apuntes de molienda
TRANSCRIPT
APUNTES DE INTRODUCCION A LA METALURGIA EXTRACTIVA.TEMA: REDUCCION DE TAMAÑO FINA - MOLIENDA
Molienda
Dentro de los procesos de molienda deben distinguirse aquellos realizados en vía seca, de los llevados a cabo en vía húmeda. Tanto en un caso como en otro la tendencia actual es hacia tamaños de molienda más finos; en el caso de la vía húmeda quizás por la mayor dificultad de concentración de los minerales brutos tratados, o bien por la demanda del mercado solicitando concentrados más limpios; y en el caso de la vía seca, porque los procesos de elaboración de los materiales que emplean materias primas molidas en seco, como los cerámicos, así lo demandan.
Los procesos de chancado entregan un tamaño de partículas de 3/8", las cuales debe reducirse aún más de tamaño hasta alcanzar aproximadamente los 100[μm] para menas sulfuradas. Si bien es cierto que la etapa de molienda es necesaria, debemos considerar aquellos aspectos o razones por las cuales se hizo necesaria esta etapa:
• Para alcanzar la adecuada liberación del mineral útil.• Incrementar el área superficial por unidad de masa, de tal forma de acelerar algunos procesos físico-químicos.
Dependiendo de la fineza del producto final, la molienda se dividirá a su vez en subetapas llamadas primaria, secundaria y terciaria. El equipo más utilizado en molienda es el molino rotatorio, los cuales se especifican en función del Diámetro y Largo en pies (DxL). Los molinos primarios utilizan como medio de molienda barras de acero y se denominan
"MOLINOS DE BARRAS". La molienda secundaria y terciaria utiliza bolas de acero como medio de molienda y se denominan "MOLINOS DE BOLAS". Las razones de reducción son más altas en molinos que en chancadores. En efecto, en los molinos primarios son del orden de 5:1; mientras que en molinos secundarios yterciarios aumenta a valores de hasta 30:1.
¿Cuál es el objetivo La Molienda ?Mediante la molienda, se continúa reduciendo el tamaño de las partículas que componen el mineral, para obtener una granulometría máxima de 180 micrones (0,18 mm), la que permite finalmente la liberación de la mayor parte de los minerales de cobre en forma de partículas individuales.
a) Molienda convencionalLa molienda convencional se realiza en dos etapas, utilizando molino de barras y molino de bolas, respectivamente, aunque en las plantas modernas sólo se utiliza el segundo. En ambos molinos el mineral se mezcla con agua para lograr una molienda homogénea y eficiente. La pulpa obtenida en la molienda es llevada a la etapa siguiente que es la flotación.
• Molienda de barras:Este equipo tiene en su interior barras de acero de 3,5 pulgadas de diámetro que son los elementos de molienda. El molino gira con el material proveniente del chancador terciario, que llega continuamente por una correa transportadora. El material se va moliendo por la acción del movimiento de las barras que se encuentran libres y que caen sobre el mineral. El mineral molido continúa el proceso, pasando en línea al molino de bolas.
• Molienda de bolas:Este molino, cuyas dimensiones son 16 x 24 pies (es decir, 4,9 m de diámetro por 7,3 m de ancho), está ocupado en un 35% de su capacidad por bolas de acero de 3,5 pulgadas de diámetro, las cuales son los elementos de molienda. En un proceso de aproximadamente 20 minutos, el 80% del mineral es reducido a un tamaño máximo de 180 micrones.
b) Molienda SAGLa instalación de un molino SAG constituye una innovación reciente en algunas plantas. Los molinos SAG (SemiAutóGenos) son equipos de mayores dimensiones (36 x 15 pies, es decir, 11,0 m de diámetro por 4,6 m de ancho) y más eficientes que los anteriores. Gracias a su gran capacidad y eficiencia, acortan el proceso de chancado y molienda.
¿En qué consiste la molienda SAG?El mineral se recibe directamente desde el chancador primario (no del terciario como en la molienda convencional) con un tamaño cercano a 8 pulgadas (20 cm, aproximadamente) y se mezcla con agua y cal. Este material es reducido gracias a la acción del mismo material mineralizado presente en partículas de variados tamaños (de ahí su nombre de molienda semi autógena) y por la acción de numerosas bolas de acero, de 5 pulgadas de diámetro, que ocupan el 12% de su capacidad. Dados el tamaño y la forma del molino, estas bolas son lanzadas en caída libre cuando el molino gira, logrando un efecto conjunto de chancado y molienda más efectivo y con menor consumo de energía por lo que, al utilizar este equipo, no se requieren las etapas de chancado secundario ni terciario.
La mayor parte del material molido en el SAG va directamente a la etapa siguiente, la flotación, es decir tiene la granulometría requerida bajo los 180 micrones, y una pequeña proporción debe ser enviado a un molino de bolas.
Tipos de MoliendaPueden en general realizarse en seco o en húmedo.
Característicasa).- Molienda en Seco:En la molienda vía seca la clasificación se realiza con equipos llamados separadores. Dependiendo de la finura del producto molido los separadores pueden ser estáticos o dinámicos, empleándose estos últimos para moliendas por debajo de 100 micras, generalmente en el entorno de las 10-40 micras, y llegando con productos muy especiales hasta finuras de 5 micras. En multitud de ocasiones el proceso de molienda no debe aportar hierro al producto obtenido, por lo que tanto los molinos como los separadores se construyen conrevestimientos cerámicos o de materiales silíceos naturales. Por supuesto los cuerpos moledores en estos casos son igualmente cerámicos o bien “bolos” de cuarzo.Las finuras citadas no son alcanzables con el empleo de separadores convencionales, precisándose el empleo de separadores llamados de tercera
Básicamente un circuito de molienda vía seca no difiere sustancialmente de uno vía húmeda, excepto en que se requieren elementos de transporte entre os diferentes equipos, y en la necesidad de cuidar en exceso la estanqueidad en todos los puntos del circuito para evitar las emisiones de polvo muy nocivas para la salud, especialmente en la molienda de productos silíceos.
Los separadores no toleran la mínima humedad, por lo que de no disponer de un producto de alimentación absolutamente seco, este debe ser secado previamente a su molienda. En caso de que la humedad de alimentación fuese inferior al 5 %, es posible realizar el secado simultáneamente con la molienda, mediante la introducción de aire caliente en el molino
• Genera más finos.• Produce un menor desgaste de los revestimientos y medios de molienda.• Adecuada cuando no se quiere alterar el mineral (ejemplo: sal).
b).- Molienda en Húmedo:Generalmente se muele en húmedo debido a que:• Tiene menor consumo de energía por tonelada de mineral tratada.• Logra una mejor capacidad del equipo.• Elimina problema del polvo y del ruido.• Hace posible el uso de ciclones, espirales, harneros para clasificar por tamaño y lograr un adecuado control del proceso.• Hace posible el uso de técnicas simples de manejo y transporte de la corriente de interés en equipos como bombas, cañerías, canaletas, etc.
La evolución de los circuitos de molienda, tal y como ahora les conocemos, ha sido relativamente rápida durante los últimos 50 años, y actualmente estamos inmersos en una escalada del tamaño de los molinos, y equipos auxiliares como bombas centrífugas e hidrociclones.
Los clasificadores se fueron desarrollando en base a las exigencias de los molinos, pasando de los mecánicos de tornillo o rastras a los hidrociclones, a medida que aumentaron las exigencias de capacidad y tamaño de corte. Más

adelante los hidrociclones tuvieron que ser montados en baterías para hacer frente a las capacidades demandadas por los circuitos cerrados con cargas circulantes de importancia, surgiendo de este modo “los nidos” con distribuciónConcéntrica.
A comienzos de los 80 surgen las moliendas autógena y semiautógena como una nueva alternativa, a la cual también hubieron de adaptarse los hidrociclones, siendo este el tipo de molienda usual hoy día en la gran mineríadel cobre, zinc, oro, hierro, etc., y el que más desarrollo ha tenido en los últimos años.
Los incrementos de capacidad se afrontaron empleando molinos de gran tamaño, con varias líneas formadas con circuitos Barras-Bolas, en directo, es decir con la descarga del molino de barras entrando directamente al molino deBolas.
A menudo la descarga del molino de barras se dividía en dos para trabajar en conjunto con dos molinos de bolas independientes, cada uno de ellos en circuito cerrado con su clasificador.
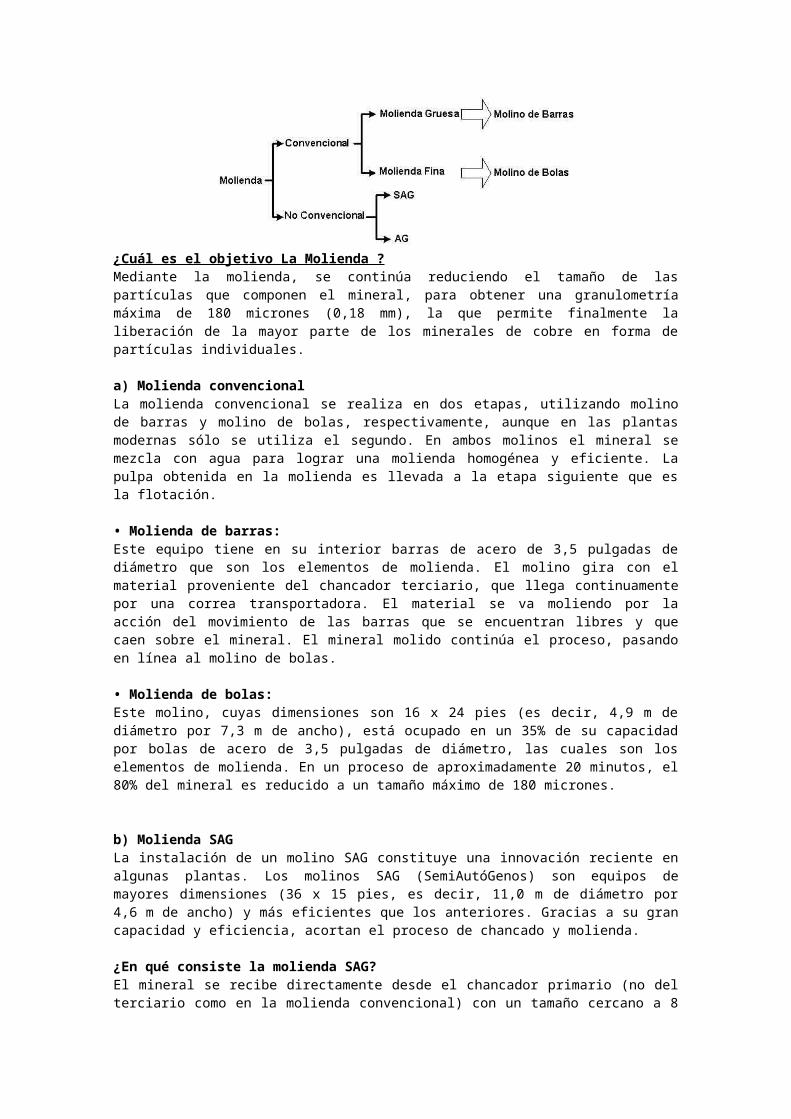
Buscando la optimización surgió la idea del circuito inverso, en el cual la descarga del molino de barras es conducida junto con la descarga del molino de bolas al clasificador, y la fracción gruesa del clasificador es en este caso la alimentación al molino de bolas, obteniéndose así un circuito cerrado. Este tipo de circuito permite disminuir considerablemente la carga de alimentación al molino de bolas, amén de la reducción del efecto de sobre-molienda, lo que significa posibilidad de aumento de capacidad o de reducción del tamaño del producto molido
Figura: Circuito cerrado Inverso de molienda Barras-Bolas
El aumento de capacidad en las plantas procesando minerales de alta ley resulta rentable, ya que la pérdida de recuperación al moler más grueso se ve compensada con el aumento de tratamiento, y en definitiva se produce más metal. Elevando el tamaño de molienda, se aumenta la capacidad con mínimas inversiones, siendo tan sólo necesario aumentar el volumen de flotación, lo cual representa una inversión reducida frente a las inversiones que se requerirían en los molinos.
El aumento del tamaño de corte en los hidrociclones se consigue simplemente elevando la concentración de sólidos de alimentación, mediante el aumento de tonelaje y la reducción simultánea de agua, esto también permite reducir el

caudal de pulpa entrando a flotación con lo cual las ampliaciones en celdas son también menores. De este modo, efectivamente se logra el objetivo, pero la eficiencia de clasificación se ve reducida como consecuencia de la clasificación obstaculizada que tiene lugar en el interior del hidrociclón, aumentando notablemente el cortocircuito de finos.
Se llega a una situación extraña donde hidrociclones de relativamente pequeño tamaño, por ejemplo 500 mm, operando en condiciones de concentración desfavorables, alcanzan el corte que darían hidrociclones de tamaño superior.Además se aumentan los diámetros de las toberas de rebose y se baja la presión de operación, buscando por cualquier medio elevar el tamaño de corte. En estas condiciones la eficiencia de clasificación disminuye, pero con una inversión mínima, se consigue aumentar el tamaño de molienda y consiguientemente la capacidad.
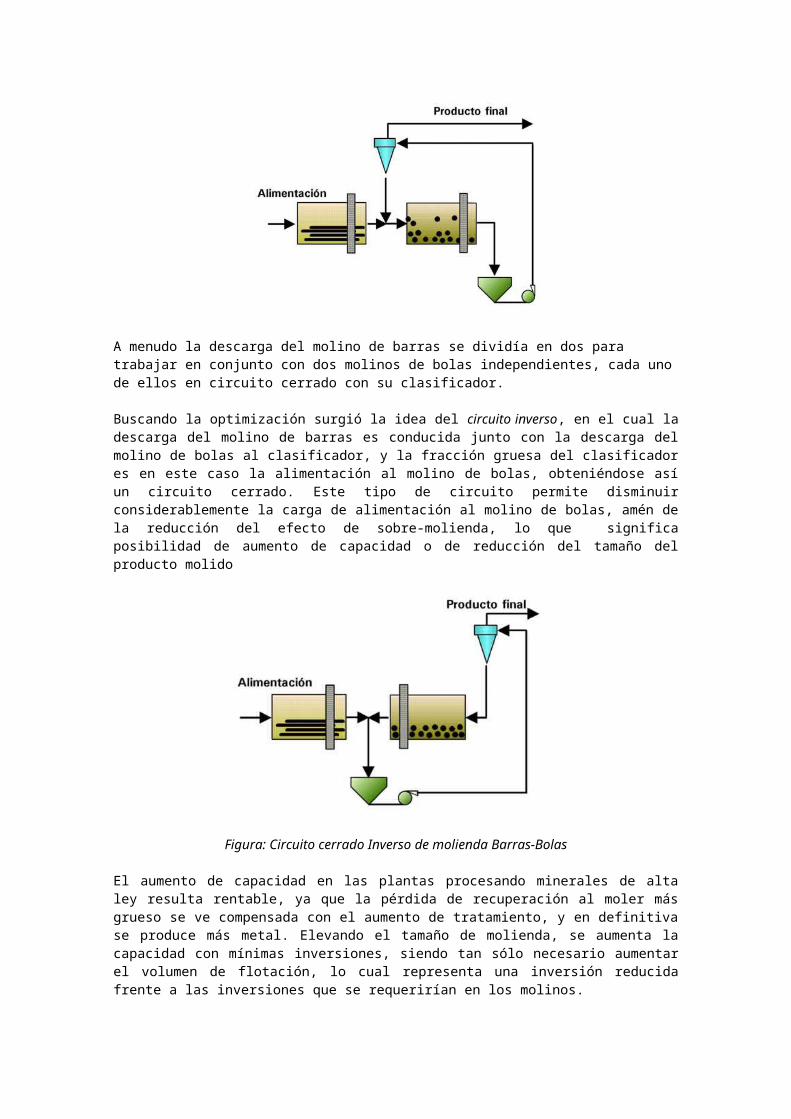
Aparece en escena el hidrociclón de fondo plano, CBC (Circulating Bed Cyclone), de diseño diferente, totalmente cilíndrico y acabado en un fondo prácticamente horizontal.
Figura : Hidrociclón fondo plano,
Esta configuración, desarrollada por el profesor Dr. Helmut Trawinski para ampliar el rango de tamaños de corte de los hidrociclones, permite alcanzar con un determinado hidrociclón separaciones que se obtendrían con hidrociclón, por ejemplo de 500 mm, realice el corte de uno de 650 mm o mayor, pero lo que es importante, de modo natural, sin forzar los parámetros operativos. Además, su menor corto-circuito y menor tendencia al bloqueo lo convierten en una herramienta valiosísima para este tipo de circuitos de molienda
En varios circuitos de molienda, se han remplazado hidrociclones convencionales de 500 mm y 650 mm por hidrociclones de fondo plano de 400 mm y 500 mm, recuperando el tamaño de corte perdido sin disminuir la capacidad de molienda, o bien aumentando la capacidad de molienda, sin variar el tamaño de corte.
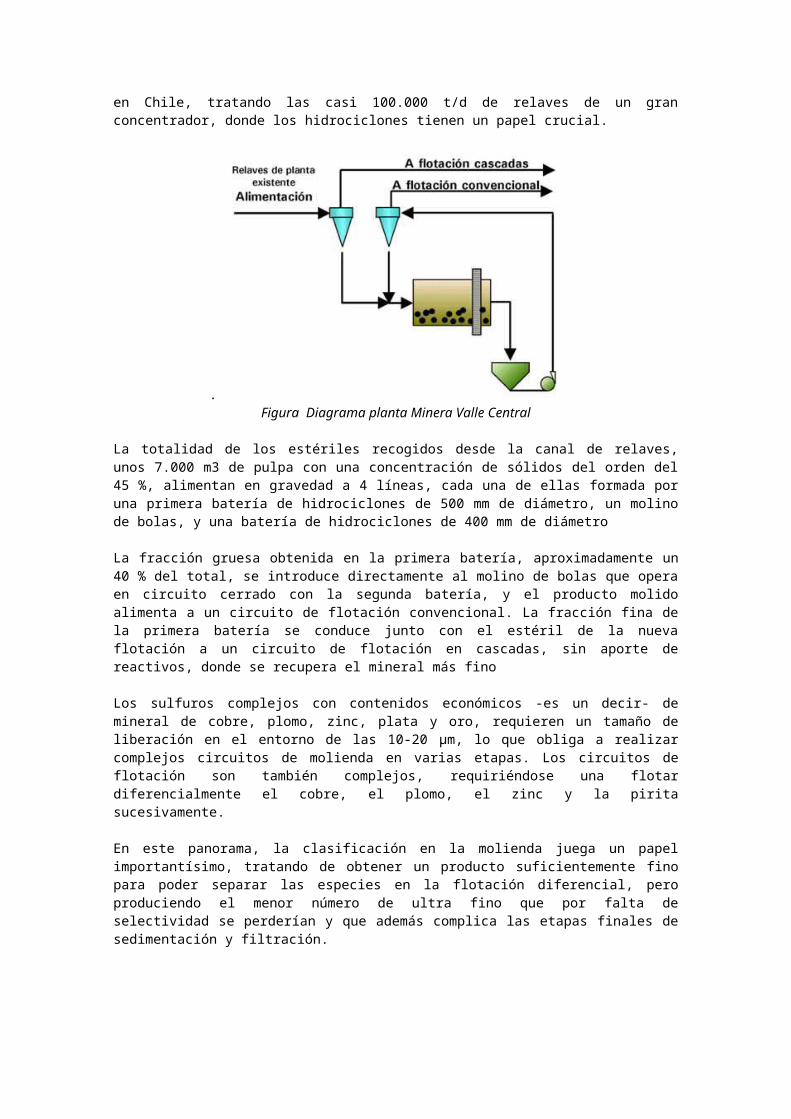
En plantas con molienda gruesa y de gran tonelaje, las perdidas de metal son de tal importancia que se han instalado “Nuevos Concentradores” para tratar los estériles, colas o relaves de dichas plantas. Un ejemplo fue la Compañía Minera Locumba en Perú. Interesante resulta la operación de la Compañía Minera Valle Central en Chile, tratando las casi 100.000 t/d de relaves de un gran concentrador, donde los hidrociclones tienen un papel crucial.
. Figura Diagrama planta Minera Valle Central
La totalidad de los estériles recogidos desde la canal de relaves, unos 7.000 m3 de pulpa con una concentración de sólidos del orden del 45 %, alimentan en gravedad a 4 líneas, cada una de ellas formada por una primera batería de hidrociclones de 500 mm de diámetro, un molino de bolas, y una batería de hidrociclones de 400 mm de diámetro
La fracción gruesa obtenida en la primera batería, aproximadamente un 40 % del total, se introduce directamente al molino de bolas que opera en circuito cerrado con la segunda batería, y el producto molido alimenta a un circuito de flotación convencional. La fracción fina de la primera batería se conduce junto con el estéril de la nueva flotación a un circuito de flotación en cascadas, sin aporte de reactivos, donde se recupera el mineral más fino
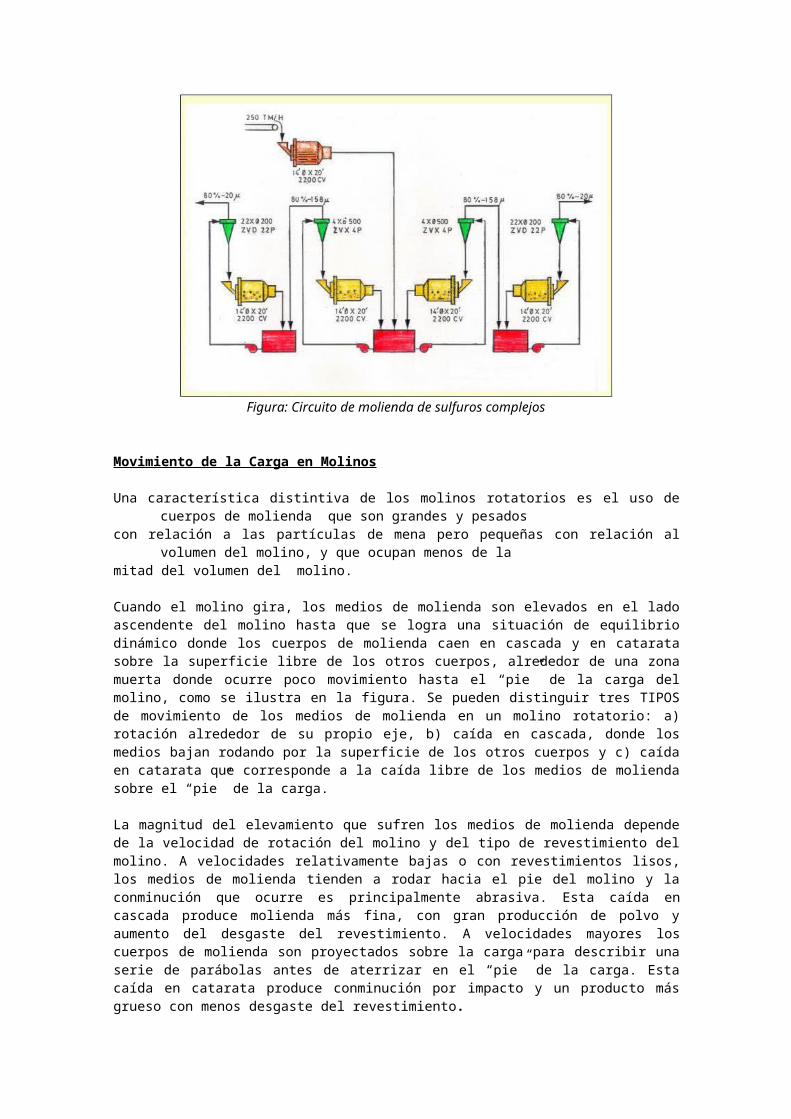
Los sulfuros complejos con contenidos económicos -es un decir- de mineral de cobre, plomo, zinc, plata y oro, requieren un tamaño de liberación en el entorno de las 10-20 μm, lo que obliga a realizar complejos circuitos de molienda en varias etapas. Los circuitos de flotación son también complejos, requiriéndose una flotar diferencialmente el cobre, el plomo, el zinc y la pirita sucesivamente.
En este panorama, la clasificación en la molienda juega un papel importantísimo, tratando de obtener un producto suficientemente fino para poder separar las especies en la flotación diferencial, pero produciendo el menor número de ultra fino que por falta de selectividad se perderían y que además complica las etapas finales de sedimentación y filtración.
Figura: Circuito de molienda de sulfuros complejos
Movimiento de la Carga en Molinos Una característica distintiva de los molinos rotatorios es el uso de cuerpos de molienda que son grandes y pesados

con relación a las partículas de mena pero pequeñas con relación al volumen del molino, y que ocupan menos de la mitad del volumen del molino.
Cuando el molino gira, los medios de molienda son elevados en el lado ascendente del molino hasta que se logra una situación de equilibrio dinámico donde los cuerpos de molienda caen en cascada y en catarata sobre la superficie libre de los otros cuerpos, alrededor de una zona muerta donde ocurre poco movimiento hasta el “pie” de la carga del molino, como se ilustra en la figura. Se pueden distinguir tres TIPOS de movimiento de los medios de molienda en un molino rotatorio: a) rotación alrededor de su propio eje, b) caída en cascada, donde los medios bajan rodando por la superficie de los otros cuerpos y c) caída en catarata que corresponde a la caída libre de los medios de molienda sobre el “pie” de la carga.
La magnitud del elevamiento que sufren los medios de molienda depende de la velocidad de rotación del molino y del tipo de revestimiento del molino. A velocidades relativamente bajas o con revestimientos lisos, los medios de molienda tienden a rodar hacia el pie del molino y la conminución que ocurre es principalmente abrasiva. Esta caída en cascada produce molienda más fina, con gran producción de polvo y aumento del desgaste del revestimiento. A velocidades mayores los cuerpos de molienda son proyectados sobre la carga para describir una serie de parábolas antes de aterrizar en el “pie” de la carga. Esta caída en catarata produce conminución por impacto y un producto más grueso con menos desgaste del revestimiento.
La velocidad crítica del molino es la velocidad mínima a la cual la capa exterior de medios de molienda se adhiere a la superficie interior del cilindro debido a la fuerza centrífuga.
MOLIENDAGENERALIDADESLa molienda es una operación de reducción de tamaño de rocas y minerales de manera similar a la trituración. Los productos salidos de molienda son más pequeños y de formamás regular que los salidos de trituración.
Se utiliza fundamentalmente en la fabricación de cemento Portland y en la concentración deminerales ferrosos y no ferrosos. En cada uno de estos casos, se procesan en el mundo, alrededor de 2.000 millones de toneladas por año. También se utilizan en la preparación de combustibles sólidos pulverizados, molienda de escorias, fabricación de harinas y alimentos balanceados.
MOLINOSSe llaman así a las máquinas en donde se produce la operación de molienda. Existen diversos tipos según sus distintas aplicaciones, los más importantes son:
- de Rulos y Muelas.- de Discos.- de Barras.- de Bolas.- de Rodillos.
Las de Rulos y Muelas consisten en una pista similar a un recipiente de tipo balde, y un par de ruedas (muelas) que ruedan por la pista aplastando al material. Este tipo de molinos ha ido evolucionando hacia el molino que hoy conocemos como de Rodillos.
El molino de Discos consiste en dos discos, lisos o dentados, que están enfrentados y giran con velocidades opuestas; el material a moler se encuentra entre ambos. Actualmente no se utiliza. Los más utilizados en el ámbito industrial son: los de Bolas y Barras, y los de Rodillos en la industria del cemento. Esquemáticamente pueden concebirse como un cilindro horizontal que gira y en su interior se encuentran los elementos moledores, los cuales se mueven libremente; el material a moler ingresa por un extremo del cilindro, es molido por fricción y percusión de los elementos moledores y sale por el extremo opuesto.
Tipos de Molienda: Molienda Húmeda y Molienda Seca
La molienda se puede hacer a materiales secos o a suspensiones de sólidos en líquido (agua), el cual sería el caso de la molienda Húmeda. Es habitual que la molienda sea seca en la fabricación del cemento Portland y que sea húmeda en la preparación de minerales para concentración.
MOLINO DE BARRAS (ROD MILL)El molino de Barras está formado por un cuerpo cilíndrico de eje horizontal, que en su interior cuenta con barras (dispuestas a lo largo del eje) cilíndricas sueltas, de longitud aproximadamente igual a la del cuerpo del molino. Éste, gira gracias a que posee una corona, la cual está acoplada a un piñón que se acciona por un motor generalmente eléctrico.
Las barras se elevan, rodando por las paredes del cilindro hasta una cierta altura, y luego caen efectuando un movimiento que se denomina “de cascada”. La rotura del material quese encuentra en el interior del cuerpo del cilindro y en contacto con las barras, se produce por frotamiento entre barras y superficie del cilindro, o entre barras, y por percusión como consecuencia de la caída de las barras desde cierta altura.
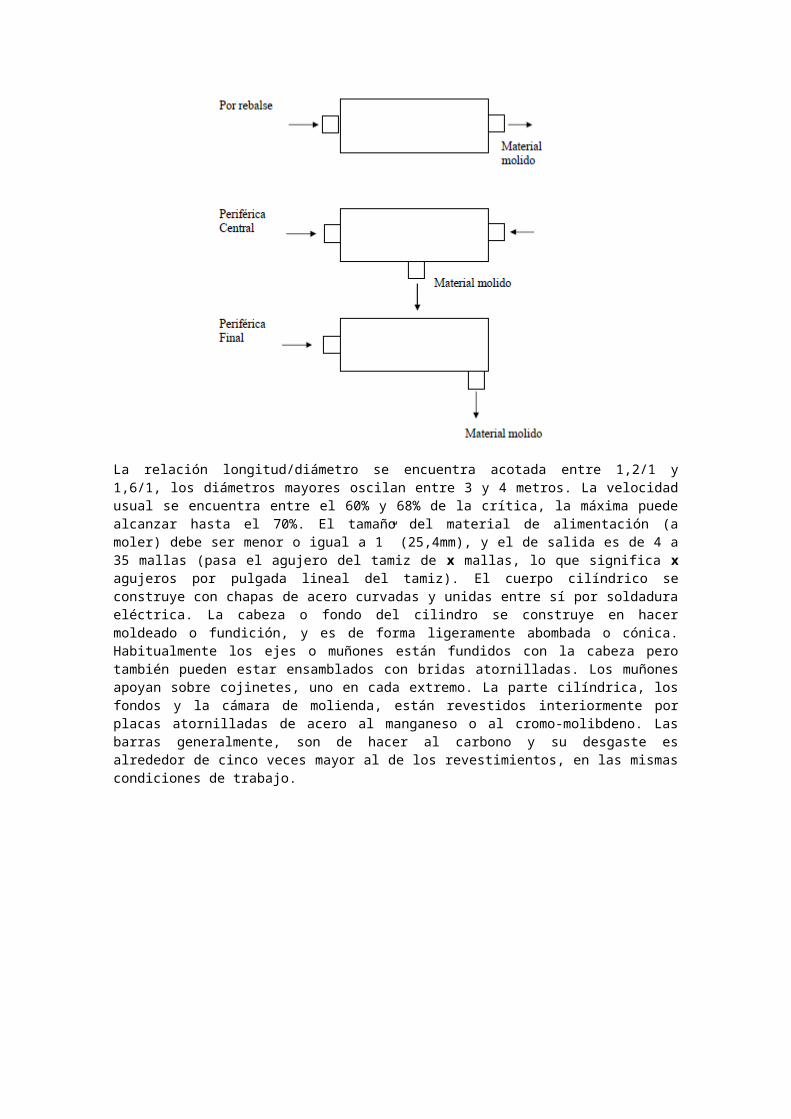
El material ingresa por el eje, en un extremo del cilindro y sale por el otro extremo o por el medio del cilindro, según las distintas formas de descarga: por rebalse (se emplea en molienda húmeda), periférica central y final (se emplean tanto en molienda húmeda como en seca).
La relación longitud/diámetro se encuentra acotada entre 1,2/1 y 1,6/1, los diámetros mayores oscilan entre 3 y 4 metros. La velocidad usual se encuentra entre el 60% y 68% de la crítica, la máxima puede alcanzar hasta el 70%. El tamaño del material de alimentación (a moler) debe ser menor o igual a 1” (25,4mm), y el de salida es de 4 a 35 mallas (pasa el agujero del tamiz de x mallas, lo que significa x agujeros por pulgada lineal del tamiz). El cuerpo cilíndrico se construye con chapas de acero curvadas y unidas entre sí por soldadura eléctrica. La cabeza o fondo del cilindro se construye en hacer moldeado o fundición, y es de forma ligeramente abombada o cónica. Habitualmente los ejes o muñones están fundidos con la cabeza pero también pueden estar ensamblados con bridas atornilladas. Los muñones apoyan sobre cojinetes, uno en cada extremo. La parte cilíndrica, los fondos y la cámara de molienda, están revestidos interiormente por placas atornilladas de acero al manganeso o al cromo-
molibdeno. Las barras generalmente, son de hacer al carbono y su desgaste es alrededor de cinco veces mayor al de los revestimientos, en las mismas condiciones de trabajo.
MOLINO DE BOLAS (BALL MILL)El molino de Bolas, análogamente al de Barras, está formado por un cuerpo cilíndrico de eje horizontal, que en su interior tiene bolas libres. El cuerpo gira merced al accionamiento de un motor, el cual mueve un piñón que engrana con una corona que tiene el cuerpo cilíndrico.
Las bolas se mueven haciendo el efecto “de cascada”, rompiendo el material que se encuentra en la cámara de molienda mediante fricción y percusión El material a moler ingresa por un extremo y sale por el opuesto. Existen dos formas de descarga: por rebalse (se utiliza para molienda húmeda) y por diafragma (se utiliza para molienda húmeda y seca).
La relación longitud/diámetro se encuentra acotada entre 1/1 y 5/1, los diámetros mayores oscilan entre 3 y 4 metros. La velocidad usual se encuentra entre el 65% y 75% de la crítica, la máxima puede alcanzar hasta el 90%. El tamaño del material de alimentación (a moler) es función de la dureza del mismo; para material duro, el 80% de la alimentación debe ser menor a 1”. El tamaño de salida es inferior a 35 mallas. En lo que hace a los materiales de recubrimiento interior de la cámara de molienda, y de las bolas, corresponden análogas consideraciones a las de los molinos de Barras.

CARACTERÍSTICAS GENERALES DE LOS MOLINOSA título ilustrativo, en el siguiente cuadro, se dan las características de los molinos de Barras, Bolas y Rodillos de tamaños grandes.
Una diferencia a tener en cuenta entre los molinos de Bolas y los de Barras (dado que sus tamaños son similares, así como sus potencias y capacidades) es la máxima velocidad que pueden alcanzar, en el primero la máxima posible puede llegar a alcanzar hasta un 90% de la velocidad crítica mientras que en el segundo puede alcanzar hasta un 70% de la velocidad crítica. Otra diferencia, que se explica más abajo, es el desgaste de los elementos moledores por tonelada tratada
MOLINOS SEMIAUTÓGENOS Y AUTÓGENOSA principios de los años 80 se desarrolla la molienda semiautógena (SAG) y la autógena (AG), buscando principalmente reducir los costos operativos al reducirse o eliminarse el consumo de los elementos de molienda, e igualmente la potencia absorbida por los molinos. La trituración queda reducida a una sola etapa, en general con un triturador primario de cono con admisión de hasta 1500 milímetros, entregando un material menor a los 200 milímetros. Inicialmente, la molienda SAG presento problemas mecánicos y operativos (principalmente la estabilidad de operación y la rotura de blindajes). La solución de estos problemas permitió el aumento del tamaño de los equipos, llegándose actualmente a los 12 metros de diámetro.
El desarrollo de la molienda AG no ha sido tan impetuoso, debido a que los molinos requieren características especiales de los minerales a moler.
Los molinos pueden lograr reducciones de tamaño de los 25 centímetros a los 75 micrones en una etapa, siendo el costo de capital menor al de los otros tipos de molinos. Los mismos manejan con gran facilidad materiales húmedos y pegajosos. Mientras los molinos SAG pueden operar con cualquier tipo de mineral al contar con cierta carga de bolas y trabajan en circuito con un molino secundario de bolas, la molienda AG total opera con dos molinos autógenos, uno primario de terrones, y uno secundario de guijarros, y esta condicionada por la molturabilidad del mineral. Los molinos SAG utilizan una combinación de mineral y una pequeña cantidad de bolas de acero (entre el 4

y el 15 % del volumen del molino). Los mejores rendimientos se encuentran cuando el porcentaje varía entre el 6 y el 10 %.
La relación diámetro/longitud varia de 1 a 3 hasta 3 a 1. El mecanismo de reducción de tamaño es principalmente por abrasión e impacto, ocurriendo principalmente alrededor de los límites del grano/cristal. Los molinos AG producen partículas de mayor calidad, dado que no están contaminadas con el acero de las bolas. Estas flotan mejor (más rápidas y de mejor selección).
Estos molinos son más sensitivos a la dureza y tamaño que los otros molinos, siendo por esto el consumo de energía más variable. Los molinos AG trabajan mejor con materiales gruesos, que ayudan a la rotura del material. En cambio, los molinos SAG trabajan mejor con materiales finos, dado que la rotura la producen principalmente las bolas. Lo molinos SAG y AG no son buenos para la reducción a tamaños finos y ultrafinos. Ambos tipos de molienda producen una fracción critica, que debe ser triturada en un molino de cono para evitar la sobrecarga del molino primario que de otro modo provocaría la recirculación de este tamaño critico.
Este tamaño crítico es mucho mas critico en la molienda AG por lo que la etapa de trituración es prácticamente imprescindible. En la molienda SAG, a menudo estos tamaños críticos pueden ser tolerados por el molino secundario. En cualquier caso la descarga de los molinos debe ser clasificada en dos o tres fracciones, mediante cribas vibrantes. La selección de la criba no es sencilla debido a la combinación de tamaño relativamente fino que deben separar (entre 3 y 12 milímetros) y los tonelajes importantes que manejan. Además, la superficie de cribado debe ser lo mas resistente posible a la abrasión (usualmente se utilizan elastómeros).
La fracción fina obtenida de la criba, junto con la descarga del molino de bolas secundario en el caso de una molienda SAG o del molino de guijarros en el caso de la molienda AG debe ser clasificada para cerrar el circuito. La misma se realiza con hidrociclones de gran diámetro (entre 500 y 625 milímetros), generalmente en baterías. Los materiales a emplear en la construcción deben soportar la abrasión, cortes e impactos de las partículas. La tendencia es aumentar el diámetro de los hidrociclones a fin de reducir el número de unidades en operación.
Momento Actual de la Molienda Semiautógena y Autógena
Los proyectos mineros realizados en la última década, están en su mayoría basados en molienda autógena o semiautógena, siendo esta ultima la de mayores capacidades unitarias de tratamiento ha alcanzado. Los molinos SAG de 12 metros de diámetro y más de 20 MW de potencia, permiten alcanzar capacidades del orden de las 2000 toneladas/hora Estos molinos gigantes presentan grandes problemas de diseño, tanto en lo que respecta a su estructura mecánica como en el modo de aplicar la potencia requerida para su accionamiento.
Actualmente, el motor eléctrico esta construido sobre la propia virola del molino, actuando este como rotor, eliminando de este modo los costosos y complicados sistemas de accionamiento tradicional (reductor, embrague y piñón-corona). Una última tendencia es reemplazar los cojinetes tradicionales en los cuellos de entrada y salida del molino por apoyos directos flotantes sobre la virola de modo similar de modo similar a la solución adoptada para el motor eléctrico.
El Futuro
El aumento de capacidad en las plantas de tratamiento va en la dirección de reducir los costos operativos, como única alternativa de supervivencia frente a los cada vez más bajos precios de los metales básicos. Actualmente, los costos promedios de los mayores productores mundiales con procesos convencionales de molienda-flotación tienen costos de producción del orden de 0,55/0,70 USD por libra.
Los productores de cobre vía hidrometalúrgica presentan en cambio costos de producción de 0,30/0,50 USD por libra, siendo esta producción inferior a la cuarta parte de la producción en plantas convencionales. Estando este proceso, junto con biometalurgia, están en etapa de desarrollo
LINEAMIENTOS GENERALES DEL COSTO DE PRODUCCIÓNEn el caso de los molinos de Barras y Bolas, por ser máquinas sencillas y de gran duración, pesa más el consumo de energía para la molienda y el de revestimientos y elementos moledores, que la amortización de la máquina. Hay fórmulas empíricas para determinar el consumo de energía que, en el caso del molino de Bolas, tienen en cuenta el tonelaje de la carga del molino (bolas + material a moler) y el diámetro del mismo. Por otra parte, numerosos estudios sobre el comportamiento de los molinos en trabajos de minería y la industria del cemento, han permitido determinar los desgastes de los revestimientos y los elementos moledores. Así, para el molino de Barras, los desgastes de revestimientos oscilan entre 20 y 200 gr./tn tratada y para los de Bolas, entre 100 y 1000 gr./tn tratada. En lo que hace a la diferencia entre el uso para minería y para cemento para el molino de Bolas:
PROYECCIÓN FUTURA DE LA DESINTEGRACIÓN DE MATERIALESLas máquinas que hemos visto en los capítulos 2 y 3, trabajan todas por fragmentación mecánica. Al respecto y basándose en la experiencia de más de un siglo de desarrollo y utilización de estos equipos, se puede inferir hacia dónde se mejorarán los mismos. A continuación se citarán los aspectos considerados importantes en la futura tendencia: 1) Se construirán máquinas de tamaño y capacidad cada vez mayores, ya que actualmente el tamaño medio presenta una tendencia creciente.2) Se mejorará el mantenimiento de las máquinas; se utilizarán con mayor frecuencia dispositivos auxiliares eléctricos, hidráulicos o neumáticos para permitir desmontajes más fáciles. En el futuro se intentará utilizar piezas de desgaste continuo.3) Las máquinas se adaptarán a aparatos de telemedición y telemando. 4) Se esperan mejoras sobre la calidad de los materiales constructivos y de las piezas a emplear, con el objeto de dar mayor confiabilidad y continuidad en el trabajo a las máquinas.5) Debe esperarse un mayor uso del caucho y de plásticos resistentes en reemplazo de elementos metálicos e inclusive de revestimientos. 6) No debe esperarse mejoras en cuento a la cinemática de las máquinas, ya que se ha experimentado mucho y siempre se ha vuelto a los lineamientos clásicos.7) Se encuentran en experimentación procesos de fragmentación NO mecánica, los cuales aún no se utilizan industrialmente: - Procesos Electrotérmicos: fragmentación térmica como resultado de corrientes inducidas en las rocas a desintegrar.- Corriente de alta frecuencia (1 a 10 megaciclos seguida de corriente normal): efecto térmico sobre las rocas que causa su desintegración.- Procesos Electrohidráulicos.- Acción bacteriana: produce la pulverización espontánea de la capa de base. En este caso, de poder llevarse un proceso de este tipo a la práctica industrial se estaría reemplazando a la tecnología por la biología.
8) Uso de procesos semiautógenos y autógenos, donde se reduce a un mínimo o se elimina el uso de elementos moledores con lo que la molienda es producida por la roca de mayor tamaño.