desarrollo, diseÑo, documentaciÓn y evaluaciÓn de...
TRANSCRIPT
DESARROLLO, DISEÑO, DOCUMENTACIÓN Y EVALUACIÓN DE UN SISTEMA DE CONTROL DE CALIDAD PARA EL PROCESO DE ELABORACIÓN Y DECORACIÓN DE PASTELERÍA
CAMPUS CENTRALGUATEMALA DE LA ASUNCIÓN, MAYO DE 2013
MARÍA JOSÉ ARANGO OQUENDO CARNET11359-08
TESIS DE GRADO
LICENCIATURA EN INGENIERÍA INDUSTRIALFACULTAD DE INGENIERÍA
UNIVERSIDAD RAFAEL LANDÍVAR
INGENIERÍA
TRABAJO PRESENTADO AL CONSEJO DE LA FACULTAD DE
DESARROLLO, DISEÑO, DOCUMENTACIÓN Y EVALUACIÓN DE UN SISTEMA DE CONTROL DE CALIDAD PARA EL PROCESO DE ELABORACIÓN Y DECORACIÓN DE PASTELERÍA
EL TÍTULO DE INGENIERA INDUSTRIAL EN EL GRADO ACADÉMICO DE LICENCIADA
PREVIO A CONFERÍRSELE
GUATEMALA DE LA ASUNCIÓN, MAYO DE 2013CAMPUS CENTRAL
MARÍA JOSÉ ARANGO OQUENDO POR
TESIS DE GRADO
UNIVERSIDAD RAFAEL LANDÍVARFACULTAD DE INGENIERÍA
LICENCIATURA EN INGENIERÍA INDUSTRIAL

DR. CARLOS RAFAEL CABARRÚS PELLECER, S. J.
DRA. MARTA LUCRECIA MÉNDEZ GONZÁLEZ DE PENEDO
DR. EDUARDO VALDÉS BARRÍA, S. J.
LIC. ARIEL RIVERA IRÍAS
LIC. FABIOLA DE LA LUZ PADILLA BELTRANENA DE LORENZANA
SECRETARIA GENERAL:
VICERRECTOR ADMINISTRATIVO:
VICERRECTOR DE INTEGRACIÓN UNIVERSITARIA:
VICERRECTOR DE INVESTIGACIÓN Y PROYECCIÓN:
P. ROLANDO ENRIQUE ALVARADO LÓPEZ, S. J.
VICERRECTORA ACADÉMICA:
RECTOR:
AUTORIDADES DE LA UNIVERSIDAD RAFAEL LANDÍVAR
AUTORIDADES DE LA FACULTAD DE INGENIERÍA
DECANO: MGTR. JOSE CARLOS RICARDO VELA SCHIPPERS
VICEDECANO: ING. CARLOS ENRIQUE GARCIA BICKFORD
SECRETARIA: MGTR. KAREN GABRIELA MORALES HERRERA
DIRECTOR DE CARRERA: MGTR. LAZARO MANUEL URIZAR HERNANDEZ
TERNA QUE PRACTICÓ LA EVALUACIÓN
NOMBRE DEL ASESOR DE TRABAJO DE GRADUACIÓNLIC. MARIEL VANESSA PAZ ABDO
MGTR. FREDDY ROLANDO GIRON AZURDIA MGTR. JOSE ESTUARDO PADILLA NISTHAL ING. WERNY DANILO RECINOS SALGUERO

DEDICATORIA
A Dios.
Tomad, Señor, y recibid toda mi libertad, mi memoria, mi entendimiento, y toda mi voluntad, todo mi haber y mi poseer; Vos me disteis, A Vos, Señor, lo torno. Todo es vuestro, disponed todo a vuestra voluntad; dadme vuestro amor y gracia, que con ésta me basta. A mis Padres, Nery Fernando Arango y Dina María Oquendo de Arango.
Éste y todos los éxitos que puedan llegar a mi vida, son para ustedes. Sin su apoyo incondicional no habría logrado cumplir esta meta.
AGRADECIMIENTOS
A Dios. “Esfuérzate y se valiente, Yo estoy junto a ti”, gracias por demostrarme con Tu palabra que siempre habrá a luz en mi vida, por darme la fortaleza para seguir siempre adelante y por ser fuente de sabiduría y amor A mi Padre.
Gracias por demostrarme con tu ejemplo que el trabajo duro y la excelencia traen sus recompensas, por tu constante preocupación y por el apoyo y amor que nunca han faltado en mi vida. A mi madre. Gracias por ser mi mundo y el gran amor de mi vida, por todo tu apoyo, comprensión y ayuda en todos los buenos y malos momentos de mi vida, por llenar mi vida de tanto amor y por siempre enseñarme que todo lo puedo lograr. A mis hermanos.
José Fernando y María de Lourdes, gracias por siempre apoyarme, por compartir conmigo sus días y por llenar mi vida de tanta felicidad. A Rodrigo Niño.
Gracias por toda tu paciencia, tu comprensión, tu empeño, tu múltiple ayuda, por darme fuerza y ánimos cuando se me acababan, por darle equilibrio a mi vida y por todo el amor que me das. A mi Asesora. Ingeniera Karim Paz, por su apoyo para la realización de éste trabajo, sin su ayuda la realización de éste trabajo no habría sido posible. En general, a todos los amigos y personas que me acompañaron y apoyaron en ésta etapa de mi vida. Muchas gracias.

RESUMEN EJECUTIVO
En éste trabajo se realizó un estudio para la empresa Pasteles Artísticos,
con el fin de desarrollar, diseñar, documentar y evaluar un Sistema de Control de
Calidad para sus operaciones. Se inició con una descripción general de la
empresa, en la cual se incluyó el tipo de proceso que utiliza la empresa, la
organización interna y el manejo de inventarios, un análisis FODA y análisis de
Porter de la pastelería.
Por medio de visitas de planta, observaciones y entrevistas se logró
establecer un diagnóstico de la situación actual de la empresa en cuanto a Control
de Calidad y Buenas Prácticas de Manufactura. Mediante éste diagnostico se
determinó que el diseño y desarrollo de un manual que garantice la inocuidad,
sanidad y calidad del producto mediante la estandarización de procedimientos es
una necesidad impostergable para la empresa.
Se procedió a diseñar una hoja de evaluación, con la que se determinó
cuáles eran las necesidades primordiales de la empresa y los temas a incluirse
dentro del Manual. Partiendo del diagnóstico actual de la empresa se procedió a
utilizar el Sistema HACCP cómo herramienta para identificar los puntos críticos del
control dentro de los procedimientos de la empresa.
Con la implementación del manual se pretende generar un mejor ambiente
de trabajo, un adecuado control del proceso de producción mediante la
estandarización de todos sus procedimientos y una mejora notable en la calidad e
inocuidad del producto final. Sin embargo la implementación del Manual y de todos
los procedimientos que allí se incluyen queda a discreción de la Gerencia de la
pastelería.
ÍNDICE
1.1 INTRODUCCIÓN ..................................................................................................... 5
1.2 LO ESCRITO SOBRE EL TEMA ............................................................................. 7
1.3 GLOSARIO ............................................................................................................ 10
1.4 MARCO TEORICO ................................................................................................ 14
1.4.1 DEFINICIÓN DE CALIDAD: ............................................................................ 14
1.4.2 EVOLUCIÓN DE LA CALIDAD: ...................................................................... 17
1.4.3 SISTEMA DE CALIDAD: ................................................................................. 19
1.4.4 MODELOS DE SISTEMAS DE GESTIÓN DE LA CALIDAD: .......................... 21
1.4.5 CICLO PDCA:……………………………………………………………………….21
1.4.6 IMPLEMENTACIÓN DE UN SISTEMA DE CALIDAD: .................................... 25
1.4.7 BUENAS PRÁCTICAS DE MANUFACTURA: ................................................. 27
1.4.8 COSTOS RELACIONADOS A UN SISTEMA DE CALIDAD: .......................... 34
1.4.9 HACCP ........................................................................................................... 38
2.1 OBJETIVOS: ...................................................................................................... 46
2.1.2 Objetivo General: ........................................................................................ 46
2.2.2 Objetivos Específicos: ................................................................................. 46
2.2 HIPÓTESIS: ....................................................................................................... 46
2.3 VARIABLES: ...................................................................................................... 46
2.4 DEFINICIÓN DE VARIABLES: ........................................................................... 47
2.5 ALCANCES Y LÍMITES: ..................................................................................... 48
2.5.1 Alcances: .................................................................................................... 48
2.5.2 Límites: ....................................................................................................... 49
2.6 APORTES: ......................................................................................................... 49
2.6.1 A la empresa: .............................................................................................. 49
2.6.2 A la universidad: .......................................................................................... 49
2.6.3 A la sociedad: ............................................................................................. 49
3.1 UNIDADES DE ANÁLISIS: .................................................................................... 51
3.1.1 Pastelería Pasteles Artísticos: ........................................................................ 51
3.1.2 Procesos: ....................................................................................................... 51
3.2 SUJETOS: ............................................................................................................. 51
3.2.1 Personal Operativo ......................................................................................... 51
3.2.2 Personal Administrativo: ................................................................................. 51
3.3 INTRUMENTOS .................................................................................................... 52
3.4 PROCEDIMIENTO ................................................................................................ 54
4.1. DESCRIPCIÓN DE LA EMPRESA ........................................................................ 57
4.2. FODA .................................................................................................................... 58
4.2.1 Fortalezas ................................................................................................... 58
4.2.2 Oportunidades............................................................................................. 59
4.2.3 Debilidades ................................................................................................. 59
4.2.4 Amenazas ................................................................................................... 59
4.3. ANÁLISIS DE PORTER ......................................................................................... 60
4.3.1. Amenaza de entrada de nuevos competidores............................................ 60
4.3.2. Poder de negociación de los clientes actuales ............................................ 60
4.3.3. Poder de negociación de los proveedores ................................................... 61
4.3.4. Productos Sustitutos ................................................................................... 61
4.3.5. Lucha entre competidores actuales ............................................................. 61
4.4. RESULTADOS DE LAS OBSERVACIONES ......................................................... 62
4.5. RESULTADOS DE LAS ENTREVISTAS AL PERSONAL OPERATIVO: ............... 63
4.6. RESULTADOS DE LA ENTREVISTA CON GERENCIA ........................................ 63
4.7. RESULTADOS DE LA EVALUACIÓN ................................................................... 64
4.8 DIAGRAMA DE FLUJO DE PROCESO ................................................................. 66
4.9 APLICACIÓN DE LOS SIETE PROCIPIOS DE HACCP ........................................ 68
4.9.1 Análisis de peligros .............................................................................................. 68
4.9.1.a Peligros Físicos ............................................................................................. 68
4.9.1.b Peligros Biológicos ........................................................................................ 68
4.9.1.c Peligros Químicos .......................................................................................... 68
4.9.2. Identificación de PCC, Árbol de Decisiones para determinación de un punto crítico de
control ........................................................................................................................... 69
4.9.3 Principios 3-7 ....................................................................................................... 70
4.10 Manual………………………………………………………………………………………..73

5.1 CONCLUSIONES……………………………………………………………………….146
5.2 RECOMENDACIONES………………………………………………………………...148
REFERENCIAS BIBLIOGRÁFICAS…………………………………………………………..150
ANEXOS………………………………………………………………………………………….152
MARCO I
INTRODUCCIÓN
5
1.1 INTRODUCCIÓN
El valor agregado de un producto es un factor esencial y primordial para la
competitividad empresarial, que hoy en día en un mundo globalizado obliga a las
industrias a ofrecer cualidades complementarias en sus productos, generando un
constante crecimiento en las exigencias de los clientes, quienes demandan mayor
calidad, precios apropiados y un mejor servicio al cliente que satisfaga sus
necesidades.
Una parte importante en el cumplimiento de las exigencias del cliente es la
calidad de los productos que adquieren, siendo ésta una de las tres ventajas
competitivas que añaden valor al producto, junto a la disponibilidad y precio del
producto; por tal motivo el Control de Calidad resulta ser un factor inevitable para la
competitividad de cualquier empresa, mediante la generación de productos que no sólo
se adapten a las necesidades del cliente, sino que adicionalmente creen procesos que
contribuyan con el cumplimiento de los objetivos de calidad dentro de toda la actividad
empresarial. La adecuada gestión de la calidad estimula al mejoramiento continuo de
todas operaciones, contribuyendo al cumplimiento de la estrategia empresarial,
mediante el aumento de los niveles de ventas y la disminución de los costos.
La gestión de la calidad en el ámbito alimentico implica la determinación de las
funciones que se requieren para la elaboración de productos que satisfagan las
necesidades del cliente, por lo que la inocuidad y sanidad de los procesos y del
producto final debe garantizarse. Por tal motivo, un sistema de control de calidad para
la elaboración de alimentos implica el cumplimiento de las Buenas Prácticas de
Manufactura (BPM) y la definición detallada de las mismas. Estas normas, se
encuentran incluidas dentro del concepto de Garantía de Calidad, estas controlan los
factores de infraestructura y establecen procedimiento para garantizar la inocuidad y
sanidad de productos alimenticios y productos afines, según normas adaptadas
internacionalmente.
La competitividad de la industria alimenticia guatemalteca sigue en ascenso,
específicamente la elaboración y decoración de repostería en Guatemala ha ido en
aumento con la apertura de nuevos negocios y el alto grado de promoción y publicidad
que se ha generado con el surgimiento de las redes sociales. Por tal motivo, es
necesario determinar una estrategia competitiva que permita la diferenciación de las
empresas. De acuerdo a Heizer & Render (2,009) la gestión de la calidad es una de las
diez decisiones estratégicas para la dirección de operaciones, en este trabajo de
investigación se ha elegido dicha estrategia para incrementar la competitividad de una
empresa guatemalteca que se dedica a la elaboración y decoración de pastelería fina.

6
El presente trabajo de investigación, describe el desarrollo, diseño, y evaluación
de un sistema que permita la adecuada gestión de la calidad, abarcando un marco
conceptual sobre el control de calidad y una parte en la que se especifica la
documentación de un manual para el cumplimiento de normas BPM de la empresa,
utilizando el sistema HACCP como herramienta para su elaboración, en el mismo se
proveen los formatos que registran y amparan los procedimientos que la empresa
actualmente desarrolla.

7
1.2 LO ESCRITO SOBRE EL TEMA
Oliva (2011) en su trabajo de graduación Elaboración de una guía de Buenas Prácticas
de Manufactura para el Restaurante Central del IRTRA Petapa brinda una guía para la
implementación de Buenas Prácticas de Manufactura en la elaboración de alimentos en
el restaurante central del IRTRA Petapa, esta fue elaborada por fases, en donde se
realizó un diagnóstico a cada una de las áreas que constituye el restaurante,
determinando de esta manera los distintos flujos de procesos referentes a la
elaboración de los distintos alimentos, pudiendo establecer de esta manera los puntos
críticos en cuanto a la elaboración de los mismos corresponde. La finalidad de la guía
es establecer una referencia de consulta a nivel operativo, por lo que se elaboró de
manera sencilla y de fácil aplica
Duarte (2009) en su trabajo de tesis Programas de prerrequisitos para la
implementación del sistema HACCP en industria elaboradora de levadura de
panificación desarrolla una serie de programas de Buenas Prácticas de Manufactura
con el fin de implementar el sistema HACCP (Análisis de Peligros y Puntos Críticos de
Control) en una industria elaboradora de levadura de panificación en Chile. Los
programas de BPM fueron realizados a través de una evaluación de la situación actual
de la empresa, en base a ésta se procedió a determinar las mejoras necesarias que
cada área necesitaba implementar. Los programas conforman un manual para que el
personal de la empresa sepa cómo realizar sus tareas adecuadamente con el fin de
garantizar el cumplimiento de las BPM. En el trabajo se elaboraron 29 programas, 10
instructivos y 27 formularios, con los cuales se pretende poder implementar el sistema
HACCP exitosamente.
Gonzales (2007) en su trabajo de tesis Diseño del plan de implementación del
programa HACCP (análisis de riesgos y puntos críticos de control) en una empresa de
productos alimenticios en polvo describe HACCP como el sistema de calidad más
comúnmente utilizado para cuidar la inocuidad de los productos alimenticios, y describe
el diseño para la aplicación de éste en una planta de Premezclas en Guatemala. Para la
aplicación del sistema ejecutó una secuencia de actividades interrelacionadas, teniendo
como base la aplicación de las Buenas Prácticas de Manufactura para posteriormente
elaborar el manual HACCP con el que se realizó un análisis de riesgos, que afectaban
la inocuidad de los productos alimenticios manufacturados en la empresa estudiada.
Flores (2005) en su investigación Buenas Prácticas de manufactura en la Industria de
fabricación de pastas alimenticias describe la importancia del adecuado control de
calidad en los proceso de fabricación de alimentos, y refiere la implementación de las
buenas prácticas de manufactura, como herramienta para la prevención de errores en
el proceso productivo, y cómo factor esencial para garantizar una producción de

8
alimentos seguros, saludables e inocuos para el consumo humano. En su trabajo
detalla los factores a tomar en cuenta para la implementación de un sistema que
garantice el cumplimiento de las Buenas Prácticas de Manufactura en una planta
productora de pastas en Guatemala, entre los cuales destaca el personal, las
instalaciones, el manejo de materias primas y producto terminado y el control del
proceso productivo, además describe las condiciones específicas que deben existir en
una planta de producción para establecer un programa de BPM exitoso. Como parte
fundamental de su trabajo presenta una forma para estructurar la documentación de los
procesos y cómo deben controlarse, incluye aspectos como el monitoreo y auditorías
internas que deben realizarse periódicamente en la planta para verificar si realmente se
están cumpliendo las buenas prácticas de manufactura.
Taracena (2005) en su trabajo de tesis Diseño y elaboración de procedimientos y
formas de apoyo a la gestión de calidad para el cumplimiento de las Buenas Prácticas
de Manufactura en La Industria Farmacéutica desarrolla un manual que ampara y
documenta todos los procedimientos que se realizan en el laboratorio farmacéutico
analizado, con el fin de obtener productos finales adecuados para el consumo humano
y ser una forma de apoyo a la gestión de calidad que el laboratorio necesitaba para el
cumplimiento de las Buenas Prácticas de Manufactura en observancia a las normas
para la industria farmacéutica reguladas por el Ministerio de Salud Pública de
Guatemala. Realizó una investigación de campo en las instalaciones del laboratorio
para recabar información mediante recorridos y entrevistas al personal operativo y a los
jefes del departamento; con la información obtenida diseñó y elaboró los
procedimientos que se incluyeron en el manual.
Gallego (2004) en su Manual de Buenas Prácticas de Fabricación en una industria
elaboradora de pan, pan especial y productos de pastelería biológica presenta una
serie de documentos parta garantizar la inocuidad durante la manipulación y procesado
de las materias primas, además incluye una seria de planes de desinfección, limpieza,
capacitación, diseño higiénico de instalaciones, y un sistema documentario propuesto
para la trazabilidad de los alimentos producidos en la pastelería en estudio ubicada en
Girona, España.
Pellecer (2000), en su trabajo Estudio y Descripción del Sistema HACCP (Hazard
Analysis Critical Control Points) y las Buenas Prácticas de Manufactura (BPM) en la
Industria Alimenticia a fin de garantizar la inocuidad de los alimentos, evalúa cómo el
Sistema HACCP y las Buenas Prácticas de Manufactura podrían disminuir el riesgo de
contaminación de los productos alimenticios de la empresa estudiada y garantizar la
inocuidad de los mismos. Realizó un análisis de la situación actual de la empresa en
base a diversos estudios aplicados a los procedimientos realizados en la empresa y
determinó las mejoras necesarias en cuanto a las instalaciones, los controles, prácticas
9
y conocimientos del personal, utilizando como herramientas las Buenas Prácticas de
Manufactura y el Sistema HACCP.
Quero (1995) escribió Lineamientos para la Elaboración de Manuales de Calidad. En
esta investigación se describen los lineamientos para la elaboración, preparación y
control de manuales de la calidad ajustados a las necesidades específicas de los
usuarios. Además se indica que todo manual de calidad debe identificar los
procedimientos que la empresa desarrolla y cubrir brevemente todos los requisitos
aplicables de la norma del sistema de la calidad seleccionada por la organización.

10
1.3 GLOSARIO
1.3.1 Acción correctiva: acción emprendida para eliminar las causas de una no-
conformidad, defecto u otra situación no deseable existente con el propósito de
evitar que vuelva a ocurrir. (Diccionario de Producción y Calidad, 2010)
1.3.2 Acción preventiva: una acción emprendida para eliminar las causas de una no
conformidad, de un defecto u otra situación no deseable potencial, para evitar
que ocurra. (Diccionario de Producción y Calidad, 2010)
1.3.3 Adecuado: apropiado para el propósito. El término "adecuado" aparece varias
veces en el estándar permitiendo al evaluador variar los criterios de adecuación y
por tanto, no usar un proceso finito para verificar que los requerimientos han sido
cumplidos. (Diccionario de Producción y Calidad, 2010)
1.3.4 Administración de la calidad: un enfoque de administración de una
organización, centrado en la calidad, basado en la participación de todos sus
miembros y buscando el éxito a plazo a través de la satisfacción del cliente, y los
beneficios para los miembros de la organización y para la sociedad. Todas las
actividades de la función gerencial que determina la política de calidad, los
objetivos y las responsabilidades y que los ponen en práctica por medios tales
como la planificación de la calidad, el control de la calidad, el aseguramiento de
la calidad y el mejoramiento de la calidad, dentro del sistema de calidad.
(Diccionario de Producción y Calidad, 2010)
1.3.5 Aprobado: confirmado como que cumple los requerimientos. (Diccionario
de Producción y Calidad, 2010)
1.3.6 Aseguramiento: prueba (verbal o escrita) que asegura que algo ocurrirá o no, o
que ha ocurrido o no. (Diccionario de Producción y Calidad, 2010)
1.3.7 Aseguramiento de la calidad: todas las actividades planificadas y sistemáticas
dentro del sistema de calidad y evidencias como necesarias para dar adecuada
confianza de que una entidad cumplirá los requisitos de calidad. (Diccionario de
Producción y Calidad, 2010)
1.3.8 Auditoría de calidad: un examen sistemático e independiente para determinar si
las actividades y los resultados relacionados con la calidad cumplen
disposiciones preestablecidas, y si estas disposiciones se aplican en forma
11
efectiva y son aptas para alcanzar los objetivos. (Diccionario de Producción y
Calidad, 2010)
1.3.9 Autoinspección: inspección del trabajo que es efectuada por la misma persona
que lo ha ejecutado, y la cual se hace de acuerdo con reglas especificadas.
(Diccionario de Producción y Calidad, 2010)
1.3.10 Autorizado: un permiso para hacer algo o utilizar algo que puede no estar
necesariamente aprobado. (Recinos, 1996).
1.3.11 Buenas Prácticas de Manufactura (BPM): condiciones de infraestructura y
procedimientos establecidos para todos los procesos de producción y control de
alimentos, bebidas y productos afines, con el objeto de garantizar la calidad e
inocuidad de dichos productos según normas aceptadas internacionalmente.
(Reglamento técnico centroamericano para la industria de Buenas Prácticas de
Manufactura para industria de alimentos y bebidas procesados)
1.3.12 Calidad: es el conjunto de rasgos característicos de un producto o servicio, que
lo hacen más o menos adecuado para satisfacer las necesidades del consumidor
o usuario. (Diccionario de Producción y Calidad, 2010)
1.3.13 Cliente: el receptor de un producto suministrado por el proveedor. En una
situación contractual, el cliente se denomina comprador, por lo que el cliente
puede ser el consumidor final, usuario, beneficiario o comprador. (Recinos,1996)
1.3.14 Cliente interno: cada uno de los empleados de la empresa, que reciben bienes
o servicios de proveedores o departamentos internos de la misma. (Ministerio de
Salud Pública y Asistencia Social, 2001).
1.3.15 Cliente externo: son todos los consumidores finales del bien o servicio, o bien
pueden ser también todos aquellos intermediarios entre el productor y el
consumidor. (Recinos, 1996).
1.3.16 Contaminación Cruzada: contaminación de una materia prima o de un producto
semielaborado o terminado con otra materia prima o producto durante el proceso
de producción. (Arias, Glosario de medicamentos, 1999).
1.3.17 Control de calidad: toda actividad desarrollada por cualquier persona, sección o
departamento de la organización designado por las empresas para cumplir con
las responsabilidades relativas a la garantía de la calidad. (Recinos, 1996)
12
1.3.18 Defecto: el no cumplimiento de un requisito. O una expectativa razonable,
ligados a un uso previsto incluyendo lo relacionado con la seguridad.
(Diccionario de Producción y Calidad, 2010)
1.3.19 Desinfección: tiene por objeto reducir de una forma notable la población de
microorganismos situados sobre un determinado material, a diferencia de la
esterilización donde se realiza la eliminación total de los mismos. (García 1998).
1.3.20 Inocuidad Alimentaria: implementación de medidas que reducen los riesgos,
provenientes de estresores tanto biológicos cómo químicos, tales como aditivos
alimenticios, para proteger a los consumidores de peligros involuntarios. (Roberts
y Orden, 1999).
1.3.21 Inspección: una actividad tal como medir, examinar, ensayar o comparar con un
patrón una o más características de una entidad, y confrontar los resultados con
requisitos especificados para así establecer si se logra la conformidad para cada
característica. (Recinos, 1996)
1.3.22 Manual de calidad: un documento que enuncia la política de calidad y que
describe el sistema de calidad de una organización. Documento de trabajo de
circulación controlada que resume las políticas, misión, visión, organigrama,
funciones relacionadas con la calidad y nivel de responsabilidades competente,
enuncia los procedimientos e instrucciones de trabajo de una empresa. (Recinos,
1996).
1.3.23 Manual de funciones: documento que puede formar parte de la documentación
oficial de ISO 9000. Posee la información sobre la descripción de cargos en
forma abreviada y sintética. Contiene los perfiles de cargo, a quién reporta (jefe
inmediato), una tabla que describe con verbos de acción los procedimientos en
los cuales participa que el funcionario y la información adicional que la empresa
considere pertinente de seguridad o medio ambiente.(Recinos, 1996).
1.3.24 Manual de procedimientos: es una sección del manual de calidad que resume
los flujo-gramas y la descripción literaria de los procedimientos que debe seguir
un empleado de una empresa. (Recinos, 1996).
1.3.25 Materia Prima: cualquier sustancia involucrada en la obtención de un producto a
granel que termine formando parte del mismo en su forma original o
modificada.(Flores, 2005)
1.3.26 PEO: procedimiento estándar de operación. (Taracena 2005)

13
1.3.27 Registro: un documento que suministra evidencia objetiva de las actividades
efectuadas o de los resultados alcanzados. (Recinos, 1996)
1.3.28 Reparación: la acción emprendida respecto a un producto no conforme, para
que cumpla los requisitos de uso previstos aunque no cumpla los requisitos
especificados originalmente. (Recinos, 1996)
1.3.29 Reproceso: la acción emprendida respecto a un producto no conforme, para que
cumpla los requisitos especificados. (Recinos, 1996)
1.3.30 Riesgo: la estimación de probabilidad con que ocurra un peligro y la gravedad
de sus consecuencias. (Monterroso, 2,007).

14
1.4 MARCO TEORICO
1.4.1 DEFINICIÓN DE CALIDAD:
Según Gaither y Fraizer (2000), la calidad de un producto o servicio es el grado de
percepción del cliente en que dicho bien cumple con sus expectativas. En un ámbito
general, la calidad se refiere a las características con las que se cumplen las
necesidades y preferencias del consumidor, para un producto determinado, tal como
el color, sabor, apariencia, textura, aroma, entre otros. También se puede considerar
aspectos cómo la marca, vida útil del producto, empaque, facilidad de uso, entre
otras. Sin embargo establecer una definición total de calidad puede ser una tarea
subjetiva, de hecho los autores más importantes del tema no han logrado establecer
una única definición.
La calidad puede analizarse y entenderse desde diferentes puntos de vista, Padilla
(2000), realiza una síntesis de las definiciones que puede adoptar el término calidad
y toma como referencia a Garvin (1988) y Reeves y Bednar (1994), quienes toman
las definiciones propuestas de autores como Deming, Jurán, Feigenbaum o Crosby,
agrupando los conceptos en las cuatro categorías siguientes: a) calidad entendida
como conformidad a unas especificaciones; b) calidad como satisfacción de las
expectativas del cliente; c) calidad como valor; y d) calidad como excelencia.
a. Calidad entendida como conformidad:
Según este enfoque la calidad, radica en la fabricación y equivale a la no
variabilidad de procesos y fabricación productos estándares y sin defectos. La
idea de éste enfoque surge a principios de siglo XX, cómo una idea gestada
dentro del ámbito de fábricas y talleres.
Según Padilla (2,000) el mayor logro de éste enfoque es el control estadístico de
procesos. La calidad de los productos es medida a través de indicadores
cuantitativos, los cuales permiten ver la conformidad de los productos con las
especificaciones diseñadas. El control estadístico permite que este enfoque sea
de fácil aplicación y administración, haciendo que el control de los productos sea
exacto. Sin embargo para lograr esta característica es necesario identificar
correctamente las especificaciones exigidas por el cliente, y que éstas tengan la
menor variabilidad en períodos de tiempo, con el fin de lograr el objetivo de este
enfoque que es el de estandarizar los procesos y productos,
Sin embargo el concepto de calidad entendido como conformidad presenta
algunas problemáticas. Entre ellas se puede mencionar el poco conocimiento que
el cliente pueda tener sobre el proceso y especificaciones de calidad, por lo que

15
los juicios que puedan emitir pueden ser subjetivos y no fundamentados; por tal
motivo éste concepto no será operativo en aquellas transacciones en las que las
especificaciones no pueden ser establecidas o son variables, ya que en estos
casos no es posible aplicar el criterio de conformidad.
Además existe una mayor problemática en cuanto a esta definición, y es que se
centra en la eficiencia pero no en la eficacia. La estandarización necesaria para
este concepto, puede perjudicar la capacidad de adaptación de la empresa
(Garvin, 1988).
b. Calidad como satisfacción de las expectativas del cliente:
Este enfoque determina que un producto o servicio será de calidad cuando
satisfaga o exceda las expectativas del cliente. Ya que la percepción de calidad
depende en un 100% del cliente, ésta se vuelve subjetiva debido a que implica
satisfacer los deseos y necesidades de los mismos, que son variables no sólo en
períodos de tiempo, sino también entre cada uno de ellos. Esta es la mayor
problemática con éste enfoque, pues cada cliente puede tener un conjunto de
expectativas distintas, con ponderaciones también distintas (Garvin, 1988),
haciendo que las expectativas sean difíciles de detectar, clasificar y medir. Por
otra parte también debe tomarse en cuenta que aunque se logren detectar y
clasificar las expectativas de cliente, cómo ya se mencionó anteriormente, son
variables y sensibles haciendo que, los juicios sobre calidad puedan no tener
suficiente estabilidad en el tiempo.
Esta definición se enfoca hacia el exterior de la organización, provocando que
sea extremadamente sensible a los cambios en el mercado. Por tal motiva la
empresa debe encontrar la mejor manera para medir las expectativas de sus
clientes, con lo cual obtendrían una ventaja frente a otras.
c. Calidad cómo valor:
Este concepto define que la calidad y precio de un producto o servicio
determinado debe estar relacionadas y son factores esenciales que determinarán
la competitividad de los mismos. Esto quiere decir que el cliente debe obtener la
mayor calidad posible al menor valor alcanzable. El mayor valor representa la
mejor combinación entre precio y calidad (García 1997). Junto al precio se debe
tomar en cuenta una serie de factores conocidos cómo integridad económica, la
cual se basa en no engañar al consumidor con acciones cómo: masa o volumen
incorrecto, cantidad incorrecta de unidades, sustitución de producto, especie o
variedad, entre otros.
16
Este concepto aporta la ventaja de que obliga a la empresa a centrarse al mismo
tiempo, en su eficacia con respecto al mercado y en la eficiencia de su gestión
económica (Padilla 2000).
d. Calidad cómo excelencia:
La definición de calidad cómo excelencia es un enfoque trascendente que sólo
puede reconocerse a través de la experiencia. Es el concepto más genérico e
integrador de las formas de entender la calidad. Excelencia es lo mejor posible,
la calidad como excelencia es un objetivo que permite y exige incorporar el
compromiso de todos los integrantes de la organización; y que, si es reconocida
por el mercado, será fuente de ventaja competitiva, vía diferenciación (Garvin,
1984).
Es éste sentido, el concepto de excelencia es aplicable a productos y servicios
que cuenten con los mejores estándares de calidad de acuerdo a sus
características y categorías, reuniendo la mejor combinación entre gestión y
realización de los procesos.
Por tanto, se puede concluir que para realizar una mejora de la calidad esta debe
ser medida y podrá serlo en la medida que se definan correctamente las
especificaciones y características que satisfacen a los consumidores, la cual
puede obtenerse mediante una integración de los cuatro conceptos presentados
anteriormente.
Las características de calidad del producto o servicio deberán ser identificadas
mediante una investigación de mercado, es decir se estaría aplicando un
enfoque para satisfacción de las expectativas del cliente. Estas características
deberán ser trasladadas al proceso de fabricación en donde podrán ser medidas
de una manera adecuada con un control estadístico de procesos aplicando
entonces el enfoque de calidad como conformidad, a un precio que refleje el
valor que el producto tiene para el cliente, tomando en cuenta la calidad cómo
valor. Finalmente es necesario tener presente la integración y compromiso de
todos los niveles de la organización con el fin de realizar una gestión que
garantice que el producto o servicio cuente con los mejores estándares de
calidad para lograr la excelencia.
De ésta manera se estaría alcanzando una calidad desde la perspectiva interna y
externa de la organización para lograr una conformidad con los requisitos de los
clientes (AENOR, 1990). De tal modo que la calidad no significa necesariamente

17
mejor, sino tener el mejor nivel de respuesta a las expectativa de los clientes al
menor costo posible, con el fin de lograr la competitividad de la empresa.
1.4.2 EVOLUCIÓN DE LA CALIDAD:
Según Evans y Lindsay (2,009) el aseguramiento de la calidad ha sido un aspecto
esencial de las operaciones de producción a través de la historia, de hecho se
cuenta con evidencia que data del año 1450 a. C. en la que se muestra que desde
entonces existía la medición e inspección en los trabajos manuales de la cultura
egipcia.
Durante la Edad Media los artesanos europeos eran los encargados de realizar
tanto la fabricación como la inspección de sus trabajos, aunque el aseguramiento de
la calidad era informal, los artesanos daban gran importancia a la incorporación de la
calidad en sus trabajos manuales.
Durante la primera mitad del siglo XX la supervisión se convirtió en el medio
principal para el control de la calidad y de ésta manera se fue evolucionando hasta
la creación de departamentos de calidad separados, que se encargarían de
garantizarla. Sin embrago esta concepción responsabilizaba solamente a los
departamentos encargados, haciendo que los trabajadores y gerentes fueran
indiferentes al aseguramiento de la calidad.
En la década de 1900, Henry Ford padre, estableció las bases de las prácticas de
calidad total y con el tiempo se fueron creando nuevas formas de asegurar la
calidad, por ejemplo, Bell System creó un departamento de inspección en Western
Electric Company,
A partir de la década de 1920 los pioneros de la calidad Walter Shewhart, Haroldo
Dodge, George Edwards, Joseph Juran y Edwards Demings, acuñaron el término
aseguramiento de la calidad y crearon diferentes técnicas para la mejora y
aseguramiento de la calidad.
Según Padilla (2000) de manera general, puede decirse que el concepto de calidad
y su aplicación, hasta llegar al estado actual, ha tenido la siguiente evolución:
a) Control de calidad enfocada hacia los productos terminados
b) Control estadístico de procesos
c) Control total de calidad o calidad total
d) Gestión de calidad
e) Excelencia empresarial

18
Como se mencionó anteriormente la primera fase consistió en la creación de
departamentos de inspección para los productos terminados, surgiendo así los
términos aprobado y rechazado. La productividad era un término que no podía
asociarse con la calidad, dándosele mayor importancia a la primera. “Otro problema
con este concepto tradicional de la calidad es el de centrarse en la corrección de
errores después de hechos”, la inspección se realizaba al producto terminado, por
tanto era excesivamente costoso, corregir los errores realizando re-procesos y
generalmente los productos debían ser descartados. La segunda fase, que dio inicio
en la primera mitad del siglo veinte, consistió en la aplicación de técnicas
estadísticas con las que se pretendería disminuir los costos, los pioneros de esta
etapa fueron Dodge & Roaming. Aunque este método resultó ser innovador aún era
insuficiente para alcanzar la competitividad. De esta necesidad nace el Control Total
de Calidad o Calidad Total que pretende lograr:
La satisfacción del cliente.
La prevención de errores durante el proceso de producción.
Reducción de costos.
Desarrollar la idea de clientes internos y clientes externos.
La Calidad no solo debe buscarse en el producto sino en todas las funciones
de la organización
El involucramiento de todo el personal para el mejoramiento permanente de la
Calidad.
La aplicación de principios y herramientas para el mejoramiento continuo de
los productos y servicios.
Establecer procedimientos en la organización para evitar productos
defectuosos.
El aseguramiento de la calidad está orientado a la prevención en el proceso, esto
da lugar al desarrollo de la norma ISO 9000, en el año de 1987.
Del aseguramiento de la calidad surge la calidad total, en esta etapa se da mayor
énfasis en el cliente y la mejora continua, se pretende lograr la calidad en todas
las funciones, con la participación de personal motivado, utilizando esta
herramienta para aumentar la competitividad de la organización. Los principios
de la calidad total son:
Enfoque en el consumidor.
Abarca toda la empresa.
Hace énfasis en prevención.
Requiere formación y capacitación de los trabajadores.
Mejoramiento continúo.

19
Cada uno de los empleados son proveedores y clientes de otros
empleados.
Exige herramientas de control.
Administración basada en hechos.
Participación de todos los empleados.
Los objetivos de la calidad total son la satisfacción del cliente, la obtención de
utilidades y la mayor participación de mercado. Cantú (2001), agrupa las
categorías implicadas en la Calidad Total en ocho áreas:
1. Liderazgo
2. Planeación estratégica
3. Posicionamiento del mercado
4. Sistema humano
5. Sistema operacional
6. Control de proveedores
7. Mejoramiento de la calidad
8. Control del proceso
1.4.3 SISTEMA DE CALIDAD:
López (2006) define un sistema de calidad como la estructura organizativa, las
responsabilidades, los procedimientos, los procesos y los recursos necesarios
para llevar a cabo la gestión de la calidad. Se aplica en todas las actividades
realizadas en una empresa y afecta a todas las fases, desde el estudio de las
necesidades del consumidor hasta el servicio postventa
La norma ISO 9000: 2008, describe los principios de un sistema de gestión para
la calidad, además muestra la necesidad que éste sea involucrado en todas las
actividades de la empresa, todas las fases del proceso, así como que estas
actividades estén expresadas por escrito.
La implementación de un sistema de calidad es hoy en día una de las
herramientas para conseguir mayor competitividad y la certificación de sistemas
de calidad. Algunos de los beneficios de la implementación son:
Mayor Rentabilidad.
Incremento de la competitividad de cara a clientes y mercados.
Mejora del ambiente de trabajo.
Mejora permanente de la eficiencia.
Reducción de costos.
20
Mayor satisfacción del cliente.
Mayor nivel de calidad del producto.
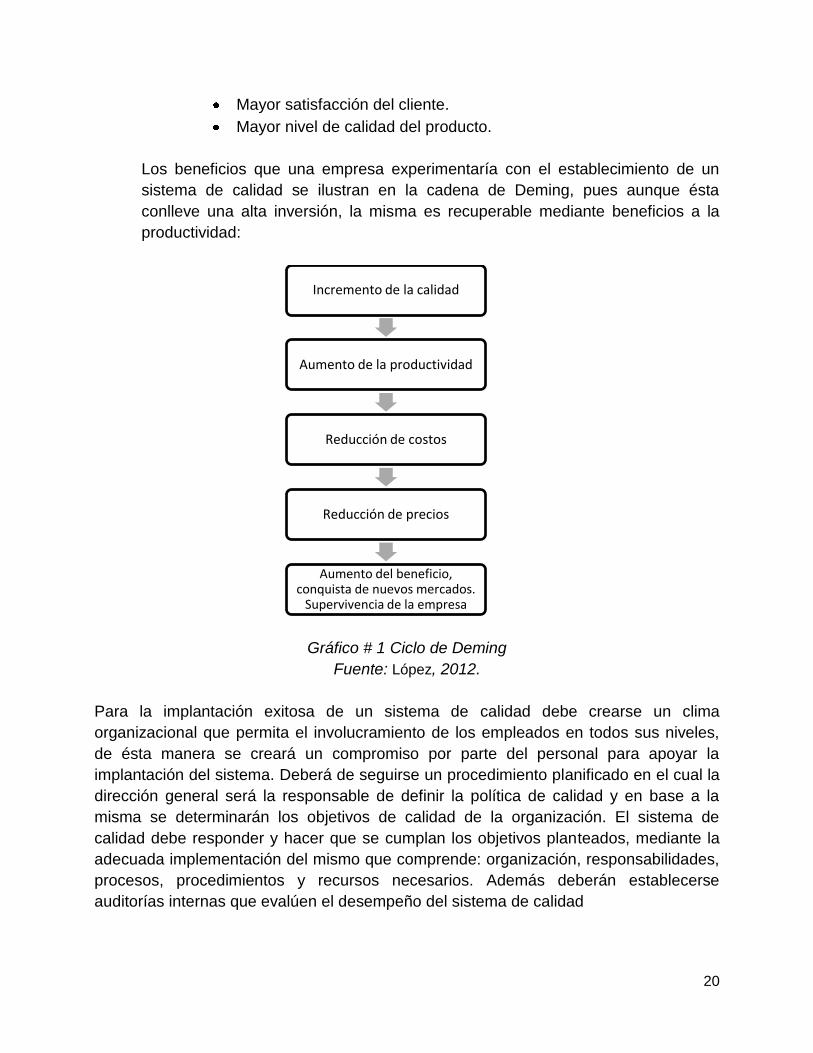
Los beneficios que una empresa experimentaría con el establecimiento de un
sistema de calidad se ilustran en la cadena de Deming, pues aunque ésta
conlleve una alta inversión, la misma es recuperable mediante beneficios a la
productividad:
Gráfico # 1 Ciclo de Deming
Fuente: López, 2012.
Para la implantación exitosa de un sistema de calidad debe crearse un clima
organizacional que permita el involucramiento de los empleados en todos sus niveles,
de ésta manera se creará un compromiso por parte del personal para apoyar la
implantación del sistema. Deberá de seguirse un procedimiento planificado en el cual la
dirección general será la responsable de definir la política de calidad y en base a la
misma se determinarán los objetivos de calidad de la organización. El sistema de
calidad debe responder y hacer que se cumplan los objetivos planteados, mediante la
adecuada implementación del mismo que comprende: organización, responsabilidades,
procesos, procedimientos y recursos necesarios. Además deberán establecerse
auditorías internas que evalúen el desempeño del sistema de calidad
Incremento de la calidad
Aumento de la productividad
Reducción de costos
Reducción de precios
Aumento del beneficio, conquista de nuevos mercados.
Supervivencia de la empresa

21
1.4.4 MODELOS DE SISTEMAS DE GESTIÓN DE LA CALIDAD:
Existen numeroso modelos para la implementación de sistemas de calidad, sin
embargo es necesario destacar los siguientes:
a. Normas ISO 9000:
López (2,006) define las normas ISO 9000 como un conjunto de normas y
directrices internacionales para la gestión de la calidad que, desde su
publicación en 1987 han obtenido una gran reputación global como base para
el establecimiento de sistemas de gestión de la calidad.
La Asociación Española para la calidad, en su portal electrónico
http://www.aec.es, señala que las normas ISO 9000 que actualmente se
encuentran en vigor son:
ISO 9000:2008 “Sistemas de gestión de la calidad. Principios y
vocabulario”.
ISO 9001:2008 “Sistemas de gestión de la calidad. Requisitos”.
ISO 9004:2009 “Gestión para el éxito sostenido de una organización,
Enfoque de gestión de calidad”:
De estas tres normas, la que contiene los requisitos con los cuales debe cumplir
un sistema de gestión de la calidad es la ISO 9001:2008, ésta se utiliza para la
implantación de sistemas de gestión de la calidad y para conseguir una
certificación.
La norma ISO 9000:2005 establecen los principios de la gestión de calidad
enumerándolos de la siguiente manera:
1. Organización enfocada al cliente.
2. Liderazgo.
3. Participación del personal.
4. Enfoque basado en procesos.
5. Enfoque de sistemas de gestión.
6. Mejora continua.
7. Enfoque basado en hechos – análisis de datos e información.
8. Sistemas basados en el mutuo beneficio-cliente-proveedor.
Según la página web http://www.normas-9000-info.com, el 85% de las firmas
certificadas con ISO 9000 han reportado beneficios externos: Mayor percepción
de la calidad e incremento de la demanda, y el 95% reporta beneficios internos
tales como: mayor toma de conciencia de los trabajadores, aumento de la
eficiencia operativa y reducción de costos en desperdicio.

22
b. Norma FSSC 22000
(Food Safety System Certification 22000)La Certificación de Sistemas de
Seguridad Alimentaria 22000 (FSSC 22000) es un sistema de certificación
sólido y basado en las normas ISO, aceptado a nivel internacional para la
auditoría y la certificación de la seguridad alimentaria en toda la cadena de
suministro. La FSSC 22000 utiliza las normas existentes IS0 22000, ISO
22003 y las especificaciones técnicas de los PPR del sector, que fueron
desarrolladas a través de una consulta amplia y abierta con un gran número
de organizaciones afines. Los fabricantes certificados por la ISO 22000
pueden obtener la certificación FSSC 22000 completa aceptada por la GFSI,
cumpliendo los requisitos de las especificaciones técnicas de los PPR del
sector y los requisitos adicionales del sistema.
La FSSC 22000 ha sido desarrollada para la certificación de sistemas de
seguridad alimentaria de organizaciones de la cadena alimentaria que
procesan o fabrican productos de origen animal, productos vegetales
perecederos, productos con una larga vida útil, (otros) ingredientes
alimenticios como aditivos, vitaminas y cultivos biológicos, así como
materiales para el envasado de alimentos.
Ventajas del sistema de certificación FSSC
Enfoque de la cadena de suministro basado en las normas ISO
Aceptado por la GFSI.
Uso de las normas internacionales independientes ya existentes.
ISO 22000, ISO 22003 y especificaciones técnicas para los PPR del sector.
Acreditación ISO/IEC 17021 (sobre los sistemas y procesos).
Alcance amplio: fabricación de alimentos (sacrificio y alimentos para mascotas incluidos).
Aprobación y compromiso de las partes interesadas (industria, minoristas, ONG).
Estrictas y exhaustivas auditorías de seguridad alimentaria.
Gestión independiente del sistema.
Transparencia.
Gestión sin ánimo de lucro por la Foundation for Food Safety Certification.
Reconocido por la Cooperación Europea para la Acreditación (EA).
El valor añadido de una organización con un Sistema de Seguridad Alimentaria
certificado por la FSSC 22000 radica en los esfuerzos realizados por la
organización para mantener ese sistema y su compromiso de mejorar
continuamente su desempeño.
23
La FSSC 22000 se utilizará para la auditoría y certificación de los sistemas de
seguridad alimentaria de las organizaciones de la cadena alimentaria que
procesen o fabriquen:
Productos perecederos de origen animal (por ejemplo: carne, aves de corral, huevos, productos lácteos y pescado)
Productos vegetales perecederos (por ejemplo: fruta fresca y zumos naturales, frutas en conserva, hortalizas frescas, verduras en conserva)
Productos de larga duración de almacenamiento a temperatura ambiente (por ejemplo:, productos enlatados, galletas, aperitivos, aceite, agua potable, bebidas, pasta, harina, azúcar, sal)
Productos (bio)químicos para la fabricación de alimentos (por ejemplo: vitaminas, aditivos y cultivos biológicos) pero excluyendo medios técnicos y tecnológicos;
Fabricación de materiales para el envasado de alimentos (por ejemplo: contacto directo, contacto indirecto con los alimentos).
c. Seis Sigma
Paz (2,010) define Seis Sigma (SS) como una estrategia de mejora continua
del negocio que busca encontrar y eliminar las causas de los errores, defectos
y retrasos en los procesos del negocio, enfocándose hacia aquellos aspectos
que son críticos para el cliente. La estrategia SS se apoya en una
metodología altamente sistemática y cuantitativa; orientada a la mejora de la
calidad del producto o del proceso. El nombre seis sigma proviene del
concepto en el que se espera que un proceso productivo tenga como máximo
3.4 defectos por millón de oportunidades y fue introducido en el año de 1987
en Motorola. La metodología en la que se basa Seis Sigma está definida y
fundamentada en herramientas estadísticas.
Seis Sigma cuenta con tres áreas de acción, las cuales son:
Satisfacción del cliente.
Reducción del tiempo de ciclo.
Disminución de los defectos.
Según Paz (2010) Seis Sigma cuenta con diez principios:
1. Liderazgo comprometido de arriba hacia abajo: pretende que la
estrategia vaya dirigida desde los niveles más altos de la dirección de la
organización hacia todos los niveles inferiores
2. Seis Sigma es una iniciativa de tiempo completo: Seis Sigma no es una
iniciativa complementaria, necesita de dedicación y tiempo.
3. Orientada al cliente y se enfoca a los procesos: Seis Sigma busca que
todos los procesos cumplan con los requerimientos del cliente (en
24
calidad, tiempo y servicio) y que los niveles de desempeño de la
organización tiendan al nivel de calidad Seis Sigma.
4. Seis Sigma se dirige con datos: los datos y el pensamiento estadístico
orientan los esfuerzos en la estrategia SS, ya que los datos son
necesarios para identificar las variables críticas de la calidad y los
procesos o áreas a ser mejoradas.
5. Seis Sigma se apoya en una metodología rigurosa: los datos por sí solos
no resuelven los problemas para el cliente y del negocio, por ello es
necesaria una metodología. en SS los proyectos se desarrollan en forma
rigurosa con una metodología de cinco fases o etapas: definir, medir,
analizar, mejorar y controlar (DMAMC), o en inglés DMAIC, define,
measure, analizy, improve and control.
6. Seis Sigma se apoya en entrenamiento para todos: el programa Seis
Sigma se apoya en entrenamiento para todos sobre la metodología
DMAMC y sus herramientas relacionadas
7. Los proyectos realmente generan ahorros o aumento en las ventas: un
aspecto que ha caracterizado a los programas Seis Sigma exitosos, es
que los proyectos DMAMC realmente logren ahorros o incremento en las
ventas. Esto implica varias cosas: que se seleccionen proyectos clave,
que realmente se atiendan sus verdaderas causas, que se generen
soluciones de fondo y duraderas, y finalmente que se cuente con un
buen sistema para evaluar los logros de los proyectos.
8. El trabajo por Seis Sigma se reconoce: Seis Sigma sostiene a lo largo del
tiempo reforzando y reconociendo a los líderes en los que se apoya al
programa, y a los equipos que logran proyectos DMAMC exitosos.
9. Seis Sigma es una iniciativa con futuro, por lo que no desplaza a otras
iniciativas estratégicas, por el contrario, se integra y las refuerza.
10. Seis Sigma se comunica: los programas Seis Sigma se fundamentan en
un programa intenso de comunicación que va generando comprensión,
apoyo y compromiso, tanto en el interior de la organización como en el
exterior (proveedores, clientes clave). Los resultados que se vayan
obteniendo con SS deben ser parte de este programa de comunicación.
1.4.5 CICLO PDCA
El ciclo de Deming, también conocido como círculo PDCA es una estrategia de
mejora continua de la calidad en cuatro pasos. También se denomina espiral
de mejora continua. Es muy utilizado por los Sistemas de Gestión de Calidad
(SGC).
Las siglas, PDCA son el acrónimo de Plan, Do, Check, Act (Planificar, Hacer,
Verificar, Actuar). Los resultados de la implementación de este ciclo permiten a
las empresas una mejora integral de la competitividad, de los productos y

25
servicios, mejorando continuamente la calidad, reduciendo los costes,
optimizando la productividad, reduciendo los precios, incrementando la
participación del mercado y aumentando la rentabilidad de la empresa u
organización.
a. Plan (Planificar):
En la fase de Planificación se debe de establecer los objetivos y procesos
necesarios para obtener el resultado esperado. Esto se realiza de la siguiente
manera, se debe de identificar el proceso que se quiere mejorar, luego se
recopila los datos para profundizar en el conocimiento del proceso, se detalla las
especificaciones de los resultados esperados y se define los procesos
necesarios para conseguir estos objetivos, verificando las especificaciones.
b. Do (Hacer)
En esta fase se implementan los procesos desarrollados a partir de la
Planificación. Al implementar los procesos, se debe de recolectar datos para
utilizar en las siguientes etapas.
c. Check (Verificar):
Esta fase se realiza en un periodo de tiempo previsto luego de la etapa anterior,
esto con el objetivo de volver a recopilar datos de control y analizarlos,
comparándolos con los objetivos y especificaciones iniciales y evaluar así la
mejora.
d. Act (Actuar)
Esta etapa se basa en las conclusiones del paso anterior y con estos resultados
se debe de:
Si se han detectado errores parciales en el paso anterior, realizar
un nuevo ciclo PDCA con nuevas mejoras.
Si no se han detectado errores relevantes, aplicar las
modificaciones de los procesos
Si se han detectado errores insalvables, abandonar las
modificaciones de los procesos
1.4.6 IMPLEMENTACIÓN DE UN SISTEMA DE CALIDAD:
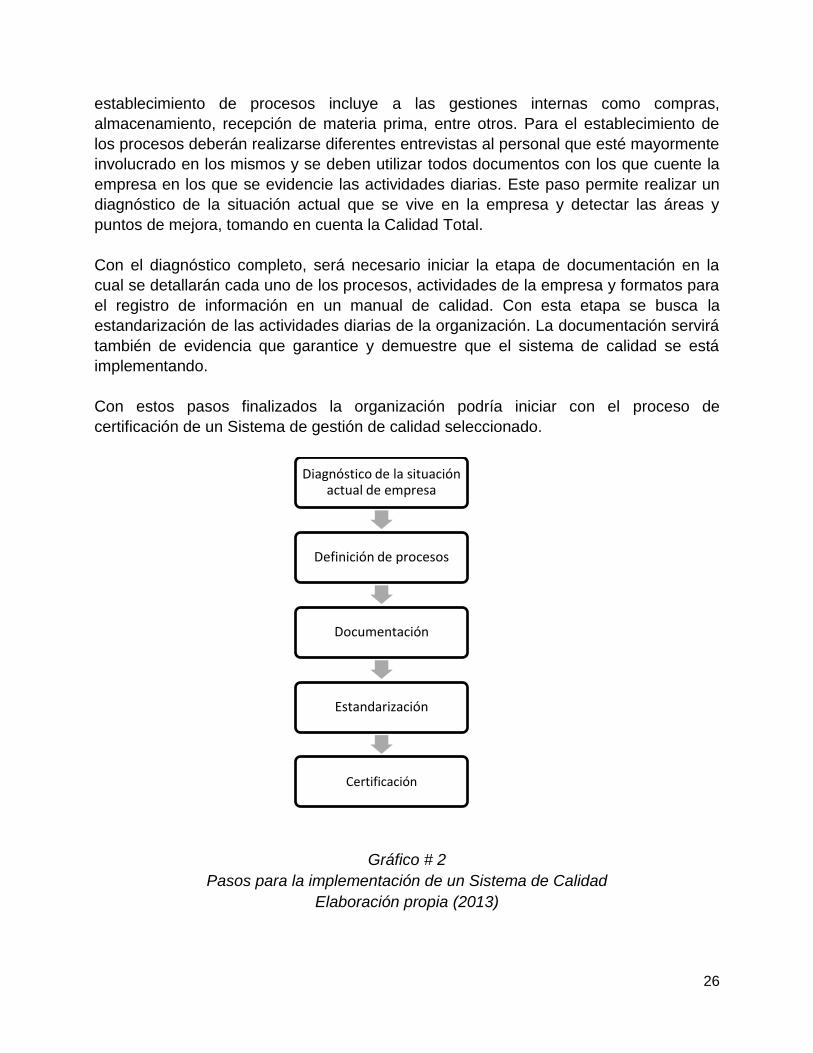
Según Aterhotúa y Orrego (2005), para realizar una adecuada implementación de un
sistema de gestión de calidad debe partirse con la definición de los procesos de
fabricación y/o de servicio con los que realiza la organización sus actividades diarias, el
26
establecimiento de procesos incluye a las gestiones internas como compras,
almacenamiento, recepción de materia prima, entre otros. Para el establecimiento de
los procesos deberán realizarse diferentes entrevistas al personal que esté mayormente
involucrado en los mismos y se deben utilizar todos documentos con los que cuente la
empresa en los que se evidencie las actividades diarias. Este paso permite realizar un
diagnóstico de la situación actual que se vive en la empresa y detectar las áreas y
puntos de mejora, tomando en cuenta la Calidad Total.
Con el diagnóstico completo, será necesario iniciar la etapa de documentación en la
cual se detallarán cada uno de los procesos, actividades de la empresa y formatos para
el registro de información en un manual de calidad. Con esta etapa se busca la
estandarización de las actividades diarias de la organización. La documentación servirá
también de evidencia que garantice y demuestre que el sistema de calidad se está
implementando.
Con estos pasos finalizados la organización podría iniciar con el proceso de
certificación de un Sistema de gestión de calidad seleccionado.
Gráfico # 2
Pasos para la implementación de un Sistema de Calidad
Elaboración propia (2013)
Diagnóstico de la situación actual de empresa
Definición de procesos
Documentación
Estandarización
Certificación

27
1.4.7 BUENAS PRÁCTICAS DE MANUFACTURA:
La gestión de calidad de una empresa dedicada a la producción de alimentos,
productos farmacéuticos y cualquier otro de consumo humano o animal, está
basada, en primer lugar, en las Buenas Prácticas de Manufactura, ya que son
esenciales para el desarrollo de muchos sistemas que contribuyen la
competitividad de la empresa, permitiendo la estandarización de los productos.
Las Buenas Prácticas de Manufactura son un conjunto de procedimientos,
controles y condiciones, que proveen y garantizan el logro de condiciones de
higiene y limpieza, y que son implementados antes, durante y después del
proceso de producción, así como en las instalaciones de la planta o empresa.
(Manual de Buenas Prácticas de Manufactura para la Industria de Alimentos,
1997)
Belfield, (2012) define que las Buenas Prácticas de Manufactura son universales
y controlan factores asociados al medio ambiente, cómo lo son:
Instalaciones.
Prácticas del personal
Limpieza y sanitización.
Control de plagas.
Equipo.
Recepción, almacenamiento y despachos.
Retiro de producto (trazabilidad).
a. Instalaciones
Para evitar la contaminación de materias primas y garantizar una barrera
sanitaria en las áreas de producción es esencial realizar una adecuada
construcción de instalaciones físicas, es necesario también tomar en cuenta los
alrededores de la planta así como sus vías de acceso y alrededores, por tal
motivo las Buenas Prácticas de Manufactura establecen ciertas consideraciones,
que a continuación se mencionan:
b. Localización:
Para la localización de la planta se deben considerar posibles fuentes de
contaminación, cómo el ambiente, las inundaciones, plagas y el retiro de
los desechos.

28
i. Exterior del edificio:
Los exteriores del edificio deben estar libres de cualquier tipo de basura,
desperdicio o material y equipo que se encuentre fuera de uso u obsoleto.
Además las calles aledañas deben estar asfaltadas y contar con
adecuados desniveles y drenajes. Es importante que se garanticen
condiciones que permitan un adecuado procedimiento de limpieza y un
ambiente apropiado con suficiente espacio
ii. Interior del edificio:
Los interiores del edificio deben estar construidos con materiales
duraderos, que sean de fácil mantenimiento, limpieza y desinfección. Es
necesario que las superficies de paredes, tabiques y pisos sean
impermeables y completamente lisas hasta una altura apropiada. Los
pisos deben permitir la limpieza, mediante el uso de esquinas
redondeadas y drenajes adecuados para que el agua no se acumule.
Según los requisitos, los pisos deben construirse con una pendiente
suficiente para que los líquidos escurran hacia las bocas de los desagües,
se considera conveniente una inclinación de 1 a 1.5 cm. por metro lineal.
Los techos deben minimizar la acumulación de suciedad y de
condensación. Las ventanas deben ser de fácil limpieza y minimizar la
acumulación de suciedad, adicionalmente deberán contar con una malla
contra insectos que sea fácilmente desmontable para la limpieza. Las
puertas deben der de superficie lisa, no absorbente, fáciles de limpiar.
El flujo del proceso debe garantizar una operación higiénica para la
transformación de materia prima en producto terminado, estableciendo
separaciones físicas para evitar contaminación por tráfico de empleados o
de productos. En las instalaciones debe existir un área para tráfico de
visitantes.
c. Equipo:
Las superficies del equipo que se encuentre en contacto con alimentos
deben de ser sólidas, duraderas, fáciles de limpiar y desinfectar. El
material debe ser liso, no absorbente, no tóxico, inerte a los alimentos,
detergentes y desinfectantes. Se debe trabajar en ellos únicamente al uso
destinado.
d. Iluminación:
Ya sea natural o artificial, ésta debe ser adecuada para la producción e
inspección de manera higiénica y sin alterar los colores de los alimentos.

29
Las lámparas deben estar protegidas para evitar contaminación. La
intensidad (lux) debe ser suficiente para el tipo de operaciones:
TAREA VISUAL DEL
PUESTO DE TRABAJO
ÁREA DE TRABAJO
NIVELES MÍNIMOS
DE ILUMIACIÓN (LUX)
En exteriores: distinguir el área de transito, desplazarse caminando, vigilancia, movimiento de vehículos.
Áreas generales exteriores: patios y estacionamientos.
20
En interiores: distinguir el área de transito, desplazarse caminando, vigilancia, movimiento de vehículos.
Áreas generales interiores: almacenes de poco movimiento, pasillos, escaleras, estacionamientos cubiertos, labores en minas subterráneas, iluminación de emergencia.
50
Requerimiento visual simple: inspección visual, recuento de piezas, trabajo en banco y máquina.
Áreas de servicios al personal: almacenaje rudo, recepción y despacho, casetas de vigilancia, cuartos de compresores y pailera.
200
Distinción moderada de detalles: ensamble simple, trabajo medio en banco y maquina, inspección simple, empaque y trabajos de oficina.
Talleres: aéreas de empaque y ensamble, aulas y oficinas.
300
Distinción clara de detalles: maquinado y acabados delicados, ensamble e inspección moderadamente difícil, captura y procesamiento de información, manejo de instrumentos y equipo de laboratorio.
Talleres de precisión: salas de computo, aéreas de dibujo, laboratorios.
500
Distinción fina de detalles: maquinado de precisión, ensamble e inspección de trabajos delicados, manejo de instrumentos y equipo de precisión, manejo de piezas pequeñas.
Talleres de alta precisión: de pintura y acabado de superficies, y laboratorios de control de calidad.
750

30
TAREA VISUAL DEL
PUESTO DE TRABAJO
ÁREA DE TRABAJO
NIVELES MÍNIMOS
DE ILUMIACIÓN (LUX)
Alta exactitud en la distinción de detalles: ensamble, proceso e inspección de piezas pequeñas y complejas y acabado con pulidos finos.
Áreas de proceso: ensamble e inspección de piezas complejas y acabados con pulido fino.
1000
Alto grado de especialización en la distinción de detalles.
Áreas de proceso de gran exactitud.
2000
Tabla # 1 Monitoreo o cuantificación de niveles de iluminación. García 2013
e. Ventilación:
La adecuada ventilación evita la acumulación de calor, vapor, polvo o
condensación, además contribuye a la extracción de aire contaminado. Esta
debe evitar el ingreso de plagas. Es necesario que la presión sea positiva en
áreas microbiológicamente sensibles.
Para una planta elaboradora de pasteles y pastelillos se recomienda un sistema
de ventilación que ayude a remover el aire caliente del área y garantice aire
fresco y limpio, se deben realizar de 10 a 14 cambios por minuto, utilizando un
sistema en techo con un inyector de 3,000 cfm y un extractor de 1,000cfm.
f. Manejo de desechos:
Para el manejo de desechos debe considerarse el diseño de drenajes (aguas
pluviales y negras) equipados con trampas y ventilación. El diseño de los
drenajes y vertederos no debe permitir la conexión cruzada entre efluentes de
desechos humanos y otros desechos. Las tuberías no deber pasar sobre o a
través de las áreas de producción.
g. Servicios para el personal:
Deben existir baños y vestidores ventilados, iluminados y mantenidos, las puertas
no deben abrir directamente a las áreas de producción. Los lavamanos deben
contar con agua potable, jabón líquido, toallas de papel desechables y basurero.
También debe existir suficientes estaciones de lavado de manos y de pies según
sea necesario.
31
Los servicios sanitarios deben contar con:
Inodoro y lavamanos de material cerámico para su fácil limpieza y desinfección.
Dispensadores de jabón líquido desinfectante.
Dispensadores de toallas desechables de papel o secadores de manos eléctricos.
Recipientes para basura, de fácil limpieza, con tapadera que no se tengan que tocar con las manos y recubiertos con bolsas plástica.
Dispensador de papel higiénico
Escobilla o gusano plástico para el inodoro.
Los cepillos de uñas y los gusanos deben ser de materiales resistentes y de fácil limpieza y desinfección (plásticos o nailon).
Es conveniente que los grifos no requieran accionamiento manual.
El Reglamento General sobre Higiene y Seguridad en el trabajo, en el artículo 97, señala que: “El número de inodoros debe ser como mínimo uno por cada 25 hombres y uno por cada 15 mujeres; el número de mingitorios deberá calcularse sobre la base de uno por cada 20 trabajadores, cuando el número de trabajadores sea menor que 100 (12:109-110).
h. Agua, hielo, vapor:
El agua, hielo y vapor debe ser analizado con una frecuencia adecuada para
confirmar su potabilidad. En áreas de procesamiento, manejo, empaque y
almacenamientos solamente se puede utilizar agua potable, además deben
existir válvulas de seguridad para evitar reflujos.
Los récords de potabilidad de agua y hielo incluyen como mínimo:
Lugar de toma de muestra.
Resultados del análisis.
Nombre de quien toma la muestra.
Fecha.
Los mismos deben archivarse y mantenerse adecuadamente.
i. Prácticas del personal:
Las prácticas del personal son políticas y procedimientos efectivos sobre
higiene del personal para proteger la inocuidad de los alimentos (LG 2009).
Estas prácticas aseguran que los empleados siguen normas seguras en el
manejo de alimentos, para lo cual se hace necesario un plan de capacitación
y la verificación del mismo.
Los pasos para garantizar buenas prácticas del personal son:
32
Establecer las reglas correctas.
Escribirlas.
Asegurarse que todos las conozcan.
Asegurarse que todo las cumplan.
Dentro de las prácticas del personal es necesario mencionar:
j. Higiene Personal:
La higiene personal consiste en tener una adecuada limpieza del cuerpo
diariamente, no utilizar lociones y perfumes, evitar malos hábitos como
comerse las uñas, tocarse la nariz y escupir. Queda prohibido para el
personal operativo el uso de artículos sueltos tales cómo joyería, relojes,
botones, gafetes, ganchos de pelo, uñas postizas, pintura de uñas o
pestañas postizas; y el uso de objetos dentro de la boca tales cómo
cigarrillos, comida, bebidas, chicle, dulces, medicinas, palillos de dientes,
entre otros.
k. Lavado de manos:
El lavado de manos es obligatorio para el personal al entrar al área de
manejo de alimentos, después de tocar algún objeto que se encuentre
potencialmente sucio, contaminado, después de utilizar el sanitario. El
lavado debe ser completo utilizando jabón anti-bacterial, cepillo para
limpiar uñas y alcohol en gel. El sacado de manos debe realizarse con
toallas de papel desechables.
l. Uniformes:
Los uniformes en área de producción deben constar del siguiente:
Requisitos de BPM: redecilla, guantes de látex, cubre zapatos y
mascarilla.
Equipos de Protección individual: casco, botas de hule o zapato
industrial.
Vestimenta: pantalón de trabajo, filipina, gabacha, bata.
m. Salud del personal:
Si el personal resulta herido fuera del trabajo es necesario buscar posibles
señales de infección, es necesario reemplazar vendajes y cubrirlos antes
de entrar a la planta, de ser necesario se recomienda reasignar a la
persona a una tarea sin contacto con alimentos.
Si el personal resulta herido en el trabajo, debe determinarse si la persona
tiene que ser tratada por un médico y si hay sangre cerca de los

33
alimentos, superficies, ingredientes o materias de empaque. De ser así
deberá procederse a realizar limpieza y desinfección del área y controlar el
producto afectado. Cuando la persona regrese al trabajo es necesario
manejar la herida como si hubiera ocurrido fuera del mismo.
Al existir síntomas de enfermedad en el personal, deberá realizarse un
reporte y reasignar a la persona en un área sin contacto con alimentos.
n. Limpieza y sanitización:
La limpieza y sanitización son indispensables para la inocuidad de los
alimentos, pues mejora la calidad de los alimentos, alargan la vida útil y
ayudan a cumplir con las normas establecidas y alargan la vida útil de los
alimentos.
La limpieza es la remoción de materiales no deseados (suciedad) del
equipo y áreas de producción, ésta se consigue manualmente, realizada
un lavado en su lugar y lavado fuera del lugar, es necesario utilizar agua
potable para esta acción.
Sanitización es el tratamiento de una superficie limpia para reducir la
carga de microorganismos a niveles considerados seguros para la salud
pública es decir una reducción del 99.99% de bacterias y
microorganismos. Esto se consigue mediante el calor y productos
químicos.
o. Control de plagas
Se debe contar con un programa efectivo de control de plagas por
escrito, se recomienda que esta acción la realice una empresa externa,
para evitar el almacenamiento de sustancias tóxicas.
Para la Industria Alimenticia se utiliza trampas para roedores con cebo
y pegamento, y lámparas para insectos. La planta debe contar con
barreras físicas que eviten la entrada de insectos cómo moscas,
hormigas y zancudos que son atraídos por el uso de sustancias
dulces, para esto se utilizan cedazos en las ventanas.
p. Recepción, almacenamiento y despachos
Las entradas de las áreas o plataformas de carga y descarga deben
estar techadas, para evitar la luz solar y la entrada de lluvia. Los pisos
deben ser material adecuado, de fácil limpieza y resistente a la carga
del tráfico diario. Todos los utensilios de pesaje o medida deben
mantenerse en buen estado y debe ser asignado para un uso único,
rotulándolo según corresponda. Las balanzas deben calibrarse por lo

34
menos 4 veces al año y anotar dichas actividades en el formato de
registro correspondiente.
Las estanterías, plataformas, tarimas, deben mantener limpias y
ordenadas, si no están en uso deben guardarse o protegerse en un
lugar libre de contaminación, si se encuentran rotas o en mal estado
no deben utilizarse.
El control de inventarios se debe llevar siguiendo la norma de PEPS a
fin de evitar que se tengan productos sin rotación. Se deben tomar
precauciones para evitar que las materias primas sufran contaminación
química, física o microbiológica.
q. Retiro de producto (trazabilidad):
Trazabilidad está definido por ISO, en su International Vocabulary of Basic
and General Terms in Metrology como: La propiedad del resultado de una
medida o del valor de un estándar donde éste pueda estar relacionado con
referencias especificadas, usualmente estándares nacionales o
internacionales, a través de una cadena continua de comparaciones todas
con incertidumbres especificadas.
El Comité de Seguridad Alimentaria de la Asociación Española de
codificación comercial (AECOC), define el término cómo El conjunto de
aquellos procedimientos preestablecidos y autosuficientes que permiten
conocer el histórico, la ubicación y la trayectoria de un producto o lote de
productos a lo largo de la cadena de suministros en un momento dado, a
través de unas herramientas determinadas.
1.4.8 COSTOS RELACIONADOS A UN SISTEMA DE CALIDAD:
Para que la calidad tenga impacto en la empresa debe fundamentarse en cada
una de las etapas del proceso desde la recepción de insumos y materiales hasta
el uso del producto cuando el cliente lo ha adquirido, al mismo tiempo la calidad
debe aportar a la rentabilidad de la empresa haciendo que sus ingresos superen
sus costos.
Algunos costos en los que se incurre por no tener un control de calidad adecuado
pueden ser: gastos de garantías, re-trabajos, clientes perdidos, horas extras para
corregir errores, tiempo de la dirección y del personal en atender emergencias.
35
Paz, (2,010) define los costos relativos de la calidad como aquellos en que se
incurre para asegurar una calidad satisfactoria y dar confianza de ello, así como
las pérdidas sufridas cuando no se obtiene la calidad requerida.
Un componente del costo de la calidad es el Precio de Incumplimiento (PDI), es
decir los gastos en los que incurre una empresa por concepto de corrección de
errores cometidos durante el proceso de producción. Es el costo de hacer las
cosas mal. La empresa puede calcular el precio del incumplimiento mediante la
suma del dinero gastado en actividad con incumplimiento y el material utilizado en
el incumplimiento.
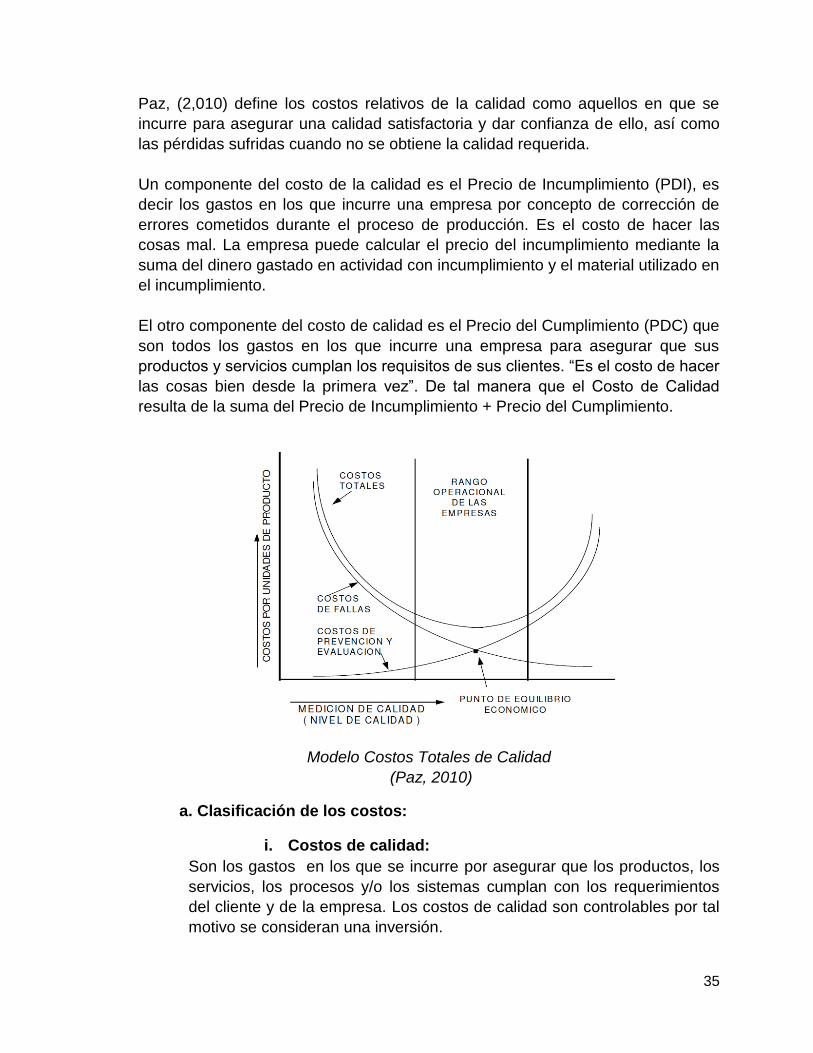
El otro componente del costo de calidad es el Precio del Cumplimiento (PDC) que
son todos los gastos en los que incurre una empresa para asegurar que sus
productos y servicios cumplan los requisitos de sus clientes. “Es el costo de hacer
las cosas bien desde la primera vez”. De tal manera que el Costo de Calidad
resulta de la suma del Precio de Incumplimiento + Precio del Cumplimiento.
Modelo Costos Totales de Calidad
(Paz, 2010)
a. Clasificación de los costos:
i. Costos de calidad:
Son los gastos en los que se incurre por asegurar que los productos, los
servicios, los procesos y/o los sistemas cumplan con los requerimientos
del cliente y de la empresa. Los costos de calidad son controlables por tal
motivo se consideran una inversión.
36
Juran definió que los costos de calidad incluyen:
Los costos de falla interna.
Los costos de falla externa.
Los costos de evaluación.
Los costos de prevención.
Feigenbaum (1991) los dividió en dos categorías mayores:
Costos por prevención:
Aquellos importes erogados para prevenir y evitar el incumplimiento de los requerimientos en cualquier producto, servicio, proceso y/o sistema de la empresa. (Paz 2010). Por ejemplo:
Planeación de la calidad.
Revisión de nuevos productos.
Control de procesos.
Auditorias de calidad (algunos autores lo clasifican como de evaluación).
Evaluación de calidad del proveedor.
Entrenamiento calidad.
Estudios de capacidad.
Mantenimiento preventivo.
Capacitación en Buenas prácticas de Manufactura.
Estudios de tiempos y movimientos.
Incentivos para la calidad.
Costos por evaluación:
Son las erogaciones generadas por la inspección de los productos, servicios, procesos y/o sistemas para asegurar que cumplan con los requerimientos. (Paz 2010). Por ejemplo:
Inspección y prueba al recibir
Inspección y prueba en proceso
Inspección y prueba final
Mantenimiento de la exactitud del equipo de prueba
Inspección y prueba de materiales y servicios.
Evaluación del inventario.
Control de documentación
Informes de inspección
ii. Costos de no calidad:
Son los costos en los que incurre la empresa por no cumplir con los
requerimientos de los productos, servicios, procesos y/o sistemas. Los
costos de no calidad no son controlables por lo que se consideran
pérdidas.

37
Feigenbaum (1991), divide los costos de no calidad en:
Costos por fallas internas:
Aquellos importes generados por no cumplir con los requerimientos de los productos, servicios, procesos y/o sistemas en los cuales la organización tiene un control directo. (Paz 2010). Por ejemplo:
Desperdicio.
Re-trabajo.
Análisis de Fallas.
Materiales de desperdicio y Re-trabajo.
Inspección del 100%.
Re-inspección y Volver a Probar.
Pérdidas de Proceso Evitables.
Rebajas.
Mermas.
Disminución de rendimientos.
Rotación de personal.
Paradas de máquina.
Reparaciones.
Margen de contribución perdido por mala calidad.
Cambio de diseño por fallas anteriores.
Costos por fallas externas:
Son los costos erogados por no cumplir con los requerimientos por factores, motivos o situaciones no controladas directamente por la empresa. (Paz 2010). Por ejemplo:
Costos de Garantía.
Conciliación de Quejas.
Material Regresado.
Concesiones.
Respuesta a las quejas.
Productos y materiales devueltos.
Costos de responsabilidad legal.
Reparación post-venta.
Errores en la facturación.
Visitas por reclamos de clientes.

38
1.4.9 HACCP
El sistema de HACCP, llamado así por sus siglas en inglés Hazard Analysis and
Critical Control Points (Análisis de Peligros y Puntos Críticos de Control) es una
herramienta que ayuda a detectar, evaluar y prevenir peligros potenciales
asociados al proceso de producción, determinar si existen peligros potenciales y
establecer sistemas de control.
El sistema HACCP fue creado alrededor de los años 60 y 70, mediante una
iniciativa conjunta entre la NASA (Administración para la aeronáutica y el
espacio), laboratorios del ejército de los Estados Unidos y la compañía de
alimentos Pillsbury, para crear una producción de alimentos con requerimientos
de cero defectos que evitarán que los alimentos consumidos por los astronautas
de la NASA estuvieran contaminados con patógenos bacterianos, toxinas,
peligros químicos o físicos causantes de enfermedades o lesiones. HACCP no es
un sistema de control de calidad, pues su objetivo es asegurar la inocuidad y no
la calidad comercial del producto.
Almengor (2,009) define que el sistema de HACCP puede aplicarse a lo largo de
toda la cadena alimentaria, desde el productor primario hasta el consumidor final,
y su aplicación deberá basarse en pruebas científicas de peligros para la salud
humana, además de mejorar la inocuidad de los alimentos.
a. Peligros:
La aplicación del sistema de HACCP identifica diferentes clases de
peligros:
i. Bilógicos:
Los peligros biológicos comprenden enfermedades causadas por
contaminación de animales, insectos y microorganismos. Estos
peligros pueden ser bacterias, virus, hongos, levaduras o parásitos.
Existen dos fuentes de contaminación biológicas, la contaminación
provocada por materia fecal humana o animal y la contaminación
provocada por el medio ambiente.
El peligro biológico más peligrosos que existe, son los patógenos,
éstos son causantes de enfermedades de transmisión alimentaria.
Algunas de éstas enfermedades son la Salmonelosis, Escherichia coli,
Shigella, Vibrio cholerae entre otros. Además existen peligros virales
como la Hepatitis A, peligros parasitarios cómo la Ascaris Lumbricoides
y la Giardia lamblia.

39
Los microorganismos necesitan ciertos requisitos y condiciones para
sobrevivir y multiplicarse, éstos son el sustrato, es decir el alimento,
agua, temperatura óptima de crecimiento, aire si son aeróbicos,
ausencia de aire si son anaeróbicos y mínimo de aire sin son
anaeróbicos facultativos.
Los alimentos ricos en proteínas como lo son la carne de res y pollo, el
pescado, los productos lácteos y el huevo, son susceptibles de ser
contaminados con microorganismos, por lo que son considerados
alimentos de alto riesgo.
Si los productos y materias primas son almacenados con un alto grado
de humedad, se favorece la multiplicación de microorganismos, por lo
que es necesario tener un control de la humedad relativa de los
almacenes y bodegas.
En cuanto a la temperatura, existe una óptima de crecimiento para las
bacterias responsables de intoxicaciones alimentarias, la cual es la
temperatura humana corporal, es decir 37°C, sin embargo éstos
pueden crecer en temperatura con un rango entre 5 y 65°C. La
mayoría de bacterias mueren a una temperatura de 100°C y reducen
su velocidad de multiplicación a temperaturas de congelación, es decir
temperaturas menores o iguales a -18°C.
ii. Físicos:
Son peligros causados por agentes como el vidrio, metal, madera,
plástico, papel, pelos, cabello, entre otros que puede mezclarse entre
los alimentos y causar enfermedades o lesiones serias si son
consumidos.
En una planta procesadora de alimentos el peligro físico más común
es el metal. El metal viene de muchas fuentes incluyendo trituradoras,
maquinas empacadoras y todo tipo de piezas metálicas. (Gonzales
2007)
iii. Agentes Químicos:
Los peligros químicos que pueden generarse durante el proceso
productivo incluyen componentes e incidentes como fugas o residuos
de agentes químicos.
Gonzales (2007) define tres tipos de peligros químicos. Los productos
químicos de ocurrencia natural derivados de las plantas, animales o
microorganismos que a pesar de ser de origen biológico son

40
considerados como químicos, éstos son Mycotoxinas,
Escombrotoxinas, Ciguatoxinas, y tóxinas de productos marinos.
Los productos químicos agregados intencionalmente son agregados a
los productos alimenticios debido a que forman parte del mismo, pero
pueden ser peligrosos si se exceden los límites establecidos.
Y productos químicos agregados accidentalmente o no
intencionalmente como insecticidas o venenos que pueden ser
agregados durante el proceso de producción o almacenamiento de
materias primas y producto terminado.
iv. Alérgenos:
Los agentes alérgenos comunes son el cacahuate, nueces, lácteos,
huevo, semilla de soya, trigo (gluten) entre otros.
b. Análisis de Peligros:
El sistema HACCP consiste en siete puntos o principios:
i. Realizar un análisis de peligros:
Es necesario realizar un análisis de cada uno de los peligros en
todas las etapas del proceso de producción, la recepción de
materias primas, la distribución y puntos de venta al consumidor.
Según Cuevas (2006), para realizar un adecuado análisis de
peligros se deben tomar en cuenta los siguientes factores:
La evaluación cualitativa y/o cuantitativa de la presencia
de peligros.
La supervivencia o multiplicación de los
microorganismos.
La probabilidad de que surjan peligros y la gravedad de
sus efectos para la salud.
La producción o persistencia de toxinas, sustancias
químicas o agentes físicos en los alimentos.
ii. Identificación de puntos críticos de control
Este principio se basa en la identificación de los puntos que deben
ser controlados o eliminados con el fin de minimizar los peligros
potenciales y existentes. Para la identificación adecuada de los
puntos de control se hace uso de un árbol de decisiones. Los
resultados deberán ser registrados.
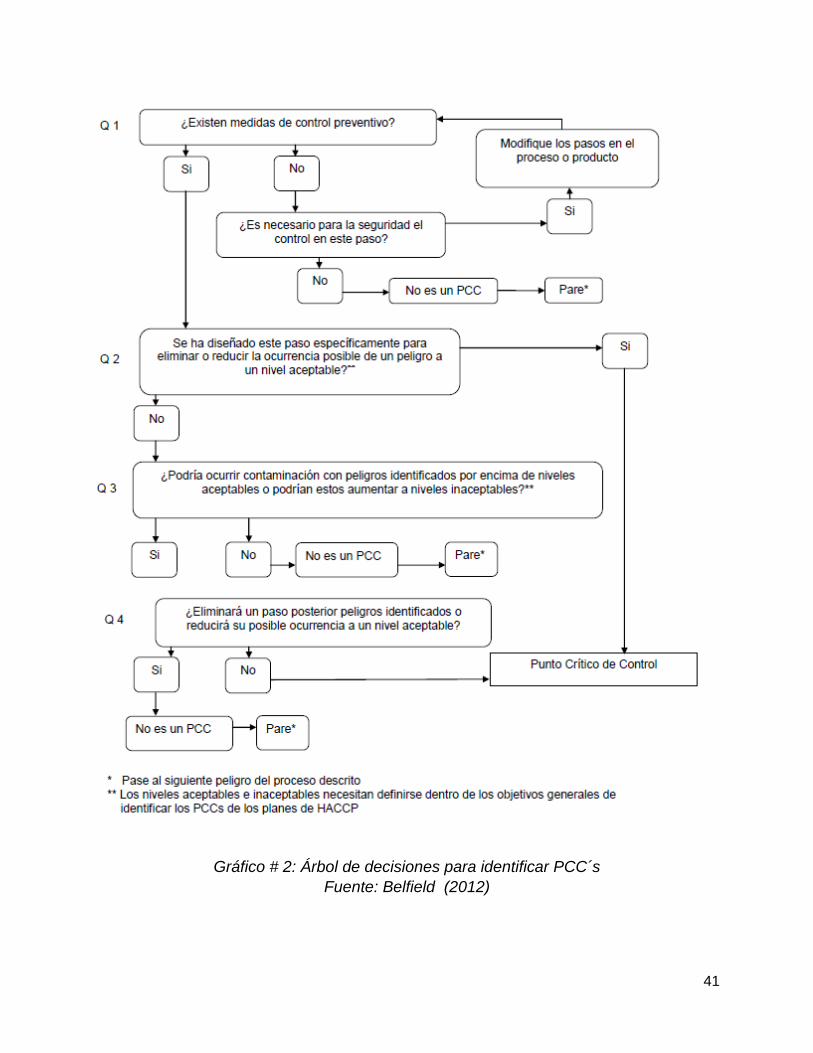
41
Gráfico # 2: Árbol de decisiones para identificar PCC´s
Fuente: Belfield (2012)

42
iii. Establecer los límites críticos
Una vez se han identificado los puntos críticos de control del
proceso productivo será necesario determinar los límites críticos de
cada uno, en base a estos límites se podrá decretar si el producto
será aprobado y si el proceso de producción se encuentra bajo
control.
Cuevas (2006), explica que los límites críticos han de asociarse a
factores que se pueden medir, que pueden ser vigilados de forma
rutinaria y que produzcan un resultado inmediato para una toma de
decisiones.
iv. Establecer monitoreo PCC
Luego de establecer cuáles serán los límites permitidos en el
proceso de producción se deberá determinar un sistema que
garantice que el proceso se está realizando bajo las condiciones
establecidas, por lo tanto, se encuentra bajo control. El sistema
deberá contener acciones para monitorear cada uno de los PCC y
la frecuencia de monitoreo y los responsables.
v. Establecer acciones correctivas
Cuando se determine que dentro del proceso existe un PCC fuera
de control es necesario establecer acciones correctivas a tomar en
cuenta para que el proceso vuelva a la normalidad y se encuentre
bajo control. Será necesario definirlas, documentarlas y especificar
a los responsables de llevarlas a cabo.
vi. Establecer un monitoreo registrado
Es necesario que todo el monitoreo sea documentado y registrado
adecuadamente con el fin de que puedan ser reconocidos por la
norma.
vii. Verificación de pruebas al sistema para determinar que
sea correcto.
Se basa en el establecimiento de un sistema de verificación para
determinar si el sistema está funcionando adecuadamente y si está
cumpliendo con los objetivos de reducir al mínimo los peligros.
43
MARCO II
PLANTEAMIENTO DEL PROBLEMA
44
DESCRIPCIÓN DEL PROBLEMA
El control de calidad puede definirse como un conjunto de actividades, técnicas
y métodos que facilitan y garantizan la generación de bienes y servicios que cumplan
los requisitos de calidad que requieren sus consumidores finales; efectuar el control de
calidad es desarrollar, diseñar, producir y conservar un producto de calidad de la
manera más económica y satisfactoria para el cliente o consumidor final, tomando en
cuenta la supervisión, inspección y mejoramiento continuo de cada uno de los procesos
necesarios para la elaboración de los productos o servicios a ofrecer. Hoy en día la
Calidad Total es una estrategia fundamental para el mejoramiento continuo de los
procesos productivos; el control de la calidad ya no es una ventaja competitiva de los
productos sino una actividad necesaria en cada aspecto de elaboración del producto.
Específicamente el control de calidad en productos alimenticios debe garantizar
que todos los productos, durante su producción, manipulación, almacenamiento,
elaboración y distribución sean inocuos, sanos y aptos para el consumo humano. Para
lograrlo es necesario llevar un manual que ampare y asegure el control de materias
primas, control del proceso de producción, control de productos terminados, mediante
ensayos físicos, químicos o biológicos, normas de esterilización de los equipos y
utensilios, y todos los requerimientos mínimos con que deben de contar las
instalaciones de la empresa, es decir un manual que garantice el cumplimiento de
Buenas Prácticas de Manufactura.
La gestión de calidad implica que ésta se aplique a todas las actividades de la
empresa tanto en el producto final como en la elaboración del mismo, por lo tanto todos
los trabajadores involucrados deben velar para que la calidad se asegure. Para que
este objetivo se garantice, el manual de aseguramiento de calidad debe ser
comprensible para todos los empleados que se vean implicados en alguna de las
actividades productivas y deberá ser de uso habitual y acostumbrado dentro de la
empresa.
Pasteles Artísticos, empresa productora de pasteles y diferentes pastelillos,
reconocida a nivel nacional por el sabor y decoración de su pastelería desde el año
1994, elabora y decora un promedio de cinco pasteles diarios que distribuyen tanto a
domicilio, cómo en su local de venta ubicado en el centro comercial La Plaza, Zona 10.
Dada la naturaleza de los productos que se elaboran en la empresa Pasteles Artísticos,
la higiene de los procesos e inocuidad de la pastelería debe ser garantizada al 100%;
sin embargo la fábrica no cuenta con un sistema de control de calidad total, que
garantice las óptimas condiciones del producto, por lo que la elaboración del manual
antes mencionado se convierte en una necesidad improrrogable, para la empresa.

45
Por otra parte es importante mencionar, que el departamento de Saneamiento
Ambiental, del Ministerio de Salud exige que todas las productoras y distribuidoras de
alimentos tengan vigente una Licencia Sanitaria para poder llevar a cabo la producción
y comercialización de sus productos; sin embargo la Licencia Sanitara de Pasteles
Artísticos vence en el año 2013, por lo que la implementación de un sistema de Control
de Calidad garantizaría no solo la calidad de sus productos, sino también la obtención
de la nueva Licencia Sanitaria para la pastelería.
Por estas razones, surge la siguiente interrogante:
¿Cómo desarrollar, diseñar, documentar y evaluar un sistema de control de
calidad, para el proceso de elaboración y decoración de pastelería?

46
2.1 OBJETIVOS:
2.1.2 Objetivo General:
Desarrollar, diseñar, documentar y evaluar un sistema de control de
calidad, para el proceso de elaboración y decoración de los productos que
ofrece la empresa Pasteles Artísticos, con el fin de garantizar el cumplimiento de
las Buenas Prácticas de Manufactura y desarrollar un sistema de mejoramiento
continúo en los procesos de la empresa.
2.2.2 Objetivos Específicos:
Elaborar un diagnóstico de la situación actual de la empresa Pasteles
Artísticos con el fin de determinar sus principales procesos
productivos.
Elaborar la documentación de los procesos productivos llevados a
cabo para la fabricación y decoración de la pastelería.
Desarrollar un manual de calidad con métodos y procesos que
garanticen control de las operaciones y calidad de los productos, y al
mismo tiempo sea accesible para cada uno de los empleados y el
resto de personas que directa o indirectamente, se involucran con la
producción y distribución de los productos de la empresa.
Utilizar el sistema HACCP (Análisis de riesgos y puntos críticos de
control), como herramienta para la elaboración del manual de calidad
con el fin de garantizar la inocuidad de los productos.
2.2 HIPÓTESIS:
Por tratarse de una investigación de tipo descriptiva, según Achaerandio
(1995) y Caballeros (2001) no se requiere formulación de hipótesis.
2.3 VARIABLES:
2.3.1 Control de Calidad
2.3.2 Sistema de Calidad
2.3.3 Normas de Buenas Prácticas de Manufactura.
2.3.4 Proceso de Producción
2.3.5 HACCP

47
2.4 DEFINICIÓN DE VARIABLES:
2.4.1 Control de Calidad
Conceptual:
Son las funciones o deberes que deben de ejecutarse para cumplir con los
objetivos de calidad de la empresa. Es un conjunto de esfuerzos efectivos de los
diferentes grupos de una organización para la integración del desarrollo, del
mantenimiento y de la superación de la calidad de un producto con el fin de
hacer posibles la fabricación y servicio a satisfacción completa del consumidor y
al nivel más económico (Douglas, 1991).
Operacional: Actividades que se llevan a cabo para garantizar la calidad de los
insumos, materias primas y productos terminados de la pastelería.
2.4.2 Sistema de Calidad
Conceptual:
Es la estructura organizacional, responsabilidades, procedimientos, procesos y
recursos para implementar la dirección de la calidad (Gómez, 1995).
Operacional:
Sistema en el que se constituyen procedimientos, metodologías, políticas y
actividades que garanticen la elaboración de productos de calidad.
2.4.3 Normas de Buenas Prácticas de Manufactura.
Conceptual:
Normas que rigen los procedimientos productivos y bases para documentar las
actividades internas de la empresa, para mantener los estándares de calidad
higiene y salud en cada uno de los productos que se comercializarán. (Recinos,
1,996)
Operacional:
Herramienta fundamental para la obtención de procesos inocuos, saludables y
sanos.
2.4.4 Proceso de Producción
Conceptual:
Especificación de las condiciones mínimas necesarias para la elaboración de los
productos dentro de la empresa, tanto para los empleados como para las áreas
en donde se lleva a cabo la producción. (Recinos, 1,996)

48
Operacional:
Sistema de actividades interrelacionadas que consisten en pasos como
mezclado, horneado, relleno y decorado las cuales se utilizan para la
transformación de materias primas e insumos en pasteles decorados y diferentes
pastelillos para ser distribuidos a domicilio o en locales de venta. .
2.4.5 HACCP
Conceptual:
Es un instrumento para evaluar los peligros y establecer sistemas de control que
se centran en la prevención en lugar de basarse principalmente en el ensayo del
producto final. El sistema de HACCP puede aplicarse a lo largo de toda la
cadena alimentaria, desde el productor primario hasta el consumidor final, y su
aplicación deberá basarse en pruebas científicas de peligros para la salud
humana, además de mejorar la inocuidad de los alimentos. (Almengor Hecht,
2009)
Operacional:
Sistema de Análisis de Riesgos y Puntos Críticos de Control, tiene como objetivo
la identificación de los peligros y riesgos que pueden afectar la inocuidad de los
alimentos producidos, con el propósito de establecer medidas para controlarlos.
Los pilares de HACCP son la prevención y corrección.
2.5 ALCANCES Y LÍMITES:
2.5.1 Alcances:
En el presente trabajo de investigación se elaboró un diagnóstico para
determinar la situación actual de la pastelería Pasteles Artísticos, en cuanto al
aseguramiento de calidad en la elaboración de sus productos. En base al
diagnóstico se diseñó y desarrolló un manual de control de calidad que permite la
producción de una amplia variedad de pasteles en forma inocua, ofreciendo a los
clientes y consumidores finales productos sanos y aptos para el consumo
humano.
Se diseñaron y elaboraron formatos necesarios para el control y
cumplimiento de Buenas Prácticas de Manufactura en los procedimientos que
actualmente se efectúan en la Pastelería Pasteles Artísticos. Por otra parte se
realizó una evaluación económica en la que se determinaron los costos de no
calidad en los que incurre la empresa actualmente y una proyección de utilidad y
rentabilidad para determinar los beneficios futuros que tendrá la pastelería una
vez desarrollado el sistema de aseguramiento de calidad propuesto.

49
2.5.2 Límites:
Dentro del desarrollo del trabajo de investigación se encontraron algunas
limitantes como la falta de documentación de los procesos principales de la
empresa. El presente trabajo únicamente dejará las bases del sistema de control
de calidad propuesto, no se incluye la implementación y validación del mismo.
Será tarea de la Gerencia determinar el momento de la implementación y el
tiempo necesario para realizar cambios sugeridos.
2.6 APORTES:
2.6.1 A la empresa:
La empresa tendrá la oportunidad de conocer el estado actual en el que
realizan sus actividades productoras, además contará con un manual de control
de calidad que garantice la obtención de procesos y productos inocuos,
saludables y sanos. Dicho manual será de gran apoyo para la renovación de la
Licencia Sanitaria de la pastelería, si los procesos descritos en el manual se
llevan a cabo correctamente le permitirá desarrollar un sistema de calidad y
poder implementar el sistema HACCP exitosamente en un futuro.
2.6.2 A la universidad:
La presente investigación de campo, pretende servir como material de
apoyo para los estudiantes y catedráticos de la Facultad de Ingeniería, Facultad
de Ciencias Económicas y Facultad de Nutrición de la Universidad Rafael
Landívar. Puede utilizarse también, como referencia o base a las asignaturas de
Control Total de Calidad, Ingeniería de Plantas, Producción y Operaciones, entre
otras.
2.6.3 A la sociedad:
Hoy en día el mercado de pastelerías y panaderías ha tenido auge en
Guatemala; debido a la naturaleza de sus productos la inocuidad y calidad de los
mismos debe garantizarse, por lo que un Sistema de Control de Calidad es una
necesidad vital.
Se pretende exhortar a las empresas elaboradoras y distribuidoras de
pasteles y pastelillos crear una cultura organizacional basada en el mejoramiento
continuo, para así garantizar a la población guatemalteca el consumo de
productos sanos, inocuos y de calidad.

50
MARCO III
METODO
51
3.1 UNIDADES DE ANÁLISIS:
Para la elaboración de éste estudio se realizó un marco teórico que fundamenta los
conceptos puestos en práctica, para esto se recopiló una serie de información extraída
de diferentes fuentes tales cómo libros de texto, revistas, tesis, revistas, informes y
sitios web.
3.1.1 Pastelería Pasteles Artísticos:
En éste lugar se llevó a cabo el estudio y observación de las diferentes
actividades llevadas a cabo diariamente para poder determinar la situación
actual de la empresa en cuanto al control de calidad y cumplimiento de
BPM. En base al análisis se realizarán una serie de recomendaciones que
pueden aplicarse en la empresa.
3.1.2 Procesos:
Se analizaron los procesos llevados a cabo dentro de la operación diaria
de la pastelería Pasteles Artísticos, para determinar las mejoras
necesarias de éstos en el tema de control de calidad. Además se realizó
un análisis de peligros e identificación de puntos críticos de control, en
cada una de las fases de los procesos.
3.2 SUJETOS:
3.2.1 Personal Operativo
Se investigó al personal operativo de la empresa, debido a que ellos se
relacionan con los procesos diariamente y están involucrados
directamente en las actividades, cambios y decisiones que puedan
tomarse dentro de la empresa durante la implementación del sistema de
calidad.
Por medio de la observación y análisis de las actividades diarias de los
empleados se recopiló información para documentar los procedimientos de
la empresa, analizar los peligros, identificar puntos críticos de control y
definir los procedimientos de control de calidad que se incluyeron en el
manual.
El personal está constituido por pasteleros, decoradores, un empleado
comodín y pilotos repartidores.
3.2.2 Personal Administrativo:
El personal administrativo de la fábrica, son quienes están en contacto
directo con los clientes. Está conformado por una recepcionista/asistente
de ventas, el jefe de producción, el Gerente Comercial y la propietaria de
52
la empresa que tienen la función de gerencia general. La
recepcionista/asistente de ventas se encarga de recibir los pedidos que
realizan directamente en fábrica y los pedidos enviados desde el centro de
distribución en zona 10, realiza las programaciones y organiza los envíos.
3.3 INTRUMENTOS
Los instrumentos que se utilizaron para determinar la situación actual de la
empresa en cuanto al control de calidad y cumplimiento de BPM son los
siguientes
(Los resultados de las mismas se encuentran en el Marco VI del presente
estudio)
3.3.1 Análisis FODA:
El análisis FODA se utilizó para determinar las Fortalezas, Oportunidades,
Debilidades y Amenazas de la empresa, con el fin de poder realizar un
análisis comparativo de las características específicas de Pasteles Artísticos
con su entorno competitivo.
3.3.2 Análisis de Porter:
Se utilizó el análisis de Porter para analizar el ambiente externo que rodea a
la pastelería, evaluar su estado actual de competencia y con esto
complementar la descripción realizada de la empresa.
3.3.3 Diagrama de flujo de proceso:
Mediante la elaboración de un diagrama de flujo de proceso se ilustró y
representó gráficamente la secuencia de las operaciones para el proceso de
producción en Pasteles Artísticos. Éste se utilizó como herramienta para
identificar los PCC, analizar los peligros y definir algunos procedimientos de
control de calidad para incluir en el manual.
3.3.4 Observaciones:
Por medio de visitas a la fábrica se logró observar aspectos como las
instalaciones físicas en donde se elabora el producto, el almacenamiento de
materias primas, las prácticas de higiene del personal, los procedimientos de
limpieza, el flujo de empleados y materiales, la organización y demás
aspectos importantes. Con la información recopilada se diseñaron los
formatos del manual y se diagramaron los procesos.
3.3.5 Organigrama de la empresa:
Se realizó una representación gráfica para ilustrar la estructura de la
empresa jerárquicamente con el fin de lograr una adecuada definición de los
53
responsables para cada uno de los procesos que se presentaron en el
manual de calidad. (Anexo 3)
3.3.6 HACCP:
HACCP se utilizó como herramienta para detectar, evaluar y prevenir
peligros potenciales asociados al proceso de producción y establecer
sistemas de control. Para cada uno de los peligros encontrados fue
elaborado un Procedimiento estándar de operación que fue incluido en un
manual.
3.3.7 Árbol de decisiones para identificar PCC´s:
Para poder determinar de una manera adecuada los PCC se desarrollaron
árboles de decisiones, mediante una secuencia de preguntas hechas para
determinar si un peligro dentro del proceso es PCC o no lo es.
3.3.8 Entrevistas:
Fue necesario realizar una serie de entrevistas al personal operativo y
administrativo de la pastelería con el fin de recopilar sus diferentes opiniones
y experiencias acerca del cumplimiento de normas de control de calidad y
BPM dentro de la pastelería y en los procesos productivos de la misma. Su
rutina diaria dentro de la pastelería, fue utilizada como herramienta para
desarrollar los procesos que se incluyeron en el manual de control de calidad
y BPM.
3.3.9 Hoja de evaluación
Se utilizó la hoja de evaluación como guía de referencia para determinar los
procedimientos o normas necesarias de documentar según las
características y condiciones de la empresa, ésta se puede observar en la
parte de anexos

54
3.4 PROCEDIMIENTO
Para realizar la presente investigación y cumplir con los objetivos propuestos en
la misma, se llevaron a cabo los siguientes pasos:
3.4.1 Se hizo una investigación y recopilación de diferentes fuentes bibliográficas
con el fin de realizar el marco teórico.
3.4.2 Diagnóstico de la situación actual de la empresa: para evaluar la situación
actual de Pasteles Artísticos se procedió a realizar visitas y recorridos a la fábrica
para observar la realización de los procesos productivos, prácticas del personas,
uso de instrumentos y maquinaria, observar el estado físico de las instalaciones y
entrevistar al personal operativo y administrativo (Gerente General, Gerente
Comercial y recepcionista).
3.4.3 Se procedió a elaborar la hoja de evaluación con la cual se determinaron
los puntos necesarios a establecer en el manual de calidad. Se llenó la hoja de
evaluación, se calcularon los resultados de la misma y se concluyeron las
necesidades de la empresa referentes al BPM y Control de Calidad.
3.4.5 Con la información recopilada de las visitas, recorridos y entrevistas se
procedió a realizar la descripción de la empresa, en la cual se desarrollo el tipo
de proceso que manejan, la organización interna, el manejo de inventarios, entre
otros. Con el fin de complementar la descripción de la empresa se realizó el
organigrama general de la misma.
3.4.6 Se elaboró un análisis FODA y análisis de Porter de la pastelería.
3.4.7 Se procedió a realizar el diagrama de flujo de proceso y DFOP.
3.4.8 Se desarrolló un árbol de problemas con el fin de identificar los puntos
críticos de control dentro del proceso productivo. Se aplicaron los siete puntos de
HACCP para establecer y monitorear los puntos críticos de control identificados.
3.4.9 Se diseñó el formato a utilizar para realizar la documentación de
procedimientos a incluir en el manual. Se elaboraron los procedimientos, normas
y demás documentación a incluir en el manual para el apoyo de la gestión de
calidad y cumplimiento de las Buenas Prácticas de Manufactura durante la
operación de la pastelería, tomando en cuenta los PCC identificados y
estableciendo sistemas de control para los mismos.
3.4.11 Se determinaron y redactaron las conclusiones y recomendaciones
relacionadas con la investigación.

55
Gráfico # 3 Diagrama de Gantt para el Procedimiento Elaboración Propia, 2013
Actividad Duración Semana 1 Semana 2 Semana 3 Semana 4 Semana 5 Semana 6 Semana 7 Semana 8 Semana 9 Semana 10
Investigación y recopilación de fuentes
bibliográficas2 días
Elaboración del marco teórico 8 días
Primera visita fábrica. Observación y
recorrido 0.125 días
Segunda Visita. Observación, recorrido
y entrevistas al personal operativo 0.177 días
Tercera Visita. Observación, recorrido y
entrevistas al personal operativo 0.083 días
Cuarta Visita. Observación, recorrido y
entrevistas al pesonal administrativo 0.177 días
Elaboración de la Hoja de evaluación 0.042 días
Quinta visita. Llenado de la hoja de
evaluación 0.083 días
Elaboración de la descripción de la
empresa3 días
Elaboración de FODA y Porter 1 día
Elaboración del Diagrama de flujo de
operaciones y DFOP1 día
Desarrollo de principios de HACCP
para identificar PCC7 días
Diseño del formato para
procedimientos 1 día
Elaboración de formatos, procesos y
demás documentación14 días
Determinación y redacción de
conlcusiones y recomendaciones3 días
56
MARCO IV
RESULTADOS
57
4.1. DESCRIPCIÓN DE LA EMPRESA
La empresa analizada se dedica a la elaboración y decoración de pasteles para
diversas celebraciones y pastelillos tanto dulces cómo salados, que venden y
distribuyen en la ciudad de Guatemala. La empresa tiene 19 años aproximadamente
dedicándose a la repostería y panadería, ganando competitividad en el mercado por el
sabor y decoración de su producto que han distribuido en cadenas de comida rápida,
empresas de organización de eventos, salones infantiles y colegios privados en el área
rural del país. Una de las ventajas competitivas de la pastelería es el servicio rápido,
ofreciendo la opción elegir los sabores de pasteles, rellenos y coberturas mediante su
página web http://www.pasteles-artisticos.com, en la cual los clientes tienen la opción
de combinar los sabores y coberturas a su predilección, además de la selección de
diseños en su catalogo electrónico. La toma de pedidos puede realizarse por teléfono,
y la cancelación se realiza al recoger el producto en fábrica, en su tienda de distribución
ubicada en el centro comercial La Plaza Zona 10 o utilizando el servicio a domicilio con
un costo adicional de flete.
La empresa está conformada por un total de 15 empleados tanto administrativos
cómo operativos, los cuales laboran en el área de decoración, horneado, recepción,
ente otros, para ilustrar de mejor manera la distribución de la fábrica se ha elaborado un
organigrama, el cual se encuentra en los anexos. La Gerencia General, es
desempeñada por la fundadora y propietaria de la pastelería, ella se encarga de la toma
de decisiones concernientes al giro del negocio, relación directa con proveedores. La
Gerencia Administrativa tiene a su cargo el manejo de sistema contable, ventas y el
mercadeo, el cual manejan con diversas publicaciones en los periódicos locales,
revistas infantiles, página web y Facebook Sponsored. La recepcionista principal es
quien se encarga de la atención directa con el cliente, emisión de órdenes de
fabricación, programación y calendarización de las órdenes de fabricación, coordinación
de rutas de entrega y manejo de inventarios, tanto de materia prima como de insumos.
Las etapas que involucra la Cadena de Valor para obtener el producto final y hacerlo
llegar al Cliente son: Mercadeo y Ventas, adquisición de Materias Primas, Producción, y
por último la Distribución, la cual es optativa pues es cliente cuenta con la opción de
recoger su pedido
La estrategia de proceso que se utiliza en la pastelería es un enfoque al proceso, en
el que se manejan lotes de volumen pequeño y alta variedad, por lo tanto el equipo que
se utiliza para la producción es de uso general, pero los operarios son altamente
calificados para la elaboración y la decoración de los pasteles, dándoseles numerosas
instrucciones para la elaboración de cada pastel. Debido a que los pasteles y pastelillos
son elaborados bajo pedido, no existe un almacenaje de producto terminado, pero el
58
inventario de Materia Prima es considerado cómo alto. Por lo tanto los costos fijos que
se manejan son bajos y los costos variables altos, la mayor parte de costos se presenta
antes de hacer el trabajo.
4.2. FODA
4.2.1 Fortalezas
La pastelería cuenta con 19 años en el mercado guatemalteco, con
lo que ha logrado un aumento en la participación de mercado.
El mercado objetivo reconoce e identifica la pastelería y su logo.
Las materias primas e insumos que utilizan en su proceso de
fabricación son de alta calidad por lo que los productos que son
considerados de calidad.
Decoraciones innovadoras.
La empresa es el único distribuidor autorizado de los productos de
decoración Wilton en Guatemala. Además de la distribución
también imparten cursos para el aprendizaje del método. En la
página web de la marca Wilton http://www.wiltonenespanol.com,
catalogan a Pasteles Artísticos como uno de los mejores
distribuidores de Latinoamérica, mencionando que “El despliegue
publicitario obtenido en el 2012, por Pasteles Artísticos, ha sido un
excelente motor de crecimiento lo cual permitirá que este nuevo
año la marca Wilton siga siendo escogida por chefs y amas de
casa”.
Han distribuido sus pasteles en cadenas de comida rápida cómo Mc
Donald´s, en eventos como las celebraciones de cumpleaños
infantiles y otros que se realizan en los restaurantes.
La pastelería distribuye pastelillos cómo: brownies, empanadas y
volovanes en cafeterías de diferentes colegios privados en la
ciudad de Guatemala.
La empresa participa frecuentemente en ferias comerciales como
lo es Expo-boda, Expo-Quince años.
Los decoradores de la empresa han obtenido diversos premios en
Feria Alimentaria, entre ellos el Primer Lugar en el concurso de
decoración de pasteles cultura maya 2012.
Cuentan con un mercadeo constante que promociona los pasteles
en revistas infantiles, periódicos, redes sociales como Facebook, en
donde tienen 4,307 “likes”, y un canal en Youtube en donde tienen
54 subscriptores y 21,976 reproducciones de video.

59
La mayoría de los empleados trabaja en la pastelería desde du
fundación y están altamente comprometidos con la empresa y sus
clientes, por lo que muestran su interés por implementar las BPM.
4.2.2 Oportunidades
Expansión de su participación de mercado por medio de la apertura
de nuevas tiendas de distribución.
Elaboración de pasteles diversos que los clientes pueden adquirir
en locales de venta, sin hacerlo bajo pedido, con el fin de competir
con pastelerías como Anfora, Los Tulipanes, San Martín, entre
otros.
Promocionar y expandir el consumo de productos como galletas,
brownies, trenzas dulces y saladas entre otros.
Implementar adecuadamente el Sistema de Calidad con el fin de
solicitar una certificación de la fábrica.
Expandir la aplicación del sistema de calidad propuesto a los cursos
de cocina y decoración que imparte la pastelería, con el fin de que
los alumnos apliquen las BPM durante la elaboración y decoración
de los pasteles, ya sea para uso personal o empresarial.
Asociarse con restaurantes y cadenas de restaurantes para
distribuir los pasteles y ofrecerlos como parte del menú de postres.
4.2.3 Debilidades
Ausencia de un sistema de calidad.
Inexistencia de un Jefe de Control de Calidad que apoye el
cumplimiento de BPM y garantice la calidad e inocuidad del
producto.
Procesos sin documentar.
Ausencia del uso de previsiones para realizar estimaciones de
ventas y adecuada planificación de la producción.
Ausencia de desarrollo de nuevos productos.
Ausencia de capacitaciones continuas para personal.
4.2.4 Amenazas
Alto grado de competencia actual.
Licencia Sanitaria próxima a vencerse, de no renovarse, la
elaboración y distribución de los productos elaborados por Pasteles
Artísticos estaría prohibida por el Ministerio de Salud pública de
Guatemala.

60
Las instalaciones de la fábrica pueden llegar a ser inadecuadas e
insuficientes para la producción de pasteles, si la demanda sigue
en aumento.
Factores económicos que restrinjan el progreso de la empresa en
el mercado nacional (Inflación, impuestos, pago de aranceles para
importación de los productos Wilton)
Alto grado de competencia potencial, que va en aumento con la
apertura de negocios informales y grandes pastelerías con
sistemas automatizados.
Aumento de consumo de los tradicionales cubiletes o “cupcakes” y
apertura de diversos negocios que se dedican exclusivamente a la
fabricación de estos pastelillos.
4.3. ANÁLISIS DE PORTER
4.3.1. Amenaza de entrada de nuevos competidores
Existe un alto nivel de competencia actual, para la repostería, que van desde
vendedores informales, hasta kioscos y locales de venta en toda Guatemala.
En cuanto a la posibilidad de entrada de nuevos competidores podemos
concluir que la misma es bastante alta debido a que los pasteles y pastelillos
son productos “commodities”, y no se requiere de alta inversión para poder
iniciar con este tipo de negocio; existe un alto número de personas que
cuentan con recetas, conocen el procesos de elaboración y decoración y
podrían incursionar como vendedores informales.
Actualmente no existen economías a escala que obliguen a este tipo de
negocio a entrar al sector con instalaciones a gran escala para poder estar al
nivel de sus competidores en cuanto a costos, pues los pasteles pueden ser
elaborados en cocinas de hogares comunes y ser promocionados en redes
sociales y páginas web. El único rango diferenciador de los pasteles es su
sabor y decoración, que no depende de las recetas sino de los ingredientes
utilizados y la técnica de decoración
Finalmente, es importante mencionar que no existen políticas de gobierno,
regulaciones y limitaciones a los canales de distribución que eviten la entrada
de nuevos competidores.
4.3.2. Poder de negociación de los clientes actuales
En cuanto al poder de negociación por parte de los clientes actuales de
Pasteles Artísticos se concluye que debido al alto nivel de competencia, el

61
cliente puede tener el poder de decisión de compra exigiendo mejor calidad,
menores precios, mayor innovación y con esto influir sobre el negocio.
4.3.3. Poder de negociación de los proveedores
Los proveedores de Pasteles Artísticos son proveedores de la ciudad de
Guatemala, se adquieren altos volúmenes de materia prima como lo son las
harinas, el azúcar, colorantes, mantequilla, entre otros. Debido a la
diversidad de proveedores que ofrecen este tipo de materia prima tanto local
como internacionalmente, se concluye que no existe poder de negociación
por parte de los mismos.
4.3.4. Productos Sustitutos
Existe una variedad de productos sustitutos para los pasteles y pastelillos,
tales como los dulces y golosinas: botonetas, chocolates, pastillas de
sabores, gomitas entre otros, pies, helados, postres extranjeros, pasteles sin
gluten, sin grasas saturadas y sin azúcar. Por esta razón es necesaria la
innovación en el negocio para atraer a nuevos consumidores y poder competir
con una gama amplia de productos sustitutos.
4.3.5. Lucha entre competidores actuales
En base al análisis anterior podemos concluir que la lucha entre competidores
es bastante alta, ésta incluye vendedores informales hasta cadenas de
pastelerías. Entre sus principales competidores se encuentran las pastelerías
Anfora, Pasteles Artesanales, Pastelería Los Tulipanes, San Martín, Cake
Gallery, Designer Bakery, Bakery 676, las últimas dos no cuentan con un
local de venta, sin embargo ofrecen páginas web y catálogos electrónicos
para que los clientes puedan elegir sus opciones de pastel por esta vía y
recogerlos en las fábricas o con servicio a domicilio por un recargo extra.
Por esta razón Pasteles Artísticos, debe hacer un equilibrio entre precio y
valor percibido, además debe hacer énfasis en la innovación ofreciendo
productos con nuevas técnicas de decoración, sabores no tradicionales de
biscocho y coberturas como red velvet, pink lemonade, pistacho, té verde,
rosa de Jamaica, menta, mantequilla de maní, horchata, kiwi entre otros. Para
aumentar el valor percibido del cliente es necesario garantizar la inocuidad de
los productos y realizar un verdadero control de calidad con la aplicación de la
Buenas Prácticas de Manufactura durante el proceso de elaboración de los
productos.
62
4.4. RESULTADOS DE LAS OBSERVACIONES
Se realizaron diversos recorridos en la fábrica de pasteles artísticos
con el fin de evaluar la dinámica de trabajo que se realiza y los controles
que se aplica actualmente para el aseguramiento de la calidad de los
productos y cumplimiento de Buenas Prácticas de Manufactura.
Como primer punto se encontró que es necesario definir a un
responsable que garantice el cumplimiento de controles, es decir un Jefe
de Control de Calidad. Básicamente se tiene definido políticas para el área
de producción como lo son el uso de uniforme para los operarios que
incluye redecilla, la aplicación de normas como la prohibición de fumar,
comer y hablar por teléfono en las áreas de producción, sin embargo
actualmente no existen registros ni procedimientos que ayuden a
garantizar la calidad e inocuidad de los productos.
Las instalaciones de la fábrica están diseñadas adecuadamente,
cuentan con células de trabajo para las siguientes actividades:
Preparación.
Horneado.
Relleno.
Decoración.
Además se encuentran en óptimas condiciones: las paredes
pintadas con pintura impermeable color blanco, los ángulos entre las
paredes, paredes/suelos, y paredes/techos son redondas, las ventanas
cuentan con cedazos para evitar el ingreso de insectos y otras plagas, las
puertas de acceso al área de producción cuenta con cortinas de aire a fin
de evitar contaminación exterior y mantener presión positiva en dichas
áreas. Las instalaciones sanitarias cuentan con un área de lockers para
que el personal guarde sus pertenencias, dispensadores de jabón líquido
desinfectante, dispensadores de toallas desechables de papel y cepillos
para limpieza adecuada de las uñas.
El personal realiza la limpieza de su área de trabajo, sin embargo
hay una persona encargada de la limpieza general diaria. Se observó que
la limpieza que se realiza en las áreas de producción es adecuada y
estricta para garantizar la elaboración de productos libres de
contaminación. Dentro de las instalaciones se cuenta con la señalización
adecuada, ruta de escape, señales de obligación y precaución, además de
equipo de seguridad que consta de dos extintores.

63
Se concluye de las observaciones que es necesario establecer
procedimientos que estandaricen las prácticas del personal, documenten y
garanticen el cumplimiento de las Buenas Prácticas de Manufactura y la
calidad del producto.
4.5. RESULTADOS DE LAS ENTREVISTAS AL PERSONAL OPERATIVO:
Para realizar las entrevistas no se desarrollaron cuestionarios ni
guías, pues se sostuvieron diferentes diálogos durante las visitas
realizadas. Todo el personal estuvo abierto a aportar sus opiniones y
colaborar. Los seis empleados que conforman el departamento de
producción indicaron que conocen la importancia de las prácticas
adecuadas que garanticen que los productos que elaboran sean inocuos y
de buena calidad, sin embargo desconocen la teoría de la Buenas
Prácticas de Manufactura y control de calidad pues no han recibido
capacitaciones sobre ésta temática.
Se indagó para obtener sus opiniones acerca del desarrollo de
procedimientos que estuvieran a su alcance para poder seguirlos a
manera de instrucciones aplicándolos en sus actividades diarias dentro de
la pastelería. Todos ellos coincidieron en dar su aprobación a los
procedimientos pues mencionaron que les servirían de guía y lineamiento
para poder cumplir con un estándar adecuado de los productos.
Además mostraron su interés al comunicar la posibilidad de la
contratación de una persona que verificaría que los lineamientos y
procedimientos fueran cumplidos dentro de la fábrica. Uno de los
encargados de decoración mencionó que sería necesario la contratación
de ésta persona pues su trabajo es demandante por lo que algunas veces
olvida utilizar la redecilla o despejar su área de trabajo, y con el apoyo de
ésta persona se podría garantizar el cumplimiento de estas simples
prácticas.
4.6. RESULTADOS DE LA ENTREVISTA CON GERENCIA
Al igual que con las entrevistas con el personal; las entrevistas con
Gerencia se desarrollaron sin cuestionarios o guías, en su lugar se
sostuvieron diferentes pláticas personales. La Gerente General expresó su
constante interés con el desarrollo del manual, con el fin que se pudiera
garantizar la calidad y BPM, además mencionó que éstos estándares no
sólo son importantes para el cliente sino además son requisitos para poder
elaborar pasteles para restaurantes, cadenas de comida rápida y salones
64
de eventos, por lo que consideraba que el establecimiento de los procesos
era una necesidad impostergable.
Además expresó que han considerado la expansión de la empresa
y para esto sería necesaria la contratación de una persona que apoye con
el cumplimiento de los procedimientos y apoye a la realización de los
diferentes análisis que se requieren para garantizar la inocuidad y calidad
de los productos. Aunque hasta el momento aún no establecen
capacitaciones continuas para el personal, está consciente de la
necesidad de desarrollar un programa, pues tiene la percepción que sus
empleados están interesados en conocer las Buenas Prácticas de
Manufactura y cumplirlas a cabalidad. Además comenta que la mayoría de
los empleados ha trabajado en la fábrica desde su fundación y están
altamente comprometidos con la empresa y con sus clientes.
Finalmente expresó su compromiso con la revisión y aprobación de
todos los documentos con el fin de ponerlos en práctica en la brevedad
posible, además de la inversión en los diferentes análisis que requieren las
materias primas y producto terminado, pues cree que no sólo es
importante la satisfacción de los clientes; sino además reconoce que si
desea trabajar para cadenas de restaurantes deberá garantizar y
demostrar el cumplimiento de Buenas Prácticas de Manufactura.
4.7. RESULTADOS DE LA EVALUACIÓN
La información que se recopiló por medio de las observaciones
realizadas durante los recorridos a la planta y la obtenida de las
entrevistas realizadas hacia el personal operativo y Gerencia se utilizó
para poder llenar la hoja de evaluación (Anexo # 1). Ésta se elaboró con el
objetivo de evaluar el cumplimiento que la pastelería tiene sobre de los
aspectos más importantes y esenciales de un Sistema de Control de
Calidad que garantice el cumplimiento de las Buenas Prácticas de
Manufactura.
La hoja de evaluación se realizó tomando como base las preguntas
de la ficha de inspección de Buenas Prácticas de Manufactura para
Fábricas de Alimentos Procesados del Reglamento Técnico
centroamericano utilizado por el Ministerio de Salud Publica y Asistencia
Social de Guatemala. No se incluyeron todas las preguntas de dicha
evaluación, pues el objetivo de la misma era identificar los puntos que
debían incluirse dentro del manual de Control de Calidad y determinar el
grado de cumplimiento de las Buenas Prácticas de Manufactura que

65
actualmente tiene Pasteles Artísticos, y no todos los puntos de la
evaluación son aplicables a la empresa.
No se calificaron los puntos de cada pregunta, en su lugar se
calificó como sí o no a cada cuestionamiento para poder determinar cuáles
eran las necesidades de la empresa. Cada una de las preguntas que se
incluyeron en la evaluación pretende revelar si los procedimientos y
acciones mínimas necesarias para garantizar el cumplimiento de las BPM
se cumplen actualmente dentro de la pastelería.
De un total de setenta y un preguntas; cuarenta obtuvieron no
como respuesta, lo que indica que actualmente la pastelería no está
cumpliendo con cuarenta de los puntos necesarios para garantizar la
calidad e inocuidad de sus productos. Treinta de las preguntas obtuvieron
sí como respuesta y una no aplica. Por lo tanto, se puede concluir que
Pasteles Artísticos incumple actualmente con el 56% de las prácticas y
procedimientos de control de calidad y BPM.
La evaluación contribuyó a identificar que una de las necesidades
de la empresa es la documentación y registro de las actividades
concernientes a Control de Calidad, pues aunque el 42% de las acciones
para garantizar la calidad e inocuidad de los productos si se realizan,
éstas no se encuentran documentadas. Por otra parte los
cuestionamientos acerca del estado actual de las instalaciones de la
empresa demostraron que éstas se encuentran en óptimas condiciones.
A continuación se presenta un gráfico con los resultados.
Gráfico # 4 Elaboración Propia, 2013
42%
56%
2% Resultados de la evaluación
La empresa SI cumple con los puntos necesarios para garantizar la calidad e inocuidad de sus productos
La empresa NO cumple con los puntos necesarios para garantizar la calidad e inocuidad de sus productos
No aplica por el momento

66
4.8 DIAGRAMA DE FLUJO DE PROCESO
Gráfico # 5
Elaboración Propia, 2013
RecepciónMateria Prima
Almacenaje a Tª ambiente
Pesaje y preparación Materia Prima
Mezclado de Materia Prima
División, formado, figurado, amoldado
o entabladoCongelación
Horneado
Enfriado DecoradoCortado
Empacado
Almacenaje a Tª ambiente
Dustribución
Almacenaje a Tª refrigeración
INICIO
Ingreso de Materia Prima
FIN
Almacenaje a Tª fría

67
DIAGRAMA DE FLUJO DE OPERACIONES DE PROCESO
Ubicación : Pasteles Artísticos Resumen
Actividad: Elaboración pastel 100 personas. Eventos Numero Tiempo(minutos)
Fecha: Marzo 2013 Operaciones 9 121.5
Analista Transportes 2 2.5
María José Arango Oquendo Demoras 1 30
Inspecciones 1 3
Almacenamiento 0 0
TOTAL 12 157
Descripción de evento Símbolo Tiempo
(minutos) Distancia (metros)
Recomendaciones
Pesaje/ Volumen de Materia Prima
3 -
Transporte hacia mesa de mezclado
0.50 3 metros -
Mezclado de Materia Prima
11.5 - -
Engrasado de Molde
3 - -
Vertido de mezcla a recipiente para
horneado
1 - -
Transporte hacia horno
1 6 metros -
Horneado
40 -
Transporte hacia mesas de
relleno/decorado
1 8 metros -
Enfriado
30 - No iniciar con relleno hasta que el bizcocho esté completamente frío
Relleno
10 -
Mezcla del material para decorado
15 - -
Decorado
35 -
Inspección final del decorado
3
Empacado
3 -
68
4.9 APLICACIÓN DE LOS SIETE PRICIPIOS DE HACCP
4.9.1 Análisis de peligros
4.9.1.a Peligros Físicos
a. Contaminación en producto final y materia prima por fragmentos de madera,
vidrios, plásticos, u otros cuerpos extraños.
b. Contaminación en producto final y materia prima por fragmentos metálicos o
aluminio.
c. Contaminación en producto final y materia prima con restos de utensilios en
mal estado.
d. Contaminación en producto final y materia prima hecha por existencia de
plagas en la fábrica
4.9.1.b Peligros Biológicos
a. Contaminación en producto final y materia prima por manipulación del
personal con inadecuadas prácticas de higiene.
b. Contaminación en producto final y materia prima por malas prácticas de
manufactura.
c. Contaminación en producto final y materia prima con polvo o tierra causada
por una inadecuada limpieza o sanitización.
d. Contaminación en producto final y materia prima con restos de agua no
purificada producto de goteras o agua parar limpieza.
e. Contaminación en producto final y materia prima hecha por existencia de
plagas en la fábrica
4.9.1.c Peligros Químicos
a. Contaminación en producto final y materia prima por restos de desinfectantes
o detergentes de limpieza.
b. Contaminación en producto final y materia prima por residuos de plaguicida
de fumigación

69
4.9.2. Identificación de PCC, Árbol de Decisiones para determinación de un
punto crítico de control
Pregunta numero 1: ¿Existe un peligro en este punto, con suficiente
severidad de ocurrir como para justificar su control?
Pregunta numero 2: ¿Existe en este punto una medida que controle dicho
peligro?
Pregunta numero 3: ¿Es necesario el control en este paso para prevenir,
eliminar, reducir el peligro al consumidor?
Proceso Peligros Pregunta 1
Pregunta 2
Pregunta 3
Es PCC
Recepción de materias primas
Físico Químico, Biológico
Sí Sí Sí Sí
Almacenamiento de las materias
primas
Biológico Sí Sí No No
Pesaje y preparación de
las materias primas
Biológico Sí Sí No No
Mezclado Biológico Sí Sí No No
División, formado,
amoldado o entablado
Biológico Sí Sí Sí Sí
Congelado Biológico Sí Sí No No
Horneado Físico Biológico Químico
Sí Sí No No
Enfriado Biológico Sí Sí Sí Sí
Cortado Biológico Físico
Sí Sí No No
Decorado Biológico Físico
Sí Sí Sí Sí
Empacado Físico Biológico Químico
Sí Sí Sí Sí
Almacenaje Producto
Terminado
Biológico Físico
Sí Sí No No
Distribución Biológico Sí Sí No No

70
4.9.3 Principios 3-7
1. Establecer los límites críticos
2. Establecer monitoreo PCC
3. Establecer acciones correctivas
4. Establecer un monitoreo registrado
5. Verificación de pruebas al sistema para determinar que sea correcto.
Operación Análisis del peligro
Punto 1 Punto 2 Punto 3 Punto 4 Punto 5
Recepción de materias primas
Recepción de Materia Prima
contaminada por el proveedor
Contaminación
durante el almacenamiento
Cumplir con especificaciones microbiológicas y fisicoquímicas
(cero tolerancias)
Cumplir con normas recepción
almacén y Manejo de materia
prima. (cero tolerancias)
Establecer procedimientos para análisis de Materia Prima.
Establecer
procedimientos para limpieza y sanitización y
manejo de Materia Prima.
Auditar y re-evaluar a los Proveedores
Investigar
procedencia y re-evaluar
procedimientos
Reportes y registros de análisis de
materia prima.
Etiquetas de identificación de materia prima y
limpieza de utensilios/
contenedores.
Verificación de los análisis y
aprobación de Materia Prima.
Verificación del cumplimiento de PEO de manejo de
materia prima y limpieza
División, formado,
amoldado o entablado
Contaminación física y
microbiológica del producto durante la manipulación o
contacto con equipo, superficies
o utensilios.
Análisis en manos de operarios,
análisis de superficies y
utensilios dentro de los rangos aceptables.
(cero tolerancias) Para manos, se
recomienda máximo 10
UFC/placa para coliformes totales y ausencia de E coli y Salmonella sp. Para superficies:
Coliformes<
1ufc/cm2 y
ausencia de E.coli y Salmonella sp.
/100cm2
*Fuente Minsa y Lasser.
Garantizar la limpieza y
sanitización de las áreas, equipo y
utensilios de trabajo, así como
un lavado adecuado de las
manos de operarios.
Establecer PEO para análisis
microbiológicos de manos,
superficies y utensilios.
Establecer PEO
para Limpieza de,
equipo y utensilios de
trabajo, además del
procedimiento para rotación adecuada de
desinfectantes.
Establecer PEO para el
adecuado lavado de las
manos de operarios.
Investigar procedencia de
la contaminación y re-evaluar
procedimientos de limpieza y
lavado de manos, así como el de rotación de
desinfectantes.
Rechazar la producción.
Reportes de análisis,
etiquetas de limpieza en utensilios y
áreas.
Verificación de los análisis de
manos, superficies y
utensilios.
Verificación del cumplimiento de PEO de limpieza, lavado de manos y
rotación de desinfectantes.
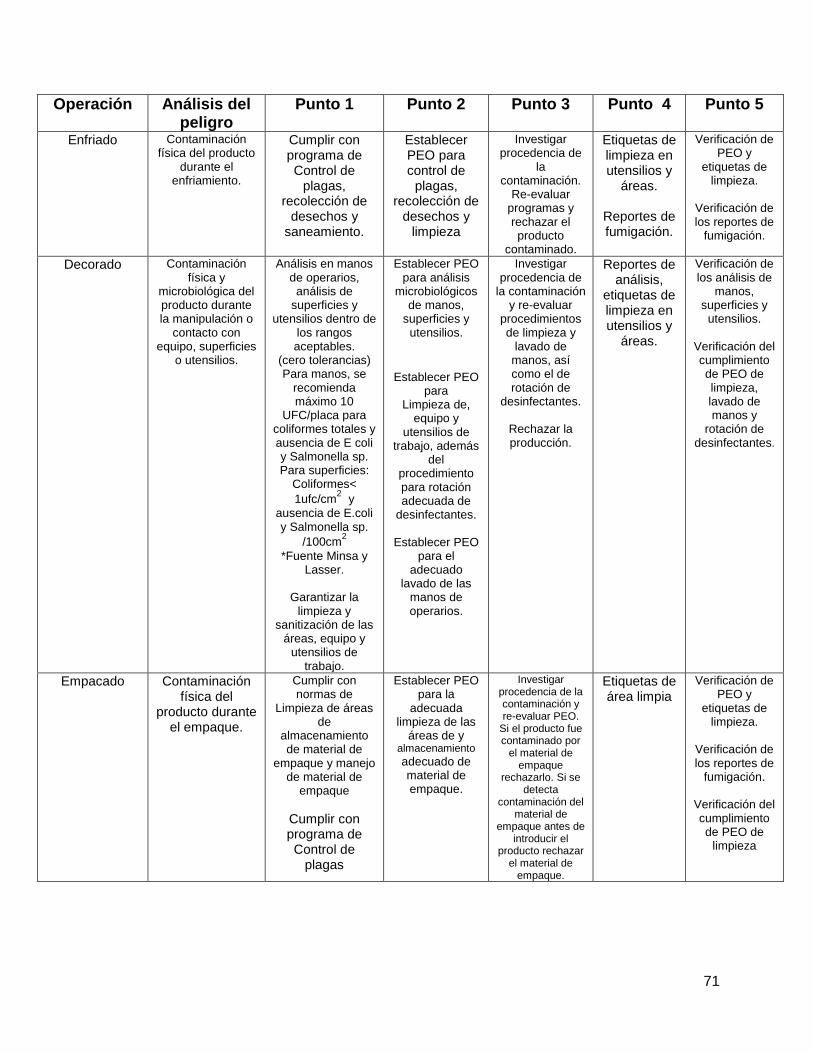
71
Operación Análisis del peligro
Punto 1 Punto 2 Punto 3 Punto 4 Punto 5
Enfriado Contaminación física del producto
durante el enfriamiento.
Cumplir con programa de Control de
plagas, recolección de
desechos y saneamiento.
Establecer PEO para control de
plagas, recolección de
desechos y limpieza
Investigar procedencia de
la contaminación.
Re-evaluar programas y rechazar el producto
contaminado.
Etiquetas de limpieza en utensilios y
áreas.
Reportes de fumigación.
Verificación de PEO y
etiquetas de limpieza.
Verificación de los reportes de
fumigación.
Decorado Contaminación física y
microbiológica del producto durante la manipulación o
contacto con equipo, superficies
o utensilios.
Análisis en manos de operarios,
análisis de superficies y
utensilios dentro de los rangos aceptables.
(cero tolerancias) Para manos, se
recomienda máximo 10
UFC/placa para coliformes totales y ausencia de E coli y Salmonella sp. Para superficies:
Coliformes<
1ufc/cm2 y
ausencia de E.coli y Salmonella sp.
/100cm2
*Fuente Minsa y Lasser.
Garantizar la
limpieza y sanitización de las
áreas, equipo y utensilios de
trabajo.
Establecer PEO para análisis
microbiológicos de manos,
superficies y utensilios.
Establecer PEO
para Limpieza de,
equipo y utensilios de
trabajo, además del
procedimiento para rotación adecuada de
desinfectantes.
Establecer PEO para el
adecuado lavado de las
manos de operarios.
Investigar procedencia de
la contaminación y re-evaluar
procedimientos de limpieza y
lavado de manos, así como el de rotación de
desinfectantes.
Rechazar la producción.
Reportes de análisis,
etiquetas de limpieza en utensilios y
áreas.
Verificación de los análisis de
manos, superficies y
utensilios.
Verificación del cumplimiento de PEO de limpieza, lavado de manos y
rotación de desinfectantes.
Empacado Contaminación física del
producto durante el empaque.
Cumplir con normas de
Limpieza de áreas de
almacenamiento de material de
empaque y manejo de material de
empaque
Cumplir con programa de Control de
plagas
Establecer PEO para la
adecuada limpieza de las
áreas de y almacenamiento
adecuado de material de empaque.
Investigar procedencia de la contaminación y re-evaluar PEO.
Si el producto fue contaminado por
el material de empaque
rechazarlo. Si se detecta
contaminación del material de
empaque antes de introducir el
producto rechazar el material de
empaque.
Etiquetas de área limpia
Verificación de PEO y
etiquetas de limpieza.
Verificación de los reportes de
fumigación. Verificación del cumplimiento de PEO de
limpieza

72
4.10 MANUAL
Pasteles Artísticos
PROCEDIMIENTO ELABORACIÓN Y CONTROL DE DOCUMENTOS
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 001
No. de Páginas: 1/5
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
73
I. OBJETIVO
Establecer la metodología adecuada para elaborar, publicar, aprobar, controlar,
modificar o anular documentos, de la pastelería Pasteles Artísticos.
II. ALCANCE
Aplicable a los documentos concernientes de Control de Calidad y Producción.
III. RESPONSABILIDAD
Los documentos relacionados con el Sistema de Gestión de la Calidad es
responsabilidad de la empresa, y el Gerente General debe ser responsable
por el sistema implementado. La elaboración de los documentos es
responsabilidad de los líderes de los procesos y el control de documentos es
responsabilidad Jefe de Control de Calidad. El Gerente General es
responsable de la revisión y autorización de la documentación.
IV. PROCEDIMIENTO
4.1 Niveles de la documentación
Para el correcto desarrollo de documentos, es necesario tomar en cuenta
las siguientes consideraciones que son aplicables a todos los documentos
que pertenecen al Sistema de Gestión de Calidad
4.1.1 Nivel I: esta conformado por documentación legal, usualmente
generada por entes regulatorios: En éste nivel de documentos
se encuentran: leyes, acuerdos gubernativos, normativas, etc.
4.1.2 Nivel II: esta conformado por los documentos maestros, es el
nivel superior de documentación de la empresa, generalmente
sirve para generar documentos de niveles inferiores. En este
nivel se encuentran las políticas de calidad, manual de calidad,
etc.
4.1.3 Nivel III: estandarizan la ejecución de un procedimiento o tarea,
lo forman procedimientos de operación, especificaciones,
programas de capacitación, programas de calibración,
descripciones de puestos.
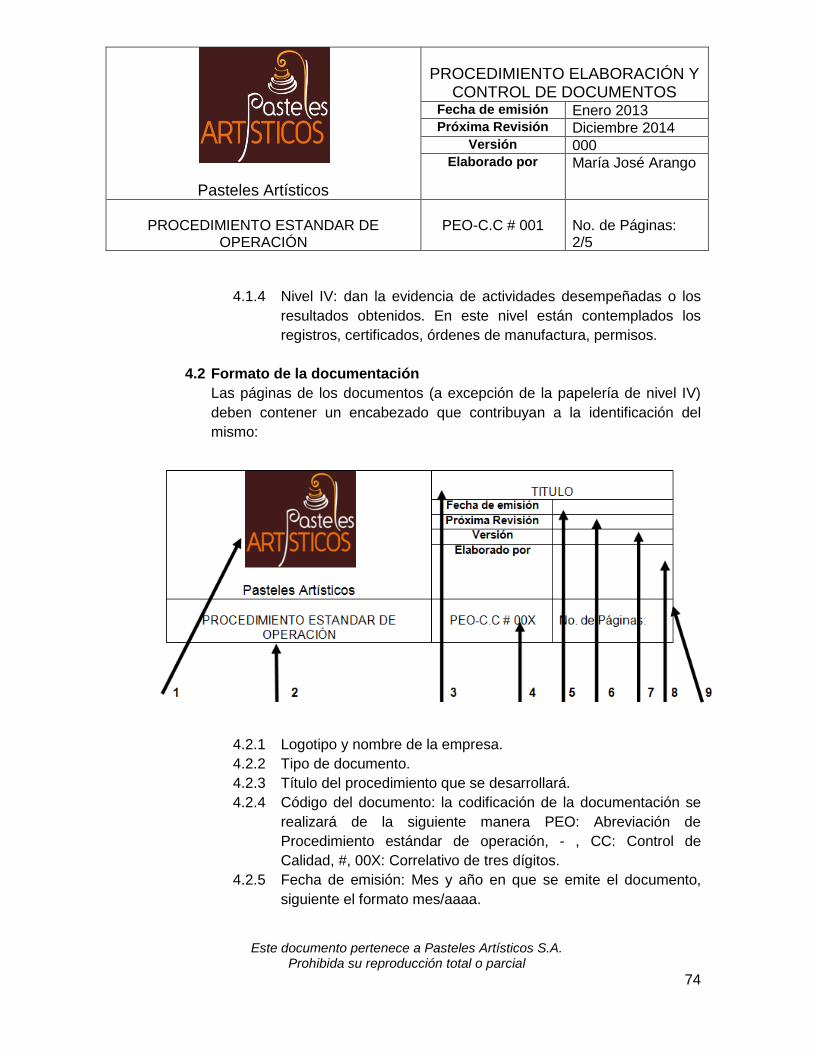
Pasteles Artísticos
PROCEDIMIENTO ELABORACIÓN Y CONTROL DE DOCUMENTOS
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 001
No. de Páginas: 2/5
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
74
4.1.4 Nivel IV: dan la evidencia de actividades desempeñadas o los
resultados obtenidos. En este nivel están contemplados los
registros, certificados, órdenes de manufactura, permisos.
4.2 Formato de la documentación
Las páginas de los documentos (a excepción de la papelería de nivel IV)
deben contener un encabezado que contribuyan a la identificación del
mismo:
4.2.1 Logotipo y nombre de la empresa.
4.2.2 Tipo de documento.
4.2.3 Título del procedimiento que se desarrollará.
4.2.4 Código del documento: la codificación de la documentación se
realizará de la siguiente manera PEO: Abreviación de
Procedimiento estándar de operación, - , CC: Control de
Calidad, #, 00X: Correlativo de tres dígitos.
4.2.5 Fecha de emisión: Mes y año en que se emite el documento,
siguiente el formato mes/aaaa.
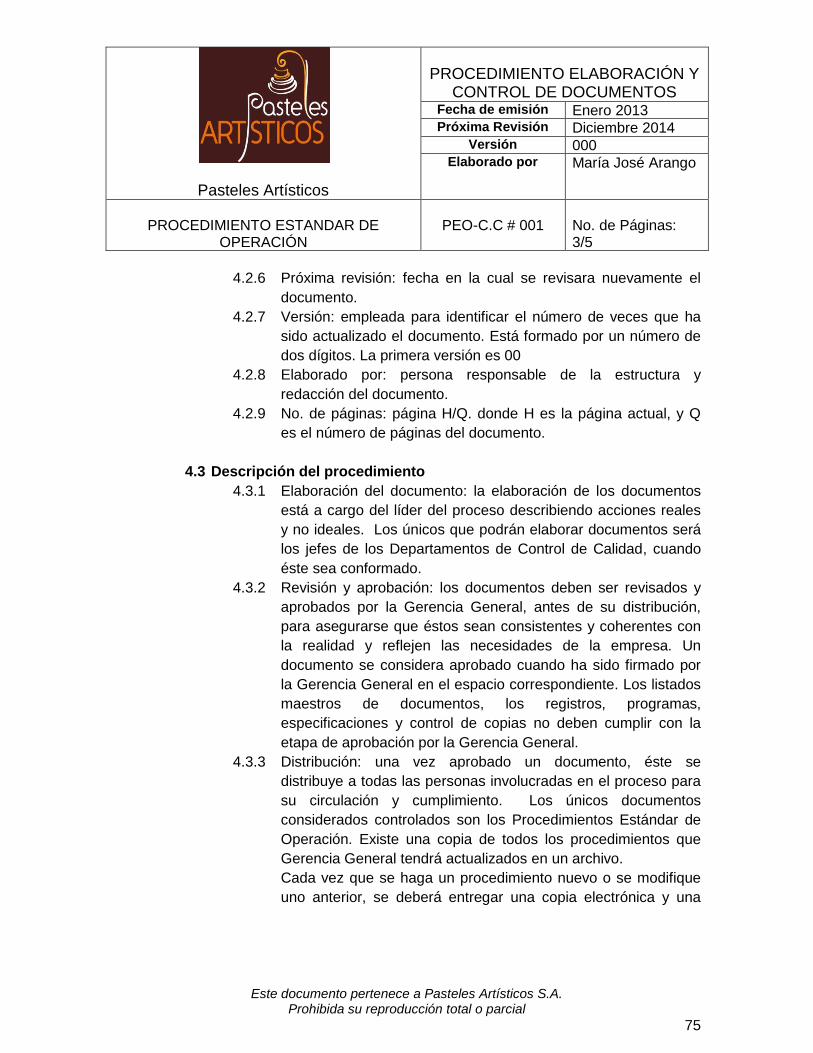
Pasteles Artísticos
PROCEDIMIENTO ELABORACIÓN Y CONTROL DE DOCUMENTOS
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 001
No. de Páginas: 3/5
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
75
4.2.6 Próxima revisión: fecha en la cual se revisara nuevamente el
documento.
4.2.7 Versión: empleada para identificar el número de veces que ha
sido actualizado el documento. Está formado por un número de
dos dígitos. La primera versión es 00
4.2.8 Elaborado por: persona responsable de la estructura y
redacción del documento.
4.2.9 No. de páginas: página H/Q. donde H es la página actual, y Q
es el número de páginas del documento.
4.3 Descripción del procedimiento
4.3.1 Elaboración del documento: la elaboración de los documentos
está a cargo del líder del proceso describiendo acciones reales
y no ideales. Los únicos que podrán elaborar documentos será
los jefes de los Departamentos de Control de Calidad, cuando
éste sea conformado.
4.3.2 Revisión y aprobación: los documentos deben ser revisados y
aprobados por la Gerencia General, antes de su distribución,
para asegurarse que éstos sean consistentes y coherentes con
la realidad y reflejen las necesidades de la empresa. Un
documento se considera aprobado cuando ha sido firmado por
la Gerencia General en el espacio correspondiente. Los listados
maestros de documentos, los registros, programas,
especificaciones y control de copias no deben cumplir con la
etapa de aprobación por la Gerencia General.
4.3.3 Distribución: una vez aprobado un documento, éste se
distribuye a todas las personas involucradas en el proceso para
su circulación y cumplimiento. Los únicos documentos
considerados controlados son los Procedimientos Estándar de
Operación. Existe una copia de todos los procedimientos que
Gerencia General tendrá actualizados en un archivo.
Cada vez que se haga un procedimiento nuevo o se modifique
uno anterior, se deberá entregar una copia electrónica y una
Pasteles Artísticos
PROCEDIMIENTO ELABORACIÓN Y CONTROL DE DOCUMENTOS
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 001
No. de Páginas: 4/5
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
76
física del documento en cuestión a Gerencia General y al
departamento de Control de Calidad.
Los procedimientos controlados llevarán en todas las hojas un sello rojo con la inscripción COPIA ORIGINAL. No es permitido fotocopiar ningún procedimiento sin autorización del departamento de Control de Calidad. Toda copia de procedimientos deberá llevar un sello azul, que indica COPIA CONTROLADA NO. ___
4.3.4 Modificación de los documentos: los cambios en los
documentos se harán cada vez que sea necesario, tomando en
consideración las recomendaciones indicadas en los reportes de
auditoría, sugerencias de los colaboradores e integrantes de la
empresa o cuando se considere oportuno efectuar
modificaciones para mejorar la efectividad del sistema. Si la
modificación es conveniente se realiza una nueva versión del
documento, sometiéndose al mismo proceso de aprobación y
revisión que el documento original. Se realiza la divulgación de
la modificación a los involucrados en el proceso y se retira el
documento anterior (original y copias) reemplazándolo por la
nueva versión. El documento anterior se manejará como
documento obsoleto. Cuando se modifique un PEO, la
modificación deberá quedar detallada en la sección “Control de
Cambios”, ubicada al final de cada procedimiento.
4.3.5 Documentos anulados: cuando deje de existir la necesidad que
generó la elaboración de un documento, éste podrá ser anulado.
El manejo de los documentos anulados es igual al de los
documentos obsoletos tal como describe la sección 4.3.6 de
este documento.
4.3.6 Documentos obsoletos: es necesario que El jefe de Control de
Calidad o Gerencia se aseguren que los documentos obsoletos
sean retirados de todos los lugares de uso al momento de su
actualización con el fin de que solo los documentos de la última
versión estén disponibles en todos los lugares donde son
efectuadas operaciones descritos en ellos. Estos serán
destruidos debidamente, para evitar confusiones.
Pasteles Artísticos
PROCEDIMIENTO ELABORACIÓN Y CONTROL DE DOCUMENTOS
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 001
No. de Páginas: 5/5
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
77
V. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
VI. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma

Pasteles Artísticos
CAPACITACIONES CONTINUAS Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 002
No. de Páginas: 1/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
78
I. OBJETIVO:
Contar con personal eficiente en las diferentes áreas de producción.
II. ALCANCE: El mejor rendimiento del personal en la producción
III. RESPONSABILIDAD:
De la empresa proveer los recursos necesarios para la capacitación.
Del encargado de cada área de trabajo velar por que se capacite su personal.
De Control de Calidad verificar que se proporcione la capacitación.
IV. MATERIALES Y EQUIPO: Folletos, lapicero, cuaderno para notas y el que solicite el capacitador, como medios audiovisuales, etc.
V. FRECUENCIA:
Según programa elaborado para cada año.
VI. PROCEDIMIENTO: 5.1 Basándose en el programa anual de capacitaciones se contrata a una
persona o se asigna un capacitador interno para que imparta el curso.
5.2 Al finalizar el curso se realiza una evaluación, archivándola en la
carpeta personal de cada empleado.
VII. ANEXOS: Programa de Capacitaciones

Pasteles Artísticos
CAPACITACIONES CONTINUAS Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 002
No. de Páginas: 2/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
79
PROGRAMA CAPACITACIONES 2014 FECHA CAPACITACIÓN TEMA OBJETIVO DURACIÓN
Enero 2014 BPM Garantizar el cumplimiento de la Buenas Prácticas de Manufactura
90 minutos
Febrero 2014 Calidad Total Promover la realización de trabajos y la aplicación de calidad durante el
proceso de elaboración de muebles.
60 minutos
Marzo 2012 Limpieza y desinfección
Garantizar la reducción de microorganismos situados sobre
una determinada superficie o limpieza adecuada de acuerdo a
área.
60 minutos
Abril 2014 Seguridad Industrial
Manejo adecuado del equipo de seguridad industrial con el fin de
evitar accidentes o enfermedades.
60 minutos
Mayo 2014 Prácticas de personal
Garantizar la adecuada higiene del personal operativo, cambio de
uniformes y demás controles del personal
60 minutos
Junio 2014 Proceso de Mejora Continua.
Incentivar al personal para participar activamente en el proceso de mejora continua de la empresa.
60 minutos
Julio 2014 Cómo aportar soluciones
efectivas a los problemas.
Promover el “empowerment” dentro de la organización.
60 minutos
Agosto 2014 Clases de peligros Dar a conocer los cuatro niveles de peligros que pueden presentarse
en un procesos productivo: Químicos, Físicos, Biológicos,
Alérgenos.
90 minutos
Septiembre 2014 Microbiología Básica
Dar a conocer en forma general los microbios y patógenos que pueden
generarse en los alimentos.
60 minutos
Octubre 2014 Talleres de motivación personal
Incentivar un clima laboral adecuado, evitar el ausentismo y promover el desarrollo personal.
90 minutos
Noviembre 2014 Liderazgo Promover la importancia de un adecuado estilo de liderazgo para incentivar la eficiencia del personal.
60 minutos
Diciembre 2014 Ética Profesional Comunicar los aspectos básicos de ética y moral en el desempeño de un puesto de trabajo
60 minutos
Pasteles Artísticos
CAPACITACIONES CONTINUAS Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 002
No. de Páginas: 3/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
80
CAPACITACIONES PASTELES ARTÍSTICOS
NOMBRE FIRMA FECHA COMENTARIOS
VIII. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
IX. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma

Pasteles Artísticos
INDUCCION PERSONAL NUEVO INGRESO
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 003
No. de Páginas: 1/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
81
I. OBJETIVO
Garantizar que el personal nuevo reciba adecuada inducción, previo al ingreso a
su área específica. Brindar información general de la empresa para que el nuevo
empleado comprenda el giro de la empresa, conozca las líneas de mandos, metas,
misión y visión de la misma. Dar a conocer Misión, Visión, Valores y Política de
Calidad de la empresa. Explicar el giro del negocio y funcionamiento general de
empresa.
II. ALCANCE
Esta inducción es aplicable a todos los departamentos y puestos dentro de la
organización.
III. MATERIALES Y EQUIPO:
Folletos, lapicero, cuaderno para notas y el que solicite el capacitador como
medios audiovisuales.
IV. FRECUENCIA:
Según sea el ingreso de personal nuevo.
V. RESPONSABILIDAD
El responsable de dar la inducción es el Gerente Comercial y Gerente General así
como cualquier cambio o actualización en esta inducción. La inducción de cada
puesto es responsabilidad del jefe del área específica
VI. PROCEDIMIENTO
6.1 Presentación del Organigrama General
6.1.1 Divisiones de cada departamento y líneas jerárquicas
6.1.2 Responsabilidades generales de cada sub área o puesto
6.2 Historia de la Empresa
6.3 Cobertura
6.4 Misión y Visión
6.5 Política de Calidad
6.6 Normas de laborales
Pasteles Artísticos
INDUCCION PERSONAL NUEVO INGRESO
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 003
No. de Páginas: 2/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
82
6.6.1 Permisos: deberá entregarse a su jefe inmediato 3 días
antes de la fecha que se solicita el formato
correspondiente y el Gerente Comercial será el último en
autorizarlo y hacerlo efectivo
6.6.2 Horario Laboral:
Lunes a Viernes 8:00am a 5:00pm
Sábado: 8:00am 11:00am
Refacción: 10:00 a 10:15am
Almuerzo: 1:00 a 2:00 pm
6.6.3 Retrasos en horario de entrada, emergencias o
enfermedades, deben ser notificadas a su jefe inmediato
antes de las 8:00am, de lo contrario se tomará como
ausencia y se descontara el día y el séptimo
6.6.4 Uso de celulares para llamadas personales es totalmente
prohibido
6.6.5 Prohibido escuchar música en horario laboral
6.7 Metas
6.7.1 Entregas puntuales.
6.7.2 Clientes satisfechos.
6.7.3 Calidad: en servicio y productos.
VII. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
VIII. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma

Pasteles Artísticos
LAVADO Y USO DE UNIFORMES Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 004
No. de Páginas: 1/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
83
I. OBJETIVO: Establecer un procedimiento para el lavado y uso de uniformes dentro de la pastelería.
II. ALCANCE: Contar con uniformes limpios y en número suficiente para evitar contaminaciones.
III. RESPONSABLES
La persona encargada del lavado de uniformes es responsable de mantener los uniformes listos para su uso.
El jefe de Control de Calidad verifica que estén limpios.
IV. MATERIAL Y EQUIPO:
Detergente
Bolsa Plástica
Lavadora y Secadora
V. FRECUENCIA Lavado después de cada jornada de trabajo y/o cada vez que sea necesario.
VI. PROCEDIMIENTO
5.1 LAVADO Y SECADO
5.1.1 Al finalizar la jornada de trabajo cada operario debe colocar su
uniforme dentro de la canasta asignada para uniformes sucios.
5.1.2 La persona encargada del lavado de uniformes se encargara al día
siguiente a primera hora de efectuar el lavado y secado.
5.1.3 Llevar los uniformes al área de lavandería ubicada en el patio
trasero.
5.1.4 Agregar el agua a la lavadora
5.1.5 Agregar detergente.
5.1.6 Colocarlo en el Ciclo de lavado.
5.1.7 Mover uniformes limpios a la secadora
5.1.8 Colocar en el ciclo de secado
5.1.9 Sacar y doblar los uniformes colocándolos en bolsas plásticas
identificándolos por nombre y colocarlos en el mueble
correspondiente.
Pasteles Artísticos
LAVADO Y USO DE UNIFORMES Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 004
No. de Páginas: 2/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
84
5.2 USO ADECUADO DE UNIFORMES:
5.2.1 Se proporcionan dos uniformes por persona: Un uniforme en uso,
un uniforme limpio listo para usar.
5.2.2 La Indumentaria adecuada es: pantalón, camisa, zapatos y cofia.
5.2.3 El personal debe de cambiarse uniforme en el área de vestidores,
no debe salir fuera del área de trabajo con el uniforme y menos
fuera del establecimiento.
VII. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
VIII. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma

Pasteles Artísticos
LAVADO DE MANOS Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 005
No. de Páginas: 1/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
85
I. OBJETIVO Garantizar que todo el personal involucrado en los procesos de
fabricación realice un adecuado lavado, desinfección y secado de manos, para evitar
la contaminación microbiana de los materiales y productos que manejan.
II. RESPONSABLE
Todo el personal de fraccionamiento y producción.
Encargado de Control de Calidad
III. FRECUENCIA Todas las veces que sean necesarias
IV. MATERIAL Y EQUIPO
Agua
Jabón Líquido
Cepillo para uñas
Toallas de papel
Alcohol Gel
V. PROCEDIMIENTO Este procedimiento debe realizarse:
o Al ingresar a la empresa. o Después de cambiarse la ropa de calle por el uniforme de trabajo. o Después de utilizar el servicio sanitario. o Antes y después de las comidas. o Al ingresar al área de trabajo. o Cuantas veces lo considere necesario.
5.1 Mojar con agua las manos hasta el antebrazo.
5.2 Tomar una cantidad suficiente de jabón.
5.3 Frotar espacios interdigitales.
5.4 Cepillar las uñas.
5.5 Quitar el jabón con abundante agua.
5.6 Secar con toalla desechable.
5.7 Si es necesario repetir dos veces este procedimiento.
5.8 Por último agregar alcohol gel y dejar secar.
VI. ANEXOS
Procedimiento ilustrado a colocarse en servicios sanitarios de la pastelería.
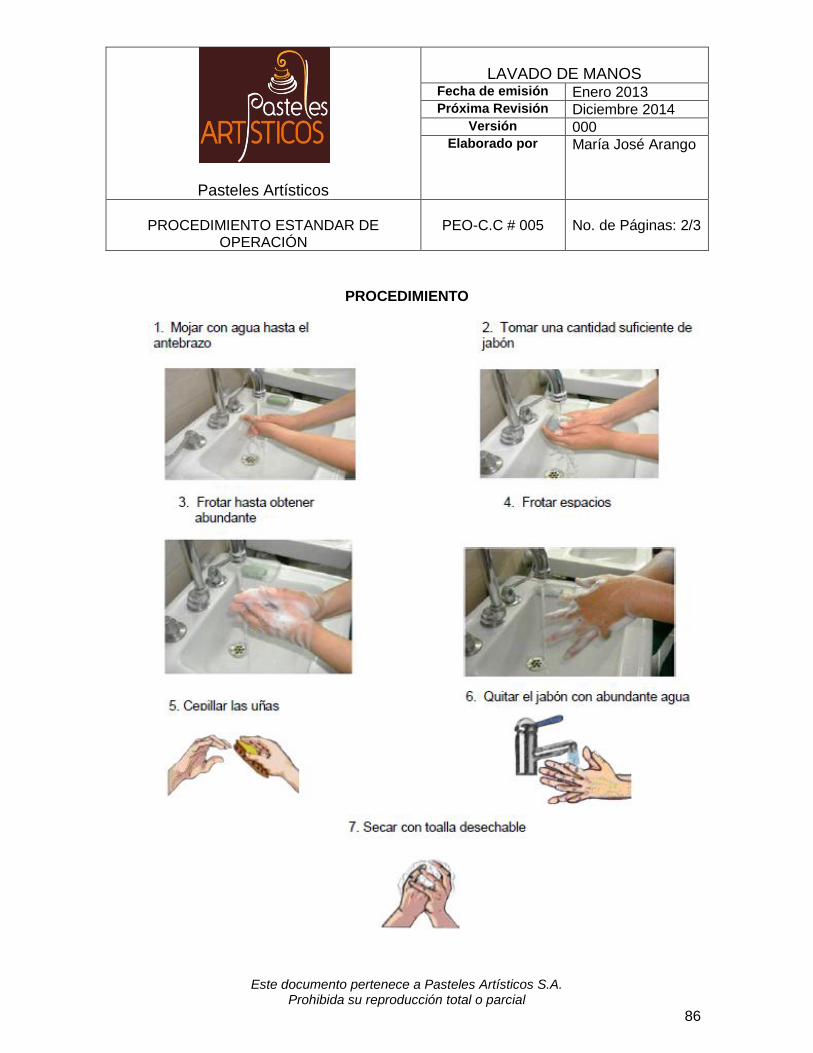
Pasteles Artísticos
LAVADO DE MANOS Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 005
No. de Páginas: 2/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
86
PROCEDIMIENTO
Pasteles Artísticos
LAVADO DE MANOS Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 005
No. de Páginas: 3/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
87
VII. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
VIII. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma

Pasteles Artísticos
CONTROL MICROBIOLÓGICO DE
MANOS Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 006
No. de Páginas: 1/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
88
I. OBJETIVO:
Analizar microbiológicamente las manos del personal operativo, para evitar la
contaminación de los productos con microorganismos aeróbicos y patógenos,
causados por prácticas de higiene inadecuadas del personal.
II. ALCANCE:
Determinar de una forma inmediata una posible contaminación.
III. RESPONSABLES
Jefe de Control de Calidad: programación, contactar a laboratorio seleccionado,
registrar los informes y hacer las correcciones necesarias.
IV. FRECUENCIA:
Cada quince días, en caso de ser necesario repetir de inmediato.
V. MATERIAL Y EQUIPO:
Registros
VI. PROCEDIMIENTO
5.1 Contactar a un laboratorio especializado para realizar los análisis, se
recomienda contactar a Laboratorio Laser de Guatemala, teléfonos 2438-5873.
5.2 Solicitar los siguientes análisis para realizarse en manos del personal operativo:
Recuentos de bacterias y hongos
Determinación de patógenos (Salmonella sp, Escherichia coli, Staphylococcus
aureus, Listeria monocytogenes, Bacillius cereus).
5.3 Proceder a realizar la lectura de los resultados que envía el laboratorio, si el
análisis no cumple, investigar la causa y tomar medidas correctivas; muestrear
nuevamente.
5.4 Archivar los resultados de los análisis adecuadamente y transcribir los
resultados a hoja de control microbiológica de manos.
VII. ANEXOS
Hoja de control microbiológico de manos
Pasteles Artísticos
CONTROL MICROBIOLÓGICO DE
MANOS Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 006
No. de Páginas: 2/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
89
CONTROL MICROBIOLÓGICO MANOS OPERARIOS PASTELES ARTÍSTICOS
Fecha:
NOMBRE Resultados COMENTARIOS

Pasteles Artísticos
CONTROL MICROBIOLÓGICO DE
MANOS Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 006
No. de Páginas: 3/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
90
VIII. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
IX. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma
Pasteles Artísticos
CONTROL DE PLAGAS
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 007
No. de Páginas: 1/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
91
I. OBJETIVO: evitar tanto el ingreso como la existencia de insectos y roedores en las instalaciones de la pastelería.
II. ALCANCE: inexistencia de roedores e insectos en los diferentes ambientes.
III. RESPONSABLES
Planificación del calendario por parte de Gerencia General
Verificación por parte del Jefe de Control
Ejecución por parte de la FUMIGADORA CONTRATADA.
IV. FRECUENCIA:
De acuerdo al calendario de fumigación.
V. MATERIAL Y EQUIPO:
Material y equipo proporcionados por la empresa fumigadora.
VI. PROCEDIMIENTO 5.1 La fumigación, se calendarizará de acuerdo al programa presentado por la
empresa fumigadora.
5.2 Los días elegidos son sábados para que las áreas queden completamente
cerradas en fin de semana.
5.3 Control de Calidad efectúa un recuento de posibles insectos y roedores
muertos en las diferentes áreas.
5.4 El día lunes se procede a limpiar todo el edificio para retirar restos de
insecticidas.
5.5 La empresa fumigadora realiza un inspección/refuerzo un mes después de
la fumigación.
VII. ANEXOS:
Programa Anual de fumigación.
Informe de fumigación emitido por la empresa fumigadora

Pasteles Artísticos
CONTROL DE PLAGAS
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 007
No. de Páginas: 2/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
92
´
´
´
´
´
Pasteles Artísticos
CONTROL DE PLAGAS
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 007
No. de Páginas: 3/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
93
VIII. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
IX. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma

Pasteles Artísticos
RECOLECCIÓN, CLASIFICACIÓN Y
MANEJO DE BASURA Y DESECHOS Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 008
No. de Páginas: 1/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
94
I. OBJETIVO: clasificar los desechos de la fábrica, adecuadamente.
II. ALCANCE: evitar la contaminación del medio ambiente y de los productos fabricados
con los materiales de desecho.
III. RESPONSABLES:
Los operarios son responsables de recolectar, clasificar y manejar los desechos de su área de trabajo
Auxiliar de limpieza, encargado de la ablución.
Control de Calidad supervisión. IV. FRECUENCIA:
Todas la mañanas.
Los intervalos necesarios en las Áreas de Trabajo. V. MATERIAL Y EQUIPO:
Bolsas plásticas: Color azul para plásticos, gris para papel, verde para no reciclables (papel aluminio), blanco para vidrio y metales y negro para orgánicos.
VI. PROCEDIMIENTO 5.1 Los operarios se encargan de la limpieza de desechos o basura de su área de
trabajo y la colocan fuera de los cubículos de producción.
5.2 El auxiliar de limpieza se encarga de la recolección y clasificación los desechos
en bolsas completamente cerradas.
5.3 Todos los desechos generados por las distintas áreas de la pastelería serán
clasificados en las categorías de a) desechos de papel, incluye todo el material
de oficina y cartón, b) Desechos alimenticios provenientes del área del
comedor, c) desechos alimenticios provenientes del área de producción d)
desechos contaminantes provenientes de las papeleras de los servicios
sanitarios, e) desechos comunes provenientes de los procesos de barrido de
todas las áreas.
5.4 Las papeleras de los baños serán vaciadas 2 veces al día, el contenido de las
mismas será almacenado en bolsas de plástico bien cerradas y posteriormente
depositadas en el basurero común.
5.5 Los desechos de oficina y los provenientes del área del comedor lavandería,
serán empacados en bolsas para basura convencionales serán depositados en
el basurero común.

Pasteles Artísticos
RECOLECCIÓN, CLASIFICACIÓN Y
MANEJO DE BASURA Y DESECHOS Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 008
No. de Páginas: 2/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
95
5.6 Los desechos clasificados se trasladan al balcón sanitario que se encuentra
comunicando a la calle, para que sean recogidos por el camión recolector.
VII. CONTROL DE CAMBIOS Fecha de
modificación No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
VIII. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma
Pasteles Artísticos
PREPARACIÓN Y ROTACIÓN DE SOLUCIONES DESINFECTANTES
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 009
No. de Páginas: 1/5
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
96
I. OBJETIVO: Garantizar que las soluciones desinfectantes sean correctas para obtener una buena desinfección evitando que los microorganismos se vuelvan resistentes a los mismos.
II. ALCANCE
Garantizar la eficacia de los desinfectantes
III. RESPONSABILIDAD:
Control de Calidad.
IV. FRECUENCIA.
Preparación de la solución desinfectante según programa.
V. EQUIPO Y MATERIALES.
Recipientes de material adecuado para la preparación de soluciones.
Probeta para medición de las soluciones.
Envases para almacenar la solución desinfectante preparada.
Agua desmineralizada
VI. PROCEDIMIENTO
De acuerdo al programa del mes se planifica la preparación de la solución desinfectante correspondiente.
La solución desinfectante se almacena en recipientes plásticos adecuados, según especificaciones, para cada solución preparada. Se almacena en el patio exterior de la fábrica y se etiqueta adecuadamente para indicar que se trata de desinfectantes.
Se toma cada día una porción adecuada de la solución para desinfectar las áreas requeridas, si sobra solución se desechara para no contaminar el resto.
La solución desinfectante se aplica de acuerdo al PROCEDIMIENTO DE OPERACIÓN DE LIMPIEZA Y DESINFECCIÓN.
ANEXOS:
Fórmulas de la soluciones desinfectantes
Programa de Rotación de Desinfectantes.
Información técnica de las materias primas para la preparación de las soluciones desinfectantes.

Pasteles Artísticos
PREPARACIÓN Y ROTACIÓN DE SOLUCIONES DESINFECTANTES
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 009
No. de Páginas: 2/5
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
97
ANEXO I
FORMULAS DE LAS SOLUCIONES DESINFECTANTES:
SOLUCIÓN DE CLORO AL 1% MATERIA PRIMA
Solución de hipoclorito de sodio al 5%
Agua desmineralizada. PREPARACION
Medir 750 mL de solución de cloro al 5%
Completar con suficiente de agua desmineralizada para obtener un galón.
Mezclar bien y envasar en un recipiente protegido de la luz y bien cerrado.
Etiquetar y guardar.
Conservar en un lugar fresco.
SOLUCIÓN DE GLUCONATO DE CLORHEXIDINA AL 0.5%
MATERIA PRIMA
Gluconato de Clorhexidina al 20 %
Agua desmineralizada. PREPARACION
Medir 94 mL de Gluconato de Clorhexidina al 20% y colocar en un recipiente de color opaco.
Completar con suficiente de agua desmineralizada para obtener un galón.
Mezclar bien y envasar en un recipiente protegido de la luz y bien cerrado.
Etiquetar y guardar.
Conservar en un lugar fresco.
SOLUCIÓN DE ACIDO FENICO AL 5% MATERIA PRIMA
Acido fenico al 99%
Alcohol 100 mL
Agua desmineralizada. PREPARACIÓN
En un recipiente de 3,750 Lt colocar la dilución de acido fenico con alcohol y aforar a 3,750 litros con agua desmineralizada.
Agitar, envasar en un recipiente protegido de la luz, etiquetar y guardar en lugar fresco.

Pasteles Artísticos
PREPARACIÓN Y ROTACIÓN DE SOLUCIONES DESINFECTANTES
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 009
No. de Páginas: 3/5
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
98
ANEXO II: ACTIVIDAD BACTERIOSTÁTICA DE LAS SOLUCIONES DESINFECTANTES.
SOLUCIÓN DE CLORO 1%
ACCIÓN: Desnaturalización de proteínas.
CLASIFICACIÓN Desinfectante de nivel intermedio
ESPECTRO Gram + Gram - , mycobacterium, virus y hongos
TIEMPO DE ACCIÓN: De 2 a 10 minutos
USOS: Desinfectantes de suelos, paredes, techos. Envases, agua, vidrios, cerámica, cristalería y material de acero inoxidable Considerando como desinfectante universal.
TOXICIDAD. Irritante para la piel y mucosas, ingestión provoca severas lesiones en la mucosa gástrica.
VENTAJA: Bajo cotos, poco espumante, enjuagable
DESVENTAJA Inestable a la luz, temperatura, PH, destruye los elementos a altas concentraciones
INACTIVIDAD E INCOMPATIBILIDAD. Materias orgánicas, sales de amonio, detergentes alcalinos, compuestos ácidos porque desprenden vapores de cloro muy irritantes, no utilizar con formaldehído.
CORROSION: Potencial oxidante y corrosivo sobre aluminio, plata, acero inoxidable, caucho y algunos plásticos.
SOLUCIÓN DE CLORHEXIDINA 0.5 %
ACCIÓN: Rompe membrana celular.
CLASIFICACIÓN: Desinfectante de nivel intermedio
ESPECTRO: Gram +, Gram -, moderadamente contra, pseudomonas y mycrobacterium, inactivo frente a esporas.
Pasteles Artísticos
PREPARACIÓN Y ROTACIÓN DE SOLUCIONES DESINFECTANTES
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 009
No. de Páginas: 4/5
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
99
TIEMPO DE ACCIÓN: Tiempo de 3 minutos.
USOS: Superficies. Mobiliario, caucho, plásticos, antiséptico.
TOXICIDAD: Toleradas por mucosas.
VENTAJA: Poco toxico, no tiene olor.
DESVENTAJA: Inestable en la luz y calor, costo elevado.
INACTIVACIÓN: Materia orgánica, celulosa, corcho, proteínas.
INCOMPATIBILIDAD: Amonio cuaternario, compuestos aniónicos.
CORROSIÓN: No corrosivo.
OTROS: Normalmente se usan en aromas y jabones bactericidas para lavado de manos
SOLUCION DE ACIDO FENICO AL 0.5 %
ACCIÓN: Rompe paredes y membranas celulares.
CLASIFICACIÓN: Desinfectante de nivel intermedio.
EXPECTRO: Gram +, Gram -, poco virucidad y fungicida, poca acción contra pseudomonas.
TIEMPO DE ACCIÓN: Mínimo 5 a 10 minutos.
USOS: Superficies, cristalerías, equipos.
COMBINACIÓN: Con alcohol.
TOXICIDAD: Se absorbe por la piel, puede producir alergias.
INACTIVACIÓN: Materia orgánica.
INCOMPATIBILIDAD: Compuestos cationicos.
CORROSION: Materiales ferrosos, no corroe metales
Pasteles Artísticos
PREPARACIÓN Y ROTACIÓN DE SOLUCIONES DESINFECTANTES
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 009
No. de Páginas: 5/5
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
100
ANEXO III
Programa de Rotación de Desinfectantes
VII. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
VIII. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma
DESINFECTANTES
SEMANAS 1ª. 2ª. 3a 4ª.
Solución de Cloro al 1% Solución de Gluconato de Clorhexidina al 0.5 %
Solución de Ácido Fenico al 1 % Solución de Cloro al 1%
Pasteles Artísticos
LIMPIEZA Y SANITIZACIÓN DE
SERVICIOS SANITARIOS Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 010
No. de Páginas: 1/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
101
I. OBJETIVO: Establecer procedimiento de limpieza de acuerdo a las Buenas Prácticas de
Manufactura.
II. ALCANCE: Evitar posibles contaminaciones.
III. RESPONSABLES
Del Auxiliar de limpieza, realización.
Control de Calidad, supervisión. IV. FRECUENCIA
Diariamente
Cuantas veces que sea necesario.
V. MATERIAL Y EQUIPO:
Detergente
Solución Desinfectante
Escoba
Trapeador
Paños
Pala
Cepillo
VI. PROCEDIMIENTO: CIELO RASO Y LAMPARAS: FRECUENCIA: Una vez por semana
Con la escoba determinada únicamente para uso en cielo raso (escoba color rojo) limpiar la superficie orientando de la orilla hacia el centro, dando énfasis a las esquinas.
Si fuera necesario limpiar el cielo raso utilizando detergente y paño.
Apagar la lámpara quitar el difusor llevarlo a la pila y limpiar con detergente y cepillo.
Quitar los tubos fluorescentes y limpiarlos con un paño húmedo.
Concluida la limpieza colocar los tubos fluorescentes y el difusor.
Pasteles Artísticos
LIMPIEZA Y SANITIZACIÓN DE
SERVICIOS SANITARIOS Fecha de emisión Enero 2013 Próxima Revisión Enero 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 010
No. de Páginas: 2/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
102
PAREDES: FRECUENCIA: Una vez por semana
Con el palo del trapeador y un paño para paredes (marcado con la palabra paredes con tinta negra indeleble) humedecido, limpiar de arriba hacia abajo en trazos súper puestos de tal manera que quede limpio.
Si fuera necesario utilizar detergente.
Deslizar el paño humedecido con la solución desinfectante por las paredes
PUERTAS VIDRIOS Y ESPEJOS: FRECUENCIA Todos los días.
Con el paño húmedo proceder a limpiar los marcos de las puertas ventanas, espejos en trazos parejos y súper puestos de énfasis a las manecillas.
Utilizando una toalla de papel humedecida con desinfectante limpiar espejos y vidrios.
PISOS FRECUENCIA: Todos los días.
Con la escoba de cerdas plásticas delimitada para barrer (color verde) asear el piso en trazos parejos de adentro hacia fuera
Recoger la basura con la pala y depositarla en el basurero correspondiente.
Con el paño para piso (marcado con la palabra piso con tinta negra indeleble) humedecido con detergente limpiar en trazos parejos dando énfasis en las paredes y esquinas.
Eliminar el detergente con un paño para piso húmedo.
Utilizando un paño húmedo con la solución desinfectante, cubrir la superficie del piso.
LAVAMANOS Y JABONERAS: FRECUENCIA: Todos los días.
Remover el jabón de la jabonera y proceder a lavar.
Con la ayuda de la esponja lavar el lavamanos dando énfasis a la llave del agua con detergente
Aplicar solución Desinfectante con un paño. INODORO: FRECUENCIA: Todos los días.
Lavar la taza por dentro detergente y cloro con el cepillo para este fin (rotulado con tinta indeleble).
Limpiar la taza por fuera con detergente y la esponja exclusiva para este uso

Pasteles Artísticos
LIMPIEZA SANITIZACIÓN DE SERVICIOS SANITARIOS Y
VESTIDORES Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 010
No. de Páginas: 3/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
103
Eliminar los residuos de detergente con agua.
Secar con toallas de papel
Aplicar la solución desinfectante con toallas de papel.
BASUREROS FRECUENCIA: Todos los días.
Cerrar la bolsa antes de retirarla del basurero y llevarla a depósito para basura ubicado en el patio exterior.
Llevar el basurero al área de lavado y con esponja y detergente lavarlo por dentro y por fuera.
Secar el basurero con un paño exclusivo para este uso (rotulado con tinta indeleble).
Colocar una nueva bolsa para basura.
Colocar basurero en su sitio.
VII. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
VIII. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma

Pasteles Artísticos
RECEPCIÓN, ALMACENAMIENTO Y MANEJO DE MATERIAS PRIMAS Y
MATERIAL DE EMPAQUE
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 011
No. de Páginas: 1/6
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
104
I. OBJETIVO: Garantizar la calidad de la materia prima para la elaboración de los productos y manejo adecuado de material de empaque.
II. ALCANCE:
Obtener productos de calidad
III. RESPONSABLES:
De control de Calidad, recibir, muestrear, verificar, liberar la materia prima y material de empaque para su uso.
IV. FRECUENCIA:
Cada vez que ingrese materia prima o material de empaque.
V. MATERIAL Y EQUIPO:
Libro de registro para ingresos de materia prima,
Boletas de identificación (según el estado en el que se encuentre la materia prima).
VI. PROCEDIMIENTO:
6.1 El jefe de Control de Calidad o en su defecto la persona designada para recepción de materia prima, procede a recibir la materia prima registrándola en el libro correspondiente “MATERIA PRIMA y MATERIA DE EMPQUE”, de color verde colocándole los datos solicitados:
1. Fecha de Recepción: Día en que se recibió el lote de Materia Prima. 2. Nombre del Producto: Nombre que aparece en el certificado del proveedor. 3. Nombre del proveedor. 4. Número de Factura: Factura con la que se recibió el lote. 5. Fecha de vencimiento: Fecha de vencimiento que aparece en el certificado de
control de calidad. 6. Lote del proveedor: Lote que aparece en el. 7. Lote Interno: De acuerdo a PEO-CC # 12 8. Cantidad: Cantidad que parece en el certificado del proveedor. 9. Número de Análisis: Correlativo que inicia en el 001 para el primer lote de
materia prima recibido en el año en curso y continúa consecutivamente. 10. Número de Análisis Laboratorio de control de Calidad: Correlativo que inicia en
el 001 para el primer lote de materia prima recibido en el año en curso y continúa consecutivamente. (Para producto de empaque no aplica).
11. Estatus: Aprobado o Rechazado.

Pasteles Artísticos
RECEPCIÓN, ALMACENAMIENTO Y MANEJO DE MATERIAS PRIMAS Y
MATERIAL DE EMPAQUE Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 011
No. de Páginas: 2/6
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
105
MATERIA PRIMA
6.2 Se procederá a colocar las etiquetas amarillas “CUARENTENA” en los
recipientes que contengan la materia prima en cuestión.
6.3 Proceder a muestrear la materia prima en la bodega de materia prima.
Las muestras sólidas, serán tomadas usando una cuchara desechable
y serán almacenadas en bolsas de celofán debidamente identificadas
(nombre de materia prima, Número de lote, fecha) para su posterior
análisis. Una vez la muestra esté en la bolsa se celofán, se sellará la
bolsa con una selladora manual.
6.4 Si es líquida la materia prima, la muestra se toma con una jeringa de
1mL para su análisis. Dicha jeringa se debe almacenar en una bolsa de
celofán debidamente identificada (nombre de la materia prima, número
de lote, fecha)
6.5 A las muestras se les hacen pruebas organolépticas (gusto, olor,
textura y color) y se comparan con las muestras de referencia. Se
comparan con la información que está en el certificado de análisis
brindado por el proveedor. El registro de esta actividad quedará en el
libro de análisis hechos por Control de Calidad.
6.6 A cada lote de materia prima que se recibe se le tomará una muestra y
se enviará a un Laboratorio de Control de Calidad, se recomienda
contactar a Laboratorio Laser de Guatemala, teléfonos 2438-5873. Para
que realice pruebas microbiológicas a la materia prima. Análisis
Microbiológico de Alimentos:
Recuentos de bacterias y hongos
Determinación de patógenos (Salmonella sp, Escherichia
coli, Staphylococcus aureus, Listeria monocytogenes,
Bacillius cereus y otros).
Determinación de microorganismos indicadores
Determinación de microorganismos deteriorantes.
6.7 Se procederá a archivar el reporte de análisis brindado por el
Laboratorio de control de calidad, un una carpeta color verde, rotulada
con las palabras “REPORTES DE ANÁLISIS MATERIA PRIMA”. Se
procederá a escribir el numero correlativo del análisis en la esquina
superior derecha del reporte, éste número también estará indicado el
libro “MATERIA PRIMA”.
Pasteles Artísticos
RECEPCIÓN, ALMACENAMIENTO Y MANEJO DE MATERIAS PRIMAS Y
MATERIAL DE EMPAQUE
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 011
No. de Páginas: 3/6
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
106
6.8 Si todas las especificaciones cumplen Control de Calidad procede a
aprobar la materia prima, removiendo la etiqueta amarilla
“CUARENTENA” y colocando una etiqueta verde “APROBADO” sobre
el contenedor que contiene la materia prima analizada. Además
procederá a identificar la materia prima con la etiqueta
“IDENTIFICACIÓN DE MATERIA PRIMA”, marcando con una “x” el
cuadro de aprobado.
6.9 Toda materia prima aprobada por Control de Calidad podrá ser
utilizada para los procesos de producción.
6.10 Si el producto es rechazado, se le coloca la etiqueta roja
“RECHAZADO”. a los contenedores en los cuales está almacenada la
materia prima, se traslada al área de rechazos para ser devuelta al
proveedor. Finalmente el Jefe de Control de Calidad le informa del
resultado al jefe de Producción. Además la etiqueta “IDENTIFICACIÓN
DE MATERIA PRIMA”, se marcará con una “x” el cuadro de rechazado.
6.11 Cuando una materia prima es rechazada, Control de calidad
informará por escrito a la Gerencia Administrativa dicho resultado para
que éste departamento haga las gestiones administrativas para la
devolución de la materia prima en cuestión.
6.12 Cuando la materia prima esté aprobada se procederá a almacenar
en el área designada al almacenamiento, si la materia prima necesita
refrigeración se debe llevar hacia la refrigeradora con su etiqueta
correspondiente. Si la materia prima no necesita refrigeración se
procederá a introducirla en los recipientes respetivos para su
almacenaje que deberán estar correctamente limpios e identificados de
acuerdo al PEO-C.C # 15. La materia prima deberá ser almacenada
únicamente en contenedores que según la etiqueta de identificación
hayan contenido anteriormente el mismo producto, que se está
introduciendo en ese momento. Los contenedores deberán situarse en
las tarimas o estanterías respectivas del área de almacenamiento.

Pasteles Artísticos
RECEPCIÓN, ALMACENAMIENTO Y MANEJO DE MATERIAS PRIMAS Y
MATERIAL DE EMPAQUE
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 011
No. de Páginas: 4/6
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
107
MATERIAL DE EMPQUE:
6.13 El material de empaque consiste en bolsas de celofán de tres
tamaños, cajas de cartón color blanco y porta pasteles forrados con
papel aluminio especial.
6.14 Proceder a analizar el material de empaque para verificar que se
encuentre en condiciones adecuadas, sin orificios, sin polvo, agua y/o
contaminación física. Las cajas de cartón deben verificarse por dentro,
6.15 Si el producto se encuentra en adecuadas condiciones, proceder a
colocar la etiqueta de APROBADO en bolsas de plástico transparentes
e introducir el material de empaque dentro de las bolsas
6.16 Con el material dentro de las bolsas plásticas que evitan la
contaminación por polvo proceder u otros, proceder a colocar en las
estanterías que deben estar limpias de acuerdo al PEO-C.C#25.
VII. ANEXOS:
Pasteles Artísticos
RECEPCIÓN, ALMACENAMIENTO Y MANEJO DE MATERIAS PRIMAS Y
MATERIAL DE EMPAQUE Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 011
No. de Páginas: 5/6
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
108
CUARENTENA CONTROL DE CALIDAD
PRODUCTO__________________________ NO. DE LOTE________________________ FECHA:_____________________________ FIRMA:_____________________________
RECHAZADO
CONTROL DE CALIDAD
PRODUCTO:_________________________________ NO. DE LOTE:_______________________________ MOTIVO:___________________________________ FECHA:_____________________________________ FIRMA:_____________________________________

Pasteles Artísticos
RECEPCIÓN, ALMACENAMIENTO Y MANEJO DE MATERIAS PRIMAS Y
MATERIAL DE EMPAQUE Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 011
No. de Páginas: 6/6
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
109
VIII. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
IX. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma
Pasteles Artísticos
ASIGNACIÓN DE NÚMERO DE LOTE A LA MATERIA PRIMA Y MATERIAL DE
ENVASE Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 012
No. de Páginas: 1/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
110
I. OBJETIVO
Establecer un procedimiento estandarizado para asignar número de lote a la
materia prima, material de envase y etiquetas que ingresen a la pastelería. De
este modo se asegurará la trazabilidad de materiales.
II. ALCANCE
Este procedimiento aplica a todas las materias primas, material de envase y
etiquetas que ingresen a Pasteles Artísticos.
III. RESPONSABILIDAD
Control de Calidad es el responsable de la asignación de números de lotes y los
encargados de bodega son los responsables de colocar las etiquetas que haga el
departamento de Control de Calidad.
IV. PROCEDIMIENTO
4.1 Antes de asignar el número de lote a las materias primas, material de
envase empaque han de recibirse estos insumos según PEO-011.
4.2 El número de lote para materias primas se asignará utilizando el libro de
registro de entrada de materia prima
4.3 El número de lote consistirá en una combinación alfanumérica de 9
caracteres.
4.4 Todo número de lote iniciará con las letras (MP) en mayúsculas seguido de
un guión (-).
4.5 La codificación de lote seguirá con un correlativo numérico de 6 dígitos. Los
primeros dos dígitos corresponderán al año en curso y los últimos cuatro
corresponderán al número correlativo de materia prima que ingresa en el
año.
4.6 Se deberá utilizar el libro de registro de entrada de materia prima para
seguir el orden correlativo. Por ejemplo, si la primera materia prima que
ingresa en el año 2013 es un lote de harina, se le asignará el número de
lote MP-130001. La siguiente materia prima que ingrese a la pastelería, sin
importar cual sea, le tocará el número de lote MP-130002, y así
sucesivamente hasta finalizar el año.
Pasteles Artísticos
ASIGNACIÓN DE NÚMERO DE LOTE A LA MATERIA PRIMA Y MATERIAL DE
ENVASE Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 012
No. de Páginas: 2/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
111
4.7 La secuencia correlativa se reiniciará cada inicio de año. Este libro
permanecerá archivado en las oficinas administrativas segundo nivel de la
fábrica
4.8 Previo a asignar número de lote a materiales de envase, empaque y
etiquetas se deben recibir siguiendo el PEO-011.
4.9 El número de lote para material de envase, empaque y etiquetas se
asignará utilizando el libro de registro de entrada de material de envase y
empaque, el cual se encuentra ubicado en el departamento de Control de
Calidad. Dicha actividad será realizada por el supervisor de Control de
Calidad.
4.10 Todo número de lote iniciará con las letras (ME) en mayúsculas seguido de
un guión (-).
4.11 Se deberá utilizar el libro de registro de entrada de material de empaque
envase para seguir el orden correlativo. Por ejemplo, si el primer material
de empaque que ingresa en el año 2013 es un lote de bolsas de celofán se
asigna ME-120001. El siguiente material de empaque que ingrese a la
pastelería, sin importar cual sea, se le asignará el número de lote ME-
120002, y así sucesivamente hasta finalizar el año.
4.12 La secuencia correlativa se reiniciará cada inicio de año. Este libro
permanecerá archivado en el departamento de Control de Calidad.
V. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
VI. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma

Pasteles Artísticos
MANEJO Y PESADO DE MATERIA PRIMA
PARA PROCESOS DE PRODUCCIÓN Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 013
No. de Páginas: 1/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
112
I. OBJETIVO
Establecer un procedimiento para el manejo y pesado de las materias primas
que serán usadas por el Departamento de Producción.
II. ALCANCE
Este procedimiento aplica a todas las materias primas utilizadas en los procesos
de producción.
III. RESPONSABILIDAD
El auxiliar de producción encargado del área de dispensado es el
encargado de la ejecución de este procedimiento.
Control de Calidad verificará.
IV. PROCEDIMIENTO 4.1. Únicamente se dispensaran materias primas cuando se cuente con una
orden de producción.
4.2. Para dispensar un sólido, los pesos tienen que estar dados en unidades
internacionales, kilo o gramos, por lo que la orden de producción debe
llevar escrito la unidad de pesado. Se debe tomar que el kilo es igual a
1000 gramos. Un gramo es igual a 1000 miligramos.
4.3. Si son líquidos los dispensados, la orden de producción debe estar dada
en litros o mililitros. Un litro es igual a 1000 mililitros. La medición se debe
hacer en recipientes adecuados al volumen a medir.
4.4. Se puede usar peso en lugar de volumen únicamente cuando se conoce
la densidad del líquido a medir.
4.5. Una vez tomadas en cuentas las recomendaciones anteriores se procede
a agrupar las Materias Primas solicitadas en la orden de producción. El
registro de las órdenes de producción queda archivado en el
departamento de producción.
4.6. Se debe aplicar el sistema PEPS, según PEO-014, para elegir las
materias primas que se medirán.
4.7. Verificar que todos los contenedores de materia prima cuenten con la
etiqueta de aprobado.
Pasteles Artísticos
MANEJO Y PESADO DE MATERIA PRIMA
PARA PROCESOS DE PRODUCCIÓN Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 013
No. de Páginas: 2/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
113
4.8. Proceder a pesar las Materias Primas con las cantidades descritas en la
orden de producción, utilizando balanzas digitales, e identificarlas con las
etiquetas correspondientes.
4.9. Introducir las Materias Primas en recipientes identificados con etiquetas
de utensilio limpio.
4.10. Solicitar la verificación de pesos al departamento de Control de Calidad.
Dejando evidencia al firmar las etiquetas de verificación de pesos.
4.11. Colocar cada una de las Materias Primas pesadas dentro de una canasta,
junto con la orden de producción. Cada materia prima debe ir
debidamente identificada con las etiquetas correspondientes, firmadas por
la persona que pesa y por Control de Calidad para llevarlas al área de
producción.
4.12. Una vez las materias primas se encuentren dentro del área de producción
podrán ser utilizadas para la fabricación de los productos.
4.13. Regresar los recipientes debidamente cerrados a la bodega de Materia
Prima, para proceder con la limpieza de los utensilios de acuerdo a PEO-
015
V. ANEXOS:
Pasteles Artísticos
MANEJO Y PESADO DE MATERIA PRIMA
PARA PROCESOS DE PRODUCCIÓN Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 013
No. de Páginas: 3/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
114
VI. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
VII. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma
Pasteles Artísticos
ENTRADA Y SALIDA DE MATERIA PRIMA DE LA BODEGA DE
PRODUCCIÓN Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 014
No. de Páginas: 1/1
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
115
I. OBJETIVO Establecer un procedimiento para el correcto manejo de inventario
físico en Pasteles Artísticos.
II. ALCANCE El presente procedimiento aplica a todas las materias primas
utilizadas la pastelería.
III. RESPONSABILIDAD
El encargado de bodega es el responsable directo del cumplimiento de este
procedimiento.
IV. PROCEDIMIENTO
4.1 Antes de introducir cualquier materia prima en un contenedor, éste debe
limpiarse según PEO-C.C # 14
4.2 Cada vez que se gire un orden para elaborar un producto, el encargado de la
bodega de materia prima, preparará los materiales necesarios, en la cantidad
descrita en la orden.
4.3 Las Materias primas utilizadas en la manufactura de medicamentos tienen que
salir de la bodega siguiendo el sistema PEPS, Primero en entrar-Primero en
salir.
4.4 El encargado de bodega debe verificar siempre, si existen más de un lote de la
misma materia prima en la bodega.
4.5 Si hay más de un lote de la misma materia prima, el lote que se utilizará será el
que entró primero a la bodega (el más antiguo).
V. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
VI. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma

Pasteles Artísticos
LIMPIEZA DE EQUIPO, UTENSILIOS Y CONTENEDORES DE MATERIA PRIMA
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 015
No. de Páginas: 1/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
116
I. OBJETIVO: Establecer un procedimiento de limpieza y desinfección de equipo y utensilios para evitar contaminaciones.
II. ALCANCE: Poseer equipo y utensilios limpios y desinfectados para su uso
inmediato en producciones.
III. RESPONSABLES:
La persona que fabrica el producto.
El jefe de Producción supervisa que se efectué la limpieza y desinfección.
Control de Calidad verifica.
IV. FRECUENCIA: Cada vez que se utilice el equipo o utensilios
V. MATERIAL Y EQUIPO:
Detergente
Esponja
Paño o toalla desechable.
Bolsa Plástica
VI. PROCEDIMIENTO EQUIPO:
6.1 Trasladar el equipo al área de lavado, si éste aplica.
6.2 Proceder a desarmar, si es posible el equipo y lave con detergente las
partes que se puedan.
6.3 Retirar el detergente con agua des-ionizada.
6.4 Secar con toallas desechables para evitar pelusa, armar nuevamente y
guardarlo ya identificado con su respectiva etiqueta, en el área
correspondiente a equipo limpio.
UTENSILIOS: 6.5 Lavar con agua y jabón los utensilios
6.6 Retirar el jabón con agua des-ionizada.
6.7 Secar con toallas desechables para evitar pelusa, armar nuevamente y
guardarlo ya identificado con su respectiva etiqueta, en el área
correspondiente a equipo limpio.
VII. ANEXOS: Boletas de identificación.
Pasteles Artísticos
LIMPIEZA DE EQUIPO, UTENSILIOS Y CONTENEDORES DE MATERIA PRIMA
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 015
No. de Páginas: 2/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
117
ETIQUETA DE IDENTIFICACIÓN PARA EQUIPO, UTELSILIOS O
CONTENEDORES LIMPIOS
Fecha de limpieza:__________________ Producto utilizado anteriormente:_____________________ Producto a utilizar:__________________ Responsable:______________________ Vo. Bo. C.C._______________________ Fecha:___________________________
VIII. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
IX. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma

Pasteles Artísticos
LAVADO CISTERNA Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 016
No. de Páginas: 1/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
118
I. OBJETIVO Tener un depósito de agua Municipal libre de Microorganismos
para que alimente el sistema de agua des-ionizada que se usa en Producción.
II. RESPONSABLES Se contratará una persona para realizar ésta tarea.
III. FRECUENCIA Trimestralmente
IV. MATERIAL Y EQUIPO:
Cepillo
Detergente
Solución de Cloro 1%
Escalera
V. PROCEDIMIENTO 5.1 Dejar la llave de paso de agua a la cisterna cerrada un día antes de
la limpieza.
5.2 Vaciar la cisterna dejando 50 litros de agua.
5.3 Con un cepillo y detergente cepillar las paredes, piso y techo del
cisterna
5.4 Sacar el agua sucia con jabón
5.5 Lavar con agua limpia las veces necesarias hasta que no haya
residuo de jabón
5.6 Aplicar la Solución de Cloro al 1% con un Atomizador en las paredes
y piso.
5.7 Abrir la llave de paso de agua y dejar llenar la cisterna.
5.8 Registrar la limpieza de la cisterna en la hoja LIMPIEZA DE
CISTERNA.
VI. ANEXOS Hoja de Registro

Pasteles Artísticos
LAVADO CISTERNA Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 016
No. de Páginas: 2/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
119
REGISTRO LIMPIEZA DE CISTERNA 2014
Fecha Programación
Fecha Realización Nombre y firma Responsable realización
Vo.Bo. Control de Calidad
17/01/2014
12/04/2014
19/07/2014
18/10/2014
VII. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
VIII. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma
Pasteles Artísticos
SELECCIÓN DE PROVEEDORES Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 017
No. de Páginas: 1/4
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
120
I. OBJETIVO Establecer los lineamientos a seguir para la selección de proveedores de materias primas y materiales de acondicionamiento.
II. ALCANCE
Contar con un listado adecuado de proveedores para las necesidades de la empresa.
III. RESPONSABLES:
Gerente General
Gerente Comercial
IV. FRECUENCIA Cuando sea necesario.
V. PROCEDIMIENTO:
5.1 Utilizar formato para evaluación de proveedores. 5.2 Seleccionar al proveedor con mayor calificación obtenida
VI. ANEXOS
Formato evaluación de proveedores

Pasteles Artísticos
SELECCIÓN DE PROVEEDORES Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 017
No. de Páginas: 2/4
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
121
EVALUACIÓN DE PROVEEDORES
NO. 001
I. Identificación del Proveedor
Proveedor
Nit
Fecha
Marcar con x los espacios en blanco a la derecha de cada casilla
1 Tipo de
Proveedor
El proveedor fabrica o produce los productos que suministra
El proveedor es únicamente distribuidor de los insumos que suministra
2 Sistema de
calidad
Certificación ISO 9001:2008 e implementación eficaz
Procedimientos operativos, Control de Calidad (inspección en recibo, proceso, y PT) y registros implementados
Cuenta con Control de Calidad (inspección en recibo, proceso, y PT) o un Sistema informal pero funcional de acuerdo a requerimientos
Controles básicos, operación basada en la experiencia
Sin controles mínimos, operación basada en la experiencia
3 Producción /
Proceso
Certificación ISO 9001:2000
Sistema de control en implementación, tecnología aceptable para lograr la conformidad del producto, evidencia de mantenimiento
Control de la producción funcional, tecnología aceptable para lograr la conformidad del producto
Sólo hay registros informales y tecnología suficiente
No hay control de la producción y tecnología deficiente
4 Identificación y
Trazabilidad
Procedimiento de Identificación y rastreabilidad implementado eficazmente
Lotifica su producto y se puede rastrear.
No maneja lote pero se puede rastrear.
No maneja lote y no se puede rastrear el producto
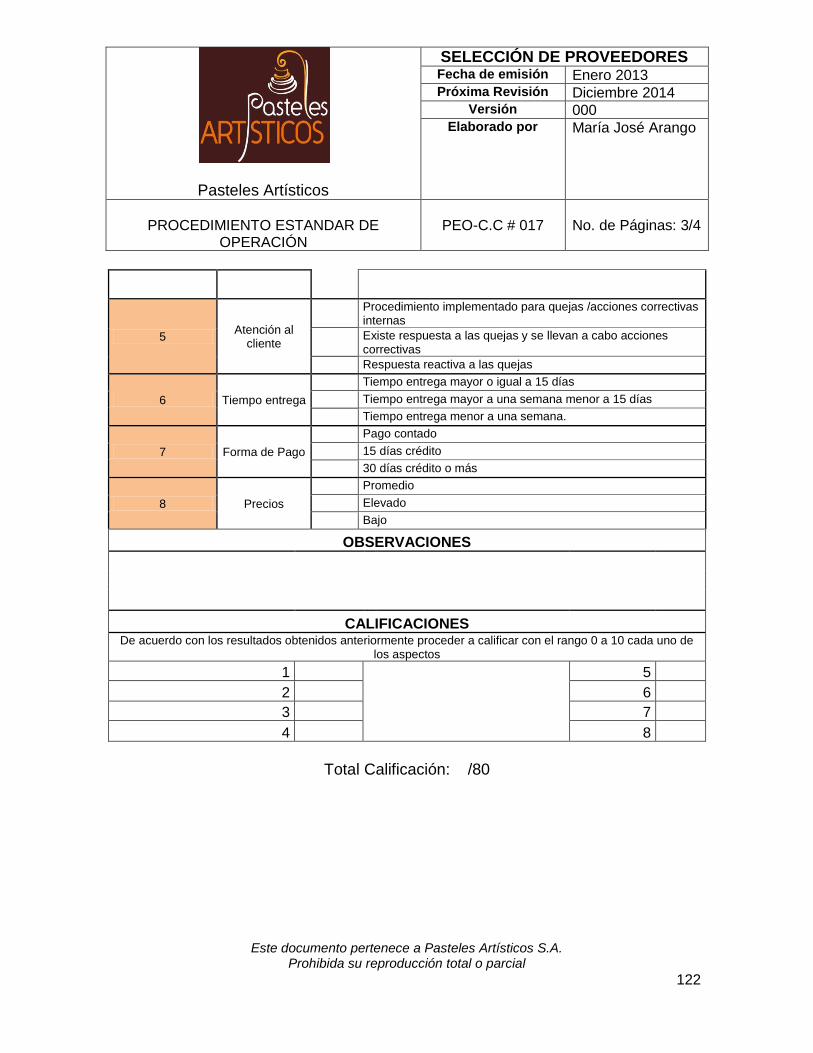
Pasteles Artísticos
SELECCIÓN DE PROVEEDORES Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 017
No. de Páginas: 3/4
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
122
5 Atención al
cliente
Procedimiento implementado para quejas /acciones correctivas internas
Existe respuesta a las quejas y se llevan a cabo acciones correctivas
Respuesta reactiva a las quejas
6 Tiempo entrega
Tiempo entrega mayor o igual a 15 días
Tiempo entrega mayor a una semana menor a 15 días
Tiempo entrega menor a una semana.
7 Forma de Pago
Pago contado
15 días crédito
30 días crédito o más
8 Precios
Promedio
Elevado
Bajo
OBSERVACIONES
CALIFICACIONES De acuerdo con los resultados obtenidos anteriormente proceder a calificar con el rango 0 a 10 cada uno de
los aspectos
1
5
2 6
3 7
4 8
Total Calificación: /80
Pasteles Artísticos
SELECCIÓN DE PROVEEDORES Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 017
No. de Páginas: 4/4
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
123
VII. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
VIII. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma
Pasteles Artísticos
MANTENIMIENTO Y CALIBRACIÓN DEL EQUIPO
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 018
No. de Páginas: 1/5
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
124
I. OBJETIVO: Poseer un equipo adecuado para la fabricación evitando fallas y costos elevados innecesarios.
II. ALCANCE:
Prevenir interrupciones innecesarias en los procedimientos de fabricación.
III. RESPONSABLES:
Auxiliar de producción, solicitar mantenimiento del equipo.
Persona contratada para realizar el mantenimiento, efectuarlo.
Control de Calidad, verificarlo.
IV. FRECUENCIA: Según programa o cuando sea necesario.
V. MATERIAL Y EQUIPO: Programa anual de Mantenimiento.
VI. PROCEDIMIENTO:
5.1 Anualmente se elabora un calendario del mantenimiento preventivo de
los equipos de la pastelería.
5.2 El calendario se elabora según las necesidades de cada equipo.
5.3 Según sea el equipo; el mantenimiento se hace interno o externo, el
externo se solicita a la empresa correspondiente, y el interno se hace
con el personal encargado de mantenimiento
5.4 Después de realizado el mantenimiento se llena el registro
correspondiente de cada equipo
VII. ANEXOS:
Programa anual de mantenimiento.
Registro de mantenimiento.

Pasteles Artísticos
MANTENIMIENTO Y CALIBRACIÓN DEL EQUIPO
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 018
No. de Páginas: 2/5
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
125
REGISTRO DE MANTENIMIENTO PREVENTIVO Y CORRECTIVO PARA EQUIPOS 2014
AÑO 2010 ENE FEB MAR ABR MAY JUN JUL AGO SEP OCT NOV DIC
Nombre y Código
Horno (HO-01, HO-02, HO-03)
F=TA A=R
Refrigeradora (RE-01).
A=R
Refrigeradora Industrial (RE-IND-01)
S=R S=R
Batidoras (BAT-01, BAT-02, BAT, 03)
F=A S=R S=R
Balanzas (B1,B2,B3,B4)
T=R T=R T=R
Licuadoras (LIC-01, LIC-02, LIC-03)
S=R S=R
Alisadora de masa (AL-01)
S=R S=R
SIMBOLOGÍA DE INSTALACION Y EDIFICIO Q = Servicio quincenal M = Servicio Mensual T = Servicio Trimestral S= Servicio Semestral A = Servicio Anual TA = Servicio cada tres años CLASE DE SERVICIO F = Funcionamiento R = Revisión General
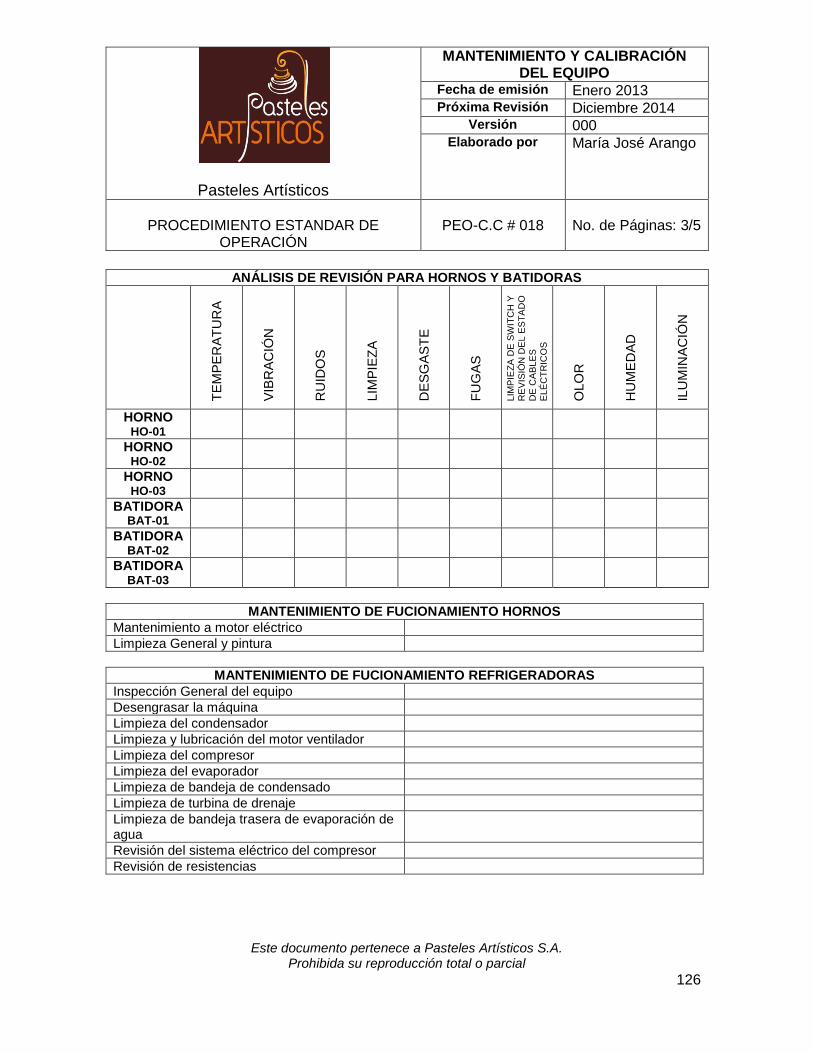
Pasteles Artísticos
MANTENIMIENTO Y CALIBRACIÓN DEL EQUIPO
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 018
No. de Páginas: 3/5
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
126
ANÁLISIS DE REVISIÓN PARA HORNOS Y BATIDORAS
TE
MP
ER
AT
UR
A
VIB
RA
CIÓ
N
RU
IDO
S
LIM
PIE
ZA
DE
SG
AS
TE
FU
GA
S
LIM
PIE
ZA
DE
SW
ITC
H Y
RE
VIS
IÓN
DE
L E
ST
AD
O
DE
CA
BLE
S
ELÉ
CT
RIC
OS
OLO
R
HU
ME
DA
D
ILU
MIN
AC
IÓN
HORNO HO-01
HORNO HO-02
HORNO HO-03
BATIDORA BAT-01
BATIDORA BAT-02
BATIDORA BAT-03
MANTENIMIENTO DE FUCIONAMIENTO HORNOS
Mantenimiento a motor eléctrico
Limpieza General y pintura
MANTENIMIENTO DE FUCIONAMIENTO REFRIGERADORAS
Inspección General del equipo
Desengrasar la máquina
Limpieza del condensador
Limpieza y lubricación del motor ventilador
Limpieza del compresor
Limpieza del evaporador
Limpieza de bandeja de condensado
Limpieza de turbina de drenaje
Limpieza de bandeja trasera de evaporación de agua
Revisión del sistema eléctrico del compresor
Revisión de resistencias

Pasteles Artísticos
MANTENIMIENTO Y CALIBRACIÓN DEL EQUIPO
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 018
No. de Páginas: 4/5
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
127
REGISTRO MANTENIMIENTOS 2014
EQUIPO Fecha Programación
Fecha Realización
Nombre y firma Responsable realización
Vo.Bo. Control de
Calidad

Pasteles Artísticos
MANTENIMIENTO Y CALIBRACIÓN DEL EQUIPO
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 018
No. de Páginas: 5/5
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
128
VIII. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
IX. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma

Pasteles Artísticos
RECOPILACIÓN DE LA DOCUMENTACIÓN DE UNA ORDEN
DE PRODUCCIÓN Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 019
No. de Páginas: 1/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
129
I. OBJETIVO: Recopilar en una misma hoja para archivar todos los documentos relacionados con la fabricación de un pastel o un lote de pastelillos, de tal manera que pueda comprobarse los pasos seguidos durante el proceso.
II. ALCANCE:
Dar un fácil seguimiento a cualquier anomalía surgida durante el proceso de fabricación.
III. RESPONSABLES:
Jefe de Producción
Control de Calidad de verificar.
IV. MATERIAL Y EQUIPO:
Hoja para archivar.
Papelería completa para orden de producción.
V. PROCEDIMIENTO: 5.1 El Jefe de Producción emite la Orden de Fabricación.
5.2 Se asigna a la persona que va a fabricar el producto. Y le proporciona:
1. Orden de fabricación. 2. Hoja de Despeje de Línea Inicial de producción. 3. Etiqueta de identificación de área 4. Etiquetas de Dispensado de materia prima.
5.3 Toda la papelería revisada se procede a engrapar incluyendo las etiquetas de
identificación de las áreas en las que se trabajó y etiquetas de utensilios utilizados,
archivándolas en su correspondiente. Éstas se archivan por dos años.
VI. ANEXOS: Orden de fabricación.
Hoja de Despeje de Línea Inicial de producción.
Etiquetas de Dispensado de materia prima.

Pasteles Artísticos
RECOPILACIÓN DE LA DOCUMENTACIÓN DE UNA ORDEN
DE PRODUCCIÓN Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 019
No. de Páginas: 2/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
130
Pasteles Artísticos
RECOPILACIÓN DE LA DOCUMENTACIÓN DE UNA ORDEN
DE PRODUCCIÓN Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 019
No. de Páginas: 3/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
131
X. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
XI. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma
´ ´
´ ´
´
Pasteles Artísticos
CONTROL CUALI / CUANTITATIVO DE PRODUCTO TERMINADO
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 020
No. de Páginas: 1/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
132
I. OBJETIVO Poder verificar la calidad de producto terminado
II. ALCANCE Garantizar que los insumos y producto terminado tengan una calidad adecuada
III. RESPONSABLES
El jefe de Control de Calidad verificar
IV. MATERIAL Y EQUIPO
Equipo de Control de Calidad.
V. PROCEDIMIENTO 5.1 El jefe de Control de Calidad procederá a analizar de la siguiente manera:
ANÁLISIS BIZCOCHO:
Olor, color, sabor.
Tamaño partícula.
Peso adecuado.
ANÁLISIS DECORACIÓN:
Cobertura completa.
Color adecuado.
Decoración de acuerdo a orden de producción.
Decoración completa.
Decoración adecuada.
5.2 Si el producto es aprobado de acuerdo a la hoja “PRODUCTO
TERMINADO APROBADO” se procederá a despachar.
5.3 Si la decoración es rechazada se remueve del bizcocho y se procede a re-
decorar.
5.4 Si el bizcocho es rechazado se tritura en migas, las cuales serán
almacenadas en bolsas plásticas con cierre tipo ziploc la cual será rotulada
con marcador indeleble indicando la fecha que fue ingresada dentro de la
refrigeradora y serán reutilizadas para elaborar canastas de pan no
comestibles. Las migas pueden ser almacenadas por un período de una
semana, sino deberán ser desechadas.
VI. ANEXOS
Hoja de producto final aprobado

Pasteles Artísticos
CONTROL CUALI / CUANTITATIVO DE PRODUCTO TERMINADO
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 020
No. de Páginas: 2/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
133
PRODUCTO FINAL APROBADO Orden de fabricación no. _________
FECHA: APROBADO RECHAZADO
Color Bizcocho
Olor bizcocho
Sabor Bizcocho
Tamaño de partícula
Peso Adecuado
Cobertura completa
Color cobertura adecuado
Decoración
VII. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
VIII. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma
Pasteles Artísticos
MUESTREO DE ÁREAS Y UTENSILIOS Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 021
No. de Páginas: 1/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
134
I. OBJETIVO Fabricar en áreas libres de contaminación física y microbiológica II. ALCANCE Poseer áreas libres de contaminación física y microbiológica. III. RESPONSABLES:
Control de Calidad: debe programar los análisis correspondientes. IV. FRECUENCIA: Muestrear una vez por semana, día viernes. VI. PROCEDIMIENTO:
5.1 Contactar a un laboratorio especializado para realizar los análisis,
se recomienda contactar a Laboratorio Laser de Guatemala,
teléfonos 2438-5873.
5.2 Personal del Laboratorio procede a muestrear las áreas: mesas de
trabajo, horno, batidoras, refrigeradora, máquina aplanadora,
contenedores de materia prima y mesas de decoración.
5.3 Si las lecturas no están dentro de los límites permitidos, investigar
por qué la contaminación y efectuar las correcciones adecuadas.
Puede ser que los desinfectantes no sean los adecuados, que la
limpieza del uniforme no se realice adecuadamente o que el
personal este padeciendo una enfermedad
5.4 Volver a muestrear para garantizar que las medidas tomadas son
las correctas.
5.5 Si las lecturas están dentro de los límites permitidos, proceder a
archivar el informe del laboratorio en la carpeta verde “ANALISIS
ÁREAS Y UTENSILIOS”. Para superficies y utensilios se
recomienda: Coliformes< 1ufc/cm2 y ausencia de E.coli y
Salmonella sp./100cm2* Fuente Minsa y Laboratorio Lasser

Pasteles Artísticos
MUESTREO DE ÁREAS Y UTENSILIOS Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 021
No. de Páginas: 2/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
135
VII. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
VIII. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma
Pasteles Artísticos
CONTROL MATERIA PRIMA Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 022
No. de Páginas: 1/1
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
136
I. OBJETIVO: Contar siempre con materias primas que sean eficaces al fabricar los diferentes productos y que cumplan con las especificaciones solicitadas. II. ALCANCE: Fabricar productos que cumplan con la acción farmacológica deseada por los usuarios. III. RESPONSABLES:
Jefe de Control de Calidad.
Encargado de bodega de Materias Primas. V. MATERIAL Y EQUIPO:
Especificaciones de las Materias Primas.
VI. PROCEDIMIENTO:
1) Si a las Materias Primas almacenadas en la bodega se les observa un cambio físico, se procederá a analizar la Materia Prima de acuerdo a PEO-C.C #11.
2) Si al analizar sus propiedades físicas se determina que la Materia Prima no cumple con algunas de las especificaciones se procederá a dictaminar:
Si es sobrante de Materia Prima almacenada en Bodega se debe comunicar al Jefe de Producción y se procederá a desechar.
Si el análisis es correcto se procederá a almacenarla en la bodega de Materia Prima, para ser usada a la brevedad posible.
VII. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
VIII. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma

Pasteles Artísticos
MANTENIMIENTO DE INSTALACIONES Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 023
No. de Páginas: 1/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
137
I. OBJETIVO: Poseer instalaciones adecuadas para el funcionamiento adecuado
de la pastelería.
II. ALCANCE: Prevenir interrupciones innecesarias en la fabricación de los
productos.
III. RESPONSABLES:
Gerencia, solicitar mantenimiento.
Encargado de Mantenimiento, efectuarlo.
Jefe de Control de Calidad, verificarlo.
IV. FRECUENCIA: Según programa o cuando sea necesario.
V. PROCEDIMIENTO:
5.1 Anualmente se elabora un calendario del mantenimiento preventivo del
edificio.
5.2 El calendario se elabora según las necesidades.
5.3 La persona asignada o contratada se encarga de realizar el
mantenimiento.
5.4 Después de realizado el mantenimiento se llena el registro
correspondiente.
VI. ANEXOS:
Programa anual de mantenimiento y registro

Pasteles Artísticos
MANTENIMIENTO DE INSTALACIONES Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 023
No. de Páginas: 2/2
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
138
PROGRAMA MANTENIMIENTO INSTALACIONES
FECHA ÁREA TIPO MANENIMIENTO
ENCARGADO Vo.Bo CC
10/01/2014 Paredes Pintura Impermeable
15/02/2012
Cedazos Cambio
26/04/2014 Patio Pintura de paredes y pisos.
21/06/2014
Portón y Balcones
Pintura
26/07/2014 Pisos recepción y oficinas
Pulido.
20/09/2014 Mesas de trabajo
Re-tapizado
13/12/2014 Paredes Exterior
Pintura
VII. CONTROL DE CAMBIOS
Fecha de modificación
No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
VIII. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma
Pasteles Artísticos
LIMPIEZA DE ÁREAS DE
PRODUCCIÓN Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 024
No. de Páginas: 1/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
139
I. OBJETIVO: Establecer procedimiento de limpieza de acuerdo a las buenas
prácticas de manufactura.
II. ALCANCE: Evitar posibles contaminaciones.
III. RESPONSABLES
Del Auxiliar de limpieza, realización.
Control de Calidad, supervisión. IV. FRECUENCIA
Al finalizar una producción.
Diariamente
V. MATERIAL Y EQUIPO:
Detergente
Solución Desinfectante
Escoba
Trapeador
Paños
Pala
Cepillo
VI. PROCEDIMIENTO:
6.1 CIELO RASO Y LÁMPARAS: FRECUENCIA: Una vez al día antes de iniciar con producción
Con la escoba determinada únicamente para uso en cielo raso (escoba color rojo) limpiar la superficie orientando de la orilla hacia el centro, dando énfasis a las esquinas.
Si fuera necesario limpiar el cielo raso utilizando detergente y paño.
Apagar la lámpara quitar el difusor llevarlo a la pila y limpiar con detergente y cepillo.
Quitar los tubos fluorescentes y limpiarlos con un paño húmedo.
Concluida la limpieza colocar los tubos fluorescentes y el difusor.

Pasteles Artísticos
LIMPIEZA DE ÁREAS DE PRODUCCIÓN
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 024
No. de Páginas: 2/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
140
6.2 PAREDES: FRECUENCIA: Una vez al día antes de iniciar con producción
Con el palo del trapeador y un paño para paredes (marcado con la palabra paredes con tinta negra indeleble) humedecido, limpiar de arriba hacia abajo en trazos súper puestos de tal manera que quede limpio.
Si fuera necesario utilizar detergente.
Deslizar el paño humedecido con la solución desinfectante por las paredes 6.3 PISOS
FRECUENCIA: Cada vez que finalice una producción.
Con la escoba de cerdas plásticas delimitada para barrer (color verde) asear el piso en trazos parejos de adentro hacia fuera
Recoger la basura con la pala y depositarla en el basurero correspondiente.
Con el paño para piso (marcado con la palabra piso con tinta negra indeleble) humedecido con agua y detergente limpiar en trazos parejos dando énfasis en las paredes y esquinas.
Eliminar el detergente con un paño para piso húmedo.
Utilizando un paño húmedo con la solución desinfectante, cubrir la superficie del piso.
6.4 MESAS DE TRABAJO
FRECUENCIA: Cada vez que finalice una producción.
Con el paño para mesas (marcado con la palabra mesa con tinta negra indeleble) humedecido limpiar en trazos parejos.
Utilizando un paño húmedo con la solución desinfectante, cubrir la superficie de la mesa y dejar secar. 5.5 Proceder a limpiar equipo y utensilios utilizados de acuerdo a PEO-C.C # 15. 5.6 Identificar el área con etiqueta de área limpia.
VII. ANEXOS:
´ ´
´ ´
´
Pasteles Artísticos
LIMPIEZA DE ÁREAS DE PRODUCCIÓN
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 024
No. de Páginas: 3/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
141
VIII. CONTROL DE CAMBIOS Fecha de
modificación No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
IX. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma

Pasteles Artísticos
LIMPIEZA DE ÁREAS DE
ALMACENAMIENTO Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 025
No. de Páginas: 1/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
142
I. OBJETIVO: Establecer procedimiento de limpieza de acuerdo a las buenas
prácticas de manufactura.
II. ALCANCE: Evitar posibles contaminaciones.
III. RESPONSABLES
Del Auxiliar de limpieza, realización.
Control de Calidad, supervisión.
IV. FRECUENCIA
Al finalizar una producción.
Diariamente
V. MATERIAL Y EQUIPO:
Detergente
Solución Desinfectante
Escoba
Trapeador
Paños
Pala
Cepillo
VI. PROCEDIMIENTO:
6.1 CIELO RASO Y LÁMPARAS: FRECUENCIA: Una vez al día.
Con la escoba determinada únicamente para uso en cielo raso (escoba color rojo) limpiar la superficie orientando de la orilla hacia el centro, dando énfasis a las esquinas.
Si fuera necesario limpiar el cielo raso utilizando detergente y paño.
Apagar la lámpara quitar el difusor llevarlo a la pila y limpiar con detergente y cepillo.
Quitar los tubos fluorescentes y limpiarlos con un paño húmedo.
Concluida la limpieza colocar los tubos fluorescentes y el difusor.
Pasteles Artísticos
LIMPIEZA DE ÁREAS DE ALMACENAMIENTO
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 025
No. de Páginas: 2/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
143
6.2 PAREDES: FRECUENCIA: Una vez al día.
Con el palo del trapeador y un paño para paredes (marcado con la palabra paredes con tinta negra indeleble) humedecido, limpiar de arriba hacia abajo en trazos súper puestos de tal manera que quede limpio.
Si fuera necesario utilizar detergente.
Deslizar el paño humedecido con la solución desinfectante por las paredes
6.3 PISOS FRECUENCIA: Una vez al día.
Con la escoba de cerdas plásticas delimitada para barrer (color verde) asear el piso en trazos parejos de adentro hacia fuera
Recoger la basura con la pala y depositarla en el basurero correspondiente.
Con el paño para piso (marcado con la palabra piso con tinta negra indeleble) humedecido con agua y detergente limpiar en trazos parejos dando énfasis en las paredes y esquinas.
Eliminar el detergente con un paño para piso húmedo.
Utilizando un paño húmedo con la solución desinfectante, cubrir la superficie del piso.
6.4 ESTANTERÍAS FRECUENCIA: Cada vez que finalice una producción.
Remover el material de empaque.
Con el paño para estanterías (marcado con la palabra mesa con tinta negra indeleble) humedecido limpiar en trazos parejos.
Utilizando un paño húmedo con la solución desinfectante, cubrir la superficie de la mesa y dejar secar.
5.5 Identificar el área con etiqueta de área limpia.
X. ANEXOS:
Pasteles Artísticos
LIMPIEZA DE ÁREAS DE ALMACENAMIENTO
Fecha de emisión Enero 2013 Próxima Revisión Diciembre 2014
Versión 000 Elaborado por María José Arango
PROCEDIMIENTO ESTANDAR DE
OPERACIÓN
PEO-C.C # 025
No. de Páginas: 3/3
Este documento pertenece a Pasteles Artísticos S.A.
Prohibida su reproducción total o parcial
144
XI. CONTROL DE CAMBIOS Fecha de
modificación No de Revisión Motivo del Cambio Detalle del Cambio
N.A. 1 Primera Versión Documento Nuevo
XII. CONTROL DE COPIAS
Documento Código Versión Copia No. Entregada a Firma

145
MARCO V
CONCLUSIONES Y RECOMENDACIONES
146
5.1 CONCLUSIONES
5.1.1 Las empresas elaboradoras de alimentos deben garantizar la inocuidad y
calidad de todos los productos que elaboran, con el fin satisfacer las
necesidades de sus consumidores. Mediante éste trabajo se realizó un
diagnóstico actual de la pastelería Pasteles Artísticos, identificando que
no controlan de forma adecuada sus procesos, por lo que fue necesario
evaluar las operaciones de la empresa para determinar sus necesidades
y en base a éstas desarrollar, diseñar y documentar procedimientos y
formas de apoyo al control de calidad, que servirán para estandarizar las
actividades diarias de la empresa.
5.1.2 Aunque la empresa bajo estudio si realiza algunas prácticas para
garantizar la inocuidad y calidad de sus productos fue necesario definir
procedimientos que estandaricen las prácticas del personal, documenten
y garanticen el cumplimiento de las Buenas Prácticas de Manufactura y
la calidad del producto.
5.1.3 Uno de los puntos más importantes que se identificaron por medio del
diagnóstico de la situación actual de la empresa fue la necesidad de
establecer un programa de capacitación constante al personal. Ésta es
una herramienta para la implementación correcta del sistema de calidad,
debido a que los empleados deben poseer un adecuado conocimiento y
cultura de buenos hábitos de higiene personal, limpieza y orden en áreas
de trabajo y durante el proceso de producción, además deben conocer la
importancia de la Buenas Prácticas de Manufactura y Control de Calidad.
5.1.4 Con el fin de documentar los procedimientos y métodos necesarios para
llevar a cabo el control de calidad de la empresa de una manera
adecuada se elaboró un manual. Mediante el cumplimiento exacto de los
procedimientos estándares de operación desarrollados en el manual se
pretende llevar a cabo la implementación de las Buenas Prácticas de
Manufactura y Control de Calidad en la empresa; para esto es necesario
el compromiso y participación de todos los empleados de la empresa
incluyendo a Gerencia, es por esta razón que el manual es accesible
para cada uno de los empleados y el resto de personas que directa o
indirectamente, se involucran con la producción y distribución de los
productos de la empresa.
5.1.5 Por medio del análisis del proceso productivo de la empresa y utilizando
como herramienta los siete principios que establece HACCP para la
determinación y monitoreo de puntos críticos de control, se determinó

147
que es necesario establecer controles en la recepción de materias
primas, la división, formado, amoldado o entablado, el enfriado, el
decorado y el empacado. Con el fin de establecer un monitoreo
adecuado de estos puntos críticos de control se desarrollaron
procedimientos específicos que fueron incluidos en el manual de control
de calidad.
5.1.6 Para la adecuada implementación de los procedimientos y métodos
descritos en el manual de Control de Calidad es necesario establecer un
nuevo puesto de trabajo para que se cerciore y supervise el
cumplimiento de ellos, éste puesto es Jefe de Control de Calidad, que
esté graduado a nivel medio, preferiblemente Bachiller o Contador
(Habilidad numérica), con conocimientos en Buenas Prácticas de
Manufactura (Estudiante de Ingeniería Química, En Alimentos o
Industrial)
5.1.7 Con la implementación del manual se pretende generar un mejor
ambiente de trabajo, un adecuado control del proceso de producción y
una mejora notable en la calidad e inocuidad del producto final. Para
lograr estos objetivos es esencial la comunicación entre el personal y sus
jefes inmediatos, de esta manera se genera una mejora continua de
cada uno de los procedimientos elaborados en este trabajo.
5.1.8 La implementación de las Buenas Prácticas de Manufactura es el primer
paso para buscar una certificación. Si los procesos descritos en éste
trabajo llegan a implementarse adecuadamente la empresa podría llegar
a certificarse en el futuro; en el caso de ISO-9001-2008, el tiempo
promedio para obtener la Certificación es de 6 meses, aunque también
se debe tomar en cuenta el tiempo que tome corregir alguna no
conformidad expresada en las auditorias.

148
5.2 RECOMENDACIONES
5.2.1 Se deberá conformar un departamento de Control de Calidad para que
junto al Jefe de Producción, evalúen, diseñen y elaboren procedimientos
nuevos que puedan suscitarse de acuerdo a las necesidades y
crecimiento de la empresa en el transcurso del tiempo, con el fin de crear
una mejora continua.
5.2.2 Mantener una relación laboral de constante comunicación entre los
empleados operativos con las Jefaturas y Gerencia es esencial para
poder llevar a cabo la implementación de controles de calidad y
aplicación de Buenas Prácticas de Manufactura dentro de la empresa.
5.2.3 La gerencia es quien debe iniciar con el proceso de implementación
mostrando una actitud de apertura ante cualquier posible mejoramiento
continuo en los procesos definidos, la capacitación continua del personal
o cualquier otro aspecto que apoye la mejora de la calidad del producto y
aseguramiento de las Buenas Prácticas de Manufactura.
5.2.4 La realización de Auditorías Internas de Calidad es un punto importante
para evaluar la situación de la empresa y verificar que los procedimientos
necesarios para garantizar la calidad e inocuidad del producto se están
cumpliendo y encontrar posibles mejoras para los mismos. Es
recomendable realizar una Auditoría Interna de Calidad cada tres meses,
para realizar esta auditoría se recomienda utilizar la hoja de evaluación
incluida en la ficha de inspección de Buenas Prácticas de Manufactura
para Fábricas de Alimentos Procesados del Reglamento Técnico
centroamericano utilizado por el Ministerio de Salud Publica y Asistencia
Social de Guatemala incluido en la parte de anexos de éste trabajo.
5.2.5 Considerar la posibilidad de establecer un laboratorio interno propio para
realizar los análisis microbiológicos y fisicoquímicos necesarios a materia
prima, superficies, manos de operarios y otros.
5.2.6 Considerar posibles cambios al programa de capacitaciones continuas
del personal, de acuerdo a necesidades que puedan suscitarse en el
transcurso de las operaciones, pues éstas son necesarias para la
adecuada implementación de las prácticas de higiene del personal.
5.2.7 Indagar y monitorear constantemente la opinión de los clientes, para
determinar el nivel de satisfacción y determinar posibles sugerencias
para la mejora de productos y el servicio.
149
5.2.8 Solicitar la evaluación para la renovación de Licencia Sanitaria para
elaboradoras de alimentos con suficiente antelación, para evitar retrasos.
5.2.9 Realizar un cronograma en el que se describa y puntualicen todos las
actividades necesarias para llevar a cabo la implementación del manual.

150
REFERENCIAS BIBLIOGRÁFICAS
Almengor L. (2009). Sistema de HACCP en la Industria Alimentaria. Boletín Electrónico de Universidad Rafael Landívar. Guatemala. Aterhotúa M. y Orrego M. (2005) Guía Metodológica para la implementación de un sistema integrado de gestión de calidad. Tesis inédita. Universidad de Antioquia. Colombia Baca G. (2007). Introducción a la Ingeniería Industrial. McGraw-Hill. México
Evans, J. y Lindsay, W. (2009). Administración y Control de la Calidad. International Thomson Editores. México. Fernández S (2005). Estudio y diseño para la implementación de la norma ISO 9001:2000 en una empresa panificadora. Tesis inédita Universidad Rafael Landívar. Guatemala. Flores M (2005). Buenas Prácticas de Manufactura aplicada en la Industria de fabricación de Pastas Alimenticias. Tesis inédita Universidad San Carlos de Guatemala. Guatemala. Gallego M. (2004) Manual de Buenas Prácticas de fabricación en una Industria Elaboradora de pan, pan especial y productos de pastelería biológicos. España. Gallo E. (2006). Guía de Buenas Prácticas de Manufactura para una panadería tradicional. Tesis inédita Universidad San Carlos de Guatemala. Guatemala. Gaither N. y Faizer G. (2000). Administración de Producción Y Operaciones. International Thomson Editores. México Godoy, C. (2000), Folleto de Buenas Prácticas de Manufactura en la Industria Farmacéutica. INTECAP. Guatemala. Gonzales S. (2007). Diseño del plan de implementación del programa HACCP (Análisis de riesgos y puntos críticos de control) en una empresa de productos alimenticios en polvo. Tesis inédita Universidad San Carlos de Guatemala. Guatemala. Mestanza J. (1997). Calidad Total. Papeles de Trabajo Universidad de Malaga. España Padilla J. (2002) Desarrollo de un sistema de mejoramiento continuo en una empresa de producción y distribución de agua potable en camiones cisterna. Tesis inédita Universidad Rafael Landívar. Guatemala. Paz, Karim. (1998) Desarrollo de la gestión y aseguramiento de la calidad y aplicación en una línea de manufactura. Tesis inédita Universidad Rafael Landívar. Guatemala.
151
Pellecer F. (2001). Estudio y descripción del sistema HACCP (Hazard Análisis Critical Control Points) y las Buenas Prácticas de Manufactura para la Industria Alimenticia a fin de garantizar la inocuidad de los alimentos. Tesis inédita Universidad Rafael Landívar. Guatemala. Peresson L. (2007). Sistemas de gestión de la calidad con Enfoque al cliente. Proyecto Final del MBA. Valladolid, España. Reyna, M (2006). Proceso de Elaboración de Concentrado de Frutas y aplicación de Buenas Prácticas de Manufactura. Tesis inédita Universidad Rafael Landívar. Guatemala. Saenz F. (2006). Propuesta de manual de políticas de seguridad e higiene en la manipulación de alimentos para empleados de cocina. Tesis inédita Universidad Rafael Landívar. Guatemala. Taracena L. (2005) Diseño y elaboración de procedimientos y formas de apoyo a la gestión de calidad para el cumplimiento de las Buenas Prácticas de Manufactura en La Industria Farmacéutica. Tesis inédita Universidad Rafael Landívar. Guatemala. Sitios Web: S/A. (2010) Diccionario de Producción y Calidad. Recuperado el 05 de enero de 2013,
de http://usuarios.multimania.es/masterdeluNiverso/dicPYC1.htm
López (2010). Ciclo de Deming. Recuperado el 16 de febrero de 2013, de
http://www.degerencia.com
Fundación para la Certificación de Inocuidad de los Alimentos. Recuperado el 2 de
Mayo de 2013 de, http://www.fssc22000.com/sp/index.php
Herramientas para Sistemas de Calidad ISO 9001. (2011) ¿Qué es ISO 9001?
http://www.normas9000.com/index.html
Consultores en línea. (2013). Monitoreo o Cuantificación de los Niveles de Iluminación
2012. http://www.inspeccion.com.mx/iluminacion.htm

152
ANEXOS
Anexo # 1
DESCRIPCIÓN DEL PUNTO A EVALUAR SI NO N.A
¿Existe una persona responsable del Sistema de Calidad? X
¿Reporta directamente a la gerencia de la empresa? X
¿Conoce el personal el organigrama con las líneas de autoridad definidas? X
¿Cada procedimiento escrito se encuentra debidamente codificado y lleva la fecha de su emisión y vigencia, el nombre, firma y cargo de la persona(s) responsable(s) y autorizada?
X
¿Existe documentación de los procedimientos que se realizan? X
¿Existen programas escritos de capacitación inicial y continuada en BPM y aseguramiento de calidad?
X
¿Existen registros de esta actividad? X
¿Se capacita y entrena al personal en las labores específicas? X
¿Existen normas escritas en relación con la prohibición de comer, beber y fumar dentro de la planta?
X
¿Existen normas escritas de higiene? X
¿El personal ha recibido adiestramiento en las prácticas de higiene? X
¿Existen registros? X
¿Se suministran los implementos de aseo y limpieza necesarios? X
¿Cuentan con normas para manejar el personal que manifiesta lesiones o enfermedades y que esta en contacto con materias primas, materiales primarios o el producto?
X
¿Se provee al personal de la vestimenta de trabajo, de acuerdo al proceso? X
¿Existen procedimientos escritos y registros sobre el lavado de los uniformes? X
¿El edificio presenta buen estado de conservación (ausencia de grietas, aberturas, etc.)?
X
¿Las áreas adyacentes a las instalaciones están limpias? X
¿Existen industrias cercanas que sean fuente de contaminación? X
¿Existen fuentes de polución o contaminación ambiental cercanas a las instalaciones?
X
¿Existe protección contra la entrada de roedores, insectos, aves y otros animales?
X
¿Se tienen registros de saneamiento y control de plagas? X
¿Existen servicios sanitarios en cantidad suficiente? (uno por cada 15 trabajadores)
X
¿Se encuentran limpios y provistos de agua, jabón y toallas de papel desechables o secadores?
X
¿Están suficientemente ventilados e iluminados? X
¿Existen sitios individuales para guardar los objetos personales? X
¿Existen áreas sociales en forma separada (comedor)? X
¿Existe un programa de mantenimiento y reparación de las instalaciones? X
¿Existen procedimientos escritos para manejo de residuos dentro y fuera de la planta?
X

153
¿El área de almacenamiento cuenta con espacios suficientes y debidamente separados e identificados para recepción de materiales?
X
¿De no existir área de muestreo, se toman las medidas adecuadas para evitar la contaminación cruzada?
X
¿Existe un sistema adecuado para el control de inventarios? X
¿Las estanterías están separadas de las paredes con espacios suficientes para el aseo?
X
¿Son adecuadas, se encuentran limpias y en buen estado las estanterías? X
¿Paredes? X
¿Pisos? X
¿Tarimas? X
¿Techos? X
¿Ventanas? X
¿Puertas? X
¿La ventilación y la intensidad de la iluminación es adecuada? X
¿Las instalaciones eléctricas se encuentran en buen estado de conservación, seguridad y uso?
X
¿Existe la necesidad de controlar la humedad y temperatura en las áreas? X
¿Los materiales sensibles a temperatura y humedad se almacenan correctamente?
X
¿Existe un listado de proveedores clasificado y calificado? X
¿Existen procedimientos escritos para la recepción de materias primas? ¿Existen procedimientos escritos para la recepción de materias primas?
X
¿Existen registros? X
¿Existen procedimientos para el manejo de materiales rechazados? X
¿Se registran estos procedimientos? X
¿Se revisa la recepción de las materias primas, materiales de envase, empaque, productos intermedios y a granel para comprobar que no hayan sido alterados ni sufrieron daño durante el transporte y que corresponde al pedido?
X
¿Se encuentran las materias primas identificadas con nombre, código de referencia, número de análisis, fecha de análisis (si es aplicable), número de lote, proveedor, fecha de vencimiento?
X
¿Están las materias primas, materiales de envase, empaque, productos intermedios y a granel, debidamente identificados, cerrados y localizados de acuerdo al estado en que se encuentran de: Aprobado, Cuarentena, Rechazo?
X
¿Existen procedimientos escritos que aseguren que la materia prima ha sido aprobados por control de calidad?
X
¿Se pesan y disponen separadamente cada una de las ordenes de producción? X
¿Existen procedimientos escritos para: Manejo de materias primas y materiales? X
¿Manejo y almacenamiento de utensilios? X
¿Limpieza después de cada operación? X
¿Control microbiológico en manos de operarios? X
¿Análisis de materia prima? X
¿Análisis de producto terminado? X
¿Las superficies de los equipos que entran en contacto con el producto son lisas y de materiales resistentes a la corrosión y no reactivos con el producto?
X

154
¿Las partes que están en contacto con el producto son accesibles a la limpieza o pueden desarmarse para realizarla?
X
¿Están localizados de manera que faciliten la limpieza del equipo y de las áreas adyacentes?
X
¿Tienen procedimientos escritos para la limpieza? X
¿Existe un programa escrito de mantenimiento para los equipos? X
¿Existen registros? X
Existen las especificaciones y las tolerancias escritas para aceptación y rechazo de: ¿Materia prima?
X
¿Productos terminados? X
¿Se cuenta con los certificados de análisis de materias primas? X
¿Están disponibles? X
¿Se utilizan criterios y métodos que garanticen que los procesos y su control sean eficaces?
X
TOTAL 30 40 1
155
Anexo # 2
MISIÓN
Proveer a nuestros clientes con productos de excelente calidad, alta variedad y un servicio
diferenciado a domicilio acompañado de una sanidad en el proceso impecable, materia prima
de altos estándares y variedad de productos; manteniendo un ambiente agradable y con
recurso humano siempre profesional con el objetivo de satisfacer nuevas necesidades.
VISIÓN
Ser la pastelería preferencial de nuestros clientes, garantizando eficazmente la calidad de los
productos elaborados por medio de conocimiento, compromiso y mejoramiento continuo,
dándoles la confianza de un sabor único y diferenciado, lo que nos convertirá en la pastelería
líder de zona metropolitana.
OBJETIVOS
Ofrecer productos de excelente calidad a nuestros clientes internos y externos.
Innovar con sabores de biscochos y coberturas.
Prestar un excelente servicio.
Garantizar la frescura e inocuidad de nuestros productos.
Honestidad y sinceridad ante nuestros clientes.
Generar confianza absoluta de parte de nuestros clientes hacia nosotros.
Entregas a tiempo.
Tener una imagen de innovación y una marca reconocida en la zona.
VALORES
Búsqueda constante de la mejora continua de la calidad.
Profesionalismo humano.
Pasión por nuestro trabajo.
Respeto por el cliente.
Pulcritud.
POLITICA DE CALIDAD
Nuestro compromiso es la excelencia en las relaciones con los clientes, fundamentada en:
1) Conocimiento pleno de las responsabilidades que el mercado implica.
2) Compromiso de mejora continua y seguridad en nuestras operaciones.
3) Comunicación sencilla, precisa, oportuna y personalizada con nuestro personal y
clientes.
4) Cumplimiento en la calidad de nuestros productos para lograr la inocuidad esperada.
5) Conciencia de un trabajo individual y de equipo, libre de errores y contaminación.
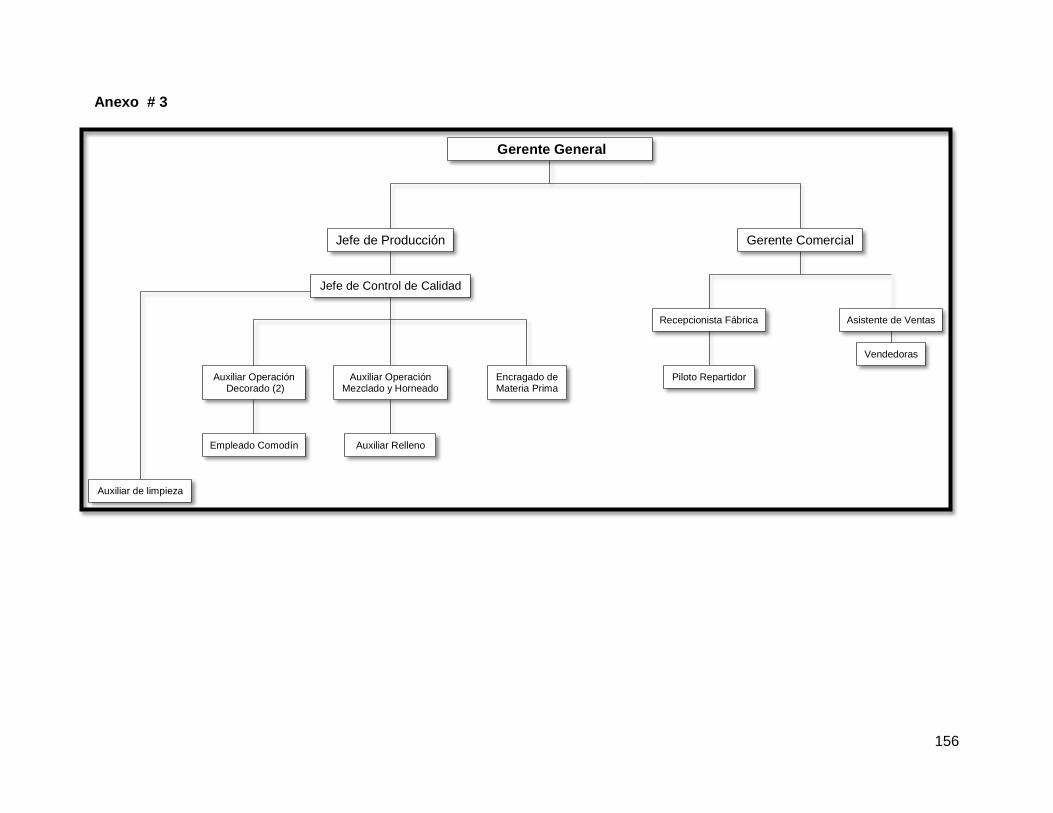
156
Anexo # 3
Gerente General
Gerente Comercial
Vendedoras
Jefe de Producción
Jefe de Control de Calidad
Auxiliar OperaciónMezclado y Horneado
Auxiliar Operación Decorado (2)
Encragado deMateria Prima
Auxiliar RellenoEmpleado Comodín
Auxiliar de limpieza
Piloto Repartidor
Asistente de VentasRecepcionista Fábrica
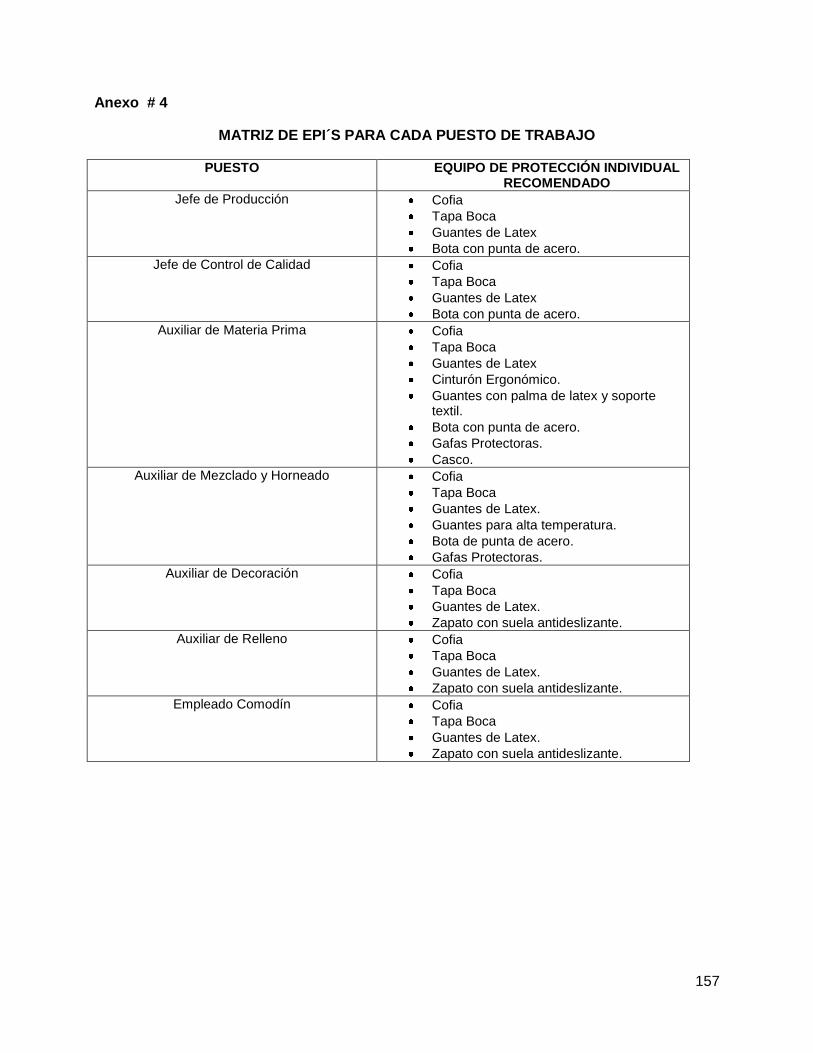
157
Anexo # 4
MATRIZ DE EPI´S PARA CADA PUESTO DE TRABAJO
PUESTO EQUIPO DE PROTECCIÓN INDIVIDUAL RECOMENDADO
Jefe de Producción
Cofia
Tapa Boca
Guantes de Latex
Bota con punta de acero.
Jefe de Control de Calidad
Cofia
Tapa Boca
Guantes de Latex
Bota con punta de acero.
Auxiliar de Materia Prima
Cofia
Tapa Boca
Guantes de Latex
Cinturón Ergonómico.
Guantes con palma de latex y soporte textil.
Bota con punta de acero.
Gafas Protectoras.
Casco.
Auxiliar de Mezclado y Horneado Cofia
Tapa Boca
Guantes de Latex.
Guantes para alta temperatura.
Bota de punta de acero.
Gafas Protectoras.
Auxiliar de Decoración
Cofia
Tapa Boca
Guantes de Latex.
Zapato con suela antideslizante.
Auxiliar de Relleno
Cofia
Tapa Boca
Guantes de Latex.
Zapato con suela antideslizante.
Empleado Comodín
Cofia
Tapa Boca
Guantes de Latex.
Zapato con suela antideslizante.

158
Anexo # 5
MATRIZ DE SEÑALIZACIÓN POR AREAS
AREA SEÑALIZACIÓN
Área de decoración.
Prohibido Fumar.
Prohibido ingerir alimentos.
Prohibido uso de celulares, uso de joyas o maquillaje.
Prohibido el ingreso de personal ajeno.
Obligatorio uso de cofia.
Obligatorio uso de uniforme.
Área de mezclado
Prohibido Fumar.
Prohibido ingerir alimentos.
Prohibido uso de celulares, uso de joyas o maquillaje.
Prohibido el ingreso de personal ajeno.
Obligatorio uso de cofia.
Obligatorio uso de uniforme.
Área de relleno
Prohibido Fumar.
Prohibido ingerir alimentos.
Prohibido uso de celulares, uso de joyas o maquillaje.
Prohibido el ingreso de personal ajeno.
Obligatorio uso de cofia.
Obligatorio uso de uniforme.
Área de Horneado
Prohibido Fumar.
Prohibido ingerir alimentos.
Prohibido uso de celulares, uso de joyas o maquillaje.
Prohibido el ingreso de personal ajeno.
Obligatorio uso de cofia.
Obligatorio uso de uniforme.
Obligatorio uso de gafas.
Obligatorio uso de botas.
Precaución superficie caliente.
Área de Bodega
Prohibido Fumar.
Prohibido ingerir alimentos.
Prohibido uso de celulares, uso de joyas o maquillaje.
Prohibido el ingreso de personal ajeno.
Obligatorio uso de cofia.
Obligatorio uso de uniforme.
Obligatorio uso de casco.

159
Anexo # 6:
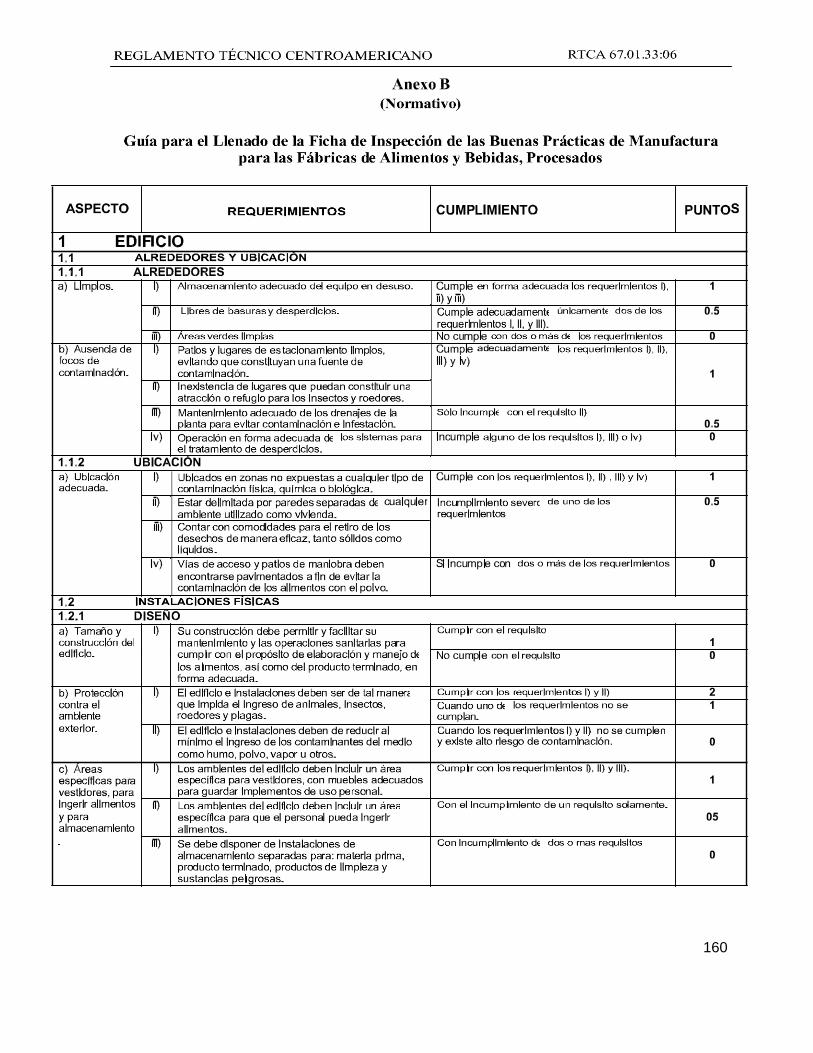
160

161

162

163
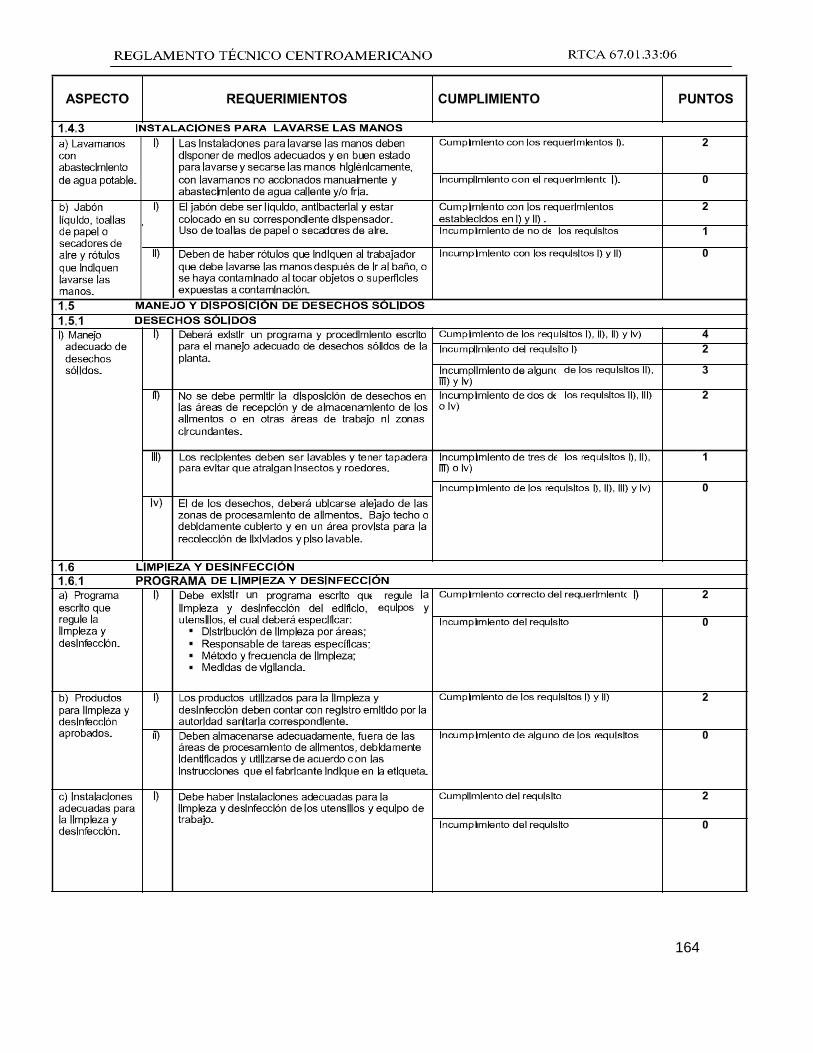
164

165
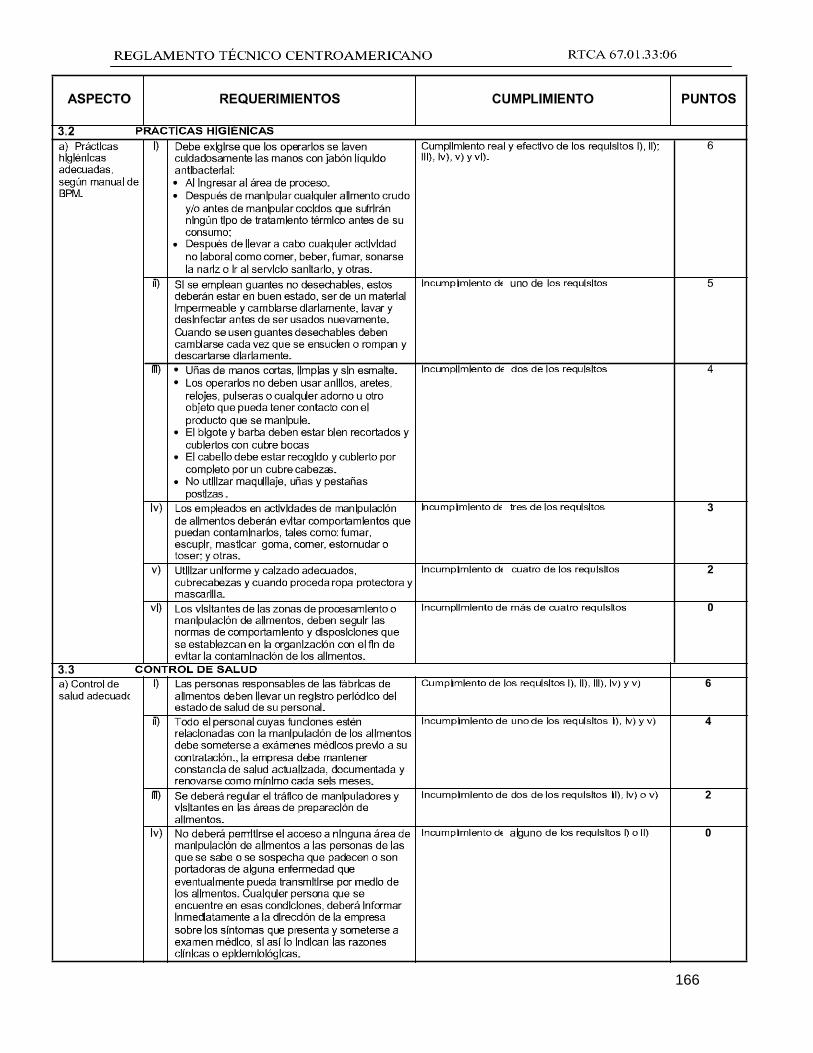
166

167
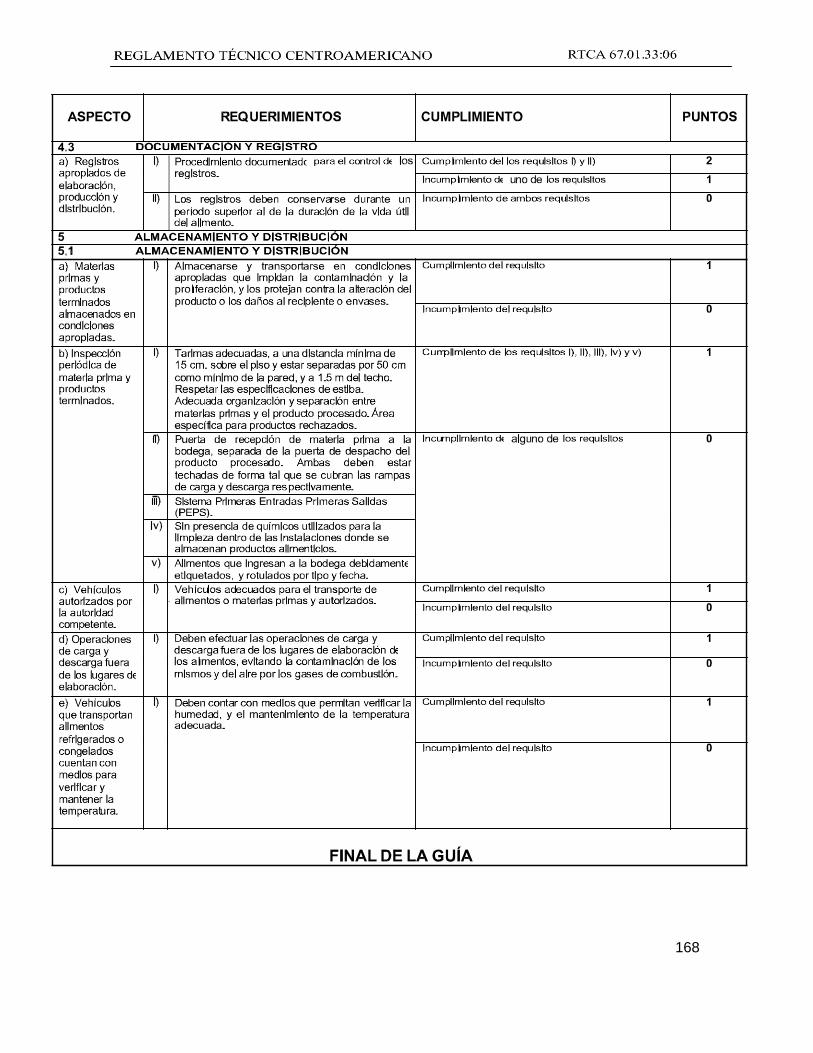
168
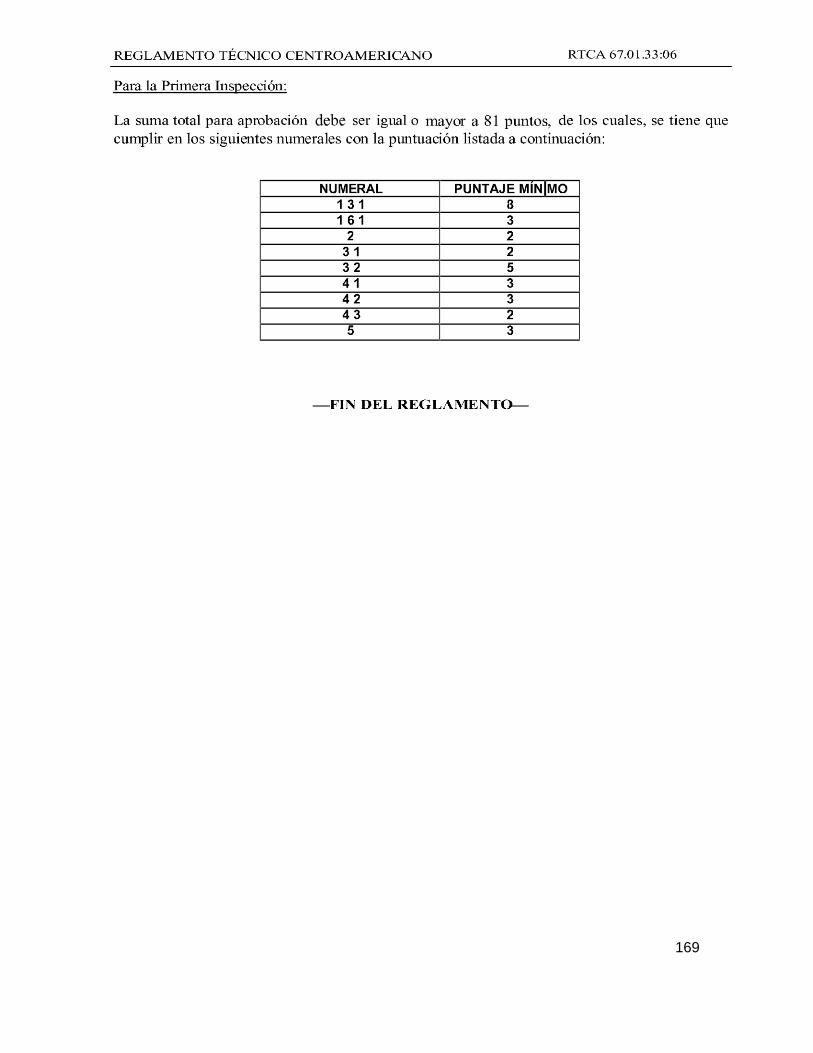
169