de esa herramienta (factor de forma) paracompensar la parte sombreada (compensación deradio).
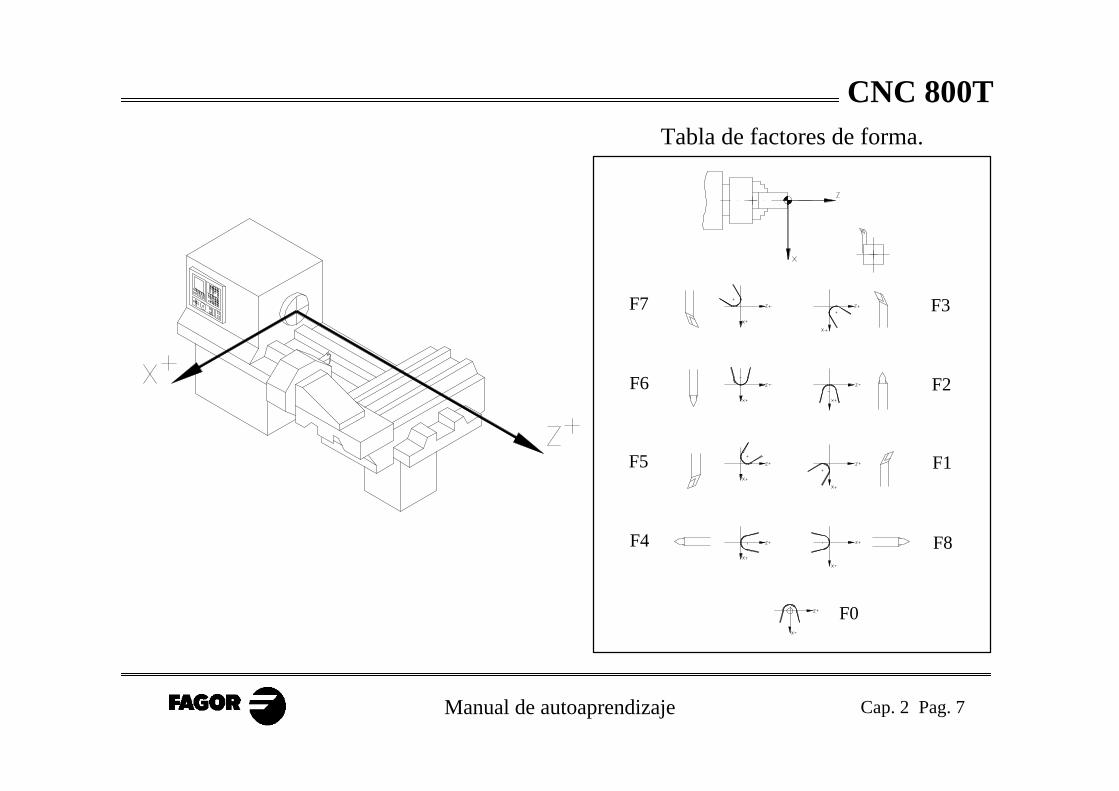
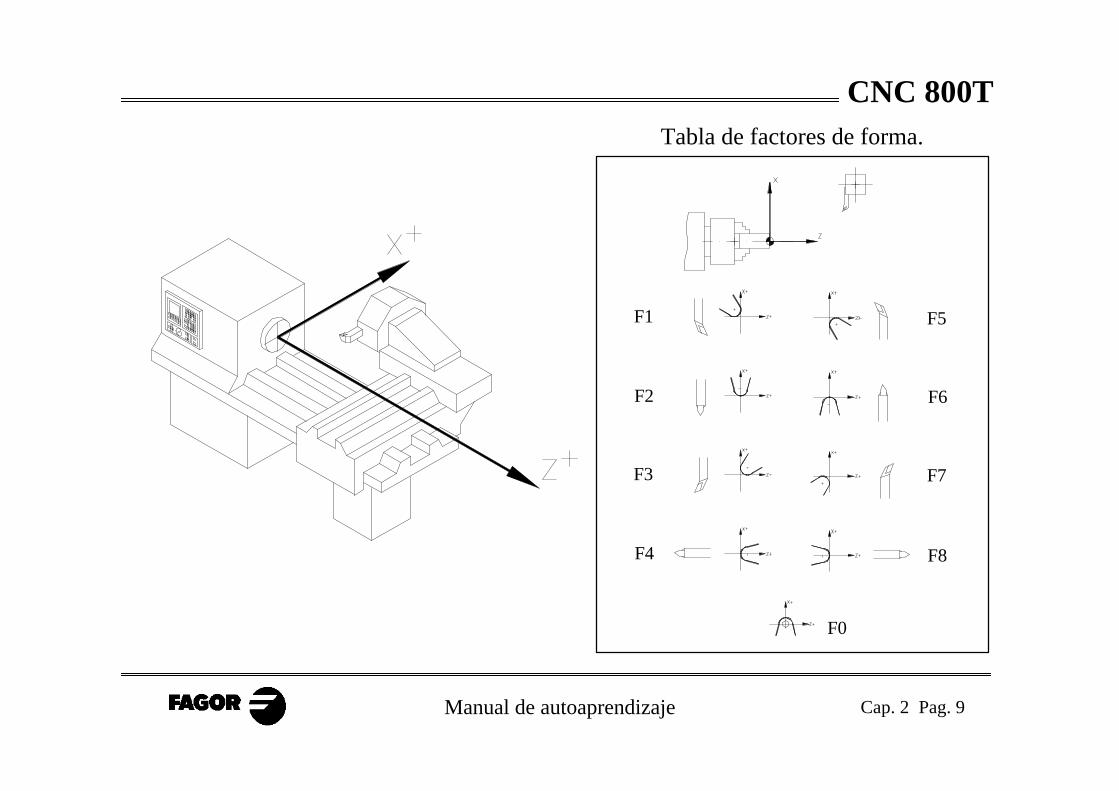
El factor de forma depende de la orientación delos ejes en la máquina.
F: Factor de forma o modo en el que se ha calibrado la herramienta.
Manual de autoaprendizaje Cap. 2 Pag. 7
CNC 800T
F7
F6
F5
F4
F3
F2
F1
F8
F0
Tabla de factores de forma.
Manual de autoaprendizaje Cap. 2 Pag. 8
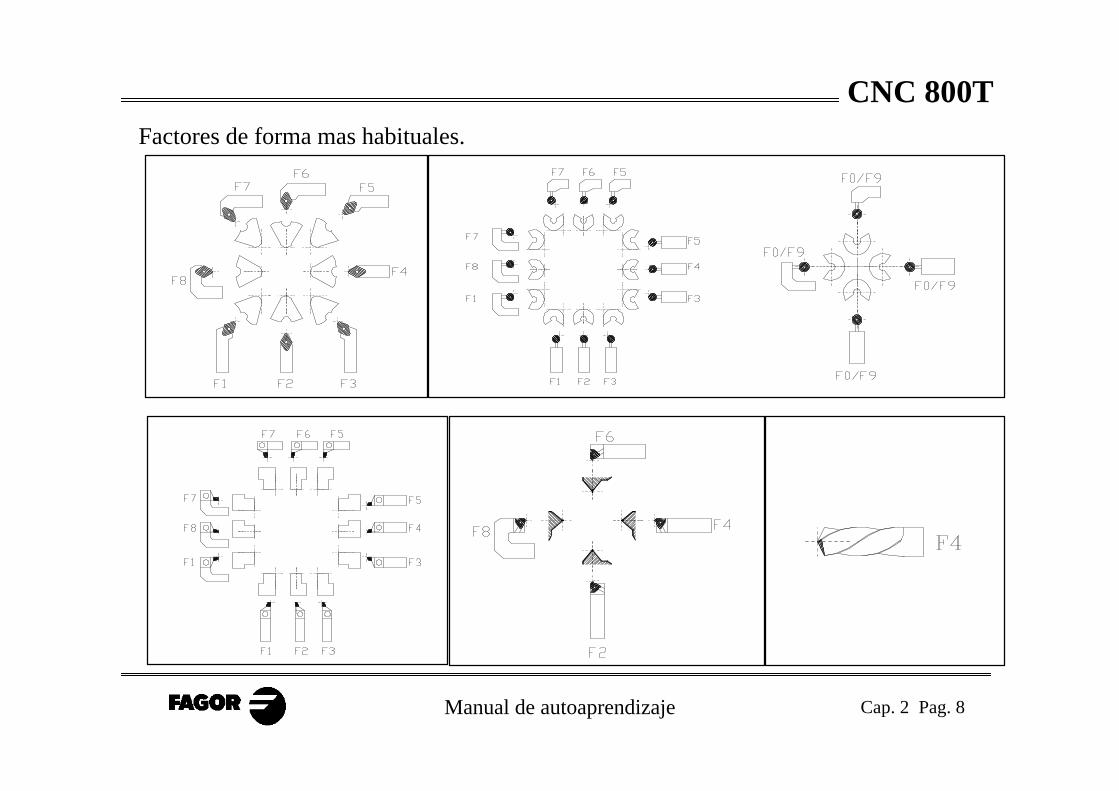
CNC 800TFactores de forma mas habituales.
Manual de autoaprendizaje Cap. 2 Pag. 9
CNC 800T
F1
F2
F3
F4
F5
F6
F7
F8
F0
Tabla de factores de forma.
Manual de autoaprendizaje Cap. 2 Pag. 10
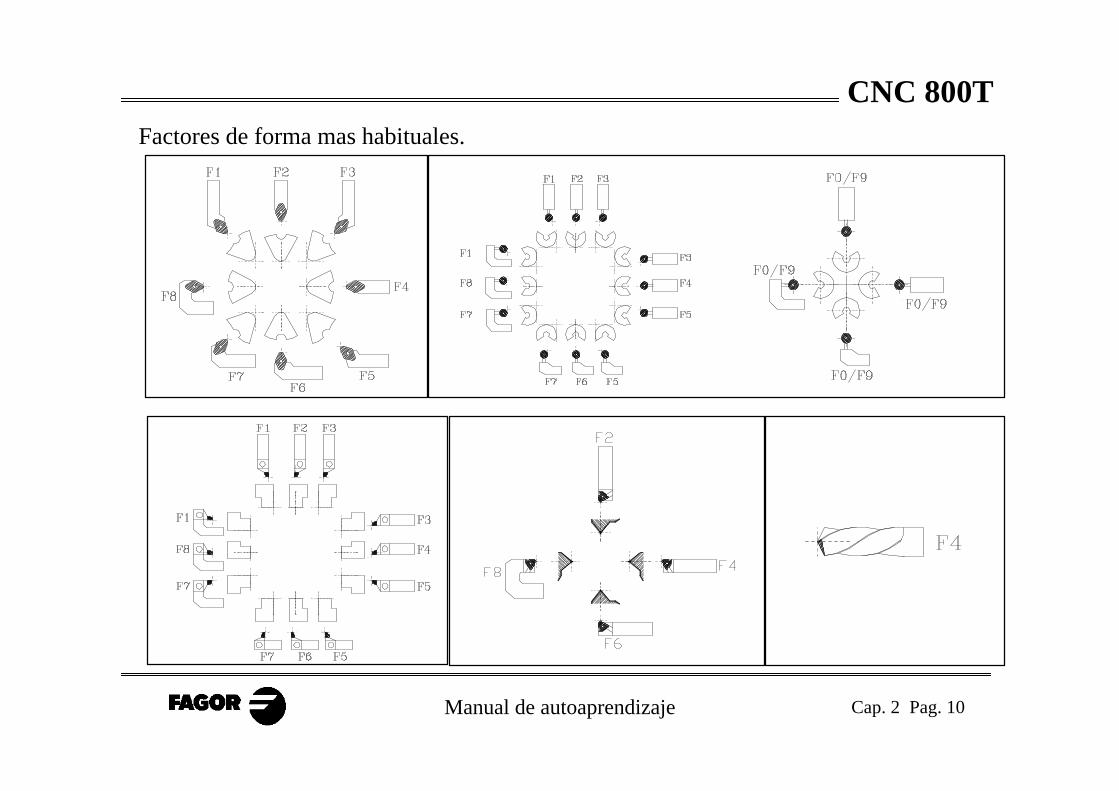
CNC 800TFactores de forma mas habituales.
Manual de autoaprendizaje Cap. 2 Pag. 11
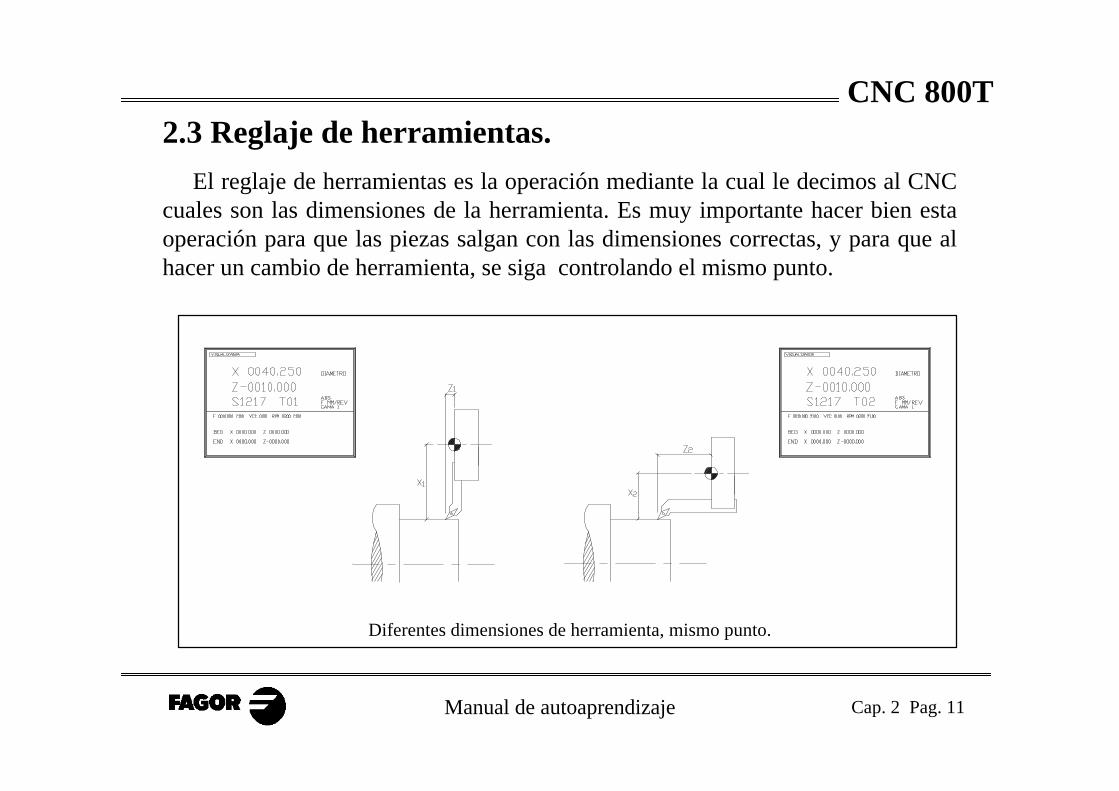
CNC 800T2.3 Reglaje de herramientas.
El reglaje de herramientas es la operación mediante la cual le decimos al CNCcuales son las dimensiones de la herramienta. Es muy importante hacer bien estaoperación para que las piezas salgan con las dimensiones correctas, y para que alhacer un cambio de herramienta, se siga controlando el mismo punto.
Diferentes dimensiones de herramienta, mismo punto.
Manual de autoaprendizaje Cap. 2 Pag. 12
CNC 800T
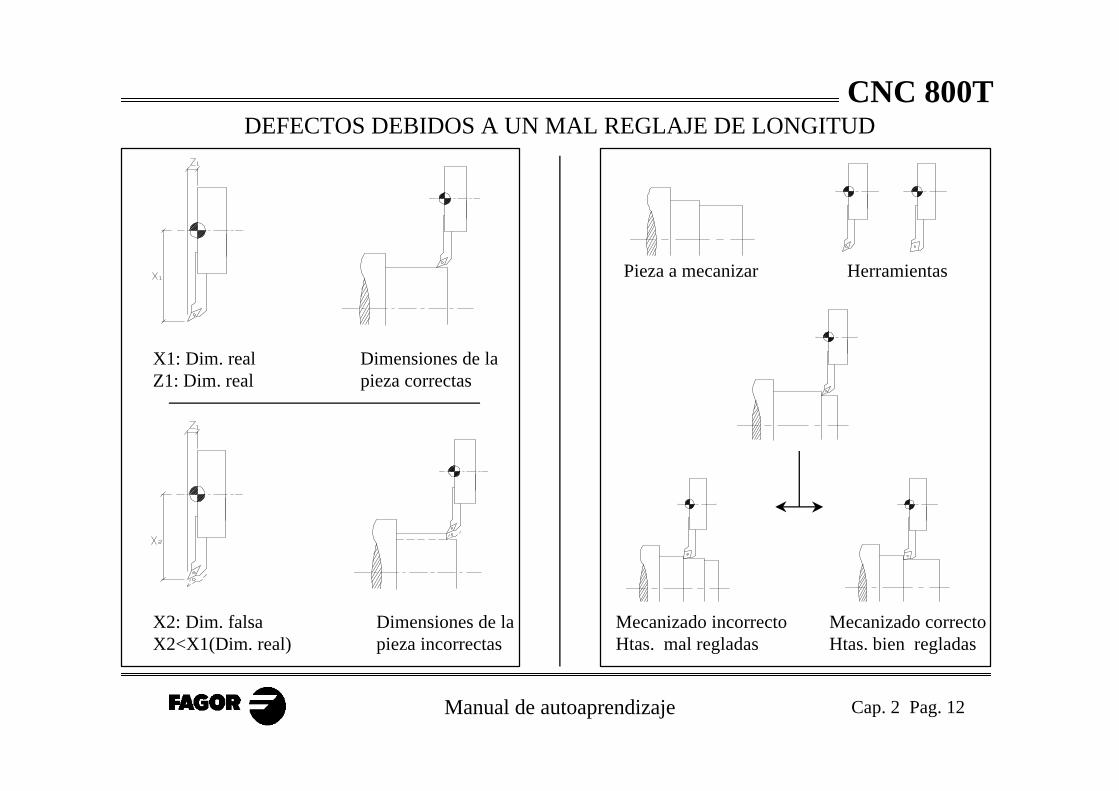
X1: Dim. realZ1: Dim. real
X2: Dim. falsaX2<X1(Dim. real)
Dimensiones de lapieza correctas
Dimensiones de lapieza incorrectas
Mecanizado incorrectoHtas. mal regladas
Mecanizado correctoHtas. bien regladas
Pieza a mecanizar Herramientas
DEFECTOS DEBIDOS A UN MAL REGLAJE DE LONGITUD

Manual de autoaprendizaje Cap. 2 Pag. 13
CNC 800TDEFECTOS DEBIDOS A UNA MALA DEFINICION DEL FACTOR DE FORMA
La herramienta tiene una punta real y otra teórica.
Punta real
Punta teórica
Al trabajar con la punta teórica, quedan creces demecanizado. Para evitar esto, el CNC trabaja conla punta real.
Trabajo con punta teórica
Trabajo con punta real.
Para trabajar con la punta teórica, el CNCnecesita conocer cual es el punto decalibración de esa herramienta (factor deforma) para compensar la parte sombreada(compensación de radio).
Si se introduce un factor de formaequivocado, el error se incrementa en vez decompensarse.
Manual de autoaprendizaje Cap. 2 Pag. 14
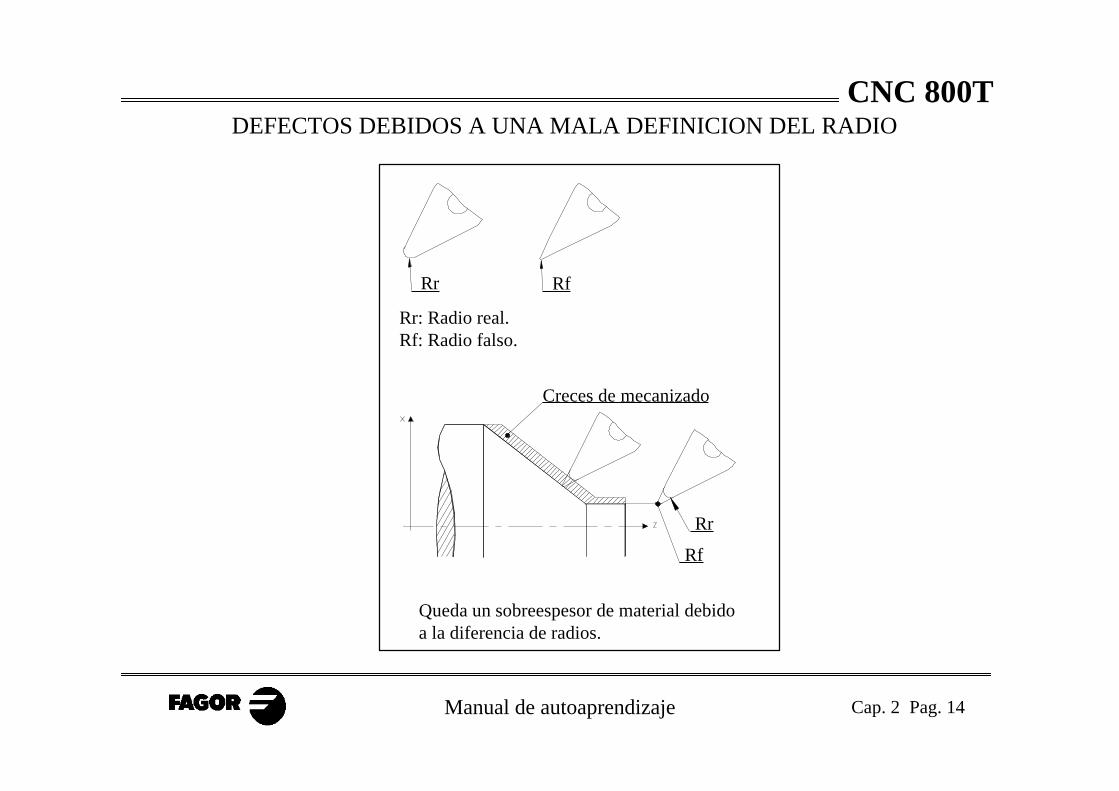
CNC 800TDEFECTOS DEBIDOS A UNA MALA DEFINICION DEL RADIO
Rr: Radio real.Rf: Radio falso.
Creces de mecanizado
Rf
Rr
Rf Rr
Queda un sobreespesor de material debido a la diferencia de radios.

3.- Práctica manual

Manual de autoaprendizaje Cap. 3 Pag. 2
CNC 800T
En este capítulo se muestra:
• Una descripción de la pantalla y del teclado.
• Como realizar una “Búsqueda de Referencia máquina”.
• Modos de trabajo con el cabezal.
> Que son las gamas de velocidad.
> Trabajo en modo VCC o RPM.
• Modos de desplazar los ejes.
> Selección del tipo de avance. (mm/min o mm/vuelta)
> Modos de desplazamiento. (Volantes, JOG incremental, JOG continuo...)
• Manipulación de herramientas.
> Tipos de cambiadores. (Manuales o automáticos).
> Reglaje de herramientas.
> Tabla de herramientas.
• Comprobación del reglaje.
Manual de autoaprendizaje Cap. 3 Pag. 3
CNC 800T
3.1 Descripción de la pantalla y del teclado.3.1.1 Encendido.
Después del mensaje :
PASADO
pulsar una tecla para entrar en elmodo de trabajo.
Pantalla de presentación
TEST GENERAL PASADO
Manual de autoaprendizaje Cap. 3 Pag. 4
CNC 800T
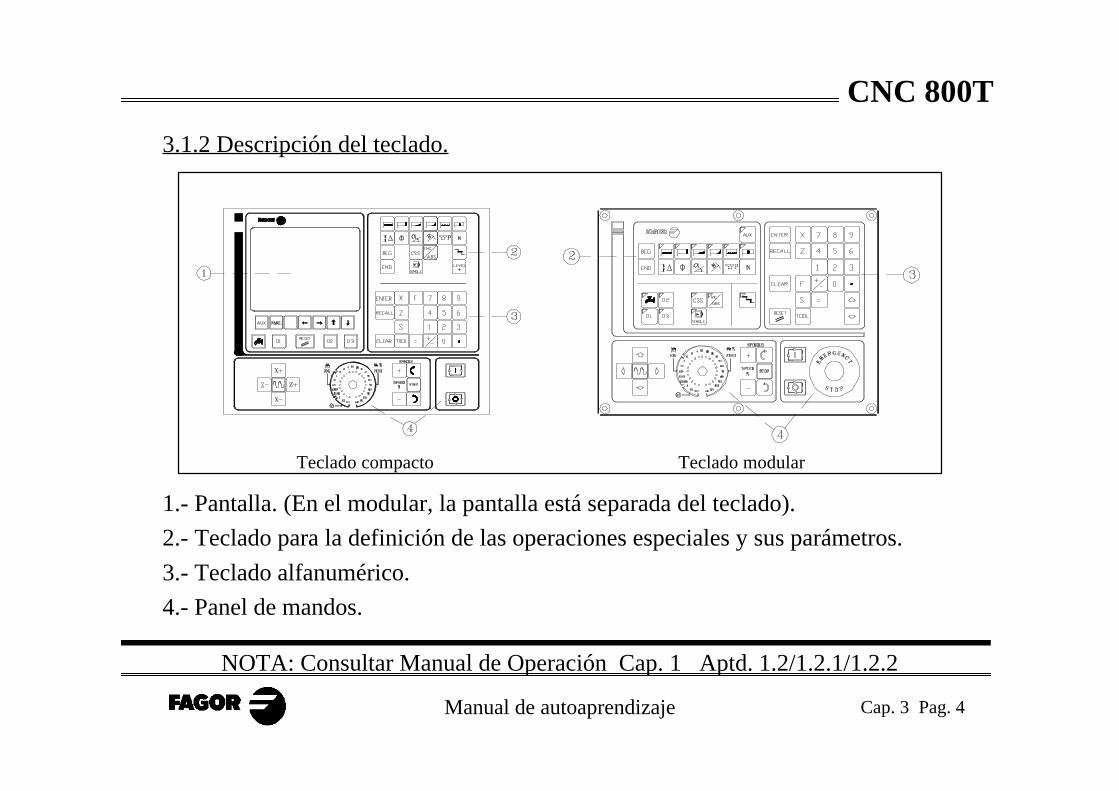
3.1.2 Descripción del teclado.
1.- Pantalla. (En el modular, la pantalla está separada del teclado).
2.- Teclado para la definición de las operaciones especiales y sus parámetros.
3.- Teclado alfanumérico.
4.- Panel de mandos.
Teclado compacto Teclado modular
NOTA: Consultar Manual de Operación Cap. 1 Aptd. 1.2/1.2.1/1.2.2
Manual de autoaprendizaje Cap. 3 Pag. 5
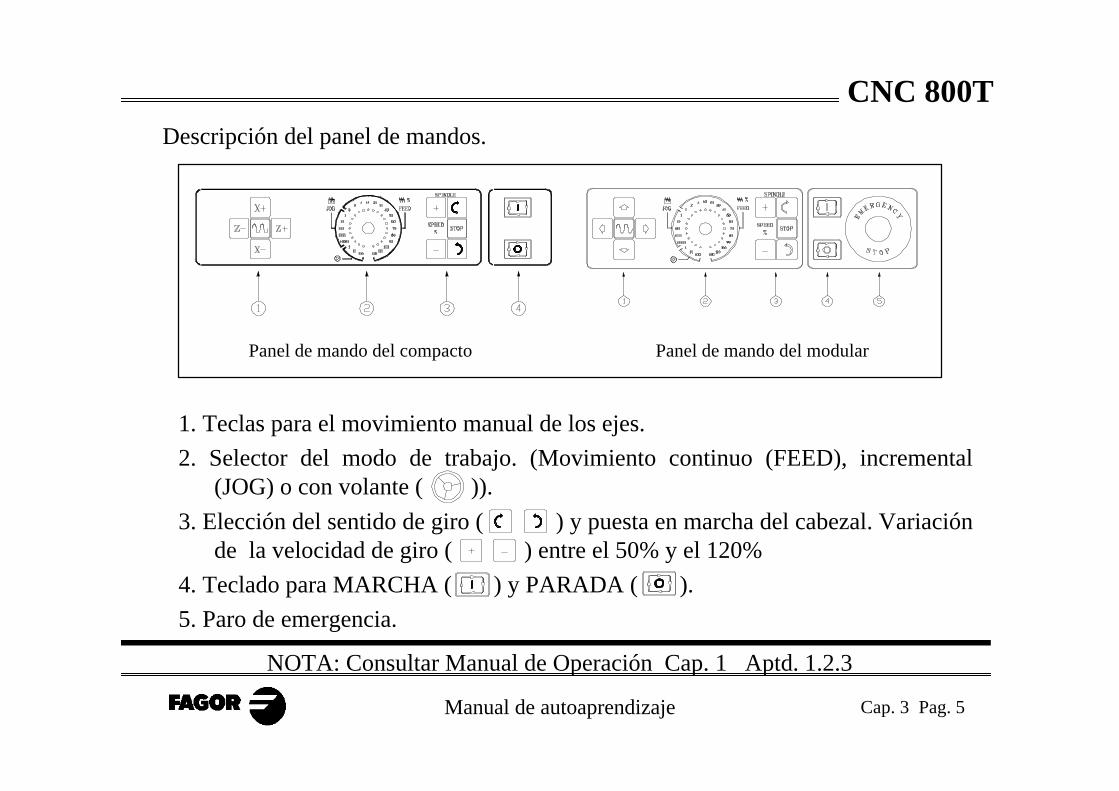
CNC 800TDescripción del panel de mandos.
1. Teclas para el movimiento manual de los ejes.
2. Selector del modo de trabajo. (Movimiento continuo (FEED), incremental(JOG) o con volante ( )).
3. Elección del sentido de giro ( ) y puesta en marcha del cabezal. Variaciónde la velocidad de giro ( ) entre el 50% y el 120%
4. Teclado para MARCHA ( ) y PARADA ( ).
5. Paro de emergencia.
Panel de mando del compacto Panel de mando del modular
NOTA: Consultar Manual de Operación Cap. 1 Aptd. 1.2.3
Manual de autoaprendizaje Cap. 3 Pag. 6
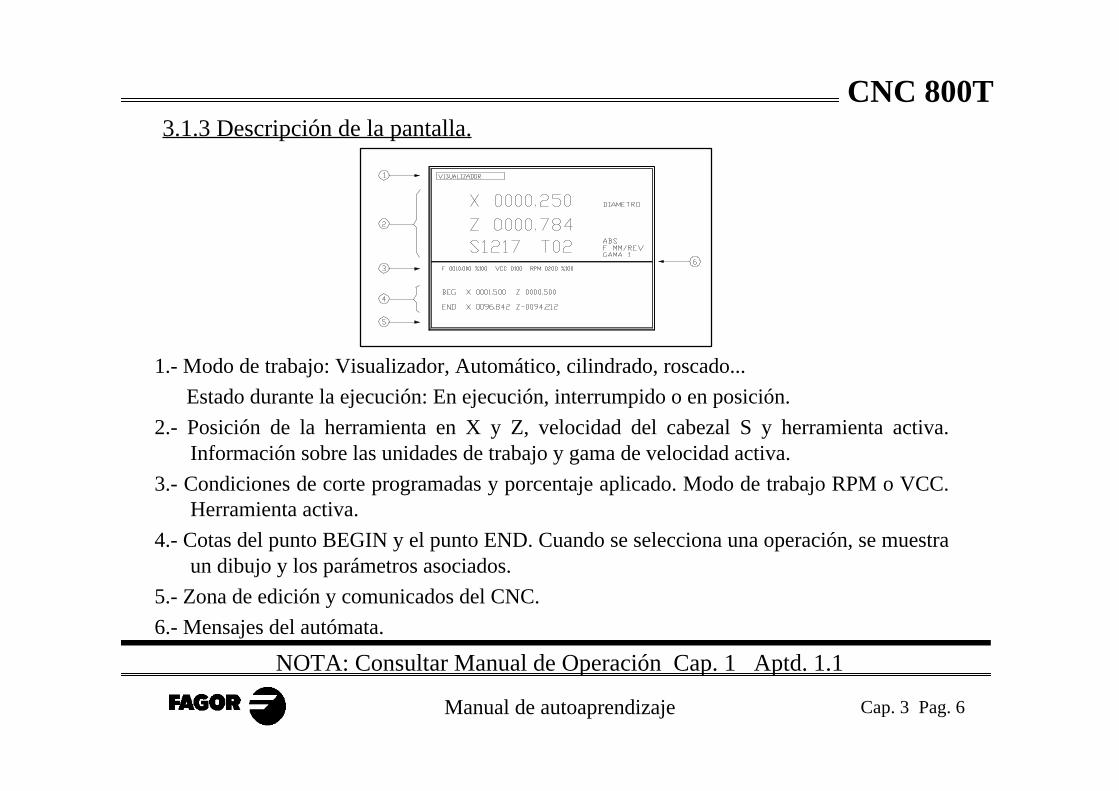
CNC 800T3.1.3 Descripción de la pantalla.
1.- Modo de trabajo: Visualizador, Automático, cilindrado, roscado...
Estado durante la ejecución: En ejecución, interrumpido o en posición.
2.- Posición de la herramienta en X y Z, velocidad del cabezal S y herramienta activa.Información sobre las unidades de trabajo y gama de velocidad activa.
3.- Condiciones de corte programadas y porcentaje aplicado. Modo de trabajo RPM o VCC.Herramienta activa.
4.- Cotas del punto BEGIN y el punto END. Cuando se selecciona una operación, se muestraun dibujo y los parámetros asociados.
5.- Zona de edición y comunicados del CNC.
6.- Mensajes del autómata.
NOTA: Consultar Manual de Operación Cap. 1 Aptd. 1.1
Manual de autoaprendizaje Cap. 3 Pag. 7
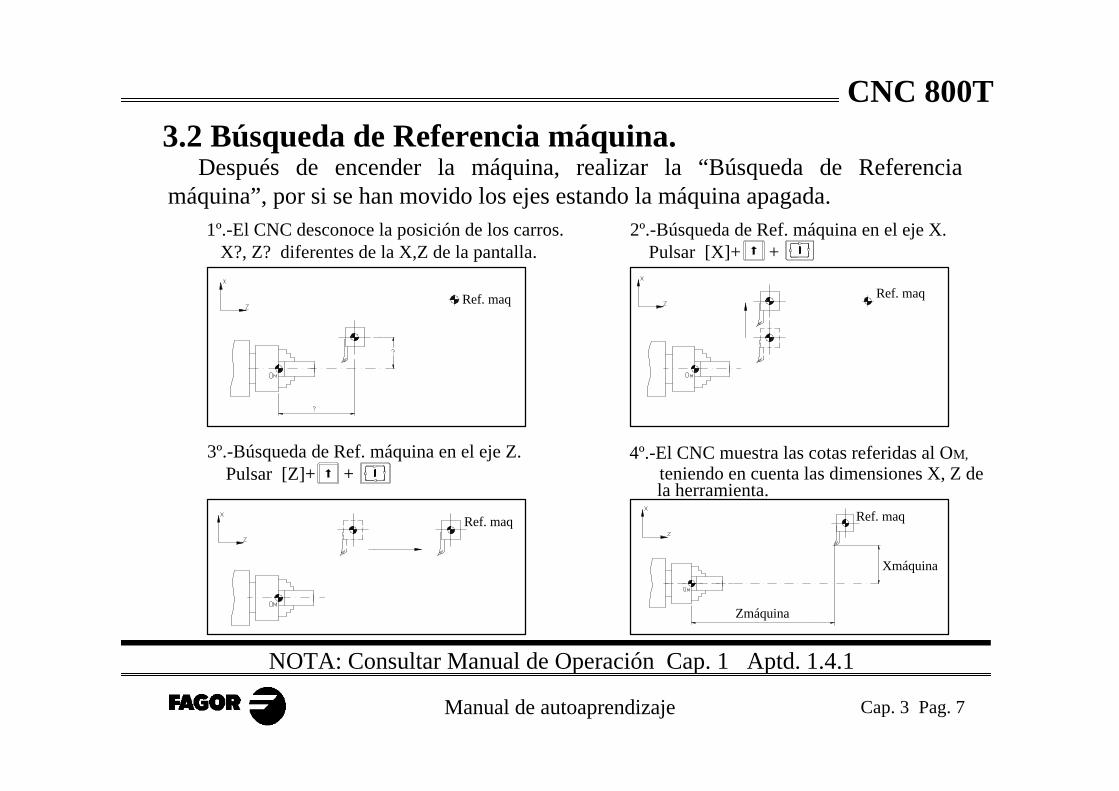
CNC 800T3.2 Búsqueda de Referencia máquina.
Después de encender la máquina, realizar la “Búsqueda de Referenciamáquina”, por si se han movido los ejes estando la máquina apagada.
1º.-El CNC desconoce la posición de los carros. X?, Z? diferentes de la X,Z de la pantalla.
2º.-Búsqueda de Ref. máquina en el eje X. Pulsar [X]+ +
3º.-Búsqueda de Ref. máquina en el eje Z. Pulsar [Z]+ +
4º.-El CNC muestra las cotas referidas al OM,
teniendo en cuenta las dimensiones X, Z de la herramienta.
NOTA: Consultar Manual de Operación Cap. 1 Aptd. 1.4.1
Zmáquina
Xmáquina
Ref. maqRef. maq
Ref. maqRef. maq
Manual de autoaprendizaje Cap. 3 Pag. 8
CNC 800T3.3 Cabezal.
El cabezal de una máquina de CNC ofrece dos modos de trabajo:
– RPM: Trabajo a velocidad de giro constante. (Aptd 1.7)
– VCC: Trabajo a velocidad de corte constante.(Aptd 1.7)
Para elegir el modo de trabajo, pulsar la tecla [CSS].
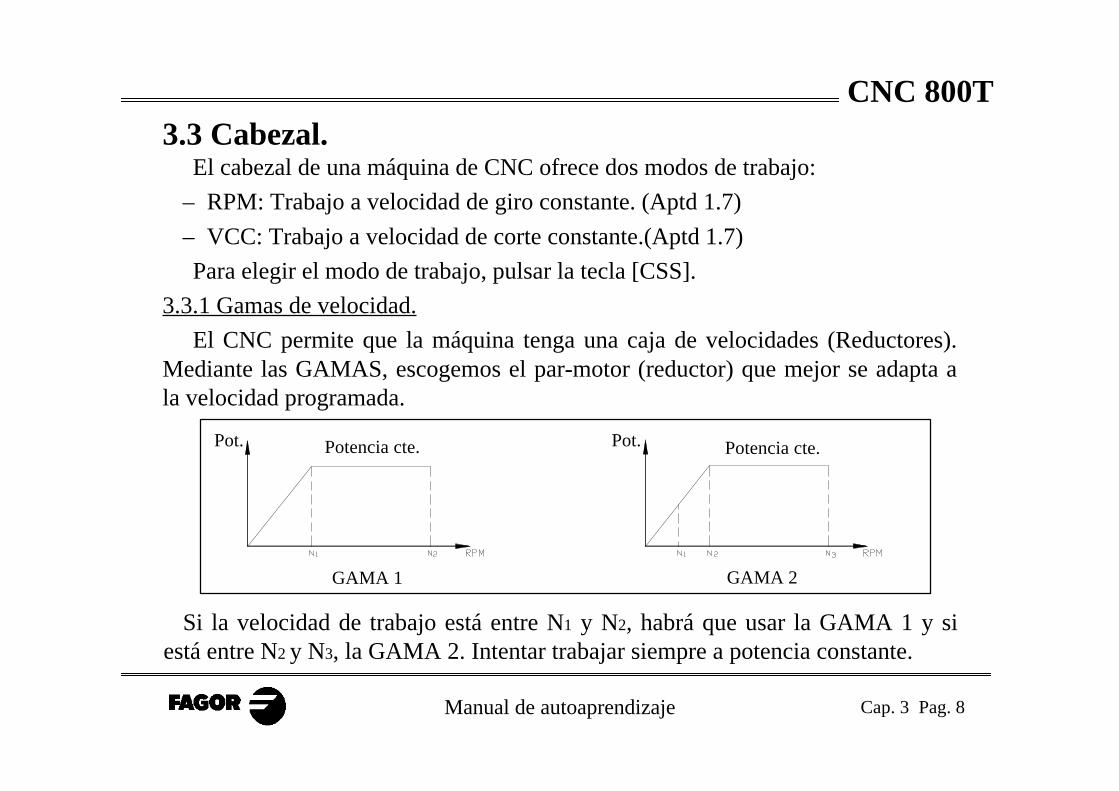
3.3.1 Gamas de velocidad.
El CNC permite que la máquina tenga una caja de velocidades (Reductores).Mediante las GAMAS, escogemos el par-motor (reductor) que mejor se adapta ala velocidad programada.
GAMA 1 GAMA 2
Potencia cte. Potencia cte.Pot. Pot.
Si la velocidad de trabajo está entre N1 y N2, habrá que usar la GAMA 1 y siestá entre N2 y N3, la GAMA 2. Intentar trabajar siempre a potencia constante.
Manual de autoaprendizaje Cap. 3 Pag. 9
CNC 800THay dos tipos de cambio de gama:
•Cambio de gama automático.
Si la máquina tiene cambiador automático, cuando es necesario el cambio, elCNC selecciona la gama adecuada.
•Cambio de gama manual.
Si la máquina no dispone de cambiador automático, cuando se hace necesario elcambio, el CNC actúa del siguiente modo:
– El CNC muestra en la pantalla de edición (última línea), la gama que sedebe seleccionar.
– Hacer el cambio y pulsar [ENTER].
– El CNC da por finalizado el cambio y pone en marcha el cabezal.
NOTA: Consultar Manual de Operación Cap. 4 Aptd. 4.4/4.4.1/4.4.2

Manual de autoaprendizaje Cap. 3 Pag. 10
CNC 800T3.3.2 Trabajo en modo RPM. (Revoluciones por minuto)
Para seleccionar la velocidad de trabajo (en rpm), pulsar: [S] + (Velocidad de giro) +
Si la máquina tiene cambiador de gama manual, el CNC pedirá el cambio de gama alusuario, si es necesario el cambio.Si la máquina tiene cambiador de gama automático, el CNC asumirá la nueva gama.El CNC muestra la información:
F 0000.000 100% RPM 1250 100% T2
Velocidadseleccionada
Porcentaje aplicado
Giro del cabezal a derechas. Sentido horario.
Detiene el giro del cabezal.
Giro del cabezal a izquierdas. Sentido antihorario.
Aumenta o disminuye el porcentaje aplicado a la velocidad de giro un 5%.(Entre el 50% y el 120%).
Para poner en marcha el cabezal usar las teclas JOG del panel de mandos.
NOTA: Consultar Manual de Operación Cap. 4 Aptd. 4.2/4.5/4.6/4.7
Manual de autoaprendizaje Cap. 3 Pag. 11
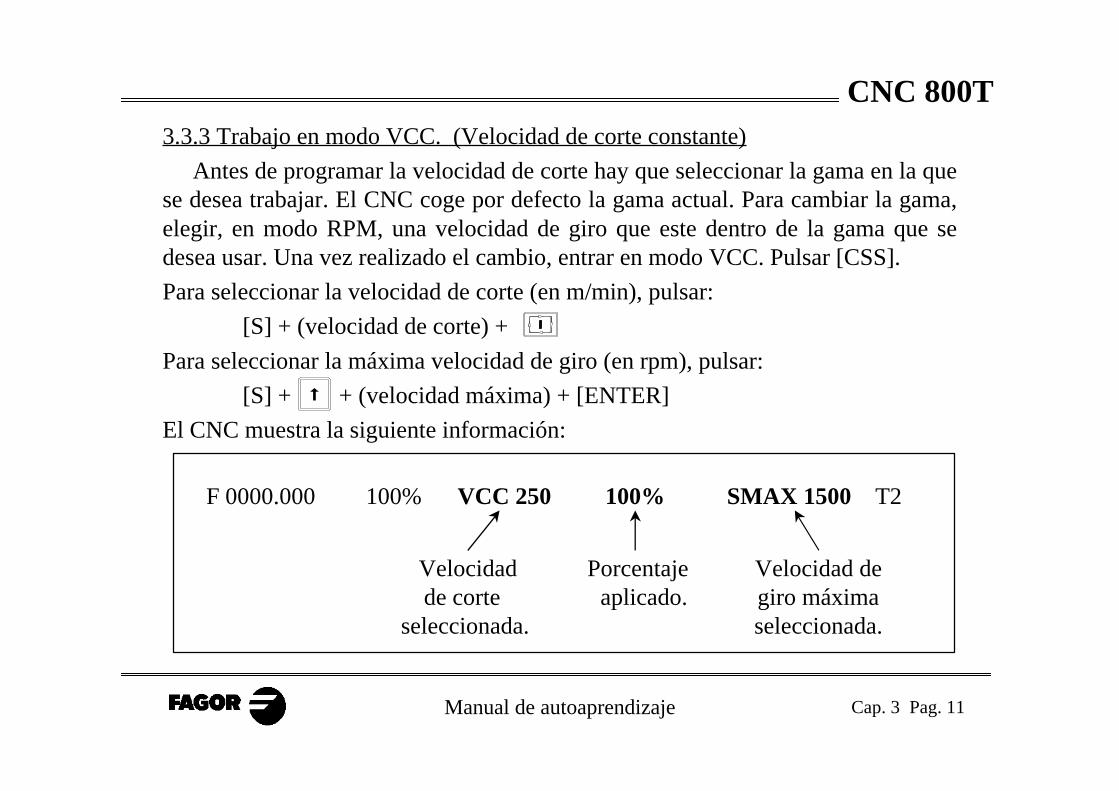
CNC 800T3.3.3 Trabajo en modo VCC. (Velocidad de corte constante)
Antes de programar la velocidad de corte hay que seleccionar la gama en la quese desea trabajar. El CNC coge por defecto la gama actual. Para cambiar la gama,elegir, en modo RPM, una velocidad de giro que este dentro de la gama que sedesea usar. Una vez realizado el cambio, entrar en modo VCC. Pulsar [CSS].
Para seleccionar la velocidad de corte (en m/min), pulsar:
[S] + (velocidad de corte) +
Para seleccionar la máxima velocidad de giro (en rpm), pulsar:
[S] + + (velocidad máxima) + [ENTER]
El CNC muestra la siguiente información:
F 0000.000 100% VCC 250 100% SMAX 1500 T2
Velocidadde corte
seleccionada.
Porcentaje aplicado.
Velocidad degiro máximaseleccionada.
Manual de autoaprendizaje Cap. 3 Pag. 12
CNC 800TPara poner en marcha el cabezal usar las teclas JOG del panel de mandos.
Giro del cabezal a derechas. Sentido horario.
Detiene el giro del cabezal.
Giro del cabezal a izquierdas. Sentido antihorario.
Aumenta o disminuye el porcentaje aplicado a la velocidad degiro un 5%. (Entre el 50% y el 120%).
En función de donde estén los ejes, la velocidad de giro será diferente:
Si X disminuye, aumentan las RPM.
Si X aumenta, disminuyen las RPM.
NOTA: Consultar Manual de Operación Cap. 4 Aptd. 4.3/4.3.1
NOTADurante el mecanizado de una operación, NO se producirá cambio de gama.
Para trabajar a velocidad de corte constante, las herramientas DEBEN estarcalibradas.

Manual de autoaprendizaje Cap. 3 Pag. 13
CNC 800T
Para seleccionar el modo de avance usaremos el mando selector:
3.4 Desplazamiento de los ejes.
Teclas de JOG
Cada tecla sirve paramover los eje en unsentido, según losejes de la máquina. (Apartado 1.1)
Volante
Puede tener uno odos volantes. Serespeta el sentidode giro delvolante.
Para mover los ejes usaremos:
Movimiento continuoMovimiento incremental
Movimiento con volantes
Manual de autoaprendizaje Cap. 3 Pag. 14
CNC 800TLos movimientos de los ejes se pueden realizar en mm/min o mm/revolución. Para seleccionar el
modo de avance, pulsar:
[AUX] + [2] < F mm(pulg)/min <---> F mm(pulg)/rev >Para abandonar la opción pulsar [AUX], [END] o [CLEAR].
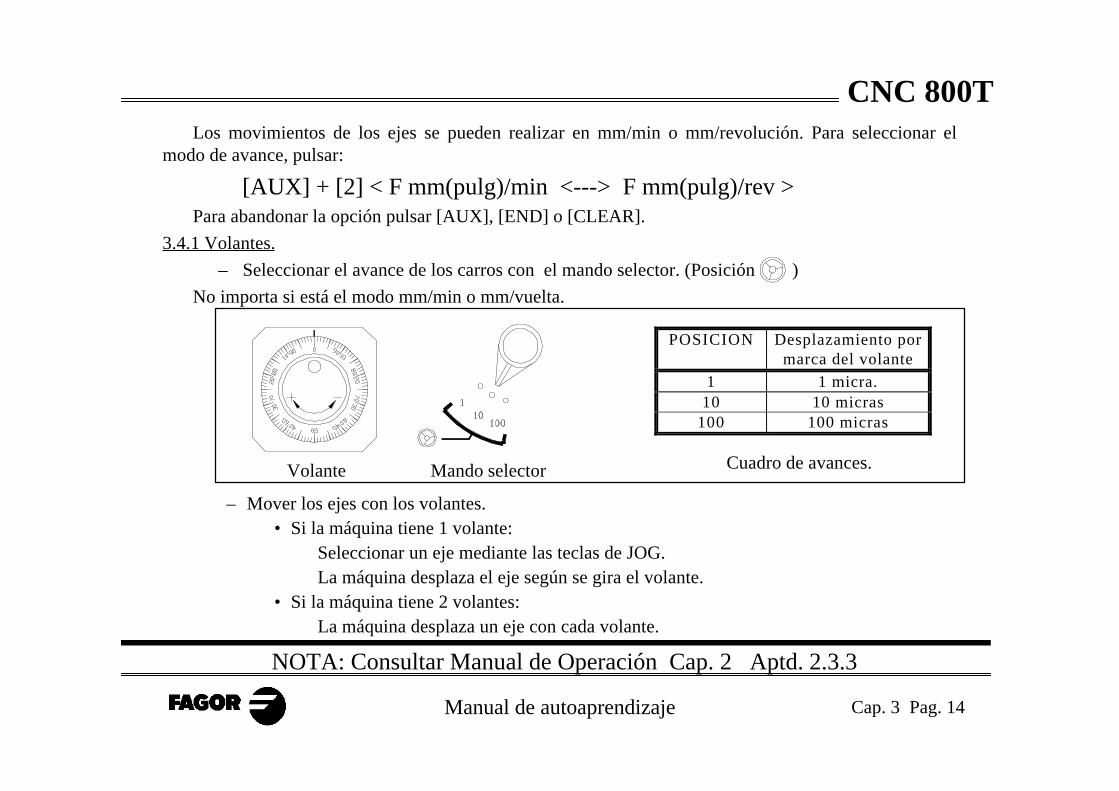
3.4.1 Volantes.
– Seleccionar el avance de los carros con el mando selector. (Posición )
No importa si está el modo mm/min o mm/vuelta.
Cuadro de avances.Volante Mando selector
POSICION Desplazamiento pormarca del volante
1 1 micra.10 10 micras
100 100 micras
– Mover los ejes con los volantes.• Si la máquina tiene 1 volante:
Seleccionar un eje mediante las teclas de JOG.La máquina desplaza el eje según se gira el volante.
• Si la máquina tiene 2 volantes:La máquina desplaza un eje con cada volante.
NOTA: Consultar Manual de Operación Cap. 2 Aptd. 2.3.3
Manual de autoaprendizaje Cap. 3 Pag. 15
CNC 800T
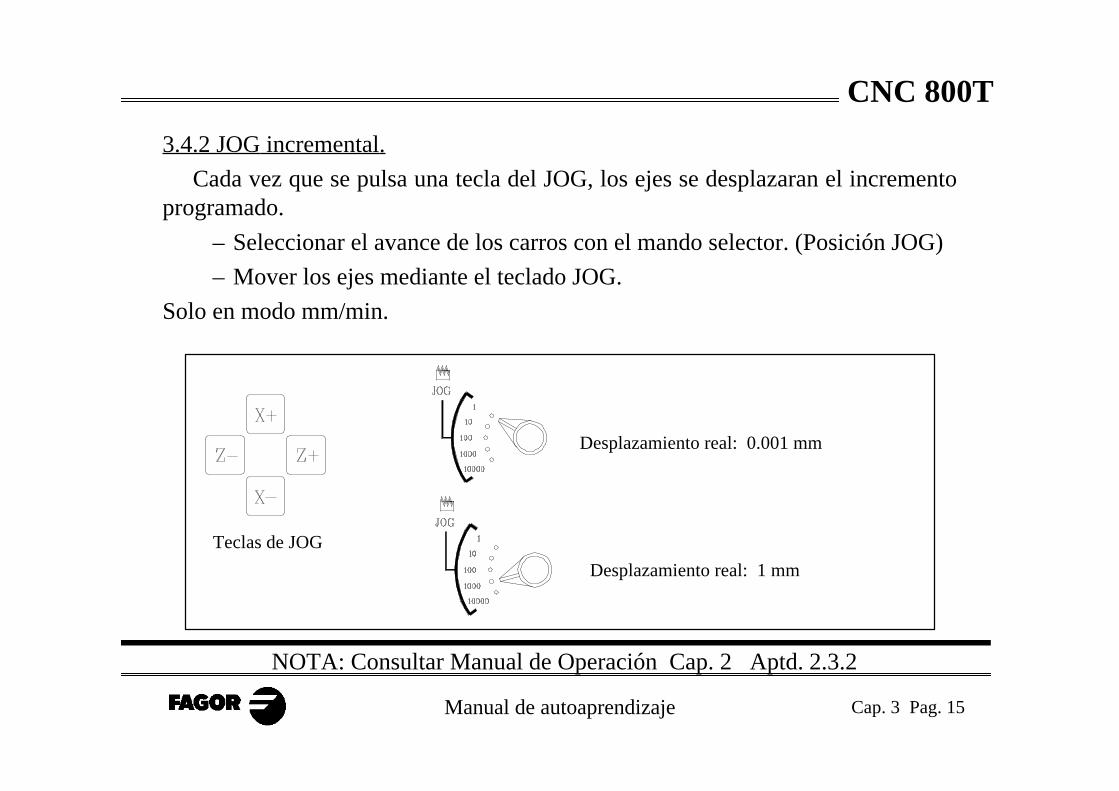
3.4.2 JOG incremental.
Cada vez que se pulsa una tecla del JOG, los ejes se desplazaran el incrementoprogramado.
– Seleccionar el avance de los carros con el mando selector. (Posición JOG)
– Mover los ejes mediante el teclado JOG.
Solo en modo mm/min.
Teclas de JOG
Desplazamiento real: 0.001 mm
Desplazamiento real: 1 mm
NOTA: Consultar Manual de Operación Cap. 2 Aptd. 2.3.2
Manual de autoaprendizaje Cap. 3 Pag. 16
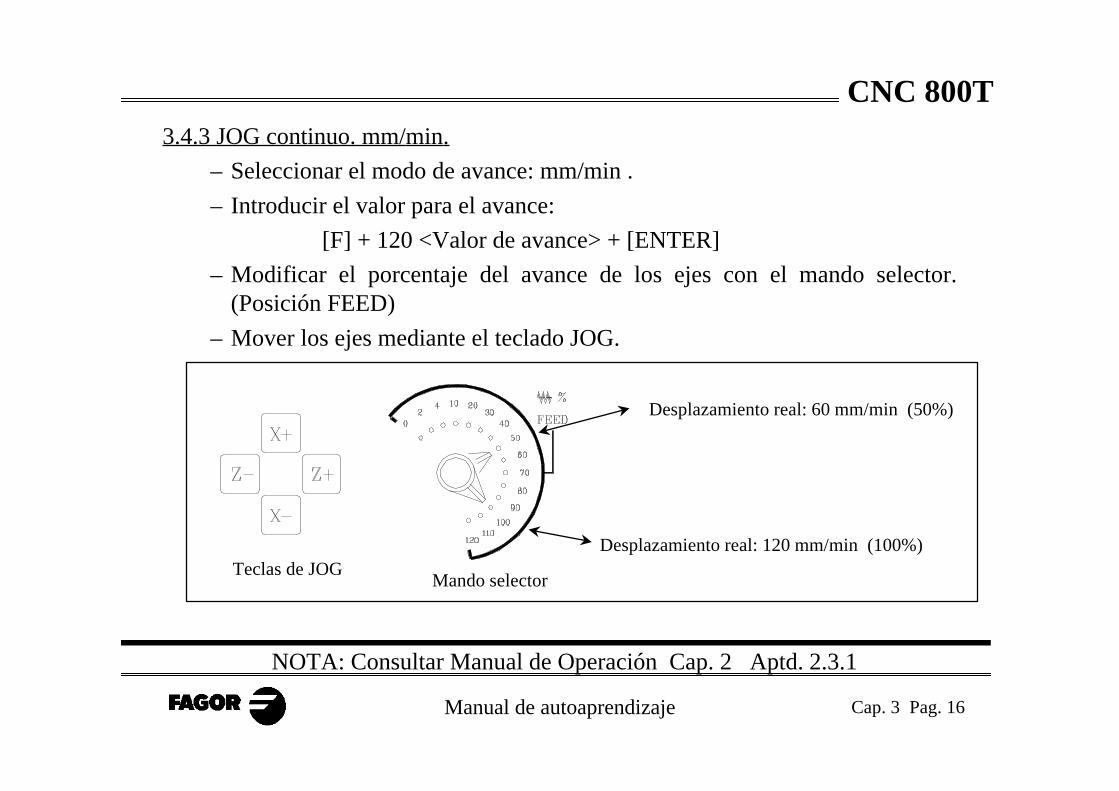
CNC 800T3.4.3 JOG continuo. mm/min.
– Seleccionar el modo de avance: mm/min .
– Introducir el valor para el avance:
[F] + 120 <Valor de avance> + [ENTER]
– Modificar el porcentaje del avance de los ejes con el mando selector.(Posición FEED)
– Mover los ejes mediante el teclado JOG.
Teclas de JOGDesplazamiento real: 120 mm/min (100%)
Desplazamiento real: 60 mm/min (50%)
Mando selector
NOTA: Consultar Manual de Operación Cap. 2 Aptd. 2.3.1
Manual de autoaprendizaje Cap. 3 Pag. 17
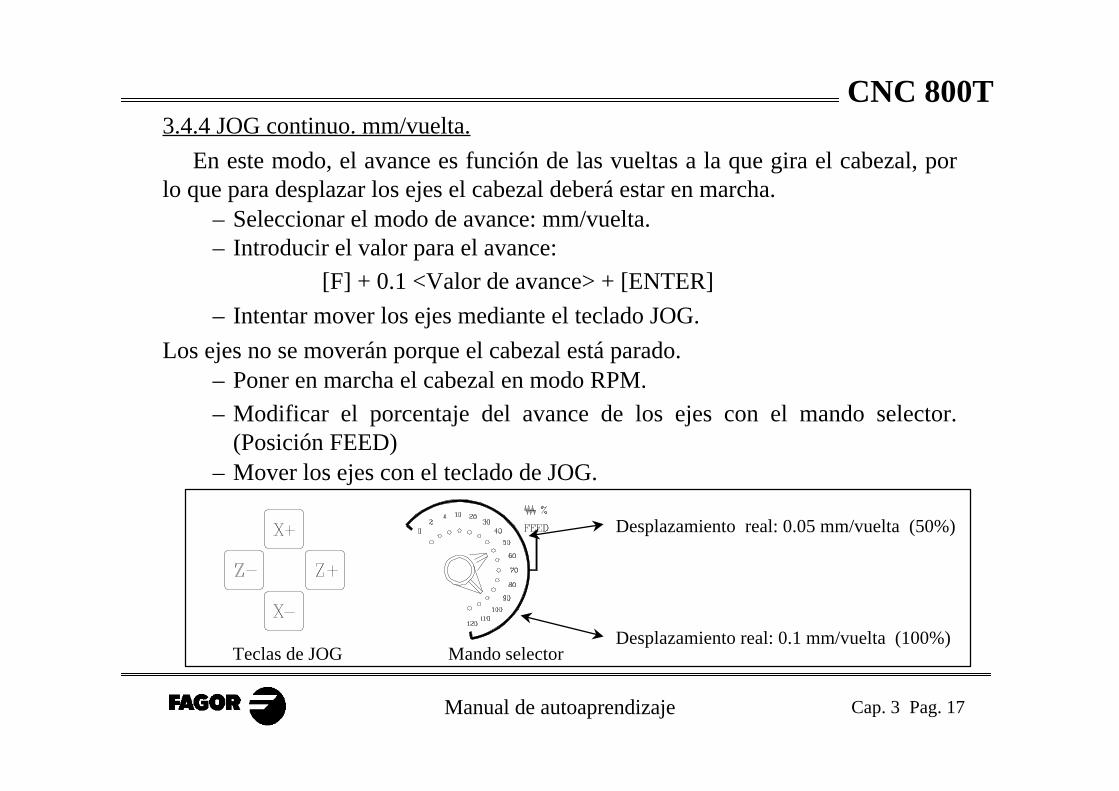
CNC 800T3.4.4 JOG continuo. mm/vuelta.
En este modo, el avance es función de las vueltas a la que gira el cabezal, porlo que para desplazar los ejes el cabezal deberá estar en marcha.
– Seleccionar el modo de avance: mm/vuelta.– Introducir el valor para el avance:
[F] + 0.1 <Valor de avance> + [ENTER]
– Intentar mover los ejes mediante el teclado JOG.
Los ejes no se moverán porque el cabezal está parado.– Poner en marcha el cabezal en modo RPM.
– Modificar el porcentaje del avance de los ejes con el mando selector.(Posición FEED)
– Mover los ejes con el teclado de JOG.
Teclas de JOGDesplazamiento real: 0.1 mm/vuelta (100%)
Desplazamiento real: 0.05 mm/vuelta (50%)
Mando selector

Manual de autoaprendizaje Cap. 3 Pag. 18
CNC 800T
– Detener el cabezal.
– Cambiar el modo de trabajo del cabezal a velocidad de corte cte. (VCC).
– Poner en marcha el cabezal.
– Comprobar como varia la velocidad del cabezal al mover el eje X.
• Si X disminuye, aumenta la velocidad.
• Si X aumenta, disminuye la velocidad.
– Detener el cabezal.
NOTA: Consultar Manual de Operación Cap. 2 Aptd. 2.3.1
Manual de autoaprendizaje Cap. 3 Pag. 19
CNC 800T
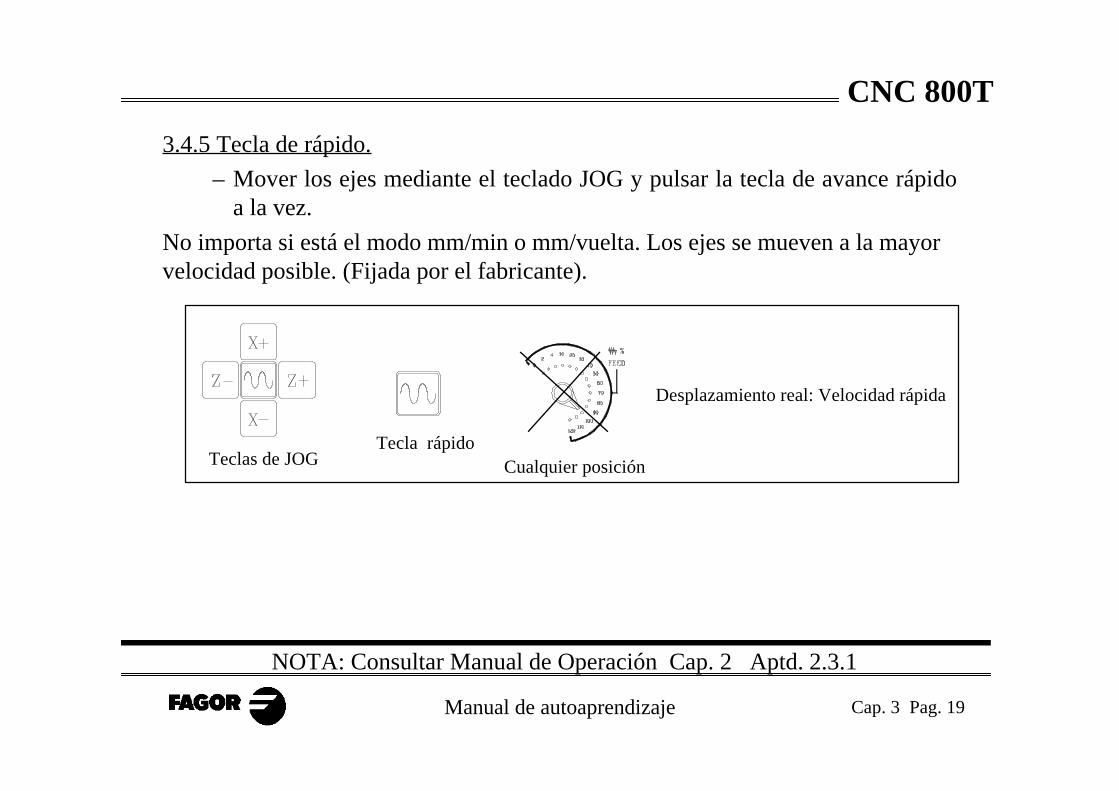
3.4.5 Tecla de rápido.
– Mover los ejes mediante el teclado JOG y pulsar la tecla de avance rápidoa la vez.
No importa si está el modo mm/min o mm/vuelta. Los ejes se mueven a la mayorvelocidad posible. (Fijada por el fabricante).
Teclas de JOG
Desplazamiento real: Velocidad rápida
Tecla rápidoCualquier posición
NOTA: Consultar Manual de Operación Cap. 2 Aptd. 2.3.1
Manual de autoaprendizaje Cap. 3 Pag. 20
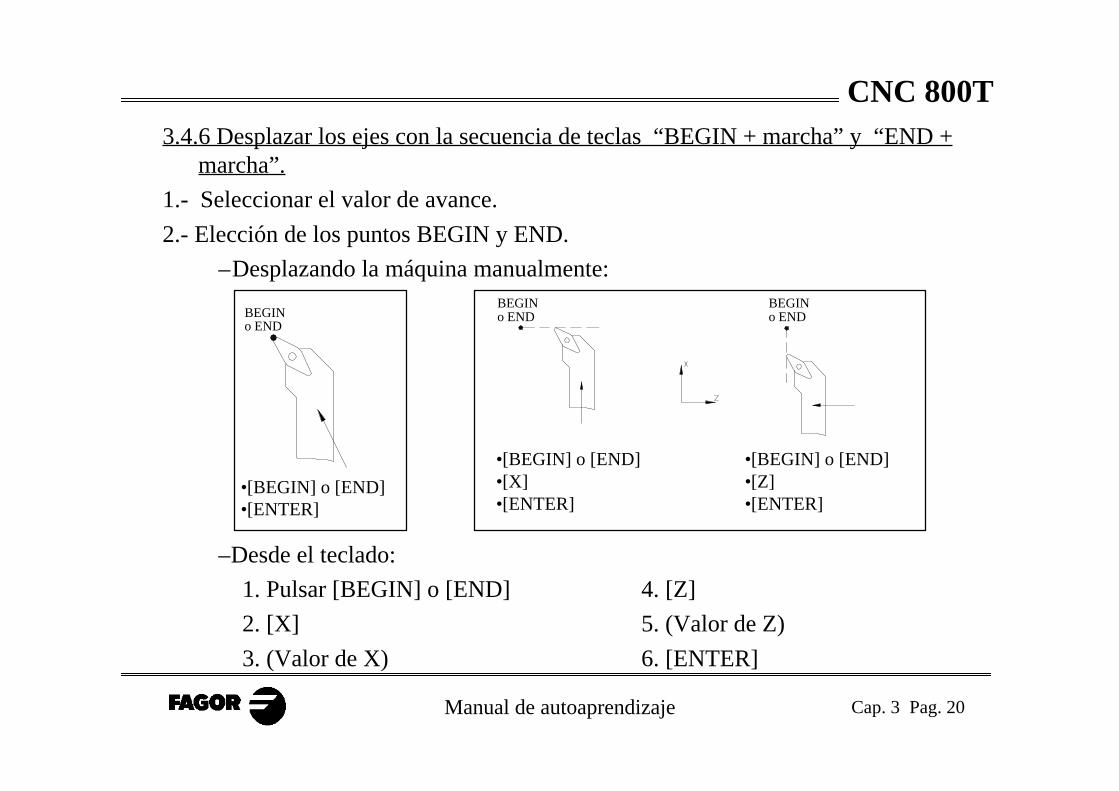
CNC 800T3.4.6 Desplazar los ejes con la secuencia de teclas “BEGIN + marcha” y “END +
marcha”.
1.- Seleccionar el valor de avance.
2.- Elección de los puntos BEGIN y END.
–Desplazando la máquina manualmente:
•[BEGIN] o [END]•[ENTER]
•[BEGIN] o [END]•[X]•[ENTER]
•[BEGIN] o [END]•[Z]•[ENTER]
–Desde el teclado:
1. Pulsar [BEGIN] o [END] 4. [Z]
2. [X] 5. (Valor de Z)
3. (Valor de X) 6. [ENTER]
BEGIN o END
BEGIN o END
BEGIN o END
Manual de autoaprendizaje Cap. 3 Pag. 21
CNC 800T
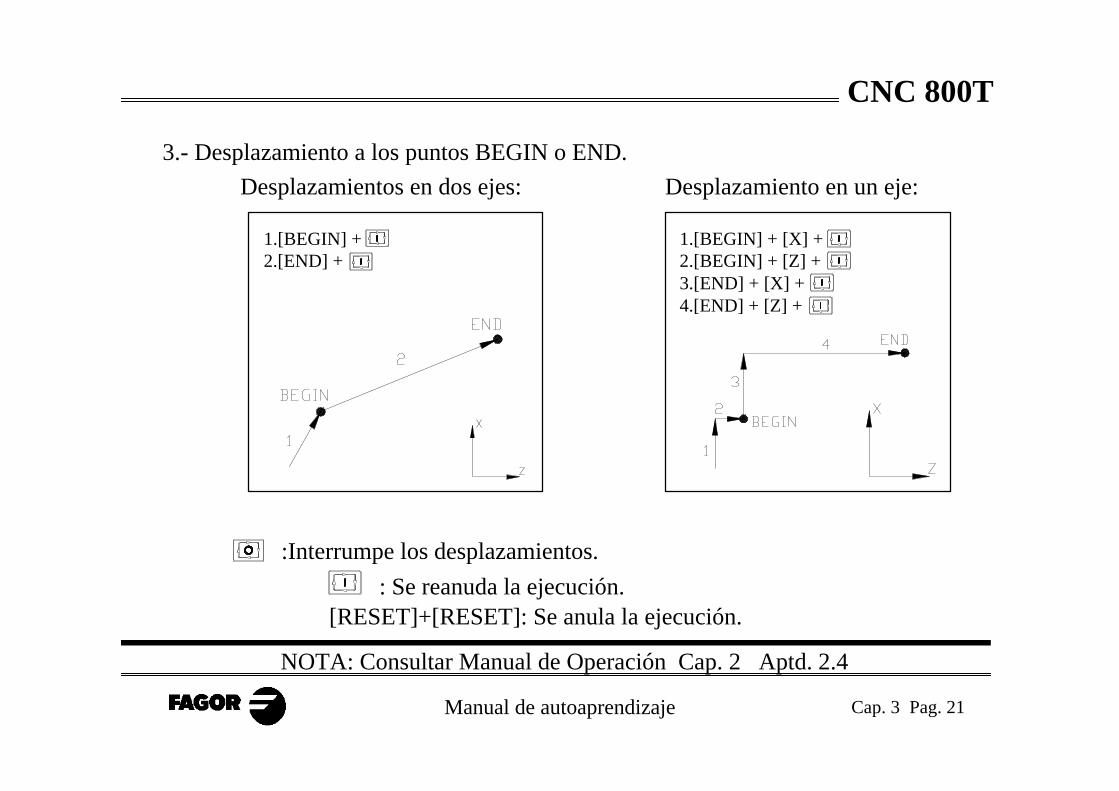
3.- Desplazamiento a los puntos BEGIN o END.
Desplazamientos en dos ejes: Desplazamiento en un eje:
1.[BEGIN] + 2.[END] +
1.[BEGIN] + [X] + 2.[BEGIN] + [Z] + 3.[END] + [X] + 4.[END] + [Z] +
:Interrumpe los desplazamientos.
NOTA: Consultar Manual de Operación Cap. 2 Aptd. 2.4
: Se reanuda la ejecución.[RESET]+[RESET]: Se anula la ejecución.

Manual de autoaprendizaje Cap. 3 Pag. 22
CNC 800T3.5 Herramientas.3.5.1 Selección de la herramienta.
Dependiendo de la máquina, tenemos dos posibilidades:
• Máquina con cambiador manual.
El cambio se realiza como en una máquina convencional:
– Cambiar la herramienta en la máquina.
Quitar la Hta vieja Poner la Hta nueva
– Pulsar la tecla [TOOL].
– Introducir número de herramienta para que el CNC asuma los valores de latabla correspondiente.
– Pulsar
NOTA: Si al ejecutar una pieza se hace necesario un cambio de herramienta, el CNCdetiene el cabezal y muestra un mensaje pidiendo el número de herramienta necesaria.
Manual de autoaprendizaje Cap. 3 Pag. 23
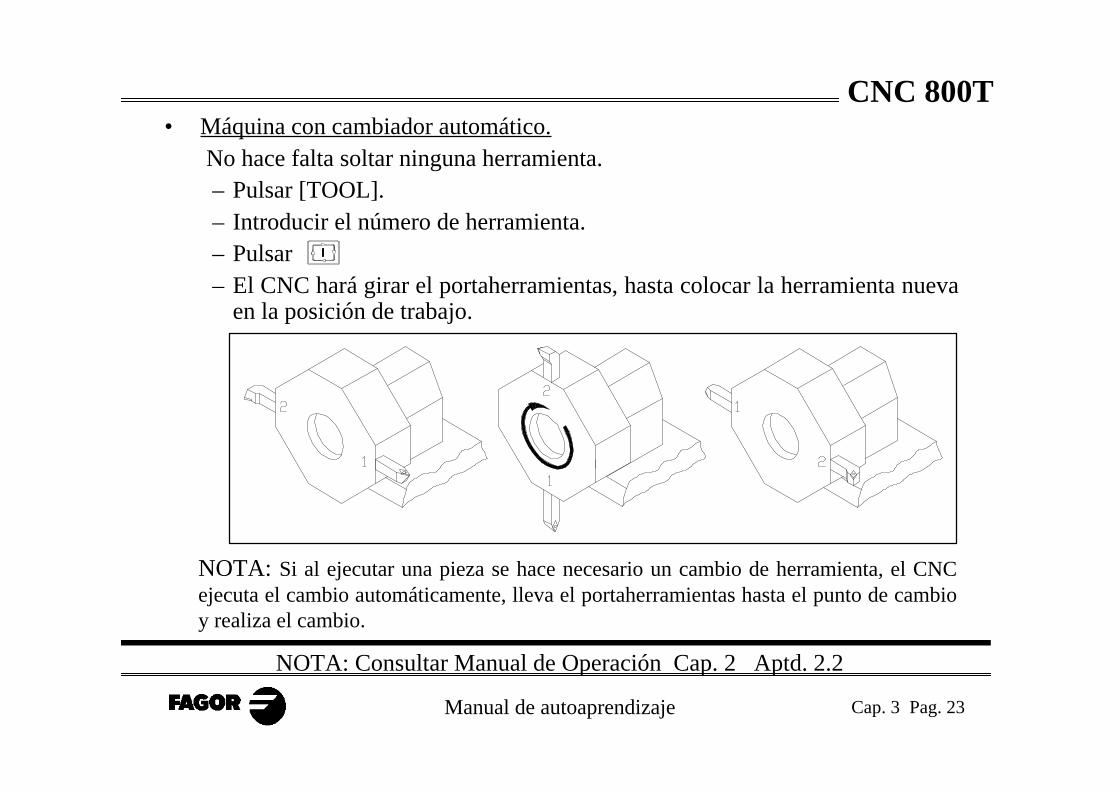
CNC 800T• Máquina con cambiador automático.
No hace falta soltar ninguna herramienta.– Pulsar [TOOL].– Introducir el número de herramienta.– Pulsar– El CNC hará girar el portaherramientas, hasta colocar la herramienta nueva
en la posición de trabajo.
NOTA: Si al ejecutar una pieza se hace necesario un cambio de herramienta, el CNCejecuta el cambio automáticamente, lleva el portaherramientas hasta el punto de cambioy realiza el cambio.
NOTA: Consultar Manual de Operación Cap. 2 Aptd. 2.2
Manual de autoaprendizaje Cap. 3 Pag. 24
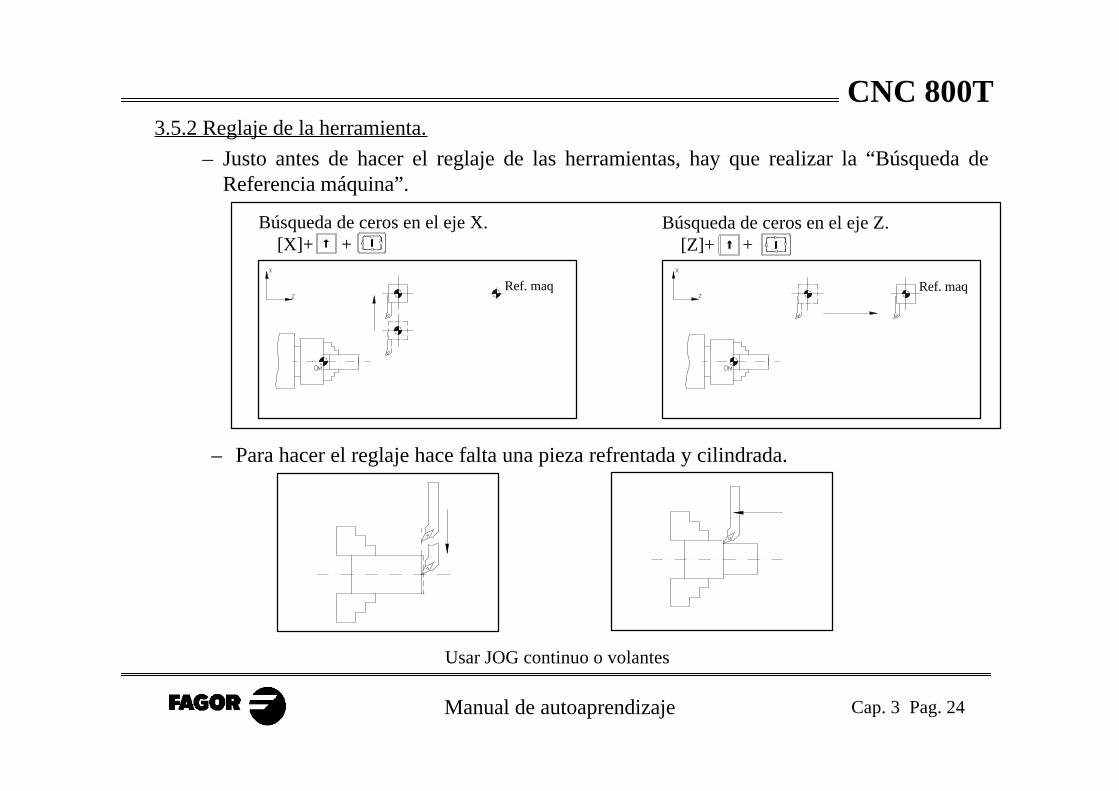
CNC 800T3.5.2 Reglaje de la herramienta.
– Justo antes de hacer el reglaje de las herramientas, hay que realizar la “Búsqueda deReferencia máquina”.
Búsqueda de ceros en el eje X. [X]+ +
Búsqueda de ceros en el eje Z. [Z]+ +
Ref. maqRef. maq
– Para hacer el reglaje hace falta una pieza refrentada y cilindrada.
Usar JOG continuo o volantes
Manual de autoaprendizaje Cap. 3 Pag. 25
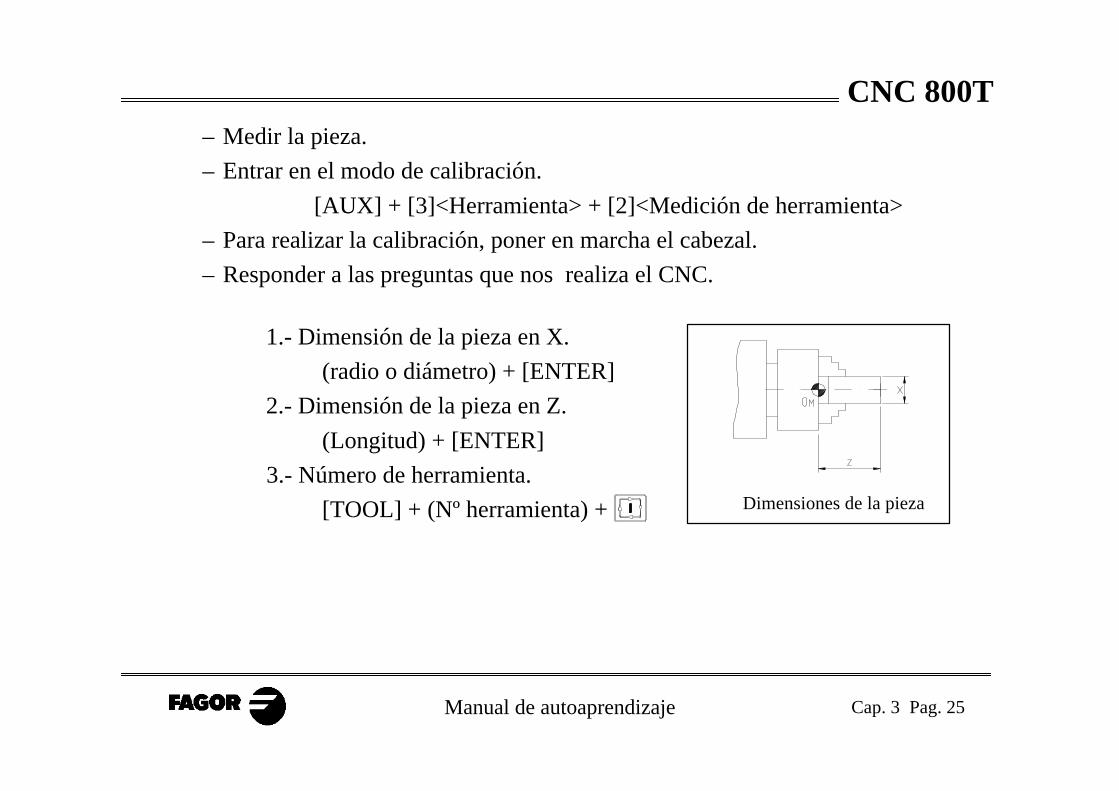
CNC 800T– Medir la pieza.
– Entrar en el modo de calibración.
[AUX] + [3]<Herramienta> + [2]<Medición de herramienta>
– Para realizar la calibración, poner en marcha el cabezal.
– Responder a las preguntas que nos realiza el CNC.
Dimensiones de la pieza
1.- Dimensión de la pieza en X.
(radio o diámetro) + [ENTER]
2.- Dimensión de la pieza en Z.
(Longitud) + [ENTER]
3.- Número de herramienta.
[TOOL] + (Nº herramienta) +
Manual de autoaprendizaje Cap. 3 Pag. 26
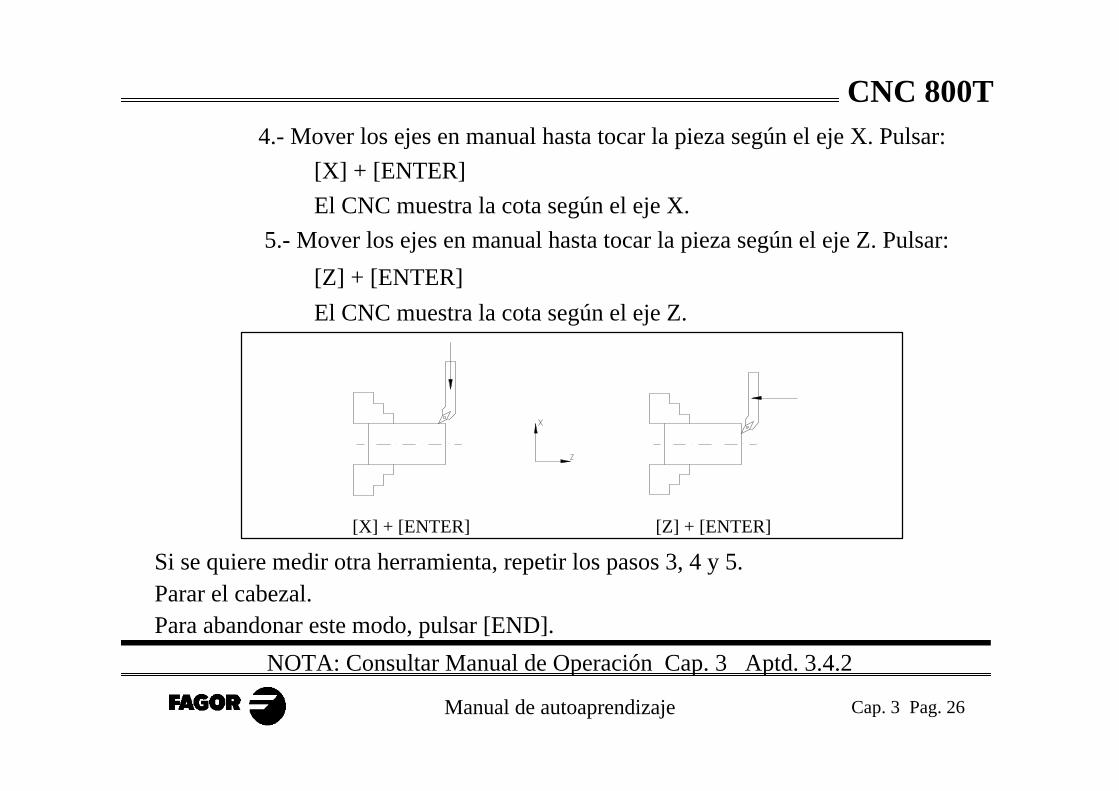
CNC 800T 4.- Mover los ejes en manual hasta tocar la pieza según el eje X. Pulsar:
[X] + [ENTER]
El CNC muestra la cota según el eje X.
5.- Mover los ejes en manual hasta tocar la pieza según el eje Z. Pulsar:
[Z] + [ENTER]
El CNC muestra la cota según el eje Z.
[X] + [ENTER] [Z] + [ENTER]
Si se quiere medir otra herramienta, repetir los pasos 3, 4 y 5.Parar el cabezal.Para abandonar este modo, pulsar [END].
NOTA: Consultar Manual de Operación Cap. 3 Aptd. 3.4.2
Manual de autoaprendizaje Cap. 3 Pag. 27
CNC 800T3.5.3 Como completar la tabla de herramientas.
Los valores de I, K se ponen a cero al hacer el reglaje.
Para introducir los otros valores (F, R), pulsar:
– [AUX] + [3]< Herramientas > + [1]<Tabla de herramientas>
– Elegir la información de la herramienta a modificar:
(Nº herramienta) + [RECALL]
– Mediante las teclas situarnos encima del valor a modificar.
– Teclear el nuevo valor.
– Pulsar [ENTER].
– Para modificar otro valor, situarnos encima de él, y cambiarlo.
– Para abandonar la opción, pulsar [END].
NOTA: Consultar Manual de Operación Cap. 3 Aptd. 3.4.1
Manual de autoaprendizaje Cap. 3 Pag. 28
CNC 800T
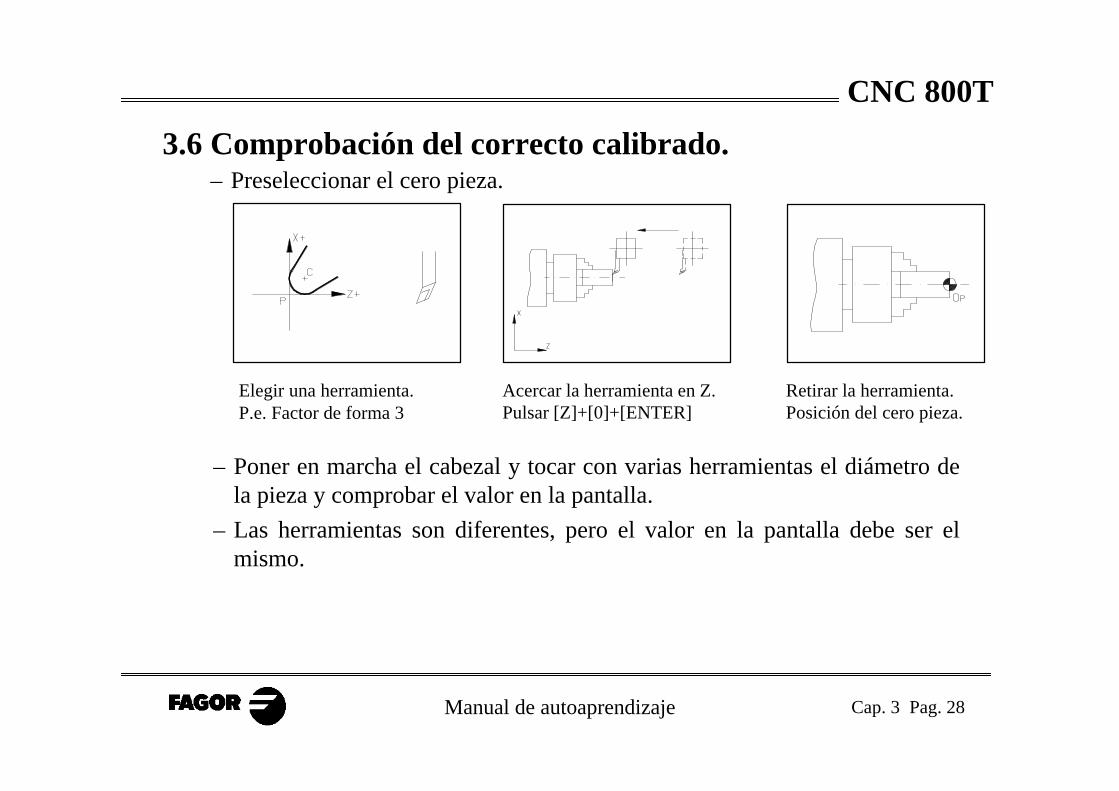
3.6 Comprobación del correcto calibrado.– Preseleccionar el cero pieza.
Acercar la herramienta en Z.Pulsar [Z]+[0]+[ENTER]
Retirar la herramienta.Posición del cero pieza.
Elegir una herramienta.P.e. Factor de forma 3
– Poner en marcha el cabezal y tocar con varias herramientas el diámetro dela pieza y comprobar el valor en la pantalla.
– Las herramientas son diferentes, pero el valor en la pantalla debe ser elmismo.
4.- Operaciones automáticas
Manual de autoaprendizaje Cap. 4 Pag. 2
CNC 800T
En este capítulo se muestra:
• Cuales son las teclas asociadas a las operaciones automáticas.
• Forma de ejecutar una operación.
> Modo “Semiautomático”.
> Modo “Nivel ciclo”.
• Ejemplo de cilindrado en modo “Semiautomático”.
• Ejemplo de cilindrado en modo “Nivel ciclo”.
> Definir los parámetros específicos de la operación.
> Otros parámetros. (Distancia de seguridad, condiciones para el acabado).
> Simular una operación.
– Función ZOOM.
> Ejecutar una operación.
– Inspección de herramienta.
– Modificación del desgaste.

Manual de autoaprendizaje Cap. 4 Pag. 3
CNC 800T
4.1 Modos de operación.
Posición de las teclas de funciones automáticas
Teclado compacto Teclado modular
Manual de autoaprendizaje Cap. 4 Pag. 4
CNC 800T
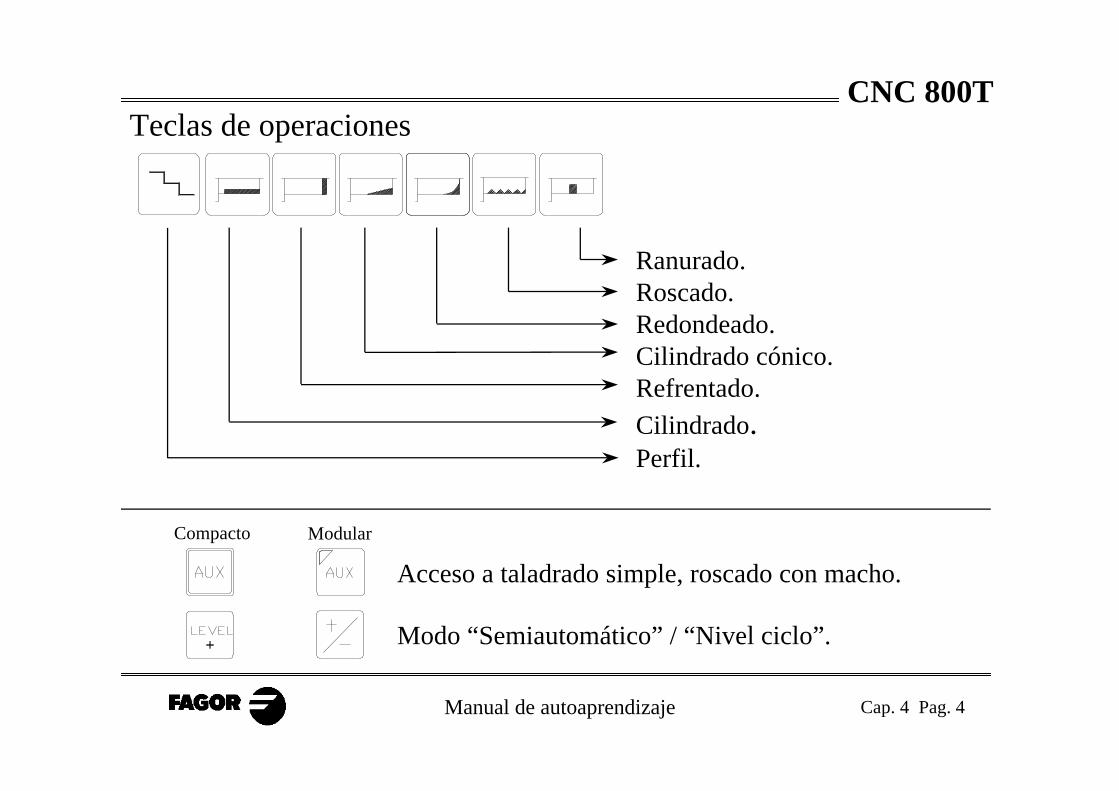
Ranurado.Roscado.Redondeado.Cilindrado cónico.Refrentado.
Cilindrado.Perfil.
Acceso a taladrado simple, roscado con macho.
Modo “Semiautomático” / “Nivel ciclo”.
Teclas de operaciones
Compacto Modular
Manual de autoaprendizaje Cap. 4 Pag. 5
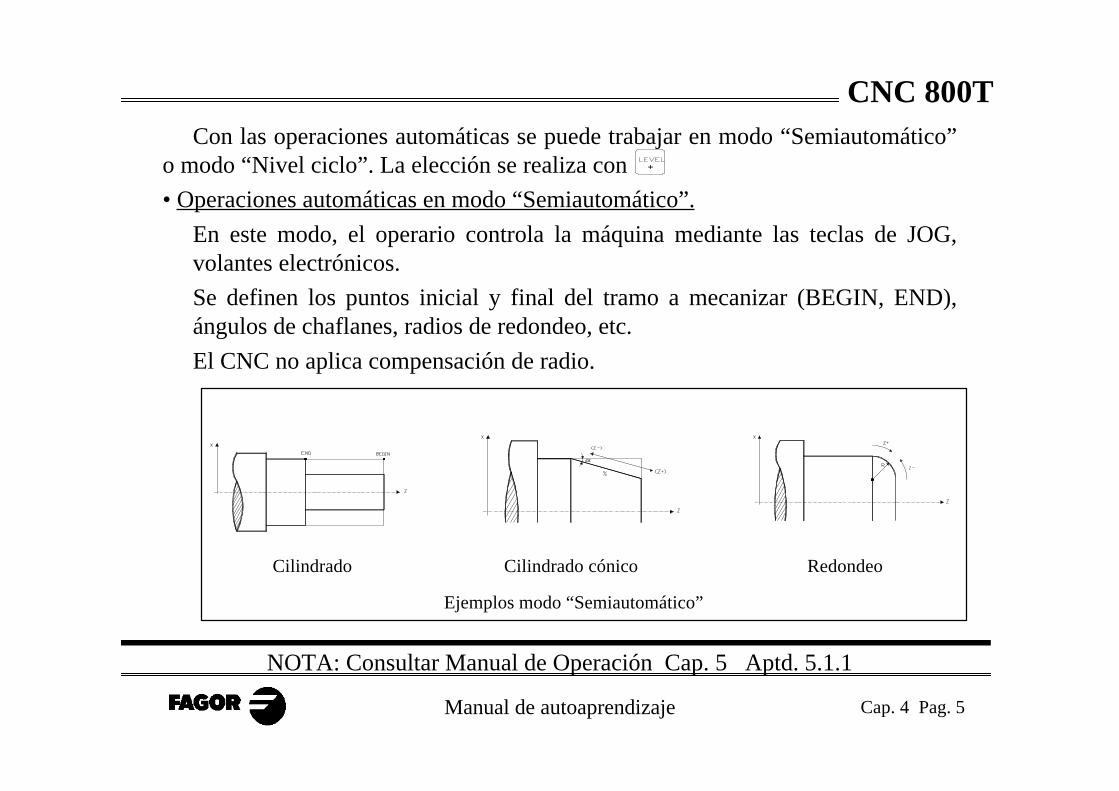
CNC 800TCon las operaciones automáticas se puede trabajar en modo “Semiautomático”
o modo “Nivel ciclo”. La elección se realiza con
• Operaciones automáticas en modo “Semiautomático”.
En este modo, el operario controla la máquina mediante las teclas de JOG,volantes electrónicos.
Se definen los puntos inicial y final del tramo a mecanizar (BEGIN, END),ángulos de chaflanes, radios de redondeo, etc.
El CNC no aplica compensación de radio.
Ejemplos modo “Semiautomático”
Cilindrado Cilindrado cónico Redondeo
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.1.1
Manual de autoaprendizaje Cap. 4 Pag. 6
CNC 800T• Operaciones automáticas en modo “Nivel ciclo”.
En este modo, la operación se define y se ejecuta de forma automática.
Además de los puntos inicial y final (BEGIN, END), hay que definir los datosde la operación. Las teclas para definir estos datos son:
En este modo hay que definir los otros parámetros “Pasada de acabado”,“Avance para el acabado”, “Herramienta de acabado” y “Distancias de seguridad”en X y Z. Pulsar [AUX].
Para obtener un correcto mecanizado, hay que definir en la tabla deherramientas, el radio de la punta de la herramienta y el factor de forma. (Aptd 2.2de este manual).
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.1.2
: Profundidad de pasada.
: Angulos.
: Diámetros.
: Radio de redondeo.
: Paso de las roscas.
: Número de pasadas.
Manual de autoaprendizaje Cap. 4 Pag. 7
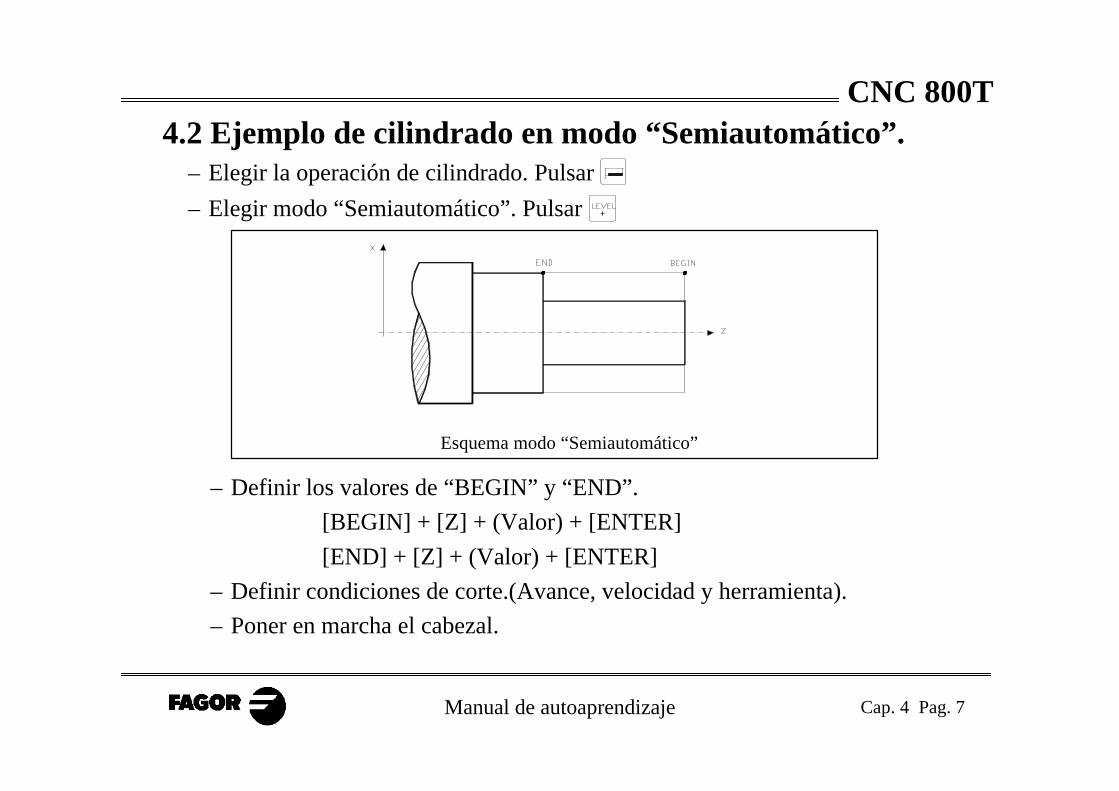
CNC 800T4.2 Ejemplo de cilindrado en modo “Semiautomático”.
– Elegir la operación de cilindrado. Pulsar
– Elegir modo “Semiautomático”. Pulsar
Esquema modo “Semiautomático”
– Definir los valores de “BEGIN” y “END”.
[BEGIN] + [Z] + (Valor) + [ENTER]
[END] + [Z] + (Valor) + [ENTER]
– Definir condiciones de corte.(Avance, velocidad y herramienta).
– Poner en marcha el cabezal.
Manual de autoaprendizaje Cap. 4 Pag. 8
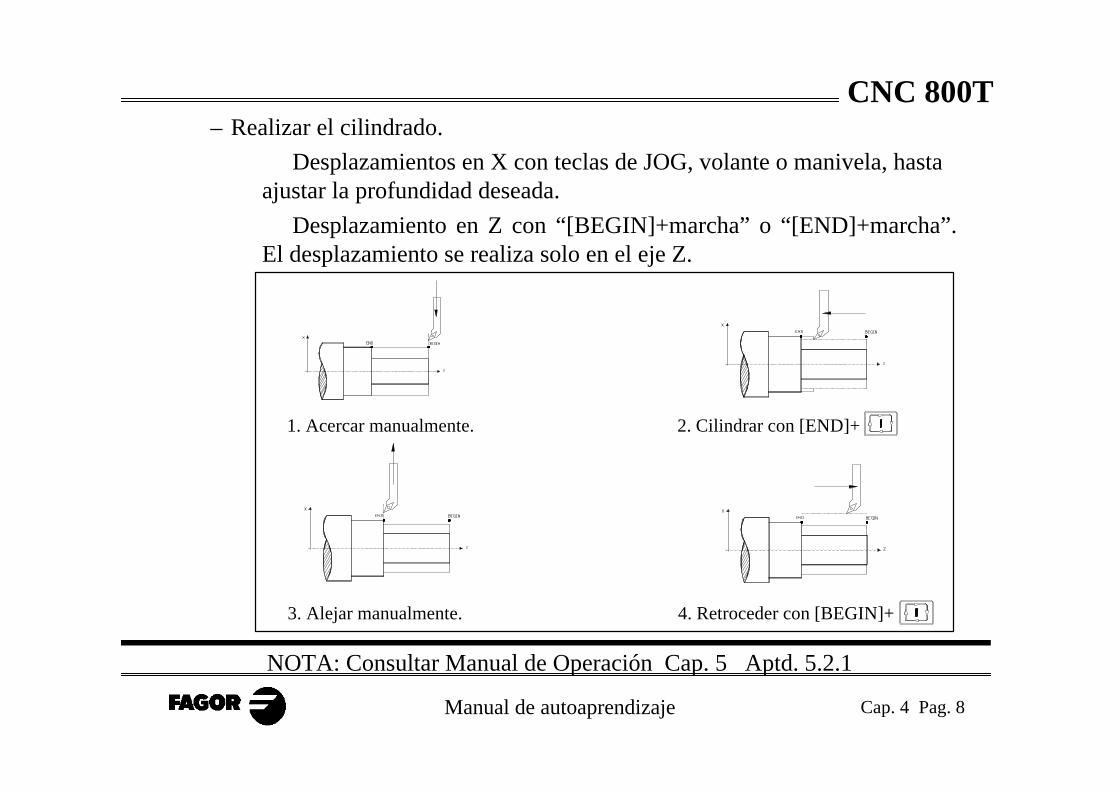
CNC 800T– Realizar el cilindrado.
Desplazamientos en X con teclas de JOG, volante o manivela, hastaajustar la profundidad deseada.
Desplazamiento en Z con “[BEGIN]+marcha” o “[END]+marcha”.El desplazamiento se realiza solo en el eje Z.
1. Acercar manualmente. 2. Cilindrar con [END]+
3. Alejar manualmente. 4. Retroceder con [BEGIN]+
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.2.1
Manual de autoaprendizaje Cap. 4 Pag. 9
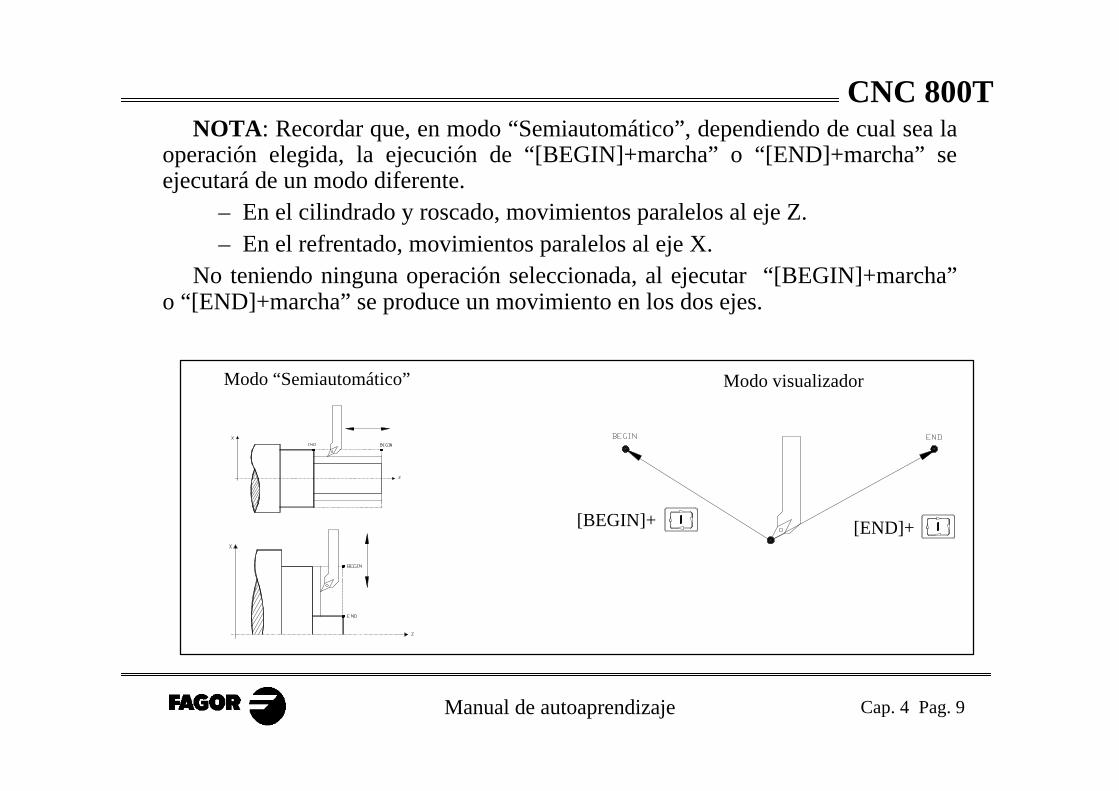
CNC 800TNOTA: Recordar que, en modo “Semiautomático”, dependiendo de cual sea la
operación elegida, la ejecución de “[BEGIN]+marcha” o “[END]+marcha” seejecutará de un modo diferente.
– En el cilindrado y roscado, movimientos paralelos al eje Z.– En el refrentado, movimientos paralelos al eje X.
No teniendo ninguna operación seleccionada, al ejecutar “[BEGIN]+marcha”o “[END]+marcha” se produce un movimiento en los dos ejes.
Modo “Semiautomático” Modo visualizador
[BEGIN]+ [END]+
Manual de autoaprendizaje Cap. 4 Pag. 10
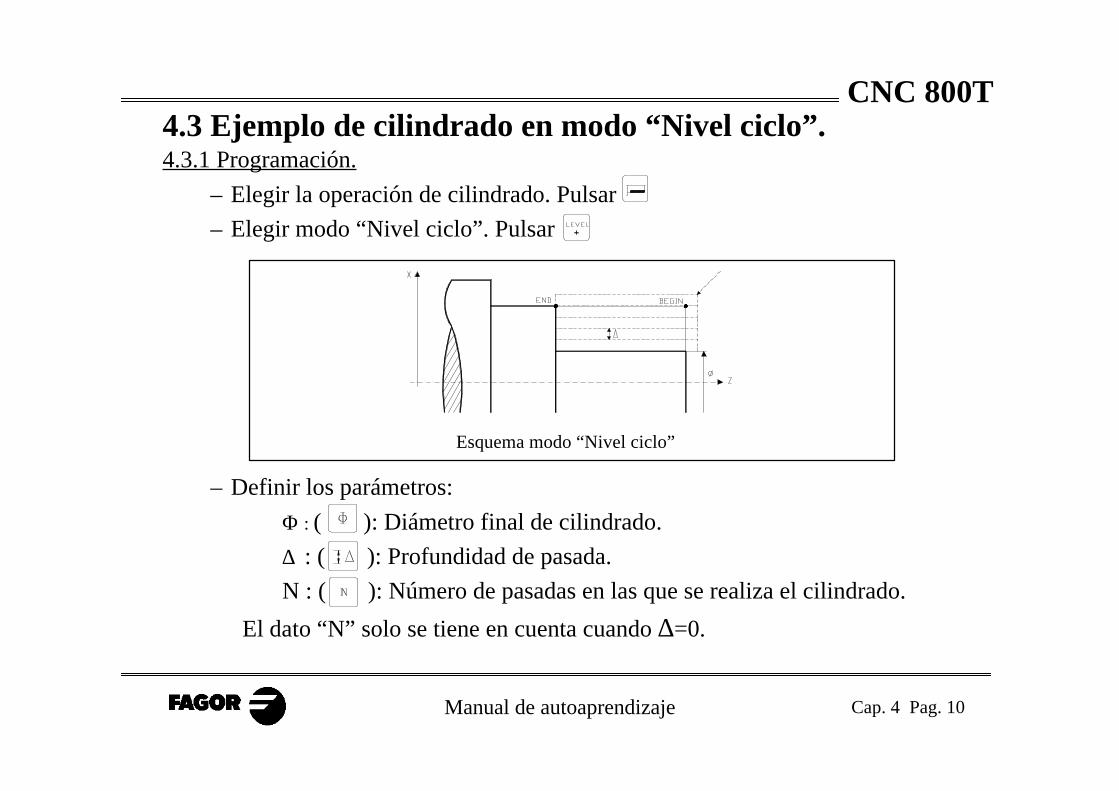
CNC 800T4.3 Ejemplo de cilindrado en modo “Nivel ciclo”.4.3.1 Programación.
– Elegir la operación de cilindrado. Pulsar
– Elegir modo “Nivel ciclo”. Pulsar
Esquema modo “Nivel ciclo”
– Definir los parámetros:
� Φ : ( ): Diámetro final de cilindrado.
� ∆ : ( ): Profundidad de pasada.
N : ( ): Número de pasadas en las que se realiza el cilindrado.
El dato “Ν” solo se tiene en cuenta cuando ∆=0.

Manual de autoaprendizaje Cap. 4 Pag. 11
CNC 800T– Otros parámetros:
El CNC permite variar la velocidad, profundidad de pasada y herramientapara el acabado. Para entrar en esta opción, pulsar [AUX].
En la pantalla aparecerá el siguiente menú: 1.- % ∆ PASADA DE ACABADO CICLOS (% de prof. de pasada para el acabado)
2.- %F PASADA DE ACABADO CICLOS (% de avance para el acabado)
3.- T PASADA DE ACABADO CICLOS (Hta. para el acabado)
4.- DISTANCIA DE SEGURIDAD X.
5.- DISTANCIA DE SEGURIDAD Z.
Con las opciones [4] y [5], definimos las distancias de seguridad en X y Z.
Las distancias de seguridad se programan para evitar que la herramientacolisione con la pieza en su aproximación en velocidad rápida.
Ejemplo de aplicación de las distancias de seguridad
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.2.2
Manual de autoaprendizaje Cap. 4 Pag. 12
CNC 800TCon la opción [1], elegimos la pasada de acabado.
Si ∆=2mm y %D=50, la pasada de acabado será de 1mm (50%).
Si ∆=2mm y %D=100, la pasada de acabado será de 2mm (100%).
Si ∆=2mm y %D=0, la pasada de acabado será de 2mm (100%).
Con la opción [2], elegimos el avance para la pasada de acabado.
Si %F=50, el avance será el 50% de la F programada.
Si %F=100, el avance será el 100% de la F programada.
Con la opción [3], elegimos la herramienta con la que vamos a dar la última pasada. Si T=0, se emplea la herramienta utilizada en el desbaste.
Manual de autoaprendizaje Cap. 4 Pag. 13
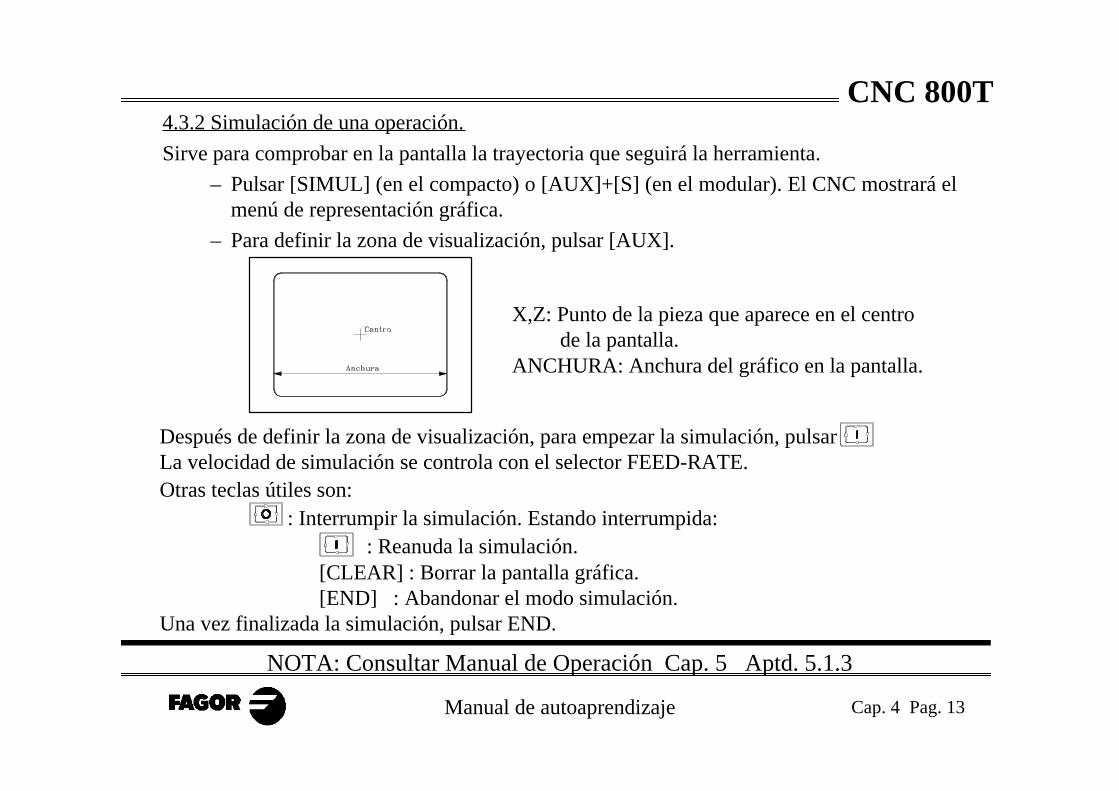
CNC 800T4.3.2 Simulación de una operación.
Sirve para comprobar en la pantalla la trayectoria que seguirá la herramienta.
– Pulsar [SIMUL] (en el compacto) o [AUX]+[S] (en el modular). El CNC mostrará elmenú de representación gráfica.
– Para definir la zona de visualización, pulsar [AUX].
X,Z: Punto de la pieza que aparece en el centro de la pantalla.ANCHURA: Anchura del gráfico en la pantalla.
Después de definir la zona de visualización, para empezar la simulación, pulsarLa velocidad de simulación se controla con el selector FEED-RATE.Otras teclas útiles son:
: Interrumpir la simulación. Estando interrumpida: : Reanuda la simulación.[CLEAR] : Borrar la pantalla gráfica.
[END] : Abandonar el modo simulación.Una vez finalizada la simulación, pulsar END.
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.1.3
Manual de autoaprendizaje Cap. 4 Pag. 14
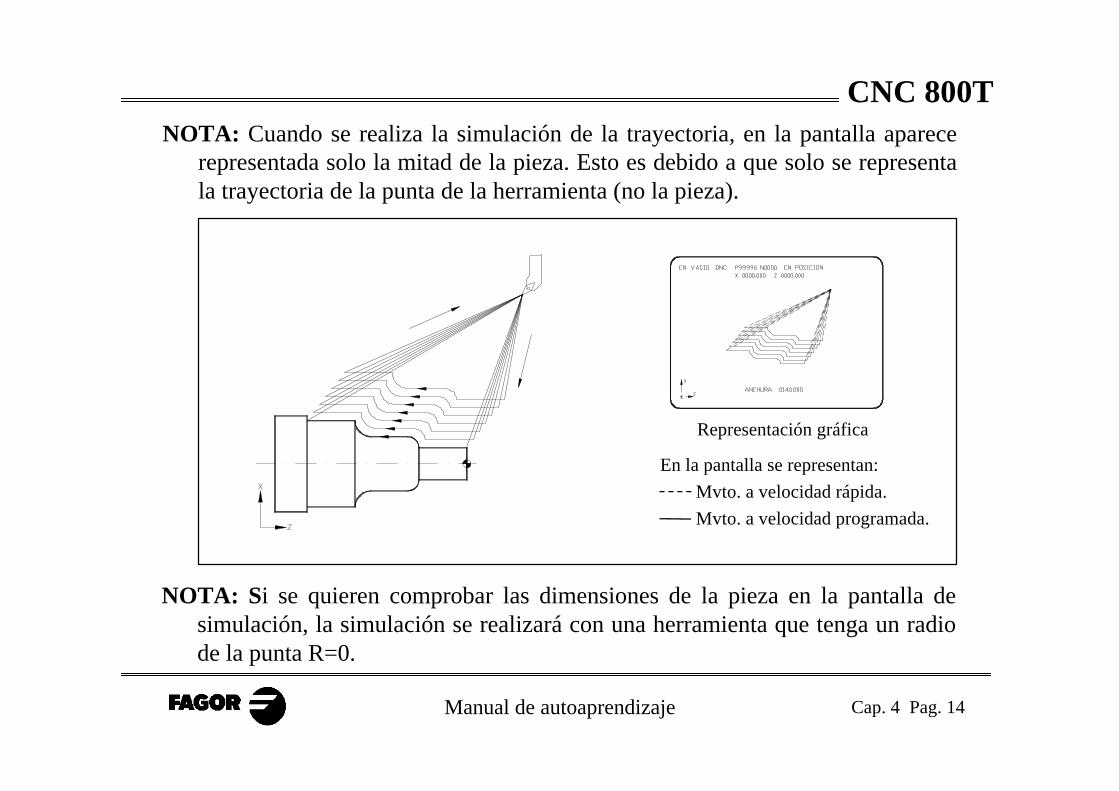
CNC 800TNOTA: Cuando se realiza la simulación de la trayectoria, en la pantalla aparece
representada solo la mitad de la pieza. Esto es debido a que solo se representala trayectoria de la punta de la herramienta (no la pieza).
Representación gráfica
En la pantalla se representan:
Mvto. a velocidad rápida.
Mvto. a velocidad programada.
NOTA: Si se quieren comprobar las dimensiones de la pieza en la pantalla desimulación, la simulación se realizará con una herramienta que tenga un radiode la punta R=0.
Manual de autoaprendizaje Cap. 4 Pag. 15
CNC 800T
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.1.3.1
MODULAR COMPACTO
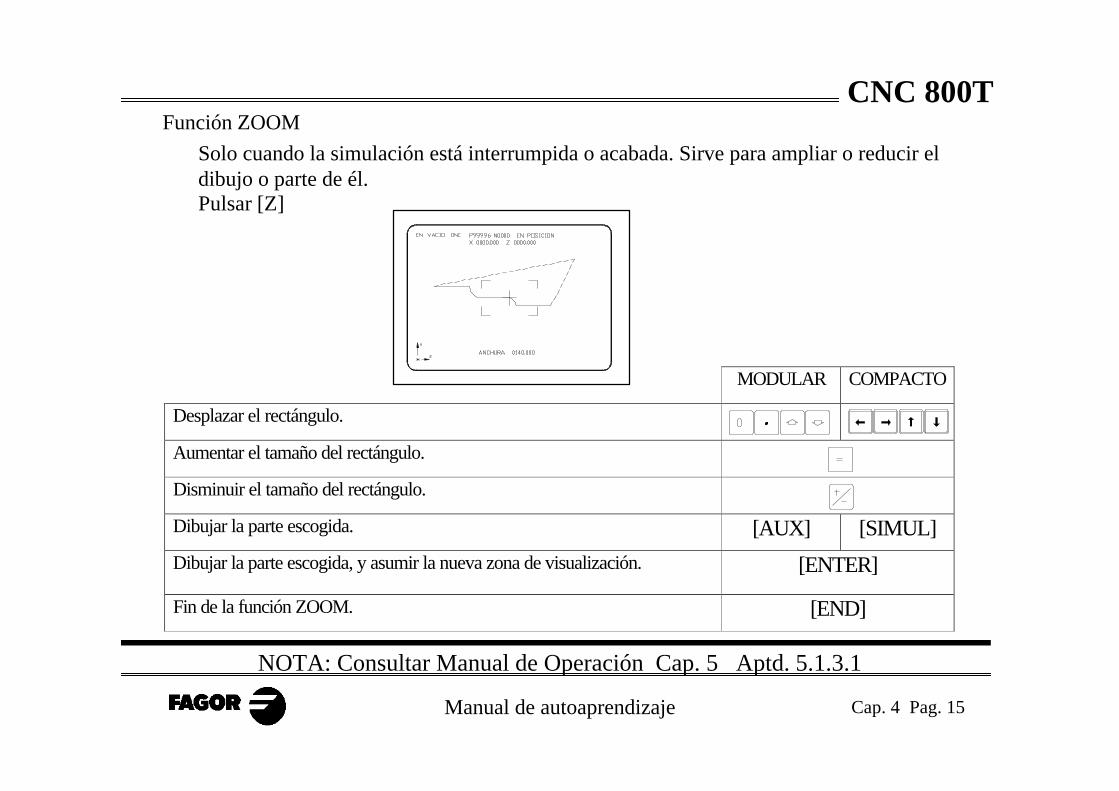
Desplazar el rectángulo.
Aumentar el tamaño del rectángulo.
Disminuir el tamaño del rectángulo.
Dibujar la parte escogida. [AUX] [SIMUL]
Dibujar la parte escogida, y asumir la nueva zona de visualización. [ENTER]
Fin de la función ZOOM. [END]
Función ZOOM
Solo cuando la simulación está interrumpida o acabada. Sirve para ampliar o reducir eldibujo o parte de él.Pulsar [Z]
Manual de autoaprendizaje Cap. 4 Pag. 16
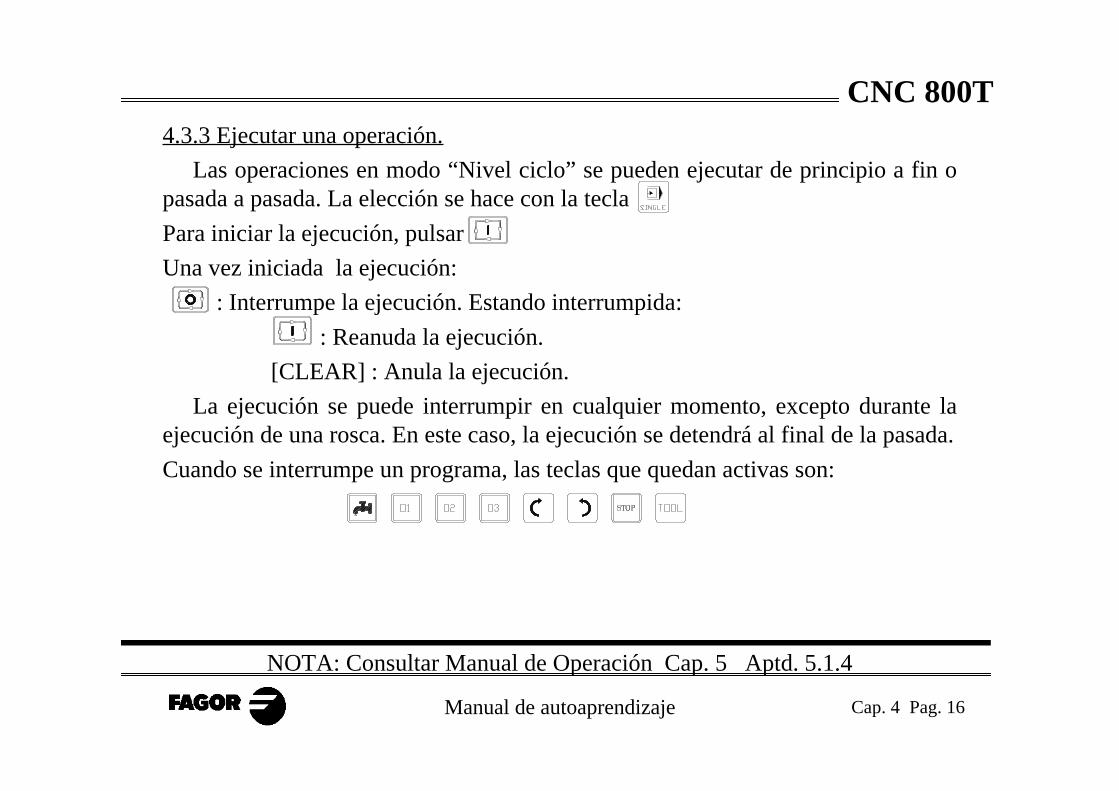
CNC 800T4.3.3 Ejecutar una operación.
Las operaciones en modo “Nivel ciclo” se pueden ejecutar de principio a fin opasada a pasada. La elección se hace con la tecla
Para iniciar la ejecución, pulsar
Una vez iniciada la ejecución:
: Interrumpe la ejecución. Estando interrumpida:
: Reanuda la ejecución.
[CLEAR] : Anula la ejecución.
La ejecución se puede interrumpir en cualquier momento, excepto durante laejecución de una rosca. En este caso, la ejecución se detendrá al final de la pasada.
Cuando se interrumpe un programa, las teclas que quedan activas son:
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.1.4
Manual de autoaprendizaje Cap. 4 Pag. 17
CNC 800TInspección de herramienta.
Esta opción permite detener la ejecución de la operación para inspeccionar laherramienta y sustituirla.
– Pulsar las teclas + [TOOL]. El CNC detiene el cabezal y escribe el mensaje:
TECLAS MANUAL DISPONIBLES
SALIDA
– Desplazar la herramienta con las teclas de JOG o volantes.
– Revisar la herramienta.
– Pulsar [END]. El CNC pone en marcha el cabezal y escribe el mensaje:
VUELTA
EJES NO POSICIONADOS
– Con las teclas de JOG o volantes, llevar los ejes a la posición donde se interrumpióla ejecución. El CNC no dejara sobrepasar esa posición. El CNC escribe el mensaje:
VUELTA
EJES NO POSICIONADOS
NINGUNO
– Pulsar la tecla
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.1.4.1
Manual de autoaprendizaje Cap. 4 Pag. 18
CNC 800TModificación del desgaste de la herramienta.
Esta opción permite variar los valores de I, K mientras el programa está enejecución o interrumpido. Los valores introducidos son incrementales, se suman alos que había almacenados previamente.
– Pulsar . El CNC muestra el mensaje “T”.
– Teclear el número de herramienta y pulsar [RECALL].
– El CNC muestra la tabla de esa herramienta y pide el valor de I.
– Introducir el valor de I y pulsar . El CNC pide el valor de K.
– Introducir el valor de K y pulsar [ENTER].
– Para modificar el corrector de otra herramienta, pulsar [TOOL].
– Para abandonar la opción, pulsar [END].
NOTA: Consultar Manual de Operación Cap. 3 Aptd. 3.4.4

5.- Resumen de los ciclos detrabajo
Manual de autoaprendizaje Cap. 5 Pag. 2
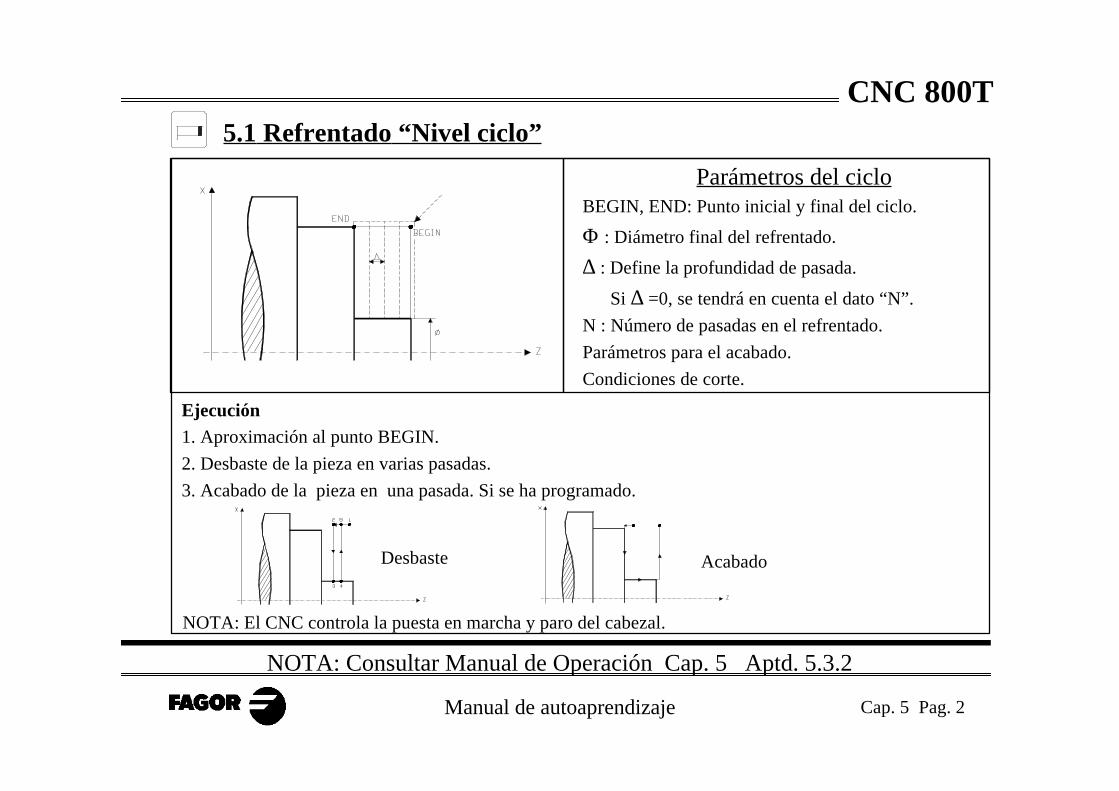
CNC 800T5.1 Refrentado “Nivel ciclo”
Parámetros del cicloBEGIN, END: Punto inicial y final del ciclo.
Φ : Diámetro final del refrentado.
∆ : Define la profundidad de pasada.
Si ∆ =0, se tendrá en cuenta el dato “N”.
N : Número de pasadas en el refrentado.
Parámetros para el acabado.
Condiciones de corte.
Ejecución1. Aproximación al punto BEGIN.
2. Desbaste de la pieza en varias pasadas.
3. Acabado de la pieza en una pasada. Si se ha programado.
NOTA: El CNC controla la puesta en marcha y paro del cabezal.
Desbaste Acabado
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.3.2
Manual de autoaprendizaje Cap. 5 Pag. 3
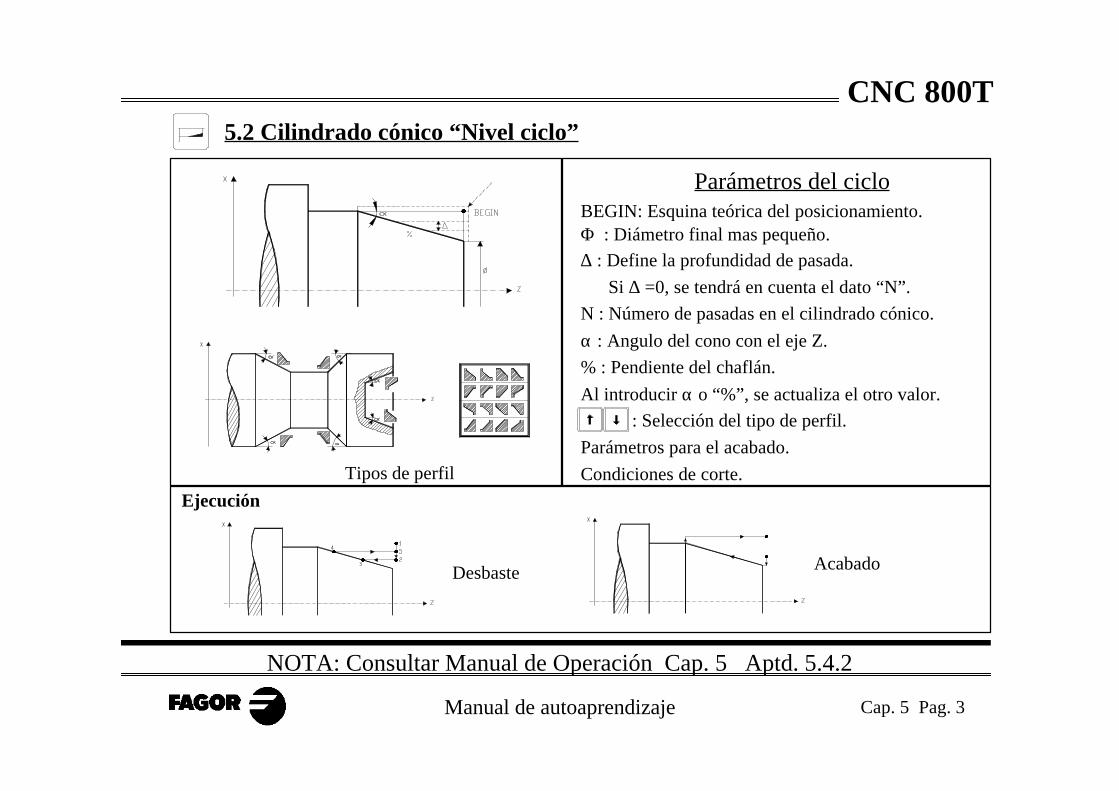
CNC 800T5.2 Cilindrado cónico “Nivel ciclo”
Parámetros del cicloBEGIN: Esquina teórica del posicionamiento.Φ : Diámetro final mas pequeño.
∆ : Define la profundidad de pasada.
Si ∆ =0, se tendrá en cuenta el dato “N”.
N : Número de pasadas en el cilindrado cónico.
α : Angulo del cono con el eje Z.
% : Pendiente del chaflán.
Al introducir α o “%”, se actualiza el otro valor.
: Selección del tipo de perfil.
Parámetros para el acabado.
Condiciones de corte.
Ejecución
Desbaste Acabado
Tipos de perfil
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.4.2

Manual de autoaprendizaje Cap. 5 Pag. 4
CNC 800T5.3 Redondeo “Nivel ciclo” 1
Parámetros del cicloBEGIN: Esquina teórica del posicionamiento.
Ρ: Define el radio de redondeo.
∆ : Define la profundidad de pasada.
Si ∆ =0, se tendrá en cuenta el dato “N”.
N : Número de pasadas en el redondeo. : Selección del tipo de perfil.
: Tipo de redondeo.(cóncavo, convexo).
Parámetros para el acabado.
Condiciones de corte.
Ejecución
Desbaste Acabado
Tipos de perfil a mecanizar
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.5.2
Manual de autoaprendizaje Cap. 5 Pag. 5
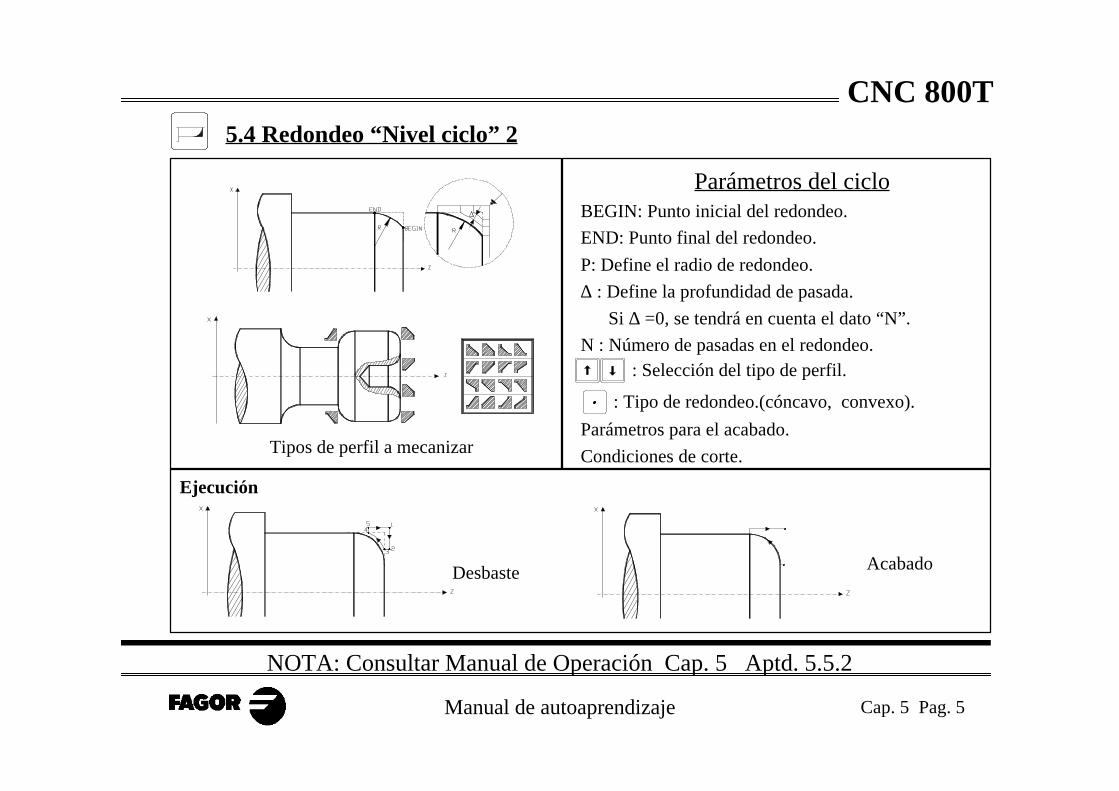
CNC 800T5.4 Redondeo “Nivel ciclo” 2
Parámetros del cicloBEGIN: Punto inicial del redondeo.
END: Punto final del redondeo.
Ρ: Define el radio de redondeo.
∆ : Define la profundidad de pasada.
Si ∆ =0, se tendrá en cuenta el dato “N”.
N : Número de pasadas en el redondeo. : Selección del tipo de perfil.
: Tipo de redondeo.(cóncavo, convexo).
Parámetros para el acabado.
Condiciones de corte.
Ejecución
Desbaste Acabado
Tipos de perfil a mecanizar
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.5.2
Manual de autoaprendizaje Cap. 5 Pag. 6
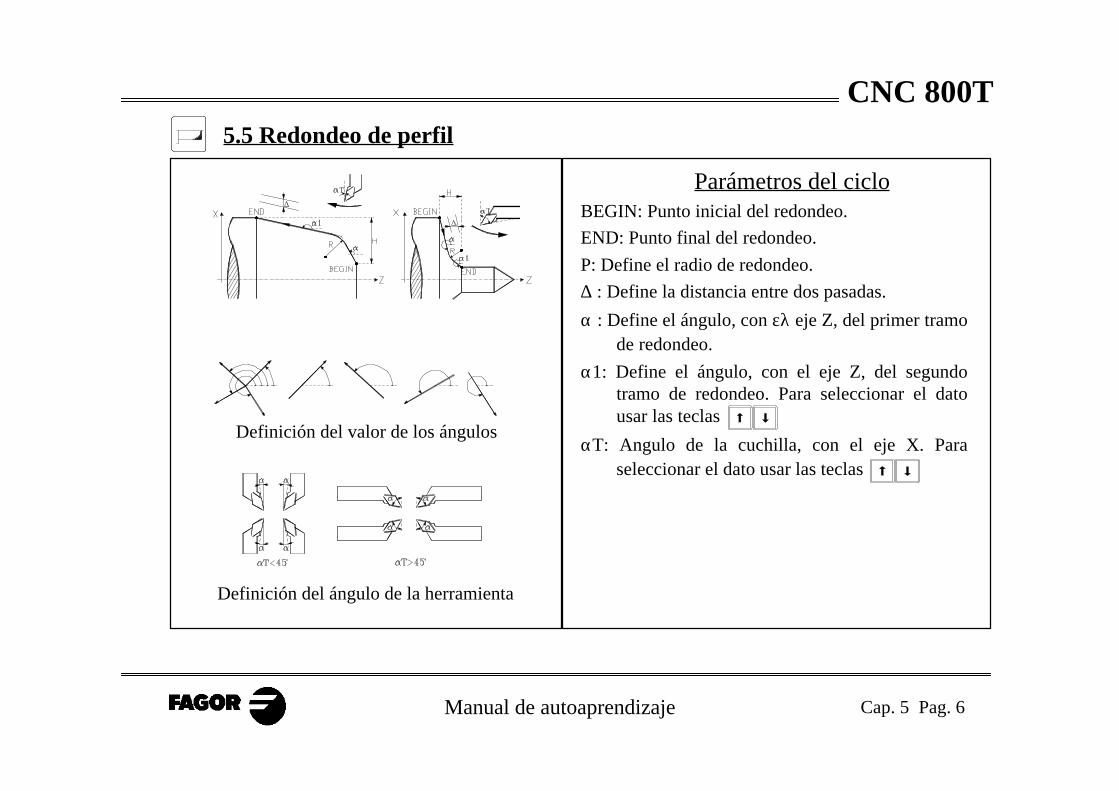
CNC 800T5.5 Redondeo de perfil
Parámetros del cicloBEGIN: Punto inicial del redondeo.
END: Punto final del redondeo.
Ρ: Define el radio de redondeo.
∆ : Define la distancia entre dos pasadas.
α : Define el ángulo, con ελ eje Z, del primer tramode redondeo.
α1: Define el ángulo, con el eje Z, del segundotramo de redondeo. Para seleccionar el datousar las teclas
αΤ: Angulo de la cuchilla, con el eje X. Paraseleccionar el dato usar las teclas
Definición del valor de los ángulos
Definición del ángulo de la herramienta
Manual de autoaprendizaje Cap. 5 Pag. 7
CNC 800T
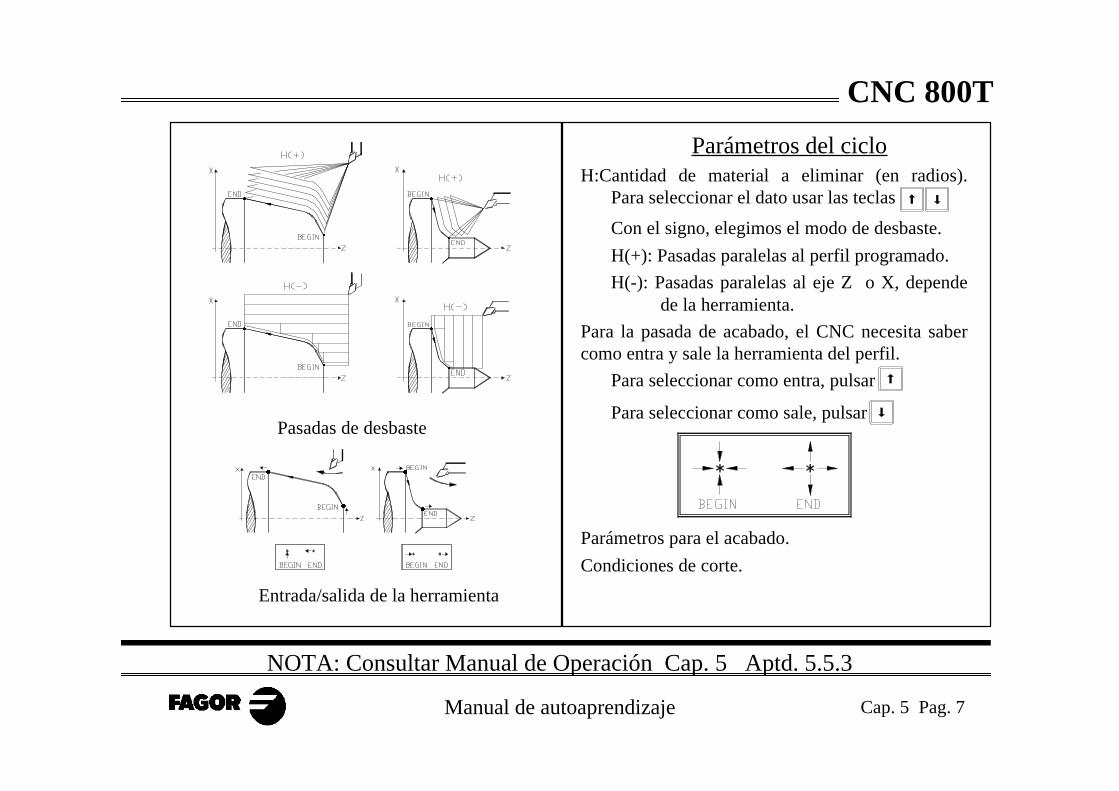
Parámetros del cicloH:Cantidad de material a eliminar (en radios).
Para seleccionar el dato usar las teclas
Con el signo, elegimos el modo de desbaste.
H(+): Pasadas paralelas al perfil programado.
H(-): Pasadas paralelas al eje Z o X, dependede la herramienta.
Para la pasada de acabado, el CNC necesita sabercomo entra y sale la herramienta del perfil.
Para seleccionar como entra, pulsar
Para seleccionar como sale, pulsar
Parámetros para el acabado.
Condiciones de corte.
Pasadas de desbaste
Entrada/salida de la herramienta
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.5.3
Manual de autoaprendizaje Cap. 5 Pag. 8
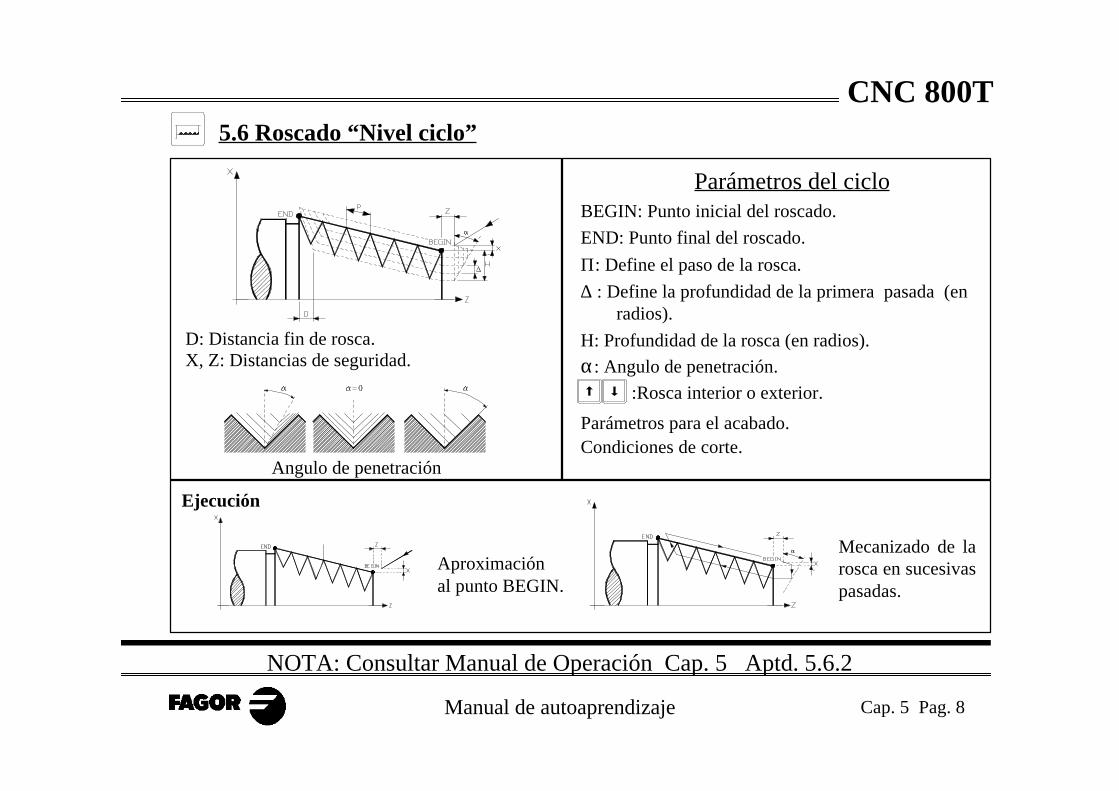
CNC 800T5.6 Roscado “Nivel ciclo”
Parámetros del cicloBEGIN: Punto inicial del roscado.
END: Punto final del roscado.
Π: Define el paso de la rosca.
∆ : Define la profundidad de la primera pasada (enradios).
H: Profundidad de la rosca (en radios).
α: Angulo de penetración.
:Rosca interior o exterior.
Parámetros para el acabado.Condiciones de corte.
Ejecución
Aproximaciónal punto BEGIN.
Mecanizado de larosca en sucesivaspasadas.
Angulo de penetración
D: Distancia fin de rosca.X, Z: Distancias de seguridad.
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.6.2

Manual de autoaprendizaje Cap. 5 Pag. 9
CNC 800T5.7 Ranurado
Parámetros del cicloBEGIN: Punto inicial del ranurado.
END: Punto final o profundidad del ranurado.
F : Diámetro final mas pequeño.
∆ : Define la profundidad de pasada.
Si ∆ =0, se tendrá en cuenta el dato “N”.
N : Número de pasadas en el ranurado.
TW: Anchura de la herramienta.
Parámetros para el acabado.Condiciones de corte.
Ejecución
Desbaste Acabado
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.7
Manual de autoaprendizaje Cap. 5 Pag. 10
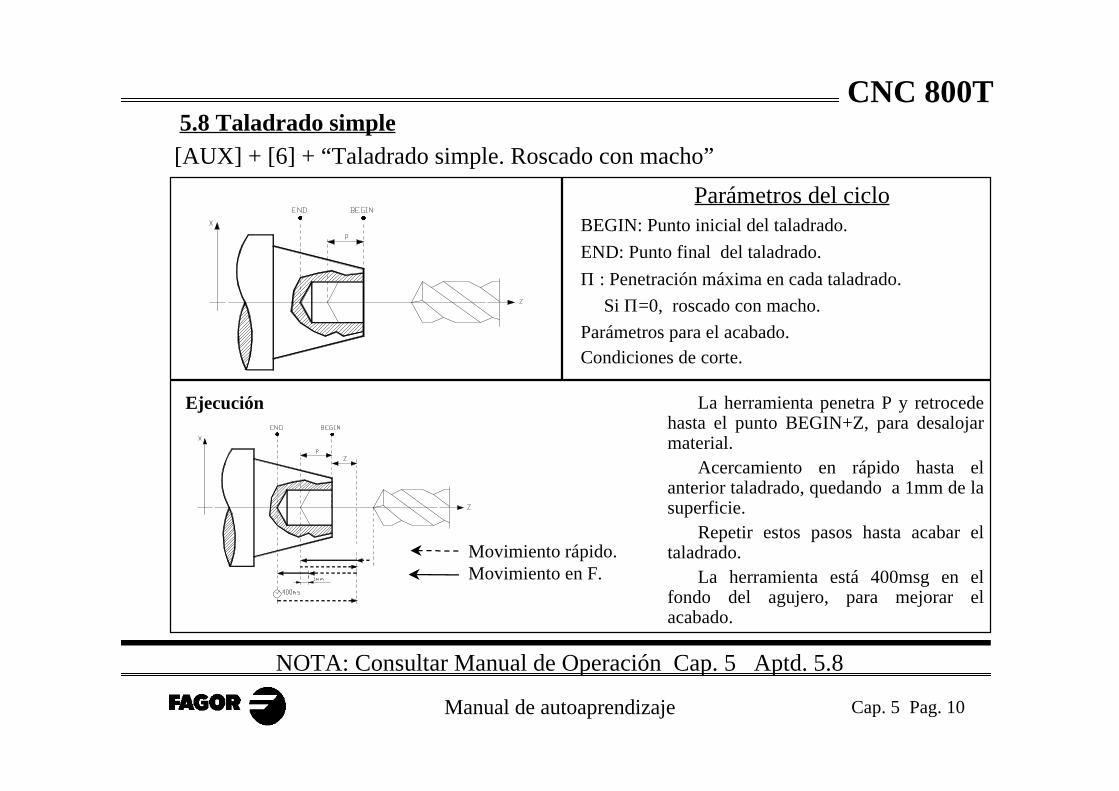
CNC 800T5.8 Taladrado simple[AUX] + [6] + “Taladrado simple. Roscado con macho”
Parámetros del cicloBEGIN: Punto inicial del taladrado.
END: Punto final del taladrado.
Π : Penetración máxima en cada taladrado.
Si Π=0, roscado con macho.
Parámetros para el acabado.Condiciones de corte.
Ejecución
Movimiento rápido.Movimiento en F.
La herramienta penetra P y retrocedehasta el punto BEGIN+Z, para desalojarmaterial.
Acercamiento en rápido hasta elanterior taladrado, quedando a 1mm de lasuperficie.
Repetir estos pasos hasta acabar eltaladrado.
La herramienta está 400msg en elfondo del agujero, para mejorar elacabado.
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.8
Manual de autoaprendizaje Cap. 5 Pag. 11
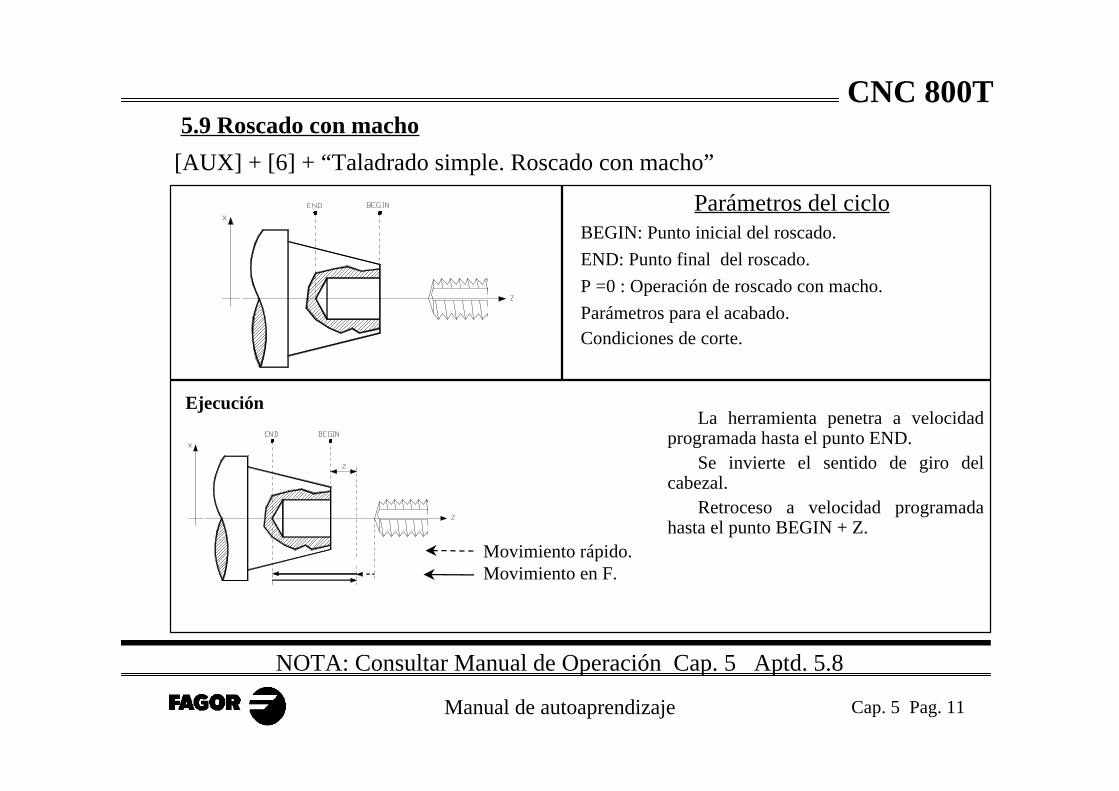
CNC 800T5.9 Roscado con macho
[AUX] + [6] + “Taladrado simple. Roscado con macho”
Parámetros del cicloBEGIN: Punto inicial del roscado.
END: Punto final del roscado.
P =0 : Operación de roscado con macho.
Parámetros para el acabado.Condiciones de corte.
Ejecución
Movimiento rápido.Movimiento en F.
La herramienta penetra a velocidadprogramada hasta el punto END.
Se invierte el sentido de giro delcabezal.
Retroceso a velocidad programadahasta el punto BEGIN + Z.
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.8
Manual de autoaprendizaje Cap. 5 Pag. 12
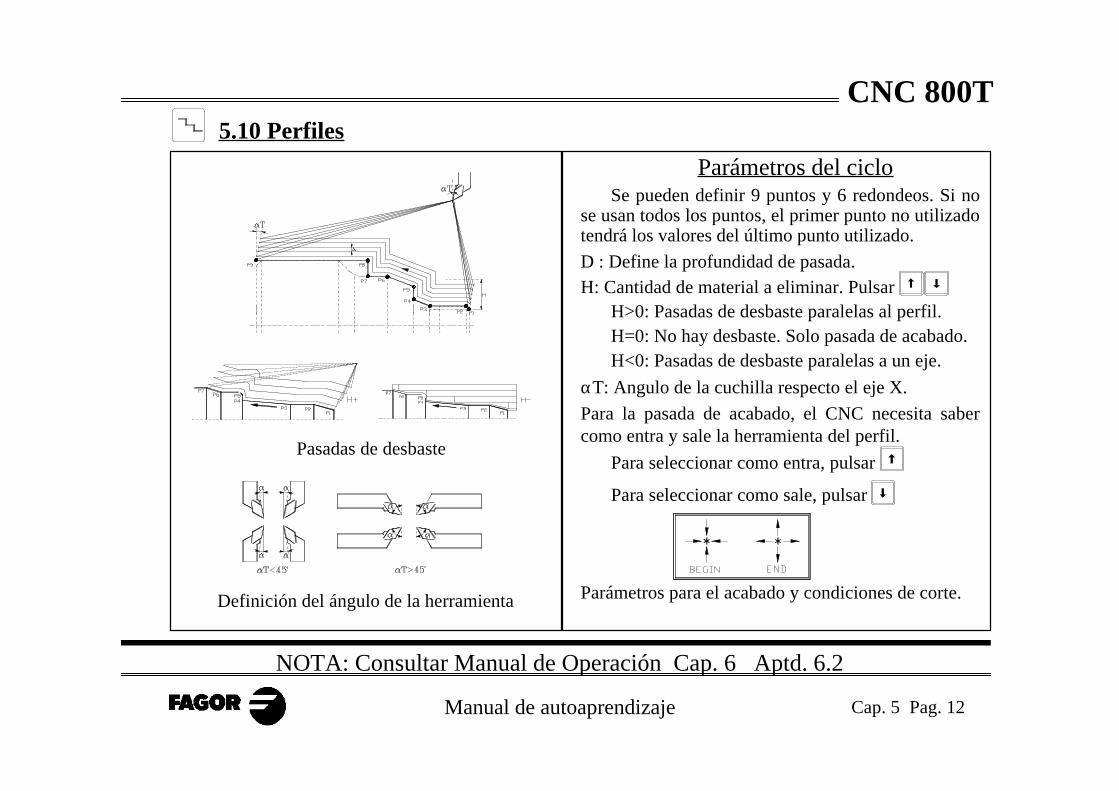
CNC 800T5.10 Perfiles
Parámetros del cicloSe pueden definir 9 puntos y 6 redondeos. Si no
se usan todos los puntos, el primer punto no utilizadotendrá los valores del último punto utilizado.
D : Define la profundidad de pasada.Η: Cantidad de material a eliminar. Pulsar
H>0: Pasadas de desbaste paralelas al perfil.H=0: No hay desbaste. Solo pasada de acabado.H<0: Pasadas de desbaste paralelas a un eje.
αT: Angulo de la cuchilla respecto el eje X.
Para la pasada de acabado, el CNC necesita sabercomo entra y sale la herramienta del perfil.
Para seleccionar como entra, pulsar
Para seleccionar como sale, pulsar
Parámetros para el acabado y condiciones de corte.
NOTA: Consultar Manual de Operación Cap. 6 Aptd. 6.2
Pasadas de desbaste
Definición del ángulo de la herramienta

6.- Programas pieza

Manual de autoaprendizaje Cap. 6 Pag. 2
CNC 800T
En este capítulo se muestra:
• Programas pieza conversacionales.
> Que es un programa pieza conversacional.
> Como se puede editar.
> Como se puede modificar (Insertar o borrar operaciones).
> Simular una operación o un programa pieza.
> Ejecutar una operación.
> Ejecución a partir de una operación.
> Ejecutar un programa.
> Borrar un programa.
• Programa P99996.
> Que es.
> Como se edita.
> Como se simula y se ejecuta el programa P99996.
Manual de autoaprendizaje Cap. 6 Pag. 3
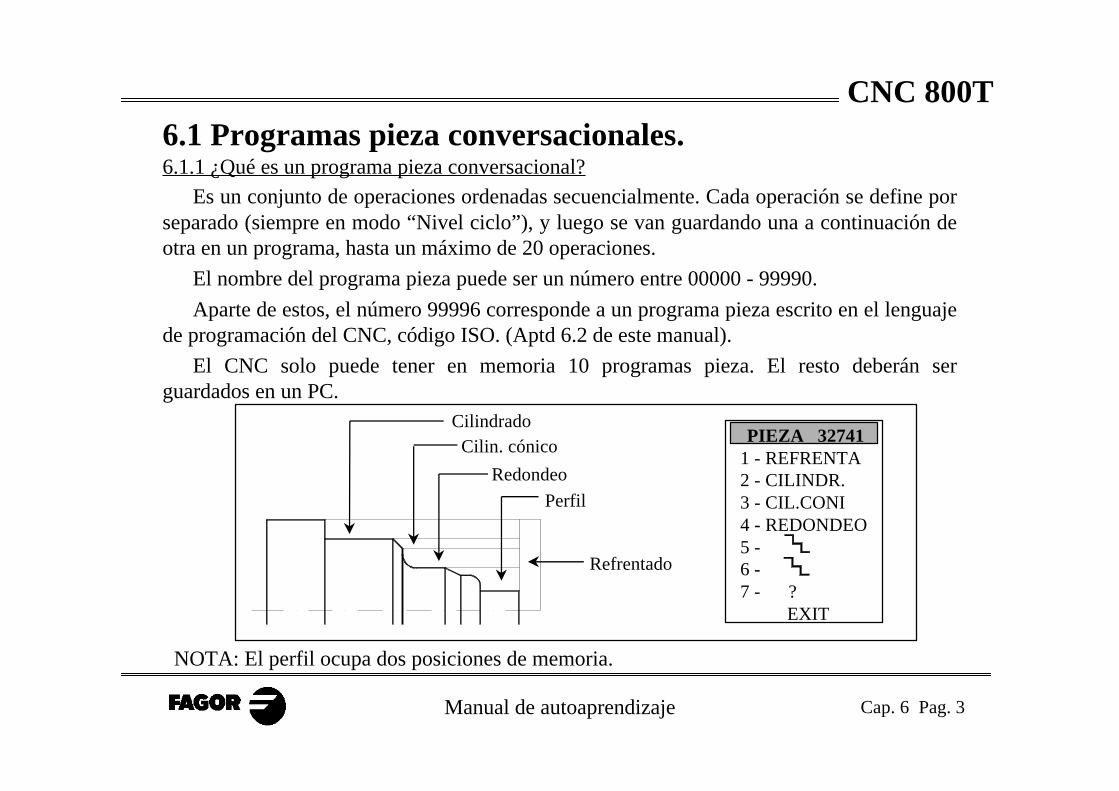
CNC 800T6.1 Programas pieza conversacionales.6.1.1 ¿Qué es un programa pieza conversacional?
Es un conjunto de operaciones ordenadas secuencialmente. Cada operación se define porseparado (siempre en modo “Nivel ciclo”), y luego se van guardando una a continuación deotra en un programa, hasta un máximo de 20 operaciones.
El nombre del programa pieza puede ser un número entre 00000 - 99990.
Aparte de estos, el número 99996 corresponde a un programa pieza escrito en el lenguajede programación del CNC, código ISO. (Aptd 6.2 de este manual).
El CNC solo puede tener en memoria 10 programas pieza. El resto deberán serguardados en un PC.
PIEZA 327411 - REFRENTA2 - CILINDR.3 - CIL.CONI4 - REDONDEO5 -6 -7 - ?
EXIT
CilindradoCilin. cónico
Redondeo
Perfil
Refrentado
NOTA: El perfil ocupa dos posiciones de memoria.
Manual de autoaprendizaje Cap. 6 Pag. 4
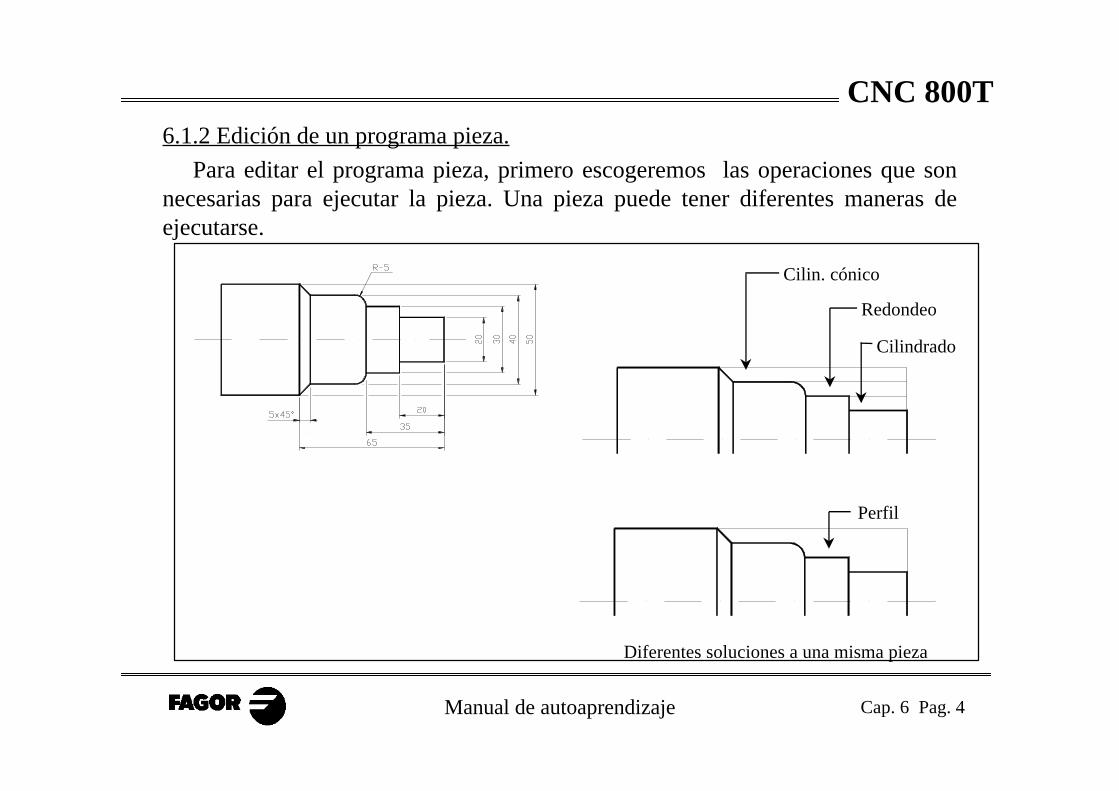
CNC 800T6.1.2 Edición de un programa pieza.
Para editar el programa pieza, primero escogeremos las operaciones que sonnecesarias para ejecutar la pieza. Una pieza puede tener diferentes maneras deejecutarse.
Diferentes soluciones a una misma pieza
Perfil
Cilin. cónico
Redondeo
Cilindrado
Manual de autoaprendizaje Cap. 6 Pag. 5
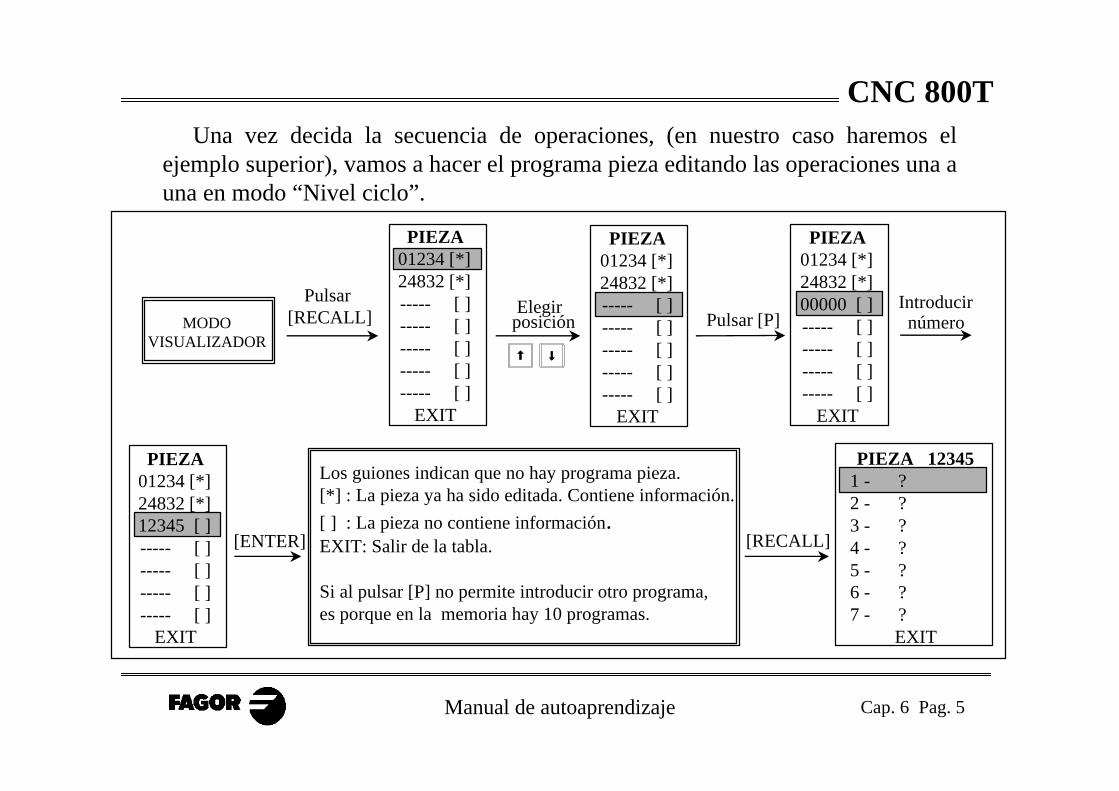
CNC 800TUna vez decida la secuencia de operaciones, (en nuestro caso haremos el
ejemplo superior), vamos a hacer el programa pieza editando las operaciones una auna en modo “Nivel ciclo”.
PIEZA01234 [*]24832 [*]----- [ ]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
PIEZA01234 [*]24832 [*]----- [ ]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
Pulsar [P]Introducir número
Pulsar [RECALL]
PIEZA01234 [*]24832 [*]00000 [ ]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
[ENTER]
PIEZA01234 [*]24832 [*]12345 [ ]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
Elegir posición
Los guiones indican que no hay programa pieza.[*] : La pieza ya ha sido editada. Contiene información.
[ ] : La pieza no contiene información.EXIT: Salir de la tabla.
Si al pulsar [P] no permite introducir otro programa, es porque en la memoria hay 10 programas.
MODOVISUALIZADOR
PIEZA 123451 - ?2 - ?3 - ?4 - ?5 - ?6 - ?7 - ?
EXIT
[RECALL]

Manual de autoaprendizaje Cap. 6 Pag. 6
CNC 800T
PIEZA 123451 - CIL.CONI2 - ?3 - ?4 - ?5 - ?6 - ?7 - ?
EXIT
Elegir la operación y definirlos parámetros.
PIEZA 123451 - ?2 - ?3 - ?4 - ?5 - ?6 - ?7 - ?
EXIT
Elegirposición
[ENTER]
[ENTER]
Repetir estos pasos con las demás operaciones. En nuestro caso, el programapieza terminado quedará:
PIEZA 123451 - CIL.CONI2 - REDONDEO3 - CILINDR.4 - ?5 - ?6 - ?7 - ?
EXIT
Número de programa
Operaciones
NOTA: Para pasar de la tabla de parámetros ala tabla de operaciones, pulsar
Manual de autoaprendizaje Cap. 6 Pag. 7
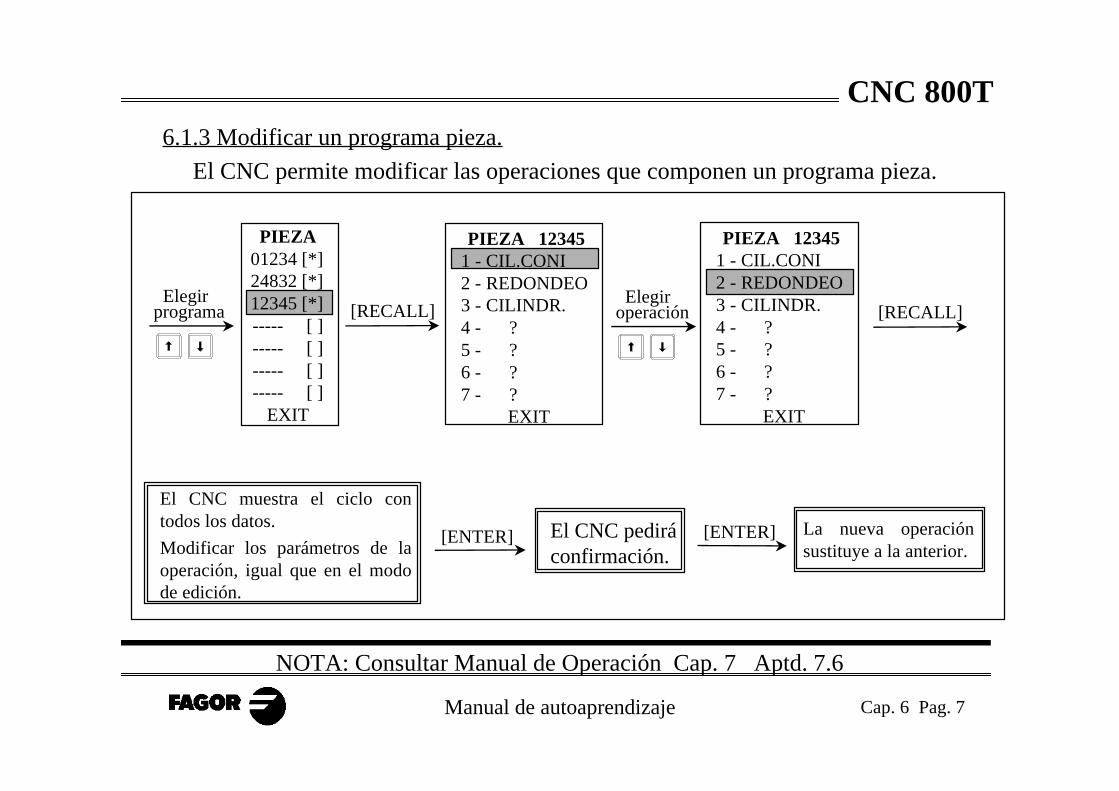
CNC 800T6.1.3 Modificar un programa pieza.
El CNC muestra el ciclo contodos los datos.
Modificar los parámetros de laoperación, igual que en el modode edición.
PIEZA01234 [*]24832 [*]12345 [*]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
[RECALL]
[ENTER]
Elegir programa
PIEZA 123451 - CIL.CONI2 - REDONDEO3 - CILINDR.4 - ?5 - ?6 - ?7 - ?
EXIT
Elegir operación
PIEZA 123451 - CIL.CONI2 - REDONDEO3 - CILINDR.4 - ?5 - ?6 - ?7 - ?
EXIT
El CNC pediráconfirmación.
[ENTER]
[RECALL]
El CNC permite modificar las operaciones que componen un programa pieza.
NOTA: Consultar Manual de Operación Cap. 7 Aptd. 7.6
La nueva operaciónsustituye a la anterior.

Manual de autoaprendizaje Cap. 6 Pag. 8
CNC 800TEl CNC también permite insertar operaciones nuevas en un programa pieza.
PIEZA01234 [*]24832 [*]12345 [*]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
[RECALL]
Elegirposición
Elegir programa
PIEZA 123451 - CIL.CONI2 - REDONDEO3 - CILINDR.4 - ?5 - ?6 - ?7 - ?
EXIT
Elegir operación
PIEZA 123451 - CIL.CONI2 - REDONDEO3 - CILINDR.4 - ?5 - ?6 - ?7 - ?
EXIT
Definir los parámetros ylas condiciones de cortede la operación a insertar.
[ENTER]
PIEZA 123451 - CIL.CONI2 - RANURADO3 - REDONDEO4 - CILINDR.5 - ?6 - ?7 - ?
EXIT
El CNC pediráconfirmación.
Pulsar [1]
NOTA: Consultar Manual de Operación Cap. 7 Aptd. 7.6
Manual de autoaprendizaje Cap. 6 Pag. 9
CNC 800T
PIEZA01234 [*]24832 [*]12345 [*]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
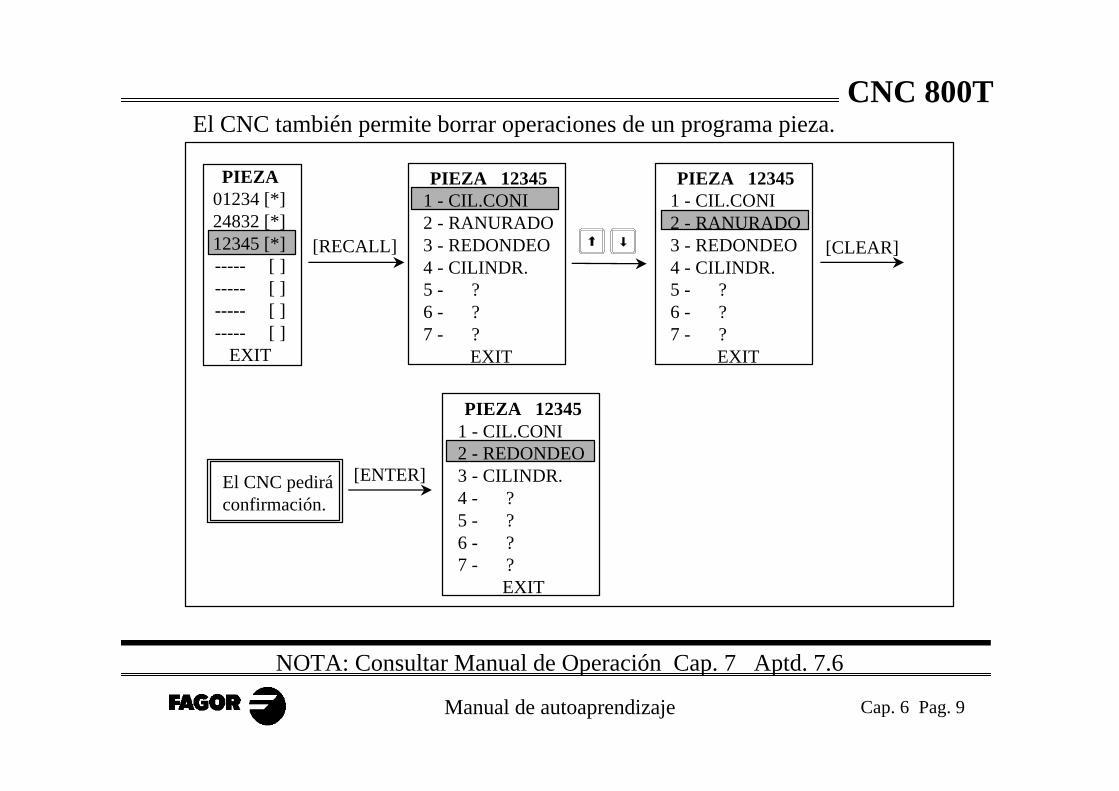
[RECALL] [CLEAR]
PIEZA 123451 - CIL.CONI2 - REDONDEO3 - CILINDR.4 - ?5 - ?6 - ?7 - ?
EXIT
El CNC pediráconfirmación.
[ENTER]
El CNC también permite borrar operaciones de un programa pieza.
PIEZA 123451 - CIL.CONI2 - RANURADO3 - REDONDEO4 - CILINDR.5 - ?6 - ?7 - ?
EXIT
PIEZA 123451 - CIL.CONI2 - RANURADO3 - REDONDEO4 - CILINDR.5 - ?6 - ?7 - ?
EXIT
NOTA: Consultar Manual de Operación Cap. 7 Aptd. 7.6

Manual de autoaprendizaje Cap. 6 Pag. 10
CNC 800T6.1.4 Simulación de una operación de un programa pieza.
PIEZA01234 [*]24832 [*]12345 [*]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
PIEZA01234 [*]24832 [*]12345 [*]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
[RECALL]Elegir
programa
PIEZA 123451 - CIL.CONI2 - REDONDEO3 - CILINDR.4 - ?5 - ?6 - ?7 - ?
EXIT
En el modelo compacto, pulsar [SIMUL] Pantalla derepresentación
gráfica.
Sirve para comprobar en la pantalla la trayectoria que seguirá la herramienta.
En el modelo modular, pulsar [AUX]+[S]
Para definir la zona de visualización pulsar [AUX].
PIEZA 123451 - CIL.CONI2 - REDONDEO3 - CILINDR.4 - ?5 - ?6 - ?7 - ?
EXIT
[RECALL]+
Manual de autoaprendizaje Cap. 6 Pag. 11
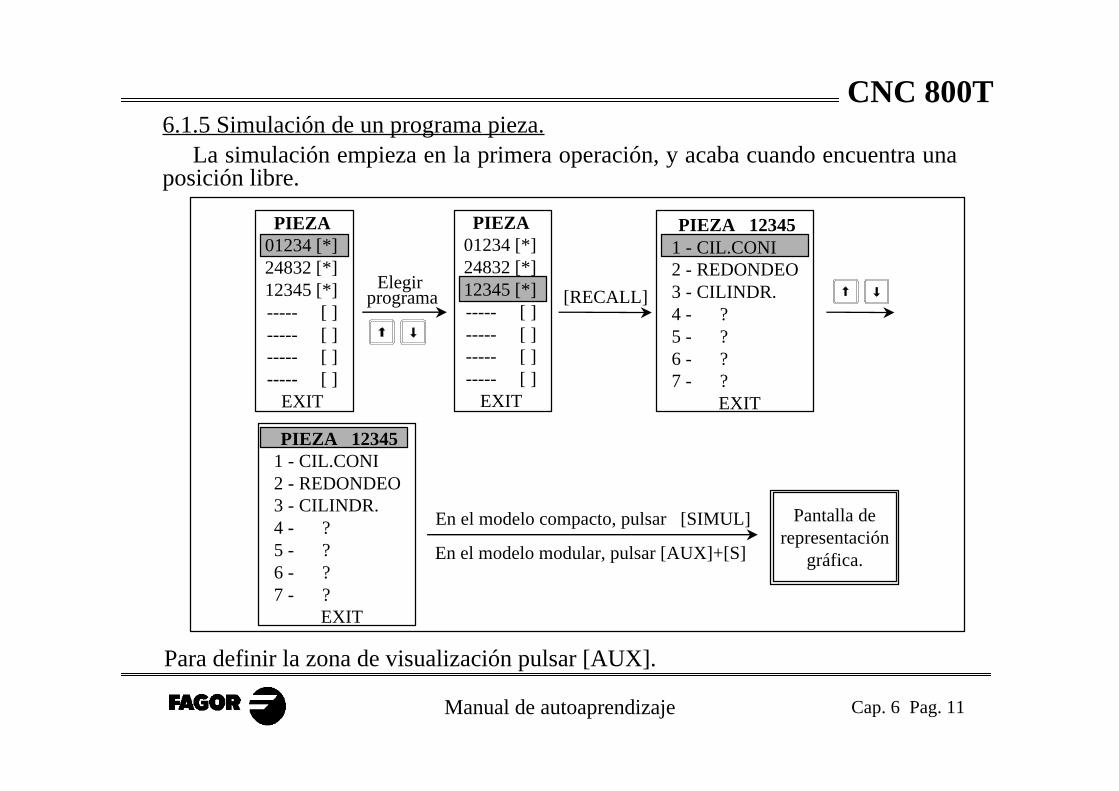
CNC 800T6.1.5 Simulación de un programa pieza.
PIEZA01234 [*]24832 [*]12345 [*]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
PIEZA01234 [*]24832 [*]12345 [*]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
[RECALL]Elegir
programa
PIEZA 123451 - CIL.CONI2 - REDONDEO3 - CILINDR.4 - ?5 - ?6 - ?7 - ?
EXIT
En el modelo compacto, pulsar [SIMUL] Pantalla derepresentación
gráfica.
La simulación empieza en la primera operación, y acaba cuando encuentra unaposición libre.
En el modelo modular, pulsar [AUX]+[S]
Para definir la zona de visualización pulsar [AUX].
PIEZA 123451 - CIL.CONI2 - REDONDEO3 - CILINDR.4 - ?5 - ?6 - ?7 - ?
EXIT
Manual de autoaprendizaje Cap. 6 Pag. 12
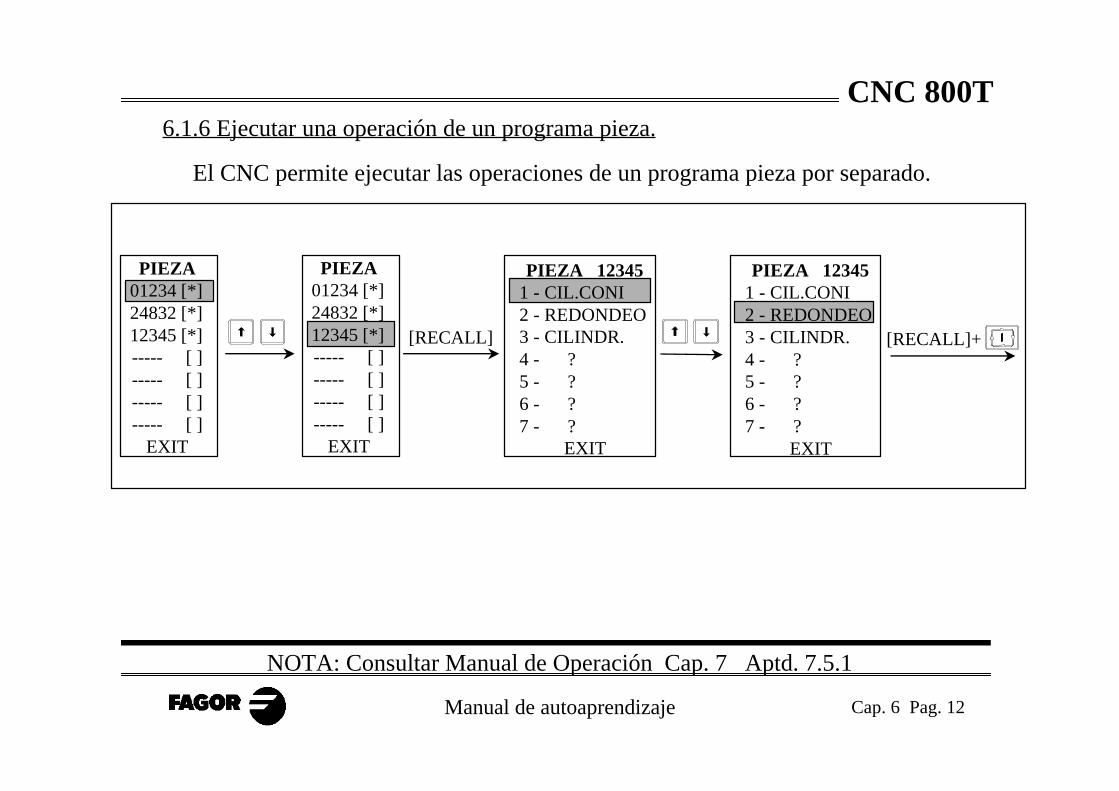
CNC 800T6.1.6 Ejecutar una operación de un programa pieza.
PIEZA01234 [*]24832 [*]12345 [*]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
PIEZA01234 [*]24832 [*]12345 [*]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
[RECALL]
PIEZA 123451 - CIL.CONI2 - REDONDEO3 - CILINDR.4 - ?5 - ?6 - ?7 - ?
EXIT
PIEZA 123451 - CIL.CONI2 - REDONDEO3 - CILINDR.4 - ?5 - ?6 - ?7 - ?
EXIT
El CNC permite ejecutar las operaciones de un programa pieza por separado.
NOTA: Consultar Manual de Operación Cap. 7 Aptd. 7.5.1
[RECALL]+
Manual de autoaprendizaje Cap. 6 Pag. 13
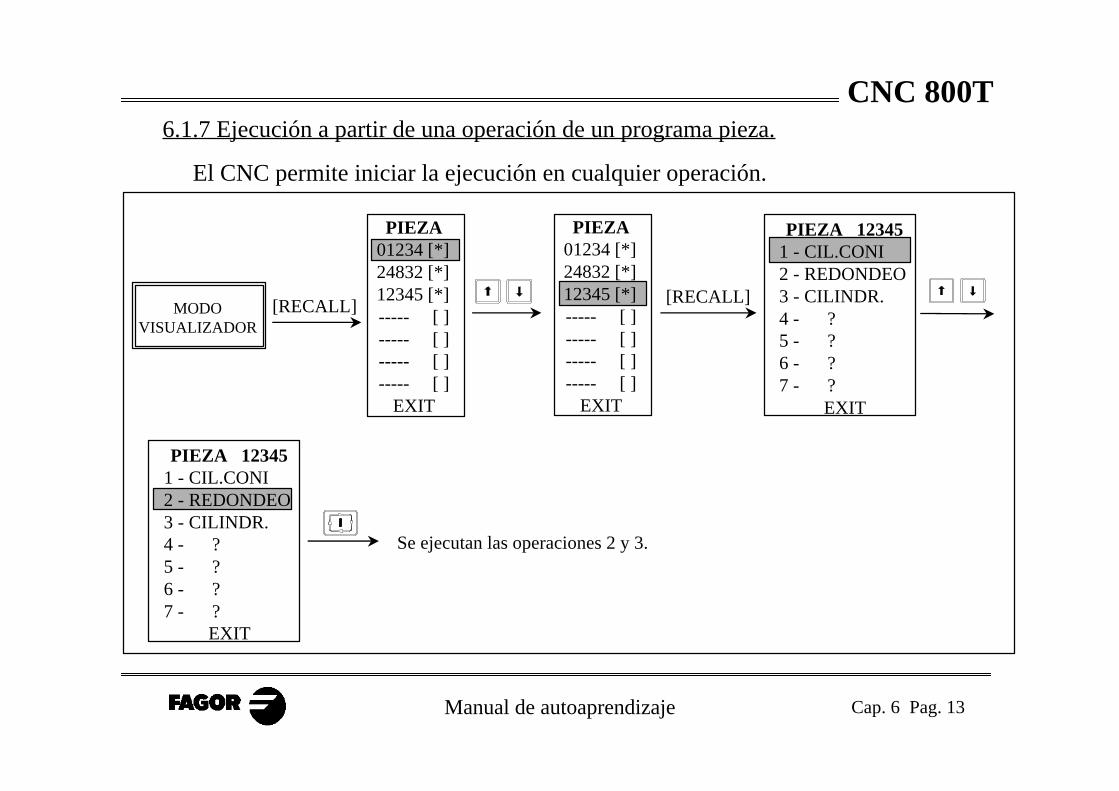
CNC 800T6.1.7 Ejecución a partir de una operación de un programa pieza.
PIEZA01234 [*]24832 [*]12345 [*]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
PIEZA01234 [*]24832 [*]12345 [*]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
[RECALL]
PIEZA 123451 - CIL.CONI2 - REDONDEO3 - CILINDR.4 - ?5 - ?6 - ?7 - ?
EXIT
PIEZA 123451 - CIL.CONI2 - REDONDEO3 - CILINDR.4 - ?5 - ?6 - ?7 - ?
EXIT
El CNC permite iniciar la ejecución en cualquier operación.
MODOVISUALIZADOR
[RECALL]
Se ejecutan las operaciones 2 y 3.
Manual de autoaprendizaje Cap. 6 Pag. 14
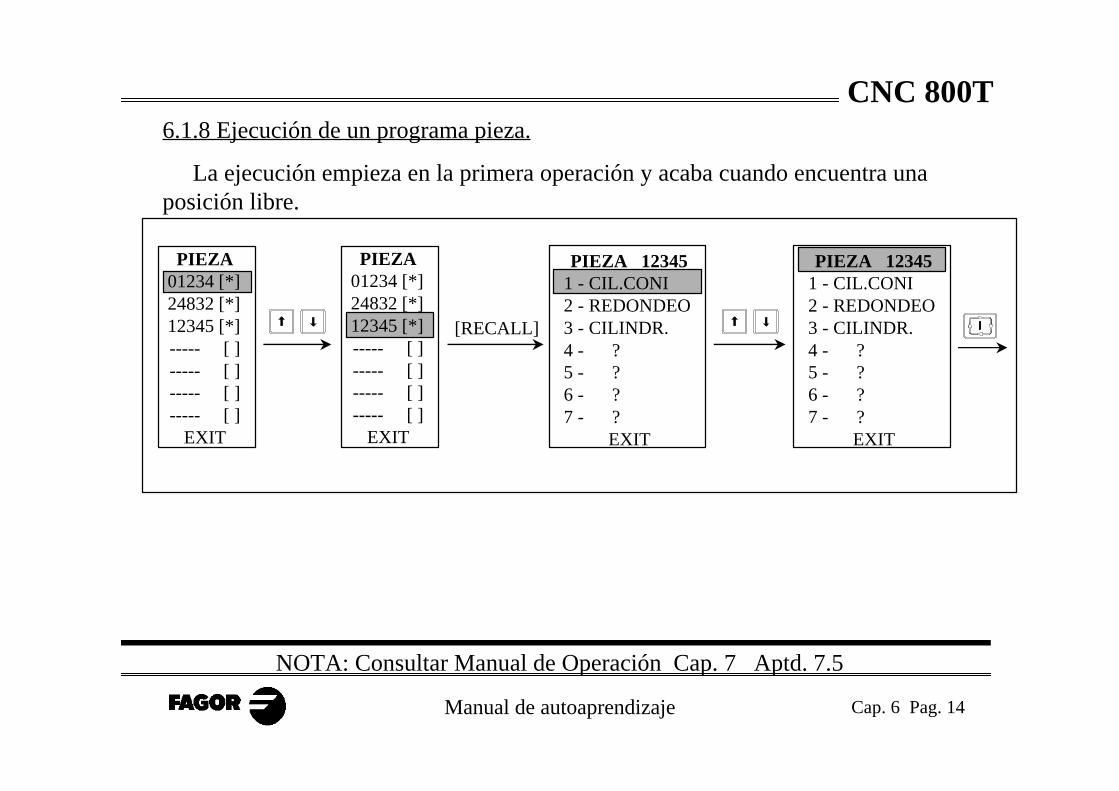
CNC 800T6.1.8 Ejecución de un programa pieza.
La ejecución empieza en la primera operación y acaba cuando encuentra unaposición libre.
PIEZA01234 [*]24832 [*]12345 [*]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
PIEZA01234 [*]24832 [*]12345 [*]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
[RECALL]
PIEZA 123451 - CIL.CONI2 - REDONDEO3 - CILINDR.4 - ?5 - ?6 - ?7 - ?
EXIT
NOTA: Consultar Manual de Operación Cap. 7 Aptd. 7.5
PIEZA 123451 - CIL.CONI2 - REDONDEO3 - CILINDR.4 - ?5 - ?6 - ?7 - ?
EXIT
Manual de autoaprendizaje Cap. 6 Pag. 15
CNC 800TEl CNC inicia la ejecución por la primera operación y acaba cuando encuentra
una posición libre.
Cuando el CNC ejecuta una operación, en la parte inferior de la pantallaaparece la operación con todos sus parámetros.
Una vez comenzada la ejecución:
: Interrumpe la ejecución. Estando interrumpida:
: Reanuda la ejecución.
[RESET]+[RESET] : Anula la ejecución.
La ejecución se puede interrumpir en cualquier momento, excepto durante laejecución de una rosca. En este caso, la ejecución se detendrá al final de la pasada.
Cuando se interrumpe un programa, las teclas que quedan activas son:
NOTA: Consultar Manual de Operación Cap. 7 Aptd. 7.5

Manual de autoaprendizaje Cap. 6 Pag. 16
CNC 800T¿Cómo se mueve la herramienta?
Después de ejecutar una operación, la herramienta se coloca en el puntoBEGIN, manteniendo las distancias de seguridad.
El desplazamiento de la herramienta de una operación a otra se realiza en línearecta. Desde el punto BEGIN de una, al punto BEGIN de otra, manteniendo lasdistancias de seguridad.
Al finalizar la última operación, la herramienta retrocede al punto dondeempezó la ejecución de la pieza.
Si el fabricante no ha definido una posición para realizar el cambio deherramienta, este se realiza en el punto donde empezó la ejecución.

Manual de autoaprendizaje Cap. 6 Pag. 17
CNC 800T6.1.9 Borrar un programa pieza.
Seleccionar el programa en la tabla y pulsar [CLEAR].
PIEZA01234 [*]24832 [*]12345 [*]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
PIEZA01234 [*]24832 [*]12345 [*]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
[CLEAR][RECALL]
PIEZA01234 [*]24832 [*]----- [ ]----- [ ]----- [ ]----- [ ]----- [ ]
EXIT
El CNC pediráconfirmación.
[ENTER]
NOTA: Consultar Manual de Operación Cap. 7 Aptd. 7.7
Manual de autoaprendizaje Cap. 6 Pag. 18
CNC 800T
6.2 Programa P99996.
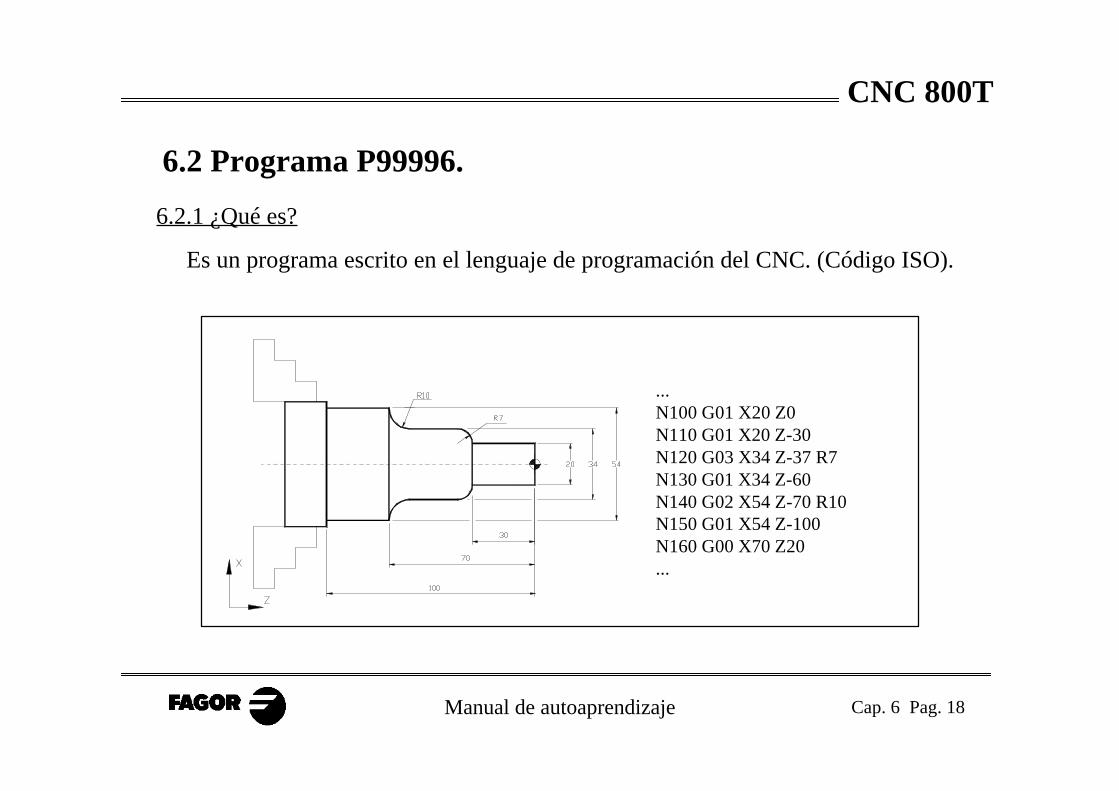
6.2.1 ¿Qué es?
Es un programa escrito en el lenguaje de programación del CNC. (Código ISO).
...N100 G01 X20 Z0N110 G01 X20 Z-30N120 G03 X34 Z-37 R7N130 G01 X34 Z-60N140 G02 X54 Z-70 R10N150 G01 X54 Z-100N160 G00 X70 Z20...
Manual de autoaprendizaje Cap. 6 Pag. 19
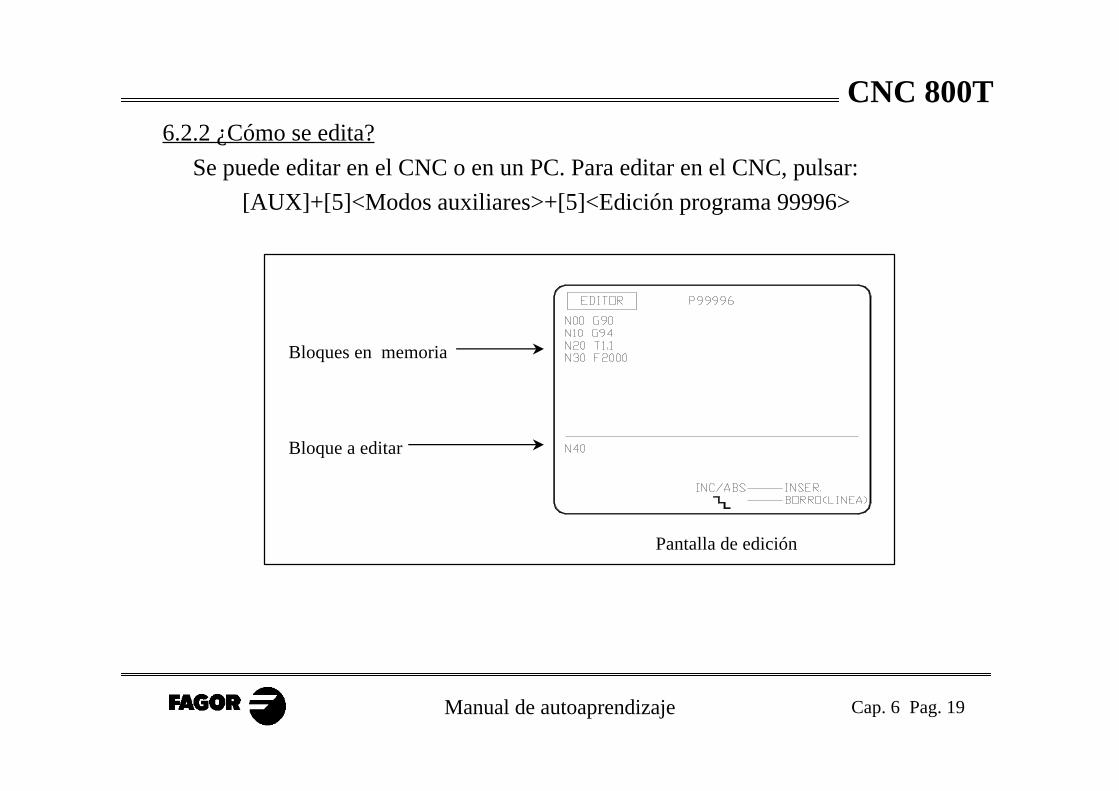
CNC 800T6.2.2 ¿Cómo se edita?
Se puede editar en el CNC o en un PC. Para editar en el CNC, pulsar:
[AUX]+[5]<Modos auxiliares>+[5]<Edición programa 99996>
Bloque a editar
Bloques en memoria
Pantalla de edición
Manual de autoaprendizaje Cap. 6 Pag. 20
CNC 800T
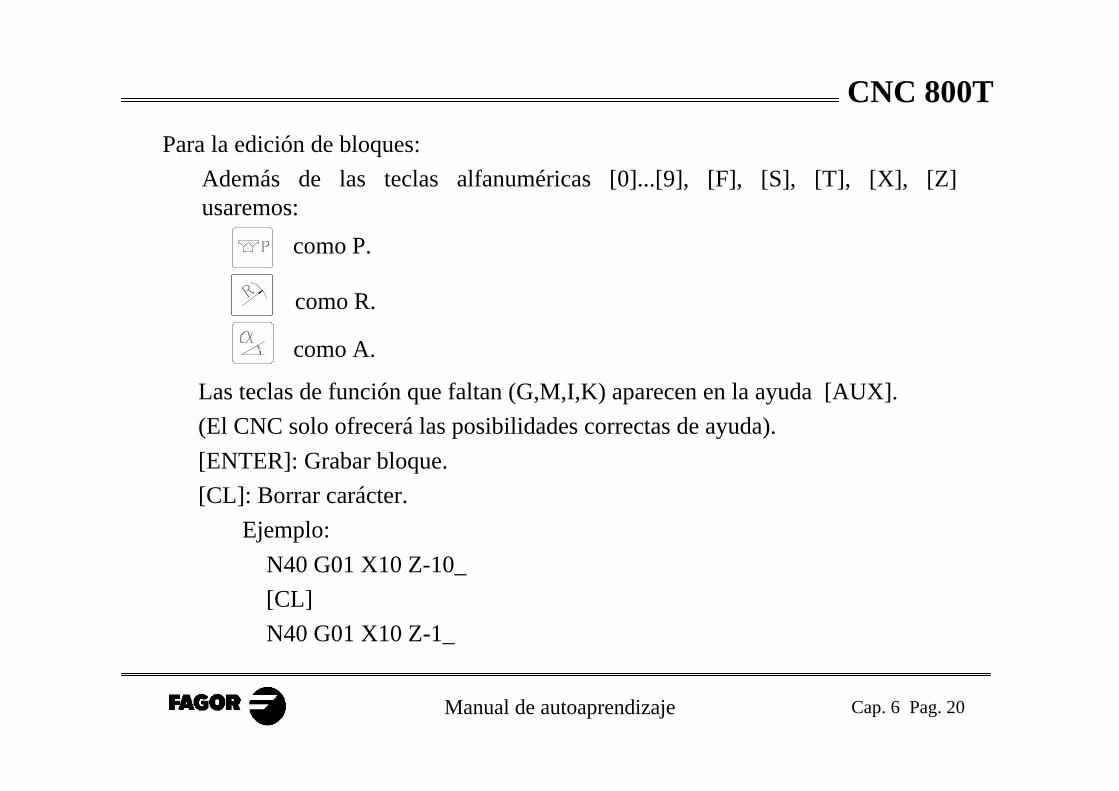
Para la edición de bloques:
Además de las teclas alfanuméricas [0]...[9], [F], [S], [T], [X], [Z]usaremos:
Las teclas de función que faltan (G,M,I,K) aparecen en la ayuda [AUX].
(El CNC solo ofrecerá las posibilidades correctas de ayuda).
[ENTER]: Grabar bloque.
[CL]: Borrar carácter.
Ejemplo:
N40 G01 X10 Z-10_
[CL]
N40 G01 X10 Z-1_
como R.
como P.
como A.
Manual de autoaprendizaje Cap. 6 Pag. 21
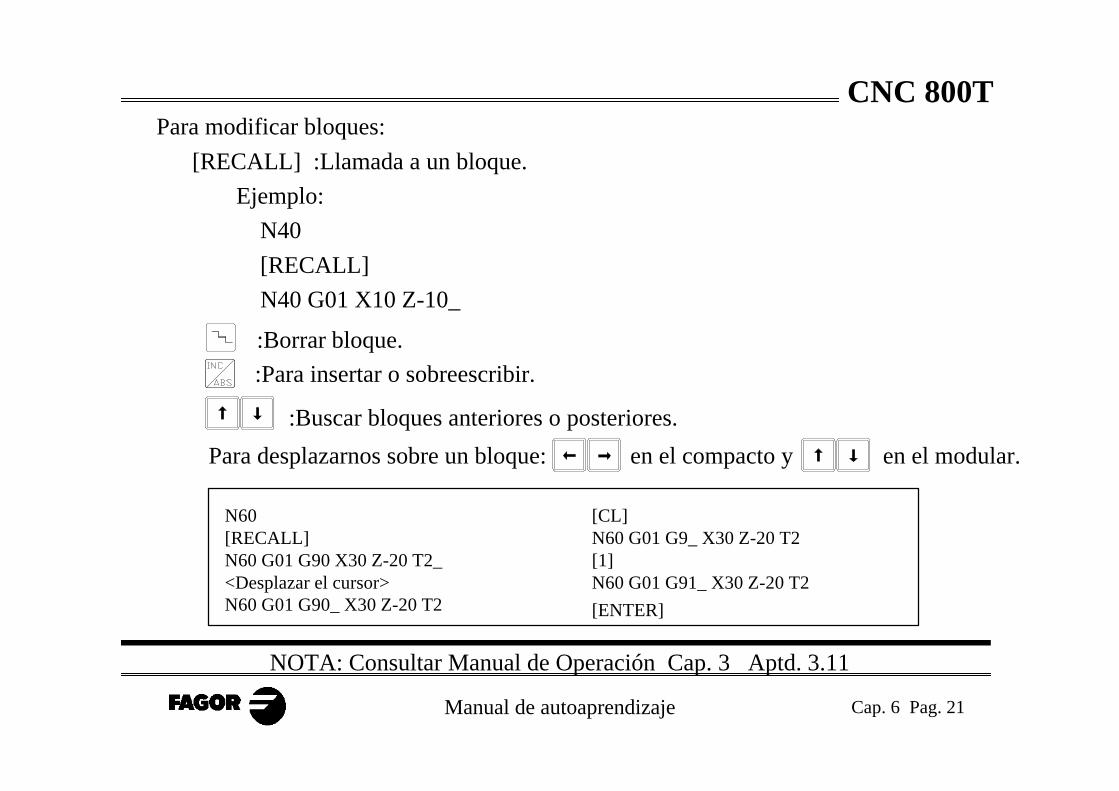
CNC 800TPara modificar bloques:
[RECALL] :Llamada a un bloque.
Ejemplo:
N40
[RECALL]
N40 G01 X10 Z-10_
N60[RECALL]N60 G01 G90 X30 Z-20 T2_<Desplazar el cursor>N60 G01 G90_ X30 Z-20 T2
[CL]N60 G01 G9_ X30 Z-20 T2[1]N60 G01 G91_ X30 Z-20 T2
[ENTER]
:Borrar bloque.
:Para insertar o sobreescribir.
:Buscar bloques anteriores o posteriores.
Para desplazarnos sobre un bloque: en el compacto y en el modular.
NOTA: Consultar Manual de Operación Cap. 3 Aptd. 3.11

Manual de autoaprendizaje Cap. 6 Pag. 22
CNC 800T6.2.3 Ejecución/simulación del programa P99996.
Para entrar en el modo de ejecución/simulación:
– Pulsar [AUX]+[5]<Modos auxiliares>+[4]<Ejecución programa 99996>
Pasos para ejecutar/simular el programa P99996.
– Elegir modo de ejecución AUTOMATICO/BLOQUE A BLOQUE
– Elegir el bloque inicial:
[N] + [RECALL] o [N]+ (Nº de bloque) + [RECALL]
– Para realizar la simulación, pulsar [SIMUL], (en el modelo compacto), o[AUX]+[S], (en el modelo modular). Para definir la zona de visualización,pulsar [AUX].
– Para ejecutar el programa P99996, pulsar la tecla de marcha
NOTA: Mientras se realiza la ejecución, para visualizar la trayectoria de laherramienta, pulsar [4]. Para volver a la pantalla anterior, pulsar [0].
NOTA: Consultar Manual de Operación Cap. 3 Aptd. 3.10
Manual de autoaprendizaje Cap. 6 Pag. 23
CNC 800T
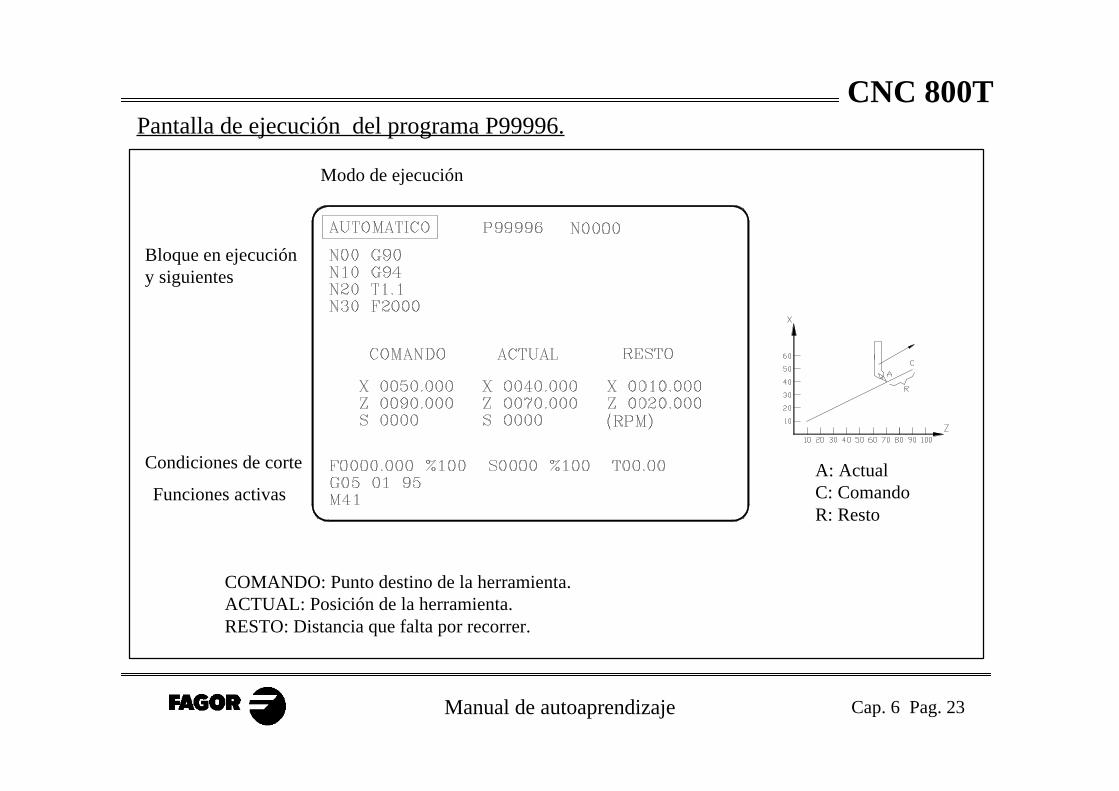
Modo de ejecución
Bloque en ejecucióny siguientes
Condiciones de corte
Funciones activasA: ActualC: ComandoR: Resto
COMANDO: Punto destino de la herramienta.ACTUAL: Posición de la herramienta.RESTO: Distancia que falta por recorrer.
Pantalla de ejecución del programa P99996.
Anexo IOtros mecanizados en torno
Manual de autoaprendizaje Anexo I. Pag. 2
CNC 800TI.1 Introducción.
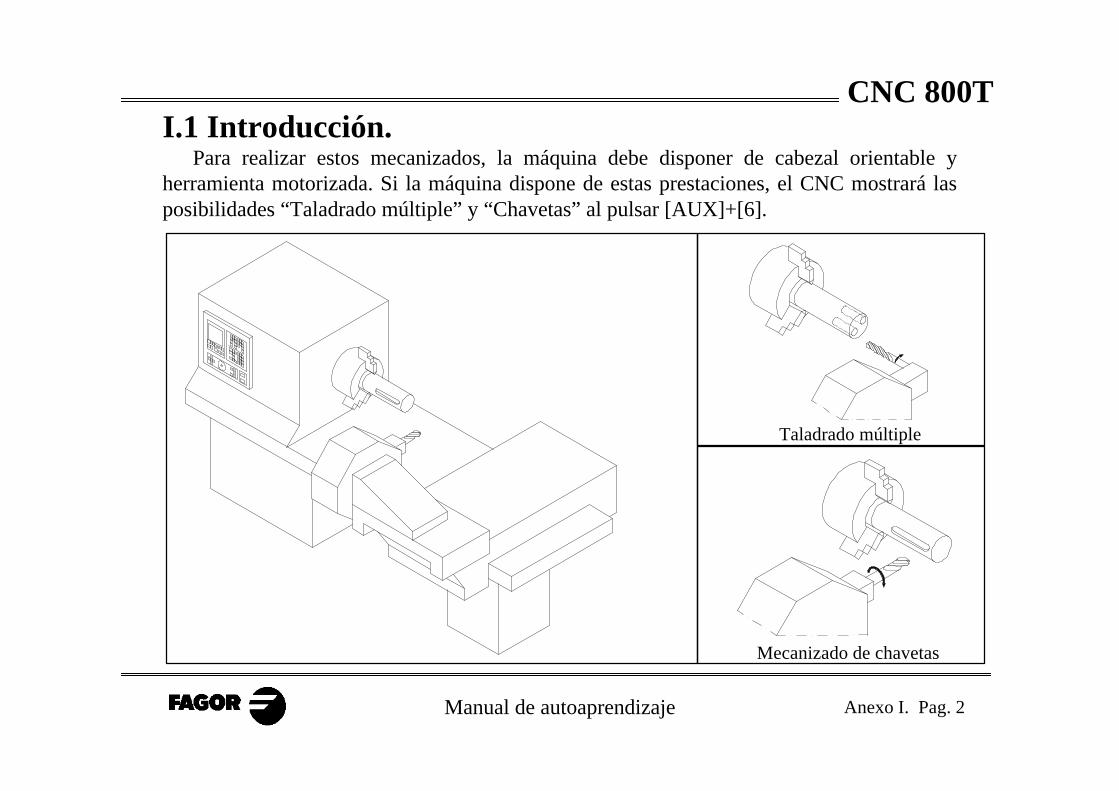
Para realizar estos mecanizados, la máquina debe disponer de cabezal orientable yherramienta motorizada. Si la máquina dispone de estas prestaciones, el CNC mostrará lasposibilidades “Taladrado múltiple” y “Chavetas” al pulsar [AUX]+[6].
Mecanizado de chavetas
Taladrado múltiple
Manual de autoaprendizaje Anexo I. Pag. 3
CNC 800T
Esta prestación permite posicionar el cabezal en la posición angular que sedesee, para poder realizar agujeros y chavetas en las superficies frontal ycilíndrica de la pieza.
Para posicionar el cabezal pulsar:
– [S]+ . El CNC muestra el mensaje: “ S POS= ”.
– Introducir el valor de la posición angular a la que se desea orientar elcabezal.
– Pulsar
El cabezal se detiene, (si estaba girando), y se posiciona en el ánguloespecificado. El CNC visualiza la posición angular en grados.
Pulsando o , se volverá a las condiciones anteriores a la orientación delcabezal.
I.2 Cabezal orientable.
Manual de autoaprendizaje Anexo I. Pag. 4
CNC 800T
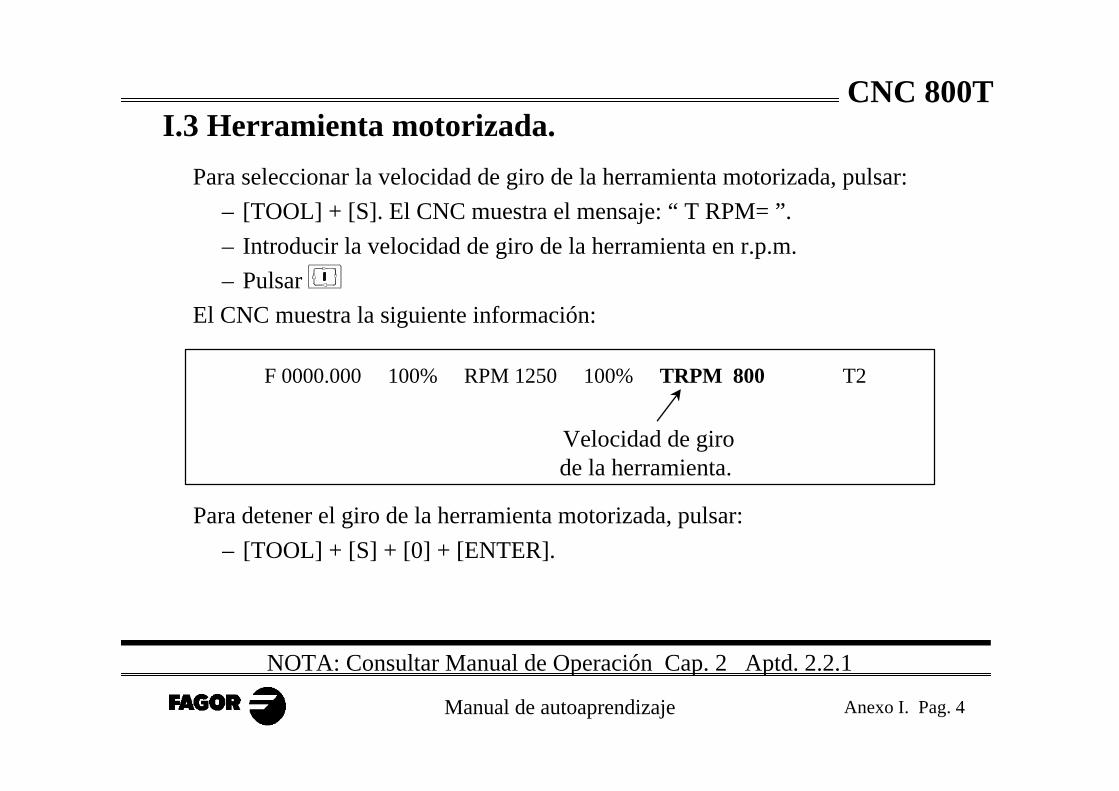
Para seleccionar la velocidad de giro de la herramienta motorizada, pulsar:
– [TOOL] + [S]. El CNC muestra el mensaje: “ T RPM= ”.
– Introducir la velocidad de giro de la herramienta en r.p.m.
– Pulsar
El CNC muestra la siguiente información:
I.3 Herramienta motorizada.
NOTA: Consultar Manual de Operación Cap. 2 Aptd. 2.2.1
F 0000.000 100% RPM 1250 100% TRPM 800 T2
Velocidad de girode la herramienta.
Para detener el giro de la herramienta motorizada, pulsar:
– [TOOL] + [S] + [0] + [ENTER].
Manual de autoaprendizaje Anexo I. Pag. 5
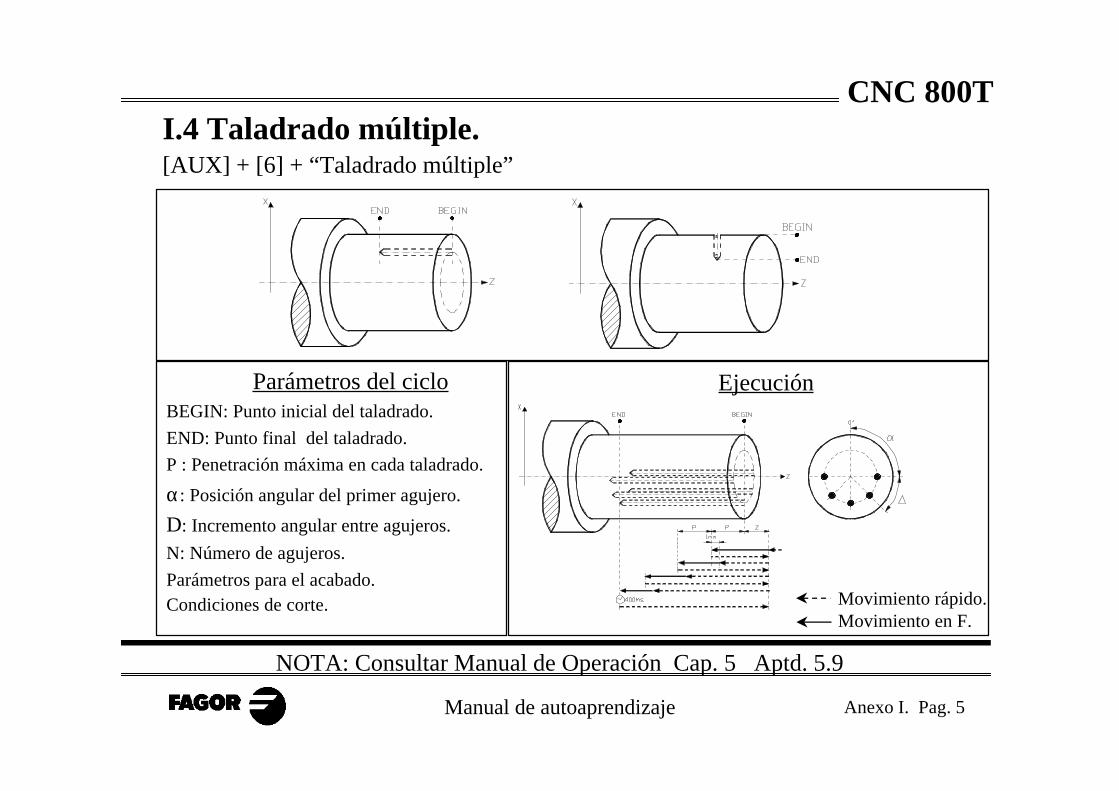
CNC 800TI.4 Taladrado múltiple.[AUX] + [6] + “Taladrado múltiple”
Parámetros del cicloBEGIN: Punto inicial del taladrado.
END: Punto final del taladrado.
P : Penetración máxima en cada taladrado.
α: Posición angular del primer agujero.
D: Incremento angular entre agujeros.
N: Número de agujeros.
Parámetros para el acabado.Condiciones de corte.
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.9
Ejecución
Movimiento rápido.Movimiento en F.
Manual de autoaprendizaje Anexo I. Pag. 6
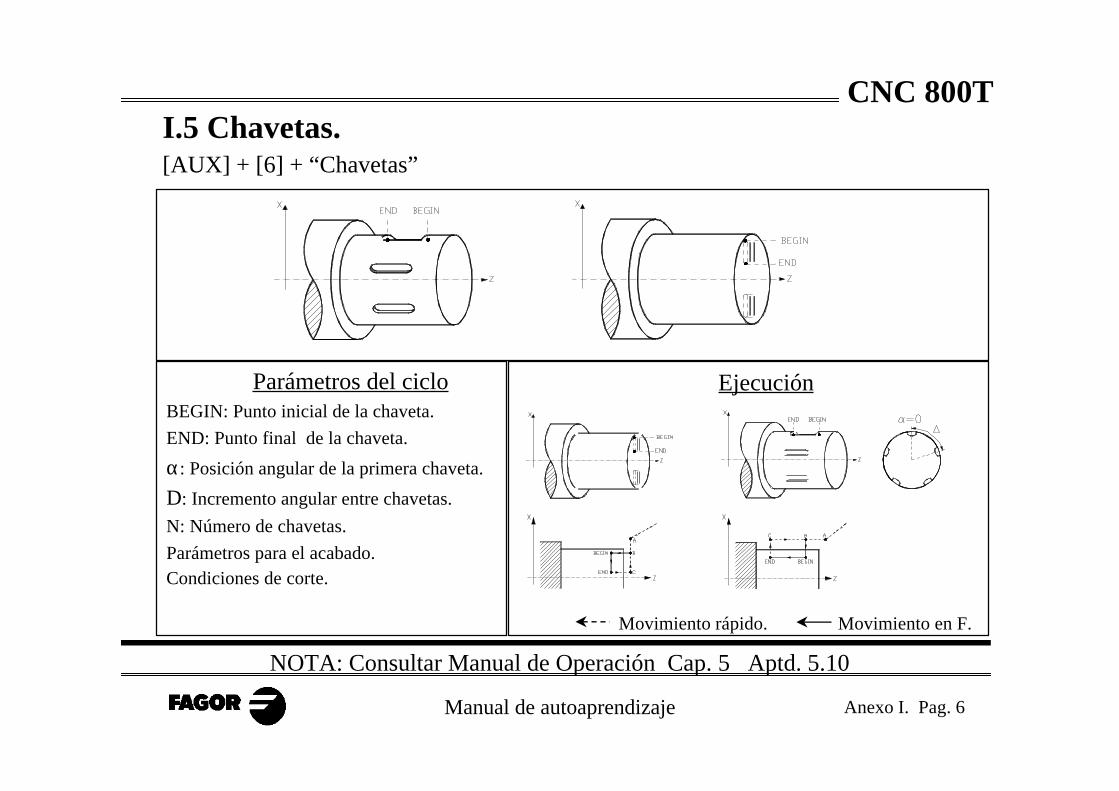
CNC 800TI.5 Chavetas.[AUX] + [6] + “Chavetas”
Parámetros del cicloBEGIN: Punto inicial de la chaveta.
END: Punto final de la chaveta.
α: Posición angular de la primera chaveta.
D: Incremento angular entre chavetas.
N: Número de chavetas.
Parámetros para el acabado.Condiciones de corte.
NOTA: Consultar Manual de Operación Cap. 5 Aptd. 5.10
Ejecución
Movimiento en F.Movimiento rápido.
Anexo II
Periféricos
Manual de autoaprendizaje Anexo II. Pag. 2
CNC 800TII.1 Periféricos.
Los periféricos son elementos exteriores al CNC, (disquetera FAGOR, ordenador, etc.),que se pueden usar para guardar información. La transmisión de información se hace desdeel CNC, (estando en modo Periféricos), o mediante protocolo DNC.
II.1.1 Modo periféricos.Este modo permite transferir programas entre el CNC y, la disquetera FAGOR, un
periférico general o un ordenador. Para seleccionar esta opción, pulsar:
[AUX] + [5]<Modos auxiliares> + [2]<Periféricos>
El CNC mostrara el siguiente menú:
0 - ENTRADA DESDE DISQUETERA (Fagor)1 - SALIDA HACIA DISQUETERA (Fagor)2 - ENTRADA DESDE PERIFERICO (general)3 - SALIDA HACIA PERIFERICO (general)4 - DIRECTORIO DISQUETERA (Fagor)5 - BORRAR PROGRAMA DISQUETERA (Fagor)6 - DNC ON/OFF
MODOVISUALIZADOR
Manual de autoaprendizaje Anexo II. Pag. 3
CNC 800TPara trabajar con estas opciones, el modo DNC debe estar inactivo. Si está activo, (en la parte
superior derecha de la pantalla aparecerá DNC), pulsar [6] para desactivarlo. (Las letras desaparecen).
0 - ENTRADA DESDE DISQUETERA
1 - SALIDA HACIA DISQUETERA2 - ENTRADA DESDE PERIFERICO3 - SALIDA HACIA PERIFERICO
Las opciones 0, 1, 2 y 3 sirven para intercambiar programas entre el CNC y los periféricos. Losnúmeros de programas que se pueden transmitir son:
P00000 al P99990 Correspondientes a programas pieza.P99994 y P99996 Programas especiales en código ISO.P99997 NO puede ser transmitido. (De uso interno)P99998 Utilizado para asociar textos a los mensajes del autómata.P99999 Parámetros máquina y tablas.
Trabajando con estas opciones, en la pantalla aparecerá “RECIBIENDO” o “TRANSMITIENDO”y una vez finalizada la transmisión, “PROGRAMA NUM. P----- LEIDO” o “TRANSMITIDO”.
4 - DIRECTORIO DISQUETERAPara ver los programas guardados en el disquete de la disquetera.
5 - BORRAR PROGRAMA DISQUETERAPara borrar un programa de la disquetera Fagor. Teclear numero de programa y pulsar [ENTER].
6 - DNC ON/OFF
Para activar/desactivar el modo DNC.
NOTA: Consultar Manual de Operación Cap. 3 Aptd. 3.8.1
Manual de autoaprendizaje Anexo II. Pag. 4
CNC 800TII.2 Bloqueo/desbloqueo.
Esta opción permite bloquear/desbloquear los parámetros máquina y lamemoria de programa del CNC.
Cuando la memoria de programa está bloqueada, no se pueden modificar losprogramas ni editar programas nuevos. Solo se pueden visualizar y ejecutarlos.Para entrar en esta opción, pulsar:
[AUX] + [5]<Modos auxiliares> + [3] <Bloqueo/Desbloqueo>
Los códigos que se pueden usar son:
N0000 [ENTER] Desbloquea la memoria de programa.
N1111 [ENTER] Bloquea la memoria de programa.
NOTA: Consultar Manual de Operación Cap. 3 Aptd. 3.9