fabricacion mecanica
DESCRIPTION
guía de fabricación mecanicaTRANSCRIPT

Prof. Oswaldo MuñozMecánica Industrial
Primero «A»
COLEGIO DE BACHILLERATO DANIEL ÁLVAREZ BURNEO

FABRICACIÓN CON METALES. Trazado y corte 1.
• TRAZADO. Antes de fabricar una pieza hay que trazarla o dibujarla, con las medidas del croquis, sobre el material de partida.Se traza tratando de aprovechar el material disponible lo mejor posible. Para piezas
pequeñas se usarán retales. Las piezas grandes se dibujan lo más cerca posible de los bordes para no desaprovechar mucho material.
Se traza con exactitud para fabricar la pieza correctamente.
Se emplean útiles de dibujo sobre metal como la escuadra, la punta de trazar, la regla y el compás de puntas
Útiles de trazado sobre metales: compás, escuadra de 90º, escuadra de 120º, punta, regla metálica.
Volver al índice

FABRICACIÓN CON METALES. Trazado y corte 2.
• CORTE. El corte de piezas metálicas se realiza con diferentes herramientas, cada una de las cuales tiene su modo de uso.Tijera de chapa. Sirve para cortar chapas finas de latón u hojalata.
Alicates. Empleados para cortar alambres no muy gruesos. Hay de diferentes tipos según sea la forma de la punta: universales, de corte, planos, redondos, de punta curva, etc.
Tijera para chapa.
Volver al índice
Alicates: de corte, universal, de punta curva, de punta redonda y de punta plana.

FABRICACIÓN CON METALES. Trazado y corte 3
ASERRADO. El aserrado se realiza sobre alambres gruesos, varillas, chapas gruesas, tubos, perfiles, etc. Se emplea la sierra de arco cuyas hojas son intercambiables. Cuanto más duro es el metal a cortar tanto más finos deben ser los dientes de la hoja que se emplee.
Volver al índice
1º Se elige la hoja de sierra adecuada. 2º Se sujeta la pieza
fuertemente.
3º Se sierra haciendo presión al avanzar y levantando al retroceder, haciendo movimientos largos y manteniendo la sierra perpendicular.
4º Para cortar chapas se colocan entre dos piezas de madera, que se cortarán a la vez que la chapa, para evitar que ésta se doble.
Para el aserrado se procede del siguiente modo:
FABRICACIÓN CON METALES. Deformación y arranque de viruta 1.
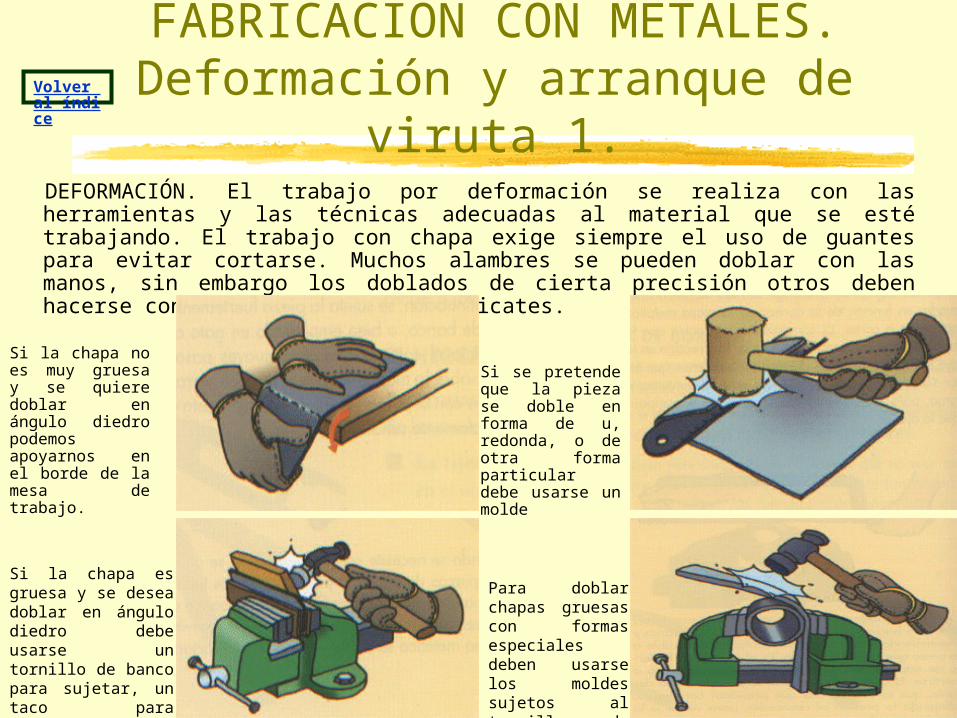
DEFORMACIÓN. El trabajo por deformación se realiza con las herramientas y las técnicas adecuadas al material que se esté trabajando. El trabajo con chapa exige siempre el uso de guantes para evitar cortarse. Muchos alambres se pueden doblar con las manos, sin embargo los doblados de cierta precisión otros deben hacerse con alicates. el uso de alicates.
Volver al índice
Si la chapa no es muy gruesa y se quiere doblar en ángulo diedro podemos apoyarnos en el borde de la mesa de trabajo.
Si se pretende que la pieza se doble en forma de u, redonda, o de otra forma particular debe usarse un molde
Si la chapa es gruesa y se desea doblar en ángulo diedro debe usarse un tornillo de banco para sujetar, un taco para amortiguar el golpe y un martillo para golpear.
Para doblar chapas gruesas con formas especiales deben usarse los moldes sujetos al tornillo de banco.

FABRICACIÓN CON METALES. Deformación y arranque de viruta 2.
TALADRADO
Volver al índice
Si la pieza a taladrar es fina puede hacerse con un punzón y un martillo
Si la pieza es de grosor considerable será necesaria la taladradora eléctrica con broca para metales. Para evitar que la broca se desplace al iniciar el taladro se marcará el centro con un granete.
Para hacer taladros perfectamente rectos e usan soportes verticales para la taladradora o bien taladradoras de columna.
FABRICACIÓN CON METALES. Deformación y arranque de viruta 3.
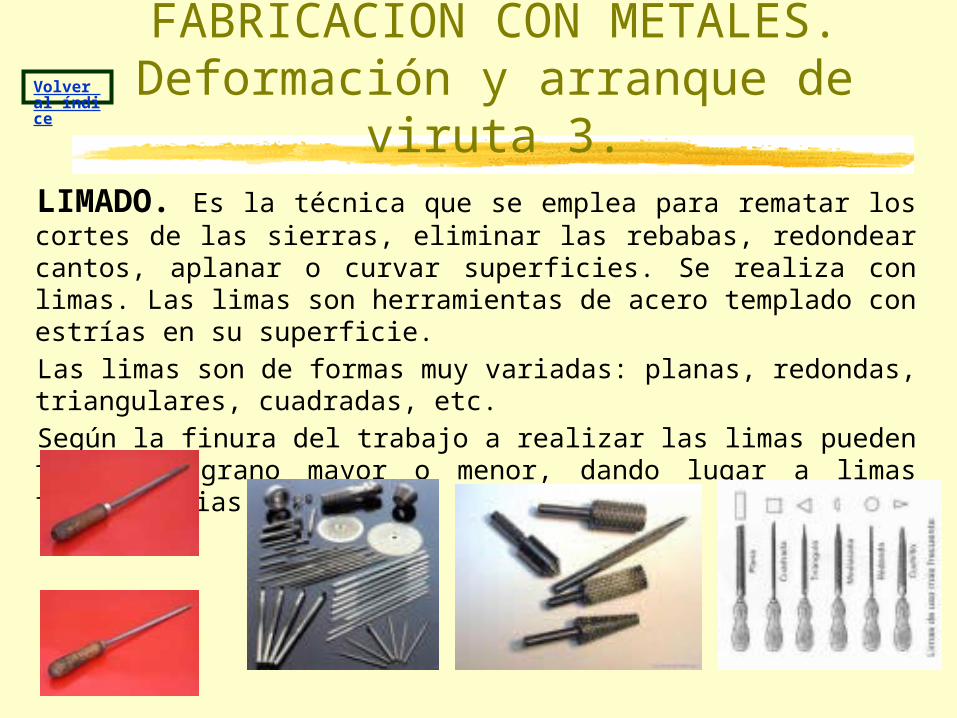
LIMADO. Es la técnica que se emplea para rematar los cortes de las sierras, eliminar las rebabas, redondear cantos, aplanar o curvar superficies. Se realiza con limas. Las limas son herramientas de acero templado con estrías en su superficie.
Las limas son de formas muy variadas: planas, redondas, triangulares, cuadradas, etc.
Según la finura del trabajo a realizar las limas pueden tener el grano mayor o menor, dando lugar a limas finas, medias y bastas.
Volver al índice

FABRICACIÓN CON METALES. Uniones y acabados 1.
UNIONES FIJAS.
Volver al índice
Remaches. Se usan para unir superficies de poco espesor. Son piezas fabricadas con materiales blandos y tenaces.
Soldadura blanda. Es la unión realizada con estaño fundido. Se puede unir piezas de cobre, latón u hojalata, pero no de aluminio
Pegado. Hay muchos tipos de pegamentos, entre ellos está el termofusible realizado mediante barras aplicada con una pistola que las funde

FABRICACIÓN CON METALES. Uniones y acabados 2.
UNIONES DESMONTABLES.
Volver al índice
Tornillos y tuercas. Los hay con infinidad de formas y tamaños. A veces se usan con ellos arandelas que consiguen que la unión es más robusta.
Pasadores. Son piezas de metal que fijan las piezas en las que se colocan atravesados. Los hay de aletas, cónicos o bulones y planos o chavetas.
ACABADOS. Se usan para proteger de la humedad y de la consiguiente corrosión. La aplicación de barnices o pinturas requiere el alisado previo de la superficie.

FABRICACIÓN CON METALES. Uniones y acabados 3.
LAS LLAVES FIJAS.
Volver al índice
Las llaves fijas. Son herramientas que se emplean para apretar y aflojar tornillos y tuercas. Están formadas por un mango y una o dos bocas. Sus formas dependen del uso para el que vayan a ser empleadas. Algunos tipos son:
Llave en codo Llave en cruzLlave fija Llaves allen
Llaves torx Llave en estrella Llave de tubo