· web viewestructura de los plc’s como sabemos, hasta no hace mucho tiempo, el control...
TRANSCRIPT
Unidad II Elabora programas para PLC´s
http://www.techniforum.com/central_automa_06.htm
PROGRAMMABLE LOGIC CONTROLERS (PLCs)CONCEPTOS II
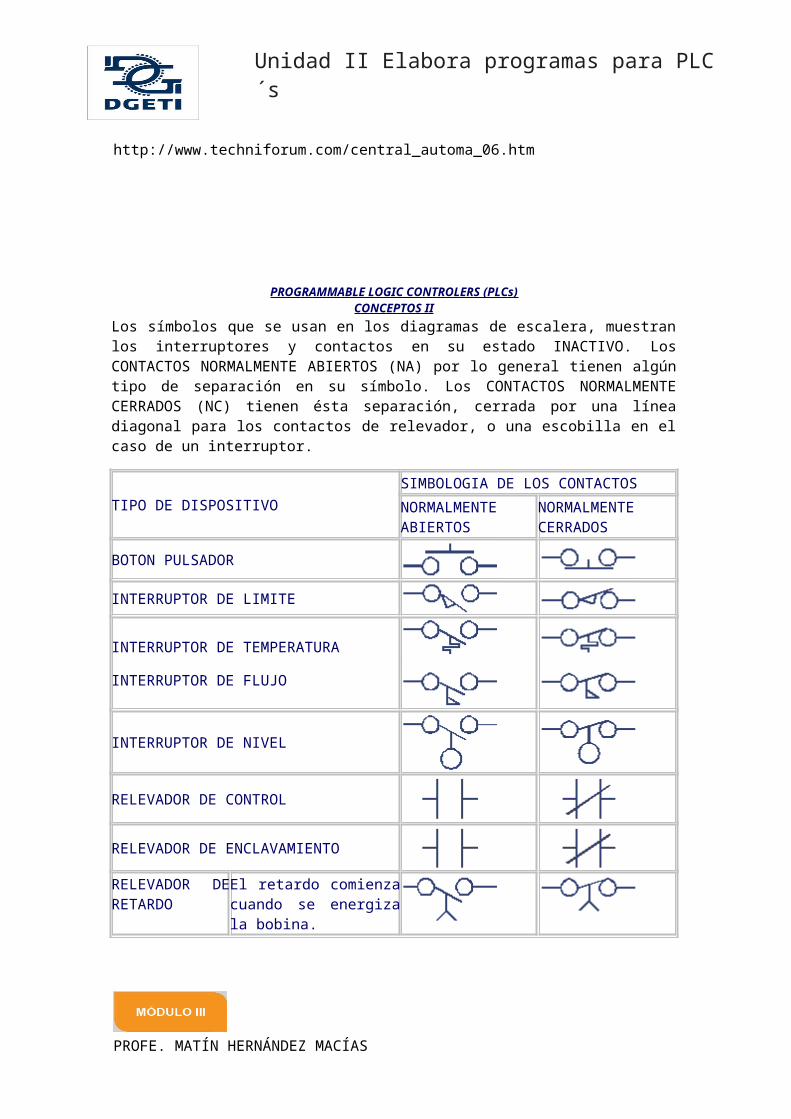
Los símbolos que se usan en los diagramas de escalera, muestran los interruptores y contactos en su estado INACTIVO. Los CONTACTOS NORMALMENTE ABIERTOS (NA) por lo general tienen algún tipo de separación en su símbolo. Los CONTACTOS NORMALMENTE CERRADOS (NC) tienen ésta separación, cerrada por una línea diagonal para los contactos de relevador, o una escobilla en el caso de un interruptor.
TIPO DE DISPOSITIVOSIMBOLOGIA DE LOS CONTACTOSNORMALMENTE ABIERTOS
NORMALMENTE CERRADOS
BOTON PULSADOR
INTERRUPTOR DE LIMITE
INTERRUPTOR DE TEMPERATURAINTERRUPTOR DE FLUJO
INTERRUPTOR DE NIVEL
RELEVADOR DE CONTROL
RELEVADOR DE ENCLAVAMIENTO
RELEVADOR DE RETARDO
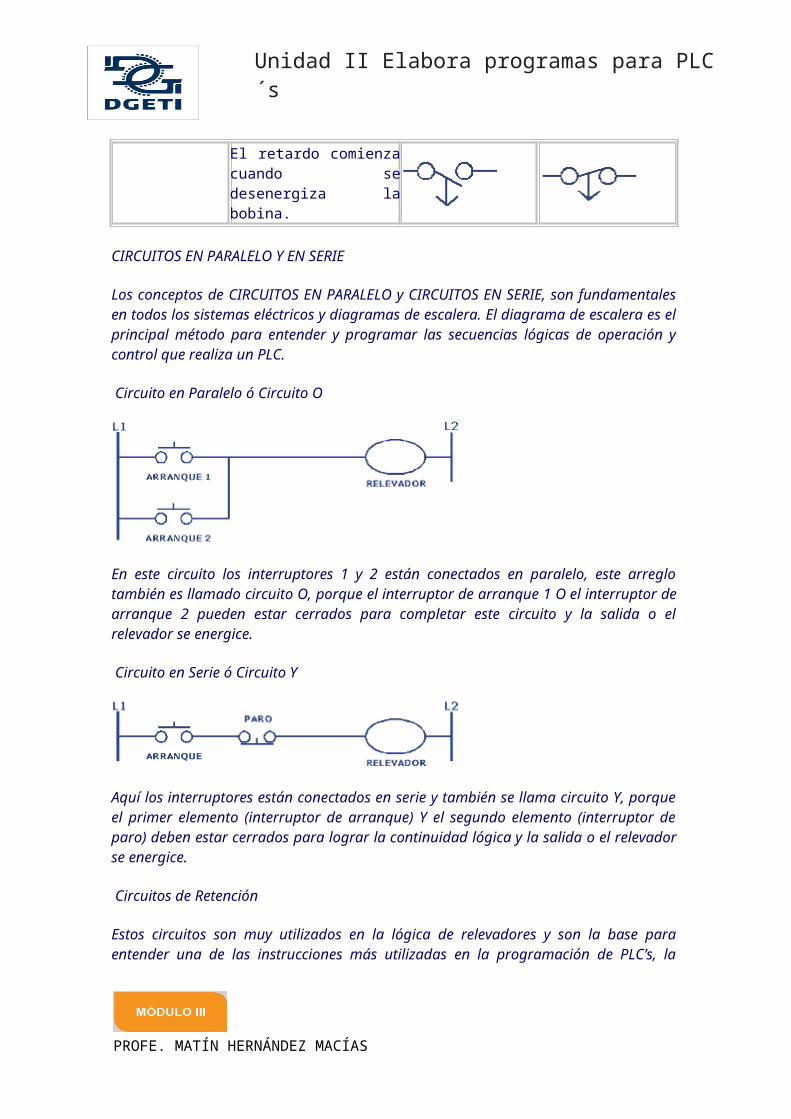
El retardo comienza cuando se energiza la bobina.El retardo comienza cuando se desenergiza la bobina.
CIRCUITOS EN PARALELO Y EN SERIE
Los conceptos de CIRCUITOS EN PARALELO y CIRCUITOS EN SERIE, son fundamentales en todos los sistemas eléctricos y diagramas de escalera. El diagrama de escalera es el principal método para entender y programar las secuencias lógicas de operación y control que realiza un PLC.
PROFE. MATÍN HERNÁNDEZ MACÍAS
Unidad II Elabora programas para PLC´s
Circuito en Paralelo ó Circuito O
En este circuito los interruptores 1 y 2 están conectados en paralelo, este arreglo también es llamado circuito O, porque el interruptor de arranque 1 O el interruptor de arranque 2 pueden estar cerrados para completar este circuito y la salida o el relevador se energice.
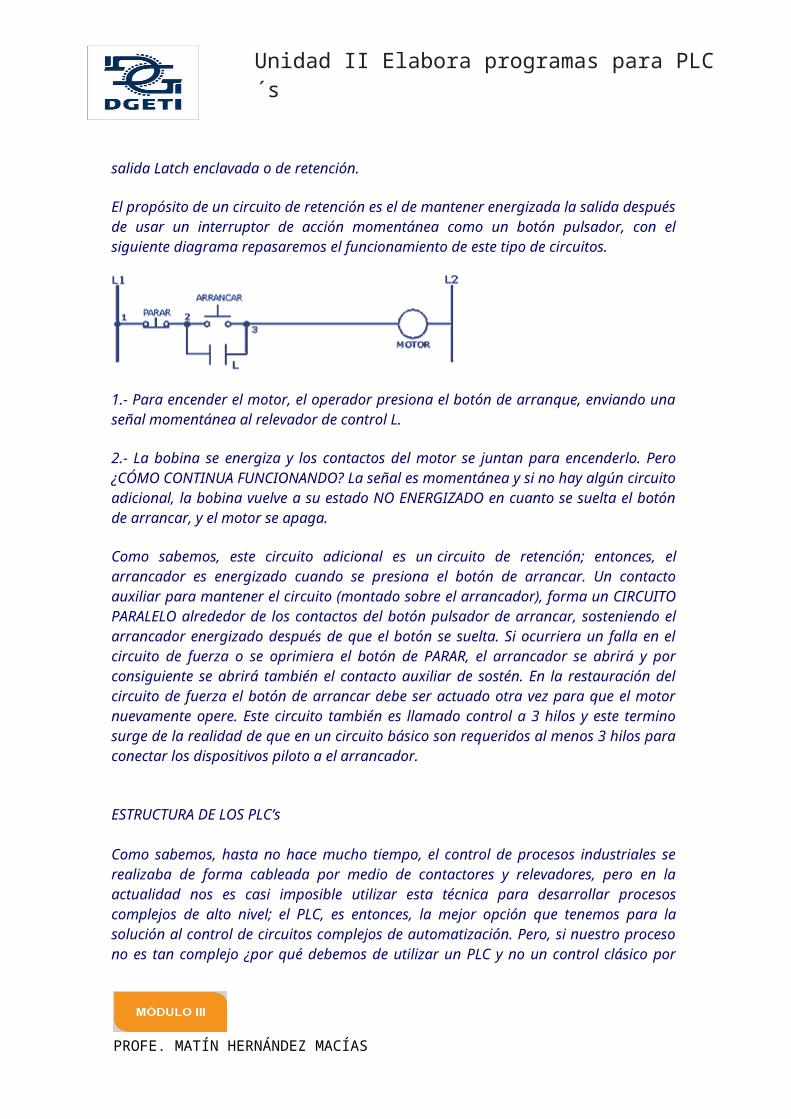
Circuito en Serie ó Circuito Y
Aquí los interruptores están conectados en serie y también se llama circuito Y, porque el primer elemento (interruptor de arranque) Y el segundo elemento (interruptor de paro) deben estar cerrados para lograr la continuidad lógica y la salida o el relevador se energice.
Circuitos de Retención
Estos circuitos son muy utilizados en la lógica de relevadores y son la base para entender una de las instrucciones más utilizadas en la programación de PLC’s, la salida Latch enclavada o de retención.
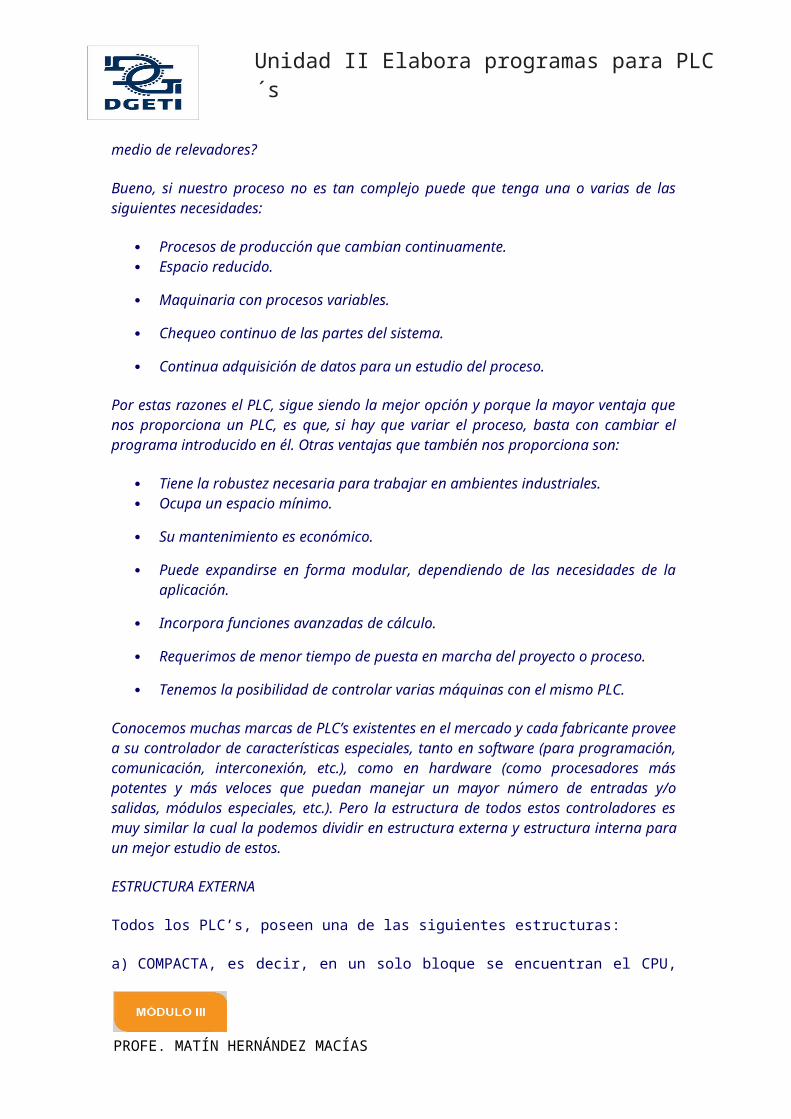
El propósito de un circuito de retención es el de mantener energizada la salida después de usar un interruptor de acción momentánea como un botón pulsador, con el siguiente diagrama repasaremos el funcionamiento de este tipo de circuitos.
1.- Para encender el motor, el operador presiona el botón de arranque, enviando una señal momentánea al relevador de control L.
2.- La bobina se energiza y los contactos del motor se juntan para encenderlo. Pero ¿CÓMO CONTINUA FUNCIONANDO? La señal es momentánea y si no hay algún circuito adicional, la bobina vuelve a su
PROFE. MATÍN HERNÁNDEZ MACÍAS
Unidad II Elabora programas para PLC´s
estado NO ENERGIZADO en cuanto se suelta el botón de arrancar, y el motor se apaga.
Como sabemos, este circuito adicional es un circuito de retención; entonces, el arrancador es energizado cuando se presiona el botón de arrancar. Un contacto auxiliar para mantener el circuito (montado sobre el arrancador), forma un CIRCUITO PARALELO alrededor de los contactos del botón pulsador de arrancar, sosteniendo el arrancador energizado después de que el botón se suelta. Si ocurriera un falla en el circuito de fuerza o se oprimiera el botón de PARAR, el arrancador se abrirá y por consiguiente se abrirá también el contacto auxiliar de sostén. En la restauración del circuito de fuerza el botón de arrancar debe ser actuado otra vez para que el motor nuevamente opere. Este circuito también es llamado control a 3 hilos y este termino surge de la realidad de que en un circuito básico son requeridos al menos 3 hilos para conectar los dispositivos piloto a el arrancador.
ESTRUCTURA DE LOS PLC’s
Como sabemos, hasta no hace mucho tiempo, el control de procesos industriales se realizaba de forma cableada por medio de contactores y relevadores, pero en la actualidad nos es casi imposible utilizar esta técnica para desarrollar procesos complejos de alto nivel; el PLC, es entonces, la mejor opción que tenemos para la solución al control de circuitos complejos de automatización. Pero, si nuestro proceso no es tan complejo ¿por qué debemos de utilizar un PLC y no un control clásico por medio de relevadores?
Bueno, si nuestro proceso no es tan complejo puede que tenga una o varias de las siguientes necesidades:
Procesos de producción que cambian continuamente. Espacio reducido.
Maquinaria con procesos variables.
Chequeo continuo de las partes del sistema.
Continua adquisición de datos para un estudio del proceso.
Por estas razones el PLC, sigue siendo la mejor opción y porque la mayor ventaja que nos proporciona un PLC, es que, si hay que variar el proceso, basta con cambiar el programa introducido en él. Otras ventajas que también nos proporciona son:
Tiene la robustez necesaria para trabajar en ambientes industriales. Ocupa un espacio mínimo.
Su mantenimiento es económico.
Puede expandirse en forma modular, dependiendo de las necesidades
PROFE. MATÍN HERNÁNDEZ MACÍAS
Unidad II Elabora programas para PLC´s
de la aplicación.
Incorpora funciones avanzadas de cálculo.
Requerimos de menor tiempo de puesta en marcha del proyecto o proceso.
Tenemos la posibilidad de controlar varias máquinas con el mismo PLC.
Conocemos muchas marcas de PLC’s existentes en el mercado y cada fabricante provee a su controlador de características especiales, tanto en software (para programación, comunicación, interconexión, etc.), como en hardware (como procesadores más potentes y más veloces que puedan manejar un mayor número de entradas y/o salidas, módulos especiales, etc.). Pero la estructura de todos estos controladores es muy similar la cual la podemos dividir en estructura externa y estructura interna para un mejor estudio de estos.
ESTRUCTURA EXTERNA
Todos los PLC’s, poseen una de las siguientes estructuras:
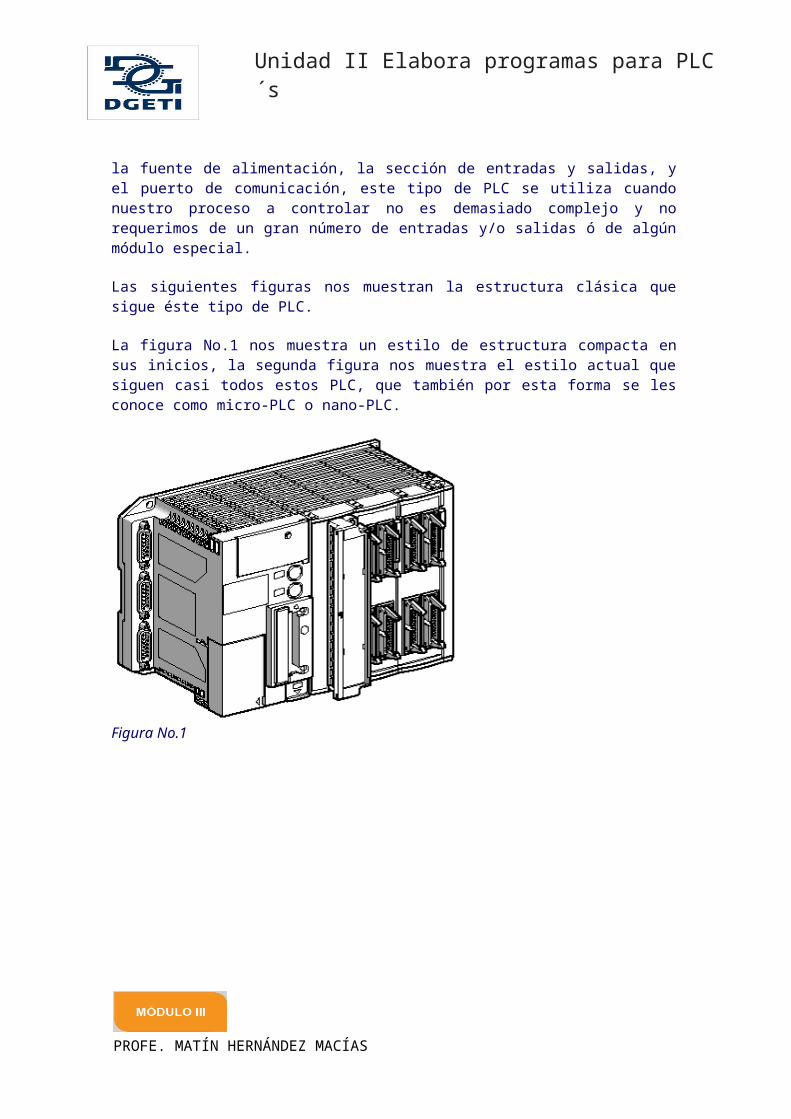
a) COMPACTA, es decir, en un solo bloque se encuentran el CPU, la fuente de alimentación, la sección de entradas y salidas, y el puerto de comunicación, este tipo de PLC se utiliza cuando nuestro proceso a controlar no es demasiado complejo y no requerimos de un gran número de entradas y/o salidas ó de algún módulo especial.
Las siguientes figuras nos muestran la estructura clásica que sigue éste tipo de PLC.
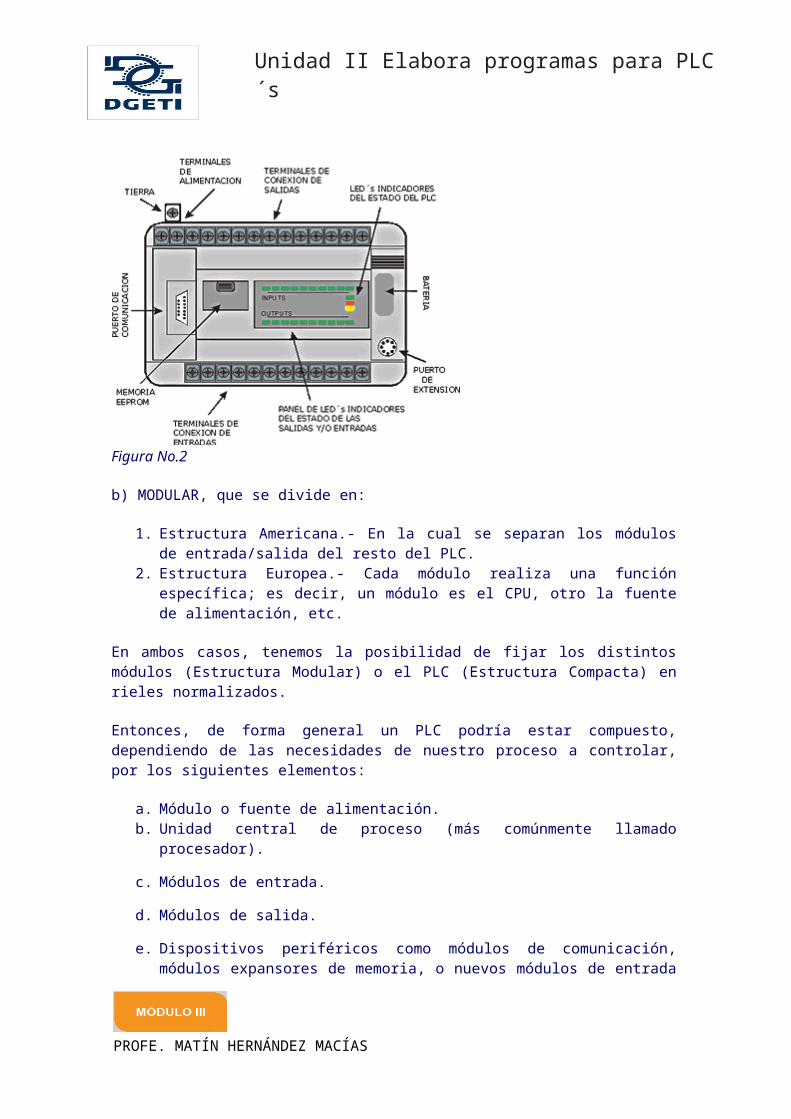
La figura No.1 nos muestra un estilo de estructura compacta en sus inicios, la segunda figura nos muestra el estilo actual que siguen casi todos estos PLC, que también por esta forma se les conoce como micro-PLC o nano-PLC.
PROFE. MATÍN HERNÁNDEZ MACÍAS
Unidad II Elabora programas para PLC´s
Figura No.1
Figura No.2
b) MODULAR, que se divide en:
1. Estructura Americana.- En la cual se separan los módulos de entrada/salida del resto del PLC.
2. Estructura Europea.- Cada módulo realiza una función específica; es decir, un módulo es el CPU, otro la fuente de alimentación, etc.
En ambos casos, tenemos la posibilidad de fijar los distintos módulos (Estructura Modular) o el PLC (Estructura Compacta) en rieles normalizados.
Entonces, de forma general un PLC podría estar compuesto, dependiendo de las necesidades de nuestro proceso a controlar, por los siguientes elementos:
a. Módulo o fuente de alimentación.b. Unidad central de proceso (más comúnmente llamado procesador).c. Módulos de entrada.d. Módulos de salida.e. Dispositivos periféricos como módulos de comunicación, módulos
expansores de memoria, o nuevos módulos de entrada /salida.f. Interfaces para la comunicación del PLC con otros dispositivos,
computadoras u otros controladores.
g. Terminal o unidad de programación, que nos permite introducir, modificar y supervisar el programa contenido en la memoria del controlador.
PROFE. MATÍN HERNÁNDEZ MACÍAS
Unidad II Elabora programas para PLC´s
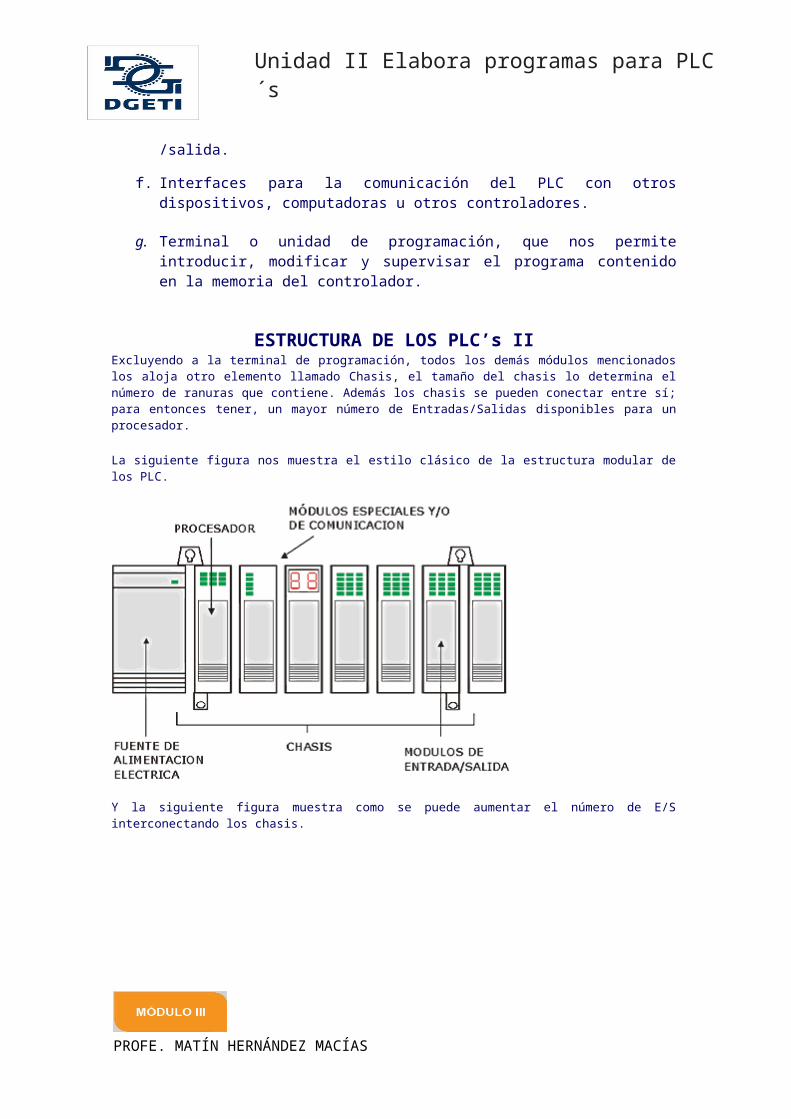
ESTRUCTURA DE LOS PLC’s IIExcluyendo a la terminal de programación, todos los demás módulos mencionados los aloja otro elemento llamado Chasis, el tamaño del chasis lo determina el número de ranuras que contiene. Además los chasis se pueden conectar entre sí; para entonces tener, un mayor número de Entradas/Salidas disponibles para un procesador.
La siguiente figura nos muestra el estilo clásico de la estructura modular de los PLC.
Y la siguiente figura muestra como se puede aumentar el número de E/S interconectando los chasis.
Podemos observar en estas figuras que los componentes del PLC NO están colocados en forma aleatoria, sino que siguen un orden en su instalación. Como primer elemento tenemos la fuente de alimentación eléctrica, seguida del procesador, después, dependiendo de cada diseñador, se pueden colocar en cualquier orden los módulos de E/S, los módulos especiales y los de comunicación, pero siempre agrupando los módulos del mismo tipo, por ejemplo, todos los módulos de salida agrupados en un mismo grupo, y dentro de este grupo, los módulos de salidas digitales en un sub-grupo, los módulos de salidas análogas en otro sub-grupo, etcétera.
Detallemos un poco más cada componente:
a) FUENTE DE ALIMENTACIÓN ELECTRICA.Este módulo o mejor dicho esta fuente de alimentación provee el voltaje y la corriente
PROFE. MATÍN HERNÁNDEZ MACÍAS
Unidad II Elabora programas para PLC´s
necesarios que requieren todos los demás módulos que conforman el PLC, el cálculo de la potencia de esta fuente depende del TIPO y del número de módulos que va a soportar, varios fabricantes integran en su software de programación alguna utilidad para el cálculo automático de estas fuentes, la cuales las podemos encontrar como fuentes de alimentación eléctrica de C.A. o de C.C.
Ahora, si nuestro proceso a controlar requiere de un gran número de entradas y salidas, y el chasis existente más grande no puede alojar a tantos módulos, podríamos utilizar un arreglo como el de la figura que muestra la interconexión de chasis, si observamos esta figura, notaremos que CADA chasis tiene su PROPIA fuente de alimentación, esta configuración es de las más utilizadas en la industria y es muy recomendada por varios fabricantes, aparte de que podemos intuir que una sola fuente para alimentar a todos los racks o chasis con sus respectivos módulos, resultaría más grande, más costosa y más dificultoso su mantenimiento.
b) PROCESADOR.Aunque existen muchos tipos de procesadores, en la estructura de estos se tienen una o más de las siguientes características:
Tienen un módulo de memoria donde almacenan el programa que controla el proceso, generalmente una memoria EEPROM o Flash EPROM.
Tienen canales o puertos para poder comunicarse con el dispositivo o terminal de programación, una opción muy utilizada es el puerto de comunicación en serie RS-232.
Tienen indicadores de estado como PROCESADOR EN FALLA, PROCESADOR EN MODO RUN, PROCESADOR CON ENTRADAS O SALIDAS FORZADAS, PROCESADOR EN MODO PROGRAMACIÓN, Y ESTADO DE LA BATERIA O DE LOS CANALES DE COMUNICACIÓN.
Tienen interruptores para colocar al procesador en sus diferentes modos de operación.
Las características internas de un procesador también son muy variables, pero de manera general un tipo de procesador se distingue de otro por su capacidad para poder manejar un mayor número de entradas y/o salidas, o un mayor número de elementos internos (como temporizadores o contadores), o también la capacidad para trabajar con un mayor número de operaciones lógicas y matemáticas avanzadas, o también se pueden diferenciar por su velocidad de procesamiento, su consumo de corriente, la capacidad de manejar módulos especiales o la capacidad de interconexión con equipos de otras marcas, redes de comunicación o redes de control.
MODULOS DE SALIDA Y MODULOS DE ENTRADA
PROFE. MATÍN HERNÁNDEZ MACÍAS

Unidad II Elabora programas para PLC´s
MODULOS I/O
Los módulos de entrada/salida se dividen en:
Módulos de entrada discretos Módulos de entrada analógicos.
Módulos de salida discretos.
Módulos de salida analógicos.
Módulos híbridos.
Módulos I/O Remotos.
Es importante conocer las características de cada uno de estos módulos a la hora de diseñar nuestro sistema de control, y es muy necesario saber que tipo de señales estamos manejando en nuestro proceso para determinar de manera mas rápida, directa y confiable la posible causa de algún eventual problema, tenemos que saber como poder medir o visualizar el valor de la señal eléctrica de entrada o salida de cualquiera de estos módulos y tener muy claro las diferencias y características de los diferente tipos de señales que existen. Como en el caso de las fuentes de alimentación y de los procesadores cada fabricante dota de características especiales a sus productos, así que vamos a analizar cada clase o tipo de módulo de manera general, pero tomando en cuenta algunas recomendaciones que se deben de considerar en todo momento.
MODULOS DE ENTRADAS Y/O SALIDAS DISCRETAS.
En los módulos de entrada encontramos el bloque de terminales, donde podemos conectar los cables que llevan las señales eléctricas de control, provenientes de los distintos dispositivos de entrada del proceso, directo al archivo de entrada de datos de la memoria del procesador, para que éste, de acuerdo al programa que tenga almacenado, actualice las salidas.
Si estas señales eléctricas provienen de algún sensor o detector, de un botón pulsador o interruptor o indica alguna posición mecánica; entonces, entendemos que la entrada es de tipo DISCRETO o DIGITAL y por lo tanto el módulo que estaremos usando para recibir estas señales debe de ser del mismo tipo.
Recordemos que las señales de tipo discreto SOLO tienen dos estados, presencia o no presencia de voltaje, y los valores mas comunes son: de 0 - 5 Vdc, de 0 - 10 Vdc, y de 0 – 24 Vdc que es el mas utilizado a nivel industrial.
Existen muchos fabricantes de PLC´s y cada uno diseña de forma diferente la apariencia de su hardware, aun así, podemos encontrar características externas muy similares de estos componentes entre las diversas marcas, la siguiente figura muestra el estilo clásico de un modulo de entradas:
PROFE. MATÍN HERNÁNDEZ MACÍAS

Unidad II Elabora programas para PLC´s
Los módulos de salida discreta pueden ser de salida a relevador o de salida a transistor. En los de salida a relevador, cuando la salida se habilita, se energiza la bobina de un relevador interno del módulo, y este conmuta el estado de su contacto auxiliar. Los de salida a transistor conmutan cargas inductivas, generalmente de 24 VCC.
El uso de supresores de sobretensión es muy recomendable ya que al conectarlos a través de la carga inductiva, alargan la vida útil de los contactos del relevador. En el caso de los de salida al transistor, dependiendo del fabricante se recomienda el uso de un diodo (usualmente un 1N4004) con conexión inversa entre la carga.
Montaje en riel DIN
Actualmente, la mayoría de los elementos que conforman un tablero de control, incluyendo al PLC y sus diferentes módulos de entradas/salidas, se montan sobre cualquiera de los siguiente rieles DIN: 35 X 7.5 mm (EN 50 022-35X7.5) o 35 X 15 mm (EN 50 022-35X15)
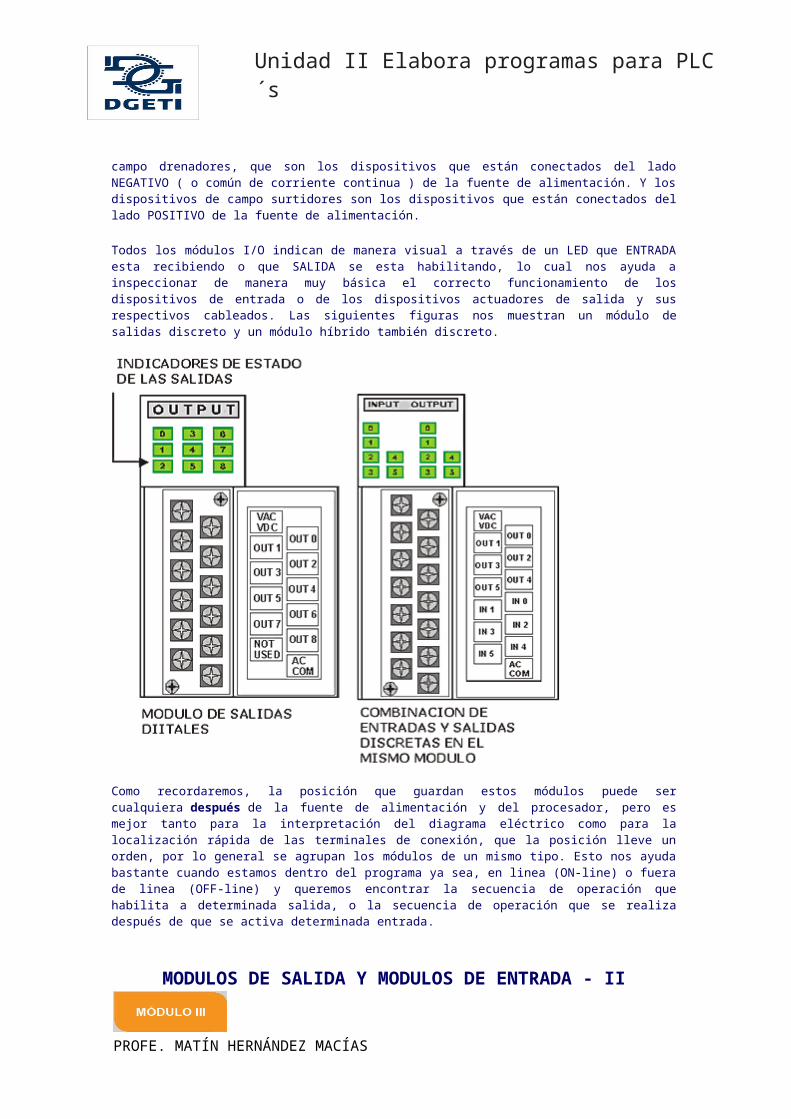
Cuando utilizamos las salidas a transistor, es muy común que escuchemos el termino SURTIDOR y DRENADOR, el término SURTIDOR describe el flujo de corriente entre el módulo I/O y el dispositivo de campo (actuador). Así, los circuitos SURTIDORES de SALIDA alimentan de corriente a los dispositivos de campo drenadores, que son los dispositivos que están conectados del lado NEGATIVO ( o común de corriente continua ) de la fuente de alimentación. Y los dispositivos de campo surtidores son los dispositivos que están conectados del lado POSITIVO de la fuente de alimentación.
Todos los módulos I/O indican de manera visual a través de un LED que ENTRADA esta recibiendo o que SALIDA se esta habilitando, lo cual nos ayuda a inspeccionar de manera muy básica el correcto funcionamiento de los dispositivos de entrada o de los dispositivos actuadores de salida y sus respectivos cableados. Las siguientes figuras nos muestran un módulo de salidas discreto y un módulo híbrido también discreto.
PROFE. MATÍN HERNÁNDEZ MACÍAS
Unidad II Elabora programas para PLC´s
Como recordaremos, la posición que guardan estos módulos puede ser cualquiera después de la fuente de alimentación y del procesador, pero es mejor tanto para la interpretación del diagrama eléctrico como para la localización rápida de las terminales de conexión, que la posición lleve un orden, por lo general se agrupan los módulos de un mismo tipo. Esto nos ayuda bastante cuando estamos dentro del programa ya sea, en linea (ON-line) o fuera de linea (OFF-line) y queremos encontrar la secuencia de operación que habilita a determinada salida, o la secuencia de operación que se realiza después de que se activa determinada entrada.
MODULOS DE SALIDA Y MODULOS DE ENTRADA - II
Hasta ahora sabemos que los módulos de entrada discretos convierten las señales que reciben (provenientes de los diferentes dispositivos que utiliza el sistema) a un nivel lógico apropiado para su uso por el procesador. Los dispositivos de entrada más comunes son:
Sensores inductivos, capacitivos o fotoeléctricos. Interruptores selectores.
Finales de carrera.
Interruptores flotadores.
Contactos de rele.
Debido al trayecto que sigue el cableado de estos dispositivos hacia los módulos de entrada, es muy probable que existan interferencias electromagnéticas o ruido eléctrico, también debido a la naturaleza de algunos de estos dispositivos existe el efecto de los fenómenos transitorios de voltaje causados por el rebote de contacto, estos fenómenos podrían producir datos falsos. La mayoría de los módulos de entrada cuenta con filtro de entrada y en algunos
PROFE. MATÍN HERNÁNDEZ MACÍAS

Unidad II Elabora programas para PLC´s
podemos encontrar la opción de tiempo de filtro seleccionable.
El resto del sistema y todos los demás circuitos del módulo están protegidos por aislamiento opto eléctrico, contra estos efectos.
Al igual que los módulos de entrada, los módulos de salida discretos tienen sus puntos de atención. Sabemos que estos módulos controlan el estado de un dispositivo, que puede ser activado o desactivado o ON/OFF y algunos dispositivos de salida típicos son:
Relevadores Arrancadores de motor
Solenoides
Indicadores
Motores
Cuando un módulo de salida está controlando un dispositivo inductivo y esta conectado en serie o paralelo a un contacto físico se recomienda el uso de dispositivos supresores de transitorios de voltaje, así la vida útil de los dispositivos de salida y de los contactos de los interruptores se prolongara.
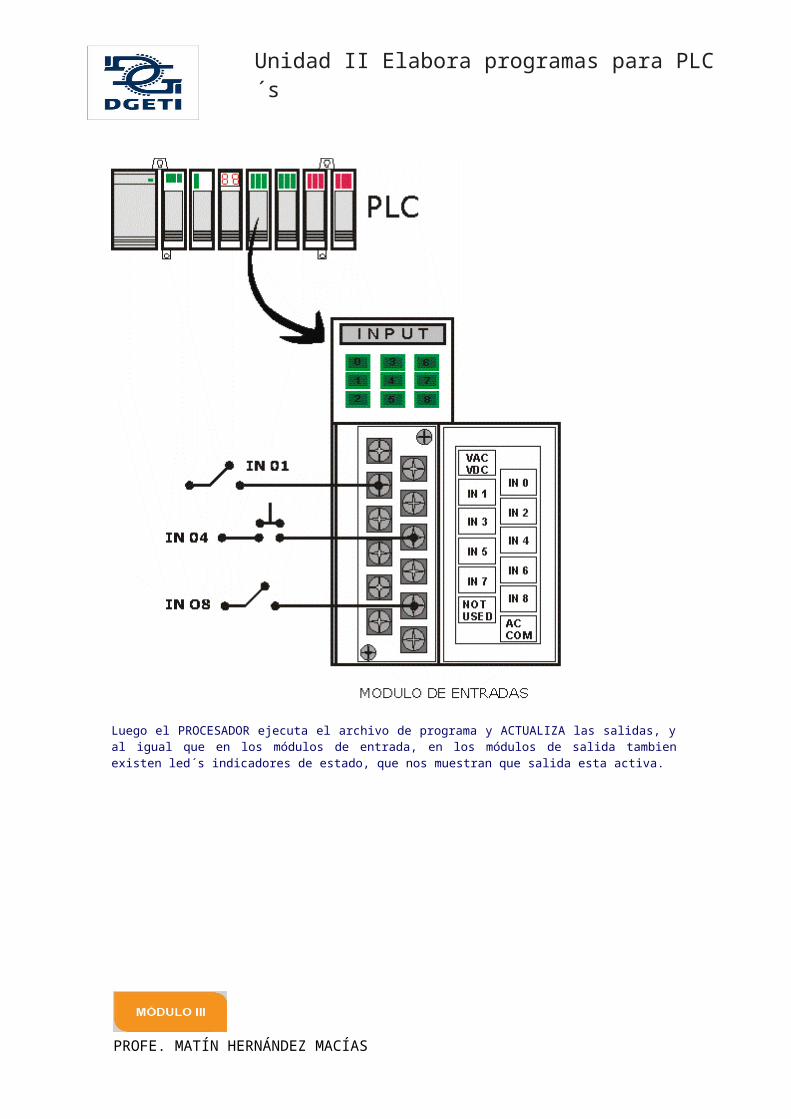
En la siguiente figura podemos observar el estado de los led´s del módulo de acuerdo a la entrada que este presente.
PROFE. MATÍN HERNÁNDEZ MACÍAS
Unidad II Elabora programas para PLC´s
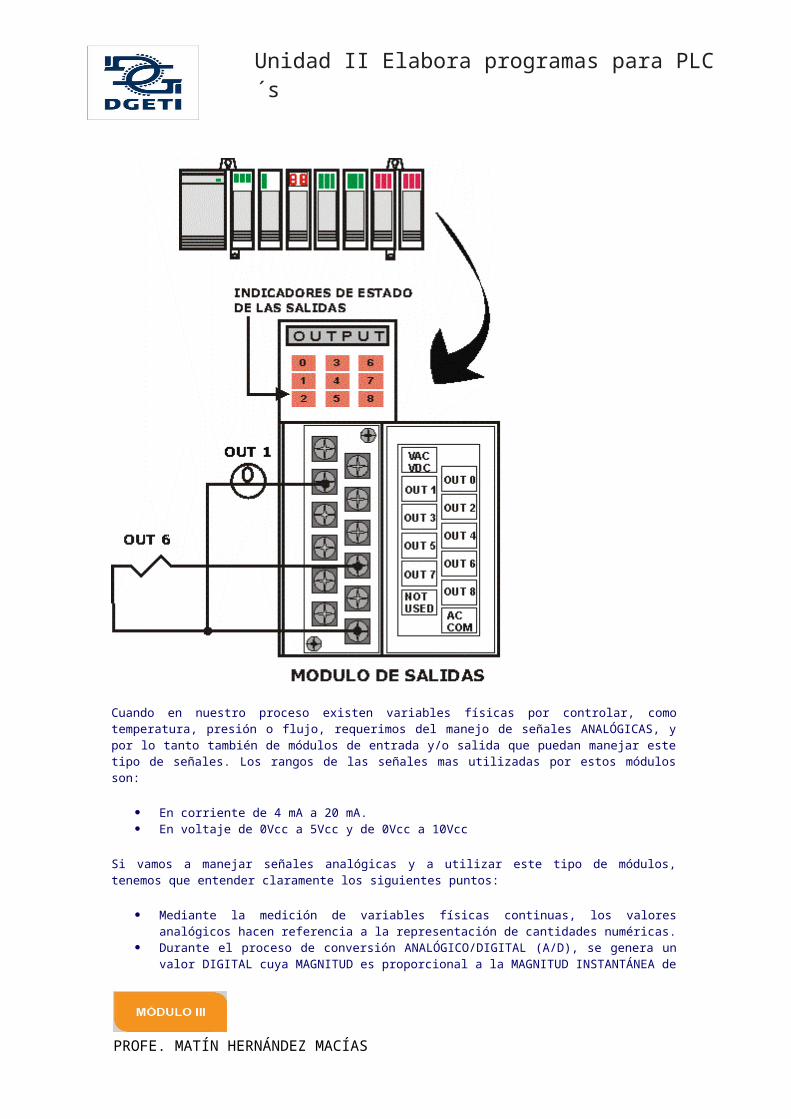
Luego el PROCESADOR ejecuta el archivo de programa y ACTUALIZA las salidas, y al igual que en los módulos de entrada, en los módulos de salida tambien existen led´s indicadores de estado, que nos muestran que salida esta activa.
PROFE. MATÍN HERNÁNDEZ MACÍAS

Unidad II Elabora programas para PLC´s
Cuando en nuestro proceso existen variables físicas por controlar, como temperatura, presión o flujo, requerimos del manejo de señales ANALÓGICAS, y por lo tanto también de módulos de entrada y/o salida que puedan manejar este tipo de señales. Los rangos de las señales mas utilizadas por estos módulos son:
En corriente de 4 mA a 20 mA. En voltaje de 0Vcc a 5Vcc y de 0Vcc a 10Vcc
Si vamos a manejar señales analógicas y a utilizar este tipo de módulos, tenemos que entender claramente los siguientes puntos:
Mediante la medición de variables físicas continuas, los valores analógicos hacen referencia a la representación de cantidades numéricas.
Durante el proceso de conversión ANALÓGICO/DIGITAL (A/D), se genera un valor DIGITAL cuya MAGNITUD es proporcional a la MAGNITUD INSTANTÁNEA de la señal analógica.
Durante el proceso de conversión DIGITAL/ANALÓGICO (D/A), se genera una señal de tipo ANALÓGICO, cuya MAGNITUD INSTANTÁNEA es proporcional a la MAGNITUD de un valor DIGITAL.
Cuando trabajamos con cualquier equipo de control debemos de tener ciertos cuidados al manejarlo, instalarlo, al cablearlo o conectarlo y al programarlo y ponerlo en marcha; Así
PROFE. MATÍN HERNÁNDEZ MACÍAS
Unidad II Elabora programas para PLC´s
entonces, al utilizar señales y módulos análogos es recomendable utilizar cables de comunicación blindados y aterrizados y tratar de mantener lo más corta que sea posible, la distancia entre las fuentes de señal analógica, y los módulos I/O. Conectando correctamente estos módulos, obtendremos su máximo rendimiento, aunque la mayoría de estos módulos tienen integrados filtros digitales que reducen el ruido eléctrico, debido a que existen muchísimos ambientes y aplicaciones, este ruido no es eliminado completamente; es por eso que cada fabricante recomienda seguir diferentes puntos para la instalación de estos equipos; por ejemplo instalar el sistema en un ambiente clasificado de acuerdo a NEMA, o el uso de cables de determinado tipo, etcétera.
Hasta aquí hemos revisado algunos de los puntos mas importantes de los módulos, cuyo tipo, son los que mas se utilizan en la automatización de procesos, pero también existen un gran número de módulos para aplicaciones especiales, la utilización y el uso de éstos, dependerá de los requerimientos y diseño del sistema de control, algunos de estos módulos son:
Módulos combinados de entradas y salidas análogas o discretas. Módulos flexibles de entradas y salidas discretas o analógicas.
Módulos de entradas de termopares.
Módulos de entrada discreta cc y salida a relevador cc/ca.
Módulos con protecciones electrónicas.
Módulos contadores de alta velocidad.
Módulos para control de movimiento.
Módulos para el control de motores a pasos.
Todos estos módulos así como la mayoría de los dispositivos o hardware que se utiliza en proyectos de automatización se montan sobre riel DIN.
En la siguiente ilustración observamos diferentes dispositivos montados sobre rieles normalizados DIN.
PROFE. MATÍN HERNÁNDEZ MACÍAS
Unidad II Elabora programas para PLC´s
MODULOS ESPECIALES Y TERMINALES DE PROGRAMACIÓN
En la parte final del tema anterior, se encuentran listados diversos tipos de módulos para aplicaciones especiales, pero todos ellos siguen siendo módulos del tipo entradas y/o salidas.
Como hemos aprendido, el primer lugar ocupado después de la fuente de alimentación, en el primer chasis, es el procesador, después, la ARQUITECTURA más comúnmente utilizada indica que se coloquen los módulos de aplicación especial y después los módulos de entrada, (incluyendo módulos de entrada especiales) y terminando con los módulos de salida (también incluyendo, módulos de salida para aplicaciones más específicas), cabe señalar que este orden no es absolutamente necesario ni mucho menos forzoso u obligatorio, pero esta es la arquitectura clásica que se ha adoptado en la mayoría de las aplicaciones industriales y que los principales fabricantes de estos equipos a nivel mundial, indican y recomiendan seguir.
Así entonces, en las posiciones siguientes a la del procesador, podemos encontrar gran variedad de módulos de diversos tipos para diferentes usos, entre los cuales podemos encontrar:
Módulos con puertos para conectarse a redes de comunicación como Device Net, Ethernet, profibus, etc..
Módulos para ampliación de Memoria.
Módulos para conectar las terminales de programación.
Módulos para comunicar y transferir datos hacia, y del procesador a dispositivos como variadores de velocidad o dispositivos para el control de movimiento.
Módulos scanner para el rastreo de diversos elementos del sistema.
Por lo tanto no es raro que encontremos arquitecturas con módulos muy específicos como las que se ilustran a continuación:
PROFE. MATÍN HERNÁNDEZ MACÍAS
Unidad II Elabora programas para PLC´s
Ahora bien, después de que hemos identificado los principales elementos que forman la estructura externa de un controlador lógico programable, hablemos de 2 dispositivos que aunque no forman parte en si de un PLC, son igualmente importantes.
I) Terminales de programación:
El procesador del PLC, va a actualizar las salidas de acuerdo al programa almacenado en su memoria, pero para poder almacenar en ésta memoria el programa que controla el proceso, necesitamos descargar éste programa mediante una terminal de programación, sabemos que la mayoría de los procesadores tienen puertos o canales de comunicación para poder conectar estos dispositivos, pero una vez más, de acuerdo al fabricante del PLC, utilizaremos distintos medios para lograr esta comunicación.
Existen terminales de programación de diversos tipos pero el medio más utilizado para comunicarnos con un PLC es el uso de una computadora portátil, la cual, obviamente, tiene instalado el software de programación del controlador y/o de comunicación con el mismo.
Pero no solo para programar al PLC nos sirven estos dispositivos, ya que, una vez que estamos “EN LINEA” con el procesador, podemos:
a. Monitorear datos con los cuales podemos obtener estadísticas del proceso.b. Modificar o editar el programa almacenado en la memoria (que generalmente lo
visualizamos como un diagrama de escalera o una lista de instrucciones)
PROFE. MATÍN HERNÁNDEZ MACÍAS

Unidad II Elabora programas para PLC´s
c. Forzar los estados de las entradas y/o salidas.
d. El visualizar la lógica del programa, nos puede ser de gran ayuda para resolver problemas o fallas en el proceso o en el mismo sistema de control o programa almacenado
En las siguientes ilustraciones podemos observar estas terminales y periféricos para la programación de los PLC.
Fuente de información:
http://www.techniforum.com/central_automa_06.htm
http://www.uclm.es/profesorado/rcarcelen_plc/control.htm
PROFE. MATÍN HERNÁNDEZ MACÍAS

Unidad II Elabora programas para PLC´s
UNIDAD II SEMANA 2DESARROLLO DE LAS ACTIVIDADES
Continuamos utilizando el PLC ( Progammable Logic Controller ) es un equipo electrónico programable diseñado para controlar en tiempo real y en ambiente industrial un proceso secuencial. Se produce una reacción a la información recibida por los captadores del sistema automatizado (finales de carrera, células fotoeléctricas, sensores, encoders, teclados, etc.) y se actúa sobre los accionadores de la instalación (motores, electroválvulas, indicadores luminosos, etc.). En definitiva, se trata de un lazo cerrado entre un dispositivo que controla (PLC) y la instalación en general.
Actividades del alumno:-Realizar la lectura del archivo.-Con ayuda de la herramienta “resaltar texto”. Destacara los conceptos más relevantes.-Realizar en una hoja la redacción con los elementos resaltados.-Tomara evidencias de la programación práctica con el modulo demostrativo -Enviar el archivo acorde a la nomenclatura propuesta a su compañero coevaluador -El cual evaluara con libertad, responsabilidad y honestidad su trabajo. -El coevaluador enviara el formato evaluado a: [email protected] Semana 2, fecha de entrega.- 25 de Marzo de 2012Coevaluación, será acorde a la siguiente lista de cotejo:
Lista de cotejo si no
Portada con Datos personales, de la institución y profesor
Resalta al menos 2 textos de cada hoja
Resumen acorde a lo resaltado en 1 hoja
Inserta imágenes de la programación en su reporte
Es original en su redacción
Redacta en prosa
Renombra al archivo acorde a la nomenclatura propuesta
Inserta evidencias de los diagramas de escalara de ejemplo
Describe el propósito de los ejemplos realizados en salón de clases
Saluda y es respetuoso con el coevaluadorValor total de la calificación =2.5 Puntos del segundo parcial
Producto: Los programas en FUP, KOP y AWL para PLC´s elaborados
PROFE. MATÍN HERNÁNDEZ MACÍAS