sameco caso valenziana
TRANSCRIPT

Santa Fe Santa Fe MAYO 2009MAYO 2009
MEJORA MEJORA TIEMPO TIEMPO
ENTREGA ENTREGA EMPLEANDO EMPLEANDO
KAIZENKAIZEN

--33
Deseo de CambiarEl cambio empieza por la cabeza

LA CABEZA ES COMO EL PARACAIDAS, LA CABEZA ES COMO EL PARACAIDAS, SOLO FUNCIONA SI ESTA ABIERTASOLO FUNCIONA SI ESTA ABIERTA

--22
VisiónA donde se quiere llegar
A quién recurrir por ayuda
Entregar más rápido, tener más orden,
fabricar más productos, ampliarse para ser más fuertes,
aprender nuevas formas producir


2006-20092006-2009Trabajo en conjunto entre:Trabajo en conjunto entre:
++
Facilitador: Facilitador: Ing. Daniel Maestro SabinoIng. Daniel Maestro Sabino
LA VALENZIANALA VALENZIANA
EMPRESA PyME ubicada en una pequeña EMPRESA PyME ubicada en una pequeña
comunidad de 800 habitantescomunidad de 800 habitantes..
URANGA , SANTA FE, a 40 km de Rosario.
Fabricación de Fabricación de muebles infantilesmuebles infantiles
--11
Propuestas de TrabajoAnálisis, propuestas de que hacer,
cronogramas de trabajo

ww
w.c
ig21
.co
m
h
ttp
://k
aize
n-l
ean
-arg
enti
na-
blo
gsp
ot.
com
puede una puede una PyME mejorar PyME mejorar lo suficiente lo suficiente su situación su situación para crecer para crecer
continuamentcontinuamente e
y ser exitosa y ser exitosa a nivel a nivel
nacional en nacional en su rubro?su rubro?
UNA UNA EMPRESA EMPRESA
ES TAN ES TAN GRANDE GRANDE COMO COMO
LA AMBICIÓNLA AMBICIÓN DE SUS DE SUS DUEÑOSDUEÑOS

CómoCómo??????????

DIFERENCIARSE DE DIFERENCIARSE DE LA COMPETENCIALA COMPETENCIA
ENTREGANDO ENTREGANDO MÁS RÁPIDOMÁS RÁPIDO
Y CON TODO LOS Y CON TODO LOS PROBLEMAS QUE PROBLEMAS QUE TENEMOS, POR TENEMOS, POR
DONDE DONDE ARRANCAMOS?ARRANCAMOS?

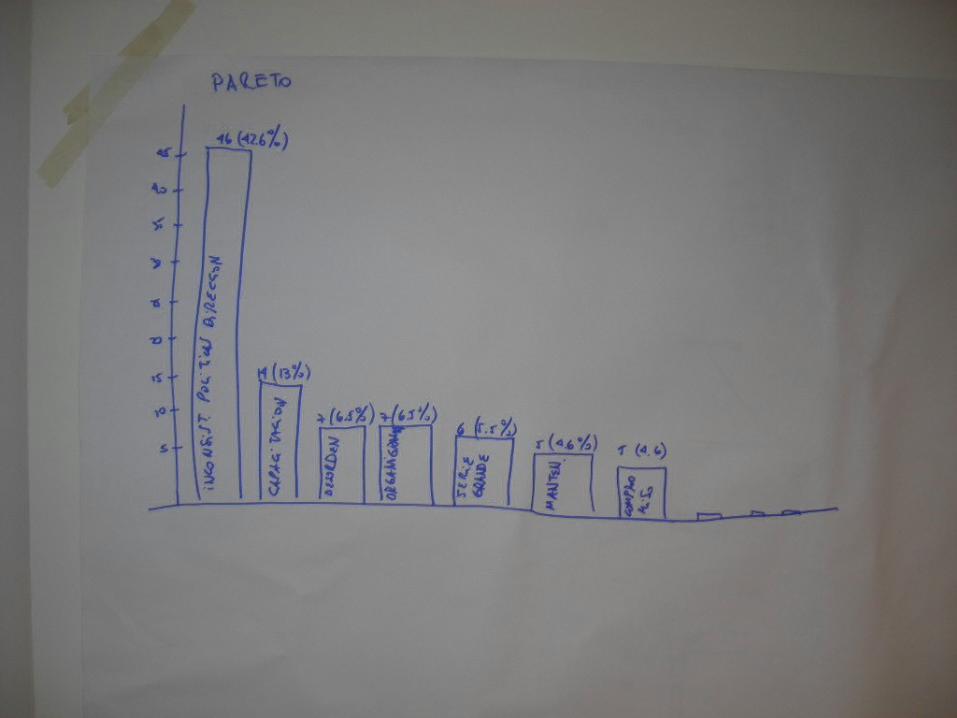
USO DE USO DE HERRAMIENTA HERRAMIENTA DE ANALISIS DE ANALISIS
PORQUE-PORQUE-PORQUEPORQUE
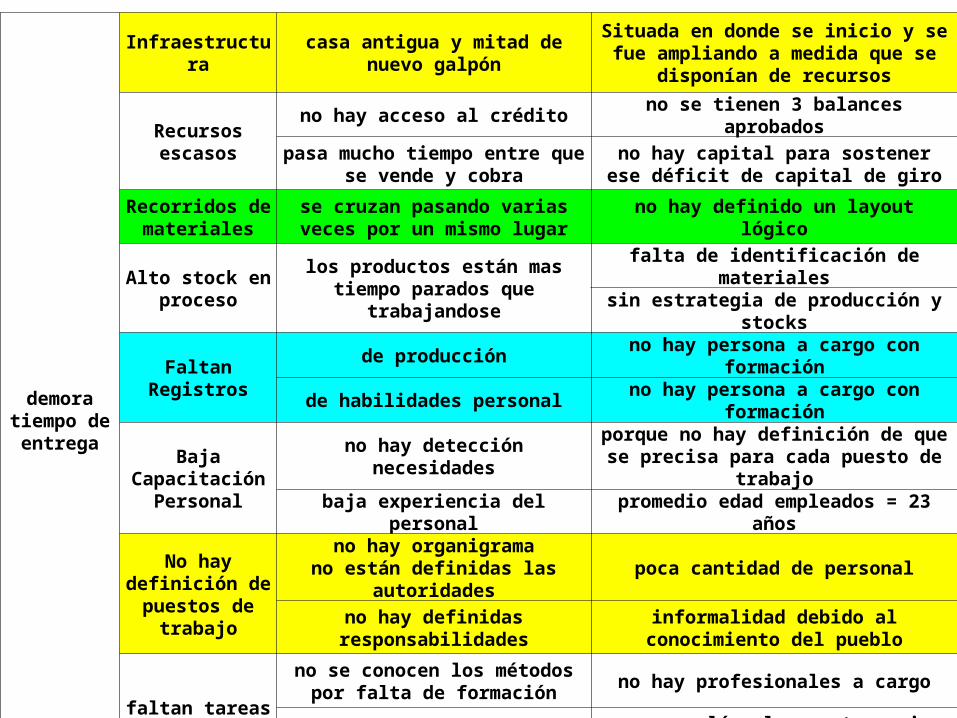
demora tiempo de
entrega
Infraestructuracasa antigua y mitad de nuevo
galpón
Situada en donde se inicio y se fue ampliando a medida que se disponían
de recursos
Recursos escasos
no hay acceso al crédito no se tienen 3 balances aprobados
pasa mucho tiempo entre que se vende y cobra
no hay capital para sostener ese déficit de capital de giro
Recorridos de materiales
se cruzan pasando varias veces por un mismo lugar
no hay definido un layout lógico
Alto stock en proceso
los productos están mas tiempo parados que trabajandose
falta de identificación de materialessin estrategia de producción y stocks
Faltan Registrosde producción no hay persona a cargo con formación
de habilidades personal no hay persona a cargo con formación
Baja Capacitación
Personal
no hay detección necesidadesporque no hay definición de que se precisa para cada puesto de trabajo
baja experiencia del personal promedio edad empleados = 23 años
No hay definición de puestos de
trabajo
no hay organigramano están definidas las
autoridadespoca cantidad de personal
no hay definidas responsabilidades
informalidad debido al conocimiento del pueblo
faltan tareas de Ingeniería
Industrial básica
no se conocen los métodos por falta de formación
no hay profesionales a cargo
no hay tiempos estándaresno se evalúan los costos, sino que se
prorratean en total
no hay controles calidad estandarizados
no hay definiciones de criterios de aceptación y rechazo
VEREMOS TRABAJOSVEREMOS TRABAJOS EN PARALELO Y EN PARALELO Y
SIMULSIMULTANEO TANEO SOBRE SOBRE
1111 TEMAS TEMASAnalizadosAnalizados
En el porque-porqueEn el porque-porque

TIEMPOS EN UNA TIEMPOS EN UNA FABRICAFABRICA
La Dirección La Dirección tiene quetiene que
entender los entender los conceptos y conceptos y
hacerlos hacerlos suyossuyos
00 inicio
Capacitar para
entender los
conceptos
CAPACITACIÓN CAPACITACIÓN PRACTICAPRACTICA
CONCEPTOS CONCEPTOS IMPORTANCIA DEL FLUJOIMPORTANCIA DEL FLUJO
ANALISIS ANALISIS CUELLOS DE BOTELLACUELLOS DE BOTELLA
LOS STOCKS EN PROCESO LOS STOCKS EN PROCESO EL TAMAÑO DE LOS LOTESEL TAMAÑO DE LOS LOTES


CAPACITACIÓN CAPACITACIÓN PRACTICAPRACTICA
CONCEPTOS CONCEPTOS
ENTENDER LO QUE ENTENDER LO QUE SE QUIERE LOGRAR SE QUIERE LOGRAR Y COMO HACERLOY COMO HACERLO
KAIZENKAIZENObliga a pensar Obliga a pensar
que :que :“ “ lo excelente lo excelente es enemigo es enemigo de lo bueno”de lo bueno”

TRABAJAR SOBRE LAS TRABAJAR SOBRE LAS
3M3M

DóndeDónde??????????
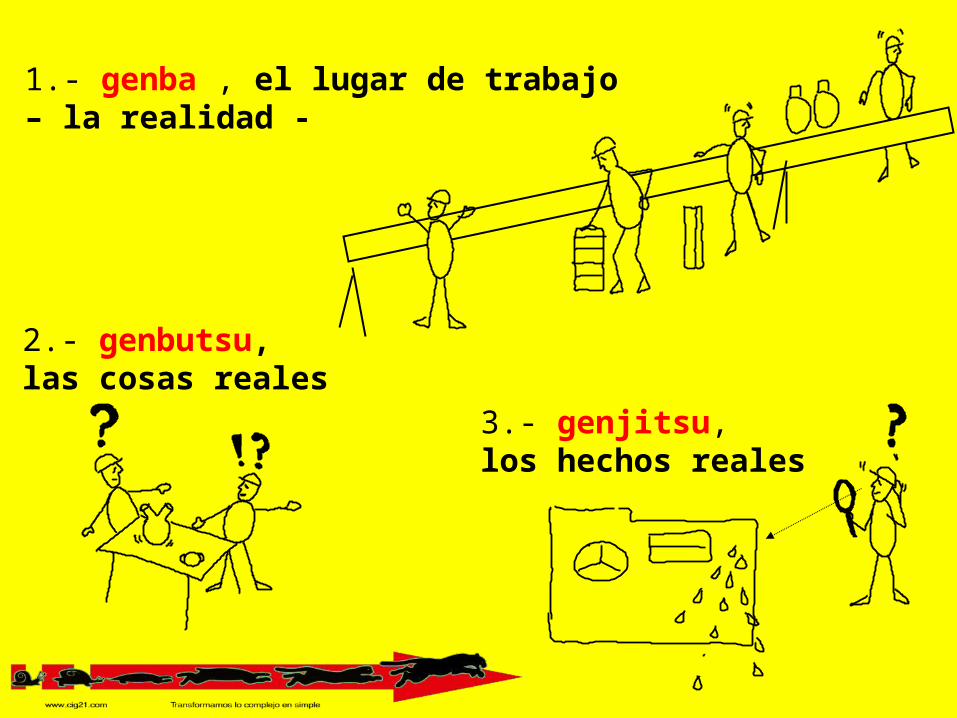
1.- genba , el lugar de trabajo – la realidad -
2.- genbutsu, las cosas reales
3.- genjitsu, los hechos reales
Como se veia Como se veia la fábrica???la fábrica???
Como muchas Como muchas pymespymes
un almacen un almacen con puestos con puestos
de de fabricación fabricación dentro de éldentro de él




MuchiiisimoMuchiiisimoStock en Stock en procesoproceso

POLITICA POLITICA ERRADA DE ERRADA DE
GRANDES LOTESGRANDES LOTESEstrategia de Estrategia de
empujar productos y empujar productos y hacer todo hacer todo
lo que se puedalo que se pueda

SE TRABAJA SOBRE LO SE TRABAJA SOBRE LO QUE NO SE PRECISA Y QUE NO SE PRECISA Y
SE CORRE PARA SE CORRE PARA ENTREGAR CUANDO ENTREGAR CUANDO
EL CLIENTE RECLAMAEL CLIENTE RECLAMA

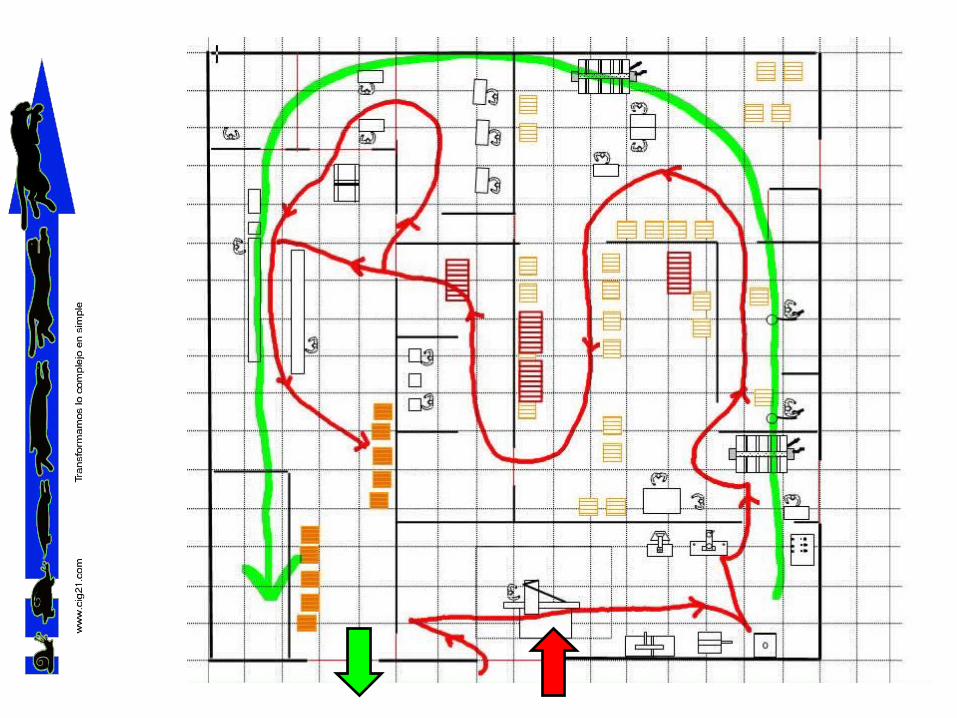
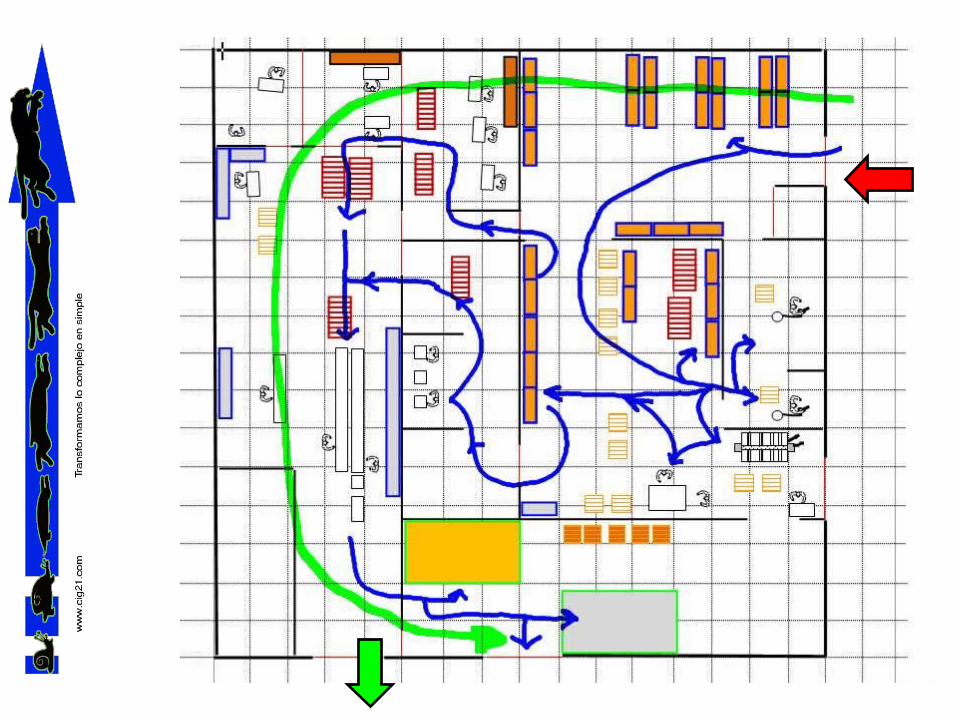
LAYOUTLAYOUTRelevamos flujo Relevamos flujo
productos productos principales para principales para
saber donde saber donde estamos paradosestamos parados
ENERO 2006ENERO 2006

11ReformaBuscar
“U”

22Reforma
Almacenvertical

SI PARTIMOS SI PARTIMOS DEL SUBSUELO, DEL SUBSUELO,
ALGUNOS ALGUNOS $$$$$$$$$$$$$$ TENEMOS QUE TENEMOS QUE
INVERTIRINVERTIR





33ReformaAmpliación
a otro galpón +
tercerizadopartes no
críticas


44Reforma
Gestión visual
5S-3tei 5S-3tei **
organización organización del lugar del lugar de trabajode trabajo

53

55Reforma
Eventos KAIZEN

APRENDER APRENDER HACIENDOHACIENDO

PARTICIPACIÓNPARTICIPACIÓN+ COMPROMISO+ COMPROMISO



66capacitar
Programa deInstrucción en
el trabajoHerramienta desconocida
del éxito japonés
anterior a KAIZEN
Enseñado Enseñado despues de despues de
wwiiwwiiEn japónEn japónsu mejor alumnosu mejor alumno
Enseñado de nuevo durante construcción de NUMMI en 1984.
Rescatado en los últimos 4 años en EUA
Abarca todos los niveles

ENTRENAMIENTO ENTRENAMIENTO DENTRO DEL TRABAJODENTRO DEL TRABAJO
LOS SUPERVISORES ENSEÑANLOS SUPERVISORES ENSEÑAN EL TRABAJO A OTROS .EL TRABAJO A OTROS . OPERARIOS APRENDEN OPERARIOS APRENDEN
RAPIDAMENTE.RAPIDAMENTE.ESTANDARIZAN ESTANDARIZAN
LAS PRACTICAS DE TRABAJOLAS PRACTICAS DE TRABAJO


Se pierde el temor a Se pierde el temor a explicar y hacer el ridículoexplicar y hacer el ridículo ..

El rol del supervisor pasa a El rol del supervisor pasa a ser el que enseña, no el que ser el que enseña, no el que
usa el látigo y controlausa el látigo y controla

Se fomenta el trabajo en Se fomenta el trabajo en equipo y la camaraderíaequipo y la camaradería..

ENTRENAMIENTO ENTRENAMIENTO DENTRO DEL TRABAJODENTRO DEL TRABAJO
LLEVA A QUE SE :LLEVA A QUE SE :DETERMINENDETERMINEN
LAS HABILIDADES POR LAS HABILIDADES POR PUESTOPUESTO
RELEVENRELEVEN LAS HABILIDADES LAS HABILIDADESDEFINADEFINA
LO QUE SE DEBE APRENDERLO QUE SE DEBE APRENDER


PROGRAMAPROGRAMACAPACITACIÓNCAPACITACIÓN
QUIEN SABE HACER QUEQUIEN SABE HACER QUEQUE SE DEBE SABER POR QUE SE DEBE SABER POR
PUESTO TRABAJOPUESTO TRABAJOFORMALIZARLO FORMALIZARLO
EN UN PLANEN UN PLANCUMPLIR PLANCUMPLIR PLAN

PROGRAMAPROGRAMACAPACITACIÓNCAPACITACIÓN
MEDICIÓN DE LA MEDICIÓN DE LA EFECTIVIDAD EFECTIVIDAD
LO QUE SE ENSEÑA LO QUE SE ENSEÑA ( se ( se aprende ????)aprende ????)
QUE OTRA PERSONA LO QUE OTRA PERSONA LO PUEDE REEMPLAZARPUEDE REEMPLAZAR
Dentro de una ESTRATEGIA Dentro de una ESTRATEGIA DE ENSEÑANZADE ENSEÑANZA

NO MIRAR CUANTO NO MIRAR CUANTO CUESTA LA CUESTA LA
CAPACITACIÓN CAPACITACIÓN SINO CUANTO SINO CUANTO
CUESTA CUESTA NO TENERLANO TENERLA

77Gestión
visualDistinguir
facilmente que esta
BIEN de que esta
MAL






VENDERVENDERNO SOLO PRODUCTOS NO SOLO PRODUCTOS
SINO TAMBIEN SINO TAMBIEN LA FABRICALA FABRICAA CLIENTES A CLIENTES
Y AL PERSONALY AL PERSONAL


88RegistrosUsamos la base
de ISO 9001 para generar los
registros mínimos a llevar+ gestión visual

DEMANDADEMANDA
Cuanto se le vende a los Cuanto se le vende a los clientes?clientes?
Cada cuanto hay que Cada cuanto hay que entregar?entregar?
Estacionalidad de la venta?Estacionalidad de la venta?Que modelos de productos Que modelos de productos
se venden más?se venden más?
INDICADORESINDICADORES
INTUICION = SIINTUICION = SINUMEROS = NUMEROS =
TAMBIENTAMBIEN
LA MEMORIA LA MEMORIA SOLO SE ACUERDA SOLO SE ACUERDA
DE LO BUENO, DE LO BUENO, OJO!!!!OJO!!!!

TODOTODO A LA VISTAA LA VISTA
NO METER LOS INFORMES NO METER LOS INFORMES DENTRO DE LAS CARPETAS DENTRO DE LAS CARPETAS QUE DESPUES NADIE MIRA.QUE DESPUES NADIE MIRA.ES COMO SI PARA SABER LA ES COMO SI PARA SABER LA VELOCIDAD DE UN AUTO SE VELOCIDAD DE UN AUTO SE
DEBIERA ABRIR LA GUANTERADEBIERA ABRIR LA GUANTERA



ESTAMOS ESTAMOS MEJORANDOMEJORANDO
QUE LA QUE LA COMPETENCIA COMPETENCIA
SE SIENTA SE SIENTA PRESIONADAPRESIONADA
QUE LOS QUE LOS CLIENTES SE CLIENTES SE
SIENTAN SIENTAN CONFIADOSCONFIADOS
99Producción
Mapas de Valor
Estrategia ABC de productos para achicar
tiempo entrega de algunos productos
POLITICA PRODUCTOS POLITICA PRODUCTOS POCO CLARAPOCO CLARA
LA NECESIDAD DE LA NECESIDAD DE EFECTIVO EFECTIVO LLEVA A LLEVA A
ACEPTAR CUALQUIER TIPO ACEPTAR CUALQUIER TIPO DE PEDIDOS DE PEDIDOS ( A UN COSTO ( A UN COSTO
DESCONOCIDO)DESCONOCIDO)NO HAY TRABAJO NO HAY TRABAJO
ESTANDAR ESTANDAR PARA PRODUCTOS PARA PRODUCTOS CUSTOMIZADOSCUSTOMIZADOS
POLITICA RODUCTOS POLITICA RODUCTOS POCO CLARAPOCO CLARA
ALTA VARIABILIDAD DE LOS ALTA VARIABILIDAD DE LOS PROCESOS, PROCESOS,
EN TIEMPOS Y CANTIDADES EN TIEMPOS Y CANTIDADES + CALIDAD NO + CALIDAD NO
HOMOGENEA PRODUCTOSHOMOGENEA PRODUCTOSSE ROMPE SE ROMPE
EL FLUJO DE PRODUCCIÓNEL FLUJO DE PRODUCCIÓN
Análisis usando Análisis usando
MAPAS MAPAS DE DE
VALORVALOR

PARA MEDIR PARA MEDIR DONDE EL DONDE EL
MATERIAL ESTA MATERIAL ESTA PARADO PARADO SIN SIN AGREGARLE AGREGARLE
VALOR VALOR Y SE Y SE
INTERRUMPE EL INTERRUMPE EL FLUJOFLUJO

NO METODOS NO METODOS Y TIEMPOSY TIEMPOS
ANTIGUO PARADIGMA ANTIGUO PARADIGMA DEL SIGLO PASADO:DEL SIGLO PASADO:
MANDAR Y CONTROLARMANDAR Y CONTROLAR, , INSPIRADO EN LA TEORIA “X”INSPIRADO EN LA TEORIA “X”
QUE CREE QUE LOS QUE CREE QUE LOS EMPLEADOS SON UNOS EMPLEADOS SON UNOS
VAGOS Y VAGOS Y NO LE GUSTA TRABAJARNO LE GUSTA TRABAJAR
SI TIEMPOSSI TIEMPOSProductivosProductivos
Cuales son los cuellos de Cuales son los cuellos de Botella?Botella?
Donde estamos perdiendo Donde estamos perdiendo tiempo?tiempo?
Donde tenemos tiempo Donde tenemos tiempo desequilibrados?desequilibrados?
Donde debemos reasignar Donde debemos reasignar gente para mejorar tiempos gente para mejorar tiempos
entrega?entrega?

TIEMPOSTIEMPOS

CARGA TRABAJOCARGA TRABAJO

EQUILIBRADOEQUILIBRADO
EQUILIBRAEQUILIBRARR
LA DEMANDALA DEMANDACON LA CON LA
PRODUCCIÓNPRODUCCIÓN

SI SE SI SE INTERRUMPE EL INTERRUMPE EL
FLUJO DE FLUJO DE PRODUCTOS, NO PRODUCTOS, NO ENTRA PLATA ENTRA PLATA
$$$$$$$$$$

SIN ESTANDARES SIN ESTANDARES NO HAY KAIZENNO HAY KAIZEN
Taiichi OhnoTaiichi Ohno
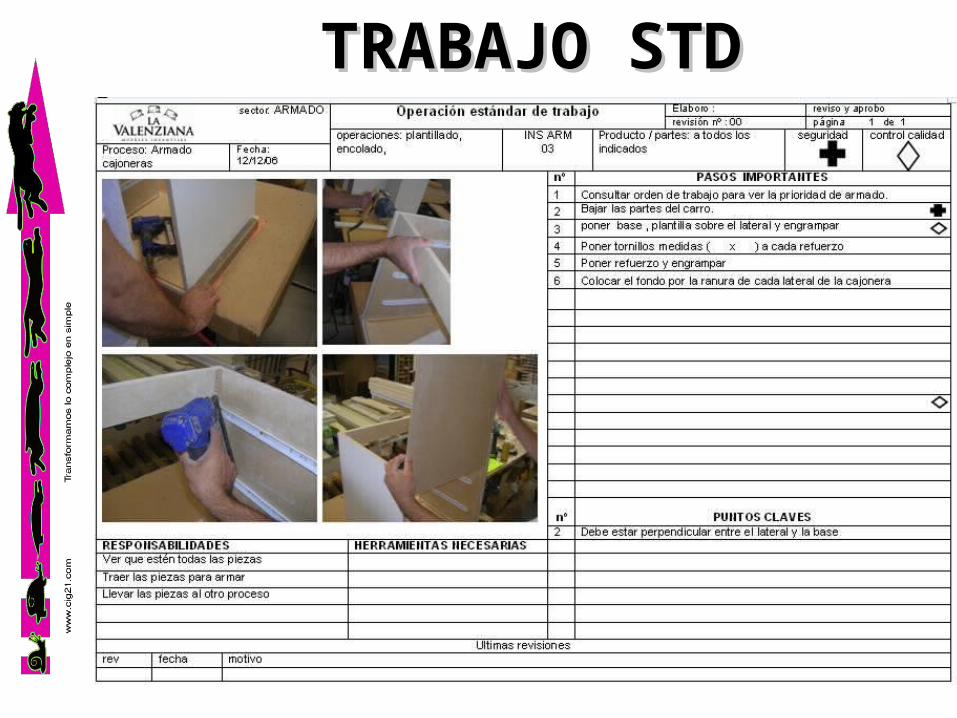
TRABAJO STDTRABAJO STD

TRABAJO STDTRABAJO STD

LEAN MFGLEAN MFGPara qué?Para qué?
PARA HACER LOS PARA HACER LOS PRODUCTOS QUE LOS PRODUCTOS QUE LOS CLIENTES COMPRAN Y CLIENTES COMPRAN Y
PODER ENTREGAR PODER ENTREGAR ANTES.ANTES.
BASTA DE STOCK POR BASTA DE STOCK POR SI ACASOSI ACASO

PLANIFICACIÓNPLANIFICACIÓN PRODUCCIÓN PRODUCCIÓN MEZCLADAMEZCLADA
TIRAR - EMPUJARTIRAR - EMPUJAR
1010Herramientas calidadNo pasar de los efectos a las
respuestas sin análisis de las causas

DEJAR LOS DEJAR LOS ESFUERZOS ESFUERZOS
INDIVIDUALES INDIVIDUALES PARA PARA
EMPEZAREMPEZAR A TRABAJAR A TRABAJAR
COMO EQUIPOCOMO EQUIPO


NO PASAR DE NO PASAR DE LOS EFECTOS LOS EFECTOS
A LAS A LAS RESPUESTAS RESPUESTAS SIN ANÁLISIS SIN ANÁLISIS
DE LAS DE LAS CAUSASCAUSAS
1111Crecimiento
Nuevas Habilidades por AprenderComo manejar los cambios

Es una carrera Es una carrera larga y con larga y con obstáculosobstáculos

LOS CAMBIOS SE LLEVAN LOS CAMBIOS SE LLEVAN ADELANTE PONIENDOSE AL ADELANTE PONIENDOSE AL FRENTE Y CORRIENDO A LA FRENTE Y CORRIENDO A LA PAR DE LOS EMPLEADOSPAR DE LOS EMPLEADOS
KaizenKaizen
una mirada desde una mirada desde la dirección la dirección
Rodrigo DiazRodrigo Diaz

ww
w.c
ig21
.co
m
h
ttp
://k
aize
n-l
ean
-arg
enti
na-
blo
gsp
ot.
com PUEDE UNA PYME PUEDE UNA PYME
MEJORAR LO MEJORAR LO SUFICIENTE PARA SUFICIENTE PARA
CRECER CRECER CONTINUAMENTE Y CONTINUAMENTE Y
SER EXITOSA SER EXITOSA A NIVEL NACIONAL?A NIVEL NACIONAL?

Kaizen Kaizen ==Mejorar Mejorar
continuamentcontinuamentee
Mejorar Mejorar tiempo entregatiempo entrega
permite Acortar permite Acortar el ciclo de cajael ciclo de caja
Entrego más rápidoEntrego más rápidoCobro más rápidoCobro más rápido
Bajar el tiempo entregaBajar el tiempo entrega nos permitió nos permitió
diferenciarnos diferenciarnos de la competencia,de la competencia,
ganar mercado y ganar mercado y generar recursosgenerar recursos para para “bancar” los cambios“bancar” los cambios

COMOCOMO????????

KaizenKaizenEs el Es el
camino, camino, no la metano la meta

En el En el camino, camino, Te sentis Te sentis
solo muchas solo muchas vecesveces

IncomprendidIncomprendidoo en otras y en otras y el único que el único que creecree sos vos sos vos

Pero te Pero te sobrepones y sobrepones y
tratas de tratas de integrar integrar A TODOSA TODOS
LOS CAMBIOS LOS CAMBIOS NO VIENEN NO VIENEN
SOLOS, SOLOS, HAY QUE HAY QUE
PROMOVERLOSPROMOVERLOS

ES UN TRABAJO ES UN TRABAJO DIARIO DIARIO EMPUJAREMPUJAR
PARA HACER PARA HACER LOS CAMBIOS LOS CAMBIOS NECESARIOSNECESARIOS
Y si… Cansa!!!Y si… Cansa!!!

KaizenKaizenNO eS UN NO eS UN camino DE camino DE PETALOs PETALOs
DE ROSASDE ROSAS

Se parece Se parece más a más a
escalar el escalar el EVEREST, EVEREST,
porque porque estamos en estamos en ARGENTINAARGENTINA

Aprendimos Aprendimos a a
aprenderaprender
AprenderAprenderLos empleados Los empleados nuevas nuevas
habilidades como habilidades como supervisores , más que supervisores , más que
como trabajadorescomo trabajadoresLos directivos Los directivos a usar a usar
indicadores de gestión indicadores de gestión
Aprendimos Aprendimos aa des-des-
aprenderaprenderPara Para
aprender de aprender de nuevonuevo

aprenderaprenderStocks Stocks tapan errorestapan errores
Rápidas puestas a punto Rápidas puestas a punto mejoran MIX productosmejoran MIX productos
La variedad en la fabricación La variedad en la fabricación genera ventas y acorta genera ventas y acorta
tiempo de entregatiempo de entrega

KaizenKaizenNO eS NO eS
no no equivocarse equivocarse
sino aprender sino aprender de los erroresde los errores

el principal el principal error es creer error es creer que uno no se que uno no se
puede puede equivocar, que equivocar, que
es infaliblees infalible

ASI ASI PASAMOS PASAMOS DE ESTODE ESTO

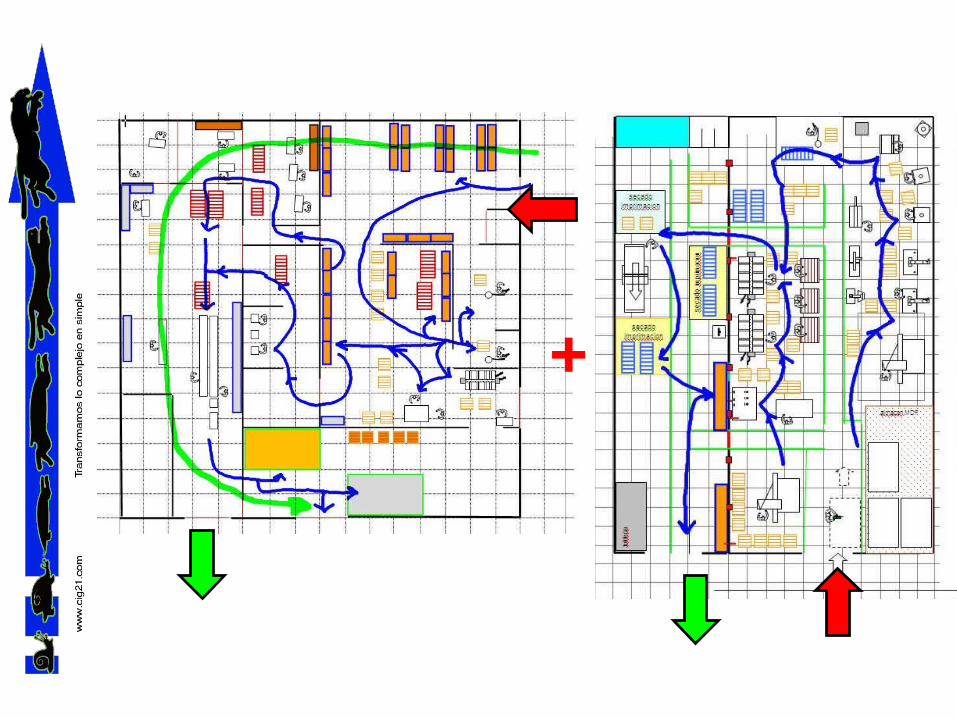
+

AAESTOESTO


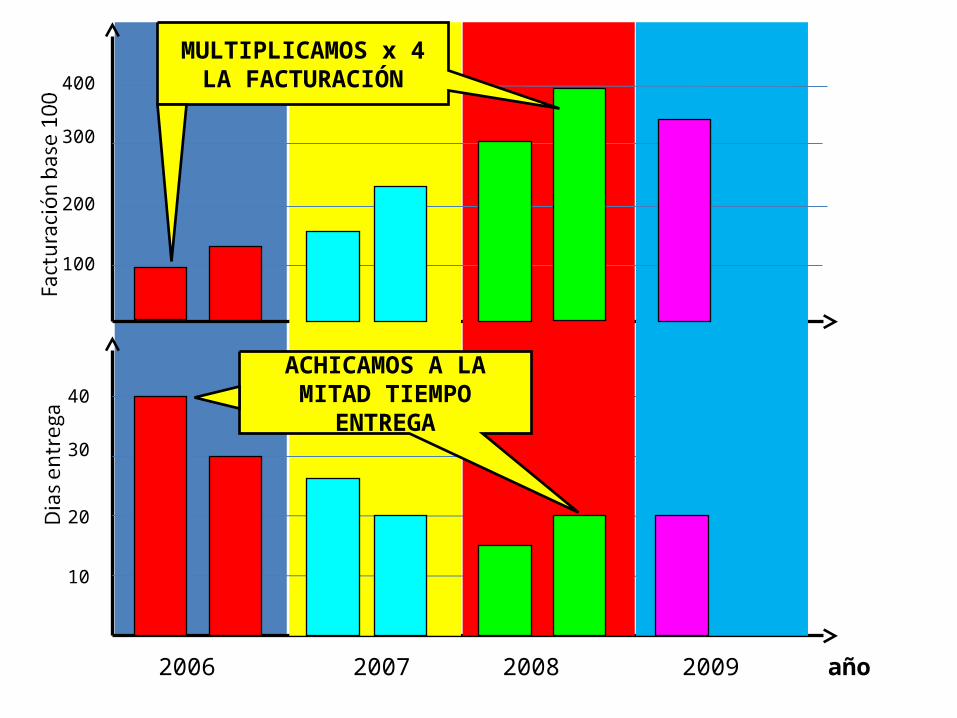
MEJORAMOSMEJORAMOSTIEMPOS TIEMPOS ENTREGAENTREGA
Y LA Y LA FACTURACIÓNFACTURACIÓN

40
30
20
10
400
300
200
100
X 4 X 4 20092006 2007 2008 año

20092006 2007 2008
40
30
20
10
año
400
300
200
100
Cambio planta + nueva línea EURO
1/2 1/2
20092006 2007 2008
40
30
20
10
año
400
300
200
100
MULTIPLICAMOS x 4 LA FACTURACIÓN
ACHICAMOS A LA MITAD TIEMPO ENTREGA

Pero si crecimos Pero si crecimos a partir de las a partir de las limitaciones, limitaciones,
porque uds. No porque uds. No podrían podrían
hacer lo mismo?hacer lo mismo?

MUCHAS MUCHAS GRACIASGRACIAS