conformado de baldosas cerámicas a partir de geles
TRANSCRIPT

5/16/2018 Conformado de baldosas cer micas a partir de geles - slidepdf.com
http://slidepdf.com/reader/full/conformado-de-baldosas-ceramicas-a-partir-de-geles
www.ediceram.com 1
Conformado de baldosascerámicas a partir de geles
E.Sánchez(*)
, A.Moreno(*)
V. Cantavella, M.P. Gómez,J.Barberá
(**), A.Palanques
(**)
(*) Instituto de Tecnología Cerámica (ITC)Asociación de Investigación de las Industrias CerámicasUniversitat Jaume I. Castellón. España(**)Cerámica Saloni, S.A.
IntroducciónEn los últimos años hemos asistido a un cre-ciente interés en la comunidad científica haciael estudio de lo que se denominan las técnicasde consolidación directa (TCD) para el confor-mado de todo tipo de piezas cerámicas [1][2].Estas técnicas tienen como denominador co-mún que las suspensiones fluidas pueden sertransformadas en piezas rígidas sin necesidadde eliminar el líquido suspensionante. La con-servación de la estructura de la suspensión departida en la pieza cruda es una de las princi-pales ventajas. Además, permite obtener cual-quier tipo de forma en el objeto a fabricar, porcompleja que sea, sin presentar las desventa-
jas de sus técnicas competidoras más tradicio-nales, como el colado de suspensiones, muylimitado para objetos de gran espesor, o la in-yección de alta presión, método en el que seutilizan gran cantidad de aditivos orgánicosque posteriormente hay que eliminar mediantelargos tratamientos térmicos.
Existen numerosos métodos de conformadoque pueden englobarse bajo la denominaciónTCD, pudiendo clasificarse, de forma general,en tres grandes grupos: los que emplean elcolado de geles para la consolidación, los ba-
sados en el carácter coloidal de la suspensióny los que utilizan la evaporación para la total oparcial eliminación del disolvente [3].
De entre todas estas técnicas, las de la prime-ra categoría son probablemente las que se en-cuentran más desarrolladas. El colado de ge-les básicamente consiste en promover que unpolímero desarrolle una estructura tridimensio-nal o red que enlaza las partículas de la sus-pensión, lo que evita su aglomeración cuandola pieza es secada. La suspensión es transferi-da a un molde donde tiene lugar la gelifica-
ción. Posteriormente, el producto sólido es eli-minado del molde, teniendo lugar a continua-ción el resto de etapas del proceso, tales co-
mo secado, mecanizado y sinterización.
El proceso original patentado en 1992 [4] esta-ba basado en la gelificación, inducida química-mente, de monómeros de acrilamida. Sin em-bargo, el efecto neurotóxico de la acrilamidaes la principal desventaja para su aplicaciónindustrial. Desde entonces se han desarrolladonumerosas alternativas, entre las que se en-cuentran la polimerización por complejos me-tálicos [5], o la gelificación inducida térmica-mente, donde suspensiones que contienenbiopolímeros, tales como la agarosa [6] o elcarraginato [7], gelifican bien al enfriar, o comola metilcelulosa, al calentar. Todos estos pro-
cesos presentan como denominador comúnque emplean agua como disolvente y una bajaconcentración de componente orgánico gelifi-cable, lo que permite un rápido proceso de sin-terización.
Aunque se han empleado diferentes ligantesgelificables y gomas (gelatina, chitosan, almi-dón, etc) [8-10], los derivados del agar son,con diferencia, los que dan lugar a geles demayor resistencia mecánica [6], recibiendo porlo tanto su estudio una especial atención[11][12]. Su mayor eficacia permite una menor
dosificación, lo que facilita el procesado de lasuspensión gelificable y de las piezas mol-deadas.
En este trabajo se pretende estudiar la viabili-dad de emplear el agar como agente gelifican-te para el conformado de baldosas cerámicaspor colado. El objetivo final es determinar sieste método de conformado puede suponeruna alternativa a las diversos métodos que ac-tualmente coexisten para la fabricación de pie-zas cerámicas complementarias, como son elcolado tradicional, el prensado en plástico o laextrusión.
5/16/2018 Conformado de baldosas cer micas a partir de geles - slidepdf.com
http://slidepdf.com/reader/full/conformado-de-baldosas-ceramicas-a-partir-de-geles
www.ediceram.com 2
Gelificación del agarEl agar es un polisacárido complejo soluble enagua, obtenido a partir de las algas rojas de lafamilia Rhodo phycaeae, mediante operacio-nes de extracción y lixiviación [13]. El agar es-
tá compuesto por dos fracciones principales:agarosa y agaropectina. La agarosa es un po-lisacárido neutro que contiene grupos no sulfa-tados y es el componente responsable del po-der gelificante del agar; su fórmula molecularconsiste en cadenas alternadas de D - galac-tosa - 3,6 - anhidro - L – galactosa. La agaro-pectina presenta una estructura similar, perocontiene entre un 5-10% de ésteres de sulfatoy otros residuos. Es un polímero sulfatado, congrupos iónicos y con muy poco poder gelifican-te; siendo responsable de la viscosidad, quevaría dependiendo de la especie de alga, del
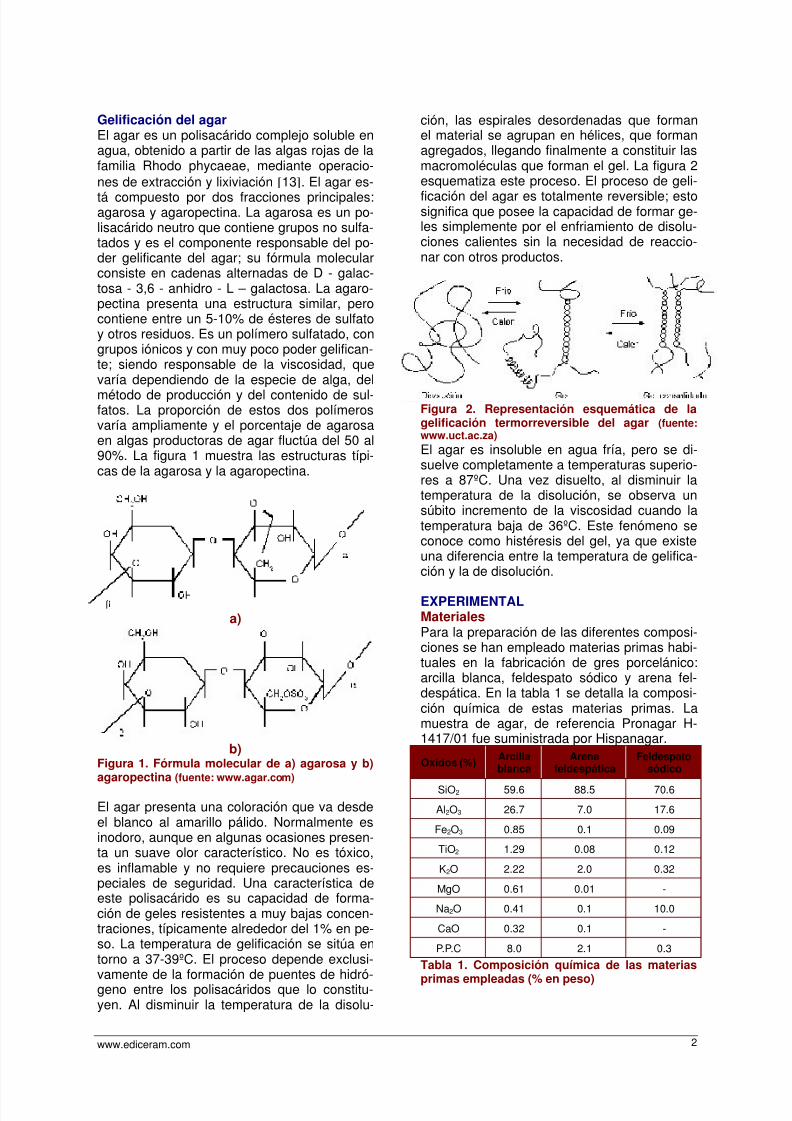
método de producción y del contenido de sul-fatos. La proporción de estos dos polímerosvaría ampliamente y el porcentaje de agarosaen algas productoras de agar fluctúa del 50 al90%. La figura 1 muestra las estructuras típi-cas de la agarosa y la agaropectina.
a)
b)Figura 1. Fórmula molecular de a) agarosa y b)
agaropectina (fuente: www.agar.com)
El agar presenta una coloración que va desdeel blanco al amarillo pálido. Normalmente esinodoro, aunque en algunas ocasiones presen-ta un suave olor característico. No es tóxico,es inflamable y no requiere precauciones es-peciales de seguridad. Una característica deeste polisacárido es su capacidad de forma-ción de geles resistentes a muy bajas concen-traciones, típicamente alrededor del 1% en pe-so. La temperatura de gelificación se sitúa entorno a 37-39ºC. El proceso depende exclusi-
vamente de la formación de puentes de hidró-geno entre los polisacáridos que lo constitu-yen. Al disminuir la temperatura de la disolu-
ción, las espirales desordenadas que formanel material se agrupan en hélices, que formanagregados, llegando finalmente a constituir lasmacromoléculas que forman el gel. La figura 2esquematiza este proceso. El proceso de geli-
ficación del agar es totalmente reversible; estosignifica que posee la capacidad de formar ge-les simplemente por el enfriamiento de disolu-ciones calientes sin la necesidad de reaccio-nar con otros productos.
Figura 2. Representación esquemática de lagelificación termorreversible del agar (fuente:www.uct.ac.za)
El agar es insoluble en agua fría, pero se di-suelve completamente a temperaturas superio-res a 87ºC. Una vez disuelto, al disminuir latemperatura de la disolución, se observa unsúbito incremento de la viscosidad cuando latemperatura baja de 36ºC. Este fenómeno seconoce como histéresis del gel, ya que existeuna diferencia entre la temperatura de gelifica-ción y la de disolución.
EXPERIMENTALMaterialesPara la preparación de las diferentes composi-ciones se han empleado materias primas habi-tuales en la fabricación de gres porcelánico:arcilla blanca, feldespato sódico y arena fel-despática. En la tabla 1 se detalla la composi-ción química de estas materias primas. Lamuestra de agar, de referencia Pronagar H-1417/01 fue suministrada por Hispanagar.
Oxidos (%)Arcillablanca
Arenafeldespática
Feldespatosódico
SiO2 59.6 88.5 70.6
Al2O3 26.7 7.0 17.6
Fe2O3 0.85 0.1 0.09
TiO2 1.29 0.08 0.12
K2O 2.22 2.0 0.32
MgO 0.61 0.01 -
Na2O 0.41 0.1 10.0
CaO 0.32 0.1 -
P.P.C 8.0 2.1 0.3
Tabla 1. Composición química de las materias
primas empleadas (% en peso)

5/16/2018 Conformado de baldosas cer micas a partir de geles - slidepdf.com
http://slidepdf.com/reader/full/conformado-de-baldosas-ceramicas-a-partir-de-geles
www.ediceram.com 3
AparatosEl colado de las suspensiones gelificables sellevó a cabo en una máquina de inyección debaja presión de la firma Peltsman, modeloMIGL-28. En la figura 3 se observa una vista
general de la máquina y de sus componentes.El equipo consta básicamente de un tanque deacero inoxidable, de su cubierta (1), a la queestán unidas unas aspas mezcladoras (Figura4) que facilitan la dispersión de la suspensióngelificable, un motor conectado a las aspasmediante una correa (2), una tubería para ladescarga del tanque que termina en un orificioal que posteriormente se acopla el molde (3) ytres controladores de temperatura ubicados enel tanque, la tubería y el orificio de salida cu-yos monitores se detallan en el panel del equi-po (4). Además, consta de dos válvulas ma-
nuales de aire, la primera (5) controla el cilin-dro que fija el molde (6), y la segunda aportaaire a presión al tanque para poder llenar elmolde (7).
Figura 3 Equipo de inyección de baja presiónempleado para el colado de geles
Figura 4. Detalle de la cubierta del tanque y delas aspas mezcladoras
Finalmente el equipo dispone de un molde demetal, con una cavidad paralepípeda (Figura5) de dimensiones 1x1x5cm. Dicho molde estárefrigerado por una camisa de agua con el ob- jeto de acelerar la gelificación.
a) molde despedazado
b) molde fijado al equipo
Figura 5. Detalle del molde empleado en lamáquina de inyección a baja presión
Procedimiento experimentalPreparación de la suspensión gelificableLa bibliografía indica que para la mejor explo-tación de las propiedades gelificantes del agar,se debe prestar especial atención a la formaen que éste se incorpora a la suspensión cerá-mica [7]. Se ha comprobado, con suspensio-nes de alúmina, que los mejores resultados seobtienen cuando el agar se disuelve completa-mente antes de incorporarlo a la suspensióncerámica, debiendo llevarse a cabo dicha in-corporación a temperaturas no inferiores a60ºC, con el fin de evitar la floculación de lasuspensión.
A partir de esta información, y de algunosexperimentos previos, se diseño el procedi-miento de preparación de la suspensión gelifi-
5/16/2018 Conformado de baldosas cer micas a partir de geles - slidepdf.com
http://slidepdf.com/reader/full/conformado-de-baldosas-ceramicas-a-partir-de-geles
www.ediceram.com 4
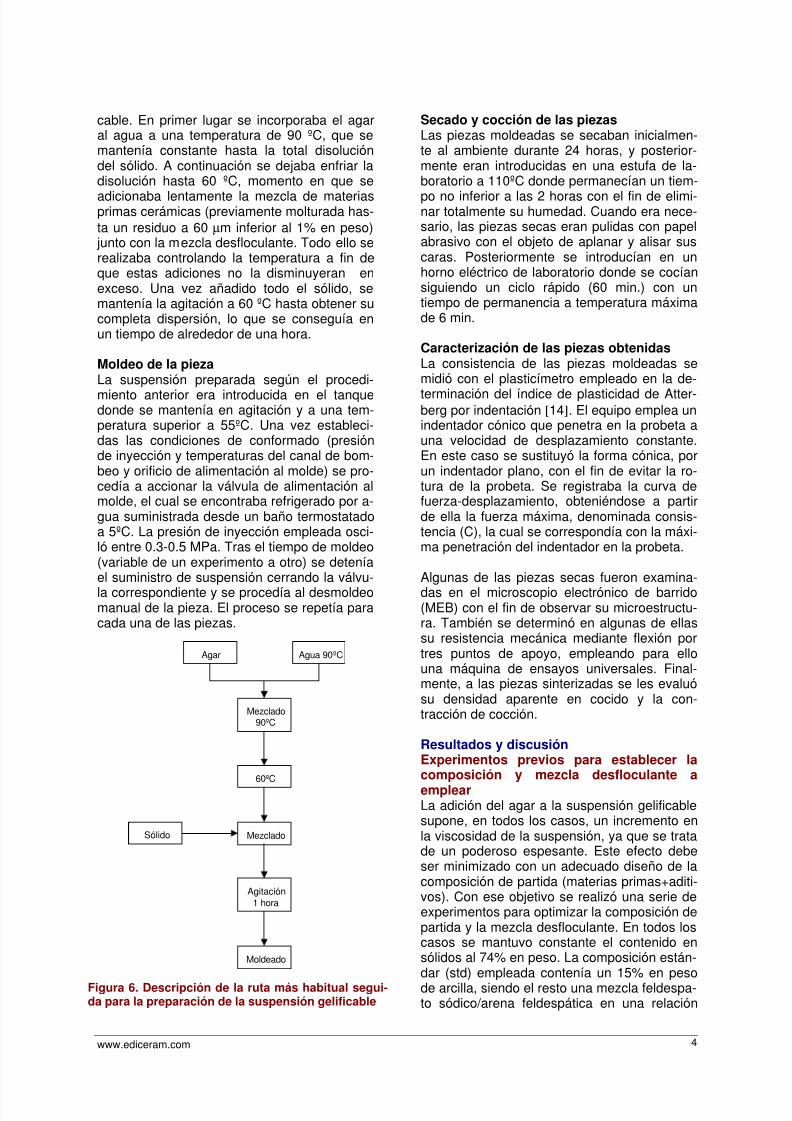
cable. En primer lugar se incorporaba el agaral agua a una temperatura de 90 ºC, que semantenía constante hasta la total disolucióndel sólido. A continuación se dejaba enfriar ladisolución hasta 60 ºC, momento en que se
adicionaba lentamente la mezcla de materiasprimas cerámicas (previamente molturada has-ta un residuo a 60 µm inferior al 1% en peso) junto con la mezcla desfloculante. Todo ello serealizaba controlando la temperatura a fin deque estas adiciones no la disminuyeran enexceso. Una vez añadido todo el sólido, semantenía la agitación a 60 ºC hasta obtener sucompleta dispersión, lo que se conseguía enun tiempo de alrededor de una hora.
Moldeo de la piezaLa suspensión preparada según el procedi-
miento anterior era introducida en el tanquedonde se mantenía en agitación y a una tem-peratura superior a 55ºC. Una vez estableci-das las condiciones de conformado (presiónde inyección y temperaturas del canal de bom-beo y orificio de alimentación al molde) se pro-cedía a accionar la válvula de alimentación almolde, el cual se encontraba refrigerado por a-gua suministrada desde un baño termostatadoa 5ºC. La presión de inyección empleada osci-ló entre 0.3-0.5 MPa. Tras el tiempo de moldeo(variable de un experimento a otro) se deteníael suministro de suspensión cerrando la válvu-la correspondiente y se procedía al desmoldeomanual de la pieza. El proceso se repetía paracada una de las piezas.
Figura 6. Descripción de la ruta más habitual segui-da para la preparación de la suspensión gelificable
Secado y cocción de las piezasLas piezas moldeadas se secaban inicialmen-te al ambiente durante 24 horas, y posterior-mente eran introducidas en una estufa de la-boratorio a 110ºC donde permanecían un tiem-
po no inferior a las 2 horas con el fin de elimi-nar totalmente su humedad. Cuando era nece-sario, las piezas secas eran pulidas con papelabrasivo con el objeto de aplanar y alisar suscaras. Posteriormente se introducían en unhorno eléctrico de laboratorio donde se cocíansiguiendo un ciclo rápido (60 min.) con untiempo de permanencia a temperatura máximade 6 min.
Caracterización de las piezas obtenidasLa consistencia de las piezas moldeadas semidió con el plasticímetro empleado en la de-
terminación del índice de plasticidad de Atter-berg por indentación [14]. El equipo emplea unindentador cónico que penetra en la probeta auna velocidad de desplazamiento constante.En este caso se sustituyó la forma cónica, porun indentador plano, con el fin de evitar la ro-tura de la probeta. Se registraba la curva defuerza-desplazamiento, obteniéndose a partirde ella la fuerza máxima, denominada consis-tencia (C), la cual se correspondía con la máxi-ma penetración del indentador en la probeta.
Algunas de las piezas secas fueron examina-das en el microscopio electrónico de barrido(MEB) con el fin de observar su microestructu-ra. También se determinó en algunas de ellassu resistencia mecánica mediante flexión portres puntos de apoyo, empleando para ellouna máquina de ensayos universales. Final-mente, a las piezas sinterizadas se les evaluósu densidad aparente en cocido y la con-tracción de cocción.
Resultados y discusiónExperimentos previos para establecer lacomposición y mezcla desfloculante aemplearLa adición del agar a la suspensión gelificablesupone, en todos los casos, un incremento enla viscosidad de la suspensión, ya que se tratade un poderoso espesante. Este efecto debeser minimizado con un adecuado diseño de lacomposición de partida (materias primas+aditi-vos). Con ese objetivo se realizó una serie deexperimentos para optimizar la composición departida y la mezcla desfloculante. En todos loscasos se mantuvo constante el contenido ensólidos al 74% en peso. La composición están-
dar (std) empleada contenía un 15% en pesode arcilla, siendo el resto una mezcla feldespa-to sódico/arena feldespática en una relación
Agar Agua 90ºC
Mezclado90ºC
Sólido Mezclado
60ºC
Agitación1 hora
Moldeado

5/16/2018 Conformado de baldosas cer micas a partir de geles - slidepdf.com
http://slidepdf.com/reader/full/conformado-de-baldosas-ceramicas-a-partir-de-geles
www.ediceram.com 5
en peso 3:1. Como desfloculantes se emplea-ron silicato sódico, la mezcla tripolifosfato (tpf)-metasilicato (mts) 1:1 en peso y una carboxi-metilcelulosa (cmc) de bajo peso molecular.En la tabla 2 se detallan las condiciones em-
pleadas en los experimentos.Experimento Composición Mezcla desfloculante
1 std tpf-mts
2 std silicato sódico
3 std cmc*
4 25% de arcilla tpf-mts
*El contenido en sólidos empleado fue del 73%
Tabla 2. Condiciones empleadas en los experi-mentos conducentes a optimizar el comporta-miento reológico de la suspensión
En la Figura 7 se comparan las curvas de des-floculación obtenidas con los experimentos an-teriores. Como puede observarse, la mezclatpf-mts es claramente más efectiva, a pesardel bajo contenido en arcilla de la composi-ción. El comportamiento de la cmc de bajo pe-so molecular fue intermedio, aunque el conte-nido en sólidos empleado en este caso tuvoque reducirse al 73%. En lo que respecta alcontenido de arcilla, es obvio que se debe mi-nimizar su proporción por la gran repercusiónque tiene sobre la viscosidad de la suspen-sión. No obstante, es necesario mantener unaproporción mínima, con el objeto de facilitar elprocesado de la suspensión y pieza moldeada.Para comprobar esto último, se preparó unacomposición que contenía el 10% en peso dearcilla. No se pudo obtener su curva de desflo-culación debido a los graves problemas de di-latancia observados al agitarla.
a) desfloculante: mts+ tpf, 1:1
b)15% arcilla
Figura 7. Optimización del comportamiento reo-lógico de la suspensión de partida: a) influenciadel contenido de arcilla, b) influencia del desflo-culante empleado: mezcla metasilicato-tripoli-fosfato (mts+tpf 1:1), silicato sódico y carboxi-metilcelulosa (cmc) de bajo peso molecular
Establecimiento de las condiciones de ope-ración, a escala de laboratorio, para el cola-do del gel en la máquina de inyección debaja presión
Empleando la mezcla desfloculante tpf-mts yuna composición con un 15% en peso de arci-lla, se realizaron una serie de experimentosque tenían como objetivo: optimizar la propor-ción de agar y el contenido en sólidos de lasuspensión y establecer las condiciones idó-neas de temperatura en el proceso para ga-rantizar que la suspensión permanezca esta-ble antes de la gelificación y que posterior-mente gelifique en el molde de la forma másrápida posible.
En la tabla 3 se resumen algunos de los expe-
rimentos llevados a cabo. En base a lo descri-to en la bibliografía con otras composicionescerámicas [7][15] se ensayaron tres dosifica-ciones de agar: 0.25%, 0.5% y 1% en peso,referido a la cantidad de componente sólido dela suspensión (experimentos 5 a 7). Por otrolado, con el objeto de maximizar el contenidoen sólidos de la suspensión y facilitar con elloel posterior procesado, se ensayaron conteni-dos en sólidos superiores a 74% (experimen-tos 8 y 9). En lo que se refiere a la temperaturadel proceso, teniendo en cuenta las indicacio-nes de la biliografía referentes a evitar la flocu-
lación de la suspensión en el tanque y su geli-ficación antes de acceder al molde, se impu-sieron las siguientes restricciones:
0
500
1000
1500
2000
2500
3000
3500
4000
0. 00 0.05 0. 10 0.15 0 .20 0.25
Contenido en desfloculante (%)
V i s c o s i d a d ( c P )
cmcmts + tpf, 1:1silicato sódico

5/16/2018 Conformado de baldosas cer micas a partir de geles - slidepdf.com
http://slidepdf.com/reader/full/conformado-de-baldosas-ceramicas-a-partir-de-geles
www.ediceram.com 6
- Temperatura del tanque: >55ºC
- Temperatura de la tubería que conduce lasuspensión hasta el molde: >45ºC
- Temperatura del orificio de salida al molde:>40ºC
En base a estas restricciones, se consideraronunas condiciones estándar que aseguraran eladecuado procesamiento de la suspensión ysu posterior gelificación: 60ºC, 50ºC y 45ºCrespectivamente para las temperaturas deltanque, tubería y orificio (experimentos 5 a 9).A partir de estas condiciones estándar se efec-tuaron dos experimentos en los que básica-mente se disminuyeron (experimento 10) y seaumentaron (experimento 11) las tres tempe-raturas indicadas.
Temperatura(ºC)
Experimento % agar %sólidos Tanque Tubería Orificio
5 0.25 74 60 50 45
6 0.5 74 60 50 45
7 1.0 74 60 50 45
8 0.5 76 60 50 45
9 0.5 78 60 50 4510 0.5 74 55 47 42
11 0.5 74 75 65 60
Tabla 3. Experimentos realizados para establecer lascondiciones de operación a escala de laboratorio
Para evaluar la procesabilidad de la suspen-sión y las características de la pieza moldeadase realizaron las siguientes determinaciones:
- Viscosidad relativa de la suspensión (µR).Dada la elevada temperatura de la suspen-sión, esta determinación se realizó de for-ma cualitativa, comparando la viscosidadde una suspensión agitada a 60ºC que con-tenía agar, con la de la suspensión están-dar (74% en sólidos) sin agar y a tempe-ratura ambiente.
- Tiempo de gelificación (tG)
- Consistencia de la pieza moldeada (C)
En la Tabla 4 se resumen los resultados obte-
nidos, así como algunas observaciones refe-rentes al procesamiento de los materiales.
Experimento µµµµR * tG (min.) C (N) Observaciones
5 1 >20 2.1 Excesiva deformabilidadde la pieza moldeada
6 2 8 3.9
7 5 3 7.8
8 3 5 6.3
9 5 3 9.1 Viscosidad excesiva.Dificultad en el moldeo
10 4 6 3.5
11 2 7 4.0 Perdida de líquido porevaporación
*Evaluada cualitativamente como viscosidad cre-ciente de 1 a 5: 1, algo mayor y 5, muy superior a lacomposición sin agar, con un 74% de contenido ensólidos, a temperatura ambiente
Tabla 4. Resultados de los experimentos 5 a 11
El aumento de la proporción de agar (experi-mentos 5 a 7) supone, tal como cabía esperar,un incremento, casi proporcional a la cantidadañadida, de la consistencia, y una disminuciónmucho más acusada del tiempo de gelifica-ción. Por contra, y como aspecto negativo, laviscosidad de la suspensión experimenta uncrecimiento de tipo exponencial. Como conse-cuencia del balance de requisitos a cumplir, esdecir, la minimización del tiempo de gelifica-ción, pero sobre todo, de la viscosidad, y la
maximización de la consistencia de la piezamoldeada, se escogió una dosificación óptimade agar de 0.5%. Cantidades inferiores dan lu-gar a piezas moldeadas excesivamente defor-mables.
Por otro lado, el aumento del contenido en só-lidos (experimentos 6, 8 y 9) tiene importantesrepercusiones positivas: disminuye el tiempode gelificación, aumenta notablemente la con-sistencia de la pieza moldeada y facilita la eta-pa posterior de secado, al disminuir la canti-dad de agua a eliminar. Pero también influye
negativamente sobre la viscosidad de la sus-pensión, por lo que dificulta el proceso de mol-deo. Como situación de compromiso se esco-gió un contenido en sólidos del 76%.
Se comprobó así mismo, que aumentar la tem-peratura del proceso (experimento 11 frente a6), aunque puede favorecer un incremento delcontenido en sólidos de la suspensión, debidoa la disminución de viscosidad del agua, setraduce en importantes pérdidas por evapora-ción, particularmente si la suspensión accedeal orificio de alimentación al molde excesiva-mente caliente. Aunque la eliminación del di-solvente pudiera acelerar también la etapa de

5/16/2018 Conformado de baldosas cer micas a partir de geles - slidepdf.com
http://slidepdf.com/reader/full/conformado-de-baldosas-ceramicas-a-partir-de-geles
www.ediceram.com 7
moldeo, se dificulta el control del contenido ensólidos de la suspensión. Por otro lado, dismi-nuir la temperatura de la suspensión alimenta-da al molde (experimento 10 frente a 6) no re-porta apenas mejora alguna en el tiempo de
gelificación.
Finalmente, no se observó la aparición de de-fectos en las piezas tras su secado, el cual sellevó a cabo según las condiciones indicadasen el apartado 4.3.3 (24 horas al ambiente y 2horas en estufa). A modo de ejemplo, en la fi-gura 8 se muestra una micrografía de una pro-beta seca correspondiente al experimento 8.Como puede apreciarse, la microestructura esbastante homogénea, con un empaquetamien-to poco denso de las partículas, pero donde nose observan segregaciones o acumulaciones
de agar en ninguna zona de la probeta.
Figura 8. Micrografía de una pieza seca delexperimento 8
Fabricación, a escala piloto, de baldosaspor colado de geles en la máquina de in-yección de baja presiónEn los apartados anteriores se han optimizadolas características de la suspensión gelificabley las condiciones de operación en la máquinade inyección a baja presión. A partir de esta in-
formación, se procedió a llevar a cabo experi-mentos, escala piloto, que pretendían alcanzarlos siguientes objetivos:
- Comprobar la viabilidad de fabricar baldo-sas de pequeñas dimensiones (5x10 cm)que incorporen relieves acusados en su di-seño. Para ello ha sido necesario diseñarun molde específico que incluya las carac-terísticas mencionadas (dimensiones y re-lieves)
- Diseñar una instalación de secado que per-mita secar las piezas de forma acelerada,evitando la aparición de defectos asociados
habitualmente al secado de geles, tales co-mo grietas y deformaciones
- Estimar la capacidad del material moldeadopara ser mecanizado en crudo
- Determinar algunas características del pro-ducto cocido (contracción lineal y densidad)
En la figura 9 se describe el despiece del mol-de, diseñado en aluminio, para facilitar latransferencia de calor por parte del líquidointercambiador de calor durante el moldeo. Co-mo puede observarse, el relieve estaba consti-tuido por 15 semiesferas, con muy pequeñoradio de curvatura (3 mm), con el objeto decomprobar la fiabilidad del método a la hora deobtener geometrías mas o menos complejas,
una de las ventajas, a priori, del método. Elmolde presenta así mismo un orificio para suajuste al conducto de salida de la suspensiónen la inyectora, así como una camisa para surefrigeración o calentamiento por agua.
Figura 9. Despiece del molde para la fabricaciónde baldosas de 5x10 cm con relieves
Las condiciones de operación fueron las esta-blecidas, a escala de laboratorio, en el aparta-do anterior y son las correspondientes al expe-rimento 4: 0.5% de agar, 76% de contenido desólidos y temperaturas de operación de 60ºC
en el tanque, 50ºC en el conducto de alimenta-ción y 45ºC en el orif icio.
Según se indica en la bibliografía [16][17], elsecado de geles presenta una gran dificultad,como consecuencia de las elevadas con-tracciones (tensiones) que se manifiestan du-rante la eliminación del disolvente y por la ele-vada deformabilidad del material (bajo modulode elasticidad). Por lo tanto, resulta imprescin-dible, si se pretende acelerar los ciclos de se-cado en piezas de mayor tamaño, disponer deinstalaciones en las que las diferencias de
aporte de calor en distintas zonas de las pie-zas durante el transcurso de la operación seanmínimas. Con este fin se diseñó un secadero
5/16/2018 Conformado de baldosas cer micas a partir de geles - slidepdf.com
http://slidepdf.com/reader/full/conformado-de-baldosas-ceramicas-a-partir-de-geles
www.ediceram.com 8
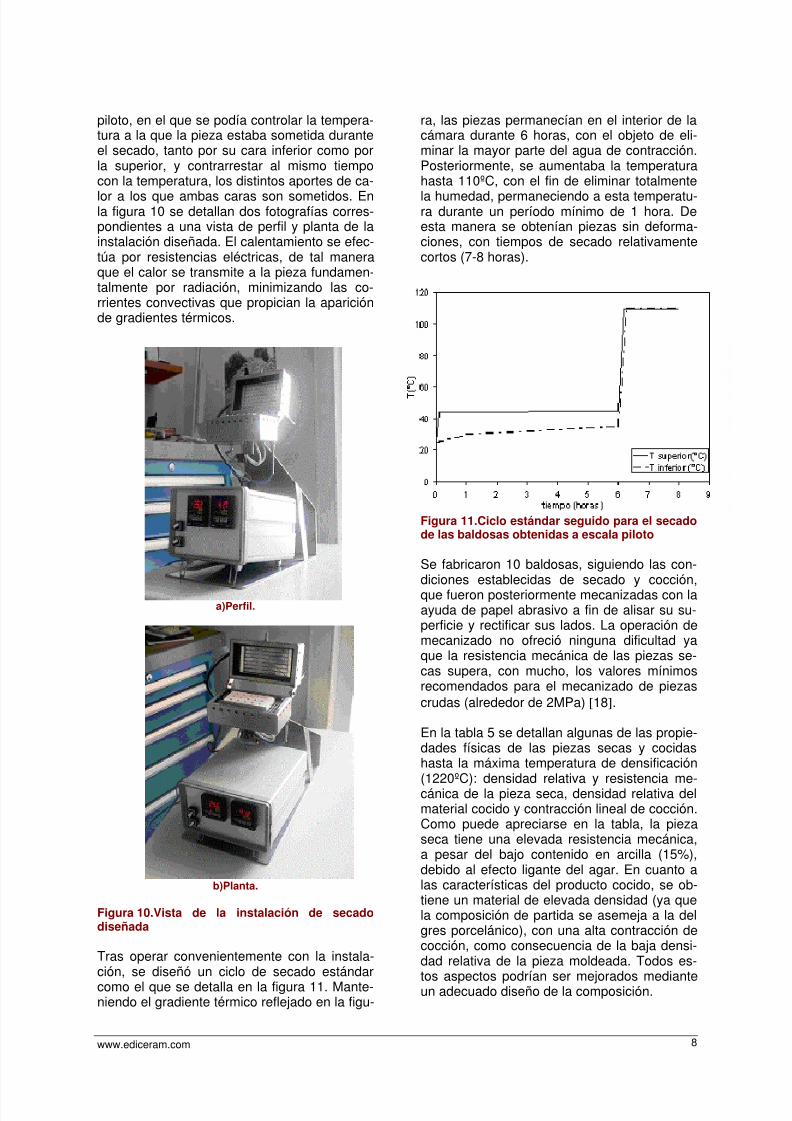
piloto, en el que se podía controlar la tempera-tura a la que la pieza estaba sometida duranteel secado, tanto por su cara inferior como porla superior, y contrarrestar al mismo tiempocon la temperatura, los distintos aportes de ca-
lor a los que ambas caras son sometidos. Enla figura 10 se detallan dos fotografías corres-pondientes a una vista de perfil y planta de lainstalación diseñada. El calentamiento se efec-túa por resistencias eléctricas, de tal maneraque el calor se transmite a la pieza fundamen-talmente por radiación, minimizando las co-rrientes convectivas que propician la apariciónde gradientes térmicos.
a)Perfil.
b)Planta.
Figura 10.Vista de la instalación de secadodiseñada
Tras operar convenientemente con la instala-ción, se diseñó un ciclo de secado estándarcomo el que se detalla en la figura 11. Mante-niendo el gradiente térmico reflejado en la figu-
ra, las piezas permanecían en el interior de lacámara durante 6 horas, con el objeto de eli-minar la mayor parte del agua de contracción.Posteriormente, se aumentaba la temperaturahasta 110ºC, con el fin de eliminar totalmente
la humedad, permaneciendo a esta temperatu-ra durante un período mínimo de 1 hora. Deesta manera se obtenían piezas sin deforma-ciones, con tiempos de secado relativamentecortos (7-8 horas).
Figura 11.Ciclo estándar seguido para el secadode las baldosas obtenidas a escala piloto
Se fabricaron 10 baldosas, siguiendo las con-diciones establecidas de secado y cocción,que fueron posteriormente mecanizadas con laayuda de papel abrasivo a fin de alisar su su-perficie y rectificar sus lados. La operación demecanizado no ofreció ninguna dificultad yaque la resistencia mecánica de las piezas se-cas supera, con mucho, los valores mínimosrecomendados para el mecanizado de piezascrudas (alrededor de 2MPa) [18].
En la tabla 5 se detallan algunas de las propie-dades físicas de las piezas secas y cocidashasta la máxima temperatura de densificación
(1220ºC): densidad relativa y resistencia me-cánica de la pieza seca, densidad relativa delmaterial cocido y contracción lineal de cocción.Como puede apreciarse en la tabla, la piezaseca tiene una elevada resistencia mecánica,a pesar del bajo contenido en arcilla (15%),debido al efecto ligante del agar. En cuanto alas características del producto cocido, se ob-tiene un material de elevada densidad (ya quela composición de partida se asemeja a la delgres porcelánico), con una alta contracción decocción, como consecuencia de la baja densi-dad relativa de la pieza moldeada. Todos es-
tos aspectos podrían ser mejorados medianteun adecuado diseño de la composición.

5/16/2018 Conformado de baldosas cer micas a partir de geles - slidepdf.com
http://slidepdf.com/reader/full/conformado-de-baldosas-ceramicas-a-partir-de-geles
www.ediceram.com 9
Característica Valor
Densidad relativa en seco (%) 60 ±±±± 2
Resistencia mecánica en seco (MPa) 3.5 ±±±± 0.4
Densidad relativa del producto sinterizado (%) 92 ±±±± 2
Contracción lineal (%) 13.4 ±±±± 0.1
Tabla 5. Características de las piezas secas y cocidasobtenidas a escala piloto
Finalmente, en la figura 12 se detallan dos fo-tografías de una baldosa seca y mecanizadaposteriormente y otra cocida, donde se apreciaclaramente la buena definición de los relievesobtenidos, así como la alta contracción que seproduce en el producto sinterizado.
a) Pieza cruda b)Pieza cocida
Figura 12.Aspecto de una de las piezas antes dela cocción y tras la cocción a la temperatura demáxima densificación (1220ºC)
Conclusiones- Se ha comprobado la viabilidad de fabricar
baldosas cerámicas en una inyectora debaja presión (0.3-0.5 MPa) mediante la téc-
nica de colado de geles, utilizando comoprecursor gelificable agar y como líquido re-frigerante agua a 5ºC. El método puede seruna alternativa válida frente a los procedi-mientos actuales que coexisten para la fa-bricación de piezas complementarias: cola-do tradicional, prensado en plástico y extru-sión, ya que permitiría la obtención de cual-quier geometría.
- Los aspectos claves del proceso de fabrica-ción son: disolución previa del agar en a-gua a 90ºC y posterior mezclado con la
suspensión cerámica, mínima viscosidadde la suspensión gelificable (<1500 cP) pa-
ra facilitar el moldeo y máximo contenidoen sólidos (no inferior a 74% en peso) paraaumentar la rigidez de las piezas moldea-das y facilitar el secado sin deformaciones.
- Teniendo en cuenta los aspectos anterio-res, se han establecido las siguientes con-diciones de operación: 0.5% de agar (enpeso, referido al sólido seco), 76% en pesode sólidos, temperatura de la suspensiónen el tanque de mezclado de 60ºC o supe-rior, temperatura de moldeo de 45ºC ytiempos de gelificación inferiores a 5 mi-nutos.
- Para la fabricación de baldosas a escala pi-loto ha sido necesario diseñar: un moldepara la obtención de piezas de 5x10 cm
con relieves y camisa de refrigeración y unsecadero de resistencias eléctricas queopera por radiación. Optimizando el ciclode secado para no obtener deformacionesni grietas en las piezas se ha podido alcan-zar un tiempo de secado comprendido en-tre 7-8 horas.
- Las baldosas obtenidas presentan una bajacompacidad, como consecuencia de la po-ca proporción de arcilla que es necesariaen el proceso, pero una elevada resistenciamecánica, debida al efecto ligante del gel,lo que permite una fácil mecanización delmaterial antes de la cocción. En lo que res-pecta a las características del material coci-do, se obtiene una elevada densidad, perocon altas contracciones de cocción asocia-das a la baja compacidad del material mol-deado. No obstante, este último aspectopuede mejorarse mediante un adecuado di-seño de la distribución de tamaño de partí-cula de la composición de partida.
BibliografíaSIGMUND, W.M.; BELL, N.S.; BERGSTRÖM, L.Novel powder-processing methods for advanced ce-ramics. J. Am. Ceram. Soc., 83 (7), 1557-1574,2000.
BASKARAN, S.; MAUPIN, G.D.; GRAFF, G.L. Free-form fabrication of ceramics. Am. Ceram. Soc. bull., july, 53-58, 1998.
TARI, G. Gelcasting ceramics: a review. Am. Ce- ram. Soc. bull., 82 (4), 43-46, 2003.
MARTIN MARIETTA ENERGY SYSTEMS. Methodfor molding ceramic powders using a water-basedgel casting process. US 5145908, 08-09-1992.
YU JIA; KANNO, Y.; ZHI-PRENG XIE New gel-casting process for alumina ceramics based on
gelation of alginate. J. Eur. Ceram. Soc., 22, 1911-1916, 2002.
FANELLI, A.J.; SILVERS, R.D.; FREI, W.S.;

5/16/2018 Conformado de baldosas cer micas a partir de geles - slidepdf.com
http://slidepdf.com/reader/full/conformado-de-baldosas-ceramicas-a-partir-de-geles
www.ediceram.com 10
BURLEW, J.V.; MARSH, G.B. New aqueousinjection molding process for ceramic powders. J.Am. Ceram. Soc., 72 (10), 1833-1836, 1989.
MILLÁN, A.J.; MORENO, R.; NIETO, M.I.Thermogelling polysaccharides for aqueous
gelcasting. Part 1: a comparative study of gellingadditives. J. Eur. Ceram. Soc., 22 (13), 2209-2215,2002.
YALI, C.; ZHIPENG, X.; JINLONG, Y.; YONG, H.Alumina casting based on gelation of gelatine. J Eur Ceram Soc, 19, 271-275, 1999.
BENGISU, M.; YILMAZ, E. Gelcasting of aluminaand zirconia using chitosan gels. Ceram. Int., 28,431-438, 2002.
LYCKFELDT, O.; FERREIRA, J.M.F. Processing ofporous ceramics by “starch consolidation”. J. Eur.Ceram. Soc., 18, 131-140, 1998.
XIE, Z.P.; YANG, J.L.; HUANG, D.; CHEN, Y.L.;
HUANG, Y. Gelation forming of ceramic compactsusing agarose. Br. ceram. trans., 98 (2), 58-61,1999.
MILLÁN, A.J.; MORENO, R.; NIETO, M.I. Improvedconsolidation of alumina by agarose gelation. J. Eur.Ceram. Soc., 20, 2527-2533, 2000.
ARMISEN, R. Agar. En: IMESON, A. (Ed.)Thickening and gelling agents for food.Gaithersburg: Aapen, 1999. Capítulo 1, p.1-21
DOMENECH, J.V.; SÁNCHEZ, E.; SANZ, V.;GARCÍA, J.; GINÉS, F. Estimación de la plasticidad
de masas cerámicas mediante la determinación dela fuerza de indentación. Cerámica Información,201, 7-15, 1994.
MILLÁN, A.J.; NIETO, M.I.; BAUDÍN, C.; MORENO,R. Thermogelling polysaccharides for aqueousgelcasting. Part 2: influence of gelling additives onrheological properties and gelcasting of alumina. J.Eur. Ceram. Soc., 22 (13), 2217-2222, 2002.
BRINKER, C.J.; SCHERER, G.W. Sol-gel science: the physics and chemistry of sol-gel processing .Boston: Academic Press, 1990. Capítulo 7 Theoryof deformation and flow in gels., p. 407-452.
BRINKER, C.J.; SCHERER, G.W. Sol-gel science: the physics and chemistry of sol-gel processing .Boston: Academic Press, 1990. Capítulo 8 Drying,p. 453-514.
REED, J. S. Principles of ceramics processing. 2nd
ed. New York: John Wiley and Sons, 1995. Capítulo30 Machining and finishing processes., p. 625-637.