manual operacion y mantenimiento centrifugas.docx
TRANSCRIPT
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
AGRADECIMIENTOS
Al Dios Altísimo que por su soberana voluntad se crearon todas las cosas, a El la Gloria, la Honra y el Respeto, porque somos enriquecidos en El en toda obra, en toda palabra y en toda ciencia, porque mas que pedir tengo que agradecer.
A la empresa agroindustrial Pucalá S.A.A. por darnos la oportunidad y la facilidad de tener el libre acceso a sus instalaciones para complementar nuestros conocimientos teóricos impartidos en la universidad y así poder formarnos profesionalmente capaces y eficientes.
Al jefe de supervisión de mantenimiento ingeniero Jorge Oliden Nuñes por su apoyo incondicional y porque contribuyó de forma decisiva de la elaboración de este manual.
En realidad muchas son las personas que me apoyaron con sus conocimientos para la elaboración de este manual como para adquirir experiencias y conocimientos prácticos, en especial al personal del área de mantenimiento donde realicé mis prácticas pre-profesionales.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
1.- INTRODUCCIÓN2.- FABRICANTES3.- SEGURIDAD 3.1.- MANEJO Y MANTENIMIENTO DE LA MÁQUINAS 3.2.- MEDIDAS PREVENTIVAS DURANTE LA UTILIZACIÓN 3.3.- MEDIDAS EN CASO DE ACCIDENTES4.- DESCRIPCIÓN GENERAL DE LAS CENTRIFUGAS5.- MANTENIMIENTO DE LAS CENTRIFUGAS 5.1.- MEDIDAS PREVENTIVAS DURANTE EL MANTENIMIENTO 5.2.- TIPOS DE MANTENIMIENTOS 5.2.1.- MANTENIMIENTO CORRECTIVO 5.2.2.- MANTENIMIENTO PREVENTIVO 5.2.3.- MANTENIMIENTO PREDICTIVO
Ventajas del mantenimiento predictivo. Tecnologías aplicables al mantenimiento predictivo
Análisis de vibraciones Análisis de aceites Termografía infrarroja Análisis espectral de intensidades de corrientes Detección ultrasónica de defectos Descargas parciales
5.2.4.- MANTENIMIENTO PROACTIVO
6.- CENTRIFUGAS DE MASA DE PRIMERA WESTERN STATES MACHINE O ROBERTS
6.1.- CENTRIFUGA ROBERTS N° 01 AUTOMATIZADA
A) ESPECIFICACIONES TECNICAS B) PRINCIPALES COMPONENTES
Componentes mecánicos Componentes hidráulicos Componentes neumáticos Componentes eléctricos Componentes de control
B) SISTEMAS AUXILARES 6.1.2.- DISPOSITIVOS DE SEGURIDAD6.1.3.- OPERACIÓN CENTRIFUGA WESTERN STATES MACHINE AUTOMATIZADA A) CONDICIONES DE UTILIZACIÓN B) PREPARACIÓN PARA EL ARRANQUE C) PROGRAMACIÓN DE LA PANTALLA TÁCTIL
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Menú Sub menú test Sub menú Configuración de tiempos Sub menú Desbalance. Sub menú monitoreo. Sub menú operación automática. Sub menú operación manual Sub menú Alarmas Sub menú Gráficas
6.1.4.- MANTENIMIENTO CENTRIFUGA ROBERTS AUTOMATICA A) MANTENIMIENTO PREVENTIVO
Mantenimiento cada 24 horas Mantenimiento cada 300 horas Mantenimiento cada anual
B) MANTENIMIENTO PREDICTIVO Carta ilustrada de diagnóstico de vibración Tabla de puntos de inspección durante el mantenimiento predictivo
C) MANTENIMIENTO CORRECTIVO Tabla de localización de averías Tabla de frecuencia de fallas
6.2.- CENTRIFUGA N° 02 Y 03 MECANICAS A) ESPECIFICACIONES TECNICAS B) PRINCIPALES COMPONENTES
Componentes mecánicos Componentes hidráulicos Componentes neumáticos Componentes eléctricos Componentes de control
6.2.2.- DISPOSITIVOS DE SEGURIDAD6.2.3.- OPERACIÓN DE LAS CINTRIFUGAS ROBERTS 02 Y 03 MECANICAS A) CONDICIONES DE UTILIZACIÓN B) PREPARACIÓN PARA EL ARRANQUE C) EJECUTAMOS LOS SIGUIENTES PASOS D) MODO OPERACIÓN MANUAL E) DESCARGA POR CONTROL MANUAL F) AJUSTE DE LA COMPUERTA DE CARGA G) BALANCEO O CARGA MAL DISTRUBUIDA6.2.4.- MANTENIMIENTO CENTRIFUGAS ROBERTS MECANICAS 02 Y 03 A) MANTENIMIENTO PREVENTIVO
Mantenimiento cada 24 horas Mantenimiento cada 300 horas Mantenimiento cada anual
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
B) MANTENIMIENTO PREDICTIVO Puntos de inspección
C) MANTENIMIENTO CORRECTIVO Tabla de frecuencia de fallas
7 CENTRIFUGAS DE MASA DE SEGUNDA LLAMADAS SALZGITTER MASCHINEN AKTIENGESELLSCHAFT SMG7.1.- CENTRIFUGA N° 02 Y 04 AUTOMATICAS CON FINES DE CARRERA A) ESPECIFICACIONES TECNICAS B) PRINCIPALES COMPONENTES
Componentes mecánicos Componentes hidráulicos Componentes neumáticos Componentes eléctricos Componentes de control
7.1.2.- DISPOSITIVOS DE SEGURIDAD7.1.3.- PROCEDIMIENTO DE TRABAJO CENTRIFUGA SMG 02 Y 04 MECANICAS A) CONDICIONES DE UTILIZACIÓN B) PREPARACIÓN PARA EL ARRANQUE C) EJECUTAMOS LOS SIGUIENTES PASOS D) PUESTA EN MARCHA E) MODO DE OPERACION F) AJUSTE DEL DESCARGADOR G) ENGRASE H) CASO DE PARADA DURADERA I) DESCARGA DE LA CENTRIFUGA7.1.4.- MANTENIMIENTO CENTRIFUGAS SMG 02 Y 04 A) MANTENIMIENTO PREVENTIVO
Mantenimiento cada 24 horas Mantenimiento cada 300 horas Mantenimiento cada anual
B) MANTENIMIENTO PREDICTIVO Tabla de puntos de inspección
C) MANTENIMIENTO CORRECTIVO Tabla de frecuencia de fallas Tabla de puntos de inspección en los sistemas auxiliares
8 CENTRIFUGAS DE MASA DE TERCERA 8.1.- CENTRIFUGA BMA N° 01 , 02 Y 03 A) ESPECIFICACIONES TECNICAS B) PRINCIPALES COMPONENTES8.1.2.- DISPOSITIVOS DE SEGURIDAD8.1.3.- MANUAL DE OPERACIÓN CENTRIFUGAS BMA 01, O2 Y 03 A) CONDICIONES DE UTILIZACIÓN A) PREPARACIÓN PARA EL ARRANQUE B) EJECUTAMOS LOS SIGUIENTES PASOS
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
8.1.4.- MANTENIMIENTO A) MANTENIMIENTO PREVENTIVO
Mantenimiento cada 24 horas Mantenimiento cada 300 horas Mantenimiento cada anual
B) MANTENIMIENTO PREDICTIVO Tabla de puntos de inspección
C) MANTENIMIENTO CORRECTIVO Tabla de frecuencia de fallas Tabla de puntos de inspección en los sistemas auxiliares
8.2.- CENTRIFUGA FIVES CAIL A) ESPECIFICACIONES TECNICAS B) PRINCIPALES COMPONENTES
Componentes mecánicos Componentes hidráulicos Componentes neumáticos Componentes eléctricos
8.2.2.- DISPOSITIVOS DE SEGURIDAD8.2.3.- INSTRUCCION DE UTILIZACIÓN A) CONDICIONES DE UTILIZACIÓN8.2.4.- MANUAL DE OPERACIÓN DE LA CENTRIFUGA FIVES CAIL A) PREPARACIÓN PARA EL ARRANQUE B) EJECUTAMOS LOS SIGUIENTES PASOS C) PUESTA EN MARCHA D) MODO DE OPERACIÓN E) MODO DE OPERACIÓN CON CARGA F) ENGRASE8.2.5.- MANTENIMIENTO A) MANTENIMIENTO PREVENTIVO
Mantenimiento cada 24 horas Mantenimiento cada 300 horas Mantenimiento cada anual
B) MANTENIMIENTO PREDICTIVO Tabla de puntos de inspección
C) MANTENIMIENTO CORRECTIVO Tabla de frecuencia de fallas Tabla de puntos de inspección en los sistemas auxiliares
9.- IMPACTO AMBIENTAL10.- RECOMENDACIONES11.- CONCLUCIONES
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME

MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
1.- INTRODUCCIÓN
El presente Manual de Instrucciones pretende ser una guía para la correcta y segura utilización de las CENTRIGAS DE LA EMPRESA AGROINDUSTRIAL PUCALÁ S. A. A. siendo las siguientes:
“ROBERTS CENTRIFUGAL” o llamadas también centrifugas de masa de primera.
CENTRIGUGAS “SMG SALZGITTER” o centrifugas de masa de segunda.
“CENTRIFUGA FIVES CAIL” conocida como centrifuga de masa de tercera u “olla semillero”.
CENTRIFUGAS AUXILIARES “BMA” estas centrifugas cumplen la misma función de las centrifugas FIVES CAIL, entran en funcionamiento cuando la cantidad de masa de tercera es poca.
Incluye los procedimientos para conseguir su racional conservación y mantenimiento.
Es importante el correcto cumplimiento de las operaciones de mantenimiento recogidas en el presente manual dado que su vigilancia permite optimizar el rendimiento, economía de servicio y una larga vida de la máquina.
2.- FABRICANTES
“ROBERTS CENTRIFUGAL” the western states machine de fabricación norteamericana.
CENTRIGUGAS “SMG SALZGITTER” de fabricación Alemana
CENTRIFUGA “FIVES CAIL” de fabricación francesa.
CENTRIFUGAS AUXILIARES “BMA” de fabricación alemana
3.- SEGURIDAD
3.1.- MANEJO Y MANTENIMIENTO DE LA MÁQUINAS
Sólo permitir el manejo y mantenimiento de la máquina a personal capacitado,Calificado y autorizado.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
3.2.- MEDIDAS PREVENTIVAS DURANTE LA UTILIZACIÓN
Prescripciones de seguridad de carácter general:
Cada vez que vaya a utilizar la CENTRIFUGAS, revise previamente todas las partes móviles para comprobar que se encuentren en condiciones de operación apropiadas, de lo contrario consulte con el mecánico de turno.
Si algún componente presenta daños visibles o no se desplaza correctamente durante la inspección, no utilice la CENTRIFUGA consulte con el mecánico para que se subsane esta deficiencia.
No debe dar un mal uso a la unidad. Sólo realice las funciones para las cuales está diseñada de lo contrario puede causar daños irreversibles en la centrífuga.
3.3.- MEDIDAS EN CASO DE ACCIDENTESEn caso de que se produzca un accidente se debe asistir a emergencia existente en fábrica.
4.- DESCRIPCIÓN GENERAL DEL LAS CENTRIFUGAS
una centrifuga en un ingenio azucarero consiste en una canasta cilíndrica y de las mallas. El canasto cilíndrico de la centrífuga, tiene sus costados perforados y forrados de tela metálica.La canasta: está diseñada para recibir la masa cocida por tratar y colocada en un eje vertical en cuyo extremo se encuentra una polea, esta polea esta acoplada a un motor o la toma de fuerza que mueve a la máquina. La canasta está perforada con numerosos orificios que permiten el paso de las mieles y retiene el azúcar. Las canastas se construyen de mayor o menor grosor, de acuerdo con la fuerza centrífuga a la que estarán sujetas. Las que recibirán tensiones mayores se fabrican de acero al cromo-cobre y los aros algunas veces de acero niquelado.La canasta está abierta en su parte superior para permitir la alimentación de la masa cocida y en el fondo para descargar el azúcar.
En el caso de centrifugas ROBERTS y las SMG, Cuando la máquina está trabajando, es decir durante la carga y secado, esta salida permanece cerrada por un cono y un plato respectivamente. La canasta está fija al eje por un cubo que ocupa la abertura del fondo. La canasta está rodeada por una envoltura para recibir las mieles y para proteger al operador de las partes móviles, llamado tambor. Esta envoltura esta provistas con una perforación a través de la cual ajusta el eje con la campana o el plato cuando empieza a cargar la masa. En general, se emplean varias centrífugas formando una batería y distribuidas en una línea.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Par hacer una descripción mas detallada tendremos en cuenta las centrífugas utilizadas en la industria azucarera según especificaciones técnicas de cada una de ellas.5.- MANTENIMIENTO EN LAS CENTRIFUGAS
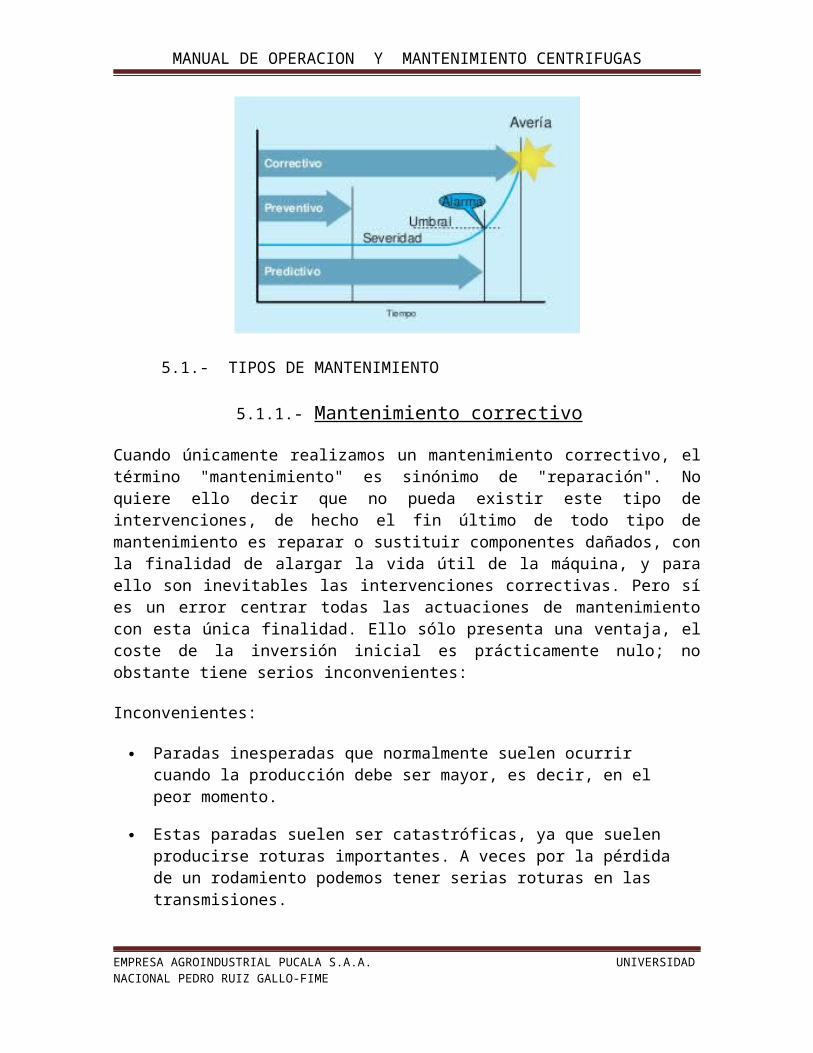
5.1.- TIPOS DE MANTENIMIENTO
5.1.1.- Mantenimiento correctivo
Cuando únicamente realizamos un mantenimiento correctivo, el término "mantenimiento" es sinónimo de "reparación". No quiere ello decir que no pueda existir este tipo de intervenciones, de hecho el fin último de todo tipo de mantenimiento es reparar o sustituir componentes dañados, con la finalidad de alargar la vida útil de la máquina, y para ello son inevitables las intervenciones correctivas. Pero sí es un error centrar todas las actuaciones de mantenimiento con esta única finalidad. Ello sólo presenta una ventaja, el coste de la inversión inicial es prácticamente nulo; no obstante tiene serios inconvenientes:
Inconvenientes:
Paradas inesperadas que normalmente suelen ocurrir cuando la producción debe ser mayor, es decir, en el peor momento.
Estas paradas suelen ser catastróficas, ya que suelen producirse roturas importantes. A veces por la pérdida de un rodamiento podemos tener serias roturas en las transmisiones.
Los costes de reparación de las mismas llegan a ser muy elevados.
La necesidad de tener piezas de repuesto en almacén se incrementa ante la incertidumbre de qué me puede fallar.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Los riesgos de accidentes se incrementan.
Desconocemos totalmente el estado de nuestras máquinas.
Tratamos fallos crónicos como habituales sin descubrir el origen del problema, por ejemplo si un rodamiento se deteriora prematuramente y tomamos la rutina de sustituirlo, estamos ocultando un posible problema de desalineación o de desequilibrio que puede ser la causa del daño prematuro de este componente.
5.1.2.-Mantenimiento preventivo:
El mantenimiento preventivo se basa en la sustitución de componentes cuando suponemos que se ha agotado la vida de los mismos. El estudio teórico de sus vidas lo suele suministrar el fabricante del equipo, quien normalmente incluye una gama de mantenimiento preventivo, con indicación de sustitución de componentes y cambios en la lubricación. Representa un paso más con respecto al mantenimiento correctivo. Claramente de esta forma conseguimos evitar averías, pero debemos tener cuidado con su aplicación, por ejemplo, los fabricantes de rodamientos indican en sus catálogos que "la vida media de los rodamientos es aproximadamente cinco veces la vida nominal, quiere esto decir que si prolongásemos la vida de los rodamientos a su duración real conseguiríamos quintuplicar la duración de los mismos, este argumento por si solo es válido para querer monitorizar en muchas ocasiones.
Por otro lado, el mantenimiento preventivo presenta también una serie de inconvenientes:
El principal radica en intervenir una máquina que está funcionando correctamente, simplemente porque le toca una revisión. Las máquinas adquieren con su funcionamiento un equilibrio que es difícil de restablecer una vez que intervenimos en las mismas y con las actuaciones preventivas estamos modificando constantemente este equilibrio de funcionamiento.
Cuando actuamos sobre la máquina, cambiamos componentes que normalmente están en buen estado y desconocemos el estado real de los mismos hasta que desmontamos.
Podemos cambiar componentes que han agotado su vida teórica y no ver otros que se encuentran en mal estado. No tenemos control sobre los daños ocultos.
En cuanto a su coste, puede dispararse como consecuencia de las frecuentes intervenciones en las máquinas, muchas de ellas innecesarias.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
5.1.3.- Mantenimiento predictivo:
En el mantenimiento predictivo o bajo condición, evaluamos el estado de los componentes mecánicos o eléctricos mediante técnicas de seguimiento y análisis, permitiéndonos programar las operaciones de mantenimiento "solamente cuando son necesarias". Consiste esencialmente en el estudio de ciertas variables o parámetros relacionados con el estado o condición del medio que mantenemos, como por ejemplo la vibración, temperatura, aceites, aislamientos, etc. El estudio de estos parámetros nos suministra información del estado de sus componentes y, algo también muy importante, del modo en que está funcionando dicho equipo, permitiéndonos no sólo detectar problemas de componentes sino también de diseño y de instalación. El objetivo del mantenimiento predictivo es la reducción de los costes de operación y de mantenimiento incrementando la fiabilidad del equipo.
La base del mantenimiento predictivo radica en la monitorización de los equipos, ya que debemos evaluar los parámetros antes comentados con la instalación en funcionamiento normal. No es, por tanto, necesario hacer una parada para poder evaluar la condición de los mismos, conocemos el estado de nuestras máquinas mientras están trabajando.
Con las diferentes técnicas disponibles podemos evaluar los fallos en los componentes y seguir su evolución durante largos períodos de tiempo (a veces meses) antes de decidir nuestra intervención, de esta manera podemos coordinar con producción el momento más adecuado para la intervención de mantenimiento.
Para conseguir el éxito en la implantación de un sistema de mantenimiento predictivo es necesario seguir una estrategia.
El fracaso lo tendremos asegurado si pretendemos hacer una implantación del mismo en todos nuestros equipos y más aún cuando queramos implantar varias tecnologías simultáneamente. Si además no tenemos un sistema de gestión de la información adecuado, que nos permita tratar los datos correctamente, conseguiremos tirar a la basura una importante inversión económica y lo que es peor perderemos los beneficios de una buena implantación con una alta rentabilidad económica. Además perderemos la confianza en unas tecnologías que terminarán siendo de uso habitual.
Será necesario en primer lugar hacer una selección de los equipos que vamos a monitorizar, ésta vendrá condicionada por una serie de factores entre los que se encuentran la criticidad o responsabilidad del equipo, la accesibilidad al mismo y la información técnica que podamos disponer de él. Nos centraremos en un pequeño número de ellos, analizando que técnica podremos aplicar en un primer momento, normalmente el análisis de vibraciones es la de más amplia utilización. Se realizará un programa piloto con los mismos, localizando defectos, analizando causas y
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
retroalimentando el sistema una vez hayan sido erradicados los defectos.
Una vez hayamos obtenido una valoración positiva de nuestra experiencia piloto, pasaremos a realizar una extensión de la aplicación a un mayor número de equipos y así sucesivamente hasta conseguir una implantación total con la integración de distintas tecnologías y una gestión adecuada de los datos obtenidos. Si el proceso se realiza de forma progresiva y sin prisas los resultados económicos no tardarán en ser evidentes y en muchas ocasiones sorprendentes.
Resulta interesante una aplicación más de las técnicas predictivas y que no está directamente relacionada con el mantenimiento y es su utilidad en la recepción de equipos, como verificación del correcto funcionamiento de los mismos o de la bondad de las reparaciones que se les hayan efectuado.
Ventajas del mantenimiento predictivo
Las actuaciones con mantenimiento predictivo pasan por unos inconvenientes iniciales de elevados costes de inversión en tecnología y formación, con una rentabilidad de la misma a medio y largo plazo. Pero las ventajas son evidentes:
Conocemos el estado de la máquina en todo instante.
Eliminamos prácticamente todas las averías.
Solo paramos o intervenimos en la máquina cuando realmente es necesario.
Conocemos el daño en los componentes desde una fase inicial del mismo, permitiéndonos programar su sustitución en el momento más conveniente.
Al intervenir en la máquina conocemos el problema, reduciendo el tiempo de la reparación.
Podemos identificar los fallos ocultos, así como la causa de fallos crónicos.
Reducimos las piezas del almacén, adquiriéndolas cuando detectamos el problema en una fase primaria.
Incrementamos la seguridad de la planta.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Tecnologías aplicables al mantenimiento predictivo
Son muchas y muy variadas las tecnologías que se pueden aplicar al campo del mantenimiento bajo condición, podemos enumerar algunas:
Análisis de vibraciones
De las distintas tecnologías aplicables al mantenimiento predictivo, el análisis de vibraciones es la más popular. La razón la encontramos en la posibilidad de determinar una gran cantidad de defectos, en una amplia gama de máquinas con una inversión económica inicial razonable. La vibración es uno de los indicativos más claros del estado de una máquina. Bajos niveles de vibración indican equipo en buen estado, cuando estos niveles se elevan está claro que algo comienza a ir mal.
Los equipos utilizados para la adquisición de datos de vibraciones en las máquinas van desde los portátiles o de campo hasta la monitorización en continuo u "on line". El control de los parámetros de mantenimiento (vibración, temperatura, etc.) de los mismos equipos tiene todavía un largo camino por recorrer antes de lograr una implantación generalizada y una integración dentro del proceso de planta.
El análisis espectral de vibraciones consiste simplemente en realizar una transformación de una señal en el tiempo al dominio de la frecuencia, donde podemos identificar la vibración característica de cada uno de los componentes o defectos que puede presentar nuestro equipo.
Análisis de aceites
El análisis de aceites consiste en la realización de tests fisico-químicos en el aceite con el fin de determinar si el lubricante se encuentra en condiciones de ser empleado, o si debe ser cambiado. La Ferrografía, o Análisis de partículas de desgaste, sin embargo, utiliza el lubricante como un medio para determinar el estado de la máquina lubricada. El análisis de aceites en nuestras instalaciones tiene dos objetivos claros: conocer el estado del aceite y conocer el estado de la máquina. Tradicionalmente éste último se obviaba, centrándonos siempre en determinar únicamente el estado del lubricante, para lo cual se realizan una serie de ensayos rutinarios de viscosidad, acidez, basicidad, análisis de aditivos, inspecciones visuales, etc. No es este el objetivo de la analítica del aceite como técnica de mantenimiento predictivo.
Las espectrometrías, ferrografías y contenidos de partículas aportan valiosa información del estado de los componentes de las máquinas que bañamos con nuestros lubricantes. Podemos detectar defectos con una antelación mucho mayor que con otras técnicas como podría ser el análisis de vibraciones, la dificultad estriba en el
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
alto costo de la tecnología implicada en ello. En casos de alta responsabilidad podría emplearse como técnica complementaria para verificar un diagnóstico realizado, por ejemplo, con un análisis vibracional. Por ejemplo, defectos en rodamientos, cojinetes o transmisiones pueden corroborarse al encontrar partículas de los mismos en un ferrograma.
Termografía infrarroja
La termografía infrarroja se podría definir brevemente como una técnica que permite, a través de la radiación infrarroja que emiten los cuerpos, la medida superficial de temperatura. El instrumento que se usa en termografía para medir, es la cámara de infrarrojos. La principal ventaja de la medida de temperatura mediante termografía, es que es una técnica de medida sin contacto, por lo que no afectará a las condiciones de los objetos observados. Esta cualidad la hace especialmente interesante en el control y mantenimiento de elementos en tensión. Entre las principales aplicaciones de la termografía podríamos citar:
Medidas de espesores y detección de discontinuidades en productos aislantes térmicos y refractarios.
Inspección de tubos y tuberías.
Inspección en soldaduras.
Posicionamiento de componentes y fallos en circuitos eléctricos.
Aplicaciones de prevención y detección de incendios.
De todas las aplicaciones, las instalaciones eléctricas son candidatas naturales a la aplicación de la termografía infrarroja. Podremos detectar puntos calientes en los termogramas realizados a las mismas. Las causas de estos puntos calientes pueden ser varias:
Radiación aportada por el sol.
Carga.
Calor inducido por corrientes de Eddy.
Aumento de resistencia, ocasionado por:
o Conexión floja.
o Conexión con suciedad.
o Conexión con corrosión.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
o Conexión con ajuste deteriorado.
o Componente incorrecto.
o Instalación incorrecta.
Análisis espectral de intensidades de corrientes
El análisis de motores eléctricos puede realizarse mediante termografías o mediante análisis de vibraciones, pero otra de las técnicas que podemos emplear para detectar problemas en barras es el análisis espectral de corriente, consistente en tomar el espectro de intensidades en las fases de alimentación del motor. Esta tecnología puede realizarse en paralelo con el análisis de vibraciones, usando los mismos colectores de datos, cambiando los sensores de vibración por una pinza amperimétrica
Detección ultrasónica de defectos
Existen numerosos fenómenos que van acompañados de emisión acústica por encima de las frecuencias del rango audible. Las características de estos fenómenos ultrasónicos hacen posible la utilización de detectores de ultrasonidos en infinidad de aplicaciones industriales dentro del mantenimiento como por ejemplo:
Detección de grietas y medición de espesores (por impulso eco).
Detección de fugas en conducciones, válvulas, etc.
Inspección de rodamientos.
Control de descargas eléctricas
Estas son algunas de las aplicaciones no habituales de los ultrasonidos, además de las normalmente usadas como ensayo no destructivo para la determinación de defectos internos en piezas, en este caso, somos nosotros los que realizamos la emisión acústica para poder detectar el defecto.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Descargas parciales
Los sistemas dieléctricos usados en máquinas rotativas se caracterizan por la posibilidad de presentar descargas parciales debidas a problemas a lo largo de su vida útil.
Las descargas parciales son pequeñas descargas que aparecen en el interior de los dieléctricos como manifestación de la degeneración de los mismos. Una vez iniciado este proceso, se mantendrá constante en el tiempo y será origen de la degeneración del sistema aislante: el calor y compuestos químicos corrosivos atacarán al aislamiento conduciéndolo lentamente a la destrucción y cortocircuito a tierra por perforación.
La monitorización on-line de los niveles de descargas parciales en el tiempo, va a ser por tanto un buen sistema para conseguir evaluar el proceso de degradación del dieléctrico en la máquina. Existen varios sistemas de medida on-line: sondas inductivas, sensores tipo antena y sensores capacitivos. Los de uso más extendido son los captadores capacitivos. Las señales, se recogerán con un analizador de descargas parciales (PDA).
Tras el análisis de las gráficas, niveles de descargas, polaridad, variación con la temperatura, humedad y carga, se obtienen datos que permiten discernir el tipo de degradación que se produce en la máquina e incluso la zona de aparición de las mismas.
5.2.4.- Mantenimiento proactivo:
El mantenimiento proactivo está basado en los métodos predictivos, pero, para identificar y corregir las causas de los fallos en las máquinas, es necesario una implicación del personal de mantenimiento.
Estos sistemas sólo son viables si existe detrás una organización adecuada de los recursos disponibles, una planificación de las tareas a realizar durante un periodo de tiempo, un control exhaustivo del funcionamiento de los equipos que permita acotar sus paradas programadas y el coste a él inherente, y una motivación de los recursos humanos destinados a esta función, acordes al sostenimiento de la actividad industrial actual.
El mantenimiento proactivo puede dar respuesta a cuestiones como la que sigue: "Es posible que aquel rodamiento, cuya vida útil de trabajo es excesivamente corta, esté insuficientemente dimensionado o simplemente no sea el tipo de rodamiento más adecuado para la aplicación que se le está dando".
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
5.1.- MEDIDAS PREVENTIVAS DURANTE EL MANTENIMIENTO
NO REALIZAR NINGUNA OPERACIÓN DE MANTENIMIENTO SINDESCONECTAR PREVIAMENTE LA MÁQUINA Y SUS EQUIPOS AUXILIARES DE LA RED
ELÉCTRICA
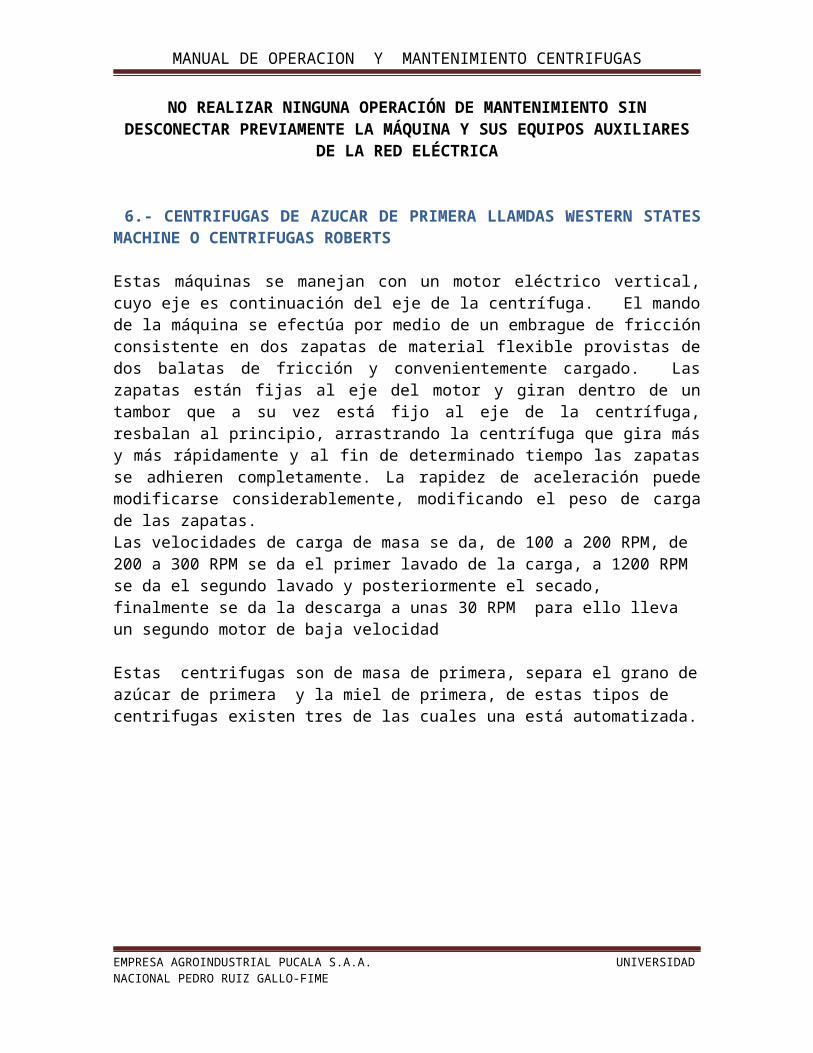
6.- CENTRIFUGAS DE AZUCAR DE PRIMERA LLAMDAS WESTERN STATES MACHINE O CENTRIFUGAS ROBERTS
Estas máquinas se manejan con un motor eléctrico vertical, cuyo eje es continuación del eje de la centrífuga. El mando de la máquina se efectúa por medio de un embrague de fricción consistente en dos zapatas de material flexible provistas de dos balatas de fricción y convenientemente cargado. Las zapatas están fijas al eje del motor y giran dentro de un tambor que a su vez está fijo al eje de la centrífuga, resbalan al principio, arrastrando la centrífuga que gira más y más rápidamente y al fin de determinado tiempo las zapatas se adhieren completamente. La rapidez de aceleración puede modificarse considerablemente, modificando el peso de carga de las zapatas.Las velocidades de carga de masa se da, de 100 a 200 RPM, de 200 a 300 RPM se da el primer lavado de la carga, a 1200 RPM se da el segundo lavado y posteriormente el secado, finalmente se da la descarga a unas 30 RPM para ello lleva un segundo motor de baja velocidad
Estas centrifugas son de masa de primera, separa el grano de azúcar de primera y la miel de primera, de estas tipos de centrifugas existen tres de las cuales una está automatizada.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
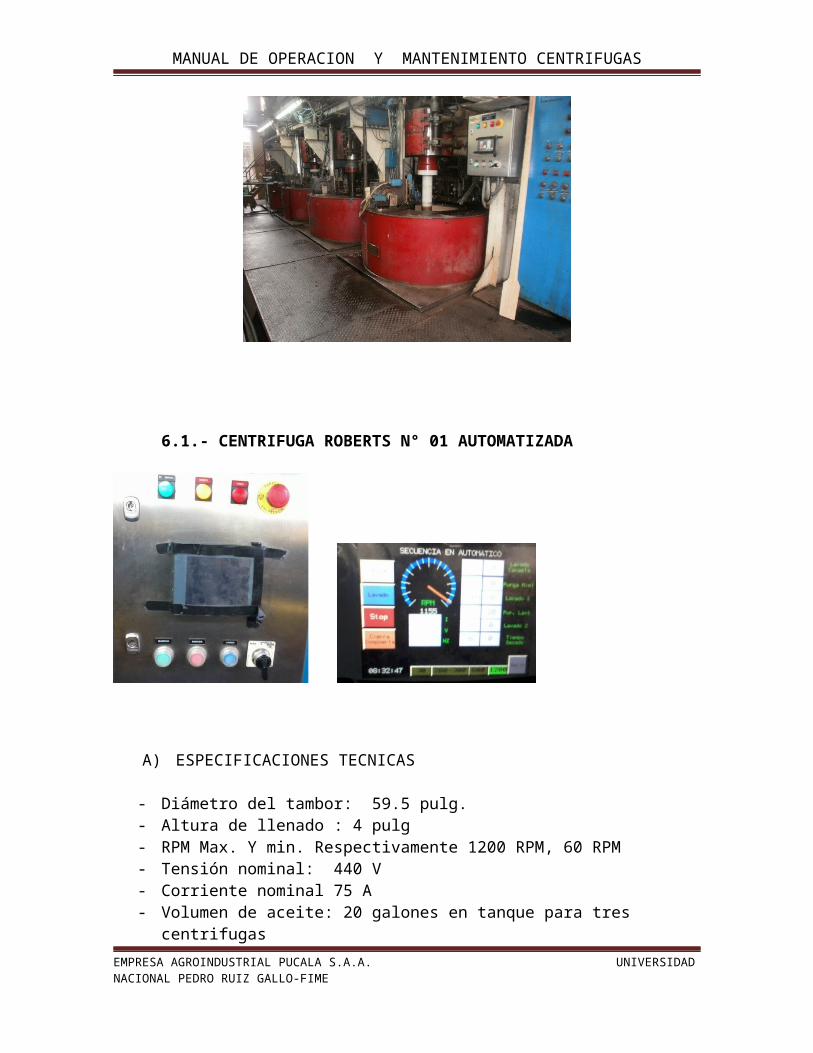
6.1.- CENTRIFUGA ROBERTS N° 01 AUTOMATIZADA
A) ESPECIFICACIONES TECNICAS
- Diámetro del tambor: 59.5 pulg. - Altura de llenado : 4 pulg- RPM Max. Y min. Respectivamente 1200 RPM, 60 RPM- Tensión nominal: 440 V- Corriente nominal 75 A- Volumen de aceite: 20 galones en tanque para tres centrifugas- Capacidad de masa. 500 kg- Duración del ciclo 4 min.- Tipo de transmisión: polea eje - Tiempo de secado: 30 seg.- Tiempo de descarga: 2 min- Presión del aceite: 15-20 psig- Presión del aire : 90 psi- Temperatura de agua : 90°C
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
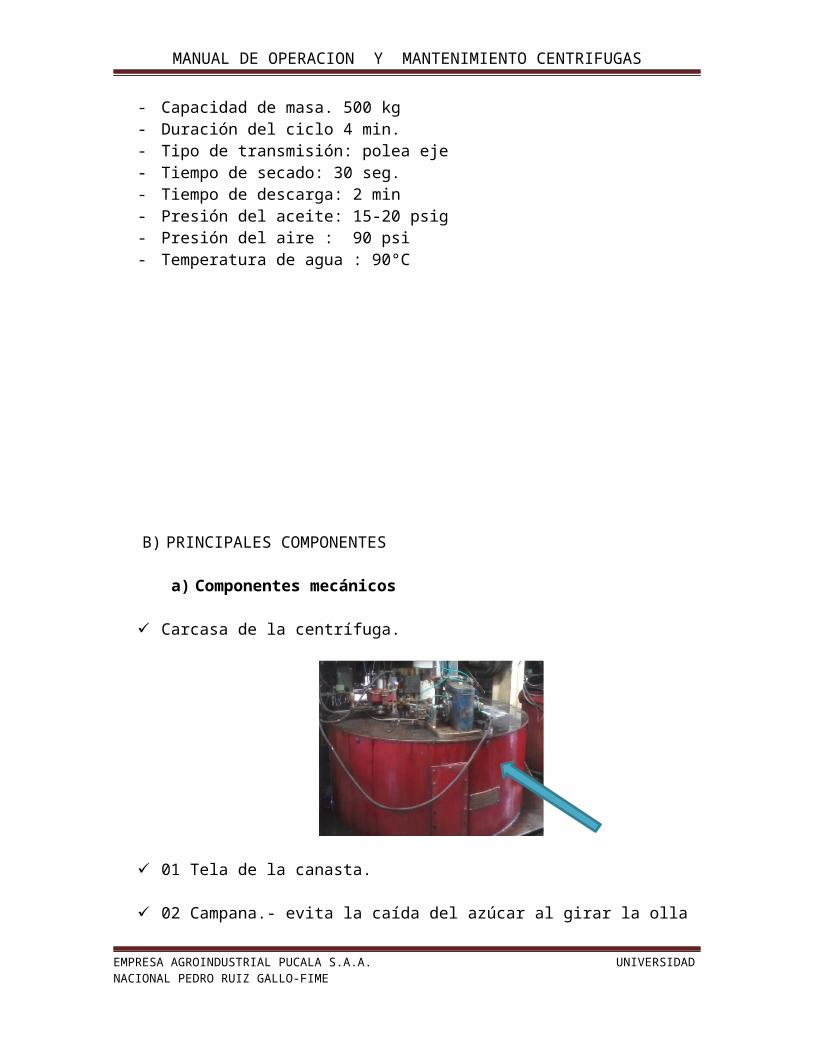
B) PRINCIPALES COMPONENTES
a) Componentes mecánicos
Carcasa de la centrífuga.
01 Tela de la canasta.
02 Campana.- evita la caída del azúcar al girar la olla
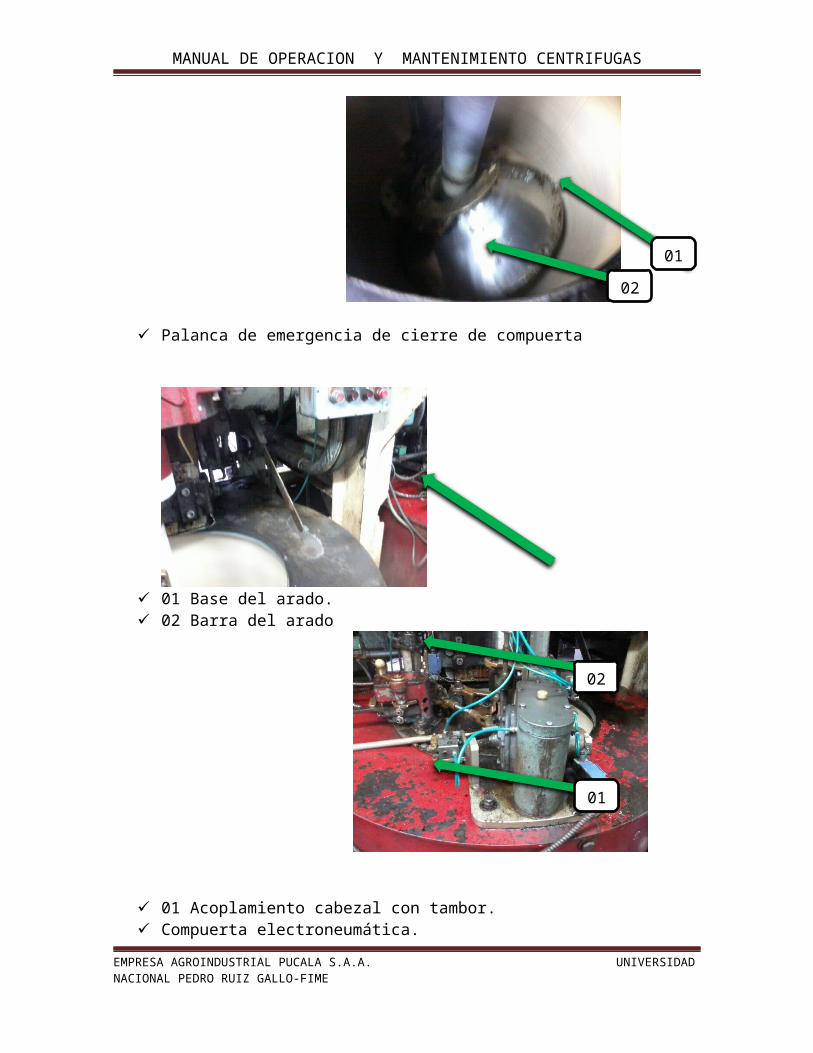
Palanca de emergencia de cierre de compuerta
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
01
02
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
01 Base del arado. 02 Barra del arado
01 Acoplamiento cabezal con tambor. Compuerta electroneumática.
Regulador de compuerta
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
01
02
01
02
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
01 Campana 02 base del tambor
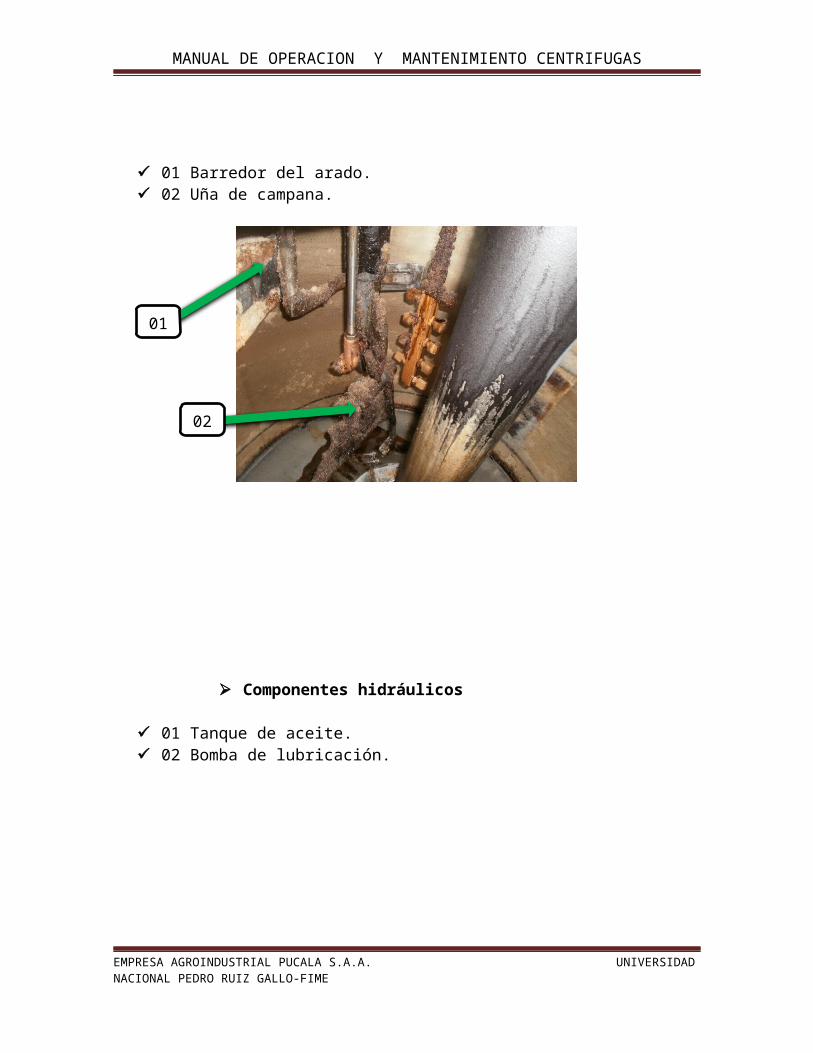
01 Barredor del arado. 02 Uña de campana.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
01
02
02
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Componentes hidráulicos
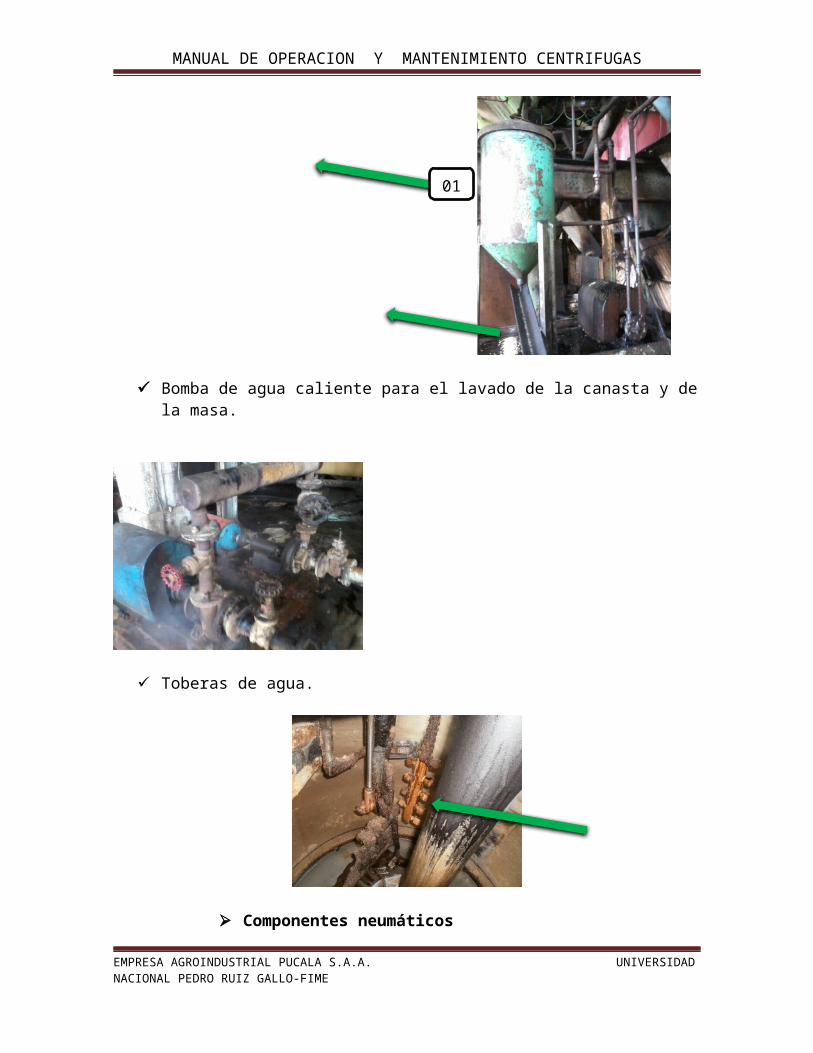
01 Tanque de aceite. 02 Bomba de lubricación.
Bomba de agua caliente para el lavado de la canasta y de la masa.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
01
01
02
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Toberas de agua.
Componentes neumáticos
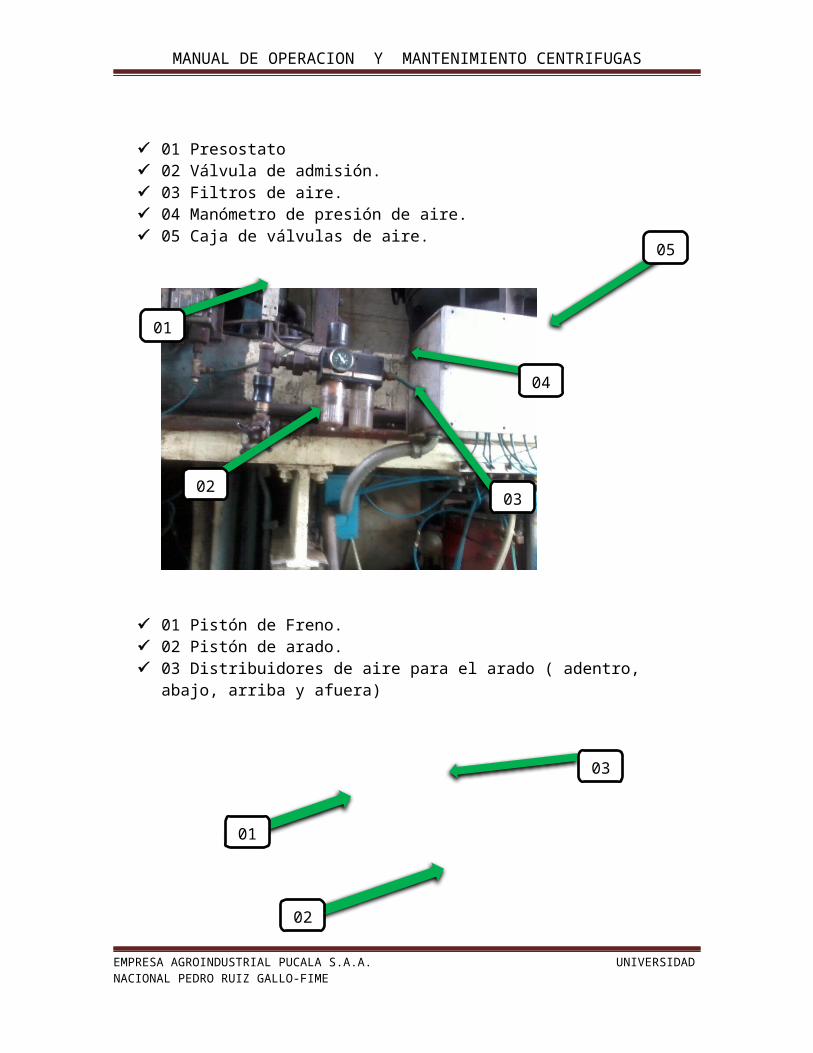
01 Presostato 02 Válvula de admisión. 03 Filtros de aire. 04 Manómetro de presión de aire. 05 Caja de válvulas de aire.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
05
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
01 Pistón de Freno. 02 Pistón de arado. 03 Distribuidores de aire para el arado ( adentro, abajo, arriba y afuera)
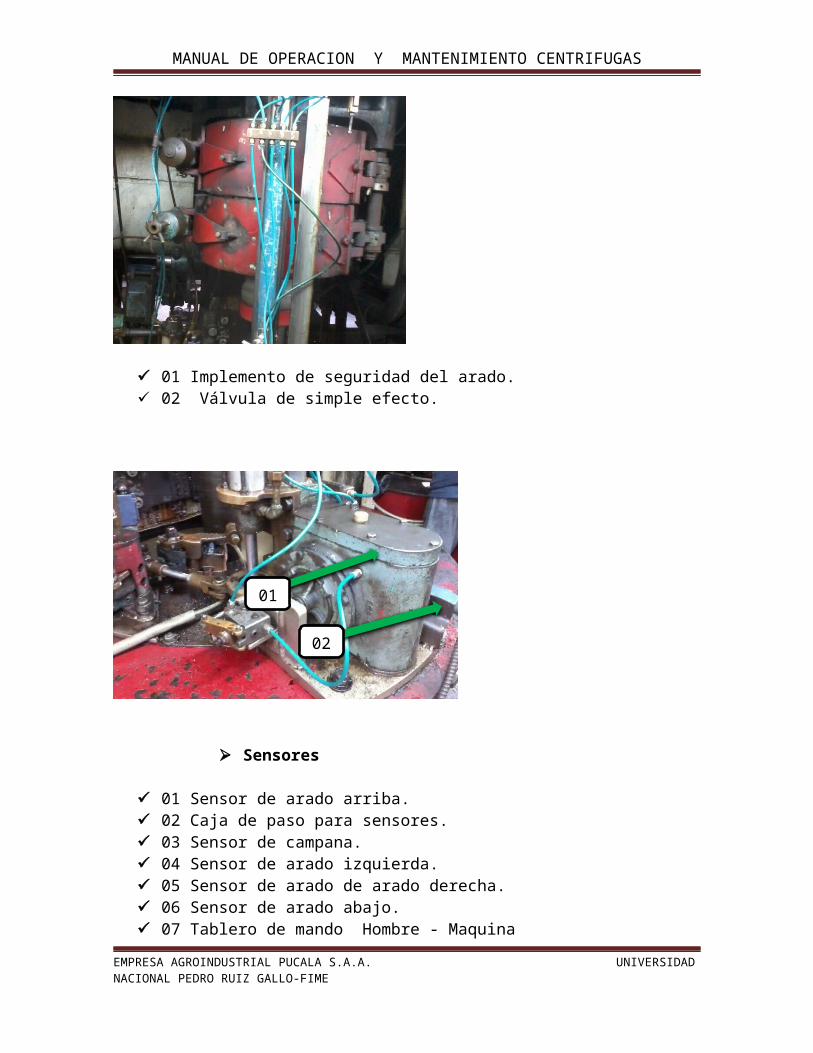
01 Implemento de seguridad del arado. 02 Válvula de simple efecto.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
01
0203
04
01
02
03
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
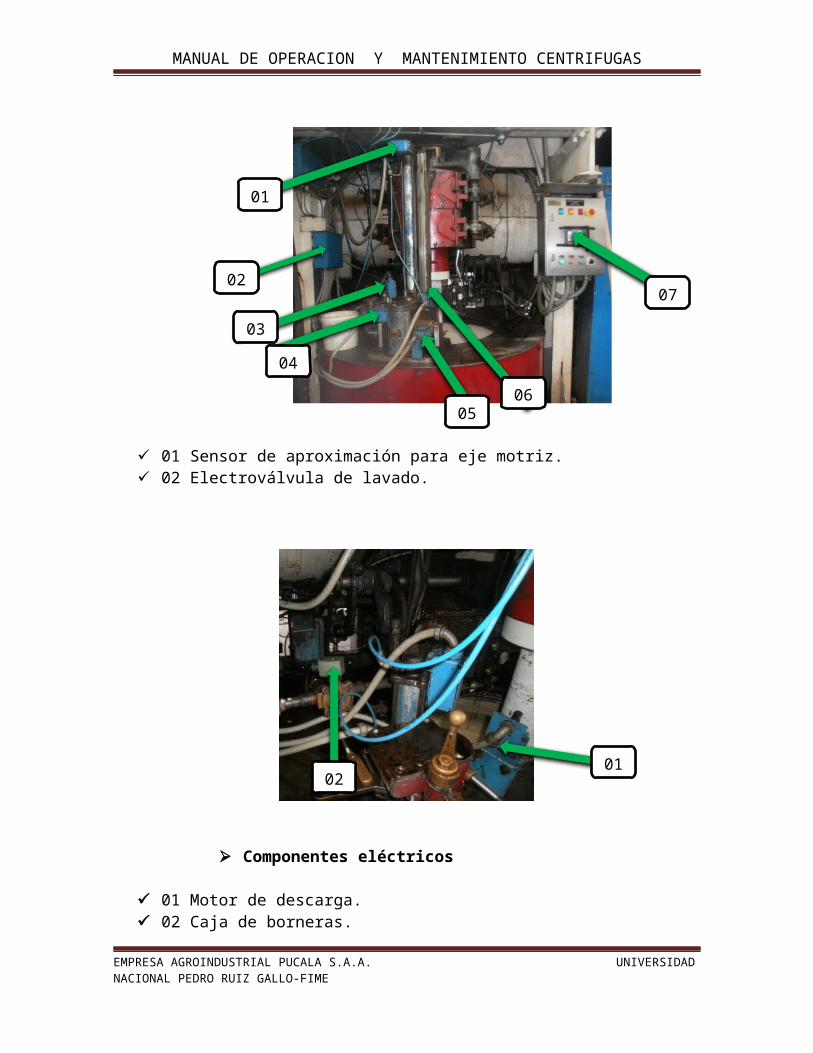
Sensores
01 Sensor de arado arriba. 02 Caja de paso para sensores. 03 Sensor de campana. 04 Sensor de arado izquierda. 05 Sensor de arado de arado derecha. 06 Sensor de arado abajo. 07 Tablero de mando Hombre - Maquina
01 Sensor de aproximación para eje motriz. 02 Electroválvula de lavado.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
02
01
07
06
04
05
03
02
01

MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
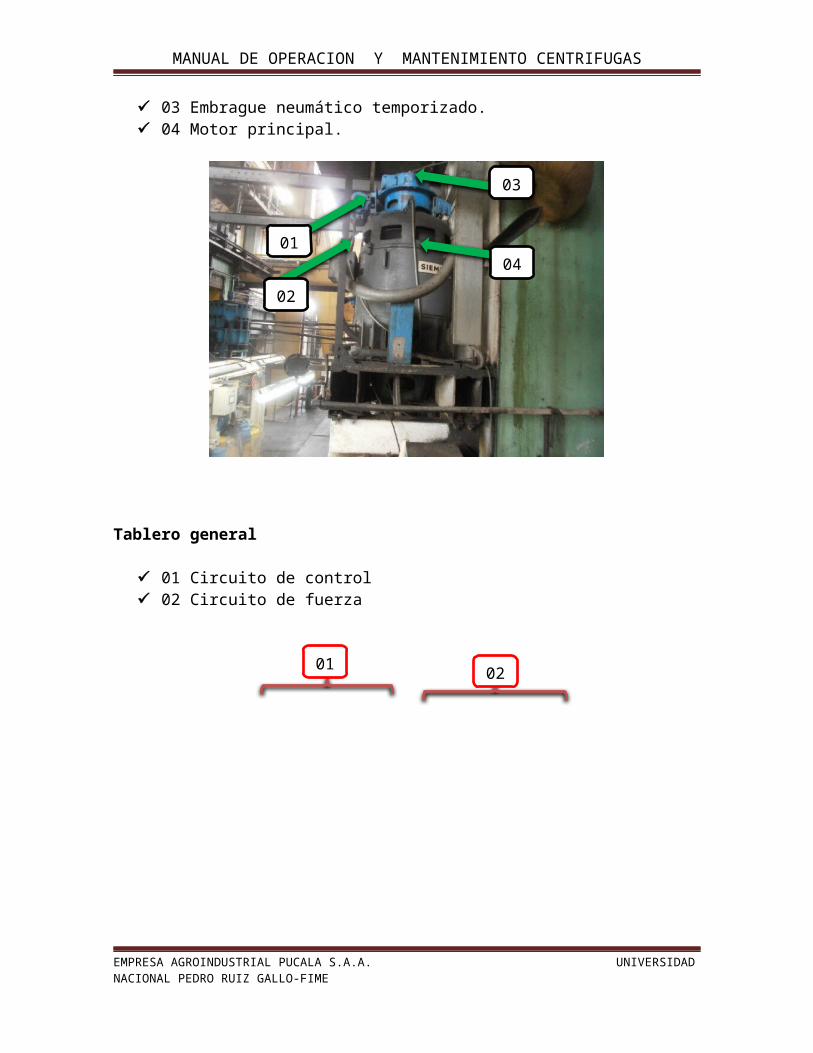
Componentes eléctricos
01 Motor de descarga. 02 Caja de borneras. 03 Embrague neumático temporizado. 04 Motor principal.
Tablero general
01 Circuito de control
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
0102
01
02
03
04
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
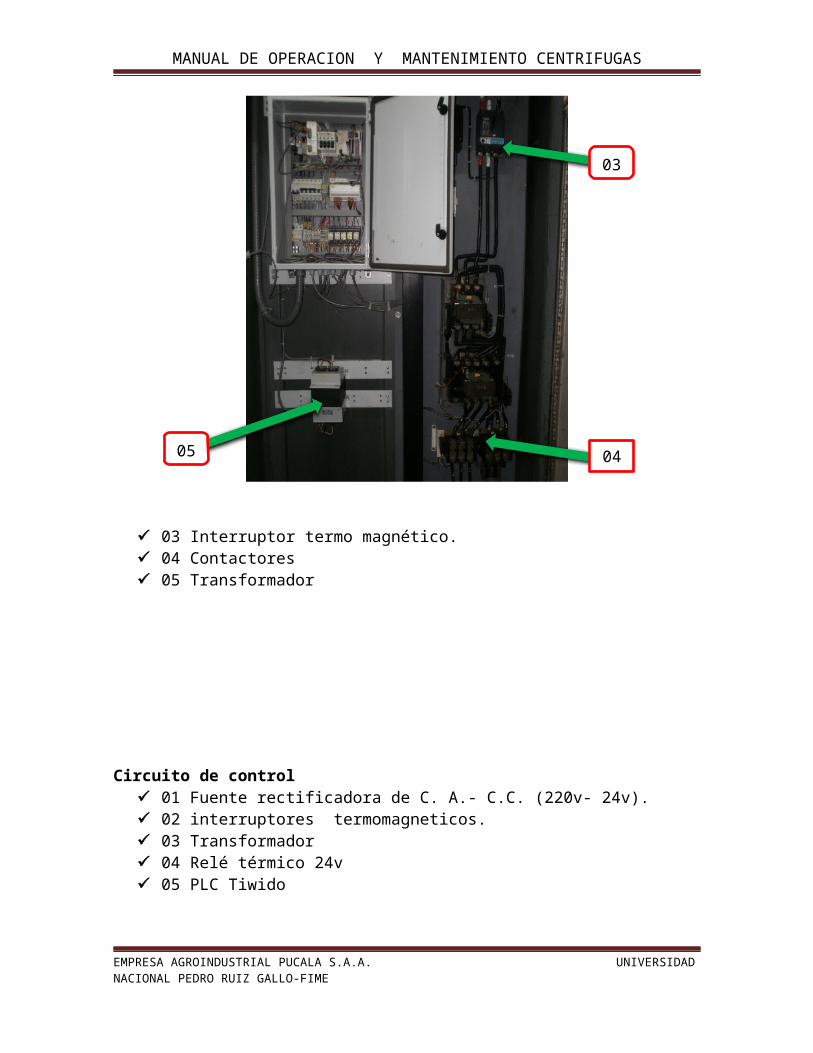
02 Circuito de fuerza
03 Interruptor termo magnético. 04 Contactores 05 Transformador
Circuito de control 01 Fuente rectificadora de C. A.- C.C. (220v- 24v). 02 interruptores termomagneticos. 03 Transformador
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
0201
03
05 04
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
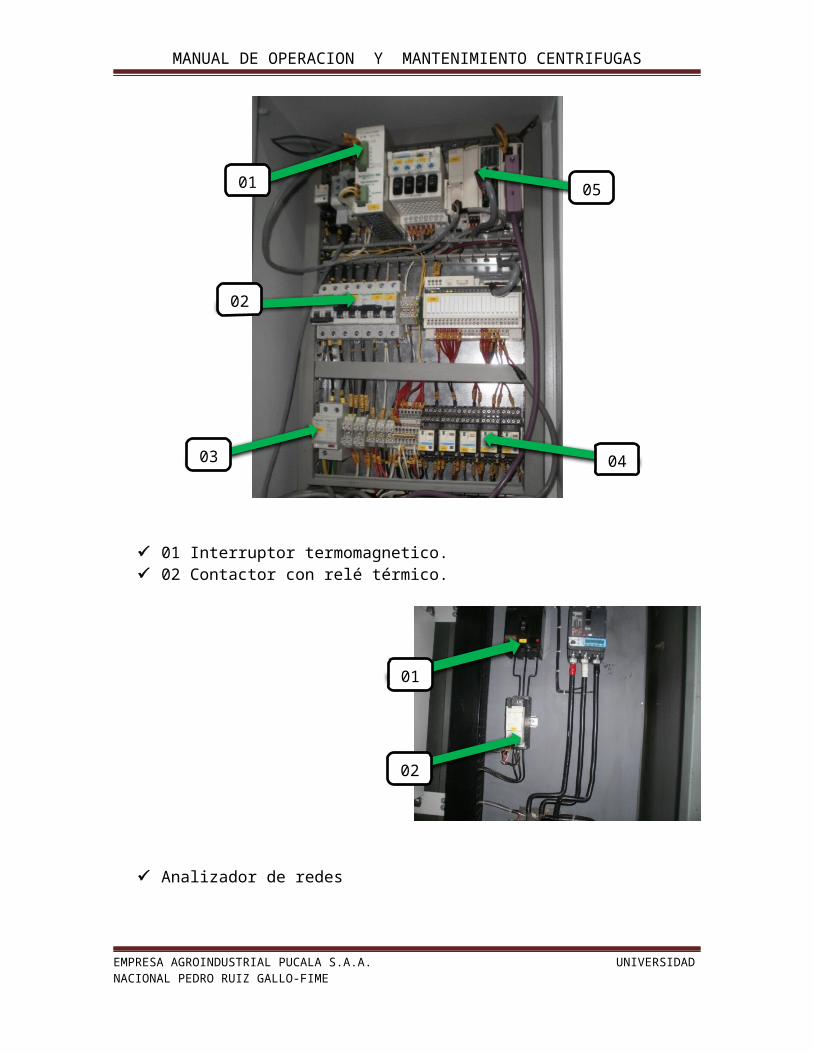
04 Relé térmico 24v 05 PLC Tiwido
01 Interruptor termomagnetico. 02 Contactor con relé térmico.
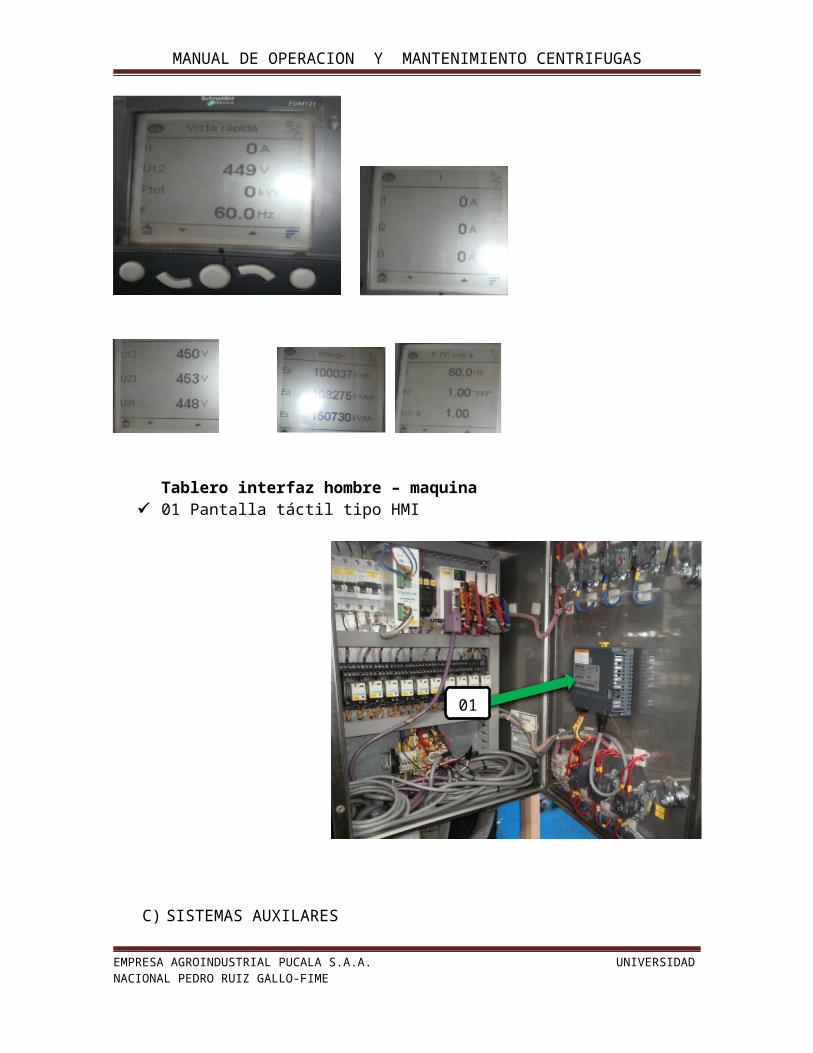
Analizador de redes
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
04
02
03
0501
01
02
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Tablero interfaz hombre – maquina 01 Pantalla táctil tipo HMI
C) SISTEMAS AUXILARES
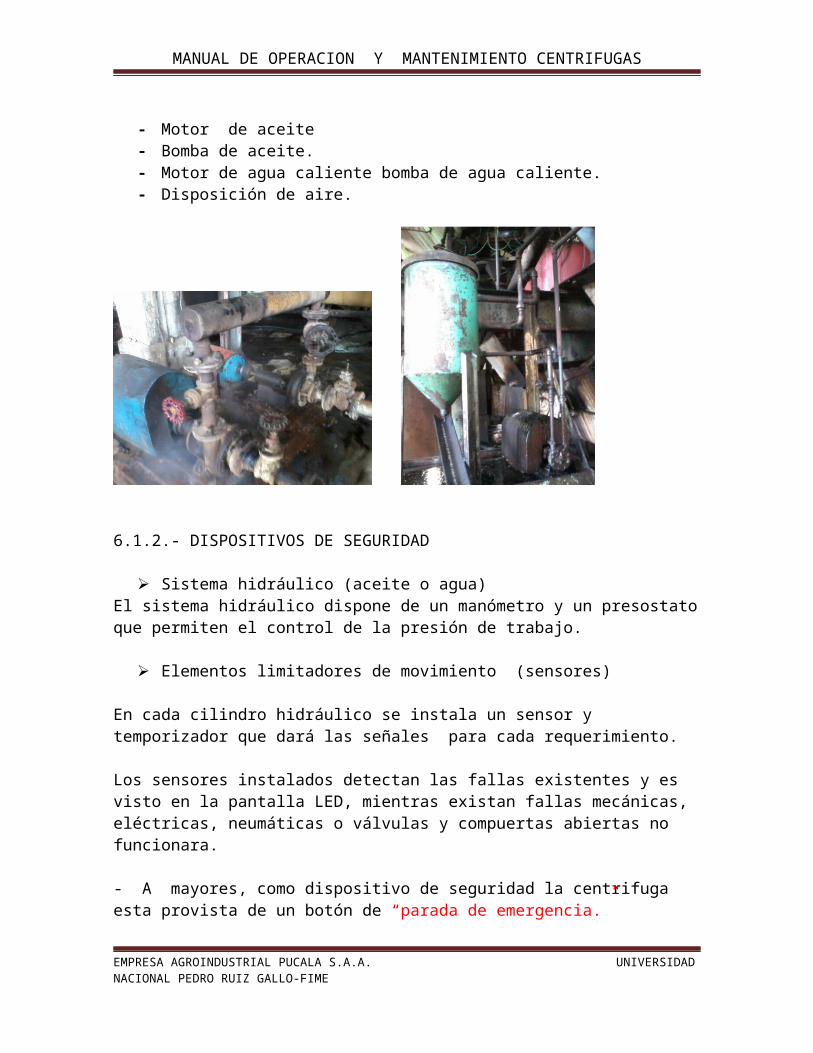
- Motor de aceite - Bomba de aceite.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
01
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
- Motor de agua caliente bomba de agua caliente. - Disposición de aire.
6.1.2.- DISPOSITIVOS DE SEGURIDAD
Sistema hidráulico (aceite o agua)El sistema hidráulico dispone de un manómetro y un presostato que permiten el control de la presión de trabajo.
Elementos limitadores de movimiento (sensores)
En cada cilindro hidráulico se instala un sensor y temporizador que dará las señales para cada requerimiento.
Los sensores instalados detectan las fallas existentes y es visto en la pantalla LED, mientras existan fallas mecánicas, eléctricas, neumáticas o válvulas y compuertas abiertas no funcionara.
- A mayores, como dispositivo de seguridad la centrifuga esta provista de un botón de “parada de emergencia.”
6.1.3.- OPERACIÓN CENTRIFUGA WESTERN STATES MACHINE AUTOMATIZADA
A) CONDICIONES DE UTILIZACIÓN
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Prescripciones de seguridad de carácter general:
- Cada vez que vaya a utilizar la centrifuga, revise previamente todas las partes móviles y fijas para comprobar que se encuentren en condiciones de operación apropiadas.- Desconecte la máquina con el interruptor principal si no se usa durante largo tiempo.
B) PREPARACIÓN PARA EL ARRANQUE
Suministro de aire para todas las partes de operadas con aire, la presión del aire debe de estar a 90 psig.
Presión de aceite no menor a 15 psig. Los conductores de azúcar deben de estar funcionando ( tornillo sinfín) Las válvulas de agua deben de estar abiertas con la presión adecuada El interruptor debe de estar en cero para luego pasar a manual o automática
siempre y cuando sea programada en la pantalla táctil en la canasta no debe haber masa ni algún objeto.
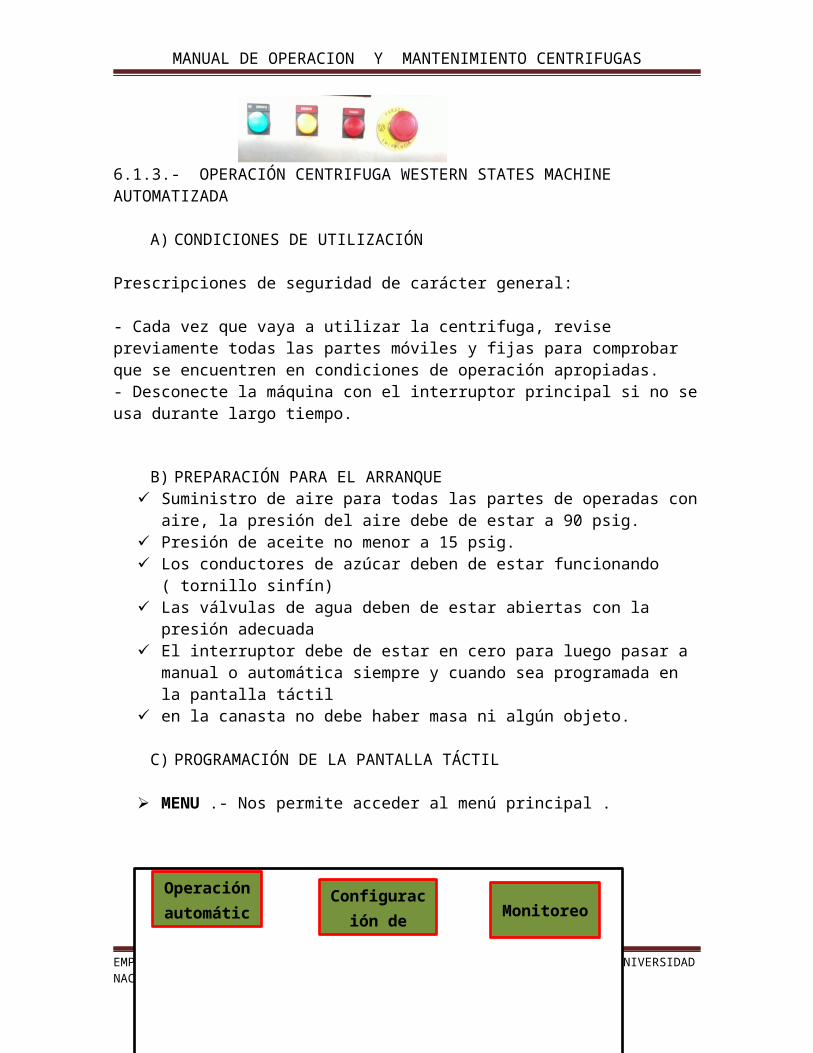
C) PROGRAMACIÓN DE LA PANTALLA TÁCTIL
MENU .- Nos permite acceder al menú principal .
Operación automática.- Operación en modo automático.
Operación manual .- operación de modo manual.
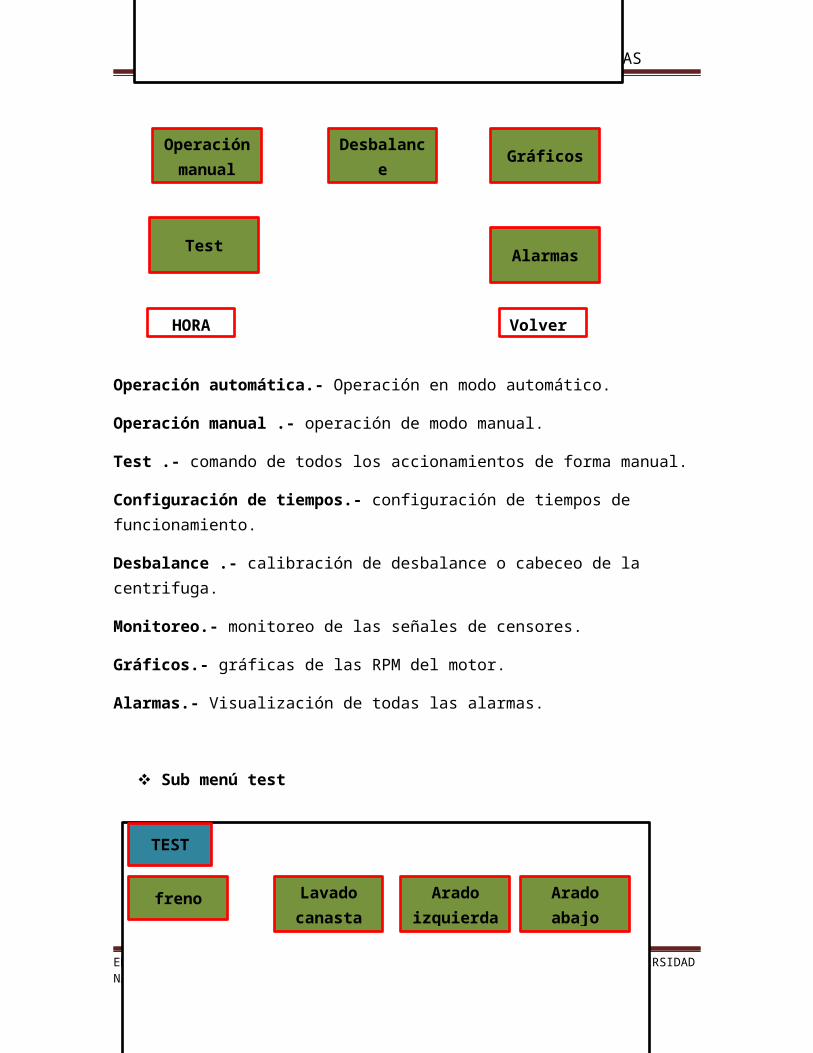
Test .- comando de todos los accionamientos de forma manual.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
Operación automática
VolverHORA
Operación manual
Configuración de tiempos
Alarmas
Gráficos
Monitoreo
Test
Desbalance
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Configuración de tiempos.- configuración de tiempos de funcionamiento.
Desbalance .- calibración de desbalance o cabeceo de la centrifuga.
Monitoreo.- monitoreo de las señales de censores.
Gráficos.- gráficas de las RPM del motor.
Alarmas.- Visualización de todas las alarmas.
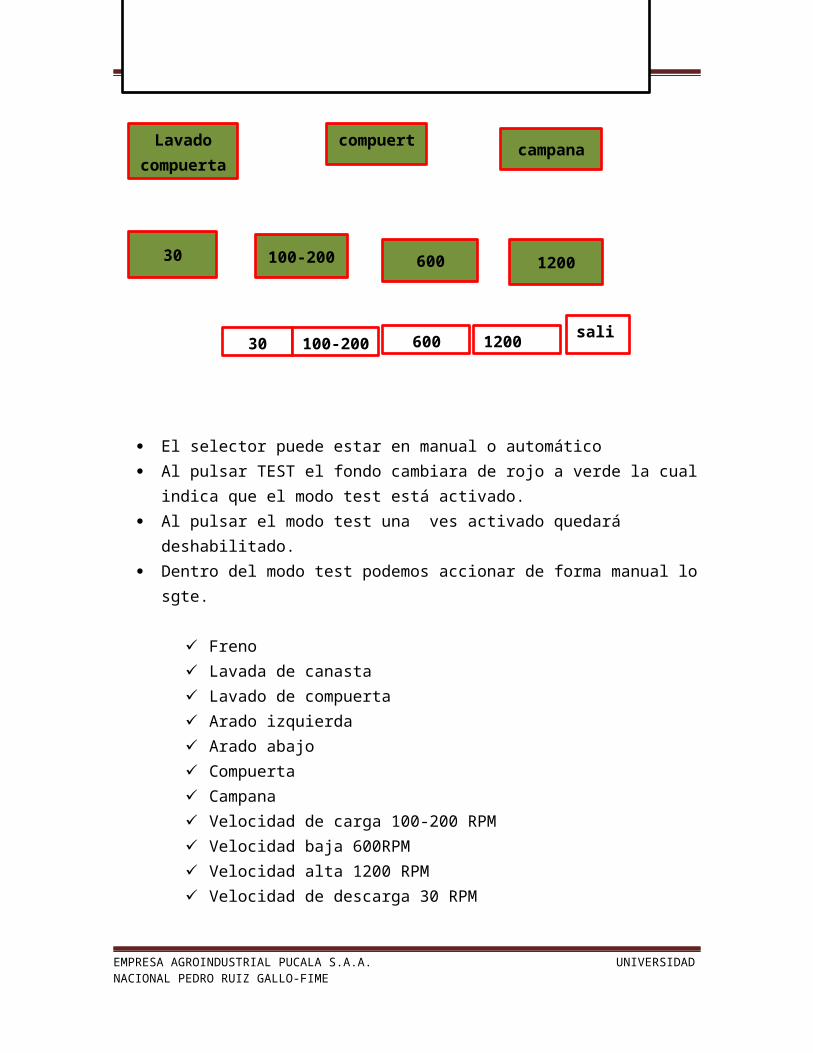
Sub menú test
El selector puede estar en manual o automático Al pulsar TEST el fondo cambiara de rojo a verde la cual indica que el modo test
está activado. Al pulsar el modo test una ves activado quedará deshabilitado. Dentro del modo test podemos accionar de forma manual lo sgte.
Freno Lavada de canasta
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
freno
salir30
Lavado compuerta
100-200 600
Arado abajoArado
izquierda
30
Lavado canasta
1200
TEST
compuerta
600 1200100-200
campana
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Lavado de compuerta Arado izquierda Arado abajo Compuerta Campana Velocidad de carga 100-200 RPM Velocidad baja 600RPM Velocidad alta 1200 RPM Velocidad de descarga 30 RPM
La secuencia de descarga es la siguiente Pulsar 30 para activar la velocidad de descarga. Abrir la campana Accionar arado izquierdo Pulsar arado abajo. Subimos el arado volviendo a pulsar Arado abajo. Regresamos el arado a la derecha pulsando Arado izquierda. Luego pulsamos de nuevo 30 para desactivar la velocidad de descarga. Si se desea frenar podemos pulsar el freno en la pantalla o el pulsador de
parada del mismo tablero. Al terminar desactivar el freno.
Secuencia de carga y activación de las siguientes velocidades Para cargar pulsar el botón 100-200 RPM. Pulsar Lavado Canasta o el pulsador del tablero. Abrimos la compuerta con el botón Compuerta y lo desactivamos con el
mismo. Para pasar a velocidad baja desactivamos 100- 200 y luego pulsamos 600. Para activar la velocidad alta desactivamos 600 y activamos 1200. Para frenar en cualquier velocidad primero debemos desactivar la
velocidad y luego pulsar freno.
sub menú Configuración de tiempos
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
TEMPORIZADORES
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
El selector puede estar en manual o automático
Se pueden configurar los siguientes tiempos depende a la calidad de masa. lavado inicial. Tiempo de carga. Purga 1. Lavado 1 Purga 2 Lavado 2 Tiempo de secado Arado abajo
MENU
tiempo de arado izquierdo. Tiempo de transición.- tiempo en que la centrifuga permanece en baja
velocidad después de haber pasado la velocidad de descarga.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
Lavado inicial 0
salir
Tiemp. de carga
Purga 1
Lavado 1
Purga 2
0
0
0
0
Arado abajo
Tiemp. secado
Lavado 2
0
0
0
Mas
Mas
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Tiempo de frenado regenerativo.- tiempo en que la centrifuga permanece en baja velocidad después de haber pasado la velocidad de carga.
En esta pantalla el operador solo podrá cambiar el tiempo de arado izquierda, los otros dos tiempos solo podrá hacer el personal eléctrico.
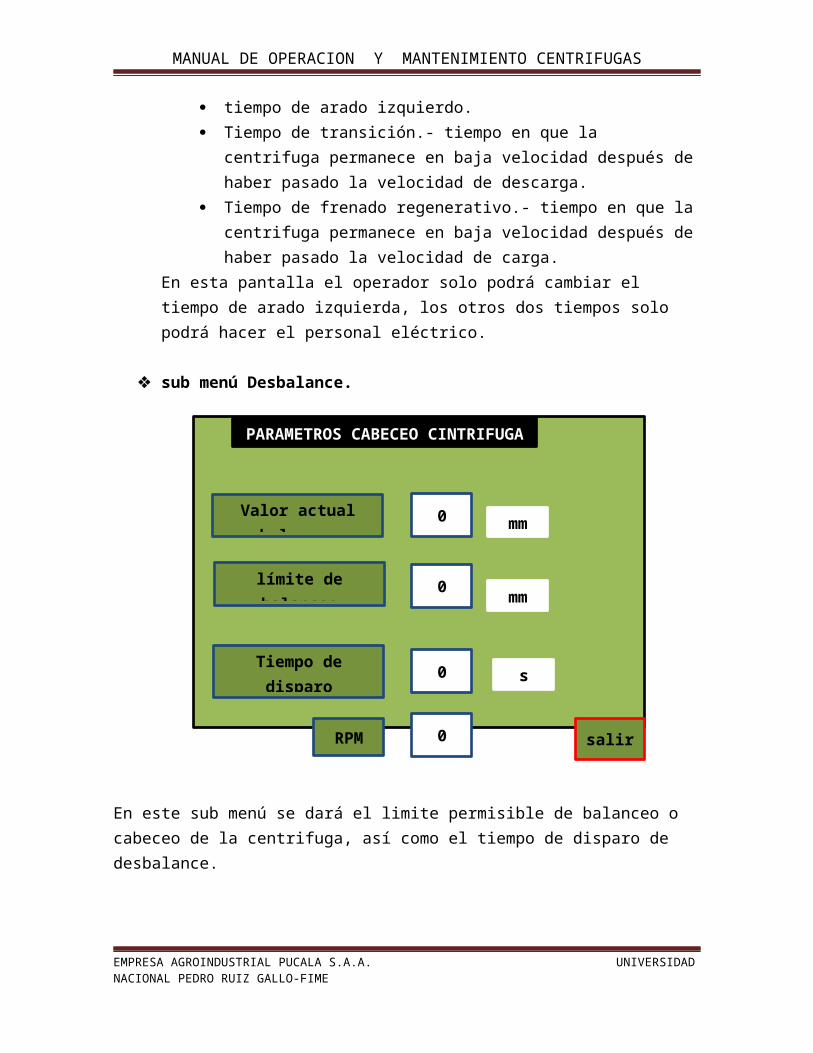
sub menú Desbalance.
En este sub menú se dará el limite permisible de balanceo o cabeceo de la centrifuga, así como el tiempo de disparo de desbalance.
sub menú monitoreo accedemos a este para el monitoreo de las señales de sensores tales como sensor de freno. sensor de compuerta. sensor de palpador. sensor de arado arriba sensor de arado abajo. Sensor de arado derecha. Sensor de arado izquierdo. Sensor de campana. En un inicio las señales de los sensores que deben de estar activadas son:
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
PARAMETROS CABECEO CINTRIFUGA
salir
Tiempo de disparo balanceo
límite de balanceo
Valor actual balanceo
0
0
0
RPM 0
s
mm
mm
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Sensor de arado derecha. sensor de arado arriba. sensor de compuerta. Sensor de campana.
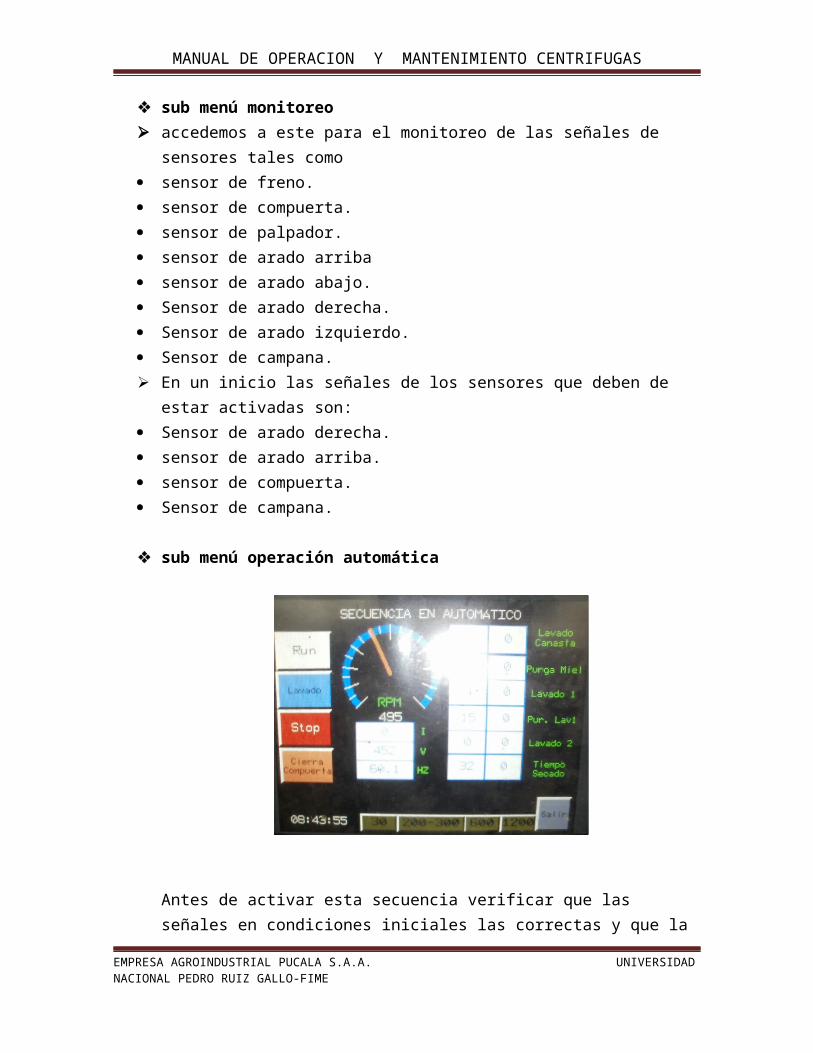
sub menú operación automática
Antes de activar esta secuencia verificar que las señales en condiciones iniciales las correctas y que la secuencia del test este desactivad, caso contrario no se iniciara el proceso de modo automático.
colocar el selector en Auto. En esta pantalla también se puede modificar y monitorear los tiempos.
- Lavada inicial- Lavado 1 y 2- secado
se puede dar inicio en el pulsador Run de la pantalla o presionando el pulsador Start del tablero.
Para parar todo el proceso, se presiona el botón Stop de la pantalla o el pulsador de parada del mismo tablero.
Freno.- al pulsar freno, para toda la centrifuga por completo Lavado.- al pulsar desde la pantalla o desde el pulsador del tablero realiza
el lavado de canasta en cualquier secuencia. Pasa carga.- pulsar cuando se desea omitir la carga. 30, 200-300, 600, 1200.- indicadores donde se muestran las velocidades de
la centrifuga.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
200-300-.- velocidad de lavado inicial y de carga. 600 .- velocidad de transición. 1200.- velocidad de lavado y secado. 30.- velocidad de descarga.
Al pulsar el botón de parada el selector freno debe de estar en posición “Auto” hasta que para por completo y luego se podrá colocar en la posición “0” si ya no se desea realizar ninguna acción.
sub menú operación manual
Colocar el selector en Manual. Carga .- para iniciar el ciclo, la velocidad de carga es entre 100- 200 RPM. Abrir compuerta y Cerrar compuerta.- contralamos la compuerta abrir a o cerrar. Una vez cargada, se debe presionar Run para que realice el ciclo. Stop y Freno .- para la centrifuga por completo. 30, 100-200, 600, 1200 .- estos pulsadores activan las diferentes velocidades, para
activar las que se desee. Lavado.- al pulsar desde la pantalla o desde le pulsador del tablero . 30, 200-300, 600, 1200.- indicadores donde se muestran las velocidades de la
centrifuga. 200-300-.- velocidad de lavado inicial y de carga. 600 .- velocidad de transición. 1200.- velocidad de lavado y secado. 30.- velocidad de descarga.
Al pulsar el botón de parada el selector de freno debe de estar en posición “Manual” hasta que para por completo y luego se podrá colocar en la posición “0” si ya no se desea realizar ninguna acción.
sub menú Alarmas
En esta opción se muestra en la pantalla las alarmas que pueden aparecer a lo largo del proceso; pueden aparecer de color rojo que significa que aun no están solucionadas o de color verde cuando ya están solucionadas, las alarmas que pueden aparecer son las siguientes.
Fallo de presostato de aceite. Fallo de presostato de aire.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Fallo de desbalanceo. Interruptor general de disparo Contactor 1 abierto Contactor 1 pegado Contactor 2 abierto. Contactor 2 pegado. Tesys U abierto. Tesys U pegado. Fallo el relé térmico KM1. Fallo el relé térmico KM2. Fallo de órdenes de arado izquierda. Fallo de órdenes de arado derecha. Fallo de órdenes de arado arriba. Fallo de órdenes de arado abajo. Fallo de órdenes a compuerta. Fallo de órdenes a campana.
sub menú Gráficas
Mediante estas gráficas podemos monitorear las RPM del motor.
6.1.5.- MANTENIMIENTO CENTRIFUGA AUTOMATIZADA ROBERTSLos tipos de mantenimientos que se ejecutan en las centrifugas ROBERTS son tres:Mantenimiento preventivo, predictivo y correctivo que se describen a continuación.
.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
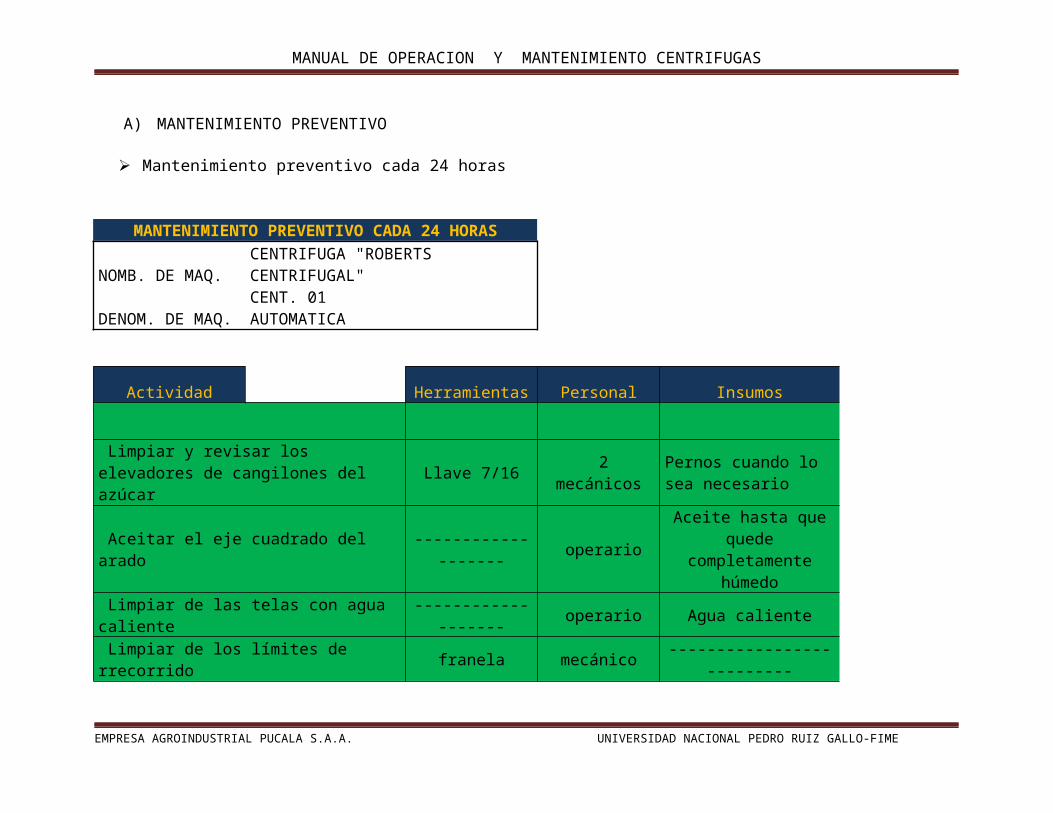
A) MANTENIMIENTO PREVENTIVO
Mantenimiento preventivo cada 24 horas
MANTENIMIENTO PREVENTIVO CADA 24 HORASNOMB. DE MAQ. CENTRIFUGA "ROBERTS CENTRIFUGAL"
DENOM. DE MAQ.CENT. 01 AUTOMATICA
Actividad Herramientas Personal Insumos
Limpiar y revisar los elevadores de cangilones del azúcar
Llave 7/16 2 mecánicos Pernos cuando lo sea necesario
Aceitar el eje cuadrado del arado ------------------- operario Aceite hasta que quede completamente húmedo
Limpiar de las telas con agua caliente ------------------- operario Agua caliente
Limpiar de los límites de rrecorrido franela mecánico --------------------------
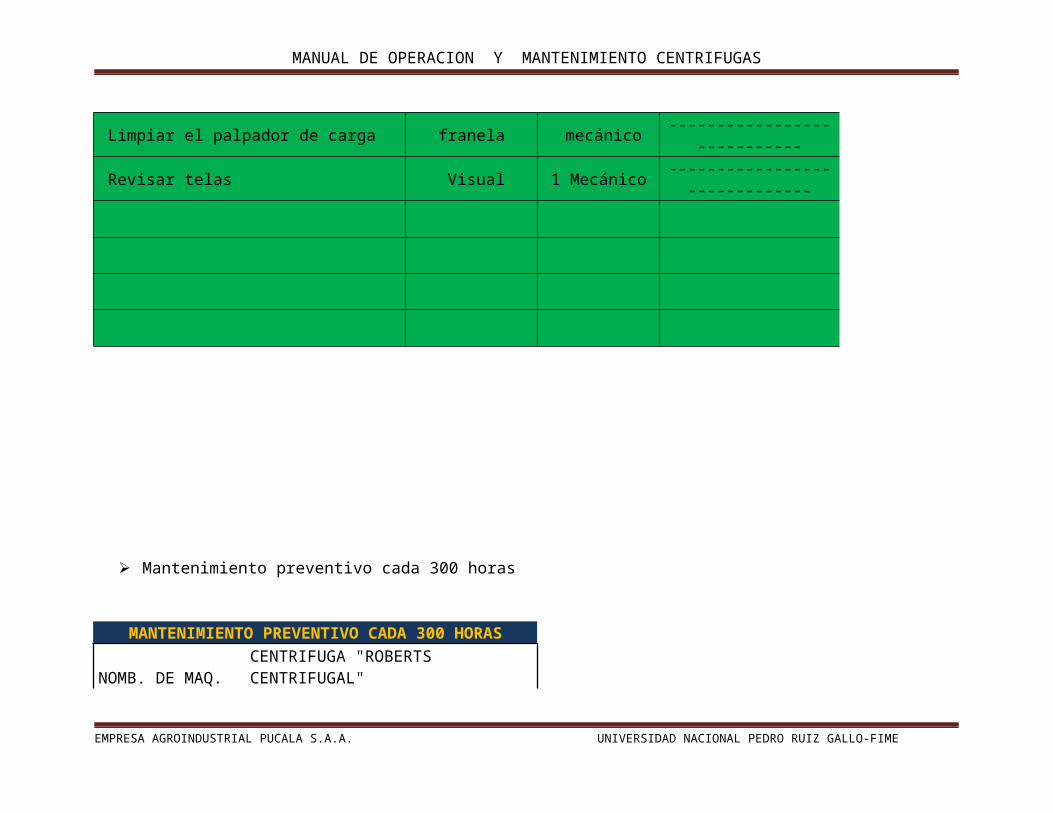
Limpiar el palpador de carga franela mecánico ----------------------------
Revisar telas Visual 1 Mecánico ------------------------------
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME

MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Mantenimiento preventivo cada 300 horas
MANTENIMIENTO PREVENTIVO CADA 300 HORASNOMB. DE MAQ. CENTRIFUGA "ROBERTS CENTRIFUGAL"
DENOM. DE MAQ.CENT. 01 AUTOMATICA
Actividad Herramientas Personal Insumos
Revisar la tensión en las fajas Visual o llave francesa N° 42
1 Mecánico ------------------
Revisar los pistones visual mecánico ------------------- Revisar compuerta, arado, campana y frenos visual mecánico ------------------Revisar y comprobar los sensores que estén en buen funcionamiento
visual mecánico -----------------------
Controlar la temperatura de los rodamientos
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME

MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
que estén dentro de lo normal
Mantenimiento preventivo anual
MANTENIMIENTO PREVENTIVO CADA 24 HORASNOMB. DE MAQ. CENTRIFUGA "ROBERTS CENTRIFUGAL"
DENOM. DE MAQ.CENT. 01 AUTOMATICA
Actividad Herramientas Personal Insumos Desmantelamiento total Mecánico Aceite móvil delvac 14-40 Bajada de cabezal Mecánico Cambio de aceite Mecánico Cambio de zapatas Mecánico Cambio de mangueras de aire o colectores Mecánico Limpieza de las tuberías de agua Mecánico Limpieza de las tuberías de vapor Mecánico Limpieza y reparación de la bomba de aceite Mecánico Limpieza y reparación de bomba de agua caliente
mecánico
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Limpieza de los circuitos de fuerza , mando y el tablero de control
electricista
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
B) MANTENIMIENTO PREDICTIVO
Como consecuencia de las incertidumbres que presenta el mantenimiento preventivo y con el apoyo del desarrollo tecnológico, se desarrolló un nuevo concepto de mantenimiento basado en la condición o estado de la máquina. Este tipo de intervención se conoce como mantenimiento predictivo, y viene a suponer toda una revolución dada su filosofía de anticipación a la avería por medio del conocimiento del comportamiento de la máquina y de cómo debería comportarse, conociendo de este modo previamente qué elemento puede fallar y cuándo. Así se puede programar una intervención sin afectar al proceso productivo, con las consiguientes optimizaciones en costes de producción, mano de obra y repuestos. Se evitan de este modo grandes y costosas averías agilizando las intervenciones.
Las tecnologías aplicadas en el mantenimiento predictivo para las centrífugas ROBERTS son:
Análisis de vibracionesDe las distintas tecnologías aplicables al mantenimiento predictivo, el análisis de vibraciones es la más popular. La razón la encontramos en la posibilidad de determinar una gran cantidad de defectos, en una amplia gama de máquinas con una inversión económica inicial razonable. La vibración es uno de los indicativos más claros del estado de una máquina. Bajos niveles de vibración indican equipo en buen estado, cuando estos niveles se elevan está claro que algo comienza a ir mal.
El análisis espectral de vibraciones consiste simplemente en realizar una transformación de una señal en el tiempo al dominio de la frecuencia, donde podemos identificar la vibración característica de cada uno de los componentes o defectos que puede presentar nuestro equipo.
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
ILUSTRACION DE DIAGNOSTICO DE VIBRACIÓN
FUENTE DEL PROBELA
ESPECTRO TIPICO
RELACION DE FACE OBSERVACIONES
El Desbalanceo Estático estará en fase y estable. La amplitud debido al desbalance aumentara por el cuadrado de la velocidad incrementada estando por debajo de la primera crítica del rotor (un incremento de velocidad de 3X = una vibración a 9X mayor).1XRPM siempre estará presente y por lo general domina el espectro. Puede ser corregido colocando un solo peso de corrección de balance en un plano en el Centro de Gravedad del Rotor (CG). Una diferencia de fase aproximadamente de 0° debe existir entre los Horizontales OB&IB, así como entre las Verticales OB&IB. Usualmente también ocurre una diferencia de fase aproximadamente de 90° entre las lecturas de fase Horizontal y Vertical en cada rodamiento del rotor desbalanceado (±30°).
Un Desbalanceo de Par de Fuerzas resulta en un desfase de 180° del movimiento en el mismo eje. 1XRPM siempre esta presente y normalmente domina el espectro. La amplitud varia por el cuadrado de la velocidad incrementada por debajo de la primera velocidad crítica del rotor. Puede causar una alta vibración axial así como radial. La corrección requiere la colocación de los pesos de balanceo en al menos 2 planos. Note que debe existir una diferencia aproximada de 180° entre las Horizontales OB&IB así como entre las Verticales OB&IB. También usualmente ocurre una diferencia aproximada de 90° entre las lecturas Horizontal y vertical en cada rodamiento (±30°).El Desbalanceo Dinámico es el tipo de desbalanceo que se consigue mas comúnmente y es una combinación de Desbalanceo estático y de par de fuerzas. 1XRPM domina el espectro y realmente necesita una corrección en 2 planos. Aquí la diferencia de fase Radial entre los rodamientos externos e internos puede estar en cualquier lugar del rango entre 0° y 180°. Sin embargo, la diferencia de fase Horizontal debe de cuadrar usualmente con la diferencia de fase Vertical, cuando se comparan las mediciones de los rodamientos externos e internos (±30°). Si el desbalance predomina una diferencia de fase de 90° resulta entre las lecturas Horizontal y Vertical de cada rodamiento (±40°).El Desbalanceo de Rotor en Voladizo causa un alto 1XRPM en las direcciones Axial y Radial. Las lecturas Axiales tienden a estar en fase mientras que las lecturas de fase usualmente cuadran con las diferencias de fase Vertical en el rotor desbalanceado (±30°). Los Rotores en Voladizo tienen desbalances Estáticos y de Par de Fuerzas, Radial pueden estar inestables. Sin embargo, las diferencias de fase Horizontal cada uno de los cuales requiere una corrección. Así, los pesos de corrección casi siempre tendrán que ser colocados en dos planos para contrarrestar ambos desbalances, el estático y el de par de fuerzas.Los problemas de Eje Doblado causan una alta vibración axial con un diferencia de fase axial tendiendo a 180° en el mismo componente de la
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
máquina. La vibración dominante ocurre normalmente a 1X si esta doblado cerca del centro del eje, pero ocurre a 2X si esta doblado cerca del acople. (ser cuidadoso al tomar en cuenta la orientación del transmisor para cada medición axial si usted voltea la dirección de la probeta). Use un indicador de dial para confirmar el doblez de eje.
La Desalineación Angular se caracteriza por una alta vibración axial, 180° fuera de fase a través del acople típicamente tendrá una vibración axial en 1XRPM y 2XRPM. Sin embargo no es inusual que tanto 1X, 2X ó 3X domine. Estos síntomas también pueden indicar problemas de acople. Una severa desalineación angular puede excitar muchas armónicas de 1XRPM. A diferencia de la soltura mecánica de tipo C, estas múltiples armónicas no tienen típicamente un incremento de ruido en el piso del espectro.La desalineación paralela posee síntomas de vibración similares a la angular pero muestra una alta vibración radial que se aproxima a 180° fuera de fase a través del acople. 2X es por lo regular mayor que 1X, pero su altura respecto a 1X es por lo general debida a el tipo de acople y construcción de este. Cuando cualquier desalineación, Angular o Radial, se vuelve severa, puede generar tanto picos de gran amplitud a altas armónicas (4X-8X) como también toda una serie de armónicas de alta frecuencia, similares en apariencia a la soltura mecánica. El tipo de acople y el material influyen de gran manera a todo el espectro cuando la desalineación es severa. No presenta por lo general un incremento de ruido en el piso.Un rodamiento inclinado genera una vibración Axial considerable. Puede causar un movimiento torsional con un cambio de fase aproximado de 180° de arriba a abajo y/o de lado a lado cuando se mide en dirección Axial de la misma carcaza del rodamiento. Intentos de alinear el acople o balancear el rotor no aliviara el problema. Es necesario remover el cojinete e instalarlo correctamente.
TABLA DE PUNTOS DE INSPECCION DURANTE EL MANTENIMIENTO PREDICTIVO
PUNTOS DE INSPECION TECNOLOGIA APLICADAMotor principal de la centrífuga Análisis de vibraciones
Temperatura del motorMotor y bomba de aceite Análisis de vibraciones
TemperaturaMotor y bomba de agua caliente Análisis de vibraciones
Temperatura
C) MANTENIMIENTO CORRECTIVO
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Tabla de localización de averías
AVISO SIGNIFICADO CAUSA
Fallo de presostato de aceite Bomba de aceite apagada Falla en la bomba
Fallo de presostato de aire Válvula de aire está cerrada
Verificar válvula
Fallo de desbalanceo Eje de canastilla está balanceando
Masa mal distribuida
Interruptor general de disparo cortocircuitos Sobrecarga o humedad en las equipos eléctricos
Contactor 1 abierto Contactor no cierra Sobre corrientes
Contactor 1 pegado El contacor no abre Arcos eléctricos o fusión de los materiales en el contactor
Contactor 2 abierto El contactor no cierra Sobre corrientes
Contactor 2 pegado El contactor no abre Arcos eléctricos o fusión de los materiales en el contactor
Fallo el relé térmico KM1 Se abrió el circuito Sobrecarga
Fallo el relé térmico KM2 Se abrió el circuito sobrecarga
Fallo de órdenes de arado izquierda
Arado no entra en posición de descarga
Falla de sensor arado izquierda
Fallo de órdenes de arado derecha
Arado no entra Falla del sensor de arado derecha
Fallo de órdenes de arado arriba
El arado no sube Falla del sensor arado arriba o sellos desgastados
Fallo de órdenes de arado abajo
El arado no baja para descargar el azúcar
Falla del sensor arado abajo o bobina está fallando
Fallo de órdenes a compuerta La compuerta no cierra o no abre
Carga excesiva que descontrola en sensor o los pistones fallan
Fallo de órdenes a campana La campana no levanta o no baja
Sensor de campana
TABLA DE FRECUENCIA DE FALLAS
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
Frecuencia de fallas causas soluciónDisparo del relé térmico sobrecarga Resetear reléSe aflojan los sensores trabajo Ajustar y limpiarDeterioro y mantenimiento del microchip del sensor de palpador
Trabajo, suciedad o negligencias del operario o mecánico
Sumo cuidado en la limpieza y en la operación de la centrifuga
Disparo de la llave termomagnética
cortocircuito resetear
No sube arado Sellos desgastados Cambio de sellosPernos de la campana flojos trabajo ajusteCarga demasiada masa Descontrol del sensor de
compuertaControlar el sensor
No bota agua por las duchas Válvula pegada o bobina malograda
Revisar válvula y bobina
No entra el arado para descargar
Bobina de descarga esta fallando
Cambio de bobina
No levanta la compuerta Pistón malogrado Revisar el pistón
8.- REGISTRO DE REVISIONESPara cada inspección u operación de mantenimiento periódica, o en el momento de
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME
MANUAL DE OPERACION Y MANTENIMIENTO CENTRIFUGAS
detectar cualquier anomalía se debe rellenar algún modelo de informe, definido por el encargado del mantenimiento, que debe recoger, como mínimo, los siguientes puntos:
- Nombre del equipo.- Fecha de la inspección/ajuste.- Nombre, firma y categoría de las personas que realizan la inspección.- Verificación de todos los puntos a inspeccionar e indicar, en caso de no inspeccionar
alguno, los motivos de no hacerlo.
- Descripción breve de los defectos encontrados si procede. Clasificación en: a) Leve: la anomalía no representa ningún peligro para las personas que operan el equipo, que puede seguir funcionando.
b) Medio: el problema detectado en el equipo puede conllevar algún tipo de peligro de herir al personal implicado en su uso, aunque tomando alguna medida provisional puede seguir funcionando.
c) Grave: el problema detectado en el equipo pone en peligro a las personas que lo usan.
9.- CONTROL DESPUES DE CADA JORNADA El control de fallas, paradas, horas de trabajo, cambios de aceites, grasas después de cada turno (cada 8 horas) deben estar en un cuaderno de registros para facilitar un mantenimiento efectivo.
10- INPACTO AMBIENTAL
EMPRESA AGROINDUSTRIAL PUCALA S.A.A. UNIVERSIDAD NACIONAL PEDRO RUIZ GALLO-FIME