p. reyes / mayo 2005 1 - icicm.com · solicitud de nuevo suministro elaboracion de solicitud de...
TRANSCRIPT

1P. Reyes / Mayo 2005
2
Contenido
1. Introducción
2. Mapeo del proceso y análisis del valor
3. Procesos de gestión Lean
4. Métodos de Manufactura Lean
3
4
Definición de Lean
Métodos para tener flexibilidad y
minimizar el uso de recursos (tiempo,
materiales, espacio, etc.) a través de la
empresa ampliada ( proveedores,
distribuidores y clientes) para lograr la
satisfacción y lealtad del cliente.
Mfra. Lean es término acuñado después del estudio de J. Woomack en la industria automotríz en 1991

5
Las metas de la empresa Lean? Mejorar la calidad
? Eliminar el desperdicio
? Reducir el tiempo de ciclo de procesos
? Reducir los costos totales

6
Pensamiento Lean en las actividades clave de la empresa? Lanzamiento de nuevos productos: definir el
concepto, diseño y desarrollo del prototipo, revisión de planes y mecanismo de lanzamiento
? Gestión de información: toma de pedidos, compra de materiales, programación interna y envió al cliente
? Transformación o Manufactura: realización del producto desde la transformación de materias primas hasta producto terminado

7
Lean = Eliminación de Muda
? Sobreproducción? Defectos / Rechazos? Inventarios? Movimientos excesivos? Procesos que no agregan
valor? Esperas ? Transportes innecesarios
Típicamente el 95% de los tiempos no agregan valor

8
Actividades sin valor o Muda? Muda son las actividades que no agregan valor en
el lugar de trabajo, su eliminación es esencial:
? Sobreproducción: planeada y generada por fallas de máquinas, rechazos, capacidad de máquinas, etc.
? Reparaciones y rechazos: Se utilizan operadores de línea y de mantenimiento para corregir los problemas, Generan desperdicios
9
Actividades sin valor o Muda? Inventarios de todos tipos, ya que requieren:
? Espacio en planta? Transporte? Montacargas? Sistemas de transportadores? Mano de obra adicional? Intereses en materiales
? Son afectados por:? Polvo, humedad y temperatura? Deterioración y obsolescencia

10
Actividades sin valor o muda? Movimientos y ergonomía, analizar cada
estación:? El operador no debe caminar demasiado,
cargar pesado, agacharse demasiado, tener materiales alejados, repetir movimientos, etc.
? Layout de planta inadecuado genera distancias recorridas excesivas

11
Actividades sin valor o Muda? Procesos sin valor: operaciones que no agregan valor
(eliminar rebabas)
? Esperas: operadores y máquinas ociosas por desbalances de línea, falta de partes o tiempos muertos de máquina
? Transporte: inadecuado induce al daño, entre menor sea es mejor
12
Presiones competitivas? Acciones de la competencia internacional,
mercados abiertos (UE, TLC, Israel, Japón)
? Muchos clientes operan bajo JIT, penalizando $$ incumplimiento en entregas y mala calidad
? Cada vez más el cliente quiere servicios y productos con entrega rápida
13
Beneficios de los Métodos Lean
? Incremento en la agilidad para responder al mercado
? Incremento de participación de mercado
? Rentabilidad más alta (ROI)
? Más Vueltas de inventario
? Lealtad de clientes por Calidad y servicio
14

15
? Es difícil optimizar un proceso cuando el producto atraviesa por muchas fronteras funcionales como se muestra en la figura. Si las relaciones no son claras, el proceso es lento y caro
? Con la gestión de procesos se utiliza un esquema matricial y de proyectos

16
Ven tas yM k t g . Ingenier ía A d m ó n .
F inanzasOperac io -
n e sRecu rsosH u m a n o s
Tecno log íasI n f o r m a c i ó n
Ejecut ivos
Staf f
Geren tes
Ingen ieros
S u p e r v i s o -res
O p e r a d o r e s
Proceso de negoc io ( - - - ) vs Func ión o rgan izac iona l (O)
En t rada Sa l ida

17
Macroprocesos o procesos principales
Procesos derivados de los principales
Diagramas de flujo de actividades
18
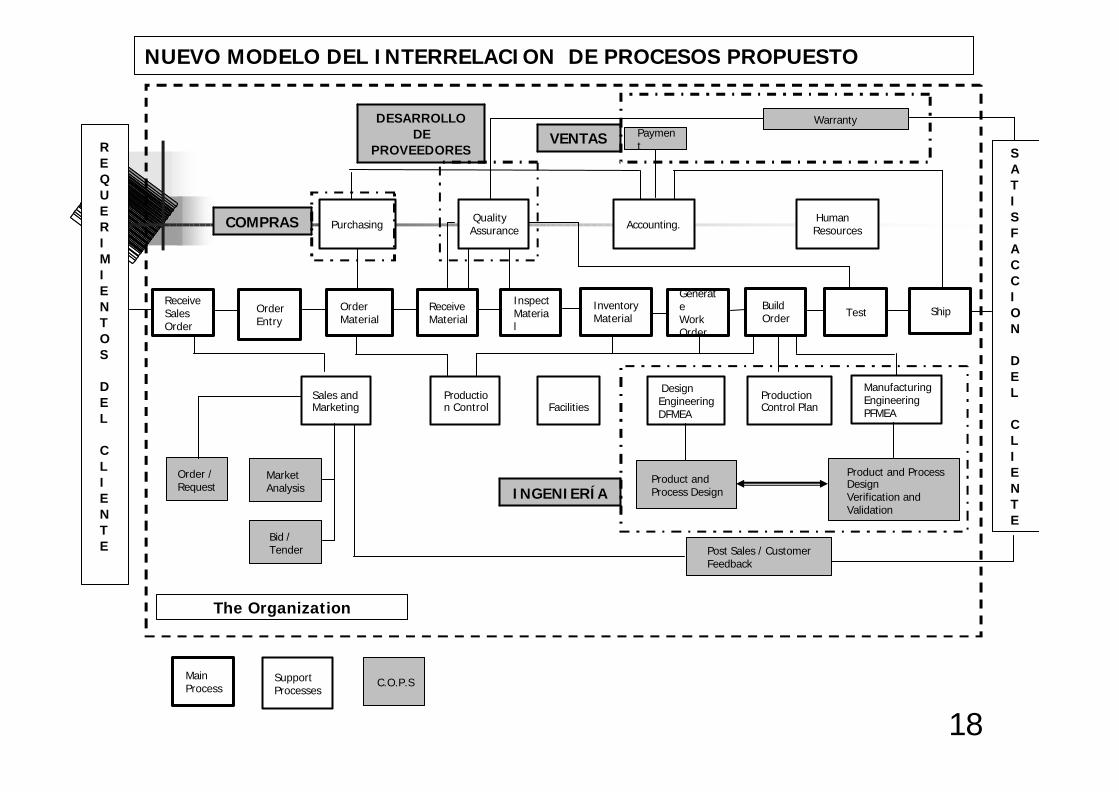
NUEVO MODELO DEL INTERRELACION DE PROCESOS PROPUESTO
Purchasing
ReceiveSalesOrder
Order Entry
Order Material
ReceiveMaterial
Inspect Material
InventoryMaterial
Generate Work Order
Build Order Test Ship
Quality Assurance Accounting.
Human Resources
Sales and Marketing
Production Control Facilities
Design EngineeringDFMEA
ProductionControl Plan
Manufacturing EngineeringPFMEA
Market Analysis
Product and Process Design
Order /Request
Payment
Product and Process DesignVerification and Validation
Main Process
Support Processes
C.O.P.S
REQUERIMIENTOS
DEL
CLIENTE
SATISFACCION
DEL
CLIENTE
The Organization
Bid / Tender Post Sales / Customer
Feedback
WarrantyDESARROLLO DESARROLLO DE DE
PROVEEDORESPROVEEDORES
COMPRASCOMPRAS
INGENIERÍAINGENIERÍA
VENTASVENTAS

19
Provee-dores Clientes
Banco de información
Entradas,Insumos
Procesos ysistemas Salidas
Retroalimentación Retroalimentación
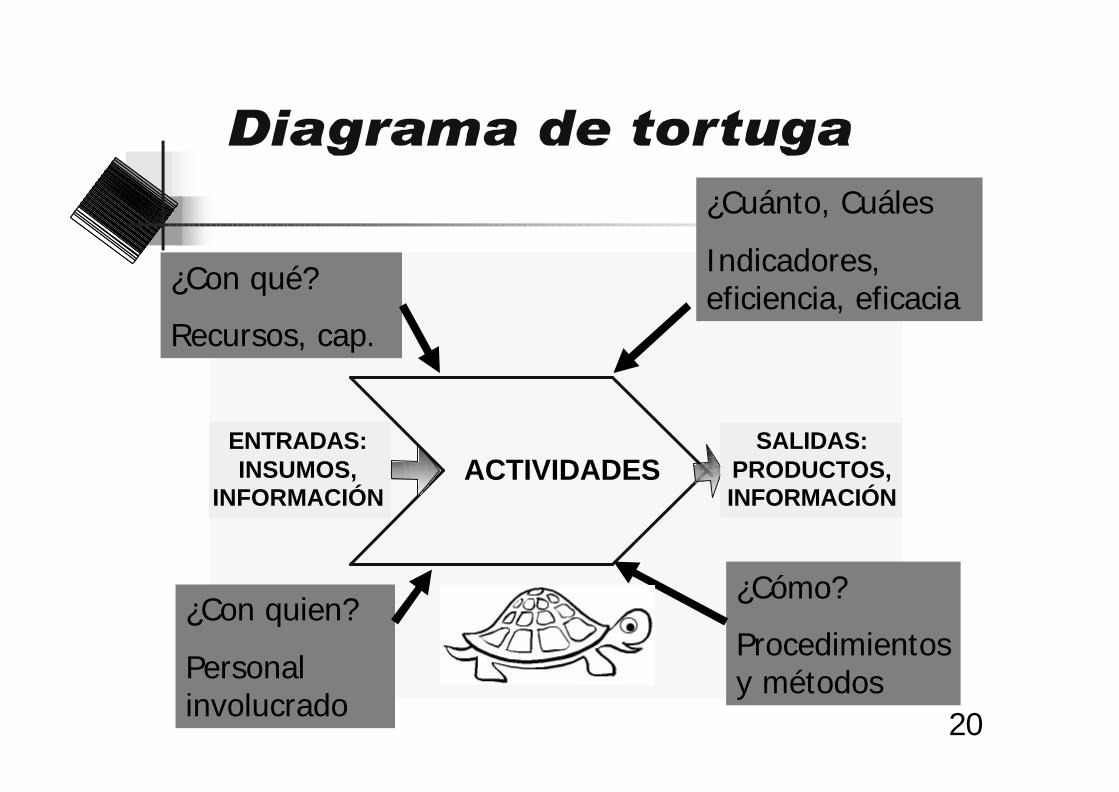
20
ENTRADAS:INSUMOS,
INFORMACIÓN
SALIDAS:PRODUCTOS,INFORMACIÓN
ACTIVIDADES
¿Con quien?
Personal involucrado
¿Con qué?
Recursos, cap.
¿Cómo?
Procedimientosy métodos
¿Cuánto, Cuáles
Indicadores, eficiencia, eficacia

21

22

23
Inicio
Fin
Paso 2A Paso 2B Paso 2C
Paso 1
Paso 3
¿Bueno?Retrabajo
SíNo

24
NOTAS
SOLICITUD DE NUEVO SUMINISTRO
ELABORACION DE SOLICITUD DE NUEVO SUMINISTRO
REGISTRO DE SOLICITUD EJECUTIVO DE ATENCION TELEFONICA
CONSULTA DE SOLICITUD (SAC) R
7.2.2.-01
INDICE DE LLAMADAS ATENDIDAS
SAC, COMPUTADORA
LEY DEL SERVICIO PUBLICO DE ENERGIA ELECTRICA Y
SU REGLAMENTO, SYLLABUS INDIVIDUAL
REGISTRO DE SOLICITUD DARSE DE ALTA EN EL SECTOR O BLOQUE CORRESPONDIENTE
LINIERO DE SERVICIO AL CLIENTE
COMPUTADORA MAESTRA DEL ASSER Y
BITACORA DEL SAC
SISTEMA DE ATENCION DISTRIBUIDA (AT&D)
COMPUTADORAS RADIOS, MODEM Y
TERMINAL PORTATILSYLLABUS INDIVIDUAL
SE RECIBE ORDEN DE TRABAJO A TERMINAL PORTATIL VIA
MODEM
LINIERO DE SERVICIO AL CLIENTE
CONSULTA DE SOLICITUD (SAC) R
7.2.2-01
COMPROMISOS DE SERVICIO
SE REVISA DIARIAMTE LOS PENDIENTES DEL DIA
ANTERIORSYLLABUS INDIVIDUAL
SE EJECUTA TRABAJO?LINIERO DE SERVICIO AL CLIENTE
SI CUMPLE CON LOS DOCE LINEAMIENTOS INTERNOS, PROCEDE LA CONEXIÓN
DEL SERVICIO
SYLLABUS INDIVIDUAL
SE RECHAZA SOLICITUD ATENCIÓN DE SOLICITUDLINIERO DE SERVICIO AL CLIENTE
CONSULTA DE SOLICITUD (SAC) R
7.2.2-01 RECHAZO F 7.2.2-01
INDICE DE RECHAZO
INSTALACIÓN DE SERVICIO NUEVO
CONEXION DE NUEVOS SUMINISTROS
LINIERO DE SERVICIO AL CLIENTE
CONSULTA DE SOLICITUD (SAC) R
7.2.2-01 RECHAZO F 7.2.2-01
CUMPLIMIENTO DE NORMASVEHICULO
HERRAMIENTAS Y MATERIAL
SYLLABUS INDIVIDUAL
TERMINACION DE SOLICITUDESLINIERO DE SERVICIO AL CLIENTE
CONSULTA DE SOLICITUD (SAC) R
7.2.2-01
TIEMPO PROMEDIO DE CONEXIÓN
SYLLABUS INDIVIDUAL
DARSE DE BAJA DEL SECTOR O BLOQUE CORRESPONDIENTE
LINIERO DE SERVICIO AL CLIENTE
R 7.2.2-01 SAC (CONSULTA DE
SOLICITUD)
BITACORA DEL LINIERO DE SERVICIO AL
CLIENTESYLLABUS INDIVIDUAL
SUPERVISION DEL SERVICIOLIDER DE SERVICIO AL CLIENTE
R- 8.2.4-05 GUIA DE SUPERVISION
BITACORA DEL LINIERO DE SERVICIO AL
CLIENTECUMPLIMIENTO DE NORMAS SYLLABUS INDIVIDUAL
ANALISIS DE INDICADORESLIDER DE SERVICIO AL CLIENTE
REVISION DE AREAS DE ÉXITO METAS CUMPLIDAS SYLLABUS INDIVIDUAL
DOCUMENTOS RELACIONADOS
PLAN DE CALIDAD DE CONEXION DE NUEVOS SERVICIOS EQUIPO DE SERVICIO AL CLIENTE
ENTRADA (DETONANTE DE VALOR)
PROCESO (NERVIO DEL NEGOCIO)
SALIDA SYLLABUS PLUS
RESPONSABLEREGISTRO O
EVIDENCIAINDICADORES DE MONITOREO
O INSPECCIÓN CRITERIO DE ACEPTACIÓN RECURSOS
NO
SI

25

26
Actividades sin valor agregado
Actividades con valor agregado
27
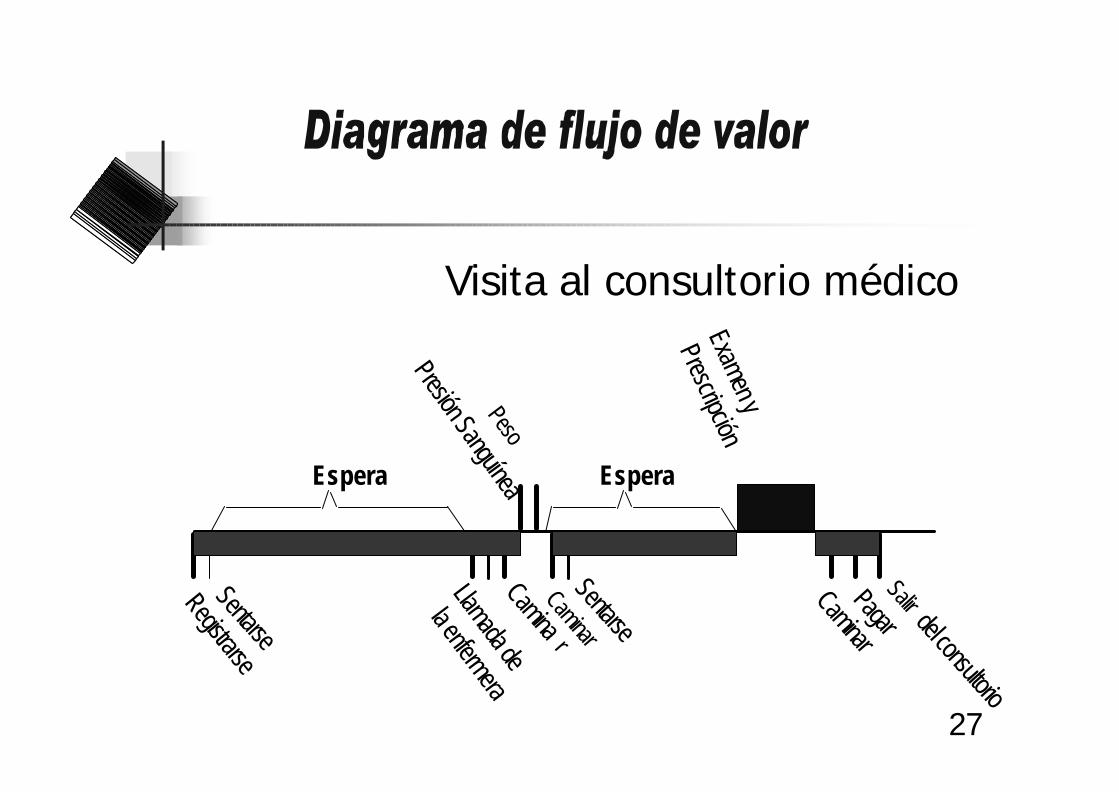
Visita al consultorio médico
Espera Espera
RegistrarseSentarse
Llamada de
la enfermeraCamina
r
Presión SanguíneaPeso
CaminarSentarse
Examen y
Prescripción
CaminarPagar
Salir del consultorio
28
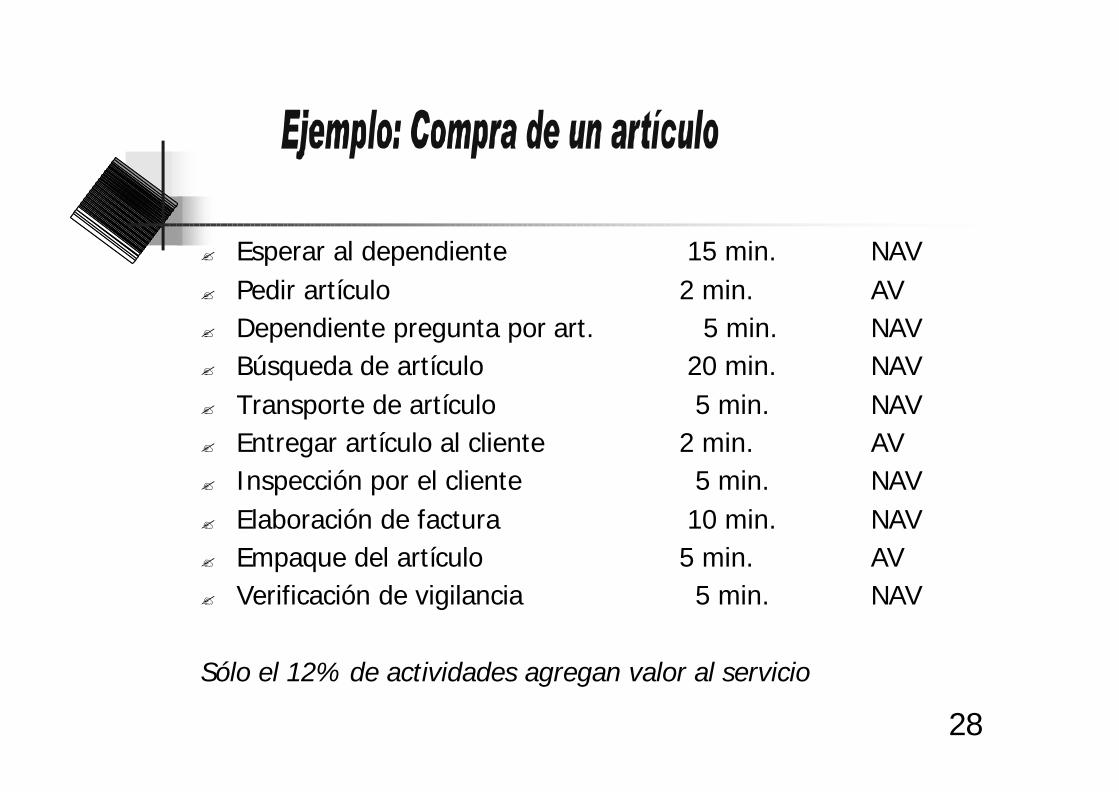
? Esperar al dependiente 15 min. NAV? Pedir artículo 2 min. AV? Dependiente pregunta por art. 5 min. NAV? Búsqueda de artículo 20 min. NAV? Transporte de artículo 5 min. NAV? Entregar artículo al cliente 2 min. AV? Inspección por el cliente 5 min. NAV? Elaboración de factura 10 min. NAV? Empaque del artículo 5 min. AV? Verificación de vigilancia 5 min. NAV
Sólo el 12% de actividades agregan valor al servicio

29

30
Organización tradicional
? Buscar culpables, Burocracia
?Prioridad a procedimientos y reglas
?Olvido al cliente
?Alto desperdicio en tiempo, materiales, papel, etc.
?Poca atención al empleado,poca seguridad
?Comunicación sólo en sentido vertical

31
Organización para Mfra. Lean
? El cliente es la máxima prioridad
? Desarrollo de personal multihabilidades
? Competitividad y finanzas sanas
? Sistemas visuales simples y excelente comunicación
? Entrega oportuna y Trabajo en equipos
? Ambiente de trabajo seguro y agradable

32
Facilitador de Procesos de
Recursos Humanos
Team Team GerencialGerencial
R HumanosR Humanos MaterialesMateriales ChampionChampionProducciónProducciónCostosCostos
Facilitador de Procesos / Proyectos
Facilitador de Mantenimiento /
Proyectos
P a t r o c i n a d o r e sP a t r o c i n a d o r e s
Trabajo en equipo para Lean

33
? Eliminar actividades que no agregan valor
? Ampliar alcance de los puestos
? Aplanar la organización
? Desarrollo de personal multihabilidades
? Crear oportunidades de plan de carrera
p. 93
Métodos Lean en RH
34
Abastecimiento de materiales
y servicios de proveedores en
forma rápida, flexible, competitiva y
con alta calidad
Métodos Lean con Proveedores

35
Actividades sin valor agregado
? Manejo de documentos entre proveedores y clientes. Proceso de firmas
? Viajes muy largos para entregar productos
? Búsqueda de insumos por teléfono
? Abastecimiento en grandes lotes sin uso inmediato y tiempos de retrazo en entregas

36
Métodos Lean con Proveedores? Asociaciones a largo plazo, pocos y cercanos,
participan en el diseño y mejoras
? Proveedores certificados con niveles de calidad del orden de ppm (surten partes directamente a las lineas por Kanban)
? Reducción de precios, flexibilidad, operación JIT, penalizaciones calidad y entrega

37
Comunicación B2B electrónica con Proveedores
? Transacciones electrónicas por EDI o XML(pedidos, facturas, pagos, 7 x 24 x 365)
? Acceso por Extranet a bases de datos ERP para abastecimiento oportuno en lugar de uso (Kanbanelectrónico)
? Participación en ambientes de Internet (ORM, MarketPlaces, Portales)

Administración
de recursos
Intranet ERP
Mfra. Distrib.
MRP II Web eCRM B2C
Call Center
Proveedores Primer Nivel
EDI XML
Red de Valor Agregado
VAN B2B
Subproveedores2° Nivel
Distribuidores y Minoristas
EDI XML B2C Web eCRM CallCenter
InternetWeb
TeléfonoCliente
SCM
Papel de la TIC
39
Métodos Lean con transportistas
? Transacciones electrónicas por EDI o XML(pedidos, facturas, pagos, 7 x 24 x 365)
? Comunicación por Wireless (WAP) y localizacionpor GPS, seguimiento de enbarques por Internet
? Métodos óptimos de transporte, contenedores reciclables, protección de productos

40
Métodos Lean con clientes? Estructura de la Organización más plana con
Empowerment en unidades de negocio
? Empowerment al cliente por medio de páginas Web (catálogos, existencias, precios), motores de búsqueda
? Compras o demostraciones automatizadas por Web (libros, CDs, cocinas, refrigeradores intel.)
? Atención automatizada por Call Centers

41
? Eliminar actividades que no agregan valor
? Desarrollo de productos con ciclo reducido a través de equipos multidisciplinarios
? Minimizar las variaciones diseño (CAD, CAM)
? Mantener especificaciones actualizadas con los procesos reales de manufactura (0 diferencias)
Métodos Lean en Ingeniería

42
Métodos Lean en Admón. de la Producción
Apoyo del sistema MRP II / ERP
? Pronósticos, Plan Maestro y Capacidad planta? Administración de inventarios
? Explosión de materiales (MRP I) y Compras? Plan maestro de producción y órdenes de Mfra.
? Control de piso de Manufactura por lotes, repetitiva y JIT
? Interfase con servidores Web y EDI
43
? Almacenamiento de partes o entregas cercanas al lugar de uso (kanban)
? C.P., C.C. Y C.I. con personal que agrega valor
? Hacer sólo lo que se está vendiendo
? Nivelar los programas de producción
? Minimizar los inventarios en proceso WIPs
Métodos Lean en la Administración de producción

44

45
Elementos de Manufactura Lean? Equipos Kaizen? Orden y Limpieza - 5S’s
? Administración visual? Trabajo estandarizado
? Preparaciones y ajustes rápidos - SMED ? Mantenimiento productivo total – TPM? Calidad cero defectos – Poka Yokes

46
Elementos de Manufactura Lean? Fabricación Justo a Tiempo – JIT
? Celdas de manufactura con Kanban? Empleados multihabilidades
? Administración visual
? Gestión de restricciones? Trabajo estandarizado

47
Actividades no Lean en Manufactura? Filas de espera? Movimientos de materiales? Preparación de equipos y ajustes? Inspecciones? Almacenamientos? Proceso de firmas? Exceso de transacciones en proceso? Exceso de manejo de materiales ........

48
49
1. Observar el proceso actual y el tiempo que toman las operaciones
2. Analizar el proceso actual
3. Generar ideas para eliminar desperdicios e implementar una nueva secuencia de trabajo.
- Herramientas de análisis de problemas.
- Revisar el plan y la nueva secuencia de trabajo
El procedimiento Kaizen
50
4. Implementar un plan revisado
5. El supervisor / operador verifican la secuencia del trabajo:
- Correr una producción completa y validar
6. Documentar la nueva operación estándar
7. Repetir el Ciclo
El procedimiento Kaizen
51

52
Propósito de las 5S’s? Mejorar la seguridad, evitando accidentes
? El personal cuida sus herramientas y equipo, así como el artesano
? La alta calidad demanda alta precisión y limpieza
? Evitar el “síndrome de los lunes” - nadie encuentra nada

53
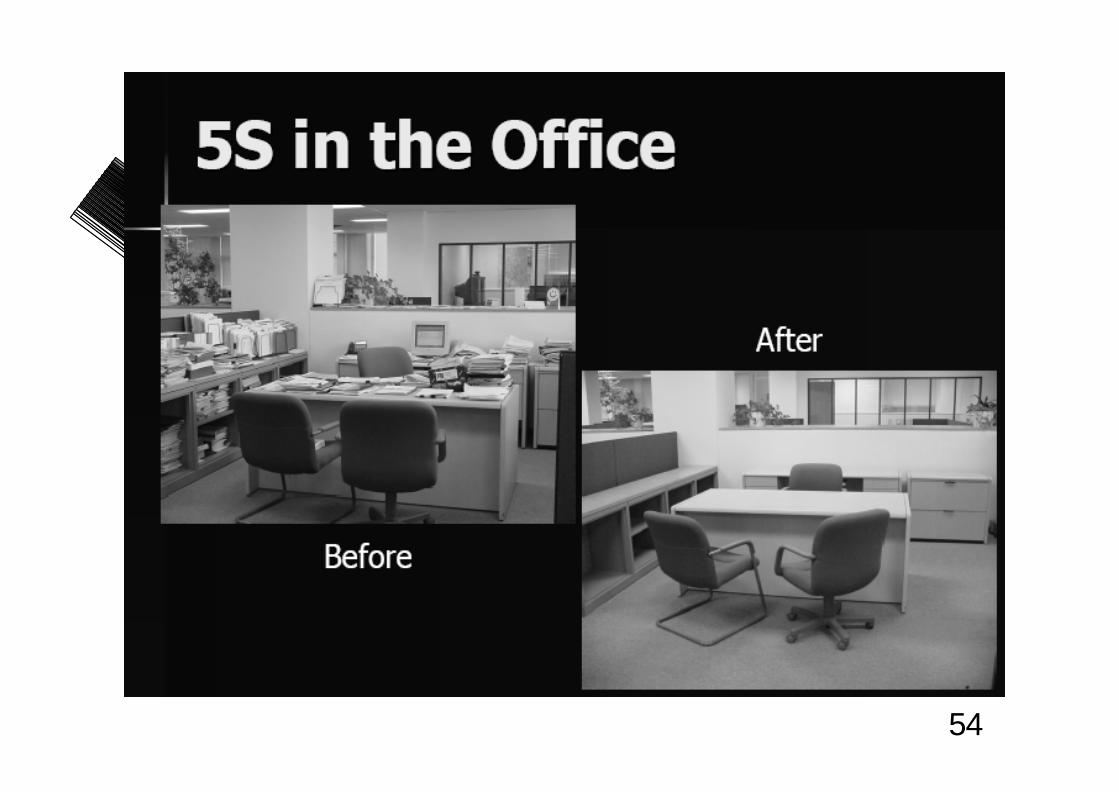
Aplicación de las 5S’sSe aplica a todas las áreas físicas de la empresa.
? Seleccionar una área pequeña bien definida para iniciarel proceso
? El área debe ofrecer buenas oportunidades de éxito, donde la mejora sea fácil y obvia
? Ampliar su aplicación a otras áreas de la planta
54

55
Lean para ahorro de espacio y tiempo, las 5S’s
? Seiri, Seiton, Seiso, Seiketsu, Shitsuke
? Seiri = OrganizaciónDeshacerse de todo lo innecesario del área de trabajo,
si hay duda usar Tarjetas Rojas, ahorrar espacio
? Seiton = OrdenTener las cosas en el lugar o distribución correcta,
visualmente bien distribuidas e identificadas, ahorrar tiempo de búsqueda. Contornos, pintura, colores.

56
Lean para ahorro de espacio y tiempo, las 5S’s? Seiso = Limpieza
Crear un espacio de trabajo impecable, ahorrar espacio y elevar la moral y la imagen
? Seiketsu = EstandarizaciónEstablecer los procedimientos para mantener las tres
S’s anteriores. Administración visual, usar colores claros, plantas, etc.
? Shitsuke = DisciplinaCrear disciplina (repetición de la práctica)

57

58
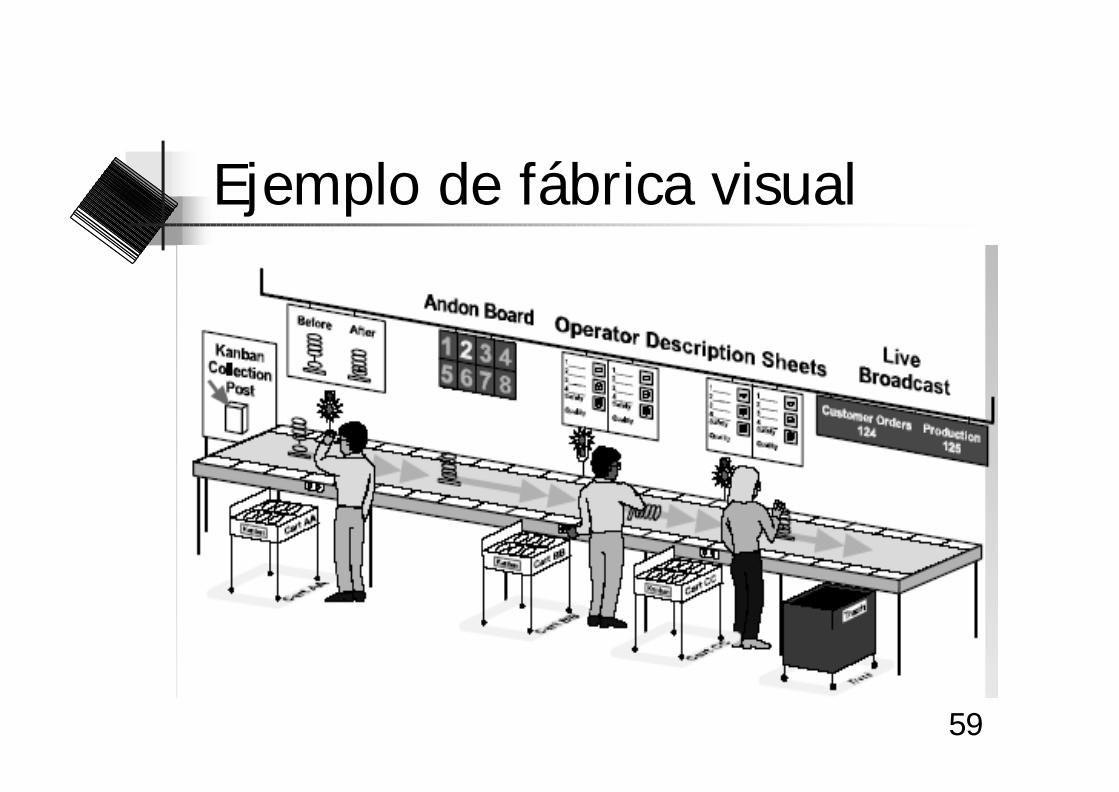
Fábrica visual? Hacer visibles los problemas? Ayudar al personal en general a estar en contacto
directo con Gemba (lugar de trabajo)? Clarificar los objetivos para la mejora? Aplicación del Kanban
? Uso de pizarrones y tableros para indicar el estado actual (diario, semanal y mensual) de:? Problemas de calidad, TPM, 5S’s, instrucciones de op.? Tendencias en: accidentes, capacitación, reducciones de
costos, tiempos muertos, productividad, etc.
59
Ejemplo de fábrica visual
60

61
Trabajo estandarizadoEs la forma más eficiente de fabricar productos sin
desperdicio por medio de la mejor combinación de métodos de trabajo.
Por estandarización se entiende:? Siempre seguir la misma secuencia de trabajo? Los métodos totalmente documentados? Los métodos están visibles en cada estación de trabajo? El material está colocado siempre en el mismo lugar? La información se presenta de la misma forma en toda la planta? Se tiene el registro del movimiento detallado del cuerpo
humano

62
63
Lean para reducción del tiempo de preparación y ajuste, SMED
? Necesidad de producir Lotes pequeños de una gran variedad de productos
? Analogía con lo que sucede en los Pits
? SMED - Single Minute Exchange of Die (ShigeoShingo)
? Objetivo del SMED: Reducir el tiempo de preparación y ajuste, desde la última pieza de producto anterior hasta 1a. Pieza del nuevo
64
? Hay tipos de preparaciones internas y externas
? Preparación interna (IED)Operaciones realizadas con máquina parada
? Preparación Externa (OED)Operaciones realizadas con la máquina
operando
? Propósito: Convertir operaciones Internas a externas (filmar, analizar, cambiar)
Lean para reducción del tiempo de preparación y ajuste SMED
65

66
67
Lean y Mantenimiento Productivo Total (TPM)? Su objetivo es maximizar la efectividad del equipo
a través de toda su vida útil al 100%
? Es Implantado y mantenido por diversos departamentos involucrados en los equipos
? Involucra a TODOS los empleados, desde el operador hasta el director
? Se apoya en grupos Kaizen de mejora

68
Elementos del Mantenimiento Productivo Total (TPM)
? Mantenimiento correctivo programado
? Mantenimiento preventivo (incluye predictivo por proveedores: termografía infrarroja, análisis de vibraciones y aceites)
? Mantenimiento productivo autónomo por operadores (limpieza, lubricación, etc.)
? Mantenimiento proactivo por Ingeneiría (rediseño, Mantenabilidad, confiabilidad, Poka Yokes)
p. 76

69
? Mejoras en productividad? Mejoras en calidad? Mejoras en tiempos de entrega? Mejoras en seguridad? Mejoras en higiene? Mejoras en la moral de los empleados
? Cuanto más automático sea el equipo, más importante es el TPM
Beneficios del TPM

70
Pérdidas por equipos reducidas por el TPMTiempos Muertos: Fallas, arranques, ajustes y
cambios de tipo
Pérdidas de velocidad: Paros menores, velocidad reducida por desgaste de partes
Defectos: Mala calidad, rendimiento reducido hasta la aceptación de partes

71
Fase P a s o D e t a l l e s
1.- La alta dirección anuncia inicio TPM Conferencia sobre TPM al personal
2.- Programa de educación y campañaDirectores: seminarios.General: presentaciones
3.- Crear organizaciones/ promociónCrear comités en cada nivel parapromoción, asignar staff
4.- Establecer políticas básicas y metas Evaluar condiciones actuales, metas
5.- Formular plan maestro Preparar planes detallados de actividades.
6.- Organizar acto de lanzamiento Invitar clientes, gente importante
Prep
arac
ión
Impl
anta
ción
Implantaciónpreliminar
Estabilización
7.Mejorar la efectividad de cada equipo Seleccionar equipo modelo. Formar equipode proyecto.
8.- Programa de mantenimiento autónomo Promover los 7 pasos, fabricar útiles de diagnóstico y establecer proc. de certificación de los trabajadores
9. Programa de mantenimiento para Equipos nuevos por mantenimiento.
Incluye mantto. periódico, y predictivo, gestión de repuestos, herramientas, dibujos y programas
10. Dirigir el entrenamiento para mejorar operación y capacidad de mantenimiento
Entrenar a los líderes, estos comunican información con los miembros del grupo.
11. Programa actualización de los equipos antiguos
Reconstrucción y mantenimiento preventivo
12. Perfeccionar y mejorar el TPM Evaluación para el premio PM, fijar objetivos maselevados
Pasos para implantar el mantenimiento productivo total

72
“Es bueno hacer las cosas bien la primera vez. Es aún mejor hacer que sea imposible hacerlas mal
desde la primera vez.”

73
Poka Yoke o A Prueba de Error
• Hacer que sea imposible el cometer errores
• En Japón: Poka - Yoke de Shigeo Shingo
Yokeru (evitar) Poka (errores inadvertidos)
• Una técnica para eliminar los errores humanos y de operación
• Técnicas simples y efectivas para eliminar o al menos reducir los defectos y los errores que los producen para alcanzar calidad cero defectos
• Mecanismo usado para evitar la ocurrencia de defectos o errores

74
Diferentes tipos de Errores
ERRORES
AcciónIntencional
Acción NoIntencional
Violación Equivocación Olvido Distracción
• A la Rutina• A la excepciones• Actos de sabotaje
En las reglas• No se siguen• Aplicación equivocadaEn el conocimiento• Diferentes formas
Fallas en la memoria• Omisión de planes• Intenciones olvidadas
Falta de atención• Omisión• En el Orden• En el tiempo
Tipos de Error Básicos
Fuente: Human Error (Errores Humanos), James Reason, 1990 Cambridge Univ. Press

75
Ejemplos de Ejemplos de PokaPoka YokesYokes
Contactos eléctricos a prueba de errores, para asegurar una polaridad apropiada.
Pasadores GuíaPasadores Guía
Cada guía tiene su propio pasador guía único.

76
Proceso de A Prueba de Error
Hacer un AMEF de proceso para Manufactura
Identificar todos los errores potenciales
Identificar características de
diseño que pueden eliminar el error
Rediseñar para eliminar la posibilidad
de error
Rediseñar para hacer obvio que ocurrirá un
error
Rediseñar para hacer obvio que ha ocurrido
un error
Revisar el diseño para detectar errores potenciales en Manufactura y Ensamble
o
o
1
2
3

77

78
Lean y los inventarios? Los inventarios “cubren” a los problemas
Problemas
Nivel de inventarios
Ineficiencias, desperdicios, retrabajos, t. muertos

79
Lean y la Gestión de Restricciones
? Se bajan los inventarios para forzar el sistema? Se identifican las restricciones? Se rompen las restricciones enfocando los recursos? Se repite el proceso en forma paulatina
Problemas
Nivel de inventarios
80
Lean y Distribución de planta celular
? Distribuciones de planta departamentales: Procesos escondidos
? Distribuciones de planta en base al flujo: Procesos visibles
? Cambiar departamentos a Celdas de manufactura

81
La planta escondida
Fabricación Inspección Empaque Embarque
Desperdicio
Retrabajo Re Inspección!! Eliminar
esta plantaescondida !!
Y.tp=Rend. Antes de retrabajo=37% Y.final=90% Rend. con retrabajo

82

83
84

85
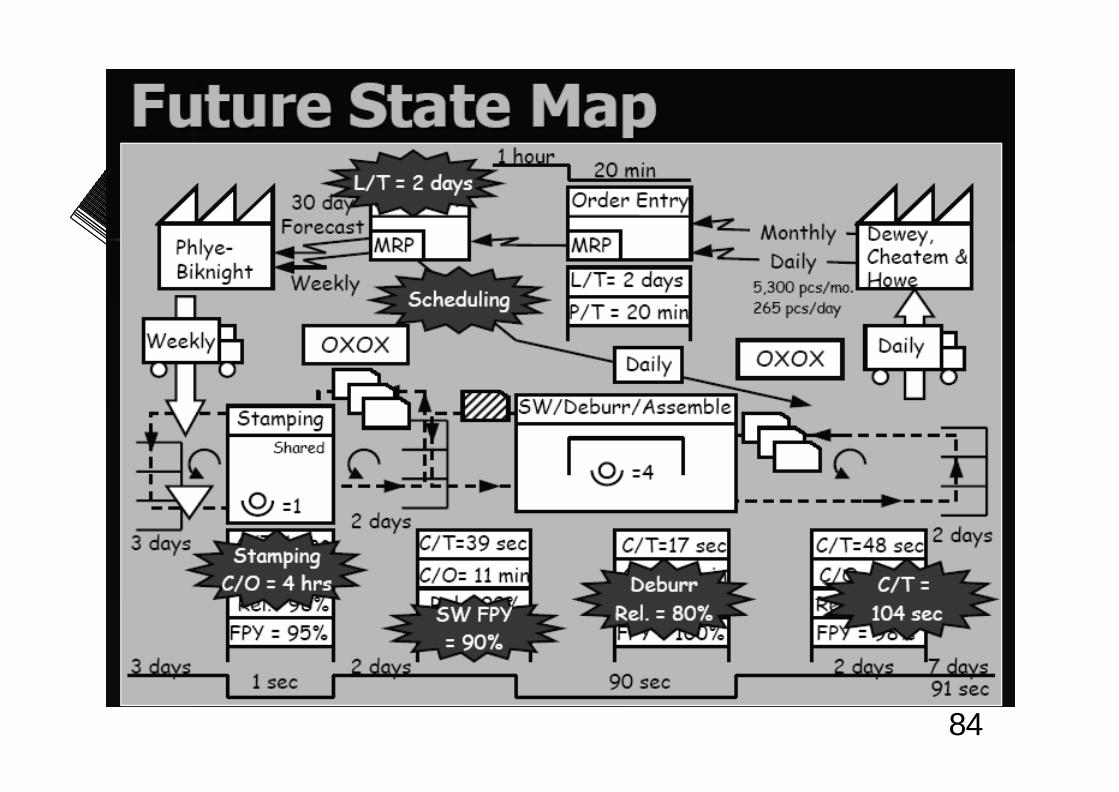
Mejoras medibles del ejemplo? Tiempo de espera de 40 a 7 días
? Tiempo de ciclo de 105 seg. A 91 seg.? Inventarios de 10,700 piezas a 1,855 pzas.
? Eventos Kaizen? Tiempo de preparación en Estampado? Confiabilidad del rebabeado? Calidad de la soldadura por punto

86
Manufactura celular y Kanban

87
Empujar vs jalar? Empujar
? Se basa en pronósticos
? Fabricar el producto independientemente si la siguiente operación lo requiere
? Jalar? Se basa en el uso
real del cliente? Sólo producir cuando
los productos se consumen

88
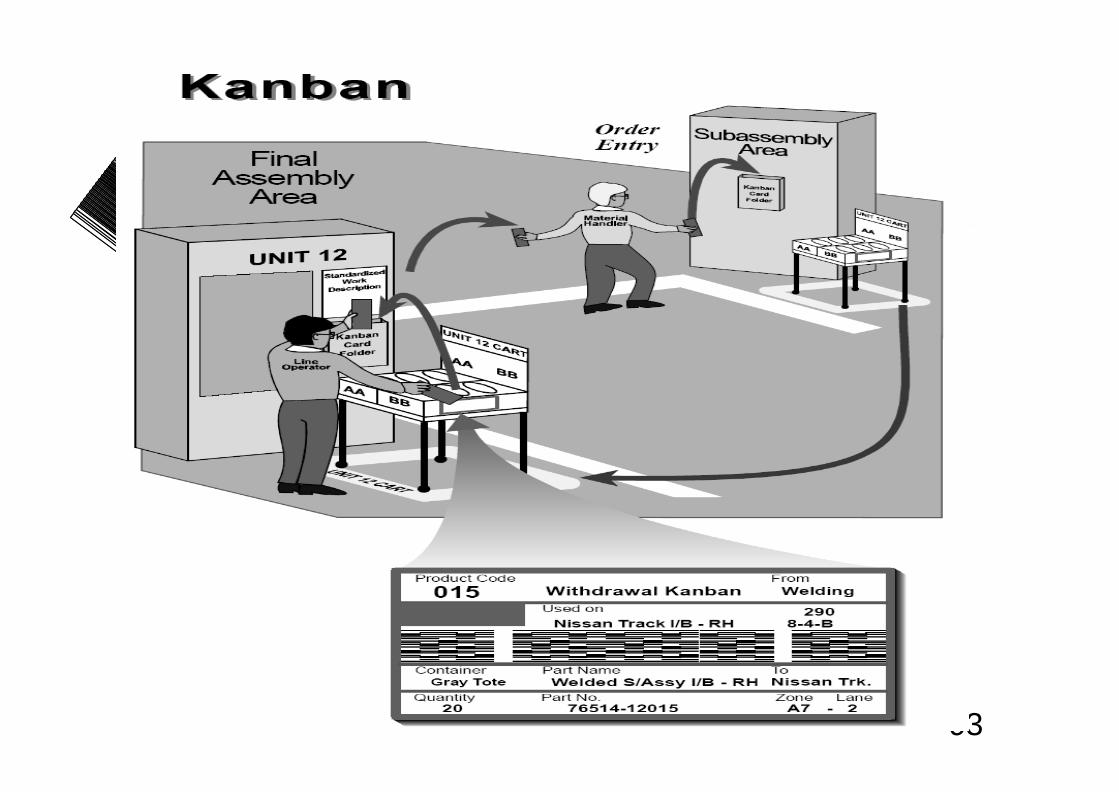
Kanban? Kanban = Señal, signo
? Punto de reórden – cuando reabastecer al supermercado
? Cantidad de la orden – cantidad a reabastecer al supermercado
89
Propósitos del Kan Ban? Hacer visible el flujo de materiales? Mostrar localidades de almacenamiento y entrega
? Mostrar las cantidades estándar y tipo de contenedor? Mostrar método o frecuencia de transporte
? Pizarrones de programa muestran estatus de producción
? Mantener involucrada a la gente en procedimientos estandarizados

90
Prerrequisitos del Kanban? Suavización de la producción Programa maestro
? Nivelar la carga del programa Cambios rápidos
? Equipo capaz Mantenimiento Productivo Totaltiempos muertos y defectos mínimos
? Organización adecuada de planta con Las 5S’s? Lay Out y distribución de planta adecuada
? Entregas confiables de proveedores y cero defectos? Trabajo estandarizado

91
Depto. AMáquinas
A
Depto. BMáquinas
B
Depto. C
Depto. DEmpaque
EInspección
InventarioProductosTerminados(200)
Materiasprimas
WIP
WIP
WIP WIP
WIP
Retrabajos
WIP
¿Qué avance de procesoTiene el producto M003?
SISTEMA DE EMPUJAR

92
Sistema de Manufactura de Jalar Kan Ban
? Procesos de producción disparados por la demanda del cliente, distribución en Celdas Mfra.
? Abastecimiento en el lugar de uso disparado por la demanda, directamente de proveedores
? Empleados multihabilidades, capacitados y con poder de decisión operativa
? Se apoya y reconoce el trabajo de equipo
93

94
EmbarqueProductosTerminados(200 en 5 familias)
¿Qué avance de procesoTiene el producto M003?
SISTEMA DE JALAR
Celda de Mfra.Para la familia M
Celda de Mfra.Para la familia N
CuadrosKanban
Celdas de ManufacturaEn U
Proveedor
EDI
Todo lo necesario para elproducto M está integrado aquí
Cliente

95
Sistema de señales visuales que facilitan al personal en la planta identificar las operaciones o movimientos a realizar sin procedimientos sofisticados
Flujo del proceso
Cuadros Kan BanFlujo de las tarjetas
Proceso
A
Proceso
B
Proceso
C
Proceso
DProveedor
Cliente
Tablero de avisos electrónico
96
Reglas Básicas del Kanban
1. El proceso siguiente retirar sólo lo que necesita
2. Producir sólo para reponer lo que se retira
3. No avanzar productos defectuosos
4. Transportar materiales solo con tarjeta Kanban
5. Uso de contenedores estandarizados
6. Cada contenedor debe tener un Kanban

97