documentaciÓn y costeo de los procesos …biblioteca.usac.edu.gt/eps/08/08_0040.pdf ·...
TRANSCRIPT
Universidad de San Carlos de Guatemala
Facultad de Ingeniería
Escuela de Ingeniería Mecánica Industrial
DOCUMENTACIÓN Y COSTEO DE LOS PROCESOS
REALIZADOS EN LA EMPRESA POWER LINE HARDWARE
INCORPORATED, S.A.
VERÓNICA NOELIA HERRERA GONZÁLEZ
Asesorada por Inga. Norma Ileana Sarmiento Zeceña de Serrano
Guatemala, marzo de 2005.
PDF processed with CutePDF evaluation edition www.CutePDF.com

UNIVERSIDAD DE SAN CARLOS DE GUATEMALA
FACULTAD DE INGENIERÍA
DOCUMENTACIÓN Y COSTEO DE LOS PROCESOS REALIZADOS EN LA
EMPRESA POWER LINE HARDWARE INCORPORATED, S.A.
TRABAJO DE GRADUACIÓN
PRESENTADO A JUNTA DIRECTIVA DE LA
FACULTAD DE INGENIERÍA
POR
VERÓNICA NOELIA HERRERA GONZÁLEZ
AL CONFERÍRSELE EL TÍTULO DE
INGENIERA MECÁNICA INDUSTRIAL
GUATEMALA, MARZO DE 2005
UNIVERSIDAD DE SAN CARLOS DE GUATEMALA
FACULTAD DE INGENIERÍA
NÓMINA DE JUNTA DIRECTIVA
DECANO Ing. Sydney Alexander Samuels Milson
VOCAL I Ing. Murphy Olympo Paiz Recinos
VOCAL II Lic. Amahán Sánchez Álvarez
VOCAL III Ing. Julio David Galicia Celada
VOCAL IV Br. Kenneth Issur Estrada Ruiz
VOCAL V Br. Elisa Yazminda Vides Leiva
SECRETARIO Ing. Carlos Humberto Pérez Rodríguez
TRIBUNAL QUE PRACTICÓ EL EXAMEN GENERAL PRIVADO
DECANO Ing. Sydney Alexander Samuels Milson
EXAMINADORA Inga. Norma Ileana Sarmiento Zeceña de S.
EXAMINADORA Inga. Sigrid Alitza Calderón de León
EXAMINADORA Inga. Marcia Ivonne Véliz Vargas
SECRETARIO Ing. Carlos Humberto Pérez Rodríguez
HONORABLE TRIBUNAL EXAMINADOR
Cumpliendo con los preceptos que establece la ley de la Universidad de San
Carlos de Guatemala, presento a su consideración mi trabajo de graduación
titulado:
DOCUMENTACIÓN Y COSTEO DE LOS PROCESOS REALIZADOS EN LA
EMPRESA POWER LINE HARDWARE INCORPORATED, S.A.
Tema que me fuera asignado por la Dirección de la Escuela de Ingeniería
Mecánica Industrial, con fecha 27 de mayo de 2004.
_____________________________
Verónica Noelia Herrera González

CON TODO MI CORAZÓN, DEDICO ESTE ACTO A: Dios y la Virgen María
Porque han guiado mi vida y me permiten estar hoy aquí.
Mi madre
Nora González Porque no tengo palabras para agradecerle el sacrificio, el amor y el apoyo incondicional.
Mis abuelos
Carlos González (†) y Mercedes Arias Por ser el mejor ejemplo de personas honestas, correctas y trabajadoras y por demostrarme que ningún sueño es imposible de alcanzar.
Mi esposo
Didier Martell Porque con su amor me ha obligado a ser mejor persona, a no decaer y a luchar por lograr nuestros objetivos.
Mis tías
Ada, Guisela y Carlota Porque cada una ha sido mi segunda madre y siempre me han amado y apoyado sin condiciones.
Mis hermanos Pablo y Gerardo Andrea, Fernando y Karina
Porque han sido parte fundamental de mi vida y hemos crecido y aprendido juntos.
Leopoldo Figueroa
Porque ha sido siempre un ejemplo digno de imitar en todos los aspectos de su vida.
Las familias González y Arias
Porque todos han formado mi carácter y han contribuido a mis éxitos.
Todas mis amigas y amigos
Por ser y por estar, siempre.

AGRADEZCO A:
Félix Samayoa Morales
Su tolerancia Mario González y Dina McLaughlin de González
La confianza y oportunidad brindada
Inga. Norma Sarmiento e Ing. Rodolfo Tarragó
El asesoramiento y sus valiosos consejos
Todo el personal de grupo ITM Su invaluable colaboración
I
ÍNDICE GENERAL
ÍNDICE DE ILUSTRACIONES V
LISTA DE SÍMBOLOS IX
GLOSARIO XI
RESUMEN XV
OBJETIVOS XVII
INTRODUCCIÓN XIX
1. GENERALIDADES DE LA EMPRESA
1.1 Historia 1
1.2 Misión 2
1.3 Visión 2
1.4 Estructura organizacional 2
2. FUNDAMENTO TEÓRICO
2.1 Fuentes de información de costeo 5
2.2 Mano de obra 6
2.2.1 Métodos de medición del trabajo 7
2.2.2 Estudio de tiempos y sus elementos 8
2.2.2.1 Equipo 8
2.2.2.2 Técnicas 10
2.2.2.2.1 Continuo 10
2.2.2.2.2 Regreso a cero 11
2.2.2.3 Número de ciclos a estudiar 13

II
2.2.3 Calificación de la actuación 14
2.2.4 Márgenes y tolerancias 15
2.3 Materiales 15
2.3.1 El departamento de compras 16
2.3.2 Precios de materiales 18
2.4 Energía eléctrica 22
2.5 Soldadura 26
2.5.1 Soldadura por arco eléctrico 27
2.5.2 Soldadura MIG (Metal Inert Gas) 29
2.6 Herrajes 30
2.6.1 Definición 30
2.6.2 Evolución 31
2.7 La documentación y su relación con la
productividad total 31
3. ANÁLISIS DE LOS PROCESOS ACTUALES
3.1 Generalidades 37
3.1.1 Principales usos y aplicaciones de los herrajes 37
3.1.1.1 Herrajes para electrificación 37
3.1.1.2 Herrajes para telefonía 38
3.1.2 Diseño y procedimientos actuales 39
3.1.3 Materiales para la fabricación de herrajes 40
3.1.4 Operaciones básicas en la fabricación de herrajes 40
3.1.4.1 Cizallado 41
3.1.4.2 Embutido 42
3.1.5 Análisis del transporte y flujo de materiales 44
3.1.6 Análisis del proceso actual de corte de lámina 46
3.2 Tiempos de fabricación 47
III
3.2.1 Descripción del método de medición 47
3.2.2 Hoja de registro de tiempos 47
3.2.3 Evaluación de tiempos cronometrados por herraje 49
3.3 Documentación de los productos 49
3.3.1 Diagramas de flujo y de operaciones 50
3.3.2 Descripción general de los herrajes 66
3.4 Evaluación de costos 66
3.4.1 Costo de materiales 66
3.4.2 Costo de mano de obra 67
3.4.3 Costo de soldadura 67
3.4.4 Costo de energía eléctrica 67
3.4.5 Costo de transporte 67
3.4.6 Costo de galvanizado 68
3.4.7 Costos indirectos 68
3.5 Especificaciones y tolerancias para herrajes 68
3.5.1 Ensayos de materiales aplicables a herrajes 69
3.5.1.1 Ensayo a tensión 69
3.5.1.2 Ensayo a tensión por corte directo 70
3.5.2 Estudio de resistencia teórica 71
3.5.2.1 Ensayo a tensión pura 71
3.5.2.2 Ensayo a tensión por corte directo 72
3.5.2.3 Ensayo a compresión 73
3.5.2.4 Ensayo de soldadura 73
3.5.3 Estudio de resistencia ensayada en el laboratorio 74
3.5.3.1 Ensayo a tensión pura 74
3.5.3.2 Ensayo a tensión por corte directo 75
3.5.3.3 Ensayo a compresión 75
3.5.3.4 Ensayo de soldadura 75
3.5.4 Análisis y comparación de datos teóricos y ensayados 76

IV
3.5.4.1 Ensayo a tensión pura 76
3.5.4.2 Ensayo a tensión por corte directo 76
3.5.4.3 Ensayo a compresión 76
3.5.4.4 Ensayo de soldadura 77
4. PROPUESTAS PARA LA REDUCCIÓN DE COSTOS
4.1 Estandarización de tiempos por familia de herrajes 79
4.2 Estandarización de tiempos de referencia 82
4.3 Descripción propuesta de los procesos 87
4.4 Diagramas de flujo propuestos 89
4.5 Determinación de tolerancias y especificaciones para la
fabricación de herrajes 99
4.6 Estandarización de los costos de referencia 99
4.6.1 Costo de materia prima 102
4.6.2 Costo de mano de obra 104
4.6.3 Costo de soldadura 106
4.6.4 Costo de energía eléctrica 107
4.6.5 Costo de transporte 108
4.6.6 Costo de galvanizado 109
4.6.7 Costos indirectos 110
4.7 Costo de implementación de las propuestas 110
CONCLUSIONES 115
RECOMENDACIONES 117
REFERENCIAS BIBLIOGRÁFICAS 119
BIBLIOGRAFÍA 121
V
ÍNDICE DE ILUSTRACIONES
FIGURAS
1 Organigrama 3
2 Diagrama de flujos de energía eléctrica 23
3 Comparación de las pérdidas en vatios de motores estándares
con motores eficientes 24
4 Flujo esquemático de la flama de arco 28
5 Diagrama esquemático del proceso de soldadura por arco
metálico con gas 30
6 Reacción en cadena 35
7 Proceso de cizallado de metal con punzón y matriz 42
8 Recuperación elástica en operaciones de doblado 42
9 “Macho” de embutido al producir la cavidad de un molde 43
10 Disposición del punzón y la matriz en operaciones de embutido 43
11 Flujo de materiales en la planta 45
12 Hoja de registros de tiempos por herraje 48
13 Diagrama de operaciones AT 51
14 Diagrama de flujo AT 52
15 Diagrama de flujo AT 53
16 Diagrama de operaciones AR CU 54
17 Diagrama de flujo AR CU 55
18 Diagrama de flujo AR CU 56
19 Diagrama de operaciones ARDSP 56
20 Diagrama de flujo ARDSP 57
21 Diagrama de operaciones CRFON 58

VI
22 Diagrama de flujo CRFON 59
23 Diagrama de flujo CRFON 60
24 Diagrama de operaciones PR 34 60
25 Diagrama de flujo PR 34 61
26 Diagrama de operaciones PAS 62
27 Diagrama de flujo PAS 63
28 Diagrama de operaciones TP 64
29 Diagrama de flujo TP 65
30 Hoja de evaluación de tiempos cronometrados 81
31 Evaluación de tiempos AR CU 82
32 Evaluación de tiempos AT 83
33 Evaluación de tiempos ARDSP 84
34 Evaluación de tiempos PR 34 84
35 Evaluación de tiempos CRFON 85
36 Evaluación de tiempos PAS 86
37 Evaluación de tiempos TP 86
38 Diagrama de flujo propuesto AT 90
39 Diagrama de flujo propuesto AT 91
40 Diagrama de flujo propuesto AR CU 92
41 Diagrama de flujo propuesto ARDSP 93
42 Diagrama de flujo propuesto CRFON 94
43 Diagrama de flujo propuesto CRFON 95
44 Diagrama de flujo propuesto PR 34 96
45 Diagrama de flujo propuesto PAS 97
46 Diagrama de flujo propuesto TP 98
47 Formato general de evaluación de costos 100
48 Evaluación de costos AT 101

VII
TABLAS I Número de ciclos a observar 13
II Ejemplo de precios de materiales 19
III Aumento de la productividad con propuesta 1 112
IV Aumento de la productividad con propuesta 2 113
V Resumen del aumento de la productividad 114

VIII
IX
LISTA DE SÍMBOLOS
°C Grados centígrados (temperatura)
A Amperios (corriente eléctrica)
CO2 Dióxido de Carbono
gal Galones (volumen)
gal/hr Galones por hora (rendimiento)
kVA Kilo voltio – amperio (potencia aparente)
kW Kilo watt (potencia activa)
kW – h Kilo watt – hora (consumo de energía eléctrica)
min Minuto o minutos (tiempo)
MPa Mega pascales (tensión, presión, módulo de
elasticidad)
N Newton (fuerza)
oper. Operario u operarios

X
Pa Pascales (tensión, presión, módulo de elasticidad)
V Voltio o voltios (voltaje)
VA Voltio – amperio (potencia eléctrica)
W Watt o watts (potencia eléctrica)

XI
GLOSARIO
Arriete Parte móvil de una prensa que realiza la fuerza.
Capacitor Combinación de dos conductores que tienen cargas
iguales y opuestas, y que tienen una diferencia de
potencial V entre ellos
Carga axial La carga que se aplica sobre el eje central de la
pieza.
Centroide Centro geométrico de un cuerpo.
Coalescencia Unión de partículas en suspensión coloidal para
formar gránulo. También unión de gotas en una
emulsión para formar otras gotas de mayor tamaño.
Ductilidad Calidad de los metales que admiten grandes
deformaciones mecánicas en frío sin llegar a
fracturarse.
Distribución normal Distribución estadística en que las observaciones
que equidistan del máximo central tienen la misma
frecuencia.
XII
Diagrama unifilar Diagrama de distribución de energía eléctrica que
muestra la distribución física de las cargas y su
alimentación.
Galvanizado Tratamiento aplicado a las superficies metálicas
consistente en cubrirlas con un revestimiento de otro
metal resistente a la corrosión. Se consigue
mediante electrólisis o mediante inmersión en baño
caliente.
Inductancia Constante de proporcionalidad en la fórmula de fem
autoinducida que depende de la geometría del
circuito y de otras características físicas.
Isotrópico Material que presentan una o más propiedades que
no dependen de la dirección en que se miden.
Metalúrgica Perteneciente al conjunto de técnicas y
procedimientos que tienen por objeto la producción
comercial, preparación y tratamientos físicos o
químicos de los metales y sus aleaciones.
Módulo de elasticidad Constante de un material que indica su capacidad de
recuperación elástica.
Punto cedente Punto en que un material pierde sus condiciones de
recuperación elástica
XIII
Resistencia elástica Capacidad de un material de recuperar su forma
original luego de ser sometido a diferentes
esfuerzos.
Torque Relación entre potencia y velocidad de giro en una
flecha o eje.

XIV

XV
RESUMEN
La empresa Power Line Hardware Incorporated S.A., como parte de su
mejora continua, ha iniciado un arduo trabajo de aumento de la productividad.
La documentación y el costeo de los procesos realizados dentro de la planta
son el punto de partida para ese largo proceso.
El presente documento abarca las principales áreas relacionadas con
ambos temas: las generalidades de la empresa, los aspectos teóricos que
fundamentan el trabajo realizado, la documentación y el costeo de los procesos
propiamente dicho, y un análisis de las características físicas de los productos
evaluados (incluyendo ensayos de materiales).
Dentro de las propuestas se incluyen aquellas que, de ser aplicadas
correctamente, ayudarán a disminuir los costos de fabricación y por lo tanto, a
aumentar la productividad.

XVI
XVII
OBJETIVOS
• GENERAL
Documentar y evaluar el costo de los procesos realizados, para mejorar
la productividad y disminuir los costos de fabricación.
• ESPECÍFICOS
1. Evaluar los procedimientos de fabricación actuales y analizar los
puntos susceptibles de mejora.
2. Documentar mediante diagramas de flujo y de operaciones, los
procesos de fabricación actuales y propuestos.
3. Establecer los criterios de evaluación de los costos de fabricación.
4. Analizar teórica y experimentalmente las condiciones de trabajo
esperadas para los diferentes productos y materiales y establecer las
tolerancias permisibles.
5. Estandarizar tiempos y costos de fabricación para productos que
podrían fabricarse en el futuro.
6. Evaluar el costo de implementación de las propuestas.

XVIII

XIX
INTRODUCCIÓN
En la actualidad, para que una empresa sea competitiva y permanezca
en el mercado, debe conocer, evaluar y corregir los aspectos deficientes en sus
diferentes áreas.
Consciente de este principio, la empresa Power Line Hardware
Incorporated S.A. ha iniciado el proceso de evaluación de métodos de trabajo
actuales y medición de la productividad para cuantificar las utilidades reales
obtenidas.
El trabajo de graduación que a continuación se presenta es el primer
paso que la empresa da en este sentido; puesto que tanto los costos como la
documentación, son los pilares fundamentales para lograr los objetivos trazados
por la presidencia. Dicho trabajo presenta en su primer capítulo las
generalidades de la empresa a fin de conocer un poco su historia y actividades
principales.
Como segundo capítulo se incluye el fundamento teórico fundamental
para la realización del trabajo.
En el tercer capítulo se analizan todos los procesos de fabricación
actuales y se evalúan sus deficiencias.

XX
Luego de analizar los procesos de fabricación actuales, al final del
trabajo se presentan las conclusiones y recomendaciones que, bien llevadas a
la práctica, deberán disminuir los costos de fabricación y elevar la productividad
hasta llegar a los márgenes de utilidad esperados.

1
1. GENERALIDADES DE LA EMPRESA
1.1 Historia
La empresa Power Line Hardware Incorporated S.A. es una de las ocho
empresas que forman el grupo ITM y se dedica a la elaboración de artículos
para electrificación y telefonía.
El grupo ITM es de reciente formación; sin embargo, sus orígenes se
remontan al año 1958, cuando fue fundada Galvánica Guatemalteca por el
empresario guatemalteco Guillermo González.
Galvánica Guatemalteca producía tornillería y herrajes galvanizados para
líneas de transmisión. Desde entonces, se consolidó como pionera y líder en el
área centroamericana en la fabricación de herrajes, tomando luego el nombre
de Industria Técnica Metálica.
Con el correr del tiempo se fortaleció, hasta que nació el grupo ITM y
abrió sus puertas a mercados internacionales al incluir en su producción torres
para telefonía, torres para electrificación, subestaciones eléctricas, postes
telefónicos, postes eléctricos, etc.

2
1.2 Misión
“Ser una organización que brinda servicios y productos de alta calidad y
rentabilidad, con el propósito de cumplir con los requerimientos de los clientes,
fortaleciendo constantemente nuestras alianzas estratégicas con nuestros
proveedores y contratistas. Capacitar y desarrollar permanentemente a
nuestros colaboradores para ser más eficientes. Investigar e innovar
constantemente nuestros procesos para garantizar la rentabilidad de los
negocios”.1
1.3 Visión
“Ser la organización líder en soluciones técnicas metálicas, para el
desarrollo del sector telecomunicación y eléctrico regional”.2
1.4 Estructura organizacional
La presidencia del grupo es la encargada de la toma de decisiones y está
conformada por el presidente y la vice presidenta. El asistente de la presidencia
es el principal apoyo para las actividades presidenciales.
El gerente general coordina las actividades de las ocho empresas que
conforman el grupo y se encuentra justo arriba del gerente de producción, quien
es el encargado de distribuir el trabajo según su naturaleza. Cada una de las

3
empresas tiene una estructura propia y diferente, acoplada a sus necesidades,
con empleados que pueden laborar para más de una empresa.
La empresa Power Line Hardware está dirigida por el jefe de planta,
quien tiene a su cargo todas las actividades realizadas dentro de ella. Su
principal apoyo está en el encargado de máquinas y en el encargado de
soldadores, quienes supervisan directamente el trabajo de los operarios y
soldadores y toman la dirección en caso de no encontrarse el jefe.
Figura 1. Organigrama
Asistente dela presidenciaPRESIDENCIA
GERENCIAGENERAL
JefaturaPOWER LINE
GERENCIA DEPRODUCCIÓN
Encargado demáquinas
Operarios
Empresa 2
Encargado desoldadura
Empresa 3 Empresa 4 Empresa 4 Empresa 4 Empresa 4 Empresa 4
Soldadores

4
5
2. FUNDAMENTO TEÓRICO
2.1 Fuentes de información de costeo
Por costeo se entiende la determinación del monto de los gastos en que
se incurre en un solo artículo o grupo de artículos.
Debe tenerse en cuenta que ningún sistema de costeo puede ser más
exacto que la información que se le proporcione, aun cuando se hayan
acumulado considerables datos. Básicamente, existen tres tipos de costos:
- El tiempo invertido y por quién (costo de mano de obra): la forma más
conveniente de obtener información acerca de este rubro es estudiando
de cerca el trabajo de las personas por cualquiera de los métodos que
para ello existen (estudio de tiempos y movimientos, calificación de la
actuación, relaciones entre hombres y máquinas, análisis de puestos,
etc.)
- El material usado (costos de material). Luego de observar de manera
directa el trabajo que se realiza y previo a la obtención de costos en este
rubro, debe cuantificarse el material considerando como factor muy
importante la cantidad de desperdicio que se obtiene.
- Los gastos generales en que se incurrió (gastos indirectos): que incluyen
todo lo relativo al área administrativa.

6
2.2 Mano de obra
Uno de los componentes básicos del costo en la fábrica es el costo de
mano de obra, directa o indirecta. En la mayor parte de los artículos el costo de
mano de obra representa la porción mayor del costo total. Deben establecerse
estándares de los elementos de la mano de obra para tener una idea del costo
real de los productos. Generalmente se utilizan tres medios para determinar
dichos estándares: estimaciones, registros históricos y medición del trabajo.
Las estimaciones como medio para establecer estándares se usaron más
en años anteriores que ahora y se ha demostrado que no es posible establecer
estándares de producción consistentes y justos con el simple expediente de dar
un vistazo a un trabajo y luego apreciar el tiempo requerido para efectuarlo.
Siendo así, los estándares quedarán en un 25% en promedio. Tanto el método
de registro histórico como el de medición del trabajo, dan valores mucho más
exactos que el de las estimaciones.
En el método de los registros históricos, los estándares de producción se
basan en los registros de trabajos semejantes realizados con anterioridad. Por
lo general, quedan incluidos los retrasos personales, los retrasos inevitables y
los retrasos evitables en mayor grado de lo debido, mientras que en otros no se
tiene la proporción adecuada del tiempo de retrasos. Sin embargo, es mejor
usar estos registros que no utilizar ninguno como base para determinar
estándares para mano de obra. Este método proporciona resultados más
fidedignos que el de las estimaciones, pero no aporta resultados
suficientemente válidos para asegurar que haya valores equitativos y
competitivos de costos de mano de obra.

7
2.2.1 Métodos de medición del trabajo
También llamadas técnicas de medición (estudio de tiempos con
cronómetro, datos de estándares, fórmulas de tiempos y estudios de muestreo)
son un buen medio para establecer estándares justos de producción. Todos se
basan en hechos y estudian cada detalle del trabajo y su relación con el tiempo
normal que se requiere para ejecutar el ciclo completo.
Los estándares de tiempo cuidadosamente establecidos posibilitan una
mayor producción en una planta, incrementando así la eficiencia del equipo y
del personal que la opera. Estándares deficientemente establecidos, aunque
sirven más que no utilizar ninguno, ocasionarán inevitablemente costos más
elevados, dificultades con los trabajadores y aun una posible crisis de la
empresa.
A fin de lograr la implantación satisfactoria de una técnica de medición
del trabajo, debe haber un verdadero empeño por parte de la dirección o
gerencia. Tal empeño requiere aplicar entusiasmo, tiempo y los recursos
financieros en forma continua. Para que un programa de este tipo funcione sin
tropiezos, requiere una considerable planeación y comunicación eficaz por parte
de todos los miembros de una empresa. Una buena comunicación es esencial
durante la implantación y durante el desarrollo del programa.

8
2.2.2 Estudio de tiempos y sus elementos
Básicamente, un estudio de tiempos es una técnica utilizada cuyo fin es
establecer un estándar de tiempo asignado para ejecutar una tarea
determinada. Esta técnica se basa en la medición del contenido de trabajo en el
método prescrito, con la debida consideración a la fatiga y a los retrasos
personales e inevitables.
Hasta la fecha, los procedimientos del estudio de tiempos son los únicos
métodos conocidos que pueden proporcionar información razonablemente
exacta acerca de estándares de tiempos, esenciales para toda operación
eficiente y provechosa de industrias y otras actividades. Para asegurar los
resultados más ventajosos de la utilización del estudio de tiempos, el analista
debe contar con la colaboración de los trabajadores de la empresa.
El estudio de tiempos es una de las formas de trabajo más importantes y
exigentes en cualquier empresa u organización industrial, comercial o
gubernamental. Ofrece notables beneficios a los trabajadores, a las empresas y
al público en general, cuando se utiliza inteligentemente y su valor es
cabalmente comprendido por los interesados.
2.2.2.1 Equipo
El equipo mínimo que se requiere para llevar a cabo un programa de
estudio de tiempos comprende un cronómetro, un tablero para estudios de
tiempos, formas impresas y calculadora de bolsillo.

9
a) Cronómetros: existen cuatro clasificaciones básicas para los
cronómetros más utilizados:
- Aparato para decimales de minuto (0.01 min)
- Aparato para decimales de hora (0.0001 hr)
- Cronómetro electrónico
Actualmente existen máquinas muy versátiles que facilitan la
medición de intervalos de tiempo. Éstas pueden ser utilizadas en
ausencia del analista para medir el tiempo en que es productiva una
instalación.
b) Equipo cinematográfico y de vídeocinta: las cámaras de estos equipos
son ideales para registrar los procedimientos del operario y el tiempo
transcurrido. En la mayor parte de los casos, no es posible emplear estos
aparatos debido al costo de las películas y al tiempo que requiere el
revelado de éstas. Ambos instrumentos son especialmente útiles para
establecer estándares por medio de una de las técnicas de tiempo de
movimientos sintéticos.
c) Tablero portátil: no es más que una paleta de madera en la que se
sostiene el formato de toma de tiempos que se está utilizando. Puede
fijarse sobre él el cronómetro para que su manejo sea más fácil.
10
2.2.2.2 Técnicas
Existen dos técnicas para anotar los tiempos elementales durante un
estudio: la continua y la de regreso a cero.
2.2.2.2.1 Continua
En esta técnica el cronómetro se deja correr mientras dura el estudio y se
lee en el punto terminal de cada elemento, mientras las manecillas están en
movimiento. Pueden leerse las manecillas detenidas cuando el cronómetro es
de doble acción. Cuando se utiliza un cronómetro digital, el sistema split permite
hacer lecturas parciales mientras el tiempo continúa corriendo.
Esta técnica es recomendable por varios motivos; sin embargo, la razón
más significativa es que presenta un registro completo de todo el período de
observación y toma en cuenta los elementos extraños. La técnica continua se
adapta mejor para registrar elementos muy cortos, puesto que al no perder
tiempo regresando la manecilla a cero, pueden obtenerse valores exactos de
elementos sucesivos muy cortos cuando van seguidos de un elemento
relativamente largo. Se logra esto recordando las lecturas cronométricas de los
puntos terminales de los tres elementos cortos, anotándolas luego mientras
transcurre el elemento más largo.
Su principal inconveniente es que necesita más trabajo de oficina para
evaluar el estudio. Como el cronómetro se lee en el punto terminal de cada
elemento mientras las manecillas continúan moviéndose (o el tiempo corriendo
11
si es electrónico), es necesario efectuar restas sucesivas de las lecturas
consecutivas para determinar los tiempos elementales transcurridos.
2.2.2.2.2 Regreso a cero
En esta técnica el cronómetro se lee a la terminación de cada elemento y
luego las manecillas se regresan a cero de inmediato. Al iniciarse el siguiente
elemento, las manecillas parten de cero. El tiempo transcurrido se lee
directamente en el cronómetro al finalizar este elemento y las manecillas se
devuelven a cero otra vez. Este procedimiento se sigue durante todo el estudio.
Con cronómetro digital, el sistema LAP permite los regresos a cero.
La técnica de regreso a cero también es conocida como “snapback” y
tiene ciertas ventajas e inconvenientes en comparación con la técnica continua.
Debido a que los valores elementales de tiempo transcurrido son leídos
directamente en la técnica de regresos a cero, no es preciso, cuando se emplea
esta técnica, hacer trabajo de oficina adicional para efectuar las restas
sucesivas, como en el otro procedimiento. Además, los elementos ejecutados
fuera de orden por el operario pueden registrarse fácilmente sin recurrir a
notaciones especiales, sin necesidad de anotar los retrasos.
Un reconocido inconveniente de esta técnica es que los elementos
individuales no deben quitarse de la operación y estudiarse
independientemente, porque los tiempos elementales dependen de los
elementos precedentes y subsiguientes. Si se omiten factores como retrasos,
elementos extraños y elementos transpuestos, prevalecerán valores erróneos
en las lecturas aceptadas.
12
Una de las objeciones a esta técnica que ha recibido considerable
atención, particularmente de organismos laborales, es el tiempo que se pierde
en poner en cero la manecilla; puesto que “se ha encontrado que la manecilla
del cronómetro permanece inmóvil de 0.00003 a 0.000097 de hora, en el
momento del regreso a cero, dependiendo de la velocidad con la que se oprime
y se suelta el botón del cronómetro”.3 Esto significaría una pérdida media de
tiempo de 0.0038 min por elemento (3.8% de error en un elemento que dure
0.10 min).
Obviamente, mientras más corto sea el elemento, tanto mayor será el
porcentaje de error introducido y cuanto más largo sea el elemento, tanto menor
será el error. Es importante hacer notar que este inconveniente tiende a
desaparecer, puesto que con los cronómetros electrónicos (ampliamente
difundidos en la actualidad) no se pierde tiempo regresándolos manualmente a
cero.
En resumen, la técnica de regreso a cero tiene las siguientes
desventajas:
- Se pierde tiempo al regresar a cero la manecilla; por lo tanto, se
introduce un error acumulativo en el estudio. Si se utilizan cronómetros
electrónicos, esta desventaja desaparece.
- Es difícil tomar el tiempo de elementos cortos (0.06 min o menos).
- No siempre se obtiene un registro completo de un estudio en el que no
se hayan tenido en cuenta los retrasos y los elementos extraños.

13
- No se puede verificar el tiempo total sumando los tiempos de las lecturas
elementales.
2.2.2.3 Número de ciclos a estudiar
Debido a que la actividad de un trabajo y el tiempo de su ciclo influyen
directamente en el número de ciclos que deben estudiarse desde el punto de
vista económico, no es posible apoyarse totalmente en la práctica estadística
que requiere un cierto tamaño de muestra basado en la dispersión de las
lecturas de elementos individuales.
La General Electric Co. estableció la siguiente tabla como guía para
determinar el número de ciclos que deben observarse.
Tabla I. Número de ciclos a observar
Fuente: Benjamín Niebel. Ingeniería Industrial. Pág. 358
Tiempo de ciclo(en minutos)
Número de ciclos recomendado
0.10 200 0.25 100 0.50 60 0.75 40 1.00 30 2.00 20 2.00 - 5.00 15 5.00 - 10.00 1010.00 - 20.00 820.00 - 40.00 540.00 - en adelante 3

14
La media de la muestra de las observaciones debe estar razonablemente
cerca de la media de la población. Por consiguiente, el analista debe tomar
suficientes lecturas para que cuando sus valores se registren se obtenga una
distribución de valores en la que haya una característica de dispersión de la
población. Algunos analistas toman lecturas y grafican los valores para elaborar
una distribución de frecuencias puesto que, aunque no hay seguridad de que la
población de tiempos elementales tenga una distribución normal, la experiencia
ha demostrado que las variaciones en la actuación de un operario se aproximan
a la curva normal en forma de campana.
2.2.3 Calificación de la actuación
Como parte del estudio y antes de abandonar la estación de trabajo, el
observador tiene que dar una calificación justa de la actuación del operario.
Para ciclos cortos de trabajo repetitivo se puede aplicar una calificación a
todo el estudio; sin embargo, cuando los elementos son largos y comprenden
movimientos manuales diversos, es más práctico evaluar la ejecución de cada
elemento tal como ocurre durante el estudio.
En el sistema de calificación de la actuación, o nivelación, el analista
evalúa la eficiencia del operador en términos de su concepto de un operario
“normal” que ejecuta el mismo elemento. Esta efectividad o eficiencia se
expresa en forma decimal y se asigna al elemento observado. Un operario
“normal” se define como un obrero preparado, altamente calificado y con gran
experiencia, que trabaja en las condiciones que suelen prevalecer en la

15
estación de trabajo a una velocidad o ritmo no muy alto ni muy bajo sino uno
representativo del promedio.
2.2.4 Márgenes y tolerancias
Debido a que es imposible que un operario mantenga el mismo ritmo en
cada minuto de trabajo del día, hay tres clases de interrupciones que se
presentan ocasionalmente, que hay que compensar con tiempo adicional: la
primera clase son las interrupciones personales, como idas al servicio sanitario
o a tomar agua; la segunda es la fatiga, que, como se sabe, afecta a todos los
trabajadores aun cuando efectúen trabajos ligeros; por último, hay algunos
retrasos inevitables para los cuales hay que conceder ciertas tolerancias, como
ruptura de las herramientas, interrupciones por el supervisor y ligeros tropiezos
con los útiles de trabajo.
Para llegar a un estándar justo de un operario normal que labore con un
esfuerzo de tipo medio, debe incorporarse cierto margen o tolerancia al tiempo
nivelado o tiempo base.
2.3 Materiales
En la mayoría de empresas, el costo del material forma parte sustancial
del precio final de venta del producto, por lo que es de suma importancia
considerar cinco aspectos básicos:

16
- Encontrar materiales más económicos y fáciles de procesar,
- Emplear materiales en forma más económica,
- Utilizar materiales de desecho,
- Usar más económicamente los suministros y las herramientas, y
- Estandarizar los materiales.
2.3.1 El departamento de compras
La función primordial del departamento de compras es obtener el artículo
apropiado, en el tiempo apropiado, en la cantidad apropiada y al precio
apropiado. Sin embargo, tiene otras tareas: constituye la “ventana al exterior” de
la empresa, debiendo proveer información sobre productos, procesos,
materiales y servicios nuevos. También debe tener información de precios,
entregas y comportamiento probable de los artículos bajo consideración en los
diferentes departamentos de la empresa. Puesto que el material comprado
puede constituir una proporción muy grande del precio final de venta de los
productos, comprar es una función especializada muy importante que nunca
hay que subestimar.
La ubicación del comprador en la organización varía de una empresa a
otra, pero por lo general los ejecutivos ante quienes es responsable son:

17
a) El contador: se atribuye al comprador el gastar dinero de la compañía y,
puesto que el control del dinero es responsabilidad del contador, es a él a
quien el comprador tiene que rendir cuentas. Este sistema funciona mejor
cuando la variedad de las compras es pequeña y la fuente de suministro,
limitada.
b) El director administrativo: cuando se adquieren cantidades considerables
de material, en especial de alto costo, es deseable que la compra se
realice al más alto nivel posible, ya que los términos favorables, a veces,
sólo se pueden negociar directamente con los directores administrativos
de las compañías proveedoras. Por esta razón, muchos directores
administrativos asumen la función de compras o las delegan en alguna
persona directamente responsable ante ellos.
c) El gerente de producción: en la producción en lotes por órdenes del
cliente, la necesidad de que los recursos manufactureros sean flexibles,
con frecuencia hará que el comprador sea parte del equipo del gerente
de producción, ya sea directamente bajo sus órdenes o bajo las del
controlador de producción, posiblemente como jefe de la sección de
control de material, donde asumirá deberes más amplios que los de
compra.
Por lo general, en la actualidad se acepta que en una fábrica todas las
compras las efectúe un departamento. Esto evita la compra antieconómica de
pequeñas cantidades innecesarias, el enojo del vendedor al tener diversos
contactos con la compañía y el que personas sin experiencia efectúen una
función especializada. En compañías con varias plantas o divisiones autónomas
dentro de la misma planta, la situación es un poco más compleja. En estas
circunstancias, las compras pueden efectuarse en un lugar central para todas

18
las plantas, aunque estén separadas geográficamente, o por departamentos de
compras situados en cada planta.
Básicamente, las tareas que se asignan a un departamento de compras
son: hallar y aprobar proveedores, comprar al menor costo, asegurar la entrega
a tiempo, prever los retrasos, verificar las facturas, organizar todas las
discusiones con los proveedores, comprar especulativamente, asesorar en
precios y actuar como ventana al exterior.
2.3.2 Precios de materiales
Si se conoce la cantidad de materiales, es necesario asignarles un
precio. Si se conoce el precio realmente pagado por el material (precio
específico), no se presenta ningún problema puesto que:
Precio cargado = Número de unidades x precio unitario
Sin embargo, puede ocurrir que se adquieran cantidades del mismo
material a diferentes precios y que las entregas tengan lugar entre varias
recepciones del material. En este caso, puede elegirse entre alguno de los
siguientes métodos para establecer el precio:
1. Precio promedio ponderado
2. Precio LIFO
3. Precio FIFO
4. Precio estándar
5. Precio de reemplazo

19
Para explicar cada uno de los métodos, supóngase el siguiente caso:
El 1 de enero se reciben 100 unidades de 10p por unidad, por lo que
habrá almacenadas 100 unidades. El 1 de febrero y el 1 de marzo se entregan,
respectivamente, 50 y 30 unidades (siendo el precio, 10p). El 1 de abril se
reciben otras 100 unidades para que el total disponible en el almacén sea de
120, pero el precio unitario se ha elevado a 15p. El 1 de mayo se entregan 50
unidades y es imposible identificar su procedencia, es decir, si incluyen 50 de
las primeras 100, 50 de las segundas 100 o una combinación de ambas, ¿qué
precio unitario debería darse a este envío?
Tabla II. Ejemplo de precios de materiales
ENTREGADAS EXISTENCIASPrecio unitario
(p )Cantidad
(unidades)Cantidad
(unidades)Cantidad
(unidades)1 de enero 10 100 1001 de febrero 50 501 de marzo 30 201 de abril 15 100 1201 de mayo 50 70
RECIBIDAS
Fuente: Keith Lockyer. La producción industrial. Pág. 285.
1. Precio promedio ponderado: se obtiene un promedio sumando los
valores de las existencias en el almacén y las añadidas, y dividiendo por
la cantidad total de existencias. De este modo, el 1 de abril, el valor de
las existencias en el almacén es 20 x 10p = 200p. A éstas se agregan
100 unidades a 15p por unidad = valor 1500p, Entonces, el valor total de
las existencias es (200 + 1500)p y el precio unitario promedio ponderado
es:
p
p17.14
1201700 =

20
Entonces, las existencias entregadas el 1 de mayo tendrán un precio de
(50 x 14.17)p = 708.50p. Si ahora se recibieran más existencias –
supóngase 100 unidades más a 20p cada una– el precio promedio
ponderado sería:
por unidad.
Este promedio debe compararse con el método de promedio simple en el
que el precio se obtiene sumándolos precios unitarios (10p + 15p = 25p)
y dividiendo por el número de órdenes –en este caso, 2– para dar el
precio promedio por unidad. Este método no tiene más ventajas que su
simplicidad.
2. Precio LIFO (Last In, First Out): aquí, el precio cargado es el último
precio pagado. Entonces, a las existencias del 1 de mayo se les carga el
último precio pagado, es decir, 15p por unidad, de forma que el precio
total será (50 x 15)p = 750p. Si tuviera que cubrirse una orden de,
supóngase 60 unidades, 50 de ellas tendrían el último precio (15p). Estas
50 unidades habrían agotado la entrega de abril, así que las restantes 10
tendrían el anterior último precio, es decir, 10p por unidad. Por lo tanto, el
1 de junio, el precio de las 60 unidades, suponiendo que no haya nuevas
entregas, sería:
50 unidades a 15p = 750p
10 unidades a 10p = 100p
PRECIO TOTAL = 850p
3. Precio FIFO (First In, First Out): aquí, el precio cargado es el primero del
material de donde se obtenga el envío. Por lo tanto, el 1 de mayo al
170)20100()7.1470( p×+×
21
material enviado se le cargará 10p por unidad por 20 unidades.
Habiéndose agotado las existencias de 10p, las restantes 30 unidades se
cargarán a 15p cada una, de forma que el precio total sería (20 x 10)p +
(30 x 15)p = 650p
Estos tres métodos dan para el envío de 1 de mayo los siguientes
precios:
Promedio ponderado 708p
LIFO 750p
FIFO 650p
4. Precio estándar: aquí se fija un precio ficticio para el material, y todo se
entrega a este precio estándar. Cuando el precio real varía con respecto
al estándar, se declara una varianza, positiva para indicar que el precio
de compra es mayor que el estándar y negativa si es menor. El precio
estándar se usa sólo como parte de un sistema de costeo estándar
completo.
5. Precio de reemplazo: de nuevo se fija un precio ficticio, siendo el que se
prevé que se pagará al reemplazar el material.
El de promedio ponderado es el más común de los métodos utilizados,
excepto cuando se usa un sistema e costeo estándar completo.

22
2.4 Energía eléctrica
La electricidad desempeña un papel muy importante en las instalaciones
industriales, ya sea para accionar motores e instrumentos, para iluminar
ambientes o para mover equipo procesador. La continuidad de la producción
industrial misma puede depender de un sistema eléctrico que no cause
problemas. Por lo tanto, los elementos básicos del sistema eléctrico de una
planta deben diseñarse para que funcionen con óptimo rendimiento y que
suministren los voltajes apropiados para la maquinaria.
Hasta hace poco tiempo, no se había prestado mucha atención a los
procesos que consumen electricidad, porque la mejora de la eficiencia de tales
sistemas resulta bastante difícil. Sin embargo, estos procesos son muy
importantes en vista de que la electricidad está convirtiéndose en una de las
fuentes que suplen la mayor parte de la energía destinada al uso industrial.
Debido a esto, se hace necesaria una política encaminada al ahorro energético
y la introducción de programas y medidas que lleven a una utilización racional y
económica de la energía en cualquiera de sus formas.
La conservación de energía eléctrica debe ser parte integral de un
programa global de administración de energía que cubra en su totalidad las
formas de uso y su consumo.
Para el desarrollo de un programa de ahorro de energía eléctrica a nivel
empresarial y su realización en medidas concretas, se recomienda hacer un
balance energético y un diagrama de flujos de energía en todos los porcentajes
y aplicaciones posibles en las diferentes áreas (total de fuerza motriz,
23
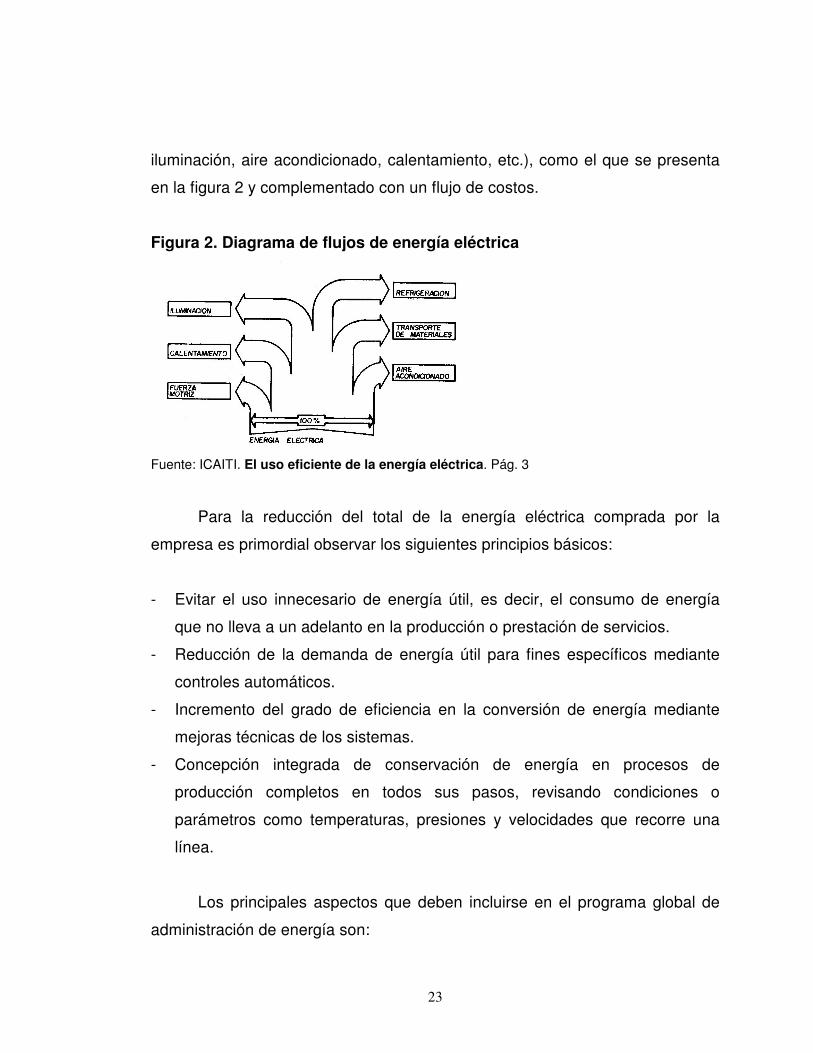
iluminación, aire acondicionado, calentamiento, etc.), como el que se presenta
en la figura 2 y complementado con un flujo de costos.
Figura 2. Diagrama de flujos de energía eléctrica
Fuente: ICAITI. El uso eficiente de la energía eléctrica. Pág. 3
Para la reducción del total de la energía eléctrica comprada por la
empresa es primordial observar los siguientes principios básicos:
- Evitar el uso innecesario de energía útil, es decir, el consumo de energía
que no lleva a un adelanto en la producción o prestación de servicios.
- Reducción de la demanda de energía útil para fines específicos mediante
controles automáticos.
- Incremento del grado de eficiencia en la conversión de energía mediante
mejoras técnicas de los sistemas.
- Concepción integrada de conservación de energía en procesos de
producción completos en todos sus pasos, revisando condiciones o
parámetros como temperaturas, presiones y velocidades que recorre una
línea.
Los principales aspectos que deben incluirse en el programa global de
administración de energía son:

24
1. Sistemas de alambrado y distribución de potencia en plantas (sistemas
eléctricos industriales)
2. Motores eléctricos eficaces
3. Factor de potencia
1. Sistemas eléctricos industriales: existen algunos aspectos fundamentales
que son importantes en el diseño de los sistemas de distribución de
energía. Estos aspectos deben atenderse cuando la nueva red de
alambrado se planee y se añada a la planta para conseguir el más alto
rendimiento en la operación y en el uso de energía.
2. Motores eléctricos eficaces: estos motores (desarrollados desde 1974),
tienen pérdidas en un 25% menos por debajo de las pérdidas de un
motor estándar. La figura 3 muestra la comparación de las pérdidas en
watts entre motores estándar y motores de alto rendimiento, basada en
una reducción de las pérdidas en un 25%.
Figura 3. Comparación de las pérdidas en vatios de motores estándar con
motores eficientes
Fuente: ICAITI. El uso eficiente de la energía eléctrica. Pág. 20

25
El rendimiento de un motor eléctrico es la capacidad de éste de
transformar energía eléctrica en energía mecánica. La única potencia
absorbida por el motor es la pérdida en que incurre éste al convertir la
energía eléctrica a energía mecánica.
100lim
×=entadaaelécticaEnergía
ejeelenmecánicaEnergíaEficiencia
3. Factor de potencia: es el nombre dado a la relación entre la potencia
activa (kW) usada en un sistema y la potencia aparente (kVA) que se
obtiene de las líneas de alimentación o, dicho de otro modo, el coseno
del ángulo formado por el desfase de la corriente con respecto al voltaje
aplicado.
Todos los aparatos que contienen inductancia, tales como
motores, transformadores y demás equipos con bobinas, necesitan
corriente reactiva para establecer campos magnéticos necesarios para
su operación.
El desfase producido por la corriente reactiva se anula con el uso
de capacitares de potencia, lo que hace que el funcionamiento del
sistema sea más eficaz y, por lo tanto, requiera menos corriente en la
línea.

26
2.5 Soldadura
Es un proceso de ensamble de metales en el que la coalescencia se
obtiene por calor y/o presión. También puede definirse como una liga
metalúrgica efectuada por fuerzas de atracción entre átomos. Antes de que
estos átomos se puedan unir, deben eliminarse los vapores absorbidos y los
óxidos de las superficies en contacto. Si se aplica una fuerza entre las dos
superficies metálicas lisas a unir, algunos cristales se fragmentarán a lo largo
de las superficies y se mantendrán en contacto. En tanto se aplique más
presión, estas áreas aumentan y se efectúan otros contactos. Siendo
quebradiza la capa de óxido, ésta se rompe y fragmenta conforme el metal se
deforma plásticamente.
La coalescencia se obtiene cuando los límites entre las dos superficies
son planos cristalinos. El rompimiento o eliminación de las capas de óxido en la
superficie es fundamentalmente lo que sucede cuando se efectúa una
soldadura. Este proceso es conocido como soldadura en frío.
Si se añade temperatura a la presión, se facilitará la soldadura de las dos
superficies, y la coalescencia se obtendrá de la misma manera que para la
soldadura por presión en frío. Conforme se incrementa la temperatura, la
ductilidad del metal de base aumenta y la difusión atómica progresa más
rápidamente. Los materiales no metálicos entre las superficies interfaciales se
ablandan, permitiendo esta circunstancia eliminarlos o romperlos por el flujo
plástico de los materiales de base. Las soldaduras con presión y calor se hacen
con mayor eficiencia, pero no son necesariamente más resistentes si la unión
átomo – átomo es la misma.

27
Se han desarrollado diversos procesos de soldadura que difieren
ampliamente en el método de aplicar el calor y en el equipo usado. Dentro de
estos procesos se encuentran los dos más ampliamente utilizados en nuestro
medio: por arco eléctrico y MIG.
2.5.1 Soldadura por arco eléctrico
La soldadura por arco es un proceso en el que la coalescencia se obtiene
por medio del calor producido por un arco eléctrico entre la pieza y el electrodo.
El electrodo o metal de aporte se calienta a un estado líquido y se deposita en
la junta para efectuar la soldadura. Primero se hace contacto entre el electrodo
y la pieza para crear un circuito eléctrico y, después, separando los
conductores, se forma un arco. La energía eléctrica es convertida en calor
intenso en el arco, que alcanza una temperatura de alrededor de 5500° C.
Para la soldadura por arco se puede usar ya sea corriente alterna (CA) o
directa (CD), es preferible utilizar esta última para la mayoría de los propósitos.
Por lo general, mientras que se efectúa la soldadura, el voltaje del arco es de 18
a 40 V. En polaridad directa el electrodo se conecta a la terminal negativa,
mientras que en polaridad invertida el electrodo es positivo.
Originalmente se utilizaban electrodos de carbón, que en los últimos
tiempos han sido sustituidos por electrodos metálicos. Los tres tipos de
electrodos de metal (o varillas) son: desnudo, revestido de fundente y grueso. El
uso de electrodos desnudos está limitado para la soldadura de hierro forjado y
acero medio. El fundente contribuye tanto en la eliminación de óxidos
indeseables como en la prevención de su formación. Sin embargo, los

28
electrodos de arco con revestimiento grueso son los más importantes y los que
más se emplean en todo tipo de soldaduras comerciales. Del total de la
soldadura manual que se hace actualmente, más de un 95% se hace con
electrodos revestidos.
La figura 4 es un diagrama esquemático que muestra la acción de un
arco con electrodo densamente revestido. En un arco ordinario con alambre
desnudo, el metal depositado se afecta en algún modo por el oxígeno y
nitrógeno del aire. Esto causa la formación de óxidos y nitritos indeseables en el
metal de soldadura.
El propósito de los electrodos con revestimiento grueso es proporcionar
una protección de gas alrededor del arco para eliminar tales condiciones, y
también de cubrir el metal de soldadura con una capa de escoria protectora que
previene la oxidación del metal superficial durante el enfriamiento. Las
soldaduras afectadas con varillas de este tipo tienen características físicas
superiores.
Figura 4. Flujo esquemático de la flama de arco
Fuente: Amstead y otros. Procesos de manufactura. Pág. 242
29
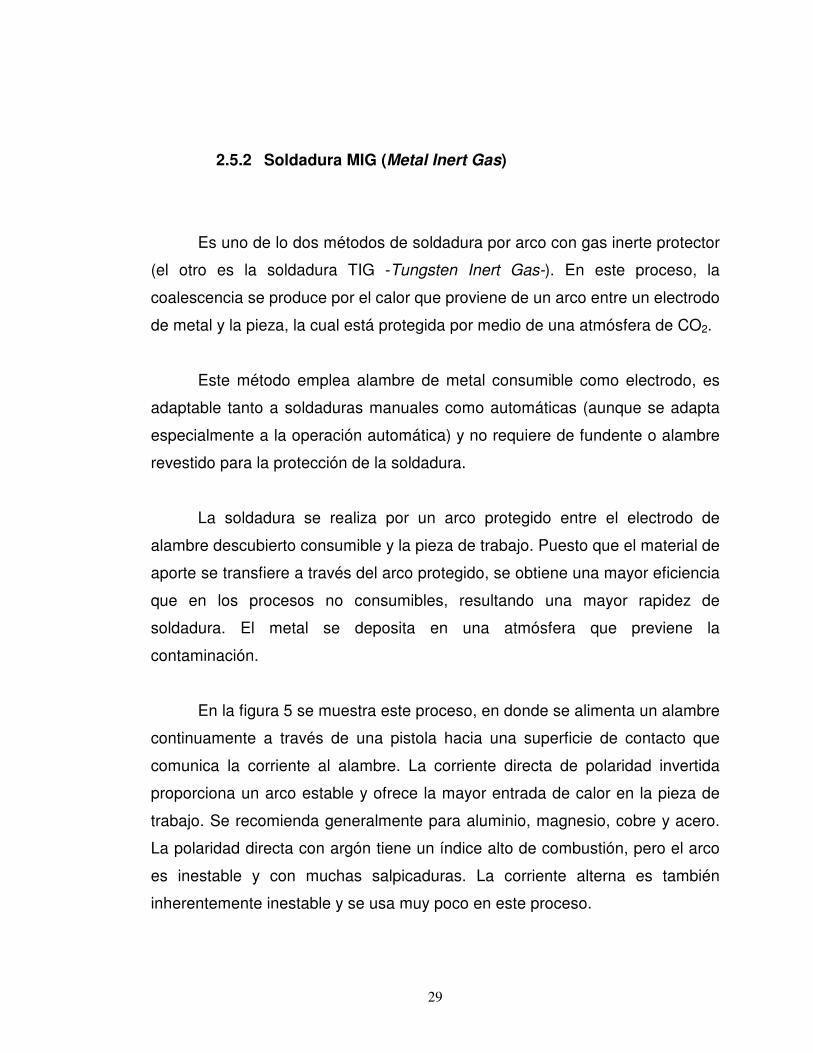
2.5.2 Soldadura MIG (Metal Inert Gas)
Es uno de lo dos métodos de soldadura por arco con gas inerte protector
(el otro es la soldadura TIG -Tungsten Inert Gas-). En este proceso, la
coalescencia se produce por el calor que proviene de un arco entre un electrodo
de metal y la pieza, la cual está protegida por medio de una atmósfera de CO2.
Este método emplea alambre de metal consumible como electrodo, es
adaptable tanto a soldaduras manuales como automáticas (aunque se adapta
especialmente a la operación automática) y no requiere de fundente o alambre
revestido para la protección de la soldadura.
La soldadura se realiza por un arco protegido entre el electrodo de
alambre descubierto consumible y la pieza de trabajo. Puesto que el material de
aporte se transfiere a través del arco protegido, se obtiene una mayor eficiencia
que en los procesos no consumibles, resultando una mayor rapidez de
soldadura. El metal se deposita en una atmósfera que previene la
contaminación.
En la figura 5 se muestra este proceso, en donde se alimenta un alambre
continuamente a través de una pistola hacia una superficie de contacto que
comunica la corriente al alambre. La corriente directa de polaridad invertida
proporciona un arco estable y ofrece la mayor entrada de calor en la pieza de
trabajo. Se recomienda generalmente para aluminio, magnesio, cobre y acero.
La polaridad directa con argón tiene un índice alto de combustión, pero el arco
es inestable y con muchas salpicaduras. La corriente alterna es también
inherentemente inestable y se usa muy poco en este proceso.
30
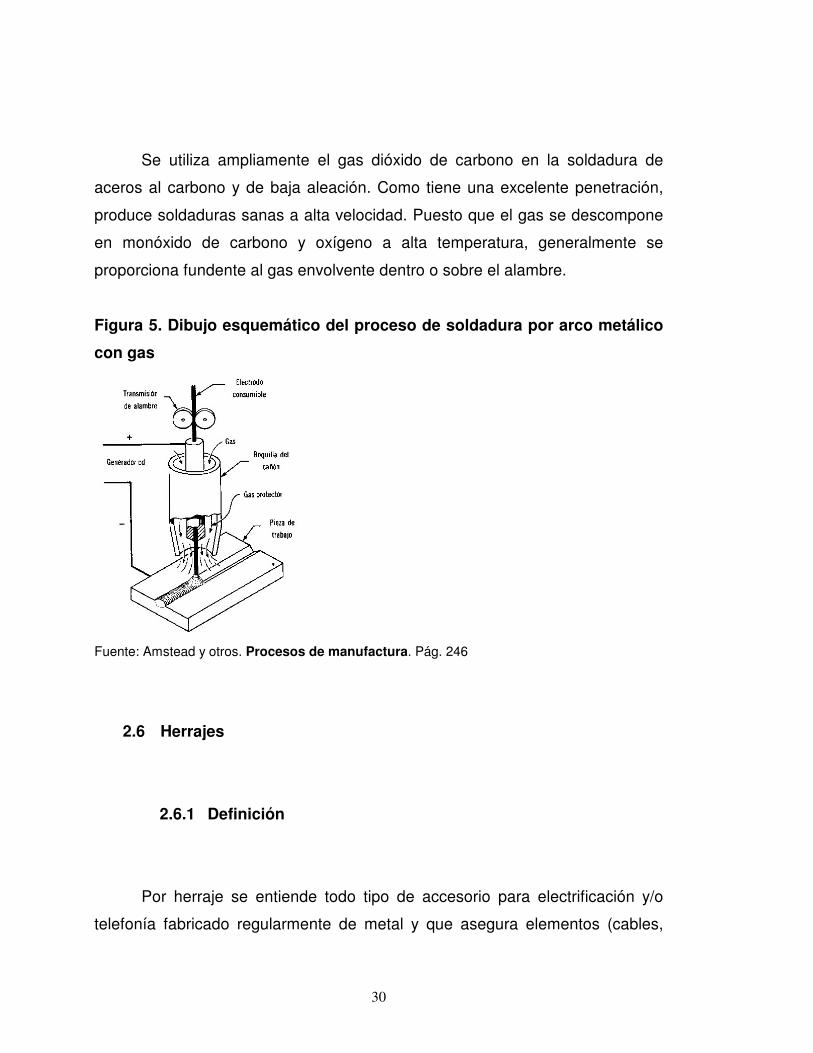
Se utiliza ampliamente el gas dióxido de carbono en la soldadura de
aceros al carbono y de baja aleación. Como tiene una excelente penetración,
produce soldaduras sanas a alta velocidad. Puesto que el gas se descompone
en monóxido de carbono y oxígeno a alta temperatura, generalmente se
proporciona fundente al gas envolvente dentro o sobre el alambre.
Figura 5. Dibujo esquemático del proceso de soldadura por arco metálico
con gas
Fuente: Amstead y otros. Procesos de manufactura. Pág. 246
2.6 Herrajes
2.6.1 Definición
Por herraje se entiende todo tipo de accesorio para electrificación y/o
telefonía fabricado regularmente de metal y que asegura elementos (cables,

31
aislantes, otros herrajes, etc.) a los postes, torres o estructuras de distribución.
Los herrajes no soportan directamente tensiones eléctricas, pero por lo general
soportan esfuerzos mecánicos de tensión, comprensión y corte.
2.6.2 Evolución
En un principio los herrajes eran fabricados de acero y recubiertos con
una capa de zinc proporcionada por galvanizado en frío. Con el desarrollo de
nuevas técnicas, en la actualidad son fabricados en serie por máquinas
altamente especializadas y protegidos con una capa de zinc proporcionada por
la técnica de hot dip galvanized (galvanizado en caliente, por inmersión).
2.7 La documentación y su relación con la productividad total
La documentación es el conjunto de documentos que norman y
estandarizan procesos de fabricación. Al trabajar procesos documentados, se
mejora notablemente la calidad de los productos fabricados; se logra con esto
que la productividad de la empresa mejore (la relación entre productividad y
calidad se observa en la figura 6, página 35).
Actualmente, todas las empresas coinciden en reconocer la necesidad de
mejorar la calidad de los productos y servicios para poder ser competitivos y
permanecer en el negocio. La competitividad de una empresa está determinada
por la calidad, el precio y el tiempo de entrega de sus productos o servicios. Se

32
es más competitivo y productivo si se puede ofrecer mejor calidad, a bajo precio
y en un menor tiempo de entrega.
Ahora bien, existen varias definiciones de calidad, de las cuales se
mencionan tres:
a) “Calidad es que un producto sea adecuado para su uso. Así, la calidad
consiste de ausencia de deficiencias y de aquellas características que
satisfacen al cliente”.4
b) “La calidad es la totalidad de detalles y características de un producto o
servicio que influye en su habilidad para satisfacer necesidades dadas”.5
c) “Es el conjunto de propiedades y características de un producto o
servicio que le confieren la aptitud para satisfacer las necesidades
explícitas preestablecidas”.6
En resumen, puede decirse que la calidad la define el cliente, puesto que
un cliente queda satisfecho si se le ofrece todo lo que él esperaba obtener y
más. Así, la calidad es, ante todo, la satisfacción del cliente. La satisfacción
está ligada a las expectativas que el cliente tiene sobre el producto o servicio,
expectativas generadas de acuerdo con las necesidades, los antecedentes, el
precio, la publicidad, la tecnología, etc. Se dice que hay satisfacción si el
cliente percibió del producto o servicio al menos lo que esperaba.
Al estar determinada la satisfacción del cliente por aspectos subjetivos
como las expectativas y la percepción, la calidad no siempre se puede
cuantificar o definir en términos objetivos, por lo que se hace necesario que las
33
empresas estén retroalimentándose en forma constante con la percepción del
cliente respecto a su producto o servicio.
Una observación importante a este aspecto es que una empresa debe
tener cuidado en que su publicidad y sus ofrecimientos no generen expectativas
en los clientes que el sistema sea incapaz de satisfacer. Además, cuando el
cliente queda muy satisfecho, este hecho hace que levante sus propias
expectativas para la siguiente compra, por lo que las empresas deben ofrecer
cada día una mejor calidad.
Cuando se tiene mala calidad hay equivocaciones de todo tipo,
reprocesos, desperdicios, retrasos en la producción y frustración entre los
empleados. Además, la mala calidad lleva a:
- Pagar por elaborar productos malos.
- Una inspección excesiva para tratar de que los productos de mala calidad no
salgan al mercado.
- Reinspección y eliminación de rechazo.
- Más capacitación e instrucciones a los trabajadores para que contribuyan a
que haya menos fallas.
- Gastos por fallas en el desempeño del producto y por devoluciones.
- Problemas con proveedores.
- Más servicio de garantía.
34
- Clientes insatisfechos y pérdidas de ventas.
- Ineficiencias de todo tipo.
La característica común de cada uno de los aspectos anteriores es que
implican más gastos y menos ingresos. Es necesario pagarle a la gente que
hace la inspección, que realiza los reprocesos, que recupera los retrasos y a
quienes se encargan de los servicios de garantía, además de que usan
máquinas, espacios, energía eléctrica y requieren de directivos que los
coordinen.
Cuando una empresa mejora la calidad y disminuye las deficiencias,
incrementa su productividad, lo cual le permite ser más competitiva y ofrecer
menores precios y tiempos de entrega más cortos. Los beneficios obtenidos con
el incremento en la productividad permiten obtener mayores márgenes de
ganancia y con ello la empresa puede estar en una mejor posición para
competir en un mundo globalizado; al mismo tiempo, estará en posibilidades de
servir mejor a dueños, directivos, empleados, proveedores y por ende, a la
sociedad.
Con el incremento en la calidad y, en consecuencia, de la productividad,
también se ven favorecidos los clientes, ya que se les puede ofrecer un mejor
producto o servicio a un menor precio. En resumen, la mejora de la calidad lleva
a que las empresas u organizaciones cumplan de mejor manera sus fines y
objetivos.
La relación entre la mejora de la calidad, la productividad y la
competitividad se presenta en la figura 6. Esta relación se conoce como
“Reacción en cadena” y fue presentada por el Dr. Deming, en julio de 1950. Al
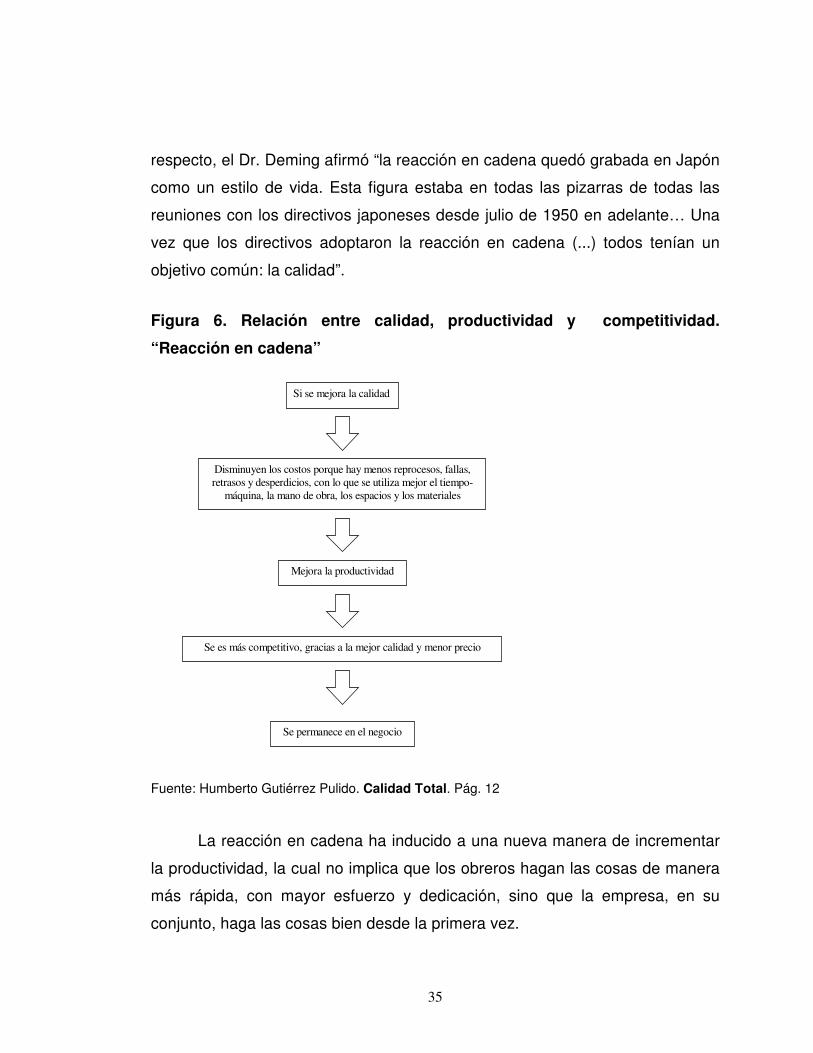
35
respecto, el Dr. Deming afirmó “la reacción en cadena quedó grabada en Japón
como un estilo de vida. Esta figura estaba en todas las pizarras de todas las
reuniones con los directivos japoneses desde julio de 1950 en adelante… Una
vez que los directivos adoptaron la reacción en cadena (...) todos tenían un
objetivo común: la calidad”.
Figura 6. Relación entre calidad, productividad y competitividad.
“Reacción en cadena”
Si se mejora la calidad
Disminuyen los costos porque hay menos reprocesos, fallas, retrasos y desperdicios, con lo que se utiliza mejor el tiempo-
máquina, la mano de obra, los espacios y los materiales
Mejora la productividad
Se es más competitivo, gracias a la mejor calidad y menor precio
Se permanece en el negocio
Fuente: Humberto Gutiérrez Pulido. Calidad Total. Pág. 12
La reacción en cadena ha inducido a una nueva manera de incrementar
la productividad, la cual no implica que los obreros hagan las cosas de manera
más rápida, con mayor esfuerzo y dedicación, sino que la empresa, en su
conjunto, haga las cosas bien desde la primera vez.
36
Una parte importante de la reacción en cadena es la documentación y
estandarización de procesos. La documentación analiza los procedimientos
actuales y establece los procedimientos a seguir. La estandarización estima
tiempos y costos de fabricación para todos los productos fabricados.
Al documentar y estandarizar los procesos se mejora la calidad y, por
ende, aumenta la productividad puesto que, como indica la figura 6, hay menos
reprocesos, fallas, retrasos y desperdicios.
37
3. ANÁLISIS DE LOS PROCESOS ACTUALES
3.1 Generalidades
Para cada uno de los productos fabricados se utilizan procesos
diferentes que, en este capítulo, serán analizados y evaluados con el fin de
documentarlos y estandarizarlos posteriormente.
3.1.1 Principales usos y aplicaciones de los herrajes
Existen dos aplicaciones principales que se les da a los herrajes: para
electrificación y para telefonía.
3.1.1.1 Herrajes para electrificación
Son todos los herrajes utilizados en postes de distribución eléctrica,
subestaciones eléctricas, torres de transmisión eléctrica, etc. Entre sus
principales aplicaciones se encuentran:
- Anclaje al suelo
- Abrazo de elementos a los postes
38
- Extensión de elementos rectos
- Separación de cables y alambres
- Soporte de materiales aislantes
- Soporte de luminarias
- Sujeción de elementos rectos y a escuadra
- Sujeción de transformadores
- Tensión de cables
3.1.1.2 Herrajes para telefonía
Son todos los herrajes utilizados en postes de telefonía y relacionados
con el cableado de ésta. Entre sus principales aplicaciones están:
- Abrazo de elementos a postes
- Protección de cables y alambres
- Separación de cables y alambres
- Soporte de cables y alambres
39
- Sujeción de elementos rectos y a escuadra
- Tensión de cables y alambres
3.1.2 Diseño y procedimientos actuales
Actualmente los herrajes siguen el diseño dispuesto por la jefatura de
Power Line Hardware, en base a la experiencia de fabricar este tipo de
productos. La mayoría de herrajes no cuentan con planos que describan las
medidas exactas y son fabricados en base a piezas ya fabricadas que se
encuentran en la bodega de producto terminado, a decisiones tomadas por la
jefatura de la planta, o a un manual empírico que describe a grandes rasgos los
procesos de algunos herrajes. No existe revisión periódica de las
especificaciones de fabricación ni control sobre el cumplimiento de las mismas.
Todos los herrajes son maquinados en frío (a excepción de los herrajes
formados a mano con el material al rojo) en la planta de Power Line Hardware,
en donde se dispone de la materia prima directamente del proveedor. La planta
cuenta con una bodega de materia prima, insumos y materiales y otra de
producto terminado. El producto para galvanizar es almacenado en uno de los
patios.
La lámina es cortada en la planta de GICA (empresa perteneciente al
grupo) y es la que provee de este material. Luego de fabricados, todos los
herrajes son galvanizados en caliente por inmersión en GICA (a excepción de
los roscados, que son galvanizados en frío en Power Line Hardware).

40
3.1.3 Materiales para la fabricación de herrajes
Básicamente, todos los herrajes son fabricados de alguno (o algunos) de
los siguientes materiales:
1. Hierro angular: fabricado en largo estándar de 20 pies, se utiliza en
grosores de 1/8”, 3/16“ y 1/4“ y en anchos de 1½”, 2”, 2½” y 3”.
2. Hierro plano: fabricado en largo estándar de 20 pies, se utiliza en
grosores de 1/8”, 3/16“, 1/4“, 3/8“ y 1/2“ y en anchos de 1”, 1 ¼”, 1½”, 2”, 3” y
4”.
3. Hierro redondo liso: fabricado en largo estándar de 20’, se utiliza en
grosores de 1/2“,5/8" y 3/4“.
4. Hierro trefilado 5.40: fabricado en largo estándar de 20’, es única medida.
5. Lámina: fabricada en ancho y largo estándar de 4’ x 10’,
respectivamente, se utiliza en grosores de 1/8“, 3/16“, 1/4" y 5/16“. Además
se utiliza una medida especial: 2mm x 51” x 8 m.
6. Tubo proceso mediano: fabricado en largo estándar de 20 pies, se utiliza
el de 2” de diámetro.
3.1.4 Operaciones básicas en la fabricación de herrajes
Para la fabricación de herrajes se utilizan únicamente dos operaciones
de trabajo en frío de metales: cizallado y embutido. Ambos trabajos en frío son
operaciones realizadas con prensa y herramientas.
41
Las herramientas para la mayoría de prensas vienen bajo la
denominación general de punzones y matrices. El punzón se refiere a aquella
parte del ensamble que está unida al ariete de la prensa y se impulsa hacia la
cavidad de la matriz; la matriz es generalmente estacionaria y descansa sobre
la bancada de la prensa. Tiene una abertura para recibir al punzón y ambos
deben estar perfectamente alineados para una adecuada operación. Los
punzones y matrices no son intercambiables. Una sola prensa puede hacer una
gran variedad de operaciones, dependiendo del tipo de matrices empleadas.
Actualmente, para ambas operaciones existen juegos de punzones y
matrices adecuados a los herrajes que se fabrican, pero no están debidamente
identificados y ordenados. Debido a esto, se pierde mucho tiempo en estar
buscando los juegos necesarios y en algunos casos tiene que intervenir el jefe,
pues los operarios no pueden identificarlos a simple vista.
3.1.4.1 Cizallado
Es la operación utilizada para cortar, perforar y doblar piezas. En la figura
7 se muestra el proceso de cizallado y cada una de sus etapas. Debe tomarse
en cuenta que el filo y el juego entre ambas piezas es determinante para una
buena operación.
42
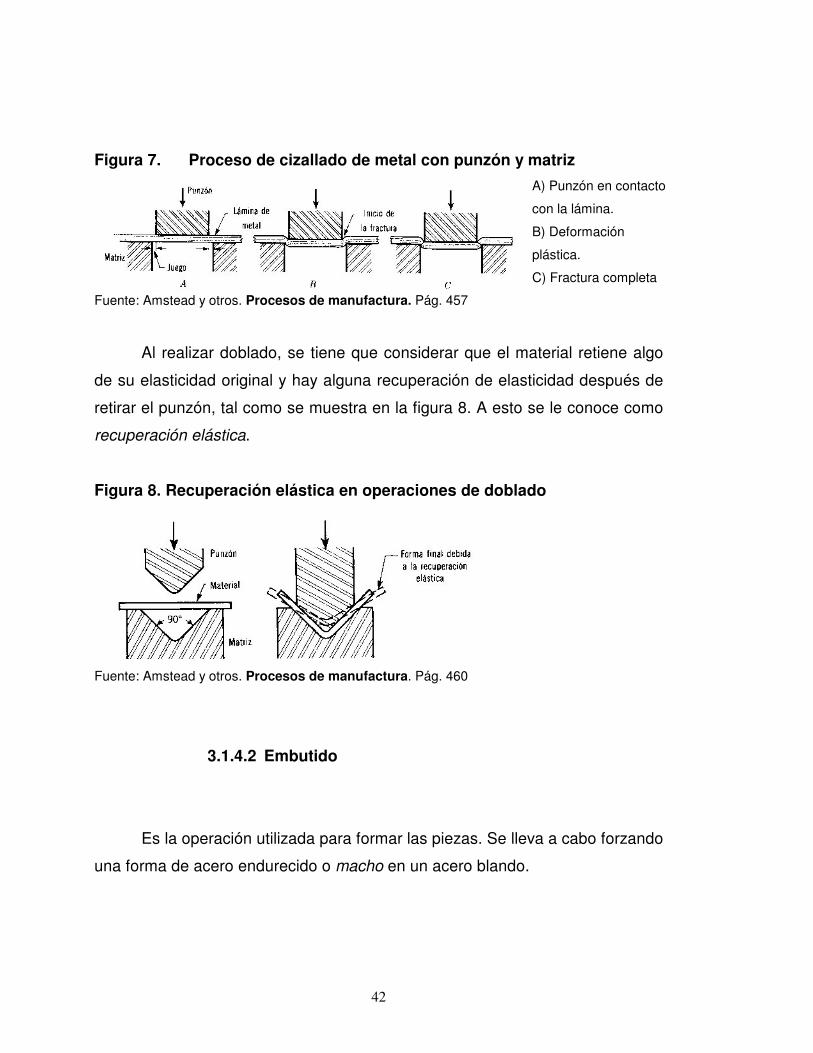
Figura 7. Proceso de cizallado de metal con punzón y matriz A) Punzón en contacto
con la lámina.
B) Deformación
plástica.
C) Fractura completa
Fuente: Amstead y otros. Procesos de manufactura. Pág. 457
Al realizar doblado, se tiene que considerar que el material retiene algo
de su elasticidad original y hay alguna recuperación de elasticidad después de
retirar el punzón, tal como se muestra en la figura 8. A esto se le conoce como
recuperación elástica.
Figura 8. Recuperación elástica en operaciones de doblado
Fuente: Amstead y otros. Procesos de manufactura. Pág. 460
3.1.4.2 Embutido
Es la operación utilizada para formar las piezas. Se lleva a cabo forzando
una forma de acero endurecido o macho en un acero blando.

43
Figura 9. “Macho” de embutido al producir la cavidad de un molde
Fuente: Amstead y otros. Procesos de manufactura. Pág. 420
La mayoría de embutidos que implican el formado de la lámina metálica
delgada, requieren del uso de prensas de doble efecto, de manera que se
pueda sujetar a la lámina en su lugar conforme el embutido progresa. Las
prensas de este tipo varían considerablemente en su funcionamiento, pero por
lo general, están provistas de dos guías, una dentro de la otra. Una guía que
controla a los anillos pisadores, se mueve hacia la lámina antes que la otra para
sujetarla en su lugar. Esta acción está ilustrada en la figura 10.
Figura 10. Acción del pisador y del punzón en una operación de embutido
Fuente: Amstead y otros. Procesos de manufactura. Pág. 462

44
La ventaja del embutido es que pueden producirse económicamente
varias cavidades idénticas. Las superficies de las cavidades tienen un acabado
muy pulido, y no se necesita otro trabajo de máquina que el de quitar el metal
sobrante de la parte superior y las lados de la matriz.
3.1.5 Análisis del transporte y flujo de materiales
Actualmente, dentro de la planta de Power Line Hardware, la maquinaria
se encuentra dispuesta en una forma cómoda, permitiendo a los operarios
desempeñarse en óptimas condiciones. Debido al tipo de actividades realizadas
dentro de la planta y a que no es un solo proceso continuo, el flujo de
materiales se lleva a cabo sin un orden preestablecido, pero en forma ordenada
y del frente de la planta hacia el fondo.
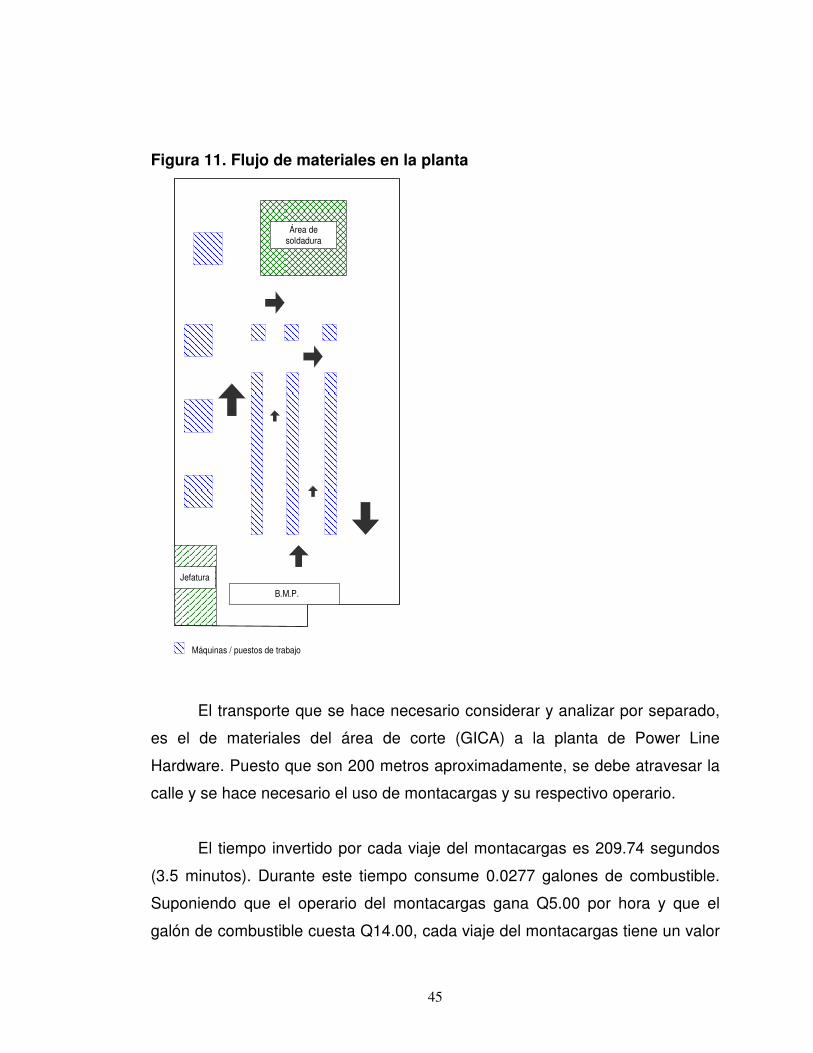
Tal y como puede observarse en la figura 11, el flujo de todos los
materiales inicia en la bodega de materia prima (B.M.P.) que se encuentra al
frente de la planta. A pesar de que cada herraje necesita máquinas diferentes
para su fabricación, en términos generales todos siguen la trayectoria que en la
figura muestran las flechas.
En resumen, los transportes dentro de la planta se realizan en forma
eficiente y no interfieren entre ellos ni con las operaciones realizadas.
45
Figura 11. Flujo de materiales en la planta
B.M.P.
Área desoldadura
Jefatura
Máquinas / puestos de trabajo
El transporte que se hace necesario considerar y analizar por separado,
es el de materiales del área de corte (GICA) a la planta de Power Line
Hardware. Puesto que son 200 metros aproximadamente, se debe atravesar la
calle y se hace necesario el uso de montacargas y su respectivo operario.
El tiempo invertido por cada viaje del montacargas es 209.74 segundos
(3.5 minutos). Durante este tiempo consume 0.0277 galones de combustible.
Suponiendo que el operario del montacargas gana Q5.00 por hora y que el
galón de combustible cuesta Q14.00, cada viaje del montacargas tiene un valor

46
de Q0.68 sin tomar en consideración depreciación de la máquina, pasivo laboral
del empleado y costo de oportunidad por el tiempo que espera el material
cuando el montacargas no está disponible (que en ocasiones se cuenta por
días).
Cuando en un mismo viaje se transporta gran cantidad de piezas, el
costo se incrementa, pues es el operario del montacargas quien acomoda el
material durante un tiempo considerablemente alto y no atiende otras
solicitudes de transporte.
3.1.6 Análisis del proceso actual de corte de lámina
Actualmente, el jefe de Power Line Hardware solicita al jefe de GICA
(empresa que presta el servicio) el corte de la lámina a la medida. El jefe de
GICA se encarga de solicitar la materia prima, cortarla y entregarla al operario
del montacargas. Regularmente, este proceso dura entre 2 y 7 días.
Para efectos del estudio dentro de la planta de Power Line Hardware, no
se analizó el proceso de corte dentro de las instalaciones de GICA, por lo que
no pudo establecerse cuánto tiempo es realmente el efectivo de corte, ni cuáles
son los costos ocultos por las esperas.
Lo que sí logró determinarse es que existe una máquina cortadora de
lámina que puede realizar el proceso dentro de las instalaciones de la planta, lo
que reduciría los costos de espera y de transporte. Dicha máquina está fuera de
uso porque no tiene las cuchillas necesarias para cortar.

47
3.2 Tiempos de fabricación
Se analizaron los tiempos de fabricación de todos los herrajes, bajo los
siguientes aspectos:
3.2.1 Descripción del método de medición
Basándose en la tabla elaborada por la General Electric Co. (véase pág.
11) y, considerando el tipo de producción (intermitente, bajo pedido y, en
algunos casos, eventual), el tiempo medio de operaciones (entre 2 y 10
minutos) y el tiempo destinado para el estudio, se estableció trabajar con diez
tiempos cronometrados y luego calcular el promedio simple de ellos. Las
mediciones fueron tomadas en los meses de febrero, marzo y abril durante toda
la jornada laboral (7 a 16:30 hrs.), tanto antes como después del almuerzo y la
refacción; a diferentes operarios y en diferentes corridas de producción.
3.2.2 Hoja de registro de tiempos
Los herrajes fueron cronometrados según la hoja de registro que a
continuación se detalla:

48
Figura 12. Hoja de registros de tiempos por herraje
HERRAJE 1 2 3 4 5 6 7 8 9 10 PROMEDIO MÁQUINA No. OPER. OBSERVACIONESOperación 1Operación 2Operación 3Operación 4Operación 5Operación 6Operación 7Operación 8Operación 9Operación 10Operación 11Operación 12Operación 13Operación 14Operación 15Operación 16Operación 17Operación 18Operación 19Operación 20

49
Cada hoja de registro cuenta con el detalle de las operaciones (tomando
en cuenta transportes y preparaciones de máquina), los diez tiempos
cronometrados y el promedio final de cada tiempo. Cuenta también con un
espacio para anotar la(s) máquina(s) utilizada(s) y el número de operarios
necesarios para cada una de las operaciones. Cualquier anotación adicional
puede hacerse en el espacio de observaciones.
3.2.3 Evaluación de tiempos cronometrados por herraje
Al cronometrar los procedimientos se hace necesaria la evaluación de los
tiempos obtenidos. En la actualidad, la empresa no cuenta con ninguna hoja o
algún formato de evaluación de tiempos. Tampoco existe documentación
acerca de la cantidad de material, el número de operarios y la maquinaria
necesaria para la fabricación de cada herraje.
3.3 Documentación de los productos
Dentro de la parte de documentación se incluyen los diagramas de flujo y
de operaciones y una breve descripción de los herrajes fabricados. El listado
completo de los herrajes es el siguiente:
1. A1
2. A2
3. A3
4. A4
5. APC
6. AT
7. AR
8. ANR
9. ANB
10. ANE
11. AR – CU
12. ARDSP
13. ARRM
14. BRR
15. BYE
16. BYR
50
17. BL
18. BZBD
19. BZPP
20. BZP28
21. BRIP
22. BRIA
23. BRIJ
24. CHP
25. CLGC
26. CRCA
27. CRC96
28. CRCF
29. CRFO
30. CRFON
31. EPP
32. FAG
33. LK
34. MS
35. MDZ2
36. MDZ3
37. PR34
38. PR58
39. PRD
40. PRDD
41. PEX
42. PSC
43. PAC
44. PAS
45. RK1
46. RK3
47. SPC
48. TPP
49. VA
50. WR
Debido a que todos diagramas son similares, para efecto del presente
informe se documentarán únicamente los identificados con los números: 6, 11,
12, 30, 37, 44 y 48.
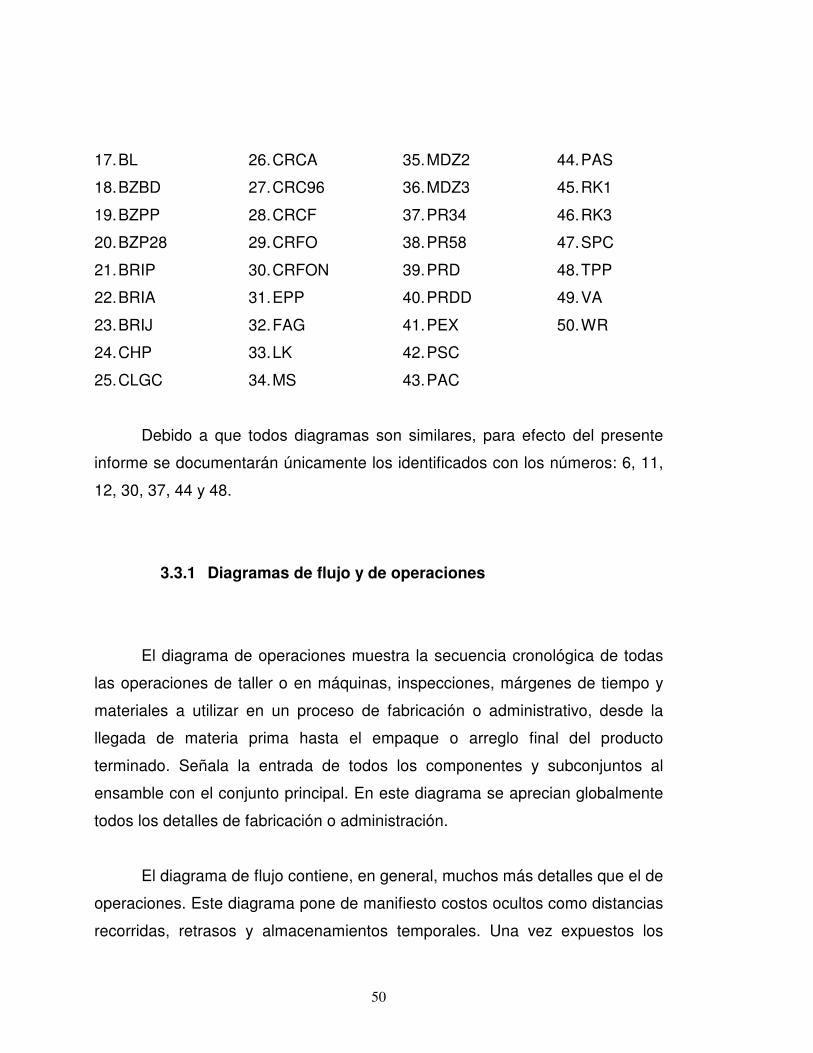
3.3.1 Diagramas de flujo y de operaciones
El diagrama de operaciones muestra la secuencia cronológica de todas
las operaciones de taller o en máquinas, inspecciones, márgenes de tiempo y
materiales a utilizar en un proceso de fabricación o administrativo, desde la
llegada de materia prima hasta el empaque o arreglo final del producto
terminado. Señala la entrada de todos los componentes y subconjuntos al
ensamble con el conjunto principal. En este diagrama se aprecian globalmente
todos los detalles de fabricación o administración.
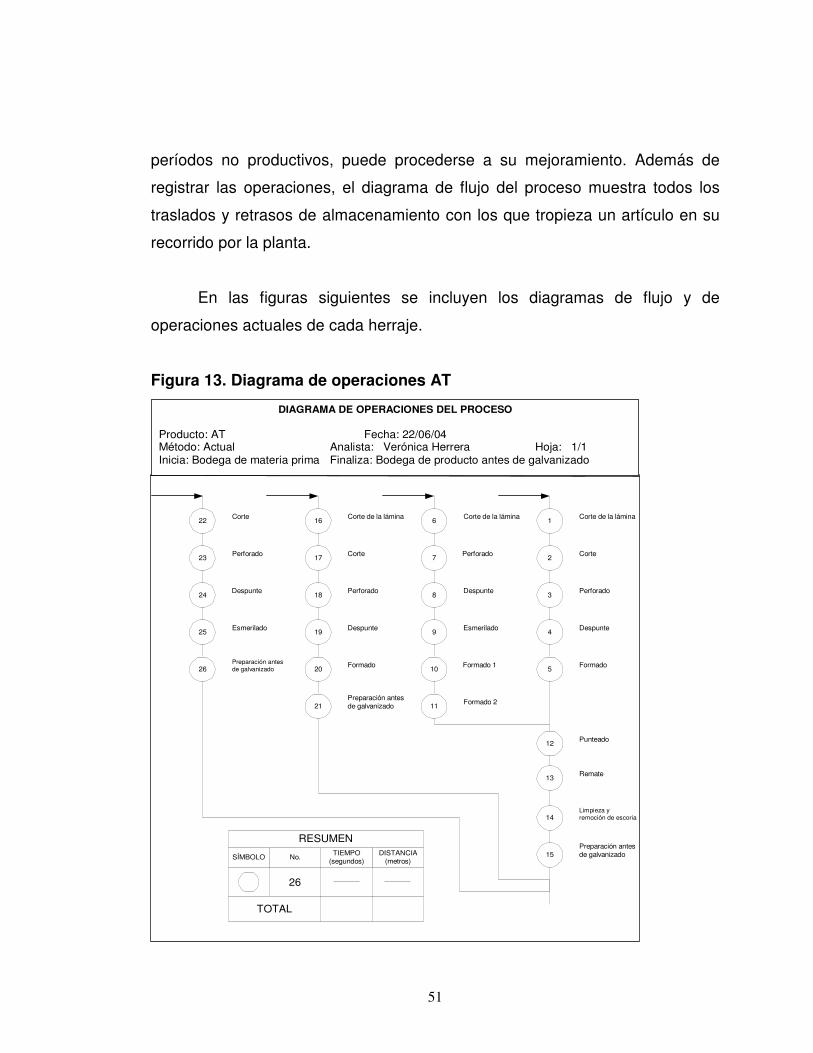
El diagrama de flujo contiene, en general, muchos más detalles que el de
operaciones. Este diagrama pone de manifiesto costos ocultos como distancias
recorridas, retrasos y almacenamientos temporales. Una vez expuestos los
51
períodos no productivos, puede procederse a su mejoramiento. Además de
registrar las operaciones, el diagrama de flujo del proceso muestra todos los
traslados y retrasos de almacenamiento con los que tropieza un artículo en su
recorrido por la planta.
En las figuras siguientes se incluyen los diagramas de flujo y de
operaciones actuales de cada herraje.
Figura 13. Diagrama de operaciones AT
2 Corte
8
9 Esmerilado
5 Formado
Despunte18
Perforado
19 Despunte
1 Corte de la lámina
3Perforado
4 Despunte
7 Perforado
6 Corte de la lámina
10 Formado 1
16 Corte de la lámina
17 Corte23 Perforado
24Despunte
22 Corte
25 Esmerilado
26Preparación antesde galvanizado
11 Formado 2
20 Formado
21Preparación antesde galvanizado
12 Punteado
13 Remate
14Limpieza yremoción de escoria
15Preparación antesde galvanizadoDISTANCIA
(metros)TIEMPO
(segundos)No.SÍMBOLO
26
TOTAL
RESUMEN
DIAGRAMA DE OPERACIONES DEL PROCESO Producto: AT Fecha: 22/06/04 Método: Actual Analista: Verónica Herrera Hoja: 1/1 Inicia: Bodega de materia prima Finaliza: Bodega de producto antes de galvanizado
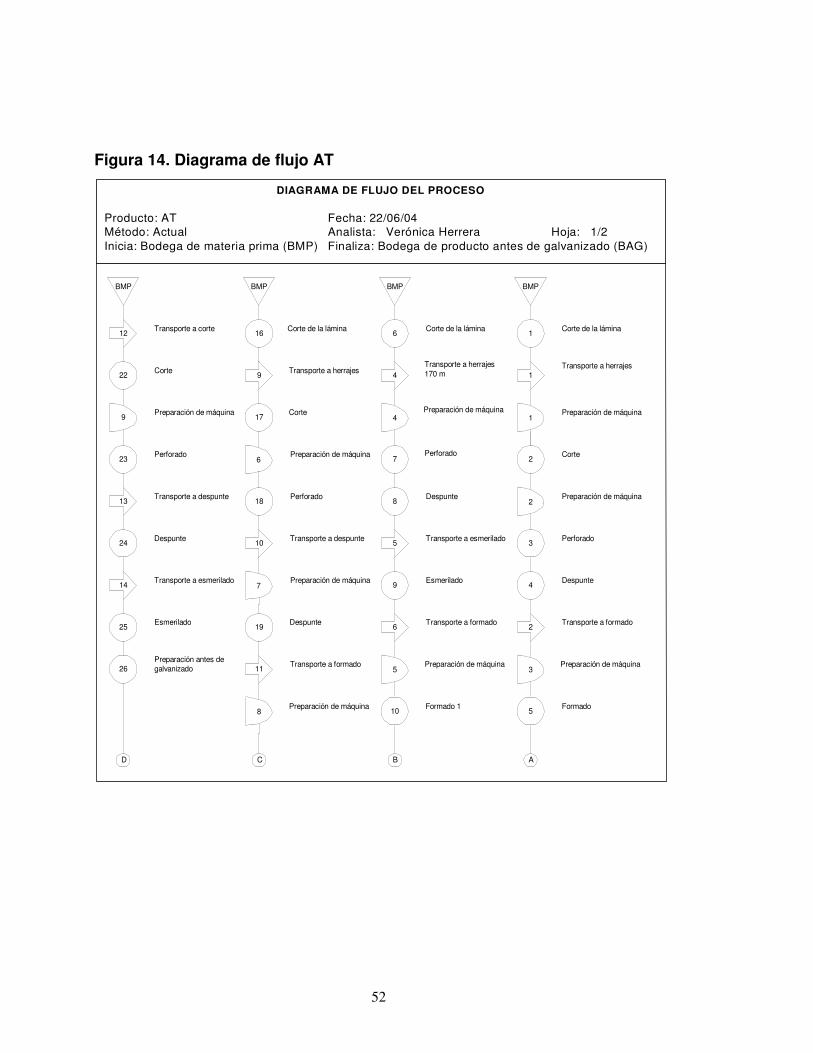
52
Figura 14. Diagrama de flujo AT
2
BMP
Corte
8
BMP
9
5 Transporte a esmerilado
Esmerilado
5 Formado
Despunte
BMP
18 Perforado
Preparación de máquina
19 Despunte 6 Transporte a formado
ABC
6
1 Corte de la lámina
1
1Preparación de máquina
Transporte a herrajes
2Preparación de máquina
3 Perforado
4 Despunte
2 Transporte a formado
3Preparación de máquina
7Perforado
6 Corte de la lámina
4
4Preparación de máquina
Transporte a herrajes170 m
5Preparación de máquina
10 Formado 1
16 Corte de la lámina
9 Transporte a herrajes
17 Corte
10 Transporte a despunte
Preparación de máquina7
11 Transporte a formado
8Preparación de máquina
BMP
23 Perforado
Preparación de máquina
24 Despunte
D
12 Transporte a corte
22 Corte
13 Transporte a despunte
14 Transporte a esmerilado
25 Esmerilado
26Preparación antes degalvanizado
9
DIAGRAMA DE FLUJO DEL PROCESO Producto: AT Fecha: 22/06/04 Método: Actual Analista: Verónica Herrera Hoja: 1/2 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)
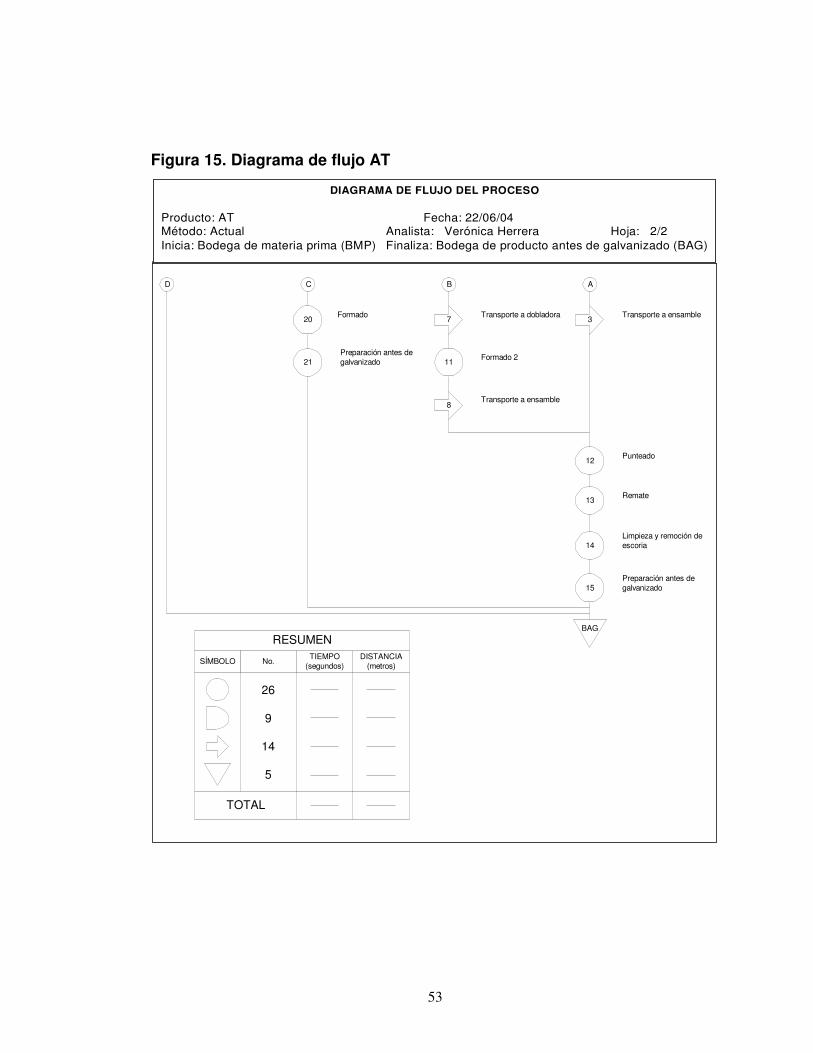
53
Figura 15. Diagrama de flujo AT
8Transporte a ensamble
3 Transporte a ensamble
11 Formado 2
7 Transporte a dobladora20 Formado
21Preparación antes degalvanizado
ABCD
12 Punteado
13 Remate
14Limpieza y remoción deescoria
15Preparación antes degalvanizado
BAG
DISTANCIA(metros)
TIEMPO(segundos)No.SÍMBOLO
26
9
14
5
TOTAL
RESUMEN
DIAGRAMA DE FLUJO DEL PROCESO Producto: AT Fecha: 22/06/04 Método: Actual Analista: Verónica Herrera Hoja: 2/2 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)
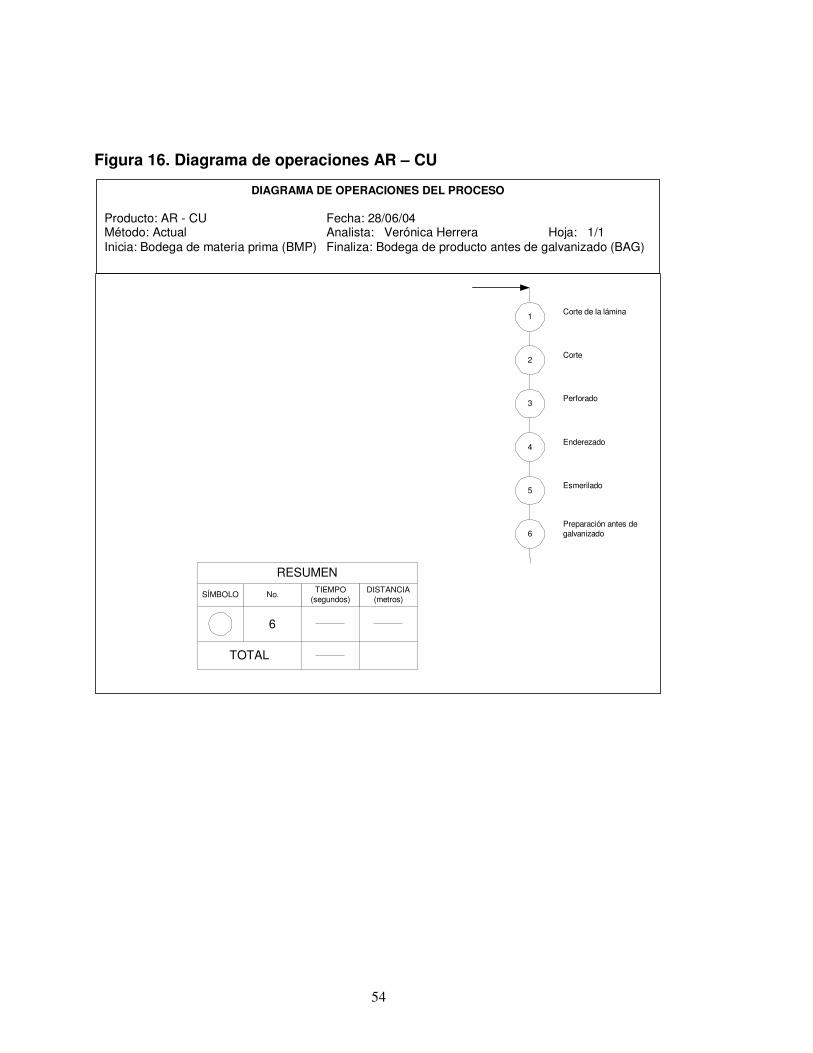
54
Figura 16. Diagrama de operaciones AR – CU
2 Corte
3 Perforado
4 Enderezado
1 Corte de la lámina
5 Esmerilado
6Preparación antes degalvanizado
DISTANCIA(metros)
TIEMPO(segundos)No.SÍMBOLO
6
TOTAL
RESUMEN
DIAGRAMA DE OPERACIONES DEL PROCESO Producto: AR - CU Fecha: 28/06/04 Método: Actual Analista: Verónica Herrera Hoja: 1/1 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)
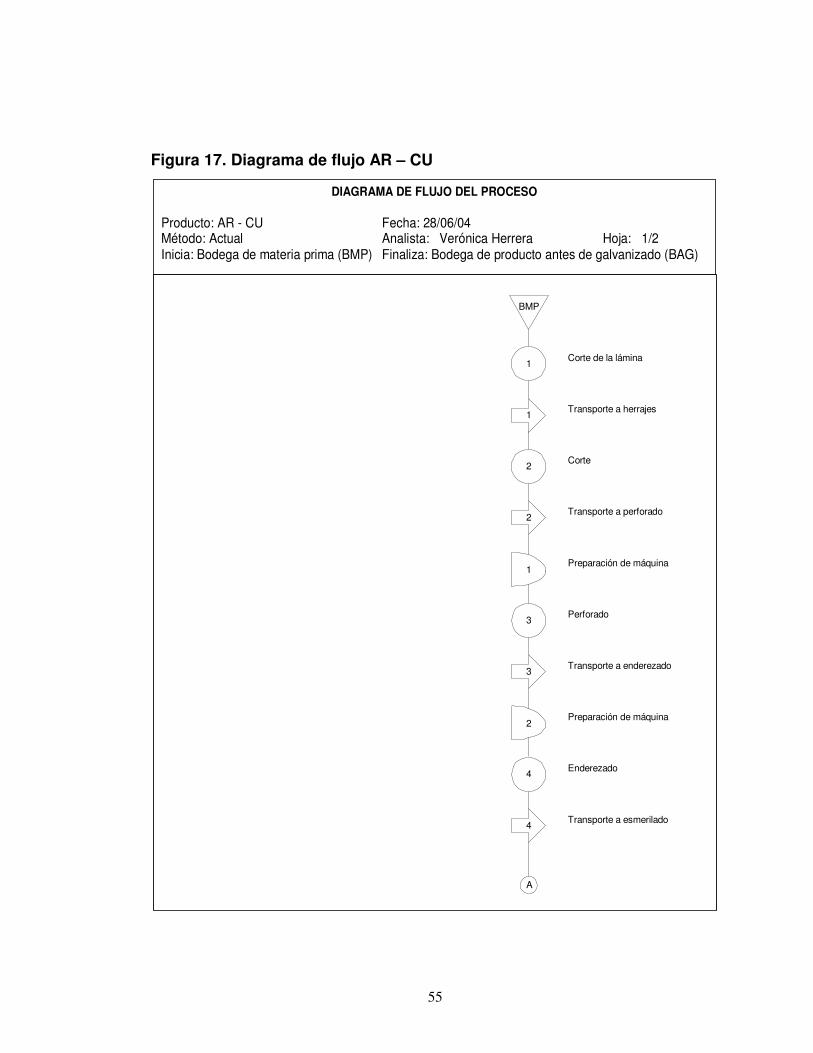
55
Figura 17. Diagrama de flujo AR – CU
Transporte a herrajes
2
BMP
1
Corte
3
1
Perforado
Preparación de máquina
Transporte a enderezado3
4
2
Enderezado
Preparación de máquina
Transporte a esmerilado4
1 Corte de la lámina
Transporte a perforado2
A
DIAGRAMA DE FLUJO DEL PROCESO Producto: AR - CU Fecha: 28/06/04 Método: Actual Analista: Verónica Herrera Hoja: 1/2 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)

56
Figura 18. Diagrama de flujo AR – CU
5 Esmerilado
6Preparación antes degalvanizado
BAG
A
DISTANCIA(metros)
TIEMPO(segundos)No.SÍMBOLO
6
2
4
2
TOTAL
RESUMEN
DIAGRAMA DE FLUJO DEL PROCESO Producto: AR - CU Fecha: 28/06/04 Método: Actual Analista: Verónica Herrera Hoja: 2/2 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)
Figura 19. Diagrama de operaciones ARDSP
3Formado 1
4Formado 2
1 Corte
4Preparación antes degalvanizado
DISTANCIA(metros)
TIEMPO(segundos)No.SÍMBOLO
4
TOTAL
RESUMEN
DIAGRAMA DE OPERACIONES DEL PROCESO Producto: ARDSP Fecha: 28/06/04 Método: Actual Analista: Verónica Herrera Hoja: 1/1 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)

57
Figura 20. Diagrama de flujo ARDSP
Transporte a formado
BMP
1
3
1
Formado 1
Preparación de máquina
4
2
Formado 2
Preparación de máquina
1 Corte
4Preparación antes degalvanizado
BAG
DISTANCIA(metros)
TIEMPO(segundos)No.SÍMBOLO
4
2
1
2
TOTAL
RESUMEN
DIAGRAMA DE FLUJO DEL PROCESO Producto: ARDSP Fecha: 28/06/04 Método: Actual Analista: Verónica Herrera Hoja: 1/1 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)
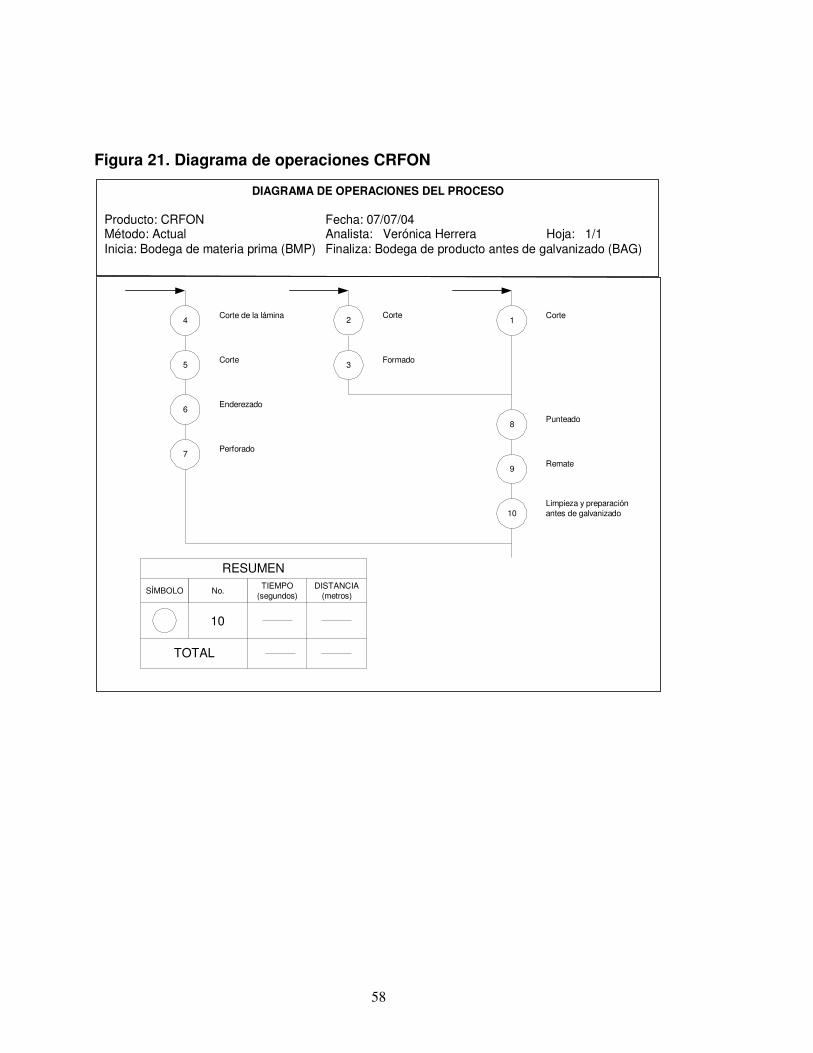
58
Figura 21. Diagrama de operaciones CRFON
2 Corte
3 Formado
1 Corte4 Corte de la lámina
6 Enderezado
5 Corte
7 Perforado
10Limpieza y preparaciónantes de galvanizado
8 Punteado
9 Remate
DISTANCIA(metros)
TIEMPO(segundos)No.SÍMBOLO
10
TOTAL
RESUMEN
DIAGRAMA DE OPERACIONES DEL PROCESO Producto: CRFON Fecha: 07/07/04 Método: Actual Analista: Verónica Herrera Hoja: 1/1 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)
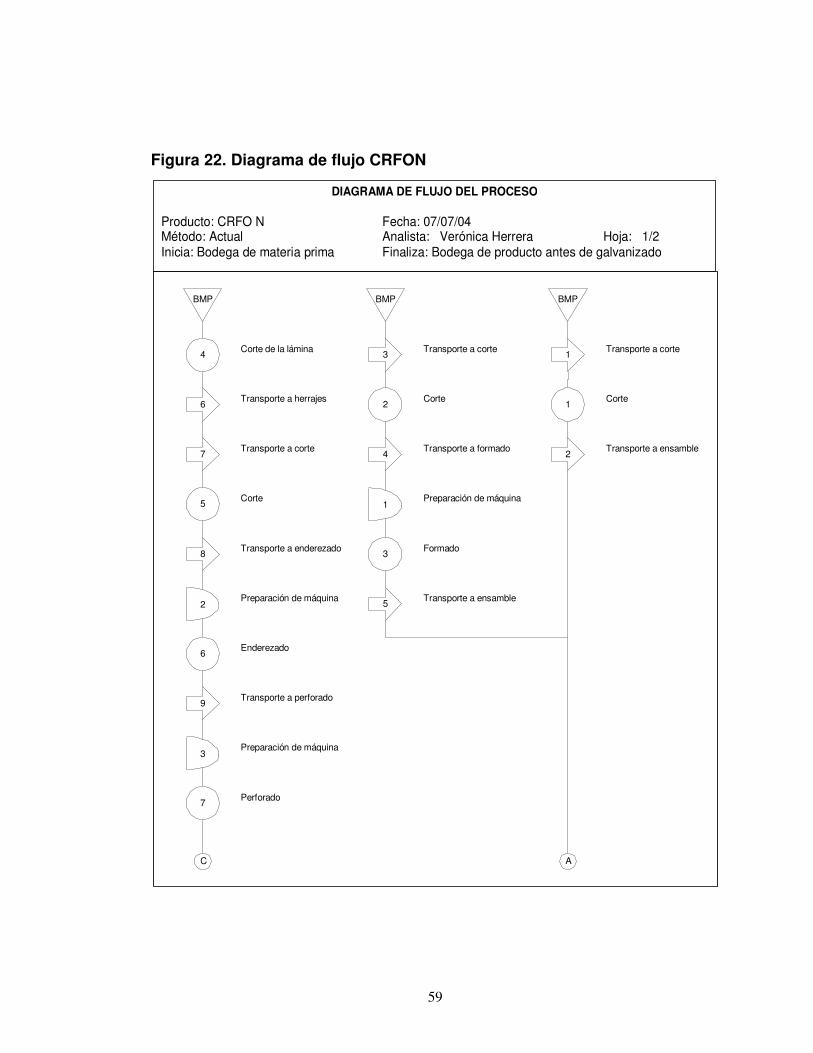
59
Figura 22. Diagrama de flujo CRFON
BMP
1Preparación de máquina
Transporte a corte1Transporte a corte
BMP
3
2Corte
3 Formado
Transporte a formado4
1Corte
A
Transporte a ensamble2
BMP
4 Corte de la lámina
C
6Enderezado
Transporte a perforado9
Transporte a ensamble5
Transporte a herrajes6
2Preparación de máquina
Transporte a corte7
5 Corte
Transporte a enderezado8
3Preparación de máquina
7 Perforado
DIAGRAMA DE FLUJO DEL PROCESO Producto: CRFO N Fecha: 07/07/04 Método: Actual Analista: Verónica Herrera Hoja: 1/2 Inicia: Bodega de materia prima Finaliza: Bodega de producto antes de galvanizado
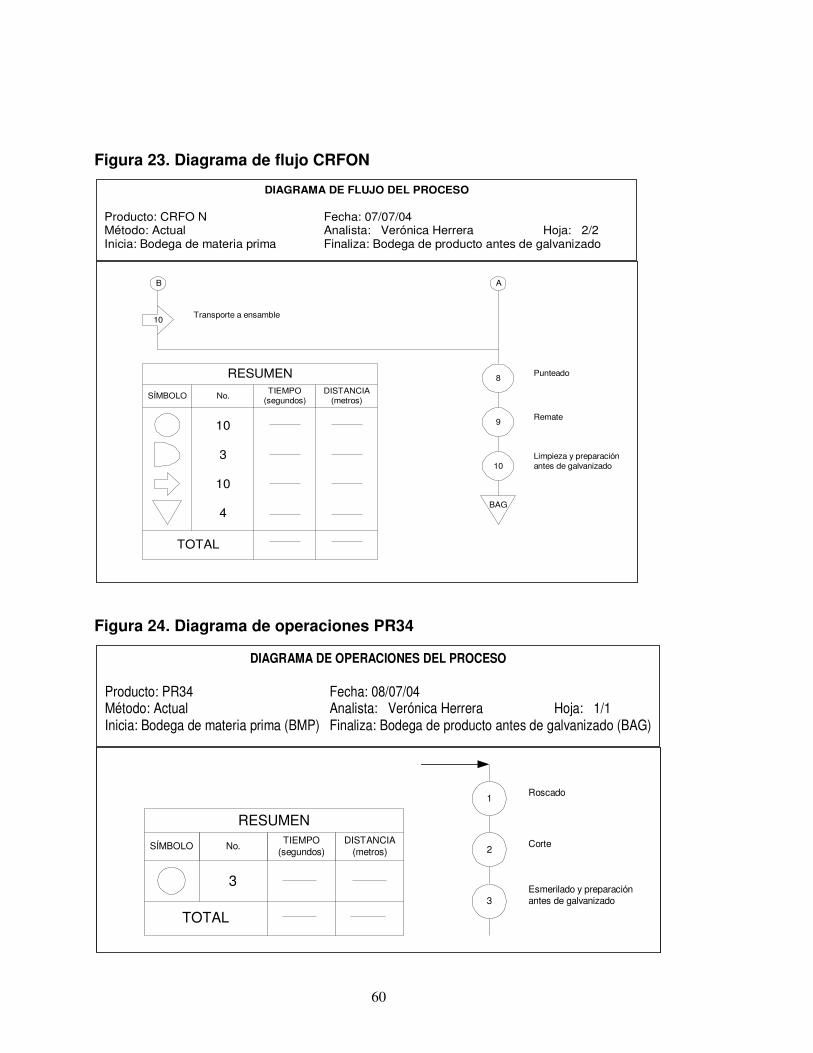
60
Figura 23. Diagrama de flujo CRFON
A
BAG
DISTANCIA(metros)
TIEMPO(segundos)No.SÍMBOLO
10
3
10
4
TOTAL
RESUMEN
10Limpieza y preparaciónantes de galvanizado
8 Punteado
9 Remate
B
Transporte a ensamble10
DIAGRAMA DE FLUJO DEL PROCESO Producto: CRFO N Fecha: 07/07/04 Método: Actual Analista: Verónica Herrera Hoja: 2/2 Inicia: Bodega de materia prima Finaliza: Bodega de producto antes de galvanizado
Figura 24. Diagrama de operaciones PR34
1 Roscado
2 Corte
3Esmerilado y preparaciónantes de galvanizado
DISTANCIA(metros)
TIEMPO(segundos)No.SÍMBOLO
3
TOTAL
RESUMEN
DIAGRAMA DE OPERACIONES DEL PROCESO Producto: PR34 Fecha: 08/07/04 Método: Actual Analista: Verónica Herrera Hoja: 1/1 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)

61
Figura 25. Diagrama de flujo PR34
BMP
1 Roscado
2Corte
Transporte a esmerilado3
3Esmerilado y preparaciónantes de galvanizado
Transporte a roscado1
Transporte a corte2
DISTANCIA(metros)
TIEMPO(segundos)No.SÍMBOLO
3
0
3
2
TOTAL
RESUMEN
BAG
DIAGRAMA DE FLUJO DEL PROCESO Producto: PR34 Fecha: 08/07/04 Método: Actual Analista: Verónica Herrera Hoja: 1/1 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)

62
Figura 26. Diagrama de operaciones PAS
2 Corte
1 Corte de la lámina
3 Perforado
4Preparación antes degalvanizado
DISTANCIA(metros)
TIEMPO(segundos)No.SÍMBOLO
4
TOTAL
RESUMEN
DIAGRAMA DE OPERACIONES DEL PROCESO Producto: PAS Fecha: 12/07/04 Método: Actual Analista: Verónica Herrera Hoja: 1/1 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)
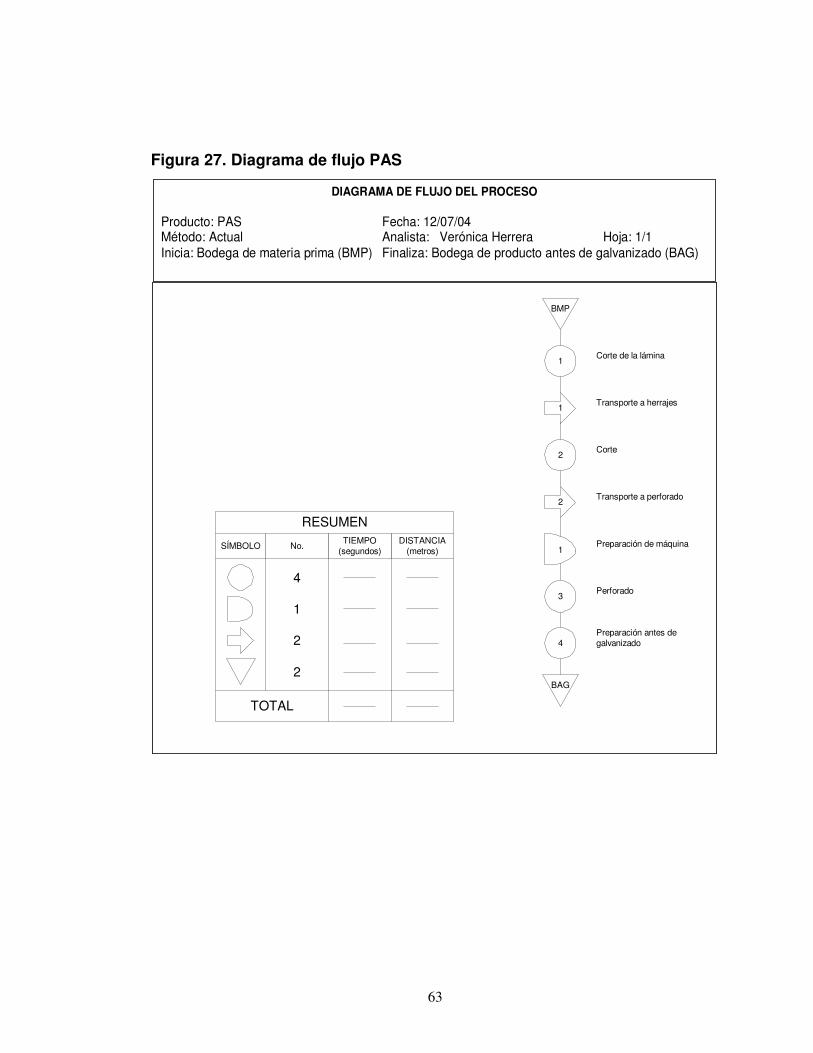
63
Figura 27. Diagrama de flujo PAS
BMP
2Corte
Transporte a herrajes1
Transporte a perforado2
1Corte de la lámina
1Preparación de máquina
3Perforado
4Preparación antes degalvanizado
DISTANCIA(metros)
TIEMPO(segundos)No.SÍMBOLO
4
1
2
2
TOTAL
RESUMEN
BAG
DIAGRAMA DE FLUJO DEL PROCESO Producto: PAS Fecha: 12/07/04 Método: Actual Analista: Verónica Herrera Hoja: 1/1 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)
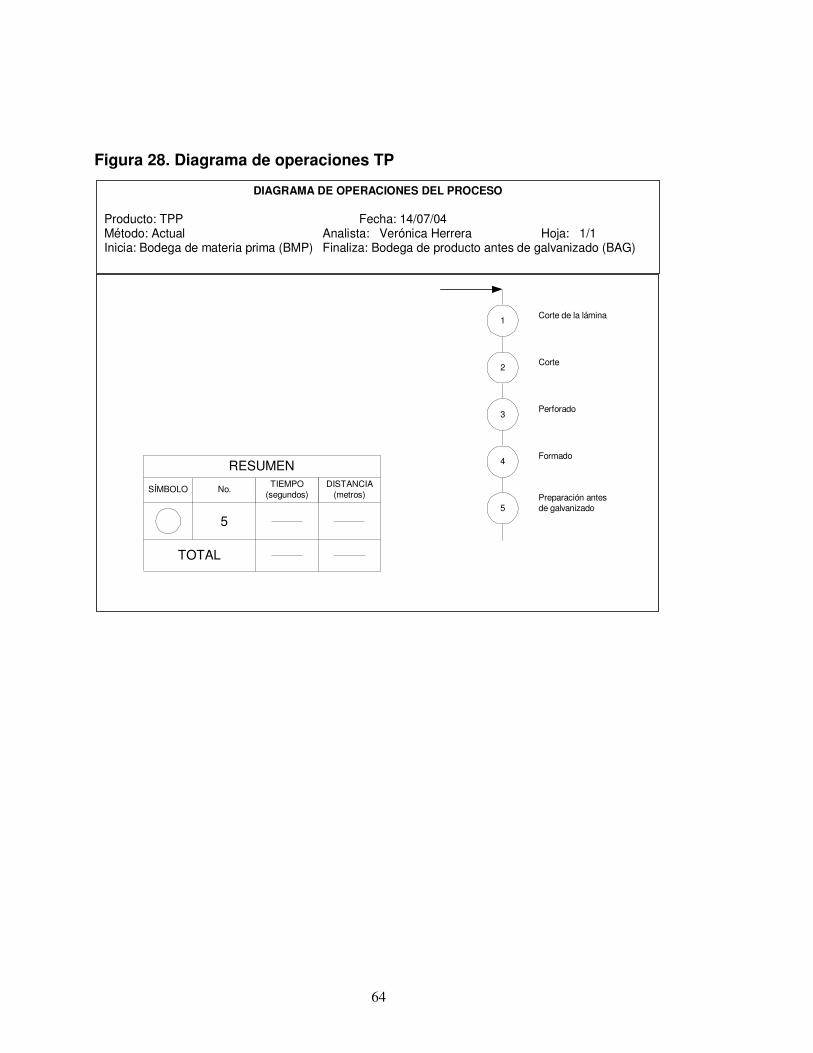
64
Figura 28. Diagrama de operaciones TP
2 Corte
1 Corte de la lámina
3Perforado
5Preparación antesde galvanizado
4 Formado
DISTANCIA(metros)
TIEMPO(segundos)
No.SÍMBOLO
5
TOTAL
RESUMEN
DIAGRAMA DE OPERACIONES DEL PROCESO Producto: TPP Fecha: 14/07/04 Método: Actual Analista: Verónica Herrera Hoja: 1/1 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)
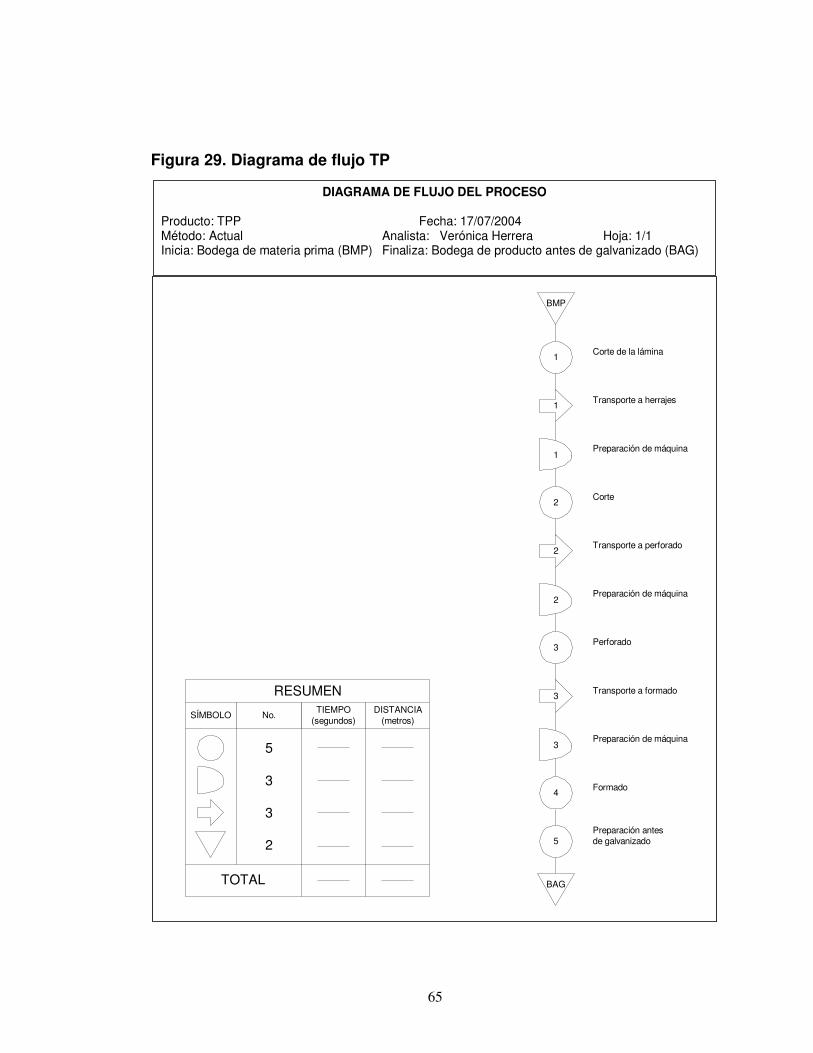
65
Figura 29. Diagrama de flujo TP
BMP
2Corte
Transporte a herrajes1
Transporte a perforado2
1Preparación de máquina
1 Corte de la lámina
2Preparación de máquina
3Perforado
Transporte a formado3
5Preparación antesde galvanizado
3Preparación de máquina
4 Formado
DISTANCIA(metros)
TIEMPO(segundos)
No.SÍMBOLO
5
3
3
2
TOTAL
RESUMEN
BAG
DIAGRAMA DE FLUJO DEL PROCESO Producto: TPP Fecha: 17/07/2004 Método: Actual Analista: Verónica Herrera Hoja: 1/1 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)
66
3.3.2 Descripción general de los herrajes
Como parte de la documentación, la descripción general de los herrajes
es una breve explicación del proceso que acompaña al diagrama de
operaciones de cada herraje. En ella se detalla cada una de las operaciones
realizadas. Actualmente no existe descripción de ninguno de los herrajes
fabricados.
3.4 Evaluación de costos
Actualmente no existe ningún sistema establecido de evaluación de
costos, es la presidencia la que establece los precios de venta en base a los
siguientes aspectos.
3.4.1 Costo de materiales
El costo de materiales se obtiene directamente de los proveedores a
través del departamento de compras. Se cotiza y se compra el de menor valor.
En base a las últimas compras, se estima el costo de materiales para cada una
de las piezas a fabricar.
67
3.4.2 Costo de mano de obra
El costo de mano de obra se obtiene del departamento de recursos
humanos en base a los salarios pagados por este concepto. En base a
aproximaciones de tiempo, se calcula el costo por hora de la mano de obra.
3.4.3 Costo de soldadura
El costo de soldadura no está contemplado en el valor del herraje.
3.4.4 Costo de energía eléctrica
El costo de energía eléctrica está considerado dentro de los costos
indirectos de la planta y oficinas.
3.4.5 Costo de transporte
El costo de transporte no está contemplado en el valor del herraje.
68
3.4.6 Costo de galvanizado
El costo del galvanizado está considerado por libra de metal y es
establecido por la presidencia y la jefatura de GICA (empresa proveedora del
servicio).
3.4.7 Costos indirectos
Los costos indirectos son establecidos por la presidencia como un
porcentaje general de las actividades que los generan (depreciación de equipo
y maquinaria, prestaciones laborales, empaque y almacenaje, energía eléctrica
y servicios básicos tales como teléfono, agua, luz, etc.).
3.5 Especificaciones y tolerancias para herrajes
En esta sección se analizarán los ensayos a tensión y a tensión por corte
directo aplicados a un grupo de herrajes, con el fin de comparar la resistencia
teórica y la ensayada en el laboratorio del Centro de Investigaciones de
Ingeniería (CII).

69
3.5.1 Ensayos de materiales aplicables a herrajes
Básicamente, son dos los ensayos aplicables a herrajes: tensión
(tracción y compresión) y corte (tensión por esfuerzo de corte directo). El
ensayo de soldadura es una aplicación del ensayo de tracción.
3.5.1.1 Ensayo a tensión
La tensión se puede definir como la resistencia interna que ofrece una
unidad de área de un material hacia una carga que se aplica en forma externa.
Las tensiones normales son por tracción (positivas) o por compresión
(negativas).
Para una pieza que soporta carga en la cual la carga externa está
distribuida de manera uniforme a lo largo de la sección transversal de la pieza,
la magnitud de la tensión se puede calcular a partir de la siguiente fórmula:
� = Fuerza / área = F/A
Las condiciones en el uso de esta ecuación son las siguientes:
a) La pieza o elemento que soporta carga debe ser recta.
b) La línea de acción de la carga debe pasar por el centroide de la sección
transversal de la pieza.

70
c) La pieza debe tener una sección transversal uniforme cerca de donde se
calcula la tensión.
d) El material debe ser homogéneo o isotrópico.
e) En el caso de piezas con compresión, la pieza debe ser corta para evitar
el pandeo.
La fórmula siguiente calcula la tensión o estiramiento debida a una carga
axial de tracción directa, o el encogimiento o contracción que se debe a una
carga axial directa de compresión.
� = FL/EA
En esta ecuación:
� = deformación de la pieza que soporta la carga axial
F = carga axial directa
L = longitud original total de la pieza
E = módulo de elasticidad del material
A = área seccional transversal de la pieza
3.5.1.2 Ensayo a tensión por corte directo
La tensión por esfuerzo de corte directo se genera cuando la fuerza que
se aplica tiende a cortar a través de la pieza, como lo hacen las tijeras o
cuchillas o cuando se utilizan un punzón y un troquel para punzonar un pedazo
de lámina. Otro ejemplo importante de esfuerzo de corte directo es la tendencia

71
en una cuña de unión a ser cortada en la sección entre el eje o flecha y la maza
de una pieza de maquinaria cuando se transmite torque.
El método para calcular la tensión por esfuerzo de corte directo es similar
al que se emplea para calcular la tensión por tracción directa, porque se supone
que la fuerza que se aplica está distribuida de manera uniforme a lo largo de la
sección transversal de la pieza que se opone a la fuerza. El símbolo que se
utiliza para tensión por esfuerzo de corte es � (tau). La fórmula puede escribirse
como:
� = Fuerza de corte / área de corte = F/A
3.5.2 Estudio de resistencia teórica
En esta sección se analiza el comportamiento esperado de los herrajes
en los ensayos.
3.5.2.1 Ensayo a tensión pura
Material de prueba: varilla de hierro redondo 5/8” fabricada bajo la
norma ASTM A220 – 88 grado 45006, de 5’ de
largo.
Resistencia nominal a la tracción: 448 MPa
Resistencia nominal al punto cedente 310 MPa

72
El área de la muestra es:
( ) 2222
9793.154.2lg30679.048/5
cmpárea =×== π
De donde, las cargas máximas aplicables serán:
Cedente = ( )( ) NMPacm 583.6133109793.1 2 =
Tensión = ( )( ) NMPacm 73.8864489793.1 2 =
3.5.2.2 Ensayo a tensión por corte directo
Material de prueba: varillas de hierro redondo 5/8” y 1/2” fabricadas
bajo la norma ASTM A220 – 88 grado 45006.
Roscadas.
Resistencia nominal a la tracción: 448 MPa
El área de las muestras es:
Muestra 1. ( ) 222
2
9793.154.2lg30679.048/5
cmpárea =×== π
Muestra 2. ( ) 222
2
2667.154.2lg19635.042/1
cmpárea =×== π

73
De donde, las cargas máximas aplicables serán:
Muestra 1. F = ( )( ) NMPacm 73.8864489793.1 2 =
Muestra 2. F = ( )( ) NMPacm 48.5674482667.1 2 =
3.5.2.3 Ensayo a compresión
Material de prueba: hierro angular de 3/16” x 1 1/2” x 1 1/2” fabricado
bajo la norma ASTM A220 – 88 grado 45006,
de 5’ de largo.
Resistencia nominal a la compresión: 448 MPa
El área de la muestra es:
( ) 222 629.354.2lg5625.05.15.1163
cmpárea =×=+=
De donde, la carga máxima aplicable será:
F = ( )( ) NMPacm 8.625,1448629.3 2 =
3.5.2.4 Ensayo de soldadura
Material de prueba: cordón de soldadura de ¼” de ancho y 1 ½” de
largo. Soldadura hecha con alambre para
soldadura MIG de 0.90 mm de diámetro,
74
fabricado bajo las normas AWS 15.18 ER 70S
– 6 y ASME II part C ED/AD 98 SFA 5.18
Resistencia nominal a la tensión: 70,000 PSI (482.637 MPa)
El área de la muestra es:
( )( ) 2222
14
1 80645.054.2lg125.0 cmpárea =×==
De donde, la carga máxima aplicable será:
F = ( )( ) NMPacm 22.389637.48280645.0 2 =
3.5.3 Estudio de resistencia ensayada en el laboratorio
En esta sección se analizan los resultados obtenidos en los ensayos
realizados en el CII.
3.5.3.1 Ensayo a tensión pura
Se realizaron dos ensayos, obteniendo los siguientes resultados:
Carga al punto cedente = 637.647 N y 636.657 N
Carga máxima = 904.479 N y 872.107 N

75
3.5.3.2 Ensayo a tensión por corte directo
Las cargas máximas resistidas por las muestras son:
Muestra 1 (5/8”) = 980.7 N
Muestra 2 (1/2”) = 660.97 N
3.5.3.3 Ensayo a compresión
El material sometido a prueba de compresión falló en el primer intento
por pandeo, registrando una resistencia a la compresión de 8.274 MPa.
En ambos ensayos, la pieza resistió una carga de 1252.0 N antes de
fallar en el doblez.
3.5.3.4 Ensayo de soldadura
Se realizaron tres ensayos con los siguientes resultados de carga
máxima:
Ensayo 1 = 470.72 N (soldadura traslapada)
Ensayo 2 = 1031.66 N (soldadura a tope)
Ensayo 3 = 892.404 N (soldadura a tope)

76
3.5.4 Análisis y comparación de datos teóricos y ensayados
3.5.4.1 Ensayo a tensión pura
Teóricamente, la pieza no soporta más de 613.58 N sin llegar al punto
cedente. En la práctica pudo observarse que se mantuvo el margen aceptable,
pues las cargas fueron 637.65 y 636.66 N en el momento de llegar al punto
cedente.
Se esperaba que la pieza fallara cerca de los 886.73 N y, efectivamente,
la ruptura sucedió en 904.48 y 872.11 N para los ensayos 1 y 2,
respectivamente.
3.5.4.2 Ensayo a tensión por corte directo
Al realizar los cálculos teóricos, se esperaba que la pieza de 5/8”
resistiera una carga de 886.73 N y la de 1/2”, 567.48 N. Según lo esperado, la
falla ocurrió un poco arriba del límite: en 980.7 y 660.97 N, respectivamente.
3.5.4.3 Ensayo a compresión
La carga soportada por el material (si el material es uniforme) debería ser
1,625.8 N; pero debido a un doblez especial que tiene la pieza en un extremo,
la falla sucedió mucho antes de lo esperado, puesto que ocurrió en 1252 N.
77
3.5.4.4 Ensayo de soldadura
La resistencia nominal del micro alambre de soldadura fue sobrepasada
en todos los ensayos. Se esperaba una carga máxima de 389.22 N, y en el
primer ensayo el material falló cerca: 470.72 N. En los siguientes dos ensayos
se sobrepasó considerablemente (1031.66 y 892.404 N) el límite esperado.
Es de considerar las condiciones del ensayo, puesto que en el primero la
soldadura estaba traslapada y en los otros dos ensayos la soldadura estaba a
tope. De donde puede observarse que la soldadura a tope (extremo con
extremo) es mucho más resistente que la soldadura traslapada (una pieza
sobre otra).

78
79
4. PROPUESTAS PARA LA REDUCCIÓN DE COSTOS
4.1 Estandarización de tiempos por familia de herrajes
Para la estandarización de tiempos, se elaboró una hoja de evaluación
de tiempos cronometrados. El modelo de la hoja se presenta en la figura 30 y
cada hoja cuenta con:
a) Encabezado: se especifica el producto de que se trata, el nombre de la
analista, el lugar de inicio del proceso (por lo general, bodega de materia
prima), el lugar de finalización del proceso (por lo general, bodega de
producto terminado –antes de galvanizado–), el método del cual se trata
(en todas, método actual) y la fecha.
b) Descripción de piezas: se enumera cada una de las piezas y se indica
qué cantidad de cada una de ellas compone el herraje.
c) Descripción de operaciones: con un número de identificación, junto a
éste se describe cada una de las operaciones, incluyendo transportes y
preparaciones de máquina. Las operaciones son detalladas para cada
una de las piezas.
d) Descripción de materiales: para cada una de las piezas, se describe el
material que se utilizará, con medidas en cada una de las operaciones y
su respectivo peso (factores que van cambiando con el corte, perforado,
etc.). Además, se calcula el número de tiras que salen de una pieza de
80
material (únicamente para la lámina), el número de piezas que salen de
una tira de material y el número total de piezas por el material completo.
e) Especificación de máquina: según un listado de identificación de
maquinaria, se detalla el número de máquina o máquinas utilizadas en
cada operación.
f) Evaluación de tiempos: se detalla el tiempo unitario por operación y,
dependiendo el número de piezas, se calcula el tiempo total por
operación (en segundos). Al final, se calcula el tiempo total por pieza
(considerando el número de piezas) en horas.
g) Especificación de operarios: se detalla el número de operarios
necesarios para llevar a cabo cada operación.
Se detalla también el tiempo total de fabricación del herraje en tres
variantes: unitario en segundos (considerando una pieza de cada una),
total en segundos (considerando la cantidad total de piezas) y total en
horas. En las mismas tres variantes se detalla el tiempo de trabajo en
otros departamentos, el tiempo de transporte entre los departamentos, el
tiempo fijo que se utiliza en la preparación de las máquinas (considerado
más adelante como tiempo de demora) y el tiempo variable que depende
directamente de la cantidad de piezas a fabricar.

81
Figura 30. Hoja de evaluación de tiempos cronometrados
Fecha:P
IE
ZA No. de
operación OPERACIONES MEDIDAS DEL MATERIAL A
UTILIZAR
PESO (EN LB) DEL MATERIAL
A UTILIZARC
AN
TID
AD
D
E
TIR
AS
X
P
IE
ZA
CA
NT
ID
AD
D
E
PIE
ZA
S X
T
IR
A
TO
TA
L P
IE
ZA
S
X M
AT
ER
IA
L
MÁQUINA
CA
NT
. D
E
OP
ER
AR
IO
S
TIE
MP
O
UN
IT
AR
IO
(S
EG
)
TIE
MP
O T
OT
AL
(S
EG
)
TIE
MP
O T
OT
AL
(H
RS
)
1 Operación 1 0 0.002 Operación 2 0 0.003 Operación 3 0 0.004 Operación 4 0 0.005 Operación 5 0 0.006 Operación 1 0 0.007 Operación 2 0 0.008 Operación 3 0 0.009 Operación 4 0 0.0010 Operación 5 0 0.0011 Operación 1 0 0.0012 Operación 2 0 0.0013 Operación 3 0 0.0014 Operación 4 0 0.0015 Operación 5 0 0.00
TIEMPO TOTAL 0.00 0.00 0.00TIEMPO EN OTROS DEPARTAMENTOS 0.00 0.00 0.00TIEMPO DE TRANSPORTE INTER DEPARTAMENTOS 0.00 0.00 0.00TIEMPO FIJO (Preparación de máquinas) 0.00 0.00 0.00TIEMPO VARIABLE 0.00 0.00 0.00
Pieza 3
(N
o.de
piezas
iguales)
0.00
Pieza 1
0.00
Pieza 2
(N
o.de
piezas
iguales)
0.00
Producto: Analista: Verónica Herrera Método: Actual Empieza en: Bodega de Materia Prima Finaliza en: Bodega producto antes de galvanizado Hoja: 1/1
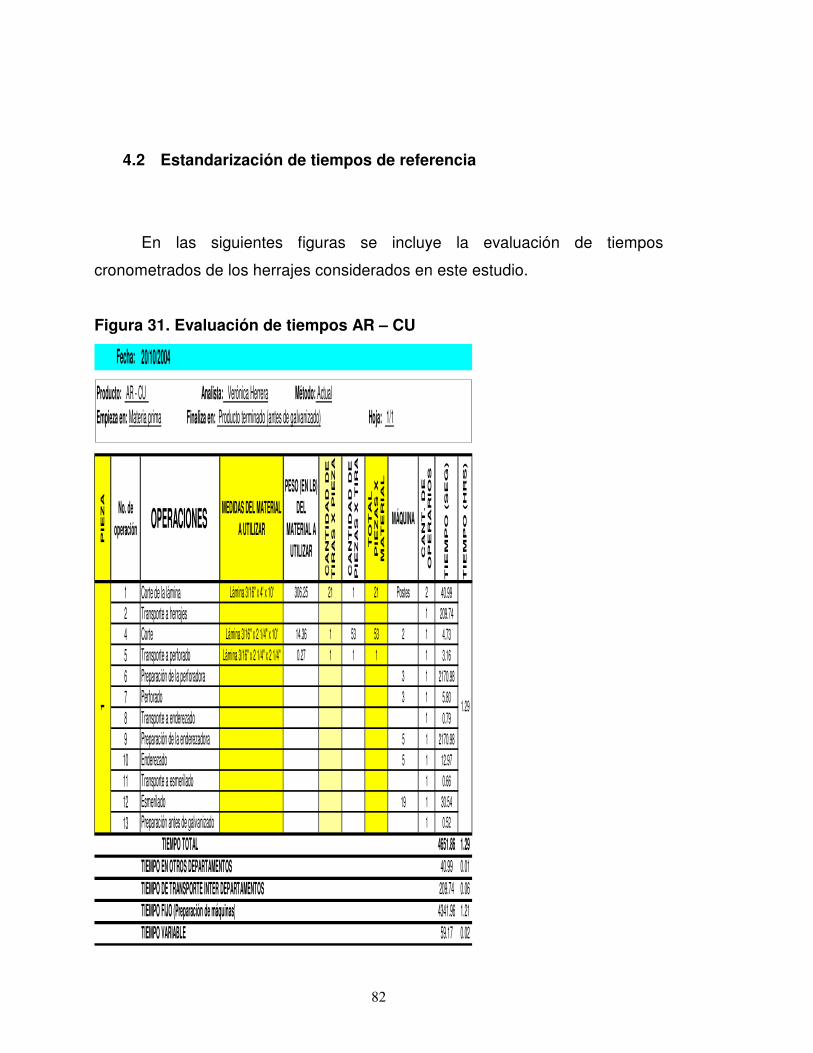
82
4.2 Estandarización de tiempos de referencia
En las siguientes figuras se incluye la evaluación de tiempos
cronometrados de los herrajes considerados en este estudio.
Figura 31. Evaluación de tiempos AR – CU
Fecha: 20/10/2004
PIE
ZA No. de
operación OPERACIONES MEDIDAS DEL MATERIAL A UTILIZAR
PESO (EN LB) DEL
MATERIAL A UTILIZAR
CA
NT
ID
AD
D
E
TIR
AS
X
P
IE
ZA
CA
NT
ID
AD
D
E
PIE
ZA
S X
T
IR
A
TO
TA
L
PIE
ZA
S X
M
AT
ER
IA
L
MÁQUINA
CA
NT
. D
E
OP
ER
AR
IO
S
TIE
MP
O (S
EG
)
TIE
MP
O (H
RS
)
1 Corte de la lámina Lámina 3/16" x 4' x 10' 306.25 21 1 21 Postes 2 40.992 Transporte a herrajes 1 209.744 Corte Lámina 3/16" x 2 1/4" x 10' 14.36 1 53 53 2 1 4.735 Transporte a perforado Lámina 3/16" x 2 1/4" x 2 1/4" 0.27 1 1 1 1 3.166 Preparación de la perforadora 3 1 2170.987 Perforado 3 1 5.808 Transporte a enderezado 1 0.799 Preparación de la enderezadora 5 1 2170.9810 Enderezado 5 1 12.9711 Transporte a esmerilado 1 0.6612 Esmerilado 19 1 30.5413 Preparación antes de galvanizado 1 0.52
TIEMPO TOTAL 4651.86 1.29TIEMPO EN OTROS DEPARTAMENTOS 40.99 0.01TIEMPO DE TRANSPORTE INTER DEPARTAMENTOS 209.74 0.06TIEMPO FIJO (Preparación de máquinas) 4341.96 1.21TIEMPO VARIABLE 59.17 0.02
1 1.29
Producto: AR - CU Analista: Verónica Herrera Método: ActualEmpieza en: Materia prima Finaliza en: Producto terminado (antes de galvanizado) Hoja: 1/1

83
Figura 32. Evaluación de tiempos AT
Fecha: 20/10/2004
PIE
ZA No. de
operación OPERACIONES MEDIDAS DEL MATERIAL A UTILIZAR
PESO (EN LB) DEL MATERIAL
A UTILIZAR
CA
NT
IDA
D D
E
TIR
AS
X P
IEZ
A
CA
NT
IDA
D D
E
PIE
ZA
S X
TIR
A
TO
TA
L P
IEZ
AS
X
MA
TE
RIA
L
MÁQUINA
CA
NT
. D
E
OP
ER
AR
IOS
TIE
MP
O
UN
ITA
RIO
(S
EG
)
TIE
MP
O T
OT
AL
(S
EG
)
TIE
MP
O T
OT
AL
(H
RS
)
1 Corte de la lámina Lámina 3/16" x 4' x 10' 306.25 8 5 40 Postes 2 40.99 40.992 Transporte a herrajes 1 209.74 209.743 Preparación de la cortadora 1 1 2170.98 2170.984 Corte Lámina 3/16" x 14" x 9" 6.70 1 1 1 1 1 25.55 25.555 Preparación de la perforadora 1 1 2170.98 2170.986 Perforado Lámina 3/16" x 14" x 8" 5.95 1 1 1 1 1 15.91 15.917 Despunte 1 1 32.74 32.748 Transporte a formado 1 6.95 6.959 Preparación de la formadora 13 1 2170.98 2170.9810 Formado 13 1 55.13 55.1311 Transporte a ensamble 1 10.38 10.3812 Corte de la lámina Lámina 3/16" x 4' x 10' 306.25 13 6 78 Postes 2 40.99 40.9913 Transporte a herrajes 1 209.74 209.7414 Preparación de la perforadora 1 1 2170.98 2170.9815 Perforado Lámina 3/16" x 9" x 8" 3.83 1 1 1 1 1 17.80 17.8016 Despunte 1 1 15.20 15.2017 Transporte a esmerilado 1 2.86 2.8618 Esmerilado 19 1 90.53 90.5319 Transporte a formado 1 17.11 17.1120 Preparación de la troqueladora 23 1 2170.98 2170.9821 Formado 1 23 1 29.99 29.9922 Transporte a dobladora 1 38.12 38.1223 Formado 2 26 1 34.23 34.2324 Transporte a ensamble 1 10.38 10.3825 Punteado 29 1 119.10 119.1026 Remate 32 1 228.80 228.8027 Limpieza y remoción de escoria BT 1 336.27 336.2728 Preparación antes de galvanizado 1 69.13 69.1329 Corte de la lámina Lámina 5/16" x 4' x 10' 510.56 16 1 16 Postes 2 40.99 122.9630 Transporte a herrajes 1 238.79 238.7931 Corte Lámina 5/16" x 3" x 10' 31.91 1 12 12 1 2 13.42 40.2632 Preparación de la perforadora 1 1 2170.98 2170.9833 Perforado Lámina 5/16" x 3" x 9 1/2" 2.53 1 1 1 1 1 11.74 35.2234 Transporte a despunte 1 3.38 10.1435 Preparación de la troqueladora 8 1 2170.98 2170.9836 Despunte 8 1 11.13 33.3937 Transporte a formado 1 3.38 10.1438 Preparación de la formadora 13 1 2170.98 2170.9839 Formado 13 1 32.99 98.9740 Preparación antes de galvanizado 1 7.01 21.0341 Transporte a corte H.P. 1/4" x 3" x 20' 51.00 1 1 1 2 7.04 7.0442 Corte H.P. 1/4" x 3" x 20' 51.00 1 16 16 1 2 16.95 16.9543 Preparación de la perforadora 1 1 2170.98 2170.9844 Perforado H.P. 1/4" x 3" x 15" 3.19 1 1 1 1 1 30.82 30.8245 Transporte a despunte 1 3.77 3.7746 Despunte 2 1 23.68 23.6847 Transporte a esmerilado 1 3.77 3.7748 Esmerilado 19 1 49.86 49.8649 Preparación antes de galvanizado 1 33.38 33.38
TIEMPO TOTAL 21728.56 21976.63 6.10TIEMPO EN OTROS DEPARTAMENTOS 122.96 204.93 0.06TIEMPO DE TRANSPORTE INTER DEPARTAMENTOS 658.27 658.27 0.18TIEMPO FIJO (Preparación de máquinas) 19538.84 19538.84 5.43TIEMPO VARIABLE 1408.49 1574.59 0.44
1.92
1.35
0.21
EN
SA
MB
LE
DE
1 Y
21
2
0.654
1.98
3 (
3 P
IEZ
AS
IG
UA
LE
S)
Producto: AT Analista: Verónica Herrera Método: Actual Empieza en: Materia prima Finaliza en: Producto terminado (antes de galvanizado) Hoja: 1/1
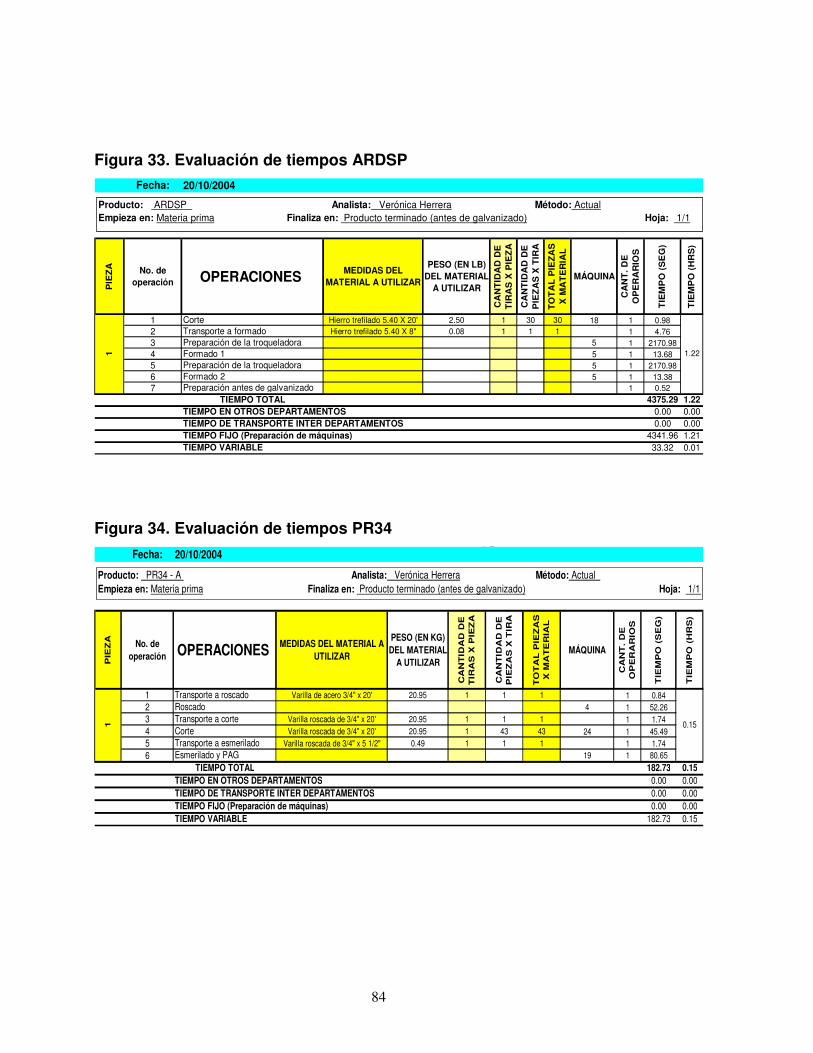
84
Figura 33. Evaluación de tiempos ARDSP Fecha: 20/10/2004
PIE
ZA No. de
operación OPERACIONES MEDIDAS DEL MATERIAL A UTILIZAR
PESO (EN LB) DEL MATERIAL
A UTILIZAR
CA
NT
IDA
D D
E
TIR
AS
X P
IEZ
A
CA
NT
IDA
D D
E
PIE
ZA
S X
TIR
A
TO
TA
L P
IEZ
AS
X
MA
TE
RIA
L
MÁQUINA
CA
NT
. DE
O
PE
RA
RIO
S
TIE
MP
O (
SE
G)
TIE
MP
O (
HR
S)
1 Corte Hierro trefilado 5.40 X 20' 2.50 1 30 30 18 1 0.982 Transporte a formado Hierro trefilado 5.40 X 8" 0.08 1 1 1 1 4.763 Preparación de la troqueladora 5 1 2170.984 Formado 1 5 1 13.685 Preparación de la troqueladora 5 1 2170.986 Formado 2 5 1 13.387 Preparación antes de galvanizado 1 0.52
TIEMPO TOTAL 4375.29 1.22TIEMPO EN OTROS DEPARTAMENTOS 0.00 0.00TIEMPO DE TRANSPORTE INTER DEPARTAMENTOS 0.00 0.00TIEMPO FIJO (Preparación de máquinas) 4341.96 1.21TIEMPO VARIABLE 33.32 0.01
1 1.22
Producto: ARDSP Analista: Verónica Herrera Método: ActualEmpieza en: Materia prima Finaliza en: Producto terminado (antes de galvanizado) Hoja: 1/1
Figura 34. Evaluación de tiempos PR34 Fecha: 20/10/2004
PIE
ZA No. de
operación OPERACIONES MEDIDAS DEL MATERIAL A UTILIZAR
PESO (EN KG) DEL MATERIAL
A UTILIZAR
CA
NT
IDA
D D
E
TIR
AS
X P
IEZ
A
CA
NT
IDA
D D
E
PIE
ZA
S X
TIR
A
TO
TA
L P
IEZ
AS
X
MA
TE
RIA
L
MÁQUINA
CA
NT
. D
E
OP
ER
AR
IOS
TIE
MP
O (
SE
G)
TIE
MP
O (
HR
S)
1 Transporte a roscado Varilla de acero 3/4" x 20' 20.95 1 1 1 1 0.842 Roscado 4 1 52.263 Transporte a corte Varilla roscada de 3/4" x 20' 20.95 1 1 1 1 1.744 Corte Varilla roscada de 3/4" x 20' 20.95 1 43 43 24 1 45.495 Transporte a esmerilado Varilla roscada de 3/4" x 5 1/2" 0.49 1 1 1 1 1.746 Esmerilado y PAG 19 1 80.65
TIEMPO TOTAL 182.73 0.15TIEMPO EN OTROS DEPARTAMENTOS 0.00 0.00TIEMPO DE TRANSPORTE INTER DEPARTAMENTOS 0.00 0.00TIEMPO FIJO (Preparación de máquinas) 0.00 0.00TIEMPO VARIABLE 182.73 0.15
1 0.15
Producto: PR34 - A Analista: Verónica Herrera Método: Actual Empieza en: Materia prima Finaliza en: Producto terminado (antes de galvanizado) Hoja: 1/1
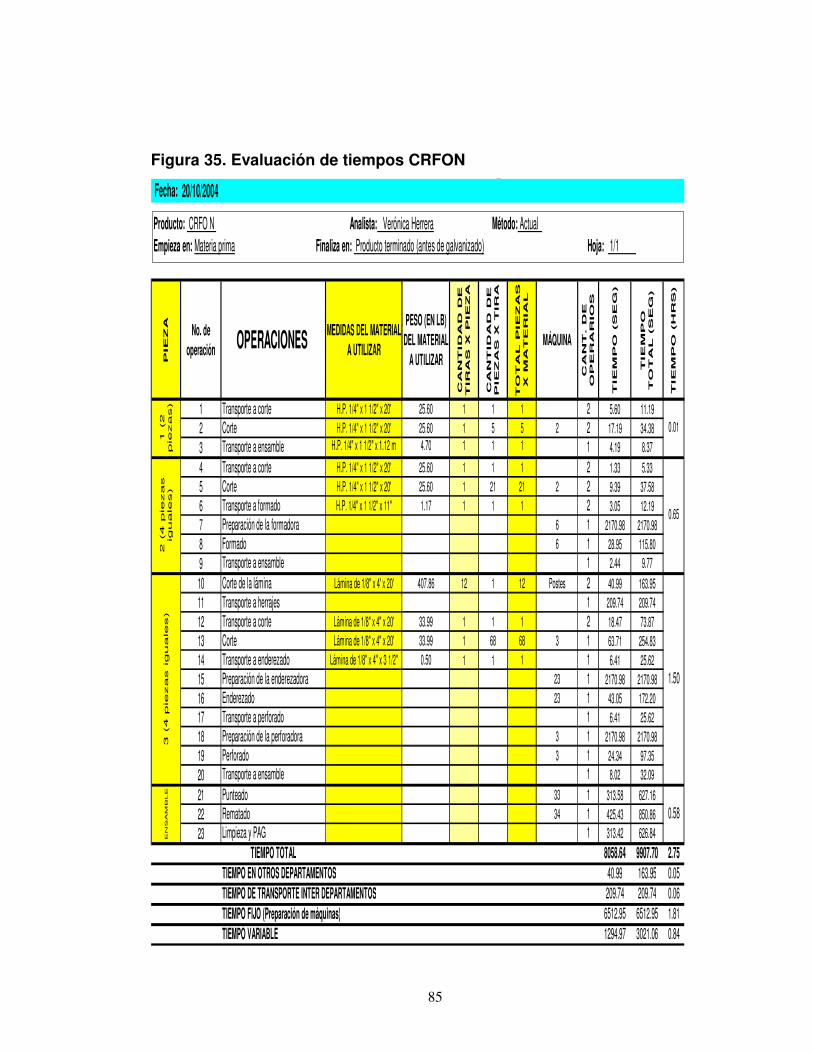
85
Figura 35. Evaluación de tiempos CRFON
Fecha: 20/10/2004
PIE
ZA No. de
operación OPERACIONES MEDIDAS DEL MATERIAL A UTILIZAR
PESO (EN LB) DEL MATERIAL
A UTILIZAR
CA
NT
ID
AD
D
E
TIR
AS
X
P
IE
ZA
CA
NT
ID
AD
D
E
PIE
ZA
S X
T
IR
A
TO
TA
L P
IE
ZA
S
X M
AT
ER
IA
L
MÁQUINA
CA
NT
. D
E
OP
ER
AR
IO
S
TIE
MP
O (S
EG
)
TIE
MP
O
TO
TA
L (S
EG
)
TIE
MP
O (H
RS
)
1 Transporte a corte H.P. 1/4" x 1 1/2" x 20' 25.60 1 1 1 2 5.60 11.192 Corte H.P. 1/4" x 1 1/2" x 20' 25.60 1 5 5 2 2 17.19 34.383 Transporte a ensamble H.P. 1/4" x 1 1/2" x 1.12 m 4.70 1 1 1 1 4.19 8.374 Transporte a corte H.P. 1/4" x 1 1/2" x 20' 25.60 1 1 1 2 1.33 5.335 Corte H.P. 1/4" x 1 1/2" x 20' 25.60 1 21 21 2 2 9.39 37.586 Transporte a formado H.P. 1/4" x 1 1/2" x 11" 1.17 1 1 1 2 3.05 12.197 Preparación de la formadora 6 1 2170.98 2170.988 Formado 6 1 28.95 115.809 Transporte a ensamble 1 2.44 9.7710 Corte de la lámina Lámina de 1/8" x 4' x 20' 407.86 12 1 12 Postes 2 40.99 163.9511 Transporte a herrajes 1 209.74 209.7412 Transporte a corte Lámina de 1/8" x 4" x 20' 33.99 1 1 1 2 18.47 73.8713 Corte Lámina de 1/8" x 4" x 20' 33.99 1 68 68 3 1 63.71 254.8314 Transporte a enderezado Lámina de 1/8" x 4" x 3 1/2" 0.50 1 1 1 1 6.41 25.6215 Preparación de la enderezadora 23 1 2170.98 2170.9816 Enderezado 23 1 43.05 172.2017 Transporte a perforado 1 6.41 25.6218 Preparación de la perforadora 3 1 2170.98 2170.9819 Perforado 3 1 24.34 97.3520 Transporte a ensamble 1 8.02 32.0921 Punteado 33 1 313.58 627.1622 Rematado 34 1 425.43 850.8623 Limpieza y PAG 1 313.42 626.84
TIEMPO TOTAL 8058.64 9907.70 2.75TIEMPO EN OTROS DEPARTAMENTOS 40.99 163.95 0.05TIEMPO DE TRANSPORTE INTER DEPARTAMENTOS 209.74 209.74 0.06TIEMPO FIJO (Preparación de máquinas) 6512.95 6512.95 1.81TIEMPO VARIABLE 1294.97 3021.06 0.84
0.01
0.65
0.58
2 (4 pie
zas
iguale
s)
1 (2
pie
zas)
EN
SA
MB
LE
3 (4 pie
zas ig
uale
s)
1.50
Producto: CRFO N Analista: Verónica Herrera Método: Actual Empieza en: Materia prima Finaliza en: Producto terminado (antes de galvanizado) Hoja: 1/1
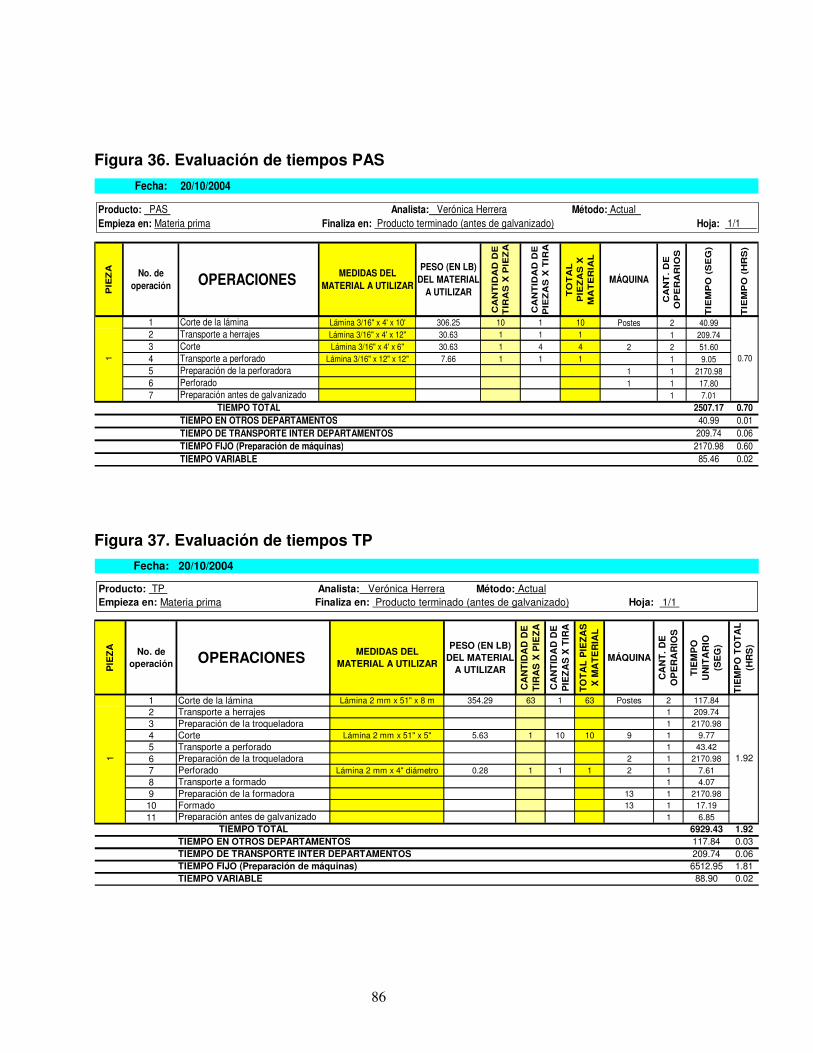
86
Figura 36. Evaluación de tiempos PAS Fecha: 20/10/2004
PIE
ZA No. de
operación OPERACIONES MEDIDAS DEL MATERIAL A UTILIZAR
PESO (EN LB) DEL MATERIAL
A UTILIZAR
CA
NT
IDA
D D
E
TIR
AS
X P
IEZ
A
CA
NT
IDA
D D
E
PIE
ZA
S X
TIR
A
TO
TA
L
PIE
ZA
S X
M
AT
ER
IAL
MÁQUINA
CA
NT
. D
E
OP
ER
AR
IOS
TIE
MP
O (
SE
G)
TIE
MP
O (
HR
S)
1 Corte de la lámina Lámina 3/16" x 4' x 10' 306.25 10 1 10 Postes 2 40.992 Transporte a herrajes Lámina 3/16" x 4' x 12" 30.63 1 1 1 1 209.743 Corte Lámina 3/16" x 4' x 6" 30.63 1 4 4 2 2 51.604 Transporte a perforado Lámina 3/16" x 12" x 12" 7.66 1 1 1 1 9.055 Preparación de la perforadora 1 1 2170.986 Perforado 1 1 17.807 Preparación antes de galvanizado 1 7.01
TIEMPO TOTAL 2507.17 0.70TIEMPO EN OTROS DEPARTAMENTOS 40.99 0.01TIEMPO DE TRANSPORTE INTER DEPARTAMENTOS 209.74 0.06TIEMPO FIJO (Preparación de máquinas) 2170.98 0.60TIEMPO VARIABLE 85.46 0.02
1 0.70
Producto: PAS Analista: Verónica Herrera Método: Actual Empieza en: Materia prima Finaliza en: Producto terminado (antes de galvanizado) Hoja: 1/1
Figura 37. Evaluación de tiempos TP Fecha: 20/10/2004
PIE
ZA No. de
operación OPERACIONES MEDIDAS DEL MATERIAL A UTILIZAR
PESO (EN LB) DEL MATERIAL
A UTILIZAR
CA
NT
IDA
D D
E
TIR
AS
X P
IEZA
CA
NT
IDA
D D
E
PIE
ZA
S X
TIR
A
TOTA
L P
IEZA
S
X M
ATE
RIA
L
MÁQUINAC
AN
T. D
E
OP
ER
AR
IOS
TIE
MP
O
UN
ITA
RIO
(S
EG
)
TIE
MP
O T
OT
AL
(HR
S)
1 Corte de la lámina Lámina 2 mm x 51" x 8 m 354.29 63 1 63 Postes 2 117.842 Transporte a herrajes 1 209.743 Preparación de la troqueladora 1 2170.984 Corte Lámina 2 mm x 51" x 5" 5.63 1 10 10 9 1 9.775 Transporte a perforado 1 43.426 Preparación de la troqueladora 2 1 2170.987 Perforado Lámina 2 mm x 4" diámetro 0.28 1 1 1 2 1 7.618 Transporte a formado 1 4.079 Preparación de la formadora 13 1 2170.9810 Formado 13 1 17.1911 Preparación antes de galvanizado 1 6.85
TIEMPO TOTAL 6929.43 1.92TIEMPO EN OTROS DEPARTAMENTOS 117.84 0.03TIEMPO DE TRANSPORTE INTER DEPARTAMENTOS 209.74 0.06TIEMPO FIJO (Preparación de máquinas) 6512.95 1.81TIEMPO VARIABLE 88.90 0.02
1.921
Producto: TP Analista: Verónica Herrera Método: ActualEmpieza en: Materia prima Finaliza en: Producto terminado (antes de galvanizado) Hoja: 1/1
87
4.3 Descripción propuesta de los procesos
La descripción detalla cada una de las operaciones realizadas. A
continuación se presenta una breve descripción de cada uno de los herrajes
trabajados:
a) AT: consta de cuatro piezas.
Pieza 1: el corte de la lámina se realiza en piezas de 14” x 9”. El corte se
realiza a 8”. Se perforan dos agujeros redondos de 11/16” en el centro de
la pieza. En el despunte se eliminan las dos esquinas superiores y con
un troquel especial se embute la pieza.
Pieza 2: el corte de la lámina se realiza en piezas de 9” x 8”. Se perfora
un agujero redondo de 13/16” en cada extremo de la pieza. En el despunte
se eliminan las cuatro esquinas y con un troquel especial se embute la
pieza. La pieza 1 y 2 se unen por medio de cordones de soldadura.
Pieza 3: el corte de la lámina se realiza en piezas de 3” x 10”. El corte se
realiza a 9 ½”. Se perfora un agujero redondo de 13/16” en cada extremo
de la pieza. En el despunte se redondean los dos extremos y con un
troquel especial se embute la pieza.
Pieza 4: el corte se realiza a 15”. Se perforan cuatro agujeros redondos
de 11/16” en el centro de la pieza. En el despunte se eliminan las cuatro
esquinas y con el esmeril se eliminan las rebabas.
Para ensamblar la pieza 3 con la 2 se utilizan 4 tornillos hexagonales de 3/8” x 2” con sus respectivas tuercas y para ensamblar las cuatro piezas
88
se utilizan 4 pernos de rosca corrida de ¾” x 5 ½” con sus respectivas
tuercas hexagonales (2 por perno).
b) AR – CU: el corte de la lámina se realiza en piezas de 2 ¼” x 10”. El
corte se realiza a 2 ¼”. Se perfora un agujero redondo 11/16 en el centro
de la pieza. Con un troquel especial, se nivela y endereza la pieza y
finalmente se esmerilan las rebabas de los cortes y del perforado.
c) ARDSP: el corte se realiza a 8”. Con el mismo troquel especial se le da
forma dos veces.
d) CRFON: consta de tres piezas.
Pieza 1: el corte se realiza a 1.12 m.
Pieza 2: el corte se realiza a 11” y con un troquel especial se le da la
forma.
Pieza 3: el corte de la lámina se realiza en piezas de 4” x 3½ “. Luego de
enderezar y nivelar, se perforan dos agujeros 5/8” en un extremo de la
pieza.
Se unen dos piezas 1 y a cada una de ellas se agrega una pieza 2 y una
3 por medio de soldadura MIG.
e) PR34: se rosca la varilla completa con peines de rosca corriente, se corta
a la medida deseada y se esmerilan las rebabas de los cortes.
f) PAS: el corte de la lámina se realiza en franjas de 12” x 4’. Se corta la
pieza a 12” y se perfora un agujero redondo 13/16” en el centro de la
pieza.
89
g) TP: el corte de la lámina se realiza en franjas de 51” x 5” y luego se
cortan a 4” de diámetro con un troquel especial. Se perfora un agujero
redondo 3/16” y con un troquel especial se le da forma a la pieza.
4.4 Diagramas de flujo propuestos
En los diagramas de flujo propuestos, se elimina el transporte que se
realiza con montacargas y se incluyen los tiempos estándares de fabricación.
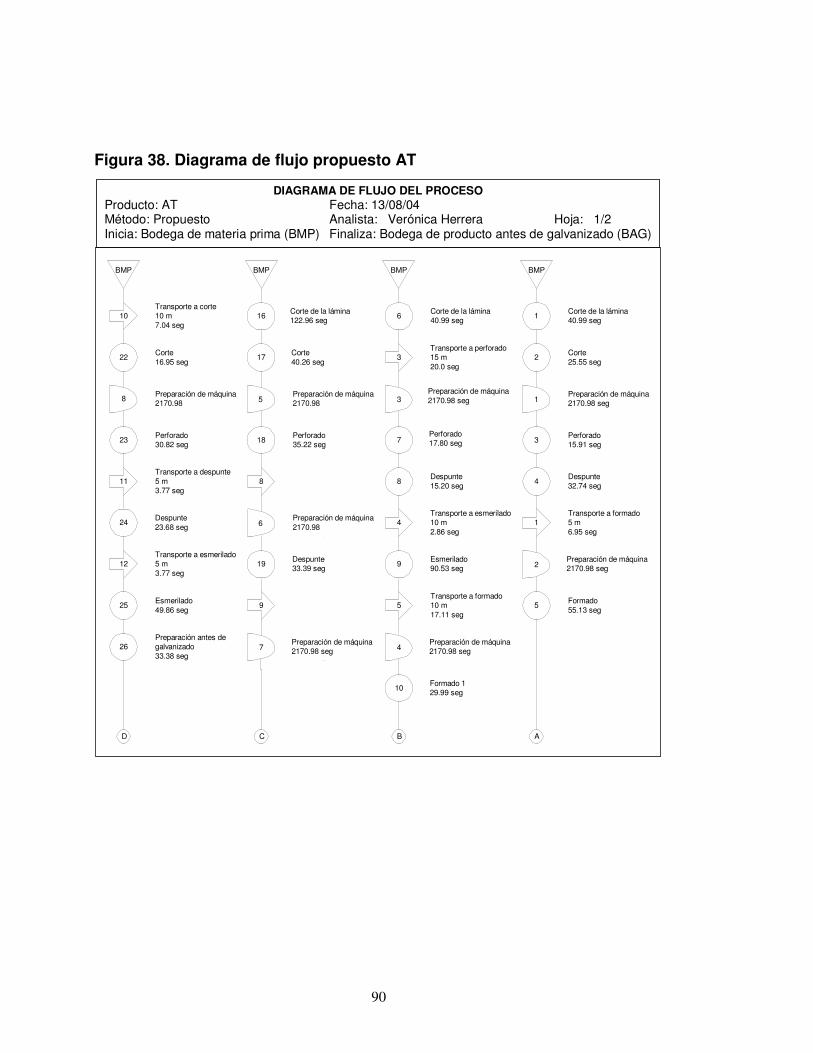
90
Figura 38. Diagrama de flujo propuesto AT
2
BMP
Corte25.55 seg
8
BMP
9
4Transporte a esmerilado10 m2.86 seg
Esmerilado90.53 seg
5 Formado55.13 seg
Despunte15.20 seg
BMP
18 Perforado35.22 seg
Preparación de máquina2170.98
19 Despunte33.39 seg
5Transporte a formado10 m17.11 seg
ABC
5
1 Corte de la lámina40.99 seg
1Preparación de máquina2170.98 seg
3 Perforado15.91 seg
4Despunte32.74 seg
1Transporte a formado5 m6.95 seg
2Preparación de máquina2170.98 seg
7Perforado17.80 seg
6 Corte de la lámina40.99 seg
3Preparación de máquina2170.98 seg
4Preparación de máquina2170.98 seg
10 Formado 129.99 seg
16 Corte de la lámina122.96 seg
17 Corte40.26 seg
8
Transporte a despunte5 m10.14 seg
Preparación de máquina2170.986
9
Transporte a formado5 m10.14 seg
7Preparación de máquina2170.98 seg
BMP
23 Perforado30.82 seg
Preparación de máquina2170.98
24 Despunte23.68 seg
D
10Transporte a corte10 m7.04 seg
22 Corte16.95 seg
11Transporte a despunte5 m3.77 seg
12Transporte a esmerilado5 m3.77 seg
25 Esmerilado49.86 seg
26Preparación antes degalvanizado33.38 seg
8
3Transporte a perforado15 m20.0 seg
DIAGRAMA DE FLUJO DEL PROCESO Producto: AT Fecha: 13/08/04 Método: Propuesto Analista: Verónica Herrera Hoja: 1/2 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)

91
Figura 39. Diagrama de flujo propuesto AT
7Transporte a ensamble25 m10.38 seg
2Transporte a ensamble25 m10.38 seg
11 Formado 234.23 seg
6Transporte a dobladora40 m38.12 seg
20 Formado98.97 seg
21Preparación antes degalvanizado21.03 seg
ABCD
12 Punteado119.10 seg
13 Remate228.80 seg
14Limpieza y remoción deescoria336.27 seg
15Preparación antes degalvanizado69.13 seg
BAG
DISTANCIA(metros)
TIEMPO(segundos)No.SÍMBOLO
26
8
12
5
1,658.85
17,367.84
140.67 160
TOTAL 19,167.36 160
RESUMEN
DIAGRAMA DE FLUJO DEL PROCESO Producto: AT Fecha: 13/08/04 Método: Propuesto Analista: Verónica Herrera Hoja: 2/2 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)
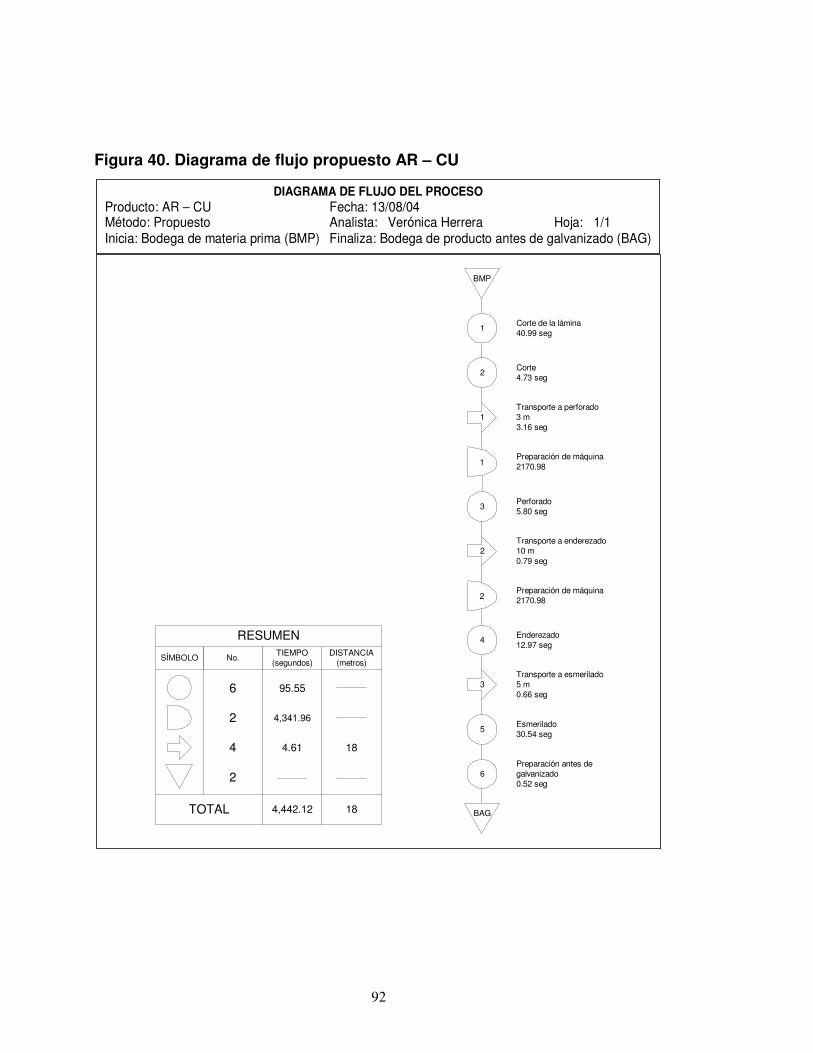
92
Figura 40. Diagrama de flujo propuesto AR – CU
2
BMP
Corte4.73 seg
3
1
Perforado5.80 seg
Preparación de máquina2170.98
Transporte a enderezado10 m0.79 seg
2
4
2
Enderezado12.97 seg
Preparación de máquina2170.98
Transporte a esmerilado5 m0.66 seg
3
1 Corte de la lámina40.99 seg
Transporte a perforado3 m3.16 seg
1
5 Esmerilado30.54 seg
6Preparación antes degalvanizado0.52 seg
BAG
DISTANCIA(metros)
TIEMPO(segundos)No.SÍMBOLO
6
2
4
2
95.55
4,341.96
4.61 18
TOTAL 4,442.12 18
RESUMEN
DIAGRAMA DE FLUJO DEL PROCESO Producto: AR – CU Fecha: 13/08/04 Método: Propuesto Analista: Verónica Herrera Hoja: 1/1 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)
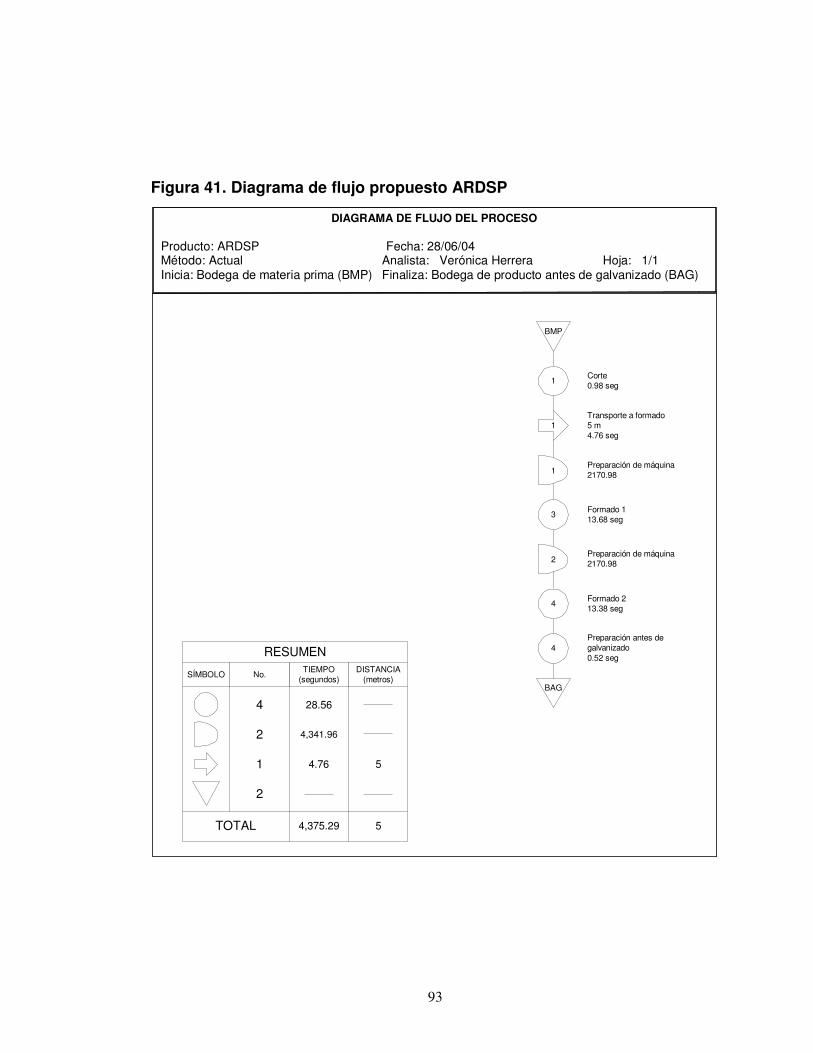
93
Figura 41. Diagrama de flujo propuesto ARDSP
Transporte a formado5 m4.76 seg
BMP
1
3
1
Formado 113.68 seg
Preparación de máquina2170.98
4
2
Formado 213.38 seg
Preparación de máquina2170.98
1 Corte0.98 seg
4Preparación antes degalvanizado0.52 seg
BAG
DISTANCIA(metros)
TIEMPO(segundos)No.SÍMBOLO
4
2
1
2
28.56
4,341.96
4.76 5
TOTAL 4,375.29 5
RESUMEN
DIAGRAMA DE FLUJO DEL PROCESO Producto: ARDSP Fecha: 28/06/04 Método: Actual Analista: Verónica Herrera Hoja: 1/1 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)

94
Figura 42. Diagrama de flujo propuesto CRFON
BMP
1Preparación de máquina2170.98 seg
Transporte a corte10 m11.19 seg
1Transporte a corte10 m5.33 seg
BMP
3
2 Corte37.58 seg
3Formado115.80 seg
Transporte a formado5 m12.19 seg
4
1 Corte34.38 seg
A
Transporte a ensamble20 m8.37 seg
2
BMP
4 Corte de la lámina163.95 seg
C
6 Enderezado172.20 seg
Transporte a perforado20 m25.62 seg
8
Transporte a ensamble20 m9.77 seg
5
2Preparación de máquina2170.98 seg
Transporte a corte10 m73.87 seg
6
5Corte254.83 seg
Transporte a enderezado20 m25.62 seg
7
3Preparación de máquina2170.98 seg
7 Perforado97.35 seg
DIAGRAMA DE FLUJO DEL PROCESO Producto: CRFON Fecha: 13/08/04 Método: Propuesto Analista: Verónica Herrera Hoja: 1/2 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)
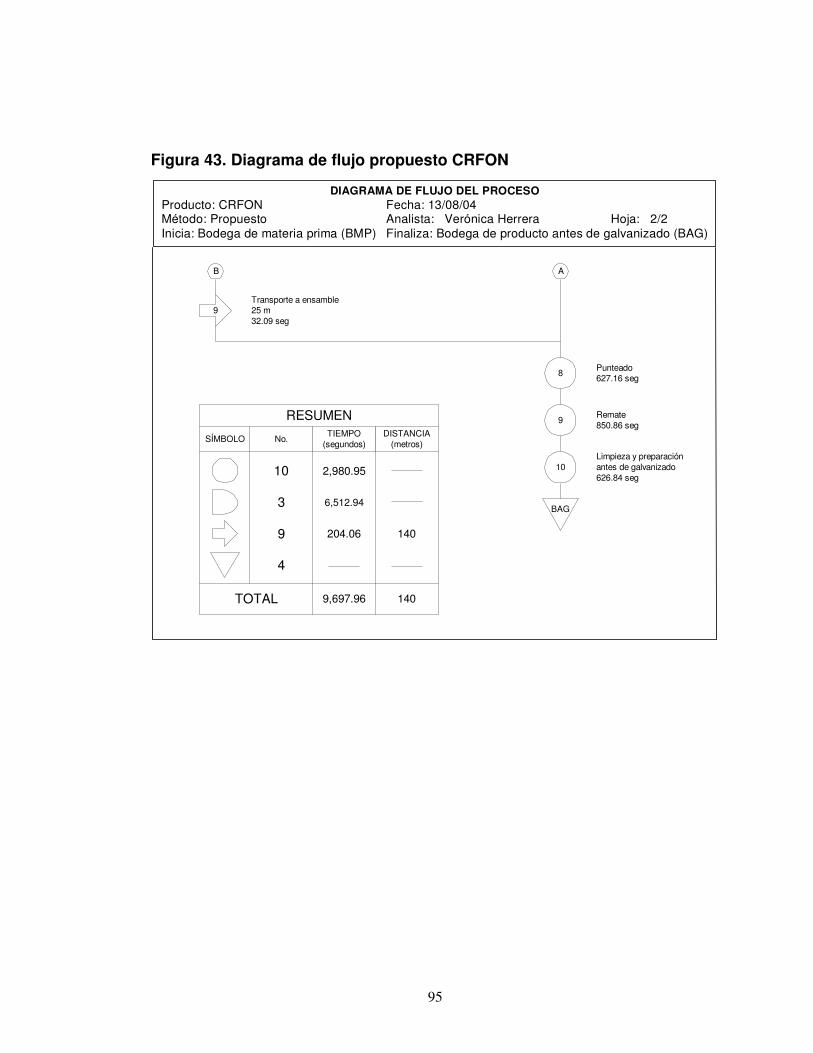
95
Figura 43. Diagrama de flujo propuesto CRFON
A
BAG
DISTANCIA(metros)
TIEMPO(segundos)No.SÍMBOLO
10
3
9
4
2,980.95
6,512.94
204.06 140
TOTAL 9,697.96 140
RESUMEN
10Limpieza y preparaciónantes de galvanizado626.84 seg
8 Punteado627.16 seg
9Remate850.86 seg
B
Transporte a ensamble25 m32.09 seg
9
DIAGRAMA DE FLUJO DEL PROCESO Producto: CRFON Fecha: 13/08/04 Método: Propuesto Analista: Verónica Herrera Hoja: 2/2 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)
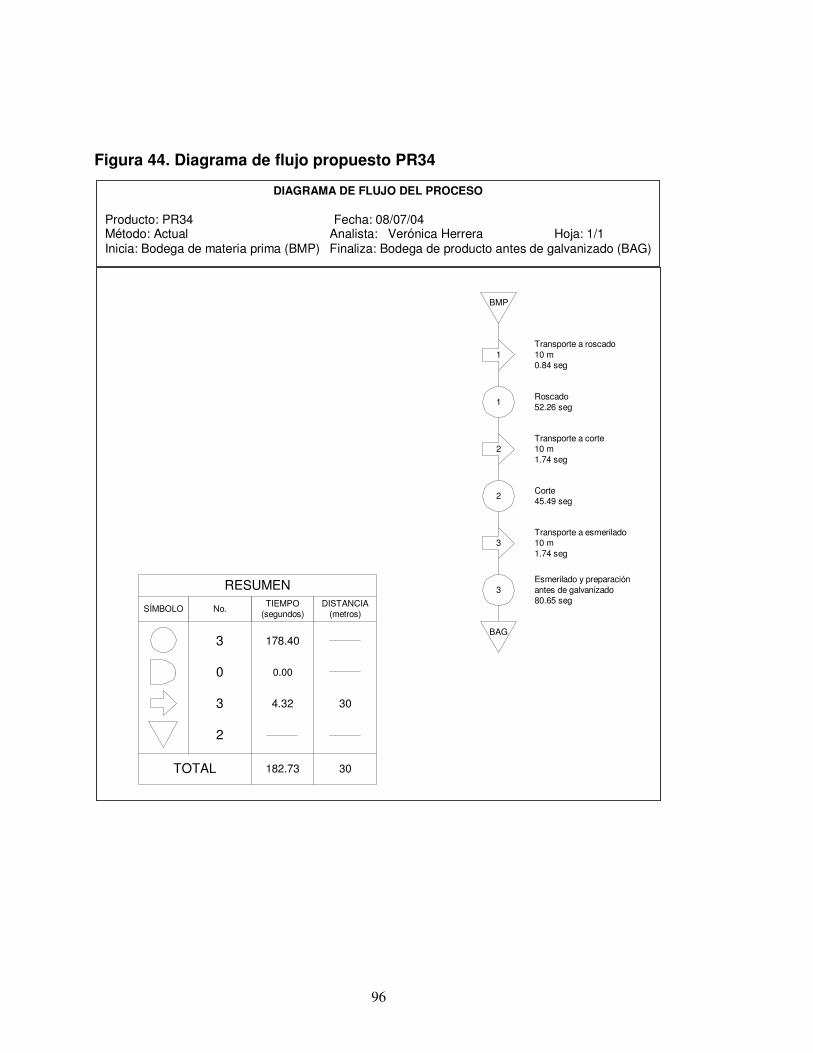
96
Figura 44. Diagrama de flujo propuesto PR34
BMP
1Roscado52.26 seg
2 Corte45.49 seg
Transporte a esmerilado10 m1.74 seg
3
3Esmerilado y preparaciónantes de galvanizado80.65 seg
Transporte a roscado10 m0.84 seg
1
Transporte a corte10 m1.74 seg
2
DISTANCIA(metros)
TIEMPO(segundos)No.SÍMBOLO
3
0
3
2
178.40
0.00
4.32 30
TOTAL 182.73 30
RESUMEN
BAG
DIAGRAMA DE FLUJO DEL PROCESO Producto: PR34 Fecha: 08/07/04 Método: Actual Analista: Verónica Herrera Hoja: 1/1 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)
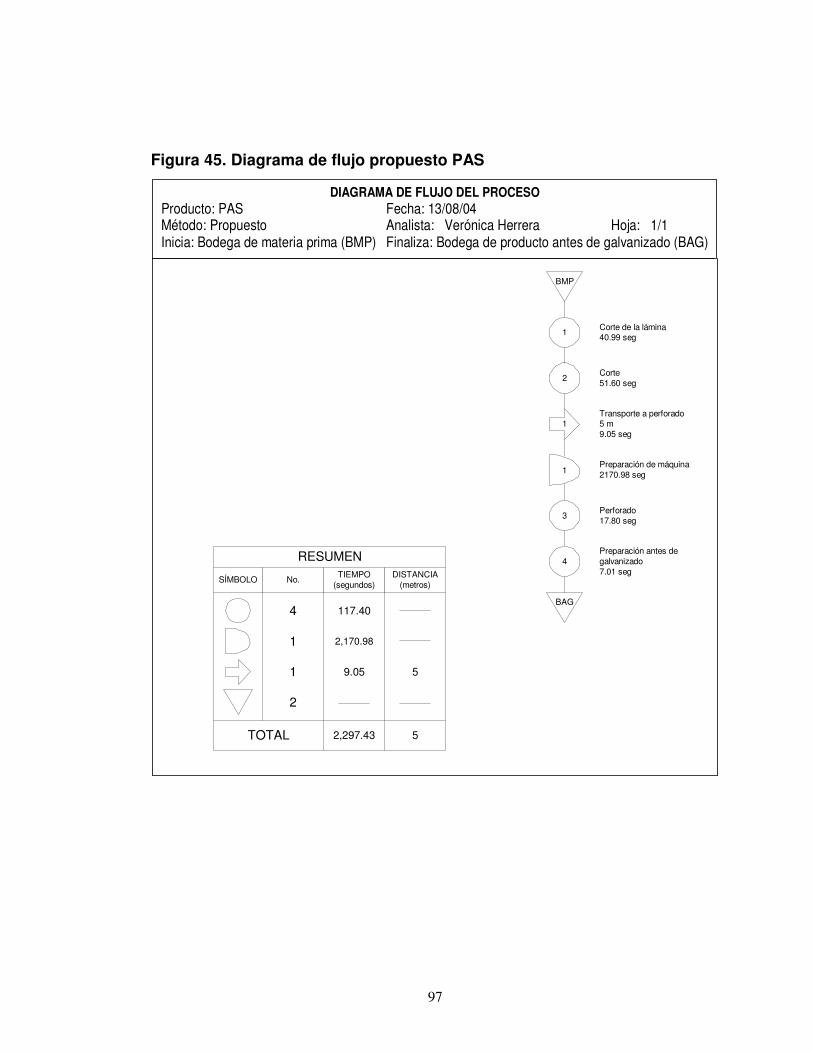
97
Figura 45. Diagrama de flujo propuesto PAS
BMP
2 Corte51.60 seg
Transporte a perforado5 m9.05 seg
1
1 Corte de la lámina40.99 seg
1Preparación de máquina2170.98 seg
3 Perforado17.80 seg
4Preparación antes degalvanizado7.01 segDISTANCIA
(metros)TIEMPO
(segundos)No.SÍMBOLO
4
1
1
2
117.40
2,170.98
9.05 5
TOTAL 2,297.43 5
RESUMEN
BAG
DIAGRAMA DE FLUJO DEL PROCESO Producto: PAS Fecha: 13/08/04 Método: Propuesto Analista: Verónica Herrera Hoja: 1/1 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)
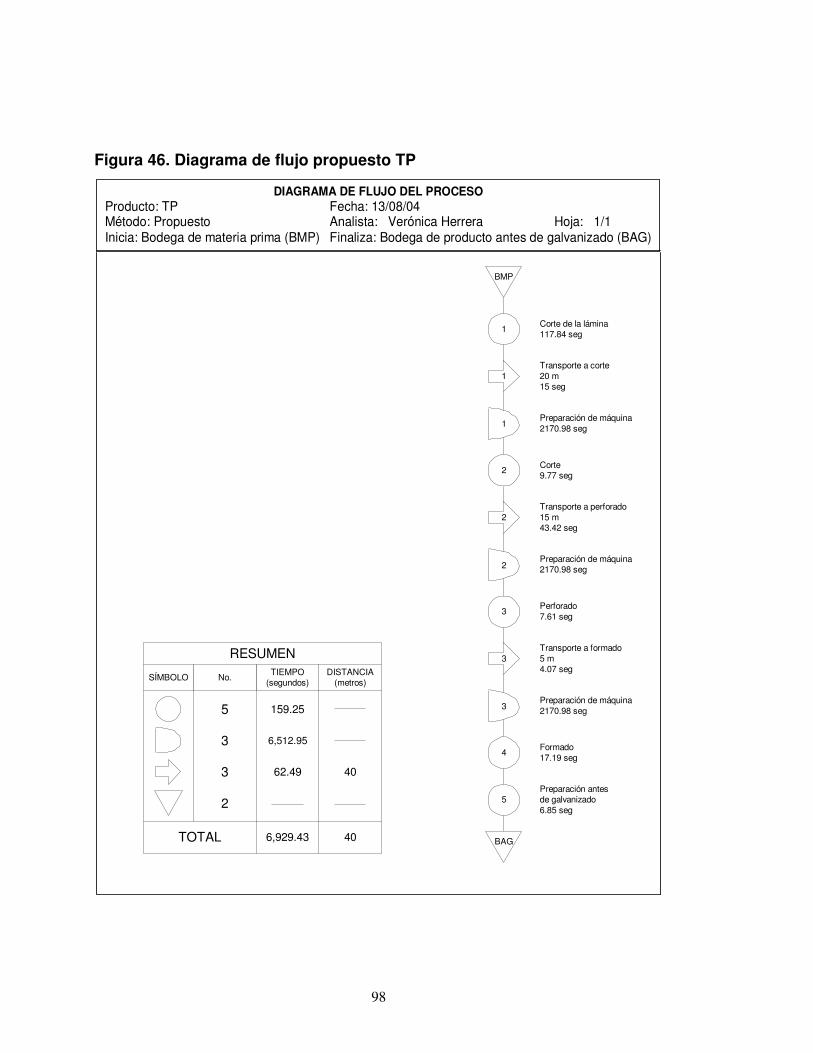
98
Figura 46. Diagrama de flujo propuesto TP
BMP
2 Corte9.77 seg
Transporte a corte20 m15 seg
1
Transporte a perforado15 m43.42 seg
2
1Preparación de máquina2170.98 seg
1 Corte de la lámina117.84 seg
2Preparación de máquina2170.98 seg
3Perforado7.61 seg
Transporte a formado5 m4.07 seg
3
5Preparación antesde galvanizado6.85 seg
3Preparación de máquina2170.98 seg
4Formado17.19 seg
DISTANCIA(metros)
TIEMPO(segundos)No.SÍMBOLO
5
3
3
2
159.25
6,512.95
62.49 40
TOTAL 6,929.43 40
RESUMEN
BAG
DIAGRAMA DE FLUJO DEL PROCESO Producto: TP Fecha: 13/08/04 Método: Propuesto Analista: Verónica Herrera Hoja: 1/1 Inicia: Bodega de materia prima (BMP) Finaliza: Bodega de producto antes de galvanizado (BAG)
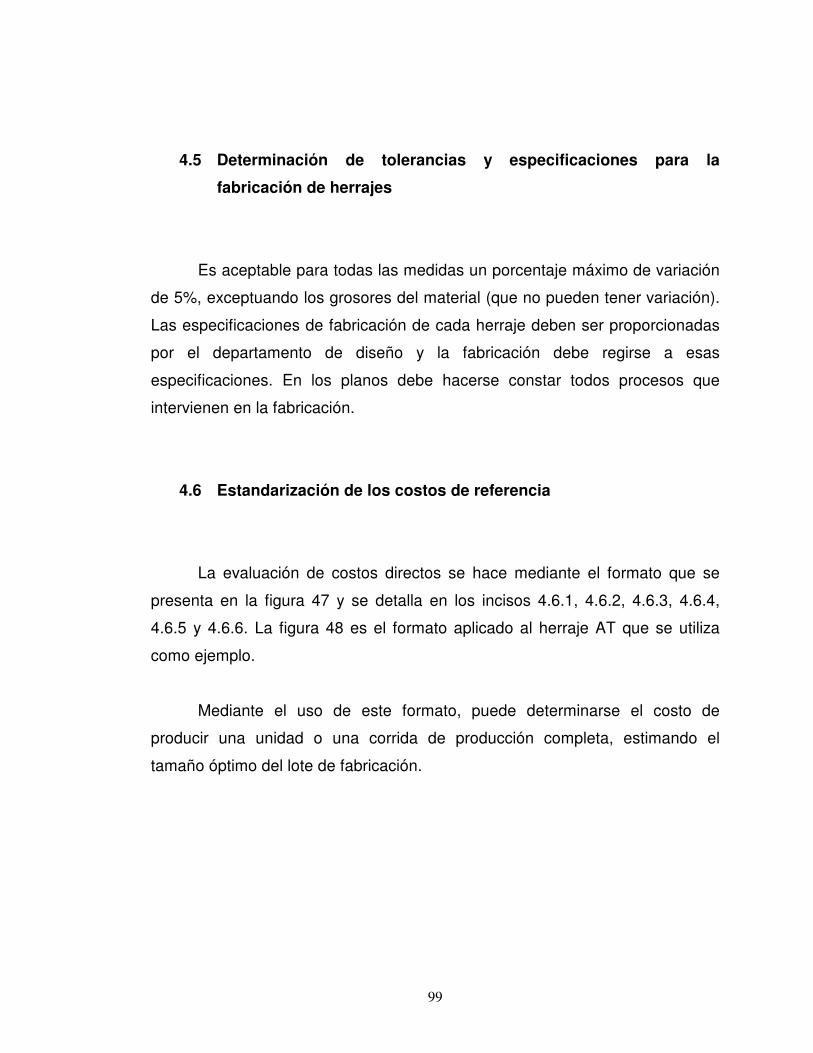
99
4.5 Determinación de tolerancias y especificaciones para la
fabricación de herrajes
Es aceptable para todas las medidas un porcentaje máximo de variación
de 5%, exceptuando los grosores del material (que no pueden tener variación).
Las especificaciones de fabricación de cada herraje deben ser proporcionadas
por el departamento de diseño y la fabricación debe regirse a esas
especificaciones. En los planos debe hacerse constar todos procesos que
intervienen en la fabricación.
4.6 Estandarización de los costos de referencia
La evaluación de costos directos se hace mediante el formato que se
presenta en la figura 47 y se detalla en los incisos 4.6.1, 4.6.2, 4.6.3, 4.6.4,
4.6.5 y 4.6.6. La figura 48 es el formato aplicado al herraje AT que se utiliza
como ejemplo.
Mediante el uso de este formato, puede determinarse el costo de
producir una unidad o una corrida de producción completa, estimando el
tamaño óptimo del lote de fabricación.
100
Figura 47. Formato general de evaluación de costos
CANTIDAD A PRODUCIR
MATERIA PRIMAMATERIAL
Pieza Tipo de material Costo del material Cantidad de material x pieza No. de piezas Costo total x pieza Costo total de producción1 Material 1 1/No.1 No. 1 Q0.00 Q0.002 Material 2 Q0.00 1/No.2 No. 2 Q0.00 Q0.003 Material 1 1/No.3 No. 3 Q0.00 Q0.004 Material 1 1/No.4 No. 4 Q0.00 Q0.00
COSTO DE MATERIALES Q0.00 Q0.00PIEZAS DE ENSAMBLE
Descripción de piezas Costo x pieza Cantidad de piezas Costo total x pieza Costo total de producciónPieza 1 4 Q0.00 Q0.00Pieza 2 3 Q0.00 Q0.00Pieza 3 6 Q0.00 Q0.00
COSTO DE PIEZAS DE ENSAMBLE Q0.00 Q0.00TOTAL DE MATERIA PRIMA Q0.00 Q0.00
MANO DE OBRATiempo Tipo de operario Costo x operario (hr) # de operarios Tiempo de fabricación (hrs) Costo total x pieza Costo total de producción
Fijo Operario normal 1 Tiempo 1 Q0.00 Q0.00Variable Operario normal Q0.00 1 Tiempo 2 Q0.00 Q0.00Variable Operario normal Q0.00 2 Tiempo 3 Q0.00 Q0.00De soldadura Soldador 1 Tiempo 4 Q0.00 Q0.00En otros deptos. Operario normal Q0.00 2 Tiempo 5 Q0.00 Q0.00
TOTAL DE MANO DE OBRA Q0.00 Q0.00SOLDADURA
Pieza Costo CO2 (cilindro) Costo microalambre (rollo) Longitud de soldadura (plg) Costo soldadura Costo total x pieza Costo total de producción1-2 66 Q0.00 Q0.00 Q0.00
COSTO DE SOLDADURA Q0.00 Q0.00ENERGÍA ELÉCTRICA
Pieza Operación Costo kW-h Consumo kW x maq Tiempo de fabricación Costo total x pieza Costo total de producciónPieza 1 Operación 1 consumo 1 Tiempo 1 Q0.00 Q0.00Pieza 1 Operación 2 Q0.00 consumo 2 Tiempo 2 Q0.00 Q0.00Pieza 1 Operación 3 Q0.00 consumo 3 Tiempo 3 Q0.00 Q0.00Pieza 1 Operación 4 Q0.00 consumo 4 Tiempo 4 Q0.00 Q0.00Pieza 2 Operación 1 Q0.00 consumo 1 Tiempo 1 Q0.00 Q0.00Pieza 2 Operación 2 Q0.00 consumo 4 Tiempo 2 Q0.00 Q0.00Pieza 2 Operación 3 Q0.00 consumo 2 Tiempo 3 Q0.00 Q0.00Pieza 3 Operación 1 Q0.00 consumo 1 Tiempo 1 Q0.00 Q0.00Pieza 3 Operación 2 Q0.00 consumo 1 Tiempo 2 Q0.00 Q0.00
TOTAL DE ENERGÍA ELÉCTRICA Q0.00 Q0.00TRANSPORTE
# transp. Costo x operario (hr) Costo combustible (gal) Rendimiento (gal/hr) Tiempo trans. (hr) Costo total x pieza Costo total de producción0.476190476 Tiempo 1 Q0.00 Q0.00
TOTAL DE TRANSPORTE Q0.00 Q0.00GALVANIZADO
Peso (lbs) Costo x libra de material Costo total de galvanizadoCosto total de producciónPeso pieza 1 + peso pieza 2 Costo fijo Q0.00 Q0.00
COSTO GALVANIZADO Q0.00 Q0.00
COSTO TOTAL DEL PRODUCTO Q0.00 Q0.00

101
Figura 48. Evaluación de costos AT CANTIDAD A PRODUCIR 50
MATERIA PRIMAMATERIAL
Pieza Tipo de material Costo del material Cantidad de material x pieza No. de piezas Costo total x pieza Costo total de producciónCajuela Lámina 3/16" x 4' x 10' Q250.00 0.0250 1 Q6.25 Q312.50Gavilán Lámina 3/16" x 4' x 10' Q250.00 0.0128 1 Q3.21 Q160.26
Abrazadera Lámina 5/16" x 4' x 10' Q450.00 0.0052 3 Q7.03 Q351.56Platina H.P. 1/4" x 3' x 20' Q90.00 0.0625 1 Q5.63 Q281.25
COSTO DE MATERIALES Q22.11 Q1,105.57PIEZAS DE ENSAMBLE
Descripción de piezas Costo x pieza Cantidad de piezas Costo total x pieza Costo total de producciónPerno rosca corrida 3/4" x 5 1/2" Q5.47 4 Q21.89 Q1,094.45Tornillo hexagonal 5/8" x 2" Q1.25 4 Q5.00 Q250.00Tuerca hexagonal 5/8" Q0.50 4 Q2.00 Q100.00
COSTO DE PIEZAS DE ENSAMBLE Q28.89 Q1,444.45TOTAL DE MATERIA PRIMA Q51.00 Q2,550.02
MANO DE OBRATiempo Tipo de operario Costo x operario (hr) # de operarios Tiempo de fabricación (hrs) Costo total x pieza Costo total de producción
Fijo Operario normal Q5.00 1 5.427 Q27.14 Q27.14Variable Operario normal Q5.00 1 0.323 Q1.61 Q80.73Variable Operario normal Q5.00 2 0.018 Q0.18 Q8.92De soldadura Soldador Q6.00 1 0.097 Q0.58 Q28.99En otros deptos. Operario normal Q5.00 2 0.057 Q0.57 Q28.46
TOTAL DE MANO DE OBRA Q30.08 Q174.24SOLDADURA
Pieza Costo CO2 (cilindro) Costo microalambre (rollo) Longitud de soldadura (pulg) Costo soldadura Costo total x pieza Costo total de producciónCajuela-gavilán Q200.00 Q50.00 22 Q0.08 Q1.74 Q86.82
COSTO DE SOLDADURA Q1.74 Q86.82ENERGÍA ELÉCTRICA
Pieza Operación Costo kW-h Consumo kW x maq Tiempo de fabricación (hrs) Costo total x pieza Costo total de producciónCajuela Corte de la lámina Q2.00 5.00 0.0114 Q0.11 Q5.69Cajuela Corte Q2.00 1.91 0.0071 Q0.03 Q1.36Cajuela Perforado Q2.00 1.91 0.0044 Q0.02 Q0.84Cajuela Despunte Q2.00 1.91 0.0091 Q0.03 Q1.74Cajuela Formado Q2.00 11.00 0.0153 Q0.34 Q16.85Gavilán Corte de la lámina Q2.00 5.00 0.0114 Q0.11 Q5.69Gavilán Perforado Q2.00 1.91 0.0049 Q0.02 Q0.94Gavilán Despunte Q2.00 1.91 0.0042 Q0.02 Q0.81Gavilán Esmerilado Q2.00 0.70 0.0251 Q0.04 Q1.76Gavilán Formado 1 Q2.00 5.10 0.0083 Q0.08 Q4.25Gavilán Formado 2 Q2.00 7.50 0.0095 Q0.14 Q7.13Ensamble Punteado de ambas piezas Q2.00 12.00 0.0331 Q0.79 Q39.70Ensamble Remate de ambas piezas Q2.00 8.80 0.0636 Q1.12 Q55.93Abrazadera Corte de la lámina Q2.00 5.00 0.0342 Q0.34 Q17.08Abrazadera Corte Q2.00 1.91 0.0112 Q0.04 Q2.14Abrazadera Perforado Q2.00 1.91 0.0098 Q0.04 Q1.87Abrazadera Despunte Q2.00 3.00 0.0093 Q0.06 Q2.78Abrazadera Formado Q2.00 11.00 0.0275 Q0.60 Q30.24Platina Corte Q2.00 1.91 0.0047 Q0.02 Q0.90Platina Perforado Q2.00 1.91 0.0086 Q0.03 Q1.64Platina Despunte Q2.00 1.91 0.0066 Q0.03 Q1.26Platina Esmerilado Q2.00 0.70 0.0138 Q0.02 Q0.97
TOTAL DE ENERGÍA ELÉCTRICA Q4.03 Q201.55TRANSPORTE
# transp. Costo x operario (hr) Costo combustible Rendimiento (gal/hr) Tiempo trans. (hr) Costo total x pieza Costo total de producciónQ5.00 Q15.00 0.476190476 0.18 Q2.22 Q111.02
TOTAL DE TRANSPORTE Q2.22 Q111.02GALVANIZADO
Peso (lbs) Costo x libra de material Costo total de galvanizado Costo total de producción20.55 Q6.00 Q123.29 Q6,164.55
COSTO GALVANIZADO Q123.29 Q6,164.55
COSTO TOTAL DEL PRODUCTO Q212.36 Q9,288.19Q185.76
102
4.6.1 Costo de materiales
El costo de materiales depende directamente del tipo de material
utilizado en la fabricación del herraje, de la cantidad necesaria y del tipo y
cantidad de piezas necesarias para el ensamble.
Para cuantificar la cantidad de material necesario, debe establecerse
primero la cantidad de piezas que se obtienen por cada pieza del material
(deben ser números enteros). Con este valor ya obtenido se conoce el
porcentaje de material necesario para la fabricación (considerando el valor de
desperdicio). Para obtener el costo de materiales, basta con multiplicar el costo
del material (establecido por el proveedor), por el porcentaje de utilización de
cada una de las piezas (en decimales), por el número de piezas iguales que
deban fabricarse.
Tómese como ejemplo el herraje AT (figura 48). Este herraje consta de
seis piezas: pieza 1, pieza 2, pieza 3 (3 piezas iguales) y pieza 4. Las piezas 1 y
2 son fabricadas de lámina de 3/16” x 4’ x 10’, la pieza 3 de lámina de 5/16” x 4’ x
10’ y la pieza 4 de hierro plano de 1/4” x 3” x 20’.
Para la pieza 1 se cortan 8 tiras de 14” (con un sobrante de 8”) y de
cada una de las tiras se cortan 5 piezas de 9” (con un sobrante de 3”); es decir,
se obtienen 40 piezas de 14” x 9”, con sobrante.
Para la pieza 2 se cortan 13 tiras de 9” (con un sobrante de 3”) y de cada
una de las tiras se cortan 6 piezas de 8” (sin sobrantes); es decir, se obtienen
78 piezas de 9” x 8”, con sobrantes.

103
Para la pieza 3 se cortan 16 tiras de 3” y de cada una de las tiras se
cortan 12 piezas de 9.5” (con un sobrante de 6); es decir, se obtienen 172
piezas de 3” x 9.5”, con sobrantes.
Para la pieza 4 se cortan 16 piezas de 3” (sin sobrantes).
El porcentaje de material necesario es:
PIEZA 1: 1 ÷ 40 piezas = 0.025 ó 2.50%
PIEZA 2: 1 ÷ 78 piezas = 0.0128 ó 1.28%
PIEZA 3: 1 ÷ 172 piezas = 0.006 ó 0.6%
PIEZA 4: 1 ÷ 16 piezas = 0.0625 ó 6.25%
Como puede observarse, el porcentaje de desperdicio está cargado a
cada una de las piezas que se fabricarán.
Siguiendo con el ejemplo, supóngase que la lámina de 3/16” x 4’ x 10’
tenga un valor de Q 250.00, la de 5/16” x 4’ x 10’ un valor de Q 450.00 y el hierro
plano de 1/4” x 3” x 10’ Q 90.00. El costo de cada una de las piezas sería
entonces:
PIEZA 1: 0.0250 x Q 250.00 = Q 6.25
PIEZA 2: 0.0128 x Q 250.00 = Q 3.21
PIEZA 3: 0.0058 x Q 450.00 = Q 2.34
PIEZA 4: 0.0625 X Q 90.00 = Q 5.63
Como el AT consta de 3 piezas iguales de la pieza 3, el costo total es:

104
PIEZA 1: Q 6.25 x 1 = Q 6.25
PIEZA 2: Q 3.21 x 1 = Q 3.21
PIEZA 3: Q 2.34 x 3 = Q 7.03
PIEZA 4: Q 5.63 x 1 = Q 5.63
El costo de las piezas de ensamble es cuantificado directamente al
multiplicar el costo de cada una de ellas (establecido por el proveedor) por la
cantidad necesaria de piezas. Estas piezas pueden ser: tornillos, tuercas,
pernos, etc.
En algunos casos, las piezas de ensamble son fabricadas en la empresa.
En este caso, el costo será el costo de fabricación (calculado previamente, por
separado).
Para el ejemplo se necesitan 4 pernos 3/4” con tuercas (fabricados en la
empresa), 4 tornillos hexagonales 5/8” x 2” y 4 tuercas hexagonales. Para
obtener el costo, debe multiplicarse el precio de venta establecido por el
proveedor (a excepción de los pernos, que deben ser calculados por separado).
4.6.2 Costo de mano de obra
El costo de mano de obra fue dividido según los cinco tipos de tiempos
que pueden ocupar los operarios:
a) Fijo: tiempo que un operario emplea en preparar las máquinas
necesarias para el proceso completo. Este tiempo es improductivo y es
105
completamente independiente de la cantidad de piezas a fabricar. El
costo de mano de obra para este rubro es el de un operario normal.
b) Variable, 1 operario: tiempo empleado en realizar todas las operaciones
en que es necesaria una persona. Este tiempo sí depende de la cantidad
de piezas a fabricar. El costo de mano de obra para este rubro es el de
un operario normal.
c) Variable 2, operarios: tiempo empleado en realizar todas las operaciones
en que son necesarias dos personas. Este tiempo depende de la
cantidad de piezas a fabricar. El costo de mano de obra para este rubro
es el de un operario normal, multiplicado por dos.
d) De soldadura: tiempo empleado en realizar todas las operaciones de
soldadura a lo largo del proceso. El tiempo de soldadura depende de la
cantidad de piezas a fabricar, y el costo de mano de obra para este rubro
es el de un soldador (mano de obra más especializada).
e) En otros departamentos: tiempo que los materiales o herrajes en proceso
pasan en otros departamentos o en otras plantas. El costo de mano de
obra para este rubro es el de un operario normal multiplicado por dos
(por lo general, son dos personas).
El costo total de mano de obra está dado por la multiplicación del tiempo
invertido y el costo por operario(s).
Siguiendo con el ejemplo, AT ocupa:
Tiempo fijo: 5.427 hrs.

106
Variable 1 op: 0.323 hrs.
Variable 2 op: 0.018 hrs.
De soldadura: 0.097 hrs.
En otros deptos: 0.057 hrs.
Suponiendo que un operario normal gane Q 5.00 por hora y un soldador
Q6.00 por hora, los costos de mano de obra serán:
Tiempo fijo: 5.427 x 5 = Q 27.14
Variable 1 op.: 0.323 x 5 = Q 1.61
Variable 2 op.: 0.018 x 5 x 2 = Q 0.18
De soldadura: 0.097 x 6 = Q 0.58
En otros deptos.: 0.057 x 5 x 2 = Q 0.57
Es de especial importancia observar que el costo de mano de obra por
tiempo fijo se minimizará al fabricar lotes de producción grandes.
4.6.3 Costo de soldadura
El tipo de soldadura utilizada es MIG, por lo que para cuantificar el costo
por pulgada lineal de soldadura, debe cuantificarse el rendimiento del
microalambre y del CO2.
Por cada rollo de microalambre consumido, se necesitan dos cilindros
completos de gas.

107
Por medición directa, se sabe que para soldar una pulgada lineal (de
grosor estándar y adecuada penetración) se necesitan 26.9279 pulgadas de
microalambre. Un rollo de microalambre tiene aproximadamente 153,535.98
pulgadas. De donde, de un rollo de microalambre pueden soldarse 5,701.74
pulgadas lineales.
Al conocer el rendimiento, puede establecerse una sencilla fórmula:
( ) ( )71.5704
cos2cos rollodeltocilindrodelto +× = Costo por pulgada lineal de soldadura
Directamente de la pieza se mide la longitud de soldadura. Continuando
con el ejemplo, AT necesita 22 pulgadas lineales de soldadura para ensamblar
la pieza 1 con la pieza 2. Supóngase que el cilindro de gas cuesta Q 200.00 y el
rollo de microalambre cuesta Q 50.00; el costo de soldadura para AT será:
( ) ( )07892.0
74.5701502002
Q=+×por pulgada. Por 22 pulgadas = Q 1.74
4.6.4 Costo de energía eléctrica
El costo de energía eléctrica depende de la tarifa establecida por la
empresa proveedora del servicio. Cualquiera que fuere ésta, el consumo se
cobrará en kW-h.
De cada máquina puede saberse qué cantidad de kW consume (por
placas de identificación, registros o lecturas directas). Una vez establecido el
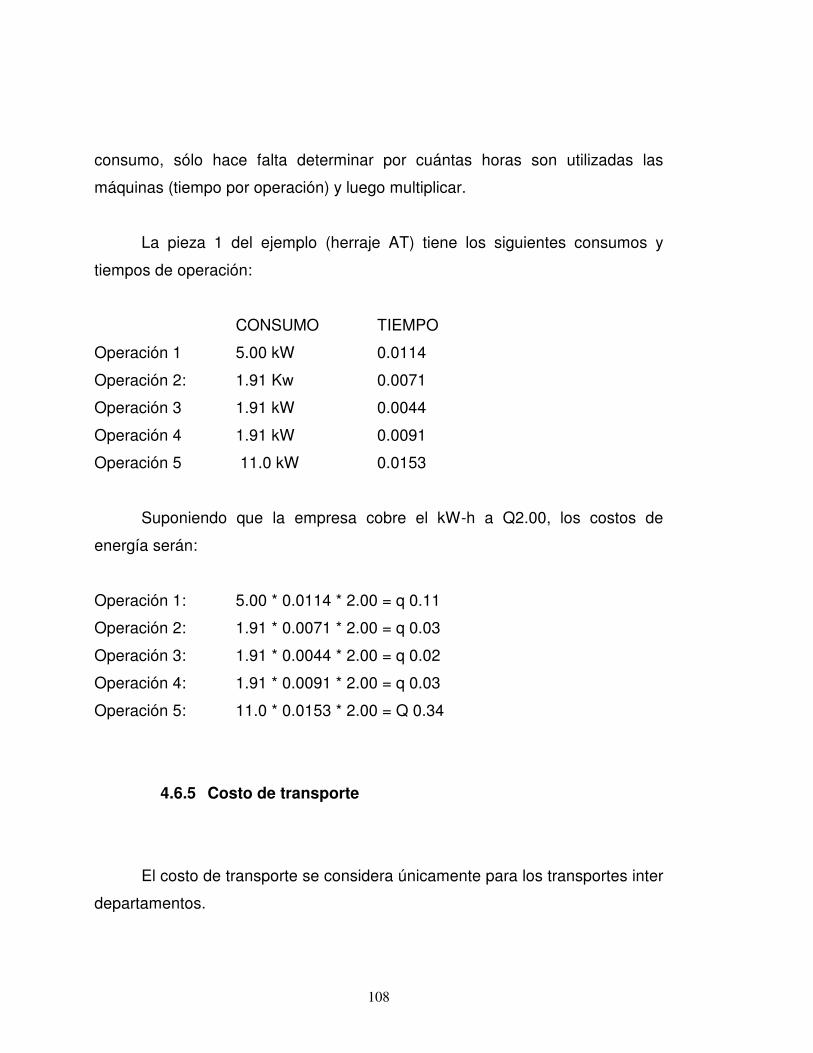
108
consumo, sólo hace falta determinar por cuántas horas son utilizadas las
máquinas (tiempo por operación) y luego multiplicar.
La pieza 1 del ejemplo (herraje AT) tiene los siguientes consumos y
tiempos de operación:
CONSUMO TIEMPO
Operación 1 5.00 kW 0.0114
Operación 2: 1.91 Kw 0.0071
Operación 3 1.91 kW 0.0044
Operación 4 1.91 kW 0.0091
Operación 5 11.0 kW 0.0153
Suponiendo que la empresa cobre el kW-h a Q2.00, los costos de
energía serán:
Operación 1: 5.00 * 0.0114 * 2.00 = q 0.11
Operación 2: 1.91 * 0.0071 * 2.00 = q 0.03
Operación 3: 1.91 * 0.0044 * 2.00 = q 0.02
Operación 4: 1.91 * 0.0091 * 2.00 = q 0.03
Operación 5: 11.0 * 0.0153 * 2.00 = Q 0.34
4.6.5 Costo de transporte
El costo de transporte se considera únicamente para los transportes inter
departamentos.
109
El consumo de combustible se cuantifica directamente leyendo la
distancia recorrida (o las horas trabajadas) por el montacargas, y evaluando la
cantidad de combustible consumida durante ese lapso (un tanque completo, por
ejemplo).
El montacargas utilizado en la empresa consume 10 galones en 21
horas. Dicho de otra manera, tiene un rendimiento de 0.47619 galones por hora.
Para calcular el costo del transporte, puede utilizarse la siguiente
fórmula:
Tiempo de utilización (costo operador + (costo combustible x rendimiento))
Para el ejemplo que se está trabajando, el tiempo de utilización es 0.18
hrs. Supóngase que el operador gana Q 5.00/hora y que el costo del
combustible es Q15.00, el costo de transporte será:
(0.18 (5 + (15 * 0.47619)) = Q 2.22
4.6.6 Costo de galvanizado
El costo de galvanizado depende directamente de GICA, la empresa
proveedora del servicio. Ésta cobra el servicio por libra de material, por lo que lo
único que debe calcularse es el peso de la pieza final y multiplicarlo por el
costo.

110
4.6.7 Costos indirectos
Los costos indirectos abarcan toda el área administrativa, por lo que no se
consideraron para este estudio. Éstos pueden ser establecidos por la
presidencia como un porcentaje general o considerando cada una de las
actividades que los generan (depreciación de equipo y maquinaria, prestaciones
laborales, empaque y almacenaje, servicios básicos tales como teléfono, agua,
luz, etc.).
4.7 Costo de implementación de las propuestas
Básicamente, existen dos propuestas encaminadas a la reducción de
costos y al aumento de la productividad. Cada una de las propuestas se
analizará por separado.
A. Propuesta 1
Durante el tiempo de duración de este estudio, pudo observarse que el
tiempo de transporte entre GICA y Power Line Hardware es demasiado alto
debido al tiempo desperdiciado en esperar el montacargas (en ocasiones, hasta
días completos) y a la carga de trabajo ya existente en el área de corte de
lámina.
Así mismo, puedo observarse que dentro de la planta de Power Line
Hardware existe una cizalla que puede realizar el trabajo de corte de lámina de

111
la misma forma que se realiza en la actualidad y que se encuentra fuera de uso
debido a que no tiene las cuchillas indispensables para su funcionamiento.
Al consultar con Metales Industriales (empresa guatemalteca dedicada,
entre otras cosas, a la fabricación de cuchillas industriales) pudo establecerse
que su valor aproximado es de �2,587.25 (aproximadamente, $3,492.82). Este
precio puede tener una holgura de más o menos $300.00 y no es exacto debido
a que las cuchillas se fabrican sobre medida y previo a su cotización deben
elaborarse los planos de fabricación.
En Power Line Hardware se factura un aproximado de Q6,000,000.00
anuales y se estima que las utilidades representan el 20% (Q1,200,000.00
anuales). Suponiendo que los ingresos y las utilidades fueran uniformes a lo
largo del año, se tendría una utilidad mensual de Q100,000.00. Es decir, que si
el dólar se cotiza a Q7.80, las cuchillas tendrían un valor aproximado de
Q27,244 (con una variación de Q2,340, aproximadamente).
Tomando estas cifras como válidas, la inversión de las cuchillas se
recuperaría en menos de un mes.
Ante la imposibilidad de trabajar con datos reales para evaluar la
disminución de costos (información confidencial), se evaluó el aumento de la
productividad que cada herraje tendría en su proceso de fabricación al
implementar esta propuesta. La información se presenta en la tabla III.
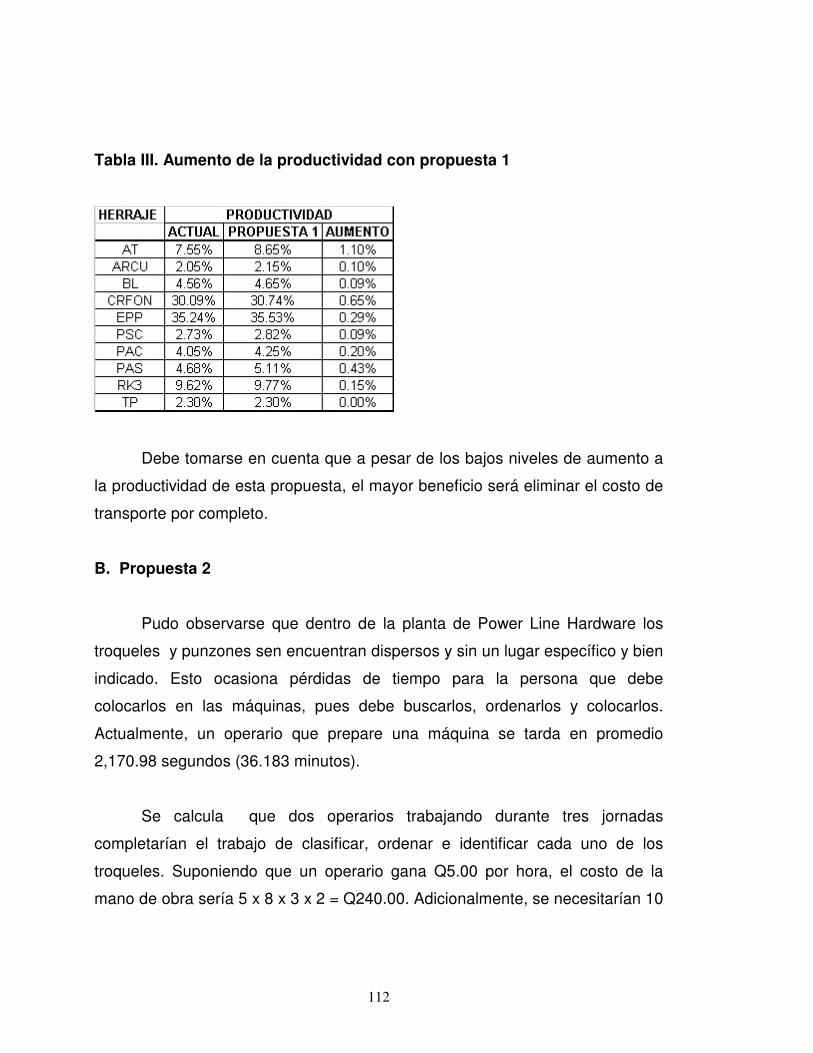
112
Tabla III. Aumento de la productividad con propuesta 1
Debe tomarse en cuenta que a pesar de los bajos niveles de aumento a
la productividad de esta propuesta, el mayor beneficio será eliminar el costo de
transporte por completo.
B. Propuesta 2
Pudo observarse que dentro de la planta de Power Line Hardware los
troqueles y punzones sen encuentran dispersos y sin un lugar específico y bien
indicado. Esto ocasiona pérdidas de tiempo para la persona que debe
colocarlos en las máquinas, pues debe buscarlos, ordenarlos y colocarlos.
Actualmente, un operario que prepare una máquina se tarda en promedio
2,170.98 segundos (36.183 minutos).
Se calcula que dos operarios trabajando durante tres jornadas
completarían el trabajo de clasificar, ordenar e identificar cada uno de los
troqueles. Suponiendo que un operario gana Q5.00 por hora, el costo de la
mano de obra sería 5 x 8 x 3 x 2 = Q240.00. Adicionalmente, se necesitarían 10

113
letreros de identificación y señalización; si cada uno tiene un costo de Q80.00,
serían Q800.00 más.
Con una inversión de Q1,040.00 se esperaría reducir el tiempo de
preparación de máquinas a 20 minutos por operación. Ante la imposibilidad de
trabajar con datos reales para evaluar la disminución de costos (información
confidencial), se evaluó el aumento de la productividad que cada herraje tendría
en su proceso de fabricación al implementar esta propuesta. La información se
presenta en la tabla IV.
Tabla IV. Aumento de la productividad con propuesta 2
Al implementar las dos propuestas, el aumento en la productividad es
mayor, tal como lo resume la tabla V.

114
Tabla V. Resumen del aumento de la productividad

115
CONCLUSIONES
1. En general, los procesos de fabricación actuales siguen un curso de
trabajo aceptable; pero el tiempo en que son realizados puede ser
disminuido considerablemente eliminando el transporte entre plantas y el
tiempo de preparación de máquinas.
2. La documentación propuesta incluye la eliminación de transportes y
tiempos innecesarios que aumentan los costos y disminuyen la
productividad.
3. Los costos de fabricación no incluyen los costos indirectos que son
establecidos como un porcentaje por la presidencia. El análisis de costos
directos debe basarse en seis criterios: materia prima, mano de obra,
soldadura, energía eléctrica, transporte y galvanizado.
4. Las condiciones de trabajo de los materiales se encuentran dentro de los
límites esperados, y debe tomarse en cuenta que no puede haber una
tolerancia mayor del 5% de las medidas establecidas por el
departamento de diseño para la fabricación, exceptuándose las medidas
de espesor del material, que no pueden tener variaciones.
5. Con una inversión relativamente baja (Q30,000.00 aproximadamente)
puede lograrse un incremento a la productividad de hasta 14% para
algunos productos. Esto implica una reducción de costos que no puede
ser establecida debido a la confidencialidad de la información.

116
117
RECOMENDACIONES
1. La presidencia debería Implementar las dos propuestas sugeridas en
este trabajo.
2. La gerencia debería evaluar mensualmente el comportamiento de la
productividad y de los costos, mientras que el departamento de finanzas
debería medir las utilidades
3. La gerencia de producción debe establecer un programa permanente de
pruebas a materiales y productos terminados, para comprobar que se
cumplan con las especificaciones mínimas. Así mismo, debe maximizar
los lotes de producción, valiéndose del formato de evaluación de costos,
para reducir el valor agregado por el tiempo de preparación de máquinas.
Además, debe utilizar la tabla de tiempos de referencia cada vez que se
quiera determinar el tiempo de fabricación de cualquier trabajo no
establecido, y aplicar el formato de evaluación de costos para determinar
el costo de los mismos.
4. La jefatura de Power Line Hardware debe velar por el orden dentro del
área de trabajo y debe (junto con el departamento de recursos humanos)
capacitar a los operarios para que trabajen con eficiencia.

118

119
REFERENCIAS BIBLIOGRÁFICAS
1. Documento de información y divulgación, Grupo ITM. 2. Ibid. 3. Lowry, S.M. y otros. Time and motion study and formulas for wage
incentives. 3era. edición; New York: editorial McGraw Hill, 1940.
4. Juran, 1990.
5. American Society for Quality Control (ASQC).
6. Normas oficiales mexicanas de control de calidad (NOM – CC).

120

121
BIBLIOGRAFÍA
1. Amstead, B.H. y otros. Procesos de manufactura, versión SI. México: editorial CECSA, 1997. 820 pp.
2. Gutiérrez Pulido, Humberto. Calidad total y la productividad. México:
McGraw Hill, 1997. 435 pp. 3. Instituto Centroamericano de Investigación y Tecnología Industrial –
ICAITI. El uso eficiente de la energía eléctrica en la industria. Proyecto de eficiencia energética en la industria regional. 1995.
4. Lockyer, Keith. La producción industrial, su administración. México: grupo editor Alfaomega, 1995. 584 pp.
5. Mott, Robert L. Diseño de elementos de máquinas. 2ª ed. México:
editorial Prentice Hall Hispanoamericana, S.A., 1995. 787 pp.
6. Niebel, Benjamín W. Ingeniería industrial, métodos tiempos y movimientos. 8ª ed. México: grupo editor Alfaomega, 1995. 814 pp.