programa de complementaciÓn para …intranet.senati.edu.pe/dox/2_programa_complementac... ·...
TRANSCRIPT
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
FASCÍCULO DE APRENDIZAJE
CÓDIGO: 89001537
2,013
ACOTADO FUNCIONAL
PROGRAMA DE
COMPLEMENTACIÓN PARA
TITULACIÓN


ACOTADO FUNCIONAL
METALMECÁNICA 5
CONTENIDO
1. GENERALIDADES DEL ACOTADO FUNCIONAL.
1.1 El Acotado Funcional. Importancia.
1.2 Definiciones y reglas. Acotación general. Problema general del maquinado: Par
prismático, Articulación, Fijación con tornillos, etc.
1.3 El Juego Funcional.- Vocabulario: Superficie Funcional, Superficie asociada a la
funcional, cota funcional.- Teorema.- Cadena Funcional.- Ejercicios de aplicación.
1.4 Posición del Vector Condición.- Análisis de las superficies.- Superficies terminales.-
Superficies de contacto.
1.5 Determinación de la cadena de cotas.- Regla.- Ejercicios de aplicación.
1.6 Cadena de cotas mínima.- Regla.- Ejercicios de aplicación.
2. CÁLCULO DE LAS COTAS FUNCIIONALES DE UNA CADENA.
2.1 Tipos de juegos.- Juego de función.- Juego de guarda.
2.2 Cálculo del Juego Medio y de una medida Media del Intervalo de Tolerancia.
3. MÉTODO DE ESTUDIO DE LAS COTAS DE UNA CADENA.
3.1 Análisis y selección del método.
3.2 Ecuaciones relativas a las cotas funcionales.
3.3 El método de las Medidas Medias.- Proceso de ejecución.
3.4 Ejercicios de aplicación.
4. CALCULOS DEL ACOTADO FUNCIONAL CON TOLERANCIAS.
4.1 Repaso del Sistema de Tolerancias I S O.
4.2 Tolerancias para EJES.- Tolerancias para AGUJEROS.
4.3 Ajuste.- Tipos.- Cálculo de los ajustes.
4.4 Aplicación de las tolerancias en el Acotado Funcional.
4.5 Ejercicios de aplicación.
5. APLICACIONES PRÁCTICAS. 5.1 Ejercicios de aplicación.- Cálculos de Ajustes y tolerancias.
5.2 Aplicaciones prácticas a mecanismos y dispositivos.
5.3 Aplicaciones prácticas a elementos de máquinas.

ACOTADO FUNCIONAL
METALMECÁNICA 6

ACOTADO FUNCIONAL
METALMECÁNICA 7
ACOTADO FUNCIONAL.
INTRODUCCIÓN.
El funcionamiento de un mecanismo o conjunto mecánico depende del tamaño del
ajuste de las uniones o juntas existentes entre las piezas. Sin embargo, durante
mucho tiempo y aún hoy, el tratamiento de las tolerancias ha sido una de las
actividades más difíciles y menos entendidas.
Este déficit ha dado lugar a que la mayoría de las empresas no tengan clara la
metodología a utilizar para especificar tolerancias. Actualmente, casi todos los
diseñadores todavía utilizan su intuición y experiencia y, sólo en contadas
ocasiones, siguen reglas generales o procedimientos específicos. En
consecuencia, la mayoría de los diseños no contienen todas las tolerancias
funcionales relevantes, se asignan tolerancias estrechas y costosas e, incluso,
pueden aparecer inconsistencias.
La actividad de especificar y asignar tolerancias a las piezas, de forma que se
respete el contrato funcional del producto (acotado funcional), exige el dominio de
técnicas de análisis y síntesis de tolerancias. Estas técnicas, apoyadas en el
concepto de “cadenas de cotas y composición de tolerancias” y utilizando un
tratamiento estadístico, permiten estudiar tanto el efecto de varias dimensiones en
una holgura crítica, como transferir esta condición a las tolerancias de las cotas
que la afectan. Normalmente, este tratamiento se aborda en una dimensión
(“cadena lineal”) por ser un recurso que permite resolver problemas simplificados,
que en realidad requerirían de un tratamiento en 2 ó 3D.
En este curso, con el propósito de mejorar la especificación y asignación de
tolerancias funcionales, se propone un método manual, sistemático e intuitivo que
permitirá acercarse a la resolución de estos problemas complejos sin necesidad
de utilizar aparatos matemáticos complicados o extensos. El método, al expresar
una condición funcional mediante una ecuación matemática, permite asignar
(distribuir) tolerancias en función de criterios de costes de producción. Además,
cabe destacar la facilidad de programación del procedimiento expuesto,
ACOTADO FUNCIONAL
METALMECÁNICA 8
característica que permitiría su incorporación como módulo en un sistema CAD,
habiendo sido en la actualidad implementado como programa independiente.
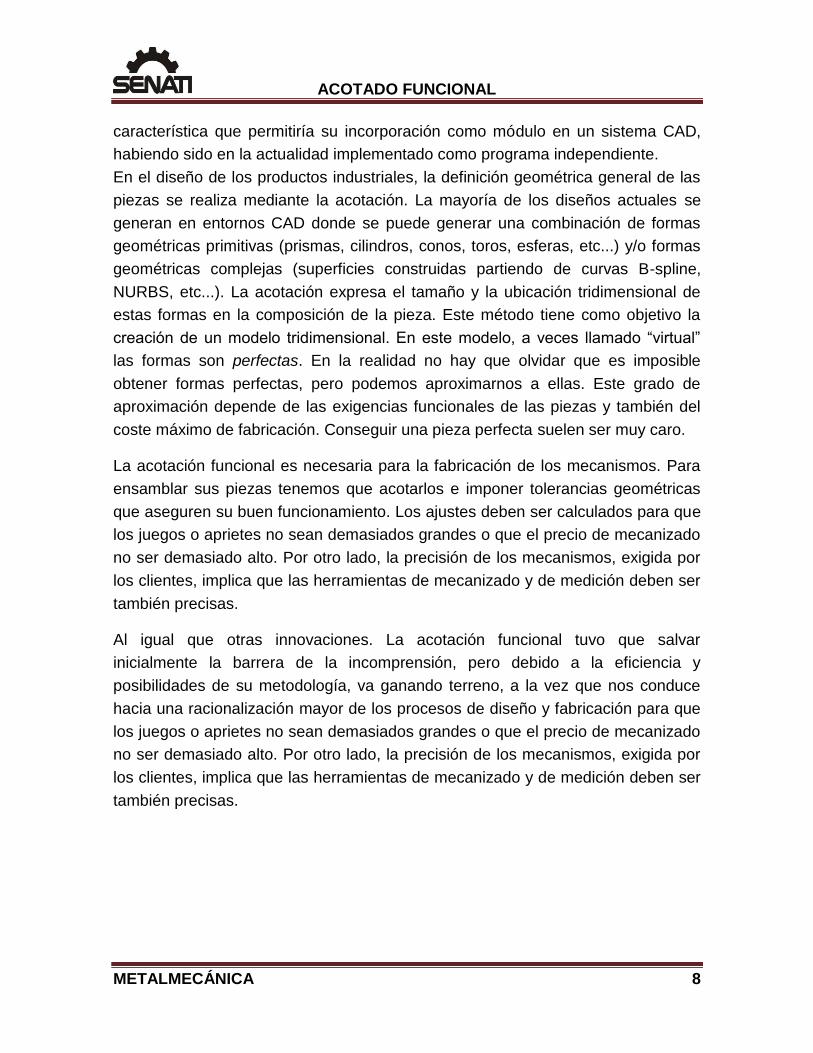
En el diseño de los productos industriales, la definición geométrica general de las
piezas se realiza mediante la acotación. La mayoría de los diseños actuales se
generan en entornos CAD donde se puede generar una combinación de formas
geométricas primitivas (prismas, cilindros, conos, toros, esferas, etc...) y/o formas
geométricas complejas (superficies construidas partiendo de curvas B-spline,
NURBS, etc...). La acotación expresa el tamaño y la ubicación tridimensional de
estas formas en la composición de la pieza. Este método tiene como objetivo la
creación de un modelo tridimensional. En este modelo, a veces llamado “virtual”
las formas son perfectas. En la realidad no hay que olvidar que es imposible
obtener formas perfectas, pero podemos aproximarnos a ellas. Este grado de
aproximación depende de las exigencias funcionales de las piezas y también del
coste máximo de fabricación. Conseguir una pieza perfecta suelen ser muy caro.
La acotación funcional es necesaria para la fabricación de los mecanismos. Para
ensamblar sus piezas tenemos que acotarlos e imponer tolerancias geométricas
que aseguren su buen funcionamiento. Los ajustes deben ser calculados para que
los juegos o aprietes no sean demasiados grandes o que el precio de mecanizado
no ser demasiado alto. Por otro lado, la precisión de los mecanismos, exigida por
los clientes, implica que las herramientas de mecanizado y de medición deben ser
también precisas.
Al igual que otras innovaciones. La acotación funcional tuvo que salvar
inicialmente la barrera de la incomprensión, pero debido a la eficiencia y
posibilidades de su metodología, va ganando terreno, a la vez que nos conduce
hacia una racionalización mayor de los procesos de diseño y fabricación para que
los juegos o aprietes no sean demasiados grandes o que el precio de mecanizado
no ser demasiado alto. Por otro lado, la precisión de los mecanismos, exigida por
los clientes, implica que las herramientas de mecanizado y de medición deben ser
también precisas.

ACOTADO FUNCIONAL
METALMECÁNICA 9
EL PROCESO DE ACOTADO FUNCIONAL.
Acotar funcionalmente una pieza consiste en seleccionar de entre sus diversas
dimensiones y características geométricas aquellas que expresan directamente las
condiciones de aptitud del producto para la utilización prevista, asignándoles, de
forma razonada, un valor nominal (cota dimensional o angular), unas tolerancias
(dimensionales y geométricas) y una rugosidad. No establece a priori el
procedimiento de fabricación, pero la asignación eficiente de las tolerancias se
debe realizar valorando la dificultad de obtención de las diferentes características.
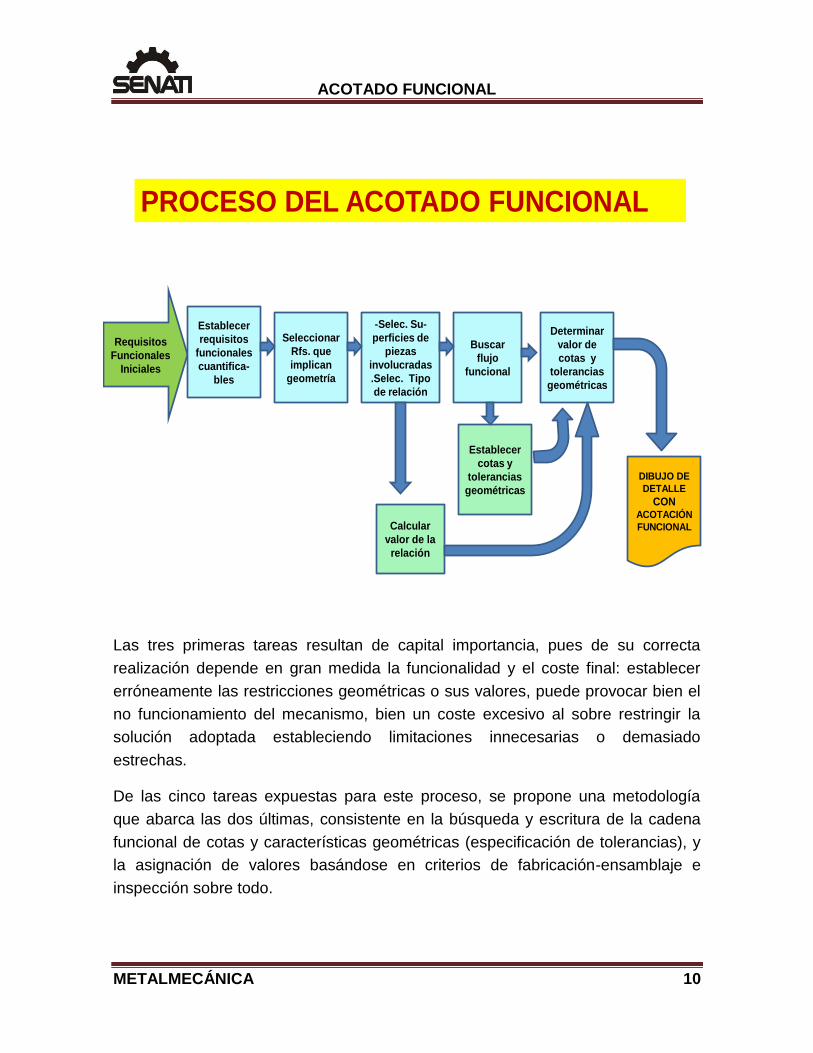
En el proceso de acotado funcional de un producto mecánico se pueden
establecer las siguientes etapas, esquemáticamente mostradas en la Figura
1. A partir de los requerimientos exigidos a un mecanismo en su concepción
inicial, obtener las condiciones funcionales cuantificables en términos
ingenieriles.
2. Para cada condición funcional, deben encontrarse las superficies de las piezas
involucradas directamente en la condición, y establecer el tipo de relación entre
ellas (ajustes, formas, orientaciones, rugosidad, etc.), a escala cualitativa.
3. Calcular el valor de los parámetros que definen las relaciones anteriores, para
que el mecanismo tenga la máxima probabilidad de funcionar correctamente.
4. Buscar el flujo funcional, o sea, la secuencia de superficies y piezas que son
activas para la condición. Partiendo de él, establecer las cotas y tolerancias
geométricas a indicar sobre cada pieza (cotas y tolerancias funcionales).
5. A partir de los valores de las condiciones calculados en (3), y tomando los flujos
funcionales obtenidos en (4), determinar los valores de las tolerancias y otras
especificaciones que se han de imponer.
ACOTADO FUNCIONAL
METALMECÁNICA 10
PROCESO DEL ACOTADO FUNCIONAL
Requisitos
Funcionales
Iniciales
Establecer
requisitos
funcionales
cuantifica-
bles
Seleccionar
Rfs. que
implican
geometría
-Selec. Su-
perficies de
piezas
involucradas
.Selec. Tipo
de relación
Buscar
flujo
funcional
Determinar
valor de
cotas y
tolerancias
geométricas
Establecer
cotas y
tolerancias
geométricas
Calcular
valor de la
relación
DIBUJO DE
DETALLE
CONACOTACIÓN
FUNCIONAL
Las tres primeras tareas resultan de capital importancia, pues de su correcta
realización depende en gran medida la funcionalidad y el coste final: establecer
erróneamente las restricciones geométricas o sus valores, puede provocar bien el
no funcionamiento del mecanismo, bien un coste excesivo al sobre restringir la
solución adoptada estableciendo limitaciones innecesarias o demasiado
estrechas.
De las cinco tareas expuestas para este proceso, se propone una metodología
que abarca las dos últimas, consistente en la búsqueda y escritura de la cadena
funcional de cotas y características geométricas (especificación de tolerancias), y
la asignación de valores basándose en criterios de fabricación-ensamblaje e
inspección sobre todo.
ACOTADO FUNCIONAL
METALMECÁNICA 11
ACOTADO FUNCIONAL DE MECANISMOS: APLICACIÓN UNIDIRECCIONAL.
La metodología presentada a continuación permite obtener el acotado funcional
unidireccional en un mecanismo a partir de las condiciones funcionales
geométricas exigidas al mismo, establecidas como relaciones / restricciones entre
pares de superficies. El procedimiento se aplica analizando posiciones extremas
del mecanismo, esto es, cuando se analiza una condición el mecanismo debe de
estar en una posición extrema que coincide con aquella configuración en la cual la
condición presenta un estado crítico de incumplimiento.
Modelo de tolerancias.
Una tolerancia se define como "el margen de variabilidad aceptado en una
especificación respecto a su valor objetivo". Es necesario modelar esta variabilidad
de la geometría para realizar su tratamiento. Hay dos alternativas de
especificación:
Por dimensión: Se fijan los límites de una magnitud de tipo dimensional o
angular respecto a un elemento ideal o entre elementos ideales, pudiéndose
añadir posteriormente una limitación de la forma geométrica.
Por zona de tolerancia: Se define un espacio denominado "zona de tolerancia"
dentro del cual se debe de encontrar el elemento especificado. Este espacio
representa un volumen limitado por dos superficies o líneas ideales. En la
metodología propuesta, se utiliza la "Especificación por zona de tolerancia".
Al realizarse en una única dirección de análisis, se supondrá como zona de
tolerancia un intervalo lineal según esta dirección, y como variabilidad de un
elemento (superficie, eje, recta) su proyección sobre la dirección de análisis.
Así, esta zona de tolerancia engloba los errores dimensionales o de posición y
los de forma.
Relaciones entre piezas y condiciones funcionales.
ACOTADO FUNCIONAL
METALMECÁNICA 12
Las piezas que forman un mecanismo deberán montarse manteniendo una serie
de relaciones entre pares de superficies. Estas relaciones determinarán la posición
relativa de las piezas dentro del conjunto y limitarán tanto el montaje como el
funcionamiento del mismo. En esta propuesta, las relaciones entre superficies se
reducen a tres tipos:
Relación de contacto posible (cp): Implica que las superficies involucradas
pueden estar en contacto en alguna configuración del mecanismo. Esto ocurre
en la condición funcional de montaje, que exige una condición de separación ≥
0.
Relación de contacto impuesto (ci) o contacto permanente: Exige que dos
superficies de piezas diferentes permanezcan siempre en contacto. El ci se
asegura tecnológicamente por: un montaje (tornillo, bulón,...), un elemento
deformable (resorte,...), o un fenómeno mecánico (acción de un fluido, fuerzas
de inercia,...), magnético, etc.
Relación de interferencia (ca): Se da entre dos piezas, una contenida en la
otra, y supone el contacto permanente de los dos pares de superficies con un
desplazamiento por deformación del material. Deriva de la condición de apriete,
caracterizada por dos valores: apriete máximo y mínimo.
Las cp, ci y ca establecen relaciones entre piezas del mecanismo (contactos a
nivel de superficie) que sirven para buscar los flujos funcionales, como se verá.
Sobre el mecanismo habrá impuestos un conjunto de requisitos funcionales, que
definirán su funcionamiento.
En general, un requisito funcional establecerá una relación de separación entre
dos superficies en alguna de sus configuraciones, pertenecientes a una misma
pieza o bien a diferentes piezas. Normalmente, cada requisito funcional se
analizará en una de las posiciones extremas del mecanismo, que coincidirá con
aquella configuración que es crítica para el cumplimiento de la condición funcional.
Para el caso de los aprietes, habrá que tener en cuenta la posición relativa entre
superficies antes del montaje y suponer que después del mismo, las piezas que
forman el ajuste quedan centradas. El análisis del desplazamiento que el
ACOTADO FUNCIONAL
METALMECÁNICA 13
mecanismo realiza en una dirección puede también reducirse a una relación de
separación entre dos superficies, con la salvedad de que deberán tenerse
presenten las configuraciones del mecanismo antes y después del
desplazamiento.
A estos requisitos funcionales que gobiernan el funcionamiento del mecanismo, se
añaden los posibles requisitos de montaje. Es más, todas las relaciones de
contacto (posible o permanente) llevan implícitas una condición o requisito de
montaje.
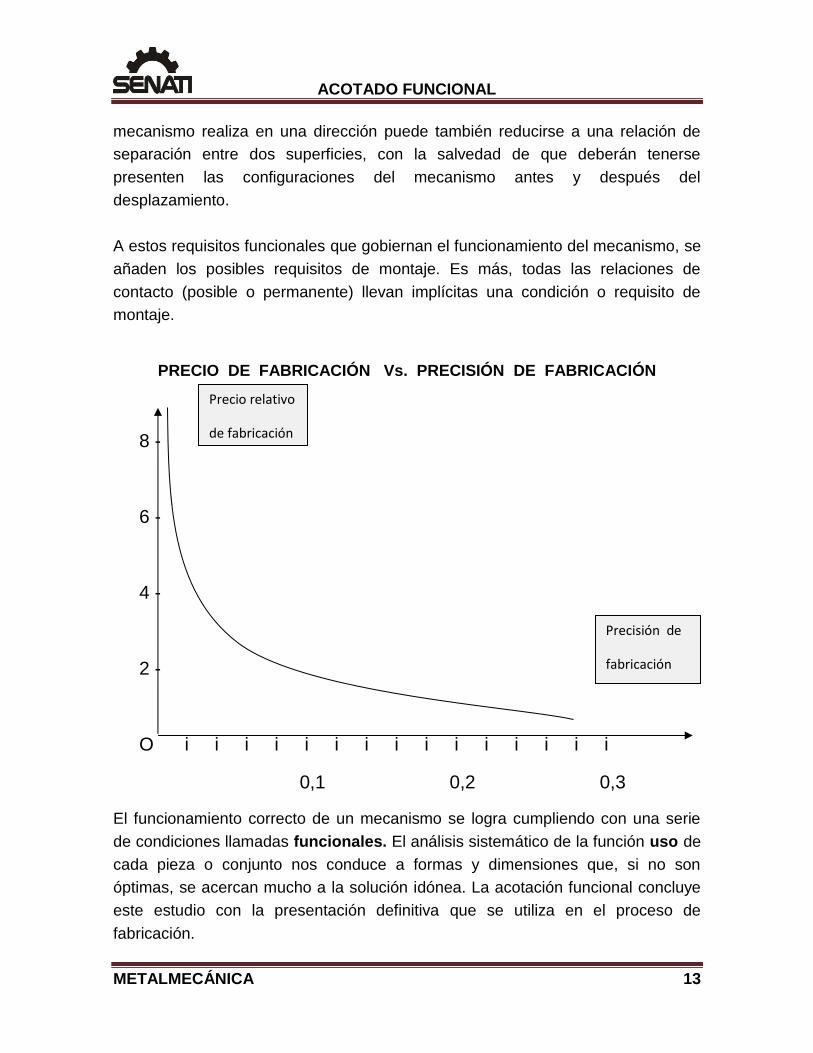
PRECIO DE FABRICACIÓN Vs. PRECISIÓN DE FABRICACIÓN
8 -
6 -
4 -
2 -
O i i i i i i i i i i i i i i i
0,1 0,2 0,3
El funcionamiento correcto de un mecanismo se logra cumpliendo con una serie
de condiciones llamadas funcionales. El análisis sistemático de la función uso de
cada pieza o conjunto nos conduce a formas y dimensiones que, si no son
óptimas, se acercan mucho a la solución idónea. La acotación funcional concluye
este estudio con la presentación definitiva que se utiliza en el proceso de
fabricación.
Precio relativo
de fabricación
Precisión de
fabricación
ACOTADO FUNCIONAL
METALMECÁNICA 14
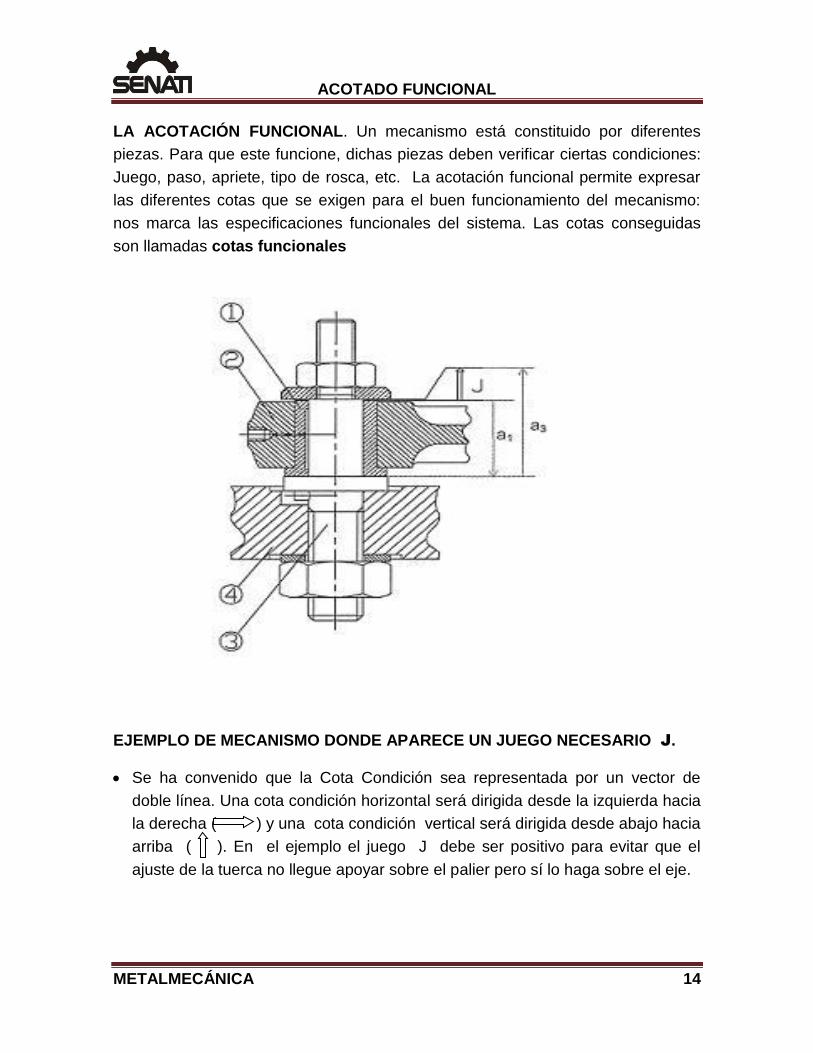
LA ACOTACIÓN FUNCIONAL. Un mecanismo está constituido por diferentes
piezas. Para que este funcione, dichas piezas deben verificar ciertas condiciones:
Juego, paso, apriete, tipo de rosca, etc. La acotación funcional permite expresar
las diferentes cotas que se exigen para el buen funcionamiento del mecanismo:
nos marca las especificaciones funcionales del sistema. Las cotas conseguidas
son llamadas cotas funcionales
EJEMPLO DE MECANISMO DONDE APARECE UN JUEGO NECESARIO J.
Se ha convenido que la Cota Condición sea representada por un vector de
doble línea. Una cota condición horizontal será dirigida desde la izquierda hacia
la derecha ( ) y una cota condición vertical será dirigida desde abajo hacia
arriba ( ). En el ejemplo el juego J debe ser positivo para evitar que el
ajuste de la tuerca no llegue apoyar sobre el palier pero sí lo haga sobre el eje.
ACOTADO FUNCIONAL
METALMECÁNICA 15
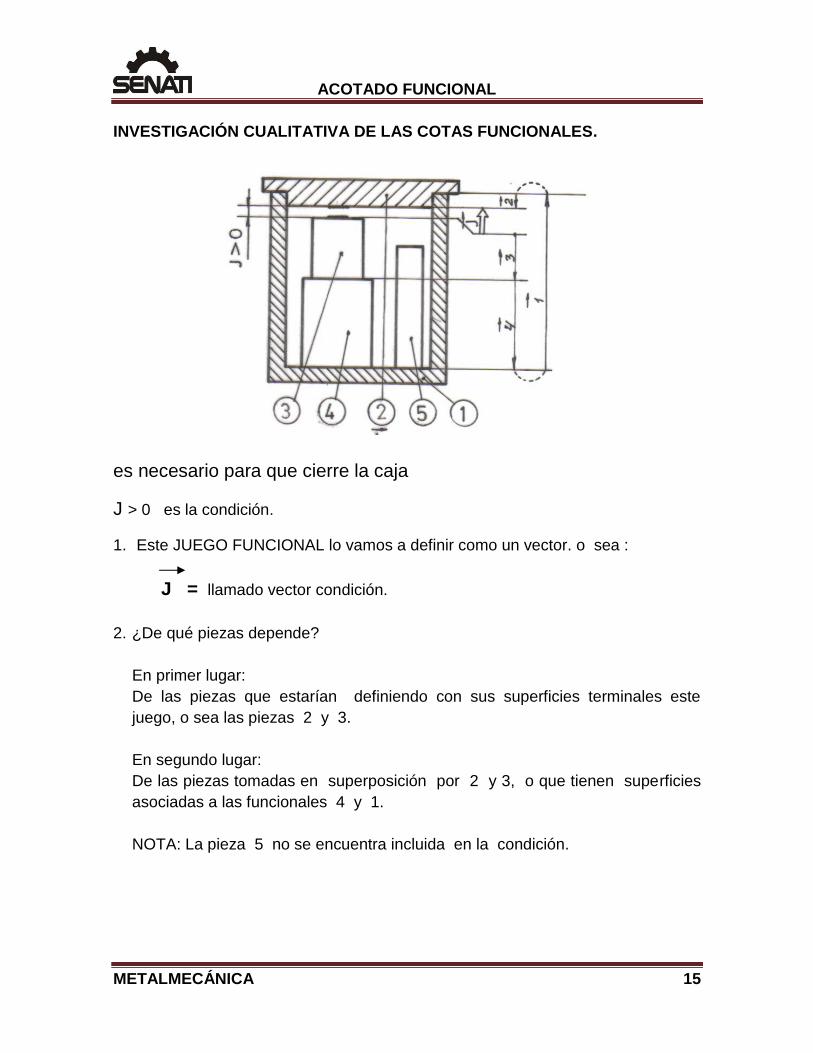
INVESTIGACIÓN CUALITATIVA DE LAS COTAS FUNCIONALES.
es necesario para que cierre la caja
J > 0 es la condición.
1. Este JUEGO FUNCIONAL lo vamos a definir como un vector. o sea :
J = llamado vector condición.
2. ¿De qué piezas depende?
En primer lugar:
De las piezas que estarían definiendo con sus superficies terminales este
juego, o sea las piezas 2 y 3.
En segundo lugar:
De las piezas tomadas en superposición por 2 y 3, o que tienen superficies
asociadas a las funcionales 4 y 1.
NOTA: La pieza 5 no se encuentra incluida en la condición.
ACOTADO FUNCIONAL
METALMECÁNICA 16
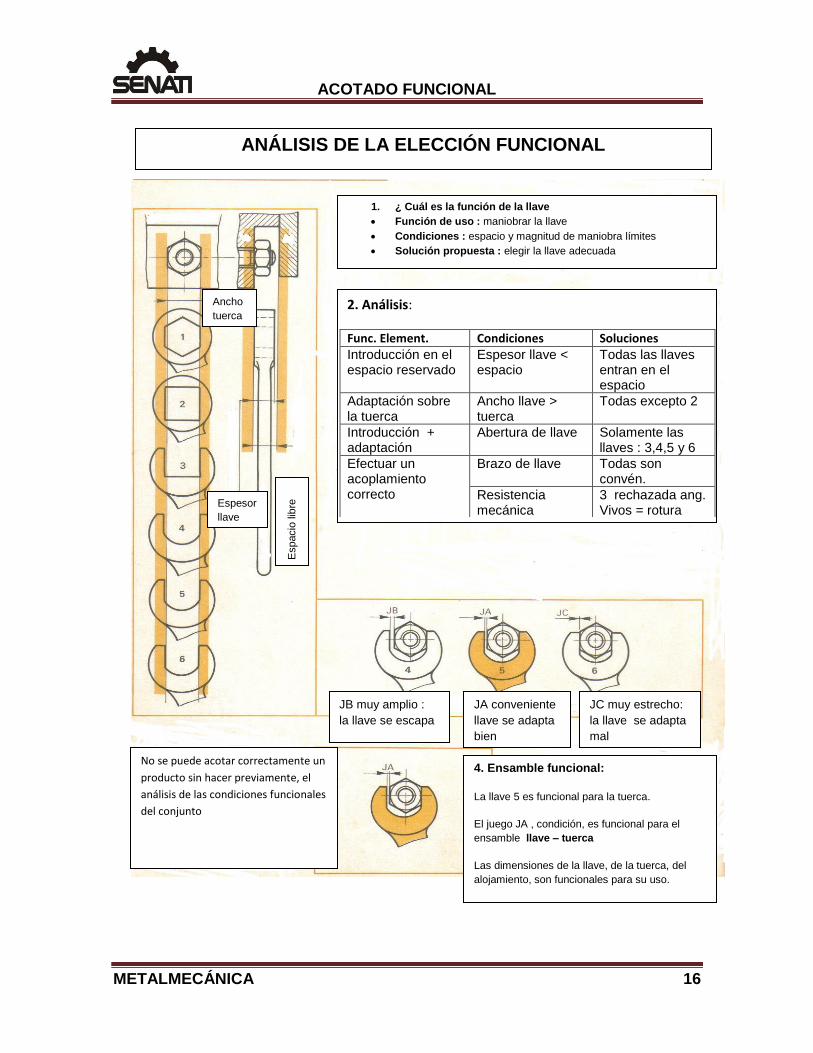
ANÁLISIS DE LA ELECCIÓN FUNCIONAL
Ancho
tuerca
Espesor
llave
Espacio
lib
re
1. ¿ Cuál es la función de la llave
Función de uso : maniobrar la llave
Condiciones : espacio y magnitud de maniobra límites
Solución propuesta : elegir la llave adecuada
2. Análisis:
Func. Element. Condiciones Soluciones
Introducción en el espacio reservado
Espesor llave < espacio
Todas las llaves entran en el espacio
Adaptación sobre la tuerca
Ancho llave > tuerca
Todas excepto 2
Introducción + adaptación
Abertura de llave Solamente las llaves : 3,4,5 y 6
Efectuar un acoplamiento correcto
Brazo de llave Todas son convén.
Resistencia mecánica
3 rechazada ang. Vivos = rotura
JB muy amplio :
la llave se escapa
JA conveniente
llave se adapta
bien
JC muy estrecho:
la llave se adapta
mal
No se puede acotar correctamente un
producto sin hacer previamente, el
análisis de las condiciones funcionales
del conjunto
4. Ensamble funcional:
La llave 5 es funcional para la tuerca.
El juego JA , condición, es funcional para el
ensamble llave – tuerca
Las dimensiones de la llave, de la tuerca, del
alojamiento, son funcionales para su uso.

ACOTADO FUNCIONAL
METALMECÁNICA 17
CADENA DE COTAS FUNCIONALES
ACOTADO FUNCIONAL
METALMECÁNICA 18
COTAS FUNCIONALES: LA CADENA DE COTAS.
1. PROBLEMA: Dos piezas y un apoyo común.
- De debe de determinar las dimensiones funcionales de cada una de las piezas
en contacto en el conjunto o ensamble y a partir de la condición del juego (JA).
2. SOLUCIÓN: Se establece un circuito de cotas, permitiendo pasar de una
superficie terminal a la otra, por intermedio de las superficies de apoyo de las
diferentes piezas.
3. CIRCUITO: Se establece a partir de la elección e identificación de las
superficies de apoyo.
3.1. ORIGEN: ( ) El origen del circuito está situado sobre la superficie
terminal portando igualmente el origen de la condición ( ).
3.2. SENTIDO: Se une el origen del circuito a la superficie de apoyo común a
dos piezas.
3.3. CIERRE DEL CIRCUITO: Se une el apoyo común con la otra
superficie terminal de la condición.
4. RESULTADO :
Se obtiene el circuito de cotas relativas a JA.
Cada cota funcional se designa por la letra de la condición ( A ) y por el
número de referencia que lleva cada pieza ( 1 o 2 ) es decir : A1 , A2 , etc.
Cada cota funcional es colocada convenientemente sobre el dibujo de
definición o detalle de cada pieza.
ACOTADO FUNCIONAL
METALMECÁNICA 19
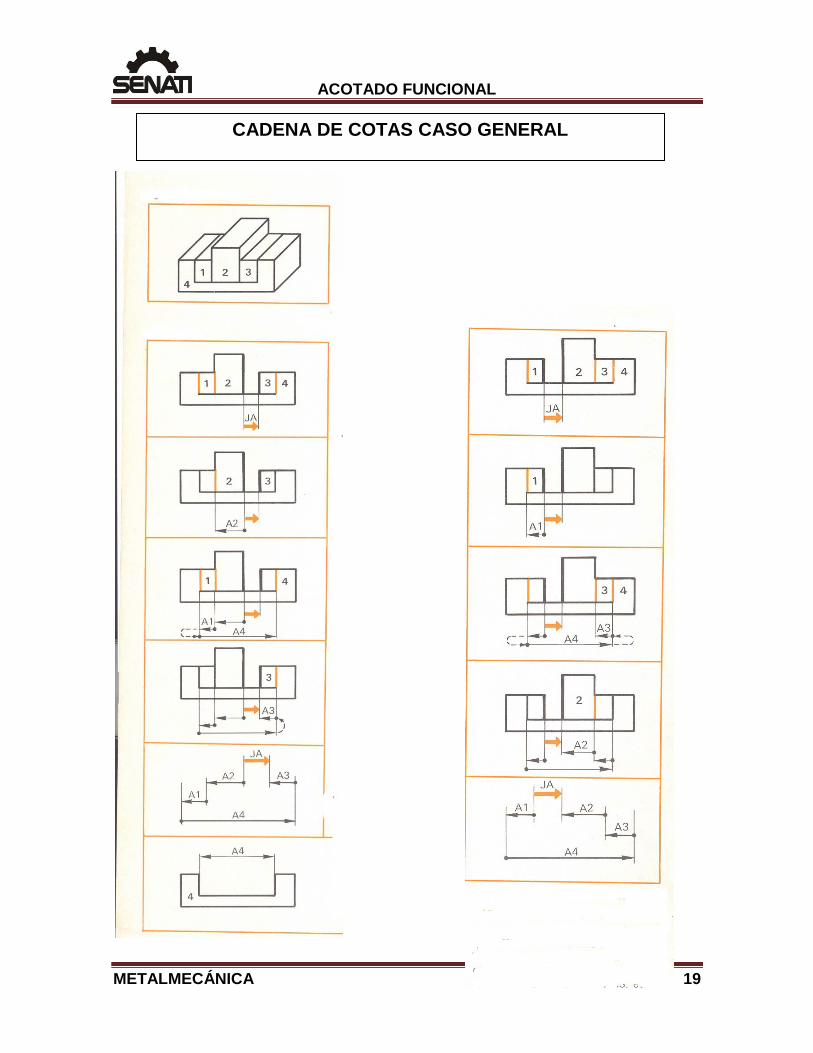
CADENA DE COTAS CASO GENERAL
ACOTADO FUNCIONAL
METALMECÁNICA 20
LA CADENA DE COTAS CASO GENERAL.
1. GUÍA.
Análisis.
Función: La corredera 2 deberá desplazarse en la guía 4.
Condiciones:
- Reporte de uso (guía deslizante en varias partes 4 + (1 + 3)).
- Juego funcional.
Solución : Continente > Contenido
2. CIRCUITOS.
2.1. APOYOS Y CONDICION. Se establece de acuerdo la condición funcional,
a los apoyos y superficies terminales. Se busca la cadena de cotas más
corta.
2.2. ORIGEN Y SENTIDO.
Origen: La superficie terminal es el origen de la condición.
Sentido: Juntar la primera superficie terminal de origen y la superficie de
apoyo situado sobre la misma pieza terminal.
2.3. RUTA A SEGUIR. Juntar en el orden indicado por el sentido, los apoyos
consecutivos de las piezas intermediarias.
2.4. CIERRE DEL CIRCUITO: El último apoyo partiendo de la segunda pieza
terminal, se une a la extremo de la condición situada sobre la segunda
superficie terminal del conjunto.
2.5. CADENAS: Ellas son extraídas y conservadas para los cálculos
posteriores.
3. DIBUJOS DE DIFINICIÓN Y SUS COTAS FUNCIONALES.
A) En cada condición existe una cota por `pieza del conjunto funcional.
B) La cadena de cotas funcionales debe ser mínima.
Las cotas funcionales llevan la letra de la condición y el número de referencia
de la pieza (A1, A2, A3, etc.)
ACOTADO FUNCIONAL
METALMECÁNICA 21
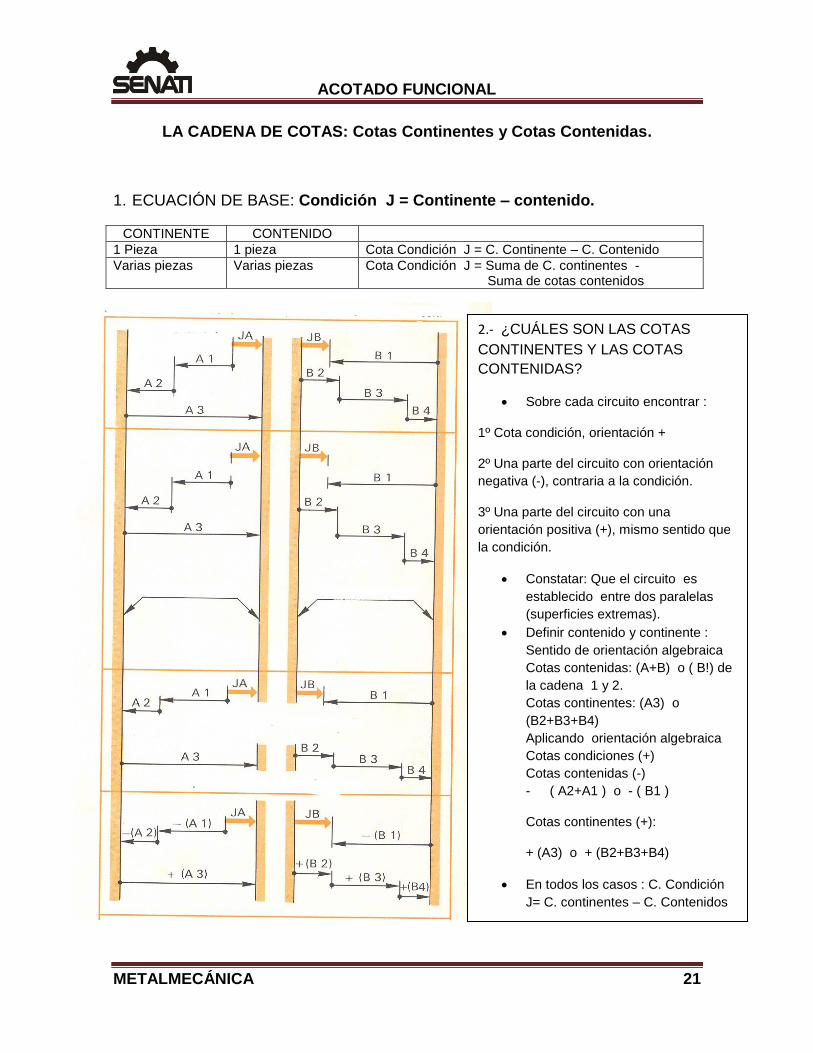
LA CADENA DE COTAS: Cotas Continentes y Cotas Contenidas.
1. ECUACIÓN DE BASE: Condición J = Continente – contenido.
CONTINENTE CONTENIDO
1 Pieza 1 pieza Cota Condición J = C. Continente – C. Contenido
Varias piezas Varias piezas Cota Condición J = Suma de C. continentes - Suma de cotas contenidos
2.- ¿CUÁLES SON LAS COTAS
CONTINENTES Y LAS COTAS
CONTENIDAS?
Sobre cada circuito encontrar :
1º Cota condición, orientación +
2º Una parte del circuito con orientación
negativa (-), contraria a la condición.
3º Una parte del circuito con una
orientación positiva (+), mismo sentido que
la condición.
Constatar: Que el circuito es
establecido entre dos paralelas
(superficies extremas).
Definir contenido y continente :
Sentido de orientación algebraica
Cotas contenidas: (A+B) o ( B!) de
la cadena 1 y 2.
Cotas continentes: (A3) o
(B2+B3+B4)
Aplicando orientación algebraica
Cotas condiciones (+)
Cotas contenidas (-)
- ( A2+A1 ) o - ( B1 )
Cotas continentes (+):
+ (A3) o + (B2+B3+B4)
En todos los casos : C. Condición
J= C. continentes – C. Contenidos
ACOTADO FUNCIONAL
METALMECÁNICA 22
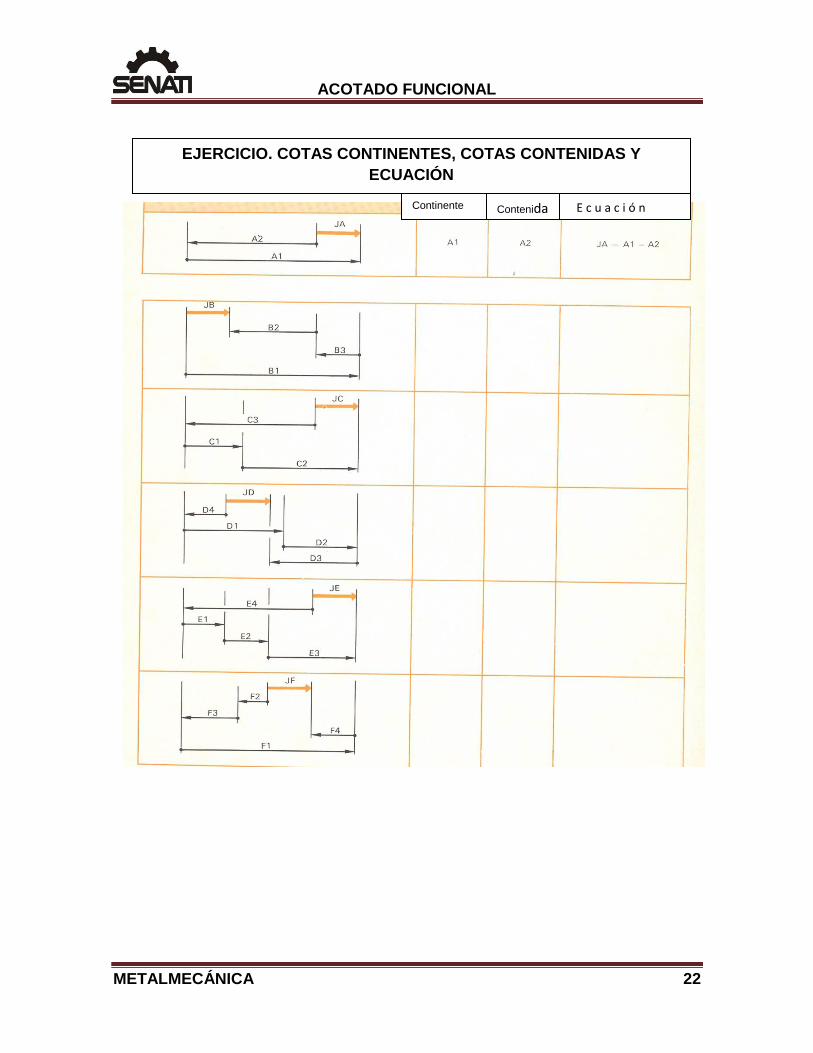
EJERCICIO. COTAS CONTINENTES, COTAS CONTENIDAS Y
ECUACIÓN
Continente Contenida E c u a c i ó n
ACOTADO FUNCIONAL
METALMECÁNICA 23
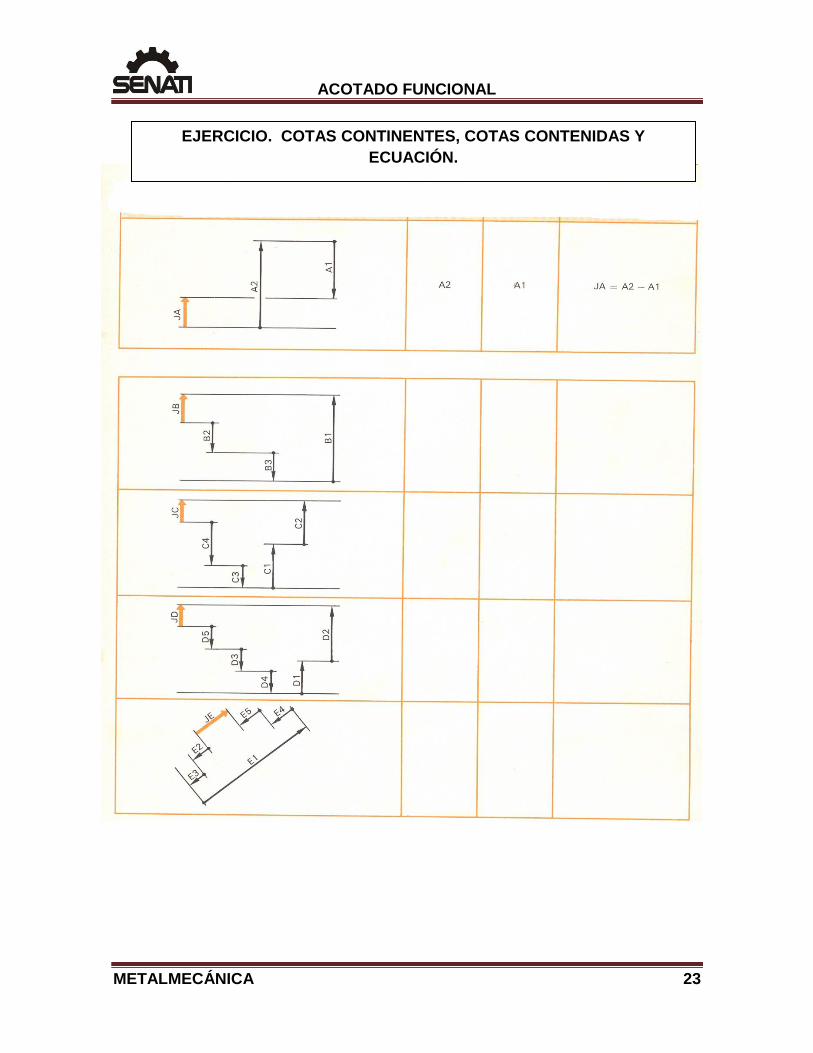
EJERCICIO. COTAS CONTINENTES, COTAS CONTENIDAS Y
ECUACIÓN.
ACOTADO FUNCIONAL
METALMECÁNICA 24
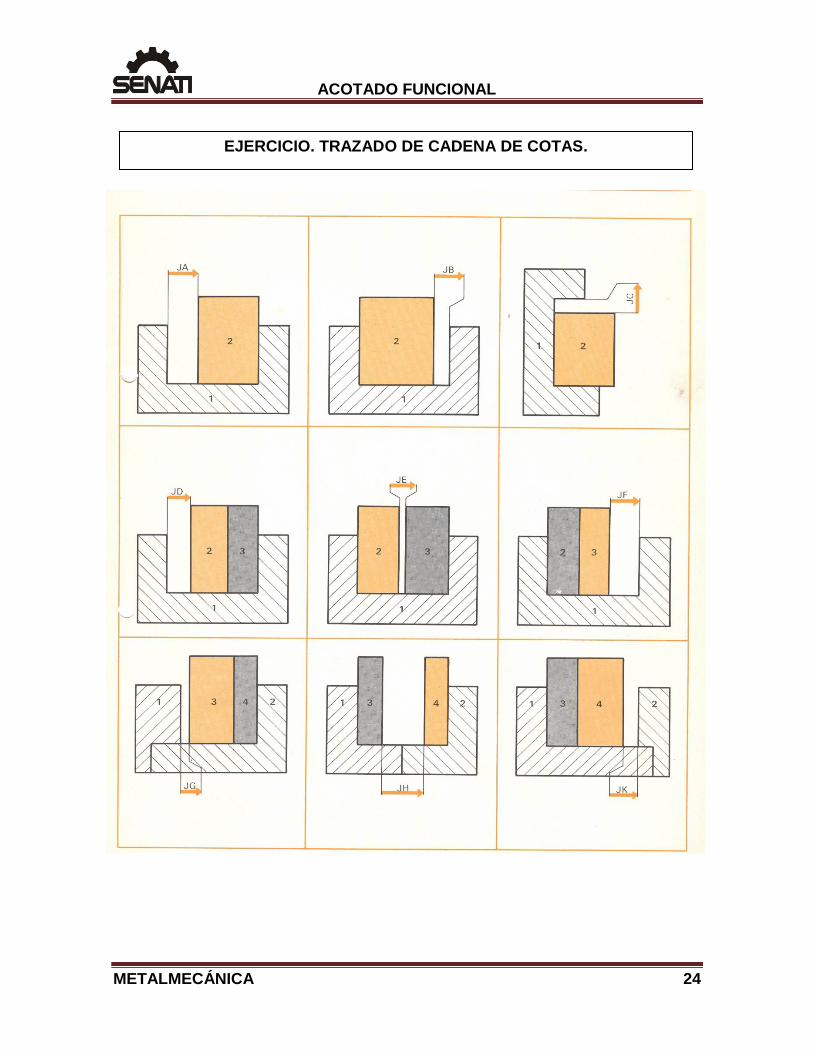
EJERCICIO. TRAZADO DE CADENA DE COTAS.
ACOTADO FUNCIONAL
METALMECÁNICA 25
DEFINICIONES BÁSICAS.
2 1 3 4
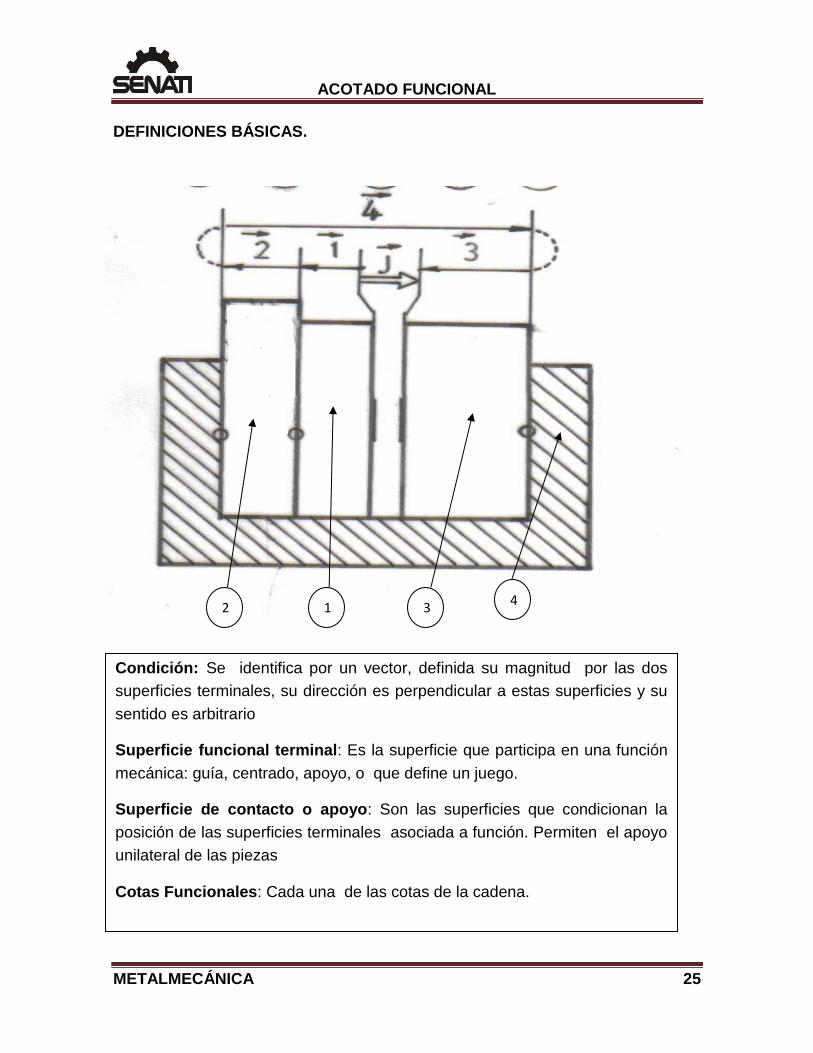
Condición: Se identifica por un vector, definida su magnitud por las dos
superficies terminales, su dirección es perpendicular a estas superficies y su
sentido es arbitrario
Superficie funcional terminal: Es la superficie que participa en una función
mecánica: guía, centrado, apoyo, o que define un juego.
Superficie de contacto o apoyo: Son las superficies que condicionan la
posición de las superficies terminales asociada a función. Permiten el apoyo
unilateral de las piezas
Cotas Funcionales: Cada una de las cotas de la cadena.
ACOTADO FUNCIONAL
METALMECÁNICA 26
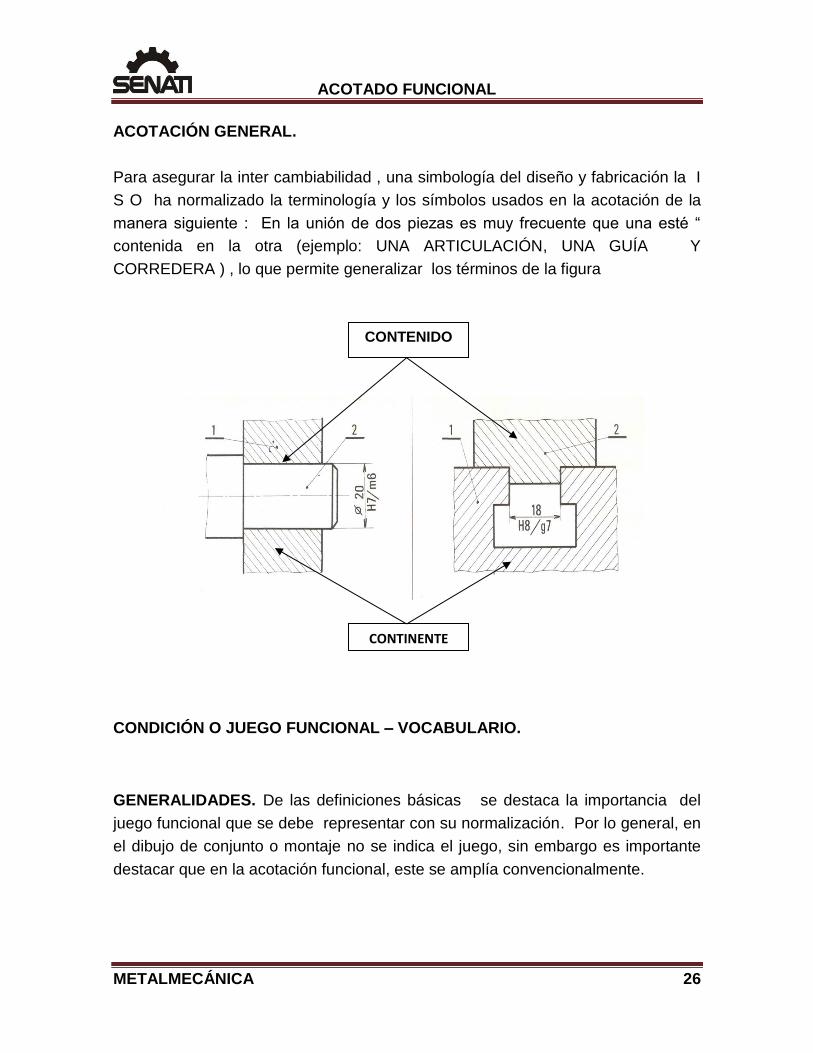
ACOTACIÓN GENERAL.
Para asegurar la inter cambiabilidad , una simbología del diseño y fabricación la I
S O ha normalizado la terminología y los símbolos usados en la acotación de la
manera siguiente : En la unión de dos piezas es muy frecuente que una esté “
contenida en la otra (ejemplo: UNA ARTICULACIÓN, UNA GUÍA Y
CORREDERA ) , lo que permite generalizar los términos de la figura
CONDICIÓN O JUEGO FUNCIONAL – VOCABULARIO.
GENERALIDADES. De las definiciones básicas se destaca la importancia del
juego funcional que se debe representar con su normalización. Por lo general, en
el dibujo de conjunto o montaje no se indica el juego, sin embargo es importante
destacar que en la acotación funcional, este se amplía convencionalmente.
CONTENIDO
CONTINENTE
ACOTADO FUNCIONAL
METALMECÁNICA 27
REGLAS:
VOCABULARIO - TEERMINOLOGÍA
VOCABULARIO - TERMINOLOGÍA.
A partir de estas dos reglas se define el vocabulario o terminología siguiente:
El origen y extremidad del vector condición son arbitrarios; pero una vez fijados
deben ser inmutables.
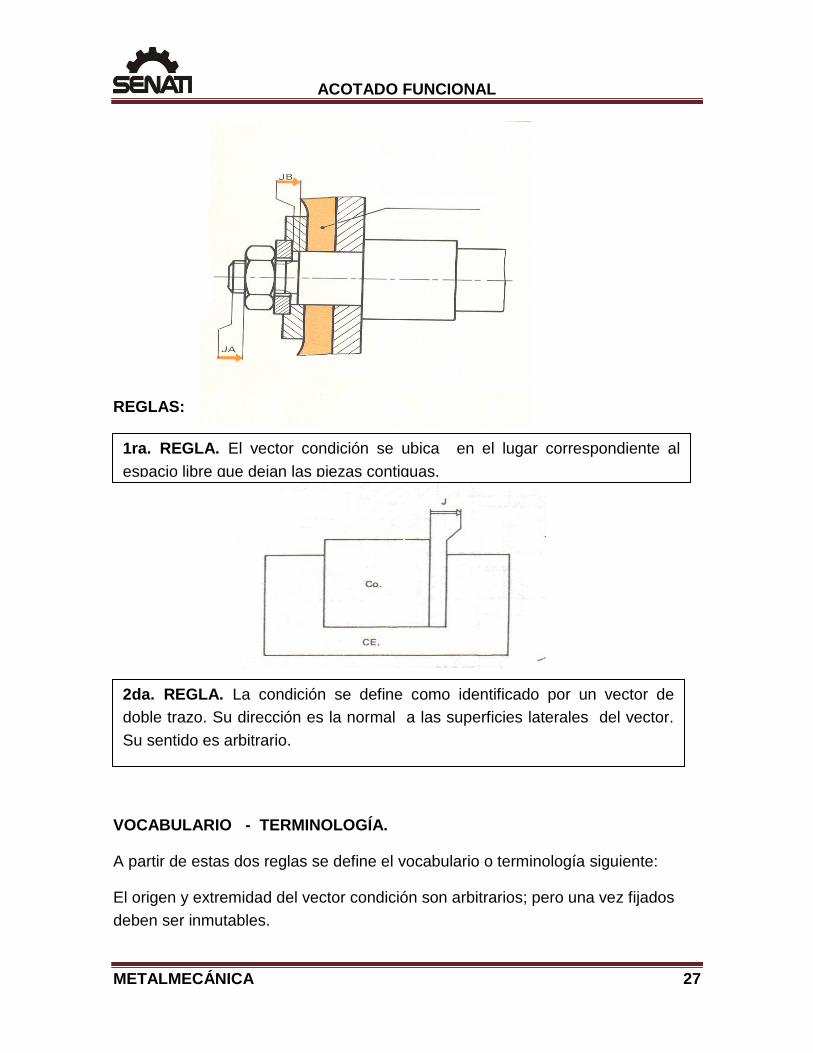
1ra. REGLA. El vector condición se ubica en el lugar correspondiente al
espacio libre que dejan las piezas contiguas.
2da. REGLA. La condición se define como identificado por un vector de
doble trazo. Su dirección es la normal a las superficies laterales del vector.
Su sentido es arbitrario.
ACOTADO FUNCIONAL
METALMECÁNICA 28
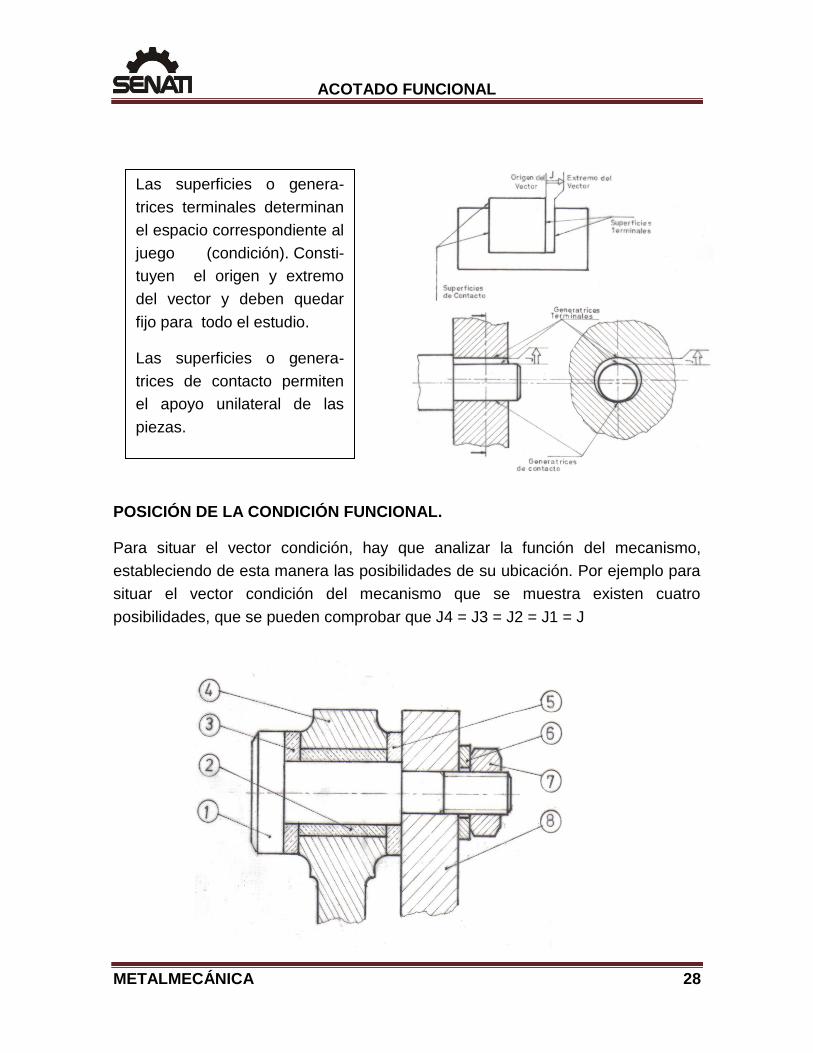
POSICIÓN DE LA CONDICIÓN FUNCIONAL.
Para situar el vector condición, hay que analizar la función del mecanismo,
estableciendo de esta manera las posibilidades de su ubicación. Por ejemplo para
situar el vector condición del mecanismo que se muestra existen cuatro
posibilidades, que se pueden comprobar que J4 = J3 = J2 = J1 = J
Las superficies o genera-
trices terminales determinan
el espacio correspondiente al
juego (condición). Consti-
tuyen el origen y extremo
del vector y deben quedar
fijo para todo el estudio.
Las superficies o genera-
trices de contacto permiten
el apoyo unilateral de las
piezas.
ACOTADO FUNCIONAL
METALMECÁNICA 29
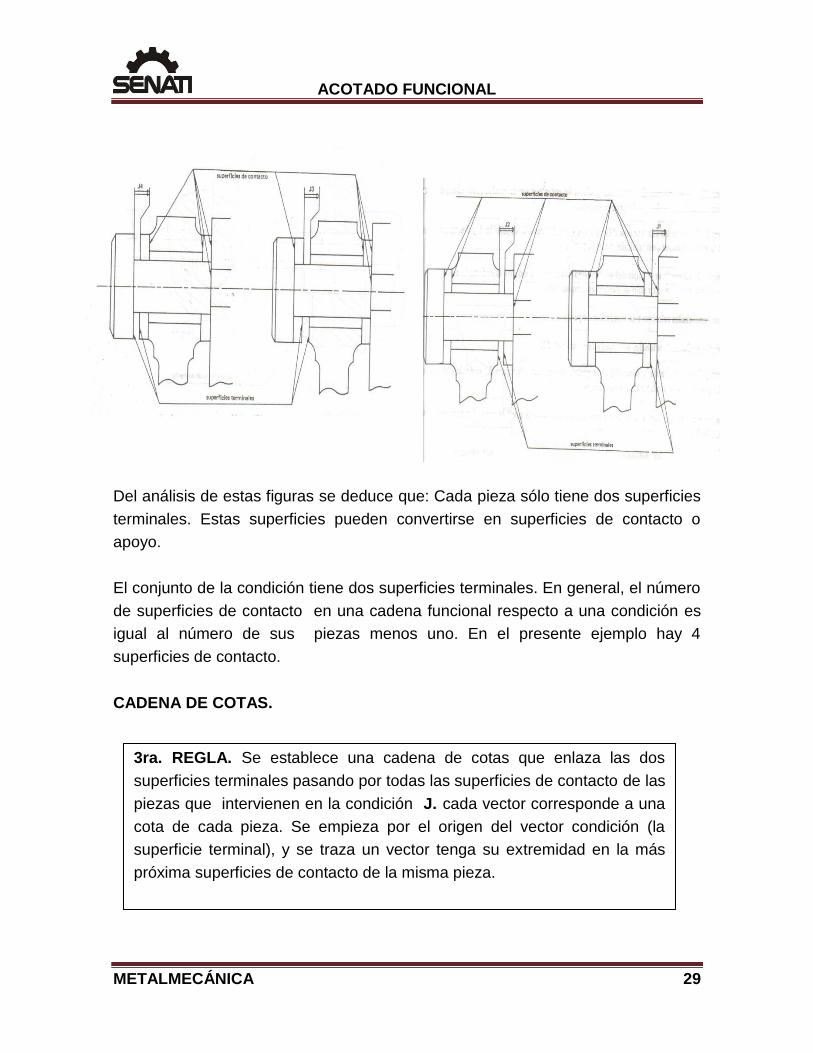
Del análisis de estas figuras se deduce que: Cada pieza sólo tiene dos superficies
terminales. Estas superficies pueden convertirse en superficies de contacto o
apoyo.
El conjunto de la condición tiene dos superficies terminales. En general, el número
de superficies de contacto en una cadena funcional respecto a una condición es
igual al número de sus piezas menos uno. En el presente ejemplo hay 4
superficies de contacto.
CADENA DE COTAS.
3ra. REGLA. Se establece una cadena de cotas que enlaza las dos
superficies terminales pasando por todas las superficies de contacto de las
piezas que intervienen en la condición J. cada vector corresponde a una
cota de cada pieza. Se empieza por el origen del vector condición (la
superficie terminal), y se traza un vector tenga su extremidad en la más
próxima superficies de contacto de la misma pieza.
ACOTADO FUNCIONAL
METALMECÁNICA 30
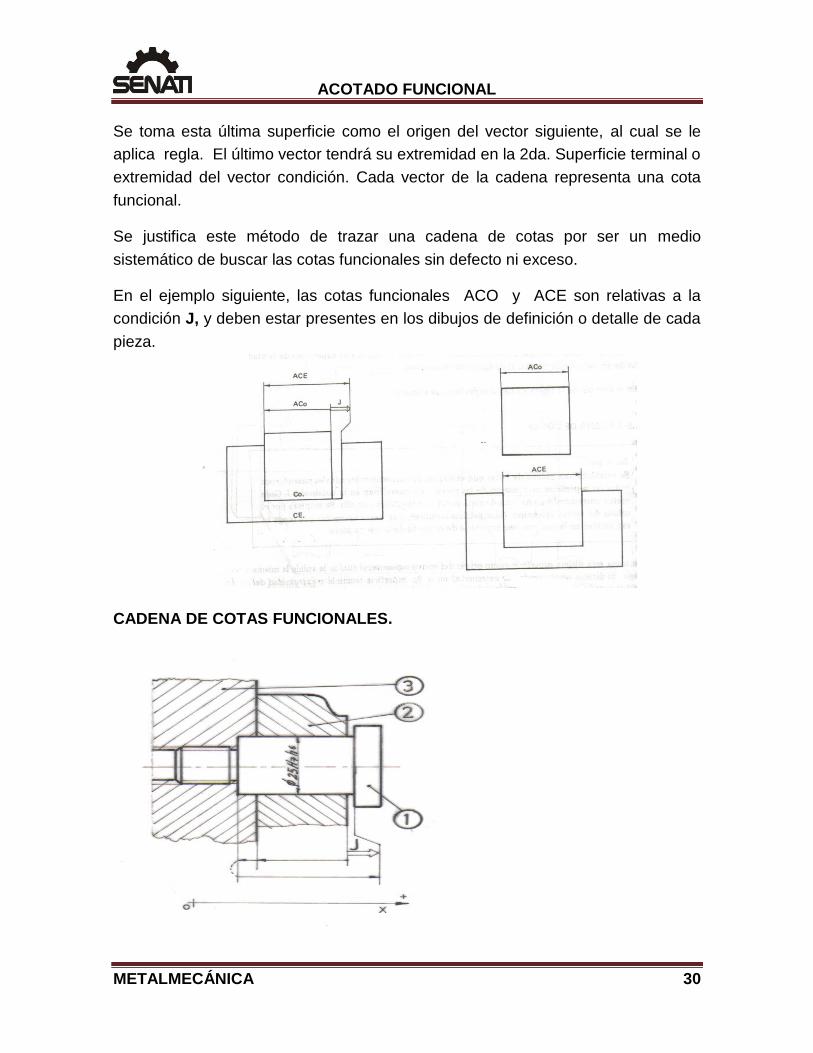
Se toma esta última superficie como el origen del vector siguiente, al cual se le
aplica regla. El último vector tendrá su extremidad en la 2da. Superficie terminal o
extremidad del vector condición. Cada vector de la cadena representa una cota
funcional.
Se justifica este método de trazar una cadena de cotas por ser un medio
sistemático de buscar las cotas funcionales sin defecto ni exceso.
En el ejemplo siguiente, las cotas funcionales ACO y ACE son relativas a la
condición J, y deben estar presentes en los dibujos de definición o detalle de cada
pieza.
CADENA DE COTAS FUNCIONALES.
ACOTADO FUNCIONAL
METALMECÁNICA 31
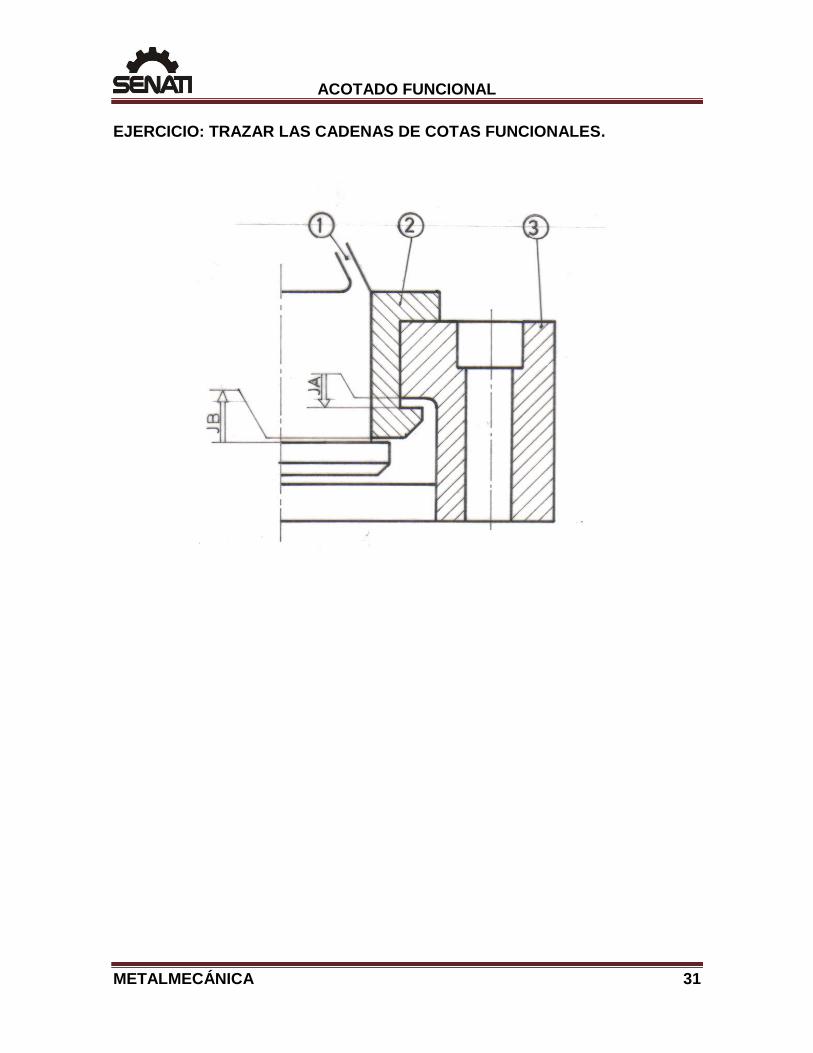
EJERCICIO: TRAZAR LAS CADENAS DE COTAS FUNCIONALES.
ACOTADO FUNCIONAL
METALMECÁNICA 32
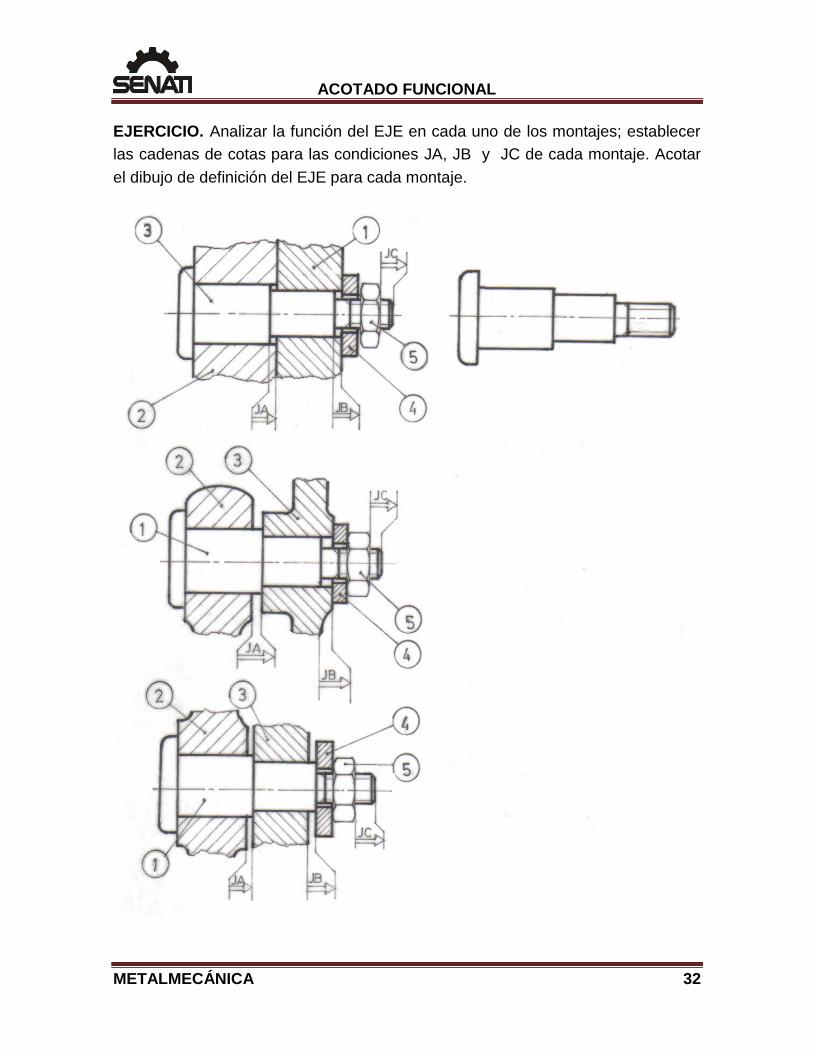
EJERCICIO. Analizar la función del EJE en cada uno de los montajes; establecer
las cadenas de cotas para las condiciones JA, JB y JC de cada montaje. Acotar
el dibujo de definición del EJE para cada montaje.
ACOTADO FUNCIONAL
METALMECÁNICA 33
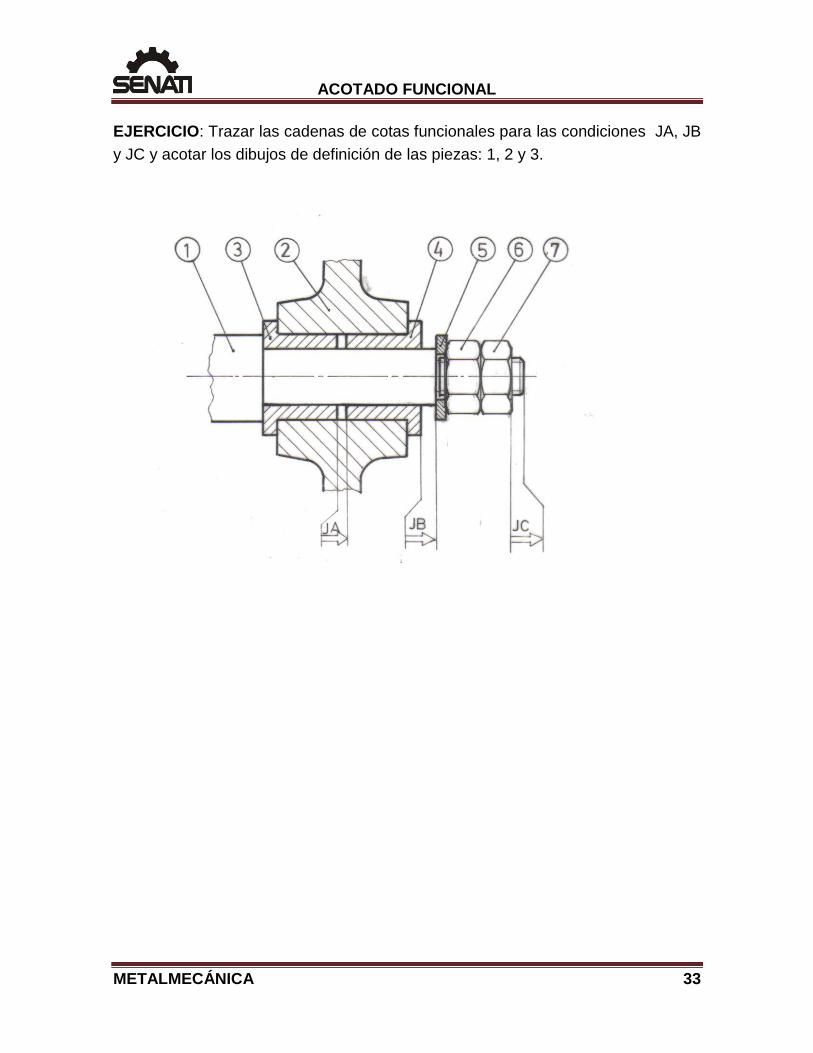
EJERCICIO: Trazar las cadenas de cotas funcionales para las condiciones JA, JB
y JC y acotar los dibujos de definición de las piezas: 1, 2 y 3.
ACOTADO FUNCIONAL
METALMECÁNICA 34
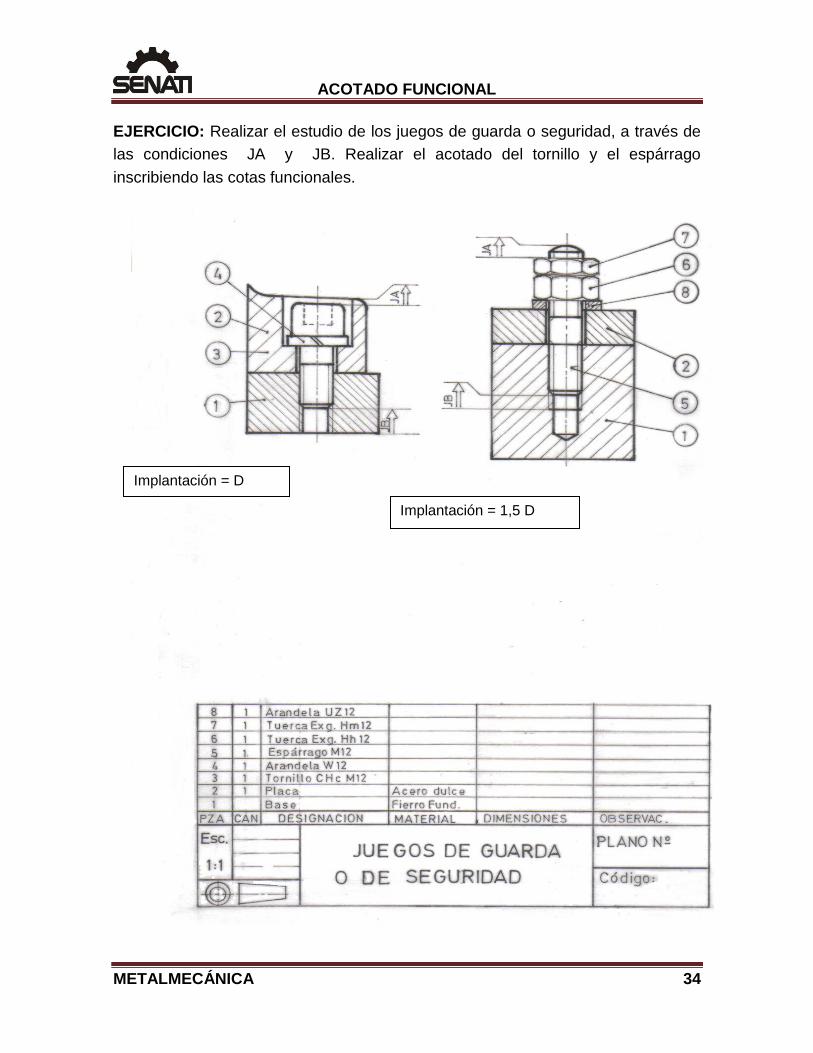
EJERCICIO: Realizar el estudio de los juegos de guarda o seguridad, a través de
las condiciones JA y JB. Realizar el acotado del tornillo y el espárrago
inscribiendo las cotas funcionales.
Implantación = D
Implantación = 1,5 D
ACOTADO FUNCIONAL
METALMECÁNICA 35
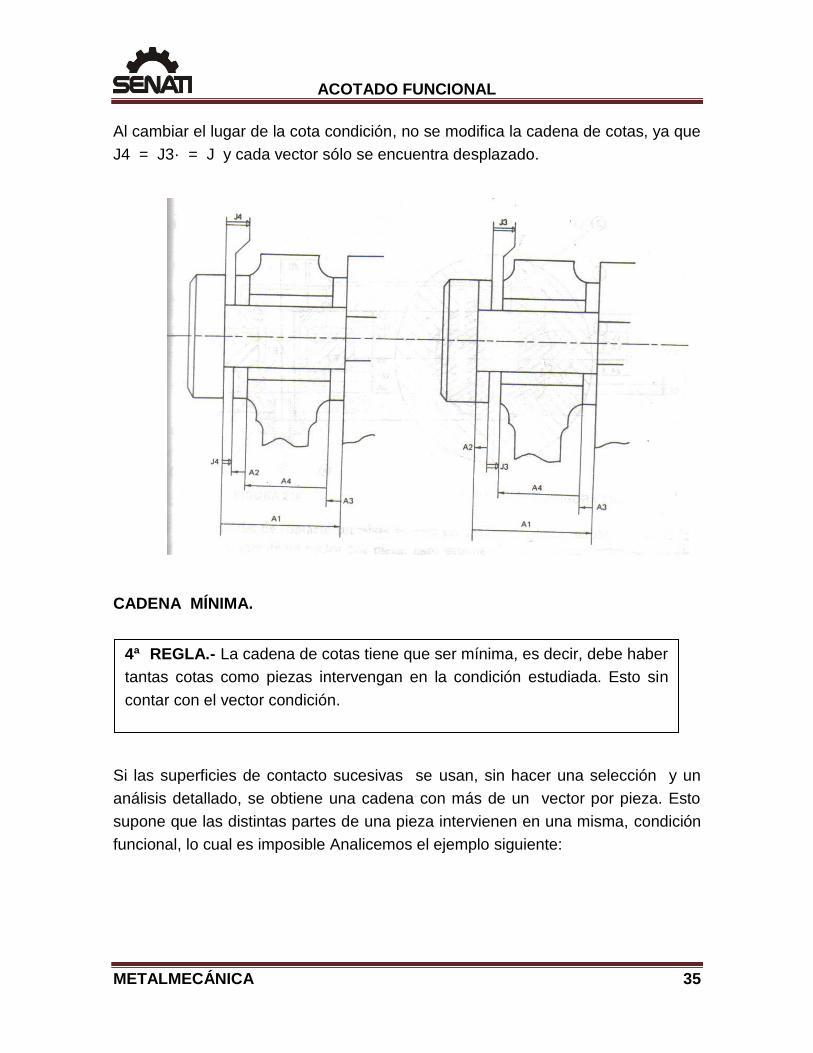
Al cambiar el lugar de la cota condición, no se modifica la cadena de cotas, ya que
J4 = J3· = J y cada vector sólo se encuentra desplazado.
CADENA MÍNIMA.
Si las superficies de contacto sucesivas se usan, sin hacer una selección y un
análisis detallado, se obtiene una cadena con más de un vector por pieza. Esto
supone que las distintas partes de una pieza intervienen en una misma, condición
funcional, lo cual es imposible Analicemos el ejemplo siguiente:
4ª REGLA.- La cadena de cotas tiene que ser mínima, es decir, debe haber
tantas cotas como piezas intervengan en la condición estudiada. Esto sin
contar con el vector condición.
ACOTADO FUNCIONAL
METALMECÁNICA 36
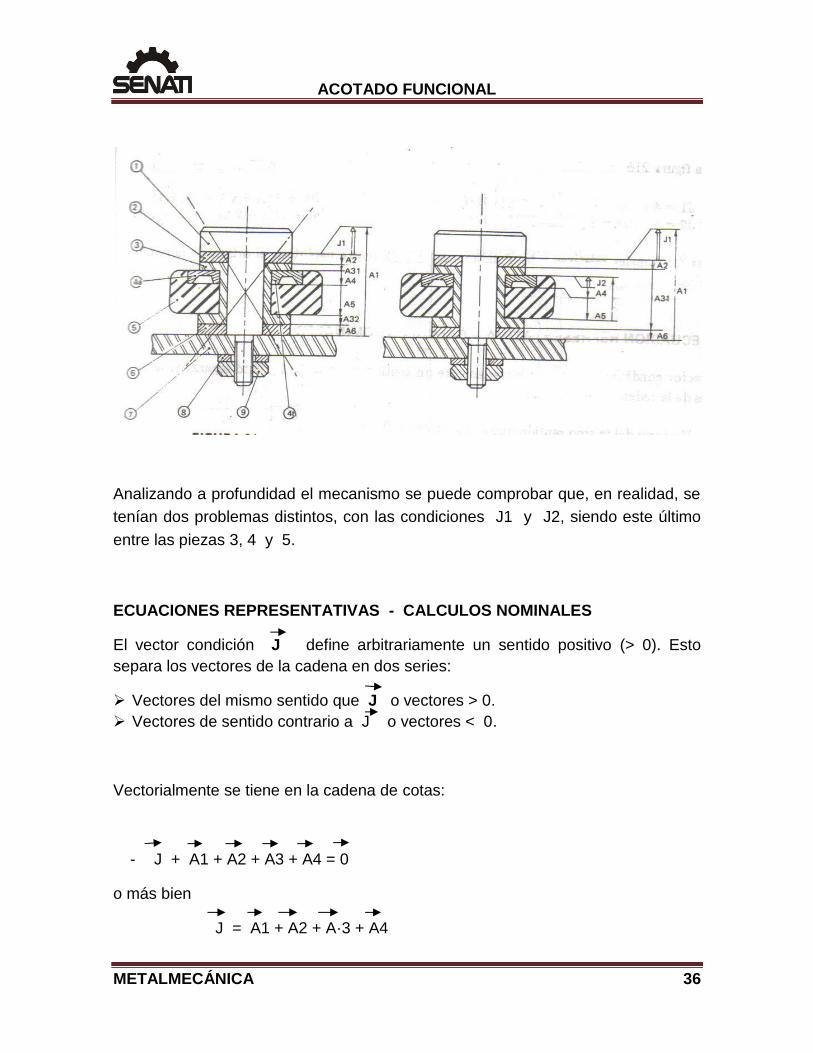
Analizando a profundidad el mecanismo se puede comprobar que, en realidad, se
tenían dos problemas distintos, con las condiciones J1 y J2, siendo este último
entre las piezas 3, 4 y 5.
ECUACIONES REPRESENTATIVAS - CALCULOS NOMINALES
El vector condición J define arbitrariamente un sentido positivo (> 0). Esto
separa los vectores de la cadena en dos series:
Vectores del mismo sentido que J o vectores > 0.
Vectores de sentido contrario a J o vectores < 0.
Vectorialmente se tiene en la cadena de cotas:
- J + A1 + A2 + A3 + A4 = 0
o más bien
J = A1 + A2 + A·3 + A4
ACOTADO FUNCIONAL
METALMECÁNICA 37
Algebraicamente esta ecuación toma la forma:
J = A1 + A2 + A3 + A4
Dependiendo del número y sentido de cotas (vectores), por ejemplo podemos
establecer:
Con cotas < 0 (A1 y A2) y con cotas > 0 (A3 y A4).
Si se tienen en cuenta únicamente los valores aritméticos la ecuación sería:
Este cálculo es el denominado de: VALORES NOMINALES
Forma general de esta ecuación:
J = A3 + A4 – (A1 + A2)
CONDICIÓN = Vectores del mismo sentido que la condición - Vectores de
sentido contrario.
COTA CONDICIÓN = COTAS CONTINENTES - COTAS CONTENIDAS
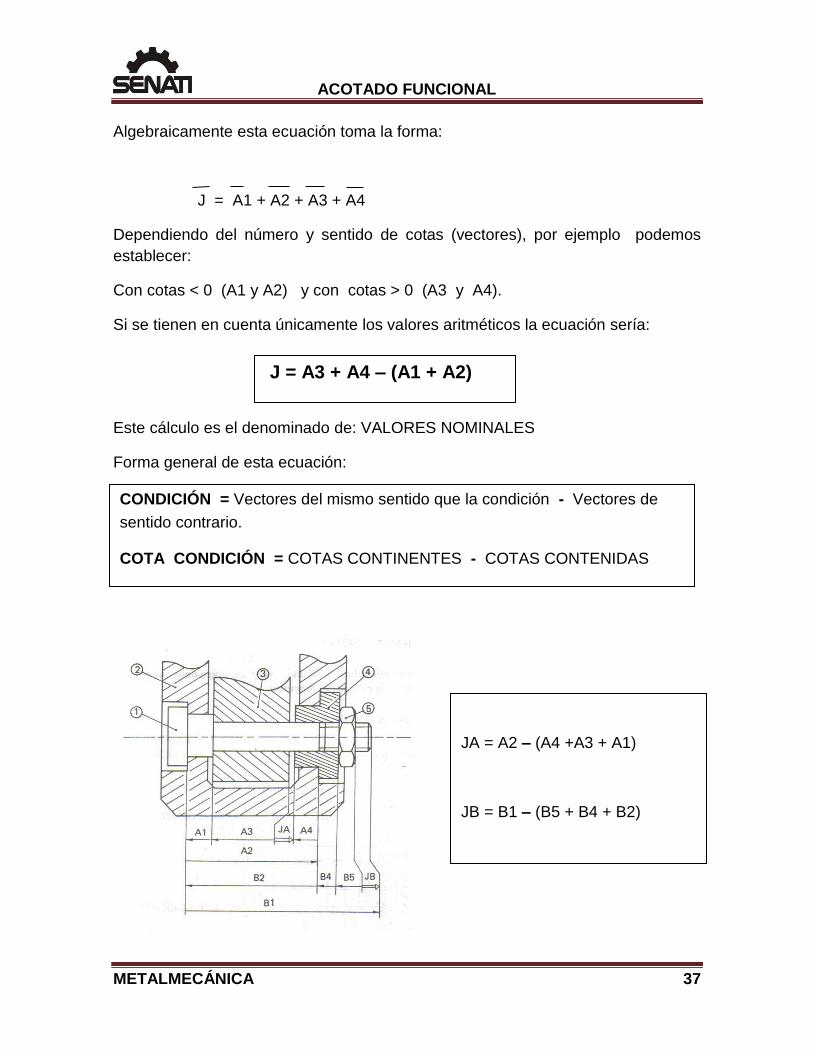
JA = A2 – (A4 +A3 + A1)
JB = B1 – (B5 + B4 + B2)

ACOTADO FUNCIONAL
METALMECÁNICA 38
1. COTAS FUNCIONALES
1.2 Interdependencia: Todas las cotas funcionales de una misma
cadena, son los eslabones de ella y deben satisfacer la ecuación
de base (ellas son interdependientes). JA = cotas continentes –
cotas contenidas.
1.3 Valores:
Condición JA: Valor resultantes de los cálculos y sobre
todo de los ensayos mecánicos.
Cotas funcionales : Resultantes en parte de los cálculos
de resistencia de materiales
2. PROBLEMA 1
2.2 Dado: JA = 0,1 y A1 = 25
A2 =… no puede ser dado, depende de los precedentes.
2.3 Cálculos: JA = C. continente - C. contenido
JA = A2 – A1
0,1 = A2 – 25 A2 = 25 + 0,1 = 25,1
3. PROBLEMA 2
3.2 Datos dados: JA = 0,05; A2 = 180,2
A3 = A4 = 18,7; A1 = 71,5
A5 = No puede ser dado, depende de los precedentes
3.3 Cálculos: JA = C. Continente – C. Contenido
JA = A2 – (A1 + A3 + A4 + A5 )
0,05 = 180,2 – 108,9 – A5
A5 = 180,2 – 108,9 – 0,05 A5 = 71,25
3.4 Dibujo de detalle con las cotas funcionales
1.1 Cadena mínima
2.1 Análisis
3.1 Análisis
CONCLUSIÓN: Todas las cotas funcionales de la cadena, excepto una, pueden ser
elegidas a priori, siguiendo diferentes criterios. La cota restante debe ser calculada en
función
COTAS FUNCIONALES – CÁLCULOS EN VALOR NOMINAL
ACOTADO FUNCIONAL
METALMECÁNICA 39
AJUSTES Y TOLERANCIAS NORMALIZADAS.
Se denomina Ajuste a la relación mecánica existente entre dos piezas que
pertenecen a una máquina o equipo industrial, cuando una de ellas encaja o se
acopla en la otra.
Las tareas relacionadas con esta actividad pertenecen al campo de la mecánica
de precisión. En mecánica, el ajuste mecánico tiene que ver con la tolerancia de
fabricación en las dimensiones de dos piezas que se han de ajustar la una a la
otra. El ajuste mecánico se realiza entre un eje y un orificio. Si uno de ellos tiene
una medida nominal por encima de esa tolerancia, ambas piezas sencillamente no
ajustarán y será imposible encajarlas. Es por eso que existen las normas ISO que
regulan las tolerancias aplicables en función de los diámetros del eje y del orificio.
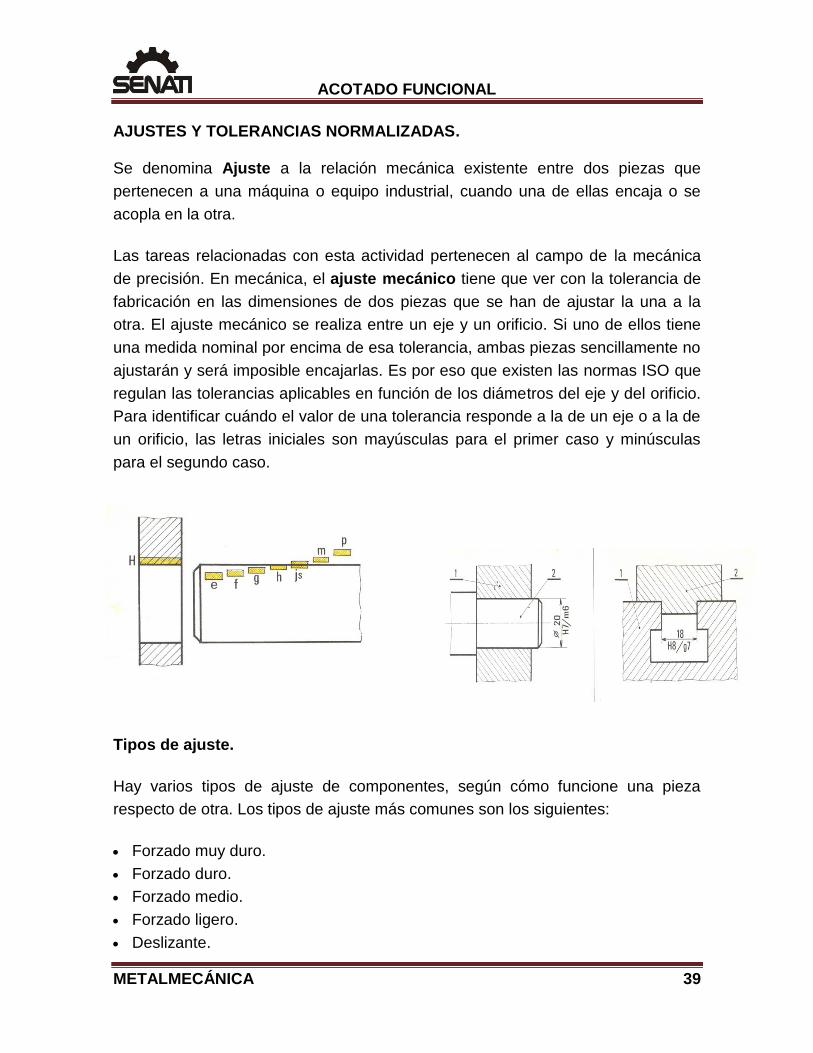
Para identificar cuándo el valor de una tolerancia responde a la de un eje o a la de
un orificio, las letras iniciales son mayúsculas para el primer caso y minúsculas
para el segundo caso.
Tipos de ajuste.
Hay varios tipos de ajuste de componentes, según cómo funcione una pieza
respecto de otra. Los tipos de ajuste más comunes son los siguientes:
Forzado muy duro.
Forzado duro.
Forzado medio.
Forzado ligero.
Deslizante.
ACOTADO FUNCIONAL
METALMECÁNICA 40
Giratorio.
Holgado medio.
Muy holgado.
Se entiende por ajuste forzado en los diferentes grados que existen cuando una
pieza se inserta en la otra mediante presión y que durante el funcionamiento futuro
en la máquina, donde esté montada, no tiene que sufrir ninguna movilidad o giro.
Por ajuste deslizante o giratorio se entiende que una pieza se va a mover
cuando esté insertada en la otra de forma suave, sin apenas holgura.
Ajuste holgado es que una pieza se va a mover con respecto a la otra de forma
totalmente libre.
En el ajuste forzado muy duro el acoplamiento de las piezas se produce por
dilatación o contracción, y las piezas no necesitan ningún seguro contra la rotación
de una con respecto a la otra.
En el ajuste forzado duro las piezas son montadas o desmontadas a presión
pero necesitan un seguro contra giro, chaveta por ejemplo, que no permita el
giro de una con respecto a la otra.
En el ajuste forzado medio las piezas se montan y desmontan con gran
esfuerzo, y necesitan un seguro contra giro y deslizamiento.
En el ajuste forzado ligero las piezas se montan y desmontan sin gran
esfuerzo, con mazos de madera, por ejemplo y necesitan seguro contra giro y
deslizamiento.
Los ajustes de piezas deslizantes tienen que tener una buena lubricación y su
deslizamiento o giro tiene que ser con presión o fuerza manual.
Las piezas con ajuste giratorio necesitan estar bien lubricadas y pueden girar
con cierta holgura.
ACOTADO FUNCIONAL
METALMECÁNICA 41
Las piezas con ajuste holgado son piezas móviles que giran libremente y
pueden estar o no lubricadas.
Las piezas con ajustes muy holgados son piezas móviles con mucha
tolerancia que tienen mucho juego y giran libremente.
PIEZAS MACHO Y PIEZAS HEMBRA (EJE - AGUJERO).
Cuando se produce el acoplamiento o ajuste de una pieza con otra, una de ellas
recibe el nombre de macho y la otra recibe el nombre de hembra. Las piezas
macho corresponden a las que tienen dimensiones externas tales como ejes, árbol
de transmisión, chavetas, estrías, etc. Las piezas hembra son las que tienen las
dimensiones donde se alojan las piezas macho, tales como agujeros, ranuras, etc.
También guardan una estrecha relación de ajuste los elementos roscados y los
engranajes.
La relación de holgura que se establece entre troqueles y matrices está sujeta a
tolerancias muy pequeñas de fabricación. También son objetos de tolerancia muy
precisa las distancias que hay entre los centros de agujeros que tienen las cajas
de velocidades y reductoras y aquellas que alojan en su seno engranajes u otros
mecanismos. Igualmente requieren a veces tolerancias muy precisas las
posiciones angulares de determinados elementos de las máquinas
INTERCAMBIABILIDAD DE COMPONENTES.
El desarrollo de la producción industrial ha sido posible gracias a la
intercambiabilidad que tienen los componentes cuando se acoplan unos a otros, lo
que permite las grandes producciones en series y mecanizarlos en lugares
diferentes, sin que sea necesario el ajuste individual de una pieza con su pareja.
Este fenómeno de la intercambiabilidad se da gracias a que las piezas se
producen dentro de una tolerancia adecuada que las permite acoplarse con su
pareja y conseguir el ajuste predeterminado. La tolerancia de mecanizado la
designa el creador de la máquina teniendo en cuenta sus costes y su
funcionalidad. Conseguir tolerancias muy pequeñas conlleva un coste muy
considerable en el mecanizado y en el tipo de material que se utilice.
ACOTADO FUNCIONAL
METALMECÁNICA 42
TOLERANCIA DE MECANIZADO.
Se denomina tolerancia de mecanizado a la diferencia que se permite que exista
entre un valor máximo de una cota nominal y un valor mínimo para que la medida
real de esa cota pueda ser considerada válida de acuerdo con la tolerancia que
tenga la pieza donde se va a acoplar. Cuanta más pequeña sea la tolerancia
exigida mayor será la dificultad de conseguir piezas aceptables. La tolerancia se
hace necesaria porque en los procesos de mecanizado se producen interferencias
entre las herramientas de corte y los materiales que hacen imposible conseguir
una medida exacta de forma repetitiva.
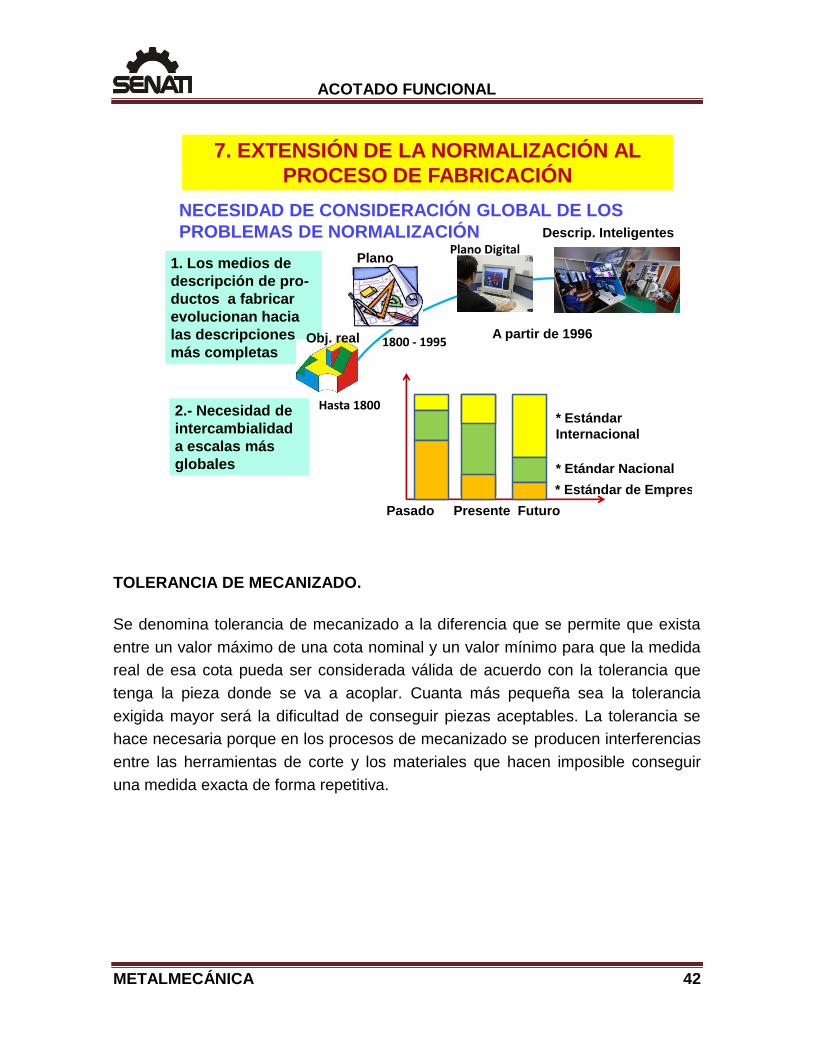
7. EXTENSIÓN DE LA NORMALIZACIÓN AL
PROCESO DE FABRICACIÓN
NECESIDAD DE CONSIDERACIÓN GLOBAL DE LOS
PROBLEMAS DE NORMALIZACIÓN
1. Los medios de
descripción de pro-
ductos a fabricar
evolucionan hacia
las descripciones
más completas
Hasta 1800
1800 - 1995A partir de 1996Obj. real
PlanoPlano Digital
Descrip. Inteligentes
2.- Necesidad de
intercambialidad
a escalas más
globales
Pasado Presente Futuro
* Estándar de Empresa
* Etándar Nacional
* Estándar
Internacional

ACOTADO FUNCIONAL
METALMECÁNICA 43
1. INTRODUCCIÓN A LA NORMALIZACIÓN.
FABRICACIÓN
ARTESANAL• Cada mecanismo o montaje se
fabrica individualmente.
• Las piezas se fabrican para
una unidad específica del
montaje.
• No importa la repetitividad.
• Se hace encajar y funcionar
correctamente al conjunto
recortando o añadiendo las
piezas necesarias.
• No importa que las piezas
resultantes no se ajusten a los
planos.
FABRICACIÓN EN SERIE• Cada pieza de un conjunto se
fabrica con independencia de
las restantes.
• Las piezas fabricadas indepen-
dientemente entre ellas deben
acoplar perfectamente preci-
sas e intercambiables.
• El conjunto debe poder ser
montado con cualquier grupo
de piezas de la serie.
• También se beneficia el re-
puesto de piezas gastadas.
• Las piezas son intercambiables si sus
dimensiones están dentro de ciertos límites
en torno a la dimensión nominal.
• A más precisión, mayor coste, tiempo y
material desechado.
• Se debe producir con una precisión suficiente
para que las piezas sean intercambiables y
se puedan montar en el conjunto.
• Concepto de tolerancia: zona donde la
dimensión real de la pieza puede variar sin
afectar su intercambiabilidad.
NORMALIZACIÓN
ACOTADO FUNCIONAL
METALMECÁNICA 44
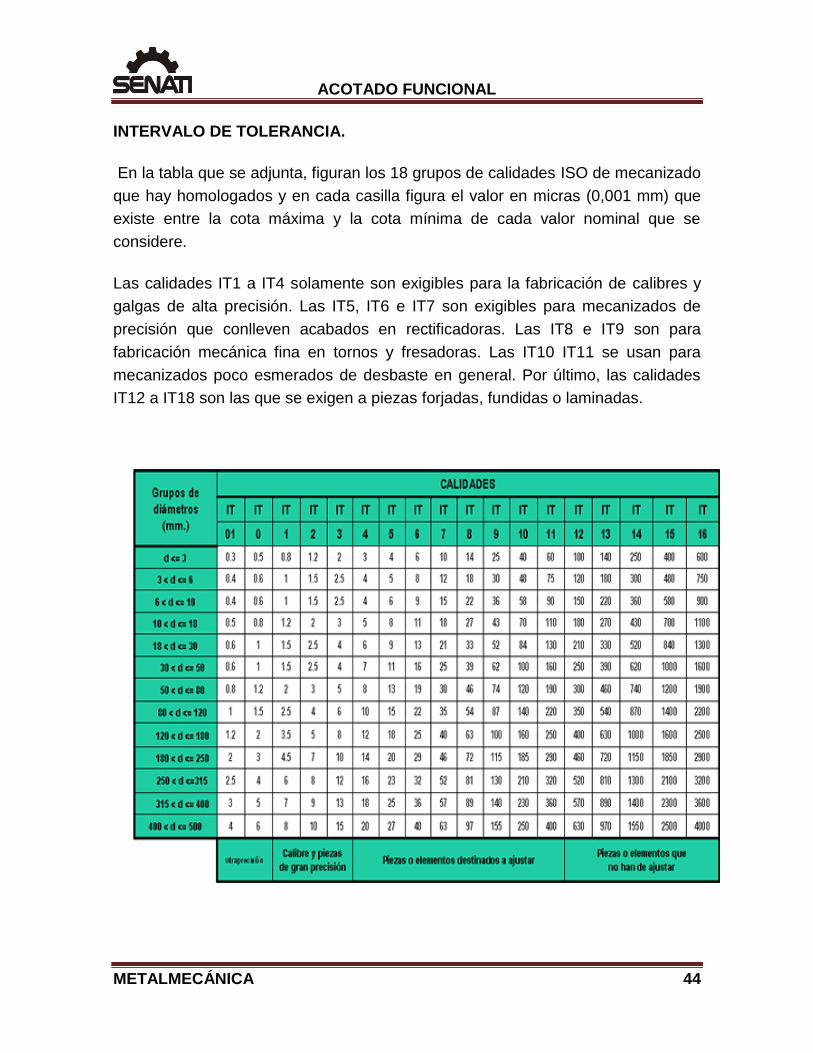
INTERVALO DE TOLERANCIA.
En la tabla que se adjunta, figuran los 18 grupos de calidades ISO de mecanizado
que hay homologados y en cada casilla figura el valor en micras (0,001 mm) que
existe entre la cota máxima y la cota mínima de cada valor nominal que se
considere.
Las calidades IT1 a IT4 solamente son exigibles para la fabricación de calibres y
galgas de alta precisión. Las IT5, IT6 e IT7 son exigibles para mecanizados de
precisión que conlleven acabados en rectificadoras. Las IT8 e IT9 son para
fabricación mecánica fina en tornos y fresadoras. Las IT10 IT11 se usan para
mecanizados poco esmerados de desbaste en general. Por último, las calidades
IT12 a IT18 son las que se exigen a piezas forjadas, fundidas o laminadas.
ACOTADO FUNCIONAL
METALMECÁNICA 45
REPRESENTACIÓN DE LAS TOLERANCIAS.
Cuando en un plano aparece una cota con tolerancia es casi seguro que esa parte
se tiene que acoplar con otra pieza formando un ajuste determinado. La cota de
referencia se llama cota nominal, y el valor de la tolerancia se representa por una
letra mayúscula si corresponde a un agujero o a una cota hembra o por una letra
minúscula si corresponde a un eje o a una cota macho. También se puede señalar
la tolerancia indicando en números el valor máximo y mínimo que se permite en
torno al valor nominal.
Hay una línea de referencia sobre la que se sitúan las diferentes letras de las
tolerancias de las piezas, así las letras mayúsculas de la A a la H, corresponde a
tolerancias de hembras cuyo valor está por encima de la cota nominal, siendo el
valor mínimo de la letra H el que corresponde con el valor nominal de la cota. Las
letras mayúsculas de la J a la Z, corresponde a tolerancias de hembras cuyo valor
está por debajo de la cota nominal. Las letras de la tolerancia van acompañadas
de un número que corresponde a la calidad de mecanizado que se trate de
conseguir.
Por el contrario las cotas de los ejes que se representan con letras minúsculas
acompañadas del grado de calidad IT, las letras de la a a la h corresponde a
valores por debajo de la cota nominal siendo el valor máximo de la letra h el valor
de la cota nominal y los valores de la j a la z corresponden a valores por encima
de la cota nominal.
Ejemplo: 50H7--(50 +25 +0) -Valor máx. admisible: 50,025 Valor mín. admisible:
50,00
Ejemplo: 30 m6--(30 + 21+8- Valor máx. admisible: 30,021 Valor mín. admisible:
30,008
La situación de la tolerancia con las respectivas letras de EJES y AGUJEROS se
encuentra en las Normas ISO de mecanizado y en prontuarios de mecanizado
JUEGO MÁXIMO Y MÍNIMO DE UN AJUSTE.
ACOTADO FUNCIONAL
METALMECÁNICA 46
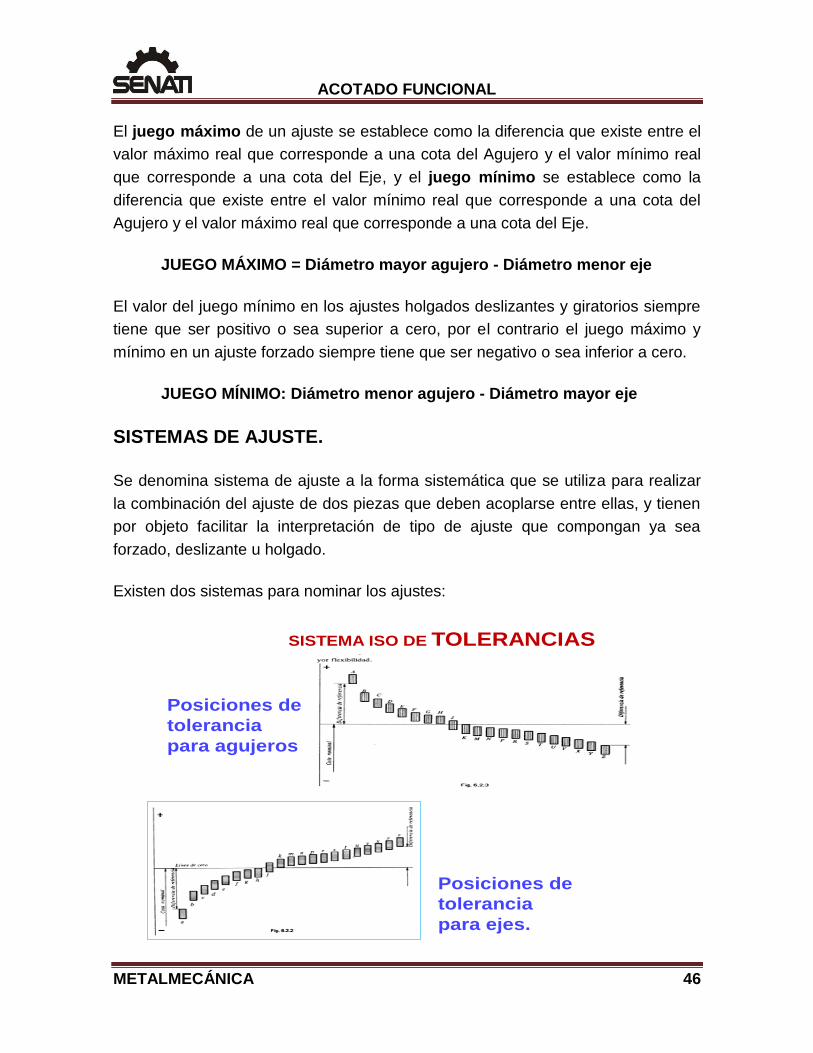
SISTEMA ISO DE TOLERANCIAS
Posiciones de
tolerancia
para agujeros
Posiciones de
tolerancia
para ejes.
El juego máximo de un ajuste se establece como la diferencia que existe entre el
valor máximo real que corresponde a una cota del Agujero y el valor mínimo real
que corresponde a una cota del Eje, y el juego mínimo se establece como la
diferencia que existe entre el valor mínimo real que corresponde a una cota del
Agujero y el valor máximo real que corresponde a una cota del Eje.
JUEGO MÁXIMO = Diámetro mayor agujero - Diámetro menor eje
El valor del juego mínimo en los ajustes holgados deslizantes y giratorios siempre
tiene que ser positivo o sea superior a cero, por el contrario el juego máximo y
mínimo en un ajuste forzado siempre tiene que ser negativo o sea inferior a cero.
JUEGO MÍNIMO: Diámetro menor agujero - Diámetro mayor eje
SISTEMAS DE AJUSTE.
Se denomina sistema de ajuste a la forma sistemática que se utiliza para realizar
la combinación del ajuste de dos piezas que deben acoplarse entre ellas, y tienen
por objeto facilitar la interpretación de tipo de ajuste que compongan ya sea
forzado, deslizante u holgado.
Existen dos sistemas para nominar los ajustes:
ACOTADO FUNCIONAL
METALMECÁNICA 47
SISTEMA DE AGUJERO ÚNICO O AGUJERO BASE.
El sistema de agujero único o agujero base toma como elemento de referencia
de la situación de tolerancia la que corresponde a la letra H, que en su valor
mínimo coincide con la cota nominal. La letra de la tolerancia que corresponda
a la letra del eje determinará fácilmente el tipo de ajuste correspondiente de tal
forma que para ejes con la letra de la a a la h, será un ajuste deslizante y para
ejes con tolerancia de la j a la z será un ajuste forzado. En este sentido los
escariadores comerciales se suelen fabricar adaptados para conseguir las
tolerancias de agujeros H. Por esta razón es el sistema que más se utiliza.
Ejemplo : 30 H7 g 6 ; 40 H7 k 6
SISTEMA DE EJE ÚNICO O EJE BASE.
El sistema de eje único o eje base, toma como referencia la letra h donde su
valor máximo coincide con la cota nominal. En este sentido si el acoplamiento
se produce entre un eje h y agujero de la A a la H se tratará de un ajuste
deslizante u holgado y si el ajuste es entre un eje h y un agujero de la J a la Z
se tratará de un ajuste forzado. Ejemplo : 20 h 6 D 7
CALIDAD DE MECANIZADO. RUGOSIDAD.
Se entiende por rugosidad las crestas y surcos que la acción de las herramientas
de corte producen en las piezas mecanizadas según como sean las condiciones
tecnológicas del mecanizado.
La rugosidad guarda una relación muy estrecha con las tolerancias dimensionales
y la calidad de los ajustes, por ejemplo, para calidades de mecanizado inferiores a
IT7, se requieren acabados muy finos que solo producen las rectificadoras, para
calidades IT7 IT8 e IT9 se pueden conseguir rugosidades adecuadas con
acabados finos de los mecanizados blandos de piezas.
ACOTADO FUNCIONAL
METALMECÁNICA 48
OTROS PARÁMETROS DE AJUSTES.
Paralelismo
Perpendicularidad
Concentricidad
Paralelismo: A veces en determinados componentes se hace necesaria una
gran precisión en el paralelismo que tengan determinadas superficies
mecanizadas por lo que se indican en los planos constructivos los límites de
paralelismo que deben tener dichas superficies.
Perpendicularidad: La perpendicularidad entre una superficie cilíndrica
refrentada y su eje axial también puede ser crítica en algunas ocasiones y
también requiere procedimientos para su medición y control.
Redondez: Hay componentes que exigen una redondez muy precisa de sus
superficies cilíndricas, porque en algunas máquinas que sean deficientes
pueden producir óvalos en vez de circunferencias.
Conicidad: Hay superficies cónicas y lo que es necesario controlar es la
conicidad que tienen para que esté dentro de los datos previos de los planos.
Planitud: Es el nivel de horizontalidad que tiene una superficie que haya sido
mecanizada previamente.
Curvas esféricas es necesario verificar todo el perfil esférico de una pieza
Concentricidad: Concentricidad que deben tener varios diámetros de una
pieza que tengan

ACOTADO FUNCIONAL
METALMECÁNICA 49
VERIFICACIÓN Y CONTROL DE CALIDAD.
Cuando se establece la producción en serie de componentes hay que asegurar
que la calidad sea adecuada para que no se produzcan rechazos de componentes
al final del proceso cuando se procede al ensamblaje de las máquinas. Con este
fin existen en las empresas departamentos de Control de calidad que mediante las
operaciones oportunas de mediciones y verificación de las piezas garantizan la
calidad y pueden parar en cualquier momento la producción si detectan fallos en el
proceso. Antes de iniciar la producción en serie se procede a la puesta a punto de
cada máquina-herramienta en la operación de mecanizado que tenga asignada, y
cuando se mecaniza la primera pieza se la somete a un control riguroso de todos
los parámetros de calidad involucrados en esa fase. Si el resultado es positivo el
control de calidad del proceso lo asume el operario de la máquina quien es
responsable de mantener la calidad de la producción.
Para asegurar esta calidad el operario de la máquina tiene que disponer de los
instrumentos de medición galgas y calibres que sean necesarios
INSTRUMENTOS DE MEDIDA Y VERIFICACIÓN.
A medida que aumenta la exigencia de precisión en el mecanizado de piezas,
están surgiendo nuevos instrumentos muy sofisticados para la medición y
verificación de componentes. El equipo básico de medición de los mecanizados lo
constituyen los calibres pie de rey, micrómetros, gramiles, relojes comparadores,
galgas de tampón (pasa - no pasa) para verificar agujeros y galgas de herradura
(pasa-no pasa) para verificar diámetros exteriores.
Un calibre tampón se caracteriza por lo siguiente: Los dos extremos mecanizados
difieren en longitud siendo le cilindro más largo el PASA. Las dimensiones de
cilindro PASA corresponden a la dimensión mínima real de la cota nominal, y el
cilindro corto corresponde al lado NO PASA y tiene la dimensión correspondiente
al diámetro mayor de la cota nominal correspondiente.
Por su parte la herradura para verificar diámetros de ejes o exteriores de otras
piezas, la apertura PASA y corresponde con la dimensión máxima de la cota
nominal y el NO PASA corresponde con la dimensión mínima de la cota nominal.
ACOTADO FUNCIONAL
METALMECÁNICA 50
MECANIZADO DE PRECISIÓN.
El mecanizado de precisión aparece como una evolución hacia una mayor
precisión demandada y como una nueva respuesta a nuevas necesidades. Por
otra parte, hay una tendencia generalizada hacia la miniaturización en muchos
campos de actividad.
Cabe citar las aplicaciones de la industria electrónica, los periféricos de
ordenadores, la miniaturización de los sensores, las aplicaciones quirúrgicas y las
relacionadas con la biotecnología, las precisiones necesitadas en la industria
óptica, las telecomunicaciones, la instrumentación científica y la sensorización del
automóvil y de los electrodomésticos. La precisión y ultraprecisión son elementos
indispensables de la miniaturización. Equipos que midan y posicionen con
precisión son necesarios
Todas estas demandas conducen a máquinas más precisas, pequeñas, con
arquitecturas especiales, diseñadas con principios de la ingeniería de precisión,
trabajando a veces en atmósferas controladas, con compensaciones de
deformaciones especialmente térmicas. Obligan al uso de materiales,
herramientas, controles y accionamientos y de todo tipo de componentes,
especialmente diseñados para cumplir con las características del mecanizado de
precisión
ACOTADO FUNCIONAL
METALMECÁNICA 51
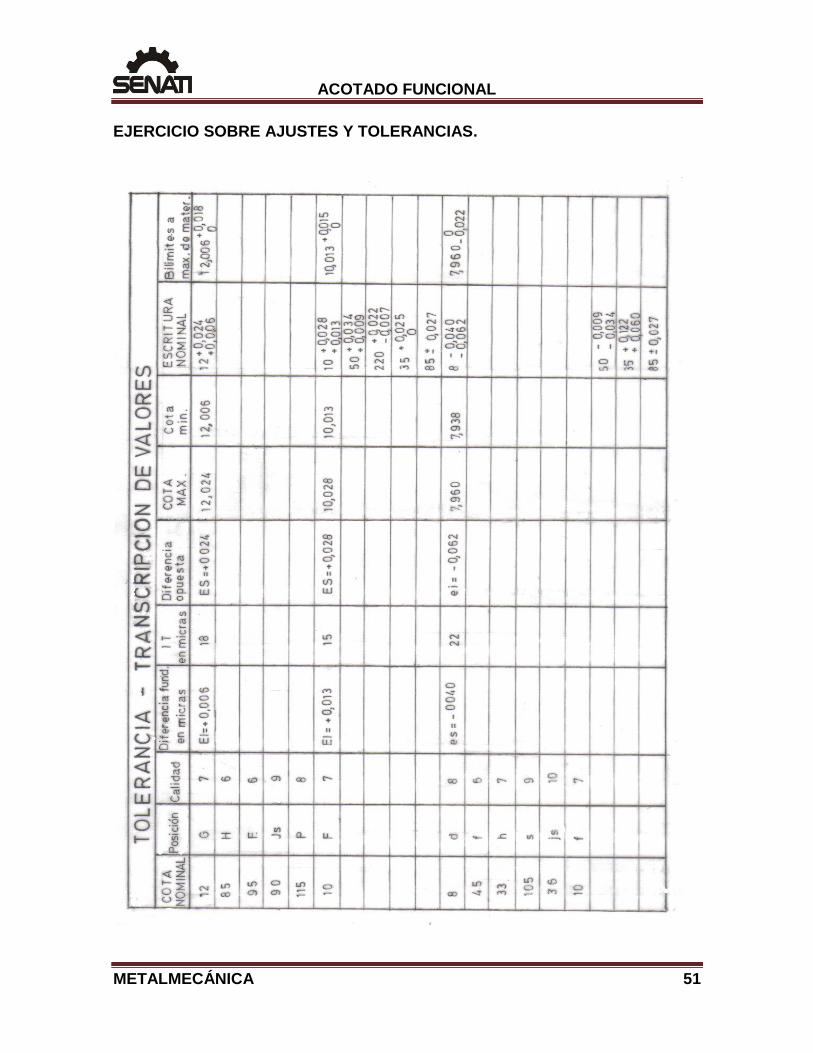
EJERCICIO SOBRE AJUSTES Y TOLERANCIAS.
ACOTADO FUNCIONAL
METALMECÁNICA 52
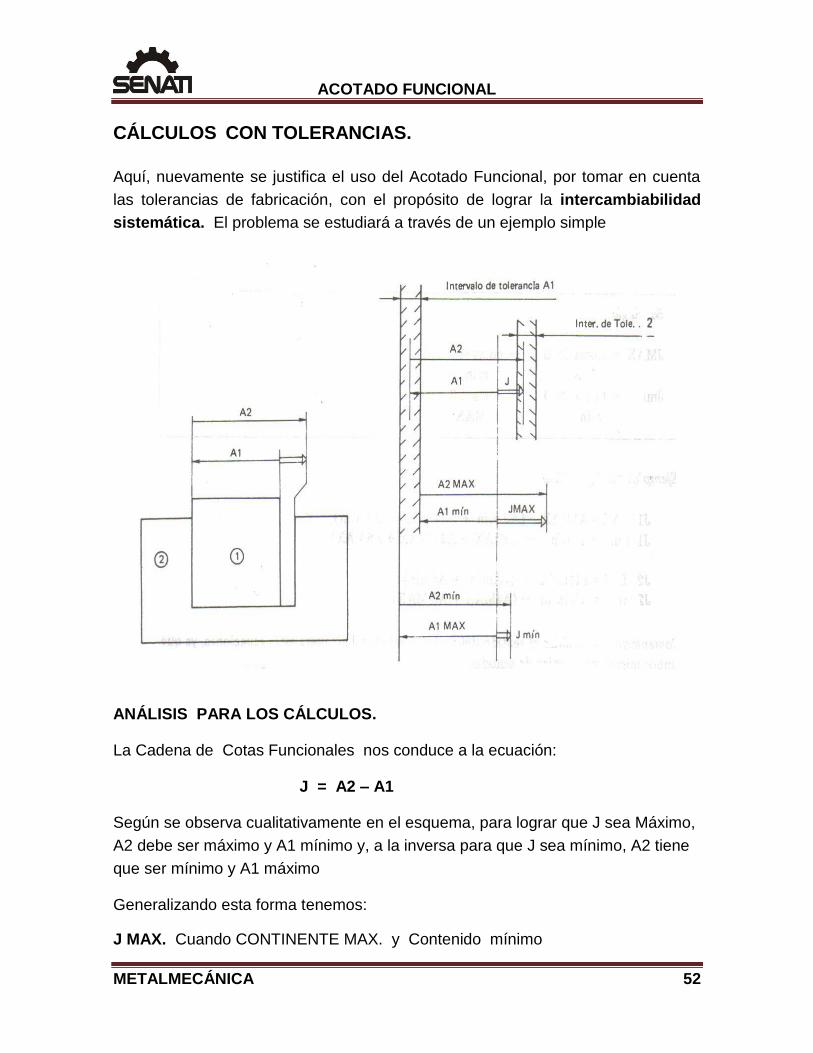
CÁLCULOS CON TOLERANCIAS.
Aquí, nuevamente se justifica el uso del Acotado Funcional, por tomar en cuenta
las tolerancias de fabricación, con el propósito de lograr la intercambiabilidad
sistemática. El problema se estudiará a través de un ejemplo simple
ANÁLISIS PARA LOS CÁLCULOS.
La Cadena de Cotas Funcionales nos conduce a la ecuación:
J = A2 – A1
Según se observa cualitativamente en el esquema, para lograr que J sea Máximo,
A2 debe ser máximo y A1 mínimo y, a la inversa para que J sea mínimo, A2 tiene
que ser mínimo y A1 máximo
Generalizando esta forma tenemos:
J MAX. Cuando CONTINENTE MAX. y Contenido mínimo
ACOTADO FUNCIONAL
METALMECÁNICA 53
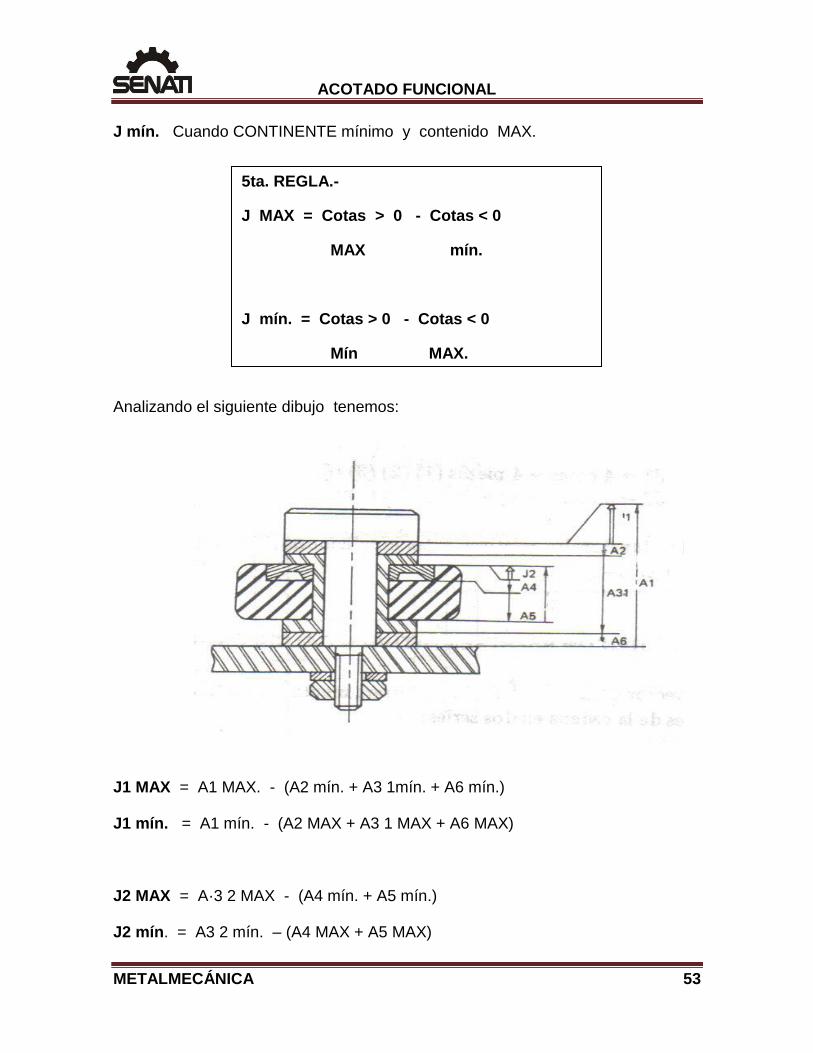
J mín. Cuando CONTINENTE mínimo y contenido MAX.
Analizando el siguiente dibujo tenemos:
J1 MAX = A1 MAX. - (A2 mín. + A3 1mín. + A6 mín.)
J1 mín. = A1 mín. - (A2 MAX + A3 1 MAX + A6 MAX)
J2 MAX = A·3 2 MAX - (A4 mín. + A5 mín.)
J2 mín. = A3 2 mín. – (A4 MAX + A5 MAX)
5ta. REGLA.-
J MAX = Cotas > 0 - Cotas < 0
MAX mín.
J mín. = Cotas > 0 - Cotas < 0
Mín MAX.

ACOTADO FUNCIONAL
METALMECÁNICA 54
Observaciones. El Cambiar el sentido del vector condición J no altera estas
ecuaciones, ya que ambos miembros cambian de sentido.
Datos numéricos del ejemplo:
A1 = 27± 0,1 A4 =
ó
A2 = 3 +0,1 A5 = 10± 0,1
ó
A3 1 = 20± 0,05 A6 = 3 0,1
ó
A3 2 = 14 ±0,05
Ejecutando las operaciones correspondientes tenemos:
J1 MAX = 1,15 y J1 mín. = 0,65
J2 MAX = 0,15 y J2 mín. = - 0,25
El valor mínimo de J2 es negativo, lo que supone una interferencia. Esto no
representa un problema ya que la pieza (5) es elástica.
Estos últimos cálculos se pueden verificar empleando la ecuación de los
INTERVALOS DE TOLERANCIA; es decir se calcula la diferencia miembro a
miembro de las dos ecuaciones de la regla 5, se deduce que:
J MAX. – J mín. = (Cotas - Cotas) - (Cotas - Cotas)
>0 <0 >0 <0
MAX. Mín. mín. MAX.
O sea:
El Intervalo de Tolerancia de la Cota Condición es la suma aritmética de los
intervalos de tolerancia de todas las demás cotas que conforman la cadena.
I T J = IT Cotas > 0 + IT Cotas < 0

ACOTADO FUNCIONAL
METALMECÁNICA 55
Verificación del ejemplo propuesto:
I T J1 = IT A 1 + IT A2 + IT A 3 1 + I T A6
0, 50 = 0, 20 + 0, 10 + 0, 10 + 0, 10
IT J2 = IT A3 2 + IT A4 + IT A5
0,40 = 0,1 + 0,1 + 0,20
CASO DEL JUEGO DE APRIETE O CON INTERFERENCIA.
La interferencia (o el apriete) corresponde a una diferencia entre la dimensión del
Contenido superior y la dimensión del Continente, analicemos los conjuntos
propuesto
Se necesita poder controlar la expansión del continente o la contracción del
Contenido. Esto constituye una condición funcional.
Por medio de un artificio algebraico el problema de la interferencia se tratará como
el de un juego. Se identifica el Vector Condición con -SA (con signo negativo) en
vez de denominarlo SA (como J para el juego). Las cinco reglas anteriores
siguen vigentes también para el apriete o interferencia. Analizando los ejemplos
propuestos tenemos:
ACOTADO FUNCIONAL
METALMECÁNICA 56
En el conjunto prismático,
Cadena de cotas: - SA = A2 – A1
o también: SA = A1 - A2
En la articulación,
-SB = B2 - B1
SB = B1 - B2
Datos del ejemplo propuesto:
B1 = 20 ÷ 0, 4
÷ 0, 3
B2 = 20 ÷ 0, 2
÷ 0, 1
SB MAX. = B1 MAX. - B2 mín.
= 20,4 - 20,1 = 0,3
SB mín. = B1 mín. - B2 MAX.
= 30, 3 - 20, 2 = 0, 1
I T SB = IT B1 + I T B2
0,2 = 0,1 + 0,1
SA representa el valor
aritmético de la interferencia
SB mín. = 0,1
SB max. = 0,3
ACOTADO FUNCIONAL
METALMECÁNICA 57
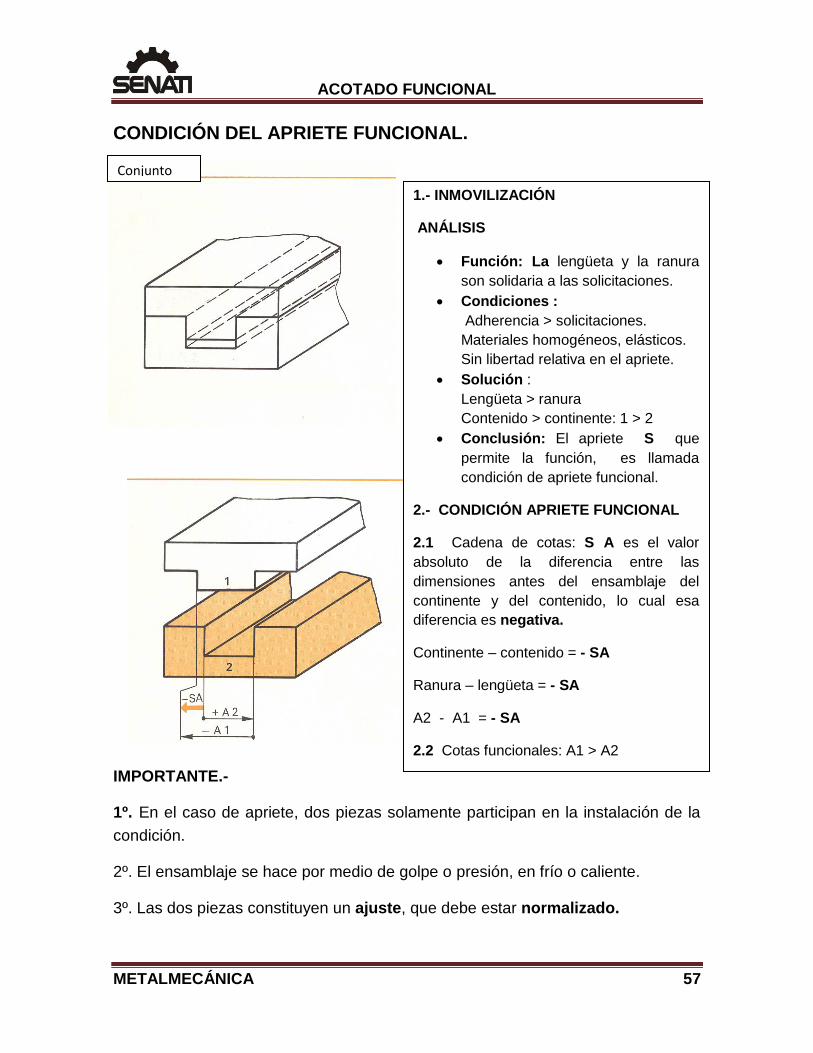
CONDICIÓN DEL APRIETE FUNCIONAL.
IMPORTANTE.-
1º. En el caso de apriete, dos piezas solamente participan en la instalación de la
condición.
2º. El ensamblaje se hace por medio de golpe o presión, en frío o caliente.
3º. Las dos piezas constituyen un ajuste, que debe estar normalizado.
1.- INMOVILIZACIÓN
ANÁLISIS
Función: La lengüeta y la ranura
son solidaria a las solicitaciones.
Condiciones :
Adherencia > solicitaciones.
Materiales homogéneos, elásticos.
Sin libertad relativa en el apriete.
Solución :
Lengüeta > ranura
Contenido > continente: 1 > 2
Conclusión: El apriete S que
permite la función, es llamada
condición de apriete funcional.
2.- CONDICIÓN APRIETE FUNCIONAL
2.1 Cadena de cotas: S A es el valor
absoluto de la diferencia entre las
dimensiones antes del ensamblaje del
continente y del contenido, lo cual esa
diferencia es negativa.
Continente – contenido = - SA
Ranura – lengüeta = - SA
A2 - A1 = - SA
2.2 Cotas funcionales: A1 > A2
Conjunto
ACOTADO FUNCIONAL
METALMECÁNICA 58
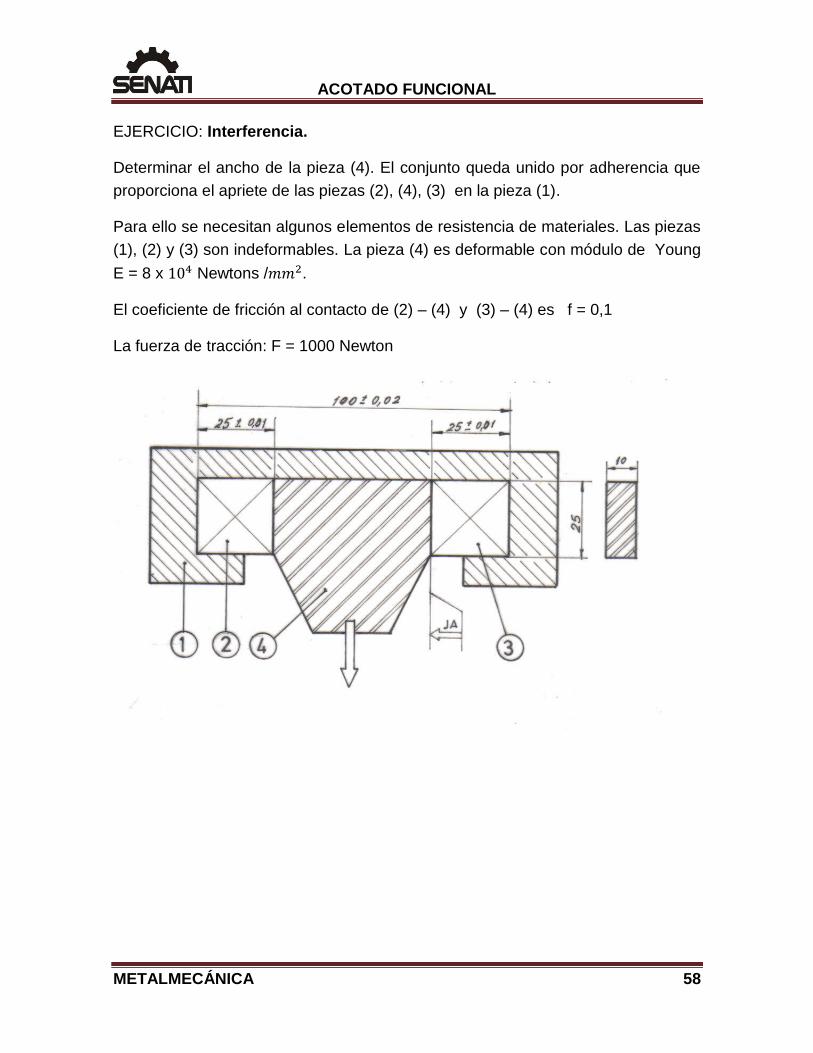
EJERCICIO: Interferencia.
Determinar el ancho de la pieza (4). El conjunto queda unido por adherencia que
proporciona el apriete de las piezas (2), (4), (3) en la pieza (1).
Para ello se necesitan algunos elementos de resistencia de materiales. Las piezas
(1), (2) y (3) son indeformables. La pieza (4) es deformable con módulo de Young
E = 8 x Newtons / .
El coeficiente de fricción al contacto de (2) – (4) y (3) – (4) es f = 0,1
La fuerza de tracción: F = 1000 Newton
ACOTADO FUNCIONAL
METALMECÁNICA 59
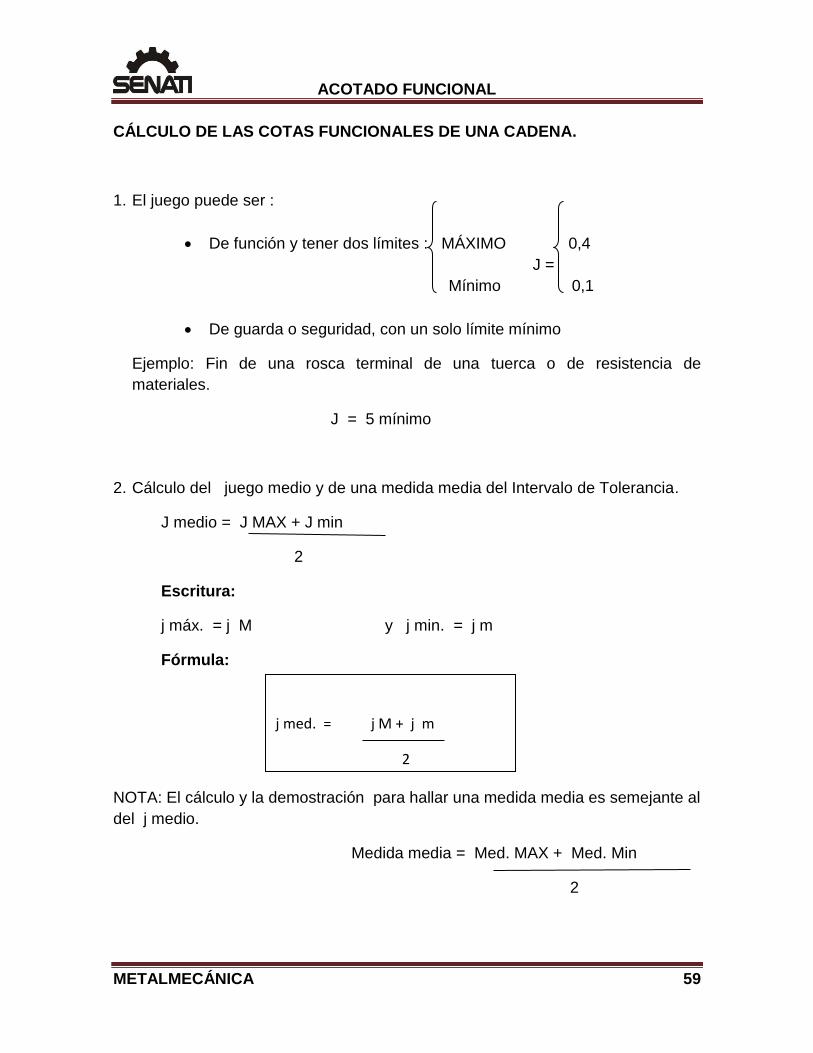
CÁLCULO DE LAS COTAS FUNCIONALES DE UNA CADENA.
1. El juego puede ser :
De función y tener dos límites : MÁXIMO 0,4
J =
Mínimo 0,1
De guarda o seguridad, con un solo límite mínimo
Ejemplo: Fin de una rosca terminal de una tuerca o de resistencia de
materiales.
J = 5 mínimo
2. Cálculo del juego medio y de una medida media del Intervalo de Tolerancia.
J medio = J MAX + J min
2
Escritura:
j máx. = j M y j min. = j m
Fórmula:
NOTA: El cálculo y la demostración para hallar una medida media es semejante al
del j medio.
Medida media = Med. MAX + Med. Min
2
j med. = j M + j m
2
ACOTADO FUNCIONAL
METALMECÁNICA 60
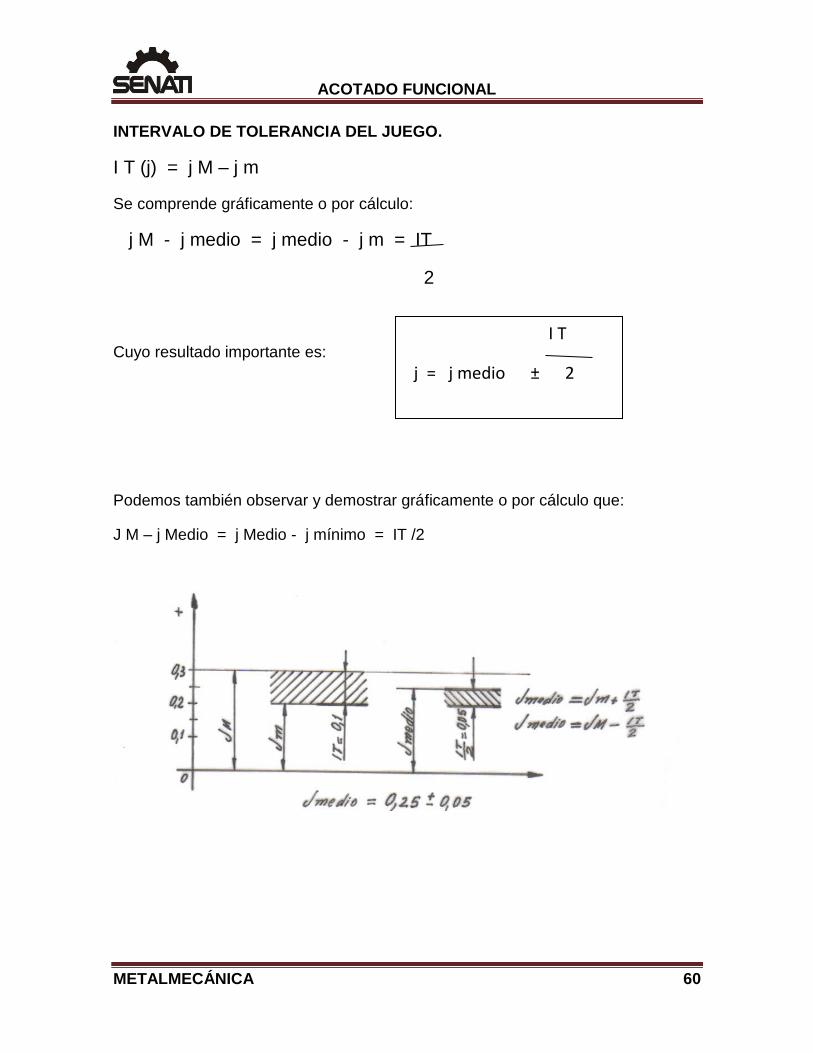
INTERVALO DE TOLERANCIA DEL JUEGO.
I T (j) = j M – j m
Se comprende gráficamente o por cálculo:
j M - j medio = j medio - j m = IT
2
Cuyo resultado importante es:
Podemos también observar y demostrar gráficamente o por cálculo que:
J M – j Medio = j Medio - j mínimo = IT /2
I T
j = j medio ± 2
ACOTADO FUNCIONAL
METALMECÁNICA 61
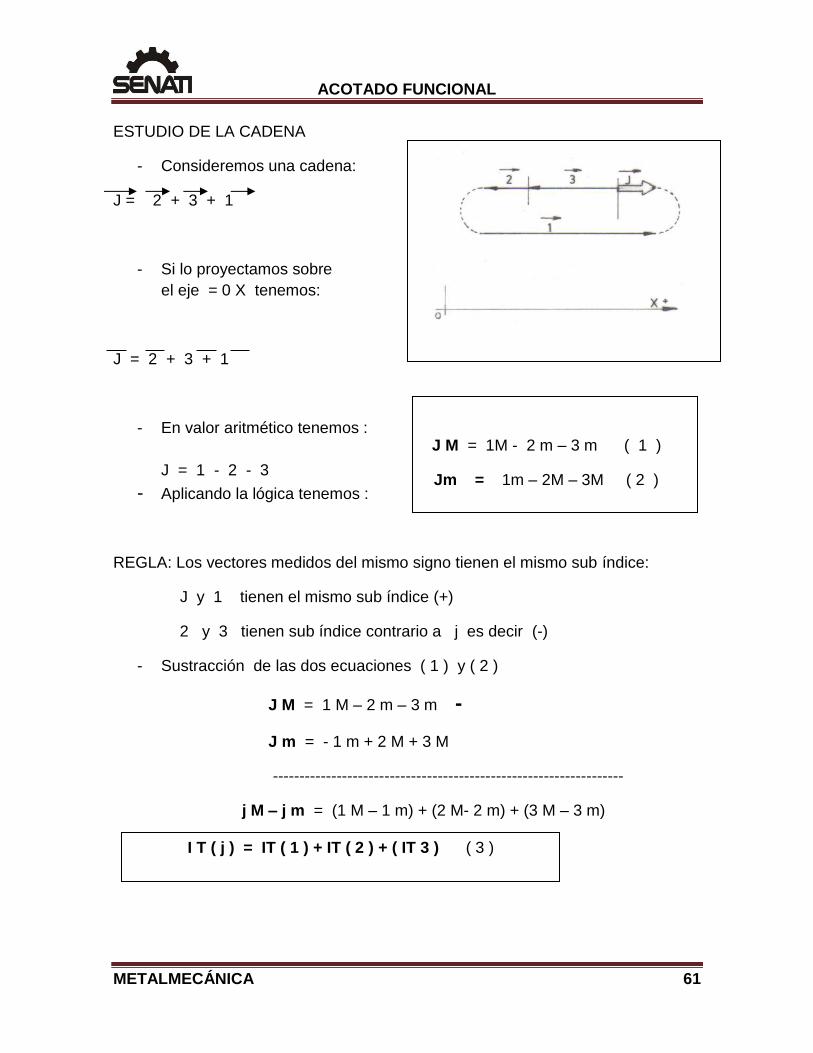
ESTUDIO DE LA CADENA
- Consideremos una cadena:
J = 2 + 3 + 1
- Si lo proyectamos sobre
el eje = 0 X tenemos:
J = 2 + 3 + 1
- En valor aritmético tenemos :
J = 1 - 2 - 3
- Aplicando la lógica tenemos :
REGLA: Los vectores medidos del mismo signo tienen el mismo sub índice:
J y 1 tienen el mismo sub índice (+)
2 y 3 tienen sub índice contrario a j es decir (-)
- Sustracción de las dos ecuaciones ( 1 ) y ( 2 )
J M = 1 M – 2 m – 3 m -
J m = - 1 m + 2 M + 3 M
------------------------------------------------------------------
j M – j m = (1 M – 1 m) + (2 M- 2 m) + (3 M – 3 m)
J M = 1M - 2 m – 3 m ( 1 )
Jm = 1m – 2M – 3M ( 2 )
J m = 1 m - 2 M - 3 M ( 2 )
I T ( j ) = IT ( 1 ) + IT ( 2 ) + ( IT 3 ) ( 3 )

ACOTADO FUNCIONAL
METALMECÁNICA 62
TEOREMA: El I T del juego (j) es igual a la suma de los IT de las medidas de la
cadena
n
I T (j) = ∑ IT (cotas)
1
MÉTODO DEL ESTUDIO DE LAS COTAS DE UNA CADENA
A) Selección de un método :
Tenemos el ejemplo precedente:
J = 2 + 3 + 1
J = 1 - 2 - 3
Esta ecuación se puede escribir de tres maneras y nos presenta la
posibilidad de tres métodos:
(1)
(2)
(3)
De otra parte el teorema:
(4)
IMPORTANTE : La combinación de ( 1 ) y ( 4 ) nos da un método; como
también la combinación de ( 2 ) y ( 4 ) nos da otro método.
La Normalización I S O prefiere la combinación (3) y (4), es decir:
JM = 1 M – 2 m – 3 m
J m = 1 m – 2M – 3 M
J medio = 1 medio - 2 medio - 3 medio
I T ( j ) = IT ( 1 ) + IT ( 2 ) + I T ( 3 )
EL MÉTODO DE LAS MEDIDAS MEDIAS
I T ( J ) = IT ( 1 ) + IT (2 ) + IT (3 )
ACOTADO FUNCIONAL
METALMECÁNICA 63
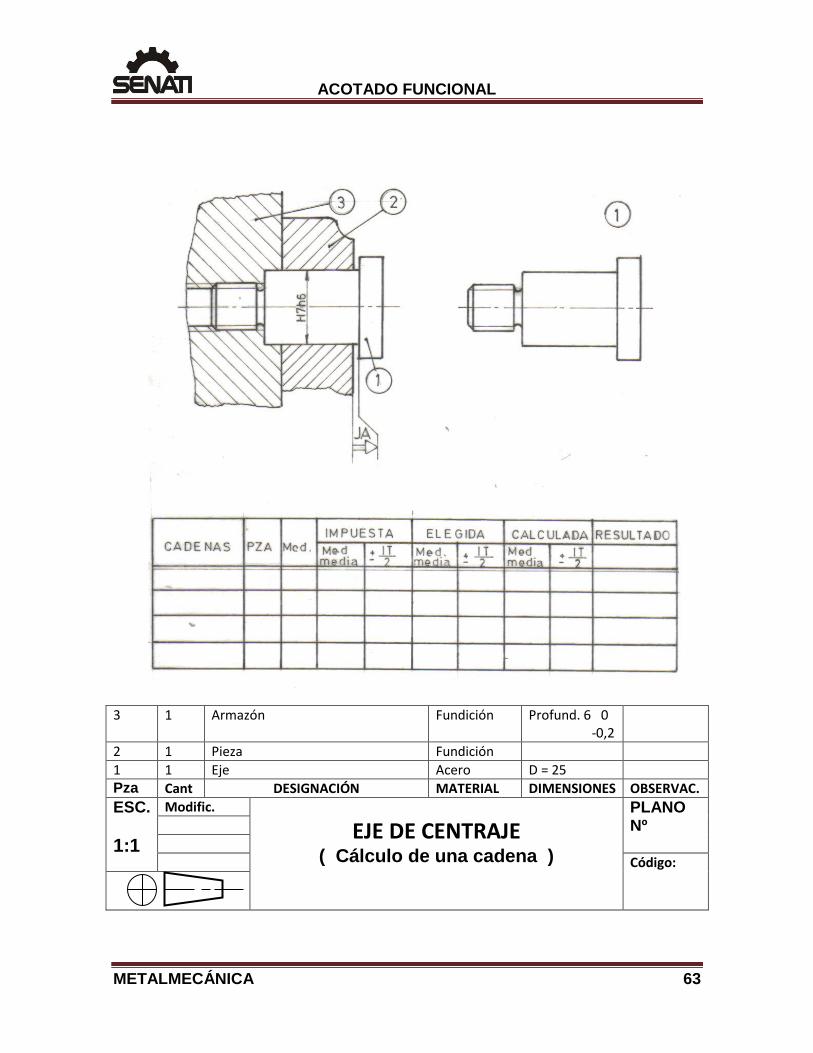
3 1 Armazón Fundición Profund. 6 0 -0,2
2 1 Pieza Fundición
1 1 Eje Acero D = 25 Pza Cant DESIGNACIÓN MATERIAL DIMENSIONES OBSERVAC.
ESC.
1:1
Modific.
EJE DE CENTRAJE ( Cálculo de una cadena )
PLANO Nº
Código:
ACOTADO FUNCIONAL
METALMECÁNICA 64
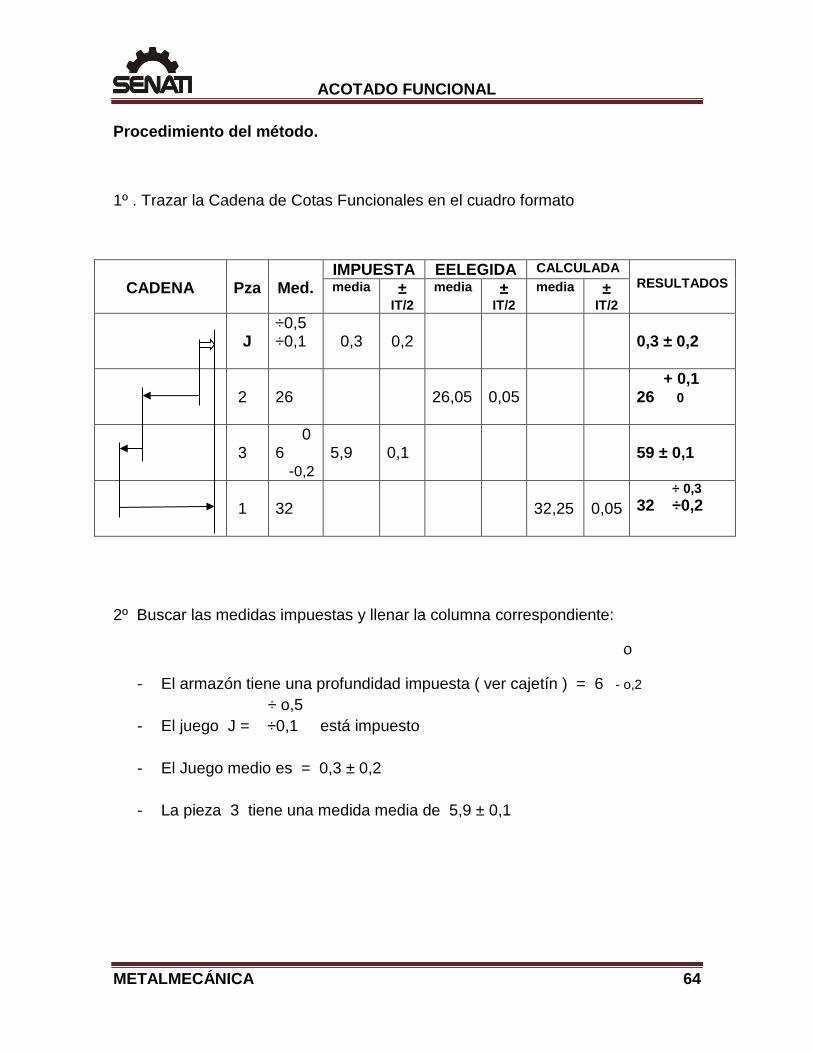
Procedimiento del método.
1º . Trazar la Cadena de Cotas Funcionales en el cuadro formato
CADENA
Pza
Med.
IMPUESTA EELEGIDA CALCULADA RESULTADOS media ±
IT/2 media ±
IT/2
media ± IT/2
J
÷0,5 ÷0,1
0,3
0,2
0,3 ± 0,2
2
26
26,05
0,05
+ 0,1 26 0
3
0 6 -0,2
5,9
0,1
59 ± 0,1
1
32
32,25
0,05
÷ 0,3
32 ÷0,2
2º Buscar las medidas impuestas y llenar la columna correspondiente:
o
- El armazón tiene una profundidad impuesta ( ver cajetín ) = 6 - o,2
÷ o,5
- El juego J = ÷0,1 está impuesto
- El Juego medio es = 0,3 ± 0,2
- La pieza 3 tiene una medida media de 5,9 ± 0,1
ACOTADO FUNCIONAL
METALMECÁNICA 65
NOTA : Analizar cuadro
3º Repartir los I T sobre las piezas ( 2 ) y ( 1 ) :
IT J = IT (1) + IT (2) + IT (3)
0,4 = IT ( 1 ) + IT ( 2 ) + 0,2 por lo tanto : IT ( 1 ) + IT ( 2 ) = 0,2
Según criterio repartimos : IT ( 1 ) = 0,1 IT ( 2 ) = 0,1
Según estos valores, definimos los IT medio para registrar en el cuadro..
4º Elegir medida media de ( 2 ) = 26,05
5º Calcular medida media de ( 1 ) : Sabiendo que ( según cadena de cotas ) :
(1) medio = (3) medio + (2) medio + J medio
( 1 ) medio = 5,9 + 26,05 + 0,3
( 1 ) medio = 32,25
6º Registrar los resultados en la última columna del cuadro y acotar los dibujos de
despiece o detalle.
ACOTADO FUNCIONAL DE CONOS E INCLINADOS.
CONOS, ACOTACIÓN Y METROLOGÍA.
Un cono se puede determinar por el ángulo de su vértice o por su conicidad, que
se calcula de la manera siguiente:

ACOTADO FUNCIONAL
METALMECÁNICA 66
α = ángulo del cono CONOCIDAD: c =
= 2 tg. β
Diferentes escrituras de la conicidad:
c = 0,05 c = 5 % c = 1 / 20ç
CRÍTICA:
El diámetro d no es medible.
Necesitamos el aporte de la metrología para su medición con cilindros o bolas.
En un conjunto el estudio del acotado funcional no sale con esas medidas.
Los conos permiten alinear con precisión dos ejes pero su uso implica cierta
dificultad para controlar la penetración de los ejes, lo que no ocurre con la unión
cilíndrica, como se observa en el dibujo. En esta unión cilíndrica la penetración de
la pieza (2) en (1), queda limitada por las superficies de contacto de (1) y (2)
La condición A 0 es dependiente de las dimensiones A! y A2.
ACOTADO FUNCIONAL
METALMECÁNICA 67
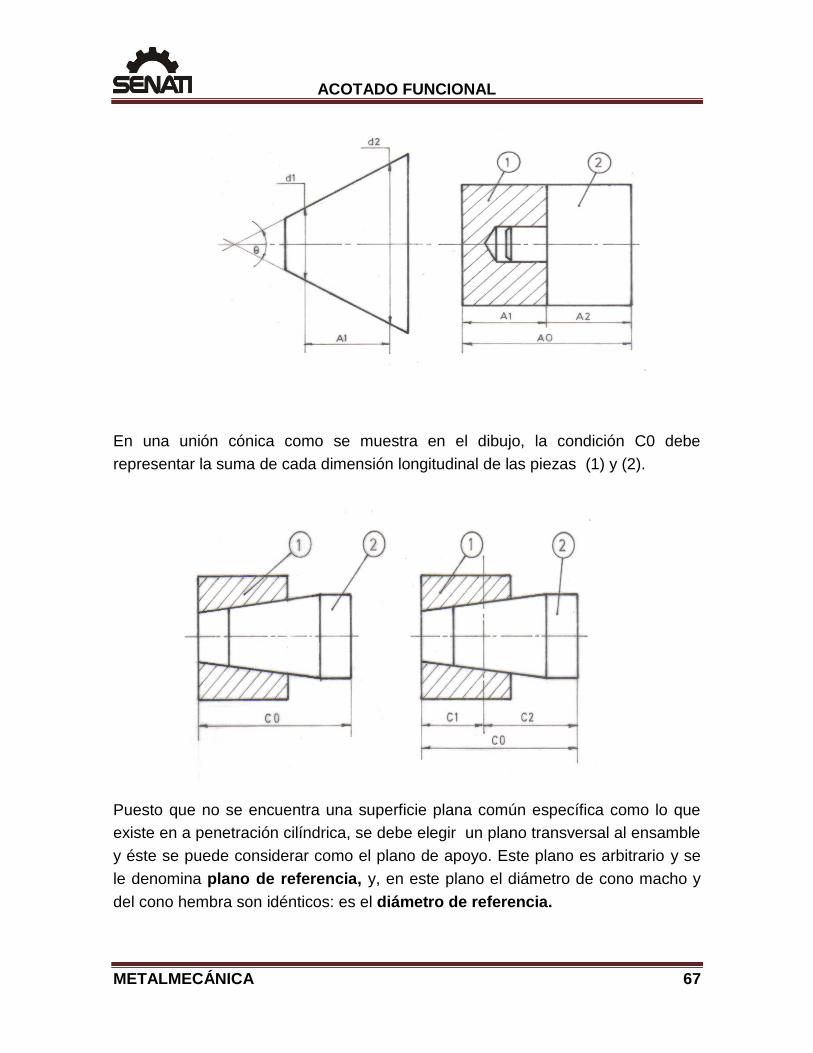
En una unión cónica como se muestra en el dibujo, la condición C0 debe
representar la suma de cada dimensión longitudinal de las piezas (1) y (2).
Puesto que no se encuentra una superficie plana común específica como lo que
existe en a penetración cilíndrica, se debe elegir un plano transversal al ensamble
y éste se puede considerar como el plano de apoyo. Este plano es arbitrario y se
le denomina plano de referencia, y, en este plano el diámetro de cono macho y
del cono hembra son idénticos: es el diámetro de referencia.
ACOTADO FUNCIONAL
METALMECÁNICA 68
El plano de referencia puede ser elegido arbitrariamente y puede coincidir con una
superficie terminal. Por tratarse de un contacto teórico en el plano de referencia,
éste no puede ser acotado con dimensiones con tolerancias, sino con cotas
absolutas o teóricas (enmarcadas en recuadro).
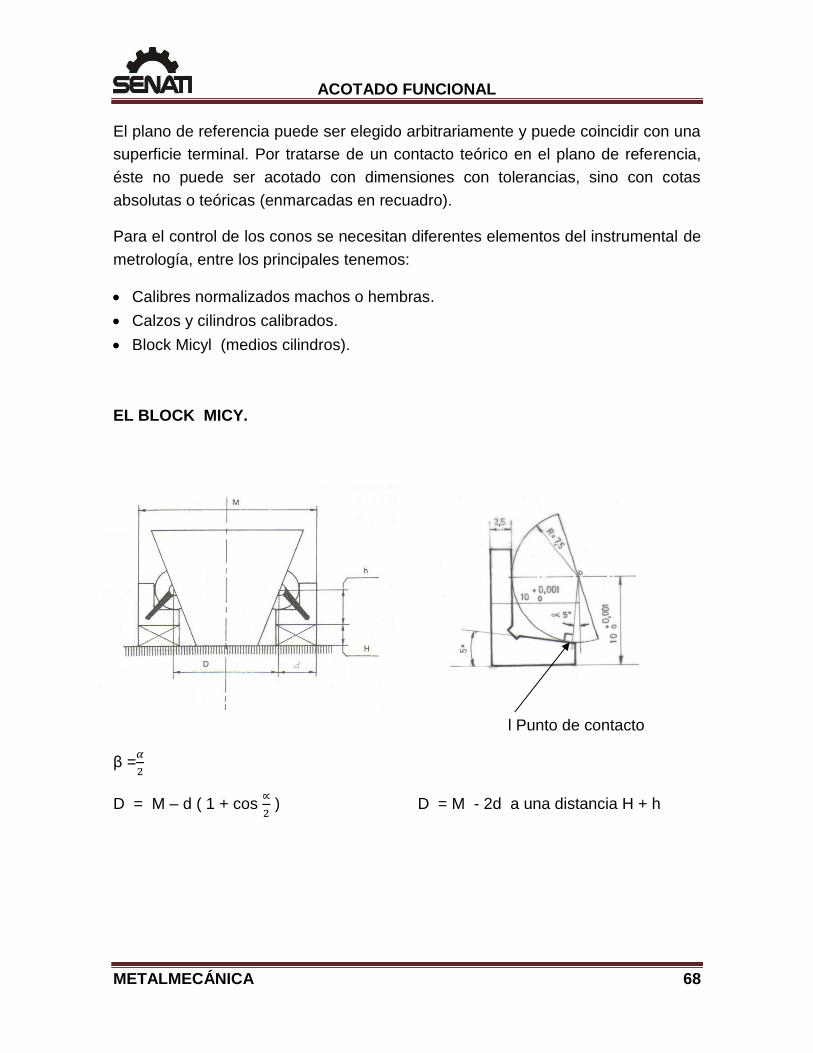
Para el control de los conos se necesitan diferentes elementos del instrumental de
metrología, entre los principales tenemos:
Calibres normalizados machos o hembras.
Calzos y cilindros calibrados.
Block Micyl (medios cilindros).
EL BLOCK MICY.
l Punto de contacto
β =
D = M – d ( 1 + cos
) D = M - 2d a una distancia H + h
ACOTADO FUNCIONAL
METALMECÁNICA 69
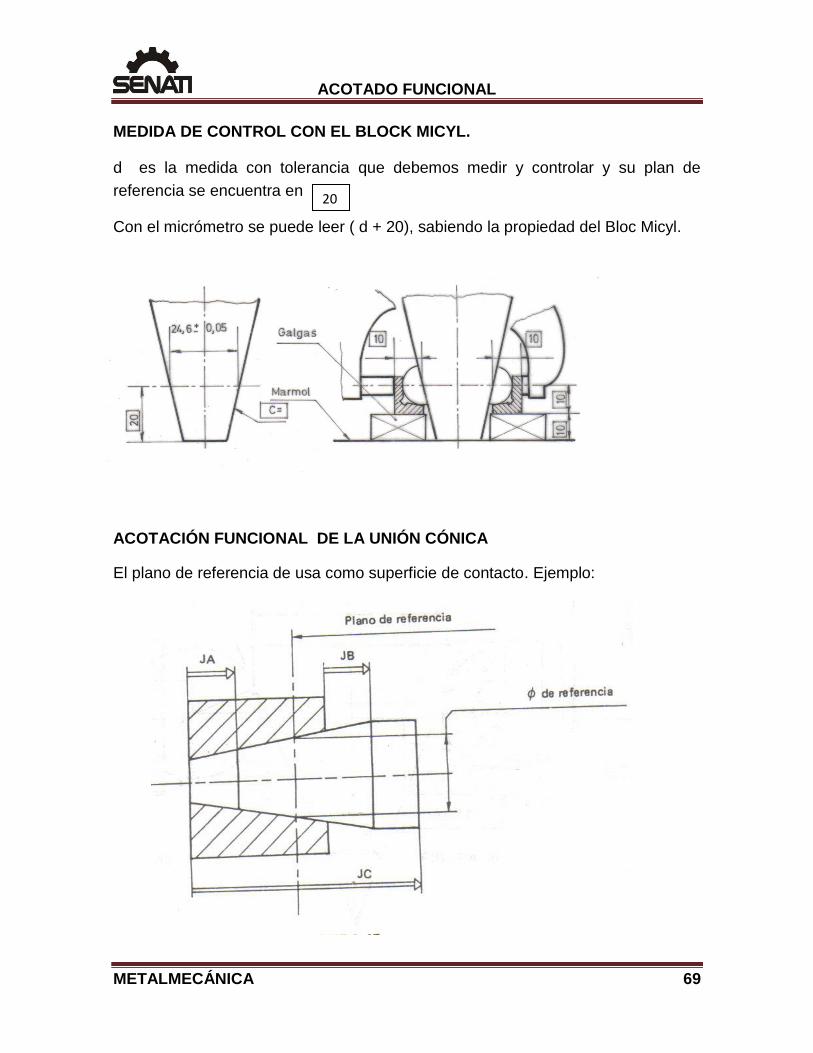
MEDIDA DE CONTROL CON EL BLOCK MICYL.
d es la medida con tolerancia que debemos medir y controlar y su plan de
referencia se encuentra en
Con el micrómetro se puede leer ( d + 20), sabiendo la propiedad del Bloc Micyl.
ACOTACIÓN FUNCIONAL DE LA UNIÓN CÓNICA
El plano de referencia de usa como superficie de contacto. Ejemplo:
20
0
ACOTADO FUNCIONAL
METALMECÁNICA 70
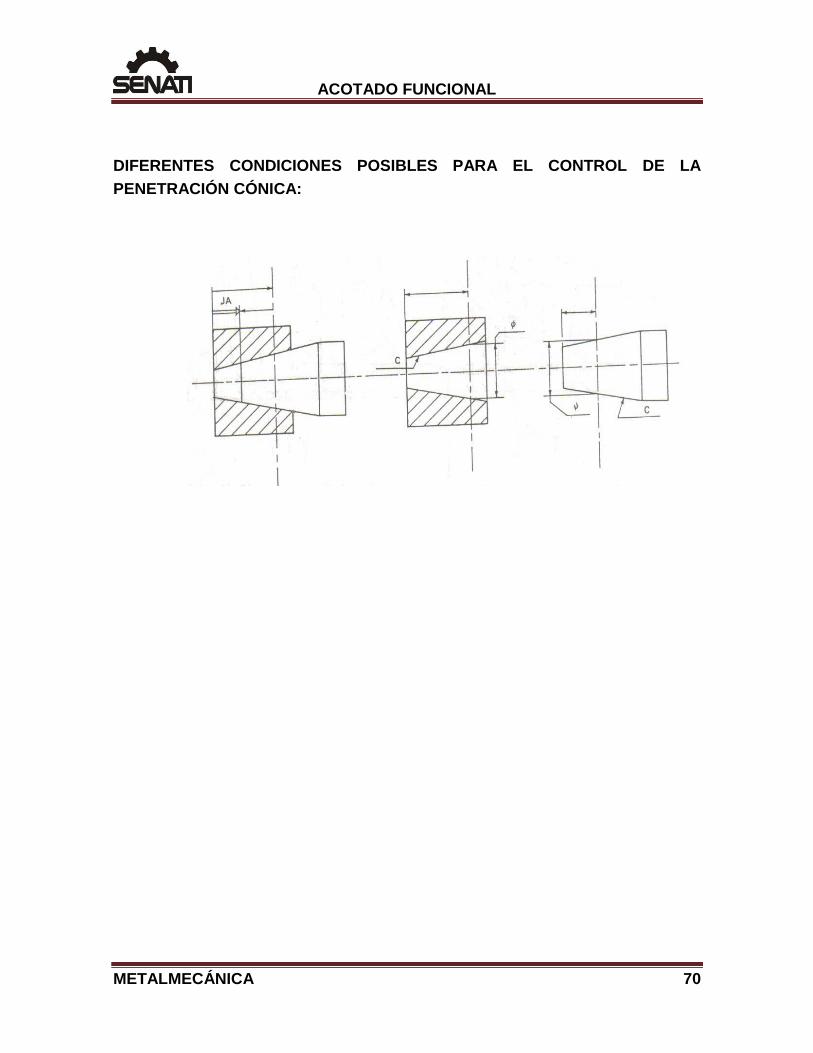
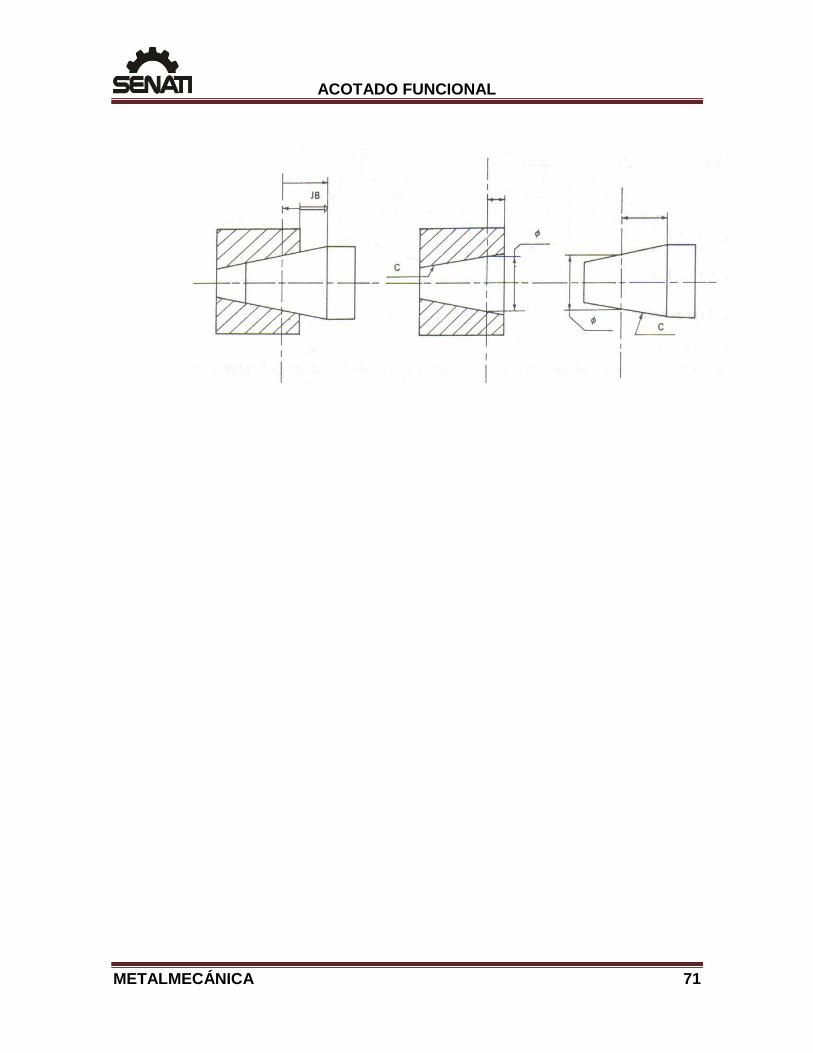
DIFERENTES CONDICIONES POSIBLES PARA EL CONTROL DE LA
PENETRACIÓN CÓNICA:
ACOTADO FUNCIONAL
METALMECÁNICA 71
ACOTADO FUNCIONAL
METALMECÁNICA 72
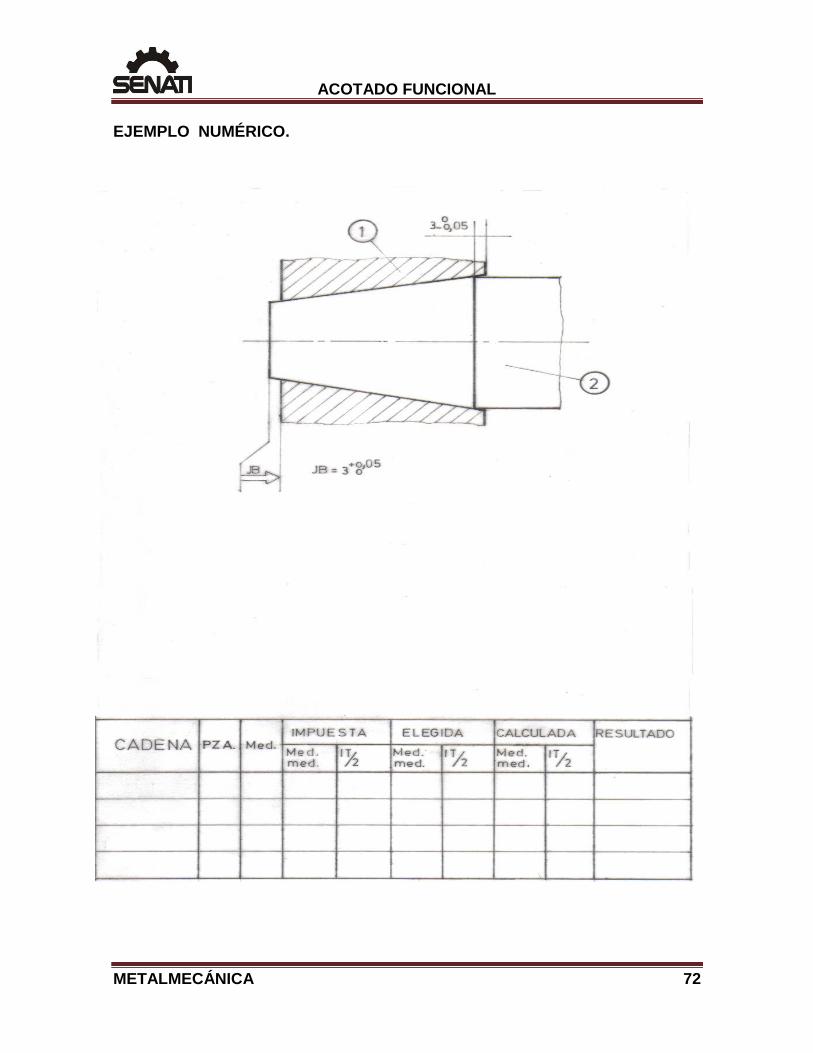
EJEMPLO NUMÉRICO.
ACOTADO FUNCIONAL
METALMECÁNICA 73
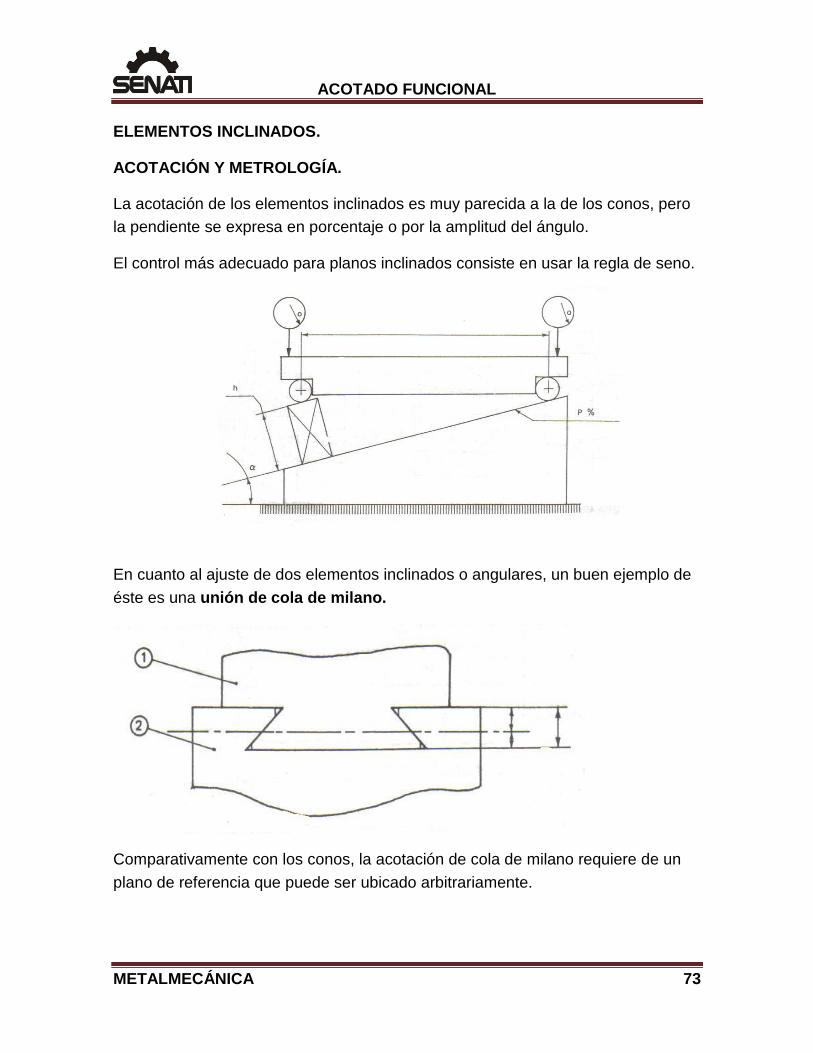
ELEMENTOS INCLINADOS.
ACOTACIÓN Y METROLOGÍA.
La acotación de los elementos inclinados es muy parecida a la de los conos, pero
la pendiente se expresa en porcentaje o por la amplitud del ángulo.
El control más adecuado para planos inclinados consiste en usar la regla de seno.
En cuanto al ajuste de dos elementos inclinados o angulares, un buen ejemplo de
éste es una unión de cola de milano.
Comparativamente con los conos, la acotación de cola de milano requiere de un
plano de referencia que puede ser ubicado arbitrariamente.
ACOTADO FUNCIONAL
METALMECÁNICA 74
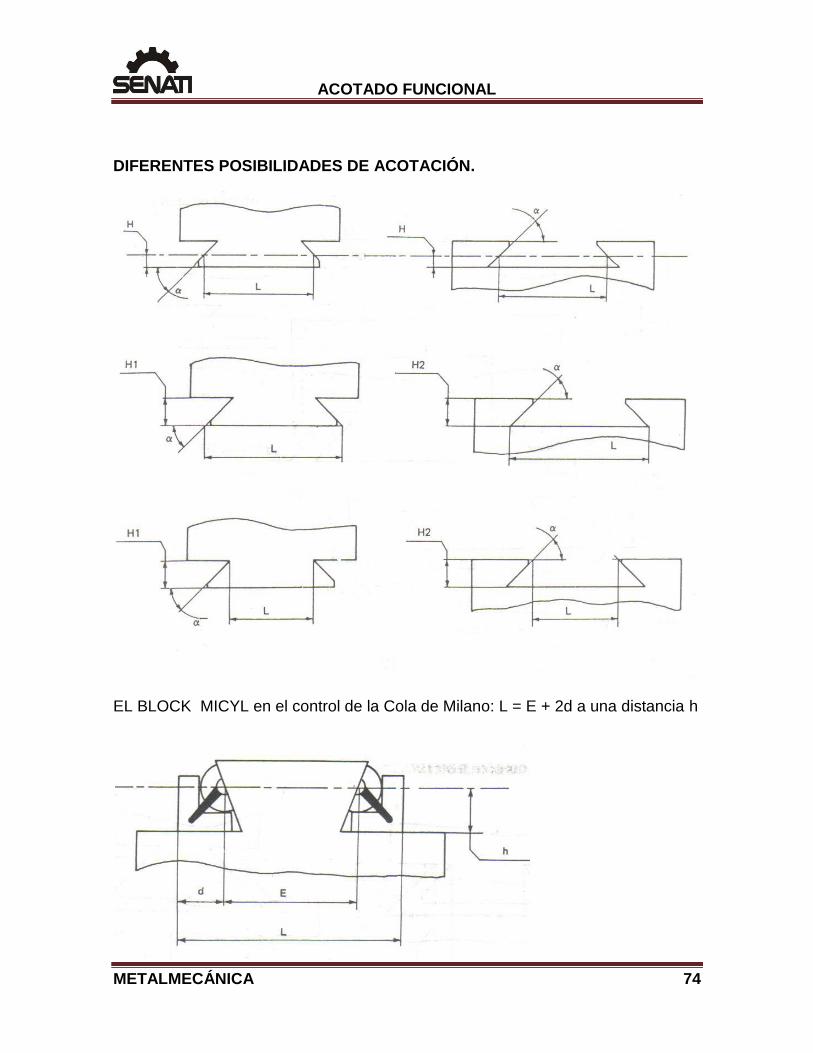
DIFERENTES POSIBILIDADES DE ACOTACIÓN.
EL BLOCK MICYL en el control de la Cola de Milano: L = E + 2d a una distancia h
ACOTADO FUNCIONAL
METALMECÁNICA 75
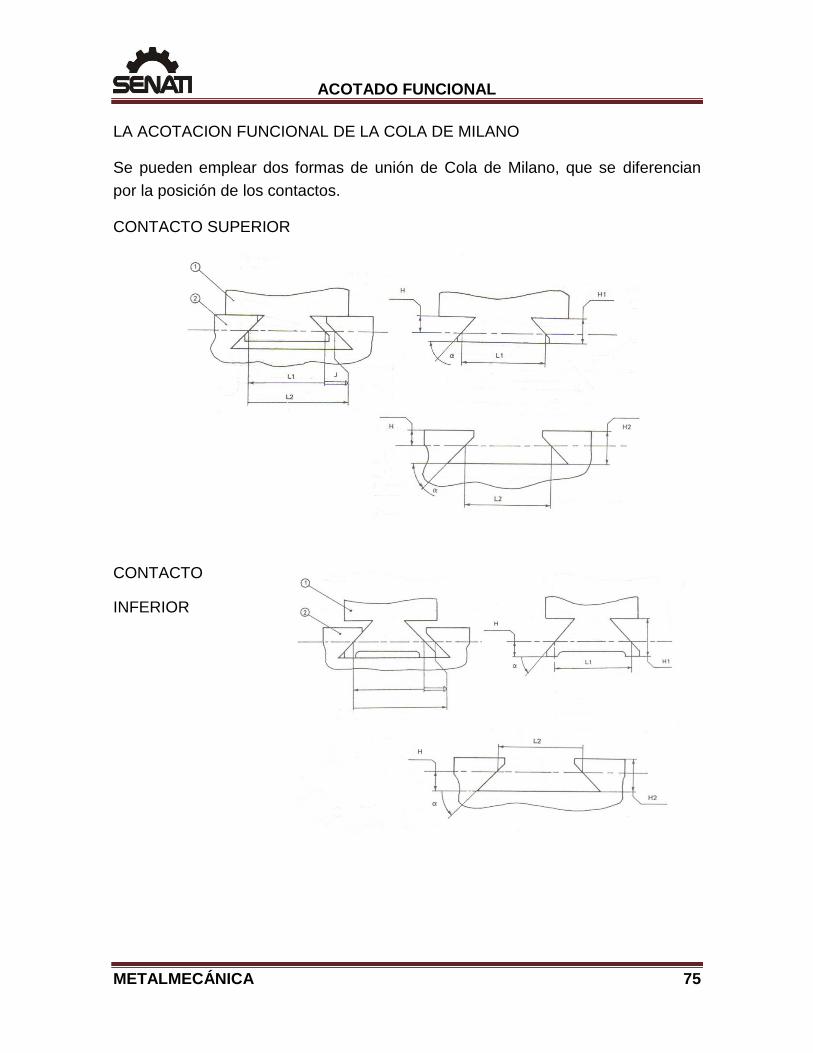
LA ACOTACION FUNCIONAL DE LA COLA DE MILANO
Se pueden emplear dos formas de unión de Cola de Milano, que se diferencian
por la posición de los contactos.
CONTACTO SUPERIOR
CONTACTO
INFERIOR
ACOTADO FUNCIONAL
METALMECÁNICA 76
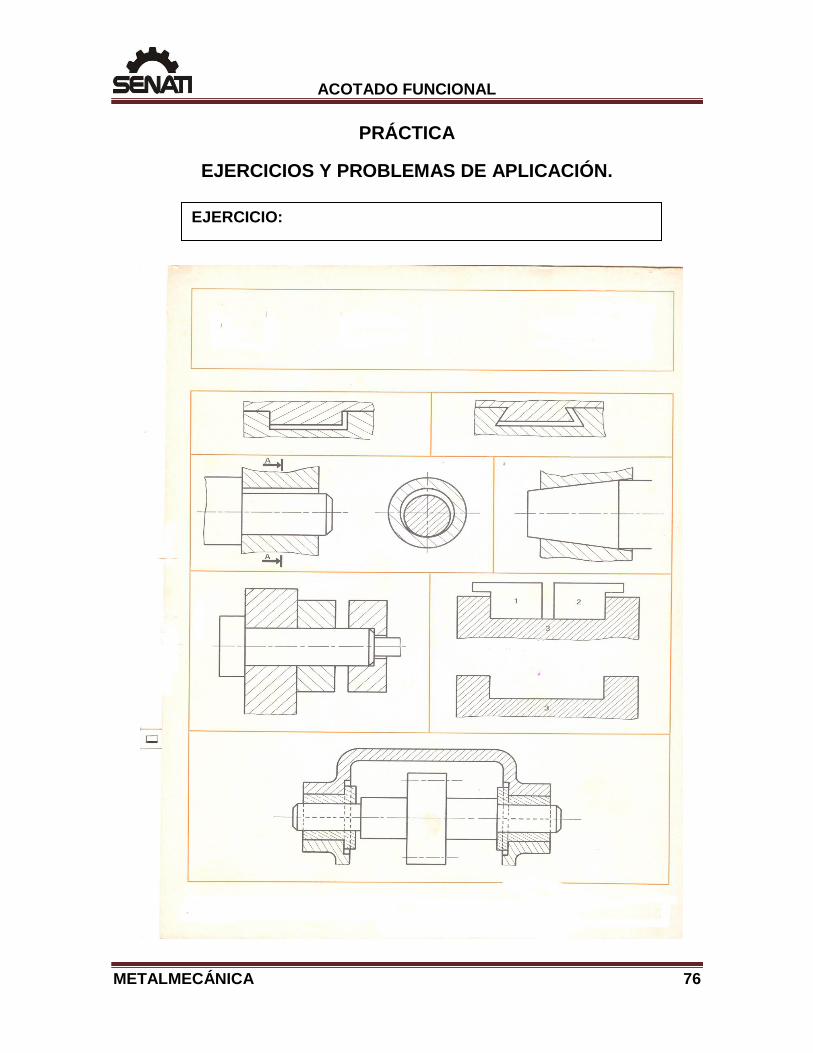
PRÁCTICA
EJERCICIOS Y PROBLEMAS DE APLICACIÓN.
EJERCICIO:
ACOTADO FUNCIONAL
METALMECÁNICA 77
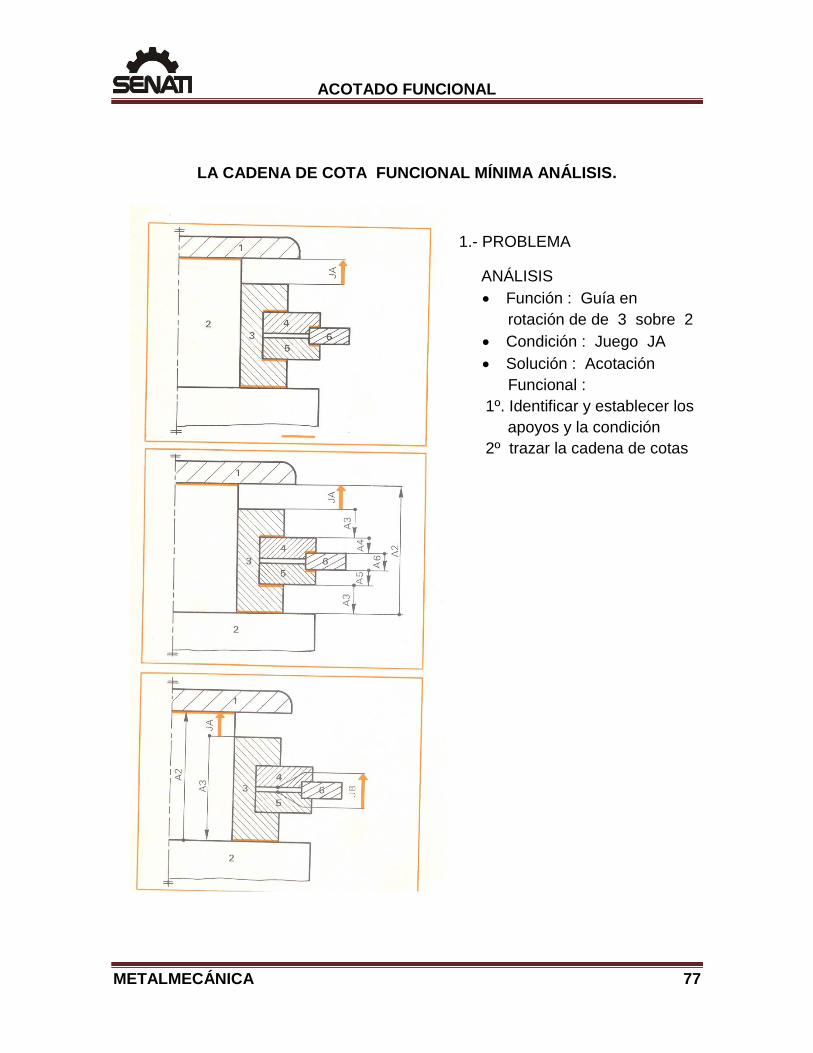
LA CADENA DE COTA FUNCIONAL MÍNIMA ANÁLISIS.
1.- PROBLEMA
ANÁLISIS
Función : Guía en
rotación de de 3 sobre 2
Condición : Juego JA
Solución : Acotación
Funcional :
1º. Identificar y establecer los
apoyos y la condición
2º trazar la cadena de cotas
ACOTADO FUNCIONAL
METALMECÁNICA 78
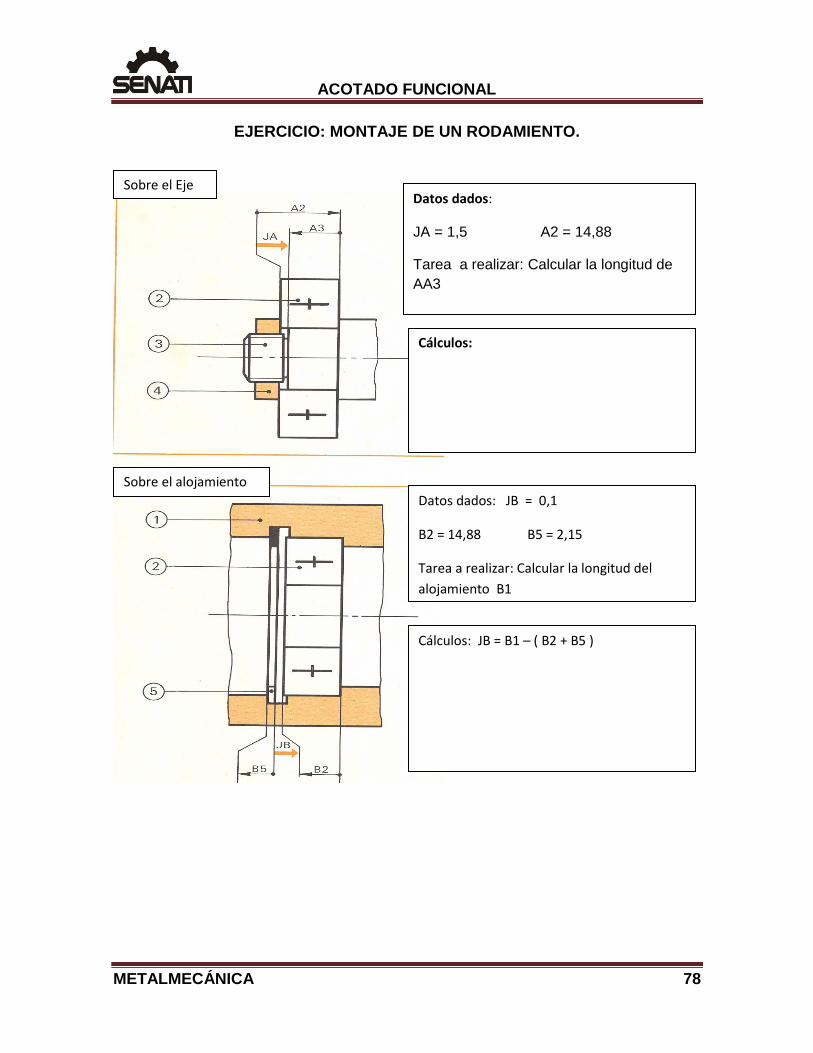
EJERCICIO: MONTAJE DE UN RODAMIENTO.
Sobre el Eje
Sobre el alojamiento
Datos dados:
JA = 1,5 A2 = 14,88
Tarea a realizar: Calcular la longitud de
AA3
Cálculos:
Datos dados: JB = 0,1
B2 = 14,88 B5 = 2,15
Tarea a realizar: Calcular la longitud del
alojamiento B1
Cálculos: JB = B1 – ( B2 + B5 )
ACOTADO FUNCIONAL
METALMECÁNICA 79
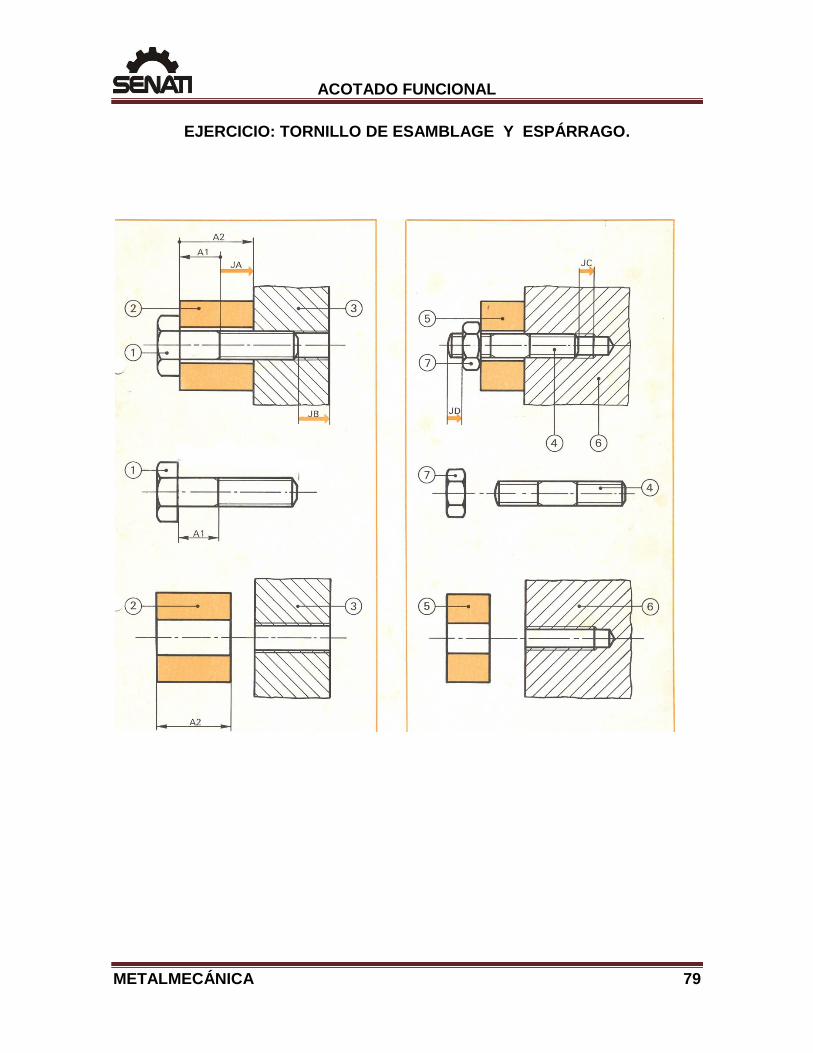
EJERCICIO: TORNILLO DE ESAMBLAGE Y ESPÁRRAGO.

ACOTADO FUNCIONAL
METALMECÁNICA 80
EJERCICIO: TORNILLO DE PRESIÓN Y PERNO.
TRABAJO A REALIZAR:
1º Trazar las cadenas de cotas de las condiciones instaladas. JA, JB, JC y JD.
2º Colocar en los dibujos de definición las cotas funcionales
Tornillo de Presión
Las cotas indicadas en los documentos
dimensionales, no son obligatoriamente las
cotas funcionales.
Perno
ACOTADO FUNCIONAL
METALMECÁNICA 81
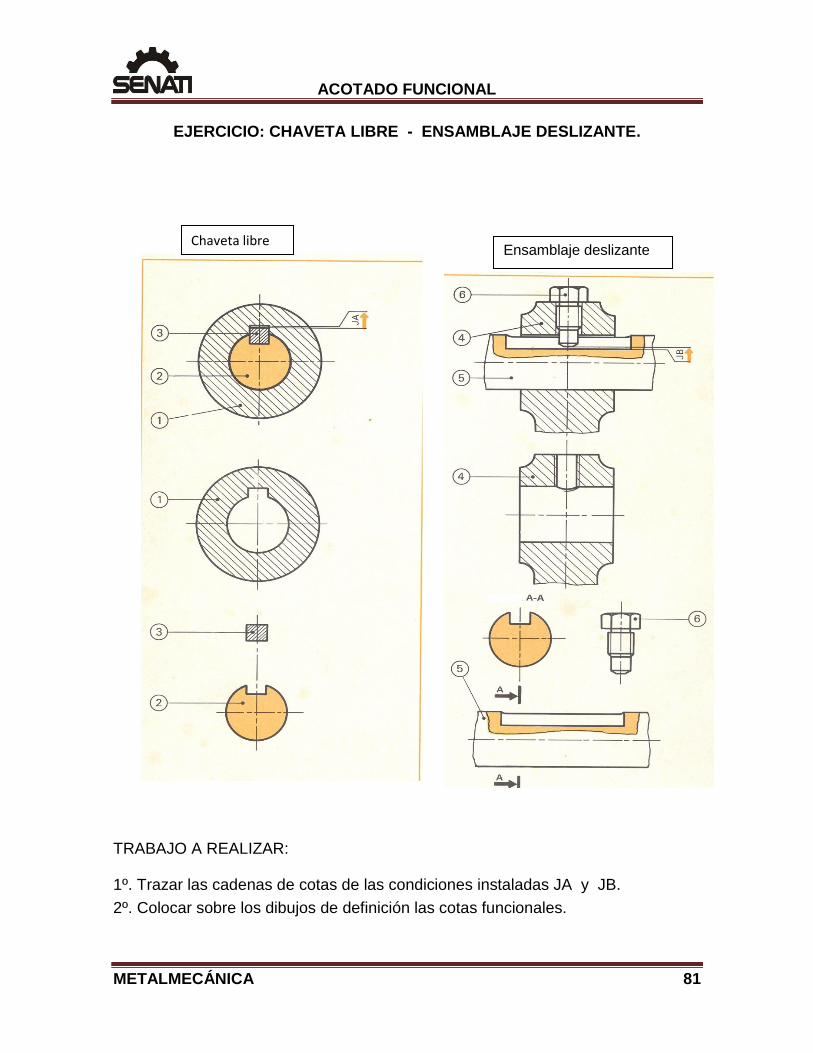
EJERCICIO: CHAVETA LIBRE - ENSAMBLAJE DESLIZANTE.
TRABAJO A REALIZAR:
1º. Trazar las cadenas de cotas de las condiciones instaladas JA y JB.
2º. Colocar sobre los dibujos de definición las cotas funcionales.
Chaveta libre Ensamblaje deslizante
ACOTADO FUNCIONAL
METALMECÁNICA 82
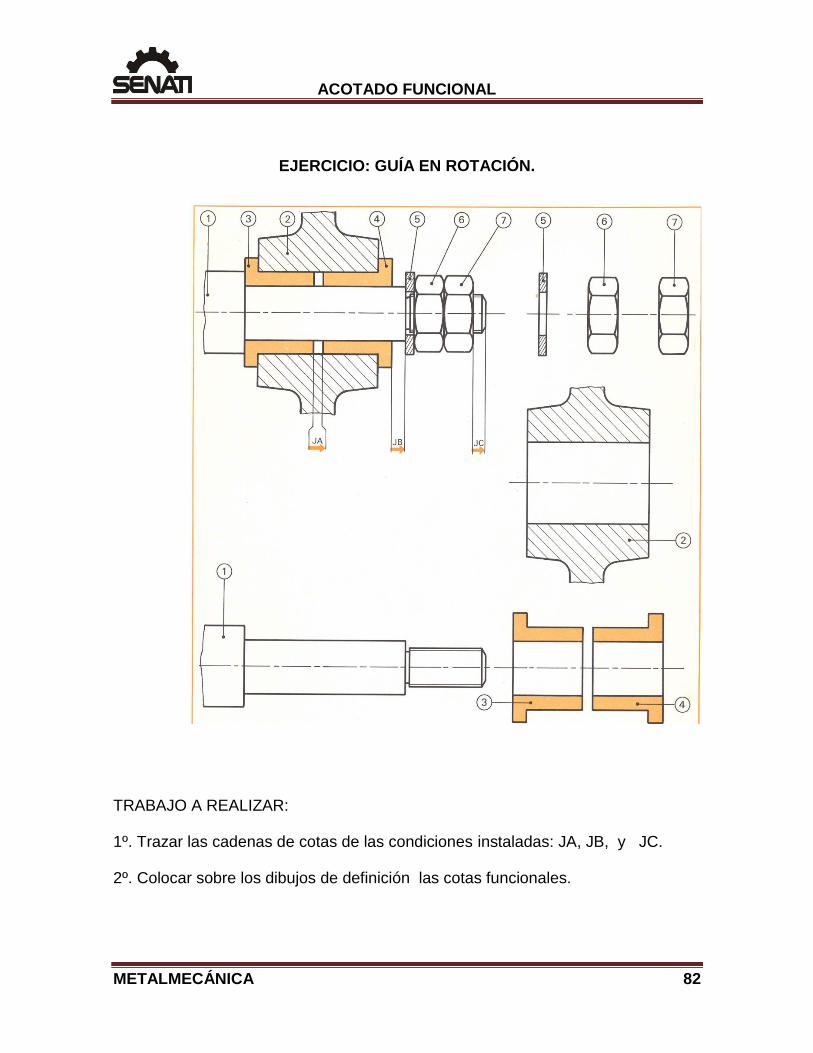
EJERCICIO: GUÍA EN ROTACIÓN.
TRABAJO A REALIZAR:
1º. Trazar las cadenas de cotas de las condiciones instaladas: JA, JB, y JC.
2º. Colocar sobre los dibujos de definición las cotas funcionales.
ACOTADO FUNCIONAL
METALMECÁNICA 83
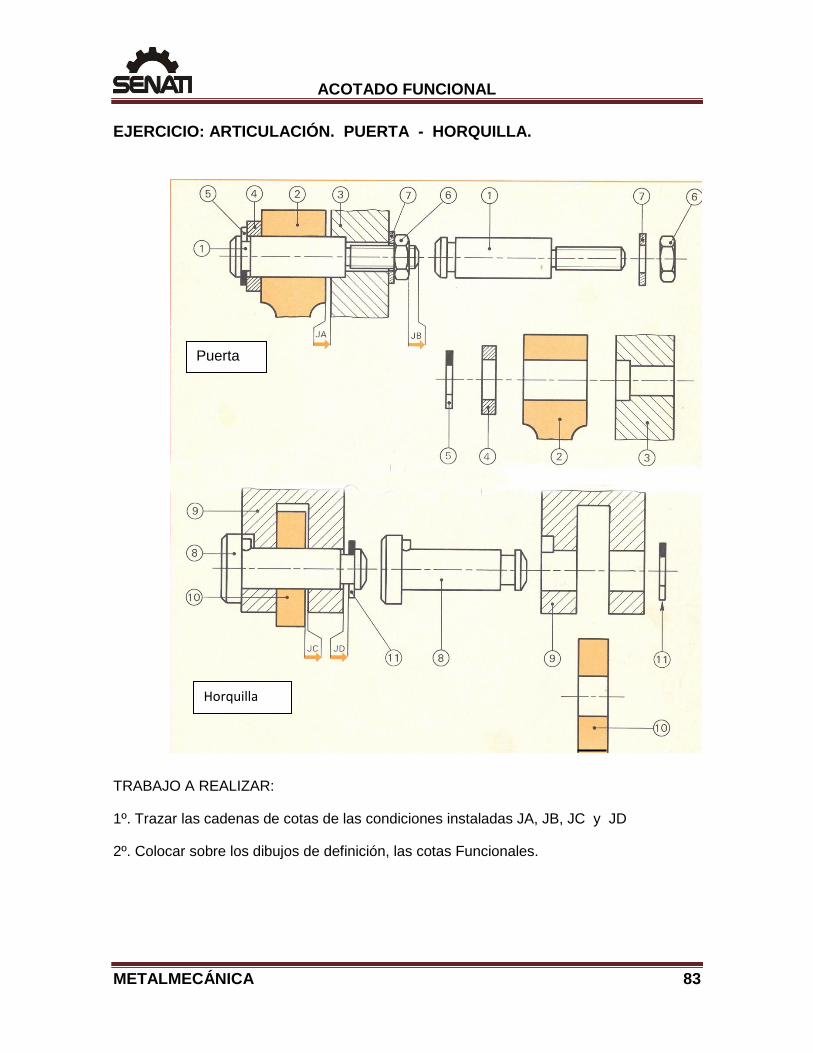
EJERCICIO: ARTICULACIÓN. PUERTA - HORQUILLA.
TRABAJO A REALIZAR:
1º. Trazar las cadenas de cotas de las condiciones instaladas JA, JB, JC y JD
2º. Colocar sobre los dibujos de definición, las cotas Funcionales.
Puerta
Horquilla
ACOTADO FUNCIONAL
METALMECÁNICA 84
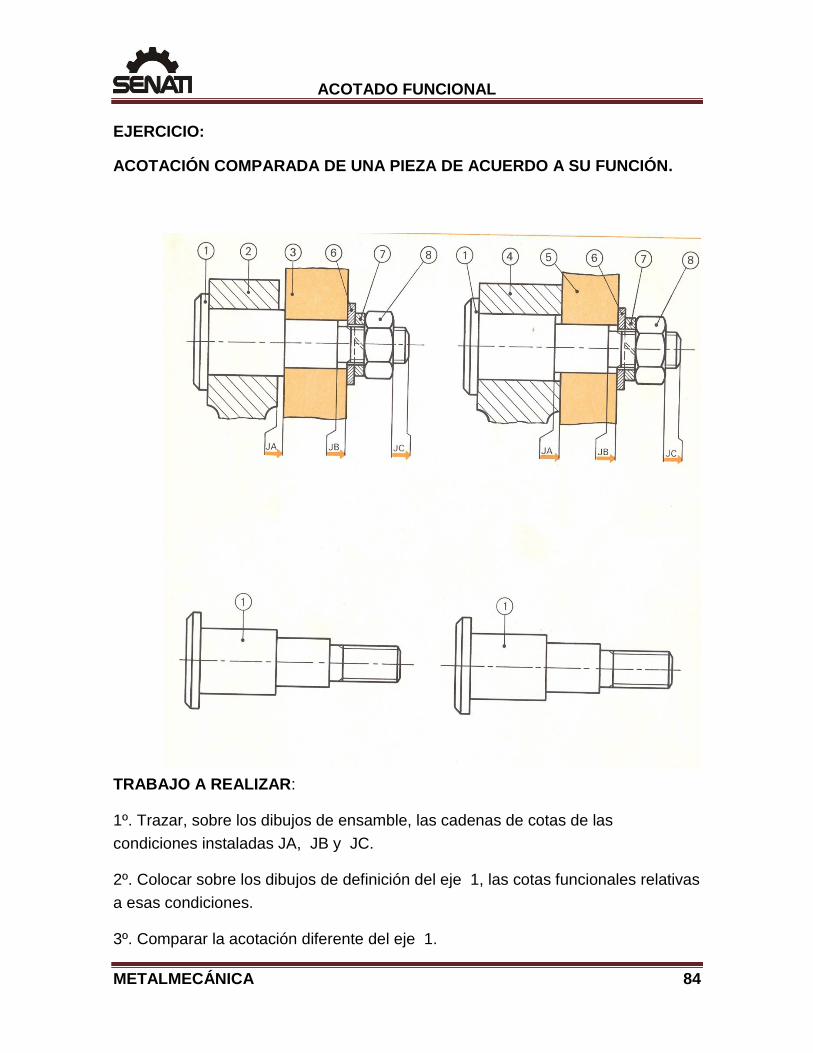
EJERCICIO:
ACOTACIÓN COMPARADA DE UNA PIEZA DE ACUERDO A SU FUNCIÓN.
TRABAJO A REALIZAR:
1º. Trazar, sobre los dibujos de ensamble, las cadenas de cotas de las
condiciones instaladas JA, JB y JC.
2º. Colocar sobre los dibujos de definición del eje 1, las cotas funcionales relativas
a esas condiciones.
3º. Comparar la acotación diferente del eje 1.
ACOTADO FUNCIONAL
METALMECÁNICA 85
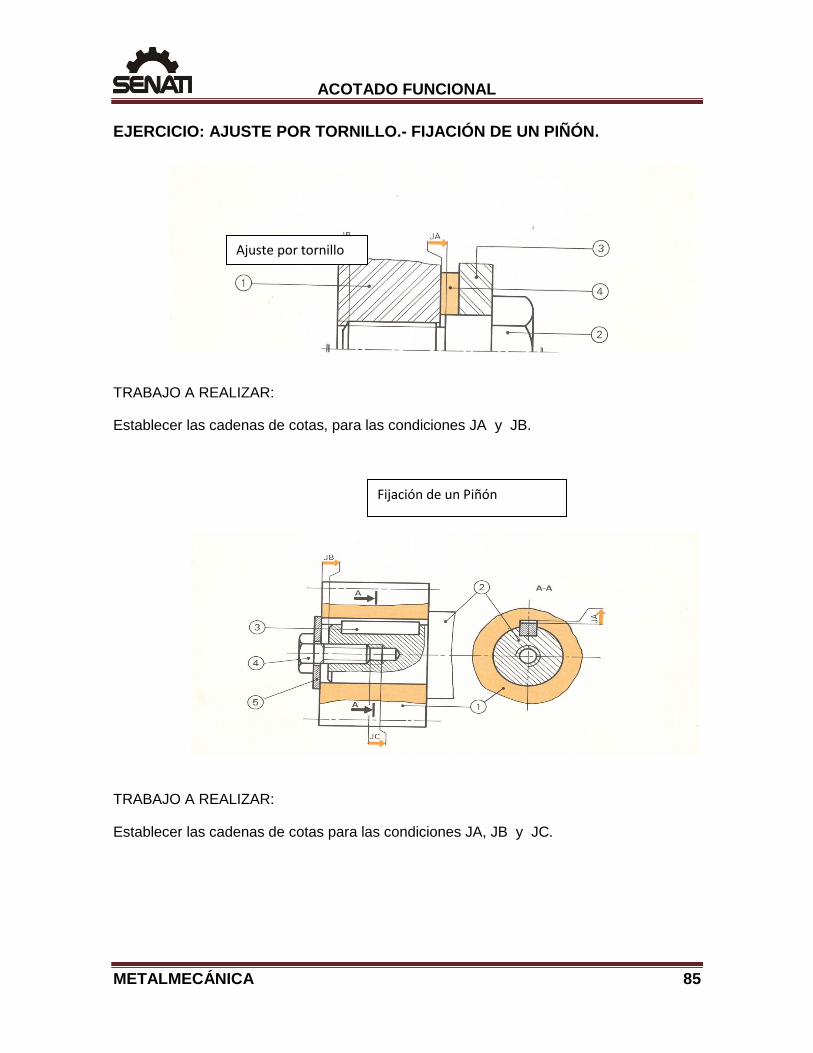
EJERCICIO: AJUSTE POR TORNILLO.- FIJACIÓN DE UN PIÑÓN.
TRABAJO A REALIZAR:
Establecer las cadenas de cotas, para las condiciones JA y JB.
TRABAJO A REALIZAR:
Establecer las cadenas de cotas para las condiciones JA, JB y JC.
Ajuste por tornillo
Fijación de un Piñón
ACOTADO FUNCIONAL
METALMECÁNICA 86
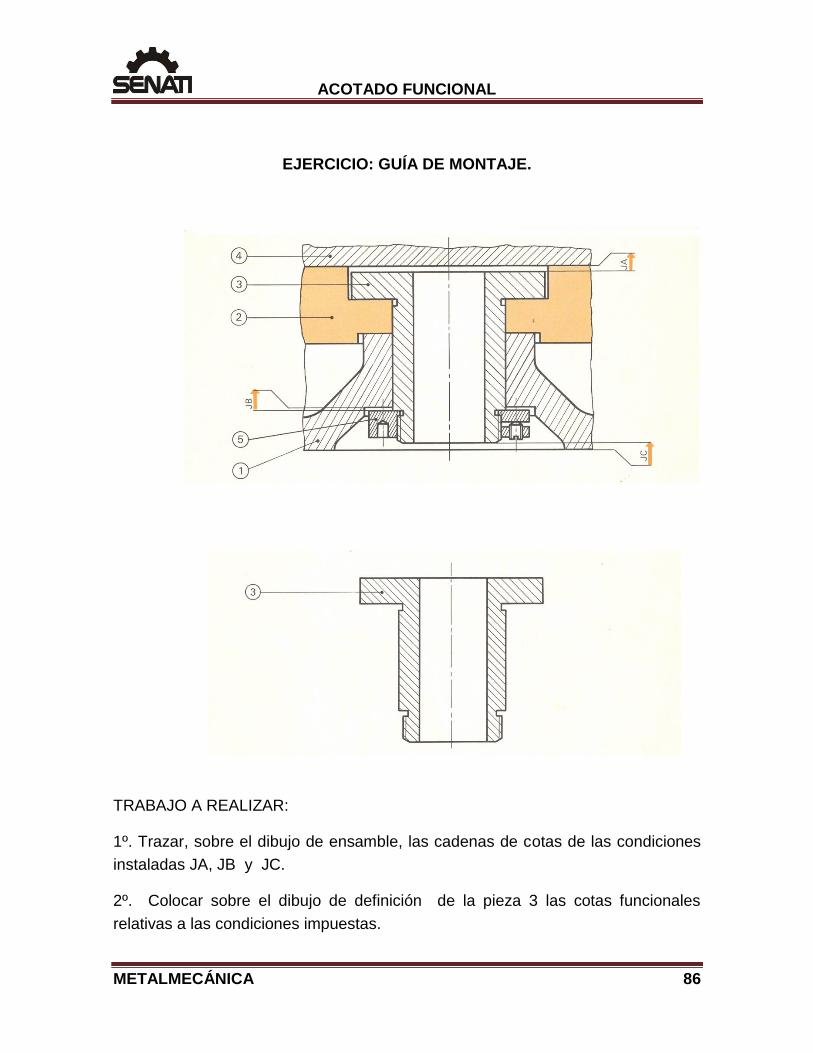
EJERCICIO: GUÍA DE MONTAJE.
TRABAJO A REALIZAR:
1º. Trazar, sobre el dibujo de ensamble, las cadenas de cotas de las condiciones
instaladas JA, JB y JC.
2º. Colocar sobre el dibujo de definición de la pieza 3 las cotas funcionales
relativas a las condiciones impuestas.
ACOTADO FUNCIONAL
METALMECÁNICA 87
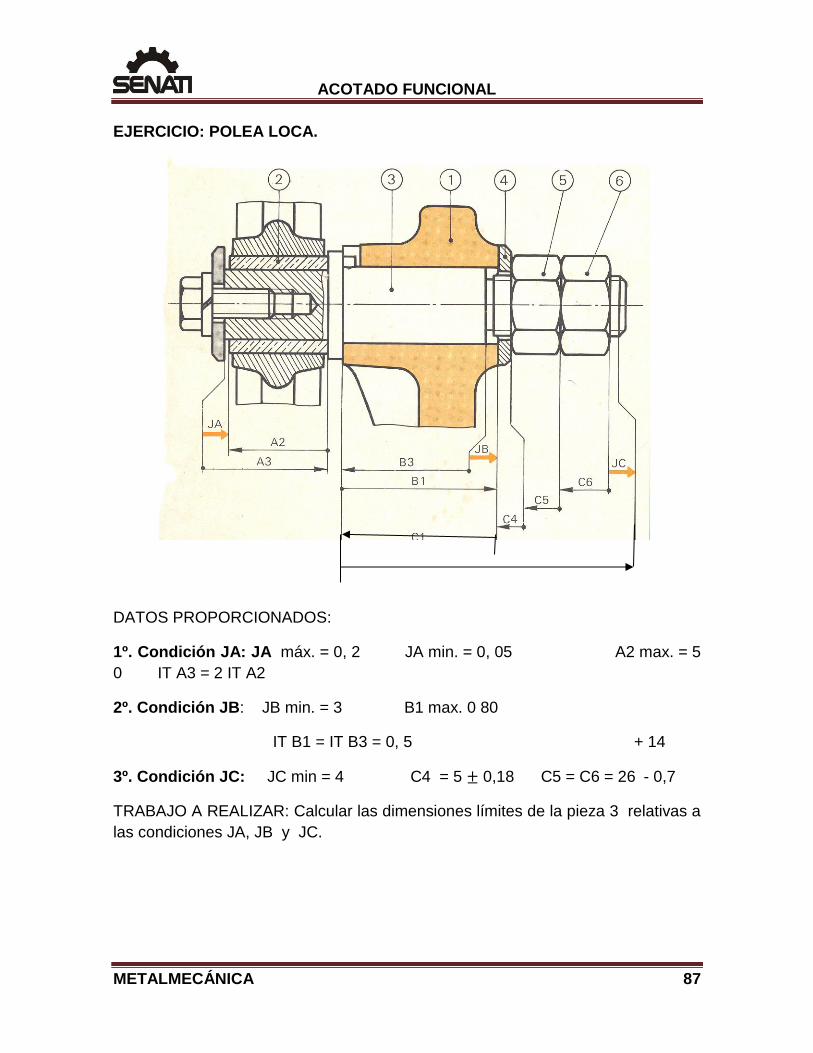
EJERCICIO: POLEA LOCA.
DATOS PROPORCIONADOS:
1º. Condición JA: JA máx. = 0, 2 JA min. = 0, 05 A2 max. = 5
0 IT A3 = 2 IT A2
2º. Condición JB: JB min. = 3 B1 max. 0 80
IT B1 = IT B3 = 0, 5 + 14
3º. Condición JC: JC min = 4 C4 = 5 0,18 C5 = C6 = 26 - 0,7
TRABAJO A REALIZAR: Calcular las dimensiones límites de la pieza 3 relativas a
las condiciones JA, JB y JC.
ACOTADO FUNCIONAL
METALMECÁNICA 88
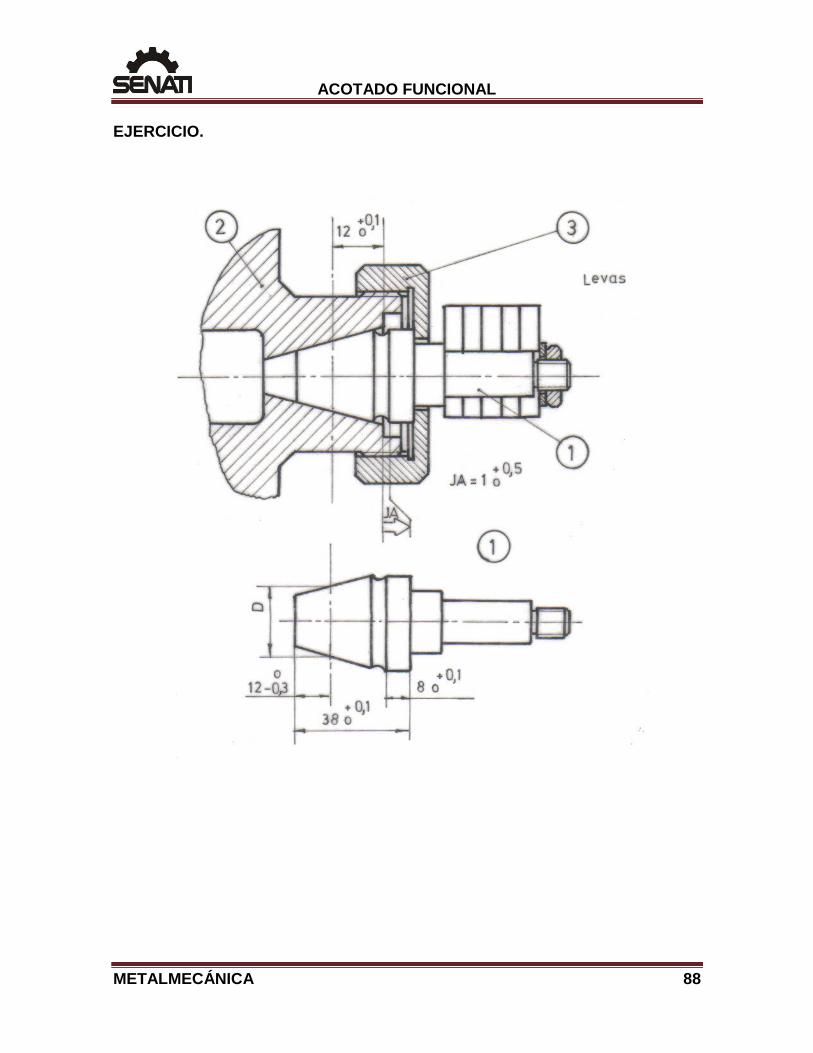
EJERCICIO.

PROPIEDAD INTELECTUAL DEL SENATI PROHIBIDA
SU REPRODUCCIÓN Y VENTA SIN LA AUTORIZACIÓN
CORRESPONDIENTE