universidad de guayaquil facultad de …repositorio.ug.edu.ec/bitstream/redug/28368/1/bcieq-t-0244...
TRANSCRIPT
I
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE CIENCIAS QUÍMICAS
MODALIDAD: (INVESTIGACIÓN)
TEMA: INFLUENCIA DE LA ADICIÓN DE FIBRA EN LA CINÉTICA DE LA
FERMENTACIÓN DE LA LECHE DE CABRA.
TRABAJO DE TITULACIÓN PRESENTADO COMO REQUISITO PREVIO PARA
OPTAR AL GRADO DE QUÍMICA Y FARMACÉUTICA
AUTORES:
ALARCÓN MORENO KATHERINE JESSENIA
CARPIO MARTILLO SELENA MARÍA
TUTOR:
Ph.D. Raúl DIAZ TORRES
GUAYAQUIL - ECUADOR
2017-2018
II
III
IV
V
VI
VII
VIII
IX
X
XI
XII
AGRADECIMIENTO
Agradecemos a Dios, por vernos dado la posibilidad y la fortaleza para llegar a
estas instancias de nuestra vida, nuestros formadores han llegado a formar gran parte
de nuestros logros y metas. Gracias al Ph.D. Raúl Díaz Torres, quien ha formado y
ha logrado que culminemos con nuestra tesis, gracias por vernos impartido sus
conocimientos; sin duda alguna lo llevaremos siempre en nuestro corazón. Le
agradecemos por no solo ver sido nuestro mentor sino, nuestro padre que nos guio
por más de 6 meses.
A la Dra. Celeste Carrillo, gracias por vernos guiado y verse convertido más que
en una docente, una amiga en la cual nos ayudó en los momentos que la
necesitábamos. Las personas que nos ayudaron sin duda alguna son muchas, la cual
no cabe explicarles cuan agradecidas estamos que nos hayan ayudado en este largo
proceso, como no agradecer a las empresas que nos ayudaron, a las Doctoras que
de una u otra forma nos extendieron una mano. Gracias por su amistad, consejo,
apoyo y ánimos.
Este trabajo de titulación también se lo agradecemos a nuestros padres quienes
han estado para nosotros y nos han ayudado en los momentos más difíciles, y
estamos agradecidas por ser nuestros guiadores desde pequeñas y hoy en día
puedan ver el fruto de su cosecha. Dios los bendiga y los guie a cada una de las
personas que estuvieron para nosotras sin importar el tiempo que duraría.
Katherine Jessenia Alarcón Moreno
Selena María Carpio Martillo
XIII
DEDICATORIA
Son muchas las personas que han formado parte de este trayecto tan largo y me
ha dado la motivación para poder salir adelante, les agradezco por guiarme en el
camino del bien y ver hecho en mi lo que estoy logrando ahora. Esta tesis va dedica
a Dios y a mis padres quienes han sido el pilar fundamental de toda mi carrera
universitaria en especial a mi padre porque gracias a él elegí esta carrera de la cual
estoy orgullosa. Los llevo en mi corazón a cada una de las personas que han confiado
en mí. Es bueno saber que no solo me llevo una carrera universitaria sino grandes
amigos que se llegaron a convertir en hermanos. Que Dios los bendiga.
Katherine Jessenia Alarcón Moreno
Esta tesis esta dedica a mis padres, ya que a su esfuerzo y dedicación me han
inculcado que para seguir mis metas, se debe esforzar hasta alcanzar los objetivos
planteados ya que la educación es un derecho primordial en la vida del ser humano,
gracias Dios y a todas las personas que estuvieron alentándome durante este largo
periodo, y finalmente puedo concluir esta linda etapa de mi vida, y no faltaba más que
agradecer de antemano a mis tutores y docentes que siempre estuvieron
apoyándonos y brindándonos su ayuda en cada momento con sus conocimientos y
disposición para culminar nuestros trabajos, y lo más importante salir más que
docentes nuestros amigos.
Selena María Carpio Martillo
XIV
ÍNDICE
CAPITULO I ......................................................................................................................1
1.1 Introducción ..........................................................................................................1
1.2 Problema ................................................................................................................3
1.3 Hipótesis ................................................................................................................3
1.4 Objetivos ................................................................................................................4
1.4.1 Objetivo general ...........................................................................................4
1.4.2 Objetivos específicos ..................................................................................4
CAPITULO II. REVISIÓN BIBLIOGRÁFICA ...............................................................5
2.1 Antecedentes ........................................................................................................5
2.2 Leche ......................................................................................................................6
2.2.1 Componentes de la Leche ..........................................................................6
2.2.3 Valor nutricional ...........................................................................................7
2.3 La Leche de Cabra...............................................................................................8
2.3.1 Valor nutricional ..........................................................................................8
2.4 Leche Fermentada ...............................................................................................9
2.4.1 Cultivos específicos utilizados para la fermentación..........................9
2.5 Cultivos Iniciadores ..........................................................................................10
2.6 Probióticos ..........................................................................................................11
2.6.1 Lactobacillus Paracasei spp....................................................................11
2.7 La fibra .................................................................................................................12
2.7.1 La fibra como ingrediente funcional ......................................................12
XV
2.7.2 La fibra como ingrediente en la elaboración de yogurt ....................13
2.7.3 Fuentes de fibra dietaría derivadas de frutas y vegetales ...............14
CAPITULO III. METODOLOGÍA ..................................................................................16
3.1 Diseño de investigación...................................................................................16
3.2 Variables ..............................................................................................................16
Variable Independiente: ......................................................................................16
Variable Dependiente: .........................................................................................16
3.3 Cuadro de Operacionalización de las Variables ........................................17
3.4 Población y Muestra .........................................................................................18
3.5 Métodos ...............................................................................................................18
3.5.1 Recepción de Materia prima ...............................................................18
3.5.2 Obtención de la Harina de Maracuyá ................................................19
3.5.3 Preparación de la Mermelada .............................................................20
3.5.4 Preparación del Yogurt ........................................................................20
3.5.5 Control de la fermentación ..................................................................21
3.5.6 Análisis sinéresis ..................................................................................22
3.5.7 Análisis Bromatológicos .....................................................................22
3.5.8 Análisis Microbiológicos .....................................................................25
3.5.9 Análisis Sensorial ..................................................................................26
3.5.10 Análisis Estadísticos ........................................................................27
CAPITULO IV. RESULTADOS Y DISCUSIÓN .........................................................28
4.1 Recepción de Materia prima .......................................................................28
XVI
4.2 Control de la fermentación ..........................................................................29
4.3 Análisis Bromatológicos .............................................................................35
4.4 Análisis de la Sinéresis ................................................................................36
4.5 Análisis Microbiológicos .............................................................................37
4.6 Análisis Sensorial..........................................................................................40
CONCLUSIONES: .........................................................................................................42
RECOMENDACIONES: ................................................................................................43
BIBLIOGRAFIA: ............................................................................................................44
ANEXOS: ........................................................................................................................50
XVII
Tabla de Contenido
Tabla I: Claeys et al, 2014. Composición aproximada de la leche de mamíferos
seleccionados. .......................................................................................................................7
Tabla II: CODEX-STAN-243, 2003. Cultivos específicos utilizados para la
fermentación. .........................................................................................................................9
Tabla III: Resultados del control de la leche de cabra recibida. ..............................28
Tabla IV: Resultados del control de la harina de maracuyá. ....................................29
Tabla V: Resultados obtenidos de las réplicas de pH del control de la
Fermentación. ......................................................................................................................30
Tabla VI: Resultados obtenidos de las réplicas de Acidez del control de la
Fermentación. ......................................................................................................................31
Tabla VII: Resultados obtenidos del programa CurveExpert 1.3 usando el modelo
MMF para los datos de pH vs Tiempo. ............................................................................33
Tabla VIII: Resultados obtenidos del programa CurveExpert 1.3 usando el modelo
MMF para los datos de Acidez vs Tiempo. ......................................................................34
Tabla IX: Resultados obtenidos de las pruebas bromatológicos realizadas a la
Harina de Maracuyá............................................................................................................35
Tabla X: Resultados de análisis bromatológicos para las muestras de Yogurt. ....36
Tabla XI: Resultados obtenidos del análisis del porcentaje de sinéresis ...............37
Tabla XII: Resultados del análisis sensorial realizado por medio de encuestas. ..40

XVIII
Tabla de Gráficos:
Gráfico 1: Recolección de materia prima con las frutas de maracuyá. ..................50
Gráfico 2: Cascaras de Maracuyá deshidratadas a temperatura de 62°C. ............50
Gráfico 3: Proceso de Molido de las cascaras de Maracuyá, para la obtención de
la harina. ...............................................................................................................................51
Gráfico 4: Tamizaje de la Harina de Maracuyá. .........................................................51
Gráfico 5: Comparacion del comportamiento de leches fermentadas. a) leches
fermentadas (control), b) leches fermentadas con adición de mermelada y harina de
maracuya, c) Leche fermentadas con adición de harina de maracuyá. ......................52
Gráfico 6: Medición de pH en leches fermentadas ...................................................52
Gráfico 7: Determinación de colonias de Bacterias Ácidos Lácticas. .....................53
Gráfico 9: Curva de control pH vs Tiempo del yogurt natural. .................................53
Gráfico 10: Curva de control acidez vs Tiempo del yogurt natural. .........................54
Gráfico 11: Curva de control pH vs Tiempo del yogurt 7,5% de mermelada. ........54
Gráfico 12: Curva de control acidez vs Tiempo del yogurt 7,5% de mermelada...55
Gráfico 13: Curva de control pH vs Tiempo del yogurt 10% de mermelada. .........55
Gráfico 14: Curva de control acidez vs Tiempo del yogurt 10% de mermelada. ...56
XIX
RESUMEN
La adición de fibra en la dieta ha llevado a la población a incrementar su ingesta,
para un mejor funcionamiento del sistema gastrointestinal. La elaboración de
productos lácteos permite la incorporación de microorganismos que produzcan
cambios bioquímicos deseados como son los microorganismos probióticos, por lo
que, se desarrolló una leche fermentada mediante el cocultivo del microorganismos
probiótico Lactobacillus paracasei spp., inoculado al 0,1%, con cultivo Yoflex® 811
inoculado al 0,2%. La leche se incubó a una temperatura de 42 °C y para incorporar
la fibra se preparó una mermelada de maracuyá conteniendo 2,5% de harina de
maracuyá. Se prepararon yogurt natural y yogurt conteniendo concentraciones de
7,5%, o 10% de mermelada. En la leche que contenía 7,5% de mermelada, aumentó
la velocidad máxima de fermentación y disminuyeron el tiempo necesario para
alcanzar esa velocidad y el pH final. Los productos elaborados mostraron ser
probióticos con valores del recuento de bacterias Ácidos lácticas superiores a 106,
pero debe profundizarse en el tema de su viabilidad. La evaluación sensorial mostró
que los productos elaborados fueron aceptados por los consumidores.
Palabras Claves: Leches Fermentadas, Probiótico, Lactobacillus paracasei spp, Bacterias ácidos lácticas, Viabilidad.

XX
ABSTRACT
The addition of fiber to the diet has led the population to increase its intake, for a
better working of the gastrointestinal system. The elaboration of dairy products allows
the incorporation of microorganisms that produce the desired biochemical changes,
such as probiotic microorganisms, therefore, a fermented milk was developed through
the cultivation of the probiotic microorganisms Lactobacillus paracasei spp., 0.1%
inoculated, with Yoflex® 811 culture, inoculated at 0.2%. The milk was incubated at a
temperature of 42 ° C and to incorporate the fiber, a passion fruit jam was elaborated
containing 2.5% passion fruit flour. Natural yogurt and yogurt were prepared
containing 7.5% or 10% of jam. Milk that contained 7.5% jam, increased the maximum
fermentation rate and the time needed to reach that speed and the final pH decreased.
The products elaborated showed to be probiotic with values of the lactic acid bacteria
count higher than 106, but on feasibility it must be deepened. The sensory evaluation
showed that the processed products were accepted by the consumers.
Key words: Fermented milks, Probiotic, Lactobacillus paracasei spp, Lactic
Acid bacteria, Viability.
1
CAPITULO I
1.1 Introducción
La leche fermentada debido a su consumo ha sido asociada en contener efectos
beneficiosos para la salud como en la prevención de enfermedades intestinales y
fortalecimiento del sistema inmunológico (García & Hernández, 2015).
Estos tipos de productos lácteos se desarrollan a partir de la leche de vaca, que
es las más común para la preparación, pero también se encuentra la leche de cabra
que es uno de los alimentos más completos para el ser humano, ya que contiene
una fuente importante de nutrientes ricos en energía, proteína de alta calidad, así
como vitaminas y minerales (Medina, 2012).
Para la preparación de estas bebidas lácteas, se puede usar microorganismos
que ayuden a enriquecer la fermentación, entre los cuales se encuentran los
probióticos que son microorganismos vivos que aportan en el alimento en suficiente
cantidad para alterar la microbiota digestiva, ejerciendo efectos positivos en el
hospedador (Álvarez & Azpiroz, 2015).
Las bacterias probióticas son promovidas principalmente por el género
Lactobacillus, que han sido ampliamente demostradas. La emergencia de estas
bacterias resistentes a los antibióticos, así como formas naturales de suprimir el
crecimiento de microorganismos patógenos, han contribuido al concepto, los cuales
no solo compiten y suprimen la fermentación indeseable en el intestino humano, sino
que además producen un gran número de efectos benéficos para la salud del
2
consumidor, ya que actúan sobre el ecosistema intestinal, estimulando tanto los
mecanismos inmunitarios de la mucosa como los mecanismos no inmunitarios, a
través del antagonismo y competencia con patógenos potenciales (Díaz, Llerena,
Chele, et. al. 2017).
La utilización de microorganismos en la elaboración de productos lácteos es una
práctica ancestral que se realiza para producir cambios bioquímicos deseados
durante la elaboración y maduración de los diversos productos lácteos (Díaz et al.,
2017).
El objetivo de este trabajo es evaluar el efecto de la adición de fibra en la cinética
de fermentación de la bacteria probiótica Lactobacillus Paracasei en co-cultivo con
Lactobacillus bulgaricus y Streptococcus thermophilus en leche de cabra entera (Díaz
et al., 2017).
3
1.2 Problema
¿Cuál es el efecto de la adición de fibra en la cinética de la fermentación en la
leche de cabra?
1.3 Hipótesis
La adición de fibra incrementa la velocidad de crecimiento de los microorganismos
fermentativos en la leche de cabra.
4
1.4 Objetivos
1.4.1 Objetivo general
Evaluar la influencia de la adición de fibra en la cinética de la fermentación de
la leche de cabra.
1.4.2 Objetivos específicos
Evaluar el efecto del porcentaje de adición de fibra sobre los cambios químicos
durante la fermentación de la leche de cabra.
Evaluar el efecto del porcentaje de adición de fibra sobre el crecimiento
bacteriano y viabilidad de las bacterias ácido láctico en la leche de cabra.
Caracterizar sensorialmente los productos obtenidos.
5
CAPITULO II. REVISIÓN BIBLIOGRÁFICA
2.1 Antecedentes
La leche más consumida es proveniente de la vaca, sin embargo en los últimos
tiempos se ha incentivado la producción de leche a partir de especies no tradicionales
como la cabra u oveja, siendo la cabra uno de los animales domésticos de más amplia
distribución geográfica en todo el mundo, debido a su capacidad de adaptación a
diferentes condiciones climáticas, vegetación y manejo, que antes de ser sacrificada
era ordeñada (Raigoza, Londoño & López, 2014).
Entre la leche caprina y sus productos derivados se puede obtener principalmente
el queso y yogurt, que son de gran importancia en la alimentación y la salud humana,
siendo esta la diferencia marcada con la leche de vaca; en donde contiene mayor
abundancia de aminoácidos esenciales y siendo más rica en ácidos grasos de cadena
corta, media y ácidos grasos polinsaturados, la lactosa constituye el carbohidrato
más abundante en las leches, siendo la leche de cabra la que contenga un promedio,
4,1% frente a 4,7 % en la leche de vaca; por lo que no se puede considerar como una
solución de la dieta para personas que sufren de intolerancia a la lactosa (Raigoza et
al. 2014).
Al pasar el tiempo la leche tuvo que someterse a tratamientos para evitar
proliferación de bacterias y sea apto para el consumo humano, existiendo un cambió
a partir del descubrimiento del efecto del tratamiento térmico sobre los
microorganismo que causan deterioro de los alimentos, proceso que hoy en día se
6
llama pasteurización, que permite que los productos sean conservados por más
tiempo e inocuos para la salud (Eraso & Arango, 2016).
También, las técnicas de refrigeración favoreció el desarrollo de la producción
industrial de la leche y sus derivados. Estos procesos han permitido contar con una
cadena productiva de leche de gran desarrollo, donde se verifica la calidad de los
productos, la innovación, la investigación, provisión de productos nutritivos y
saludables, y la industrialización, hoy por hoy un agente de desarrollo de primer nivel
en todos los países (Tirado, Yacub, Cajal, Murillo, Leal, Franco & Acevedo, 2017).
2.2 Leche
La leche por ser un alimento muy completo, se utiliza como fuente de
nutrimentos. Siendo, un medio ideal para el crecimiento de microorganismos, que
si no son eliminados pueden convertirse en un riesgo para los consumidores. Por
esto, es un factor fundamental que influye sobre su valor de aceptación universal,
que constituye una fuente nutritiva, no superada por ningún otro alimento
conocido por el ser humano (Agudelo & Bedoya, 2005).
2.2.1 Componentes de la Leche
La leche es una mezcla líquida cuya composición proximal es de: proteínas 4%,
lípidos 5%, azúcares, 5%, agua, 86%, minerales y vitaminas aunque estos valores
depende del tipo de animal, la época del año y su alimentación, entre otros factores
(WingChing-Jones & Mora-Chaves, 2013).
7
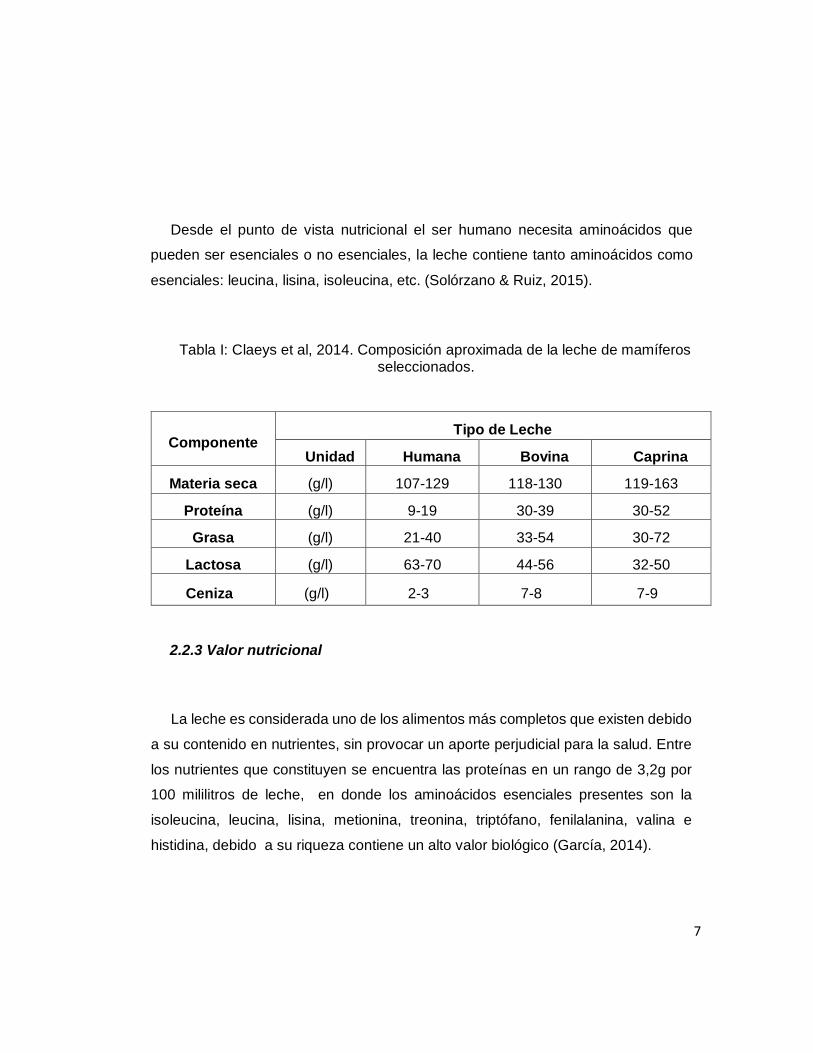
Desde el punto de vista nutricional el ser humano necesita aminoácidos que
pueden ser esenciales o no esenciales, la leche contiene tanto aminoácidos como
esenciales: leucina, lisina, isoleucina, etc. (Solórzano & Ruiz, 2015).
Tabla I: Claeys et al, 2014. Composición aproximada de la leche de mamíferos seleccionados.
Componente Tipo de Leche
Unidad Humana Bovina Caprina
Materia seca (g/l) 107-129 118-130 119-163
Proteína (g/l) 9-19 30-39 30-52
Grasa (g/l) 21-40 33-54 30-72
Lactosa (g/l) 63-70 44-56 32-50
Ceniza (g/l) 2-3 7-8 7-9
2.2.3 Valor nutricional
La leche es considerada uno de los alimentos más completos que existen debido
a su contenido en nutrientes, sin provocar un aporte perjudicial para la salud. Entre
los nutrientes que constituyen se encuentra las proteínas en un rango de 3,2g por
100 mililitros de leche, en donde los aminoácidos esenciales presentes son la
isoleucina, leucina, lisina, metionina, treonina, triptófano, fenilalanina, valina e
histidina, debido a su riqueza contiene un alto valor biológico (García, 2014).
8
2.3 La Leche de Cabra
La leche de cabra debido a su composición tiene el potencial de sustituir en la dieta
del ser humano los lácteos de origen bovino, desarrollando que en las leches
fermentadas interactúen microorganismos probióticos, que se encuentran
habitualmente en el intestino, produciendo efectos beneficiosos para el equilibro
existente en la microbiota intestinal, donde están en constante competencia las
bacterias putrefactivas y patógenos oportunistas, lo cual frenan así su metabolismo
perjudicial e intervienen positivamente en la homeostasis intestinal (Llerena, Loor,
Suéscum & Molina et. al 2017).
2.3.1 Valor nutricional
La leche de cabra tiene propiedades nutricionales únicas, con alto valor calórico,
proporcionando una cantidad considerable de lípidos y proteínas, así mismo contiene
un elevado índice en minerales y vitaminas que la leche de vaca, siendo
hipoalergénica, digestible y facilita su rápida asimilación; las vitaminas y minerales
que más sobresalen en la leche de cabra es el calcio y vitamina D, sustancias que
ayudan a la formación de los huesos, previniendo enfermedades como la
osteoporosis (Prettel & Urraca, 2016).
Este producto alimenticio contiene un sabor más rico, aunque en la actualidad el
ser humano no asimile bien la producción de esta leche, siendo más dulce. La grasa
que proporciona es más digestible, debido a que sus glóbulos de grasa son más
pequeñas y pueden ser absorbidas por los jugos intestinales (Prettel & Urraca, 2016).
9
2.4 Leche Fermentada
La leche fermentada es un producto lácteo obtenido por la acción de diferentes
tipos de microorganismos adecuados y teniendo como resultado la reducción del pH
debido a la transformación de lactosa a ácido láctico. Estos cultivos de
microorganismos serán viables, activos y abundantes en el producto hasta la fecha
de duración mínima. Si el producto es tratado térmicamente luego de la fermentación,
no se aplica el requisito de microorganismos viables (FAO/WHO, 2002).
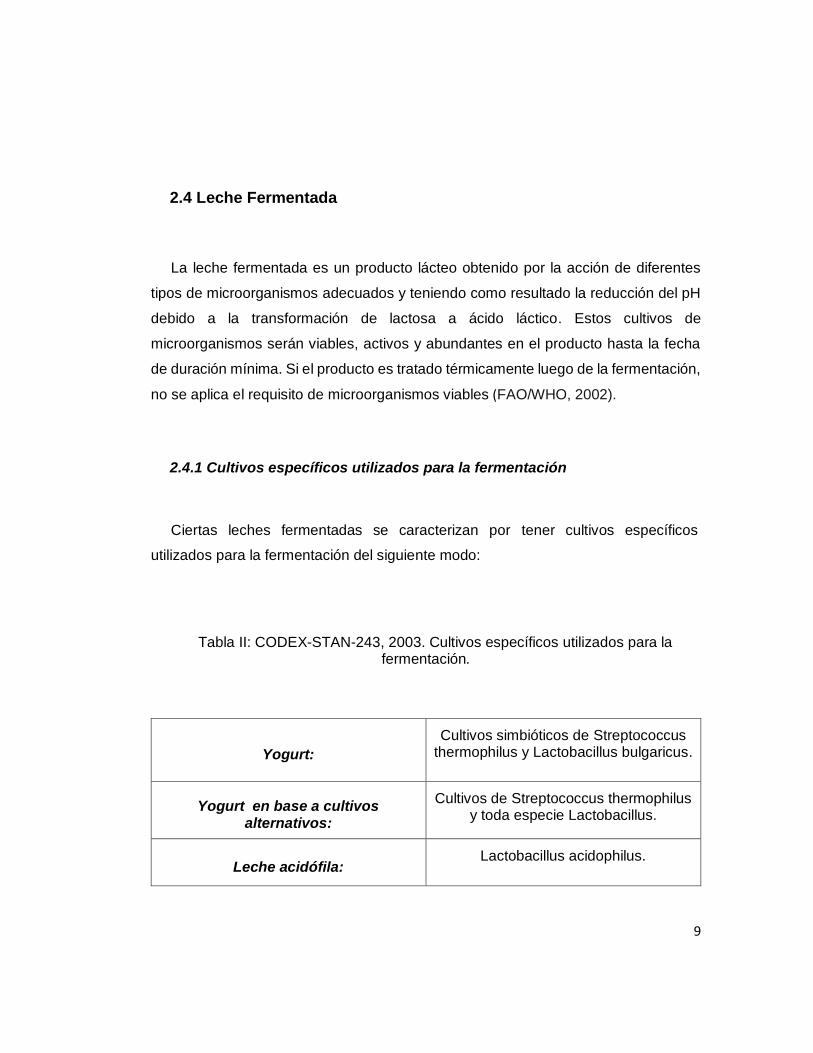
2.4.1 Cultivos específicos utilizados para la fermentación
Ciertas leches fermentadas se caracterizan por tener cultivos específicos
utilizados para la fermentación del siguiente modo:
Tabla II: CODEX-STAN-243, 2003. Cultivos específicos utilizados para la fermentación.
Yogurt:
Cultivos simbióticos de Streptococcus thermophilus y Lactobacillus bulgaricus.
Yogurt en base a cultivos alternativos:
Cultivos de Streptococcus thermophilus y toda especie Lactobacillus.
Leche acidófila: Lactobacillus acidophilus.
10
2.4.1.1 Yogurt
El yogurt es considerado como un alimento que posee muchos efectos saludables,
con un alto valor nutricional, que contiene una fuente de calcio por ser derivado de la
leche, que se puede preparar con varios tipos de Lactobacillus, que está también
puede contener microorganismos como los probióticos, obteniéndose al añadir
cualquier tipo de leche hervida, entera o desnatada, lo cual los fermentos degradan
la lactosa y la transforman en ácido láctico (Riviera, Giraldo & Agudelo-Laverde,
2017).
Entre los pasos más relevantes para la elaboración de esta bebida láctea se
requiere de una previa selección de materia prima, lo cual el componente principal es
la leche que debe ser de buena calidad, donde pasa por el proceso de pasteurización
a 85 o 90 °C por 5 minutos, para obtener el yogurt se requiere una inoculación que
puede ser de 2 formas, la primera activando el cultivo iniciador el cual será adicionado
a la leche o mediante la adición directa del cultivo liofilizado; este proceso se lleva a
cabo a una temperatura de 42 °C en la leche. El proceso de incubación o también
llamada fermentación, es necesaria para el desarrollo de acidez en el yogurt, en la
que el producto se deja incubar a una temperatura entre 40 y 45 °C hasta que alcance
la acidez deseada, este proceso puede tarar entre 3 a 5 horas (Rivera et. al, 2017).
2.5 Cultivos Iniciadores
Se pueden usar diferentes cultivos iniciadores que se diferencian en cuanto a su
grado de activación, necesidades metabólicas, etc.
11
Pero básicamente todos están constituidos de mezclas de Lactobacillus delbrueckii
subsp. Bulgaricus y Streptococcus thermophilus. Uno de los cultivos más utilizados
en Ecuador es el Yoflex® 811.
Cultivo termófilo YoFlex® 811: Este cultivo produce un yogurt con sabor muy
suave, muy alta viscosidad y muy bajo proceso de post-acidificación. Para su
empleo se inocula asépticamente la leche y una vez inoculada se agita la
mezcla durante 10-15 minutos para distribuir de manera uniforme. La
temperatura de incubación recomendada es de 35-45 °C, (Rodríguez-Bernal,
Serna-Jiménez, Uribe-Bohórquez, Klotz & Quintanilla-Carvajal, 2014).
2.6 Probióticos
Se consideran probióticos aquellos microorganismos vivos que favorecen el
crecimiento bacteriano en el tracto digestivo, cuando se administran en cantidades
adecuadas, inhibiendo el crecimiento de agentes patógenos a nivel del sistema
inmune y activando la fagocitosis, teniendo un efecto beneficioso sobre la salud del
huésped (Pico, Romero, Carvajal, Ardila, et al., 2016).
2.6.1 Lactobacillus Paracasei spp.
El Lactobacillus paracasei spp., es una de las mejores cepas probióticas añadidas
a los suplementos lácteos, es buena para la función digestiva, aumenta el sistema
inmunológico e incluso los niveles de energía. En estudios que se han realizados se
12
ha demostrado que la cepa podría ser útil para combatir infecciones del sistema
gastrointestinal (Díaz et. al, 2017).
2.7 La fibra
2.7.1 La fibra como ingrediente funcional
En la época moderna se ha incrementado la presencia de enfermedades
relacionadas con la nutrición. Entre los factores a los que se les está dando mayor
importancia se encuentra el aporte de fibra a partir del consumo de alimentos. En la
actualidad se dispone de diversas fuentes de fibra dietética, como los cereales,
granos, vegetales, frutas y legumbres, las cuales pueden ser consumidas de manera
directa o empleadas como fuente de fibra en la elaboración de nuevos alimentos,
ayudando al organismo a prevenir la presencia de las enfermedades silenciosas,
además de realizar un aporte desde el punto de vista tecnológico debido a su
propiedades funcionales tecnológicas durante la producción de alimentos (Matos-
Chamorro & Chambilla-Mamani, 2010).
Entre las bondades que se atribuyen a la presencia de fibra en los productos
alimenticios se cuenta el papel que juegan en a la prevención del cáncer coló-rectal
debido a su efecto benéfico importante porque reduce la secreción de ácidos biliares
e incrementa su excreción en las heces. De otra parte, la alta capacidad de retención
de agua puede diluir la concentración de agentes cancerígenos y también adsorberlos
en la superficie (Parra, 2017).
13
2.7.2 La fibra como ingrediente en la elaboración de yogurt
El yogurt es un producto lácteo fermentado, que se ha empleado por mucho tiempo
en la alimentación humana ya que se le considera una fuente importante de
constituyentes nutritivos y terapéuticos. Algunos de estos efectos son atribuibles a la
actividad metabólica de los cultivos iniciadores que se emplean y pueden ser
mejorados aún más mediante la adición de organismos probióticos. A pesar de la
importancia de alcanzar un nivel mínimo de estas bacterias para lograr efectos
probióticos, muchos estudios han mostrado que la viabilidad de estas bacterias en el
yogur es deficiente, por lo que actualmente se trabaja en la incorporación de
microorganismos probióticos en co-cultivo con sus bacterias características (Sah,
Vasiljevic, McKechnie & Donkor, 2016).
Se ha observado que la incorporación de fibra obtenida de subproductos del
procesamiento de frutas, mejora la viabilidad de los microorganismos probioticos
utilizados en co-cultivo, con las bacterias del yogurt (Espírito, Cartolano, Silva,
Soares, Gioielli, Perego & Oliveira, 2012).
También se ha encontrado que la incorporación de diferentes fuentes de fibra
influye en la velocidad de crecimiento de estos microorganismos probióticos (Díaz et.
al., 2017).
Sin embargo algunos autores han reportado que, aunque el empleo de fuentes de
fibra como sustrato en la producción de yogur mejora sustancialmente la viabilidad de
los microorganismos probióticas durante el periodo de almacenamiento refrigerado,
14
en ocasiones perjudica sus propiedades organolépticas (Heydari, Mortazavian,
Ehsani, Mohammadifar, & Ezzatpanah, 2011).
2.7.3 Fuentes de fibra dietaría derivadas de frutas y vegetales
Los subproductos del procesamiento de alimentos vegetales son fuentes
importantes de fibra dietaría y especialmente de la fracción insoluble. Entre los
subproductos más empleados para la fortificación de alimentos se encuentran los
obtenidos a partir de mango, maracuyá, guayaba y palmito (Cruz, Guamán, Castillo,
Glorio, & Martínez, 2015).
Las harinas hechas de frutas, cereales y otros vegetales son fuentes potenciales
de fibras prebióticas y representan valiosas alternativas económicas para mejorar el
valor nutricional y la calidad funcional de los alimentos procesados. Además, estas
harinas permiten el desarrollo de productos simbióticos si se agregan junto con
microorganismos probióticos. Debido a estas propiedades, las harinas
potencialmente prebióticas se han utilizado en la producción de diversos productos
lácteos, como bebidas lácteas, yogurt, leches fermentadas, quesos y kéfir (Santos,
Silva, Nascimento, Batista, et. al, 2017).
En el caso de las leches fermentadas se han empleado diferentes fuentes de
fibra. Un estudio reciente muestra que la adición de fibra obtenida a partir de la
calabaza permite mejorar la calidad física y los atributos sensoriales de un yogur
obtenido a partir de leche de vaca semidescremada (Bakirci, Dagdemir, Boran &
Hayaloglu, 2017).
15
Otras investigaciones han mostrado que la adición de fibra obtenida a partir de
subproductos de la piña mejora la población de microorganismos en leches
fermentadas debido posiblemente a que presenta un carácter prebiótico (Sah et al,
2016).
Adicionalmente, en el yogurt preparado con desechos de la piña se han observado
incrementos del crecimiento de los microorganismos probióticos, así como de la
actividad antioxidante y mutagénica del producto (Sah et al., 2016).
Se ha demostrado que la cáscara de maracuyá contiene aproximadamente 60%
de fibra dietética en base seca, por lo que este subproducto o su harina podría ser
utilizado para reemplazar a los agentes espesantes que actualmente se utilizan en
la industria de conservas como la pectina y goma xanthan (Quintero Mora, 2013).
Un estudio realizado para la obtención de leche de soya fermentada, mostró que
la adición de subproductos de maracuyá al proceso de co-cultivo con microrganismos
probióticos permite incrementar el contenido de folato en el producto final
(Albuquerque, Bedani, LeBlanc & Saad, 2017).
16
CAPITULO III. METODOLOGÍA
3.1 Diseño de investigación
El presente trabajo investigativo es de tipo observacional, experimental, en el que
se analizaron la influencia de la adición de la fibra en la cinética de la fermentación
de la leche de cabra; las condiciones sanitarias y aceptabilidad de los productos
obtenidos y la viabilidad de los microorganismos probióticos durante el
almacenamiento de los mismos.
3.2 Variables
Variable Independiente:
1. Concentración de mermelada de maracuyá
2. Tiempo de almacenamiento
Variable Dependiente:
1. pH
2. Acidez
3. Velocidad de crecimiento de microrganismos.
4. Viabilidad de microorganismos
5. Características sensoriales
17
3.3 Cuadro de Operacionalización de las Variables
Tipo de Variable
Variable Conceptualización Indicador
Ind
ep
en
die
nte
Concentración de mermelada de maracuyá
Porcentaje de adición de mermelada de maracuyá
%
Tiempo de almacenamiento
Periodo durante el cual se almacena el producto en
refrigeración Días
De
pe
nd
ien
te
pH Concentración de iones hidrógeno [H]+ presentes
Valor en la escala
Acidez Cualidad de ácido % de acidez
expresado como ácido láctico
Velocidad de crecimiento de microrganismos
Cantidad de microrganismos
desarrollados por unidad de tiempo
UFC/mL
Características sensoriales
Conjunto de propiedades sensoriales de un
alimento Escala hedónica
Viabilidad de microrganismos
Capacidad de desarrollo de un microrganismo bajo
ciertas condiciones UFC/mL
18
3.4 Población y Muestra
No se considera por ser un experimento puro, en el cual se tomaron los niveles
0%, 7.5 % y 10% de mermelada y los tiempos de almacenamiento 0 a 21 días.
3.5 Métodos
Se utilizó leche de cabra para la preparación del yogurt, a la cual se le realizaron
los análisis de control en la recepción y se le mantuvo en refrigeración (2 - 4 °C) hasta
su empleo. Los análisis realizados fueron pH, acidez, densidad, prueba de alcohol y
prueba de la catalasa. Para la fermentación se prepararon mezclas de leche, harina
de maracuyá y mermelada que fueron inoculadas con un cultivo comercial de yogur
(YoFlex®) en co-cultivo con Lactobacillus paracasei spp. Durante la fermentación se
evaluaron el pH acidez y desarrollo de microrganismos y los productos obtenidos
fueron almacenados en refrigeración (2 - 4 °C) hasta su evaluación.
3.5.1 Recepción de Materia prima
Leche de Cabra
La leche recibida de Empresa Young Living se pasteurizó a 90 °C durante 5 minutos,
para asegurar la eliminación de los microorganismos patógenos y luego enfriarlo en
baño termostático hasta 40-45 °C., tras lo cual se almacenó en refrigeración (2 - 4 °C)
por hasta 12 horas, para su posterior uso.
19
Cáscara de Maracuyá
Se recolectaron las cascaras de Maracuyá obtenidas de la Empresa
TROPIFRUTAS S.A, y se seleccionaron para la obtención de la harina las cascaras
que estaban en buenas condiciones.
Pulpa de Maracuyá
La pulpa se obtuvo de la fruta fresca, separando la cáscara y las semillas para su
empleo en la elaboración de mermelada.
3.5.2 Obtención de la Harina de Maracuyá
Las cascaras de Maracuyá que se obtuvieron de la selección fueron sometidas a
un proceso de lavado con agua potabilizada para eliminar la mayor cantidad de
impurezas, posteriormente se realizó un lavado con HCl 0,1 N, para luego realizar un
blanqueamiento con NaClO. Para el secado, las cáscaras de maracuyá se
esparcieron en bandejas de aluminio, las que se colocaron en una estufa marca
BIOBASE modelo BOV-V125F, a una temperatura de 62 °C durante 2 a 3 días,
volteándolas periódicamente hasta alcanzar una textura crujiente, tras lo cual fueron
llevadas al molino pulverizador marca IKA MF 10 tasc, Una vez molidas, las hojas
fueron tamizadas y se separó mediante un tamiz, la fracción que tuviera un tamaño
de partícula menor a 415 µm, la cual fue almacenada en recipientes plásticos
herméticos hasta su empleo.
20
3.5.3 Preparación de la Mermelada
En un recipiente de acero inoxidable se colocaron 500 g de la pulpa de Maracuyá,
500 g de azúcar y 25 g de la Harina de Maracuyá, agitando con una espátula estéril.
La mezcla se coció a fuego lento por 45 minutos, hasta obtener un punto de hilo, tras
lo cual se procedió a enfriar y luego envasar en frascos de vidrio, con tapa de rosca,
previamente esterilizados.
3.5.4 Preparación del Yogurt
3.5.4.1 Inoculación del Cultivo
Después del enfriamiento de la leche a 42 °C, esta se inoculó con una dosis de
0,2%, del cultivo iniciador YOFLEX y a la mezcla se le agregó una dosis de 0,1% del
microorganismo probiótico Lactobacillus paracasei spp. (CHR-HANSEN) y se agitó
por 10 minutos usando un agitador magnético Corning PC-353 STIRRER.
3.5.4.2 Adición de Azúcar
Al yogurt natural se le agregó un 10% de azúcar antes de la incubación. A las
otras fórmulas se le agregó una mezcla de mermelada y azúcar que permitiera
mantener el nivel global de azúcar en un 10%.
21
3.5.4.3 Incubación
La leche se incubó durante el tiempo necesario para alcanzar el pH final deseado
(4.5), a una temperatura de 42 °C, en recipientes estériles y sellados con gasa estéril.
3.5.4.4. Refrigeración y almacenamiento
Una vez terminada la fermentación, el producto fue colocado a 4°C, para disminuir
el proceso de pos acidificación y se almacenó a esa temperatura para ser empleado
en análisis posteriores.
3.5.5 Control de la fermentación
Para la medición de pH y Acidez del producto inoculado se separaron previamente
a la incubación 6 vasos de precipitación conteniendo 40 mL de muestra, lo cual se
realizó independientemente para cada producto, para cubrir el estimado de tiempo
que tardaría el yogurt en alcanzar el pH final deseado.
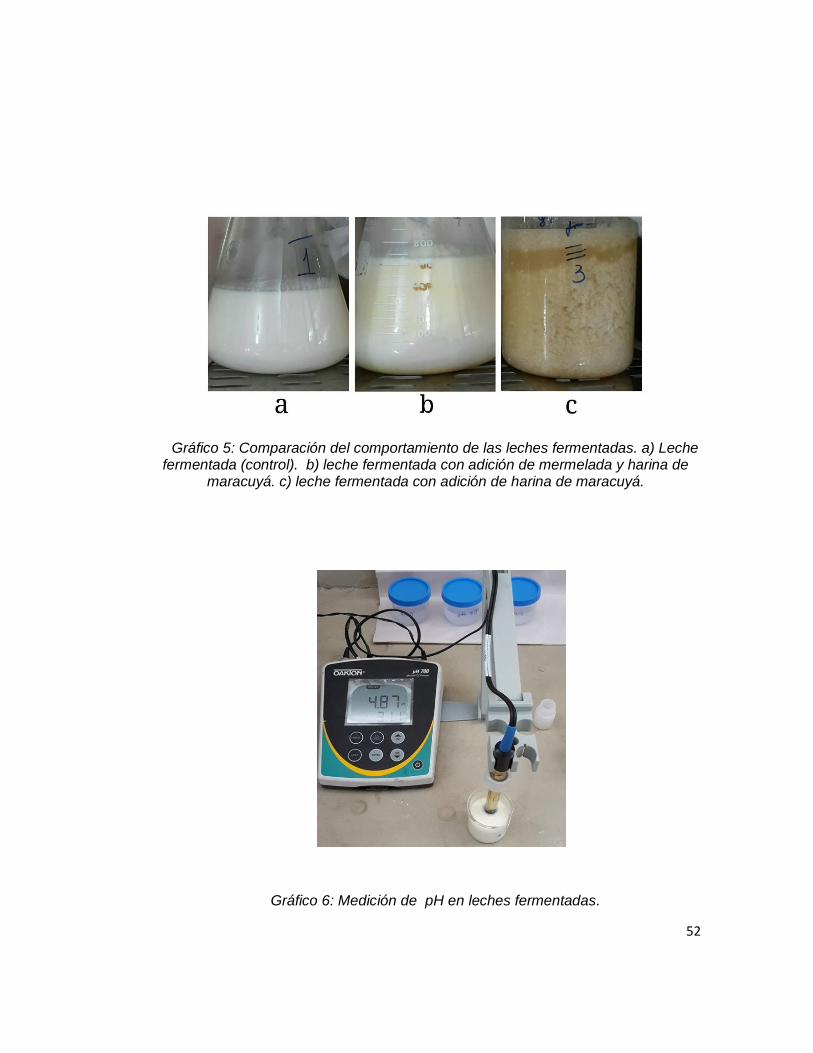
Los análisis realizados fueron pH (método potenciométrico) empleando el
potenciómetro OAKTON pH 700 y acidez titulable expresada como ácido láctico
(valoración con una disolución 0.1 N de hidróxido de sodio). Estos análisis se
realizaron a los tiempos 0,5; 1; 1,5; 2; 3 y 4 horas. Todos los análisis se realizaron por
triplicado.
22
3.5.6 Análisis sinéresis
El análisis de sinéresis se determinó a los productos finales, utilizando 10 gramos
de muestra en tubos de centrifuga y se llevó con una velocidad de 3500 rpm por 35
minutos. El peso del sobrenadante se calculó en porcentaje mediante la siguiente
fórmula:
𝑠𝑖𝑛é𝑟𝑒𝑠𝑖𝑠 =𝑝𝑒𝑠𝑜 𝑑𝑒𝑙 𝑠𝑜𝑏𝑟𝑒𝑛𝑎𝑑𝑎𝑛𝑡𝑒
𝑝𝑒𝑠𝑜 𝑑𝑒 𝑙𝑎 𝑚𝑢𝑒𝑠𝑡𝑟𝑎 𝑥 100
3.5.7 Análisis Bromatológicos
3.5.7.1 Contenido de Grasas totales
Para determinar grasas se utilizó el método de ROSE – GOTTLIEBE,
registrando el peso de los cristalizadores, se colocaron 10 g de muestra y se registró
el peso, se agregó 10 mL de hexano para extraer el contenido de grasa, se llevó a la
estufa a 105 °C por 2 horas hasta un peso constante, se registró el peso, y se colocó
30 minutos en la estufa a 105 °C, se registró el peso (NTE INEN 0012).
3.5.7.2 Proteínas
Para determinar proteínas en las muestras se usó el Método de digestión en
bloque utilizando catalizador de cobre y destilación de vapor en ácido bórico Primera
edición 2001, Aplicable a la determinación de 0.5-50% Kjeldahl, se agrega H2SO4 para
23
convertir la proteína N en (NH4)2 SO4 en un punto de ebullición elevado mediante la
adición de K2 SO4, con un catalizador de Cu para mejorar la velocidad de reacción. El
amoníaco es liberado por destilación alcalina de vapor y cuantificada titrimétricamente
con el estándar ácido dardizado. El analito se conoce como proteína "bruta" porque
el método determina N, un componente de todas las proteínas. Además, N de
También se determinan otras fuentes además de la proteína verdadera. Para obtener
el contenido de proteína se calcula mediante la siguiente ecuación (AOAC 2001.11,
2016).
𝑃 = (1,40)(6,38)(𝑉1𝑁1 − 𝑉2𝑁2) − (𝑉3𝑁1 − 𝑉4𝑁2)
𝑚
3.5.7.3 Humedad
Para determinar humedad se usó la Norma Técnica Ecuatoriana 299 en las
muestras, secando las capsulas en la estufa a 103 °C por 1 hora y posterior se las
retiro y se dejaron enfriar en el desecador por 30 minutos para pesarlas con una
aproximación a 0,1 mg, y luego verter 1 g de muestras en las cápsulas y pesarlas,
se colocaron las capsulas con muestras en la estufa a una temperatura de 103 °C y
calentarlas durante 2 horas, se retiraron de la estufa y se dejaron secar en el
desecador por 30 minutos, se repitió el periodo por 1 hora. Para obtener el contenido
de humedad se calcula mediante la siguiente ecuación (AOAC 930.15, 2016):
𝐻 =𝑚1 − 𝑚2
𝑚1 − 𝑚𝑥 100
24
3.5.7.4 Fibras Cruda
Para determinar fibra en las muestras, se homogeniza y se seca la muestra a 103
°C en la estufa, se extrae con éter de petróleo si el contenido de grasa es superior a
1%. Luego se pesa 2 g de muestra y se transfiere a un matraz, se le agrega 2 g de
fibra cerámica preparada, agregando 200 mL de H2SO4 0,25 N hirviente, unas
gotas de antiespumante y perla de vidrio, se coloca al aparato de
calentamiento a reflujo y hervir por 30 minutos, y filtrar.
Lavar con 50 mL de agua hirviente, repetir el lavado 3 veces, el residuo se lo vuelve
a colocar en el aparato y se agrega 200 mL de NaOH 0,313 N hirviente y volver a
hervir por 30 minutos, se realiza el lavado por 3 veces mencionado en el paso anterior
agregando 25 mL de etanol al 95%. El residuo se lo transfiere a un crisol, se deja
secar en la estufa a 130 °C por 2 horas, se coloca en el desecador y se pesa.
Finalmente se incinera a 600 °C por 30 minutos, se coloca en el desecador y se pesa.
Para obtener el contenido de Fibra cruda se calcula mediante la siguiente ecuación
(INEN 542/AOAC 978.10, 2016).
Porcentaje de fibra cruda en muestra molida:
𝐶 =𝑃𝑖 − 𝑃𝑏
𝑚𝑥 100
Porcentaje de fibra cruda (base húmeda):
25
𝐶 𝑥100 − % ℎ𝑢𝑚𝑒𝑑𝑎𝑑 𝑚𝑢𝑒𝑠𝑡𝑟𝑎 𝑜𝑟𝑖𝑔𝑖𝑛𝑎𝑙
100
3.5.8 Análisis Microbiológicos
3.5.8.1 Recuento de Bacterias Ácidos Lácticas
Se utilizó el método de conteo de bacterias acido lácticas empleando el Agar MRS
(Man, Rogosa y Sharpe). Se preparó el Agar MRS de acuerdo a las instrucciones del
fabricante, y se esterilizó en autoclave marca Market Forge sterilmatic por 15 min a
121°C. Para las diluciones estas se llevaron a cabo en agua de peptona en
concentraciones 10-1,10-2, 10-3, 10-4, 10-5, 10-6, colocando 9 mL de agua de peptona
en los tubos y 1 mL de muestras, se mezcla por rotación. Posteriormente, se realizó
las siembra en cada tubo con el agar MRS y se dejó incubar por 5 días a 30°C para
evaluar el porcentaje de crecimiento de las bacterias acido lácticas.
3.5.8.2 Identificación de Hongos y Levaduras
Para la determinación de hongos y levaduras de las 3 muestras de yogurt, la
mermelada y la Harina de maracuyá, se prepararon 90 mL de solución amortiguadora
de agua de peptona 0,1% estéril para cada muestra por duplicado, en los tubos de
ensayos con tapón de algodón, se colocaron 9 mL de la solución amortiguadora
previamente elaborada, y se realizaron diluciones a partir de 10 g de cada muestra
(1:10, 1:100 y 1:1000) las que se inocularon en cajas Petri estériles, preparadas con
26
Agar Papa Dextrosa (PDA). Las cajas inoculadas se incubaron por 3 o 4 días, para
luego contar aquellas que contengan entre 10 a 15 colonias.
3.5.8.3 Evaluación de la viabilidad de la bacteria probiótica Lactobacillus paracasei
spp.
Se utilizó la técnica de tolerancia al ácido y tolerancia a la bilis. Para la tolerancia
al acido se preparó el caldo MRS ajustado a pH 2 y 3 con HCl al 1%, una vez disuelto
se esterilizó en autoclave a 121°C por 15 min. Se colocaron 100 micro litros de cada
muestra en 10 ml del caldo MRS y se incubaron por 2 horas a 37°C (Díaz, 2017).
Para la tolerancia a la bilis, se preparó el caldo Brila (Verde brillante bilis) y se
esterilizó en autoclave a 121°C por 15 min. Se colocaron 100 micro litros de cada
muestra en 10 ml del caldo Brila y se incubaron por 2 horas a 37°C (Díaz, 2017).
Posteriormente, se realizó la siembra de cada tubo en agar MRS y se evaluó el
porcentaje de supervivencia de las bacterias, mediante el recuento de placa después
de 48 horas de incubación (Díaz, 2017).
3.5.9 Análisis Sensorial
La evaluación sensorial se realizó empleando la boleta mostrada en el Anexo 10
utilizando una escala hedónica de 7 puntos. Para la prueba se encuestaron 60
27
consumidores potenciales del producto, reclutados del personal de la Facultad de
Ciencias Químicas de la Universidad de Guayaquil.
3.5.10 Análisis Estadísticos
A la composición química de la leche recibida se le realizó una estadística
descriptiva, empleando el programa IBM SPSS Statistic 22.
El comportamiento de los valores de acidez y pH obtenidos durante la
fermentación fue modelado mediante el programa CurveExpert 1.3
28
CAPITULO IV. RESULTADOS Y DISCUSIÓN
4.1 Recepción de Materia prima
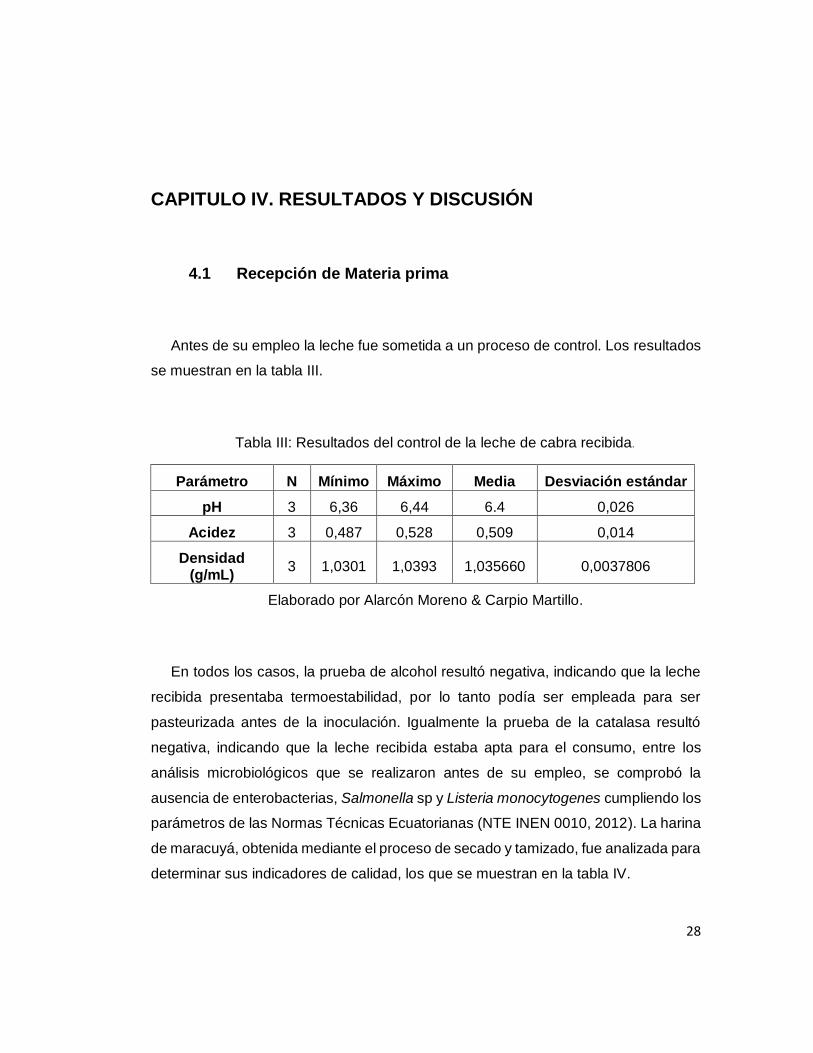
Antes de su empleo la leche fue sometida a un proceso de control. Los resultados
se muestran en la tabla III.
Tabla III: Resultados del control de la leche de cabra recibida.
Parámetro N Mínimo Máximo Media Desviación estándar
pH 3 6,36 6,44 6.4 0,026
Acidez 3 0,487 0,528 0,509 0,014
Densidad (g/mL)
3 1,0301 1,0393 1,035660 0,0037806
Elaborado por Alarcón Moreno & Carpio Martillo.
En todos los casos, la prueba de alcohol resultó negativa, indicando que la leche
recibida presentaba termoestabilidad, por lo tanto podía ser empleada para ser
pasteurizada antes de la inoculación. Igualmente la prueba de la catalasa resultó
negativa, indicando que la leche recibida estaba apta para el consumo, entre los
análisis microbiológicos que se realizaron antes de su empleo, se comprobó la
ausencia de enterobacterias, Salmonella sp y Listeria monocytogenes cumpliendo los
parámetros de las Normas Técnicas Ecuatorianas (NTE INEN 0010, 2012). La harina
de maracuyá, obtenida mediante el proceso de secado y tamizado, fue analizada para
determinar sus indicadores de calidad, los que se muestran en la tabla IV.
29
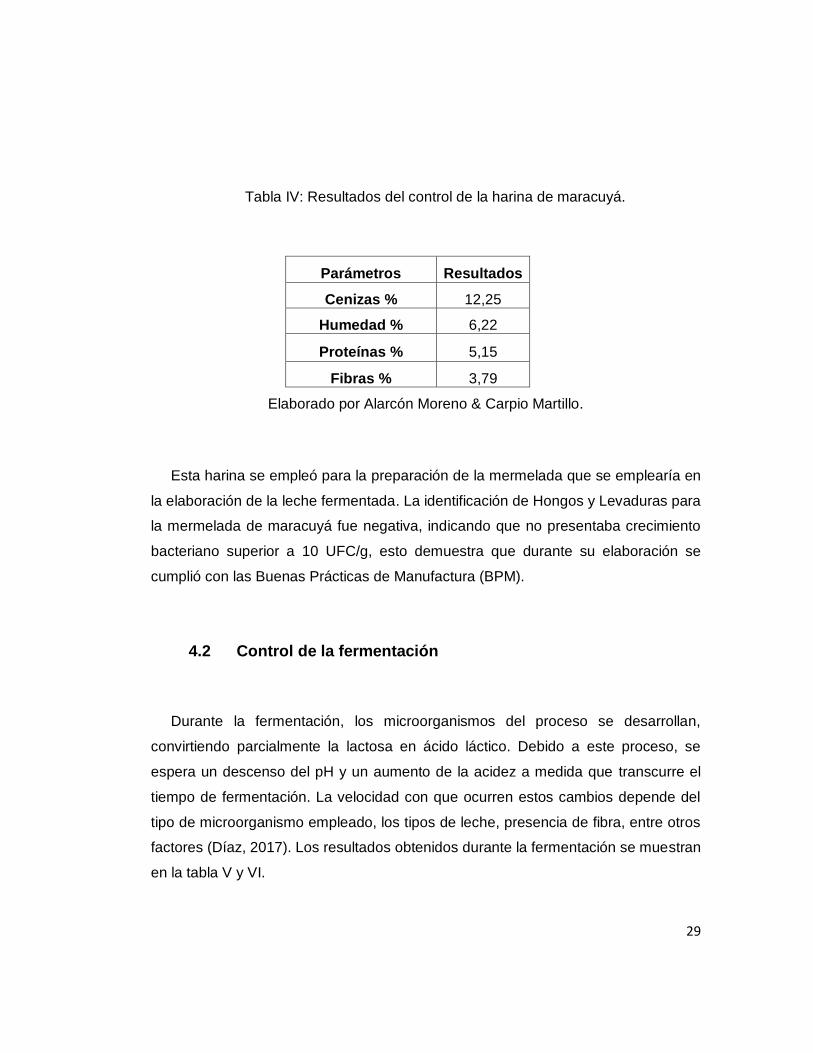
Tabla IV: Resultados del control de la harina de maracuyá.
Parámetros Resultados
Cenizas % 12,25
Humedad % 6,22
Proteínas % 5,15
Fibras % 3,79
Elaborado por Alarcón Moreno & Carpio Martillo.
Esta harina se empleó para la preparación de la mermelada que se emplearía en
la elaboración de la leche fermentada. La identificación de Hongos y Levaduras para
la mermelada de maracuyá fue negativa, indicando que no presentaba crecimiento
bacteriano superior a 10 UFC/g, esto demuestra que durante su elaboración se
cumplió con las Buenas Prácticas de Manufactura (BPM).
4.2 Control de la fermentación
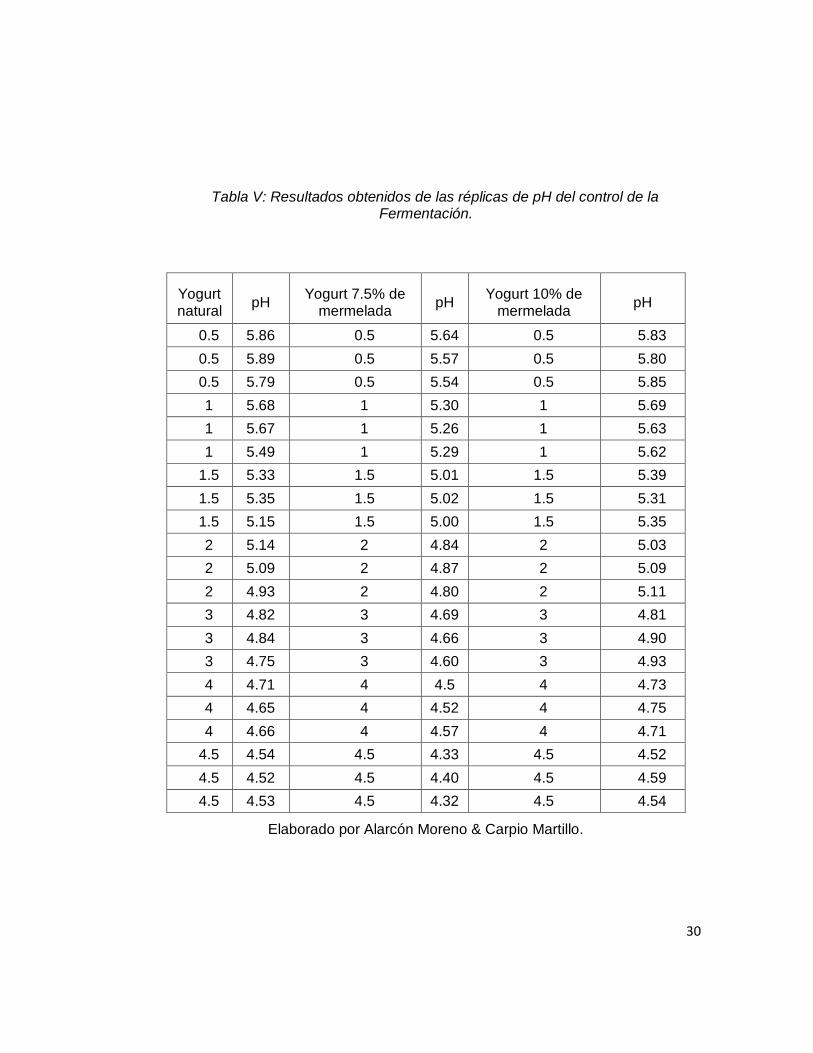
Durante la fermentación, los microorganismos del proceso se desarrollan,
convirtiendo parcialmente la lactosa en ácido láctico. Debido a este proceso, se
espera un descenso del pH y un aumento de la acidez a medida que transcurre el
tiempo de fermentación. La velocidad con que ocurren estos cambios depende del
tipo de microorganismo empleado, los tipos de leche, presencia de fibra, entre otros
factores (Díaz, 2017). Los resultados obtenidos durante la fermentación se muestran
en la tabla V y VI.
30
Tabla V: Resultados obtenidos de las réplicas de pH del control de la Fermentación.
Yogurt natural
pH Yogurt 7.5% de
mermelada pH
Yogurt 10% de mermelada
pH
0.5 5.86 0.5 5.64 0.5 5.83
0.5 5.89 0.5 5.57 0.5 5.80
0.5 5.79 0.5 5.54 0.5 5.85
1 5.68 1 5.30 1 5.69
1 5.67 1 5.26 1 5.63
1 5.49 1 5.29 1 5.62
1.5 5.33 1.5 5.01 1.5 5.39
1.5 5.35 1.5 5.02 1.5 5.31
1.5 5.15 1.5 5.00 1.5 5.35
2 5.14 2 4.84 2 5.03
2 5.09 2 4.87 2 5.09
2 4.93 2 4.80 2 5.11
3 4.82 3 4.69 3 4.81
3 4.84 3 4.66 3 4.90
3 4.75 3 4.60 3 4.93
4 4.71 4 4.5 4 4.73
4 4.65 4 4.52 4 4.75
4 4.66 4 4.57 4 4.71
4.5 4.54 4.5 4.33 4.5 4.52
4.5 4.52 4.5 4.40 4.5 4.59
4.5 4.53 4.5 4.32 4.5 4.54
Elaborado por Alarcón Moreno & Carpio Martillo.
31
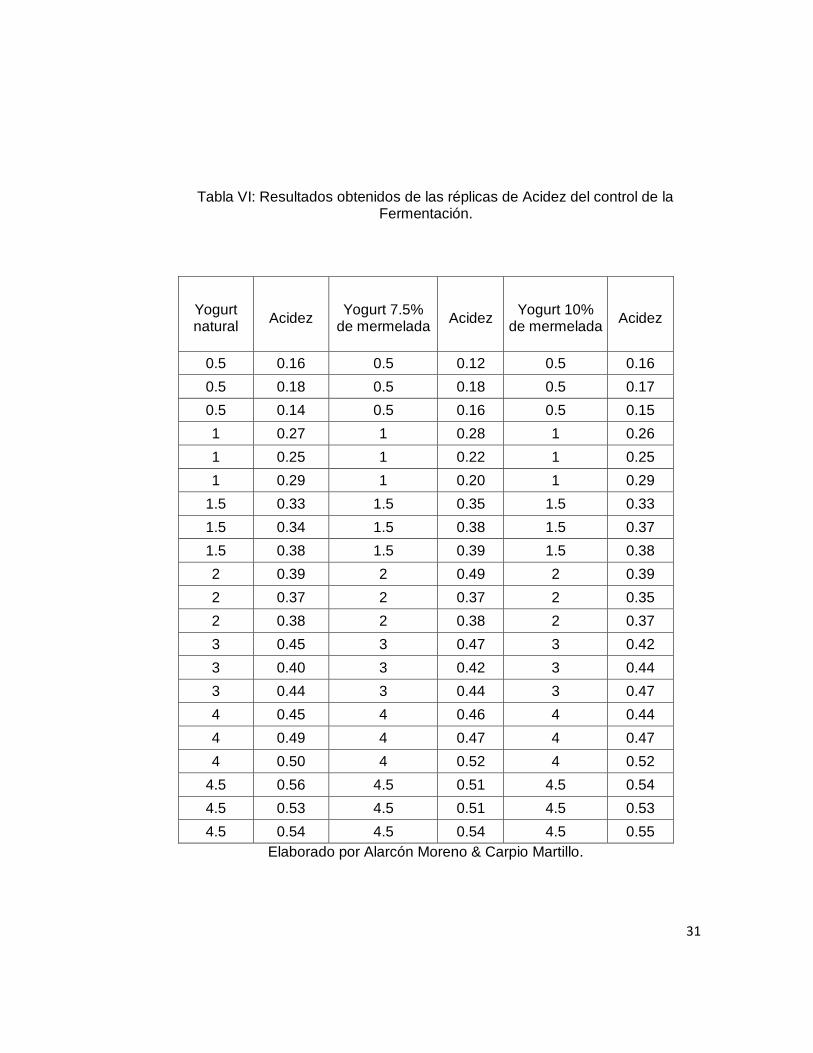
Tabla VI: Resultados obtenidos de las réplicas de Acidez del control de la Fermentación.
Elaborado por Alarcón Moreno & Carpio Martillo.
Yogurt natural
Acidez Yogurt 7.5%
de mermelada Acidez
Yogurt 10% de mermelada
Acidez
0.5 0.16 0.5 0.12 0.5 0.16
0.5 0.18 0.5 0.18 0.5 0.17
0.5 0.14 0.5 0.16 0.5 0.15
1 0.27 1 0.28 1 0.26
1 0.25 1 0.22 1 0.25
1 0.29 1 0.20 1 0.29
1.5 0.33 1.5 0.35 1.5 0.33
1.5 0.34 1.5 0.38 1.5 0.37
1.5 0.38 1.5 0.39 1.5 0.38
2 0.39 2 0.49 2 0.39
2 0.37 2 0.37 2 0.35
2 0.38 2 0.38 2 0.37
3 0.45 3 0.47 3 0.42
3 0.40 3 0.42 3 0.44
3 0.44 3 0.44 3 0.47
4 0.45 4 0.46 4 0.44
4 0.49 4 0.47 4 0.47
4 0.50 4 0.52 4 0.52
4.5 0.56 4.5 0.51 4.5 0.54
4.5 0.53 4.5 0.51 4.5 0.53
4.5 0.54 4.5 0.54 4.5 0.55
32
Los resultados obtenidos fueron procesados estadísticamente utilizando el
programa CurveExpert 1.3, para evaluar los modelos matemáticos que mejor se
ajusten al comportamiento del pH y acidez con el tiempo de fermentación. Tanto para
el pH, como para la acidez, se encontró un buen ajuste matemático empleando el
modelo MMF (Factor Multiplicativo Múltiple), el cual se emplea en procesos que
producen curvas de crecimiento sigmoidal o “en forma de S” las cuales son
características del crecimiento bacteriano. Este modelo pertenece a un subconjunto
de la familia de crecimiento, pero están separados en el software CurveExpert debido
a su comportamiento distintivo. (Sánchez Rodríguez, Oliver López, Rodríguez Rico,
Cabrera Carrazana & Guerra Valdés, 2016)
La ecuación de este modelo es:
𝑦 =𝑎 ∗ 𝑏 + 𝑐 ∗ 𝑥²
𝑏 + 𝑥²
Las figuras que muestran estos comportamientos se presentan en los Anexos 10,
11 Y 12.
Los resultados obtenidos para estos modelos se muestran en las tablas VII y VIII.
33
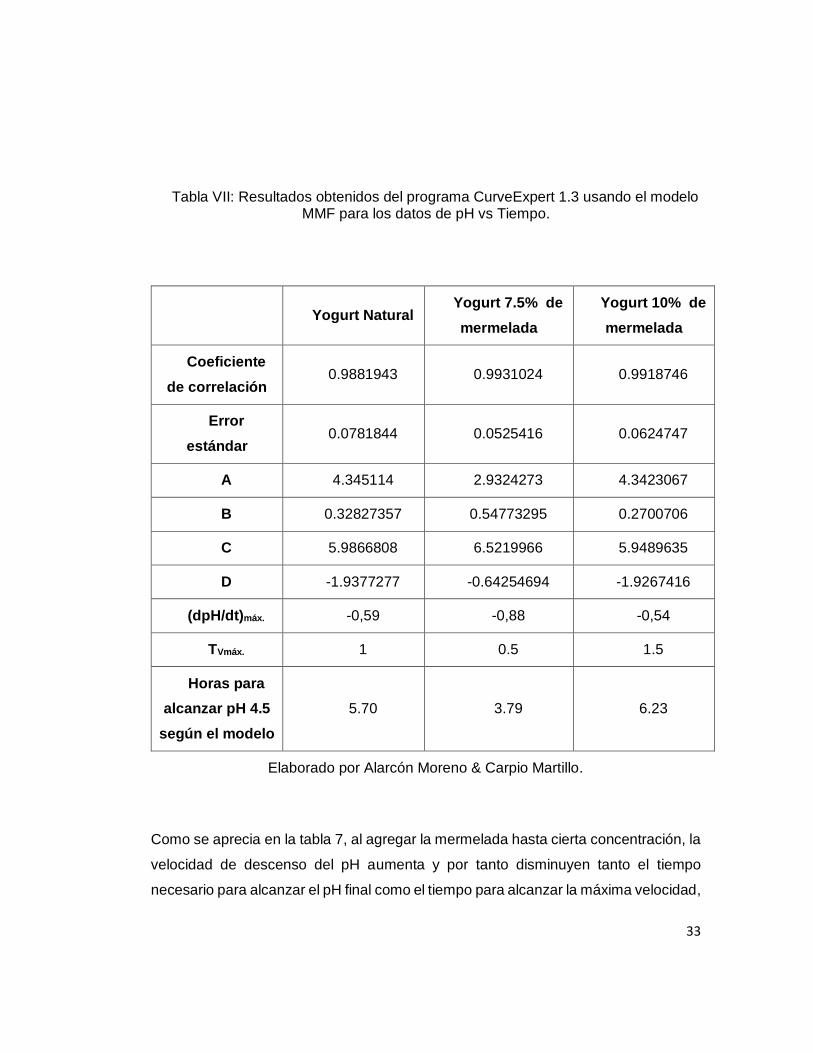
Tabla VII: Resultados obtenidos del programa CurveExpert 1.3 usando el modelo MMF para los datos de pH vs Tiempo.
Elaborado por Alarcón Moreno & Carpio Martillo.
Como se aprecia en la tabla 7, al agregar la mermelada hasta cierta concentración, la
velocidad de descenso del pH aumenta y por tanto disminuyen tanto el tiempo
necesario para alcanzar el pH final como el tiempo para alcanzar la máxima velocidad,
Yogurt Natural Yogurt 7.5% de
mermelada
Yogurt 10% de
mermelada
Coeficiente
de correlación 0.9881943 0.9931024 0.9918746
Error
estándar 0.0781844 0.0525416 0.0624747
A 4.345114 2.9324273 4.3423067
B 0.32827357 0.54773295 0.2700706
C 5.9866808 6.5219966 5.9489635
D -1.9377277 -0.64254694 -1.9267416
(dpH/dt)máx. -0,59 -0,88 -0,54
TVmáx. 1 0.5 1.5
Horas para
alcanzar pH 4.5
según el modelo
5.70 3.79 6.23
34
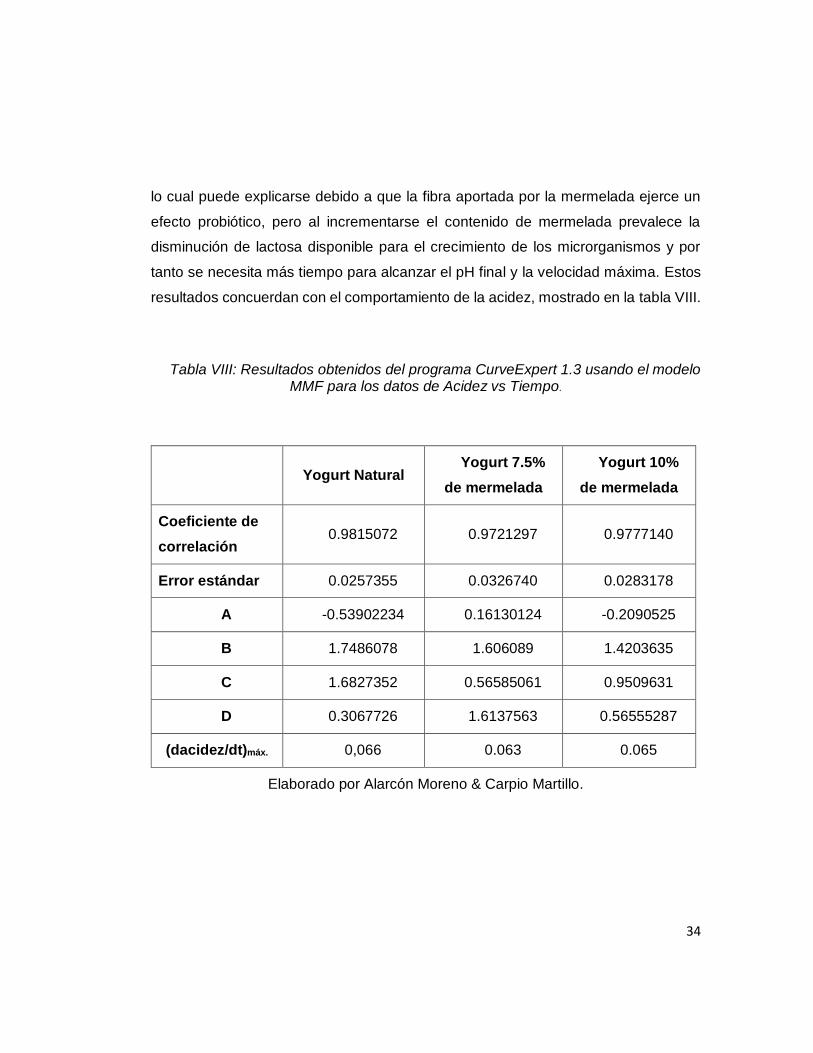
lo cual puede explicarse debido a que la fibra aportada por la mermelada ejerce un
efecto probiótico, pero al incrementarse el contenido de mermelada prevalece la
disminución de lactosa disponible para el crecimiento de los microrganismos y por
tanto se necesita más tiempo para alcanzar el pH final y la velocidad máxima. Estos
resultados concuerdan con el comportamiento de la acidez, mostrado en la tabla VIII.
Tabla VIII: Resultados obtenidos del programa CurveExpert 1.3 usando el modelo MMF para los datos de Acidez vs Tiempo.
Yogurt Natural
Yogurt 7.5%
de mermelada
Yogurt 10%
de mermelada
Coeficiente de
correlación 0.9815072 0.9721297 0.9777140
Error estándar 0.0257355 0.0326740 0.0283178
A -0.53902234 0.16130124 -0.2090525
B 1.7486078 1.606089 1.4203635
C 1.6827352 0.56585061 0.9509631
D 0.3067726 1.6137563 0.56555287
(dacidez/dt)máx. 0,066 0.063 0.065
Elaborado por Alarcón Moreno & Carpio Martillo.
35
4.3 Análisis Bromatológicos
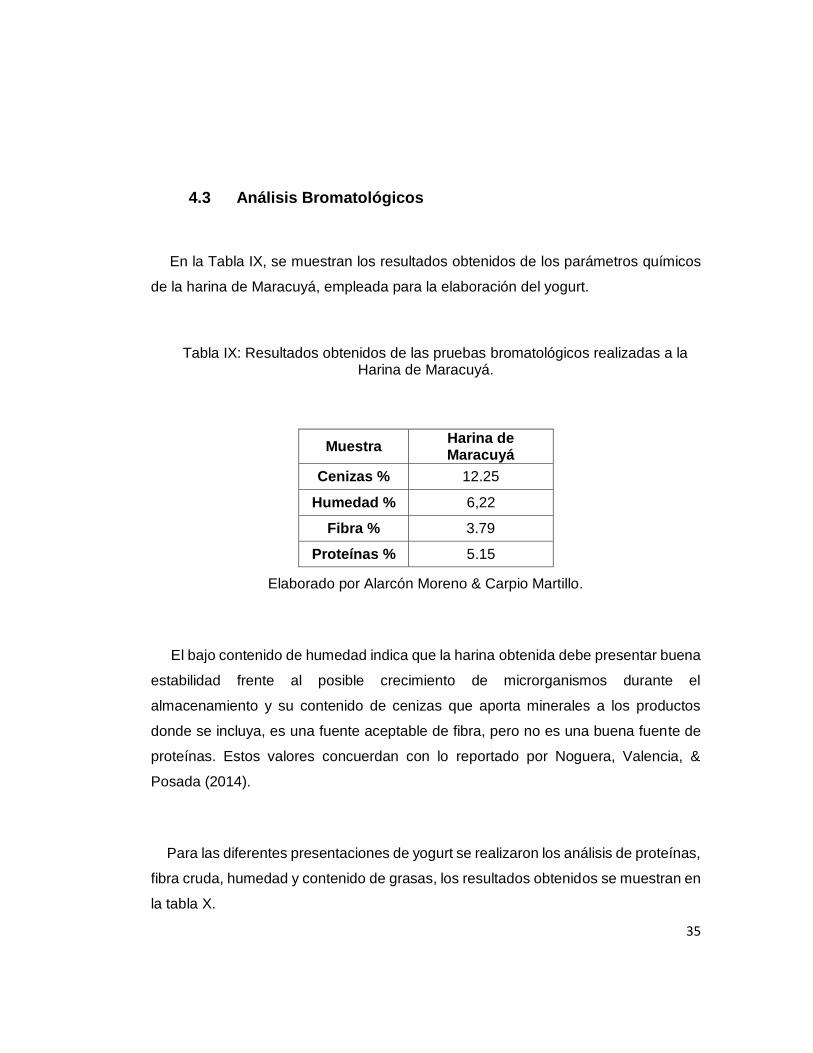
En la Tabla IX, se muestran los resultados obtenidos de los parámetros químicos
de la harina de Maracuyá, empleada para la elaboración del yogurt.
Tabla IX: Resultados obtenidos de las pruebas bromatológicos realizadas a la Harina de Maracuyá.
Muestra Harina de Maracuyá
Cenizas % 12.25
Humedad % 6,22
Fibra % 3.79
Proteínas % 5.15
Elaborado por Alarcón Moreno & Carpio Martillo.
El bajo contenido de humedad indica que la harina obtenida debe presentar buena
estabilidad frente al posible crecimiento de microrganismos durante el
almacenamiento y su contenido de cenizas que aporta minerales a los productos
donde se incluya, es una fuente aceptable de fibra, pero no es una buena fuente de
proteínas. Estos valores concuerdan con lo reportado por Noguera, Valencia, &
Posada (2014).
Para las diferentes presentaciones de yogurt se realizaron los análisis de proteínas,
fibra cruda, humedad y contenido de grasas, los resultados obtenidos se muestran en
la tabla X.
36
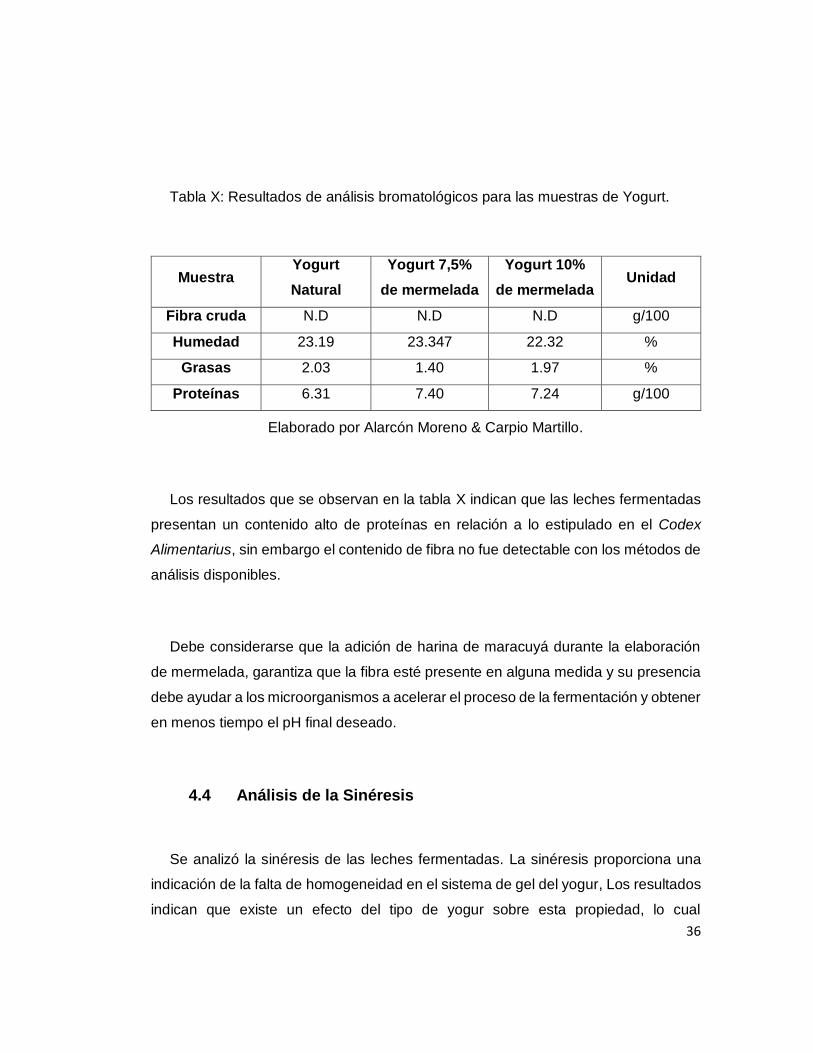
Tabla X: Resultados de análisis bromatológicos para las muestras de Yogurt.
Muestra Yogurt
Natural
Yogurt 7,5%
de mermelada
Yogurt 10%
de mermelada Unidad
Fibra cruda N.D N.D N.D g/100
Humedad 23.19 23.347 22.32 %
Grasas 2.03 1.40 1.97 %
Proteínas 6.31 7.40 7.24 g/100
Elaborado por Alarcón Moreno & Carpio Martillo.
Los resultados que se observan en la tabla X indican que las leches fermentadas
presentan un contenido alto de proteínas en relación a lo estipulado en el Codex
Alimentarius, sin embargo el contenido de fibra no fue detectable con los métodos de
análisis disponibles.
Debe considerarse que la adición de harina de maracuyá durante la elaboración
de mermelada, garantiza que la fibra esté presente en alguna medida y su presencia
debe ayudar a los microorganismos a acelerar el proceso de la fermentación y obtener
en menos tiempo el pH final deseado.
4.4 Análisis de la Sinéresis
Se analizó la sinéresis de las leches fermentadas. La sinéresis proporciona una
indicación de la falta de homogeneidad en el sistema de gel del yogur, Los resultados
indican que existe un efecto del tipo de yogur sobre esta propiedad, lo cual
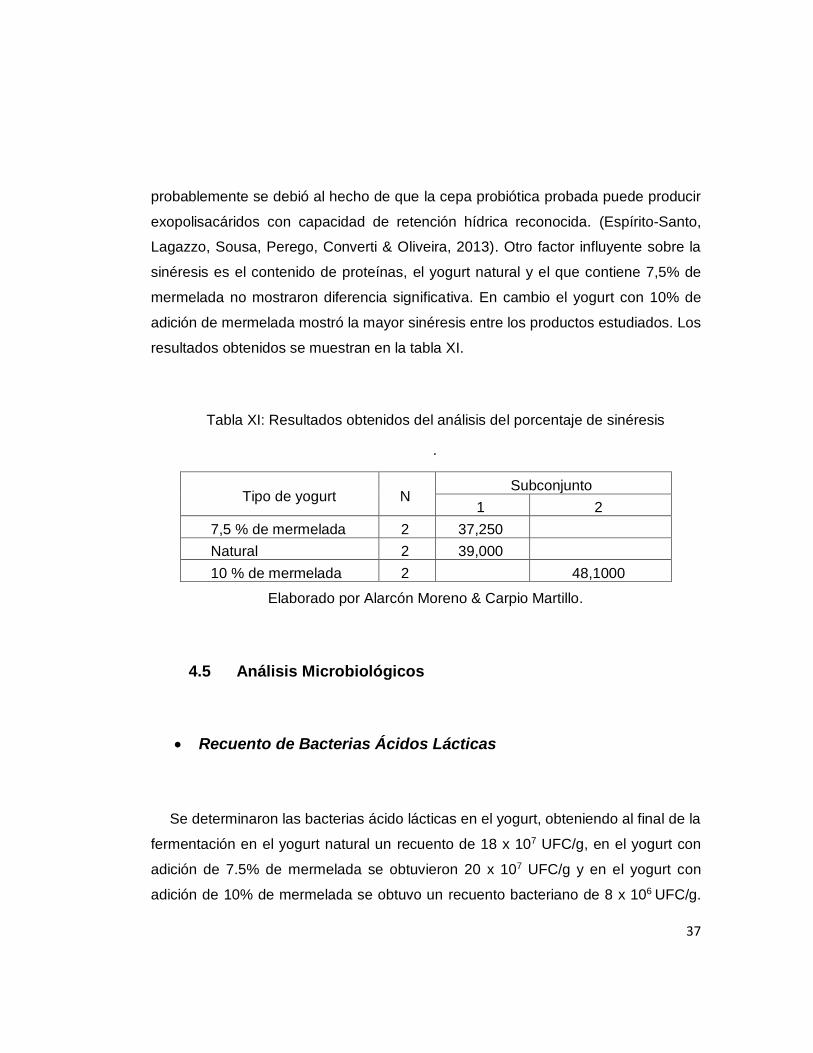
37
probablemente se debió al hecho de que la cepa probiótica probada puede producir
exopolisacáridos con capacidad de retención hídrica reconocida. (Espírito-Santo,
Lagazzo, Sousa, Perego, Converti & Oliveira, 2013). Otro factor influyente sobre la
sinéresis es el contenido de proteínas, el yogurt natural y el que contiene 7,5% de
mermelada no mostraron diferencia significativa. En cambio el yogurt con 10% de
adición de mermelada mostró la mayor sinéresis entre los productos estudiados. Los
resultados obtenidos se muestran en la tabla XI.
Tabla XI: Resultados obtenidos del análisis del porcentaje de sinéresis
.
Tipo de yogurt N Subconjunto
1 2
7,5 % de mermelada 2 37,250
Natural 2 39,000
10 % de mermelada 2 48,1000
Elaborado por Alarcón Moreno & Carpio Martillo.
4.5 Análisis Microbiológicos
Recuento de Bacterias Ácidos Lácticas
Se determinaron las bacterias ácido lácticas en el yogurt, obteniendo al final de la
fermentación en el yogurt natural un recuento de 18 x 107 UFC/g, en el yogurt con
adición de 7.5% de mermelada se obtuvieron 20 x 107 UFC/g y en el yogurt con
adición de 10% de mermelada se obtuvo un recuento bacteriano de 8 x 106 UFC/g.
38
De acuerdo a los valores obtenidos, los 3 productos cumplen con los parámetros
establecidos por la NTE INEM 2395: 2011 para ser considerados como productos
probióticos.
Identificación de Hongos y Levaduras
Se realizó la determinación de hongos y levaduras a la harina de cáscaras de
maracuyá a una temperatura de 25 a 30° C, obteniendo resultados de 43 x 102 UFC/g.
De acuerdo a la norma NTE INEN 1529-10:2013, este valor se encuentra dentro del
rango de aceptación.
Para la mermelada de maracuyá se realizó este análisis, en donde no existió
crecimiento de las unidades formadoras de colonias. Para las muestras de Yogurt
natural, yogurt con mermelada (7,5%) y yogurt con mermelada (10%) se les realizó la
determinación al producto final. En ningún caso los productos mostraron crecimiento
de hongos y levaduras. Estos resultados confirman que en la elaboración de los
productos se cumplieron las Buenas Prácticas de Elaboración.
Viabilidad
Se determinó la viabilidad in vitro en el yogurt natural y los elaborados con adición
de fibra. Se obtuvo para la resistencia a la acidez a pH 2 en el caso del yogurt natural,
un recuento de 8 x 102 UFC/g y a pH 3 un recuento de 1 x 104 UFC/g En el caso del
yogurt con adición de 7.5% de mermelada se registró a pH 2 un recuento de 8 x 102

39
UFC/g y a pH 3 un recuento de 1 x 104 UFC/g. Para el yogurt con adición de 10% de
mermelada se obtuvo un recuento a pH 2 de 2 x 103 UFC/g y a pH 3, un recuento de
6 x 106 UFC/g. Para la resistencia in vitro a la bilis, se inoculó en medio BRILA. Para
el yogurt natural el recuento obtenido fue de 6 x 104 UFC/g, mientras que en el caso
del yogurt con adición de 7.5% de mermelada este valor fue de 4 x 106 UFC/g y para
el yogurt con adición de 10% de mermelada el recuento alcanzó un valor de 6 x 106
UFC/g. Si bien los resultados no confirman el carácter probiótico de los productos
elaborados, si indican que la adición de la mermelada tiene un efecto positivo sobre
la supervivencia de los microorganismos empleados.
40
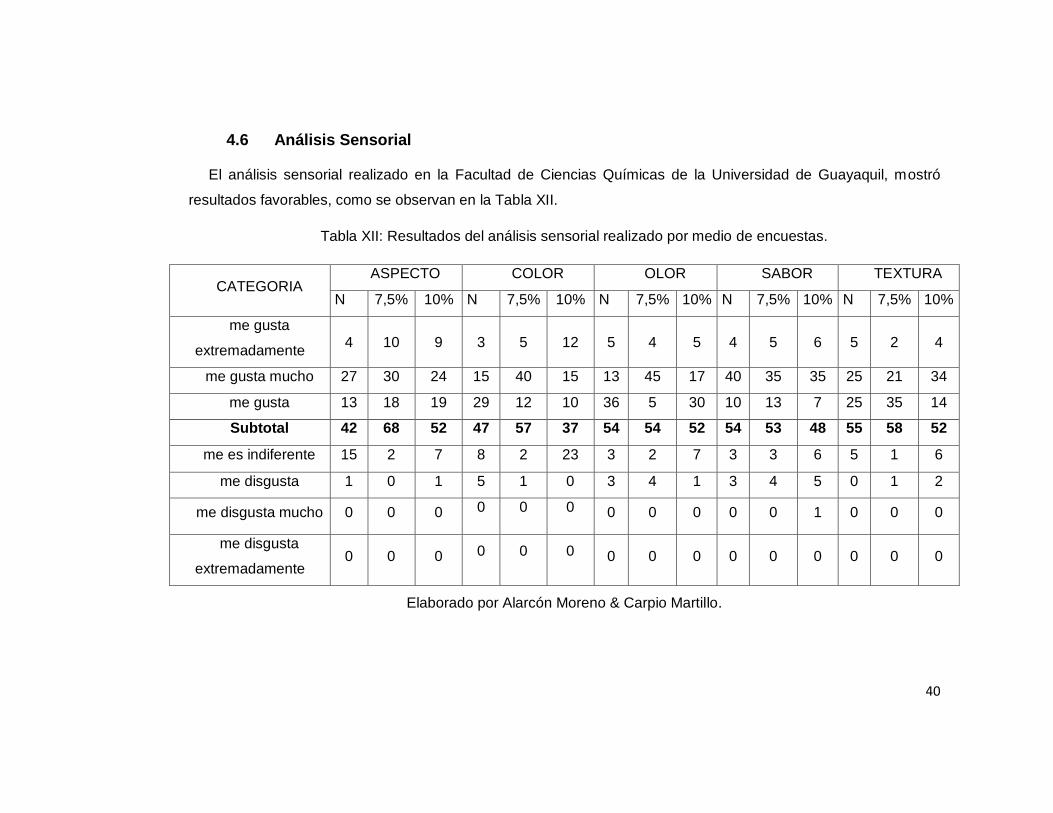
4.6 Análisis Sensorial
El análisis sensorial realizado en la Facultad de Ciencias Químicas de la Universidad de Guayaquil, mostró
resultados favorables, como se observan en la Tabla XII.
Tabla XII: Resultados del análisis sensorial realizado por medio de encuestas.
Elaborado por Alarcón Moreno & Carpio Martillo.
CATEGORIA ASPECTO COLOR OLOR SABOR TEXTURA
N 7,5% 10% N 7,5% 10% N 7,5% 10% N 7,5% 10% N 7,5% 10%
me gusta
extremadamente 4 10 9 3 5 12 5 4 5 4 5 6 5 2 4
me gusta mucho 27 30 24 15 40 15 13 45 17 40 35 35 25 21 34
me gusta 13 18 19 29 12 10 36 5 30 10 13 7 25 35 14
Subtotal 42 68 52 47 57 37 54 54 52 54 53 48 55 58 52
me es indiferente 15 2 7 8 2 23 3 2 7 3 3 6 5 1 6
me disgusta 1 0 1 5 1 0 3 4 1 3 4 5 0 1 2
me disgusta mucho 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0
me disgusta
extremadamente 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0

41
Como se observa en la tabla XII, en todos los atributos la evaluación de los jueces
se encuentra en la zona de aceptación. El número de jueces que calificaron
favorablemente cada uno de los atributos, para cada producto, se reporta en la fila
sub total. En todos los atributos la evaluación positiva favoreció al yogurt con
mermelada 7,5%, por encima del yogurt natural. En cuanto al yogurt con mermelada
10%, solo en el atributo color la evaluación positiva fue inferior a la del yogurt natural,
pero aun así 37 de los 60 consumidores encuestados le otorgaron una calificación
positiva y el 66,67 % le otorgaron la categoría me gusta mucho.
42
CONCLUSIONES:
La adición de mermelada hasta cierta concentración, incrementa la velocidad de
descenso del pH y disminuye tanto el tiempo necesario para alcanzar el pH final como
el tiempo para alcanzar la máxima velocidad de cambio de pH, pero si se incrementa
aún más el contenido de mermelada, los valores obtenidos se acercan nuevamente
a los del yogurt natural.
En todos los productos estudiados se encontró el crecimiento bacteriano en niveles
superiores a 106, lo cual permite clasificarlos como productos probióticos según la
NTE INEN 2395:2011.
En todos los atributos sensoriales los productos recibieron una evaluación positiva
de parte de los jueces, con un valor de la moda que oscila entre me gusta y me gusta
mucho.
43
RECOMENDACIONES:
Estudiar la microestructura de la fibra por medio de microfotografía o microscopio
electrónico de barrido de emisión de campo, ya que esta estructura incide en la
apreciación sensorial de la textura.
Evaluar el contenido de pectina en la mermelada de maracuyá con fibra, ya que
esta aporta mayor consistencia al producto.
Profundizar en el estudio de viabilidad, tomando en consideración los resultados
obtenidos en los productos que contienen mermelada.
44
BIBLIOGRAFIA:
Albuquerque, M., Bedani, R., LeBlanc, J. & Saad, S. (2017). Passion fruit by-
product and fructooligosaccharides stimulate the growth and folate production by
starter and probiotic cultures in fermented soymilk. International journal of food
microbiology, 261, 35-41.
Agudelo Gómez, D. & Bedoya Mejía, O. (2005). Composición nutricional de la
leche de ganado vacuno. Revista Lasallista de investigación, 2(1).
Álvarez, G. & Azpiroz, F. (2015). Empleo de probióticos y prebióticos en atención
primaria. Nutrición Hospitalaria, 31(1).
Bakirci, S., Dagdemir, E., Boran, O. S., & Hayaloglu, A. A. (2017). The effect of
pumpkin fibre on quality and storage stability of reduced‐fat set‐type yogurt.
International Journal of Food Science & Technology, 52(1), 180-187.
Claeys, W., Verraes, C., Cardoen, S., De Block, J., Huyghebaert, A., Raes, K. &
Herman, L. (2014). Consumption of raw or heated milk from different species: An
evaluation of the nutritional and potential health benefits. Food Control, 42, 188-201.
CODEX-STAN-243. 2003. Norma del Codex para leches fermentadas. Codex
Alimentarius
45
Cruz, A., Guamán, M., Castillo, M., Glorio, P., & Martínez, R. (2015). Fibra dietaria
en subproductos de mango, maracuyá, guayaba y palmito. Revista
Politécnica, 36(2), 9.
Díaz, R., LLerena, C., Chele, J., Hernandez, A. & Soana, R. (2017). Viabilidad de
lactobacillus paracasei en co-cultivo con otras bacterias lácticas en leche descremada
fermentada de cabra. Cumbres, 3(1), 77-83.
Eraso, S. & Arango, O. (2016). Inactivación térmica de fosfatasa alcalina y
lactoperoxidasa en leche de cabra producida en Nariño (Colombia). Agronomía
Colombiana, 34(1Supl), S869-S871.
Espírito Santo, A., Cartolano, N., Silva, T., Soares, F., Gioielli, L., Perego, P. &
Oliveira, M. (2012). Fibers from fruit by-products enhance probiotic viability and fatty
acid profile and increase CLA content in yoghurts. International Journal of Food
Microbiology, 154(3), 135-144.
Espírito-Santo, A., Lagazzo, A., Sousa, A., Perego, P., Converti, A. & Oliveira, M.
(2013). Rheology, spontaneous whey separation, microstructure and sensorial
characteristics of probiotic yoghurts enriched with passion fruit fiber. Food research
international, 50(1), 224-231.
FAO/WHO (2002) Guidelines for the evaluation of probiotics in food. Report of a
Joint FAO/WHO, London, Ontario, Canadá
46
García, J. & Hernández, R. (2015). Fermentación de leche descremada UHT a
partir de gránulos de Kefir (Doctoral dissertation, Universidad de El Salvador).
García, M. (2014). Recepción y almacenamiento y otras materias primas.
INAE0209. Malaga. 1ª Edicion. C.I.F: B-92-041-839. ISBN 978-84-16067-33-6
Quintero Mora, K. (2013). Niveles de harina de cáscara de maracuyá (Passiflora
edulis) en elaboración de yogur natural. Finca experimental la María, Mocache-
Ecuador 2013. Quevedo (Bachelor's thesis, Quevedo: UTEQ).
Heydari, S., Mortazavian, A., Ehsani, M., Mohammadifar, M. & Ezzatpanah, H.
(2011). Biochemical, microbiological and sensory characteristics of probiotic yogurt
containing various prebiotic compounds. Italian Journal of Food Science, 23(2).
Llerena, C., Loor, C., Suéscum, N. & Molina, G. (2017). Desarrollo de una leche de
cabra fermentada empleando L. acidophilus en co-cultivo con las BAL del yogur.
Alimentos Hoy, 25(41), 77-95.
Medina, N. (2012). Composición química de forrajes del agostadero y su relación
con la composición química de leche de cabras criollas.
Norma Técnica Ecuatoriana NTE INEN 0012. Leche. Determinación del contenido
de grasa.
47
Noguera, R. R., Valencia, S., & Posada, S. L. (2014). Efecto de diferentes aditivos
sobre la composición y el perfil de fermentación del ensilaje de cáscaras de Maracuyá
(Passiflora edulis). Livest. Res. Rural. Dev, 26, 168.
Official Methods of Analysis of AOAC International, 17th Edición. (2016). Método
de digestión en bloque utilizando catalizador de cobre y destilación de vapor en ácido
bórico. AOAC 2001.11. Ed. 20.
Official Methods of Analysis of AOAC International, 17th Edición. (2016).
Determinación de fibra cruda. AOAC 978.10/ INEN 542. Ed. 20.
Official Methods of Analysis of AOAC International, 17th Edición. (2016).
Determinación de Humedad. AOAC 930.15. Ed. 20.
Parra, R. A. (2017). Alimentos y cáncer. Cultura científica, (15), 32-39.
Prettel, A. & Urraca, E. (2016). Características fisicoquímicas y aceptabilidad
general de un kefir de leche de vaca (Bos taurus) y de cabra (Capra hircus). PUEBLO
CONTINENTE, 23(1), 145-156.
Pico, A, Romero, M., Carvajal, E., Ardila, Y., Contreras, S., Díaz, F., Vásquez, M.
(2016). Evaluación in vitro de las cepas de Enterococcus faecalis y Enterococcus
faecium, como potenciales probióticos. Revista Facultad de Ciencias de la Salud
UDES, 3(1. S1), 34.
48
Raigoza, E., Londoño, D. & López, L. (2014). Optimización de las condiciones
enzimáticas para el deslactosado de leche de cabra. Journal of Engineering and
Technology, 2(1).
Riviera, L., Giraldo, G. & Agudelo-Laverde, L. (2017). Efecto de dos cultivos
probióticos en la elaboración de yogurt a partir de leche en polvo reconstituida.
Alimentos Hoy, 25(40), 57-66.
Rodríguez-Bernal, J., Serna-Jiménez, J., Uribe-Bohórquez, M., Klotz, B. &
Quintanilla-Carvajal, M. (2014). Aplicación de la metodología de superficie de
respuesta para evaluar el efecto de la concentración de azúcar y de cultivos
iniciadores comerciales sobre la cinética de fermentación del yogurt. Revista
mexicana de ingeniería química, 13(1), 213-225.
Sánchez Rodríguez, A., Oliver López, Y., Rodríguez Rico, I., Cabrera Carrazana,
R. & Guerra Valdés, B. (2016). Evaluación, modelización y optimización de una
columna de intercambio iónico empleada en el tratamiento de aguas de procesos.
Afinidad, 73(575) 210-218.
Sah, B., Vasiljevic, T., McKechnie, S. & Donkor, O. (2016). Effect of pineapple
waste powder on probiotic growth, antioxidant and antimutagenic activities of
yogurt. Journal of food science and technology, 53(3), 1698-1708.
Santos, R., Silva, M., Nascimento, K., Batista, A.., Moraes, J., Andrade, M. & Silva,
M. (2017) Prebiotic flours in dairy food processing: Technological and sensory
implications. International Journal of Dairy Technology. 70: 1-10.
49
Solórzano, L. & Ruiz, N. (2015). Efecto de fuentes lipídicas sobre el consumo de
materia seca y perfil de ácidos grasos de la leche bovina. Revista Ciencias
Agropecuarias, 1(2).
Tirado, D., Yacub, B., Cajal, J., Murillo, L., Leal, R., Franco, M. & Acevedo, D.
(2017). Pasteurizador de leche para la elaboración de suero costeño. Entre Ciencia e
Ingeniería, (21), 36-41.
WingChing-Jones, R. & Mora-Chaves, E. (2013). Composición de la leche entera
cruda de bovinos antes y después del filtrado. Agronomía Mesoamericana, 24(1), 203-
207.
50
ANEXOS:
Gráfico 1: Recolección de materia prima con las frutas de maracuyá.
Gráfico 2: Cascaras de Maracuyá deshidratadas a temperatura de 62°C.
51
Gráfico 3: Proceso de Molido de las cascaras de Maracuyá, para la obtención de la harina.
Gráfico 4: Tamizaje de la Harina de Maracuyá.
52
Gráfico 5: Comparación del comportamiento de las leches fermentadas. a) Leche fermentada (control). b) leche fermentada con adición de mermelada y harina de
maracuyá. c) leche fermentada con adición de harina de maracuyá.
Gráfico 6: Medición de pH en leches fermentadas.
53
Gráfico 7: Determinación de colonias de Bacterias Ácidos Lácticas.
Gráfico 8: Curva de control pH vs Tiempo del yogurt natural.
S = 0.07818436
r = 0.98819431
Tiempo (Horas)
pH
0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.04.50
4.77
5.05
5.32
5.60
5.87
6.14
6.42
54
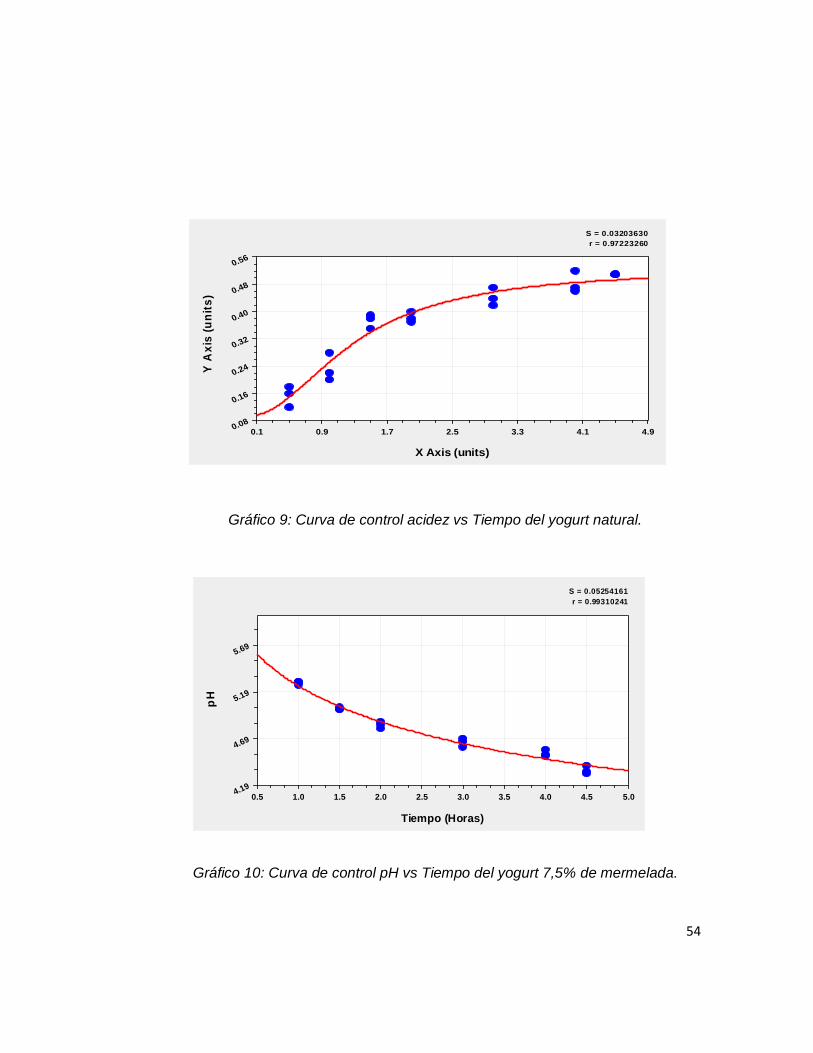
Gráfico 9: Curva de control acidez vs Tiempo del yogurt natural.
Gráfico 10: Curva de control pH vs Tiempo del yogurt 7,5% de mermelada.
S = 0.03203630
r = 0.97223260
X Axis (units)
Y A
xis
(u
nit
s)
0.1 0.9 1.7 2.5 3.3 4.1 4.90.08
0.16
0.24
0.32
0.40
0.48
0.56
S = 0.05254161
r = 0.99310241
Tiempo (Horas)
pH
0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.04.19
4.69
5.19
5.69
55
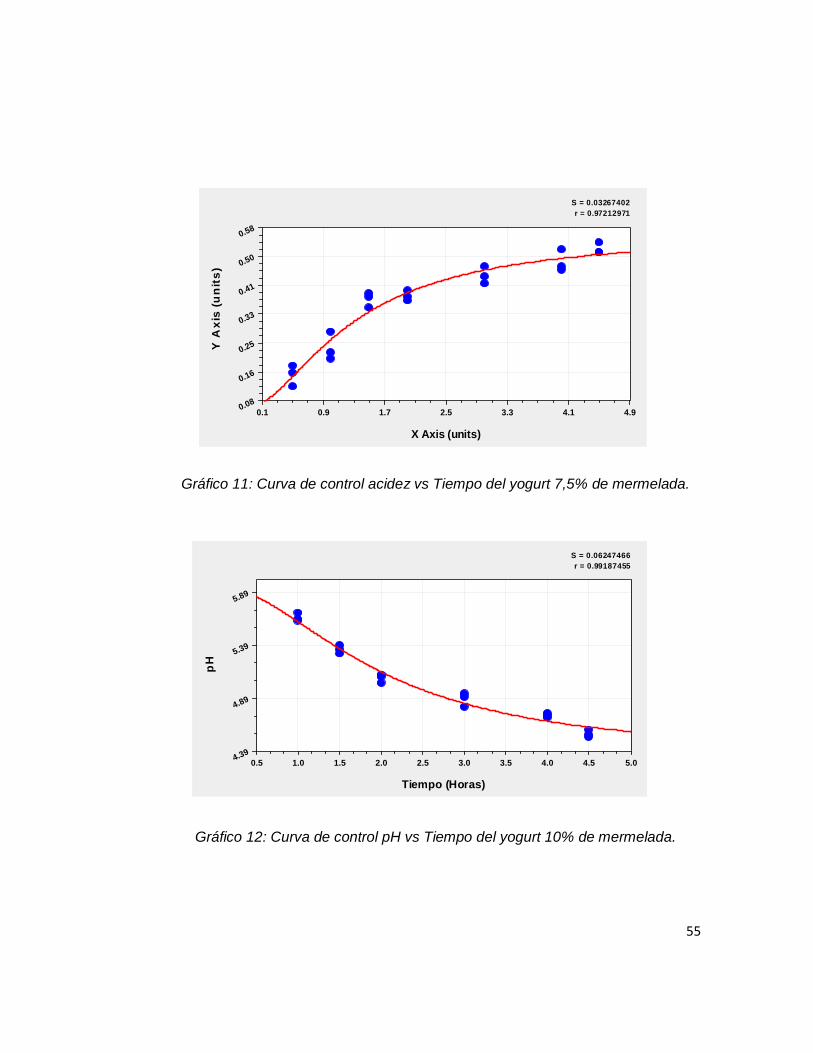
Gráfico 11: Curva de control acidez vs Tiempo del yogurt 7,5% de mermelada.
Gráfico 12: Curva de control pH vs Tiempo del yogurt 10% de mermelada.
S = 0.03267402
r = 0.97212971
X Axis (units)
Y A
xis
(u
nit
s)
0.1 0.9 1.7 2.5 3.3 4.1 4.90.08
0.16
0.25
0.33
0.41
0.50
0.58
S = 0.06247466
r = 0.99187455
Tiempo (Horas)
pH
0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.04.39
4.89
5.39
5.89
56
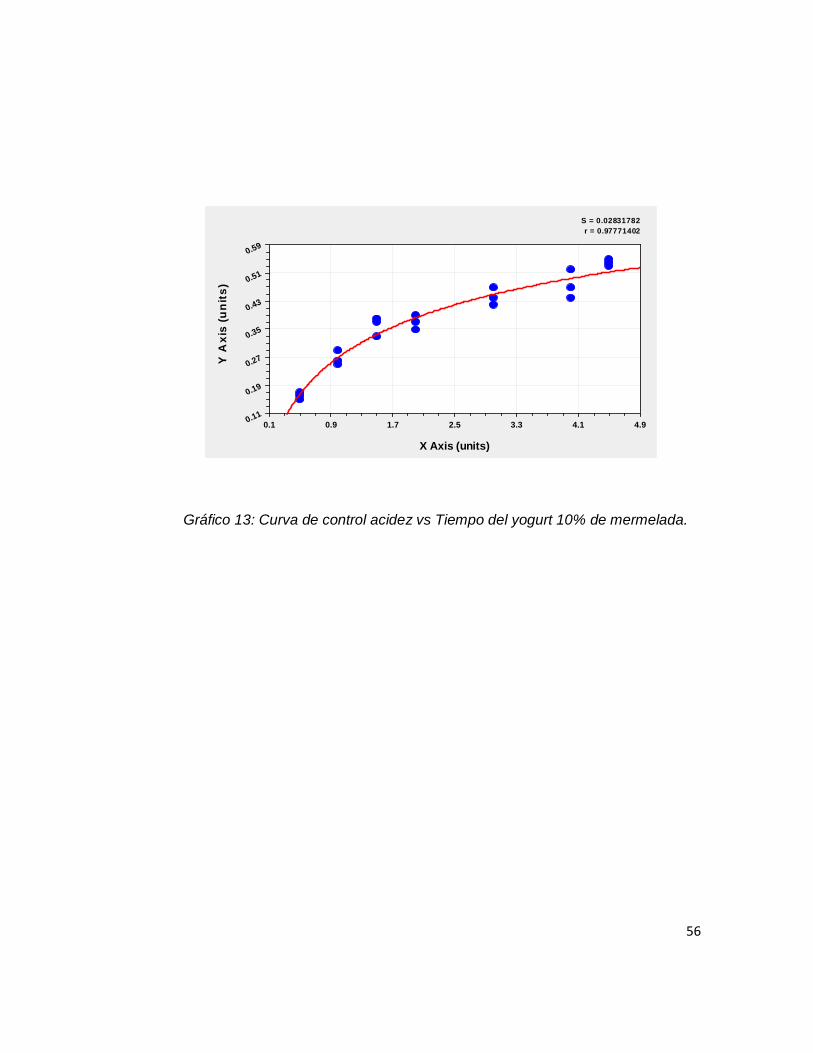
Gráfico 13: Curva de control acidez vs Tiempo del yogurt 10% de mermelada.
S = 0.02831782
r = 0.97771402
X Axis (units)
Y A
xis
(u
nit
s)
0.1 0.9 1.7 2.5 3.3 4.1 4.90.11
0.19
0.27
0.35
0.43
0.51
0.59