universidad autÓnoma chapingofiles.departamento-de-productos-forest.webnode.es/...al doctor miguel...
TRANSCRIPT

UNIVERSIDAD AUTÓNOMA CHAPINGO
DIVISIÓN DE CIENCIAS FORESTALES
PLANEACIÓN DE LA PRODUCCIÓN DE MADERA ASERRADA EN
UNA PLANTA DE ASERRÍO TIPO DE MADERA DE EUCALIPTO.
TESIS PROFESIONAL
Que como requisito parcial para obtener el título de:
INGENIERO FORESTAL INDUSTRIAL
Presenta:
Walter Daniel Maza Ochoa
Octubre de 2011.
Chapingo, Texcoco, Estado de México, México.

La presente tesis titulada “PLANEACIÓN DE LA PRODUCCIÓN DE MADERA
ASERRADA EN UNA PLANTA DE ASERRÍO TIPO DE MADERA DE
EUCALIPTO”, fue realizada por Walter Daniel Maza Ochoa, bajo la dirección del
M. C. Miguel Ángel Pérez Torres y asesorada por el Dr. Leonardo Sánchez Rojas.
Ha sido revisada y aprobada por el Comité Revisor y Jurado del Examen
Profesional, para obtener el Título de INGENIERO FORESTAL INDUSTRIAL.
Chapingo, Texcoco, Edo. de Méx., México. Octubre de 2011.

I
Agradecimientos.
A todas las personas que hacen posible que la Universidad Autónoma Chapingo
funcione, trabajadores y catedráticos, gracias por haberme dado el honor de estar con
ustedes, con mucho orgullos les digo: soy su producto.
Al Doctor Leonardo Sánchez Rojas, por dedicar su vida a la formación de todos
nosotros y por brindarme su orientación y amistad.
Al Doctor Miguel Ángel Pérez Torres, por su amistad y consejos a lo largo de la
carrera profesional y en mi desarrollo profesional.
Al MC. Ángel Leyva Ovalle, por su amistad y por su aportación desde mi formación,
hasta el presente trabajo.
A los integrantes de mi comité, M. C. Raúl Santiago Pinelo y M. C. Juan Carlos
Ordaz Hernández, por sus acertados comentarios y sugerencias para la realización de
este trabajo.
A la familia Vázquez Zambrano, Paty, Mauro, mi madrina Lidia Carolina, a su
Señora madre Aurora, les agradezco su apoyo y sincera amistad.
A todos los integrantes de la “Central Campesina Cardenista”, en especial a su
Secretario General: Lic. Max Agustín Correa Hernández y al Secretario de Desarrollo
Rural: Ing. Santiago Domínguez Luna, quienes me apoyaron cuando más necesité.
A mis amigos de la Universidad, con quien compartí buenos y malos momentos,
Leonardo Sánchez Ramos, Carlos Alberto Ruíz Coutiño y María Angélica Padilla
García, mil gracias, sin Ustedes no habría podido concluir este ciclo.
A mis amigos y compañeros de trabajo en Emiliano Zapata, Tabasco; Ing. Alberto
Calzada Nava y Sr. José Torres Pinto, de los cuales aprendí con la práctica.
A todos mis amigos y compañeros de trabajo en Las Vigas de Ramírez, Veracruz.
II
Dedicatoria.
A mis padres, Walter Maza Gutiérrez y Victoria Ochoa Martínez, por haberme dado lo
mejor de ustedes, sus genes.
A mis hermanos, Beatriz, Diana M., Laura Patricia y Luis Armando, por ser mi orgullo.
A mi hijo, Sergio Iván Maza Nieves, por ser mi fuente de inspiración.
A María Verónica Nieves López, por haberme dado el regalo más hermoso que he
recibido, mi hijo.

III
CONTENIDO. Página
AGRADECIMIENTOS ................................... ........................................................... I
DEDICATORIA ....................................... .................................................. …………II
CONTENIDO ............................................................................................ …………III Índice de Cuadros............................................................................................ VI Índice de Figuras ........................................................................................... VIII
RESUMEN ............................................................................................... …………IX
SUMMARY ................................................................................................ …………X
1. INTRODUCCIÓN .................................................................................. …………1
2. OBJETIVOS ...................................... .................................................... …………3 2.1. Objetivo general ......................................................................................... 3 2.2. Objetivos particulares ................................................................................ 3
3. REVISIÓN BIBLIOGRÁFICA ......................... ....................................... …………4
3.1. De las plantaciones de eucalipto ............................................................... 4 3.2. De la productividad .................................................................................... 5 3.3. De los diagnósticos .................................................................................... 6 3.4. De los elementos administrativos .............................................................. 7 3.5. De la producción ........................................................................................ 7 3.6. De la eficiencia .......................................................................................... 9 3.7. De los costos ........................................................................................... 10 3.8. Descripción del objeto de estudio ............................................................ 11
4. METODOLOGÍA ................................... ............................................. …………13
4.1. Materiales ................................................................................................ 13 4.2. Métodos ................................................................................................... 13
4.2.1. Producto a fabricar ..................................................................... 14 4.2.2. Materia prima requerida ............................................................. 16 4.2.3. Determinación de las dimensiones de madera aserrada ........... 19 4.2.4. Conocimiento de los rendimientos ............................................. 20 4.2.5. Determinar la capacidad de producción de la maquinaria y equipo ........................................................................................ 21 4.2.6. Proceso para la obtención del producto ..................................... 28 4.2.7. Definición del tiempo a planear .................................................. 28 4.2.8. Características de la mano de obra y cantidad .......................... 28 4.2.9. Determinación de los costos e ingresos ..................................... 29

IV
Página 4.2.10. Beneficio o determinación de utilidad ....................................... 29 4.2.11. Implantación de controles y ajustes para lograr lo planeado .... 29
5. RESULTADOS Y DICUSIÓN .......................... .................................... …………30
5.1. Determinación del producto a fabricar ..................................................... 30 5.2. Materia prima requerida ........................................................................... 31 5.3. Determinación de las dimensiones de la madera aserrada ..................... 37 5.4. Conocimiento de los rendimientos ........................................................... 39 5.5. Determinar la capacidad de producción de la maquinaria y equipo......... 44
5.5.1. Descripción detallada del proceso ............................................. 44 5.5.2. Equipos ...................................................................................... 48
5.6. El balanceo de Líneas ............................................................................. 59 5.7. Proceso para la obtención del producto .................................................. 81 5.8. Definición del tiempo a planear y resultados estimados .......................... 86 5.9. Características y cantidad de personal .................................................... 87 5.10. Determinación de los costos e ingresos ................................................ 89 5.11. Beneficio o determinación de utilidad .................................................... 94 5.12. Implantación de controles y ajustes para lograr lo planeado ................. 96
5.12.1. Contabilidad ............................................................................. 97 5.12.2. Patio de trocería ....................................................................... 97 5.12.3. Producción ............................................................................... 98 5.12.4. Almacén de producto terminado ............................................ 100 5.12.5. Mantenimiento ........................................................................ 101 5.12.6. Almacén de insumos .............................................................. 101
6. CONCLUSIONES ............................................................................. …………103
6.1. De las plantaciones y la industria forestal .............................................. 103 6.2. De la ingeniería del proceso .................................................................. 103 6.3. De la planeación del proceso................................................................. 104 6.4. De los beneficios económicos ............................................................... 104 6.5. De la producción, productividad y eficiencia .......................................... 104
7. RECOMENDACIONES ..................................................................... …………105
7.1. Primera recomendación ......................................................................... 105 7.2. Segunda recomendación ....................................................................... 105 7.3. Tercera recomendación ......................................................................... 105 7.4. Cuarta recomendación .......................................................................... 105 7.5. Quinta recomendación ........................................................................... 106 7.6. Sexta recomendación ............................................................................ 106 7.7. Séptima recomendación ........................................................................ 106

V
Página 8. BIBLIOGRAFÍA CITADA ............................ ...................................... …………107
9. ANEXOS ........................................................................................... …………111
Formato 1, Reporte general de Contabilidad ................................................ 111 Formato 2, Reporte de entrada de madera en rollo ...................................... 112 Formato 3, Entrada a Línea de aserrío ......................................................... 113 Formato 4, Tiempos y producción ................................................................ 114 Formato 5, Proceso de producción ............................................................... 115 Formato 6, Taller de afilado .......................................................................... 116 Formato 7, Madera aserrada ........................................................................ 117 Formato 8, Ingreso de arpilla ........................................................................ 118 Formato 9, Existencias en almacén de producto terminado ......................... 119 Formato 10, Concentrado semanal de madera en rollo ................................ 120 Formato 11, Concentrado semanal de madera aserrada ............................. 121 Formato 12, Mantenimiento .......................................................................... 122 Formato 13, Almacén de insumos ................................................................ 123

VI
ÍNDICE DE CUADROS.
Cuadro Página 1. Fórmulas estadísticas empleadas .............................................................. 18 2. Fórmula de la Variante normal en medida estándar ................................... 18 3. Medidas del modelo de tarima 1 ................................................................. 31 4.Porcentajes de madera empleada en la fabricación de la tarima 1 ............. 31 5. Frecuencia diamétrica para la Línea 1 ........................................................ 33 6. Frecuencia diamétrica para la Línea 2 ........................................................ 35 7. Diámetros de base ...................................................................................... 36 8. Contracciones del eucalipto ........................................................................ 37 9. Refuerzos a considerar en grosor de tablas ............................................... 38 10. Refuerzos a considerar en ancho de tablas ............................................. 39 11. Medidas de áreas de las trozas ................................................................ 39 12. Porcentajes de madera a producir ............................................................ 40 13. Porcentaje de madera a producir en la Línea 1 ........................................ 41 14. Porcentaje de madera a producir en la Línea 2 ........................................ 42 15. Comparación de piezas a producir en total .............................................. 42 16. Coeficiente de aserrío estimado ............................................................... 43 17. Maquinaria en patio .................................................................................. 48 18. Puerto 1 .................................................................................................... 49 19. Equipo de volteo ....................................................................................... 49 20. Carro porta troza ....................................................................................... 50 21. Torre principal ........................................................................................... 51 22. Reaserradora 1 ......................................................................................... 51 23. Desorilladora 1 .......................................................................................... 52 24. Cabeceadora 1 ......................................................................................... 52 25. Mesa de clasificación ................................................................................ 52 26.Transportadores mecanizados .................................................................. 53 27. Transportadores libres .............................................................................. 53 28. Puerto Línea 2 .......................................................................................... 54 29. Equipo de alimentación ............................................................................ 55 30. Datos de la Sierra doble ........................................................................... 55 31. Datos de la Reaserradora múltiple ........................................................... 56 32. Datos de la Reaserradora 2 ...................................................................... 56 33. Datos de la Desorilladora 2 ...................................................................... 57 34. Datos de la Cabeceadora 2 ...................................................................... 57 35. Transportadores mecanizados ................................................................. 58 36. Transportadores libres .............................................................................. 58 37. Datos de las bandas Colectoras de aserrín .............................................. 59

VII
Cuadro Página 38. Tiempos de trabajo en la Línea 1 ............................................................. 60 39. Lista de operaciones de la Línea 1 ........................................................... 62 40. Lista de precedencia de la Línea 1 ........................................................... 64 41. Representación Tabular del diagrama de precedencia con
posibilidad de movimientos de la Línea 1 .................................................. 66 42. Diagrama de precedencia modificado, después de la asignación
de los Elementos de trabajo a las estaciones de la Línea 1 ...................... 68 43. Tiempos de trabajo de la Línea 2 ............................................................. 70 44. Lista de operaciones de la Línea 2 ........................................................... 71 45. Lista de precedencia de la Línea 2 ........................................................... 72 46. Representación tabular del Diagrama de precedencia con
posibilidad de movimiento de la Línea 2 .................................................... 73 47. Diagrama de precedencia modificado, después de la asignación
de los Elementos de trabajo a las estaciones de la Línea 2 ...................... 74 48. Porcentajes de eficiencia por estaciones de trabajo de la Línea 1 ............................................................................................. 76 49. Porcentajes de eficiencia por estaciones de trabajo de la Línea 2 ............................................................................................. 77 50. Resumen de la Línea 1 ............................................................................. 78 51. Resumen de la Línea 2 ............................................................................. 79 52. Operaciones de la Línea 1 ........................................................................ 79 53. Operaciones de la Línea 2 ........................................................................ 80 54. Capacidad de proceso .............................................................................. 80 55. Producción esperada total ........................................................................ 80 56. Días de trabajo al año ............................................................................... 87 57. Personas necesarias para la planta .......................................................... 88 58. Sueldos del personal administrativo ......................................................... 90 59. Sueldos del personal operativo................................................................. 92 60. Depreciación de máquinas y equipos ...................................................... 93 61. Consumo y precios de los insumos .......................................................... 94 62. Costos para el funcionamiento de la planta .............................................. 95 63. Utilidad estimada ...................................................................................... 96
VIII
ÍNDICE DE FIGURAS.
Figura Página 1. Sistema de aserrío sugerido para alta producción........................................ 9 2. Ubicación del municipio Emiliano Zapata en el Estado de Tabasco ................................................................................. 11 3. Medición de diámetros ................................................................................ 17 4. Refuerzos en ancho .................................................................................... 19 5. Refuerzos en grosor ................................................................................... 20 6. Modelo de tarima 1, al que se dedica la producción ................................... 30 7. Histograma de frecuencia diamétrica para la Línea 1 ................................. 33 8. Distribución normal estandarizada de los porcentajes de
frecuencias para la Línea 1 ........................................................................ 34 9. Histograma de frecuencias diamétrica de la Línea 2 .................................. 35 10. Distribución normal estandarizada de los porcentajes de
frecuencias de la Línea 2 ......................................................................... 36 11. Diagrama de corte ajustado para el diámetro de 27 cm
de la Línea 1 .............................................................................................. 40 12. Diagrama de corte ajustado para el diámetro de 20 cm de la Línea 2 ............................................................................................. 41 13. Diagrama de flujo de las Líneas de producción 1 y 2 ............................... 45 14. Plano de distribución en planta de las Líneas de producción 1 y 2 ....................................................................... 46 15. Diagrama de precedencia de la Línea 1 ................................................... 65 16. Diagrama de precedencia balanceado de la Línea 1 ................................ 69 17. Diagrama de precedencia de la Línea 2 ................................................... 72 18. Diagrama de precedencia balanceado de la Línea 2 ................................ 75 19. Primer corte de la Torre principal Línea 1 ................................................ 81 20. Segundo corte de la Torre principal ......................................................... 82 21. Tercer corte de la Torre principal .............................................................. 82 22. Corte de la Sierra múltiple del centro de la Línea 1 .................................. 83 23. Cortes de la Reaserradora 1 (en negro) y corte de
desorilladora (en rojo) ................................................................................ 83 24. Corte de la Reaserradora 1 en una costera salida de la
Sierra múltiple ........................................................................................... 84 25. Corte de la Reaserradora 1 en otra costera salida de la
Sierra múltiple ........................................................................................... 84 26. Corte de la Sierra doble de la Línea 2 ...................................................... 85 27. Corte de la Sierra múltiple del centro de la Línea 2 .................................. 85 28. Cortes de la Reaserradora 2 (en negro) y corte de Desorilladora 2(en rojo) ............................................................................ 86

IX
RESUMEN.
En este trabajo se desarrolla un sistema de planeación para la producción de
madera aserrada propuesto por FLORES G. A. (1998), que consta de 11 puntos,
que parten desde el producto a fabricar, en este caso una tarima modelo 1, hasta
la implantación de controles y ajustes para lograr el producto planeado. El sistema
es aplicado a una planta de aserrío, que trabaja con plantaciones propias de
eucalipto, establecida en el estado de Tabasco.
Cada uno de los puntos se desarrolla y complementa con metodologías de otros
autores, con el objetivo de obtener mejores resultados.
La planta de aserrío cuenta con dos líneas de producción que trabajan con
sistemas diferentes, la Línea 1 con carro de fricción y una torre principal, en donde
la madera va y viene, y la Línea 2 que es una sierra doble vertical en la cual el
material no tiene retorno.
Para ambas Líneas de producción, se aplica balanceo de líneas con el propósito
de ubicar los posibles cuellos de botella y eliminarlos.
Como resultado, se ofrece un ejemplo de planeación de la producción de madera
aserrada, aplicable al aserrío en general, con la propuesta de una estructura de
seis áreas para que operen la planta: Contabilidad, Patio de trocería, Producción,
Almacén de producto terminado, Mantenimiento, Almacén de insumos, todas ellas
en coordinación conjunta para lograr los objetivos planteados.
Palabras clave: Planeación, aserrío, madera, eucalipto, producción, balanceo de
líneas.
X
SUMMARY.
This paper develops a planning system for the production of sawn timber proposed
by Flores (1998), consisting of 11 points, leaving from the product to be
manufactured, in this case a stage: model 1, the introduction of checks and
balances to achieve the planned output. The system is applied to a sawing plant,
which works with its own plantations of eucalyptus, established in the state of
Tabasco.
Each point is developed and supplemented by methods of other authors, in order
to get better results.
The sawing plant has two production lines that work with different systems, Line 1
with friction car and main tower, where the wood comes and goes, and Line 2 is a
vertical double saw in which the material does not return.
For both production lines, line balancing is applied in order to locate potential
bottlenecks and eliminate them.
As a result, is an example of planning the production of sawn timber, sawmilling
applicable to the general, with the proposal of a structure of six areas to operate
the plant: Accounting, Storage roundwood, Production, Final product storage,
warehouse supplies, all of them in joint coordination to achieve the objectives.
Keywords: Planning, sawing, timber, eucalyptus, production, lines balancing.

1
1. INTRODUCCIÓN.
En México, la industria forestal maderable aún obtiene la mayor parte de su
materia prima (95 %) de los bosques naturales de coníferas, principalmente pinos
que existen a lo largo y ancho del país, excepto en los estados de clima tropical
donde predominan otro tipo de especies. En otros países, que son líderes
mundiales en materia de producción y comercio forestal, la industria forestal se
abastece en su mayoría o totalmente, de la madera que se cultiva en plantaciones
forestales comerciales, establecidas específicamente para mantener un suministro
constante de materia prima a la industria Forestal (Monreal, 2011).
La industria forestal mexicana, desde hace unos 20 años, ha venido a menos,
situación reflejada en el cierre de numerosas empresas forestales y la
consecuente pérdida de empleos, declinación debida a una baja continúa en el
suministro de madera en rollo (COMESFOR, s/f).
Con el ingreso de México al Acuerdo General de Aranceles y Comercio (GATT) en
1986 y la posterior apertura comercial, el sector forestal ha demostrado su falta de
competitividad, lo que se refleja: En la dificultad de los productos forestales para
acceder a los mercados internacionales y en el consiguiente aumento de las
importaciones. El resultado final es un creciente déficit de la balanza comercial
forestal (Flores et al., 2007).
Un factor importante radica en que la industria forestal ignora, en la mayoría de los
casos, las características de la materia prima, y el sector silvícola forestal, no
produce para satisfacer a la industria. Por lo anterior, se presenta como requisito
indispensable la comunicación constante y estrecha entre el sector silvícola
forestal y el industrial forestal, para ambos mejorar su proceso productivo.
Ante esta realidad, las plantaciones comerciales están demostrando, que son la
única opción viable para revertir la situación y recuperar la competitividad de la

2
industria forestal, importantísima rama de la actividad económica (COMESFOR,
s/f).
Las plantaciones forestales con objetivos maderables se están estableciendo con
especies nativas o introducidas. Generalmente se prefieren las de rápido
crecimiento, condición que cumplen, de manera general, todas las especies de
eucalipto. Por sus características, las especies de eucalipto son actualmente uno
de los árboles más difundidos, ya que su madera es aceptada como: Madera en
rollo, chapa y aserrada para usos diversos, como: Pisos, muebles, tableros, pulpa
para papel y múltiples aplicaciones potenciales (Calzada, 2007).
Dado el proceso de globalización, es necesaria la capacitación a los empresarios
y/o productores forestales del país, para competir adecuadamente y reducir las
desventajas con productores similares de otros países. Simultáneamente, se
requiere desarrollar una planta industrial eficiente y competitiva (Flores et al.,
2007).
Con la descripción general de la situación actual de la industria forestal mexicana
y la tendencia mundial al establecimiento de plantaciones comerciales, agregando
la necesidad del desarrollo de la planta industrial, se hace indispensable el
establecimiento de sistemas de planeación de la producción, que conduzca de
forma organizada, a cumplir con los objetivos planteados.
En este trabajo se desarrolla un sistema de planeación para la producción de
madera aserrada que consta de once puntos, propuesto por Flores (1998),
aplicado a una planta de aserrío tipo, que trabaje con plantaciones propias de
eucalipto de las especies Eucaliptus urophylla, Eucaliptus grandis y Eucaliptus
urograndis, de manera general.
3
2. OBJETIVOS.
2.1. Objetivo general.
Desarrollar una metodología de planeación para la producción de madera
aserrada, aplicada a una planta de aserrío tipo para aserrar madera de eucalipto
de las especies Eucaliptus urophylla, Eucaliptus grandis y Eucaliptus urograndis.
2.2. Objetivos particulares.
� Determinar la capacidad instalada y de producción en las líneas de proceso
de producción.
� Determinar la productividad y eficiencia en ambas líneas de producción.
� Proponer una estructura organizativa para el funcionamiento apropiado de
la planta de aserrío tipo de madera de eucalipto.
� Proponer formatos para reportes de información y análisis de datos.

4
3. REVISIÓN BIBLIOGRÁFICA. 3.1. De las plantaciones de eucalipto.
Walker (1993) comenta que el incremento en la demanda de productos forestales
en el mundo, combinado con el uso de la tierra para otros propósitos, obliga a
buscar nuevas alternativas de uso de las especies maderables de rápido
desarrollo; la principal razón por la que se han plantado millones de hectáreas de
eucaliptos en todo el mundo, se debe a su rápido crecimiento.
ENCE (2003) indica que los eucaliptos, de diversas especies, se han cultivado
para cubrir una amplia variedad de necesidades, incluyendo protección y sombra.
Además de la producción de pulpa para papel, carbón vegetal, leña, postes y
columnas, y madera para tableros, constituyen los usos más frecuentes para la
madera joven. Agrega que recientemente, se han realizado importantes
desarrollos vinculados a la utilización de maderas aserradas de eucalipto, así
como paneles contrachapados a partir de madera de eucalipto debobinada o
desenrollada.
Silvestre y Torres (2003) comentan que en la medida en que la industria papelera
y farmacéutica ha ido en crecimiento a nivel mundial, cada vez más las grandes
empresas han implementado y se han ido expandiendo por diversas partes del
mundo a través del establecimiento de diversas plantaciones para satisfacer sus
necesidades, en este sentido cobran énfasis la plantaciones y producción de
eucalipto de diversas especies, y árboles de coníferas principalmente del género
Pinus.
Medina (2003) esquematiza la situación actual al comentar que durante largo
tiempo las industrias de la madera y del papel han utilizado los recursos forestales
naturales sin encontrar serias dificultades, pero el creciente consumo amenaza
con agotar los recursos forestales de los países tradicionalmente exportadores de
madera, por lo cual es necesario recurrir a la exportación de los países
transoceánicos, manteniendo costos más elevados a causa de los notables gastos

5
de transporte. De ahí la importancia que ha adquirido en los últimos años el cultivo
de las especies forestales de rápido crecimiento, entre las cuales las especies del
género Eucaliptus ocupan un lugar destacado, ofreciendo además, la particular
cualidad, de adaptarse a terrenos considerados difíciles o malos para otros
cultivos.
3.2. De la productividad.
Flores (1998) dice que la industria del aserrío en México se ha visto envuelta en
una situación insegura y riesgosa debido a: Los bajos precios que presenta el
mercado internacional, a las crisis económicas, a los altos costos de la producción,
a los abastos irregulares, a los rezagos en tecnología, a la descapitalización
continua y a los bajos niveles de productividad.
Flores (1998) agrega que con la integración de México en el Tratado de Libre
Comercio de América el Norte (TLCAN), con Estados Unidos de América y
Canadá (dos de los países más desarrollados tecnológicamente), es necesario
optimizar la eficiencia de transformación de la materia prima para que las
empresas forestales de bajo aprovechamiento en sus capacidades instaladas
alcancen los retos de competitividad en el mercado internacional.
López (1992) plantea que, ante estos problemas, se tiene la necesidad de hacer
más productivas y eficientes las empresas forestales dedicadas al aserrío, para
que puedan competir con los productos de importación. Lo cual requiere: Planear
la producción, invertir capital, y la capacitación de la gente que trabaja en la
industria forestal; ya que con una buena planeación de la producción, la madera
en rollo se aprovechará al máximo, tratando de minimizar desperdicios y hacer
más eficiente la producción de madera aserrada.
6
3.3. De los diagnósticos.
Valdez (1998) comenta que el concepto diagnóstico se inscribe dentro de un
proceso de gestión preventivo y estratégico. Se constituye como un medio de
análisis que permite el autoconocimiento de una empresa, para pasar de un
estado de incertidumbre a un estado de conocimiento, para su adecuada
dirección; por otro lado, es un proceso de evaluación permanente de la empresa, a
través de indicadores que permiten medir sus signos vitales.
Cummings y Worley (2001) agregan que el diagnóstico es una herramienta de la
dirección, y se corresponde con un proceso de colaboración entre los miembros
de la organización y el consultor, para recabar información pertinente, analizarla e
identificar un conjunto de variables que permitan establecer conclusiones.
SPYFI (1981) establece que para diagnosticar una empresa o cualquier
organización social donde se concentran varias funciones, es necesario:
• Recabar información.
• Interpretar la información.
• Evaluar la información.
• Analizar el grado de eficiencia con que se interrelacionan las
funciones.
• Localizar sus causas.
• Adjudicar prioridades.
• Ubicar la causa original.
Además, agrega que el diagnóstico industrial deberá realizarse en dos etapas:
Primera etapa o estática . En la que se desarrollarán los estudios y se sacarán
conclusiones que generarán la segunda etapa.
7
Segunda etapa o dinámica . En la que se instalarán mecanismos que permitan
avanzar hacia niveles superiores de eficiencia en los departamentos considerados
"causa original" o que incidan con mayor grado de limitación (influencia limitante)
en los demás.
3.4. De los elementos administrativos.
Acevedo (1992) sugiere tomar, como punto de partida para la planeación de la
producción, el estudio de la demanda que existe en el mercado, para saber las
tendencias y hacer un pronóstico de consumo; determinando: Hacia qué productos
se debe enfocar la producción.
Sánchez (2001) menciona que el pronóstico es una técnica de planeación que
permite, en alguna forma, predecir el futuro de algún aspecto, factor, elemento o
acción; lo cual permite: La formulación de premisas y elaboración de cualquier tipo
de plan.
Zepeta (1989) comenta que el objetivo primordial de cualquier empresario, que
desee planear sus actividades, es tratar de operar en condiciones de optimización;
lo cual se logra: A través de la maximización del beneficio neto o a través de la
minimización de los costos de producción.
3.5. De la producción.
López (1992) propone una metodología para el aserrío de trocería, basado en la
elaboración de diagramas de corte en la que se establece el número de cortes y la
forma en la que se debe aserrar, para obtener el máximo beneficio de la materia
prima.
Zavala (1991) recomienda, para determinar la variación de corte en grosores, la
medición de una muestra de 100 tablas seleccionadas al azar, distribuidas a

8
intervalos de 1 hora de trabajo, desde el inicio del turno hasta completar las 100
tablas, considerando una sub muestra de 10 a 20 tablas en cada intervalo
especificado. La fórmula empleada para calcular la dimensión óptima de asierre de
madera en rollo sugerida, es la siguiente:
Donde:
DO = Dimensión óptima de la madera verde.
DF = Dimensión final.
RC = Refuerzo por cepillado (ambas caras de la tabla).
% C = Refuerzo por contracciones (de verde a contenido de humedad
final).
Z = Factor de dimensión mínima aceptable.
St = Desviación estándar del proceso.
Díaz (2004) comenta que el mejor diagrama de corte será el que brinde la más
alta recuperación de madera, así como el que satisfaga las necesidades de
productos específicos, de tal manera que no siempre el objetivo será obtener el
mayor coeficiente de aprovechamiento.
Sánchez y Sepliarsky (2005) describen diversos tipos de sistemas de asierre
dependiendo del uso final de la madera, recomendando para alta producción: El
aserrado que presenta la Figura 1.

9
Figura 1. Sistema de aser río sugerido para alta producción.
Fuente: Sánchez y Sepliarsky (2005).
Villegas (1997) sugiere como alternativa, que para llevar a cabo una investigación
que permita detectar las limitantes de la industria de aserrío, se encuentra el
estudio diagnóstico; por medio del cual, se conocen deficiencias y oportunidades,
lo que permite, proponer estrategias para un mejor desarrollo de la misma.
3.6. De la eficiencia.
Zamudio (s/f) establece que para lograr el mejor conocimiento de la situación
tecnológica de las industrias forestales es necesario: Estudiar los procesos
industriales, los equipos y los sistemas de trabajo; para detectar: Grados de
eficiencia, capacidad de producción, “cuellos de botella” que determinan esta
necesidad de ampliaciones o modificaciones, presencia de equipo obsoleto y otras
situaciones que afecten la producción de la industria de que se trate. Agrega que
en la elaboración de este tipo de estudios, es importante disponer por principio la
siguiente información:
• Datos del equipo que determinen su capacidad.

10
• Localizar, con base en los datos anteriores, el “cuello de botella” de la
industria; ya que es el que define la verdadera capacidad.
• Detectar posibles casos de obsolescencia, que indiquen la necesidad de
cambios de equipo o de sistema; que signifiquen: Una mejor utilización de
los recursos o mejor resultado de las empresas.
García (1985) refiere que la técnica de balanceo de Líneas heurístico (Wester and
Kilbridge) es una buena metodología, porque permite agrupar las actividades de
producción o elementos de trabajo de forma tal, que en un tiempo determinado se
realicen, sin sobrepasar el tiempo calculado en cada estación de trabajo; y aplica
la técnica a: Una Línea de recepción de granos.
Flores (1998) propone un sistema de producción de madera aserrada para un
aserradero que desee optimizar su proceso que comprende once etapas, las
cuales facilitan la toma de acciones adecuadas para la planeación y control de la
producción; en donde plantea el análisis de la información referente a los factores
que intervienen en el proceso, como son: Estudio de mercado del producto,
maquinaria, materia prima, mano de obra, tecnología del producto, costos y
beneficios.
3.7. De los costos.
Kosonen (1992) desarrolla un sistema general de seguimiento de producción y
costos de aserraderos, que se puede aplicar:
• En el seguimiento completo de la función de un aserradero.
• El desarrollo del sistema actual de un aserradero.
El sistema se compone de ocho Formatos. En cinco de ellos, se colectan datos
básicos de la función de un aserradero. Con base en la información obtenida de

11
estos ocho Formatos, se calculan varias cifras características que describen: La
rentabilidad del aserradero. De esta forma, la producción y los costos se revisan
de forma separada; y los costos son clasificados en costos variables y costos fijos,
de manera general.
3.8. Descripción del objeto de estudio.
Calzada (2007) anota lo siguiente:
La planta de aserrío se encuentra ubicada en el predio denominado “La Bonita”,
con domicilio en el Km. 3.5 de la Carretera Villahermosa-Escárcega entronque
Emiliano Zapata, Emiliano Zapata, Estado de Tabasco, C. P. 85992. La ubicación
del Municipio se aprecia en la Figura 2.
Figura 2. Ubicación del Municipio Emiliano Zapata e n el
Estado de Tabasco.
El predio cuenta con una superficie de 188 ha., dentro de la cual se ubican dos
naves gemelas de tipo industrial, con una superficie de 1200 m2 cada una,
haciendo un total de 2400 m2. Se hizo la distribución con base en un plano original
propuesto, tratando de aprovechar al máximo la infraestructura ya instalada.
La planta industrial de aserrío cuenta con dos Líneas de producción
independientes, que normalmente trabajan integradas al mismo proceso, es decir,

12
se unen en un punto para aprovechar la Sierra múltiple de discos, con el fin de
producir mayor cantidad de madera por turno.
La capacidad instalada entre ambas Líneas de producción, considerando las
características de la trocería de eucalipto, es para procesar 70 m3 rollo/turno
transformables a 14,700 Pt/turno (34.692 m3 aserrados); equivalente a 352,800
Pt/mensuales (832.608 m3 aserrados) y 4`233,600.00 Pt/año (9,991.296 m3
aserrados), con un consumo de trocería de aproximadamente 20,000.00 m3
rollo/año, (veinte mil metros cúbicos de madera en rollo).

13
4. METODOLOGÍA.
4.1. Materiales.
- Datos de producción.
- Computadora (programas: Excel, Word y AutoCad).
- Formatos elaborados para la captura de datos de producción.
- Formatos elaborados para la captura de datos de tiempos y movimientos.
- Material de impresión.
- Flexómetro.
- Cronómetro de mano.
- Impresora.
- Calculadora científica.
- Cuaderno y bolígrafos.
- Planos de distribución de las Líneas de producción.
4.2. Métodos.
Para desarrollar el presente trabajo se utilizaron diferentes propuestas
metodológicas con algunas adaptaciones. Como estructura principal del trabajo,
se tomaron los once puntos propuestos por Flores (1998) con un orden diferente,
ajustados al caso específico de la planta de aserrío ubicada en Tabasco. Los
cálculos se hicieron tomando un periodo de tiempo de un año.
Se complementaron algunos puntos con información de otros autores que en su
momento Flores (1998) sugirió que se hiciera. El sistema propuesto por el autor,
es el siguiente:
14
4.2.1. Producto a fabricar.
Realizar un estudio detallado del mercado de productos que se pretende vender,
para conocer los volúmenes a producir disminuyendo las pérdidas económicas por
la elaboración de piezas de poca venta en el mercado.
Para el caso específico de esta planta, la planeación de la producción se hizo con
base en la demanda de madera aserrada de una planta hermana dedicada al
armado y venta de tarimas, ubicada la ciudad de Toluca, es decir, se tiene un solo
cliente que absorbe la producción completa, sin embargo, no se descarta la
elaboración futura de otros productos que demande el mercado.
Se sabe que el consumo de madera para la elaboración de tarimas de la empresa
hermana, es superior a la producción que la planta de aserrío puede ofrecer.
Como ya se mencionó, el estudio de mercado es esencial antes de la fabricación
de cualquier producto, sin embargo, debido a que la producción ya está
comprometida, la tarea es abastecer las dimensiones y número de piezas
necesarias para fabricar el modelo de tarima 1, que comercializa el grupo a otras
empresas.
Como punto de partida, siguiendo la recomendación de Flores (1998) se revisó la
literatura con el fin de encontrar un método de estimación inicial para la producción
de madera aserrada y se tomó en cuenta la metodología de estudio de mercado
hecho por Acevedo (1992) en su Diagnóstico del uso de la madera aserrada en el
Distrito Federal, en donde define con base en la demanda real, las medidas hacia
donde se debe enfocar la producción, para satisfacer a su mercado.
Se determinó que este estudio de mercado, es compatible para la aplicación de la
fórmula de suavizado exponencial propuesta por Flores (1998), que es la
siguiente:

15
Ft = α D t-1 + (1- α) Ft-1
Donde:
Ft = Pronóstico para el periodo siguiente.
Ft-1 = Pronóstico para el periodo anterior.
α = Coeficiente de suavización (0 ≤ α ≤ 1).
D t-1 = Valor real para el periodo anterior.
El suavizado exponencial es simplemente un promedio ponderado siguiendo una
serie de pronósticos.
Un desarrollo de la ecuación sería:
Debido a que;
Ft = α D t-1 + (1- α) Ft-1 (1)
Entonces;
Ft-1 = α D t-2 + (1- α) Ft-2 (2)
Y también;
Ft-2 = α D t-3 + (1- α) Ft-3 (3)
Al sustituir (Ft-1) de la ecuación (2) por su equivalente:
Ft = α D t-1 + (1- α) [ α D t-2 + (1- α) Ft-2]
Ft = α D t-1 + α (1- α) D t-2 + (1- α)2 Ft-2 (4)
Si se continúa el desarrollo sustituyendo (Ft-2) en la ecuación (4) el caso sería:
Ft = α D t-1 + α (1- α) D t-2 + (1- α)2 [α D t-3 + (1- α) Ft-3]
Ft = α D t-1 + α (1- α) D t-2 + (1- α)2 D t-3 + (1- α)3 Ft-3 (5)

16
La ecuación (5) se podría escribir de la siguiente manera:
Ft = α (1- α)0 D t-1 + α (1- α)1 D t-2 + (1- α)2 D t-3 + (1- α)3 Ft-3
De esta manera se muestra el peso relativo que se le da a cada una de las
demandas en los periodos anteriores al llegar al nuevo pronóstico.
Se debe seleccionar un coeficiente de suavización para α con base en los
siguientes criterios:
• Un elevado coeficiente de suavización sería más adecuado para los nuevos
productos o para casos en los que la demanda subyacente está en proceso
de cambio (inestable o dinámica); un valor de α de 0.7, 0.8 ó 0.9, puede
resultar el más apropiado para estas condiciones.
• Puede emplearse un coeficiente de suavización de 0.4, 0.5 ó 0.6, cuando la
demanda es ligeramente inestable.
• Si la demanda es muy estable, se puede optar por un α de 0.1, 0.2 ó 0.3
(Adam, 1991).
4.2.2. Materia prima requerida.
Se requiere determinar las dimensiones de madera en rollo disponible con que se
cuenta, para calcular el volumen de trocería requerida en la producción del
volumen de madera aserrada deseada, en el periodo de tiempo definido.
Se manejaron los datos de volumen resultado de estudios realizados en la
plantación, previos a la instalación de las Líneas de producción, en donde se
determinan los metros a procesar sin afectar la sustentabilidad de la plantación.
Se censaron los diámetros de las trozas que estaban ingresando a proceso, en un
periodo de 72 días para la Línea 1 y de 91 días para la Línea 2. De cada día se

17
obtuvo un promedio para procesar los datos y tener conocimiento de hacía qué
diámetros debe enfocarse la producción.
Los datos fueron tomados en una medida, con el criterio de no medir ni lo más
largo, ni lo más angosto como se muestra en la Figura 3.
Figura 3. Medición de diámetros.
Por cada Línea de producción, se calcularon con base en la repetición y el total de
los diámetros promedio, las frecuencias de cada medida y se hicieron gráficas.
Por cada grupo de datos se obtuvieron la Moda y la Media aritmética para
comparar qué tanto diferían entre sí.
Se calculó la Varianza (S2) para encontrar la Desviación estándar (St) y poder
graficar los resultados para análisis.
Las fórmulas empleadas para análisis son las descritas en los Cuadros 1 y 2.

18
Cuadro 1. Fórmulas estadísticas empleadas.
Media aritmética Moda
si
Varianza Desviación estándar
Fuente: INFANTE G., S. y ZÁRATE L., G. P., 1990.
Cuadro 2. Fórmula de la Variante normal en medida e stándar.
Del Cuadro 2, donde:
Z = Variante normal en medida estándar (área bajo la curva en una distribución
estándar normalizada).
x = Valor del límite que se desee establecer sobre el eje x.
= Valor de la Media de la muestra .
= Valor de la Desviación estándar (St).
(Snedecor y Cochran, 1984).
Posteriormente, mediante una gráfica de distribución normal estandarizada, se
determinaron los porcentajes de madera en rollo que entran en la categoría
diamétrica de cada media ± 2.5 cm, para hacer una categoría de 5 cm.

19
4.2.3. Determinación de las dimensiones de madera aserrada.
Se requiere especificar las dimensiones reales de la madera verde con las que se
debe producir para lograr la dimensión final, a través de la suma de refuerzos por
contracción de madera, variación en aserrío y secado de la pieza.
Para establecer las dimensiones a las cuales se debe aserrar la troza, se
analizaron los criterios de refuerzo descritos en la metodología. Se hicieron las
estimaciones con base en el comportamiento de la especie o tipo de madera y se
tomó en cuenta los requerimientos del producto final para aplicarlos correctamente
como.
- Refuerzo por variación de corte (sobremedida).
- Refuerzo por contracción.
- Refuerzo por cepillado.
- Refuerzo por corte.
Los refuerzos en ancho, se muestran gráficamente en la Figura 4:
Figura 4. Refuerzos en ancho.
Los refuerzos en grosor, se muestran gráficamente en la Figura 5:

20
Figura 5. Refuerzos en grosor.
4.2.4. Conocimiento de los rendimientos.
Se debe emplear las técnicas de diagramas de corte para determinar los
rendimientos obtenidos por categoría diamétrica, escogiendo siempre el mayor
coeficiente de asierre que produzca la mayor cantidad de piezas más demandadas
en el mercado.
Utilizando la metodología de López (1992) los porcentajes de productos a fabricar
y la ayuda del programa de cómputo AutoCad, se determinó para los diámetros
promedio, el diagrama ideal, repartiendo los tipos de piezas de acuerdo a la
cantidad de madera y las medidas para cumplir con la demanda del mercado. De
esta forma con los diagramas de corte y los diámetros, se determinaron los
coeficientes de aserrío y los porcentajes de productos a obtener.

21
4.2.5. Determinar la capacidad de producción de la maquinaria y equipo.
Determinar y adecuar la capacidad de la maquinaria para producir el volumen
planeado en el tiempo esperado reduciendo mermas de producto consecuentes
por los tiempos improductivos, mantenimientos correctivos o bajas capacidades de
producción.
Atendiendo la sugerencia de la metodología, se determinó la situación tecnológica
de la planta de aserrío, a través de la metodología de Zamudio (s/f) cuyos puntos
principales son:
• Distribución en planta.
• Equipo:
� Equipo para acercar a aserradero, tipo y capacidad.
� Equipo de descortezado o limpieza.
� Equipo transporte entre elementos (transportadores, etc.).
� Equipo descarga de transportadores (pateador, etc.).
� Cargador, volteador, (tipo de los mismos), etc.
� Carro. Tipo, capacidad (apertura), escuadras, largo máximo de
trozas, “offset”, sistema de grosores y sistema de alimentación del
carro.
� Aserradero. Tipo (circular, banda, múltiple, etc.).
- Aserradero circular.

22
- Sierra banda.
- Sierra múltiple.
- Otros.
� Reaserradoras.
- Tipo de las mismas.
- Diámetro de los volantes, si son de bandas.
- Velocidad de los dientes (m lineales/ min).
- Calibre de las sierras, tipo de dientes y medidas de los
mismos.
- Tensión transversal.
- Tensión del lomo.
- Máxima altura del material a reaserrar.
- Máximo ancho del material a reaserrar.
- Fuerza motriz el kW o H. P.
� Desorilladora.
- Fuerza motriz en kW o H. P.
- Ancho máximo.
- Grosor máximo.
- Número de sierras.
- Calibre de sierras.
- Número de dientes (fijos o postizos).
- Protección contra rechazo de tablas (¿existe?).
� Tratamiento de preservación.
- Tipo de equipo de aplicación.
- Material utilizado.
- Proporciones.
23
� Equipo auxiliar.
- Descripción del sistema de transporte entre estaciones.
- Eliminación de aserrín.
- Eliminación de material de desorille, cabeceado, costeras,
etc.
� Equipo de recuperación.
- Descripción de tipos, capacidad, dimensiones, sierras, etc.
� Instalación para clasificado.
� Equipo de transporte y manejo en patio.
• Patio.
� Tipo de apilado.
- Pilas, tipo y dimensiones, así como orientación respecto a
vientos dominantes.
• Personal.
- Número y nivel de capacitación de personal utilizado en cada fase.
• Descripción del producto.
� Normas utilizadas para clasificación. Describir calidades.
� Grosores estándar y refuerzos aplicados. Largos y anchos
estándar.
� Coeficiente de aserrío.
Se ubicaron los “cuellos de botella”.

24
Dentro de este último concepto de detectar cuellos de botella y lo sugerido en la
metodología principal con respecto a un estudio de balanceo de Líneas, se incluyó
una metodología para balanceo de líneas de tipo heurística Wester and Kilbridge
(García, 1985), al proceso de producción de madera aserrada de la planta.
El balanceo de Líneas consiste en agrupar y/o subdividir las actividades en las
estaciones de trabajo de tal forma que en todas exista una cantidad de trabajo, de
acuerdo con el tiempo requerido para ejecutarlo. O de otra manera, consiste en
agrupar las actividades en las estaciones de trabajo, de forma tal que en ninguna
estación se efectúe una actividad o varias actividades que sumen un tiempo mayor
al Tiempo ciclo (Tc) (García, 1985).
Se hizo primero el balanceo de la Línea 1, luego el de la Línea 2, al final, se
complementa la información para estimar la capacidad instalada por Línea y total.
Para las dos Líneas, se toma como base una troza tipo con el diámetro promedio
por Línea y con largo de 2.5 m.
Como conceptos básicos, previos al desarrollo de la metodología, se menciona
que:
• Nodo:
Representa la tarea realizada por una máquina, es la operación que se
realiza para modificar la materia prima.
• Arco:
Línea con punta de flecha que conecta dos Nodos entre sí para indicar su
relación.
• Elemento de trabajo (W):
Es el tiempo que utiliza la unidad más pequeña de trabajo productivo
(Nodo) que se puede separar en otra actividad, hasta el punto que puede
ser ejecutada en forma relativamente independiente y tal vez en diferente
secuencia.

25
• Contenido de trabajo de la estación (Wi):
Es el tiempo requerido para realizar el trabajo en cada estación. Éste es el
total del contenido de cada uno de los Elementos de trabajo (W) de cada
estación.
• Estación de trabajo (Et):
Es la zona o área en donde se realiza el trabajo asignado. Una Estación de
trabajo es usualmente trabajada por un solo Operador, aunque en corridas
de producción cortas, el Operador puede realizar el trabajo de varias
estaciones.
• Contenido total de trabajo de la Línea (Wt):
Es el tiempo total de todos los Elementos de trabajo (W) en todas las
Estaciones de trabajo abarcando toda la Línea.
• Tiempo ciclo (Tc):
Se define como el tiempo que pasa cada unidad en cada Estación de
trabajo, también como el máximo tiempo permitido en cualquier Estación de
trabajo. Para el caso de este estudio, se agregó que se considera como el
tiempo mayor requerido por una máquina determinada, que se encuentre
dentro de la Línea de producción, para hacer todos los cortes asignados a
ella por el diagrama de corte, para una troza.
• Número de estaciones:
La cantidad se determina con la siguiente fórmula,
Donde:
Et = Número de Estaciones de trabajo.
Wt = Tiempo total de trabajo.
Tc = Tiempo total.
Siempre con el criterio de redondear la fracción, si la hay, al número entero
superior.
26
Pasos realizados para el balanceo de Líneas tipo heurístico Wester and Kilbridge
(García, 1985), adaptado a las Líneas de aserrío:
1) Se tomaron los tiempos promedio de corte efectivo de las máquinas,
sumado al tiempo que tarda en entrar la siguiente pieza con el fin de
obtener un ciclo completo, en otras palabras, el tiempo comienza al inicio
del corte y termina justo cuando la sierra comienza a cortar otra pieza.
2) Se generó el Cuadro llamada Lista de operaciones, en donde a cada tarea
o intervención para transformar la materia prima, se le asignó una letra, su
correspondiente descripción y el tiempo utilizado (W), cada una de ellas es
un Nodo.
3) Luego a cada Nodo, se le asignó su Nodo de precedencia, es decir, de qué
máquina recibe el material y el tiempo que requiere la tarea (W) y al final del
Cuadro se hizo la sumatoria del Tiempo total (Wt). Se generó entonces el
Cuadro Lista de precedencia.
4) Para analizar los Nodos, se distribuyeron en un diagrama con columnas en
número romano, siempre respetando el orden de las tareas, dicho en otros
términos, primero se reasierra y después se desorilla, no puede ser al revés
o en paralelo, en la primera columna va el reasierre y en la segunda o en
alguna posterior, va el desorillado. Se trazaron Arcos con flechas para
entender el flujo del material. A cada Nodo se le agregó en la parte superior
derecha, el tiempo necesario para llevarse a cabo (W).
5) Posteriormente se realizó el cálculo del número de Estaciones de Trabajo
(Et). De la tabla Lista de precedencia, se toma el Tiempo total de trabajo
(Wt) y se buscó para cada Línea, el tiempo mayor invertido por la máquina
más lenta para hacer su trabajo asignado para una troza para llamarlo
Tiempo ciclo (Tc). Se utilizó la fórmula para Et.

27
6) Para analizar la información, se elaboró el Cuadro con el título
Representación tabular del diagrama de precedencia con posibilidad de
movimientos, en donde se registra hacia dónde pueden desplazarse los
Nodos sin afectar el proceso para poder hacer una agrupación de trabajos,
al mismo tiempo, se lleva un control de tiempos totales por columnas.
7) Con la información de los movimientos posibles se generó el Cuadro
Diagrama de precedencia modificado, después de la asignación de los
Nodos a las Estaciones de trabajo (Et), tomando como base su Tiempo (W)
empleado, tratando de completar el Tiempo de ciclo (Tc). Lo ideal es que el
tiempo de las estaciones, sea igual al Tc.
8) Nuevamente se realizó el diagrama de precedencias, pero ahora con la
reagrupación de los nodos, es decir, la información de la tabla pero en
representación gráfica, con su respectiva línea de división y la sumatoria de
los tiempos de cada estación.
9) Se estimó la eficiencia de cada estación con la fórmula:
10)El último paso del balanceo fue la estimación de la eficiencia de la Línea, se
hizo con la siguiente fórmula:
Donde:
N = Número de estaciones determinadas para la Línea.

28
4.2.6. Proceso para la obtención del producto.
Se requiere especificar cuál será el método de asierre a emplear cuando se esté
procesando la materia prima con la finalidad de aprovechar al máximo las trozas
durante el asierre.
Con el diagrama de corte, se detalló, para el caso de ambas Líneas de
producción, la forma en la que deben hacerse los cortes respetando el orden y el
número de intervenciones por máquina.
4.2.7. Definición del tiempo a planear.
Es necesario calcular los días que labora la planta, descontando los días no
laborables, para conocer los días que realmente se trabajan en el periodo de
tiempo que se desea planear.
El tiempo de una jornada normal por semana es de 48 horas como lo establece la
Secretaría del Trabajo y Previsión Social. Se definieron los días de descanso por
semana, los descansos oficiales que establece el Calendario Oficial, los religiosos
más los días de descanso vacacional que la empresa otorga.
4.2.8. Características de la mano de obra y cantidad.
Se requiere detectar cuáles son las necesidades de capacitación del personal que
labora directamente en el proceso de producción para implantar sistemas como el
uso de diversos métodos de asierre y diagramas de corte.
Así, dependiendo del trabajo a realizar y con los requerimientos del equipo, se
definió el tipo de perfil del personal que se necesita para operar la planta, además
de establecer la cantidad de Operadores para todo el proceso, tomando siempre
en cuenta que se tienen lugares en los que se requieren habilidades o cierta
preparación para no arriesgar al personal, al equipo, ni a la materia prima.
29
4.2.9. Determinación de los costos e ingresos.
Es preciso conocer los costos y gastos generados a lo largo del proceso para
posteriormente establecer un sistema de seguimiento con el objeto de llevar un
control en la contabilidad; así como definir el ingreso que se genera por la venta
de la madera aserrada para presentar un panorama de las entradas económicas
en la empresa.
Se buscaron cotizaciones de equipo, sueldos estimados por tipo de trabajo y
precios de compra publicados en la página web de CONAFOR, con la intención de
hacer la planeación lo más precisa posible.
4.2.10. Beneficio o determinación de utilidad.
Con el auxilio del sistema de seguimiento de costos y la cantidad de ingresos
percibidos se logra conocer los beneficios o utilidades totales en el periodo que
haya sido programado.
Como la planeación se hizo con base en 1 año, se estimó el ingreso esperado por
ese periodo. Con la suma de los conceptos de egresos, restada al ingreso por
concepto de ventas de madera, se obtuvo el ingreso neto esperado.
4.2.11. Implantación de controles y ajustes para lograr lo planeado.
Es necesario establecer sistemas de control de calidad del producto así como la
corrección adecuada en el proceso para alcanzar la producción que haya sido
planeada.
Todos estos factores combinados perfectamente facilitarán la toma de decisiones
cuando se presenten los problemas o las oportunidades a lo largo del proceso,
haciendo la toma de acciones más adecuadas en la planeación, así como
también, auxilian en el control de la producción.

30
5. RESULTADOS Y DISCUSIÓN.
A continuación se presentan los resultados de acuerdo a la metodología propuesta
por García (1985).
5.1. Determinación del producto a fabricar.
Se cuenta con la flexibilidad de enviar algunas tablas en múltiplos para “abrirlas”
posteriormente en la planta de producción de tarimas, como pueden ser tablas de
1.9 x 20.4 x 243.8 [cm] en lugar de dos duelas de 1.9 x 10.2 x 243.8 [cm]. El
modelo de tarima a fabricar, se muestra en la Figura 6.
Como la producción en general, está dedicada al embalaje, se maneja la
clasificación millrun, es decir, todo el producto es igual sin distinción de clases.
Figura 6. Modelo de tarima 1, al que se dedica la producción.
Las medidas del material que componen la tarima 1, son las indicadas en el
Cuadro 3.
31
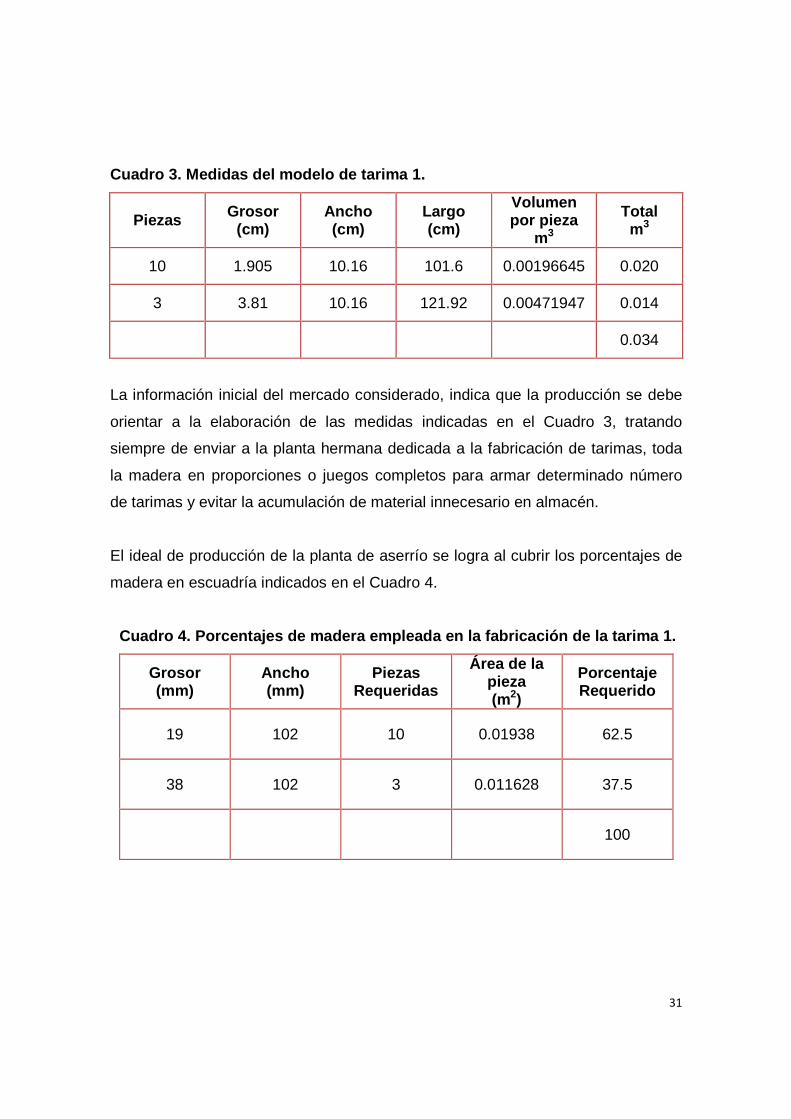
Cuadro 3. Medidas del modelo de tarima 1.
Piezas Grosor (cm)
Ancho (cm)
Largo (cm)
Volumen por pieza
m3
Total m3
10 1.905 10.16 101.6 0.00196645 0.020
3 3.81 10.16 121.92 0.00471947 0.014
0.034
La información inicial del mercado considerado, indica que la producción se debe
orientar a la elaboración de las medidas indicadas en el Cuadro 3, tratando
siempre de enviar a la planta hermana dedicada a la fabricación de tarimas, toda
la madera en proporciones o juegos completos para armar determinado número
de tarimas y evitar la acumulación de material innecesario en almacén.
El ideal de producción de la planta de aserrío se logra al cubrir los porcentajes de
madera en escuadría indicados en el Cuadro 4.
Cuadro 4. Porcentajes de madera empleada en la fabr icación de la tarima 1.
Grosor (mm)
Ancho (mm)
Piezas Requeridas
Área de la pieza (m2)
Porcentaje Requerido
19 102 10 0.01938 62.5
38 102 3 0.011628 37.5
100
32
5.2. Materia prima requerida.
Como segundo requisito, es importante asegurar que exista suficiente materia
prima para la planeación, la empresa cuenta con 23,576.13 m3r/año disponibles de
madera de eucalipto, que pueden ser extraídos sin representar un riesgo para la
sustentabilidad de la plantación. Como dato adicional, se comenta que en la
actualidad, se está aserrando un porcentaje de melina.
Los cálculos para la elaboración del proyecto que está operando actualmente,
fueron planteados con base en la transformación de 20,000 m3r/año de madera de
eucalipto, lo que representan alrededor de 70 m3r/día (Calzada, 2007).
Por la información proporcionada, se puede asumir que no se tiene problema con
la existencia de materia prima, se hace entonces la siguiente recomendación
como complemento.
Para asegurar el mejor funcionamiento de la planta de aserrío, se deben tomar en
cuenta los siguientes puntos:
• Estimación de los periodos en los que no se pueda abastecer madera en
rollo a la planta, con el fin de asegurar su existencia mínima en patio de
trocería en tiempos críticos.
• Asegurar en tiempo y forma que el volumen de madera en rollo a procesar,
esté en planta a tiempo.
Como no se está manejando la categorización por diámetros, ni la separación de
la trocería para obtener madera aserrada por clases, se tomó un censo de 72 días
de producción para la Línea 1 y se registraron diámetros promedios por día, éstos
aparecen en el Cuadro 5 y se grafican en la Figura 7.

33
Cuadro 5. Frecuencia diamétrica para la Línea 1 .
Diámetro (cm) Frecuencia %
22 2 2.78
24 3 4.17
25 8 11.11
26 14 19.44
27 18 25.00
28 8 11.11
29 6 8.33
30 6 8.33
31 3 4.17
32 2 2.78
33 2 2.78
Suma 72 100
Figura 7. Histograma de frecuencia diamétrica para la Línea 1.
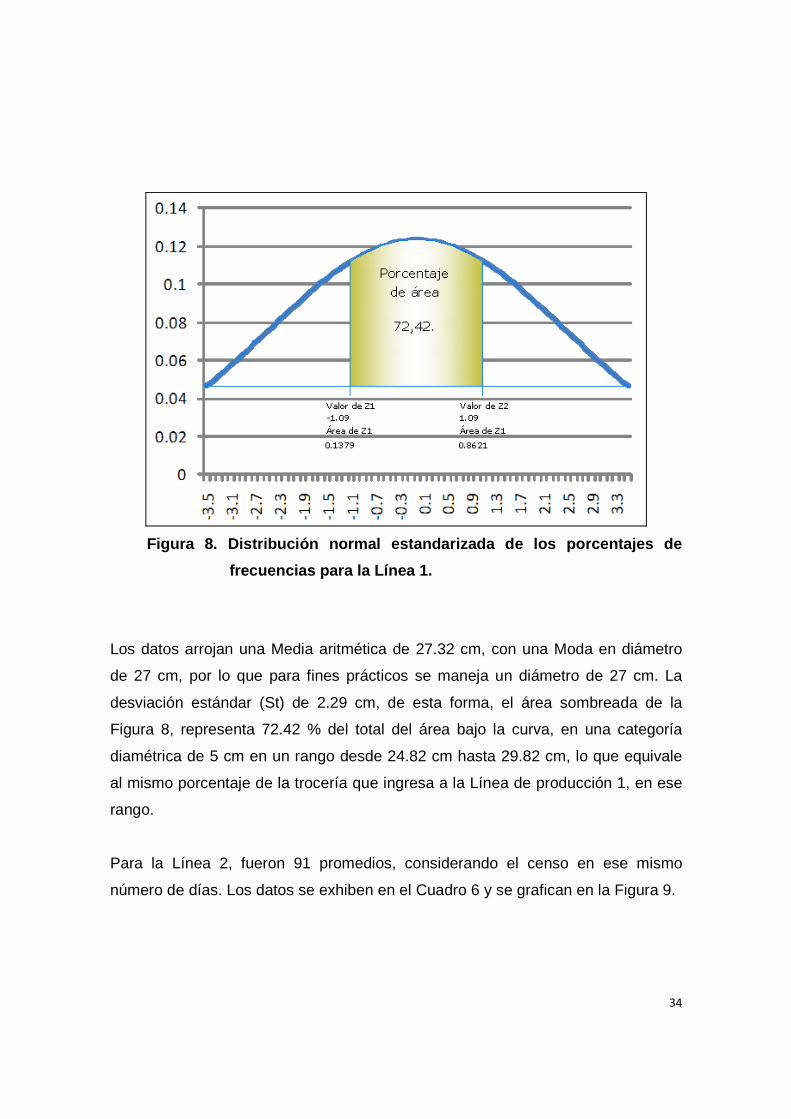
Con la información del histograma, se produce la gráfica de la Figura 8 de
distribución normal estandarizada para analizar el comportamiento de los datos.
34
Figura 8. Distribución normal estandarizada de los porcentajes de
frecuencias para la Línea 1.
Los datos arrojan una Media aritmética de 27.32 cm, con una Moda en diámetro
de 27 cm, por lo que para fines prácticos se maneja un diámetro de 27 cm. La
desviación estándar (St) de 2.29 cm, de esta forma, el área sombreada de la
Figura 8, representa 72.42 % del total del área bajo la curva, en una categoría
diamétrica de 5 cm en un rango desde 24.82 cm hasta 29.82 cm, lo que equivale
al mismo porcentaje de la trocería que ingresa a la Línea de producción 1, en ese
rango.
Para la Línea 2, fueron 91 promedios, considerando el censo en ese mismo
número de días. Los datos se exhiben en el Cuadro 6 y se grafican en la Figura 9.

35
Cuadro 6. Frecuencia diamétrica para la Línea 2.
Diámetro (cm) Frecuencia %
17 2 2.20
18 8 8.79
19 18 19.78
20 37 40.66
21 16 17.58
22 5 5.49
23 1 1.10
24 2 2.20
25 2 2.20
Suma 91 100.00
Figura 9. Histograma de frecuencias diamétrica de l a Línea 2.

36
Con los datos del histograma, se genera la gráfica de la Figura 10 de distribución
normal estandarizada para analizar el comportamiento de los datos.
Figura 10. Distribución normal estandarizada de los porcentajes
de frecuencias de la Línea 2.
La información procesada indica que la Media aritmética es de 20.07 cm y la Moda
de 20 cm. La desviación estándar (St) de 1.469 cm, de tal forma que el área
sombreada de la Figura 10, indica que el 91.08 % del total de área bajo la curva
en una categoría diamétrica de 5 cm en un rango desde 17.58 cm hasta 22.58 cm,
lo que representa el mismo porcentaje de trocería que ingresa a la Línea de
producción 2, en esa categoría.
En resumen, los valores con los que se va a procesar la información se establecen
en el Cuadro 7.
Cuadro 7. Diámetros de base.
Línea Diámetro (cm)
1 27
2 20

37
5.3. Determinación de las dimensiones de la madera aserrada.
De acuerdo con la metodología, se deben estimar los refuerzos que debe llevar la
madera por concepto de:
• Contracción por secado.
• Corte por proceso de aserrío.
• Cepillado posterior al secado del material.
Para diseñar una tarima, normalmente se toma como base un producto
determinado con dimensiones constantes que se debe transportar o proteger, es
decir: cajas, autopartes, muebles, entre muchos otros. Respetando las
dimensiones tanto del producto a resguardar, como los espacios disponibles para
transporte, la elaboración de la tarima es estimada con dimensiones y peso
constante, sus valores de armado final deben ser lo más exactas posible, se
admite entonces una variación de ±1 mm por dimensión de cada una de las piezas
que componen la tarima.
Se considera como base para estimar la contracción por secado los resultados de
las pruebas de Silvestre y Torres (2003).
Los valores medios de porcentajes de contracción a utilizar se encuentran en el
Cuadro 8, con valores de Contenido de Humedad entre 11 y 14 %.
Cuadro 8. Contracciones del eucalipto.
Especie βTh %
βRh %
Eucaliptus urophylla 5.33 2.6
Eucaliptus grandis 5.26 2.43

38
Donde:
βTh % = Porcentaje de Contracción Tangencial parcial a 11 % (E. grandis) y 14 %
(E. urophylla) de Contenido de Humedad.
βRh % = Porcentaje de Contracción Radial parcial a 11 % (E. grandis) y 14 % (E.
urophylla) de Contenido de Humedad.
El segundo concepto se estima con base en el ancho de la sierra, es decir, el corte
que se hace para obtener la pieza. En este caso, las sierras, tanto de la máquina
múltiple como las sierras banda, abarcan 1/8 de pulgada o lo que es igual 3.2 mm.
Por el tipo de material que transportan o la forma en la que se hace el empacado
en algunas plantas, la madera se utiliza cepillada, para este producto en particular,
la madera no necesita cepillado, así que no se considera refuerzo por ese
concepto.
Como ya se mencionó antes, las dimensiones finales de las piezas tienen una
tolerancia de variación de ±1 mm, sin embargo, es recomendable que si tal
variación se presenta de manera constante, habrá que recalcular los refuerzos y/o
recalibrar el equipo con el fin de evitar producir material fuera de norma y tener
que considerar ese refuerzo por desajuste, dando un menor coeficiente de aserrío.
Como no hay diferenciación entre especies, es decir, llegan a la Planta de aserrío
como eucaliptos en general, se utilizará el dato de la contracción tangencial del
Eucaliptus urophylla por ser la más fuerte, tanto para Grosor como Ancho. De esta
forma, las medidas a considerar, se definen en los Cuadros 9 y 10.
Cuadro 9. Refuerzos a considerar en grosor de tabla s.
Grosor Nominal
(mm)
Contracción (mm)
Dimensión de aserrío
(mm)
Corte (mm)
Grosor total (mm)
19 1 20 3.2 23.2
38 2 40 3.2 43.2

39
Cuadro 10. Refuerzos a considerar en ancho de tabla s.
Ancho Nominal
(mm)
Contracción (mm)
Dimensión de aserrío
(mm)
Corte (mm)
Ancho total (mm)
102 6 108 3.2 111.2
102 6 108 3.2 111.2
La contracción longitudinal no es considerada en este ejercicio porque se plantea
que la trocería se corta y asierra a 2.5 m de longitud y que se envía en paquetes
largos a como se producen en la planta de aserrío, para posteriormente ser
dimensionados en la planta que elabora las tarimas; sin embargo, es importante
tomar en cuenta que aserrando para una misma medida de longitud, se puede
ajustar el largo de la trocería y elevar el coeficiente de aserrío.
Es importante cuando el proceso está en marcha, se hagan muestreos
permanentes en anchos y grosores, conforme a la metodología sugerida en el
punto 5.12.3 de este mismo documento, para poder determinar con una mayor
precisión la dimensión óptima de asierre.
5.4. Conocimiento de los rendimientos.
Utilizando la información obtenida en los puntos anteriores y con las sugerencias
de la literatura, se generó el diagrama de corte apropiado para las trozas de
eucalipto. Tomando como punto de partida las medidas de asierre de las piezas,
se determinó el área de las cabezas por tipo de producto, las medidas para cálculo
de área, se exhiben en el Cuadro 11.
Cuadro 11. Medidas de áreas de las trozas.
Grosor (mm)
Ancho (mm)
Área (m2)
20 108 0.00216
40 108 0.00432

40
Los diagramas se elaboraron tomando como base el dato de los porcentajes de
piezas del modelo de tarima, considerados en el Cuadro 12, con esto se hace una
mejor distribución de producto.
Cuadro 12. Porcentajes de madera a producir.
Grosor (mm)
Ancho (mm)
Piezas requeridas
Área de la s piezas (m2)
% Requerido
20 108 10 0.0216 62.5
40 108 3 0.01296 37.5
100
Buscando siempre aprovechar al máximo el área de la cabeza de la troza y al
mismo tiempo, estableciendo la relación con los porcentajes de piezas a producir,
se ajustaron los modelos de diagramas de corte, los cuales se presentan en las
Figuras 11 y 12 para la Línea 1 y Línea 2 respectivamente.
Figura 11. Diagrama de corte ajustado para el
diámetro de 27 cm de la Línea 1.

41
Los porcentajes de las piezas que se obtienen del diagrama de corte para la Línea
1, se muestran en el Cuadro 13.
Cuadro 13. Porcentaje de madera a producir en la Lí nea 1.
Grosor (mm)
Ancho (mm) Piezas/ cara
Área producida
(m2)
Porcentaje de piezas
20 108 14 0.03024 77.8
40 108 2 0.00864 22.2
100
Figura 12. Diagrama de corte ajustado para el
diámetro de 20 cm de la Línea 2.

42
Los porcentajes de las piezas que se obtienen del diagrama de corte para la Línea
2, se muestran en el Cuadro 14.
Cuadro 14. Porcentaje de madera a producir en la Lí nea 2.
Grosor (mm)
Ancho (mm) Piezas/ cara
Área producida
(m2)
Porcentaje de piezas
20 108 4 0.00864 50
40 108 2 0.00864 50
100
Sumando las cantidades de piezas totales obtenidas entre ambos diagramas de
corte y comparando con lo requerido, se obtiene el resultado total, el cual es
mostrado en el Cuadro 15.
Cuadro 15. Comparación de piezas a producir en tota l.
Grosor (mm)
Ancho (mm)
Piezas/ Cara
Área producida
(m2)
Porcentaje producido
Porcentaje requerido
20 108 18 0.03888 69.2 62.5
40 108 4 0.01728 30.8 37.5
100 100
Sin embargo, los porcentajes de los tipos de madera producida, pueden variar
dependiendo del tiempo invertido en la cantidad de volteos que se necesiten en la
Torre principal y de la velocidad para operar el equipo.

43
Otro factor que se debe tomar en cuenta es que en la máquina Sierra múltiple, se
unen los centros de ambas Líneas lo que exige que las partes centrales de ambos
diagramas de corte deban ser iguales.
Con la información de las piezas que cada tipo de troza debe producir y con los
diámetros promedios, se calcula un coeficiente de aserrío esperado de cada
Línea, el cual se muestra en el Cuadro 16.
Cuadro 16. Coeficiente de aserrío estimado.
Diámetro
(m)
Volumen de la troza a 2.5 m
de largo (m3)
Volumen producido
(m3)
Coeficiente de aserrío
estimado
L1 0.27 0.143 0.083 57.65
L2 0.2 0.079 0.039 49.18
Es importante mencionar que para este cálculo, sí se debe tomar en cuenta el
largo de la troza y el total de piezas que producirá, porque el coeficiente se hace
estimando volúmenes.
Se entiende que se parte de un ideal, y que el coeficiente real, está en función de
múltiples factores como son:
• La forma de la troza.
• Pudrición por hongos.
• Plagas de insectos.
• Equipo descalibrado.
• Mala decisión del aserrador.
• Entre otros.
44
5.5. Determinar la capacidad de producción de la maquinaria y equipo.
Para poder determinar la capacidad de producción del equipo que se encuentra
instalado, se comienza por estimar la situación tecnológica, utilizando la
metodología sugerida por Zamudio (s/f) para la Industria de Aserrío.
5.5.1. Descripción detallada del proceso.
La Línea 1 y la Línea 2, pueden trabajar independientes entre sí, pero por el tipo
de material común que producen y por la capacidad de algunos equipos,
normalmente trabajan en conjunto.
Las dos Líneas envían el centro de las piezas aserradas a la Sierra múltiple con el
fin de ser más productivos, por lo que todas las sugerencias se hacen con
respecto a la producción global de las Líneas 1 y 2.
El asierre se hace para obtener piezas de ancho nominal de 102 mm sin tratar de
obtener madera ancha o de clase, como normalmente se busca en el caso del
pino.
El Diagrama de flujo (Figura 13) y el Plano de distribución en planta (Figura 14),
ayudan a explicar de manera gráfica el recorrido del material.
Línea 1.
El flujo de la madera comienza en el puerto de alimentación, posteriormente hay
una Torre principal con un carro de fricción automatizado que recibe la madera y
se asierra buscando obtener piezas de 108 mm.

45
Figura 13. Diagrama de flujo de las Líneas de produ cción 1 y 2.
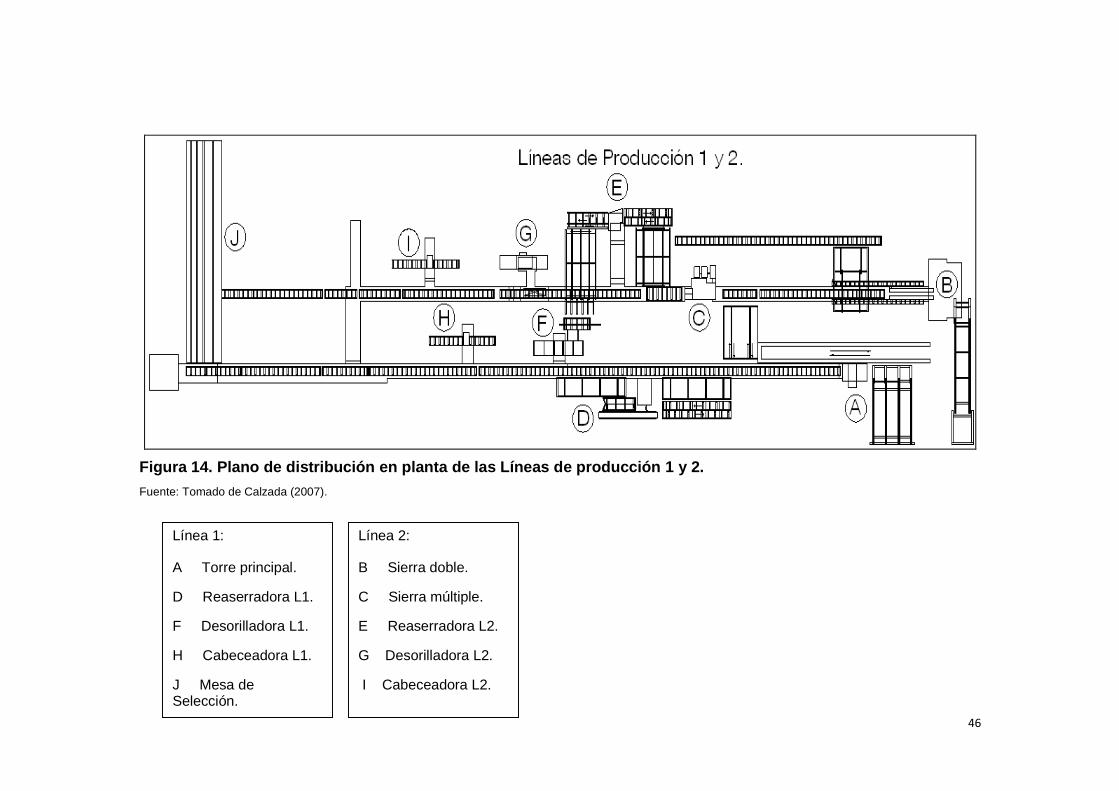
46
Figura 14. Plano de distribución en planta de las L íneas de producción 1 y 2.
Fuente: Tomado de Calzada (2007).
Línea 1:
A Torre principal.
D Reaserradora L1.
F Desorilladora L1.
H Cabeceadora L1.
J Mesa de Selección.
Línea 2:
B Sierra doble.
C Sierra múltiple.
E Reaserradora L2.
G Desorilladora L2.
I Cabeceadora L2.

47
Los centros o cuartones obtenidos, son desviados hacia la Sierra múltiple en
donde al pasar, se convierte en tablas, costeras, algunas orillas y por supuesto,
aserrín.
Todas las costeras son transportadas a la Reaserradora de la Línea 1 en donde se
hojean o reasierran. El material que presenta cantos rodados, es tomado de los
transportadores por un Operador y es procesado en la Desorilladora 1.
Si algún material va despuntado, el Operador de la Cabeceadora 1 lo retira para
ser redimensionado y posteriormente lo devuelve a los transportadores. Todo el
material que es aprovechable, viaja por escalerillas de rodillos desde el inicio
hasta el fin del proceso.
Lo que ya no es apto para la obtención de madera, se deposita en una línea
alterna de salida de subproductos que llevan a otro lado de la planta.
Una vez escuadrado, todo el material pasa a una Mesa de clasificación en donde
es separada y apilada en carros para su posterior arpillado por tipo.
Línea 2.
El material es depositado en el puerto de entrada en la Línea 2, pasa a una
máquina Sierra doble vertical, es decir, dos torres que cortan al mismo tiempo las
caras 1-3, admite diámetros de hasta un máximo de 30 cm y con buena apariencia
cilíndrica por el tipo de alimentación del equipo.
La trocería es acomodada sobre rieles guías a mano y el material no debe
moverse para hacer un corte estable y permitir que la cadena de alimentación
funcione correctamente.
El centro de la troza viaja en una escalerilla de rodillos mecanizados hasta llegar a
la Sierra múltiple en donde se obtienen tablas, costeras, puntas y aserrín.

48
Las costeras obtenidas en el primer proceso, son transportadas por rodillos
mecanizados hasta la Reaserradora de la Línea 2, en donde se reúnen con las
costeras obtenidas en la Sierra múltiple.
Todas las costeras se hojean y las tablas se incorporan al flujo de la Línea de
producción. Si algún material necesita desorillado y/o cabeceado, es tomado por el
Operador de la respectiva máquina según se requiera y posterior a la operación,
se regresa al flujo del material en escuadría, en donde se dirigen a la mesa de
clasificación para ser distribuido por medidas y arpillarlas.
Los materiales que por su dimensión no son aprovechables, se incorporan a la
línea alterna de salida de subproductos.
5.5.2. Equipos.
Equipo de abastecimiento.
La planta cuenta con una retroexcavadora marca JCB equipada con uñas para
poder abastecer puertos y un Payloader modelo IT 24-F mencionados en el
Cuadro 17, con implemento de grapa o pinza para dar un mejor manejo al material
en la descarga de plataforma y el acomodo de material antes de cortarlo.
Cuadro 17. Maquinaria en patio.
Descripción Cantidad
Payloader IT 24-F 1
Retroexcavadora JCB 1
Equipo de descortezado.
No se cuenta con equipo descortezador, lo cual perjudica la producción. El tipo de
corteza se va desprendiendo durante el proceso y lo hace en forma de tiras

49
flexibles provocando que se atore en algunos rodamientos y a su vez, se generen
esfuerzos excesivos en motores.
Línea 1.
Equipo de alimentación del puerto.
Es una estructura con cadenas de arrastre accionadas desde la torre de controles
para arrimar el material hasta que pueda ser alcanzado por el volteador, con las
características descritas en el Cuadro 18.
Cuadro 18. Puerto 1.
Cantidad Descripción Sistema motriz
1
Estructura en tres secciones, primera y
tercera Sin marca y la segunda de
patente, para trozas de hasta 20 pies.
Motorreductor de 2.2 kW,
relación 40:1.
Tipo de volteador.
En la Línea 1 se utiliza un volteador de brazo con cadena accionado por sistema
hidráulico, el Cuadro 19 describe sus especificaciones. El aserrador de la Torre
principal, se encarga de operar mediante una palanca desde la torre de control
todos los movimientos que la troza requiera. La presión de aceite necesaria para
operar al volteador es tomada de la bomba que mueve al carro.
Cuadro 19. Equipo de volteo.
Tipo de sistema Equipo empleado Sistema motriz
L1 Hidráulico. Volteador de brazo
con cadenas.
Motorreductor para mover las cadenas de 4 kW, relación 40:1.
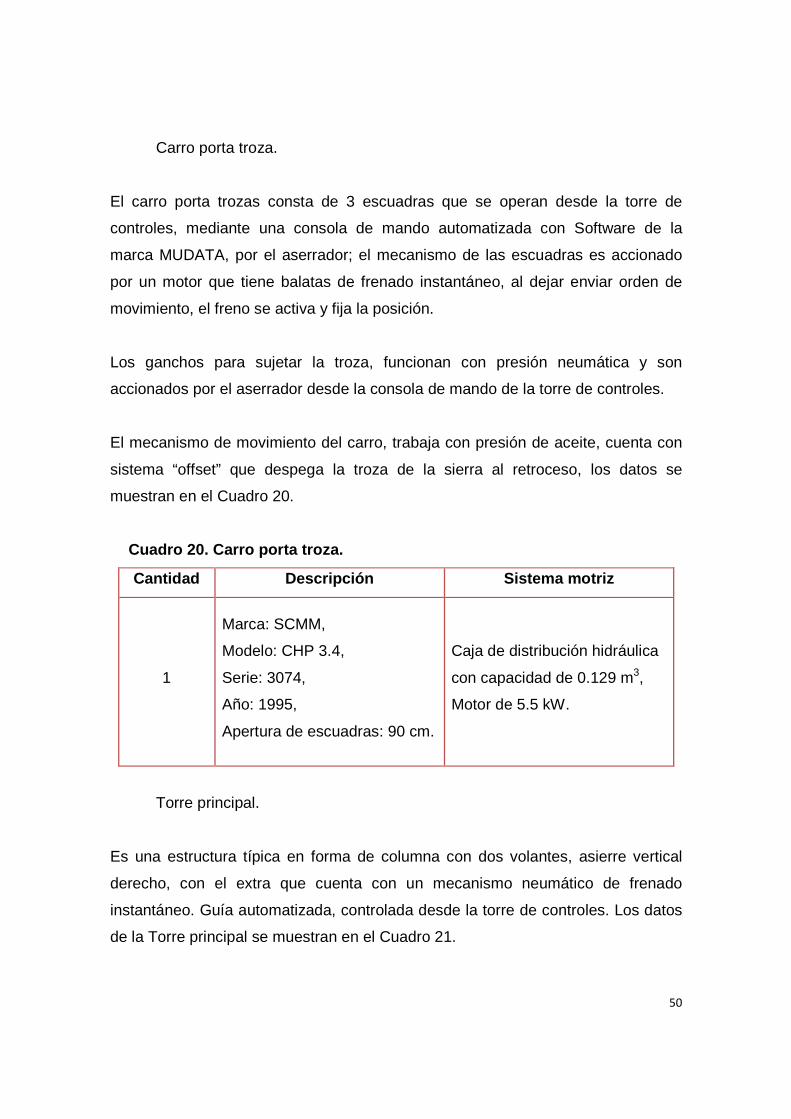
50
Carro porta troza.
El carro porta trozas consta de 3 escuadras que se operan desde la torre de
controles, mediante una consola de mando automatizada con Software de la
marca MUDATA, por el aserrador; el mecanismo de las escuadras es accionado
por un motor que tiene balatas de frenado instantáneo, al dejar enviar orden de
movimiento, el freno se activa y fija la posición.
Los ganchos para sujetar la troza, funcionan con presión neumática y son
accionados por el aserrador desde la consola de mando de la torre de controles.
El mecanismo de movimiento del carro, trabaja con presión de aceite, cuenta con
sistema “offset” que despega la troza de la sierra al retroceso, los datos se
muestran en el Cuadro 20.
Cuadro 20. Carro porta troza.
Cantidad Descripción Sistema motriz
1
Marca: SCMM,
Modelo: CHP 3.4,
Serie: 3074,
Año: 1995,
Apertura de escuadras: 90 cm.
Caja de distribución hidráulica
con capacidad de 0.129 m3,
Motor de 5.5 kW.
Torre principal.
Es una estructura típica en forma de columna con dos volantes, asierre vertical
derecho, con el extra que cuenta con un mecanismo neumático de frenado
instantáneo. Guía automatizada, controlada desde la torre de controles. Los datos
de la Torre principal se muestran en el Cuadro 21.
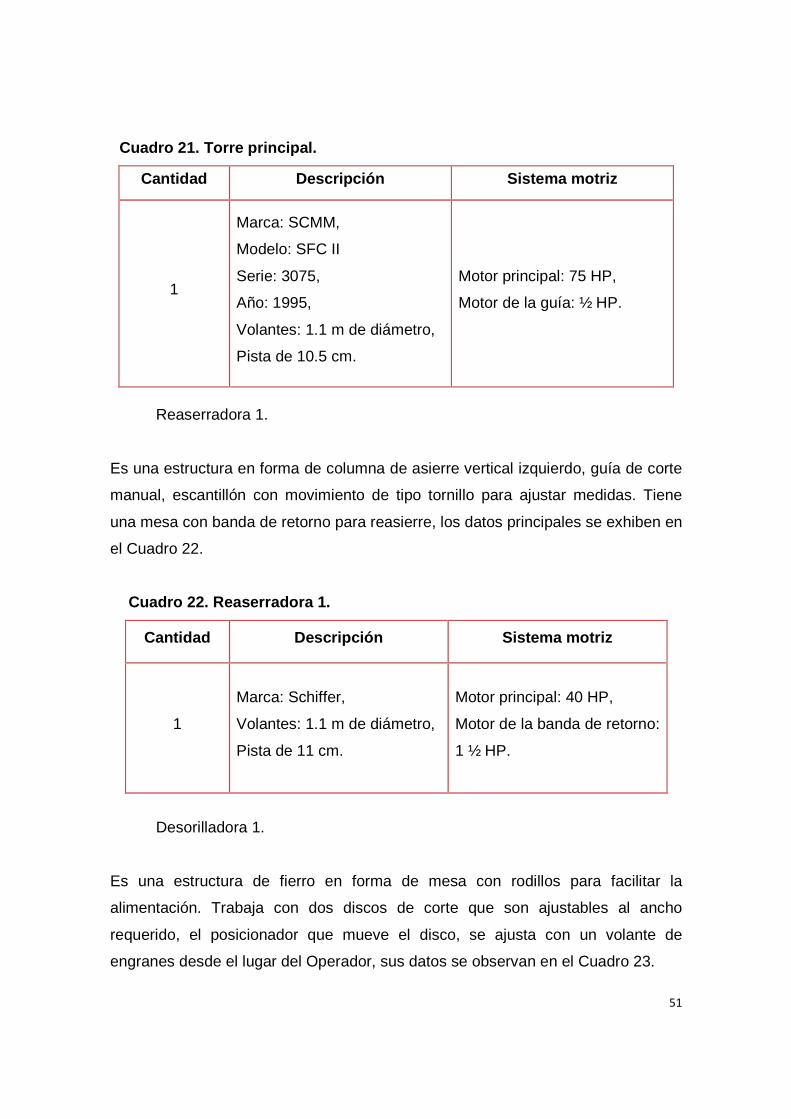
51
Cuadro 21. Torre principal.
Cantidad Descripción Sistema motriz
1
Marca: SCMM,
Modelo: SFC II
Serie: 3075,
Año: 1995,
Volantes: 1.1 m de diámetro,
Pista de 10.5 cm.
Motor principal: 75 HP,
Motor de la guía: ½ HP.
Reaserradora 1.
Es una estructura en forma de columna de asierre vertical izquierdo, guía de corte
manual, escantillón con movimiento de tipo tornillo para ajustar medidas. Tiene
una mesa con banda de retorno para reasierre, los datos principales se exhiben en
el Cuadro 22.
Cuadro 22. Reaserradora 1.
Cantidad Descripción Sistema motriz
1
Marca: Schiffer,
Volantes: 1.1 m de diámetro,
Pista de 11 cm.
Motor principal: 40 HP,
Motor de la banda de retorno:
1 ½ HP.
Desorilladora 1.
Es una estructura de fierro en forma de mesa con rodillos para facilitar la
alimentación. Trabaja con dos discos de corte que son ajustables al ancho
requerido, el posicionador que mueve el disco, se ajusta con un volante de
engranes desde el lugar del Operador, sus datos se observan en el Cuadro 23.

52
Cuadro 23. Desorilladora 1.
Cantidad Descripción Sistema motriz
1
Marca: Sin marca,
Discos: 2 de 14 pulgadas de
20 dientes.
Motor: 15 HP.
Cabeceadora 1.
Es una estructura manual tipo péndulo con las características mencionadas en el
Cuadro 24, que tiene un contrapeso para facilitar su operación y retorno
automático al lugar inicial.
Cuadro 24. Cabeceadora 1.
Cantidad Descripción Sistema motriz
1
Marca: Sin marca,
Disco: 1 de 20 pulgadas con
dientes de traba.
Motor: 5 HP.
Mesa de clasificación.
Estructura en 3 secciones con cadenas de arrastre que se desplazan a baja
velocidad para permitir la separación del material, con la descripción del Cuadro
25.
Cuadro 25. Mesa de clasificación.
Cantidad Descripción Sistema motriz
1 en 3
secciones.
Marca: Sin marca,
Catarinas de 4 pulgadas
paso 90.
Motorreductor: 2.2 kW,
Relación 40:1.

53
Transportadores auxiliares entre máquinas.
Para transportar el material entre las máquinas, se utilizan rodillos mecanizados
descritos en el Cuadro 26 y otros libres incluidos en el Cuadro 27, dependiendo de
la distancia. Los mecanizados se traccionan entre sí mediante cadenas.
Cuadro 26. Transportadores mecanizados.
Cantidad Descripción Sistema motriz
1
Marca: Sin marca, estructuras
de fierro canal “U” de 15.5 m de
largo, rodillos de 3 ½ pulgadas
de diámetro y 50 cm de largo.
Motorreductor: 1 HP, salida de
55 rpm con Catarina de 4
pulgadas paso 60, Catarina
receptora: 3 pulgadas.
1
Marca: Sin marca, estructuras
de fierro canal “U” de 14.5 m de
largo, rodillos de 3 ½ pulgadas
de diámetro y 50 cm de largo.
Motorreductor: 1 HP, salida de
55 rpm con Catarina de 4
pulgadas paso 60, Catarina
receptora: 3 pulgadas.
1
Marca: Sin marca, estructuras
de fierro canal “U” de 18.75 m
de largo, rodillos de 3 ½
pulgadas de diámetro y 50 cm
de largo.
Motorreductor: 1 HP, salida de
55 rpm con Catarina de 4
pulgadas paso 60, Catarina
receptora: 3 pulgadas.
Cuadro 27. Transportadores libres.
Cantidad Descripción Sistema motriz
1
Marca: Sin marca.
Estructuras de fierro canal “U” de 4.4 m de
largo, rodillos de 3 ½ pulgadas de diámetro y
50 cm de largo.
Rodillos libres.

54
Línea 2.
Equipo de alimentación del puerto.
Estructura de acero con cadenas de arrastre que se accionan desde el tablero de
controles de la Sierra doble, con las características mencionadas en el Cuadro 28.
El sistema de tracción termina a 2 m aproximadamente de las palometas de
alimentación que son el siguiente paso del material.
Cuadro 28. Puerto Línea 2.
Cantidad Descripción Sistema motriz
1
Estructura en tres secciones,
primera y tercera Sin marca y
la segunda de patente, para
trozas de hasta 12 pies.
Motorreductor de 5 HP,
relación 40:1.
Tipo de alimentador.
Para alimentar la Línea 2, se utiliza un mecanismo de palometas movido por un
pistón neumático, el Operador de la Sierra doble acciona el movimiento mediante
un pedal que permite la entrada de una sola troza a la vez, conteniendo a las que
vienen atrás y permitiendo que el material se pueda manejar con suficiente
espacio.
En la Sierra doble, no se utiliza volteador, el material es acomodado a mano y
cuando es alimentado al corte no regresa, los datos del equipo se mencionan en el
Cuadro 29.
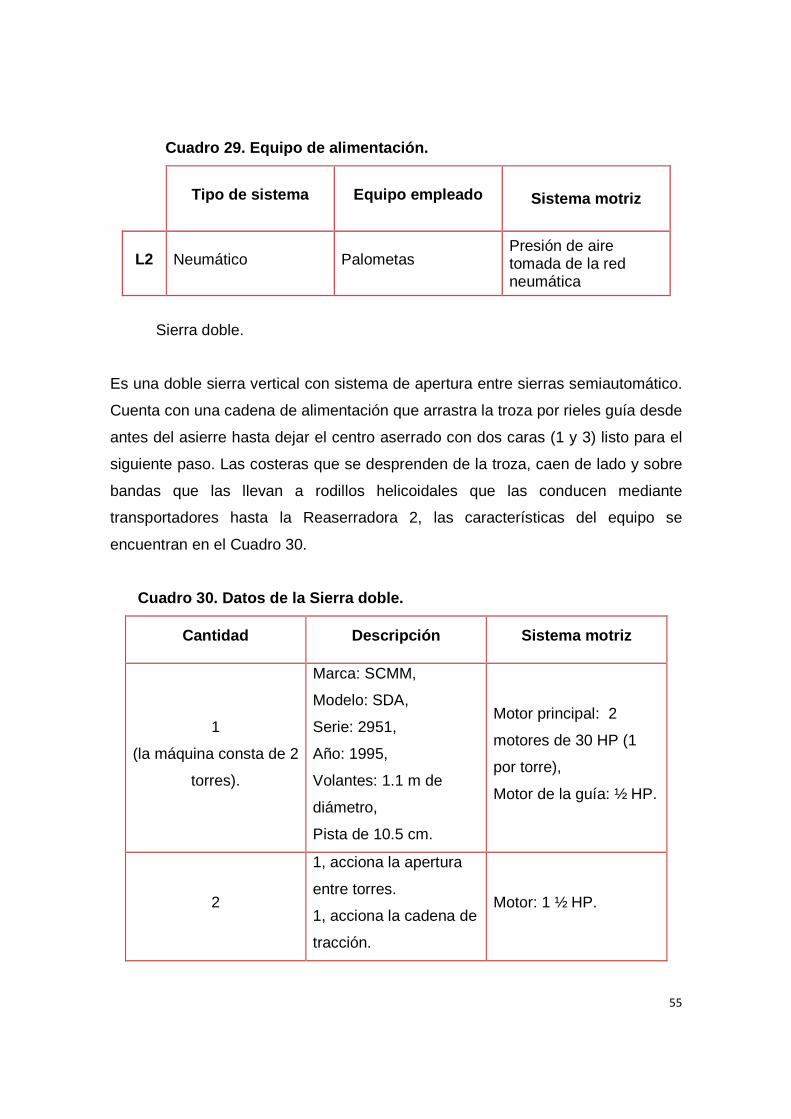
55
Cuadro 29. Equipo de alimentación.
Tipo de sistema Equipo empleado Sistema motriz
L2 Neumático Palometas Presión de aire tomada de la red neumática
Sierra doble.
Es una doble sierra vertical con sistema de apertura entre sierras semiautomático.
Cuenta con una cadena de alimentación que arrastra la troza por rieles guía desde
antes del asierre hasta dejar el centro aserrado con dos caras (1 y 3) listo para el
siguiente paso. Las costeras que se desprenden de la troza, caen de lado y sobre
bandas que las llevan a rodillos helicoidales que las conducen mediante
transportadores hasta la Reaserradora 2, las características del equipo se
encuentran en el Cuadro 30.
Cuadro 30. Datos de la Sierra doble.
Cantidad Descripción Sistema motriz
1
(la máquina consta de 2
torres).
Marca: SCMM,
Modelo: SDA,
Serie: 2951,
Año: 1995,
Volantes: 1.1 m de
diámetro,
Pista de 10.5 cm.
Motor principal: 2
motores de 30 HP (1
por torre),
Motor de la guía: ½ HP.
2
1, acciona la apertura
entre torres.
1, acciona la cadena de
tracción.
Motor: 1 ½ HP.

56
Reserradora múltiple.
Es una máquina con dos ejes giratorios con fundas portadiscos. Entre los discos,
se utilizan separadores para obtener las tablas al grosor requerido. La
alimentación de la máquina es automática y la altura para el ancho de las tablas
es ajustable, la marca y otros datos se mencionan en el Cuadro 31.
Cuadro 31. Datos de la Reaserradora múltiple.
Cantidad Descripción Sistema motriz
1 Marca: A Costa,
Modelo: Leopard Hp 157.
Motores: 2 motores de 75 HP
c/u,
Motor de la cadena de avance:
5 ½ HP.
Reaserradora 2.
Estructura en forma de columna de asierre vertical derecho, guía de corte fija,
escantillón con tracción de cadenas y movimiento de tipo tornillo para ajustar
medidas. Tiene una mesa con banda de retorno para reasierre, las características
principales se encuentran en el Cuadro 32.
Cuadro 32. Datos de la Reaserradora 2.
Cantidad Descripción Sistema motriz
1
Marca: MIDA,
Volantes: 1.1 m de diámetro,
Pista de 10.5 cm.
Motor principal: 22 kW,
Motorreductor de la banda de
retorno: 3 HP.

57
Desorilladora 2.
Estructura de fierro en forma de mesa con rodillos para facilitar la alimentación.
Trabaja con 2 discos de corte que son ajustables al ancho requerido, el
posicionador que mueve el disco, se ajusta con una palanca de ajuste desde el
lugar del Operador, el Cuadro 33 menciona los datos del equipo.
Cuadro 33. Datos de la Desorilladora 2.
Cantidad Descripción Sistema motriz
1
Marca: Sin marca,
Discos: 2 de 14 pulgadas de
20 dientes.
Motor: 15 HP.
Cabeceadora 2.
Estructura manual tipo péndulo con contrapeso para facilitar su operación y
retorno automático al lugar inicial, su información se describe en el Cuadro 34.
Cuadro 34. Datos de la Cabeceadora 2.
Cantidad Descripción Sistema motriz
1
Marca: Sin marca,
Disco: 1 de 14 pulgadas
con dientes de tungsteno.
Motor: 5 HP.
Transportadores auxiliares entre máquinas.
Para transportar el material entre las máquinas, se utilizan rodillos mecanizados
incluidos en el Cuadro 35 y otros libres descritos en el Cuadro 36, dependiendo de
la distancia. Los mecanizados se traccionan entre sí mediante cadenas.

58
Cuadro 35. Transportadores mecanizados.
Cantidad Descripción Sistema motriz
1
Marca: Sin marca,
estructuras de fierro canal “U”
de 18 m de largo, rodillos de
3 ½ pulgadas de diámetro y
50 cm de largo.
Motorreductor: 1 HP, salida
de 55 rpm con Catarina de 4
pulgadas paso 60, Catarina
receptora: 3 pulgadas.
1
Marca: Sin marca,
estructuras de fierro canal “U”
de 14 m de largo, rodillos de
3 ½ pulgadas de diámetro y
50 cm de largo.
Motorreductor: 1 HP, salida
de 55 rpm con Catarina de 4
pulgadas paso 60, Catarina
receptora: 3 pulgadas.
1
Marca: Sin marca,
estructuras de fierro canal “U”
de 37 m de largo, rodillos de
3 ½ pulgadas de diámetro y
50 cm de largo.
Motorreductor: 1 HP, salida
de 55 rpm con Catarina de 4
pulgadas paso 60, Catarina
receptora: 3 pulgadas.
Cuadro 36. Transportadores libres.
Cantidad Descripción Sistema motriz
1
Marca: Sin marca.
Estructuras de fierro canal
“U” de 3 m de largo, rodillos
de 3 ½ pulgadas de diámetro
y 50 cm de largo.
Rodillos libres.
Bandas colectoras de aserrín.
Estructuras en forma de canales, con bandas anchas de hule para transportar el
aserrín, distribuidas en forma paralela a la ruta de la madera por un canal tipo

59
trinchera por debajo de las máquinas, sus componentes se incluyen en el Cuadro
37.
Cuadro 37. Datos de las Bandas colectoras de aserrí n.
Cantidad Descripción Sistema motriz
20
Marca: Sin marca,
Largos: diversos,
Rodillos de 8 ½ pulgas.
Ancho de banda: 29 cm.
Motores: 1 HP c/u, catarinas:
paso 60, Motriz 3 pulgadas
de diámetro y receptora de 4
pulgadas.
5.6. El balanceo de Líneas.
En el caso de la Línea 1, se tiene un diagrama de corte que indica un total de 17
cortes principales y 14 secundarios de desorilladora. Entre la Torre principal y la
Reaserradora 1, se deben repartir 12 asierres, ya que la Sierra múltiple hará 5
cortes en un golpe o paso.
A cada máquina, Torre principal y Reaserradora 1, se le asigna un número
determinado de cortes tal que, la combinación de los tiempos invertidos por cada
una, sea el menor posible e igual a la otra. Por lo anterior, a todas las máquinas se
les cronometró la operación, tanto de trabajo en corte efectivo como tiempos de
espacios entre cortes. El tiempo que se tomó para el cálculo de este balanceo es
la suma de ambos y se exhiben, para la Línea 1 en el Cuadro 38.

60
Cuadro 38. Tiempos de trabajo en la Línea 1.
Máquina Tiempo en segundos
Torre principal 32
Sierra múltiple 18
Reaserradora 1 13
Desorilladora 1 12
Cabeceadora 1 9
Si la Torre principal debe realizar un número de cortes (X), en el tiempo (T1) que
sumado con el número de cortes (Y) que debe hacer la Reaserradora 1 en tiempo
(T2), deben ser un total de 12; la diferencia de los tiempos totales invertidos por las
dos máquinas debe ser “0”, entonces se tiene:
(1)
(2)
Entonces;
(3)
(4)
Si T1 = 32 y
T2 = 13,
(5)
(6)
(7)
(8)
(9)

61
(10)
(11)
(12)
(13)
Sustituyendo en (2);
(14)
(15)
(16)
(17)
(18)
Como se deben manejar números enteros, porque no hay medios cortes de sierra,
se aplica el redondeo quedando de la siguiente manera:
Por tanto, la Torre principal debe hacer 3 cortes y la Reaserradora 1 los 9
restantes para hacer los 12 totales.
De las otras máquinas, se estimó por las piezas que se han de aserrar y el lugar
que ocupan en el diagrama de corte, el número de intervenciones que hará cada
una sobre el material, con lo cual se llenó el Cuadro 39 asignando una letra por
operación a la que se le llamará Nodo.
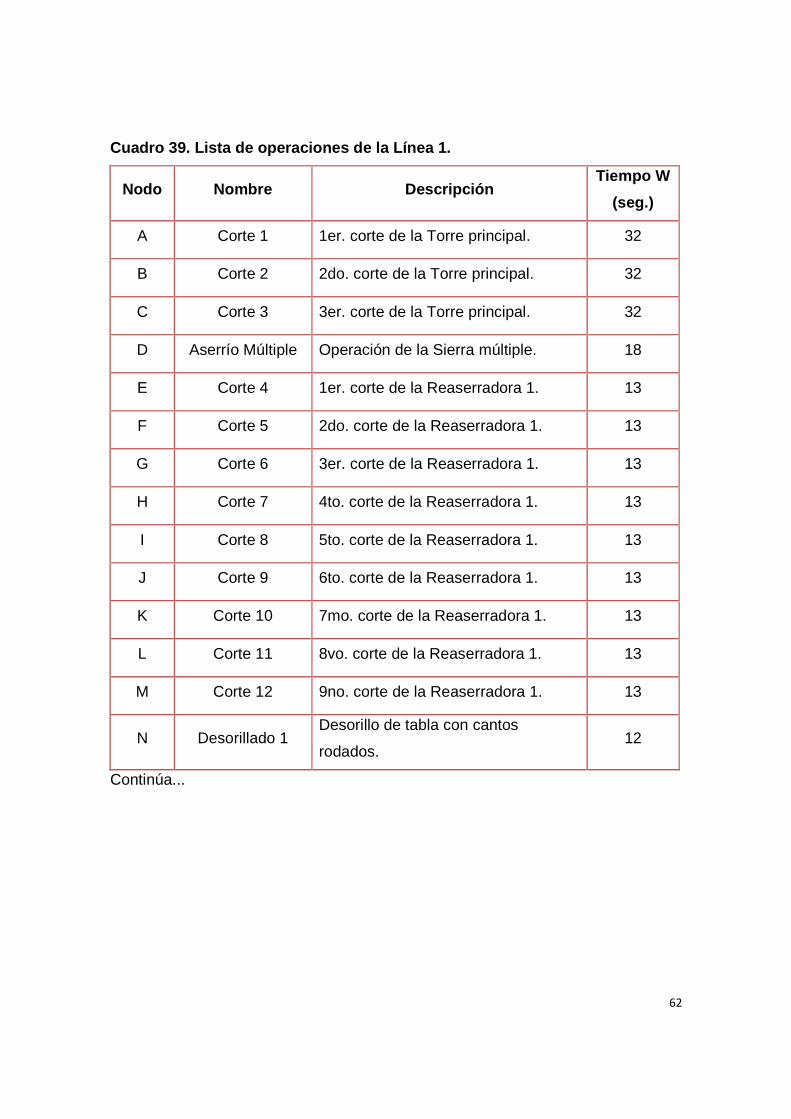
62
Cuadro 39. Lista de operaciones de la Línea 1.
Nodo Nombre Descripción Tiempo W
(seg.)
A Corte 1 1er. corte de la Torre principal. 32
B Corte 2 2do. corte de la Torre principal. 32
C Corte 3 3er. corte de la Torre principal. 32
D Aserrío Múltiple Operación de la Sierra múltiple. 18
E Corte 4 1er. corte de la Reaserradora 1. 13
F Corte 5 2do. corte de la Reaserradora 1. 13
G Corte 6 3er. corte de la Reaserradora 1. 13
H Corte 7 4to. corte de la Reaserradora 1. 13
I Corte 8 5to. corte de la Reaserradora 1. 13
J Corte 9 6to. corte de la Reaserradora 1. 13
K Corte 10 7mo. corte de la Reaserradora 1. 13
L Corte 11 8vo. corte de la Reaserradora 1. 13
M Corte 12 9no. corte de la Reaserradora 1. 13
N Desorillado 1 Desorillo de tabla con cantos
rodados. 12
Continúa...

63
Cuadro 39. Lista de operaciones L1. Continuación.
Nodo Nombre Descripción Tiempo W
(seg.)
O Desorillado 2 Desorillo de tabla con cantos
rodados. 12
P Desorillado 3 Desorillo de tabla con cantos
rodados. 12
Q Desorillado 4 Desorillo de tabla con cantos
rodados. 12
R Desorillado 5 Desorillo de tabla con cantos
rodados. 12
S Desorillado 6 Desorillo de tabla con cantos
rodados. 12
T Desorillado 7 Desorillo de tabla con cantos
rodados. 12
U Cabeceado 1 Dimensionado en largo de pieza
despuntada. 9
V Cabeceado 2 Dimensionado en largo de pieza
despuntada. 9
W Cabeceado 3 Dimensionado en largo de pieza
despuntada. 9
X Selección Se separa el material por medidas
para arpillado. 1
De esta forma, se estableció la relación de precedencia de los Nodos con su
tiempo de duración y se llenó con los datos el Cuadro 40.

64
Cuadro 40. Lista de precedencia de la Línea 1.
Nodo Precedencia W
(seg)
A -- 32
B A 32
C B 32
D C 18
E A 13
F A 13
G A 13
H B 13
I C 13
J C 13
K C 13
L D 13
M D 13
N E 12
O F 12
P G 12
Q H 12
R I 12
S J 12
T K 12
U P 9
V Q 9
W T 9
X D, N, O, U, V, R, S,
W, L, M
1
Wt = 343

65
El Diagrama de precedencia de la Línea 1 se muestra en la Figura 15, partiendo
de los datos de la Lista de precedencia de la Línea 1.
Figura 15. Diagrama de precedencia de la Línea 1.
Si la Reaserradora 1 es la máquina que invertirá más tiempo en hacer sus 9 cortes
con 117 segundos, ese tiempo se le llamará Tiempo de ciclo (Tc). Se calcula en
número de Estaciones de trabajo (Et).
Normalmente cuando hay fracción, sin importar la cantidad, se redondea hacia el
número próximo entero superior.
Para registrar las posibilidades de movimientos de los Nodos que se observan en
el Diagrama de precedencia de la Línea1, y se llena el Cuadro Representación
tabular del diagrama de precedencia con posibilidad de movimientos representado
para este caso en el Cuadro 41.

66
Cuadro 41. Representación tabular del diagrama de p recedencia con
posibilidad de movimientos de la Línea 1.
Columna Nodo Posibilidad de
movimiento
W
Tiempo de
la
operación
(seg.)
Suma de
la
columna
(seg.)
Suma de los
tiempos
acumulados
(seg.)
I A ---- 32 32 32
II B III si L y M VI, D
V y C IV. 32 32 64
III C
IV si L y M VI, D
V. 32 32 96
IV D VI si L y M VII. 18 18 114
V
E
F
G
H
I
J
K
L
M
De II hasta IV. VI
si N VII
De II hasta IV. VI
si O VII
De II hasta IV.
III y IV.
VI si R VII. IV.
VI si S VII. IV.
IV.
VI y VII.
VI y VII.
13
13
13
13
13
13
13
13
13
117
231
Continúa…

67
Cuadro 41. Representación tabular del diagrama de p recedencia con
posibilidad de movimientos L1. Continuación.
Columna Nodo Posibilidad de
movimiento
W (seg.)
Tiempo
de la
operación
(seg.)
Suma de
la
columna
(seg.) Suma
de los
tiempos
acumulados
VI
N
O
P
Q
R
S
T
VII. hasta III si E
II.
VII. hasta III si F
II.
Hasta III si G II.
Hasta IV si H3.
VII. V si I IV.
VII. V si J IV.
V si K IV.
12
12
12
12
12
12
12
84
315
VII
U
V
W
Hasta IV si G II y
P III.
Hasta V si H III y
Q IV.
VI si K IV y T V.
9
9
9
27
342
VIII X ---- 1 1 343
Como se determinó que deben haber 3 estaciones (Et), cada una de ellas debe
ser del tiempo aproximado que se tomó como referencia, en este caso Tc = 117.
Los tiempos se distribuyen tratando de ser lo más equitativo posible y con las
restricciones de los movimientos permitidos. Para registrar la nueva asignación de
los Elementos de trabajo, se llena el Cuadro 42.

68
Cuadro 42. Diagrama de precedencia modificado, desp ués de la asignación
de los Elementos de trabajo a las estaciones de la Línea 1.
Columna Nodo
W
Tiempo de
la
operación
(seg.)
Wi
Tiempo
acumulado de
la estación
(seg.)
Suma de los
tiempos
acumulados
(seg.)
Estación
I A 32
114
114
1
II B 32
III C 32
IV D 18
V
E
F
G
H
I
J
K
L
M
13
13
13
13
13
13
13
13
13
117
231
2
VI
N
O
P
Q
R
S
T
12
12
12
12
12
12
12
112
343
3
VII
U
V
W
9
9
9
VIII X 1

69
Con los Nodos asignados a las Estaciones de trabajo, se genera el Diagrama de
precedencia balanceado con 3 Estaciones de trabajo como lo muestra la Figura
16.
Et1 = 114 Et2 = 117 Et3 = 112
Figura 16. Diagrama de precedencia balanceado de la Línea 1.
En el estudio, no se desplazó ningún Elemento, sólo se dividió en estaciones de
trabajo y prácticamente la distribución actual es la más balanceada.
Para la Línea 2, se prosigue de la misma manera. El diagrama de corte determina
9 cortes principales y 4 secundarios de desorilladora. Dos cortes (1-3) los hace la
Sierra doble al entrar la troza a la Línea, luego cada costera según el diagrama,
debe pasar 1 vez a la Reaserradora 2 para posteriormente, seguir con el proceso
de desorillado.

70
El centro de la troza, que lleva 2 cortes opuestos, viaja hacia la Sierra múltiple que
le hace 5 cortes. Los tiempos de operación de cada máquina fueron tomados con
los mismos criterios que se tomaron para la Línea 1 y se registran en el Cuadro
43.
Cuadro 43. Tiempos de trabajo de la Línea 2.
Las operaciones se describen y se identifican con una letra o Nodo, haciendo su
descripción y asignando un primer orden como lo demuestra el Cuadro 44.
Máquina Tiempo en segundos
Sierra doble 37
Sierra múltiple 18
Reaserradora 2 14
Desorilladora 2 12
Cabeceadora 2 9
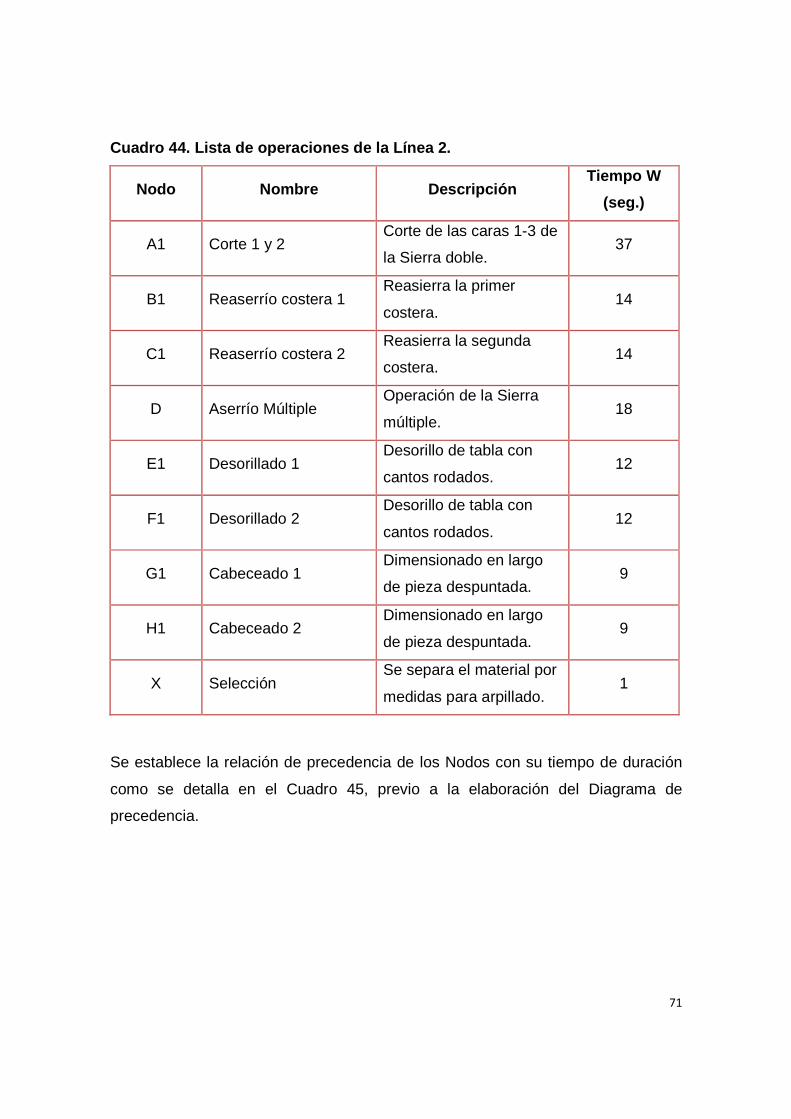
71
Cuadro 44. Lista de operaciones de la Línea 2.
Nodo Nombre Descripción Tiempo W
(seg.)
A1 Corte 1 y 2 Corte de las caras 1-3 de
la Sierra doble. 37
B1 Reaserrío costera 1 Reasierra la primer
costera. 14
C1 Reaserrío costera 2 Reasierra la segunda
costera. 14
D Aserrío Múltiple Operación de la Sierra
múltiple. 18
E1 Desorillado 1 Desorillo de tabla con
cantos rodados. 12
F1 Desorillado 2 Desorillo de tabla con
cantos rodados. 12
G1 Cabeceado 1 Dimensionado en largo
de pieza despuntada. 9
H1 Cabeceado 2 Dimensionado en largo
de pieza despuntada. 9
X Selección Se separa el material por
medidas para arpillado. 1
Se establece la relación de precedencia de los Nodos con su tiempo de duración
como se detalla en el Cuadro 45, previo a la elaboración del Diagrama de
precedencia.

72
Cuadro 45. Lista de procedencia de la Línea 2.
Nodo Precedencia W (seg)
A1 -- 37
B1 A1 14
C1 A1 14
D A1 18
E1 B1 12
F1 C1 12
G1 E1 9
H1 F1 9
X D, G1, H1 1
Wt = 126
El Diagrama de precedencias de la Línea 2 se muestra en la Figura 17, utilizando
los datos de la Lista de precedencia L2.
Figura 17. Diagrama de precedencia de la Línea 2.

73
Si la Sierra doble es la máquina que invertirá más tiempo en realizar su operación,
se toma entonces como el Tiempo de ciclo (Tc) = 37 segundos, para calcular el
número de Estaciones de trabajo (Et).
Normalmente cuando hay fracción, sin importar la cantidad, se redondea hacia el
número próximo entero superior.
Se analizan las posibilidades de movimientos de los Nodos que se determinan en
el Diagrama de precedencia L2, y se llena el Cuadro Representación tabular del
diagrama de precedencia con posibilidad de movimientos representado para este
caso en el Cuadro 46.
Cuadro 46. Representación tabular del Diagrama de p recedencia con
posibilidad de movimiento de la Línea 2.
Columna Nodo
Posibilidad
de
movimiento
W
Tiempo de
la operación
(seg.)
Suma de la
columna
(seg.)
Suma de los
tiempos
acumulados
(seg.)
I A1 ---- 37 37 37
II
B1
C1
III.
III.
14
14
28
65
III D II IV y V. 18 18 83
IV E1
F1
III.
III.
12
12
24
107
V G1
H1
IV si E1 III.
IV si F1 III.
9
9
18
125
VI X ---- 1 1 126

74
Como se estimó que deben haber 4 estaciones (Et), cada una de ellas debe ser
del tiempo aproximado que se dio como referencia, en este caso Tc = 37. Los
tiempos de las Estaciones de trabajo se distribuyen de la forma más equitativa
posible a como las restricciones de los movimientos lo permitan. El ajuste de las
Estaciones de trabajo se registra en el Cuadro 47.
Asignando los Nodos a las Estaciones de trabajo, se genera el Diagrama de
precedencia balanceado con 4 Estaciones de trabajo como lo muestra la Figura
18.
Para balancear la Línea, se movió E1 a III para formar la estación Et3, de esta
forma, los tiempos se reparten de la forma más equitativa posible.
Cuadro 47. Diagrama de precedencia modificado, desp ués de la asignación de los Elementos de trabajo a las estaciones de la Línea 2.
Columna Nodo
W Tiempo de
la operación (seg.)
Wi Tiempo
acumulado de la
estación (seg.)
Suma de los tiempos
acumulados (seg.)
Estación
I A1 37 37 37 1
II B1
C1
14
14
28
65
2
III
IV
D
E1
18
12
30
95
3
IV
V
VI
F1
G1
H1
X
12
9
9
1
31
126
4

75
Et1 = 37 Et2 = 28 Et3 = 30 Et4 = 31
Figura 18. Diagrama de precedencia balanceado de la Línea 2.
Con el Tiempo de referencia (Tc) y los Tiempos estimados de las estaciones (Wi),
se determina la eficiencia de cada estación, aplicando la fórmula de la Eficiencia
de la estación de trabajo, los resultados se exhiben en el Cuadro 48.
Línea 1.
Para la Línea 1 el tiempo de referencia (Tc) en segundos es 117.

76
Cuadro 48. Porcentajes de eficiencia por estaciones de trabajo de la Línea 1.
Estación (Et) Tiempo de la estación
(Wi) en segundos
Eficiencia de la
estación en porcentaje
1 114 97.44
2 117 100
3 112 95.73
Eficiencia de la Línea 1.
Wt; 114 + 117 + 112 = 343
(Tc) (Número de Estaciones de trabajo, Etot); 117 x 3 = 351
Eficiencia total
Línea 2.
Con el Tiempo de referencia (Tc) determinado para la Línea 2 y los Tiempos
estimados de la estaciones (Wi), se determina la Eficiencia de cada estación de
trabajo, aplicando la fórmula de la Eficiencia de la estación de trabajo, los
resultados se exhiben en el Cuadro 49.

77
Cuadro 49. Porcentajes de eficiencia por estaciones de trabajo de la Línea 2.
Estación (Et) Tiempo de la estación
(Wi) en segundos
Eficiencia de la
estación en porcentaje
1 37 100
2 28 75.68
3 30 81.08
4 31 83.78
Eficiencia de la Línea 2.
Wt; 37 + 28 + 30 + 31 = 126
(Tc) (Número de Estaciones de trabajo, Etot); 37 x 4 = 148
Eficiencia total:
Ahora, la Sierra múltiple recibe material de ambas Líneas, se puede medir la
capacidad de la siguiente manera.
Como el Tiempo del ciclo mayor es el de la Línea 1, se tomará como base para
calcular. De esta forma se considera que en 117 segundos la Línea 1 procesa una
troza de 2.5 m y la Línea 2 procesa,
Aplicando redondeo con el criterio de hacerlo hacia arriba, son 4 trozas de 2.5 m.

78
Entonces se estima que la Sierra múltiple debe procesar 5 trozas en un Tc de 117
segundos, si la capacidad de la máquina es de 1 pieza de 2.5 m en 18 seg.,
entonces su eficiencia es:
Se dice entonces que la Sierra múltiple no tiene problemas en dar servicio a las
dos Líneas de producción.
Desde el punto 5.2 se sabe que se pretenden procesar 70 m3 de madera en rollo.
De los puntos anteriores, se obtienen los datos resumen registrados en los
Cuadros 50 y 51 para ambas Líneas, 1 y 2 respectivamente, agregando el dato de
productividad.
Línea 1.
Cuadro 50. Resumen de la Línea 1.
Estación
(Et) Tiempos
Eficien
cia %
Tiempo
máximo
(seg)
Tiempo
de
trabajo
(h)
Trozas/
día
(Producti
vidad)
m3 /
pieza
Metros a
procesar
1 114 97.44 117 6 185 0.14 26.43
2 117 100
3 112 95.73
Eficiencia Total 97.72 %

79
Línea 2.
Cuadro 51. Resumen de la Línea 2.
Estación
(Et) Tiempos
Eficien
cia %
Tiempo
máximo
(seg)
Tiempo
de
trabajo
(h)
Trozas/
día
(producti
vidad)
m3/
pieza
Metros a
procesar
1 37 100 37 6 584 0.08 45.85
2 28 75.68
3 30 81.08
4 31 83.78
Eficiencia Total 85.14%
Como se tiene el número de trozas que se espera, que cada Línea de producción
procese, se puede calcular el número de intervenciones por máquina durante el
turno y determinar así, la productividad por máquina. Los números obtenidos se
muestran en los Cuadros 52 y 53.
Cuadro 52. Operaciones de la Línea 1.
Trozas Máquina Intervenciones Número
185
Torre principal 3 555
Reaserradora L1 9 1665
Sierra múltiple 1 185
Desorilladora L1 7 1295
Cabeceadora L1 3 555
Mesa de selección 1 185

80
Cuadro 53. Operaciones de la Línea 2.
Trozas Máquina Intervenciones Número
584
Sierra doble 1 584
Reaserradora L2 2 1168
Sierra múltiple 1 584
Desorilladora L2 2 1168
Cabeceadora L2 2 1168
Mesa de selección 1 584
En total, con el equipo instalado se puede procesar, de acuerdo a los puntos
anteriores, 26.43 m3r en la Línea 1 y 45.85 m3r en la Línea 2, lo cual se observa en
el Cuadro 54.
Cuadro 54. Capacidad de proceso.
Línea m3 r
1 26.43
2 45.85
Total (m3) 72.28
Como la producción es estimada en 70 m3r diarios y se tiene el coeficiente de
aserrío calculado por cada Línea de producción, se obtiene la producción
esperada total, registrada en el Cuadro 55.
Cuadro 55. Producción esperada total.
Línea Madera en
rollo
Coeficiente de
aserrío
%
Producción
estimada
m3 ma
1 25.6 57.65 14.76
2 44.4 49.18 21.84
Total (m3) 70 36.59

81
Por los resultados, es evidente que el equipo está instalado para procesar el
volumen disponible de 70 m3r.
5.7. Proceso para la obtención del producto.
En este punto se especifica cuál será el método de asierre a emplear cuando se
esté procesando la materia prima con la finalidad de aprovechar al máximo las
trozas durante el asierre.
Como la Línea 1 asierra con carro porta trozas, tiene que hacer un corte a la vez y
regresar. Por lo tanto la Torre principal debe hacer 3 cortes en total, éstos se
hacen de la siguiente manera.
El primer corte se indica en la Figura 19 y corresponde a la cara 1.
Figura 19. Primer corte de la Torre principal Líne a 1.

82
Posteriormente se procede a realizar el segundo corte, que se hace en la cara 3
como se muestra en la Figura 20.
Figura 20. Segundo corte de la Torre principal.
El tercero y último corte de la Sierra principal se hace en la cara 4 y se observa en
la Figura 21.
Figura 21. Tercer corte de la Torre pr incipal.

83
Luego el centro viaja por un transportador de rodillos, hasta la Sierra múltiple en
donde se producen los siguientes cortes en uno solo como se observa en la
Figura 22.
Figura 22. Corte de la Sierra múltiple del centro de la Línea 1.
Para la Reaserradora 1 se transportan las costeras que se van derivando, éstas
son de 1 y 3 caras y se reasierran de acuerdo al diagrama que se marca en la
Figura 23.
Figura 23. Cortes de la Reaserradora 1 (en negro) y corte de
Desorilladora 1(en rojo).

84
En las dos costeras que se ven en la Figura 23, se marcan los seis primeros
cortes de la Reaserradora 1 y los siete cortes de la Desorilladora 1.
La pieza que se aprecia en la Figura 24, resulta del tercer corte de la Torre
principal y llega después de las dos costeras a la Reaserradora 1.
Figura 24. Corte de la Reaserradora 1 en una
costera salida de la Sierra múlt iple
Otra costera se deriva de la otra parte del centro, a la salida de la Sierra múltiple y
es llevada a la Reaserradora 1, son los cortes 8 y 9 de la Reaserradora 1
mostrados en la Figura 25.
Figura 25. Corte de la Reaserradora 1 en otra costera salida de la Sierra múltiple.
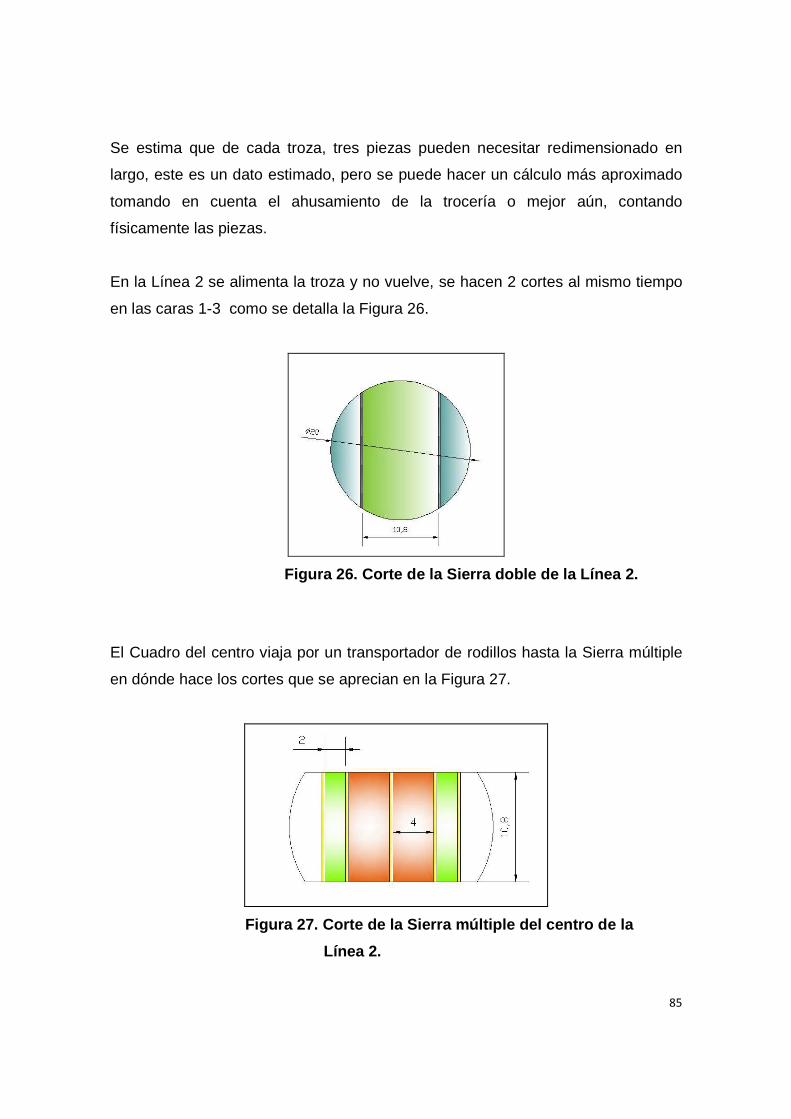
85
Se estima que de cada troza, tres piezas pueden necesitar redimensionado en
largo, este es un dato estimado, pero se puede hacer un cálculo más aproximado
tomando en cuenta el ahusamiento de la trocería o mejor aún, contando
físicamente las piezas.
En la Línea 2 se alimenta la troza y no vuelve, se hacen 2 cortes al mismo tiempo
en las caras 1-3 como se detalla la Figura 26.
Figura 26. Corte de la Sierra doble de la Línea 2.
El Cuadro del centro viaja por un transportador de rodillos hasta la Sierra múltiple
en dónde hace los cortes que se aprecian en la Figura 27.
Figura 27. Corte de la Sierra múltiple de l centro de la
Línea 2.

86
Las piezas de las que aún se pueda obtener otro producto diferente, se apartan
para luego ser llevadas a un taller de secundarios.
Figura 28. Cortes de la Reaserradora 2 (en negro) y corte de Desorilladora 2 (en rojo).
Las dos costeras llegan a la Reaserradora 2 y de cada una de ellas se obtiene una
tabla. En ambas costeras del dibujo de la Figura 28, se aprecia el corte de la
Desorilladora 2. Como estas tablas se obtienen de costeras, se consideran dos
operaciones de la cabeceadora, es decir, se toma como si las dos tablas tuvieran
cantos rodados o colas de pescado.
5.8. Definición del tiempo a planear y resultados estimados.
Para estimar los días efectivos de trabajo, se tomaron en cuenta los días
domingos, los descansos oficiales, los religiosos y los días normales de fin de año,
que es el periodo en donde se interrumpen las actividades durante un periodo
continuo prolongado, el desglose se muestra en el Cuadro 56.
Se estima que entre cambios de sierras y arranque, se utiliza un total de dos
horas, por lo que las operaciones se plantean con base en seis horas efectivas por
turno de ocho horas.

87
Cuadro 56. Días de trabajo al año.
Total de días del año 365
Días de descanso normal (domingos) 52
Descanso vacacional 15
Descansos oficiales y religiosos 12
Suma 79
Días de producción
anual. 286
Por tanto se estima lo siguiente:
70 metros cúbicos x 286 días = 20,020 metro cúbicos anuales.
5.9. Características y cantidad de personal.
El personal necesario para trabajar en planta, se desglosa en el Cuadro 57.
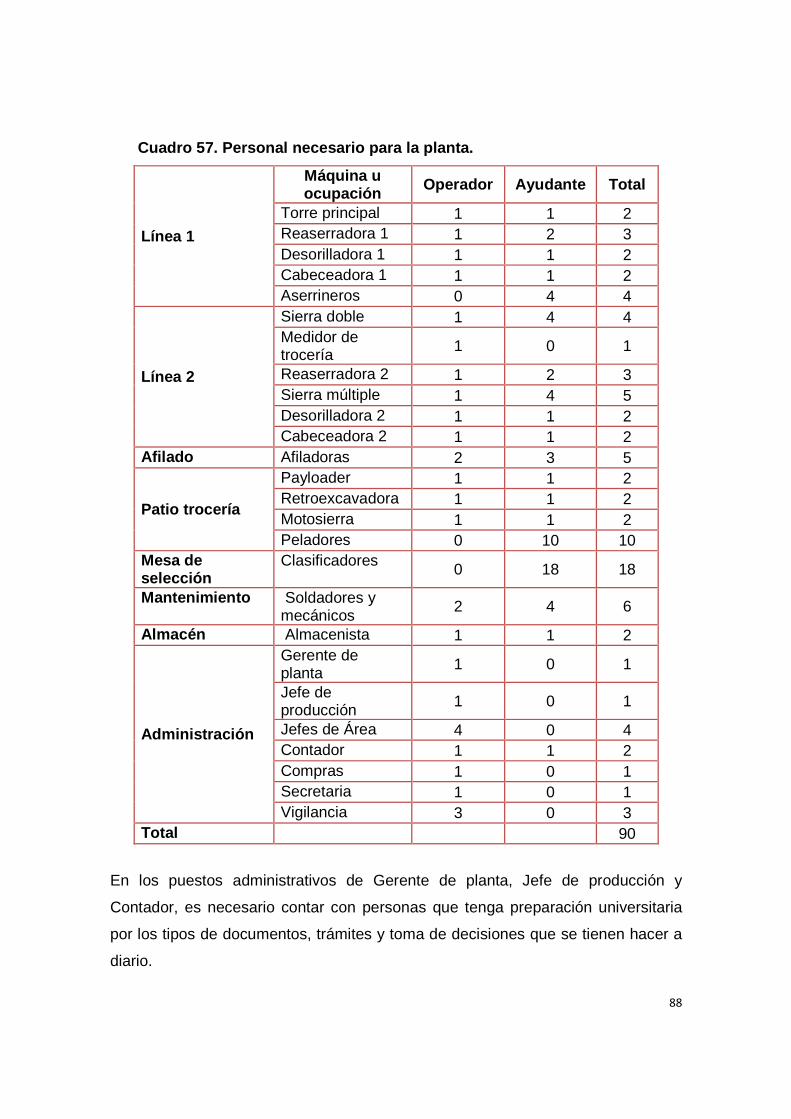
88
Cuadro 57. Personal necesario para la planta.
Línea 1
Máquina u ocupación Operador Ayudante Total
Torre principal 1 1 2 Reaserradora 1 1 2 3 Desorilladora 1 1 1 2 Cabeceadora 1 1 1 2 Aserrineros 0 4 4
Línea 2
Sierra doble 1 4 4 Medidor de trocería 1 0 1
Reaserradora 2 1 2 3 Sierra múltiple 1 4 5 Desorilladora 2 1 1 2 Cabeceadora 2 1 1 2
Afilado Afiladoras 2 3 5
Patio trocería
Payloader 1 1 2 Retroexcavadora 1 1 2 Motosierra 1 1 2 Peladores 0 10 10
Mesa de selección
Clasificadores 0 18 18
Mantenimiento Soldadores y mecánicos
2 4 6
Almacén Almacenista 1 1 2
Administración
Gerente de planta 1 0 1
Jefe de producción 1 0 1
Jefes de Área 4 0 4 Contador 1 1 2 Compras 1 0 1 Secretaria 1 0 1 Vigilancia 3 0 3
Total 90
En los puestos administrativos de Gerente de planta, Jefe de producción y
Contador, es necesario contar con personas que tenga preparación universitaria
por los tipos de documentos, trámites y toma de decisiones que se tienen hacer a
diario.

89
Los jefes de área deben ser personas conocedoras de su oficio, con la capacidad
de resolver problemas técnicos que puedan surgir, para ellos no es obligatorio un
determinado nivel escolar, siempre y cuando para él la falta del grado académico,
no represente una limitante.
El personal que opera las máquinas, debe tener el conocimiento básico
indispensable de mantenimiento y operación del equipo asignado, para que pueda
calibrarlo y trabajar de manera correcta, además es responsable de identificar y
reportar las fallas que se puedan presentar.
Los ayudantes en general, deben ser colaboradores del Operador, deben mostrar
interés y presteza para aprender y realizar las tareas necesarias para que la
máquina opere de la forma correcta.
Específicamente en el caso del medidor de trocería en la entrada de los puertos y
el Operador de la Sierra principal, es indispensable una preparación de cuando
menos preparatoria trunca, ya que es necesario hacer mediciones y calibrar
equipos electrónicos respectivamente.
5.10. Determinación de los costos e ingresos.
Es importante establecer un sistema de seguimiento de costos e ingresos que
permita el control contable y al mismo tiempo refleje cifras de rentabilidad de la
empresa. La información generada, es también indispensable para el análisis y
aplicación de estrategias que permitan la optimización de los recursos.

90
Los costos se registran de la siguiente manera:
Costos fijos.
• Renta.
Aunque no se paga renta por las instalaciones, se considera un estimado de
10,000 pesos mensuales por concepto de mantenimiento y consumo de agua.
• Alumbrado.
El alumbrado se utiliza básicamente después de las seis de la tarde y se
apagan a las seis de la mañana, el pago es de 2,000 pesos mensuales.
• Salarios de administración.
Se encuentran definidos en el área de administración, desde el Gerente de
planta hasta el Jefe de compras, los datos de percepciones de los
administrativos se muestran en el Cuadro 58.
Cuadro 58. Sueldos del personal administrativo.
Puesto Cantidad Sueldo
mensual ($) Gerente de planta
1 20,000
Jefe de producción
1 15,000
Contador 1 12,000
Secretaria 1 4,000
Intendencia 1 4,000
Compras 1 4,600
6 59,600

91
• Actividades médicas y sociales.
Se estima un aproximado de 3,000 pesos mensuales para compra de
medicamentos para el botiquín e imprevistos por algún tipo de accidente.
• Costos de viáticos, correo, teléfono, etc.
En este concepto, se contemplan 3,000 pesos mensuales para pago de
teléfono y por pagos de mensajería.
• Costos generales de administración y oficina.
Se destina 4,000 pesos mensuales para compra de papelería en general,
jabón, café, etc.
Costos variables.
a).- Costos variables directos.
• Costos de materia prima.
Cada metro cúbico de madera de eucalipto, tiene un costo estimado puesto en
planta de 900 pesos (CONAFOR, 2011), por lo que se necesitan:
• Sueldos de mano de obra.
Para cada tipo de trabajo y dependiendo los requisitos de preparación del
personal, se establecen los sueldos definidos en el Cuadro 59.

92
Cuadro 59. Sueldos del personal ope rativo.
Puesto Cantidad
Sueldo
mensual
($)
Total
Ayudantes 62 4,000 248,000
Operador es 9 4,600 41,400
Torre principal 1 6,000 6,000
Medidor 1 6,000 6,000
Sierra doble 1 5,500 5,500
Afiladores 2 8,000 16,000
Payloader 1 6,000 6,000
Retroexcavadora 1 6,000 6,000
Mantenimiento 2 8,000 16,000
Jefes de área 4 9,000 36,000
Total 84
386,900
b).- Costos variables indirectos.
• Costos de depreciación y mantenimiento de máquinas, herramientas y equipos.
Se hace la operación con precios aproximados por carecer en algunos casos,
de los precios reales. La estimación se plantea con base en una depreciación
lineal a 10 años, 10 % anual y los datos se muestran en el Cuadro 60.

93
Cuadro 60. Depreciación de máquinas y equipos.
Equipo Precio estimado ($) Depreciación mensual ($/mes)
Motosierra 10,000 83 Payloader 400,000 3,333 Retroexcavadora 200,000 1,667 Torre principal 720,000 6,000 Reaserradora 1 360,000 3,000 Desorilladora 1 16,000 133 Cabeceadora 1 6,000 50 Sierra múltiple 600,000 5,000 Sierra doble 780,000 6,500 Reaserradora 2 360,000 3,000 Desorilladora 2 16,000 133 Cabeceadora 2 6,000 50 Rodillos y bandas 720,000 6,000 Mesa de clasificación 84,000 700 Montacarga 450,000 3,750 Camioneta 100,000 833 Equipo de afilado 700,000 5,833 Equipo de oficina 60,000 500 Herramientas de taller 80,000 667 Equipo del taller 100,000 833 Total 5,768,000 48,067
• Costos de varios útiles (combustibles, lubricantes, etc.).
Los precios y cantidades de los consumibles enlistados en el Cuadro 61, están
dados en kg, litros o piezas, dependiendo de la unidad en que se comercialice.
• Costos de uso de energía eléctrica.
Se paga alrededor de 50,000 pesos mensuales. En caso de necesitar el dato
para una estimación previa, se hace la suma de kW - hora (kilo Watt - hora)
que cada máquina consume en el turno de 8 horas y se multiplica por el precio
que la CFE maneja en la zona para su categoría.

94
Cuadro 61. Consumo y precios de los insumos.
Insumo Cantidad Unidad Precio/ unidad ($)
Precio ($)/ mes
Diesel 900 L 9 8,100 Gasolina 900 L 8.9 8,010 Grasas 1 Kg 50 50
Soldadura 1 Kg 100 100 Lijas 10 Pza. 12 120
Quemadores 15 Pza. 10 150 Sierras (disco y
bandas) 8 Pza. 1,200 9,600
Baleros 1 Pza. 200 200 Otros 1 Varios 1,000 1,000 Total
27,330
5.11. Beneficio o determinación de utilidad.
En el Cuadro 62, se concentra la información de todos los costos para que la
planta funcione en un concentrado completo.

95
Cuadro 62. Costos para el funcionamiento de la plan ta.
Costos fijos Cantidad
mensual ($) Cantidad anual ($)
Renta 10,000 120,000 Alumbrado 2,000 24,000 Salarios de administración 59,600 715,200 Actividades médicas y sociales 3,000 36,000 Costos de viáticos, correo, teléfono, etc. 3,000 36,000 Costos generales de administración y oficina
4,000 48,000
Costos variables
a).- Costos variables directos
Costos de materia prima 1,500,003 18,000,036 Sueldos de la mano de obra 386,900 4,642,800
b).- Costos variable indirectos
Costos de depreciación y mantenimiento de máquinas, herramientas y equipos
48,067 576,804
Costos de varios útiles (combustibles, lubricantes, etc.)
27,330 327,960
Costos de uso de energía eléctrica 50,000 600,000 Total 2,093,900 25,126,800
Del punto 5.5, se sabe que la producción esperada es de 36.59 m3 de madera
aserrada, lo que equivale a:
Estimando la producción anual con 286 días efectivos de trabajo, se tiene que:
Multiplicando el precio pagado por pie tabla de 8.12 pesos (CONAFOR, 2011) y
restando los gastos totales se obtiene el ingreso bruto,
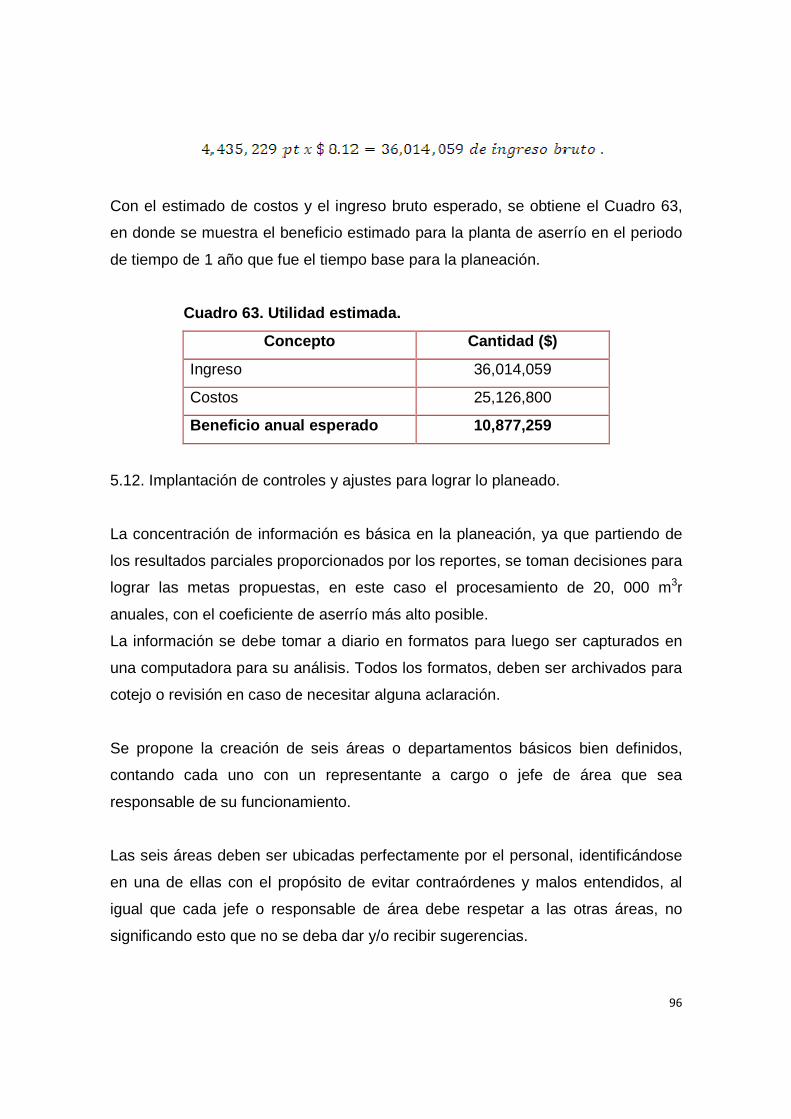
96
Con el estimado de costos y el ingreso bruto esperado, se obtiene el Cuadro 63,
en donde se muestra el beneficio estimado para la planta de aserrío en el periodo
de tiempo de 1 año que fue el tiempo base para la planeación.
Cuadro 63. Utilidad estimada.
Concepto Cantidad ($)
Ingreso 36,014,059
Costos 25,126,800
Beneficio anual esperado 10,877,259
5.12. Implantación de controles y ajustes para lograr lo planeado.
La concentración de información es básica en la planeación, ya que partiendo de
los resultados parciales proporcionados por los reportes, se toman decisiones para
lograr las metas propuestas, en este caso el procesamiento de 20, 000 m3r
anuales, con el coeficiente de aserrío más alto posible.
La información se debe tomar a diario en formatos para luego ser capturados en
una computadora para su análisis. Todos los formatos, deben ser archivados para
cotejo o revisión en caso de necesitar alguna aclaración.
Se propone la creación de seis áreas o departamentos básicos bien definidos,
contando cada uno con un representante a cargo o jefe de área que sea
responsable de su funcionamiento.
Las seis áreas deben ser ubicadas perfectamente por el personal, identificándose
en una de ellas con el propósito de evitar contraórdenes y malos entendidos, al
igual que cada jefe o responsable de área debe respetar a las otras áreas, no
significando esto que no se deba dar y/o recibir sugerencias.

97
Exceptuando Contabilidad y Almacén de Insumos, las áreas deben contar con el
apoyo de la secretaria para capturar la información. Los jefes o responsables de
área siempre deben estar pendientes de su trabajo, pero es su obligación el
verificar que la información sea capturada a diario.
Las áreas propuestas son las siguientes:
• Contabilidad.
• Patio de trocería.
• Producción.
• Almacén de producto terminado.
• Mantenimiento.
• Almacén de insumos.
Como ya se mencionó, todas las áreas deben manejar sus propios formatos para
posteriormente concentrar su información en computadora, se proponen para ello
los tipos de formatos que se presentan en los anexos con la idea de tomar un
punto de inicio, siempre conscientes que se deben completar o ajustar de acuerdo
con lo que se requiera y reportarlos semanalmente en algunos casos y a diario en
otros. Si se requieren tiempos más cortos o más prolongados, la frecuencia puede
modificarse. A continuación, se hará mención de las áreas y el número de formato
correspondiente.
5.12.1. Contabilidad.
El Contador debe entregar la información de los estados financieros de la empresa
cuando menos, una vez a la semana. El Formato sugerido es el número 1,
Reporte general de contabilidad.
5.12.2. Patio de trocería.
Esta área es un almacén de madera en rollo y debe tomarse como tal en el
sentido que debe manejar entradas y salidas. Para los ingresos, se sugiere el

98
Formato 2, Reporte de entrada de madera en rollo y para las salidas el Formato 3,
Entrada a Línea de Aserrío. Este último, al mismo tiempo le proporciona
información necesaria al área de producción. También, el encargado de área debe
llenar a diario el formato 10, Concentrado semanal de madera en rollo, para
entregarlo semanalmente.
5.12.3. Producción.
El Ingeniero Jefe de producción, debe tomar tiempos de trabajo efectivo, paros por
cambios de sierras, fallas, etc. y debe poseer la capacidad analítica para identificar
cuellos de botella, fallas frecuentes y proponer mejoras para eliminarlos. En el
producto terminado, debe revisar frecuentemente posibles problemas de variación
de corte y registrar el dato para estar siempre pendiente del comportamiento del
proceso. El Formato para lo anterior es el número 4, Tiempos y producción.
Para realizar de la mejor forma su trabajo el Jefe de producción debe recibir a
diario la información de producción con el fin de proporcionarle las herramientas
para controlar el proceso y lograr sus objetivos, la secretaria debe llenar entonces
el Formato 5 y entregárselo a diario con el resumen de datos.
El Formato 6 lo debe llenar el afilador y lo debe entregar al Jefe de producción
para que esté enterado de la evolución y comportamiento de las sierras.
Todos los días al final del turno, se debe contar la producción y entregar la hoja de
madera aserrada, Formato 7, al Jefe de producción.
Cuando menos una vez cada 2 semanas, el Jefe de producción deberá hacer un
muestreo para determinar la variación de corte. Para esto, se recomienda utilizar
la metodología de Zavala Z., D. (1991):
a). Se toman al azar 100 tablas producidas durante una jornada normal de
trabajo.

99
b). Las muestras se toman en intervalos de 1 hora y en cada uno de ellos se
toman de 10 a 20 tablas.
c). Ubicando el sentido de salida de las tablas, de cada una se toman 6
mediciones de grosor y, en caso de ser necesario, 6 de ancho. Las
muestras se toman de 3 por canto y se respeta el lugar y el número que
se le asigna a cada punto de muestreo.
d). Para cada grupo de 6, aplicar las siguientes fórmulas:
Donde:
St = desviación estándar del proceso o variación del aserrío.
Sw = desviación estándar en tablas.
Sb = desviación estándar entre tablas.

100
S2 = varianza de la mediciones en cada tabla.
= promedio de las varianzas de todas las tablas.
= varianza de las medias de los espesores de cada una de las tablas
muestreadas.
= media de los espesores de cada tabla.
m = número de tablas muestreadas.
n = número de mediciones en cada tabla.
La variación del corte en el aserrío, se determina usando la desviación estándar
total del proceso (St), la cual se integra por la variación a lo largo de la tabla (Sw) y
por la variación entre tablas (Sb).
La metodología se debe aplicar por separado a grosores y anchos para identificar
a la máquina que hizo el corte y luego analizar los resultados. Con los resultados,
se hacen las correcciones en cuanto a refuerzos y/o correcciones en los equipos.
5.12.4. Almacén de producto terminado.
El material arpillado se debe identificar y acomodar en el almacén. En cada arpilla
se debe colocar una etiqueta en la que se haga la descripción del material que
lleva y se debe generar otra etiqueta exactamente igual que sea un respaldo en
oficina, como inventario, independientemente de que toda la información de
entradas y salidas de almacén, debe registrarse en la computadora.
A cada arpilla tomada para embarque, se le retira la etiqueta y la entrega a la
secretaria para hacer los papeles de embarque y se dé baja del inventario de
tarjetas y del inventario que maneja en la computadora. Se sugiere el Formato 8.
El Almacenista debe llevar al día la información de las existencias que maneja
tanto de volúmenes como de cantidades de tipos de producto, debe poseer la
información para al momento dar respuesta de lo que tiene en bodega. Se sugiere
el uso del Formato 9, existencias en almacén de producto terminado. Para reporte
101
diario y corte semanal, debe llenar el Formato 11, Concentrado semanal de
madera aserrada.
5.12.5. Mantenimiento.
El Jefe de mantenimiento deba tomar los tiempos y registrar los materiales que se
ocuparon para mantenimiento y/o reparación del equipo, Él debe estar pendiente
de los trabajos realizados, se sugiere el uso del Formato 12.
5.12.6. Almacén de insumos.
El Almacenista debe llevar un registro de todo el material que está recibiendo y
entregando, además de mantener un registro de la herramienta que está
prestando al personal para evitar que se haga uso irresponsable de ellas.
De forma independiente, el almacenista debe manejar un inventario permanente
de las existencias y de las notas y facturas que reciba. Para ayudar con las altas y
bajas, se sugiere el uso del Formato 13.
Ajustes para lograr lo planeado.
Cada responsable de área, debe entregar en una junta general semanal, el
informe de su área por escrito. Todos los responsables deben exponer en la
misma junta semanal, un resumen breve de la situación del área y comentar las
situaciones que puedan afectar el curso planeado.
Cada informe entregado, debe ser analizado por el Gerente de planta para
compararlo con los objetivos, en caso de haber algo que no esté resultando,
inmediatamente se debe abordar el asunto y darle la mejor solución posible.
Para cada semana y en cada área, se deben establecer objetivos y llevarlos a
cabo durante el transcurso de ella.

102
En la exposición, el encargado de área debe comentar el resultado de los
objetivos planteados en la semana pasada y proponer nuevos. La intención es
involucrar a todas las áreas en los diferentes procesos para poder dar y recibir
opiniones.
Como referencia para la realización de los formatos, se tomaron en cuenta los
formatos sugeridos por el manual del Consejo civil mexicano para la silvicultura
sostenible, Rainforest Alliance, Reforestemos México.

103
6. CONCLUSIONES.
6.1. De las plantaciones y la industria forestal.
Se deben vincular los objetivos de las plantaciones forestales comerciales a los
requerimientos de la industria forestal, en este caso de aserrío, y los objetivos de
la industria forestal deben estar, de igual forma, planteados en función de las
características y capacidades de la plantación.
Parte del gran problema que existe en la actualidad, es precisamente que se
plantan árboles para obtener madera en rollo para vender y no se tiene definido el
uso final al que se destinará, lo que da como resultado madera en rollo de baja
calidad, no adecuada para las necesidades de la industria forestal específica.
6.2. De la ingeniería del proceso.
Para lograr la eficiencia y mejora continua del proceso, es necesaria la presencia
de personal profesional que analice los métodos y resultados, proponiendo
soluciones viables para hacer a la industria forestal cada vez más competitiva. El
aserrío es una Línea de producción, un proceso de ingeniería y debe tomarse
como tal.
Es necesario reforzar con técnica el proceso productivo y cambiar la visión
tradicional del aserradero a Línea de Producción, es decir, pasar de un proceso
cualitativo de producción, a un sistema cuantitativo de producción en donde sea
posible analizar variables y diferentes alternativas.
104
6.3. De la planeación del proceso.
Con la planeación del proceso productivo, se pueden definir objetivos y trabajar
para lograrlos durante el periodo de tiempo propuesto.
Por medio de la planeación se determina, desde antes de iniciado el proceso de
producción, los volúmenes requeridos de materia prima, los rendimientos
aproximados y la capacidad total de la planta.
La información previa, facilita la toma de decisiones en cuanto a compromisos de
producción. Permite tener una visión clara con respecto a los productos a fabricar,
establece la relación que da origen al proceso productivo que son los objetivos de
producción basados en la demanda real del mercado, además sistematiza el
proceso al punto de permitir el análisis de datos y detección de posibles fallas en
el proceso.
6.4. De los beneficios económicos.
La estimación de los ingresos y egresos económicos, calculados antes de iniciado
el proyecto, da la oportunidad de conocer la factibilidad de la puesta en marcha.
Brinda a los inversionistas la información de los beneficios económicos esperados
y vuelve atractiva la posibilidad de apostar en el sector forestal.
6.5 De la producción, productividad y eficiencia.
La producción, como ya es bien sabido, es el volumen de madera aserrada que se
obtiene durante un periodo de tiempo determinado, la productividad de la Línea,
puede medirse por el número de cortes y/o de piezas (trozas) que se hagan
durante un lapso de tiempo, la eficiencia es la cantidad de trabajo que una
máquina, Estación de Trabajo o la Línea de Producción realiza, comparado con la
capacidad óptima de la misma en un espacio de tiempo definido.

105
7. RECOMENDACIONES.
Primera recomendación.
7.1. Es de suma importancia asegurar que la materia prima esté en planta cuando
menos con un día de anticipación para poder asegurar el trabajo del siguiente
turno, ya que sin el adecuado abastecimiento, toda la planeación de la planta se
sale de control.
Segunda recomendación.
7.2. Se debe separar la trocería por categorías diamétricas para poder lograr un
mejor resultado. Cuando se estandarizan las medidas se puede ajustar un
diagrama de corte que permita aprovechar mejor la materia prima. Es importante
trabajos sobre la factibilidad económica de la separación de la trocería, con base
en los procedimientos a emplear para hacerlo.
Tercera recomendación.
7.3. El Gerente de planta en conjunto con el Jefe de producción, deben analizar
frecuentemente los porcentajes de los productos para poder modificar si fuera
necesario, el diagrama de corte buscando respetar las cantidades para hacer los
juegos de tarimas.
Cuarta recomendación.
7.4. Otro factor tan importante como el aserrío y el abastecimiento de material,
tiene que ver con el manejo de los subproductos, aserrín, tiras, costeras y corteza.
Se debe establecer, de igual forma que la producción de madera aserrada, toda la
ruta que éstos materiales deben seguir, ya que a diario se produce un porcentaje
de cada uno de ellos y la mayoría de las veces la instalación de una Línea de
Producción de aserrío se hace pensando en factores que tienen que ver
directamente con la producción, como la mano de obra, la energía eléctrica, la
distancia de la materia prima, entre otros, dejando como algo de menor
importancia la ruta de los subproductos.

106
Quinta recomendación.
7.5. Se debe mantener un constante intercambio de información entre el mercado,
la industria y la plantación para mejorar cada día la calidad de los productos
forestales. Del grado de vinculación y la disponibilidad que tengan estos tres
factores para trabajar entre sí, atendiendo y dando solución a los problemas desde
el punto en el que se generan, depende el éxito para ser competitivos.
Sexta recomendación.
7.6. Se debe implementar la metodología aquí propuesta en una hoja electrónica o
en algún lenguaje de propósito general, de tal forma que se puedan variar las
condiciones y así automatizar el análisis así como la generación de reportes
electrónicos y/o impresos.
Séptima recomendación.
7.7. Es necesario llevar a cabo el análisis de las redes propuestas mediante el
uso del método de la ruta más corta y/o ruta crítica, con la finalidad de generar el
análisis de sensibilidad correspondiente, el cual permitirá saber que tan factible es
la solución encontrada, haciendo variación en los tiempos y precedencias,
hallando el mínimo y máximo óptimos tanto en tiempos y costos.

107
8. BIBLIOGRAFÍA CITADA.
Acevedo C., L. E. 1992. Diagnóstico del uso de la madera aserrada en el Dis trito
Federal. Tesis de Licenciatura. División de Ciencias Forestales. Universidad
Universidad Autónoma Chapingo. Texcoco, México. 69 p.
Adam E., E. et al. 1991. Administración de la producción y las operaciones.
Cuarta edición. Prentice Hall Hispanoamericana, S.A. México.
Calzada N., A. 2007. Establecimiento de un aserradero para dar mayor val or
agregado a la trocería de eucalipto de plantación. Tesis Profesional
Universidad Autónoma Chapingo, Texcoco, México. 86 p.
COMESFOR (Comisión Estatal Forestal). s/f. Plantaciones forestales comerciales:
una solución a la producción de madera y empleo.
http://www.comesfortab.gob.mx/documentos/plantaciones%/20Forestales%20C
omercials.pdf. Consulta: 18/07/2011.
CONAFOR (Comisión Nacional Forestal). 2011. Precios de productos forestales
maderables. Reporte trimestral, enero/marzo.
http://www.conafor.gob.mx:8080/documentos/docs/17/1653Reporte%20de%20
precios%20de %20productos%20forestales.pdf. Consulta: 15/07/2011.
CONSEJO CIVIL MEXICANO PARA LA SILVICULTURA SOSTENIBLE,
RAINFOREST ALLIANCE, REFORESTEMOS MÉXICO AC. 2010. Manual de
buenas prácticas en aserraderos de comunidades fore stales. Manual.
Primera edición. Consejo civil mexicano para la silvicultura sostenible,
Rainforest Alliance, Reforestemos México. México. 111 p.
Cummings, T. y Worley, C. 2001. Organization development and change. South
Western College Publishing. USA. 220 p.

108
Díaz F., A. R. 2004. Sistema de cómputo para la optimización de diagrama s de
corte en el aserrío. Tesis de Maestría. División de Ciencias Forestales.
Universidad Autónoma Chapingo. Texcoco, México. 63 p.
ENCE (Empresa Nacional de Celulosas). 2003. El género Eucalyptus.
http://www.eufores.com.uy/varios/eucalipto.php. Consulta: 15/07/2011.
Flores G., A. 1998. Sistemas de planeación para la producción de madera
aserrada. Tesis de Licenciatura. División de Ciencias Forestales. Universidad
Autónoma Chapingo. Texcoco, México. 99 p.
Flores V., R., Serrano G., E., Palacio M., V. H. y Chapela, G. 2007. Análisis de la
industria de la madera aserrada en México. Madera y Bosques, primavera,
año/vol. 13, número 001. Instituto de Ecología A. C., Xalapa, México. p 47-59.
Infante G., S. y Zárate L., G. P. 1990. Métodos estadísticos, un enfoque
interdisciplinario. Editorial Trillas 4. México. 643 p.
Kosonen, M. 1992. Sistema de seguimiento de producción y costos de
aserraderos. Acuerdo de cooperación técnica en materia forestal México –
Finlandia, Manuales y guías No. 4. México. 33 p.
López G., I. 1992. Aplicación de diagramas de corte en la producción d e
madera aserrada de Pinus hartwegii. Tesis de licenciatura. División de
Ciencias Forestales. Universidad Autónoma Chapingo. Texcoco, México. 76 p.

109
García M., J. 1985. Aplicación de la técnica del balanceo de Líneas en el control
de calidad de la recepción de maíz, arroz y frijol. Tesis de licenciatura.
Escuela Nacional de Ciencias Biológicas. Instituto Politécnico Nacional. D. F.,
México. 105 p.
Medina H., J. L. 2003. Estudio de maquinado de la madera de Eucaliptus grandis
Hill ex Maiden y Eucaliptus urophylla S. T Blake de una plantación forestal
comercial de 7 años. Tesis profesional Universidad Autónoma Chapingo,
Texcoco, México. 77 p.
Monreal R., S. 2011. Aumentan plantaciones forestales comerciales: colum na
invitada.
http://www.vanguardiaindustrial.net/index.php?option=com_k2&view=item&d=1
44:aumentan-plantacionesforestales-comerciales-columnainvitada &
Itemid=15&tmpl=component&print=1. Consulta: 15/06/2011.
Sánchez A., M. y Sepliarsky, F. 2005. Tecnología de la madera de eucaliptos
colorados. Presentación en formato pdf. Instituto Nacional de Tecnología
Agropecuaria E. E. A. Concordia. Argentina. 78 diapositivas.
Sánchez R., L. 2001. Elementos básicos de administración para forestales .
División de Ciencias Forestales. Universidad Autónoma Chapingo. Texcoco,
México. 315 p.
Silvestre M., M. y Torres C., F. 2003. Contribución al conocimiento tecnológico de
la madera de Eucaliptus grandis Hill ex Maiden y Eucaliptus urophylla S. T
Blake proveniente de plantaciones forestales comerc iales de 7 años de
edad de las Choapas, Veracruz, México. Tesis profesional Universidad
Autónoma Chapingo, Texcoco, México. 106 p.
Snedecor G., W. y Cochran W., G. 1984. Métodos estadísticos. Editorial Continental
S.A. de C.V. México. 703 p.

110
SPYFI (Secretaría de Patrimonio y Fomento Industrial). 1981. Diagnóstico
industrial. Cuaderno de orientación a la pequeña y mediana industria.
Subsecretaria de Fomento Industrial, Dirección general de la industria mediana
y pequeña. México. 22 p.
Valdez R., S. 1998. Diagnóstico empresarial. Método para identificar, r esolver y
controlar problemas en las empresas. Editorial Trillas. D.F., México. 330 p.
Villegas R., S. 1997. Diagnóstico de la industria de aserrío en el estado de
Hidalgo. Tesis de licenciatura. División de Ciencias Forestales. Universidad
Autónoma Chapingo. Texcoco, México. 98 p. (ligado a la selección amarilla de
diagnósticos).
Walker J., C. F. 1993. Primary wood processing: principles and practice. London.
Páginas del tema: 377-416.
Zamudio S., E. s/f. Datos necesarios para determinar la situación tecno lógica de
las industrias forestales a partir de la madera. Secretaria de Agricultura y
Recursos Hidráulicos (SARH). México. 23 p.
Zavala Z., D. 1991. Manual para el establecimiento de un sistema de con trol de la
variación de refuerzos en madera aserrada. División de Ciencias Forestales.
Universidad Autónoma Chapingo. Texcoco, México. 51 p.
Zepeta S., A. 1989. Estudio de asignación óptima de insumos en dos aser raderos
del área de influencia de la Unidad de Administraci ón Forestal No 4
“Mascota”, Edo. de Jalisco. Tesis de licenciatura. División de Ciencias
Forestales. Universidad Autónoma Chapingo. Texcoco, México. 107 p.

111
9. ANEXOS.
Formato 1:
Reporte general de Contabilidad.
Fecha:
Especificación Unidad Precio Cantidad Costo total ($)
Costo de trocería
Compra de trocería
Mano de obra
Depreciación de máquinas
Combustibles
Sub total
Costos de aserrío
Mano de obra
Reparación y Mantto.
Combustibles
Consumo de materiales
Energía eléctrica
Depreciación de máquinas
Sub total
Costos administrativos
Salarios administrativos
Actividades médicas y sociales
viáticos, correo, teléfono, etc.
Costos generales de admón. y oficina
Sub total
Otros costos
Renta
Alumbrado
Depreciación de vehículos
Sub total
Total de costos
Ingresos
Ventas de madera
Otros ingresos
Total de ingresos
Ingreso neto
Observaciones
Elaboró

112
Formato 2:
Reporte de entrada de madera en rollo.
N. de remisión Especie
Fecha
Diámetros (cm)
Diámetros (cm)
Dap Punta
Largo
(m) Dap Punta
Largo
(m)
Observaciones
Elaboró
Piezas
Vol. Amparado (m3)
Vol. Calculado (m3)
Diferencia

113
Formato 3:
Entrada a Línea de aserrío.
Línea
Fecha
Largo (m)
Diámetro
(cm) Cantidad
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
Observaciones
Elaboró

114
Formato 4:
Tiempos y producción.
Fecha
Arranque al inicio
de turno (00:00)
Cambios de sierra (00:00)
Inicio Final Máquina
Variaciones en la misma tabla
Hora (00:00)
Diferencia entre el más ancho y el más angosto
Viboreo (mm)
Grosor (mm)
Ancho (mm)
Zona de acumulamiento de material
Propuesta de mejora
Descompostura de equipo
Razón
Propuesta correctiva
Observaciones
Elaboró
Paros (00:00)
Inicio Final Dif. Máquina Concepto

115
Formato 5:
Proceso de producción.
Fecha
Madera en proceso de aserrío
Entrada
Salida
Diámetro
promedio (cm)
Madera aserrada
producida (m3)
Largo (m)
Secundarios (m3)
Piezas
Otros
Total
Coeficiente
de aserrío
Porcentajes de
producción estimada
por medida
Porcentajes de
producción real por
medida
1
1
2
2
Acumulado de producción
teórico
Acumulado de producción
real
Diferencia
Observaciones
Elaboró

116
Formato 6:
Taller de afilado.
Existencias
Máquina
Cantidad de
sierras
Existencias de insumos
Concepto Cantidad
Observaciones
Elaboró
Fecha
Labores de mantenimiento
Sierra (lote
y Número) Servicio

117
Formato 7:
Madera aserrada.
Piezas Grosor “ Ancho” Largo´ Total pt Total m3
Total
Observaciones
Elaboró
Fecha

118
Formato 8:
Ingreso de arpilla.
Número
de
arpilla
Piezas Grosor” Ancho” Largo´ Total pt Total m3
Total
Observaciones
Elaboró
________________________________________________________________________
Ingreso de arpilla.
Número
de
arpilla
Piezas Grosor” Ancho” Largo´ Total pt Total m3
Total
Observaciones
Elaboró
Fecha
Fecha

119
Formato 9:
Existencias en almacén de producto terminado.
Pt m3
Volumen inicial
Existencias al inicio
Piezas Grosor” Ancho” Largo´
Total
Bajas
Piezas Grosor” Ancho” Largo ´
Total
Pt m3
Volumen final
Observaciones
Elaboró
Fecha
Altas
Piezas Grosor” Ancho” Largo´
Total
Existencias al final
Piezas Grosor” Ancho” Largo´
Total

120
Fecha
Hoja
Especie
Semana
Categoría
diamétrica Piezas
Existencia
anterior
Volumen (m3 r)
Lunes Martes Miercoles
Ingreso Salida Existencia Ingreso Salida Existencia Ingreso Salida Existencia
Volumen (m3 r)
Jueves Viernes Sábado
Ingreso Salida Existencia Ingreso Salida Existencia Ingreso Salida Existencia
Elaboró:
Observaciones:
Formato 10:
Concentrado semanal de madera en rollo.

121
Fecha
Hoja
Especie
Semana
Medida Piezas
Existencia
anterior
Volumen Pt: m3
Lunes Martes Miercoles
Ingreso Salida Existencia Ingreso Salida Existencia Ingreso Salida Existencia
Volumen Pt: m3
Jueves Viernes Sábado
Ingreso Salida Existencia Ingreso Salida Existencia Ingreso Salida Existencia
Elaboró:
Observaciones:
Formato 11:
Concentrado semanal de madera aserrada.

122
Formato 12:
Mantenimiento.
Máquina
Hora
de
reporte
Hora de
entrega
del equipo
Tiempo
de paro Labor realizada
Insumos utilizados
Concepto Cantidad
Observaciones
Elaboró
Fecha
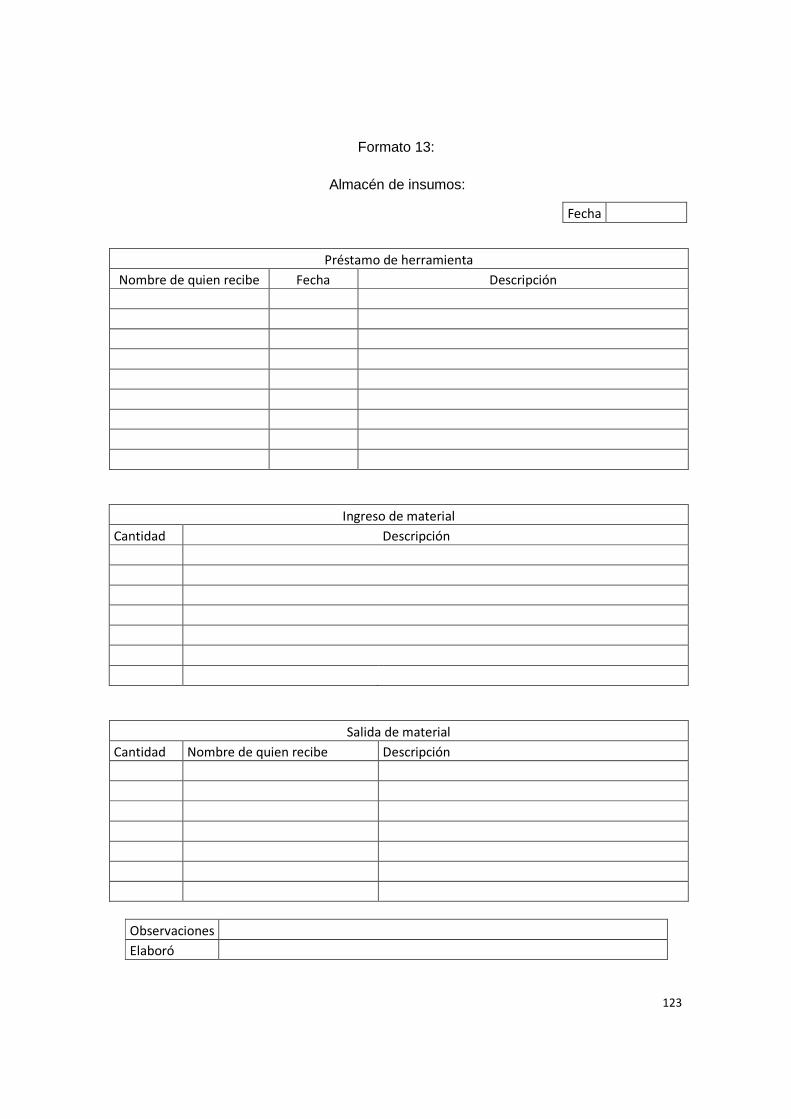
123
Formato 13:
Almacén de insumos:
Préstamo de herramienta
Nombre de quien recibe Fecha Descripción
Ingreso de material
Cantidad
Descripción
Salida de material
Cantidad Nombre de quien recibe Descripción
Observaciones
Elaboró
Fecha