trabajo completo erwin quintero,darwin ruiz
TRANSCRIPT
INSTITUTO UNIVERSITARIO DE TECNOLOGÍAANTONIO JOSÉ DE SUCRE
EXTENSIÓN BARQUISIMETODEPARTAMENTO DE MECÁNICA
PLAN DE MANTENIMIENTO PREVENTIVO PARA EL SISTEMA DE BOMBEO DE LOS CAMIONES (HORMIGONES) DE LA
EMPRESA DE PREMEZCLADO VENEZOLANA DE CEMENTOS C.A
Barquisimeto, Junio 2015
INSTITUTO UNIVERSITARIO DE TECNOLOGÍAANTONIO JOSÉ DE SUCRE
EXTENSIÓN BARQUISIMETODEPARTAMENTO DE MECÁNICA
PLAN DE MANTENIMIENTO PREVENTIVO PARA EL SISTEMA DE BOMBEO DE LOS CAMIONES (HORMIGONES) DE LA EMPRESA DE
PREMEZCLADO VENEZOLANA DE CEMENTOS C.A
Autores: Darwin Ruiz Erwin Quintero
Tutor Académico: Ing. Luis BriceñoAsesor Metodológico: Ing. Fernando Rivas
Barquisimeto, Junio 2015

APROBACIÓN DEL (DE LA) ASESOR(A) METODOLÓGICO(A)
En mi carácter de Asesor(a) Metodológico(a) del Trabajo Especial de
Grado titulado. PLAN DE MANTENIMIENTO PREVENTIVO PARA EL
SISTEMA DE BOMBEO DE LOS CAMIONES (HORMIGONES) DE LA
EMPRESA DE PREMEZCLADO VENEZOLANA DE CEMENTOS C.A.
presentado por el (la) ciudadano(a) Erwin Quintero, Cédula de Identidad N°
20.234.067 y Darwin Ruiz Cédula de Identidad Nº 24.711.100 para optar al
Título de Técnico Superior en Mecánica mención Mantenimiento, considero
que éste reúne los requisitos y méritos suficientes para ser sometido a
presentación pública y evaluación por parte del Jurado Examinador que se
designe.
En la ciudad de Barquisimeto, a los 03 días del mes de Junio de
2.015.
___________________________Licdo. Fernando Rivas
CI. N° 7.327.746

DEDICATORIA
Este trabajo se lo dedicamos primeramente a ti mi Señor Jesús, que
nos has dado el regalo maravilloso de la vida y una familia maravillosa,
gracias por llenarnos de la fe, fortaleza, salud y esperanza que
necesitábamos para culminar este trabajo, si tu no hubieses estado en
nuestro lado no lo habría logrado. ¡TE AMAMOS!
A nuestros padres, quienes con mucho sacrificio y amor, nos orientaron
a lograr esta meta que hasta ayer solo era un anhelo, por ser un ejemplo de
trabajo y honestidad y por su apoyo incondicional.
Erwin y Darwin
v
AGRADECIMIENTO
vi

ÍNDICE GENERAL
pp
DEDICATORIA…………………………………………………………………
AGRADECIMIENTO…………………………………………………………..
ÍNDICE GENERAL…………………………………………………………….
LISTA DE CUADROS…………………………………………………………
LISTA GRÁFICOS…………………………………………………………….
RESUMEN……………………………………………………………………...
INTRODUCCIÓN………………………………………………………………
CAPÍTULO I. EL PROBLEMA
Planteamiento del Problema……………………………………………
Objetivos de la Investigación……………………………………………
General………………………………………………………………..
Específicos……………………………………………………………
Justificación de la Investigación………………………………………..
CAPÍTULO II. MARCO REFERENCIAL
Antecedentes de la Investigación………………………………………
Bases Teóricas……………………………………………………………
Bases Legales…………………………………………………………….
Sistema de Variables…………………………………………………….
Definición de Términos Básicos……………………………………….
CAPÍTULO III. MARCO METODOLÓGICO
Modalidad de la Investigación…………………………………………..
Tipo de Investigación…………………………………………………….
Procedimientos……………………………………………………………
Fase I. Diagnóstico……………………………………………………….
Fase II. Factibilidad……………………………………………………….
Fase III. Diseño de la Propuesta………………………………………..
Población y Muestra………………………………………………………
vii

Operacionalización de las Variables……………………………………
Técnicas e Instrumentos de Recolección de Datos………………….
Técnicas de Análisis……………………………………………………..
CAPÍTULO IV. RESULTADOS
Fase I de Diagnóstico……………………………………………………
Fase II. Estudio de factibilidad……….....................................................
Fase II. Propuesta………………………………………………………..
Objetivo……………………………………………………………..
Justificación………………………………………………………..
Alcance………………………………………………………………
Delimitación………………………………………………………..
Desarrollo de la propuesta……………………………………….
CONCLUSIONES Y RECOMENDACIONES
Conclusiones……………………………………………………………..
Recomendaciones……………………………………………………….
REFERENCIAS..................................................................................
ANEXOS.........................................................................................................
viii

LISTA DE CUADROS
CUADRO pp
1 Unidad de Estudio Sujeto
2 Objeto de Estudio
3 Operacionalizacion de la Variable
4 Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador: Codificación
5 Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador: Registro Técnica
6 Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador: Instrucciones Técnicas
7 Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador: Lubricación
8 Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador: Ajuste
9 Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador: Sustitución de Piezas
10 Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador: Historial de fallas
11 Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador: Orden de trabajo
12 Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador:
ix
Requisición de materiales
13 Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador: Mangueras de alimentación
14 Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador: Conexiones
15 Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador: Presión
16 Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador: Sistema de succión
17 Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador: Capacidad
18 Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador: Sistema de descarga
19 Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador: Sistema motor
20 Formato Inventario de Equipos (M-01)
21 Formato de Codificación de Equipos (M-02)
22 Formato de Registro de Objetos (M-03)
23 Descripción de las Actividades
24 Formato de Instrucciones Técnicas (M-04)
25 Formato de Procedimiento de Ejecución (M-05)
26 Formato de Programación de Mantenimiento (M-06)
27 Formato de Cuantificación de Personal (M-07)
28 Formato de Ticket de Trabajo
x
29 Formato de Chequeo de Mantenimiento Rutinario (M-09)
30 Formato de Recorrido de Inspección (M-10)
31 Formato de Mantenimiento Circunstancial (M-11)
32 Formato de Inspección de Instalaciones y Edificaciones
(M-12)
33 Formato de Registro Semanal de Fallas (M-13)
34 Formato de Orden de Trabajo (M-14)
35 Formato de Salida de Materiales y Repuestos (M-15)
36 Formato de Requisición de Materiales y Repuestos (M-
16)
37 Formato de Requisición de Trabajo (M-17)
38 Formato de Historial de Fallas (M-18)
39 Formato de Acumulación de Consumo de Materiales y
Horas/hombre (M-19)
40 Formato de Presupuesto Anual de Mantenimiento (M-20)
xi

LISTA DE GRÁFICAS
GRÁFICA ppPromedio porcentual de los resultados, según indicador:Codificación 55
Promedio porcentual de los resultados, según indicador:Registro Técnica
Promedio porcentual de los resultados, según indicador:Instrucciones Técnicas
Promedio porcentual de los resultados, según indicador:Lubricación
Promedio porcentual de los resultados, según indicador:Ajuste
Promedio porcentual de los resultados, según indicador:Sustitución de Piezas
Promedio porcentual de los resultados, según indicador:Historial de fallas
Promedio porcentual de los resultados, según indicador:Orden de trabajo
Promedio porcentual de los resultados, según indicador:Requisición de materiales
Promedio porcentual de los resultados, según indicador:Mangueras de alimentación
Promedio porcentual de los resultados, según indicador:Conexiones
Promedio porcentual de los resultados, según indicador:Presión
Promedio porcentual de los resultados, según indicador:Sistema de succión
Promedio porcentual de los resultados, según
xii

indicador:Capacidad
Promedio porcentual de los resultados, según indicador:Sistema de descarga
Promedio porcentual de los resultados, según indicador:Sistema motor
xiii

INSTITUTO UNIVERSITARIO DE TECNOLOGÍAANTONIO JOSÉ DE SUCRE
EXTENSIÓN BARQUISIMETODEPARTAMENTO DE MECÁNICA
PLAN DE MANTENIMIENTO PREVENTIVO PARA EL SISTEMA DE BOMBEO DE LOS CAMIONES (HORMIGONES) DE LA EMPRESA DE
PREMEZCLADO VENEZOLANA DE CEMENTOS C.A.
Autores: Darwin Ruiz Erwin Quintero
Tutor Académico: Ing. Luis BriceñoAsesor Metodológico: Ing. Fernando Rivas
RESUMEN
El objetivo de la presente investigación es de proponer un Plan de Mantenimiento Preventivo para el Sistema de Bombeo a los Camiones (Hormigones) de la empresa de premezclado Venezolana de Cementos C.A. aplicando la Norma Venezolana COVENIN 3049-93. Este trabajo se encuentra dentro de la modalidad de proyecto factible, apoyada en investigación de campo, igualmente pertenece a la línea de investigación diseño de sistema de mantenimiento de máquinas, equipos y sistema de producción para contribuir la calidad de vida del venezolano. El presente proyecto cuenta con una población sujeto de ocho (8) personas, una población objeto de ocho (8) equipos. Para el análisis de los resultados se utilizaron tablas y gráficos con distribución de frecuencias, los cuales reflejaron la situación actual del mantenimiento preventivo del sistema de bombeo de los camiones hormigones, la evaluación de partes y componentes, y los requerimientos para controlar el funcionamiento del equipo. Dicho proyecto está desarrollado en tres fases. Fase I: el cual se muestra una serie de técnicas de recolección de datos como: la observación directa, entrevista no estructurada, e investigación documental que permitieron diagnosticar el estado en que se encuentra el objeto de estudio.. Fase II: en esta se desarrolla el estudio de la factibilidad técnica y económica, y por último, la Fase III: es donde se desarrolla el programa de mantenimiento siguiendo los lineamientos establecidos por la Norma Venezolana COVENIN 3049-93. Con este programa se pretende mantener la operatividad, confiabilidad y disponibilidad del sistema de bombeo de los camiones hormigones.
Descriptores: Mantenimiento, COVENIN 3049-93, Sistema de Bombeo.
xiv
INTRODUCCIÓN
La empresa Venezolana de Cemento C.A., se destaca en el sector
regional por la fabricación de concretos de alta calidad. Son variados los
tipos de este material que realiza, de acuerdo a las exigencias constructivas
que se presentan hoy en día.
Debe señalarse que el concreto es un producto de gran uso en el
ámbito de la construcción, el cual se crea mezclando cemento, arena, piedra,
grava, agua y aditivos. Es fabricado en plantas que almacenan dichos
materiales, los cuales son trasladados según las proporciones requeridas a
un punto de mezclado. Existen dos tipos de plantas: las que vacían la
materia prima en un trompo mezclador, en el cual se prepara un pre-
mezclado que luego se vacía en camiones mezcladores que mientras se
dirigen al punto de vaciado final terminan de juntar el producto hasta obtener
sus condiciones ideales.
Además, existen equipos móviles involucrados en el proceso de
preparación y despacho de concreto, como lo son las bombeadoras de
concreto son bombas que por comodidad y facilidad para despachar
concreto en lugares de difícil alcance, poseen una pluma o brazo que
sostiene una tubería por la que se puede bombear el producto a un punto
lejano.
En consecuencia, el concreto es un producto bastante denso y pesado,
que tiende a maltratar los equipos con los que tiene contacto. Aparte, en su
estado fresco es altamente corrosivo, por lo que deteriora progresivamente la
estructura y piezas de los equipos fijos y móviles involucrados en cualquiera
de las fases a que se enfrenta (fabricación, traslado y despacho). Para evitar
paradas de producción y despacho del concreto, es necesaria la aplicación
de un plan de mantenimiento preventivo en equipos fijos y móviles, el cual
permita disminuir las fallas que se presentan y así reducir al mínimo la
aplicación del mantenimiento correctivo.

Para obtener el mejor beneficio de la empresa Venezolana de Cemento
C.A., en cuanto a patrones de rendimiento y operatividad, es necesario
realizar y aplicar una planificación de mantenimiento adecuada, que incluya
un estricto cumplimiento del mantenimiento preventivo, que controle y
prevenga el daño al Sistema de Bombeo de los camiones hormigones,
equipos esenciales en el proceso de producción de la empresa.
Asimismo, es importante llevar un buen registro de sucesos y acciones
incurridas sobre los bienes que se posee, medida que sirve para poder
realizar eventualmente análisis de fallas y comportamiento de la maquinaria
de trabajo. Todas estas maniobras contribuyen a la sustentabilidad de una
empresa mediante una correcta organización de sus bienes y
procedimientos.
Este trabajo de investigación se encuentra estructurado en cuatro (4)
capítulos, los cuales describen los aspectos fundamentales de dicho estudio:
Capítulo I. Se formula el Planteamiento del Problema, se define el
Objetivo General y los Objetivos Específicos, y la Justificación de la
investigación.
Capitulo II. Se describen las Bases Teóricas que sustentan el trabajo
investigativo, y los antecedentes que sirven de soporte para el desarrollo de
la investigación.
Capítulo III. Se describe el Diseño Metodológico, donde se hace énfasis
en el tipo de investigación empleada para la elaboración de este informe, así
como las técnicas e instrumentos empleados para la misma.
Capítulo IV. Se presentan los resultados obtenidos de la investigación,
la interpretación de los mismos y toda la información necesaria para poder
llegar a alcanzar los objetivos del estudio. Así como también el diseño de la
propuesta, finalmente se presenta las Conclusiones, Recomendaciones,
Bibliografías y Anexos.
2

CAPITULO I
El PROBLEMA
Planteamiento del Problema
A raíz de los avances tecnológicos, cada una de las industrias deben
encontrar la forma de hacerse más competitiva en el mercado, la necesidad
del sector industrial de alcanzar altos índices en la optimización de sus
equipos y maquinarias; deben considerar los beneficios de un programa de
mantenimiento preventivo que pueda llevar a una reducción del tiempo
perdido en reparaciones. Durante muchos años la práctica ha sido la de
utilizar una pieza hasta que falle; es por ello, que un programa de
mantenimiento preventivo bien realizado puede razonablemente
pronosticarse el problema y de esta forma cambiar las partes antes de que
fallen, lo cual trae como consecuencia un importante ahorro en tiempo y
dinero.
ParaDuffuaa (2004) la principal meta de un sistema de producción es la
de elevar al máximo las utilidades o ganancias a partir de las oportunidades
disponibles en el mercado, y la meta secundaria está ligada con aspectos
económicos y técnicos del proceso de conversión. Los sistemas de
mantenimiento igualmente contribuyen al logro de estas metas al incrementar
las utilidades y la satisfacción al cliente.
Es importante mencionar que con el tiempo las industrias se han
interesado en obtener mayor tecnología en el proceso de producción, sin
tener en cuentaque estos avances tecnológicos en las maquinarias deben
contar con un apropiado mantenimiento; igualmente el personal autorizado
Para realizar mantenimiento debe contar con información de su respectivo
mantenimiento para tener una mayor eficacia de la maquinaria.
Para García (2008) el mantenimiento se puede definir como el
Conjunto de actividades que deben realizarse a instalaciones y equipos, con el fin de corregir y prevenir fallas, con el objetivo que estos continúen presentando el servicio para el cual fueron diseñados por lo tanto estos deben tener una adecuada revisión con un personal adecuado y calificado para estos equipos. (p. 34)
Es decir, el mantenimiento se define como la combinación de actividades
mediante las cuales un equipo o un sistema se mantiene o se restablece a
un estado en el que es capaz de realizar las funciones que le son asignadas.
El mismo es un factor importante en la calidad de los productos y puede
utilizarse como una estrategia de competencia exitosa. Las inconsistencias
en las operaciones de los equipos de producción dan como resultado una
alta variabilidad en el producto, afectando su calidad y por ende originando
una producción defectuosa.
Por ello, que la importancia de un mantenimiento preventivo definido por
Alpizar (2012) como:
La programación de actividades de inspección de los equipos, tanto de funcionamiento como de limpieza y calibración que deben llevarse a cabo de forma periódica con base en un plan de aseguramiento y control de calidad su propósito es prevenir las fallas y mantener los equipos en óptima operación. La característica principal de este mantenimiento es detectar las fallas en su fase inicial y corregirlas en el momento oportuno. (p.356)
Ellos indican que este concepto difiere completamente a un
mantenimiento de reparación, el cual normalmente se considera como el
reemplazo, renovación o reparación general del o de los componentes de un
equipo o sistema para que sea capaz de realizar la función para la cual fue
creado.
Asimismo, establecen que el mantenimiento preventivo es el enfoque
preferido para la administración de los activos debido a que puede: prevenir
una falla prematura y reducir su frecuencia; reducir la severidad de la falla y
4

mitigar sus consecuencias; proporcionar un aviso de una falla inminente o
incipiente para permitir una reparación planificada; reducir el costo global de
la administración de los activos.
Igualmente indican, que el mantenimiento preventivo se efectúa para
asegurar la disponibilidad y confiabilidad de los equipos, entendiéndose por
disponibilidad la probabilidad de que un equipo sea capaz de funcionar
siempre que se le necesite y la confiabilidad como la probabilidad de que
éste se encuentre funcionando en un momento determinado. El objetivo
fundamental del mantenimiento preventivo es aumentar al máximo la
disponibilidad y la confiabilidad llevando a cabo un mantenimiento
planificado.
Ahora bien, el concreto es un producto de gran uso en el ámbito de la
construcción, el cual se crea mezclando cemento, arena, piedra, grava, agua
y aditivos. Es fabricado en plantas que almacenan dichos materiales, los
cuales son trasladados según las proporciones requeridas a un punto de
mezclado. En este orden de ideas la empresa Venezolana de Cementos, se
dedica al transporte de premezclado a diferentes construcciones del estado
la cual consta de un transporte de (hormigones) que están formados por 8
camiones (hormigones).
Esta empresa cuenta con un departamento de mantenimiento,
encargada de asegurar el cumplimiento de la política de mantenimiento, así
como también el mantenimiento preventivo, predictivo y correctivo de los
camiones que operan en este frente de transporte. En conversatorio con el
jefe de mecánicos de la empresa, este comento que la planta sigue un
sistema de mantenimiento correctivo, y la mayoría de las veces es
mantenimiento correctivo de emergencia, pero nunca, o muy pocas veces es
de índole preventivo.
Actualmente, se sigue con el mismo esquema de mantenimiento
correctivo, tomando las fechas de paradas generales y días libre para hacer
un mantenimiento de rutinas eventuales o para corregir fallas secundarias.
5

Debido a esto, surge la necesidad de crear un plan de mantenimiento
preventivo, con la finalidad de alargar la vida útil del sistema de bombeo en
los camiones en cuestión, sin perjudicar los altos niveles de demanda de
producción. Ya que la producción diaria de los equipos móviles representa
una parte específica de la planificación gerencial de la planta, ocupando el
nivel más importante en lo que compete a la producción, que son
fundamentales para la demanda de la empresa.
Por lo antes expuesto surge la necesidad de realizar el presente trabajo
de investigación el cual debe dar respuesta a las siguientes interrogantes:
¿Cuál es la situación actual del sistema de bombeo de la empresa
Venezolana de Cementos?
¿Cuál será la factibilidad técnica – operativa y económica para diseñar
un plan de mantenimiento para el sistema de bombeo de la empresa
Venezolana de Cementos?
¿Cómo será el diseño de un plan de mantenimiento preventivo para los
camiones (hormigones) de la empresa venezolana de cementos?
Objetivo de la Investigación
Objetivo General
Elaborar un plan de mantenimiento preventivo para el sistema de
bombeo de premezclado de los camiones (hormigones) de la empresa
Venezolana de Cementos. Basada en la Normas Covenin 3049-93.
Objetivos Específicos
Diagnosticar la situación actual de los equipos de la empresa Venezolana
de Cementos (planta de premezclado)
6

Determinar la factibilidad técnica-operativa y financiera del plan de
mantenimiento preventivo para la empresa Venezolana de Cementos (planta
de premezclado).
Implementar un plan de mantenimiento preventivo para el sistema de
bombeo de los camiones (hormigones) de la empresa Venezolana de
cementos (planta premezclado)
Justificación e Importancia
El mantenimiento, como sistema, tiene una función clave en el logro de
las metas y objetivos de las empresas. Contribuye a reducir costos, mejorar
la calidad e incrementar la productividad. Es deseable que los profesionales
de la ingeniería sean formados o tengan conocimientos en el campo del
mantenimiento industrial para integrarse a un campo de trabajo en el que
crece a diario la importancia de los sistemas de mantenimiento para la
obtención de beneficios económicos.
Con la elaboración de este proyecto se espera que el departamento
encargado de realizar tareas de mantenimiento cuenten con un sistema que
les permita: Emprender las acciones correctas de mantenimiento preventivo
para los camiones hormigones, eliminando aquellas actividades que no
produzcan ningún impacto en la frecuencia de las fallas de los mismos.
Conocer mejor los equipos que conforman estos sistemas, por medio del
estudio de sus funciones, estándares de desempeño, fallas, consecuencias
de las fallas y niveles de criticidad.
Por su parte, el aporte metodológico del mismo se encuentra asociado
con la elaboración de un compendio que contiene las actividades a ejecutar
para realizar el mantenimiento preventivo lo que a su vez puede
considerarse como punto de partida para investigaciones posteriores
relacionadas con esta materia.
Finalmente se buscar garantizar la vida útil del sistema de bombeo
7
delos camiones (hormigones), como también aumentar la eficiencia de los
equipos y la productividad de la empresa. Alcanzar una buena organización
de mantenimiento no es nada fácil, aún más cuando se debe cumplir las
metas de producción, minimizando los desperdicios y las paradas
imprevistas de producción asegurando la calidad del producto y de las
actividades de mantenimiento programadas. Línea de investigación:
Optimización de la gestión de mantenimiento. Eje conceptual: Gestión de
mantenimiento.
8
9

CAPITULO II
MARCO REFERENCIAL
Antecedentes de la Investigación
Se consultaron trabajos de grados referentes a planes de
mantenimiento con la finalidad de recopilar toda la información para tener
fuentes que invocan la importancia y ventajas que poseen los diseños de
planes de mantenimiento y equipos industriales manufacturados.
En tal sentido, Sira y Yajure (2014) titularon su trabajo “Diseño de un
plan de mantenimiento preventivo para la Turbina a Gas 5000 de la
empresa Corpoelec planta Dos Barquisimeto estado Lara”. Para Instituto
Universitario de Tecnología Antonio José de Sucre Extensión Barquisimeto.
Este trabajo se encuentra dentro de la modalidad de proyecto factible,
apoyada en investigación de campo. El presente proyecto cuenta con una
población sujeto de treinta y cuatro personas, una población objeto de una
(1) Turbina a Gas que pertenece a la empresa Corpoelec. Dicho proyecto
está desarrollado en tres fases. Fase I: el cual se muestra una serie de
técnicas de recolección de datos como: la observación directa, entrevista no
estructurada, e investigación documental que permitieron diagnosticar el
estado en que se encuentra los objetos de estudio. Fase II: en esta se
desarrolla el estudio de la factibilidad técnica y económica, y por último, la
Fase III: es donde se desarrolla el plan de mantenimiento siguiendo los
lineamientos establecidos por la Norma Venezolana COVENIN 3049-93. Con
este plan se pretende mantener la operatividad, confiabilidad y disponibilidad

De las turbinas prestando un excelente servicio, especialmente en las
labores de mantenimiento dentro de la organización.
Tomando en cuenta lo siguiente: Mano de obra calificada Utilización de
repuestos legítimos; seguir siempre las recomendaciones del fabricante con
respecto a repuestos e intervalo de mantenimiento. Con el fin de mejorar la
plan de mantenimiento que se aplica en el departamento de mecánica.
Este proyecto es de gran ayuda, ya que permitió identificar las fallas
existentes en las actividades de mantenimiento puesto que se basa en el uso
de la norma de mantenimiento COVENIN 3049-93, así como también brinda
información valiosa acerca de los parámetros y estándares necesarios para
identificar y analizar las fallas que afectan la ejecución del mantenimiento y
los factores que incrementan la presencia de las fallas.
En tal sentido, Depool (2013), propuso un “Plan de Mantenimiento
Preventivo para la Guillotina Hidráulica en la Empresa FALCONSA C.A”,
Este fue desarrollado bajo la modalidad de un proyecto factible con un diseño
no experimental, en donde se usaron las técnicas e instrumentos para la
recolección de datos, la cual tuvo como resultado una gran factibilidad en el
desarrollo de dicho proyecto realizado con lo que se llegó a la finalidad de
que con este plan de mantenimiento este equipo tiene mejor rendimiento en
dicha empresa.
La información que se obtuvo de este antecedente se puede utilizar como
aporte para el trabajo de grado y de esta manera obtener propuestas para la
realización de un plan de mantenimiento y así garantizar el alto rendimiento
de las maquinarias de trabajo.
Por otra parte Castellano y Prado (2013), proponen un “Plan de
Mantenimiento Preventivo a las Torres de Impresión de una Prensa
Rotativa Modelo S-150 del Diario La Prensa Ubicado en Barquisimeto
Estado Lara”, Donde diagnostican el estado de la máquina para determinar
la factibilidad de un plan de mantenimiento bajo la modalidad de proyecto
factible, de carácter descriptivo, se considera una investigación de campo ya
11

que el estudio se basa en la recolección de información dentro de la
empresa.
Luego de haber realizado el estudio y haber obtenido los resultados del
diagnóstico y factibilidad se llegó a la conclusión de que la empresa no
cuenta con un plan de mantenimiento preventivo para la máquina de
impresión del Diario La Prensa, lo que conllevan a que ocurran fallas en la
máquina de trabajo eh inconvenientes con la impresión de periódico, por la
cual se recomienda implementar el plan de mantenimiento preventivo para
disminuir el tiempo de paradas de la maquina por la falla, por lo que se
recomienda seguir todas las actividades de mantenimiento llevando una serie
de fichas donde se anoten dichas actividades.
Este trabajo servirá de referencia a nuestro trabajo de grado para realizar
los formatos y elaborar registros de fallas los cuales son muy importantes
para llevar a cabo un plan de mantenimiento adecuado para los equipos
existentes en la empresa.
Asimismo Vargas y Aguilar (2011), en su trabajo especial de grado
proponenun “Plan de mantenimiento Preventivo para las Bombas de
Recirculación de Guarapo AllísChalmers en la Central Azucarera Pio
Tamayo del Tocuyo”, ya que esta bomba frecuentemente presentan fallas
las cuales trae como consecuencia el paro de dicha producción en esta
central y requiere de un plan de mantenimiento preventivo adecuado, como
así lo presente dicho estudio realizado que propone un buen mantenimiento
para así lograr que las inversiones y reparaciones disminuyan
considerablemente y que también que el tiempo de fallas sea el mínimo
Cabe destacar que se obtuvo como resultado un manual de
mantenimiento que permite una mejor organización y planificación en el
mantenimiento de los equipos existentes en la empresa para así evitar fallas
y mantener un mayor rendimiento.
La investigación que se está realizando guarda relación con este estudio
por la importancia que le otorga sobre los planes de mantenimiento y la
12

factibilidad rendimientos y ventajas que le proporcionan la empresa en la
cual se realiza dicho plan de mantenimiento.
De igual manera Godoy (2011), en su trabajo titulado “Plan de
Mantenimiento Preventivo para Retroexcavadora y Mini Cargadores
marca New Halland Basado en la norma convenin 3049-93 para
maquinarias LORENZI C.A”, En su objetivo fundamental mantener el
sistema productivo de forma adecuada de manera que se pueda cumplir con
la producción esperada.
Una vez finalizado el estudio de la investigación con la aplicación de las
técnicas de observación directa, encuestas estructuradas y entrevistas no
estructuradas se pudo constar que la empresa presenta problemas en el
área de departamento de servicios técnicos debido a que solo se aplica
mantenimiento por averías y no para preservarlos en buenas condiciones
operativas y se puede constar que mediante un mantenimiento preventivo
adecuado se puede disminuir las fallas en los equipos y maquinarias, la cual
se produce a su vez un aumento de la productividad de la empresa.
Este antecedente aporta al estudio de investigación como formular los
diagnósticos de una investigación y como realizar entrevistas estructuradas y
encuestas no estructuradas en el área de mantenimiento y así obtener un
alto rendimiento en la empresa.
Bases Teóricas
Antes de desarrollar el plan básico de mantenimiento es necesario
conocer las siguientes definiciones obtenida de la Norma Venezolana
Covenin 3049-93 “Mantenimiento Definiciones”
Mantenimiento
Norma Venezolana Covenin 3049-93 “conjunto de acciones que permite
13

conservan o restablecer un sistema productivo a un estado específico, para
que pueda cumplir un servicio determinado”. Es decir, el control constante de
las instalaciones y/o componentes, así como del conjunto de trabajos de
reparación y revisión necesarios para garantizar el funcionamiento regular y
el buen estado de conservación de un sistema, además son acciones
oportunas, continúas y permanentes dirigidas a prever y asegurar el
funcionamiento normal, la eficiencia y la buena apariencia de sistemas,
edificios, equipos y accesorios
Tipos de mantenimiento
Mantenimiento Preventivo
Norma Covenin 3049: el estudio de falla de un sistema productivo
deriva dos tipos de avería. Aquella que generan resultados que obliguen a la
atención de los sistemas productivos mediante mantenimiento correctivo y
las que se presentan con ciertas regularidades y que ameritan su prevención.
El mantenimiento preventivo “es el que utiliza todos los medios disponibles
incluso los estadísticos, para determinar la frecuencia de las inspecciones,
revisiones, sustituciones de piezas claves, probabilidad de aparición de
averías, vida útil u otras”.
Limpieza: Esta constituye la actividad más sencilla y eficaz para reducir
desgastes, deterioros y roturas. Lasmaquinas limpias son más fáciles
demantener, operar mejor y reducen la contaminación.
Inspección: Se realizan para verificar el funcionamiento seguro, eficiente
y económico de la maquinaria y equipo. El personal de mantenimiento debe
tener en cuenta la importancia que tiene la inspección para así poder
determinar las condiciones que pueda presentar un equipo.
Lubricación: Un lubricante es una sustancia que a ser introducida entre
dos partes móviles, reduce el calentamiento y desgaste debido a la
14

formación de una capa resbalante entre ellas y es muy importante para el
buen funcionamiento de un equipo o una maquinaria.
Ajuste: Es una consecuencia directa de la inspección; ya que es a través
de ellas que se detectan las condiciones inadecuadas de los equipos y
maquinarias, evitándose así posibles fallas y que se le aplique algún ajuste
que requiera un equipo.
Mantenimiento Rutinario
Norma Covenin 3049: Es el que comprende actividades tales como:
lubricación, limpieza, protección, ajustes, calibración y otras; su frecuencia
de ejecución es hasta periodos semanales. Generalmente es ejecutado por
los mismos operarios de los sistemas productivos y su objetivo es mantener
y alargar la vida útil de dichos sistemas productivos evitando su desgaste.
Mantenimiento Programado
Norma Covenin 3049: Tomando como base las instrucciones técnicas
recomendadas por los fabricantes, constructores, diseñadores, usuarios y
experiencias conocidas para obtener ciclos de revisión y/o sustituciones para
los elementos más importantes de un sistema productivo a objeto de
determinar la carga de trabajo que es necesario programar. Su frecuencia de
ejecución cubre desde quincenal hasta generalmente periodos de un año.
Mantenimiento por Avería
Norma Covenin 3049: Se define como la atención a un sistema
productivo cuando aparece una falla. Su objetivo es mantener en servicio
dichos sistemas, minimizando su tiempo de parada. Es ejecutado por el
personal de la organización de mantenimiento. La atención a las fallas debe
15

ser inmediata y por tanto no da tiempo a ser programada pues implica
aumento en costo de parada incensarías de personal y equipo.
Mantenimiento Correctivo
Norma Covenin 3049: Comprende las actividades de todo tipo
encaminadas a tratar de eliminar la necesidad de mantenimiento, corrigiendo
las fallas de una manera integral a mediano plazo. Las acciones más
comunes que se realizan son: Modificación de elementos de la máquina,
modificación de alternativas de procesos, cambio de especificaciones,
ampliaciones, revisión de elementos de mantenimiento y conservación. Este
tipo de actividades es ejecutado por el personal de la organización de
mantenimiento y/o por entes foráneos, dependiendo de la magnitud del
mantenimiento a ejecutar.
Mantenimiento Circunstancial
Norma Covenin 3049: Este tipo de mantenimiento es una mezcla entre
rutinario, programado, avería y correctivo, ya que por su intermedio se
ejecutan acciones de rutina pero no tiene un punto fijo en el tiempo para
iniciar su ejecución, porque los sistemas atendidos funcionan de manera
alterna; se ejecutan acciones que están programadas en un calendario
anual, pero que tampoco tienen un punto fijo de inicio por la razón anterior.
Se atienden averías cuando el sistema se detiene, existiendo por supuesto
otro sistema que cumpla su función; y el estudio de la falla permite la
programación de su corrección eliminando dicha avería a mediano plazo. La
atención de los sistema productivos bajo este tipo de mantenimiento
depende no de la organización de mantenimiento que tiene a dichos
sistemas productivos dentro de sus planes y programas, sino de otros entes
de la organización del sistema productivo, los cuales sugieren aumento en
capacidad de producción, cambio de procesos, disminución en ventas
16

reducción de personal y/o turno de trabajo.
Mantenimiento de oportunidad
Es útil para aquello donde es conveniente esperar y aprovechar el tiempo
otorgado por una parada aleatoria. Si se piensa que todo puede hacer de ese
modo no se reconoce que el mantenimiento es un proceso que forma parte
integra del proceso de operación y que tiene principios y reglas.
Mantenimiento predictivo
Este mantenimiento es una técnica para proporcionar el punto futuro de
falla de un componente de una máquina, de tal forma que dicho componente
pueda remplazarse, con base de un plan justo antes de que falle. Así en el
tiempo muerto del equipo se minimiza y el tiempo de vida del componente se
maximiza.
¿Cuál es la misión del mantenimiento?
La misión del mantenimiento es implementar y mejorar en forma continua,
para asegurar el máximo beneficio a nuestros clientes mediante prácticas
innovadoras económicas y seguras ya que el mantenimiento es
indispensable para el buen funcionamiento de los equipos y maquinarias
existentes en una empresa.
Programa de Mantenimiento
Según León y colab. (2011) explica que un programa de mantenimiento
consiste en la planificación del cuándo debe hacerse las actividades
descritas en las instrucciones técnicas de mantenimiento y así poder
17

coordinar la disponibilidad de recursos, materiales, repuesto, herramientas,
instrumentos, equipos y personal necesarios para su realización satisfactoria.
Registro Técnico
Según Hernández y Contreras (2005). “es donde se incluyen todos los
datos técnicos de los equipos y sus componentes con toda la información
referente”. (p. 34) Abarcará todos los procesos, procedimientos y recursos
involucrados que faciliten mantener una organización en funcionamiento, con
una realimentación a través de su propia producción de información, y a
través de la generación de información externa, ejerciendo el control sobre
los parámetros vitales de la misma.
Planificación del mantenimiento
Sony Zambrano (2006), dice que “la planificación del mantenimiento son
las futuras etapas, para determinar el esfuerzo humano, material, económico
necesario para llevar acabo un mantenimiento eficaz”. Es decir, Consiste en
decidir con anticipación lo que hay que hacer, quién tiene que hacerlo, y
cómo deberá hacerse. Se instituye como puente entre el punto en que se
encuentra y aquel donde quiere ir.
Sistema de Bombeo
Los bombeadores de concreto son bombas que por comodidad y
facilidad para despachar en lugares de difícil alcance, poseen una pluma o
brazo que sostiene una tubería por la que se puede bombear el producto a
un punto lejano. En Venezolana de Cementos se dispones de Ocho (8)
Unidades Móviles bombeadoras de concreto con una pluma de 30 metros de
longitud. Son bombas volumétricas de desplazamiento positivo. El concreto
18

en su estado fresco se deposita en una tolva que se comunica con dos
cilindros de alimentación que se alternan en su conexión con la tubería de
descarga. Dichos cilindros oscilan alrededor de la tubería, es decir, mientras
un cilindro está desacoplado de la tubería y se alimenta de concreto de la
tolva, el otro cilindro está acoplado a la tubería por donde un embolo bombea
el concreto hacia la descarga y así varían de posición sucesivamente.
Bomba
Dalley y Oleson (2003) “se define como un equipo hidráulico el cual es
utilizado para el incremento de la presión de un líquido añadiendo energía al
sistema hidráulico, para mover el fluido de una zona de menor presión o
altitud a otra de mayor presión o altitud”. Este es un sistema utilizado para
lograr el rendimiento de un producto viscoso desde las unidades de traslado
hasta los sitios donde este se requiera, utilizando un sistema hidráulico el
cual es indispensable para el bombeo de dicho producto.
La bomba hidráulica es una maquina generadora que transforma la
energía (generalmente en energía mecánica) con la que es accionada en
energía hidráulica del fluido incompresible que mueve. El fluido
incompresible puede ser liquido o una mezcla de líquidos y sólidos como
puede ser el hormigón antes de fraguar o la pasta de papel. Al incrementar la
energía del fluido se aumenta su presión, su velocidad o su altura, todas
ellas relacionadas según el principio de Bernoulli.
Tipos de bombas según el principio de funcionamiento
Bombas de desplazamiento positivo
Según Dalley y Oleson (ob.cit) “Están basadas en la hidrostática de modo
que el aumento de presión se realiza por el empuje de las paredes de las
19
cámaras que varían su volumen”. En este tipo de bombas, en cada ciclo el
órgano propulsor genera de manera positiva un volumen dado o cilindrada,
por lo que también se denominan bombas volumétricas. En caso de poder
variar el volumen máximo de la cilindrada se habla de bombas de volumen
variable. Si ese volumen no se puede variar, entonces se dice que la bomba
es de volumen fijo.
Bombas peristálticas
Según Dalley y Oleson (ob.cit) Es un tipo de bomba de desplazamiento
positivo usada para bombear una variedad de fluidos. El fluido es contenido
dentro de un tubo flexible empotrado dentro de una cubierta circular de la
bomba (aunque se han hecho bombas peristálticas lineales). Un rotor con un
número de rodillos o limpiadores unidos a la circunferencia externa
comprimen el tubo flexible. Mientras que el rotor da vueltas, la parte del tubo
bajo compresión se cierra forzado, de esta manera, el fluido al ser bombeado
para moverse a través del tubo.
Bombas centrifugas
Según Dalley y Oleson (ob.cit) Es un tipo de bomba hidráulica que
transforma la energía mecánica de un impulsor rotatorio llamado rodete en
energía cinética y potencial requerida. Aunque la fuerza centrífuga producida
depende tanto de la velocidad en la periferia del impulsor como de la
densidad del líquido es independiente de la densidad de este. Por lo tanto en
una bomba dada que funcione a cierta velocidad y que maneje un volumen
definido de líquido, la energía que se aplica y transfiere al líquido es la misma
para cualquier líquido sin que importe su densidad.
20

Bombas neumáticas
Según Dalley y Oleson (ob.cit) Estas bombas neumáticas son de
desplazamiento positivo en la que la energía de entrada es neumática,
normalmente a partir de aire comprimido este tipo de bombas son las más
utilizadas en la industria ya que la mayoría de los equipos existentes en ellas
funcionan neumáticamente con aire comprimido.
Tipos de bombas de embolo
Bombas aspirantes de embolo alternativo
Esta bomba está compuesta por un cilindro que contiene un pistón móvil
que está conectado con el suministro de agua mediante un tubo. Una válvula
bloquea la entrada del tubo al cilindro. La válvula solo se abre hacia arriba,
dejando subir pero no bajar el agua. Dentro del pistón hay una segunda
válvula que funciona de la misma forma. Este tipo de bomba es de acción
limitada en ciertos sentidos. No puede proporcionar un chorro continuo de
líquido ni hacer subir el agua a través de una distancia mayor a 10 metros
entre la superficie y la válvula inferior ya que la presión normal del aire solo
puede actuar con fuerza suficiente para mantener una columna de agua de
esa altura.
Bomba impelente de embolo alternativo
Consiste en un cilindro, un pistón y un caño que baja hasta el depósito de
agua. Asimismo, tiene una válvula que deja entrar el agua al cilindro, pero no
regresar. No hay válvula en el pistón que es completamente sólido. Desde el
extremo inferior del cilindro sale un segundo tubo que llega hasta una
cámara de aire. La entrada a esa cámara es bloqueada por una válvula que
21
deja entrar el agua, pero no salir. Desde el extremo inferior de la cámara de
aire, otro caño lleva el agua a un tanque.
Importancia de las bombas
Las bombas son de suma importancia en los diferentes campos industriales
ya que se usan frecuentemente en los equipos y maquinarias que en estas
industrias puedan existir y también para extraer agua de pozos y trasladarla
con presión a tanques industriales, las bombas constan de diferentes tipos
los cuales tienen usos específicos en las industrias.
Sistema de Bombeo
Según Blanco y Velarde (2004) “un sistema de bombeo consiste en un
conjunto de elementos que permiten el transporte a través de tuberías y el
almacenamiento temporal de los fluidos, de forma que se cumplan las
especificaciones de caudal y presión necesarias en los diferentes sistemas
y procesos” (p. 1)
Proceso Productivo del Concreto
El concreto es un producto realizado con la mezcla de cemento, piedra,
grava, arena, agua y aditivos. Las características y proporciones de cada uno
de estos elementos varían según las prestaciones solicitadas del producto,
dependiendo del uso que se plantee. Dicha mezcla debe ser homogénea en
su estado fresco, de manera que garantice la máxima durabilidad y
resistencia en su estado sólido.
A groso modo se puede simplificar el proceso de producción de
concreto de la siguiente manera:
- Recepción de materia prima.
22

- Almacenamiento.
- Dosificación.
- Pre-mezclado.
- Descarga al camión mezclador.
- Toma de muestras al camión.
- Transporte al cliente.
- Evaluación continúa.
Materiales del concreto
Los distintos tipos de materiales utilizados en la elaboración de concreto
deben ser seleccionados y almacenados estratégicamente en la planta
elaboradora de concreto y/o sus inmediaciones, cuestión de que el proceso
de dosificación y mezcla resulte lo más eficientemente posible. Estos
materiales son:
A. Agregado grueso:
- Piedra.
- Canto rodado.
- Agregado liviano o grava.
B. Agregado fino:
- Arena lavada.
- Arena mina-polvillo.
C. Cemento:
En la Tabla 1 se muestran los tipos de cemento Portland utilizados para
la elaboración de concreto, con las características principales que influencian
la mezcla final de concreto según las solicitudes de cada caso particular.
23

Tabla 1 Tipos de cemento Portland ASTM con sus características
TIPO CARACTERÍSTICAS
I Uso general
II Resistente a los sulfatos y bajo calor de hidratación
III Altas resistencias iniciales
IV Muy bajo calor de hidratación
V Muy alta resistencia
D. Agua:
Mientras pueda ser consumida por el ser humano es óptima para la
elaboración de concreto.
E. Aditivos:
En la Tabla 2 se presentan los distintos tipos de aditivos químicos
utilizados en la mezcla del concreto, con la descripción de la función principal
de cada tipo. Los tipos y cantidad de aditivos a incorporar se determinan
principalmente según las condiciones ambientales del entorno de trabajo y
de despacho de la mezcla.
Tabla 2 Tipos de aditivos químicos para concretos (COVENIN 356)
TIPO CARACTERÍSTICAS
A Reductores de agua
B Retardadores de fraguado
C Aceleradores de fraguado
D Reductores de agua y retardadores
E Reductores de agua y aceleradores
F Reductores de agua de alto rango
G Reductores de agua de alto rango y retardadores
H Reductores de agua de alto rango y aceleradores
24
Dosificación y Mezclado
La dosificación de materiales al punto de mezclado, se establece
mediante relaciones de proporción de dichos materiales y su pesaje en
cantidades exactas determinadas por el departamento técnico de la
compañía, quienes conocen el porcentaje necesario de cada elemento para
obtener un producto con las características que se solicite.
Se recomienda el siguiente orden de ingreso de la materia prima a la
mezcladora: agregado grueso, agregado fino, luego el cemento, y por último
el agua y los aditivos. Para obtener un pre-mezclado se requiere entre 3 y 5
minutos. Después de transcurrido ese tiempo el camión mezclador puede
trasladarse al sitio de despacho final del producto, acción durante la cual da
chance de que el concreto adquiera sus características ideales en estado
fresco.
Toma de Muestras y Evaluación Continua
Es necesaria la toma de muestras de concreto en estado fresco,
directamente del camión mezclador que se vaya a dirigir a donde se solicite
la mezcla. Con dichas muestras se elaboran cilindros de ensayo, donde se
comprueba que el producto posee las condiciones deseadas. Además, el
laboratorio encargado de estos ensayos es el responsable de la innovación
en la calidad del concreto, aspecto que asegura la realización del mejor
producto posible.
Equipos Móviles
Para la realización, traslado y despacho del concreto son necesarios
ciertos equipos móviles, que sean capaces de lidiar y soportar grandes
cargas, propias de un producto de gran densidad como es el concreto. Estos
25

vehículos se describen a continuación.
Camión Mezclador
Un camión mezclador consiste en un vehículo diesel con un trompo
mezclador, como se muestra en la Figura 1. Gracias a este trompo
mezclador es capaz de transportar concreto a diversos sitios, al mismo
tiempo que lo mezcla y lo prepara. La capacidad del trompo mezclador oscila
entre los 6 y los 10 metros cúbicos, siendo lo más común 8 metros cúbicos.
Figura 1 Camión MezcladorFuente: Venezolana de Cemento C.A.
La potencia para hacer girar el trompo mezclador proviene en principio
del motor del camión. Una bomba hidráulica (Figura 2), generalmente
ubicada en la parte frontal del camión, se conecta al motor por medio de un
cardán, con lo que consigue generar un caudal de aceite a una alta presión,
la cual activa y enciende un motor hidráulico. Dicho motor hidráulico se
26
conecta a un reductor planetario que reduce las revoluciones de un eje que
se conecta finalmente al trompo mezclador haciéndolo girar a la velocidad de
giro requerida (hasta 20RPM). En la Figura 3 se observa el sistema completo
de un motor hidráulico acoplado a un reductor planetario y éste último
finalmente al trompo mezclador.
Figura 2. Bomba hidráulicaFuente: Venezolana de Cemento C.A
Figura 3 Reductor acoplado a motor hidráulicoFuente: Venezolana de Cemento C.A
27

El trompo mezclador posee aletas internamente, que hacen que al girar
en un sentido se mezcle el concreto dirigiéndolo hacia el fondo del trompo, y
al girar en el otro sentido dirige el producto hacia el embudo de descarga. Es
de esta última forma descrita como se procede a vaciar el contenido.
Bombeadora de Concreto
Las bombeadoras de concreto son bombas que por comodidad y
facilidad para despachar concreto en lugares de difícil alcance, poseen una
pluma o brazo que sostiene una tubería por la que se puede bombear el
producto a un punto lejano. En Fábrica Nacional de Cementos se dispone de
3 bombeadoras de concreto con una pluma de 30 metros de longitud. Son
bombas volumétricas de desplazamiento positivo.
El concreto en su estado fresco se deposita en una tolva que se
comunica con dos cilindros de alimentación que se alternan en su conexión
con la tubería de descarga. Dichos cilindros oscilan alrededor de la tubería,
es decir, mientras un cilindro está desacoplado de la tubería y se alimenta de
concreto de la tolva, el otro cilindro está acoplado a la tubería por donde un
émbolo bombea el concreto hacia la descarga y así varían de posición
sucesivamente. En la Figura 4 se muestra una de las bombeadoras de
concreto de Fábrica Nacional de Cementos.
28
Figura 4. Bombeadora de concretoFuente: Venezolana de Cemento C.A
Por la longitud y peso de este sistema de bombas, la forma más sencilla
de trasladarlas a donde se requieren es mediante una adaptación a un
camión. De esta manera el camión pasa a ser también una parte esencial de
la bombeadora de concreto
Sistema de Variable
Sampieri (2006) “Es una propiedad que puede variar y cuya variación es
susceptible de medirse” (p. 75) Las variables son los elementos que se van a
medir, controlar y estudiar dentro del problema formulado, de allí que se
requiera la posibilidad real y cierta de que se puedan cuantificar. En tal
sentido, en la presente investigación toma como variablesunPlan de
Mantenimiento Preventivo para el sistema de bombeo de premezclado de los
camiones (hormigones) de la empresa venezolana de cementos
29
Definición Conceptual
Plan de mantenimiento preventivo conjunto de actividades que se
realzan a un sistema, equipo o componente para asegurar que continúe
desempeñando las funciones deseadas dentro de un contexto operacional
determinado. Que permita alcanzar una reducción de los costos totales y
mejorar la efectividad de los equipo. Para cumplir un servicio determinado en
condiciones económicamente favorable y de acuerdo a las normas de
protección integral.
Bases Legales
Normas venezolanas COVENIN 3049-93
La comisión venezolana de normas industriales (COVENIN), creada en
1958, es el organismo encargado de programar y coordinar las actividades
de normalización y calidad en el país. Para llevar a cabo el trabajo de
elaboración de normas, la CONVENIN constituye comité ycomisiones
técnicas de normalización, donde participan organizaciones
gubernamentales y no gubernamentales relacionadas con el área específica.
Por medio de estas normas se tomaron extractos para la estructuración para
los procedimientos del sistema de información mantenimiento, acoplándolos
a las políticas internas de la organización. Esta norma está enfocada en la
aplicación a empresas o plantas en funcionamiento. Para aquellas en fase de
proyecto se requiere una planificación que contemple aspectos funcionales y
de ingeniería tales como criterios de selección de equipos y maquinarias,
especificación de materiales de construcción, distribución de plantas u otros.
30
Términos básicos
Ajustes: se denomina ajuste a la relación mecánica existente entre dos
piezas que pertenecen a una maquina o equipo industrial, cuando una de
ellas encaja o se acopla en la otra.
Averías: es un evento en la que se observa la degradación del
funcionamiento de un sistema productivo y que no llegan a dejarlo fuera de
servicio.
Diagnóstico: estudio detallado y crítico sobre una situación determinada,
indicando las causas de las desviaciones que se encuentran al comparar
dicha situación con un patrón de normalidad. El patrón de normalidad debe
interpretarse como la teoría de lo deseable para el caso analizado.
Fallas: es toda interrupción de la actividad productiva o reducción de su
capacidad normal, que ocasiona pérdidas considerables de tiempo o dinero.
Mantenimiento: es un servicio que agrupa una serie de actividades cuya
ejecución permite alcanzar un mayor grado de confiabilidad en los equipos,
maquinas, construcciones civiles, instalaciones.
Plan de mantenimiento: son tareas de Mantenimiento asociadas a un
equipo o máquina, explicando las acciones, plazos y recambios a utilizar.
Programación: establecimiento de un conjunto de instrucciones preparadas
de modo, que un personal pueda llevarlo a cabo.
Plan: esta contempla de forma ordenada y coherente las metas, estrategias,
políticas, directrices y tácticas en tiempo y espacio, así como los
instrumentos, mecanismos y acciones que se utilizaran para llegar a los fines
deseados. Un plan es un instrumento dinámicos sujeto a modificaciones en
sus componentes en función de la evolución periódica de sus resultados.
Productividad: es el incremento simultáneo y progresivo de la producción y
el rendimiento debido a las constantes mejoras de los métodos de trabajos.
Planificación: es un progreso continuo que refleja los cambios del amiente
entorno a cada organización y busca adaptarse a ellos.
31

Vida útil: es la duración estimada que un objeto puede tener cumpliendo
correctamente la función para la cual ha sido creado.
32

CAPÍTULO III
MARCO METODOLÓGICO
Modalidad de la Investigación
La presente investigación se encuentra enmarcada de acuerdo al
contenido establecido en el manual de normas del Instituto Universitario de
Tecnología “Antonio José de Sucre” (2006) como un proyecto factible, ya que
se presenta como…” una propuesta basada en la factibilidad para la
resolución de un problema…” (P.5). Esta investigación se desarrolló por
medio de la modalidad de trabajo de campo debido a que la información
requerida para su desarrollo sólo pudo ser obtenida a través de estudios
realizados al estar en contacto con los equipos en estudio.
Tipo de Investigación
El tipo de investigación que se pretende realizar es de carácter
descriptivo, ya que se busca especificar las propiedades de ciertos
fenómenos que sean sometidos a análisis. Miden o evalúan diversos
aspectos, dimensiones o componentes del fenómeno a investigar. Con
relación al carácter descriptivo, Hernández, y Baptista (2003), considera que
mediante este tipo de investigación se busca especificar las propiedades
importantes de personas, grupos, comunidades o cualquier otro fenómeno
que sea sometido a análisis. De acuerdo a lo señalado en la investigación
que se lleva a cabo, los datos necesarios para efectuar el diagnóstico de

necesidades se obtendrán directamente de la opinión expresada por los
sujetos en estudio.
Diseño de la Investigación
El presente trabajo de investigación debido a sus características se
apoya en un estudio de campo, al respecto el Instituto Universitario de
Tecnología “Antonio José de Sucre” (2006), “esta consiste en la recolección
de datos directamente de los sujetos investigados o de la realidad donde
ocurren los hechos, sin manipular o controlar variable alguna.” (p.6).
En relación a la naturaleza de la siguiente investigación, el diseño está
basado en una investigación de tipo no experimental, Sampieri (1991) la
define de la siguiente manera: “Es la Investigación sistemática y empírica en
que las variables independientes no se manipulan por que ya han sucedido.
Las influencias sobre las relaciones se observan tal y como se han dado en
su contexto natural.” (p.191).
Esta investigación que se pretende realizar se define como un proyecto
factible, la cual consiste en investigar, elaborar y desarrollar una propuesta
viable para solucionar problemas, requerimientos o necesidades de la
empresa.
Procedimiento de la Investigación
Fase I. Diagnostico
Venezolana de Cemento C.A. empresa productora y comercializadora de
cemento, derivados y explotación de materias primas destinados a la
construcción. (Cemento, Concreto y Agregados) actualmente en sus equipos
móviles requiere de un plan de mantenimiento preventivo para el sistema de
bombeo debido a que solo se realiza mantenimiento cuando presentan
34
fallas, se generan constantes averías ocasionando bajo rendimiento en el
mismo, también pérdidas de tiempo a los trabajadores, así
Como altos costos por reparación ya que se tiene que recurrir al
mantenimiento correctivo.
Fase II: Estudio de Factibilidad
Se analizara a través del personal de la Venezolana de Cemento C.A, la
necesidad del Diseño de un Plan de Mantenimiento Preventivo para el
sistema de bombeo y sus equipos móviles.
Factibilidad Técnico – Operativa
Factibilidad Operativa
Se refiere a todos aquellos recursos donde interviene algún tipo de
actividad (procesos), depende de los recursos humanos que participen
durante la operación del proyecto. Durante esta etapa se identifican todas
aquellas actividades que son necesarias para lograr el objetivo y se evalúa y
determina todo lo necesario para llevarla a cabo.
Factibilidad Técnica
Se refiere a los recursos necesarios como herramientas, conocimientos,
habilidades, experiencia, entre otros que son necesarios para efectuar las
actividades o procesos que requiere el proyecto. Generalmente nos
referimos a elementos tangibles (medibles). El proyecto debe considerar si
los recursos técnicos actuales son suficientes o deben complementarse.
35

Factibilidad Económica
Se refiere a los recursos económicos y financieros necesarios para
desarrollar o llevar a cabo las actividades o procesos y/o para obtener los
recursos básicos que deben considerarse son el costo del tiempo, el costo de
la realización y el costo de adquirir nuevos recursos.
Generalmente la factibilidad económica es el elemento más importante
ya que a través de él se solventan las demás carencias de otros recursos, es
lo más difícil de conseguir y requiere de actividades adicionales cuando no
se posee.
Fase III: Diseño de la Propuesta
En esta fase consiste en establecer con la información recolectada en
las fases anteriores, los programas y procedimientos para el diseño de un
Plan de Mantenimiento Preventivo de los Equipos y Maquinas, basado en la
norma Covenin 3049 el cual consiste en una serie de formatos lo cual se
define a continuación:
Registro de objetos de mantenimiento: (M-03)
Su objetivo es el de registrar la información necesaria para el
conocimiento de cada objeto sujeta a acciones de mantenimiento. Dicha
información generalmente está constituida por: descripción del objeto: código
asignado al objeto común el procedimiento M-02; costos, vida útil y fecha de
arranque; datos sobre el fabricante, distribuidor o proveedor, así como su
localización con su dirección, teléfono, Telex, o Fax; características y
especificaciones técnicas; manejo y cuidado; observaciones referidas al
mejor uso y tendentes a la prevención de fallas; y a la desagregación de
cada subsistema del objeto hasta el nivel de elementos resaltando las
36

características más importantes de estos últimos a fin de tener un mayor
conocimiento de los mismos para facilitar su ubicación en casos o ante la
presencia de fallas.
Instrucciones Técnicas de Mantenimiento: (M-04)
Este procedimiento lo constituye la lista de acciones de mantenimiento
a ejecutar sobre cada objeto de mantenimiento. Este instrumento contiene la
información sobre el objeto registrado según el procedimiento M-03 y
básicamente la lista de acciones está dirigida a cada elemento de cada
componente de cada subsistema de dicho objeto. Cada instrucción técnica
debe señalar el tipo de actividades de mantenimiento a ejecutar, la
codificación o numeración secuencial para cada instrucción y para cada tipo
de actividad, la descripción generalizada de la actividad a realizar, el tipo de
cantidad de personal involucrado en la ejecución, la frecuencia con que debe
realizarse la acción y el tiempo necesario para hacer la actividad. Para
facilitar la utilización de instrucciones técnicas, debe ir creándose
paralelamente un índice de Instrucciones Técnicas para cada tipo de
actividad de mantenimientos con los datos referidos a cada una de ellas y así
reducir la cantidad de las mismas pues una Instrucción Técnicas puede ser
utilizada en más de un elemento o en más de un subsistema o en más de un
objeto.
Procedimiento de Ejecución: (M-05)
El procedimiento es cuestión es un complemento del M-04, ya que
aquí se describen los pasos a seguir en la ejecución de cada una de las
Instrucciones Técnicas, estableciéndose en forma paralela en una lista de los
equipos, instrumentos, herramientas, materiales, y repuestos, necesarios
37
para la ejecución de dicha acción, así como la cantidad y el tipo de personal
involucrado, y el tiempo estimado para la su realización.
Programación de Mantenimiento: (M-06)
Su objetivo es de señalar cuando se deben realizar las diferentes
Instrucciones Técnicas de cada objeto de mantenimiento componente del
SP, según la lista levantada en el M-04 y cuyo procedimiento de ejecución se
describió en el M-05.
Ticket de Trabajo: (M-08)
Es una orden de trabajo programada y es utilizado cada vez que los
programas de mantenimiento (M-06) indiquen la ejecución de una instrucción
técnica, por lo tanto habrá un ticket de trabajo para cada instrucción de cada
objeto del SP.
Chequeo de Mantenimiento: (M-09)
En los SP generalmente las instrucciones técnicas de mantenimiento
rutinario son ejecutadas por los operarios de los objetos y este personal
pertenece a la de Organización de Producción, entonces debe existir dentro
de la Organización de Mantenimiento una unidad que se encargue de
chequear la ejecución de este tipo de mantenimiento, asegurándose que las
labores asignadas a los operarios sean cumplidas, lográndose un mejor
funcionamiento, minimización de las paradas, mantener y hasta alagar la
vida útil de dichos objetos
El objetivo de este procedimiento es chequear el funcionamiento de
los objetos, inspeccionando el estado de los diferentes componentes de una
manera rápida y prestando atención a las acciones de mantenimiento que
debe realizar el operario para lograr operatividad en los sistemas.
38
Recorrido de Inspección: (M-10)
En ese procedimiento se van registrando los objetos que presentan
fallas, realizándose un chequeo rápido de su funcionamiento y una
verificación de las acciones que han debido ejecutarse según la descripción
de las instrucciones técnicas de la lista del (M-04) y cuando se detectan
fallas se procede inmediatamente a la recomendación para la solución de la
misma.
Registro Semanal de Fallas: (M-13)
Inmediatamente después que sucede o se detecta una falla, este debe
reportarse y registrarse para tomar los correctivos o las acciones necesarias
para su solución. Este procedimiento se utiliza semanalmente y sirve como
mecanismo de control de ejecución de acciones de reparación; justificación
de la Organización de Mantenimiento antes los demás entes del SP, ya que
falla reportada y registrada debe ser atendida semana a semana; evaluación
en los diferentes periodos; punto de partida para la planificación de las
actividades prioritarias y de actividades que requieren otro tipo de
mantenimiento.
Orden de Trabajo: (M.14)
Este instrumento no es solo la transmisión de una acción por escrito,
porque no tendría ningún sentido; su objetivo de estar enfocado hacia el
logro de matas tales como registro de información sobre: el tipo y causa de
las fallas; materiales, repuestos y horas hombre utilizados en la ejecución de
las acciones; estado en que quedo el objeto después de su intervención u
otro.
39

Historias de Fallas: (M-18)
Es la recopilación de la información referida a las averías a cada objeto
de mantenimiento y obtenida de los registros de las diferentes órdenes de
trabajo (M-14) ejecutadas al objeto en cuestión. Este procedimiento es muy
importante ya que cierto periodo, los datos registrados se someten a análisis
para su clasificación y determinación de los parámetros de mantenimiento
necesarios en la retroalimentación del sistema y la tendencia al
mantenimiento preventivo en corto plazo.
Inventario de los objetivos del SP (sistema de producción)
Constituye el punto de partida del sistema de información de
mantenimiento, ya que aquí se listan los componentes (Equipos,
Instalaciones, Edificaciones, u otros), objetos de mantenimiento y consiste
este instrumento en una descripción muy superficial de cada objeto sujeto a
acci0ones de mantenimiento dentro de SP.
Codificación de los objetos de mantenimientos
Es la asignación de combinaciones alfa-numéricas a cada objeto de
mantenimiento, para una ubicación rápida dentro del SP. Con este
instrumento además de proporcionar una ubicación rápida, secuencial y
lógica dentro del SP. Permite su automatización o mecanización mediante el
computador para el registro de la información referida a cada objeto.
También facilita, por medio de la desagregación de los objetos de
mantenimiento, registrar la información de cada elemento sujeto a acciones
de mantenimiento.
40

Sujeto De Estudio
Según Tamayo y Tamayo M. (2003), es definida como “la totalidad del
fenómeno a estudiar en donde las unidades de población poseen una
característica en común, la cual se estudia y da origen a los datos de la
investigación” (p. 92). La población involucrada en este estudio estuvo
conformada por un personal de ocho (8) personas pertenecientes a la
empresaVenezolana de Cemento C.A. empresa productora y
comercializadora de cemento.
En este sentido, Hernández, Fernández y baptista (1999), señalan que
“la calidad de un trabajo estriba en delimitar claramente la población con
base a los objetos de estudio” (p. 211). A todas estas, la población no es más
que un determinado grupo de personas o elementos, cuya interacción se
está investigando.
Basándose en los criterios antes mencionados, se puede señalar que se
ha tomado una cantidad de población, la cual estuvo conformada por las
diferentes personas que están en contacto directo con el flujo y las diferentes
operaciones relacionadas con el servicio de mantenimiento preventivo del
sistema de bombeo de premezclado de los camiones (hormigones) de la
empresa Venezolana de Cementos. Las cuales fueron consideradas nuestro
universo de estudio y son el objeto de observación, la misma estuvo
distribuida de la siguiente forma: (ver cuadro 1)
Cuadro 1Unidad de Estudio Sujeto
Sujeto CantidadJefe de mantenimiento 01Mecánicos 04operador 03 Total 08
Fuente: Ruiz y Quintero (2015)
41

Cuadro 2 Objeto de Estudio
Equipo N°Unidades Móviles 08
Total 08Fuente: Ruiz y Quintero (2015)
Tomando en cuenta las características cuantitativas de la población y de
acuerdo con lo pequeño y manejable de la misma, se consideró en su
totalidad, lo que significa que no se le aplicará tratamiento muestral,
quedando constituido por el 100% de los sujetos en estudio, tal como lo
afirma Balestrini (1997): “cuando las características de la población es
pequeña y finita se tomaran como unidades de estudio e indagación a todos
los individuos que la integran”. (p. 130).
La población y muestra de la presente investigación estuvo conformada
por el 100% los cuales representaron un total de ocho (8) personas, tal como
se visualizó en la parte anterior. Esta decisión se basará en que son
personas están involucradas directamente con el servicio de mantenimiento
preventivo del sistema de bombeo de premezclado de los camiones
(hormigones) de la empresa venezolana de cementos.
42
Cuadro 3. Operacionalizacion de la Variable
VARIABLE DEFINICIÓN DE LA VARIABLE DIMENSIÓN INDICADOR INSTRUMENTO ITEMS
Plan de Mantenimiento
Es el conjunto de acciones que permite conservar el estado de los equipos, para lograr un buen rendimiento en la producción y que los equipos cumplan operatividad
Planificación Codificación
Cuestionario
1Registro Técnica 2Instrucciones Técnicas
3
Programación Lubricación 4Ajuste 5Sustitución de Piezas 6
control Historial de fallas 7
Orden de trabajo 8Requisición de materiales
9
Sistema de Bombeo
Es un sistema utilizado para facilitar el transporte de un producto viscoso desde la unidades de traslados hasta los sitios donde se requieren este producto utilizando un sistema hidráulico
Sistema Hidráulico Mangueras de alimentación
10
conexiones 11
Conjunto de bombeopresión 12
Sistema de succión 13Capacidad 14Sistema de descarga 15
Sistema motor 16
Fuente: Ruiz y Quintero (2015)
43

Técnicas e Instrumento de Recolección de Datos
Según Méndez (2001), las técnicas de recolección de datos “permiten
obtener la información de las fuentes, así como de su tabulación,
ordenamiento, procesamiento y presentación” (p.171). Dentro del presente
estudio las técnicas de recolección de datos fueron utilizadas para el logro de
la fase de diagnóstico por lo que serán explicadas detalladamente cómo
fueron ejecutadas más adelante dentro de dicha fase; a continuación se
mencionan las técnicas utilizadas para la recolección de datos.
Observación Directa
Según Hurtado (1998), señala que la observación directa.
Es una técnica de recolección de información directa que consiste en examinar con atención y analizar visualmente el entorno del área de mantenimiento de la que se desea estudiar y que puede ser considerada como una de las de mayor relevancia, por el hecho de que conecta al investigador con la realidad, es decir, vincula al sujeto con el problema a tratar (pag.17).
El uso de esta técnica sirvió para conocer y obtener información de una
manera más directa en cuanto a la situación en la que se encuentra el área
de mantenimiento, así como los equipos y maquinarias. En visitas
preliminares a la empresa, con el objetivo de tener una visión general del
funcionamiento de la misma y detectar la situación planteada.
Entrevista no estructurada
Para Sabino (1999), “es una forma específica de interacción social,
donde el investigador se sitúa frente al investigado y le formula preguntas a
partir de cuyas repuestas habrán de surgir datos de interés”. (P.112). las
44

preguntas son formuladas en forma oral.
Revisión Bibliográfica
Según Finol y Navas (1992) conocer el estado actual del tema,
averiguando qué se sabe y qué aspectos quedan por estudiar: identificar el
marco de referencia, las definiciones conceptuales y operativas de las
variables en estudio que han adoptado otros autores; descubrir los métodos
y procedimientos destinados a la recogida y análisis de datos, utilizados en
investigaciones similares.
Los resultados de la revisión bibliográfica sirven para explicar las razones
que han conducido o motivado la elección de un problema concreto. En
consecuencia, de su lectura se deben desprender los objetivos y las
hipótesis que se quieren analizar a través de la investigación que se acaba
de iniciar.
Validez del Instrumento
La Validez del instrumento de esta investigación se realizará mediante
la revisión de los expertos en la materia, quienes relacionaran los Ítem
propuestos por los investigadores, y emitirán una opinión de acuerdo a las
características: adecuación, redacción y claridad de los Ítem, para luego
tomarlos como base en relación a las opiniones formuladas por las
entrevistadas y para la confiabilidad se tomó como auxiliar la Estadística
Descriptiva.
Técnicas de Análisis de Información
Según Pérez (2003), las técnicas de análisis de información consisten
en “la aplicación de diversos procedimientos para organizar e interpretar la
45
información recopilada, de tal forma que arroje un retrato fiel de la realidad,
según vive el investigador”. (P.21). Recabar información es necesario para
la realización de una investigación, es ese el punto de partida
Análisis Estadístico:
Según Muñoz (ob.cit)” permite que se interpreten los datos obtenidos,
ya sea que se representen en gráficas o cuadros tal cual se obtuvieron y
tabularon” (P.85).
46
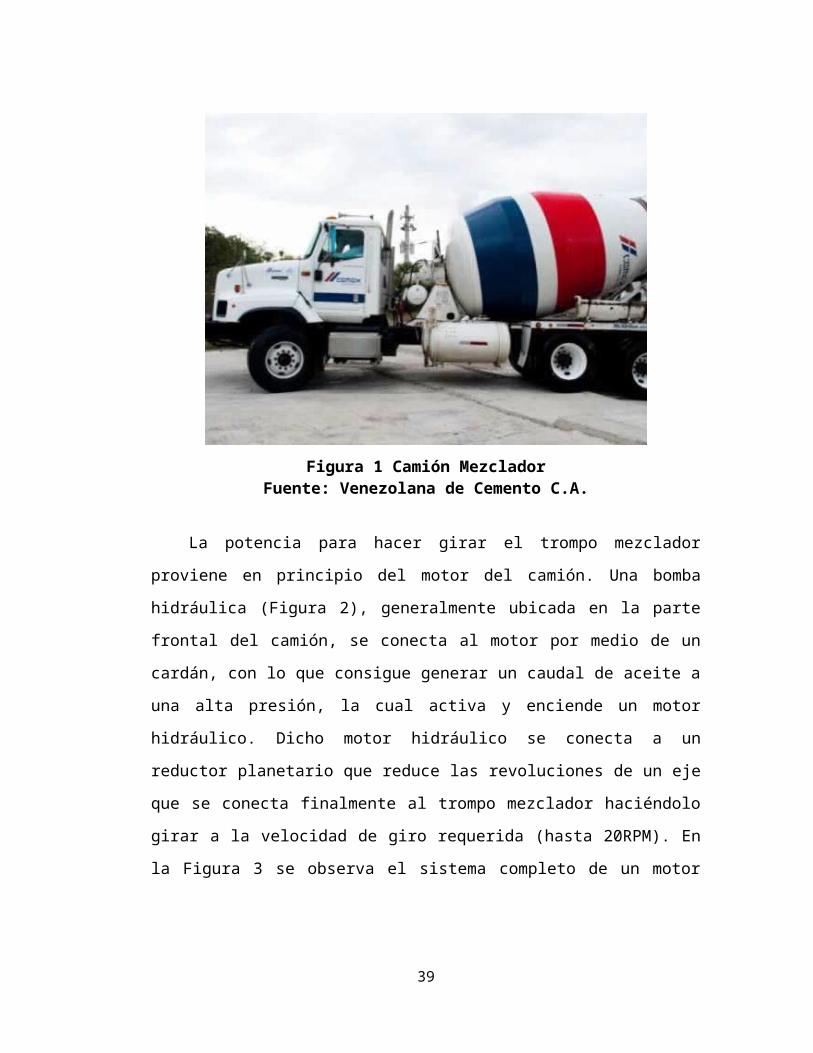
CAPÍTULO IV
ANÁLISIS DE LOS RESULTADOS
Fase I. Diagnóstico
En esta primera etapa se realizó un diagnóstico de la situación implícita
en el mantenimiento del sistema de bombeo de los camiones hormigones de
la empresa Venezolana de Cemento C.A. En el diagnostico situacional se
aplicaron las técnicas e instrumentos para la recolección de información que
permitieron desarrollar el análisis de la situación, de igual manera se tomó
como población sujeto a todo el personal que labora en la empresa como lo
son: Jefe de mantenimiento uno (01); Mecánicos cuatro (04); operadores
(03) en total ocho (8) personas. Dentro de esta fase se desarrollaron varias
actividades y tareas las cuales ayudaron a alcanzar los objetivos planteados
en el presente estudio, estas actividades fueron las siguientes.
Para el diagnóstico de la situación de actual de los sistemas de
bombeo, se realizaron visitas al área del taller mecánico deVenezolana de
Cemento C.A., con el fin de familiarizarse con la gama de equipos que
conforman los sistemas de los camiones de hormigones, verificar su estado y
el comportamiento durante su operación. Se recolectó información de las
partes básicas de los sistemas de bombeo, a través de la experiencia del
personal mecánico y administrativo de mantenimiento.
Con la información recolectada se levantó un registro de las fallas del
sistema conforman el sistema de bombeo de los camiones, tomando en
cuenta el tiempo de funcionamiento en horas y si los equipos trabajan de
manera continua o discontinua.
47

Observación Directa
Durante la inspección realizada para poder llevar a cabo el plan de
mantenimiento, se obtuvo información de la aplicación del mantenimiento
preventivo en la empresa Venezolana de Cementos C.A., por motivos de
falta de logística, control y organización. No se hizo un uso constante ni
formal de los formatos de orden de trabajo para las acciones de
mantenimiento implementadas, ya sea preventivo o correctivo. Tampoco
existió una buena comunicación entre el Jefe de Planta y el Jefe de
Mantenimiento para implementar una ejecución ordenada de las actividades
planeadas.
Se pudo verificar que la aplicación del mantenimiento preventivo en el
sistema de bombeo fue la prioridad del Departamento de Mantenimiento de
la empresa. El mantenimiento aplicado no se registró adecuadamente en sus
labores de servicio planeadas para menos de 300 horas de trabajo, asimismo
se delegó la responsabilidad del cumplimiento del mantenimiento preventivo
a los empleados con las debidas unidades asignadas, siendo ejecutados los
servicios en la gran mayoría de los casos en talleres externos a la empresa.
Además, no se tiene un mantenimiento totalmente planificado,
organizado, dirigido y controlado, por lo cual se mantenía un alto índice de
mantenimiento correctivo y de emergencia, y esto traía consigo la
disminución de la confiabilidad de los equipos y a su vez provoca una merma
en los ingresos de la empresa. Igualmente en el taller mecánico existe
mucho desorden y esto crea ineficiencia en las actividades de
mantenimiento.
48

Entrevista No Estructurada
El mantenimiento para equipos móvil de la empresa Premezclado
Venezolana de Cementos C.A está conformado por un coordinador de
mantenimiento, un planeador, dos supervisores de mantenimiento para
camiones mezcladores y un supervisor de mantenimiento para los equipos
de bombeo, en la parte operativa se cuenta con dos soldadores, un
lubricador y tres mecánicos vinculados directamente con la empresa.
Las siguientes son las responsabilidades del área de mantenimiento de
los equipos:
- Garantizar la disponibilidad de los equipos empleados para el transporte y
colocación de concreto de acuerdo al modelo de programación hecho por
la empresa.
- Planear, supervisar y ejecutar las diferentes actividades de mantenimiento
requerida para asegurar las óptimas condiciones de operación de los
equipos de transporte y colocación de concreto de la empresa.
- Asegurar condiciones y ambiente seguros de trabajo para todas las
actividades realizadas.
- Administrar los recursos e implementar las acciones establecidas por
Venezolana de Cementos C.A.
- Controlar los costos generados por la ejecución de las diferentes
actividades de mantenimiento.
- Velar por el cuidado del medio ambiente aplicando tecnología más limpia y
cumpliendo con las diferentes normativas medio ambiente enfocadas a la
correcta disposición de residuos industriales y sustancias peligrosas.
- Desarrollar e implementar proyectos de mejoramiento encaminados a la
reducción de los costos, optimización de los recursos, incremento de la
confiabilidad y disponibilidad de los equipos, así como al mejoramiento de
las condiciones de seguridad y medio ambiente en que se desenvuelve la
operación.
49

CUESTIONARIO APLICADO AL PERSONAL
1. ¿Lleva la empresa la codificación de los sistemas de bombeo?
Cuadro 4. Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador: Codificación
Fr. %
Si 8 100
No 0 0
Total 8 100
100%
CodificaciónSI NO
Gráfica 1. Promedio porcentual de los resultados, según indicador:
Codificación
Se puede verificar en la gráfica 1 que el 100 por ciento de los
encuestados señala que se lleva en la empresa la codificación de los
sistemas de bombeo. Esto significa que la empresa lleva registro de la
ubicación y dirección donde ubicarlas y un nombre con el cual
identificar el equipo. Permitiendo tener un control y conocimiento
sobre información técnica, centros de costo y características
50

generales.
2. ¿La empresa cuenta con un registro técnico de los equipos de bombeo?
Cuadro 5. Distribución de las frecuencias porcentuales de las respuestas
dadas por los sujetos de estudio Indicador: Registro Técnica
Fr. %
Si 8 100
No 0 0
Total 8 100
100%
Registro Técnica SI NO
Gráfica 2. Promedio porcentual de los resultados, según indicador: Registro
Técnica
Como se observa en la gráfica 2, el 100 por ciento de los sujeto de
estudio señalan que la empresa cuenta con un registro técnico de los
equipos de bombeo. Es importante para le empresa contar con información
que le sirva de apoyo a las actividades de mantenimiento y que contribuya a
lograr el objetivo común de conseguir la máxima disponibilidad del equipo.
51

3. ¿Se dispone de las instrucciones técnicas del sistema de bombeo para
la realización del mantenimiento?
Cuadro 6. Distribución de las frecuencias porcentuales de las respuestas
dadas por los sujetos de estudio Indicador: Instrucciones Técnicas
Fr. %
Si 7 88
No 1 12
Total 8 100
88%
12%
Instrucciones TécnicasSI NO
Gráfica 3. Promedio porcentual de los resultados, según indicador:
Instrucciones Técnicas
El 88 por ciento del personal entrevistado manifiesta que la empresa se
dispone de las instrucciones técnicas del sistema de bombeo para la
realización del mantenimiento. Mientras que un 12 por ciento señala que no
se cuenta con instrucciones técnicas, lo que significa que la empresa lleva
52

una descripción detallada de cómo se debe realizar las operación o actividad
de mantenimiento al sistema de bombeo.
4. ¿Se realiza lubricación constante al sistema de bombeo?
Cuadro 7. Distribución de las frecuencias porcentuales de las respuestas
dadas por los sujetos de estudio Indicador: Lubricación
Fr. %
Si 0 0
No 8 100
Total 8 100
100%
lubricaciónSI NO
Gráfica 4. Promedio porcentual de los resultados, según indicador:
Lubricación
Como se observa en la gráfica 4 el 100 por ciento de los entrevistados
señalan que la empresa realiza lubricación constante al sistema de bombeo,
esto significa que la empresa con esta modalidad evita el desgaste de las
piezas.
53
5. ¿Se ejecutan ajustes al sistema de bombeo de acuerdo a una
programación previa?
Cuadro 8. Distribución de las frecuencias porcentuales de las respuestas
dadas por los sujetos de estudio Indicador:Ajuste
Fr. %
Si 1 12
No 7 88
Total 8 100
12%
88%
AjusteSI NO
Gráfica 5. Promedio porcentual de los resultados, según indicador: Ajuste
Como se evidencia en la gráfica 5, el 88 por ciento del personal encuestados
señala que en la empresa no se ejecutan ajustes al sistema de bombeo de
acuerdo a una programación previa mientras que el 12 por ciento señala que
54

Si, lo que significa que se espera que el sistema falle para realizar
reparaciones.
6. ¿La sustitución de piezas se realiza de acuerdo a una programación
previa?
Cuadro 9. Distribución de las frecuencias porcentuales de las respuestas
dadas por los sujetos de estudio Indicador:Sustitución de Piezas
Fr. %
Si 2 25
No 6 75
Total 8 100
25%
75%
sustitución de piezas SI NO
Gráfica 6. Promedio porcentual de los resultados, según indicador:
Sustitución de Piezas
El 75 por ciento del personal encuestado dice que en la empresa No se
realizan sustitución de piezas de acuerdo a una programación previa, en
55

cambio un 25 por ciento señala que se realizan, esto quiere decir que se
espera que el equipo falle, para realizar sustitución de pieza.
7. ¿Cuándo ocurre una falla la misma es reportada por medio de un
formato que facilite el historial de falla del equipo?
Cuadro 10. Distribución de las frecuencias porcentuales de las respuestas
dadas por los sujetos de estudio Indicador: Manguera de alimentación
Fr. %
Si 3 38
No 5 62
Total 8 100
38%
62%
historial de fallaSI NO
Gráfica 7. Promedio porcentual de los resultados, según indicador: Manguera
de alimentación
Como se evidencia en la gráfica 7 el 62 por ciento del personal
consultado señalan que cuándo ocurre una falla la misma No es reportada
56
por medio de formatos, mientras que un 38 por ciento señala que Si, lo que
quiere decir se deberían implementar formato que faciliten el reporte de fallas
del equipo.
8. ¿Cuándo se requiere realizar una actividad de mantenimiento esta se
ejecuta por medio de una orden de trabajo escrita?
Cuadro 11. Distribución de las frecuencias porcentuales de las respuestas dadas por los sujetos de estudio Indicador:Orden De Trabajo
Fr. %
Si 3 38
No 5 62
Total 8 100
38%
62%
orden de trabajo SI NO
Gráfica 8. Promedio porcentual de los resultados, según indicador: Orden De
Trabajo.
57

El 62 por ciento del personal entrevistado señala que cuándo se
requiere realizar una actividad de mantenimiento esta no se ejecuta por
medio de una orden de trabajo escrita, un 38 por ciento señala que si, esto
significa que se deben llevar orden de trabajo donde se especifique el trabajo
a realizar.
9. ¿Cuándo se realiza la requisición de materiales para ejecutar las
actividades de mantenimiento esta se hace a través de un formato que
permita controlar la salida del material?
Cuadro 12. Distribución de las frecuencias porcentuales de las respuestas
dadas por los sujetos de estudio Indicador:Capacidad
Fr. %
Si 2 25
No 6 75
Total 8 100
25%
75%
salida del materialSI NO
Gráfica 9. Promedio porcentual de los resultados, según indicador:
Capacidad
58

El 75 por ciento del personal encuestado señala que cuándo se realiza
la requisición de materiales para ejecutar las actividades de mantenimiento
esta no se hace a través de un formato que permita controlar la salida del
material, mientras que un 25 por ciento señala que sí.
10.¿Se chequea el estado físico de las mangueras de alimentación?
Cuadro 13. Distribución de las frecuencias porcentuales de las respuestas
dadas por los sujetos de estudio Indicador: Manguera de Alimentación
Fr. %
Si 3 38
No 5 62
Total 8 100
38%
62%
Manguera de AlimentaciónSI NO
Gráfica 10. Promedio porcentual de los resultados, según indicador:
Manguera de Alimentación
59
El 62 por ciento de los encuestados señala que no se chequea el
estado físico de las mangueras de alimentación, en cambio un 38 por ciento
señala que Si.
11.¿Se chequea frecuentemente el estado de las conexiones?
Cuadro 14. Distribución de las frecuencias porcentuales de las respuestas
dadas por los sujetos de estudio Indicador: estado de las conexiones
Fr. %
Si 2 25
No 6 75
Total 8 100
25%
75%
estado de las conexionesSI NO
Gráfica 11. Promedio porcentual de los resultados, según indicador: estado
de conexiones
60
El 75 por ciento de los entrevistados señalan que no se chequea
frecuentemente el estado de las conexiones, en cambio un 25 por ciento
señala que si.
12.¿Cree usted que el conjunto de bombeo tiene la presión necesaria para cumplir su trabajo?
Cuadro 15. Distribución de las frecuencias porcentuales de las respuestas
dadas por los sujetos de estudio Indicador: presión
Fr. %
Si 7 88
No 1 12
Total 8 100
12%
88%
presión
SI NO
Gráfica 12. Promedio porcentual de los resultados, según indicador: presión
61
El 88 por ciento de los entrevistados señala que el conjunto de bombeo
No tiene la presión necesaria para cumplir su trabajo, mientras que un 12 por
ciento manifiesta que sí.
13.¿Cree usted que al sistema de succión se le realiza algún tipo de mantenimiento?
Cuadro 16. Distribución de las frecuencias porcentuales de las respuestas
dadas por los sujetos de estudio Indicador: sistema de succión
Fr. %
Si 6 75
No 2 25
Total 8 100
75%
25%
sistema de succión SI NO
Gráfica 13. Promedio porcentual de los resultados, según indicador: sistema
de succión
62

El 75 por ciento de los entrevistados manifiestan que al sistema de
succión no se le realiza algún tipo de mantenimiento, en cambio un 25 por
ciento dice que si.
14.¿Cree usted que el sistema de bombeo de los camiones tiene la capacidad adecuada para transportar el premezclado?
Cuadro 17. Distribución de las frecuencias porcentuales de las respuestas
dadas por los sujetos de estudio Indicador: Capacidad
Fr. %
Si 8 100
No 0 0
Total 8 100
100%
CapacidadSI NO
Gráfica 14. Promedio porcentual de los resultados, según indicador:
Capacidad.
63

El 100 por ciento de los encuestados dice que el sistema de bombeo de
los camiones tiene la capacidad adecuada para transportar el premezclado.
15.¿Se le realiza algún tipo de mantenimiento preventivo al sistema de descarga?
Cuadro 18. Distribución de las frecuencias porcentuales de las respuestas
dadas por los sujetos de estudio Indicador: mantenimiento preventivo
Fr. %
Si 4 50
No 4 50
Total 8 100
50%50%
mantenimiento preventivo SI NO
Gráfica 15. Promedio porcentual de los resultados, según indicador:
mantenimiento preventivo.
64

El 50 por ciento de los entrevistados señalan que se le realiza algún tipo
de mantenimiento preventivo al sistema de descarga, mientras que un 50 por
ciento señalan que no, la respuesta quedan divididas en parte iguales.
16.¿Se realiza algún tipo de mantenimiento preventivo al sistema motor?
Cuadro 19. Distribución de las frecuencias porcentuales de las respuestas
dadas por los sujetos de estudio Indicador: sistema motor
Fr. %
Si 5 62
No 3 38
Total 8 100
62%
38%
sistema motorSI NO
65
Gráfica 16. Promedio porcentual de los resultados, según indicador sistema
motor
El 62 por ciento señala que no se realiza algún tipo de mantenimiento
preventivo al sistema motor, un 38 por ciento señala que si.
Fase: II. Factibilidad
Después de definir la problemática presente y establecer las causas que
ameritan el plan de mantenimiento preventivo para el sistema de bombeo de
los camiones de hormigón de Venezolana de Cemento C.A., es pertinente
realizar un estudio de factibilidad. Este análisis permitió determinar las
posibilidades de diseñar el sistema propuesto y su puesta en marcha, los
aspectos tomados en cuenta para este estudio fueron clasificados en tres
áreas, las cuales se describen a continuación.
Factibilidad Técnica
La factibilidad técnica consistió en realizar una evaluación de la
tecnología existente en la organización, este estudio estuvo destinado a
recolectar información sobre los componentes técnicos que posee la
organización y la posibilidad de hacer uso de los mismos en el desarrollo e
implementación del plan de mantenimiento y de ser necesario, los
requerimientos que deben ser adquiridos para el desarrollo y puesta en
marcha del diseño. Como resultado de este estudio técnico se determinó que
en los actuales momentos, la empresa posee la infraestructura, pero carece
de herramientas necesarias para ejecutar los servicio de mantenimiento.
Para realizar un buen trabajo, se necesitan buenas herramientas, bien
66

adaptadas a los diferentes trabajos de la profesión y conservadas
cuidadosamente en perfecto estado. El empleo de buenas herramientas tiene
una gran influencia no solo sobre la calidad del trabajo, sino también sobre la
rapidez de su ejecución, factor que adquiere considerable importancia en los
tiempos modernos. Ocurren a menudo que, no disponiendo de tal
herramienta, el mecánico se ve obligado a confeccionar una o adaptar los
medios que posee lo mejor posible. En este caso la imaginación es un
precioso auxiliar para el operario.
Factibilidad Operativa
La Factibilidad Operativa permite predecir, si se podrá en marcha el
plan de mantenimiento, aprovechando los beneficios que ofrece, a todo el
personal involucrados con el mismo. Por otra parte, el correcto
funcionamiento del plan de mantenimiento siempre estará sujeto a la
capacidad de los empleados encargados de dicha tarea.
La necesidad y deseo de un cambio en la gestión de mantenimiento
actual, expresada por el personal, llevó a la aceptación de un nuevo sistema,
que de una manera sencilla, cubra todos los requerimientos, expectativas y
proporciona la información en forma oportuna confiable. Basándose en las
entrevistas y conversaciones sostenidas con el personal involucrado se
demostró que estos no representan ninguna oposición al cambio, por lo que
el diseño es factible operacionalmente.
En el proceso de adiestramiento se detallaron los aspectos de
actualización de conocimientos y nuevas formas en el procesamiento que
representa el manejo de los formatos del nuevo diseño.
Con la finalidad de garantizar el buen funcionamiento del plan de
mantenimiento que este impactará en forma positiva a los operadores del
sistema de bombeo, lo que se traduce en una herramienta de fácil manejo y
comprensión, los reportes se harán sencillos a los operadores, contando con
la opinión de los mismos para cualquier modificación.
67
Fase III. Diseño de la propuesta
Objetivo
El objetivo de la programación consiste en determinar el orden en el cual
se deben efectuar los trabajos planificados teniendo en cuenta: Los grados
de urgencia, los materiales necesarios y la disponibilidad del personal. La
programación del mantenimiento es un instrumento técnico–administrativo
que permite orientar las labores y acciones que, en forma periódica o
extraordinaria, se deben efectuar con la finalidad de mantener en perfecto
estado de mantenimiento y de funcionamiento los equipos para lograr la
eficiente operación en busca de satisfacer las diversas necesidades en la
prestación de los servicios.
Justificación
El mantenimiento es un conjunto de acciones o actividades que tiene
como finalidad fundamental conservar los equipos de una instalación, para
mantener la producción en un nivel óptimo, aumentar la confiabilidad y
disponibilidad del Sistema de Bombeo de los camiones hormigones, reducir
o prevenir fallas y alargar la vida útil de estos, reduciendo pérdidas y
disminuyendo costos. Es un sistema creado para eliminar pérdidas, reducir
paradas, garantizar la calidad y disminuir costos a la empresa con procesos
continuos, utilizando todos los recursos disponibles con el objetivo de
adelantarse a la aparición o predecir la presencia de la falla
En el presente trabajo, se realizó un plan de mantenimiento preventivo
para formalizar estos procesos en la empresa Venezolana de Cementos C.A.
Se desarrolló conceptos, para relacionar la metodología a utilizar en el
estudio y lograr una propuesta la cual se necesita para realizar dichas
68

actividades, luego se revisaron los acercamientos teóricos y conceptuales
sobre los sistemas de mantenimiento y cual y como funciona actualmente el
de la empresa Venezolana de Cementos C.A
Alcances
El principal alcance del proyecto es formalizar los procesos de
mantenimiento en la empresa Venezolana de Cementos C.A De igual
manera, instruir a los involucrados en las actividades de mantenimiento
preventivo, para así lograr la eficiencia que se desea.
Limitaciones
Las limitaciones según el Manual de Normas para la presentación del
Trabajo de la Universidad Fermín Toro (2000), son “…obstáculos o
restricciones enfrentadas en cualquiera de las etapas del desarrollo de la
investigación, que sean relevantes para los resultados. Son referidas a la
investigación y no al investigador.” (p. 7). Durante el desarrollo de la
investigación, no se presentaron ningunas limitaciones que pudiesen
obstaculizar el progreso.
Desarrollo de la Propuesta.
Es importante resaltar que aunque se está utilizando como guía la
Norma COVENIN 3049 – 93, no hay una sola manera de hacerlo, esto
debido a que por los requerimientos y características propias de la empresa
es conveniente flexibilizar su contenido y se hacen necesarias adaptaciones
y modificaciones para un óptimo resultado, basándose en estos para crear
nuevos que se requieran para el departamento de mantenimiento.
A continuación, se detallará los pasos a seguir para la elaboración de
69
dicho programa de mantenimiento:
Inventario de Objetos a Mantener (M-01)
El inventario según la norma, constituye el punto de partida del sistema
de información de mantenimiento, ya que aquí se enlistan todas las piezas
del equipo que estén sujetas a mantenimiento. Para esta actividad, se realizó
un inventario de los camiones hormigones con el Sistema de Bombeo que
están sometidas a mantenimiento, así como también se clasificó el fabricante
y modelo de cada una de estas.
El formato (M-01), inventario de los componentes de objetos a mantener
posee lo siguiente:
a) Nombre y logotipo de la empresa.
b) Título del formato, para este caso “Inventario de Equipos”.
c) Serial que identifica al equipo.
d) Una breve descripción del equipo.
e) Página(s) que componen el formato.
f)Realizado por: persona(s) encargada(s) de la recaudación necesaria
para el llenado del registro.
g) Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
h) Fecha en que se realizó la revisión mencionada anteriormente.
i) Responsable de la actividad.
70

Cuatro 20. Inventario de Objetos a Mantener (M-01)
Fecha de emisión: 03/06/2015M-01
Fecha de revisión:Pag: 1/Nro. De revisión
INVENTARIOS DE EQUIPOS (M01)Nro. DESCRIPCION MARCA SERIAL
1 Bombeadora de premezclado Mack 49643209 2 Bombeadora de premezclado Isuzu 1M2P264CAW 3 Hormigón premezclado International 56N352078 4 Bombeadora de premezclado Mack 1M2P644CW5 Hormigón premezclado International 3HTWYAHTX66 Hormigón premezclado International 86N3521107 Hormigón premezclado International M0264508 Hormigón premezclado Mack 56N348865
Elaborado por:Revisado por:Aprobado por:
71

Codificación de Objetos a Mantener (M-02)
Luego de realizar el inventario de objetos, generamos una codificación
de los equipos que busca planificar el programa de mantenimiento con orden
y precisión, y consiste en la asignación de una combinación alfanumérica a
cada objeto de mantenimiento para lograr así una fácil y rápida localización
de los mismos. La codificación actual será la utilizada en la empresa o si no
se elabora una codificación provisional basada en la norma. La codificación
del sistema está conformada por 05 dígitos alfanuméricos, el cual los 03
primeros indican el tipo de unidad y los 02 siguientes el número asignado a la
unidad y se encuentra explicada, es de la siguiente manera:
Figura 2
Sistema de Codificación de Equipos
El formato (M-02), codificación de objetos a mantener, presenta:
a) Nombre y logotipo de la empresa.
72
Sistema de codificacion de equipos
XXX-XX
Tipo de Equipo
N° de equipo

b) Título del formato, para este caso “Codificación de Equipos”.
c) Una breve descripción del equipo.
d) Página(s) que componen el formato.
e) Realizado por: persona(s) encargada(s) del llenado del registro.
f) Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
g) Fecha en que se realizó el formato.
h) Responsable de la actividad.
i) Código, serial y serial del equipo.
j) Área donde se realiza la actividad.
Cuadro 21. Codificación de Objetos a Mantener (M-02)
Fecha de emisión: 03/06/2015M-02
Fecha de revisión:Pag: 1/Nro. De revisión:
CODIFICACION DE EQUIPOS (M02) Área: PlantaCODIGO SERIAL MARCA MODELO DESCRIPCION
BP-001 49643209 Mack CH-600 BombeadoraBP-002 1M2P264CA Isuzu XCMG BombeadoraBP-003 56N352078 Mack R-600 Bombeadora HP-004 1M2P644CW International 7600 Hormigón HP-005 3HTWYAHTX6 International 7600 HormigónHP-006 86N352110 International 7600 HormigónHP-007 M026450 International 7600 HormigónHP-008 56N348865 Mack R-400 Hormigón
73

Elaborado por: Revisado por:Aprobado por:
Registro de Objetos de Mantenimiento (M-03)
Su objetivo según la norma COVENIN 3049-93, es el de registrar la
información necesaria para el conocimiento de cada equipo objeto de las
acciones de mantenimiento, resaltando las características más importantes,
a fin de tener un mejor conocimiento de los mismos.
El formato (M-03) registro de objetos de mantenimiento, contiene la
siguiente información:
a) Nombre y logotipo de la empresa.
b) Título del formato, para este caso “Registro de Equipos”.
c) Nombre del equipo, código, serial, marca, año, descripción y
características del equipo, encendido y funcionamiento del equipo.
d) Página(s) que componen el formato.
e) Foto del equipo.
f)Realizado por: persona(s) encargada(s) de la recaudación necesaria
para el llenado del registro.
g) Recibido por: persona(s) encargada(s) de la recepción del registro.
h) Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
74

o rechazarla.
i) Fecha en que se realizó la revisión mencionada anteriormente.
Cuadro 22. Registro de Objetos de Mantenimiento (M-03)
Fecha de emisión:
M-03Fecha de revisión:Pag: 1/
Nro. De revisión
REGISTRO DE EQUIPOS (M03) Área: Premezclado NOMBRE DE EQUIPO
Bombeadora de Premezclado CODIGO SERIAL MARCA MODELO AÑO
BP-001 49643209 Mack CH-600 2001 DESCRIPCION Y CARACTERISTICAS
El camión de bomba de concreto es un vehículo que utiliza un motor diesel automotor que incluye un brazo muy largo para ayudar a alcanzar áreas elevadas.Tiene un remoto, brazo articulado controlado, o pluma, para depositar el concreto de forma precisa. Se requieren mangueras para la ubicación de concreto de goma o acero para un trabajo manual para la salida de esta bomba.Para su funcionamiento es indispensable que un hormigón descargue premezclado ya procesado.
75

Elaborado por: Revisado por:Aprobado por:
Fuente: Ruiz y Quintero (2015)
Cuadro 22. Registro de Objetos de Mantenimiento (M-03)
Fecha de emisión:
M-03Fecha de revisión:Pag: 1/
Nro. De revisión
REGISTRO DE EQUIPOS (M03) Área: Premezclado NOMBRE DE EQUIPO
Bombeadora de Premezclado CODIGO SERIAL MARCA MODELO AÑO
BP-002 1M2P264CA ISUZU XCMG 2009 DESCRIPCION Y CARACTERISTICAS
El camión de bomba de concreto es un vehículo que utiliza un motor diesel automotor que incluye un brazo muy largo para ayudar a alcanzar áreas elevadas.Tiene un remoto, brazo articulado controlado, o pluma, para depositar el concreto de forma precisa. Se requieren mangueras para la ubicación de concreto de goma o acero para un trabajo manual para la salida de esta bomba.Para su funcionamiento es indispensable que un hormigón descargue premezclado ya procesado.
76

Elaborado por: Revisado por:Aprobado por:
Fuente: Ruiz y Quintero (2015)
Cuadro 22. Registro de Objetos de Mantenimiento (M-03)
Fecha de emisión:
M-03Fecha de revisión:Pag: 1/
Nro. De revisión
REGISTRO DE EQUIPOS (M03) Área: Premezclado NOMBRE DE EQUIPO
Bombeadora de Premezclado CODIGO SERIAL MARCA MODELO AÑO
BP-003 56N352078 Mack R-600 1990 DESCRIPCION Y CARACTERISTICAS
El camión de bomba de concreto es un vehículo que utiliza un motor diesel automotor que incluye un brazo muy largo para ayudar a alcanzar áreas elevadas.Tiene un remoto, brazo articulado controlado, o pluma, para depositar el concreto de forma precisa. Se requieren mangueras para la ubicación de concreto de goma o acero para un trabajo manual para la salida de esta bomba.Para su funcionamiento es indispensable que un hormigón descargue premezclado ya procesado.
77

Elaborado por: Revisado por:Aprobado por:
Fuente: Ruiz y Quintero (2015)
Cuadro 22. Registro de Objetos de Mantenimiento (M-03)
Fecha de emisión:
M-03Fecha de revisión:Pag: 1/
Nro. De revisión
REGISTRO DE EQUIPOS (M03) Área: Premezclado NOMBRE DE EQUIPO
HORMIGON PREMEZCLADO CODIGO SERIAL MARCA MODELO AÑO
HP-004 1M2P644C INTERNATIONAL CH-600 2008DESCRIPCION Y CARACTERISTICAS
Es un camión equipado con una hormigonera. Debido a esta disposición, le es posible transportar hormigón premezclado al mismo tiempo que procede a su amasado.
Dicho sistema es el que explicaremos a continuación:
El motor del camión (1) se encuentra trabajando entre 1.800 a 2.100 revoluciones por minuto.
La bomba hidráulica (2) situada en la parte delantera, toma de dicho motor una fuerza (a través de un cardan) la cual genera un cierto caudal de aceite y a una alta presión.
Dicha presión hace trabajar el motor hidráulico (3), generándose en éste una
78

cierta energía de tipo rotacional y en una cierta cantidad de revoluciones por minuto.
El reductor planetario (4), reduce la alta cantidad de revoluciones en el motor hidráulico (3), transmitiéndola finalmente al tambor (5) (aprox. 15-20 revoluciones por minuto)
Elaborado por: Revisado por:Aprobado por:
Fuente: Ruiz y Quintero (2015)
Cuadro 22. Registro de Objetos de Mantenimiento (M-03)
Fecha de emisión:
M-03Fecha de revisión:Pag: 1/
Nro. De revisión
REGISTRO DE EQUIPOS (M03)Área: Premezclado
NOMBRE DE EQUIPO
HORMIGÓN PREMEZCLADO CODIGO SERIAL MARCA MODELO AÑO
HP-005 3HTWYAHTX6 INTERNATIONAL 7600 2008DESCRIPCION Y CARACTERISTICAS
Es un camión equipado con una hormigonera. Debido a esta disposición, le es posible transportar hormigón premezclado al mismo tiempo que procede a su amasado.
Dicho sistema es el que explicaremos a continuación:
El motor del camión (1) se encuentra trabajando entre 1.800 a 2.100 revoluciones por minuto.
La bomba hidráulica (2) situada en la parte delantera, toma de dicho motor una fuerza (a través de un cardan) la cual
79

genera un cierto caudal de aceite y a una alta presión.
Dicha presión hace trabajar el motor hidráulico (3), generándose en éste una cierta energía de tipo rotacional y en una cierta cantidad de revoluciones por minuto.
El reductor planetario (4), reduce la alta cantidad de revoluciones en el motor hidráulico (3), transmitiéndola finalmente al tambor (5) (aprox. 15-20 revoluciones por minuto)
Elaborado por: Revisado por:Aprobado por:
Fuente: Ruiz y Quintero (2015)
Cuadro 22. Registro de Objetos de Mantenimiento (M-03)
Fecha de emisión:
M-03Fecha de revisión:Pag: 1/
Nro. De revisión
REGISTRO DE EQUIPOS (M03) Área: Premezclado NOMBRE DE EQUIPO
Bombeadora de Premezclado CODIGO SERIAL MARCA MODELO AÑO
Hp-006 86N352110 INTERNATIONAL 7600 2008 DESCRIPCION Y CARACTERISTICAS
Es un camión equipado con una hormigonera. Debido a esta disposición, le es posible transportar hormigón premezclado al mismo tiempo que procede a su amasado.
Dicho sistema es el que explicaremos a continuación:
El motor del camión (1) se encuentra trabajando entre 1.800 a 2.100 revoluciones por minuto.
La bomba hidráulica (2) situada en la parte delantera, toma de dicho motor una fuerza (a través de un cardan) la cual genera un cierto
80

caudal de aceite y a una alta presión. Dicha presión hace trabajar el motor
hidráulico (3), generándose en éste una cierta energía de tipo rotacional y en una cierta cantidad de revoluciones por minuto.
El reductor planetario (4), reduce la alta cantidad de revoluciones en el motor hidráulico (3), transmitiéndola finalmente al tambor (5) (aprox. 15-20 revoluciones por minuto)
Elaborado por: Revisado por:Aprobado por:
Fuente: Ruiz y Quintero (2015)
Cuadro 22. Registro de Objetos de Mantenimiento (M-03)
Fecha de emisión:
M-03Fecha de revisión:Pag: 1/
Nro. De revisión
REGISTRO DE EQUIPOS (M03)Área: Premezclado
NOMBRE DE EQUIPO
Bombeadora de Premezclado CODIGO SERIAL MARCA MODELO AÑO
HP-007 M026450 INTERNATIONAL 7600 2008DESCRIPCION Y CARACTERISTICAS
Es un camión equipado con una hormigonera. Debido a esta disposición, le es posible transportar hormigón premezclado al mismo tiempo que procede a su amasado.
Dicho sistema es el que explicaremos a continuación:
El motor del camión (1) se encuentra trabajando entre 1.800 a 2.100 revoluciones por minuto.
81
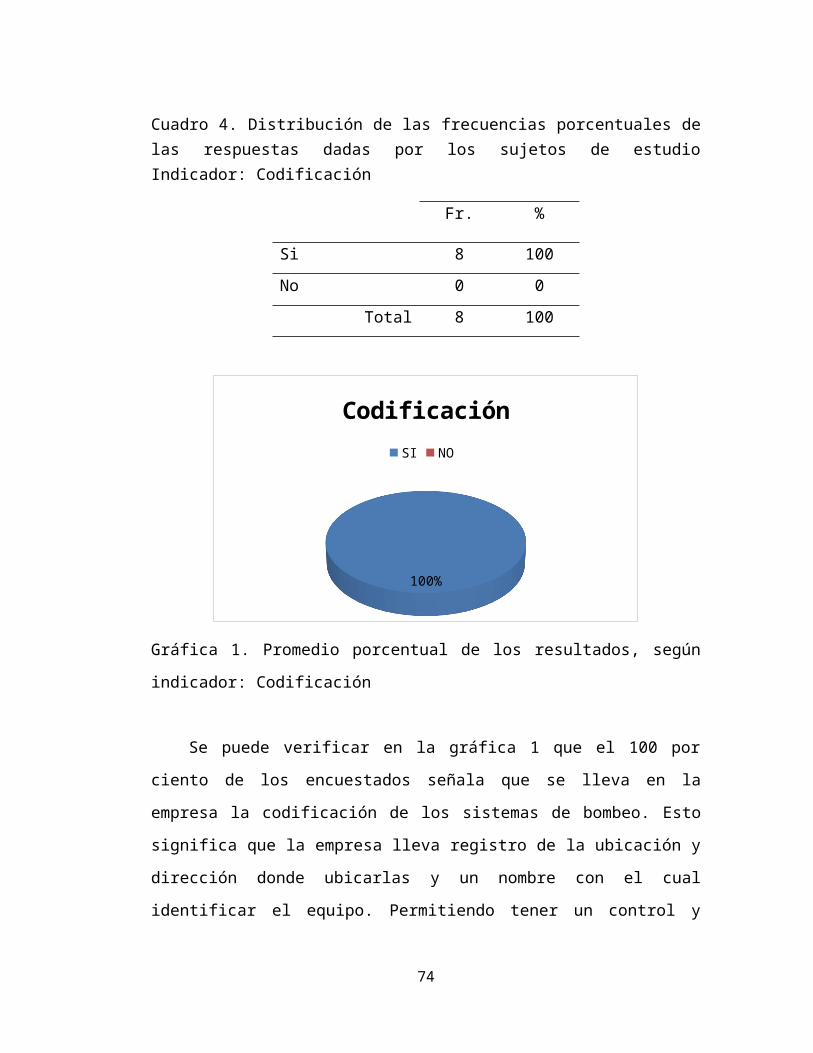
La bomba hidráulica (2) situada en la parte delantera, toma de dicho motor una fuerza (a través de un cardan) la cual genera un cierto caudal de aceite y a una alta presión.
Dicha presión hace trabajar el motor hidráulico (3), generándose en éste una cierta energía de tipo rotacional y en una cierta cantidad de revoluciones por minuto.
El reductor planetario (4), reduce la alta cantidad de revoluciones en el motor hidráulico (3), transmitiéndola finalmente al tambor (5) (aprox. 15-20 revoluciones por minuto)
Elaborado por: Revisado por:Aprobado por:
Fuente: Ruiz y Quintero (2015)
Cuadro 22. Registro de Objetos de Mantenimiento (M-03)
Fecha de emisión:
M-03Fecha de revisión:Pag: 1/
Nro. De revisión
REGISTRO DE EQUIPOS (M03) Área: Premezclado NOMBRE DE EQUIPO
Bombeadora de Premezclado CODIGO SERIAL MARCA MODELO AÑO
HP-008 56N348865 Mack R-400 1985DESCRIPCION Y CARACTERISTICAS
Es un camión equipado con una hormigonera. Debido a esta disposición, le es posible transportar hormigón premezclado al mismo tiempo que procede a su amasado.
Dicho sistema es el que explicaremos a continuación:
El motor del camión (1) se encuentra trabajando entre 1.800 a 2.100 revoluciones por minuto.
82

La bomba hidráulica (2) situada en la parte delantera, toma de dicho motor una fuerza (a través de un cardan) la cual genera un cierto caudal de aceite y a una alta presión.
Dicha presión hace trabajar el motor hidráulico (3), generándose en éste una cierta energía de tipo rotacional y en una cierta cantidad de revoluciones por minuto.
El reductor planetario (4), reduce la alta cantidad de revoluciones en el motor hidráulico (3), transmitiéndola finalmente al tambor (5) (aprox. 15-20 revoluciones por minuto)
Elaborado por: Revisado por:Aprobado por:
Fuente: Ruiz y Quintero (2015)
Instrucciones Técnicas de Mantenimiento (M-04)
Aquí es donde se especifican las instrucciones técnicas dependiendo
del tipo de actividades a ejecutar, la cantidad de personal involucrado y la
frecuencia con que deben realizarse estas. Aquellas no son más que el
conjunto de acciones de mantenimiento a realizar a cada componente.
El código de las actividades de mantenimiento es alfanumérico. En
donde los 02 primeros dígitos indican el tipo de actividad a ejecutar y los 02
últimos indica el orden secuencial de la actividad a realizar.
La simbolización expuesta anteriormente, se explica de la siguiente
manera:
Figura 3
83

Codificación de Instrumentos de Trabajo Codificacion de instrumentos de trabajo
Fuente: Colmenares, J. (2012)
XX - XX
Tipo de Actividad
N° de la Actividad
Una vez finalizada la descripción y codificación de las actividades, se
procede a diseñar el formato (M-04), el cual posee las siguientes
características:
a) Nombre y logotipo de la empresa.
b) Título del formato, para nuestro caso “Instrucciones Técnicas”.
c) Nombre, código, serial, marca y año del equipo.
d) Tipo de actividad a realizar, descripción de la actividad a realizar,
tipo de mantenimiento a realizar, código de la instrucción técnica,
área donde se realiza, personal necesario para realizar la
actividad, frecuencia con que se debe realizar la actividad, tiempo
de duración de la actividad.
e) Página(s) que componen el formato.
f) Realizado por: persona(s) encargada(s) de la recaudación de
información necesaria para el llenado del registro.
g) Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
h) Fecha en que se realizó la revisión mencionada anteriormente.
84

ddd
Instrucciones Técnicas de Mantenimiento (M-04)
Fecha de emisión: 03/06/2015
M-04Fecha de revisión:Pag: 1/8 Nro. De revisión
INSTRUCCIONES TECNICAS DE MANTENIMIENTO (M04)
Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-004 1M2P644C INTERNATIONAL CH-600 2008COD. DESCRIPCION PERSONAL FRECUENCIA DURACION
CB-01CAMBIO DE ACEITE Y
FILTROS DE LA BOMBA HIDRÁULICA
AYUDANTE SEMANAL 20 MIN
INS-02 INSPECCIÓN DE GUAYAS DE GIRO Y ACELERACIÓN AYUDANTE SEMANAL 10 MIN
85

INS-03INSPECCIÓN DE MANGUERAS HIDRÁULICAS
AYUDANTE DIARIO 20 MIN
INS-04INSPECCIÓN DEL SISTEMA
HIDRÁULICO DE LA CANAL(GATO)
AYUDANTE QUINCENAL 15 MIN
LP-05LIMPIEZA DEL SISTEMA DE ENFRIAMIENTO(CONECTO
R DE AIRE)MECÁNICO QUINCENAL 60MIN
AJUS-06 AJUSTE DE VÁLVULAS HIDRÁULICAS MECÁNICO QUINCENAL 20MIN
RE-07 REEMPLAZO DE MANGUERAS MECÁNICO QUINCENAL 30MIN
MT-08 MANTENIMIENTO AL RODILLO
MECÁNICO, AYUDANTE
SEMANAL 15MIN
Elaborado por:Revisado por:Aprobado por:
Instrucciones Técnicas de Mantenimiento (M-04)
Fecha de emisión: 03/06/2015
M-04Fecha de revisión:Pag: 2/8 Nro. De revisión
INSTRUCCIONES TECNICAS DE MANTENIMIENTO (M04)
Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-005 3HTWYAHTX6 INTERNATIONAL 7600 2008COD. DESCRIPCION PERSONAL FRECUENCIA DURACION
CB-01CAMBIO DE ACEITE Y FILTROS
DE LA BOMBA HIDRÁULICAAYUDANTE SEMANAL 20 MIN
INS-02INSPECCIÓN DE GUAYAS DE
GIRO Y ACELERACIÓNAYUDANTE SEMANAL 10 MIN
INS-03INSPECCIÓN DE MANGUERAS
HIDRÁULICASAYUDANTE DIARIO 20 MIN
86
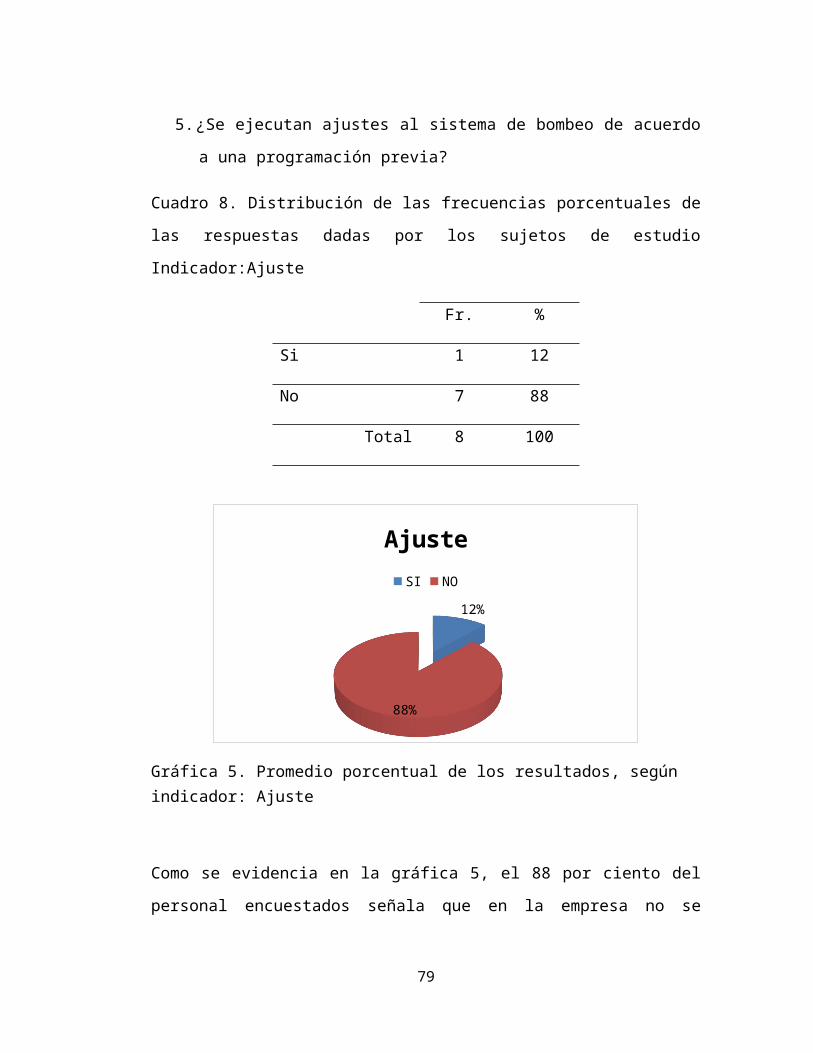
INS-04INSPECCIÓN DEL SISTEMA
HIDRÁULICO DE LA CANAL(GATO)
AYUDANTE QUINCENAL 15 MIN
LP-05LIMPIEZA DEL SISTEMA DE
ENFRIAMIENTO(CONECTOR DE AIRE)
MECÁNICO QUINCENAL 60MIN
AJUS-06AJUSTE DE VÁLVULAS
HIDRÁULICAS MECÁNICO QUINCENAL 20MIN
RE-07 REEMPLAZO DE MANGUERAS MECÁNICO QUINCENAL 30MIN
MT-08MANTENIMIENTO AL
RODILLOMECÁNICO, AYUDANTE
SEMANAL 15MIN
Elaborado por:Revisado por:Aprobado por:
Instrucciones Técnicas de Mantenimiento (M-04)
Fecha de emisión: 03/06/2015
M-04Fecha de revisión:Pag: 3/8 Nro. De revisión
INSTRUCCIONES TECNICAS DE MANTENIMIENTO (M04)
Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
Hp-006 86N352110 INTERNATIONAL 7600 2008
COD. DESCRIPCION PERSONAL FRECUENCIADURACIO
N
CB-01CAMBIO DE ACEITE Y
FILTROS DE LA BOMBA HIDRÁULICA
AYUDANTE SEMANAL 20 MIN
INS-02INSPECCIÓN DE GUAYAS DE GIRO Y ACELERACIÓN
AYUDANTE SEMANAL 10 MIN
87

INS-03INSPECCIÓN DE MANGUERAS HIDRÁULICAS
AYUDANTE DIARIO 20 MIN
INS-04INSPECCIÓN DEL SISTEMA
HIDRÁULICO DE LA CANAL(GATO)
AYUDANTE QUINCENAL 15 MIN
LP-05LIMPIEZA DEL SISTEMA DE ENFRIAMIENTO(CONECTO
R DE AIRE)MECÁNICO QUINCENAL 60MIN
AJUS-06AJUSTE DE VÁLVULAS
HIDRÁULICAS MECÁNICO QUINCENAL 20MIN
RE-07REEMPLAZO DE
MANGUERASMECÁNICO QUINCENAL 30MIN
MT-08MANTENIMIENTO AL
RODILLOMECÁNICO, AYUDANTE
SEMANAL 15MIN
Elaborado por:Revisado por:Aprobado por:
Instrucciones Técnicas de Mantenimiento (M-04)
Fecha de emisión: 03/06/2015
M-04Fecha de revisión:Pag: 4/8 Nro. De revisión
INSTRUCCIONES TECNICAS DE MANTENIMIENTO (M04)
Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-007 M026450 INTERNATIONAL 7600 2008
COD. DESCRIPCION PERSONAL FRECUENCIADURACIO
N
CB-01CAMBIO DE ACEITE Y
FILTROS DE LA BOMBA HIDRÁULICA
AYUDANTE SEMANAL 20 MIN
INS-02INSPECCIÓN DE GUAYAS DE GIRO Y ACELERACIÓN
AYUDANTE SEMANAL 10 MIN
88
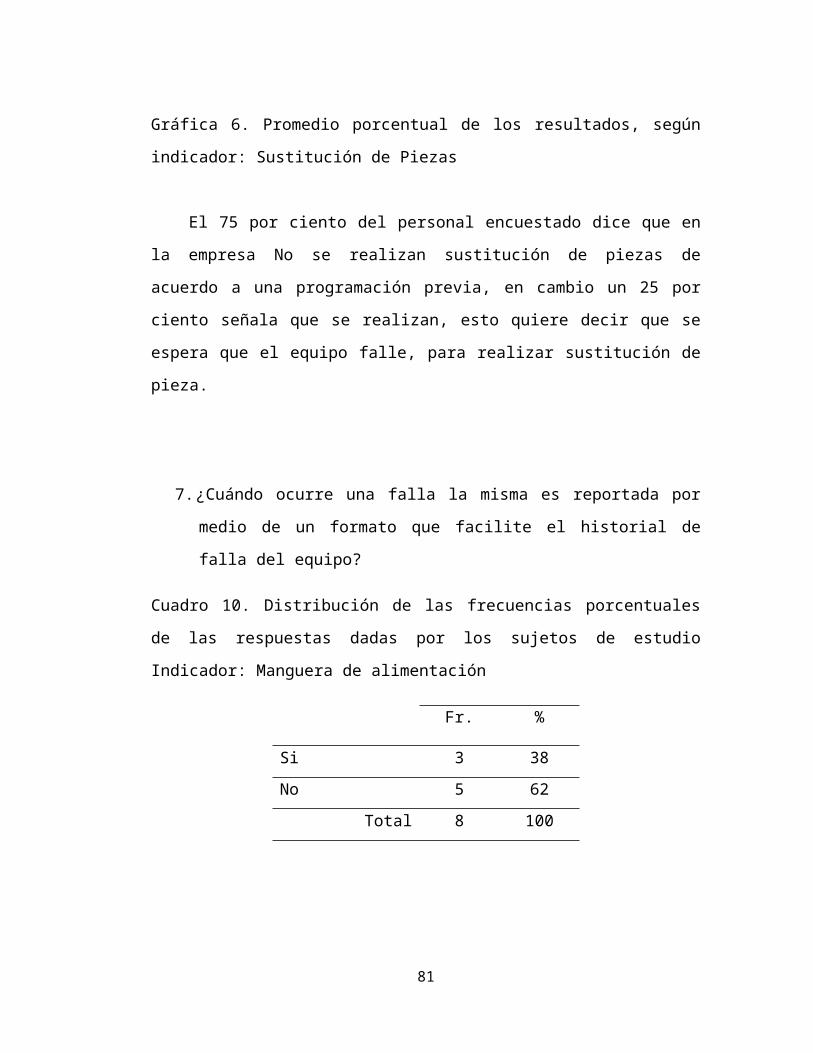
INS-03INSPECCIÓN DE MANGUERAS HIDRÁULICAS
AYUDANTE DIARIO 20 MIN
INS-04INSPECCIÓN DEL SISTEMA
HIDRÁULICO DE LA CANAL(GATO)
AYUDANTE QUINCENAL 15 MIN
LP-05LIMPIEZA DEL SISTEMA DE ENFRIAMIENTO(CONECTO
R DE AIRE)MECÁNICO QUINCENAL 60MIN
AJUS-06AJUSTE DE VÁLVULAS
HIDRÁULICAS MECÁNICO QUINCENAL 20MIN
RE-07REEMPLAZO DE
MANGUERASMECÁNICO QUINCENAL 30MIN
MT-08MANTENIMIENTO AL
RODILLOMECÁNICO, AYUDANTE
SEMANAL 15MIN
Elaborado por:Revisado por:Aprobado por:
Instrucciones Técnicas de Mantenimiento (M-04)
Fecha de emisión: 03/06/2015
M-04Fecha de revisión:Pag: 5/8 Nro. De revisión
INSTRUCCIONES TECNICAS DE MANTENIMIENTO (M04)
Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-008 56N348865 Mack R-400 1985
COD. DESCRIPCION PERSONAL FRECUENCIADURACIO
N
CB-01CAMBIO DE ACEITE Y
FILTROS DE LA BOMBA HIDRÁULICA
AYUDANTE SEMANAL 20 MIN
INS-02 INSPECCIÓN DE GUAYAS AYUDANTE SEMANAL 10 MIN
89

DE GIRO Y ACELERACIÓN
INS-03INSPECCIÓN DE MANGUERAS HIDRÁULICAS
AYUDANTE DIARIO 20 MIN
INS-04INSPECCIÓN DEL SISTEMA
HIDRÁULICO DE LA CANAL(GATO)
AYUDANTE QUINCENAL 15 MIN
LP-05LIMPIEZA DEL SISTEMA DE ENFRIAMIENTO(CONECTO
R DE AIRE)MECÁNICO QUINCENAL 60MIN
AJUS-06AJUSTE DE VÁLVULAS
HIDRÁULICAS MECÁNICO QUINCENAL 20MIN
RE-07REEMPLAZO DE
MANGUERASMECÁNICO QUINCENAL 30MIN
MT-08MANTENIMIENTO AL
RODILLOMECÁNICO, AYUDANTE
SEMANAL 15MIN
Elaborado por:Revisado por:Aprobado por:
Instrucciones Técnicas de Mantenimiento (M-04)
Fecha de emisión: 03/06/2015
M-04Fecha de revisión:Pag: 6/8 Nro. De revisión
INSTRUCCIONES TECNICAS DE MANTENIMIENTO (M04)
Área:
NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-001 49643209 Mack CH-600 2001
COD. DESCRIPCION PERSONAL FRECUENCIA DURACION
CB-01CAMBIO DE ACEITE Y
FILTROSAYUDANTE
CADA 5000 HORAS DE BOMBEO
20min
CB-02 CAMBIO DE PLACA GAFA MECANICO MENSUAL 40minCB-03 CAMBIO DE ARO DE MECANICO, MENSUAL 2hrs
90
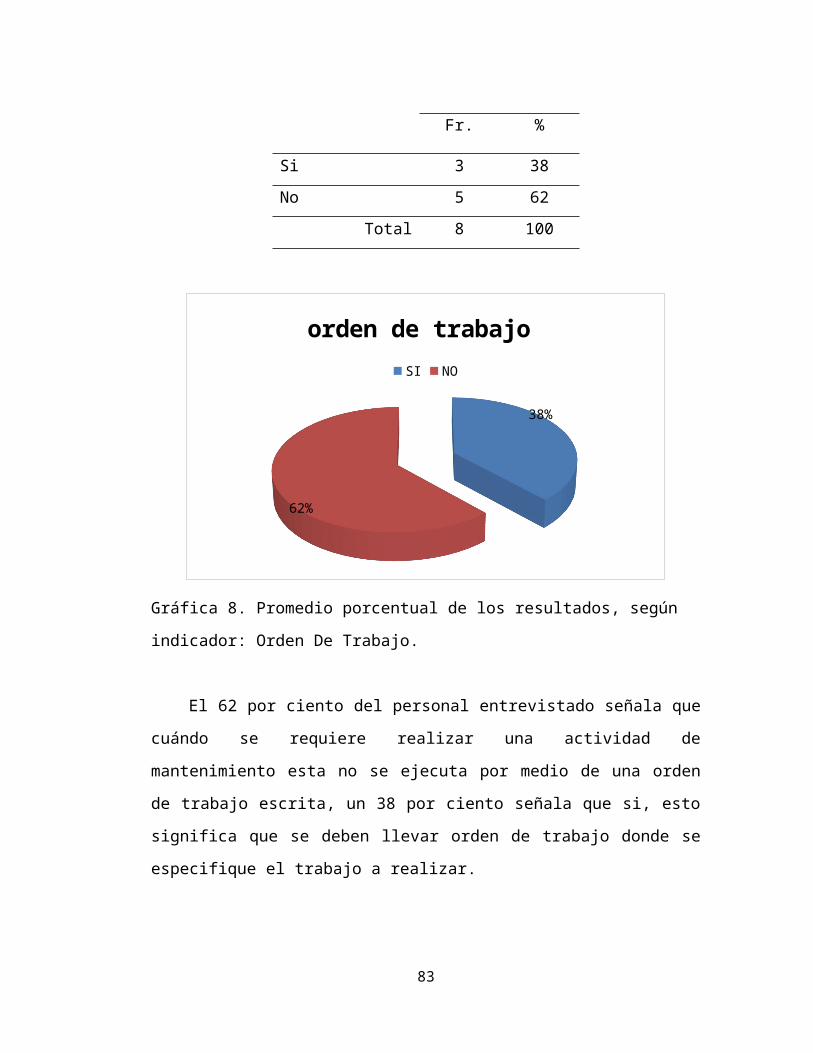
DESGASTE Y GOMA AYUDANTE
CB-04CAMBIO DE GOMA
ABRAZADERA DEL TUBOMECANICO TRIMESTRAL 1HR
INS-05INSPECCION DE LOS
GUARDAPOLVOS DE LOS AGITADORES
AYUDANTE MENSUAL 40min
CB-06CAMBIO DE MANGUERAS
DE BOMBEOAYUDANTE MENSUAL 40min
INS-07INSPECCION DE MANGUERAS
AYUDANTE DIARIO 10min
MED-08MEDICION DE LA PRESION
DE LA BOMBA MECANICO BIMENSUAL 30min
CB-09CAMBIO DEL PULMON DE
NITROGENOMECANICO SEMESTRAL 3hrs
LP-10LIMPIEZA DEL SISTEMA DE
BOMBEOAYUDANTE MENSUAL 30min
LUB-11LUBRICACION DEL SISTEMA
DE BOMBEOAYUDANTE SEMANAL 30min
AJ-12 AJUSTE DE VALVULAS MECANICO TRIMESTRAL 40minElaborado por:Revisado por:Aprobado por:
Instrucciones Técnicas de Mantenimiento (M-04)
Fecha de emisión: 03/06/2015
M-04Fecha de revisión:Pag: 7/8 Nro. De revisión
INSTRUCCIONES TECNICAS DE MANTENIMIENTO (M04)
Área:
NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-002 1M2P264CA ISUZU XCMG 2009
COD. DESCRIPCION PERSONAL FRECUENCIA DURACION
CB-01CAMBIO DE ACEITE Y
FILTROSAYUDANTE
CADA 5000 HORAS DE BOMBEO
20min
CB-02 CAMBIO DE PLACA GAFA MECANICO MENSUAL 40min
91

CB-03 CAMBIO DE ARO DE DESGASTE Y GOMA
MECANICO, AYUDANTE
MENSUAL 2hrs
CB-04CAMBIO DE GOMA
ABRAZADERA DEL TUBOMECANICO TRIMESTRAL 1HR
INS-05INSPECCION DE LOS
GUARDAPOLVOS DE LOS AGITADORES
AYUDANTE MENSUAL 40min
CB-06CAMBIO DE MANGUERAS
DE BOMBEOAYUDANTE MENSUAL 40min
INS-07INSPECCION DE MANGUERAS
AYUDANTE DIARIO 10min
MED-08MEDICION DE LA PRESION
DE LA BOMBA MECANICO BIMENSUAL 30min
CB-09CAMBIO DEL PULMON DE
NITROGENOMECANICO SEMESTRAL 3hrs
LP-10LIMPIEZA DEL SISTEMA DE
BOMBEOAYUDANTE MENSUAL 30min
LUB-11LUBRICACION DEL SISTEMA
DE BOMBEOAYUDANTE SEMANAL 30min
AJ-12 AJUSTE DE VALVULAS MECANICO TRIMESTRAL 40minElaborado por:Revisado por:Aprobado por:
Instrucciones Técnicas de Mantenimiento (M-04)
Fecha de emisión: 03/06/2015
M-04Fecha de revisión:
Pag: 8/8 Nro. De revisión
INSTRUCCIONES TECNICAS DE MANTENIMIENTO (M04)
Área:
NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-003 56N352078 Mack R-600 1990
COD. DESCRIPCION PERSONAL FRECUENCIA DURACION
CB-01 CAMBIO DE ACEITE Y FILTROS AYUDANTE
CADA 5000 HORAS DE BOMBEO 20min
CB-02 CAMBIO DE PLACA GAFA MECANICO MENSUAL 40min
92

CB-03 CAMBIO DE ARO DE DESGASTE Y GOMA
MECANICO, AYUDANTE
MENSUAL 2hrs
CB-04 CAMBIO DE GOMA ABRAZADERA DEL TUBO MECANICO TRIMESTRAL 1HR
INS-05INSPECCION DE LOS
GUARDAPOLVOS DE LOS AGITADORES
AYUDANTE MENSUAL 40min
CB-06 CAMBIO DE MANGUERAS DE BOMBEO
AYUDANTE MENSUAL 40min
INS-07 INSPECCION DE MANGUERAS AYUDANTE DIARIO 10min
MED-08 MEDICION DE LA PRESION DE LA BOMBA
MECANICO BIMENSUAL 30min
CB-09 CAMBIO DEL PULMON DE NITROGENO MECANICO SEMESTRAL 3hrs
LP-10 LIMPIEZA DEL SISTEMA DE BOMBEO AYUDANTE MENSUAL 30min
LUB-11 LUBRICACION DEL SISTEMA DE BOMBEO AYUDANTE SEMANAL 30min
AJ-12 AJUSTE DE VALVULAS MECANICO TRIMESTRAL 40min
Elaborado por:Revisado por:Aprobado por:
Procedimiento de Ejecución (M-05)
En este formato se describen los pasos a seguir en la ejecución de cada
una de las instrucciones, estableciéndose los recursos necesarios para llevar
a cabo dichas acciones. Este procedimiento es un complemento de las
instrucciones técnicas de mantenimiento. Gracias a este instrumento se
evitan pérdidas de tiempo relacionadas al desconocimiento del procedimiento
de ejecución de cualquier actividad y se tiende a eliminar al hombre
indispensable.
El formato (M-05) presenta las siguientes características:
a) Nombre y logotipo de la empresa.
93

b) Título del formato, para este caso “Procedimiento de Ejecución”.
c) Nombre, código, serial, marca y año del equipo.
d) Tipo de actividad a realizar, descripción de la actividad a realizar,
tipo de mantenimiento a realizar, código de la instrucción técnica,
área donde se realiza, personal necesario para realizar la
actividad, frecuencia con que se debe realizar la actividad, tiempo
de duración de la actividad, descripción de la actividad a realizar
paso a paso, herramientas necesarias para realizar la actividad,
materiales con los que se debe realizar la actividad.
e) Página(s) que componen el formato.
f) Realizado por: persona(s) encargada(s) de la recaudación de
información necesaria para el llenado del registro.
g) Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
h) Fecha en que se realizó la revisión mencionada anteriormente.
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
CODIGO SERIAL MARCA MODELO AÑO
FREC TIEMPOTIPO DE
MANTENIMIENTOTIPO DE ACTIVIDAD
Rutinario Programado M _ E ___ L ___ I ___ G ___PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
94

Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: PREMEZCLADONOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-001 49643209 Mack CH-600 2001
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
95
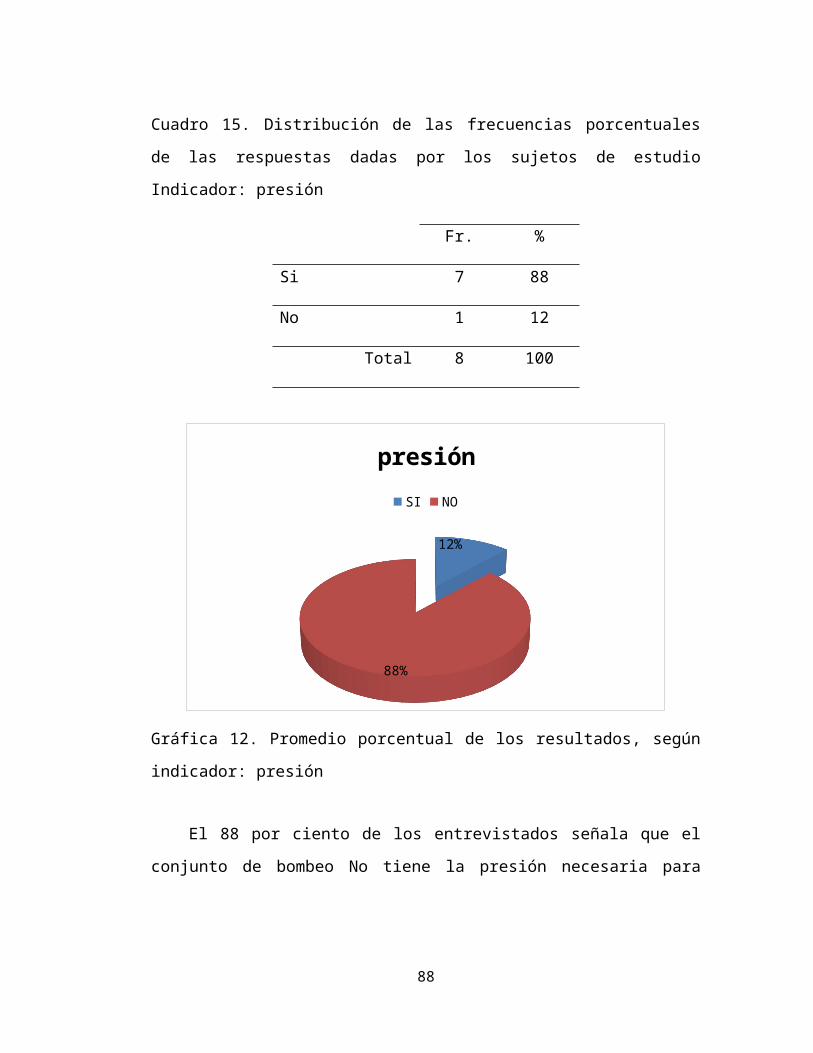
Cada 5000 hrs
20minRutinario
__X__Programado
_____CB-01 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DE ACEITE Y FILTROS
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Sacar el tapón del tanque hidráulico Llave ¾” 2 Retirar los filtros de aceite zuncho de cadena 3 Colocar el tapón del tanque hidráulico Llave ¾” Teflón 4 Colocar filtros de aceite zuncho
5 Colocar aceite hidráulico al tanque Embudo 100lts de
aceite 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
96

PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-001 49643209 Mack CH-600 2001
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
MENS 40minRutinario
__X__Programado
_____CB-02 MECANICO
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DE PLACA GAFA
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Retirar tornillos de la tapa protectora Llave 15/16” 2 Retirar tapa protectora 3 Retirar todos los tornillos de la placa Llave 5/8” 4 Desmontaje de la placa gafa 5 Montar la placa gafa nueva 6 Colocar tornillos de la placa Llave 5/8” 7 Colocar la tapa protectora 8 Ajustar tornillos de la tapa protectora Llave 15/16” 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
97
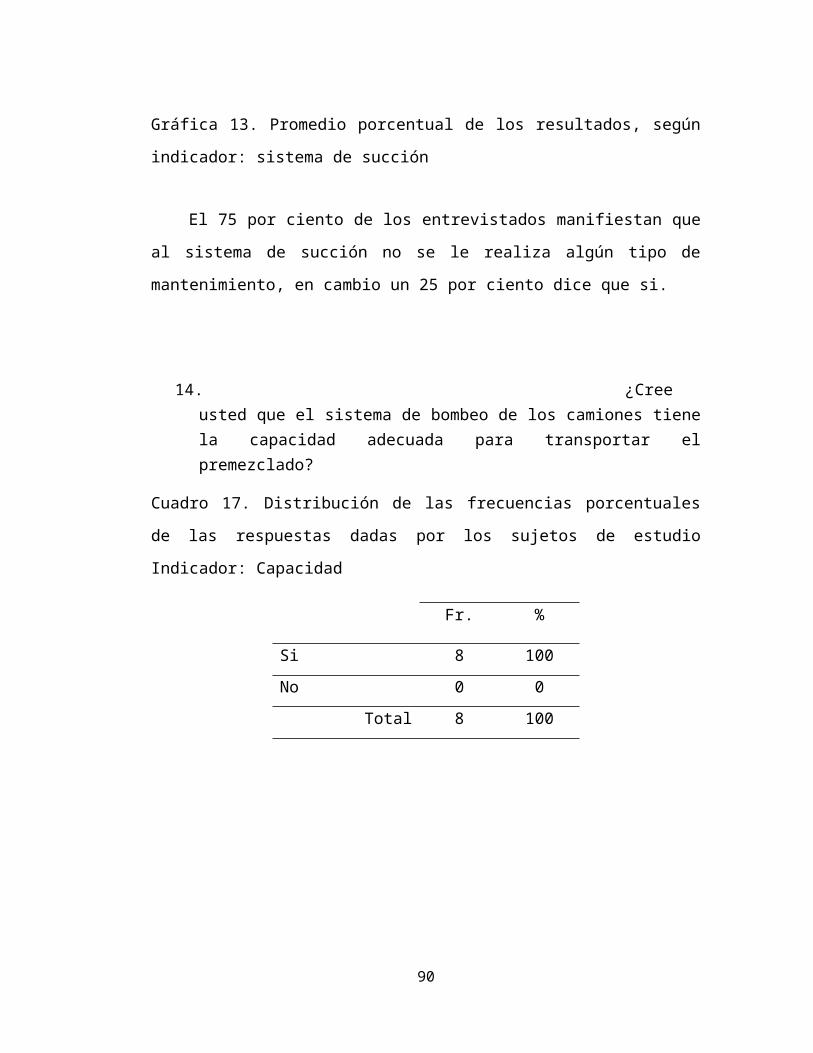
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-001 49643209 Mack CH-600 2001
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
MEN 2HRSRutinario
__X__Programado
_____CB-03 MECANICO,AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DE ARO DE DESGASTE Y GOMA
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 aflojar la abrazadera del aro Llave 11/16”
2 Separar el aro del tubo y la goma Destornillador de
pala
3 Desmontar el aro de desgaste y la goma 4 Colocar la goma nueva con el aro 5 Unir el aro del tubo y la goma 6 Apretar la abrazadera del aro Llave 11/16” 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
98
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-001 49643209 Mack CH-600 2001
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
TRI 1HRRutinario__X__
Programado _____
CB-04 MECANICO
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DE GOMA ABRAZADERA DEL TUBO
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Aflojar abrazadera del tubo Llave 3/4” 2 Desmontar abrazadera
3 Retirar la gomaDestornillador de
pala
4 Colocar goma nueva 5 Ajustar abrazadera del tubo Llave3/4” 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
99

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-001 49643209 Mack CH-600 2001
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
MEN 40MINRutinario__X__
Programado _____
INS-05 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
INSPECCION DE LOS GUARDAPOLVOS DE LOS AGITADORES
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Aflojar los tornillos de la tapa protectora Llave 9/16” 2 Desmontar la tapa protectora 3 visualizar si no tiene botes de aceite 4 revisar que el eje no tenga desgaste 5 Montar la tapa protectora 6 Ajustar los tornillos de la tapa protectora Llave 9/16 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
100

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-001 49643209 Mack CH-600 2001
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
MEN 40MINRutinario__X__
Programado _____
CB-06 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DE MANGUERAS DE BOMBEO
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Localizar la manguera que este dañada
2 Visualizar que tipo de herramienta se debe
usar ya que las uniones tienen distintas medidas
3 Aflojar uniones de la manguera 1/1/16” 4 Desmontar manguera 5 Colocar manguera nueva 6 Ajustar uniones 1/1/16” 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
101

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-001 49643209 Mack CH-600 2001
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
DIA 10MINRutinario
__X__Programado
_____INS-07 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
INSPECCION DE MANGUERAS
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Visualizar las mangueras 2 Asegurarse de que no existan botes ni fugas 3 4 5 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
102
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-001 49643209 Mack CH-600 2001
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
BIM 30MINRutinario
__X__Programado
_____MED-08 MECANICO
DESCRIPCION DE LA ACTIVIDAD
MEDICION DE LA PRESION DE LA BOMBA
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Retirar el protector del gusanillo Llave ½”
2 Colocar la manguera del manómetro en el
gusanillo
3 Poner en funcionamiento la bomba 4 Visualizar la presión Manómetro 5 Retirar la manguera del manómetro 6 Colocar el protector del gusanillo Llave ½” 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
103
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-001 49643209 Mack CH-600 2001
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMES 3HRSRutinario
__X__Programado
_____CB-09 MECANICO
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DEL PULMON DE NITROGENO
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Aflojar tornillo de grado 8 de las bases del
gato Llave 1”
2 desmontar el gato Grúa móvil 3 Colocar el gato en el sitio de desarme
4 Descargar el nitrógeno restante dentro del
sistema Manómetro de
tornillo
5 Retirar tornillos Llave ¾” 6 Retirar el pulmón 7 Montar el pulmón nuevo Grúa móvil 8 Armar y montar el gato 9 Ajustar tornillos Llave 1”
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
104

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-001 49643209 Mack CH-600 2001
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
MEN 30MINRutinario
__X__Programado
_____LP-10 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
LIMPIEZA DEL SISTEMA DE BOMBEO
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Colocar desengrasante Envase desengrasante 2 Dejar que haga efecto el desengrasante 3 Usar hidrolavadora para retirar la suciedad hidrolavadora agua 4 Esperar que seque 5 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
105
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-001 49643209 Mack CH-600 2001
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 30MINRutinario
__X__Programado
_____LUB-11 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
LUBRICACION DEL SISTEMA DE BOMBEO
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Chequear el nivel de aceite hidráulico embudo aceite 2 Ir a los puntos de lubricación 3 Lubricar rodamientos de la bomba Grasera grasa 4 Asegurarse que todo este bien lubricado 5 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
106
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-001 49643209 Mack CH-600 2001
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
TRI 15MINRutinario
__X__Programado
_____AJ-12 MECANICO
DESCRIPCION DE LA ACTIVIDAD
AJUSTE DE VALVULAS
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Ajustar el tornillo sin fina de las válvulas Llave Allen 7/16 2 3 4 5 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
107

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: PREMEZCLADONOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-002 1M2P264CA ISUZU XCMG 2009
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
Cada 5000 hrs
20minRutinario
__X__Programado
_____CB-01 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DE ACEITE Y FILTROS
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Sacar el tapón del tanque hidráulico Llave ¾” 2 Retirar los filtros de aceite zuncho de cadena 3 Colocar el tapón del tanque hidráulico Llave ¾” Teflón 4 Colocar filtros de aceite zuncho
5 Colocar aceite hidráulico al tanque Embudo 100lts de
aceite 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
108

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-002 1M2P264CA ISUZU XCMG 2009
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
MENS 40minRutinario
__X__Programado
_____CB-02 MECANICO
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DE PLACA GAFA
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Retirar tornillos de la tapa protectora Llave 15/16” 2 Retirar tapa protectora 3 Retirar todos los tornillos de la placa Llave 5/8” 4 Desmontaje de la placa gafa 5 Montar la placa gafa nueva 6 Colocar tornillos de la placa Llave 5/8” 7 Colocar la tapa protectora 8 Ajustar tornillos de la tapa protectora Llave 15/16” 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
109

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-002 1M2P264CA ISUZU XCMG 2009
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
MEN 2HRSRutinario
__X__Programado
_____CB-03 MECANICO,AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DE ARO DE DESGASTE Y GOMA
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 aflojar la abrazadera del aro Llave 11/16”
2 Separar el aro del tubo y la goma Destornillador de
pala
3 Desmontar el aro de desgaste y la goma 4 Colocar la goma nueva con el aro 5 Unir el aro del tubo y la goma 6 Apretar la abrazadera del aro Llave 11/16” 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
110

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-002 1M2P264CA ISUZU XCMG 2009
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
TRI 1HRRutinario__X__
Programado _____
CB-04 MECANICO
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DE GOMA ABRAZADERA DEL TUBO
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Aflojar abrazadera del tubo Llave 3/4” 2 Desmontar abrazadera
3 Retirar la gomaDestornillador de
pala
4 Colocar goma nueva 5 Ajustar abrazadera del tubo Llave3/4” 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
111
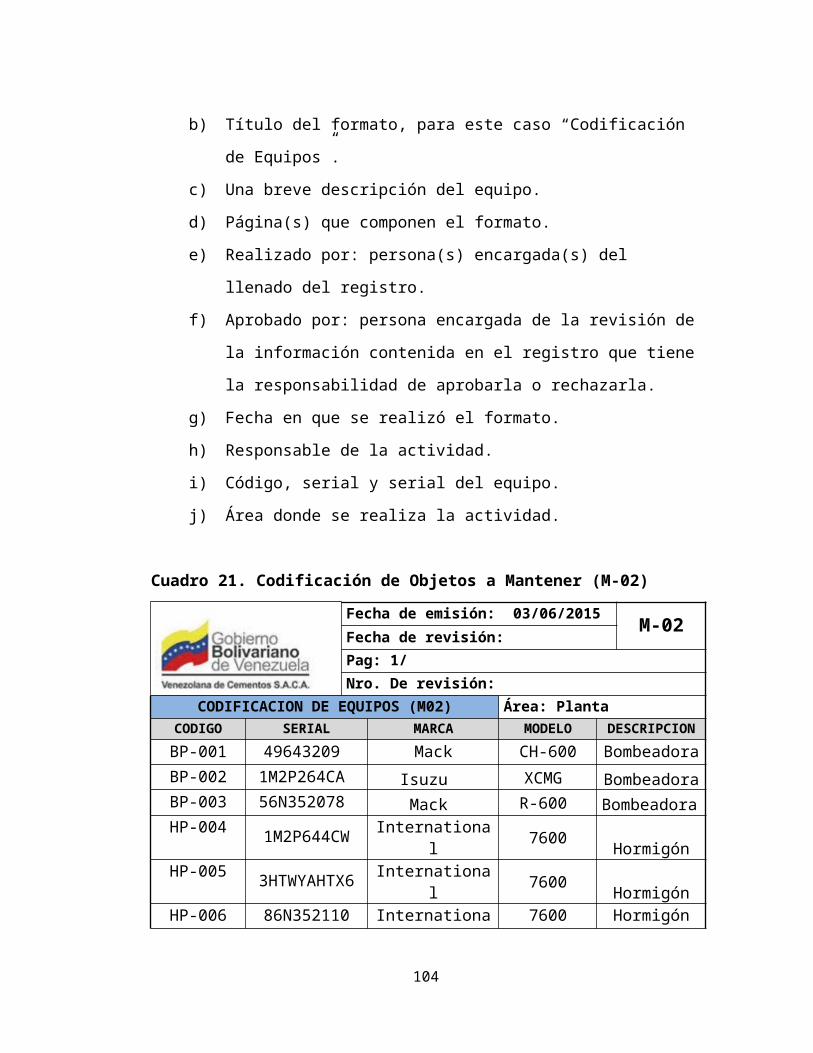
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-002 1M2P264CA ISUZU XCMG 2009
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
MEN 40MINRutinario__X__
Programado _____
INS-05 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
INSPECCION DE LOS GUARDAPOLVOS DE LOS AGITADORES
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Aflojar los tornillos de la tapa protectora Llave 9/16” 2 Desmontar la tapa protectora 3 visualizar si no tiene botes de aceite 4 revisar que el eje no tenga desgaste 5 Montar la tapa protectora 6 Ajustar los tornillos de la tapa protectora Llave 9/16 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
112
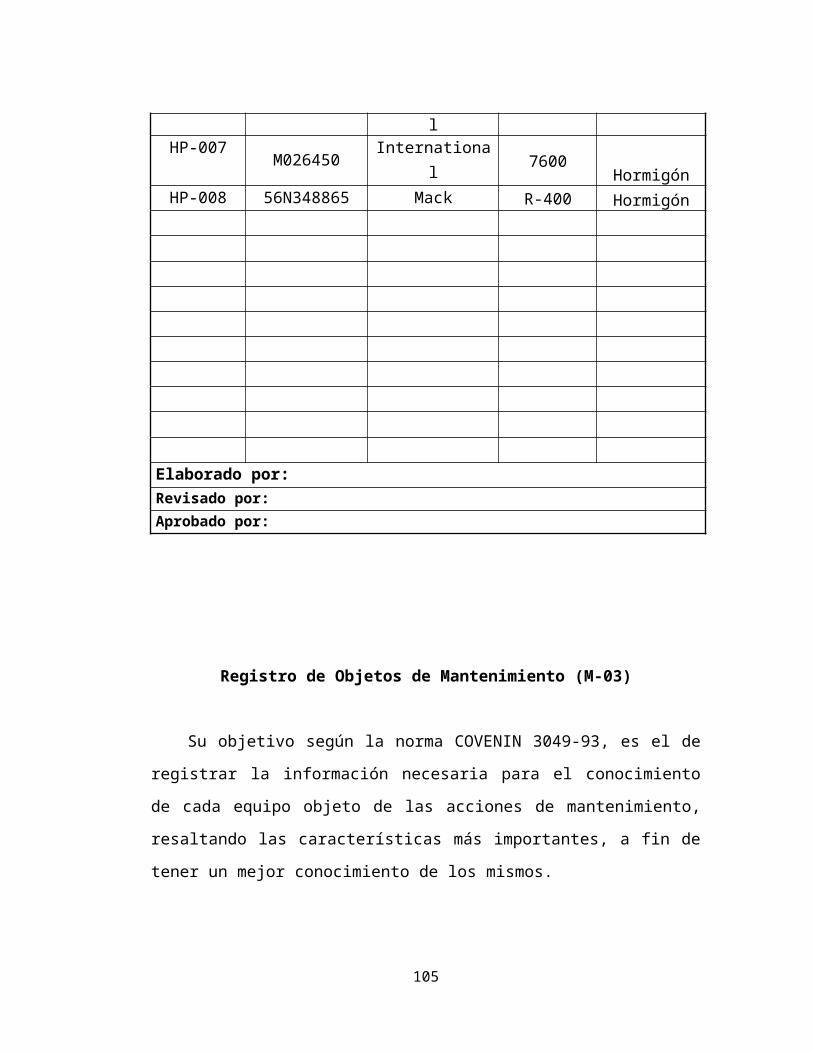
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-002 1M2P264CA ISUZU XCMG 2009
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
MEN 40MINRutinario__X__
Programado _____
CB-06 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DE MANGUERAS DE BOMBEO
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Localizar la manguera que este dañada
2 Visualizar que tipo de herramienta se debe
usar ya que las uniones tienen distintas medidas
3 Aflojar uniones de la manguera 1/1/16” 4 Desmontar manguera 5 Colocar manguera nueva 6 Ajustar uniones 1/1/16” 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
113

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-002 1M2P264CA ISUZU XCMG 2009
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
DIA 10MINRutinario
__X__Programado
_____INS-07 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
INSPECCION DE MANGUERAS
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Visualizar las mangueras 2 Asegurarse de que no existan botes ni fugas 3 4 5 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
114
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-002 1M2P264CA ISUZU XCMG 2009
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
BIM 30MINRutinario
__X__Programado
_____MED-08 MECANICO
DESCRIPCION DE LA ACTIVIDAD
MEDICION DE LA PRESION DE LA BOMBA
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Retirar el protector del gusanillo Llave ½”
2 Colocar la manguera del manómetro en el
gusanillo
3 Poner en funcionamiento la bomba 4 Visualizar la presión Manómetro 5 Retirar la manguera del manómetro 6 Colocar el protector del gusanillo Llave ½” 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
115

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-002 1M2P264CA ISUZU XCMG 2009
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMES 3HRSRutinario
__X__Programado
_____CB-09 MECANICO
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DEL PULMON DE NITROGENO
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Aflojar tornillo de grado 8 de las bases del
gato Llave 1”
2 desmontar el gato Grúa móvil 3 Colocar el gato en el sitio de desarme
4 Descargar el nitrógeno restante dentro del
sistema Manómetro de
tornillo
5 Retirar tornillos Llave ¾” 6 Retirar el pulmón 7 Montar el pulmón nuevo Grúa móvil 8 Armar y montar el gato 9 Ajustar tornillos Llave 1”
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
116
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-002 1M2P264CA ISUZU XCMG 2009
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
MEN 30MINRutinario
__X__Programado
_____LP-10 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
LIMPIEZA DEL SISTEMA DE BOMBEO
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Colocar desengrasante Envase desengrasante 2 Dejar que haga efecto el desengrasante 3 Usar hidrolavadora para retirar la suciedad hidrolavadora agua 4 Esperar que seque 5 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
117
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-002 1M2P264CA ISUZU XCMG 2009
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 30MINRutinario
__X__Programado
_____LUB-11 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
LUBRICACION DEL SISTEMA DE BOMBEO
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Chequear el nivel de aceite hidráulico embudo aceite 2 Ir a los puntos de lubricación 3 Lubricar rodamientos de la bomba Grasera grasa 4 Asegurarse que todo este bien lubricado 5 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
118

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-002 1M2P264CA ISUZU XCMG 2009
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
TRI 15MINRutinario
__X__Programado
_____AJ-12 MECANICO
DESCRIPCION DE LA ACTIVIDAD
AJUSTE DE VALVULAS
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Ajustar el tornillo sin fina de las válvulas Llave Allen 7/16 2 3 4 5 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
119

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: PREMEZCLADONOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-003 56N352078 Mack R-600 1990
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
Cada 5000 hrs
20minRutinario
__X__Programado
_____CB-01 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DE ACEITE Y FILTROS
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Sacar el tapón del tanque hidráulico Llave ¾” 2 Retirar los filtros de aceite zuncho de cadena 3 Colocar el tapón del tanque hidráulico Llave ¾” Teflón 4 Colocar filtros de aceite zuncho
5 Colocar aceite hidráulico al tanque Embudo 100lts de
aceite 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
Procedimiento de Ejecución (M-05)
120

Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-003 56N352078 Mack R-600 1990
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
MENS 40minRutinario
__X__Programado
_____CB-02 MECANICO
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DE PLACA GAFA
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Retirar tornillos de la tapa protectora Llave 15/16” 2 Retirar tapa protectora 3 Retirar todos los tornillos de la placa Llave 5/8” 4 Desmontaje de la placa gafa 5 Montar la placa gafa nueva 6 Colocar tornillos de la placa Llave 5/8” 7 Colocar la tapa protectora 8 Ajustar tornillos de la tapa protectora Llave 15/16” 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
Procedimiento de Ejecución (M-05)
121
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-003 56N352078 Mack R-600 1990
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
MEN 2HRSRutinario
__X__Programado
_____CB-03 MECANICO,AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DE ARO DE DESGASTE Y GOMA
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 aflojar la abrazadera del aro Llave 11/16”
2 Separar el aro del tubo y la goma Destornillador de
pala
3 Desmontar el aro de desgaste y la goma 4 Colocar la goma nueva con el aro 5 Unir el aro del tubo y la goma 6 Apretar la abrazadera del aro Llave 11/16” 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
Procedimiento de Ejecución (M-05)
122

Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-003 56N352078 Mack R-600 1990
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
TRI 1HRRutinario__X__
Programado _____
CB-04 MECANICO
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DE GOMA ABRAZADERA DEL TUBO
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Aflojar abrazadera del tubo Llave 3/4” 2 Desmontar abrazadera
3 Retirar la gomaDestornillador de
pala
4 Colocar goma nueva 5 Ajustar abrazadera del tubo Llave3/4” 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
Procedimiento de Ejecución (M-05)
123

Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-003 56N352078 Mack R-600 1990
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
MEN 40MINRutinario__X__
Programado _____
INS-05 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
INSPECCION DE LOS GUARDAPOLVOS DE LOS AGITADORES
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Aflojar los tornillos de la tapa protectora Llave 9/16” 2 Desmontar la tapa protectora 3 visualizar si no tiene botes de aceite 4 revisar que el eje no tenga desgaste 5 Montar la tapa protectora 6 Ajustar los tornillos de la tapa protectora Llave 9/16 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
Procedimiento de Ejecución (M-05)
124

Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-003 56N352078 Mack R-600 1990
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
MEN 40MINRutinario__X__
Programado _____
CB-06 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DE MANGUERAS DE BOMBEO
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Localizar la manguera que este dañada
2 Visualizar que tipo de herramienta se debe
usar ya que las uniones tienen distintas medidas
3 Aflojar uniones de la manguera 1/1/16” 4 Desmontar manguera 5 Colocar manguera nueva 6 Ajustar uniones 1/1/16” 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
Procedimiento de Ejecución (M-05)
125

Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-003 56N352078 Mack R-600 1990
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
DIA 10MINRutinario
__X__Programado
_____INS-07 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
INSPECCION DE MANGUERAS
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Visualizar las mangueras 2 Asegurarse de que no existan botes ni fugas 3 4 5 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
Procedimiento de Ejecución (M-05)
126
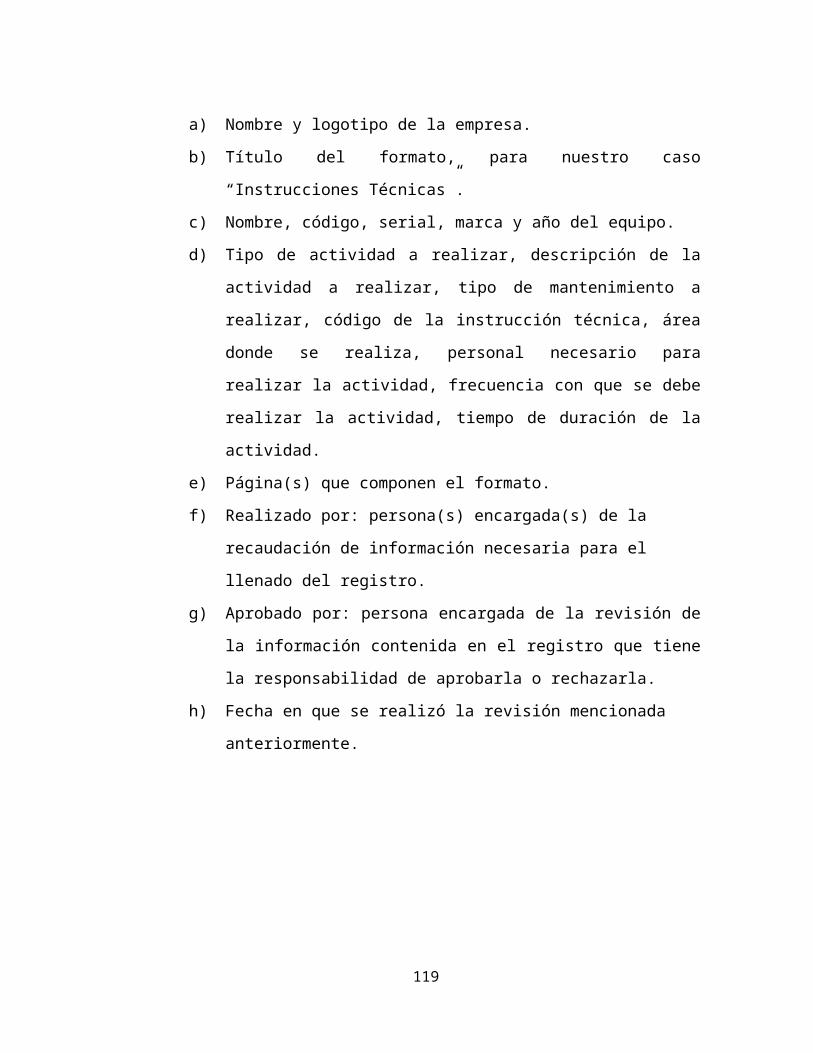
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-003 56N352078 Mack R-600 1990
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
BIM 30MINRutinario
__X__Programado
_____MED-08 MECANICO
DESCRIPCION DE LA ACTIVIDAD
MEDICION DE LA PRESION DE LA BOMBA
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Retirar el protector del gusanillo Llave ½”
2 Colocar la manguera del manómetro en el
gusanillo
3 Poner en funcionamiento la bomba 4 Visualizar la presión Manómetro 5 Retirar la manguera del manómetro 6 Colocar el protector del gusanillo Llave ½” 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
Procedimiento de Ejecución (M-05)
127

Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-003 56N352078 Mack R-600 1990
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMES 3HRSRutinario
__X__Programado
_____CB-09 MECANICO
DESCRIPCION DE LA ACTIVIDAD
CAMBIO DEL PULMON DE NITROGENO
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Aflojar tornillo de grado 8 de las bases del
gato Llave 1”
2 desmontar el gato Grúa móvil 3 Colocar el gato en el sitio de desarme
4 Descargar el nitrógeno restante dentro del
sistema Manómetro de
tornillo
5 Retirar tornillos Llave ¾” 6 Retirar el pulmón 7 Montar el pulmón nuevo Grúa móvil 8 Armar y montar el gato 9 Ajustar tornillos Llave 1”
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
Procedimiento de Ejecución (M-05)
128
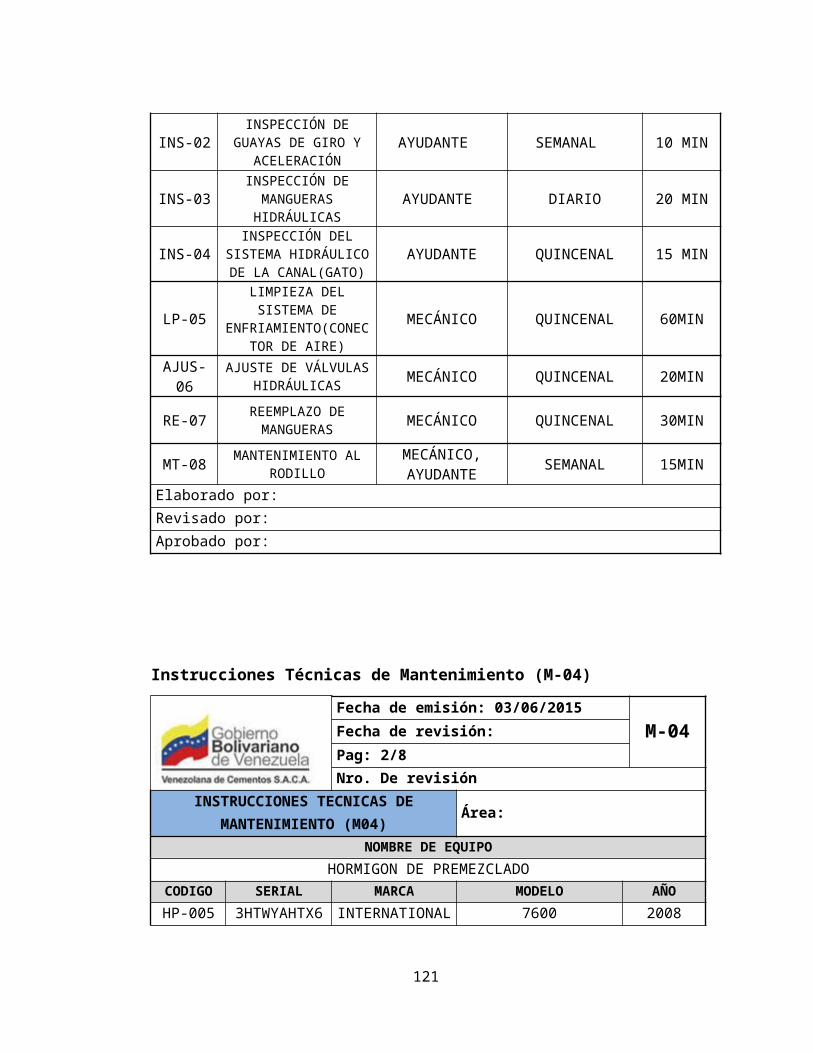
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-003 56N352078 Mack R-600 1990
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
MEN 30MINRutinario
__X__Programado
_____LP-10 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
LIMPIEZA DEL SISTEMA DE BOMBEO
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Colocar desengrasante Envase desengrasante 2 Dejar que haga efecto el desengrasante 3 Usar hidrolavadora para retirar la suciedad hidrolavadora agua 4 Esperar que seque 5 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
129
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-003 56N352078 Mack R-600 1990
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 30MINRutinario
__X__Programado
_____LUB-11 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
LUBRICACION DEL SISTEMA DE BOMBEO
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Chequear el nivel de aceite hidráulico embudo aceite 2 Ir a los puntos de lubricación 3 Lubricar rodamientos de la bomba Grasera grasa 4 Asegurarse que todo este bien lubricado 5 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
130

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/Nro. De revisión
PROCEDIMIENTOS DE EJECUCION (M05) Área: NOMBRE DE EQUIPO
BOMBEADORA DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
BP-003 56N352078 Mack R-600 1990
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
TRI 15MINRutinario
__X__Programado
_____AJ-12 MECANICO
DESCRIPCION DE LA ACTIVIDAD
AJUSTE DE VALVULAS
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Ajustar el tornillo sin fina de las válvulas Llave Allen 7/16 2 3 4 5 6 7 8 9
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
131
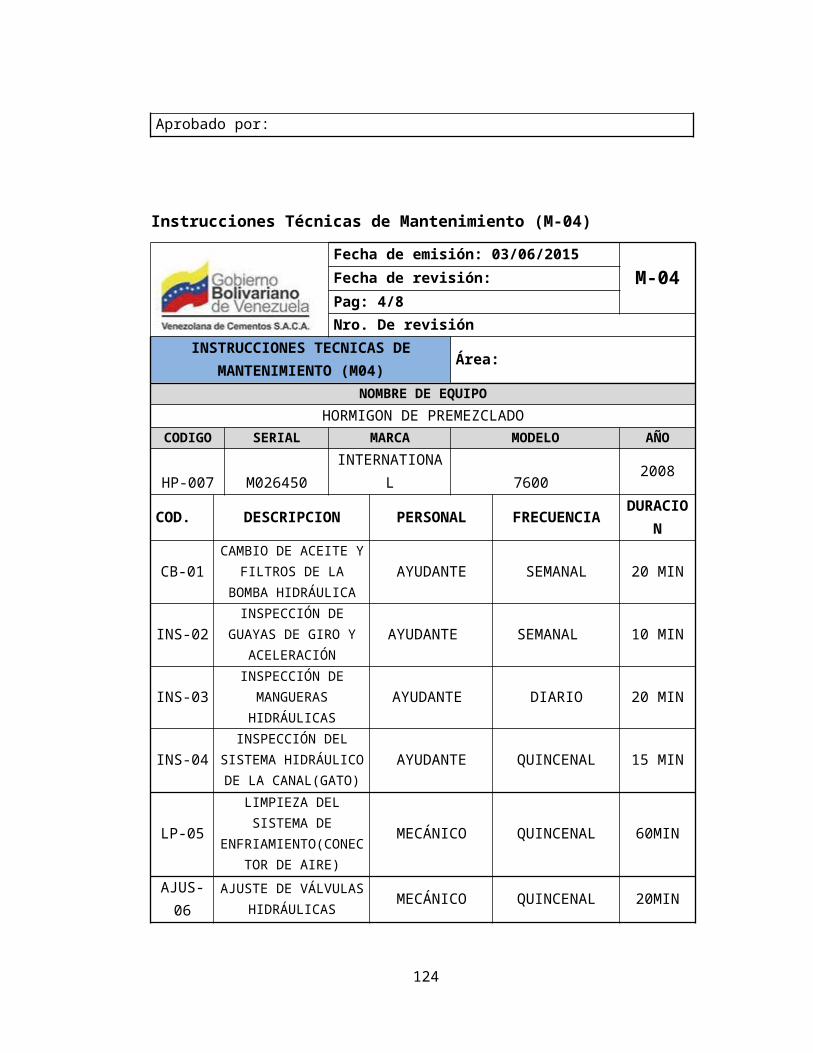
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-004 1M2P644C INTERNATIONAL CH-600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 20MINRutinario
__x__Programado
_____CB-01 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Cambio de aceite y filtros de la bomba hidráulica
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Sacar el tapón del tanque hidráulico Llave ¾”2 Retirar los filtros de aceite zuncho de cadena3 Colocar el tapón del tanque hidráulico Llave ¾” Teflón4 Colocar filtros de aceite zuncho de cadena5 Colocar aceite hidráulico al tanque Embudo 50lts de aceite6789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
132

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-004 1M2P644C INTERNATIONAL CH-600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 10MINRutinario
__x__Programado
_____INS-02 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Inspección de guayas de giro y aceleración
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Visualizar que los pernos de la guaya no
estén flojos2 Revisar el estado de la camisa de la guaya
3Asegurarse que este todo en optimas
condiciones456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
133

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-004 1M2P644C INTERNATIONAL CH-600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
DIA 20MINRutinario
__x__Programado
_____INS-03 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Inspección de mangueras hidráulicas
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Visualizar que las mangueras no tengan
botes ni fugas
2Revisar que no estén deterioradas por el
calor3456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
134

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-004 1M2P644C INTERNATIONAL CH-600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN 15Rutinario
__x__Programado
_____INS-04 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Inspección del sistema hidráulico de la canal(gato)
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Revisar que el sistema no tenga botes por los
sellos
2Visualizar que no tenga botes por la
manguera de alimentación3456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
135

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-004 1M2P644C INTERNATIONAL CH-600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN60MIN
Rutinario__x__
Programado _____
LP-05 MECANICO
DESCRIPCION DE LA ACTIVIDAD
Limpieza del sistema de enfriamiento(conector de aire)
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Limpiar con la hidrolavadora las colmenas
del radiador de enfriamientohidrolavadora agua
2 Limpiar cuidadosamente el conector de aire hidrolavadora agua3 Esperar que seque el sistema
4Poner en funcionamiento para cerciorarse
que funcione el sistema correctamente56789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
136

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-004 1M2P644C INTERNATIONAL CH-600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN 20MINRutinario
__x__Programado
_____AJUS-06 MECANICO
DESCRIPCION DE LA ACTIVIDAD
Ajuste de válvulas hidráulicas
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Ajustar el tornillo sin fina de las válvulas Llave allen 7/1623456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
137

Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-004 1M2P644C INTERNATIONAL CH-600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN 30MINRutinario
__x__Programado
_____RE-07 MECANICO
DESCRIPCION DE LA ACTIVIDAD
Reemplazo de mangueras
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Revisar cual es la manguera que tiene el bote
o fuga2 Desmontar la manguera Llave 7/8”3 Montar manguera nueva manguera4 Ajustar conexvion Llave 7/8”56789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
138
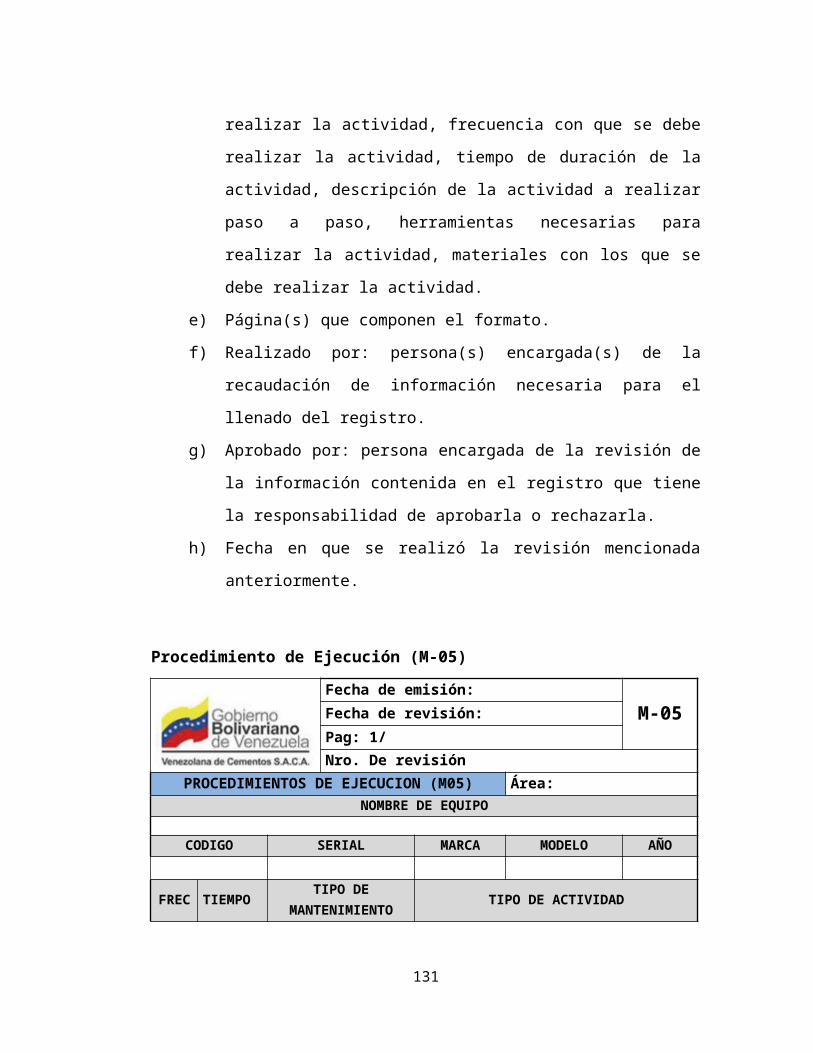
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-004 1M2P644C INTERNATIONAL CH-600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 15MINRutinario
__x__Programado
_____MT-08 MECANICO,AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Mantenimiento al rodillo
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Ubicar el punto de engrase del rodillo2 Lubricar el rodillo grasera grasa3456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
139
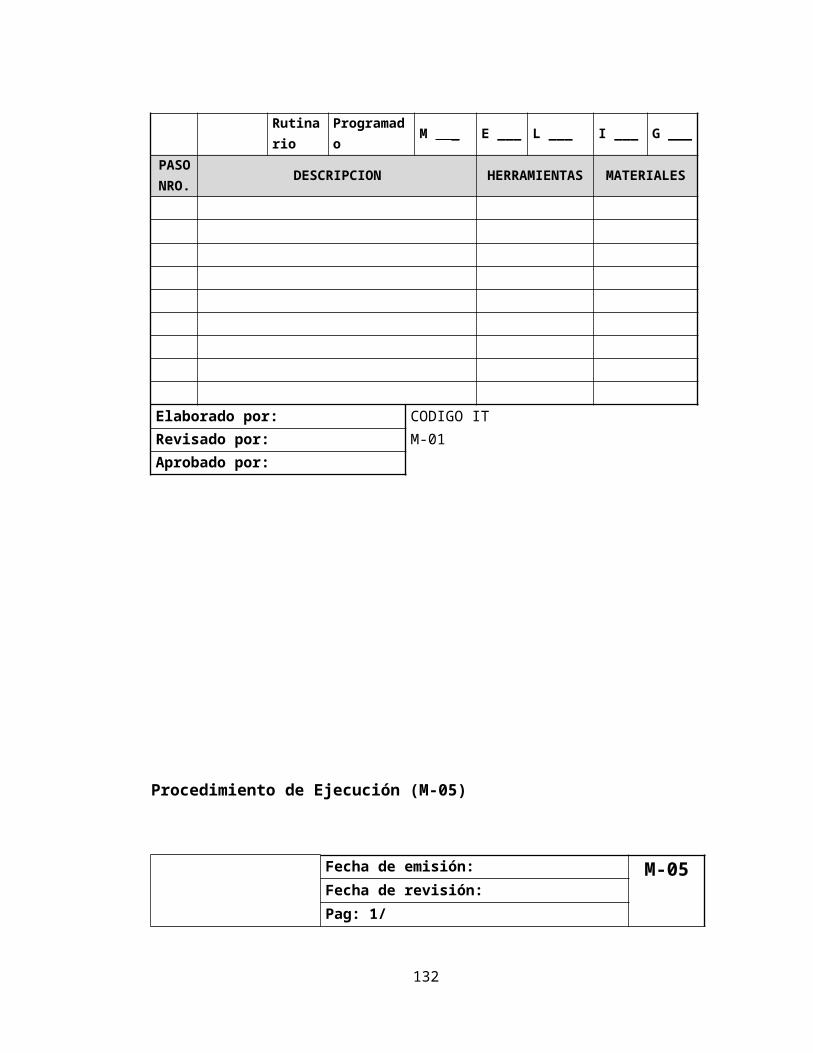
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-005 3HTWYAHTX6 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 20MINRutinario
__x__Programado
_____CB-01 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Cambio de aceite y filtros de la bomba hidráulica
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Sacar el tapón del tanque hidráulico Llave ¾”2 Retirar los filtros de aceite zuncho de cadena3 Colocar el tapón del tanque hidráulico Llave ¾” Teflón4 Colocar filtros de aceite zuncho de cadena5 Colocar aceite hidráulico al tanque Embudo 50lts de aceite6789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
140

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-005 3HTWYAHTX6 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 10MINRutinario
__x__Programado
_____INS-02 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Inspección de guayas de giro y aceleración
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Visualizar que los pernos de la guaya no
estén flojos2 Revisar el estado de la camisa de la guaya
3Asegurarse que este todo en optimas
condiciones456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
141

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-005 3HTWYAHTX6 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
DIA 20MINRutinario
__x__Programado
_____INS-03 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Inspección de mangueras hidráulicas
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Visualizar que las mangueras no tengan
botes ni fugas
2Revisar que no estén deterioradas por el
calor3456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
142

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-005 3HTWYAHTX6 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN 15Rutinario
__x__Programado
_____INS-04 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Inspección del sistema hidráulico de la canal(gato)
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Revisar que el sistema no tenga botes por los
sellos
2Visualizar que no tenga botes por la
manguera de alimentación3456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
143

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-005 3HTWYAHTX6 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN60MIN
Rutinario__x__
Programado _____
LP-05 MECANICO
DESCRIPCION DE LA ACTIVIDAD
Limpieza del sistema de enfriamiento(conector de aire)
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Limpiar con la hidrolavadora las colmenas
del radiador de enfriamientohidrolavadora agua
2 Limpiar cuidadosamente el conector de aire hidrolavadora agua3 Esperar que seque el sistema
4Poner en funcionamiento para cerciorarse
que funcione el sistema correctamente56789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
144

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-005 3HTWYAHTX6 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN 20MINRutinario
__x__Programado
_____AJUS-06 MECANICO
DESCRIPCION DE LA ACTIVIDAD
Ajuste de válvulas hidráulicas
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Ajustar el tornillo sin fina de las válvulas Llave allen 7/1623456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
145

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-005 3HTWYAHTX6 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN 30MINRutinario
__x__Programado
_____RE-07 MECANICO
DESCRIPCION DE LA ACTIVIDAD
Reemplazo de mangueras
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Revisar cual es la manguera que tiene el bote
o fuga2 Desmontar la manguera Llave 7/8”3 Montar manguera nueva manguera4 Ajustar conexvion Llave 7/8”56789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
146

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-005 3HTWYAHTX6 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 15MINRutinario
__x__Programado
_____MT-08 MECANICO,AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Mantenimiento al rodillo
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Ubicar el punto de engrase del rodillo2 Lubricar el rodillo grasera grasa3456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
147

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-006 86N352110 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 20MINRutinario
__x__Programado
_____CB-01 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Cambio de aceite y filtros de la bomba hidráulica
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Sacar el tapón del tanque hidráulico Llave ¾”2 Retirar los filtros de aceite zuncho de cadena3 Colocar el tapón del tanque hidráulico Llave ¾” Teflón4 Colocar filtros de aceite zuncho de cadena5 Colocar aceite hidráulico al tanque Embudo 50lts de aceite6789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
148

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-006 86N352110 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 10MINRutinario
__x__Programado
_____INS-02 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Inspección de guayas de giro y aceleración
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Visualizar que los pernos de la guaya no
estén flojos2 Revisar el estado de la camisa de la guaya
3Asegurarse que este todo en optimas
condiciones456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
149
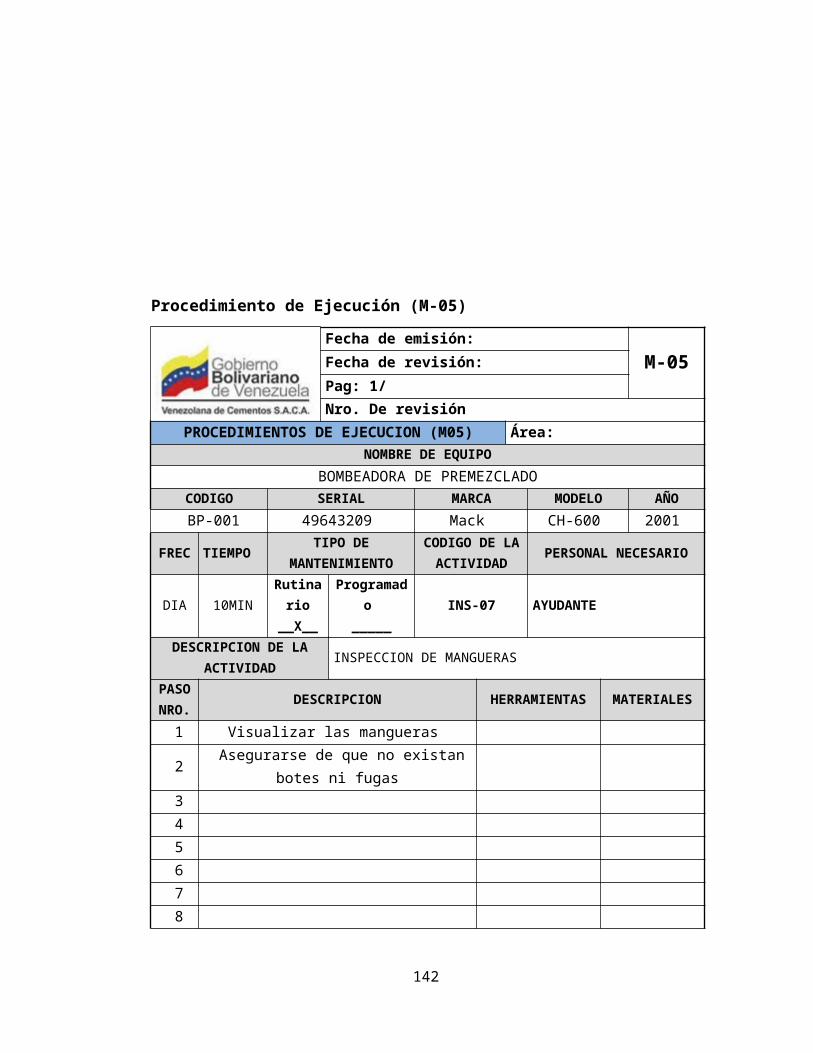
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-006 86N352110 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
DIA 20MINRutinario
__x__Programado
_____INS-03 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Inspección de mangueras hidráulicas
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Visualizar que las mangueras no tengan
botes ni fugas
2Revisar que no estén deterioradas por el
calor3456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
150

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-006 86N352110 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN 15Rutinario
__x__Programado
_____INS-04 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Inspección del sistema hidráulico de la canal(gato)
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Revisar que el sistema no tenga botes por los
sellos
2Visualizar que no tenga botes por la
manguera de alimentación3456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
151

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-006 86N352110 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN60MIN
Rutinario__x__
Programado _____
LP-05 MECANICO
DESCRIPCION DE LA ACTIVIDAD
Limpieza del sistema de enfriamiento(conector de aire)
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Limpiar con la hidrolavadora las colmenas
del radiador de enfriamientohidrolavadora agua
2 Limpiar cuidadosamente el conector de aire hidrolavadora agua3 Esperar que seque el sistema
4Poner en funcionamiento para cerciorarse
que funcione el sistema correctamente56789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
152

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-006 86N352110 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN 20MINRutinario
__x__Programado
_____AJUS-06 MECANICO
DESCRIPCION DE LA ACTIVIDAD
Ajuste de válvulas hidráulicas
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Ajustar el tornillo sin fina de las válvulas Llave allen 7/1623456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
153

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-006 86N352110 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN 30MINRutinario
__x__Programado
_____RE-07 MECANICO
DESCRIPCION DE LA ACTIVIDAD
Reemplazo de mangueras
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Revisar cual es la manguera que tiene el bote
o fuga2 Desmontar la manguera Llave 7/8”3 Montar manguera nueva manguera4 Ajustar conexvion Llave 7/8”56789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
154

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-006 86N352110 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 15MINRutinario
__x__Programado
_____MT-08 MECANICO,AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Mantenimiento al rodillo
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Ubicar el punto de engrase del rodillo2 Lubricar el rodillo grasera grasa3456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
155

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-007 M026450 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 20MINRutinario
__x__Programado
_____CB-01 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Cambio de aceite y filtros de la bomba hidráulica
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Sacar el tapón del tanque hidráulico Llave ¾”2 Retirar los filtros de aceite zuncho de cadena3 Colocar el tapón del tanque hidráulico Llave ¾” Teflón4 Colocar filtros de aceite zuncho de cadena5 Colocar aceite hidráulico al tanque Embudo 50lts de aceite6789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
156

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-007 M026450 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 10MINRutinario
__x__Programado
_____INS-02 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Inspección de guayas de giro y aceleración
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Visualizar que los pernos de la guaya no
estén flojos2 Revisar el estado de la camisa de la guaya
3Asegurarse que este todo en optimas
condiciones456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
157

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-007 M026450 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
DIA 20MINRutinario
__x__Programado
_____INS-03 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Inspección de mangueras hidráulicas
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Visualizar que las mangueras no tengan
botes ni fugas
2Revisar que no estén deterioradas por el
calor3456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
158

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-007 M026450 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN 15Rutinario
__x__Programado
_____INS-04 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Inspección del sistema hidráulico de la canal(gato)
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Revisar que el sistema no tenga botes por los
sellos
2Visualizar que no tenga botes por la
manguera de alimentación3456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
159

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-007 M026450 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN60MIN
Rutinario__x__
Programado _____
LP-05 MECANICO
DESCRIPCION DE LA ACTIVIDAD
Limpieza del sistema de enfriamiento(conector de aire)
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Limpiar con la hidrolavadora las colmenas
del radiador de enfriamientohidrolavadora agua
2 Limpiar cuidadosamente el conector de aire hidrolavadora agua3 Esperar que seque el sistema
4Poner en funcionamiento para cerciorarse
que funcione el sistema correctamente56789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
160

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-007 M026450 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN 20MINRutinario
__x__Programado
_____AJUS-06 MECANICO
DESCRIPCION DE LA ACTIVIDAD
Ajuste de válvulas hidráulicas
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Ajustar el tornillo sin fina de las válvulas Llave allen 7/1623456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
Procedimiento de Ejecución (M-05)
161
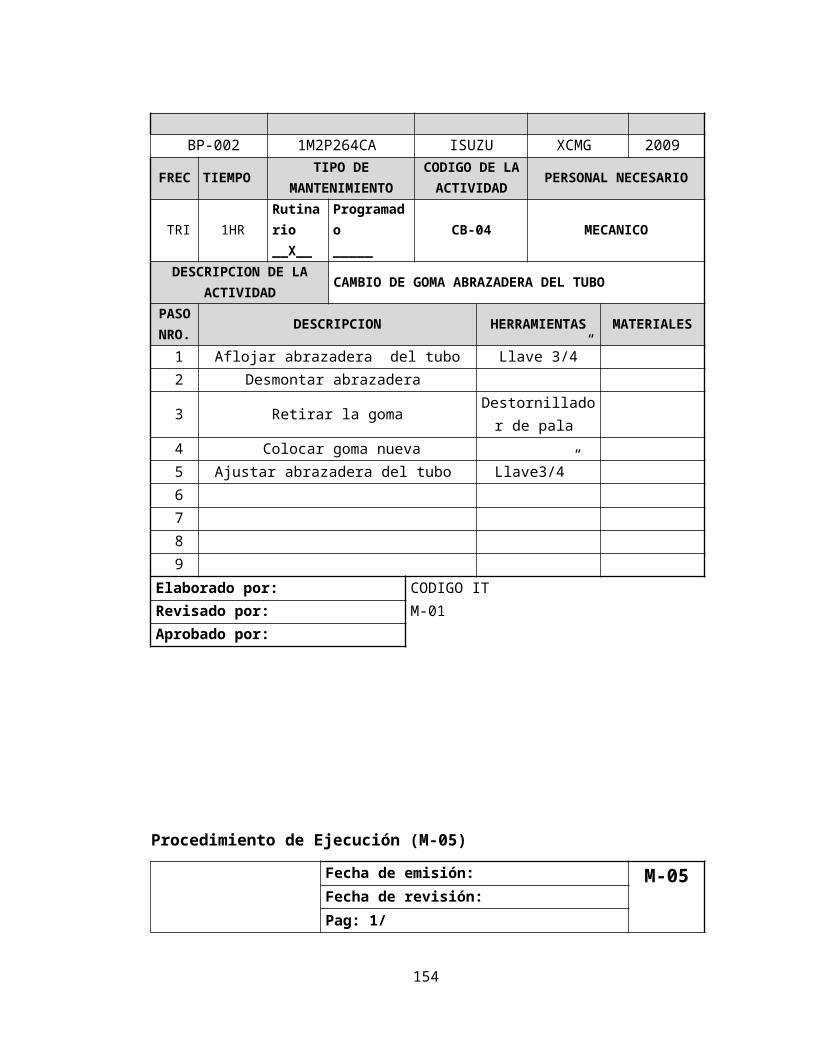
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-007 M026450 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN 30MINRutinario
__x__Programado
_____RE-07 MECANICO
DESCRIPCION DE LA ACTIVIDAD
Reemplazo de mangueras
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Revisar cual es la manguera que tiene el bote
o fuga2 Desmontar la manguera Llave 7/8”3 Montar manguera nueva manguera4 Ajustar conexvion Llave 7/8”56789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
Procedimiento de Ejecución (M-05)
162
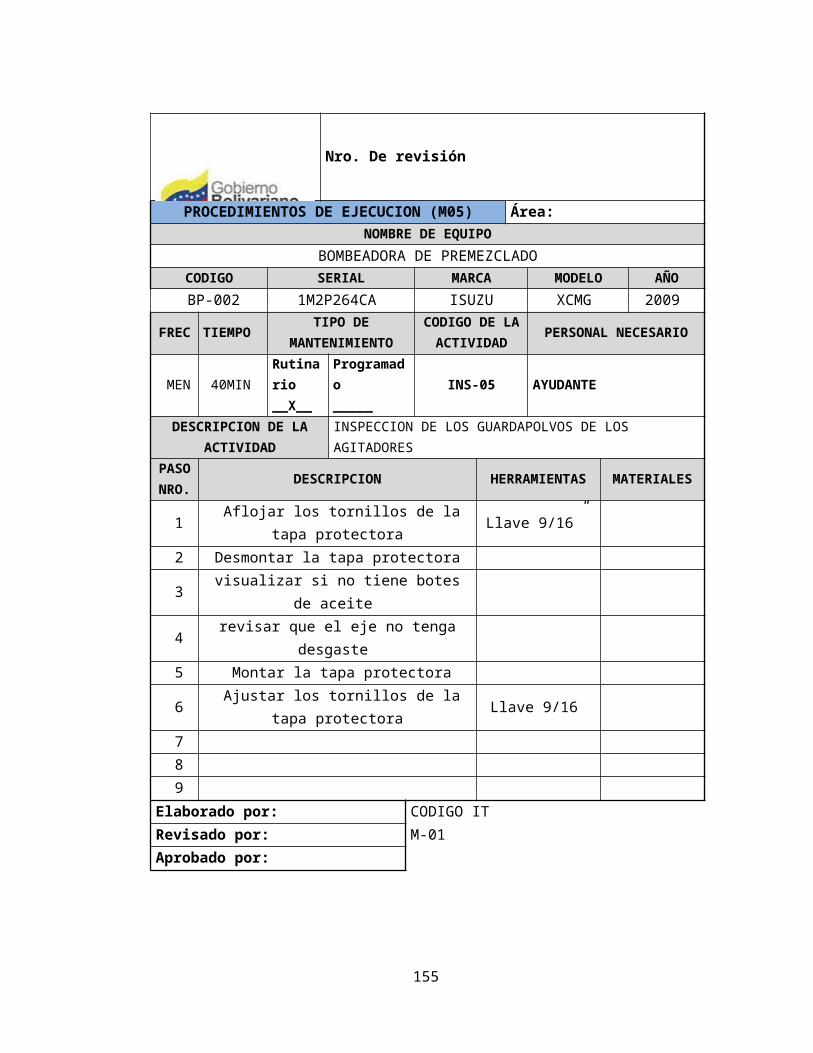
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-007 M026450 INTERNATIONAL 7600 2008
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 15MINRutinario
__x__Programado
_____MT-08 MECANICO,AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Mantenimiento al rodillo
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Ubicar el punto de engrase del rodillo2 Lubricar el rodillo grasera grasa3456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
Procedimiento de Ejecución (M-05)
163
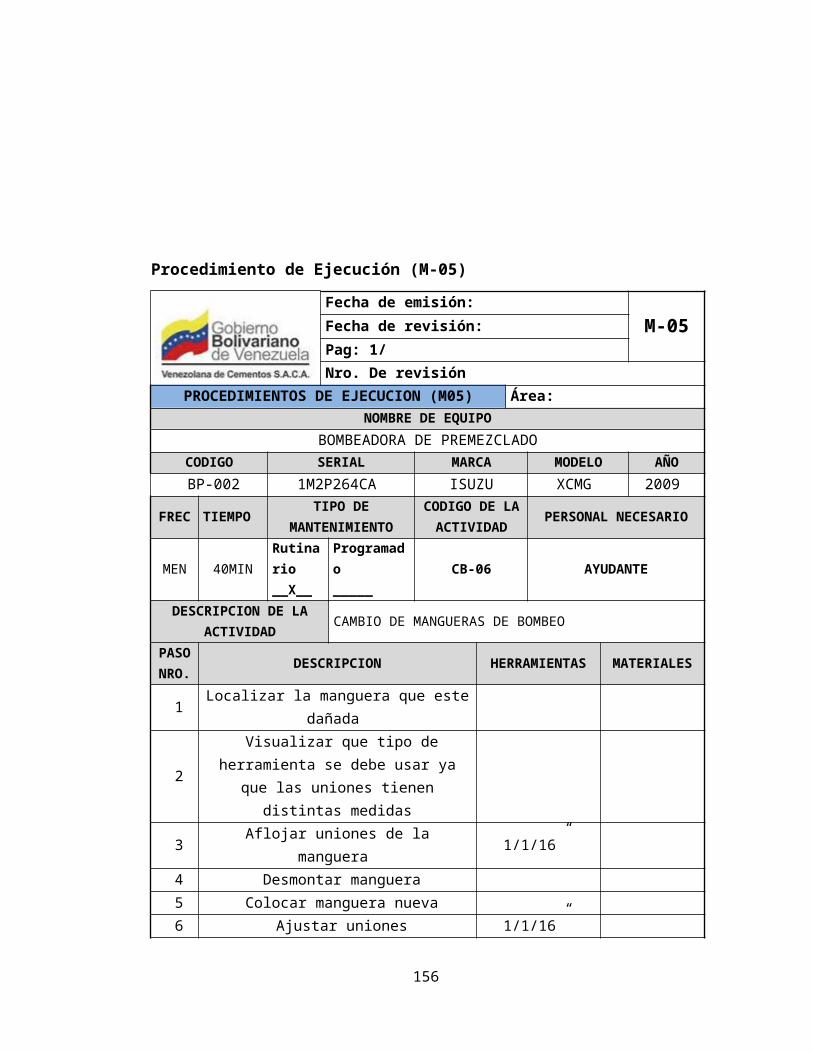
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-008 56N348865 Mack R-400 1985
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 20MINRutinario
__x__Programado
_____CB-01 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Cambio de aceite y filtros de la bomba hidráulica
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Sacar el tapón del tanque hidráulico Llave ¾”2 Retirar los filtros de aceite zuncho de cadena3 Colocar el tapón del tanque hidráulico Llave ¾” Teflón4 Colocar filtros de aceite zuncho de cadena5 Colocar aceite hidráulico al tanque Embudo 50lts de aceite6789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
164

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-008 56N348865 Mack R-400 1985
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 10MINRutinario
__x__Programado
_____INS-02 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Inspección de guayas de giro y aceleración
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Visualizar que los pernos de la guaya no
estén flojos2 Revisar el estado de la camisa de la guaya
3Asegurarse que este todo en optimas
condiciones456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
165

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-008 56N348865 Mack R-400 1985
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
DIA 20MINRutinario
__x__Programado
_____INS-03 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Inspección de mangueras hidráulicas
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Visualizar que las mangueras no tengan
botes ni fugas
2Revisar que no estén deterioradas por el
calor3456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
166

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-008 56N348865 Mack R-400 1985
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN 15Rutinario
__x__Programado
_____INS-04 AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Inspección del sistema hidráulico de la canal(gato)
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Revisar que el sistema no tenga botes por los
sellos
2Visualizar que no tenga botes por la
manguera de alimentación3456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
167

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-008 56N348865 Mack R-400 1985
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN60MIN
Rutinario__x__
Programado _____
LP-05 MECANICO
DESCRIPCION DE LA ACTIVIDAD
Limpieza del sistema de enfriamiento(conector de aire)
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Limpiar con la hidrolavadora las colmenas
del radiador de enfriamientohidrolavadora agua
2 Limpiar cuidadosamente el conector de aire hidrolavadora agua3 Esperar que seque el sistema
4Poner en funcionamiento para cerciorarse
que funcione el sistema correctamente56789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
168
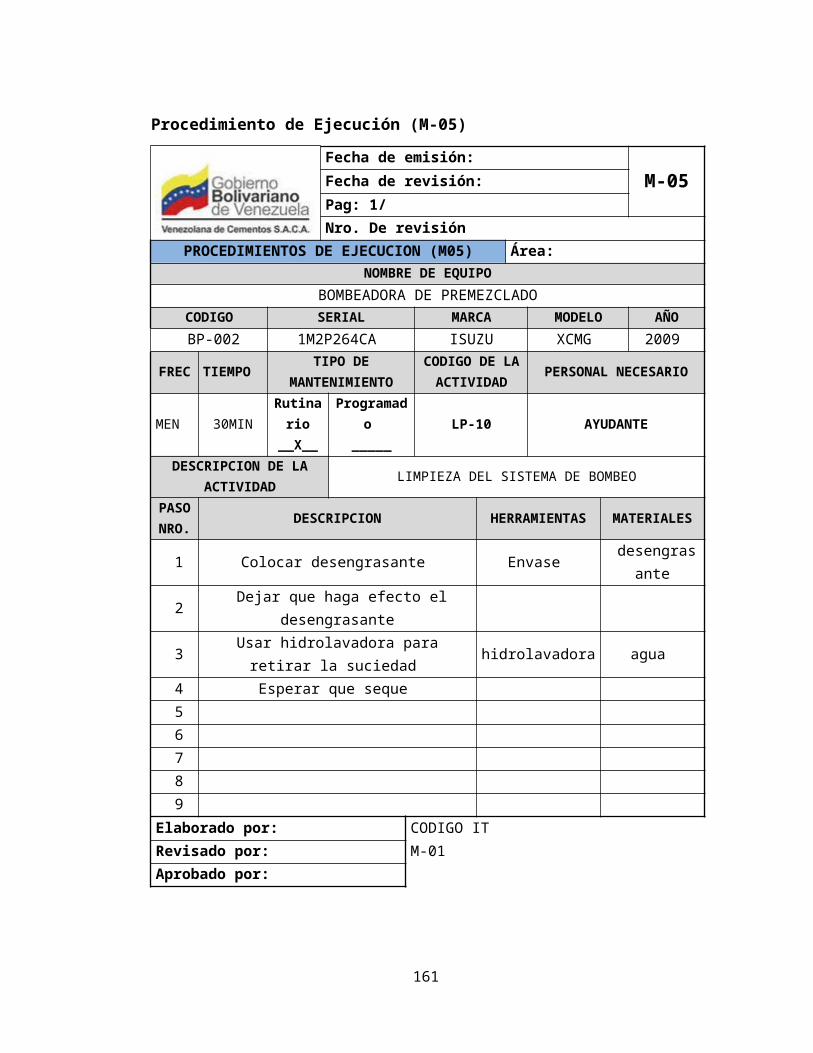
Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-008 56N348865 Mack R-400 1985
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN 20MINRutinario
__x__Programado
_____AJUS-06 MECANICO
DESCRIPCION DE LA ACTIVIDAD
Ajuste de válvulas hidráulicas
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Ajustar el tornillo sin fina de las válvulas Llave allen 7/1623456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
169

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-008 56N348865 Mack R-400 1985
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
QUIN 30MINRutinario
__x__Programado
_____RE-07 MECANICO
DESCRIPCION DE LA ACTIVIDAD
Reemplazo de mangueras
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1Revisar cual es la manguera que tiene el bote
o fuga2 Desmontar la manguera Llave 7/8”3 Montar manguera nueva manguera4 Ajustar conexvion Llave 7/8”56789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
170

Procedimiento de Ejecución (M-05)
Fecha de emisión:
M-05Fecha de revisión:Pag: 1/
Nro. De revisiónPROCEDIMIENTOS DE EJECUCION (M05) Área:
NOMBRE DE EQUIPO
HORMIGON DE PREMEZCLADOCODIGO SERIAL MARCA MODELO AÑO
HP-008 56N348865 Mack R-400 1985
FREC TIEMPOTIPO DE
MANTENIMIENTOCODIGO DE LA
ACTIVIDADPERSONAL NECESARIO
SEMA 15MINRutinario
__x__Programado
_____MT-08 MECANICO,AYUDANTE
DESCRIPCION DE LA ACTIVIDAD
Mantenimiento al rodillo
PASO NRO.
DESCRIPCION HERRAMIENTAS MATERIALES
1 Ubicar el punto de engrase del rodillo2 Lubricar el rodillo grasera grasa3456789
Elaborado por: CODIGO ITRevisado por: M-01Aprobado por:
171
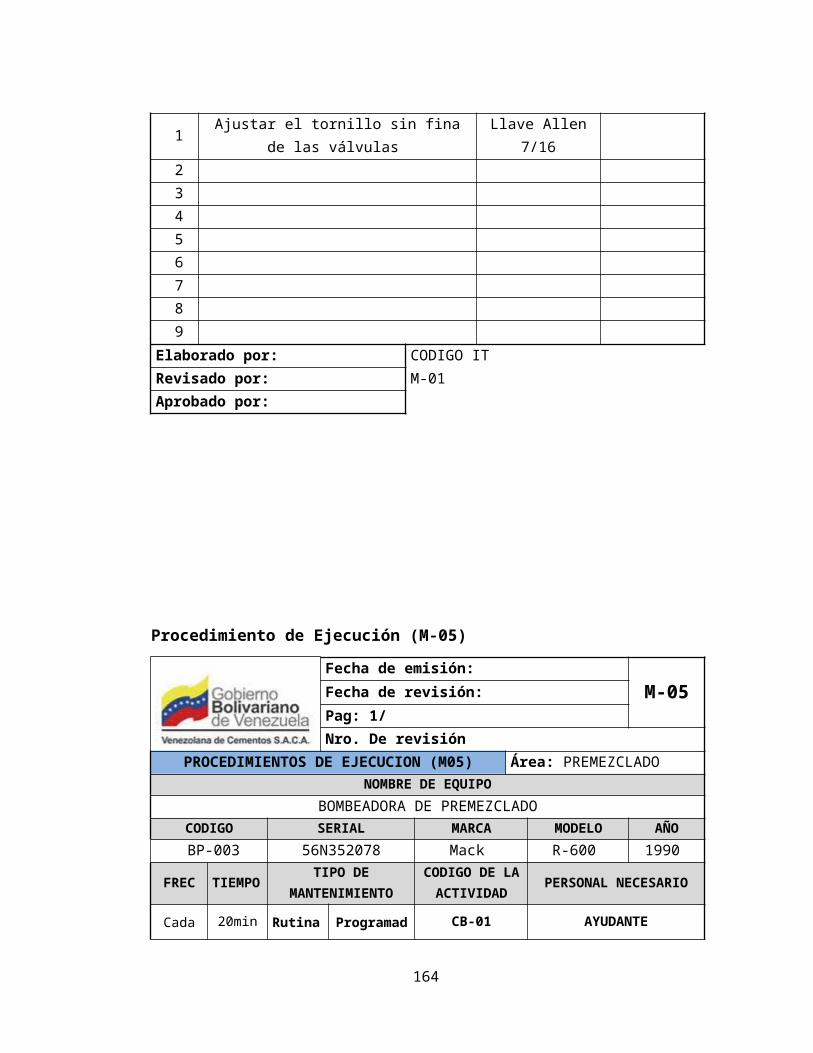
Programación de Mantenimiento (M-06)
Todo proceso de programación debe seguir ciertos lineamientos los
cuales deben estar interconectados con los objetivos y metas
organizacionales, es así como se definirán las políticas de planificación de
mantenimiento como aquellos lineamientos necesarios para poder
programar las diferentes actividades de mantenimiento dentro de un proceso
productivo. El objetivo de la programación de mantenimiento es señalar la
periodicidad de la realización de las instrucciones técnicas. En el
mantenimiento programado los programas abarcan períodos de hasta un
año, en el rutinario hasta semanales y en circunstancial como no se tiene
una fecha fija de arranque se debe hacer el programa para un ciclo de
funcionamiento. Este tipo de mantenimiento busca señalar cuándo se deben
realizar las diferentes actividades de mantenimiento, considerando la
frecuencia prevista en la lista de instrucciones técnicas por objeto, y luego
distribuir las acciones de mantenimiento en el transcurso de un año con el fin
de ver la distribución de las instrucciones técnicas.
El diseño del formato (M-06) para mantenimiento programado contiene:
a) Nombre y logotipo de la empresa.
b) Título del formato, para nuestro caso “Programación del
mantenimiento” y luego “Actividades para Mantenimiento
Programado con fechas de inicio y culminación”.
c) Código del equipo, código de la instrucción técnica, tipo y cantidad
de personal, código del personal necesario, frecuencia y tiempo
para realizar la actividad, período de comienzo y fin de la
programación, división en 52 semanas que conforman el año, tipo
de actividad programada con leyenda en dependencia de su
categoría o característica (Mecánica, inspección, eléctrica, etc.),
horas al año para cada actividad, total de horas al año dedicadas a
mantenimiento programado.
172

d) Página(s) que componen el formato.
e) Elaborado por: persona(s) encargada(s) de la recaudación de
información necesaria para el llenado del registro.
f)Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
g) Fecha en que se realizó la revisión mencionada anteriormente.
173
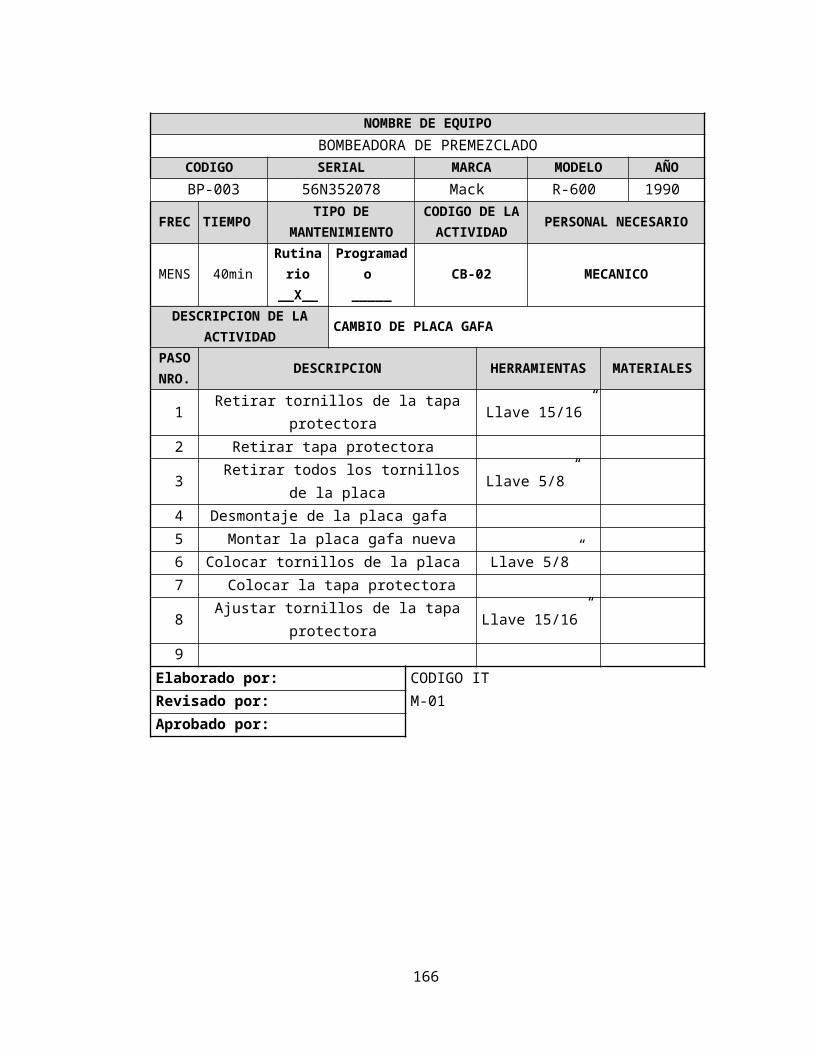
Programación de Mantenimiento (M-06)
Fecha de emisión:
M-06Fecha de revisión:
Pag: 1/Nro. De revisión
PROGRAMACION DEL MANTENIMIENTO (M06)ACTIVIDADES DE MANTENIMIENTO RUTINARIO DESDE ___/___/____ HASTA ___/___/____
1 2 3 4 HRSCIT P F T (Hrs) 1 2 3 4 5 1 2 3 4 5 1 2 3 4 5 1 2 3 4 5
Elaborado por: CODIGO DE EQUIPO AREACODIGO DEL PERSONAL
Revisado por:
TECNICOS: Aprobado por: MECANICOS:
174

Cuantificación de Personal (M-07)
Este procedimiento es muy importante para una programación de
mantenimiento, ya que ésta tiene como objetivo la recolección de datos
necesarios para saber cuánto personal se requiere para satisfacer las
actividades a ejecutar. En este formato se acumulan los tiempos mensuales
de mantenimiento de cada sección de la máquina, esto se obtiene a través
de la programación que existe en el formato (M-06); y para obtener la
cuantificación del personal se puede emplear la siguiente ecuación:
N ° personas=Tiempoaplicado amtto programadoTiempoefectivo de trabajo
Tomando como referencia los tiempos estimados para la ejecución de
cada actividad de mantenimiento, se totalizaron dichos tiempos por Mecánico
I, Mecánico II y Mecánico III, los cuales serán empleados en los cálculos de
cuantificación de personal. En los cuadros 10 y 11 (Rutinario y Programado,
respectivamente) que se encuentran a continuación se observan los tiempos
empleados para el mantenimiento de las unidades.
175

Cuantificación de Personal (M-07)
Fecha de emisión:
M-07Fecha de revisión:Pag: 1/
Nro. De revisión
CUANTIFICACIN DEL PERSONAL (M07) Área:CODIGO DE EQUIPO RESPONSABLE TIPO DE MANTENIMIENTO
TIPO DE ACTIVIDAD FECHA DE INICIOFECHA DE
CULMINACION
M __ E __ L __ I __ G __
C.I.T. HORAS TOTALES POR AÑOFACTIBILIDAD DE
CALIDAD 15%HORAS AL AÑO / 2000
40%NRO. PERSONAS
Elaborado por:Revisado por:Aprobado por:
Ticket de Trabajo (M-08)
El ticket es una orden de trabajo planificada que se utiliza cuando los
programas de mantenimiento (Formato M-06) indiquen la ejecución de una
instrucción técnica, y por cada actividad que exista se hará un ticket de
trabajo.
Mediante este procedimiento, se puede llevar registros de información
de costos y a su vez sirve como mecanismo de control de ejecución de los
176

programas de mantenimiento y presenta las siguientes características:
a) Nombre y logotipo de la empresa.
b) Título del formato, para este caso “Ticket de Trabajo”.
c) Código del equipo, fecha de inicio y culminación de la actividad,
área donde se realiza, acción a realizar, responsable de la
actividad, descripción de la actividad a realizar.
d) Código, cantidad, tiempo y costo de la mano de obra requerida y
código, cantidad y costo de materiales, repuestos, equipos,
instrumentos y herramientas utilizadas en la realización de la
actividad descrita en el formato.
e) Página(s) que componen el formato.
f)Elaborado por: persona(s) encargada(s) de la recaudación de
información necesaria para el llenado del registro.
g) Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
h) Fecha en que se realizó la revisión mencionada anteriormente
descrita en el formato.
177

Ticket de Trabajo (M-08)
Fecha de emisión:
M-08Fecha de revisión:Pag: 1/
Nro. De revisión
TICKET DE TRABAJO (M08) Área:CODIGO DE EQUIPO RESPONSABLE ACCION
FECHA DE INICIO FECHA DE CULMINACION DESCRIPCION DEL TRABAJO A REALIZAR
MANO DE OBRA MATERIAL, REPUESTO, EQUIPO, INSTRUMENTOCODIGO CANTIDAD TIEMPO COSTO CODIGO CANTIDAD COSTO
Elaborado por:Revisado por:Aprobado por:
178

Chequeo de Mantenimiento Rutinario (M-09)
Este formato tiene la finalidad de chequear el funcionamiento de los
objetos inspeccionando el estado de los diferentes componentes de una
manera rápida y prestando atención a las acciones de mantenimiento que
debe realizar el operador para lograr operatividad en los sistemas.
Este formato (M-09) presenta las siguientes características:
a) Nombre y logotipo de la empresa.
b) Título del formato, para este caso “Chequeo de Mantenimiento
Rutinario”.
c) Número de chequeo, fecha de inicio, fecha de culminación,
responsable de la actividad, área donde se realiza la actividad,
código del equipo al que se le realiza la actividad, código de la
instrucción técnica, acción realizada y observaciones.
d) Página(s) que componen el formato.
e) Realizado por: persona(s) encargada(s) de la recaudación de
información necesaria para el llenado del registro.
f)Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
g) Fecha en que se realizó la revisión mencionada anteriormente al
formato.
179
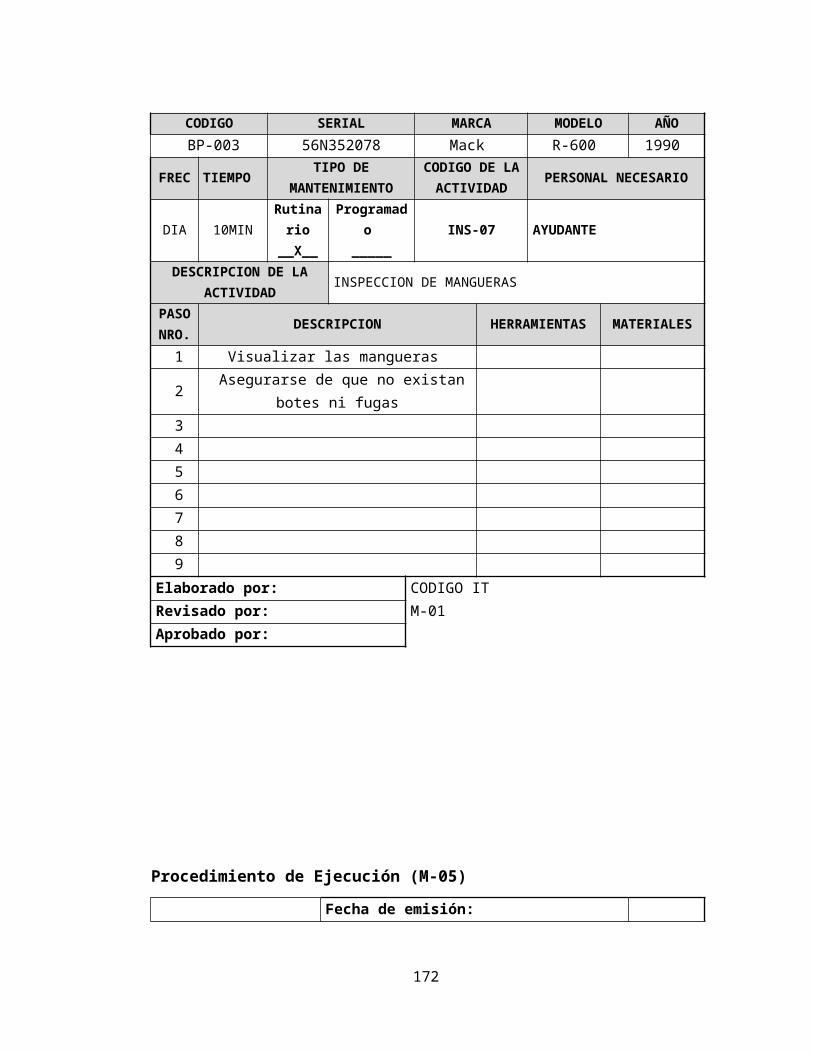
Chequeo de Mantenimiento Rutinario (M-09)
Fecha de emisión:
M-09Fecha de revisión: Pag: 1/ Nro. De revisión
CHEQUEO DE MANTENIMIENTO RUTINARIO (M09) Área:
CODIGO DE EQUIPO RESPONSABLE FECHA DE INICIOFECHA DE
CULMINACION
CODIGO DE INSTRUCCIÓN TECNICA ACCION REALIZADA
OBSERVACIONES
Elaborado por:Revisado por:Aprobado por:
180

Recorrido de Inspección (M-10)
La finalidad de este formato es presentar un modelo de verificación y
chequeo de los ítems para la detección de posibles fallas. Esto debido a que
muchas veces los objetos de mantenimiento presentan fallas que no son
reportadas inmediatamente, tal vez porque el nivel de ruidos no hace posible
su detección o por negligencia de los operarios o porque no han sido bien
intervenidos, etc.
El formato (M-10) tiene las siguientes características:
a) Nombre y logotipo de la empresa.
b) Título del formato
c) Código del equipo, persona que realiza la revisión, cargo que
ocupa, fecha de inicio de la actividad, horas de trabajo del equipo,
chequeo de los distintos componentes que integran la unidad tales
como: sistemas mecánicos, sistemas eléctricos, sistemas
hidráulicos, etc.
d) Página(s) que componen el formato.
e) Realizado por: persona(s) encargada(s) de la recaudación de
información necesaria para el llenado del registro.
f) Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
g) Fecha en que se realizó la revisión mencionada anteriormente.
181

Recorrido de Inspección (M-10)
Fecha de emisión:
M-10Fecha de revisión:Pag: 1/ Nro. De revisión
RECORRIDO DE INSPECCION (M10) Área:RESPONSABLE FECHA DE INICIO FECHA DE CULMINACION
CODIGO DE EQUIPO NOMBRE DEL EQUIPO ESTADO DESCRIPCCION
B __ R __ M __ B __ R __ M __ B __ R __ M __ B __ R __ M __ B __ R __ M __ B __ R __ M __ B __ R __ M __ B __ R __ M __
OBSERVACIONES
Elaborado por:Revisado por:Aprobado por:
182

Chequeo de Mantenimiento Circunstancial (M-11)
Este formato permite realizar inspecciones a equipos que funcionan de
manera alterna o como auxiliares y cuyos programas de mantenimiento no
tienen una fecha de inicio porque su arranque depende de exigencias no
contempladas dentro de la Organización de Mantenimiento.
El formato (M-11) tiene las siguientes características:
a) Nombre y logotipo de la empresa.
b) Título del formato, para este caso “Chequeo de Mantenimiento
Circunstancial”.
c) Número de chequeo, fecha de realización del chequeo,
responsable de la actividad, área donde se realiza la actividad,
código del equipo al que se le realiza la actividad, componente,
estado del equipo, acción llevada a cabo y solución efectuada.
d) Página(s) que componen el formato.
e) Realizado por: persona(s) encargada(s) de la recaudación de
información necesaria para el llenado del registro.
f) Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
g) Fecha en que se realizó la revisión mencionada anteriormente.
183
Chequeo de Mantenimiento Circunstancial (M-11)
Fecha de emisión:M-11Fecha de revisión:
Pag: 1/
Nro. De revisiónCHEQUEO DE MANTENIMIENTO
CIRCUNSTANCIAL (M11) Área:
NOMBRE DE EQUIPO
CODIGO SERIAL MARCA MODELO AÑO
TIPO DE ACCION
COMPONENTE ESTADO ACCION A REALIZAR SOLUCION
Elaborado por:Revisado por:Aprobado por:
Chequeo de Mantenimiento Circunstancial (M12)
184

Hay instalaciones y edificaciones (incluyendo cada uno de sus
componentes) que son parte del sistema productivo, mediante este formato
se puede realizar inspecciones programadas de manera frecuente para
detectar posibles fallas y realizar las recomendaciones para solventarlas.
La ficha (M-12) tiene las siguientes características:
a) Nombre y logotipo de la empresa.
b) Título del formato, para este caso “Inspección de Instalaciones y
Edificaciones”.
c) Número de chequeo, fecha de realización, responsable de la
actividad, área donde se realiza la actividad, código de la unidad a
la que se le realiza la actividad, componente, estado del equipo,
observaciones.
d) Página(s) que componen el formato.
e) Elaborado por: persona(s) encargada(s) de la recaudación de
información necesaria para el llenado del registro.
f)Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
g) Fecha en que se realizó la revisión mencionada anteriormente.
185

Inspección de Instalaciones y Edificaciones (M12)
Fecha de emisión:M-12Fecha de revisión:
Pag: 1/ Nro. De revisión
INSPECCION DE INSTALACIONES Y EDIFICACIONES (M12)
Área:
NOMBRE DE EQUIPO
CODIGO SERIAL MARCA MODELO AÑO
COMPONENTE ESTADO OBSERVACIONES
Elaborado por:Revisado por:Aprobado por:
Registro Semanal de Fallas (M13)
186
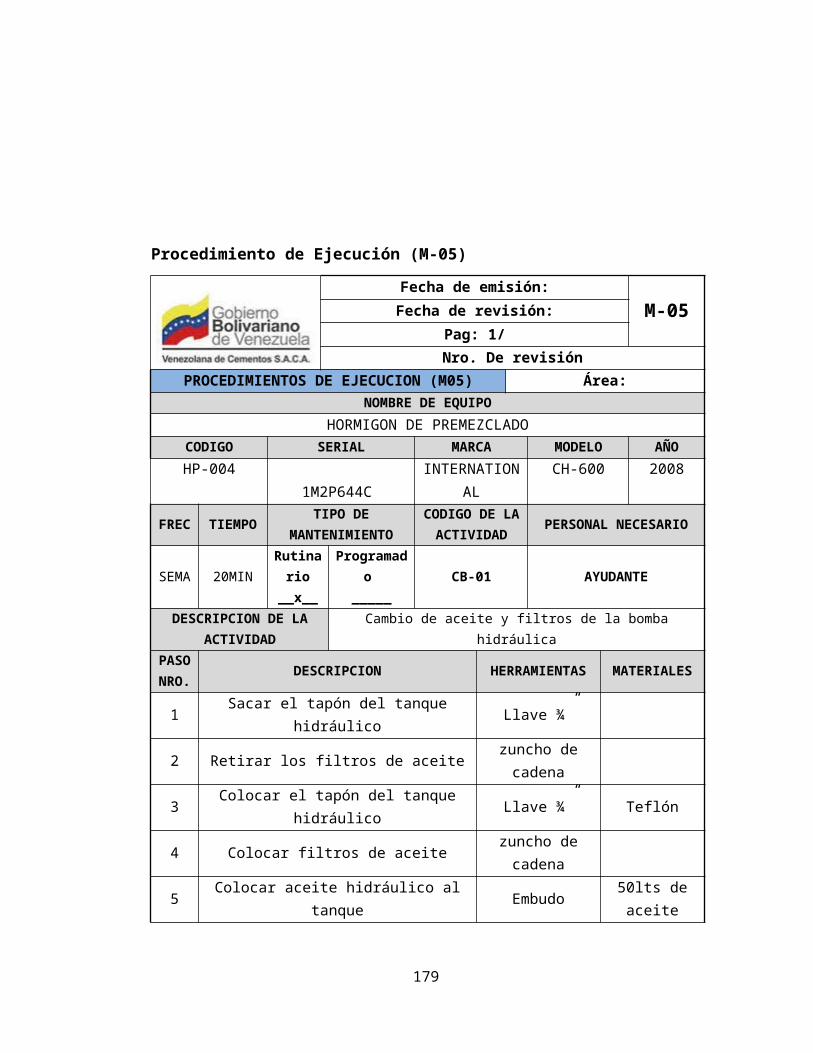
A pesar de que se apliquen el mantenimiento rutinario y programado, se
pueden presentar hechos fortuitos donde cualquier objeto del sistema
productivo puede presentar averías, por lo tanto se debe llevar un registro
semanal de fallas a fin de reportarlas y poder tomar las acciones para
subsanarlas, este procedimiento se debe realizar semanalmente y sirve para
controlar y priorizar las acciones de mantenimiento. Cuando sucede o se
detecta una falla, esta debe ser reportada y registrada para tomar los
correctivos o las acciones necesarias para la solución. Este formato se utiliza
semanalmente y sirve para controlar la ejecución de acciones de reparación.
La ficha (M-13) tiene las siguientes características:
a) Nombre y logotipo de la empresa.
b) Título del formato, para este caso “Registro Semanal de Fallas”.
c) Nombre y código del equipo, fecha de inicio y culminación de las
actividades descritas en el formato, número de semana, nombre
de la persona que realiza en reporte de la falla, fecha de la falla,
breve descripción de la falla que presenta la unidad, tiempo de
parada de la unidad y total de horas de la parada.
d) Página(s) que componen el formato.
e) Elaborado por: persona(s) encargada(s) de la recaudación de
información necesaria para el llenado del registro.
f)Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
g) Fecha en que se realizó la revisión mencionada anteriormente en
el formato.
Registro Semanal de Fallas (M13)
187

Fecha de emisión:M-13Fecha de revisión:
Pag: 1/
Nro. De revisión
REGISTRO SEMANAL DE FALLAS (M13) Área:CODIGO DE EQUIPO RESPONSABLE Semana:
FECHA DE INICIO FECHA DE CULMINACION NOMBRE DEL EQUIPO
FECHA FALLA QUE PRESENTA EL EQUIPO DESDE HASTA TOTAL
Elaborado por:Revisado por:Aprobado por:
Orden de Trabajo (M-14)
188

Una vez reportada y registrada una avería en el formato (M-13), se
debe emitir una orden de trabajo para ejecutar las acciones necesarias y
subsanar dichas fallas para proceder a realizar la reparación necesaria que
coloque el equipo nuevamente en funcionamiento. Este instrumento se
enfoca hacia el logro de las metas como son: el registro de información del
tipo y causa(s) de la(s) falla(s), materiales, repuestos y horas hombre
utilizados en la ejecución de acciones.
Este procedimiento (M-14) se estructura de la siguiente manera:
a) Nombre y logotipo de la empresa.
b) Título del formato, para este caso “Orden de Trabajo”.
c) Código del equipo, fecha de inicio y culminación de la actividad,
área donde se realiza el trabajo, acción a ejecutar, responsable de
la actividad, descripción del trabajo a realizar; código, cantidad,
tiempo y costo de la mano de obra requerida; código, cantidad y
costo de materiales, repuestos, equipos, instrumentos y
herramientas utilizadas en la realización de la actividad;
observaciones en las cuales se describe el estado de la unidad
luego de corregida la falla.
d) Página(s) que componen el formato.
e) Elaborado por: persona(s) encargada(s) de la recaudación de
información necesaria para el llenado del registro presentado en el
cuerpo del formato.
f) Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
g) Fecha en que se realizó la revisión mencionada anteriormente.
Orden de Trabajo (M14)
189
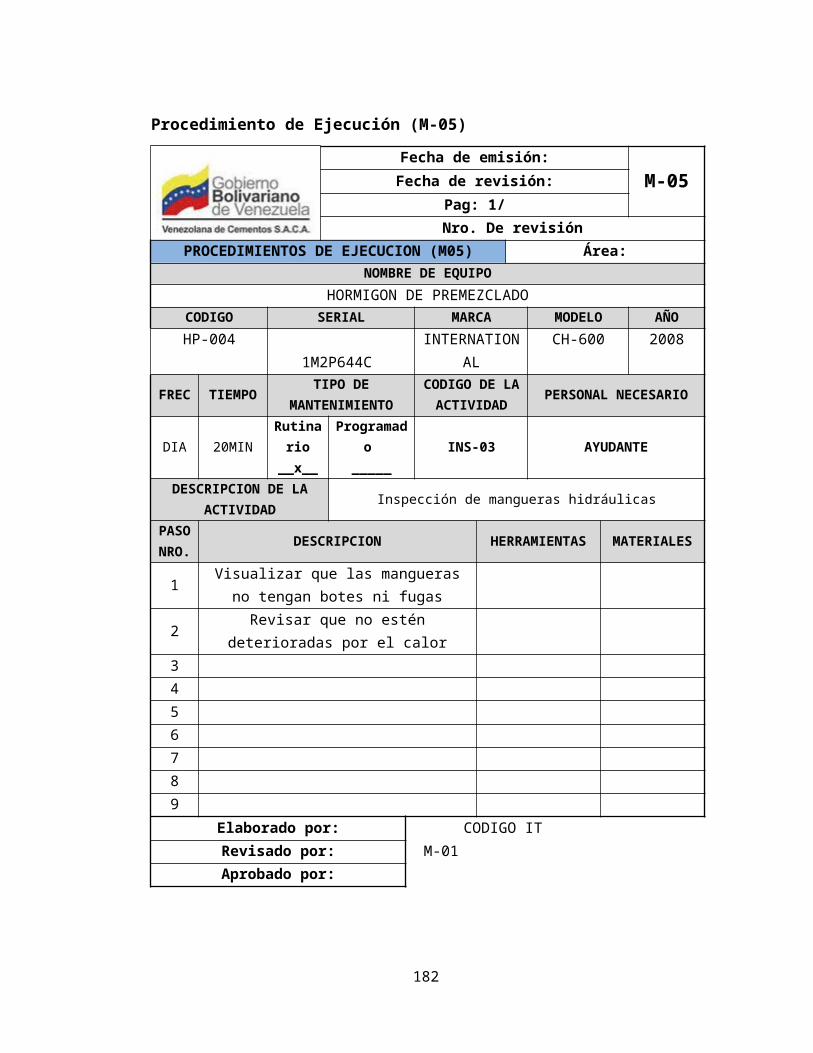
Fecha de emisión:M-14Fecha de revisión:
Pag: 1/
Nro. De revisión
ORDEN DE TRABAJO (M14) Área:CODIGO DE
EQUIPORESPONSABLE Semana:
FECHA DE INICIO FECHA DE CULMINACION DESCRIPCCION DEL TRABAJO A REALIZAR
MANO DE OBRAMATERIAL, REPUESTO, EQUIPO,
INSTRUMENTO Y/O HERRMIENTACODIGO CANTIDAD TIEMPO COSTO CODIGO CANTIDAD COSTO
OBSERVACIONES
Elaborado por:Revisado por:Aprobado por:
Orden de Salida de Materiales y/o Repuestos (M-15)
190

Como se pudo observar, en la emisión de órdenes de trabajo se
requiere recursos materiales, repuestos, y mano de obra, de ahí surge la
orden de trabajo, para solicitar al almacén de mantenimiento lo que se
necesite. A través de este formato, se hace la solicitud de lo que se requiere
y a su vez permite llevar un control y registro de lo que se consume.
La orden de salida de materiales y/o repuestos (M-15) presenta:
a) Nombre y logotipo de la empresa.
b) Título del formato, para este caso “Orden de Salida de Materiales
y/o Repuestos”.
c) Listado de materiales y/o repuestos solicitados y las observaciones
pertinentes.
d) Página(s) que componen el formato.
e) Realizado por: persona(s) encargada(s) de la recaudación de
información necesaria para el llenado del registro.
f)Recibido por: persona(s) encargada(s) de la recepción del registro
luego de ser llenado.
g) Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
h) Fecha en que se realizó la revisión mencionada anteriormente.
Orden de Salida de Materiales y/o Repuestos (M15)
191

M-15
FECHA:
ORDEN DE SALIDA DE MATERIALES Y/O REPUESTOS (M15)MATERIALES Y/O REPUESTOS SOLICITADOS
OBSERVACIONES
Elaborado por: Revisado por: Aprobado por:
Requisición de Materiales y/o Repuestos (M-16)
192
Este procedimiento se utiliza para obtener fuera del sistema productivo,
los materiales y/o repuestos necesarios para ejecutar una orden del trabajo o
una acción de mantenimiento, debido a que en algunas ocasiones estos
pueden no estar disponibles en el almacén de mantenimiento o del sistema
productivo, lo que trae consigo una demora en la ejecución de las órdenes, lo
cual puede ser perjudicial para el proceso productivo, por lo tanto se debe
generar un registro dirigido a la administración de la organización
La requisición de materiales y/o repuestos (M-16) contiene:
a) Nombre y logotipo de la empresa.
b) Título del formato, para nuestro caso “Requisición de Materiales
y/o Repuestos”.
c) Listado de materiales y/o repuestos solicitados y las observaciones
pertinentes.
d) Página(s) que componen el formato.
e) Realizado por: persona(s) encargada(s) de la recaudación de
información necesaria para el llenado del registro.
f)Recibido por: persona(s) encargada(s) de la recepción del registro
luego de ser llenado.
g) Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
h) Fecha en que se realizó la revisión mencionada anteriormente.
Requisición de Materiales y/o Repuestos (M16)
193

M-16
FECHA:REQUISICION DE MATERIALES Y/O REPUESTOS (M16)
MATERIALES Y/O REPUESTOS SOLICITADOS
OBSERVACIONES
Elaborado por: Revisado por: Aprobado por:
Requisición de Trabajo (M-17)
194

Este procedimiento se utiliza para contratar fuera del sistema
productivo o empresa, una orden de trabajo que no pueda ser ejecutada por
diferentes razones, ya sea por la complejidad de la acción o porque no se
cuenta con los recursos de personal, materiales, repuestos, equipos,
instrumentos y herramientas necesarias.
La información contenida en el (M-17) es la siguiente:
a) Nombre y logotipo de la empresa.
b) Título del formato, para este caso “Requisición de Trabajo”.
c) Número de solicitud de servicio, cliente, contratista, tipo de trabajo,
componente a reparar, modelo y serial, identificación de la pieza
de trabajo: descripción, parte y cantidad; observaciones,
especificaciones técnicas, envío según especificaciones
especiales.
d) Página(s) que componen el formato.
e) Elaborado por: persona(s) encargada(s) de la recaudación de
información necesaria para el llenado del registro.
f)Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
g) Fecha en que se realizó la revisión mencionada anteriormente.
Requisición de Trabajo (M17)
195

M-17
REQUISICION DE TRABAJO (M17)NRO. DE SERV CLIENTE CONTRATISTA FECHA
TIPO DE TRABAJOREACONDICIONAMIENTO ____ MODIFICACION ____ FABRICACION
____COMPONENTE EN REPARACION
MODELO SERIAL
IDENTIFICACION DE LA PIEZA A REALIZAR TRABAJO
DESCRIPCIONNRO. DE PARTE
CANIDAD
OBSERVACIONES
ESPECIFICACIONES TECNICAS
ANEXA A ESTE DOCUMENTO ____ EN PODER DE SUBCONTRATISTA ____
ENVIO DE ESPECIFICACIONES SEGÚN:SERVICE MAGAZINE ___ SPECIFICATION ____ SPECIAL INTRUNCION ____ ENGINE
NEWS ____ PLANOS ____
Elaborado por:Revisado por:Aprobado por:
Historial de Fallas (M-18)
196
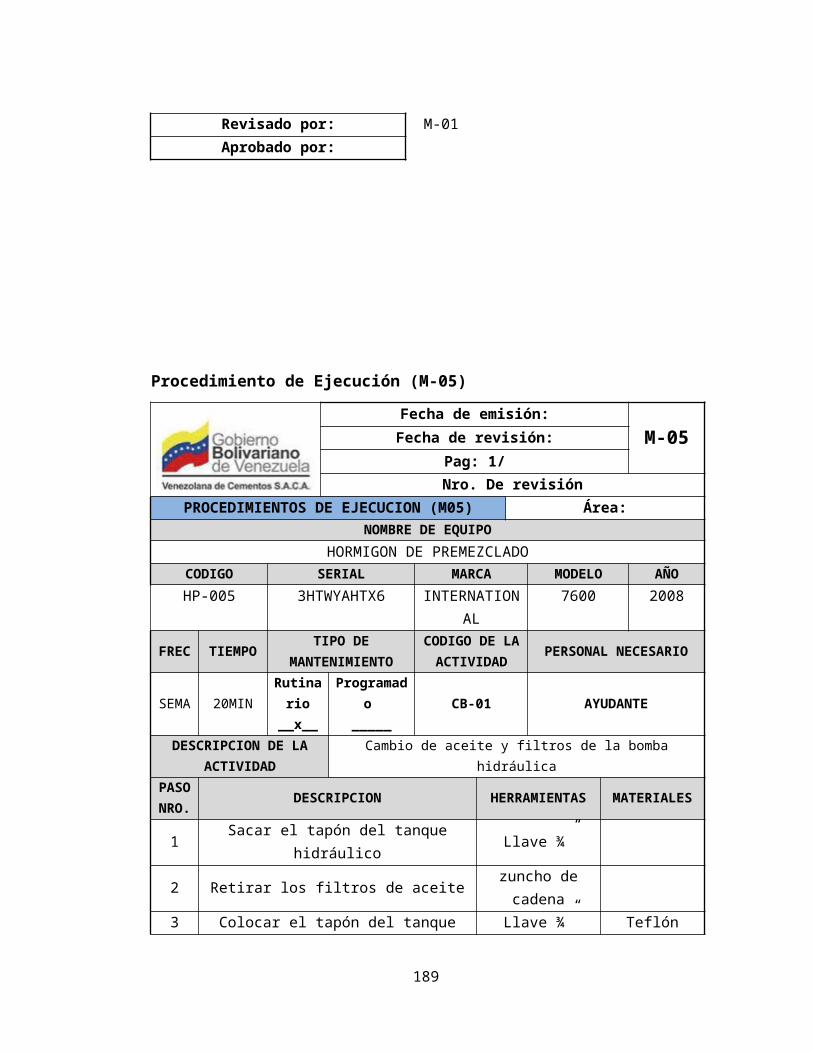
Esto es un documento soporte para el departamento de mantenimiento,
ya que guarda información sobre las fallas presentadas en los equipos y
herramientas en un período de tiempo, los cuales han sido obtenidas de los
registros cada cierto tiempo. El formato (M-18) contiene la recopilación de la
información referida a las averías sucedidas a cada objeto de mantenimiento
y obtenida de los registros de las diferentes órdenes de trabajo ejecutado.
Este registro es muy importante debido a que cada cierto periodo, los
datos se someterán a un análisis para su clasificación y determinación de los
parámetros de actividades necesarias en la retroalimentación del sistema y la
tendencia del mantenimiento a corto plazo.
La información contenida en el (M-18) es la siguiente:
a) Nombre y logotipo de la empresa.
b) Título del formato, para este caso “Historial de Fallas”.
c) Nombre y código del equipo, fecha de la falla, personal utilizado
para su corrección, descripción de la actividad realizada,
materiales utilizados en la actividad realizada, tiempo entre fallas y
tiempo fuera de servicio del equipo.
d) Página(s) que componen el formato.
e) Elaborado por: persona(s) encargada(s) de la recaudación de
información necesaria para el llenado del registro.
f) Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
g) Fecha en que se realizó la revisión mencionada anteriormente en
el formato.
Historial de Fallas (M18)
197

M-18
HISTORIAL DE FALLAS (M18)EQUIPO CODIGO SERIAL
FECHA DESCRIPCION MATERIAL T.E.F. T.F.S.
Elaborado por:Revisado por:Aprobado por:
Acumulación de consumo de materiales, repuestos y horas-hombre (M-
198

19)
Este procedimiento se utiliza para registrar la información referida al
consumo delos diferentes renglones necesarios en la ejecución de las
acciones de mantenimiento. Los acumulados periódicos pueden prepararse
para cada unidad ejecutora, cada división de mantenimiento o para toda la
organización del sistema productivo, sirven como mecanismo de control y
evaluación de los gastos ocasionados por cada componente estructural; y se
basan en la información registrada en los procedimientos anteriormente
descritos.
La información contenida en el (M-19) es la siguiente:
a) Nombre y logotipo de la empresa.
b) Título del formato, para este caso “Acumulación de Materiales,
Repuestos y Horas-hombre”.
c) Nombre y código del equipo, fecha de inicio de la actividad, fecha
de culminación de la actividad, responsable de la actividad, acción
realizada, descripción del trabajo a realizar, mano de obra: código,
cantidad, tiempo y costo; materiales, equipos, repuestos,
herramientas empleadas así como su código, cantidad y costo
respectivo.
d) Página(s) que componen el formato.
e) Elaborado por: persona(s) encargada(s) de la recaudación de
información necesaria para el llenado del registro.
f)Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
g) Fecha en que se realizó la revisión mencionada anteriormente.
Acumulación de Consumo de materiales, repuestos y horas hombres
(M19)
199
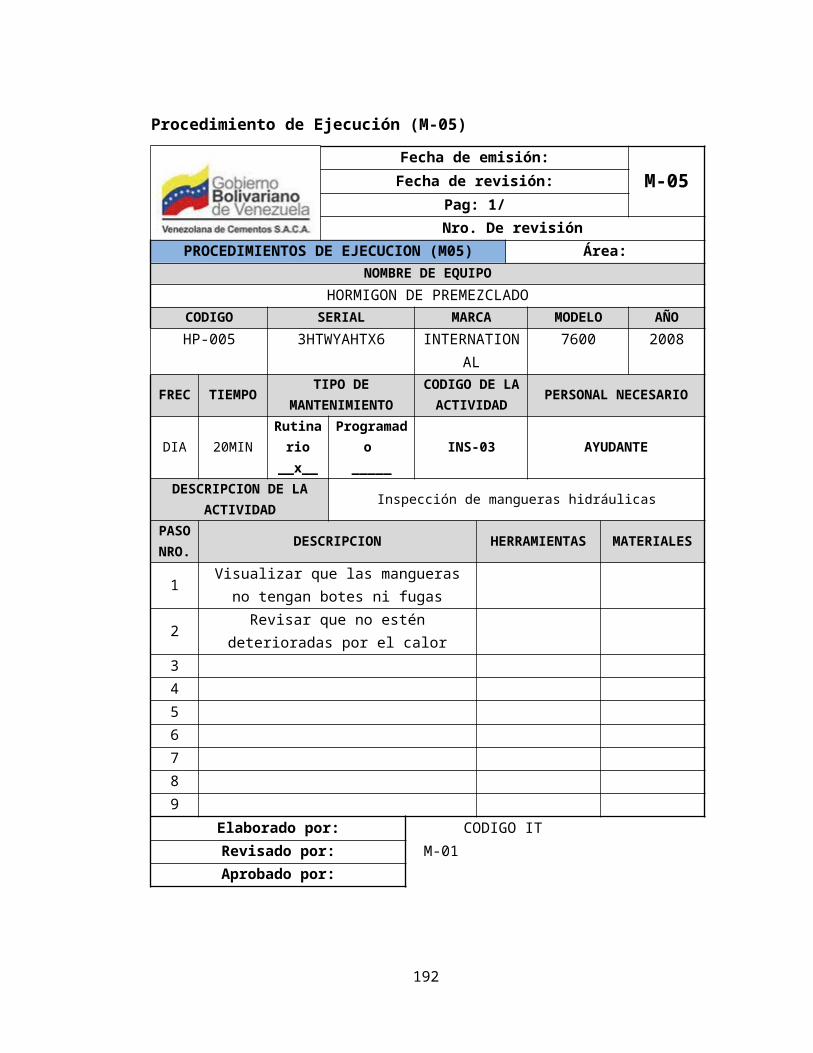
M-19
ACUMULACION DE CONSUMO DE MATERIALES, REPUESTOS Y HORAS HOMBRE (M19)
CODIDO DE EQUIPO AREA RESPONSABLE ACCION PAGINA
FECHA DE INICIOFECHA DE
CULMINACION DESCRIPCCION DEL TRABAJO A REALIZAR
MANO DE OBRAMATERIAL, REPUSTO, EQUIPO,
INSTRUMENTO, Y/O HERRAMIENTASCODIGO CANTIDAD TIEMPO COSTO CODIGO CANTIDAD COSTO
OBSERVACIONES
Elaborado por:Revisado por:Aprobado por:
Presupuesto Anual de Mantenimiento (M-20)
El presupuesto de un departamento de mantenimiento debe constar de
varias partidas: mano de obra, materiales y equipos, herramientas, servicios
200

contratados, entre otras. Esta actividad pretende predecir el futuro para evitar
el desperdicio de tiempo y de recursos, orientando las acciones a solucionar
problemas con la anticipación requerida. Este formato se basa en los
acumulados (M-19) y constituye la previsión para el próximo período de
mantenimiento. Se describe la cantidad y tipo de renglones a solicitar para
poder cumplir el objetivo y metas de la función mantenimiento.
La información contenida en el (M-20) es la siguiente:
a) Nombre y logotipo de la empresa.
b) Título del formato, para este caso “Presupuesto Anual de
Mantenimiento”.
c) Responsable por la realización del presupuesto, departamento en
el que se realizan las actividades a evaluar, año de realización del
presupuesto, tipo de mantenimiento a cotizar, código de los
recursos a cotizar, nombre, cantidad y costo de los mismos, costo
total de los recursos.
d) Página(s) que componen el formato.
e) Elaborado por: persona(s) encargada(s) de la recaudación de
información necesaria para el llenado del registro.
f)Aprobado por: persona encargada de la revisión de la información
contenida en el registro que tiene la responsabilidad de aprobarla
o rechazarla.
g) Fecha en que se realizó la revisión mencionada anteriormente.
Presupuesto Anual de Mantenimiento (M-20)
M-20
201

PRESUPUESTO ANUAL DE MANTENIMINETO (M20)FECHA: RESPONSABLE
:TIPO DE MMTO: AÑO: AREA: PAG:
CODIGO DEL RECURSO NOMBRE CANTIDAD COSTO
TOTAL Elaborado por:Revisado por:Aprobado por:
CONCLUSIONES Y RECOMENDACIONES
202

Conclusiones
Las conclusiones presentadas en este estudio, están relacionadas
directamente con los resultados obtenidos en el desarrollo de la
investigación.
1. La Gerencia de Mantenimiento Mecánico la empresa lleva registro de
la ubicación y dirección donde ubicarlas y un nombre con el cual identificar el
equipo. Permitiendo tener un control y conocimiento sobre información
técnica, centros de costo y características generales.
2. También se pudo verificar que la empresa mediante siglas y/o arreglo
alfanumérico tiene un control codificado de los equipos registrados en el
sistema, cada equipo o instalación que formen parte del sistema o planta.
3. Además se observó que la empresa cuenta con un registro técnico
de los equipos de bombeo. Donde están trazadas las características
originales de cada equipo, datos operativos, componentes, y contiene la
siguiente información: tipo de máquina, datos específicos físicos modelo,
tipo, dimensiones, peso y tecnológicos parámetros operativos.
4. Es importante resaltar que la empresa describe las acciones de
mantenimiento preventivo aplicadas a cada equipo. En la actualidad la
Gerencia de Mantenimiento Mecánico no cuenta con un inventario
actualizado de los equipos que pertenecen a la planta, hecho que dificulta la
planificación de mantenimiento preventivo.
5. De la misma manera quedó en evidencia que la empresa espera que
el equipo falle, para realizar todo tipo de ajuste al sistema de bombeo. El
procedimiento actual llevados por esta gerencia para la aplicación de
mantenimiento preventivo y correctivo del equipos, se visualizaron las
debilidades como, la ausencia del cronograma anual para mantenimiento
preventivo, deficiencia en el registro de los trabajos realizados entre otras.
203
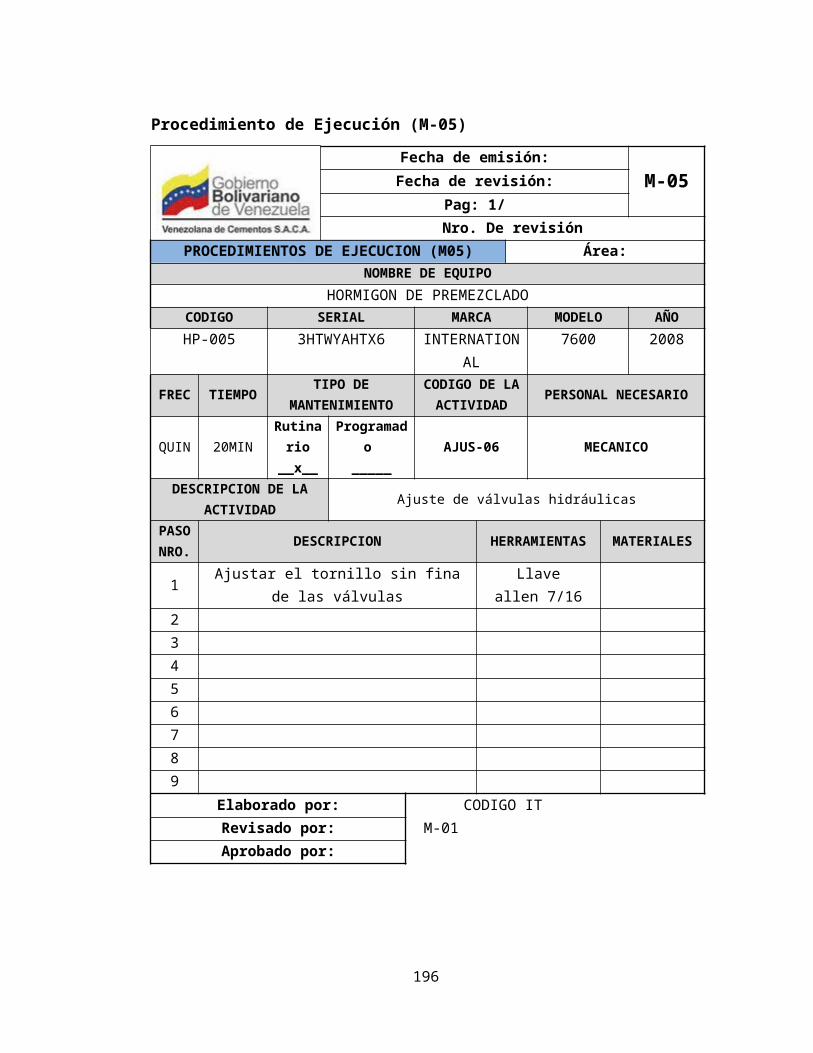
6. No existe un registro de fallas de partes y componentes del equipo,
por otra parte, el taller de máquinas herramientas no cuenta con un sistema
para la planificación del inventario de partes y componentes.
7. También se puede decir que en la actualidad los formatos utilizados
no contienen toda la información necesaria para el registro y control de los
trabajos realizados al sistema de bombeo, un ejemplo de esto son las
ordenes de trabajo que en ninguno de renglones solicita el nombre ni el
código del equipo, por lo que no se tiene un historial de las reparaciones
realizada a dicho sistema.
Recomendaciones
De los resultados obtenidos en la investigación se llegó al
planteamiento de las siguientes recomendaciones:
La Gerencia de Mantenimiento Mecánico, debe contratar un planificador
de mantenimiento, ya que esta es la figura capacitada para programar los
mantenimientos de manera eficaz y eficiente, pues cuenta con la preparación
necesaria para desempeñar este rol.
Actualizar el inventario de los equipos que pertenecientes
Tomar en consideración la implementación de la propuesta plan de
mantenimiento, presentado en esta investigación, ya que permitirá llevar la
planificación y control adecuado de los mantenimientos en el departamento
de mantenimiento del sistema de bombeo.
Implementar el uso de los formatos de orden de trabajo, reporte de
mantenimiento y notificación de parada, ya que estos permitirán que las
204
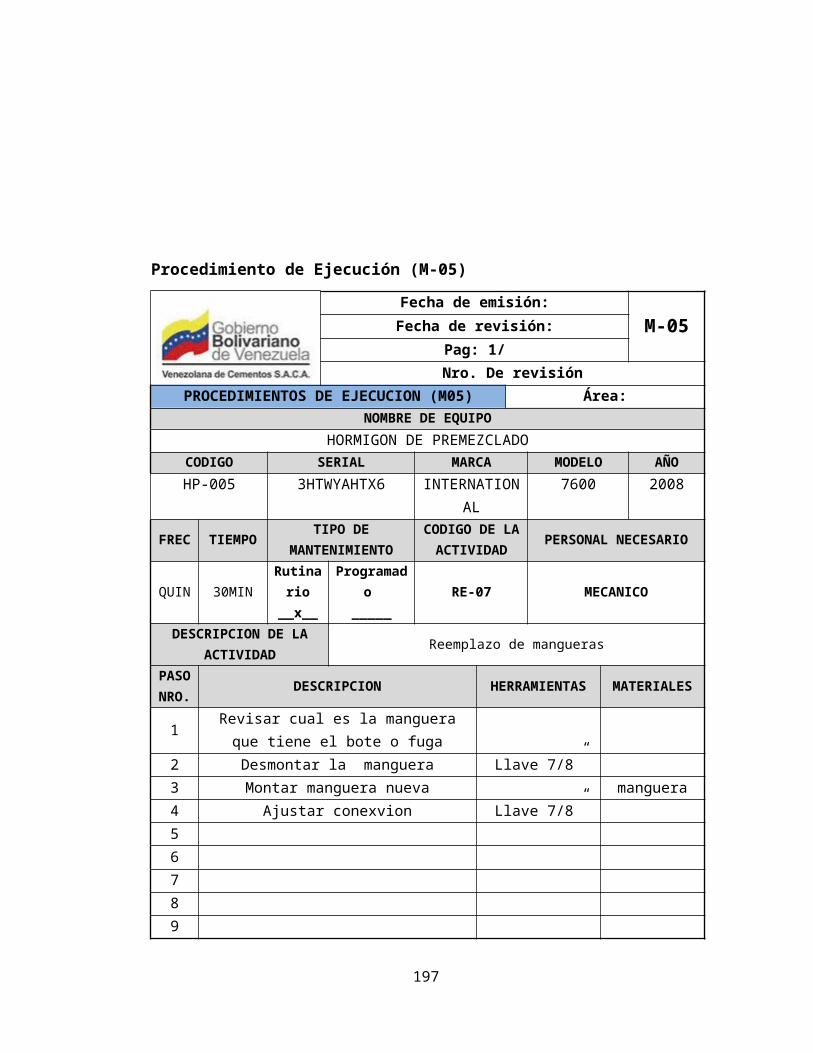
actividades de mantenimiento se realicen de manera más formal, y que a su
vez queden registros de las intervenciones a los equipos.
Revisar periódicamente la información contenida en las fichas técnicas,
a fin de actualizarla y adecuarla a las necesidades del departamento.
Velar que al momento de la ejecución del sistema de mantenimiento
propuesto, las operaciones se realicen conforme a las rutinas de
mantenimiento y que exista un supervisor que verifique la correcta aplicación
de las mismas.
Crear conciencia en los operadores en cuanto al uso de los equipos,
mediante cursos de capacitación para el manejo de los mismos, de esta
manera se evitaran negligencias y daños.
REFERENCIA BIBLIOGRÁFICAS
205

Arias (1997) Técnica e instrumento de recolección de Datos. Colombia. McGraw Hill.
Castellano y Prado (2013), proponen un “Plan de Mantenimiento
Preventivo a las Torres de Impresión de una Prensa Rotativa Modelo
S-150 del Diario La Prensa Ubicado en Barquisimeto Estado Lara”,
Depool (2013), “Plan de Mantenimiento Preventivo para la Guillotina
Hidráulica en la Empresa FALCONSA C.A”,
Duffuaa, A. (2002). “Sistema de Mantenimiento: Planeación y Control”.
Editorial Limusa. México.
FONDONORMA (1993) Norma Venezolana COVENIN 3049-93. Caracas, Venezuela.
García, G (2008) Organización y Gestión de Mantenimiento. Ediciones Díaz
de Santos. España.
Godoy (2011), “Plan de Mantenimiento Preventivo para Retroexcavadora
y Mini Cargadores marca New Halland Basado en la norma convenin
3049-93 para maquinarias LORENZI C.A”,
Hernández, y Baptista. (2003) “Metodología de la Investigación”. McGraw Hill . Colombia.
Hurtado y Toro.(1998).Paradigmas y métodos de investigación en tiempos de cambio. Editorial Episteme Consultores Asociados. Valencia Venezuela.
Instituto Universitario de Tecnología “Antonio José de Sucre” (2007). Manual de normas para la elaboración de trabajo de grado. Barquisimeto.
Sabino, C. (1992). El proceso de investigación. Editorial Panapo. Caracas, Venezuela.
206

Sira y Yajure (2014) “Diseño de un plan de mantenimiento preventivo
para la Turbina a Gas 5000 de la empresa Corpoelec planta Dos
Barquisimeto estado Lara”.
Tamayo y Tamayo, M (2004). El Proceso de la Investigación Científica. (5ta Edición). México Noriega Editores.
Universidad Fermín Toro. (2000). Normas para la presentación trabajo de grado. Cabudare, Venezuela
Vargas y Aguilar (2011), “Plan de mantenimiento Preventivo para las
Bombas de Recirculación de Guarapo AllísChalmers en la Central
Azucarera Pio Tamayo del Tocuyo”,
207