universidad de guayaquil facultad de …repositorio.ug.edu.ec/bitstream/redug/22592/1/tesis...
TRANSCRIPT

UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERIA INDUSTRIAL
DEPARTAMENTO ACADÉMICO DE TITULACIÓN
TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
AREA SISTEMAS PRODUCTIVOS
TEMA OPTIMIZAR LA PRODUCTIVIDAD EN LA
MANUFACTURA DE EJES PIÑONES DE LA EMPRESA SENDRE CIA. LTDA.
AUTOR ECHEVERRIA PALADINES BOLTAIRE JONATHAN
DIRECTOR DEL TRABAJO 0
ING. IND. MOLESTINA MALTA CARLOS JULIO, MSc.
2017 GUAYAQUIL – ECUADOR
ii
DECLARACIÓN DE AUTORIA
La responsabilidad del contenido de este trabajo de Titulación aquí
descrito, me corresponde exclusivamente; y el patrimonio intelectual del
mismo a la Facultad de Ingeniería Industrial de la Universidad de
Guayaquil
ECHEVERRIA PALADINES BOLTAIRE JONATHAN
C.C.: 092711175-7
iii
DEDICATORIA
Dedico la honestidad y profesionalismo principalmente al creador de los
cielos “JEHOVA” a mis hijas, “BELEN Y MIA” mis pequeñas, por la cual
lucharé toda la vida para que sigan este ejemplo de superación, a mi
amada esposa, que ha estado siempre conmigo en momentos difíciles,
por la cual, estaré infinitamente agradecido por su gran apoyo
desinteresado.
ECHEVERRIA PALADINES BOLTAIRE JONATHAN
ÍNDICE GENERAL
N° Descripción Pág.
PRÓLOGO 1
CAPÍTULO I
INTRODUCCIÓN
N° Descripción Pág.
1.1 Antecedentes 2
1.1.1 Objeto de estudio 3
1.1.2 Campo de acción 3
1.1.3 Problema 5
1.1.4 Actividad económica 5
1.1.5 Productos de la empresa 6
1.1.6 Delimitación del problema 7
1.1.7 Formulación del problema 7
1.1.8 Sistematización del problema 7
1.1.9 Datos del problema 8
1.2 Objetivos 8
1.2.1 Objetivo general 8
1.2.2 Objetivos específicos 8
1.2.3 Justificativo 8
1.3 Alcance 9
1.4 Limitación 10
CAPÍTULO II
MARCO TEÓRICO
N° Descripción Pág.
2.1 Marco histórico 11

v
N° Descripción Pág.
2.1.1 Marco Legal 12
2.1.2 Marco referencial 13
2.1.3 Marco conceptual 24
2.1.4 Indicadores de productividad 25
2.1.5 Mejora y optimización del proceso 26
2.2 Situación Actual 29
2.2.1 Diagnóstico de la empresa 29
2.2.2 Levantamiento de información: Procesos claves 30
2.2.3 Identificación de los procesos críticos 33
2.2.4 Propuesta de mejora 33
2.2.5 Análisis del proceso crítico seleccionado 33
2.3 Premisa 35
CAPÍTULO III
PROPUESTA
N° Descripción Pág.
3.1 Desarrollo del método 36
3.2 Direccionamiento estratégico propuesto 37
3.3 Modelamiento de procesos 38
3.3.1 Análisis de la eficiencia actual 44
3.3.2 Análisis de productividad actual 45
3.3.3 Propuesta de mejora 46
3.3.4 Cuadro de tiempos de mejora de los diferentes
procesos
50
3.4 Análisis de la eficiencia de la propuesta 52
3.5 Análisis de la productividad de la propuesta 54
3.6 Análisis comparativo de situación actual y
mejorada
55

vi
3.7 Conclusiones 57
GLOSARIO DE TÉRMINOS 58
ANEXOS 59
BIBLIOGRAFÍA 65

ÍNDICE DE IMÁGENES
N° Descripción Pág.
1 Logo de la empresa 2
2 Fachada de la empresa 4
3 Torneado de eje piñon 6
4 Prueba de acople 6
5 Six sigma 19
6 Jerarquía de procesos 27
7 Eje piñon maquinado 34
8 Tomando medidas 34
9 Eje piñon terminado 34
10 Piñon 35
11 Metodología 37
12 Distribución de planta actual 41
13 Distribución ded planta mejorada 49

ÍNDICE DE CUADROS
N° Descripción Pág.
1 Orgánico de funciones 4
2 Foda 29
3 Tipos de procesos 32
4 Mapa de procesos 32
5 Tiempos de operaciones y máximo disponibles 44
6 Tiempos de mejora 50
7 Tabla de tiempos 53
8 Procesos actual y de mejora 55
9 Comparación de eficiencia 56
10 Comparación de productividad 56

ÍNDICE DE TABLAS
N° Descripción Pág.
1 Clasificación de empresa 5
2 Proceso maquinado 30
3 Cantidad de productos terminados 41
4 Tiempo de producto terminado 42
5 Demanda del producto 43
6 Indicadores 46

ÍNDICE DE DIAGRAMAS
N° Descripción Pág.
1 Productividad 16
2 Proceso productivo 17
3 Diagrama de operaciones 20
4 Diagrama de actividades 21
5 Diagrama de flujo 22
6 Diagrama de recorrido 23
7 Diagrama hombre-máquina 24
8 Diagrama de ishikawa 33
9 Diagrama de flujo organizacional 38
10 Diagrama de operaciones actual del eje 39
11 Diagrama de proceso actual del eje piñon 40
12 Diagrama de operaciones 47
13 Diagrama de flujo propuesto 48
ÍNDICE DE ANEXOS
N° Descripción Pág.
1 Proceso maquinado 60
2 Proceso de producción del eje piñon 61
3 Tiempos estándares de maquinado 62
4 Tiempos estándares de maquinado 63
5 Cadena de valor 64
xii
AUTOR: ECHEVERRIA PALADINES BOLTAIRE JONATHAN TEMA: OPTIMIZACIÓN DE LA PRODUCTIVIDAD EN LA MANUFACTURA DE EJES PIÑONES DE LA EMPRESA SENDRE CIA. LTDA. DIRECTOR: ING. IND. MOLESTINA MALTA CARLOS JULIO, MSc.
RESUMEN
Como objetivo, se tiene que optimizar la productividad para minimizar tiempos muertos y movimientos innecesarios que se dan en el proceso de maquinado del Eje-Piñón que realiza la empresa SENDRE, y con esto la misión es mitigar los problemas que atrasan el avance de la producción. Mediante el presente estudio realizado, se ha logrado identificar que las causas, que generan los problemas, está involucrado el personal que labora en la empresa, por la cual se utilizó diversos métodos para lograr disminuir el índice porcentual del problema. En los puntos plenamente identificados que existe en el proceso de maquinado, se ha generado un sistema de herramientas y métodos de mejora, ya que la producción por lote “12 ejes – piñones”, no satisface la demanda, cantidad que se ve difícilmente forzada a cumplir, debido a múltiples problemas con recorridos innecesarios, tiempos muertos y la falta de voluntad para trabajar. Sin embargo ha sido necesario contribuir a este trabajo con métodos como Ishikawa, FODA, Diagramas de operaciones tiempos y actividades, las cuales han servido para identificar los principales problemas, además de darles solución y de esta manera contribuir con un grano de arena a que se siga ofreciendo un buen servicio a los clientes.
PALABRAS CLAVES: Productividad, Eficiencia, Producción, Operación, Metodología, Rendimiento
Echeverría Paladines Boltaire Ing. Ind. Molestina Malta Carlos MSc. C.C.: 092711175-7 Director del Trabajo
xiii
AUTHOR: ECHEVERRIA PALADINES BOLTAIRE JONATHAN TOPIC: OPTIMIZE THE PRODUCTIVITY IN THE
MANUFACTURING OF AXES-PINIONS OF THE COMPANY SENDRE LTD. CO.
DIRECTOR: IND. ENG. MOLESTINA MALTA CARLOS JULIO, MSc.
ABSTRACT
As a goal, productivity has to be optimized to minimize downtime and unnecessary movements that occur in the machining process of the Axis-Pinion made by the company SENDRE, with this, the mission is to mitigate the problems that delay the advance of production. Through the present study, it has been possible to identify the causes which generate the problems, the personnel working in the company is involved, so diverse methods were used to reduce the percentage index of the problem. In the fully identified points that exist in the machining process, a system of improvement tools and methods has been generated since the production by lot "12 axes - pinions" does not satisfy the demand, a quantity that is hardly met due to multiple problems with unnecessary routes, dead times and lack of will to work. However, it has been necessary to contribute to this work with methods such as Ishikawa, SWOT, Operation Diagrams times and activities, which have served to identify the main problems besides giving them solutions and in this way to contribute to continue providing good service to customers.
KEY WORDS: Productivity, Efficiency, Production, Operation, Methodology, Performance
Echeverria Paladines Boltaire Ind. Eng. Molestina Malta Carlos, MSc. C.C.: 0927111757 Director of Work

PROLOGO
Este proyecto se llevó a cabo en la empresa de Ensayos no
Destructivos y metal mecánico, SENDRE, que se dedica a la manufactura
de varios elementos mecánicos y estructurales ya sea para fabricas o
industrias en general, además uno de los elementos con mayor demanda
en el mercado es el maquinado de lo eje-piñón, utilizado normalmente
para cajas reductoras de velocidad y para varios tipos de motores. La
demanda de este producto es demasiado variable y está estrechamente
llevada de la mano con muchos factores, por lo que el taller mecánico
debería trabajar en muy buenas condiciones de producción para estar
todo el tiempo preparado y poder satisfacer la entrega oportuna de los
productos.
Para comprender mejor la situación actual de la empresa, se
realizó un estudio de cuanto es la producción y productividad de los ejes
piñones elaborados en un mes, teniendo como referencia el tiempo y el
costo de producción que se impone a este elemento para ser elaborado,
en la cual se proyecta una mayor producción de la misma haciendo un
estudio de tiempos e introduciendo un diagrama de recorrido que
permitirá agilizar la producción de una manera creciente en un
determinado tiempo, mitigando movimientos innecesarios y tiempos
muertos. Una vez realizado el estudio a la empresa SENDRE se
obtendrá posibles mejoras en el proceso de maquinado del eje-piñón, en
la cual, una vez terminada nuestra investigación, se espera reducir
notablemente tiempos muertos, movimientos improductivos y recorridos
innecesarios, esperando así un notable crecimiento de la empresa
SENDRE, obteniendo una optimización en la productividad por ende una
mejor producción y de esta manera regrese a ser una empresa
competitiva a nivel comercial.

CAPITULO I
INTRODUCCION
1.1. Antecedentes
En la empresa TALLER MECANICO IDROVO Inicio sus
operaciones en Junio de 1995, la que la ubica como una empresa joven,
pero con una gran experiencia en trabajos de maquinados. Es una
empresa, que se dedica a la fabricación y rectificación de
piezas, primordialmente bajo pedido.
Comenzó como una empresa con 3 trabajadores. A partir del año
2000 fue incursionando en la industria, y en el año 2002 se postuló como
una empresa pequeña pero con más colaboradores, gente capacitada y
además ha tomado mucha acogida por partes de la industrias en general.
Se ha solicitado a la Universidad de Guayaquil, Facultad de
ingeniería Industrial una carta de autorización para intervenir con un
proyecto de mejora continua en la empresa SENDRE CIA. LTDA.
IMAGEN N° 1
LOGO DE LA EMPRESA
Fuente: SENDRE Elaborado por: Echeverría Paladines Boltaire Jonathan
Introducción 3
1.1.1. Objeto De Estudio
El proceso de producción de maquinado del Eje-Piñón, está
causando problemas y perdidas en la manufactura de dicho elemento, por
lo que se propone mediante herramientas de Ingeniería Industrial y
herramientas de mejora continua, reducir al máximo tiempos muertos y
movimientos innecesarios en la que se prevé optimizar el índice de
productividad.
1.1.2. Campo De Acción
Optimizar de la productividad en la manufactura de Ejes -
Piñones, construidos en acero SAE 7210, este acero es utilizado para
cementación, dado que su núcleo y superficie son de alta resistencia.
Este tipo de acero es muy consumido en la industria, a pesar que
tiene un campo de aplicación enorme y muy extensa en instrumentos de
grandes dimensiones, en los reductores de velocidad, en hornos y silos
de industrias de alimentos.
Los Ejes - piñones son dispositivos que son utilizados normalmente
en ejes externos para todos aquellos equipos móviles. Esto permite que
se reduzca la pérdida de torque. Todos los dientes están paralelos a la
longitud del eje, están a un ángulo de 90 grados y que además mantiene
su lugar. El eje-piñón está en un matrimonio a la columna del engranaje
motriz, la cual realiza el torque y como ejemplo, cuando nuestro timón
del vehículo da un giro hacia la izquierda, el eje-piñón regresa en sentido
contrario, además el bastidor se recorre a la derecha y esto hace que la
rueda se mueva a la izquierda tanto se requiera.
Hay una gran variedad de muchas aplicaciones para los
engranajes y que además, pueda asegurarse que el único objetivo es la

Introducción 4
transmisión de la rotación de un eje a otro, de esta forma reduciendo o
aumentando la velocidad, fabricando los llamados “reductores o
multiplicadores de velocidad”. Hay una novedad muy importante para
todos estos mecanismos, que la constituyen los llamados diferenciales.
IMAGEN N° 2
FACHADA DE LA EMPRESA
Fuente: Investigación Propia Elaborado por: Echeverria Paladines Boltaire Jonathan
CUADRO N° 1
ORGANICO DE FUNCIONES
Fuente: SENDRE Elaborado por: Echeverría Paladines Boltaire Jonathan
Ejerce la dirección administrativa y financiera del taller Ejerce la dirección administrativa y financiera del taller Ejerce la dirección administrativa y financiera del taller Ejerce la dirección administrativa y financiera del taller
Encargado de manipular el torno Encargado de manipular el torno Encargado de manipular el torno Encargado de manipular el torno
Encargado de manipular la fresadora Encargado de manipular la fresadora Encargado de manipular la fresadora Encargado de manipular la fresadora
Encargado de manipular el cepillo Encargado de manipular el cepillo Encargado de manipular el cepillo Encargado de manipular el cepillo
Asiste al operador 2 verificar medidas Asiste al operador 2 verificar medidas Asiste al operador 2 verificar medidas Asiste al operador 2 verificar medidas
Encargado de manipular la prensa Encargado de manipular la prensa Encargado de manipular la prensa Encargado de manipular la prensa
Asiste al operador 3 a manipular el cepillo Asiste al operador 3 a manipular el cepillo Asiste al operador 3 a manipular el cepillo Asiste al operador 3 a manipular el cepillo
Asiste al operador 1 a verificar medidas Asiste al operador 1 a verificar medidas Asiste al operador 1 a verificar medidas Asiste al operador 1 a verificar medidas
Encargado de la limpieza del taller Encargado de la limpieza del taller Encargado de la limpieza del taller Encargado de la limpieza del taller
Encargado del orden y control económico del taller Encargado del orden y control económico del taller Encargado del orden y control económico del taller Encargado del orden y control económico del taller
Controla la marcha de los procesos y operaciones Controla la marcha de los procesos y operaciones Controla la marcha de los procesos y operaciones Controla la marcha de los procesos y operaciones

Introducción 5
Productos
La empresa SENDRE CIA. LTDA., manufactura Ejes-piñones que
son fabricados en acero SAE 7210, este acero es generalmente utilizado
para la cementación ya que su núcleo y textura son de alta resistencia.
1.1.3. Problema
Se demuestra consiguientemente la problemática que se presenta
en el taller metal mecánico de manufactura SENDRE CIA. LTDA. La
cual se prevé tomar como principio el desarrollo de la investigación
para identificar todos los posibles errores que estén afectando a la
manufactura del eje-piñón y de esta manera mantener una mejor
productividad de los mismos, aunque también se definen el alcance,
limitaciones, justificación, objetivos generales ,especifico y premisa con la
que se persigue alcanzar esta propuesta.
No hay orden ni limpieza en toda el área de trabajo del taller. Hay
muchos procedimientos, tareas y actividades que no le dan valor
agregado al proceso de maquinado de ejes-piñones.
1.1.4. Actividad Económica
TABLA N° 1
CLASIFICACION DE EMPRESA
Clasificación: Clasificacion Central De Productos (Cpc Ver. 2.0)
Código: 44214.00.08
Descripción: Fresadoras y fresas de rótula, para trabajar metales, con
control numérico.
Fuente: SIIU http://www.inec.gob.ec/estadisticas/SIN/resul_correspondencia.php?id=44214.00.08&ciiu=13 Elaborado por: Echeverria Paladines Boltaire Jonathan

Introducción 6
1.1.5. Productos De La Empresa
La empresa SENDRE CIA LTDA, tornea Ejes-piñones que son
fabricados en acero SAE 7210, este es muy utilizado en la industria,
debido a su alta resistencia.
IMAGEN N° 3
TORNEADO DE EJE PIÑON
I Fuente: SENDRE Elaborado por: Echeverria Paladines Boltaire Jonathan
Este Eje- piñón es un elemento que se le da uso como eje de
entrada a los equipos móviles. Esto permite mitigar el proceso de pérdida
de torque interno, además los ejes de piñón existen en diversos tipos,
tales como: Integral y encogido, es solo una barra de hierro circular y
dentada.
IMAGEN N° 4
PRUEBA DE ACOPLE
Fuente: SENDRE Elaborado por: Echeverría Paladines Boltaire Jonathan

Introducción 7
1.1.6. Delimitación Del Problema
El estudio está plenamente dirigido al área de manufacturación de
Eje-Piñón de la empresa SENDRE ubicada en la Cdla. Garzota Mz. 138
S.7. esta investigación persigue el estudio de los procesos y subprocesos
previamente indicados para la optimizar una estructura organizativa que
resulte y permita a la empresa SENDRE adaptarse a sus necesidades y
exigencias, fomentando de esta manera una clara relación fabricante-
consumidor, y así los procedimientos de la misma sea optima y de
calidad.
Este trabajo puede ser estudiado por mucha información
otorgada por el personal técnico que labora en la empresa SENDRE, Por
lo cual se tratara de mitigar al máximo los problemas para obtener
resultados excelentes en un tiempo estimado de al menos cuatro meses,
donde se aplicaran métodos de Ingeniería Industrial y herramientas de
mejora continua, la cual otorgara una gran solución a esta empresa.
1.1.7. Formulación Del Problema
¿Es posible la Optimizar el índice de productividad en la manufactura
de ejes piñones de la empresa SENDRE CIA. LTDA. ?
1.1.8. Sistematización Del Problema
• ¿Es posible que en la situación actual del proceso exista
ineficiencia?
• ¿Se pueden identificar los problemas, para llegar a las causas
puntuales del problema?
• ¿Por qué realizar un análisis de indicadores de productividad?
• ¿Si se desarrolla un plan de mejora continua, aumentará la
productividad?

Introducción 8
1.1.9. Datos Del Problema
La producción ha disminuido debido a la falta de capacitación de
los operarios.
No hay orden ni limpieza en el área de trabajo.
No existe un manual de funciones en la empresa.
Hay muchas actividades que no le dan valor agregado al proceso
de torneado de ejes-piñones.
1.2. Objetivos
1.2.1. Objetivo General
Optimizar la productividad en la manufactura de ejes piñones de la
empresa SENDRE CIA. LTDA.
1.2.2. Objetivos Específicos
• Describir la situación actual del proceso de elaboración del
producto.
• Identificar los problemas y desperdicios.
• Realizar un análisis de los indicadores de productividad.
• Desarrollar un plan de mejoras al proceso, que ayude a
optimizar la productividad.
1.2.3. Justificativo
La empresa tiene muchos movimientos innecesarios y tiempos
improductivos muy notables en la producción de ejes piñones, la cual la

Introducción 9
dirigen a problemas y retrasos en las fechas preestablecidas. También
se puede constatar la ineficiente y pobre distribución del taller, debido a
que no se ha realizado un estudio previamente.
Mediante este estudio, se procedió a analizar por medio de
herramientas de ingeniería industrial que mitiguen al máximo la reducción
de tiempos improductivos, y movimientos innecesarios, para la cual se
prevé mejorar necesariamente el rendimiento del personal, capacitaciones
y optimizar el consumo de recursos. Las maquinarias actuales como los
tornos utilizadas para el proceso de maquinado, tienen mucho desgaste,
generados por el uso constante de trabajo.
(GEAR, 2010), menciona que los ejes piñones son:
Son dispositivos que se utilizan como ejes externos
de entrada a los equipos móviles. Esto reduce el
proceso de pérdida de torque interno. Los ejes de
piñón están en diversos tipos como: Integral y en
forma encogido como ejes de pistón, es simplemente
una barra de hierro redondo dentada. Estos dientes se
encuentran paralelos a la longitud del eje. Estas
llegan en el rack en un ángulo de 90 grados se
mantienen en su lugar por un collar. El piñón está
conectado directamente a la columna del engranaje
motriz. Esto se hace porque, por ejemplo, cuando el
volante se gira a la izquierda, el piñón gira en sentido
contrario.
1.3. Alcance
El proyecto en desarrollo tiene como alcance optimizar la
productividad del eje piñón de la compañía SENDRE CIA. LTDA.
Introducción 10
Todos los aspectos puntuales que conciernen a la investigación
están plenamente dirigidos a mitigar tiempos muertos, movimientos
improductivos, recorridos innecesarios, dentro de los cuales se plantea
optimizar el índice de productividad con el objetivo de ampliarse en el
mercado y cumplir a tiempo con las demandas de mercado.
1.4. Limitación
Teniendo en cuenta a la gran variedad de productos que ofrecen
esta empresa, solo nos enfocaremos al estudio de la fabricación de ejes
piñones, ya que también vale destacar, que existen deficiencias en la
línea producción de otros tipos elementos.
CAPITULO II
MARCO TEORICO
2.1 Marco Histórico
Todo este cambio ocurre en la Historia Moderna de Europa, la cual
comienza desde una vasta economía agraria y artesana y que luego de
un tiempo termino siendo dominada por la industria y la mecanización,
en la que Revolución Industrial nace.
En plena segunda mitad del siglo XVIII, en la llamada Inglaterra se
empezó a ver una gran y rápida transformación en todos los diferentes
procesos de producción, ya que es un pleno resultado de un gran
crecimiento de la industrias, y que llego a realizar un cambio a pasos
agrandados, ya se han ido presentando durante los últimos cien años. Y
claro está, que no es una revolución de casualidad, sino lenta pero
imparable, y que comenzaban de pasar del viejo mundo a los grandes
pueblos y ciudades.
(Grossi, 2005), recalca que en la Revolución Industrial:
Estos cambios o transformaciones fueron
mayormente económicos también sociales,
intelectuales, demográficos, etc.; pero entre todos
ellos, los más impresionantes y efectista fueron los
cambios operados en las actividades industriales;
ellos fueron los que dieron el título al complejo
general de esas transformaciones que recibieron la
denominación de “Revolución Industrial”.
Marco Teórico 12
2.1.1. Marco Legal
En nuestro país rigen leyes, resoluciones, decretos y reglamentos
que debemos cumplir, y que norman las actividades en la constitución del
Ecuador.
Además, desde la seguridad y salud ocupacional se apega al
Programa de la Constitución del Ecuador, Código del Trabajo,
Reglamento de Seguridad y Salud de los Trabajadores y Mejoramiento
del Medio Ambiente de Trabajo Decreto ejecutivo 2393, resolución 333.
Constitución De La Republica Del Ecuador
Capitulo Sexto, Trabajo y Producción, Sección Primera, de la
(CONSTITUYENTE, 2008) indica que en el:
Art. 319, Se reconocen diversas formas de
organización de la producción en la economía, entre
otras las comunitarias, cooperativas, empresariales
públicas o privadas, asociativas, familiares,
domésticas, autónomas y mixtas.
Art. 333, El Estado promoverá un régimen laboral que
funcione en armonía con las necesidades del cuidado
humano, que facilite servicios, infraestructura y
horarios de trabajo adecuados; de manera especial,
proveerá servicios de cuidado infantil, de atención a
las personas con discapacidad y otros necesarios
para que las personas trabajadoras puedan
desempeñar sus actividades laborales; e impulsará la
corresponsabilidad y reciprocidad de hombres y
mujeres en el trabajo doméstico y en las obligaciones
familiares.

Marco Teórico 13
(C.TRABAJO, 2016) , Nos menciona que en el:
Art. 31.- Trabajo de grupo.- Si el empleador diere
trabajo en común a un grupo de trabajadores
conservará, respecto de cada uno de ellos, sus
derechos y deberes de empleador. Si el empleador
designare un jefe para el grupo, los trabajadores
estarán sometidos a las órdenes de tal jefe para los
efectos de la seguridad y eficacia del trabajo; pero
éste no será representante de los trabajadores sino
con el consentimiento de ellos.
Art. 38.- Riesgos provenientes del trabajo.- Los
riesgos provenientes del trabajo son de cargo del
empleador y cuando, a consecuencia de ellos, el
trabajador sufre daño personal, estará en la
obligación de indemnizarle de acuerdo con las
disposiciones de este Código, siempre que tal
beneficio no le sea concedido por el Instituto
Ecuatoriano de Seguridad Social.
Art. 410.- Obligaciones respecto de la prevención de
riesgos.- Los empleadores están obligados a asegurar
a sus trabajadores condiciones de trabajo que no
presenten peligro para su salud o su vida.
2.1.2. Marco Referencial
Hay que destacar que la administración de operaciones no está
solo enfocada a la investigación, sino que está metida en la calidad, así
como también, realizar todos aquellos procesos y actividades que le den
un valor agregado, mediante una excelente organización, planificación, y
ejecución de la producción y calidad, enfocada con la única misión de

Marco Teórico 14
alcanzar un mejor bien o servicio donde se pueda mejorar la calidad y
producción para satisfacer al cliente, y de esta manera disminuir tiempos
y costes de producción.
(Heizer, 2004), La Administración de Operaciones nos dice que:
La diferenciación, el bajo costo y la respuesta pueden
lograrse cuando los administradores toman las
decisiones efectivas en las 10 áreas de la
administración de operaciones, estas decisiones en
conjunto se conocen como decisiones de
operaciones. El diseño de bienes y servicios define
una gran parte del proceso de transformación. Las
decisiones de costos, calidad y recursos humanos
suelen determinarse por las decisiones del diseño.
Realizando un resumen, podemos decir que la gestión de calidad
puede controlar, organizar y planificar todo lo esté estrechamente ligado
con el desarrollo y procesamientos de sistemas, así como nuevas y
diferentes actividades enfocadas con la calidad y producción, de esta
manera se asegura, un buen producto y servicio, ya que una estrecha
relación con el cliente, implicara que volverá, debido a que no solo se
centra en la calidad de un bien o servicio, ni tampoco dirigido al cliente,
sino que también poder asegurar todos los medios posibles para que sea
nuestra, es sencillo pero también podemos pensar que la gestión de
calidad mantiene el absoluto control de todos los procesos para mantener
una calidad mucho más perdurable.
(Udaondo, 1992), sostiene que la Gestión de Calidad:
Debe entenderse por Gestión de Calidad el conjunto
de caminos mediante los cuales se conseguí la

Marco Teórico 15
calidad; incorporando por tanto al proceso de
gestión, que es como traducimos el término inglés
“management”, que alude a dirección, gobierno y
coordinación de actividades. De este modo una
posible definición de gestión de calidad seria en que
la dirección planifica el futuro, implanta programas y
controla los resultados de la función calidad con
vistas a su mejora permanente.
Debemos destacar que la gestión en procesos en nuestra vida actual
tiene como el principal objetivo, tener la mayoría de posibles resultados
que se puedan obtener con mayor efectividad, ya que unas de las
principales tareas y recursos están muy ligados con los procesos.
Cabe destacar que la gestión por procesos es uno de las más
grandes de la gestión de la calidad, así que en general, una buena
organización debe perdurar estableciendo una gestión funcional, lo que
vale destacar, que se laborara en departamentos con un solo objetivo
muy dirigido y enfocado, así se tendrá en cuenta perennemente la
atención en el objetivo de las tareas y actividades, ya sea de personas o
departamentos, y así se da un enfoque más dirigido a la gestión por
procesos.
(Pérez, 2010), nos menciona que:
La gestión por procesos no es un modelo ni una
norma de referencia sino un cuerpo de conocimientos
con principios y herramientas específicas que
permiten hacer realidad el concepto de que la calidad
se gestiona al orientar el esfuerzo de todos los
objetivos comunes de empresas y cliente

Marco Teórico 16
La productividad es importante para obtener mucha atención a un
mundo totalmente globalizado al sumar la capacidad de la organización,
para realizar así ajustes en los cambios que se avecinan, ya que altos
ejecutivos como, directores, gerentes y colaboradores totalmente capaces
a sobrevivir, debido a que esta organización no pueda adaptarse a todo
el entorno que la rodea y que se encuentra en permanente cambios y
procesos. Poder entender y gestionar diferentes procesos o cambios, y
que su principal objetivo es, tener un buen desempeño de la
productividad.
DIAGRAMA N° 1
PRODUCTIVIDAD
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
(Lopez, 2008), nos dice que:
Estos aspectos prioritarios de la filosofía de JIT están
orientados a dar soluciona cada uno de los problemas
señalados anteriormente, pero la realidad es que van
más allá, creando un nuevo sistema de gestión y
control de producción que abarca el diseño del
producto, el diseño de los medios productivos y su
organización, las relaciones con proveedores o las
relaciones laborales.
Marco Teórico 17
DIAGRAMA N° 2
PROCESO PRODUCTIVO
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
El diagrama de Pareto realiza y deja ver gráficamente el principio
de Pareto, es decir, que debido a demasiados problemas sin importancia
frente a unos cuantos que son importantes. Y así con esta gráfica
ponemos los muchos triviales a la derecha y los pocos que son vitales a
la izquierda.
(Parra, 2015), nos afirma que:
El diagrama facilita el estudio de las fallas en las
industrias o empresas comerciales, así como
fenómenos sociales o naturales psicosomáticos,
como se puede ver en el ejemplo de la gráfica al
principio del artículo. Se le llama Pareto debido a un
economista italiano que resalto el principio,
frecuentemente llamado la regla del 80/20, en la que el
80 % de los resultados provenían del 20% del
esfuerzo. Este principio se utiliza muchas veces en
sectores de la producción: la comercialización y el
control de la calidad etc. (Técnicas del mejoramiento
de la productividad, 2012)

Marco Teórico 18
La filosofía que nos dice la manera en que puede gestionarse la
producción. Esta sí que es una filosofía muy industrializada de todo
aquello que implique merma y desperdicio en todo el proceso de
producción, teniendo en cuenta las compras hasta la distribución.
En principio, podemos decir nada que no agregue valor a nuestro
bien. Además se trata de una metodología para llegar a ser competitivos
en una empresa industrial, fijada en la eliminación continua de mermas.
(Roman, 2012), nos dice que Just in Time es:
MÉTODO JUSTO A TIEMPO (jit): es la producción de
los elementos necesarios en la cantidad necesaria y
en el momento necesario. Unos de los principales
objetivos del método JIT es reducir al máximo los
costos en los procesos de producción, optimizando
de ese modo la productividad total de toda la
organización. (Técnicas del mejoramiento de la
productividad, 2012)
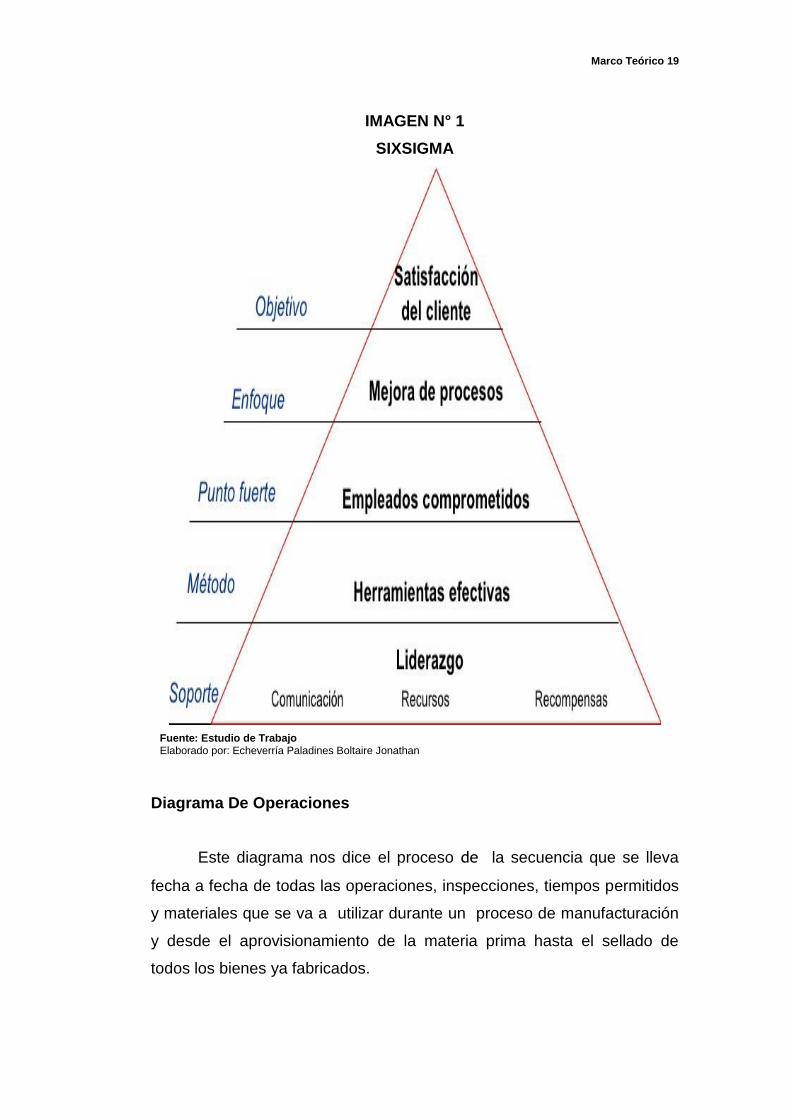
SIX SIGMA: Metodología que sirve para mejorar los procesos
mediante la cual consigue reducir o eliminar los fallos o defectos en la
entrega del producto.
(Eckes, 1954), nos dice que:
El six sigma en su nivel básico, se encamina a
mejorar simultáneamente la eficacia y la eficiencia. La
medición técnica de cuantos casos de insatisfacción
de clientes ocurre en un millón de oportunidades en
un concepto en el cual descansa el six sigma.
Marco Teórico 19
IMAGEN N° 1
SIXSIGMA
Fuente: Estudio de Trabajo Elaborado por: Echeverría Paladines Boltaire Jonathan
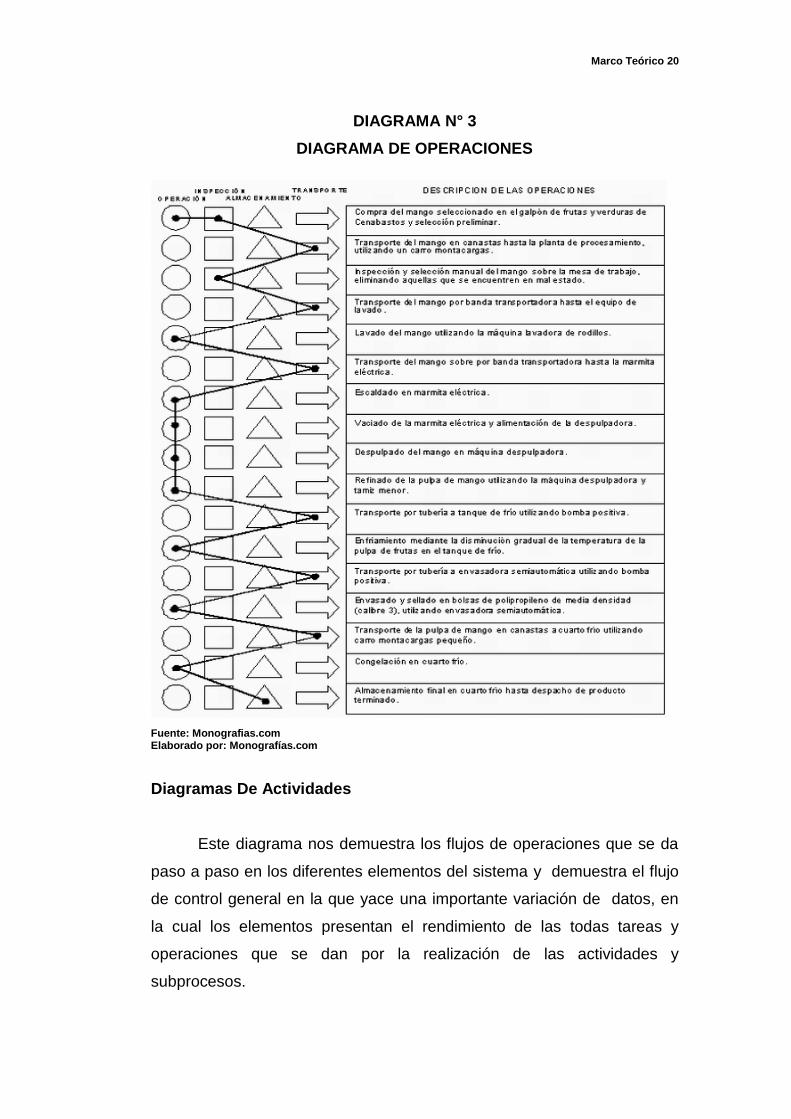
Diagrama De Operaciones
Este diagrama nos dice el proceso de la secuencia que se lleva
fecha a fecha de todas las operaciones, inspecciones, tiempos permitidos
y materiales que se va a utilizar durante un proceso de manufacturación
y desde el aprovisionamiento de la materia prima hasta el sellado de
todos los bienes ya fabricados.
Marco Teórico 20
DIAGRAMA N° 3
DIAGRAMA DE OPERACIONES
Fuente: Monografias.com Elaborado por: Monografías.com
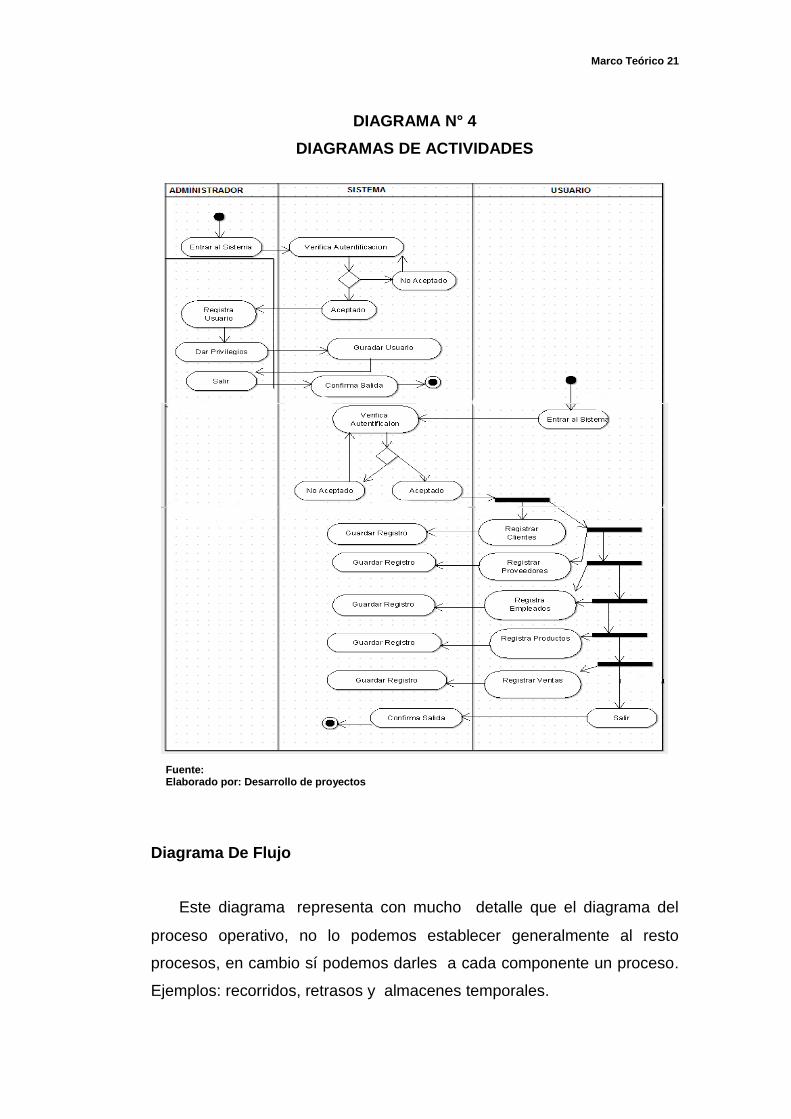
Diagramas De Actividades
Este diagrama nos demuestra los flujos de operaciones que se da
paso a paso en los diferentes elementos del sistema y demuestra el flujo
de control general en la que yace una importante variación de datos, en
la cual los elementos presentan el rendimiento de las todas tareas y
operaciones que se dan por la realización de las actividades y
subprocesos.
Marco Teórico 21
DIAGRAMA N° 4
DIAGRAMAS DE ACTIVIDADES
Fuente: Elaborado por: Desarrollo de proyectos
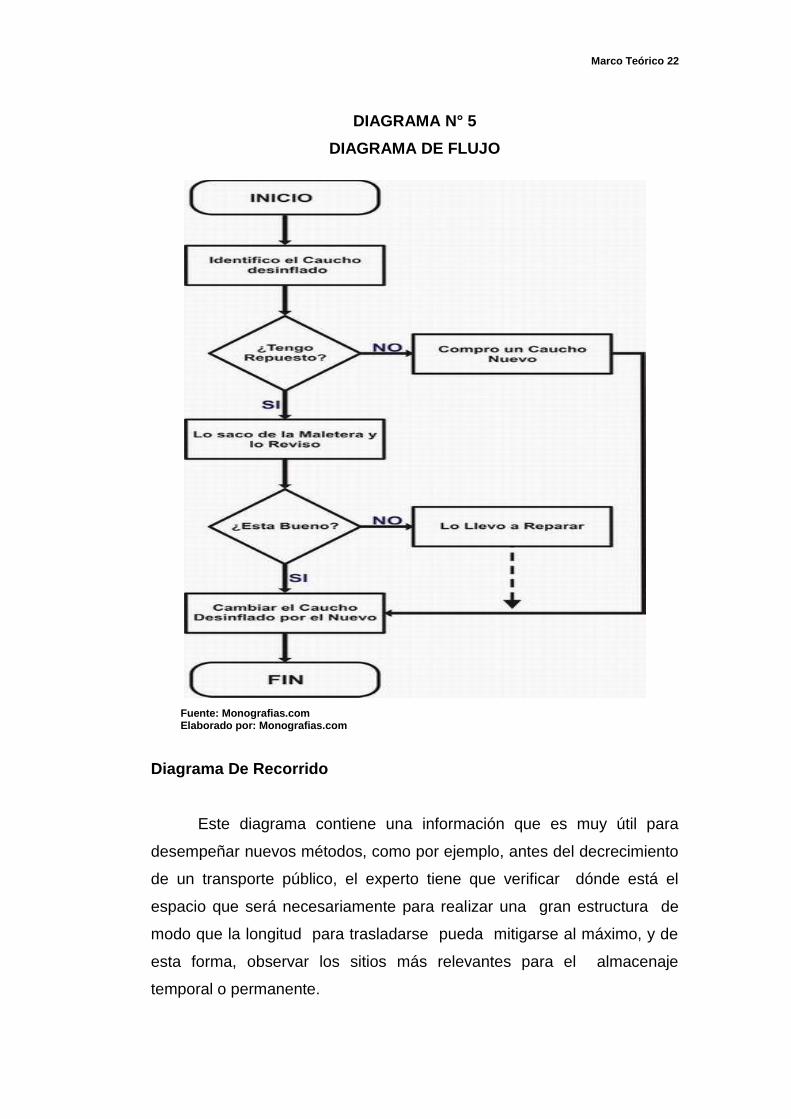
Diagrama De Flujo
Este diagrama representa con mucho detalle que el diagrama del
proceso operativo, no lo podemos establecer generalmente al resto
procesos, en cambio sí podemos darles a cada componente un proceso.
Ejemplos: recorridos, retrasos y almacenes temporales.
Marco Teórico 22
DIAGRAMA N° 5
DIAGRAMA DE FLUJO
Fuente: Monografias.com Elaborado por: Monografias.com
Diagrama De Recorrido
Este diagrama contiene una información que es muy útil para
desempeñar nuevos métodos, como por ejemplo, antes del decrecimiento
de un transporte público, el experto tiene que verificar dónde está el
espacio que será necesariamente para realizar una gran estructura de
modo que la longitud para trasladarse pueda mitigarse al máximo, y de
esta forma, observar los sitios más relevantes para el almacenaje
temporal o permanente.

Marco Teórico 23
DIAGRAMA N° 6
DIAGRAMA DE RECORRIDO
Fuente: Estudio de trabajo Elaborado por: Estudio de trabajo
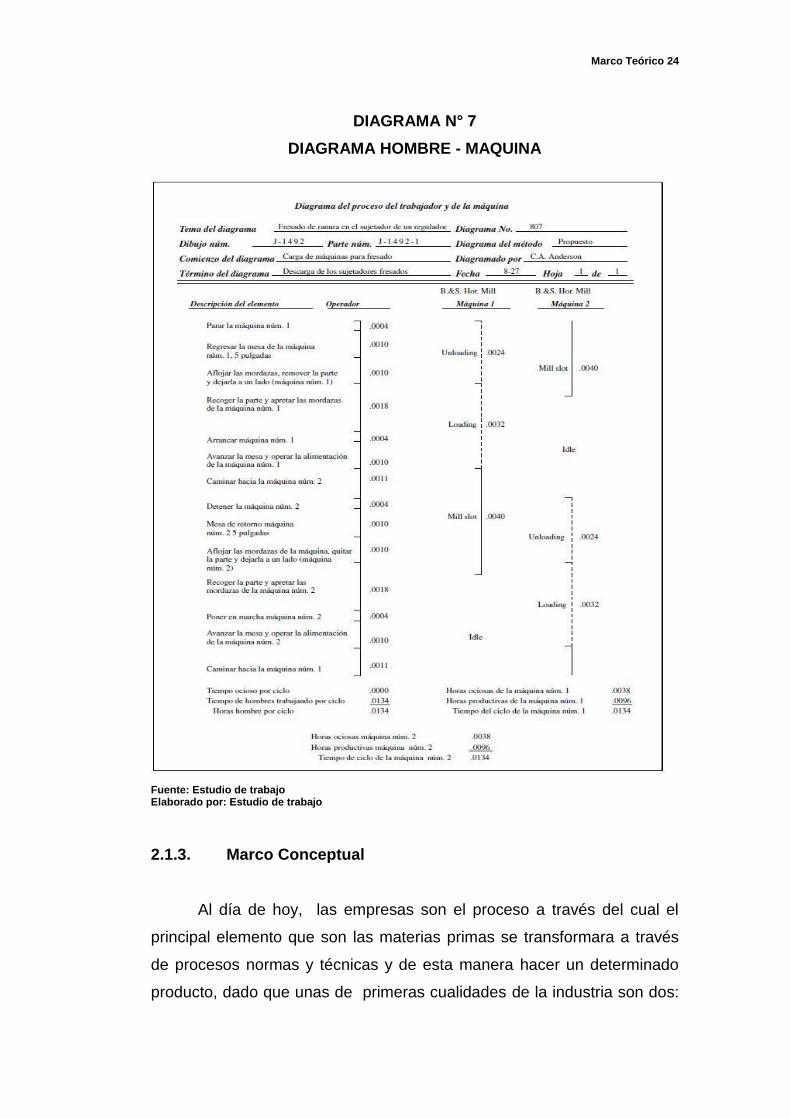
Diagrama Hombre – Maquina
Este diagrama de procesos hombre-máquina se lo estudia
normalmente para establecer, analizar, verificar y mejorar una isla de
proceso a la vez, y por consiguiente nos demuestra la relación que existe
entre el ciclo de labor del técnico y el ciclo de operación de la maquinaria.
Marco Teórico 24
DIAGRAMA N° 7
DIAGRAMA HOMBRE - MAQUINA
Fuente: Estudio de trabajo Elaborado por: Estudio de trabajo
2.1.3. Marco Conceptual
Al día de hoy, las empresas son el proceso a través del cual el
principal elemento que son las materias primas se transformara a través
de procesos normas y técnicas y de esta manera hacer un determinado
producto, dado que unas de primeras cualidades de la industria son dos:
Marco Teórico 25
la alta tecnología utilizada y el tipo de fabricación que permite un gran
producción.
En la metalmecánica la manufactura de los ejes- piñones sirven
para todas aquellas industrias metalmecánicas, ya que una avería en
estos componentes pueden significar grandes pérdidas para todos ellos:
están dentro reparaciones y reposición de partes en las cuales se
presentan daños irreversibles por un mal procedimiento.
Los niveles de aceite se tendrán muy cuenta ya que son muy
importantes en todo mantenimiento de la maquinaria, debido al nivel
elevado que realiza una agitación del lubricante y que crece la
temperatura del sistema.
Además supera el costo de energía para el correcto
funcionamiento del lubricante, para luego hacerle perder las mayorías de
sus características, el decreciente nivel puede ser muy lamentable, si se
sabe que puede representar contacto, creciendo de esta manera la
temperatura y dando paso a la fricción, el desgastamiento y la
probabilidad de que falle el piñón.
Por lo tanto el mantenimiento es algo que no se tienen que olvidar
los industriales.
2.1.4. Indicadores De Productividad
Eficiencia
Es utilizar los recursos de una manera inteligente, ya que nos
indica previamente cuáles serían los costes, con la finalidad de no
desperdiciar recursos, pero eso no quiere decir que debamos
almacenarlos si son muy útiles.

Marco Teórico 26
Eficacia
Consiste en tener claro un solo objetivo previamente, ya que la
eficacia también se la puede llegar a nombrar como operacionalización, lo
que significa todo aquello que sea tangible y que sirve para cumplir el
objetivo que se ha planteado.
Efectividad
La efectividad reúne a las dos anteriores, lo que se quiere decir,
que ser efectivo también es ser eficaz y eficiente al mismo tiempo, ya
que busca de optimizar los recursos todo el tiempo.
2.1.5. Mejora Y Optimización Del Proceso
El mejoramiento de los procesos se debe en optimizar la
efectividad y la eficiencia, de esta manera se mejoran los controles y se
respalda todos los mecanismos adyacentes para atender a las
contingencias y demandas de nuevos y futuros consumidores.
Se debe llevar a cabo procedimientos en el tiempo y en el espacio
físico, ya que es una forma perenne y continua de estar en el día a día.
Partiendo de la estandarización previamente propuesta en un momento,
se trabaja y se evalúa constantemente todos los avances por medio de
indicadores de productividad. Esta es parte de la metodología y está
plenamente enfocado para estudios de procesos sistematizados.
Todas las herramientas de mejora continua son interesantes para
las organizaciones, el empuje de la actividad de nuevas invenciones, ya
sea por medio de la concertación de una Agenda de Innovación o por el
empuje de la actividad de innovación mediante Talleres tecnológicos.

Marco Teórico 27
Jerarquía De Los Procesos
Esta jerarquía muestra cinco niveles: nivel macro proceso, nivel
proceso, nivel subproceso, nivel actividades, nivel de procedimientos y
nivel de tareas específicas a realizar en un proceso concreto.
IMAGEN N° 6
JERARQUIA DE PROCESOS
Fuente: Elaborado por: Echeverría Paladines Boltaire Jonathan
Se trata de una representación global, ya definida, de los procesos
que desarrolla la organización en su conjunto. Sería una representación
única para todos los procesos integrados dentro del Sistema Nacional de
Salud un esquema global del proceso de atención sanitaria a través de los
diferentes proveedores de servicios que la integran.
Nivel Proceso
Este nivel corresponde a la representación gráfica de un proceso
de atención concreta en un Establecimiento de Saludo. Al tratarse de
Marco Teórico 28
procesos integrados, se representa globalmente el proceso en su flujo por
los diferentes proveedores.
Nivel Subprocesos
Son partes bien definidas en un proceso. Su identificación puede
resultar útil para aislar los problemas que pueden presentarse y posibilitar
diferentes tratamientos dentro de un mismo proceso.
Actividades
Es la suma de tareas, normalmente se agrupan en un
procedimiento para facilitar su gestión. La secuencia ordenada de
actividades da como resultado un subproceso o un proceso. Normalmente
se desarrolla en un departamento o función.
Procedimiento
Forma específica de llevar a cabo una actividad. En muchos casos
los procedimientos se expresan en documentos que contienen el objeto y
el campo de aplicación de una actividad; que debe hacerse y quien debe
hacerlo; cuando, donde y como se debe llevar a cabo; que materiales.
Tarea
Una asignación o encargo es una tarea bajo la responsabilidad de
un encargado o asigne, la cual tiene una fecha definida de inicio y
finalización.
Objetivos De La Mejoras Del Proceso
Incrementar el nivel de resultados del Servicio
Marco Teórico 29
• Realizar un estudio sobre la gestión actual del Servicio,
estableciendo indicadores que nos ayuden a una evaluación
continuada de los resultados obtenidos.
• Elaborar una Carta de Servicios que suponga un auténtico
compromiso con los usuarios.
• Establecer mecanismos de información previa sobre temas de
interés para los usuarios.
2.2. Situación Actual
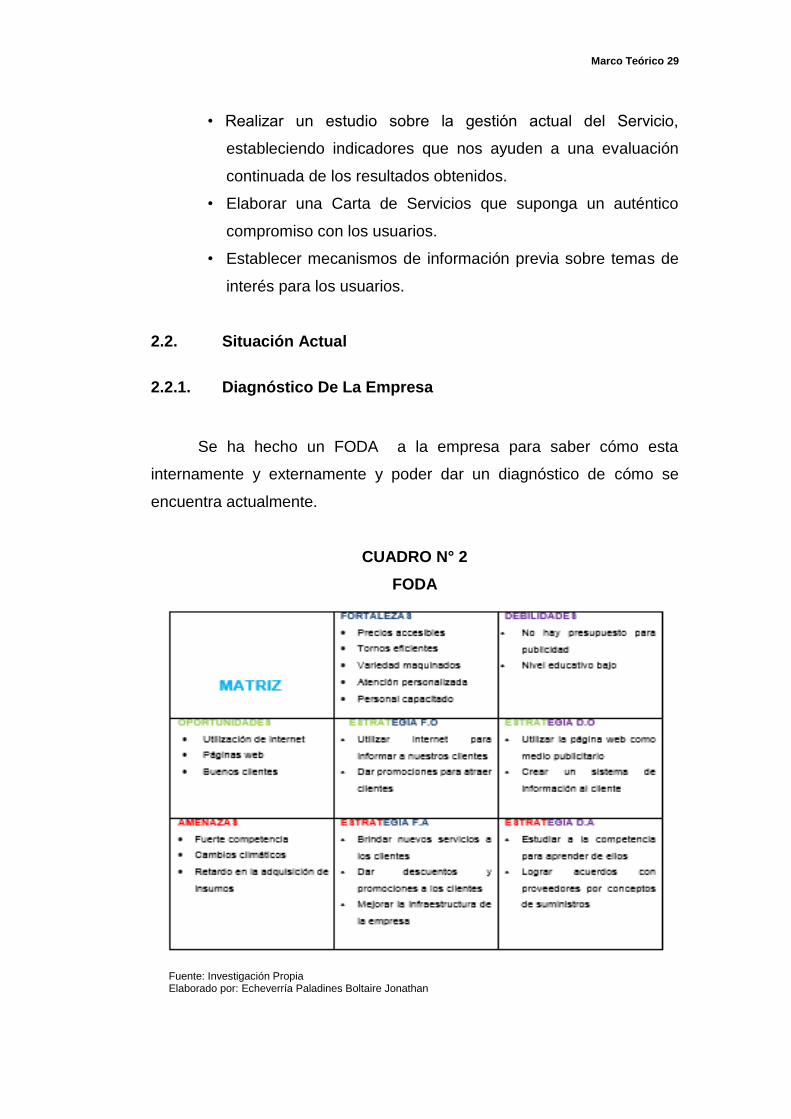
2.2.1. Diagnóstico De La Empresa
Se ha hecho un FODA a la empresa para saber cómo esta
internamente y externamente y poder dar un diagnóstico de cómo se
encuentra actualmente.
CUADRO N° 2
FODA
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan

Marco Teórico 30
2.2.2. Levantamiento De Información: Procesos Claves
Se ha hecho un levantamiento de información con respecto al
proceso de torneado Eje – Piñón.
TABLA N° 2
PROCESO DE MAQUINADO
PROCESOS ACTIVIDADES
Calibrar torno
Montaje y sujeción de herramientas
montaje y sujecion de eje- piñón
Formas de torneado
Velocidad de corte
Avance profundidad de corte
Procedimiento de trabajo
Corte de la herramienta
Textura superficial
Formación de la viruta
Posicion de herramienta de corte
Rigidez de la máquina
Sujecion de eje - piñón
Fuerza de corte
Conformación de la superficie de la herramienta
Conformación de ángulo de la herramienta
Preparación del Eje - piñón
Preparación de herramienta de corte
Torneado del Eje - Piñón
PROCESO MECÁNICO DE
TORNEADO
APLICACIÓN DE LAS
VARIABLES DE CORTE PARA
EL PROCESO DE
TORNEADO DE
EJE - PIÑÓN
AFILADO DE HERRAMIENTA
DE CORTE
TORNEADO DE CORTE
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan

Marco Teórico 31
Procesos Estratégicos
Plan estratégico de calidad para obtener piezas de calidad para
mejorar la satisfacción de los clientes.
Diseñar el sistema de producción
Diseñar y rediseñar nuevos productos y mejorar servicio.
Procesos Operativos
Trabajar con toda la información para poder tomar todos los
tiempos con precisión.
Las piezas se deben transportar en buen estado una vez salidas de
la empresa.
La gestión de logística interna debería ser planificada
automáticamente en base a la carga de trabajo de cada uno.
Procesos De Apoyo
Formar al personal por medio de capacitaciones.
Departamento de compras coordinar estratégicamente con
proveedores.
Realizar auditorías internas.
Implementación de tecnología para el desarrollo de la empresa.
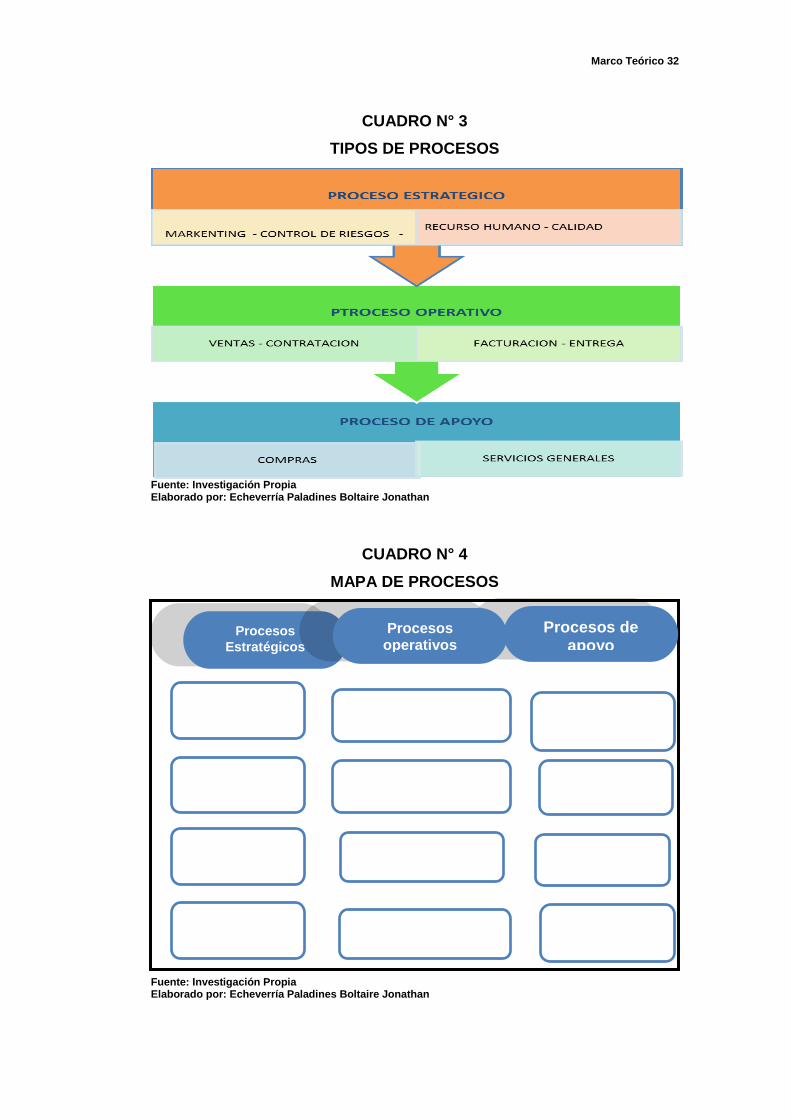
Marco Teórico 32
CUADRO N° 3
TIPOS DE PROCESOS
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
CUADRO N° 4
MAPA DE PROCESOS
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
Procesos de apoyo
Procesos
Estratégicos
Procesos operativos
Desarrollar visión
Desarrollar estrategias
Ganar mercado
Gestionar calidad
Proceso
Almacenar
Producir
Gestionar aspectos legales
Gestión de compras
Mantenimiento de maquinaria
Desarrollar y capacitar personal
Diseño y desarrollo
Marco Teórico 33
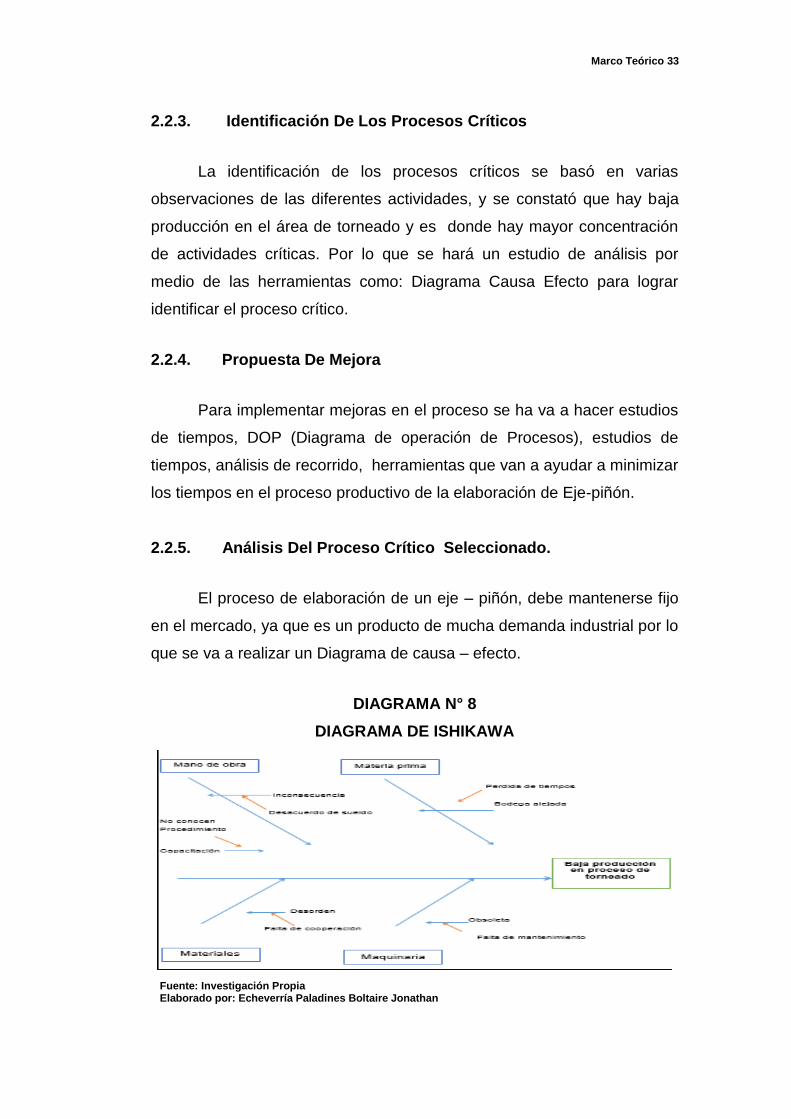
2.2.3. Identificación De Los Procesos Críticos
La identificación de los procesos críticos se basó en varias
observaciones de las diferentes actividades, y se constató que hay baja
producción en el área de torneado y es donde hay mayor concentración
de actividades críticas. Por lo que se hará un estudio de análisis por
medio de las herramientas como: Diagrama Causa Efecto para lograr
identificar el proceso crítico.
2.2.4. Propuesta De Mejora
Para implementar mejoras en el proceso se ha va a hacer estudios
de tiempos, DOP (Diagrama de operación de Procesos), estudios de
tiempos, análisis de recorrido, herramientas que van a ayudar a minimizar
los tiempos en el proceso productivo de la elaboración de Eje-piñón.
2.2.5. Análisis Del Proceso Crítico Seleccionado.
El proceso de elaboración de un eje – piñón, debe mantenerse fijo
en el mercado, ya que es un producto de mucha demanda industrial por lo
que se va a realizar un Diagrama de causa – efecto.
DIAGRAMA N° 8
DIAGRAMA DE ISHIKAWA
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan

Marco Teórico 34
IMAGEN N° 7
EJE PIÑON MAQUINADO
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
IMAGEN N° 8
TOMANDO MEDIDAS
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
IMAGEN N° 9
EJE PIÑON TERMINADO
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
Marco Teórico 35
IMAGEN N° 10
PIÑON
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
2.3. Premisa
Identificado los principales problemas que se generan en el
proceso productivo del eje-piñón, estos se reducen al máximo mediante
herramientas de mejora continua mitigando así movimientos y tiempos
improductivos.
CAPITULO III
PROPUESTA
3.1. Desarrollo Del Método
Se va a describir los diferentes tipos de procedimientos para el
desarrollo del estudio, Identificando el tipo de investigación realizada,
marcando las principales características sobre la cual se desarrolla la
misma, a continuación se presenta los diversos tipos de investigación
que serán aplicados en la siguiente investigación.
Aplicada
Es de tipo Aplicada cuando se busca conocer la situación actual
de la empresa SENDRE para poder analizar su estructura administrativa
y organizativa con el único fin de aplicar las soluciones a los problemas,
aplicando procedimientos y reglas necesarios para conseguirlo.
Descriptiva
Es descriptiva cuando se presenta el problema actual de la
empresa SENDRE donde básicamente le falta una estructura organizativa
diseñada de tal forma que sea estratégica, que le resulte llevar a cabo
sus principales funciones y objetivos de forma oportuna. De la misma
manera, se da a conocer la información acerca de los procesos y
funciones que se desarrollan dentro de la misma.
Evaluativa
Es evaluativo cuando emerge de la necesidad de realizar un
diagnóstico del estado actual de la empresa SENDRE.

Propuesta 37
Para poder realizar una descripción minuciosa de la misma y
aplicar posibles soluciones o mejoras al proceso. En la actualidad la
empresa SENDRE CIA. LTDA. No se capacitan a los técnicos que
trabajan dentro de la misma, salvo en situaciones cuando reciben cursos
acerca del uso correcto de los dispositivos y elementos de seguridad de
las maquinas.
3.2. Direccionamiento Estratégico Propuesto
El direccionamiento propuesto que se ha tomado para mejorar el
tiempo de maquinado de piezas es conseguir recursos y materiales para
cada operador y así optimizar los tiempos de producción para el
maquinado de piezas mecánicas.
IMAGEN N° 11
METODOLOGÍA
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
Misión
La empresa SENDRE CIA. LTDA. Tiene como misión contribuir al
desarrollo industrial como principal la satisfacción de sus clientes, la
eficacia del servicio brindado.
Visión
Convertirnos en una empresa reconocida en la fabricación y
producción de piezas metalmecánicas para la industria pesada y el
servicio de mantenimiento industrial.
Propuesta 38
Objetivos estratégicos
Satisfacer plenamente a sus clientes a través de un proceso
eficiente y eficaz, otorgándoles calidad óptima en sus servicios, ya que se
busca alcanzar ventajas y diferencias sobre sus competidores.
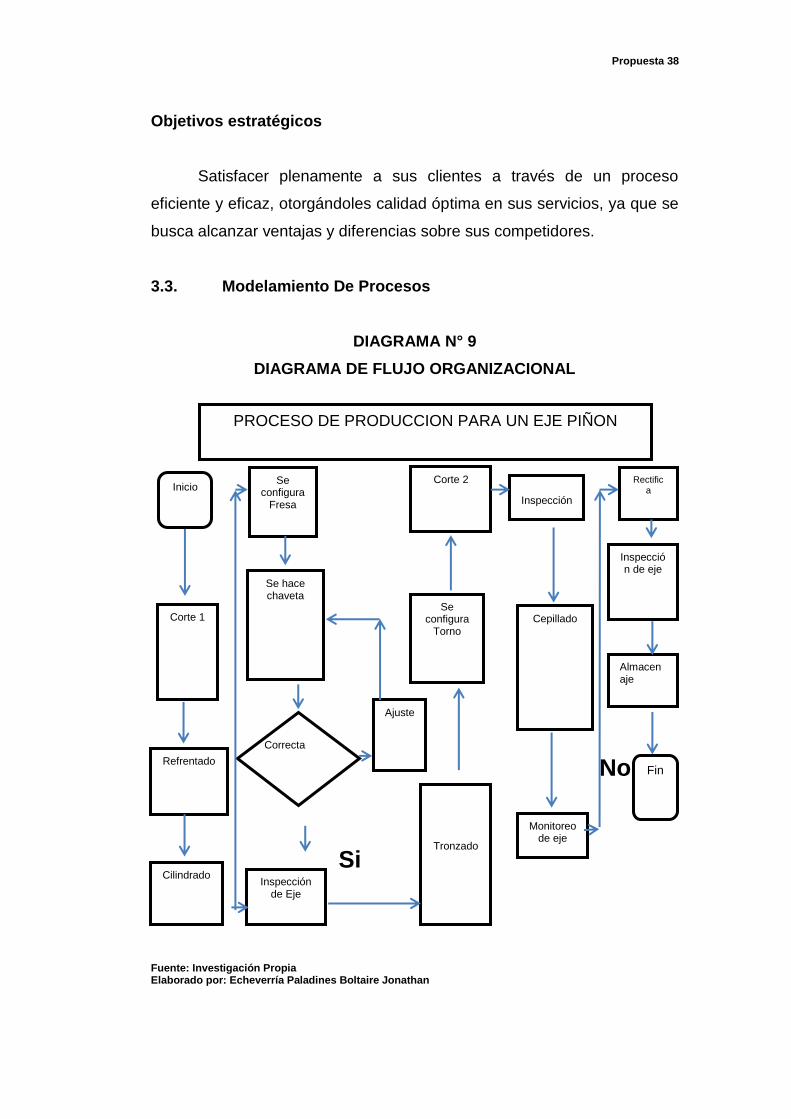
3.3. Modelamiento De Procesos
DIAGRAMA N° 9
DIAGRAMA DE FLUJO ORGANIZACIONAL
No
Si
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
Refrentado
Se hace chaveta
Cepillado
Cilindrado
PROCESO DE PRODUCCION PARA UN EJE PIÑON
Inicio
Corte 1
Se configura
Fresa
Correcta
Corte 2
Inspección
Rectifica
Inspección de eje
Almacenaje
Ajuste
Inspección de Eje
Tronzado
Fin
Monitoreo de eje
Se configura
Torno
Propuesta 39
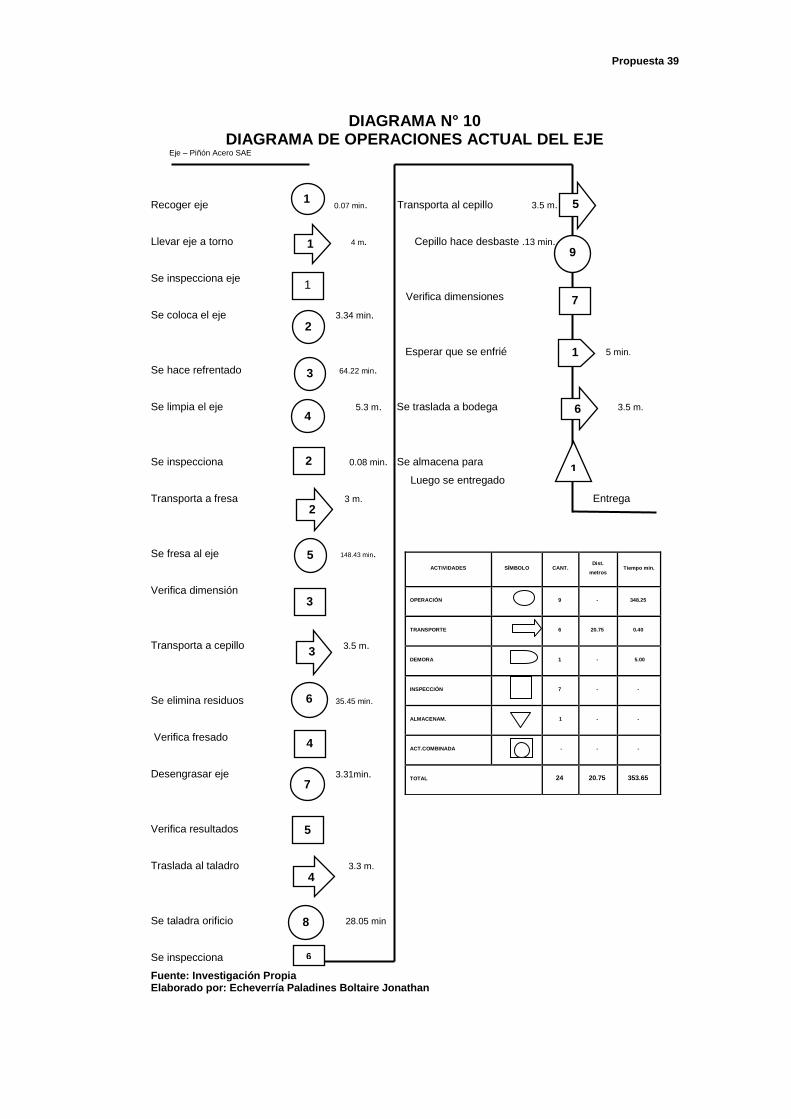
DIAGRAMA N° 10 DIAGRAMA DE OPERACIONES ACTUAL DEL EJE
Eje – Piñón Acero SAE
Recoger eje 0.07 min. Transporta al cepillo 3.5 m.
Llevar eje a torno 4 m. Cepillo hace desbaste .13 min.
Se inspecciona eje
Verifica dimensiones
Se coloca el eje 3.34 min.
Esperar que se enfrié 5 min.
Se hace refrentado 64.22 min.
Se limpia el eje 5.3 m. Se traslada a bodega 3.5 m.
Se inspecciona 0.08 min. Se almacena para
Luego se entregado
Transporta a fresa 3 m. Entrega
Se fresa al eje 148.43 min.
Verifica dimensión
Transporta a cepillo 3.5 m.
Se elimina residuos 35.45 min.
Verifica fresado
Desengrasar eje 3.31min.
Verifica resultados
Traslada al taladro 3.3 m.
Se taladra orificio 28.05 min
Se inspecciona
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
ACTIVIDADES SÍMBOLO CANT. Dist.
metros Tiempo min.
OPERACIÓN
9 - 348.25
TRANSPORTE
6 20.75 0.40
DEMORA
1 - 5.00
INSPECCIÓN
7 - -
ALMACENAM.
1 - -
ACT.COMBINADA
- - -
TOTAL 24 20.75 353.65
1
1
1
5
4
3
2
2
2
3
3
6
4
4
7
5
8
6
5
9
7
1
6
1

Propuesta 40
DIAGRAMA N° 11
DIAGRAMA DE PROCESO ACTUAL DEL EJE PIÑON
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
ACTIVIDAD
DISTANCIA TIEMPO TIEMPO SIMBOLOS
MTS
Recorrido
(Operación)
Corte 1 – 8 •
Transporte 5 10
•
Inspección – - – •
Refrentado y Cilindrado – 63.45 •
Transporte 4.5 9 -
•
Fresado 148,92 •
Se verifica dimensiones – - – •
Transporte 5 10 - •
Chaveteado – - 27.45 •
Se verifica dimensiones – - – •
Transporte 3,5 8 – •
Tronzado – - 16,76 •
Inspección – - – •
Corte – - 6,43 •
verifica resultado final – - – •
Transporte 4 8 - •
Cepillado – - 17,56 •
se inspecciona
dimensiones
– -
–
•
Transporte 5 10 - •
Rectificado – - 63,46 •
verifica dimensión – .- – •
Espera que enfrié - 10 -
•
Transporta a bodega 6 10 - •
Almacenaje de Ejes-
Piñones
•
TOTAL 33
75
353.65

Propuesta 41
IMAGEN N° 12
DISTRIBUCION DE PLANTA ACTUAL
2
4
1
5
3
8 6
TORNOS
RECTIFICADORACEPILLADORA
FRESADORASSIERRA
M. PRIMA
ALMACENAJE
7
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
TABLA N° 3
CANTIDAD DE PRODUCTOS TERMINADOS
Medida Producción diaria Producción Total Lote
Producción 1.30 Ejes–piñ/día 34 Ejes– piñ/mes 12 Unidades
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
Propuesta 42
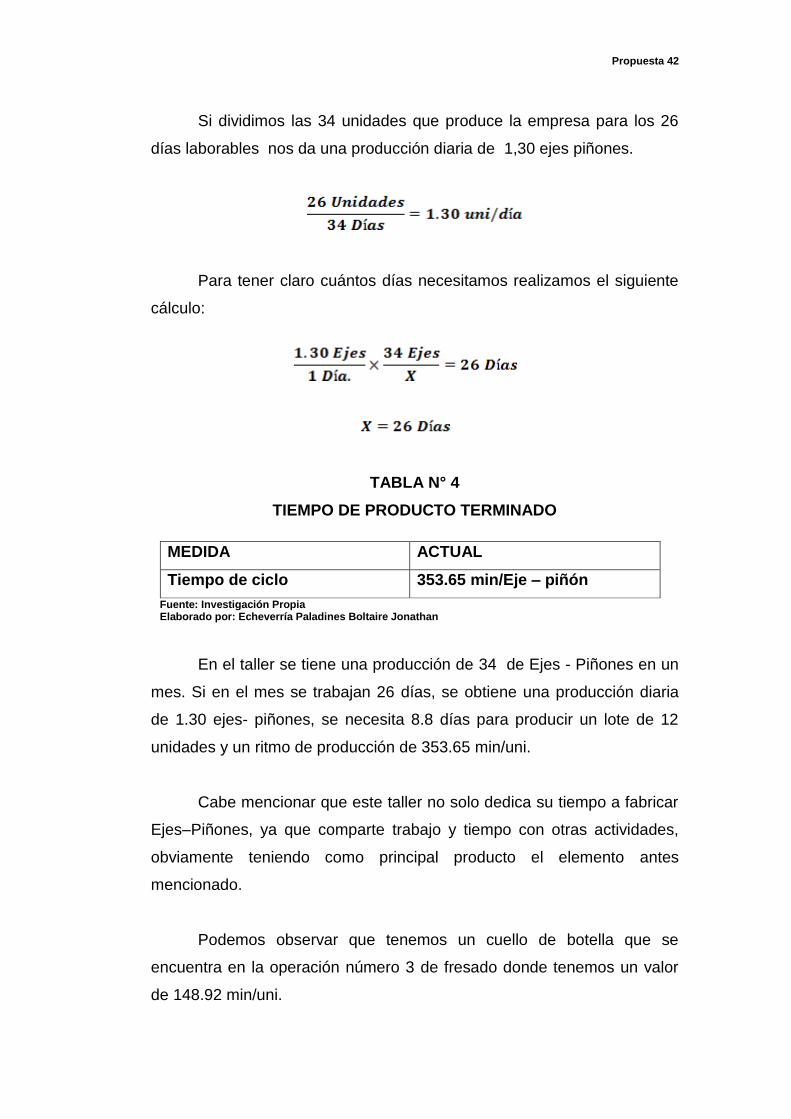
Si dividimos las 34 unidades que produce la empresa para los 26
días laborables nos da una producción diaria de 1,30 ejes piñones.
Para tener claro cuántos días necesitamos realizamos el siguiente
cálculo:
TABLA N° 4
TIEMPO DE PRODUCTO TERMINADO
MEDIDA ACTUAL
Tiempo de ciclo 353.65 min/Eje – piñón
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
En el taller se tiene una producción de 34 de Ejes - Piñones en un
mes. Si en el mes se trabajan 26 días, se obtiene una producción diaria
de 1.30 ejes- piñones, se necesita 8.8 días para producir un lote de 12
unidades y un ritmo de producción de 353.65 min/uni.
Cabe mencionar que este taller no solo dedica su tiempo a fabricar
Ejes–Piñones, ya que comparte trabajo y tiempo con otras actividades,
obviamente teniendo como principal producto el elemento antes
mencionado.
Podemos observar que tenemos un cuello de botella que se
encuentra en la operación número 3 de fresado donde tenemos un valor
de 148.92 min/uni.

Propuesta 43
El cálculo del ciclo de producción, que debe producir el taller, se lo
obtiene de la siguiente manera:
Tiempo compartido = Ritmo de produccion – cuello de botella
Tiempo compartido = 353.65 – 148.92 = 204.73 min/uni
148.92 + 204.73 = 353.65 min/uni
Donde el valor 148.92 min representa el tiempo efectivo por unidad
y 204.73 el tiempo compartido por unidad.
TABLA N° 5
DEMANDA DEL PRODUCTO
Producción actual Demanda Demanda insatisfecha
34 62 28
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
La demanda del eje piñon es de 62 unidades por mes, lo que indica
que hay una demanda insastifecha de 28 unidades.
El calculo del ciclo de produccion para la demanda que se debe
prodcucir en el taller, se lo obtiene de la siguiente forma:
Al hacer una comparacion podemos apreciar que el ritmo de
produccion del taller (353.65 min/uni.), con el el del ciclo de produccion de
la demanda (200 mi/uni.), vemos que existe una demanda insastifecha y
que a simple vista se concluye que a este ritmo no se podra cumplir con
toda la demanda requerida.

Propuesta 44
3.3.1. Análisis De La Eficiencia Actual
La eficiencia de los procesos de producción Eje – Piñón se obtiene
con la siguiente formula:
Tiempo Total de Operaciones
Se considera como la suma de todos los tiempos de operación del
proceso producción, como se muestra en la tabla nro. 8
El tiempo total de operación es el tiempo total estándar.
Tiempo Total Máximo disponible
Se considera como la suma de cada uno de los tiempos máximos
disponibles en cada proceso donde se encuentra registrado el tiempo de
la operación más lenta, como se muestra en la Tabla Nro. 8.
La Tabla Nro. 8, se obtienen los datos como el tiempo total de
operaciones que es 353.65 min. Y el tiempo total máximo disponible que
es 742.15 min, una vez que se obtiene estos datos se procede a calcular
la eficiencia de la línea de producción.
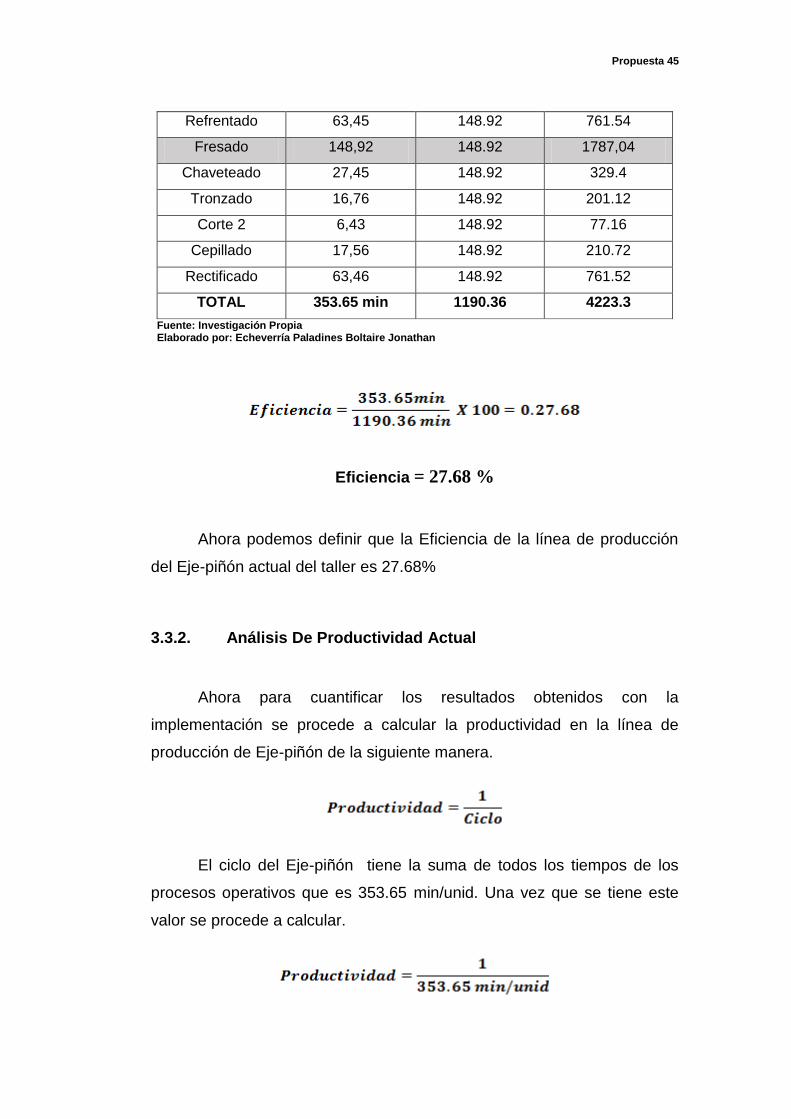
CUADRO N° 5
TIEMPOS DE OPERACIONES Y MAXIMO DISPONIBLES
Proceso Tiempo de
operación
(minutos)
Tiempo máximo
disponible
Tiempo por lote
(12 uni.)
Corte 1 8 148.92 95
Propuesta 45
Refrentado 63,45 148.92 761.54
Fresado 148,92 148.92 1787,04
Chaveteado 27,45 148.92 329.4
Tronzado 16,76 148.92 201.12
Corte 2 6,43 148.92 77.16
Cepillado 17,56 148.92 210.72
Rectificado 63,46 148.92 761.52
TOTAL 353.65 min 1190.36 4223.3
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
Eficiencia = 27.68 %
Ahora podemos definir que la Eficiencia de la línea de producción
del Eje-piñón actual del taller es 27.68%
3.3.2. Análisis De Productividad Actual
Ahora para cuantificar los resultados obtenidos con la
implementación se procede a calcular la productividad en la línea de
producción de Eje-piñón de la siguiente manera.
El ciclo del Eje-piñón tiene la suma de todos los tiempos de los
procesos operativos que es 353.65 min/unid. Una vez que se tiene este
valor se procede a calcular.
Propuesta 46
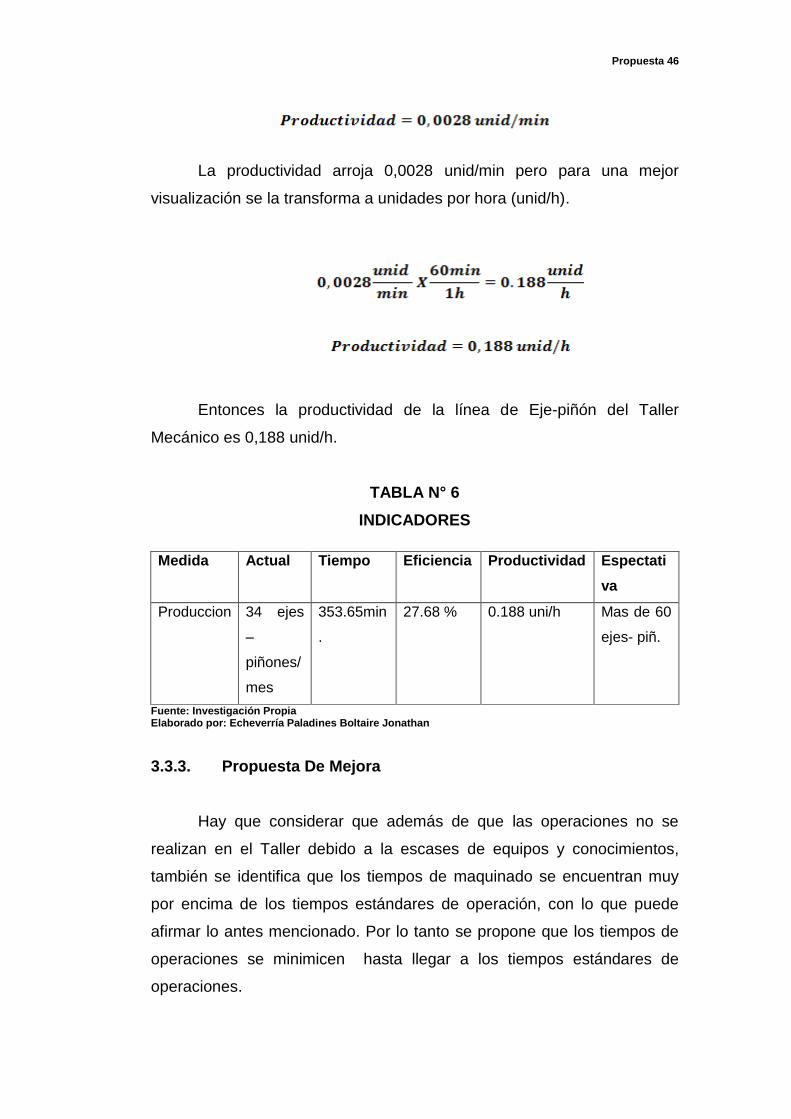
La productividad arroja 0,0028 unid/min pero para una mejor
visualización se la transforma a unidades por hora (unid/h).
Entonces la productividad de la línea de Eje-piñón del Taller
Mecánico es 0,188 unid/h.
TABLA N° 6
INDICADORES
Medida Actual Tiempo Eficiencia Productividad Espectati
va
Produccion 34 ejes
–
piñones/
mes
353.65min
.
27.68 % 0.188 uni/h Mas de 60
ejes- piñ.
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
3.3.3. Propuesta De Mejora
Hay que considerar que además de que las operaciones no se
realizan en el Taller debido a la escases de equipos y conocimientos,
también se identifica que los tiempos de maquinado se encuentran muy
por encima de los tiempos estándares de operación, con lo que puede
afirmar lo antes mencionado. Por lo tanto se propone que los tiempos de
operaciones se minimicen hasta llegar a los tiempos estándares de
operaciones.
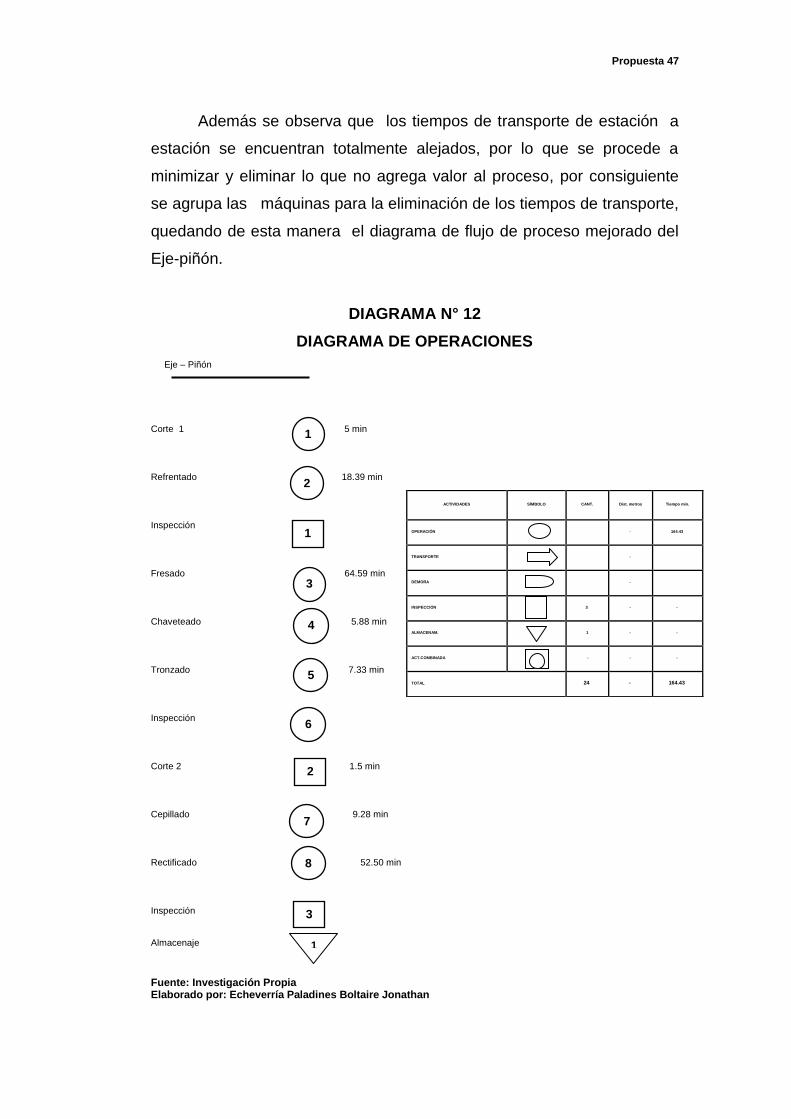
Propuesta 47
Además se observa que los tiempos de transporte de estación a
estación se encuentran totalmente alejados, por lo que se procede a
minimizar y eliminar lo que no agrega valor al proceso, por consiguiente
se agrupa las máquinas para la eliminación de los tiempos de transporte,
quedando de esta manera el diagrama de flujo de proceso mejorado del
Eje-piñón.
DIAGRAMA N° 12
DIAGRAMA DE OPERACIONES
Eje – Piñón
Corte 1 5 min
Refrentado 18.39 min
Inspección
Fresado 64.59 min
Chaveteado 5.88 min
Tronzado 7.33 min
Inspección
Corte 2 1.5 min
Cepillado 9.28 min
Rectificado 52.50 min
Inspección
Almacenaje
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
ACTIVIDADES SÍMBOLO CANT. Dist. metros Tiempo min.
OPERACIÓN
- 164.43
TRANSPORTE
-
DEMORA
-
INSPECCIÓN
3 - -
ALMACENAM.
1 - -
ACT.COMBINADA
- - -
TOTAL 24 - 164.43
3
2
1
4
5
6
1
3
2v6
7
8
1

Propuesta 48
DIAGRAMA N° 13
DIAGRAMA DE FLUJO PROPUESTO
ACTIVIDAD
TIEMPO SIMBOLOS
(minutos)
Corte 1 5
•
Inspección -
•
Se hace refrentado y
cilindrado 18.39
•
Fresado 64.59 •
Chaveteado 5.88 •
Tronzado 7.33 •
Inspección – •
Corte 2 1.5 •
Cepillado 9.28 •
Rectificado 52.50 •
Inspección
•
Almacenaje
•
TOTAL 164,43
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan

Propuesta 49
IMAGEN N° 13
DISTRIBUCION DE PLANTA MEJORADA
2
5
3
78
TORNOS
RECTIFICADORACEPILLADORAM. PRIMA
ALMACENAJE
1 4
6
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan

Propuesta 50
3.3.4. Cuadro de Tiempos De Mejoras De Los Diferentes
Procesos
CUADRO N° 6
TIEMPOS DE MEJORA
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
Establecer Tiempo Takt
El tiempo takt es el máximo ciclo de tiempo permitido para
producir un producto y poder cumplir la demanda.
El objetivo de obtener el tiempo Takt de la demanda es para que
se conozca y ejecute en el tiempo que requiere el cliente que se produzca
una unidad de Eje-piñón en la línea de producción de Eje-piñón del Taller
Mecánico.
Ahora se tiene que calcular el Tiempo Takt de la demanda, para
calcular éste valor se utiliza la ecuación como se muestra más adelante,
el valor de tiempo que se obtuvo en el Taller es 1973.16 minutos en la
elaboración de 12 unidades.
Proceso Tiempo min/uni Tiempo min/lote
Corte 1 5 60
Refrentado y cilindrado 18.39 220.68
Fresado 64.60 775.08
Chaveteado 5.88 70.56
Tronzado 7.33 87.96
Cepillado 1.5 18
Corte 2 9.28 111.36
Rectificado 52.50 630
TOTAL 164.43 1973.16
Propuesta 51
El valor que se determina anteriormente del Tiempo Takt es de
164.43 min/unid, lo que al interpretar éste valor quiere decir
Que los clientes del Eje-piñón del Taller Mecánico requieren que
cada Eje-piñón se produzca en 164.43 minutos.
El ritmo de producción mejorado de la línea del Eje-piñón es de
164.43 min.
Como se considera que el Taller no se dedica a fabricar solamente
los Ejes-Piñones, sino que el trabajo es compartido con otras actividades
dando prioridad a la fabricación del Eje-Piñón.
Como se observa en el VSM final, el cuello de botella se encuentra
igualmente en la operación número 3 que es el Fresado.
Tiempo compartido = Ritmo de producción – Cuello de botella
Donde el valor de 64,60 min representa el tiempo efectivo por
unidad y el valor de 99,84 min representa el tiempo compartido por
unidad.

Propuesta 52
Con la eliminación de los tiempos de transporte de estación de
trabajo a estación de trabajo y el ritmo de producción mejorado se obtiene
lo siguiente.
El inverso es:
Con este ritmo de producción final se fabrican 70 unidades
mensualmente y se logra satisfacer la demanda de 62 unidades al mes.
3.4. Análisis De La Eficiencia De La Propuesta
La eficiencia del proceso producción del Eje-piñón de la propuesta
se la obtiene utilizando la siguiente ecuación.
Tiempo Total de Operaciones
Es la suma de todos los tiempos de operación del proceso
producción.
El tiempo total de operación es el tiempo total estándar.

Propuesta 53
Tiempo Total Máximo disponible
Es la suma de todos los tiempos máximos disponibles en cada
proceso donde se registra el tiempo de operación más lenta.
Los resultados como el tiempo total de operaciones que es 164.43
min y el tiempo total máximo disponible que es 516,80 min, una vez
obtenido estos datos se procede a calcular la eficiencia de la línea de
producción.
CUADRO N° 7
TABLA DE TIEMPOS
Operación
del Taller
Tiempo
Operación
(min)
Tiempo Máximo
Disponible (min)
1 5 64,60
2 18.39 64,60
3 64.60 64,60
4 5.88 64,60
5 7.33 64,60
6 1.5 64,60
7 9.28 64,60
8 52.50 64,60
Total 164.43 516,80
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
Propuesta 54
3.5. Análisis De La Productividad De La Propuesta
Para cuantificar los resultados obtenidos con la implementación se
procede a determinar indicadores y uno de ellos es la productividad en la
línea de producción de Eje-piñón de la propuesta que se la obtiene con la
siguiente ecuación.
Ciclo: Es la suma de todos los tiempos de los procesos operativos.
El ciclo del Eje-piñón de la propuesta tiene la suma de todos los
tiempos de los procesos operativos que es 164.43 min/unid, una vez que
se tiene este valor se procede a calcular.
La productividad arroja 0,0068 unid/min pero para mejor
visualización se la transforma a unidades por hora (unid/h) con los
cálculos respectivos que se realiza a continuación.
Entonces la productividad de la línea de Eje-piñón de la propuesta
del Taller Mecánico es 0,368 unid/h.
Propuesta 55
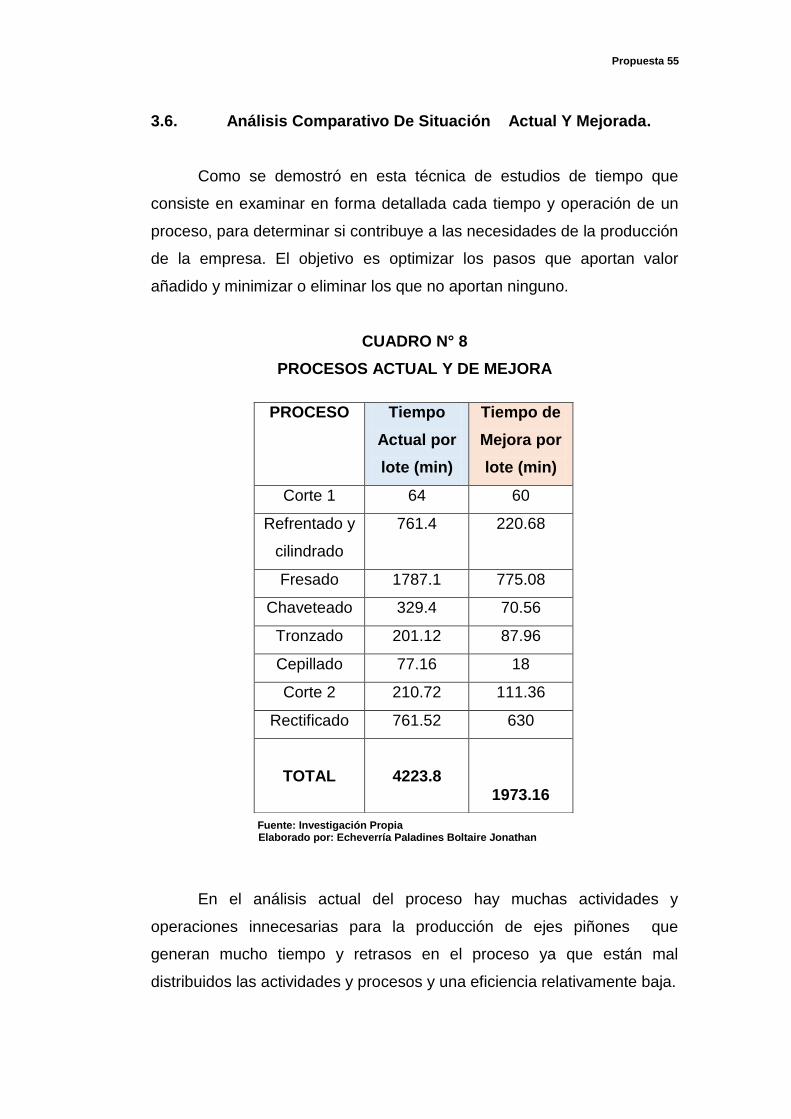
3.6. Análisis Comparativo De Situación Actual Y Mejorada.
Como se demostró en esta técnica de estudios de tiempo que
consiste en examinar en forma detallada cada tiempo y operación de un
proceso, para determinar si contribuye a las necesidades de la producción
de la empresa. El objetivo es optimizar los pasos que aportan valor
añadido y minimizar o eliminar los que no aportan ninguno.
CUADRO N° 8
PROCESOS ACTUAL Y DE MEJORA
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
En el análisis actual del proceso hay muchas actividades y
operaciones innecesarias para la producción de ejes piñones que
generan mucho tiempo y retrasos en el proceso ya que están mal
distribuidos las actividades y procesos y una eficiencia relativamente baja.
PROCESO Tiempo
Actual por
lote (min)
Tiempo de
Mejora por
lote (min)
Corte 1 64 60
Refrentado y
cilindrado
761.4 220.68
Fresado 1787.1 775.08
Chaveteado 329.4 70.56
Tronzado 201.12 87.96
Cepillado 77.16 18
Corte 2 210.72 111.36
Rectificado 761.52 630
TOTAL
4223.8
1973.16

Propuesta 56
Podemos apreciar en la tabla Nro. 14, que el tiempo máximo actual
por lote es de 4223.8 min, mientras que en el tiempo máximo mejorado
por lote es de 1973.16 min, de esta manera podemos sacar el índice de
rendimiento que sería de la siguiente manera:
En el análisis comparativo mejorado, se pudo mejorar
significativamente los tiempos y operaciones para la producción de ejes
piñones, ya que se tuvo que reducir tiempos y actividades innecesarias
que hacían retrasar la producción.
CUADRO N° 9
COMPARACION DE EFICIENCIA
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
CUADRO N° 10
COMPARACION DE PRODUCTIVIDAD
Fuente: Investigación Propia Elaborado por: Echeverría Paladines Boltaire Jonathan
INDICADOR ANTES DESPUES INCREMENTO
Eficiencia 27.68% 32.81% 5.13%
Medida ANTES DESPUES INCREMENTO %
Productividad 0.188
uni/hora
0.368
uni/hora
0.18 100%
Propuesta 57
3.7. Conclusiones
El sistema de producción incremento 5 puntos en la eficiencia.
Los problemas que se hallaron en la línea de producción de Eje-
piñón son: en el transporte de estación a estación de trabajo y los
tiempos de operación para la transformación del producto.
Luego de la implementación de la metodología se procedió a medir
los procesos un estudio de tiempos como el de Productividad y el de
Eficiencia de la línea de producción de Eje-piñón.
Se determina que la eficiencia del proceso es baja en vista de que
en el Taller existen tareas compartidas, y las máquinas son utilizadas para
otras producciones de otros productos.
Recomendaciones
Designar maquinarias solo para uso específico y también solo para
servicios de mantenimiento divididos físicamente.
Implementar otras técnicas de producción esbelta, las mismas que
ayudarán a reducir aún más los desperdicios para seguir mejorando el
Taller.

GLOSARIO DE TÉRMINOS
Eficiencia: es la capacidad de lograr los objetivos y metas
programadas con los recursos disponibles en un tiempo previamente
establecido.
Eje Piñon: los ejes de piñón son dispositivos mecanizados que se
utilizan como ejes externos de entrada a los equipos móviles.
Maquinado: operación que consiste en maquinar una pieza en un
torno.
Optimización: significa buscar la mejor manera de hacer una cosa,
con el fin de obtener excelentes resultados.
Proceso De Mejora Continua: básicamente se busca realizar el
proceso productivo de una manera más efectiva y al mismo tiempo,
encontrar áreas de cualquier índole, con el objetivo de hacer más efectivo
el proceso global de producción.
Productividad: la productividad se puede definir como la relación
entre la cantidad de bienes y servicios producidos y la cantidad de
recursos utilizados.
Producto Terminado: el producto terminado es algo que surge
mediante un proceso de producción.
Tiempo Takt: El tiempo takt es el máximo ciclo de tiempo permitido
para producir un producto y poder cumplir la demanda.

ANEXOS

Anexos 60
ANEXO N° 1
PROCESO DE MAQUINADO
PROCESOS ACTIVIDADES
Calibrar torno
Montaje y sujeción de herramientas
montaje y sujecion de eje- piñón
Formas de torneado
Velocidad de corte
Avance profundidad de corte
Procedimiento de trabajo
Corte de la herramienta
Textura superficial
Formación de la viruta
Posicion de herramienta de corte
Rigidez de la máquina
Sujecion de eje - piñón
Fuerza de corte
Conformación de la superficie de la herramienta
Conformación de ángulo de la herramienta
Preparación del Eje - piñón
Preparación de herramienta de corte
Torneado del Eje - Piñón
PROCESO MECÁNICO DE
TORNEADO
APLICACIÓN DE LAS
VARIABLES DE CORTE PARA
EL PROCESO DE
TORNEADO DE
EJE - PIÑÓN
AFILADO DE HERRAMIENTA
DE CORTE
TORNEADO DE CORTE
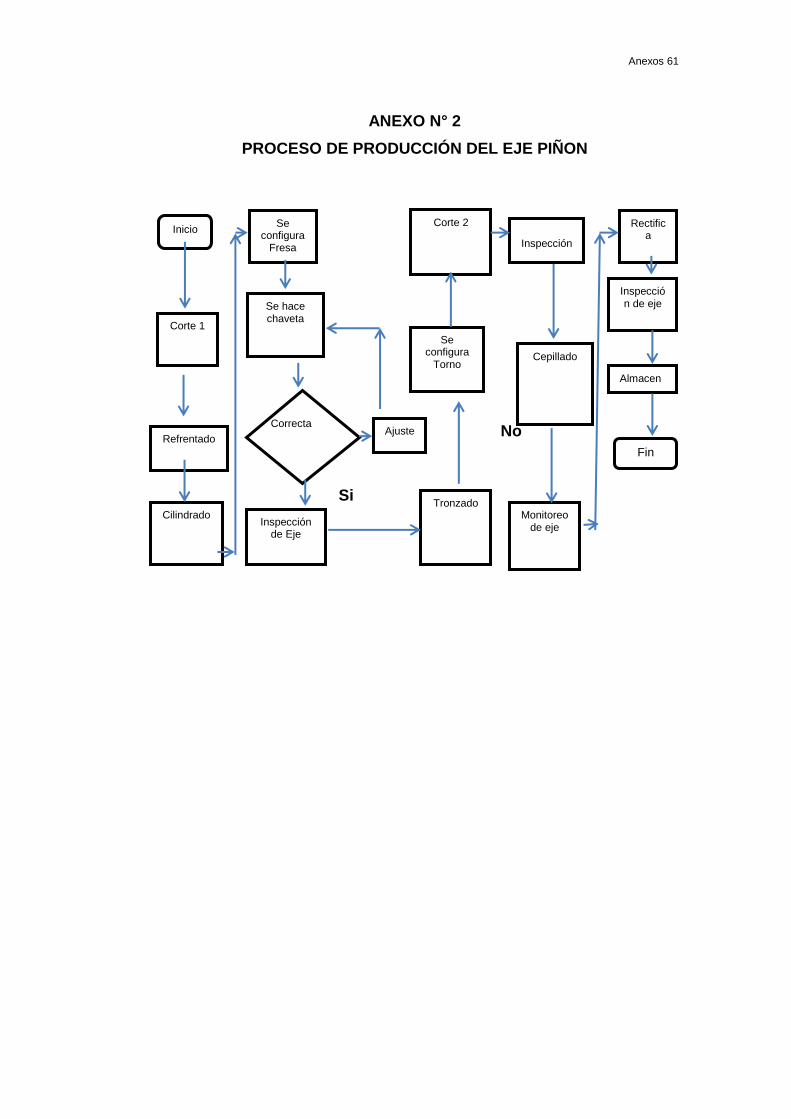
Anexos 61
ANEXO N° 2
PROCESO DE PRODUCCIÓN DEL EJE PIÑON
No
Si
Refrentado
Se hace chaveta
Cepillado
Cilindrado
Inicio
Corte 1
Se configura
Fresa
Correcta
Corte 2
Inspección
Rectifica
Inspección de eje
Almacenaje
Ajuste
Inspección de Eje
Tronzado
Fin
Monitoreo de eje
Se configura
Torno

Anexos 62
ANEXO N° 3
TIEMPOS ESTANDARES DE MAQUINADO
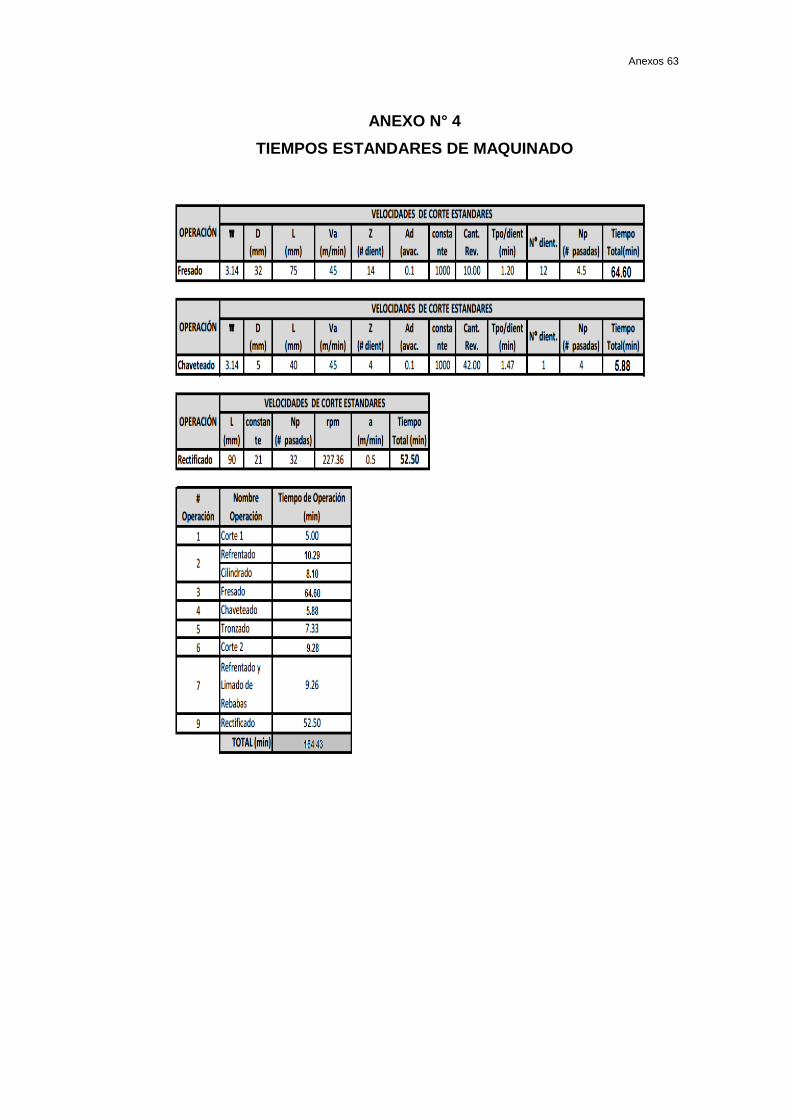
Anexos 63
ANEXO N° 4
TIEMPOS ESTANDARES DE MAQUINADO
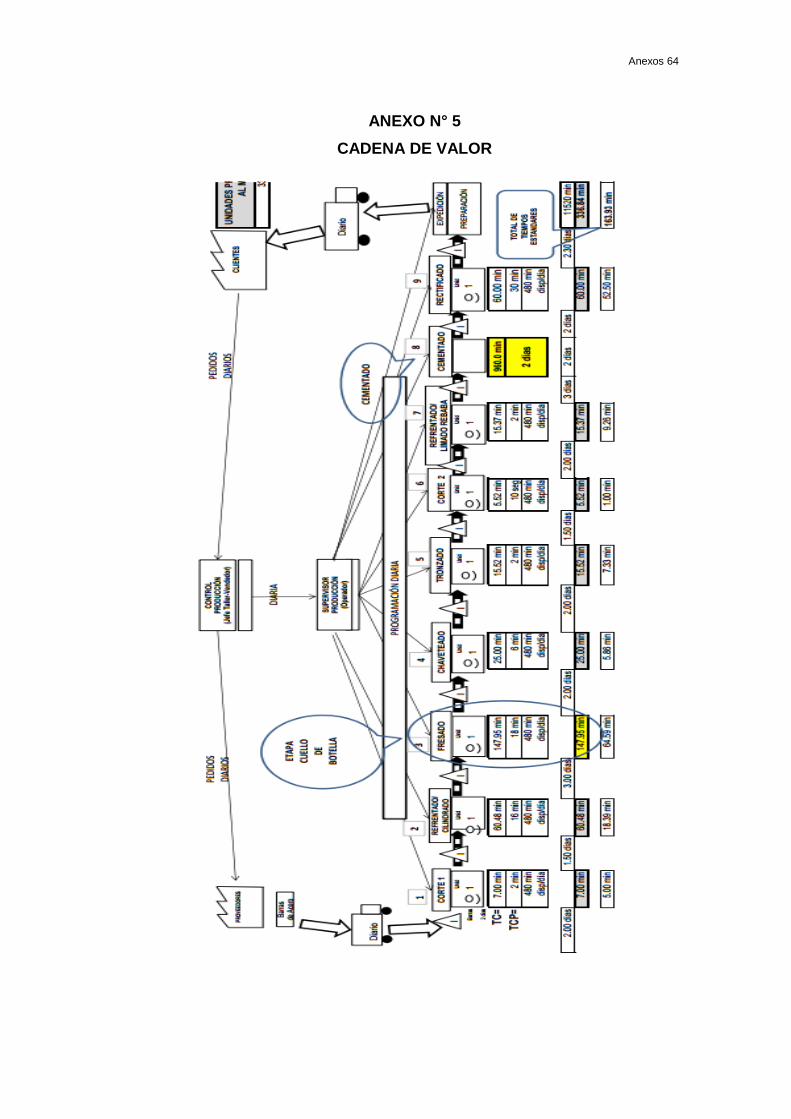
Anexos 64
ANEXO N° 5
CADENA DE VALOR
BIBLIOGRAFÍA
Acosta, P. (13 de mayo de 2010). Desarrollos de proyectos. Obtenido de
http://equipomaquila.blogspot.com/2010_05_13_archive.html
C.Trabajo. (22 De Mayo De 2016). Codigo De Trabajo. Obtenido De
Codigo De Trabajo:
http://www.contraloria.gob.ec/documentos/transparencia/2016/Codi
go%20del%20Trabajo.pdf
Constituyente, A. (28 De Septiembre De 2008). Nueva Constitucion De
Ecuador. Recuperado El Martes De Julio De 2017, De Nueva
Constitucion De Ecuador:
http://www.asambleanacional.gov.ec/documentos/constitucion_de_
bolsillo.pdf
Eckes, G. (1954). EL SIX SIGMA para todos. new jersey, USA: Grupo
Editorial Norma. Recuperado el 3 de 11 de 2016, de
https://books.google.com.ec/books?id=wcPl_I47fk4C&printsec=fron
tcover&dq=six+sigma&hl=es-
419&sa=X&ved=0ahUKEwjexPCrwbHQAhUQcCYKHSOIBVkQ6AE
IIjAA#v=onepage&q=six%20sigma&f=false
Emprende Pime. (2014). Obtenido de
http://www.emprendepyme.net/que-es-la-productividad-
empresarial.html
García, R. (2010). La productividad y el riesgo social de la organizacion
del trabajo. San Vicente: Club univeristario. Obtenido de

Bibliografía 66
https://books.google.com.ec/books?id=Ep4lJlBMB8wC&printsec=fr
ontcover&dq=LA+PRODUCTIVIDAD&hl=es&sa=X&ved=0ahUKEwj
Nrui3muLOAhXJ2B4KHUhEA-
YQ6AEIHDAA#v=onepage&q=LA%20PRODUCTIVIDAD&f=false
Gear, H. (S.F.). Havlik. Obtenido De Engranaje Para Maquinaria Pesada:
Http://www.engranajes-havlik.com/acerca
Gómez, A. (17 de junio de 2014). Estudio del trabajo. Obtenido de
https://sites.google.com/site/et111221057312211582/diagrama-de-
proceso-de-flujo
Grossi, A. S. (2005). La llamada Revolucion Industrial. Caracas: Editorial
Texto. Recuperado el Martes de Octubre de 2016, de
https://books.google.com.ec/books?id=YmbEneoFEI0C&pg=PA23&
dq=revolucion+industrial&hl=es&sa=X&ved=0ahUKEwiIjrWd_IjQAh
VM1CYKHWZDDFAQ6AEIHDAA#v=onepage&q=revolucion%20ind
ustrial&f=false
Heizer, j. (2004). Principios de Administarcion de Operaciones (Vol.
QUINTO). Texas, USA: PEARSON EDUCATION. Recuperado el 1
de Noviembre de 2016, de
https://books.google.com.ec/books?id=jVIwSsVHUfAC&printsec=fro
ntcover&dq=administracion+de+operaciones&hl=es&sa=X&ved=0a
hUKEwiP7r2kkYnQAhWLKCYKHRwZC7gQ6AEIHzAB#v=onepage
&q=administracion%20de%20operaciones&f=false
International, H. (2010). EJE-PIÑON. Obtenido de
http://www.engranajes-havlik.com/home
Lopez, V. (2008). Gestion Eficas de los Procesos Productivos. Madrid,
España: Especial Directivos. Recuperado el 10 de Noviembre de

Bibliografía 67
2016, de
https://books.google.com.ec/books?id=Wz1tLl8uVWwC&printsec=fr
ontcover&hl=es&source=gbs_ge_summary_r&cad=0#v=onepage&
q&f=false
Parra, G. (2015). Monografías.com. Obtenido de
http://www.monografias.com/trabajos37/procesadora-
frutas/procesadora-frutas4.shtml
Pérez, A. J. (2010). Gestion por Procesos (Vol. IV). Madrid, España: ESIC
EDITORIAL. Recuperado el 2 de Noviembre de 2016, de
https://books.google.es/books?id=iGrY7tW178IC&pg=PA45&dq=ge
sti%C3%B3n+por+procesos&hl=es&sa=X&ved=0ahUKEwid-
pqaqYnQAhWFbiYKHf-
EDAUQ6AEINDAA#v=onepage&q=gesti%C3%B3n%20por%20pro
cesos&f=false
Producccion. (2014). La producion. Obtenido de http://e-
ducativa.catedu.es/44700165/aula/archivos/repositorio/1000/1036/h
tml/1_el_proceso_productivo_y_sus_elementos.html
Prokopenko, J. (1989). La gestion de la productividad. Ginebra:
Productivity management. Obtenido de
http://s3.amazonaws.com/academia.edu.documents/41340064/Libr
o-Productividad-
Prokopenko.pdf?AWSAccessKeyId=AKIAJ56TQJRTWSMTNPEA&
Expires=1472326617&Signature=p%2Fhiu7hfTnHisAjwm%2FgV8u
wMonw%3D&response-content-
disposition=inline%3B%20filename%3DLibro_Produc
Referencia.de. (2008). Obtenido de http://definicion.de/produccion/

Bibliografía 68
Roman, A. (12 de Enero de 2012). Medwave. Obtenido de
http://www.medwave.cl/link.cgi/Medwave/Series/GES01/5286
Técnicas del mejoramiento de la productividad. (2012). Obtenido de
http://www.ingenieria.unam.mx/~guiaindustrial/productividad/info/4/
6.htm
Udaondo, M. D. (1992). Gestion de Calidad. (J. Bravo, Ed.) Madrid,
España: Ediciones Diaz de Santos S.A. Recuperado el 1 de
Noviembre de 2016, de
https://books.google.es/books?hl=es&lr=&id=hoRlEGdLGxIC&oi=fn
d&pg=PR9&dq=gesti%C3%B3n+de+calidad&ots=qf6rQj-
w_e&sig=wzQVDQP8iF0-
bkAGjvkZZZ_MGKI#v=onepage&q=gesti%C3%B3n%20de%20cali
dad&f=false
Wikipedia. (Agosto de 2016). Obtenido de
https://es.wikipedia.org/wiki/Producci%C3%B3n_(econom%C3%AD
a)
Wikipedia. (14 De Agosto De 2016). Wikipedia. Obtenido de
https://es.wikipedia.org/wiki/Pi%C3%B1%C3%B3n_(mecanismo)