tema 10 ya - neuroeducacionjoseantonio.files.wordpress.com · recuerda que el empalme entre...
TRANSCRIPT

CIENCIA APLICADA AL DESARROLLO DE PROYECTOS
PROYECTO FINAL
SOLDEO POR ARCO CON ELECTRODOREVESTIDO
TEMA 10 PROCEDIMIENTO DE SOLDEO
JOSÉ ANTONIO HERNÁNDEZ MAGALLÓN

TEMA 10 Procedimiento de soldeo
2 Soldeo por arco con electrodo revestido
� ÍNDICE
� ÍNDICE ........................................................................................... 2
� Introducción ........................................................................................ 3
10.1. Práctica: cebado del arco ................................................................ 3
10.2. Práctica: empalme de cordones ....................................................... 6
10.3. Práctica: depósito de cordones rectos en posición plana ............. 8
10.4. Práctica: soldadura de piezas posicionadas a tope en posición plana.........................................................................................................11
10.5. Práctica: soldadura en ángulo de piezas en T ........................... 14
10.6. Práctica: soldadura vertical ascendente de piezas posicionadas..17
10.7. Práctica: soldadura vertical ascendente de piezas posicionadas en T................................................................................................................21
10.8. Práctica: soldadura en cornisa de piezas posicionadas a tope 24
10.9. Práctica: soldadura sobrecabeza con piezas posicionadas en T . 28
10.10. Práctica: soldadura vertical ascendente de tubos posicionados a tope...........................................................................................................32
� Resumen............................................................................................38
TEMA 10 Procedimiento de soldeo
3 Soldeo por arco con electrodo revestido
� Introducción
Los tipos de soldaduras pueden resumirse en un conjunto de posiciones de soldeo y preparación de bordes de las piezas. Aunque la forma de especificar el tipo de soldadura es muy precisa, no informa de las posibles situaciones reales de soldeo, pues sólo es un método para definir la soldadura y documentarla técnicamente.
Tratar de precisar mediante un método todos los posibles casos que pueden darse en un entorno profesional es una tarea imposible, la cantidad de situaciones diferentes que pueden darse es desbordante.
En esta unidad, se pretende iniciar al alumno en la soldadura mediante casos prácticos, presentados como fichas prácticas de soldadura en las páginas siguientes.
El objetivo de las fichas prácticas es ofrecer al alumno el modo de proceder ante el caso práctico de soldadura, por lo que debe tomarse como un método de aprendizaje y no como una guía para interpretar las posibles situaciones reales de soldadura.
De esta forma, se pretende iniciar al alumno en el amplio campo de la soldadura profesional, a través de la práctica de las posiciones y tipos de uniones más comunes, partiendo desde los primeros pasos que deben darse para aprender a soldar.
Si es posible, se propone también que el alumno realice las prácticas hasta obtener unas soldaduras satisfactorias.
Las fichas prácticas se presentan con diferentes niveles de dificultad. No es recomendable avanzar con las siguientes, mientras no se obtengan resultados adecuados en cada práctica.
10.1. Práctica: cebado del arco
Ficha práctica Cebado de arco.
Proceso de soldeo: Electrodo revestido. 111. (SMAW)
Objetivos:
• Adquirir la destreza necesaria para cebar el arco de manera efectiva.
• Lograr cebar el arco de manera estable mediante la técnica del raspado.
• Lograr cebar el arco de manera estable mediante la técnica del picado.
• Encender el arco en un punto preciso mediante los dos métodos.
• Conseguir continuar correctamente con la fusión del electrodo después de haber

TEMA 10 Procedimiento de soldeo
4 Soldeo por arco con electrodo revestido
cebado el arco.
• Evitar la aparición de proyecciones y/o sopladuras.
Descripción:
Sobre una pieza de chapa cuadrada de acero al carbono de 150x150 mm y de espesor mayor o igual a 6 mm, el alumno debe realizar el cebado del arco repetidas veces, con electrodos de diámetro medio (se recomienda usar electrodos de diámetro de 3,25 mm).
Se debe cebar el arco mediante la técnica del raspado y posteriormente mediante la técnica del picado, hasta lograr el encendido del electrodo de manera estable.
Usar marcas realizadas previamente sobre la chapa para comprobar y mejorar la precisión en el cebado del arco.
Cuando se logre el cebado preciso, se debe continuar con la fusión del electrodo, sin interrupciones y sin defectos, hasta conseguir un pequeño cordón (conocido como punto de soldadura) de unos 25mm.
Ejecución del proceso:
• Realizar cortes en chapa mediante guillotina u otro procedimiento de corte hasta obtener la pieza con las dimensiones apropiadas (150x150 mm).
• Limpiar la pieza con trapo de toda presencia de suciedad, aceites, líquidos de corte, etc.
• Trazar líneas de 25 mm de longitud, a lo largo de toda la longitud de la pieza, distanciadas 20 mm entre sí y 10 mm entre las líneas y los bordes; de tal manera que queden como líneas discontinuas paralelas entre sí.
• Para el trazado de las líneas se recomienda usar punta de trazar y regla metálica. También se deben realizar unas marcas previas, medidas con regla o flexómetro, para dirigir el marcado de las líneas.
• Poner el equipo de soldeo en condiciones de funcionamiento y asegurarse de que no vamos a comprometer nuestra seguridad o la de cualquier otra persona durante el soldeo, además de no afectar a la integridad de los medios materiales que disponemos.
• Usar las marcas para guiar el cebado. Realizar cebados mediante raspado y cebados mediante picado.
• Picar y cepillar la escoria, con piqueta de soldador y cepillo de púas metálicas, al terminar cada punto. Recuerda usar gafas o pantalla de protección.
• Examinar visualmente los cordones después del cepillado. Tratar de advertir la posible aparición de defectos y procurar no cometer el mismo fallo en futuras

TEMA 10 Procedimiento de soldeo
5 Soldeo por arco con electrodo revestido
soldaduras
Condiciones de soldeo
Material base Parámetros de soldeo
Material: Acero al carbono F111 Tipo de unión: No existe.
Espesor: >= 6 mm. Posición de soldeo:
Plana PA
Longitud: 150x150mm Ángulo de trabajo:
90°
Preparación de Bordes:
No requerida. Ángulo de desplazamiento:
5-10°
Altura de talón: No requerida. N° de cordones
por pasada: -
Separación de raíz: No requerida. N° de pasadas: -
Material de aportación Parámetros eléctricos
Tipo de electrodo. Designación:
Electrodo con revestimiento de rutilo. E 6013.
Intensidad:
Consultar la intensidad recomendada por el
fabricante. Indicada en caja.
Aproximadamente entre 100 y
120 A.
Diámetro: Recomendado 3.25 Polaridad: Directa. CCEN.

TEMA 10 Procedimiento de soldeo
6 Soldeo por arco con electrodo revestido
mm.
Longitud: 300 mm.
10.2. Práctica: empalme de cordones
Ficha práctica Empalme de cordones.
Proceso de soldeo: Electrodo revestido. 111. (SMAW)
Objetivos:
• Adquirir la destreza necesaria en el empalme de cordones.
• Evitar la aparición de inclusiones de escoria en el empalme.
• Evitar la aparición de sopladuras en el empalme.
• Conseguir un empalme sin abultamientos.
• Conseguir un empalme sin sobreespesor.
• Conseguir un empalme sin grietas ni formación de cráter.
• Lograr un empalme que mantenga la misma apariencia que los cordones en anchura y altura, de tal forma que parezca un único cordón.
Descripción:
Sobre una pieza de chapa cuadrada de acero al carbono de 150x150 mm y de espesor mayor o igual a 6 mm, el alumno debe realizar el depósito de un cordón de 30 mm de soldadura en posición horizontal, para empalmar otro cordón de 30 mm sobre el primero.
Los cordones se depositarán siguiendo unas marcas realizadas previamente sobre la pieza. Se recomienda el uso de electrodos de diámetro medio (electrodos de diámetro de 3,25 mm).
Se deben ejecutar tantos empalmes como sean necesarios para rellenar todas las marcas hechas sobre la chapa.
Ejecución del proceso:
• Realizar cortes en chapa mediante guillotina u otro procedimiento de corte hasta obtener la pieza con las dimensiones apropiadas (150x150 mm).
• Limpiar la pieza con trapo de toda presencia de suciedad, aceites, líquidos de corte, etc.

TEMA 10 Procedimiento de soldeo
7 Soldeo por arco con electrodo revestido
• Trazar líneas de 60 mm de longitud, a lo largo de toda la longitud de la pieza, distanciadas 20 mm entre sí y 10 mm entre las líneas y los bordes; de tal manera que queden como líneas discontinuas paralelas entre sí.
• Para el trazado de las líneas se recomienda usar punta de trazar y regla metálica. También se debe realizar unas marcas previas, medidas con regla o flexómetro, para dirigir el marcado de las líneas.
• Poner el equipo de soldeo en condiciones de funcionamiento y asegurarse de que no vamos a comprometer nuestra seguridad o la de cualquier otra persona durante el soldeo, además de no afectar a la integridad de los medios materiales que disponemos.
• Usar las marcas para depositar el primer cordón de 30mm de longitud. Recuerda que el empalme entre cordones comienza en la finalización del cordón empalmado.
• Picar y cepillar la escoria descubriendo completamente el primer cordón. Depositar el segundo cordón empalmándolo con el primero.
• Picar y cepillar la escoria, con piqueta de soldador y cepillo de púas metálicas, al terminar cada empalme. Recuerda usar gafas o pantalla de protección.
• Examinar visualmente los empalmes después del cepillado. Tratar de advertir la posible aparición de defectos y procurar no cometer el mismo fallo en los empalmes siguientes.
Condiciones de soldeo
Material base Parámetros de soldeo
Material: Acero al carbono
F111 Tipo de unión: No existe.
Espesor: >= 6 mm. Posición de
soldeo: Plana PA

TEMA 10 Procedimiento de soldeo
8 Soldeo por arco con electrodo revestido
Longitud: 150x150mm Ángulo de trabajo:
90°
Preparación de Bordes:
No requerida. Ángulo de
desplazamiento: 5-10°
Altura de talón: No requerida. N° de cordones por pasada:
-
Separación de raíz:
No requerida. N° de pasadas: -
Material de aportación Parámetros eléctricos
Tipo de electrodo. Designación:
Electrodo con revestimiento de rutilo. E 6013.
Intensidad:
Consultar la intensidad recomendada por el
fabricante. Indicada en caja.
Aproximadamente entre 100 y 120 A.
Diámetro: Recomendado 3.25
mm. Polaridad: Directa. CCEN.
Longitud:
10.3. Práctica: depósito de cordones rectos en posición plana
Ficha práctica Soldadura en posición plana, PA. Depósito de cordones rectos.
Proceso de soldeo: Electrodo revestido. 111. (SMAW)
Objetivos:
TEMA 10 Procedimiento de soldeo
9 Soldeo por arco con electrodo revestido
• Adquirir la destreza necesaria para depositar cordones rectos y con balanceo sin defectos.
• Se deben fundir los electrodos completamente, sin interrupciones ni apagones del arco.
• Mantener la longitud de arco constante.
• Mantener velocidad de avance constante.
• Respetar los ángulos de soldadura durante toda la práctica.
• Lograr cordones alineados con las marcas y paralelos entre sí.
• Conseguir cordones rectos uniformes en anchura, sin falta ni exceso de espesor.
• Conseguir cordones con balanceo uniformes en anchura, sin falta ni exceso de espesor.
• Lograr empalmes de cordones sin defectos.
• Evitar la aparición de sopladuras y/o proyecciones.
• Observar los efectos ocasionados por la deformación térmica.
Descripción:
Sobre una pieza de chapa cuadrada de acero al carbono de 250x250 mm y de espesor mayor o igual a 6 mm, el alumno debe realizar el depósito de cordones de soldadura en posición horizontal, con electrodos de diámetro medio (se recomienda usar electrodos de diámetro de 3,25 mm).
Se deben depositar 6 cordones rectos y 6 cordones con balanceo siguiendo diferentes patrones de balanceo (observar distintos efectos causados en el cordón depositado), a lo largo de toda la longitud de la chapa. Los renglones de cordones serán paralelos y distanciados entre sí 20mm y la distancia de los cordones a los bordes será de 10mm.
La longitud de la chapa implica la necesidad de depositar más de un electrodo completo para cubrir toda su longitud, por lo que en cada renglón se deberá de realizar al menos un empalme entre cordones.
La soldadura en posición horizontal es la más sencilla de llevar a cabo, también es la más económica (por este motivo en los talleres siempre se persigue soldar en esta posición). No recomendamos la práctica de soldadura en otras posiciones mientras no se logren buenos resultados en esta posición
Ejecución del proceso:
• Realizar cortes en chapa mediante guillotina u otro procedimiento de corte hasta obtener la pieza con las dimensiones apropiadas (250x250 mm).
• Limpiar la pieza con trapo de toda presencia de suciedad, aceites, líquidos de corte, etc.
• Trazar líneas paralelas a lo largo de toda la longitud de la pieza, distanciadas 20 mm

TEMA 10 Procedimiento de soldeo
10 Soldeo por arco con electrodo revestido
entre sí y 10 mm entre las líneas y los bordes. Para el trazado de las líneas se recomienda usar punta de trazar y regla metálica. También se debe realizar unas marcas previas, medidas con regla o flexómetro, para dirigir el marcado de las líneas.
• Poner el equipo de soldeo en condiciones de funcionamiento y asegurarse de que no vamos a comprometer nuestra seguridad o la de cualquier otra persona durante el soldeo, además de no afectar a la integridad de los medios materiales que disponemos.
• Depositar los cordones siguiendo las marcas hechas sobre la pieza. Realizar cordones rectos y cordones con balanceo.
• Picar y cepillar la escoria, con piqueta de soldador y cepillo de púas metálicas, al terminar cada cordón. Recuerda usar gafas o pantalla de protección.
• Examinar visualmente los cordones después del cepillado. Tratar de advertir la posible aparición de defectos y procurar no cometer el mismo fallo en futuras soldaduras.
Condiciones de soldeo
Material base Parámetros de soldeo
Material: Acero al carbono
F111 Tipo de unión: No existe.
Espesor: >= 6 mm. Posición de soldeo:
Plana PA
Dimensiones: 150x150mm Ángulo de trabajo:
90°
Preparación de Bordes:
No requerida. Ángulo de desplazamiento:
5-10°
Altura de talón: No requerida. N° de cordones
por pasada: De 2 a 3
TEMA 10 Procedimiento de soldeo
11 Soldeo por arco con electrodo revestido
Separación de raíz:
No requerida. N° de pasadas: 1
Material de aportación Parámetros eléctricos
Tipo de electrodo. Designación:
Electrodo con revestimiento de rutilo. E 6013.
Intensidad:
Consultar la intensidad recomendada por el
fabricante. Indicada en caja.
Aproximadamente entre 100 y 120 A.
Diámetro: Recomendado 3.25
mm. Polaridad: Directa. CCEN.
Longitud: 300 mm.
10.4. Práctica: soldadura de piezas posicionadas a tope en posición plana
Ficha práctica Soldadura en posición plana, PA. Piezas posicionadas a tope, bordes preparados en "V".
Proceso de soldeo: Electrodo revestido. 111. (SMAW)
Objetivos:
• Realizar la unión satisfactoria de dos piezas posicionadas a tope con los bordes preparados en "V", en posición plana.
• Rellenar la unión completamente, sin depresiones o faltas de material y sin sobreespesores, realizando cordones con balanceo.
• Fundir y rellenar correctamente los bordes de la unión. No deben aparecer defectos de falta de fusión en los bordes ni mordeduras.
• La pieza debe presentar una buena fusión en la raíz.
• Evitar la aparición de sopladuras o inclusiones de escoria.
• Evitar la aparición de proyecciones duras.
Descripción:
TEMA 10 Procedimiento de soldeo
12 Soldeo por arco con electrodo revestido
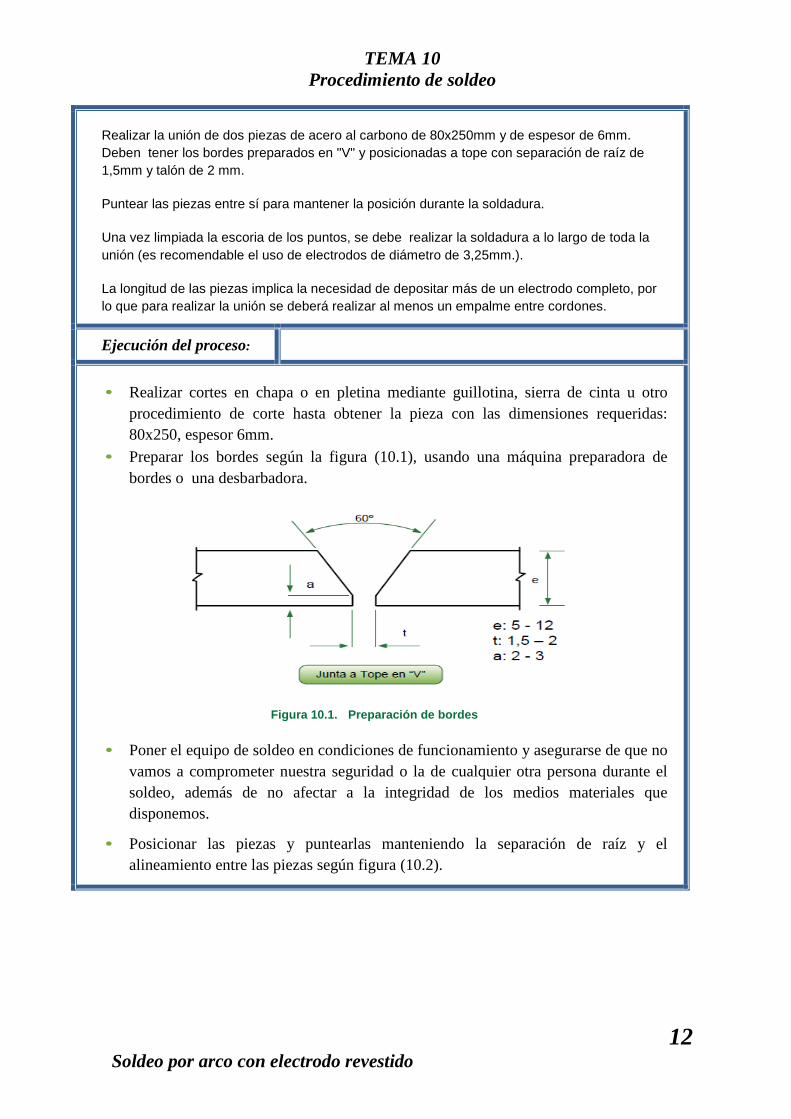
Realizar la unión de dos piezas de acero al carbono de 80x250mm y de espesor de 6mm. Deben tener los bordes preparados en "V" y posicionadas a tope con separación de raíz de 1,5mm y talón de 2 mm.
Puntear las piezas entre sí para mantener la posición durante la soldadura.
Una vez limpiada la escoria de los puntos, se debe realizar la soldadura a lo largo de toda la unión (es recomendable el uso de electrodos de diámetro de 3,25mm.).
La longitud de las piezas implica la necesidad de depositar más de un electrodo completo, por lo que para realizar la unión se deberá realizar al menos un empalme entre cordones.
Ejecución del proceso:
• Realizar cortes en chapa o en pletina mediante guillotina, sierra de cinta u otro procedimiento de corte hasta obtener la pieza con las dimensiones requeridas: 80x250, espesor 6mm.
• Preparar los bordes según la figura (10.1), usando una máquina preparadora de bordes o una desbarbadora.
Figura 10.1. Preparación de bordes
• Poner el equipo de soldeo en condiciones de funcionamiento y asegurarse de que no vamos a comprometer nuestra seguridad o la de cualquier otra persona durante el soldeo, además de no afectar a la integridad de los medios materiales que disponemos.
• Posicionar las piezas y puntearlas manteniendo la separación de raíz y el alineamiento entre las piezas según figura (10.2).

TEMA 10 Procedimiento de soldeo
13 Soldeo por arco con electrodo revestido
Figura 10.2. Aspecto de las piezas punteadas
• Picar y cepillar la escoria, con piqueta de soldador y cepillo de púas metálicas, al terminar el punteado. Recuerda usar gafas o pantalla de protección.
• Depositar los cordones con balanceo hasta rellenar la junta, procurando que los bordes queden fundidos y recargados correctamente (FIG. 10.3).
Figura 10.3. Cordones depositados sobre la junta de soldadura.
• Picar y cepillar la escoria, con piqueta de soldador y cepillo de púas metálicas, al terminar cada cordón. Recuerda usar gafas o pantalla de protección.
• Examinar visualmente los cordones después del cepillado. Tratar de advertir la posible aparición de defectos y procurar no cometer el mismo fallo en futuras soldaduras.
Condiciones de soldeo
Material base Parámetros de soldeo
Material: Acero al carbono.
F111. Tipo de unión:
A tope, con bordes preparados en "V".
Espesor: = 6 mm. Posición de
soldeo: Plana PA
TEMA 10 Procedimiento de soldeo
14 Soldeo por arco con electrodo revestido
Dimensiones: 80x250mm (2 piezas). Ángulo de trabajo: 90°
Preparación de Bordes:
En "V" con talón. Según (Fig. 10.1).
Ángulo de desplazamiento:
5-10°
Altura de talón: 2mm. N° de cordones por pasada:
De 2 a 3
Separación de raíz: 1.5mm. N° de pasadas: 1
Material de aportación Parámetros eléctricos
Tipo de electrodo. Designación:
Electrodo con revestimiento de rutilo.
E 6013. Intensidad:
Consultar la intensidad
recomendada por el fabricante. Indicada
en caja.
Aproximadamente entre 100 y
120 A.
Diámetro: Recomendado 3.25
mm. Polaridad: Directa. CCEN.
Longitud: 300 mm.
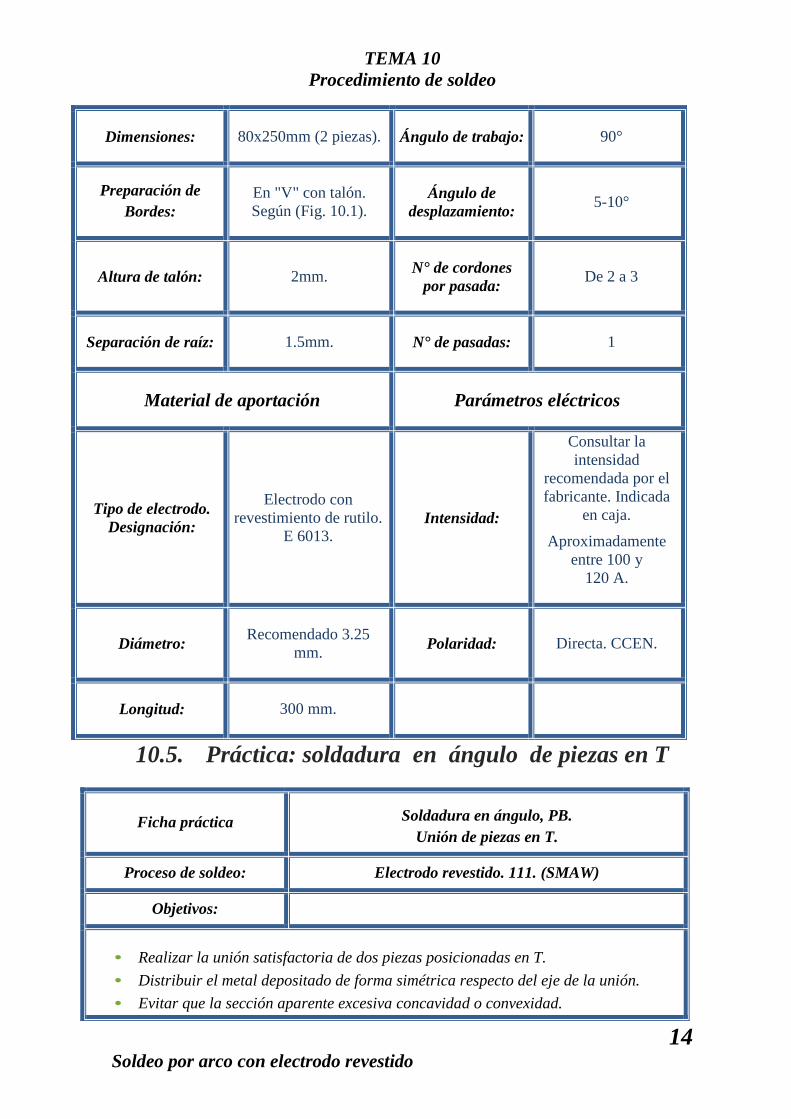
10.5. Práctica: soldadura en ángulo de piezas en T
Ficha práctica Soldadura en ángulo, PB. Unión de piezas en T.
Proceso de soldeo: Electrodo revestido. 111. (SMAW)
Objetivos:
• Realizar la unión satisfactoria de dos piezas posicionadas en T.
• Distribuir el metal depositado de forma simétrica respecto del eje de la unión.
• Evitar que la sección aparente excesiva concavidad o convexidad.

TEMA 10 Procedimiento de soldeo
15 Soldeo por arco con electrodo revestido
• Mantener constante la sección del cordón.
• Evitar la aparición de mordeduras en los límites del cordón.
• Evitar la aparición de inclusiones de escoria y proyecciones duras en el cordón.
Descripción:
Realizar la unión de dos piezas posicionadas en T. La pieza base tendrá 160x250mm y la vertical 80x250mm, ambas de 6mm de espesor. La pieza vertical se situará centrada respecto de la pieza base.
Se deben puntear las piezas para posicionarlas entre sí.
Una vez limpiada la escoria de los puntos, se debe realizar la soldadura a lo largo de toda la unión (es recomendable el uso de electrodos de diámetro de 3,25mm.).
La longitud de las piezas implica la necesidad de depositar más de un electrodo completo, por lo que para realizar la unión se deberá realizar al menos un empalme entre cordones.
Ejecución del proceso:
• Realizar cortes en chapa o en pletina mediante guillotina, sierra de cinta u otro procedimiento de corte hasta obtener las piezas con las dimensiones requeridas: una de 160 x 250mm y otra de
• 80x250, ambas con espesor de 6mm.
• Los métodos de corte usados suelen producir la suficiente planitud en las caras de corte, por lo que no es necesario realizar preparación posterior de los bordes.
• Poner el equipo de soldeo en condiciones de funcionamiento y asegurarse de que no vamos a comprometer nuestra seguridad o la de cualquier otra persona durante el soldeo, además de no afectar a la integridad de los medios materiales que disponemos.
• Posicionar las piezas centradas y perpendiculares entre sí, puntearlas manteniendo la perpendicularidad según figura (10.4).
Figura 10.4. Piezas posicionadas en T y puntadas s oldadura.
• Picar y cepillar la escoria, con piqueta de soldador y cepillo de púas metálicas, al
TEMA 10 Procedimiento de soldeo
16 Soldeo por arco con electrodo revestido
terminar el punteado. Recuerda usar gafas o pantalla de protección.
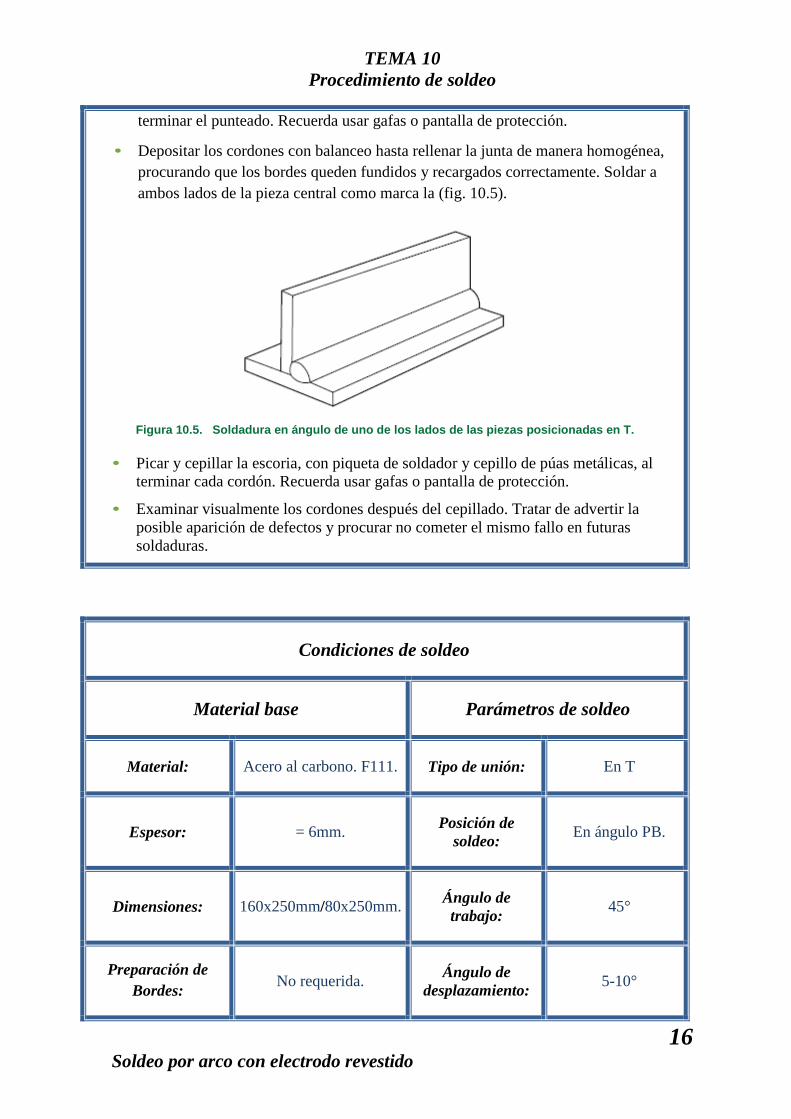
• Depositar los cordones con balanceo hasta rellenar la junta de manera homogénea, procurando que los bordes queden fundidos y recargados correctamente. Soldar a ambos lados de la pieza central como marca la (fig. 10.5).
Figura 10.5. Soldadura en ángulo de uno de los lad os de las piezas posicionadas en T.
• Picar y cepillar la escoria, con piqueta de soldador y cepillo de púas metálicas, al terminar cada cordón. Recuerda usar gafas o pantalla de protección.
• Examinar visualmente los cordones después del cepillado. Tratar de advertir la posible aparición de defectos y procurar no cometer el mismo fallo en futuras soldaduras.
Condiciones de soldeo
Material base Parámetros de soldeo
Material: Acero al carbono. F111. Tipo de unión: En T
Espesor: = 6mm. Posición de
soldeo: En ángulo PB.
Dimensiones: 160x250mm/80x250mm. Ángulo de trabajo:
45°
Preparación de Bordes:
No requerida. Ángulo de
desplazamiento: 5-10°

TEMA 10 Procedimiento de soldeo
17 Soldeo por arco con electrodo revestido
Altura de talón: No requerida. N° de cordones por pasada:
De 2 a 3
Separación de raíz: No requerida. N° de pasadas: 1
Material de aportación Parámetros eléctricos
Tipo de electrodo. Designación:
Electrodo con revestimiento de rutilo.
E 6013. Intensidad:
Consultar la intensidad
recomendada por el fabricante.
Indicada en caja.
Aproximadamente entre 110 y
130 A.
Diámetro: Recomendado 3.25 mm. Polaridad: Directa. CCEN.
Longitud: 300 mm.
10.6. Práctica: soldadura vertical ascendente de piezas posicionadas
Ficha práctica Soldadura vertical ascendente, PF. Piezas posicionadas a tope
Proceso de soldeo: Electrodo revestido. 111. (SMAW)
Objetivos:
• Realizar la unión satisfactoria de dos piezas posicionadas a tope con los bordes preparados en "V", en posición vertical ascendente.
• Rellenar la unión completamente, sin depresiones o faltas de material y sin sobreespesores, realizando cordones con balanceo.
• Controlar el baño de fusión durante su avance en dirección vertical ascendente.
• Fundir y rellenar correctamente los bordes de la unión. No deben aparecer defectos de falta de fusión en los bordes ni mordeduras.
• Evitar la aparición de material descolgado, efecto conocido comúnmente como
TEMA 10 Procedimiento de soldeo
18 Soldeo por arco con electrodo revestido
aparición de carámbanos.
• La pieza debe presentar una buena fusión en la raíz.
• Evitar la aparición de sopladuras o inclusiones de escoria.
• • Evitar la aparición de proyecciones duras.
Descripción:
Realizar la unión de dos piezas de acero al carbono de 80x250mm y de espesor de 6mm. Deben tener los bordes preparados en "V" y posicionadas a tope con separación de raíz de 1,5mm y talón de 2 mm.
Puntear las piezas entre sí para mantener la posición durante la soldadura.
Una vez limpiada la escoria de los puntos, se debe realizar la soldadura a lo largo de toda la unión (es recomendable el uso de electrodos de diámetro de 3,25mm.).
La longitud de las piezas implica la necesidad de depositar más de un electrodo completo, por lo que para realizar la unión se deberá realizar al menos un empalme entre cordones.
Ejecución del proceso:
• Realizar cortes en chapa o en pletina mediante guillotina, sierra de cinta u otro procedimiento de corte hasta obtener las piezas con las dimensiones requeridas: 80x250, espesor 6mm. 2Unidades.
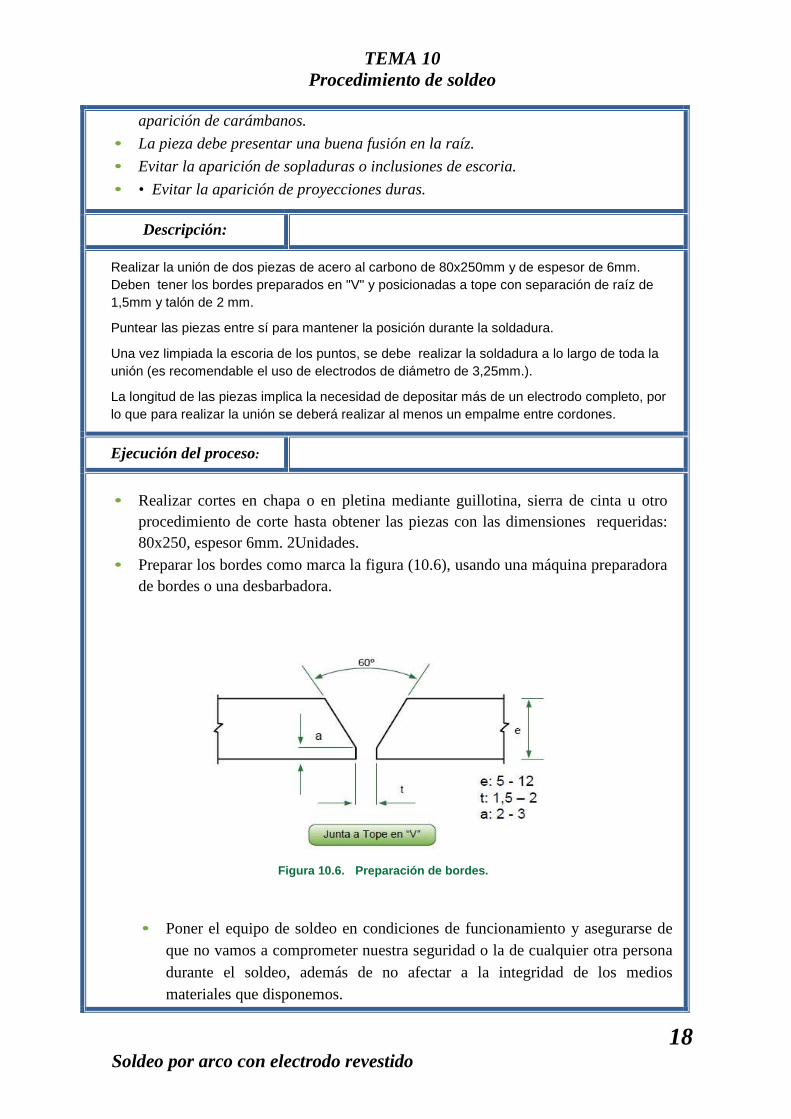
• Preparar los bordes como marca la figura (10.6), usando una máquina preparadora de bordes o una desbarbadora.
Figura 10.6. Preparación de bordes.
• Poner el equipo de soldeo en condiciones de funcionamiento y asegurarse de que no vamos a comprometer nuestra seguridad o la de cualquier otra persona durante el soldeo, además de no afectar a la integridad de los medios materiales que disponemos.

TEMA 10 Procedimiento de soldeo
19 Soldeo por arco con electrodo revestido
• Posicionar las piezas y puntearlas manteniendo la separación de raíz y el alineamiento entre las piezas según figura (10.7).
Figura 10.7. Aspecto de las piezas punteadas.
• Picar y cepillar la escoria, con piqueta de soldador y cepillo de púas metálicas, al terminar el punteado. Recuerda usar gafas o pantalla de protección.
• Posicionar las piezas punteadas, mediante un utillaje o algún otro medio, de tal manera que podamos depositar el cordón verticalmente de manera estable y sin movimientos inesperados de la pieza.
• Depositar los cordones con balanceo hasta rellenar la junta, procurando que los bordes queden fundidos y recargados correctamente (Fig. 10.8).
Figura 10.8. Cordones depositados sobre la junta de soldadura.
• Picar y cepillar la escoria, con piqueta de soldador y cepillo de púas metálicas, al terminar cada cordón. Recuerda usar gafas o pantalla de protección.
• Examinar visualmente los cordones después del cepillado. Tratar de advertir la posible aparición de defectos y procurar no cometer el mismo fallo en

TEMA 10 Procedimiento de soldeo
20 Soldeo por arco con electrodo revestido
futuras soldaduras.
Condiciones de soldeo
Material base Parámetros de soldeo
Material: Acero al carbono.
F111. Tipo de unión: A tope, con bordes preparados en "V".
Espesor: = 6mm. Posición de soldeo:
Vertical ascendente. PF.
Dimensiones: 80x250mm (2 piezas). Ángulo de trabajo: 90°
Preparación de Bordes:
En "V" con talón. Según (Fig. 10.6).
Ángulo de desplazamiento:
5-10°
Altura de talón: 2mm. N° de cordones
por pasada: De 2 a 3
Separación de raíz: 1.5mm. N° de pasadas: 1
Material de aportación Parámetros eléctricos
Tipo de electrodo. Designación:
Electrodo con revestimiento de rutilo.
E 6013. Intensidad:
Consultar la intensidad
recomendada por el fabricante. Indicada
en caja.
Aproximadamente entre 90 y
110 A.

TEMA 10 Procedimiento de soldeo
21 Soldeo por arco con electrodo revestido
Diámetro: Recomendado 3.25
mm. Polaridad: Directa. CCEN.
Longitud: 300 mm.
10.7. Práctica: soldadura vertical ascendente de piezas posicionadas en T
Ficha práctica Soldadura vertical ascendente, PF. Unión de piezas en T.
Proceso de soldeo: Electrodo revestido. 111. (SMAW)
Objetivos:
• Realizar la unión satisfactoria de dos piezas posicionadas en T, en posición vertical ascendente.
• Rellenar la unión completamente, sin depresiones o faltas de material y sin sobre espesores, realizando cordones con balanceo.
• Controlar el baño de fusión durante su avance en dirección vertical ascendente.
• El cordón debe quedar distribuido simétricamente respecto del eje de la unión.
• Fundir y rellenar correctamente los bordes de la unión. No deben aparecer defectos de falta de fusión en los bordes ni mordeduras.
• Evitar la aparición de material descolgado, efecto conocido comúnmente como aparición de carámbanos.
• Evitar la aparición de sopladuras o inclusiones de escoria.
• • Evitar la aparición de proyecciones duras.
Descripción:
Realizar la unión de dos piezas posicionadas en T. La pieza base tendrá 160x250mm y la vertical 80x250mm, ambas de 6mm de espesor y la pieza vertical se situará centrada respecto de la pieza base.
Se deben puntear las piezas para posicionarlas entre sí.
Puntear las piezas entre sí para mantener la posición durante la soldadura.
Una vez limpiada la escoria de los puntos, se debe realizar la soldadura a lo largo de toda la unión (es recomendable el uso de electrodos de diámetro de 3,25mm.).
La longitud de las piezas implica la necesidad de depositar más de un electrodo completo, por lo que para realizar la unión se deberá realizar al menos un empalme entre cordones.
TEMA 10 Procedimiento de soldeo
22 Soldeo por arco con electrodo revestido
Ejecución del proceso:
• Realizar cortes en chapa o en pletina mediante guillotina, sierra de cinta u otro procedimiento de corte hasta obtener las piezas con las dimensiones requeridas: una de 160 x 250mm y otra de 80x250, ambas con espesor de 6mm.
• Los métodos de corte usados suelen producir la suficiente planitud en las caras de corte, por lo que no es necesario realizar preparación posterior de los bordes.
• Poner el equipo de soldeo en condiciones de funcionamiento y asegurarse de que no vamos a comprometer nuestra seguridad o la de cualquier otra persona durante el soldeo, además de no afectar a la integridad de los medios materiales que disponemos.
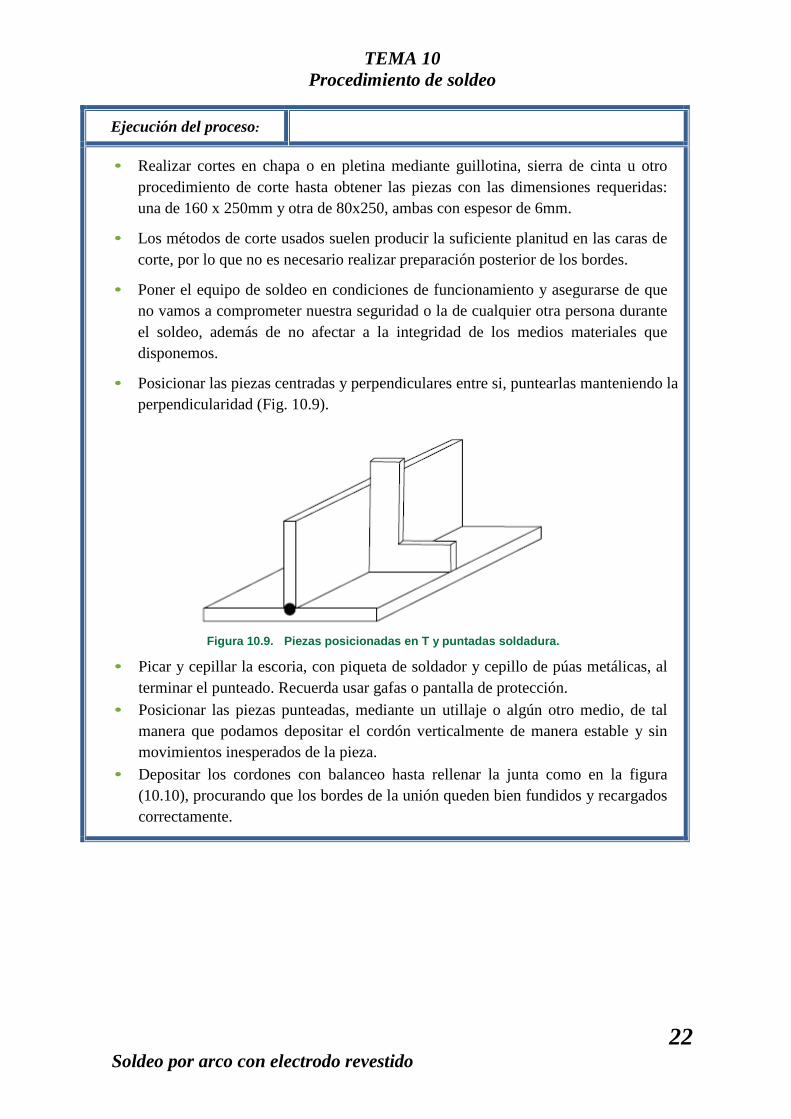
• Posicionar las piezas centradas y perpendiculares entre si, puntearlas manteniendo la perpendicularidad (Fig. 10.9).
Figura 10.9. Piezas posicionadas en T y puntadas s oldadura.
• Picar y cepillar la escoria, con piqueta de soldador y cepillo de púas metálicas, al terminar el punteado. Recuerda usar gafas o pantalla de protección.
• Posicionar las piezas punteadas, mediante un utillaje o algún otro medio, de tal manera que podamos depositar el cordón verticalmente de manera estable y sin movimientos inesperados de la pieza.
• Depositar los cordones con balanceo hasta rellenar la junta como en la figura (10.10), procurando que los bordes de la unión queden bien fundidos y recargados correctamente.
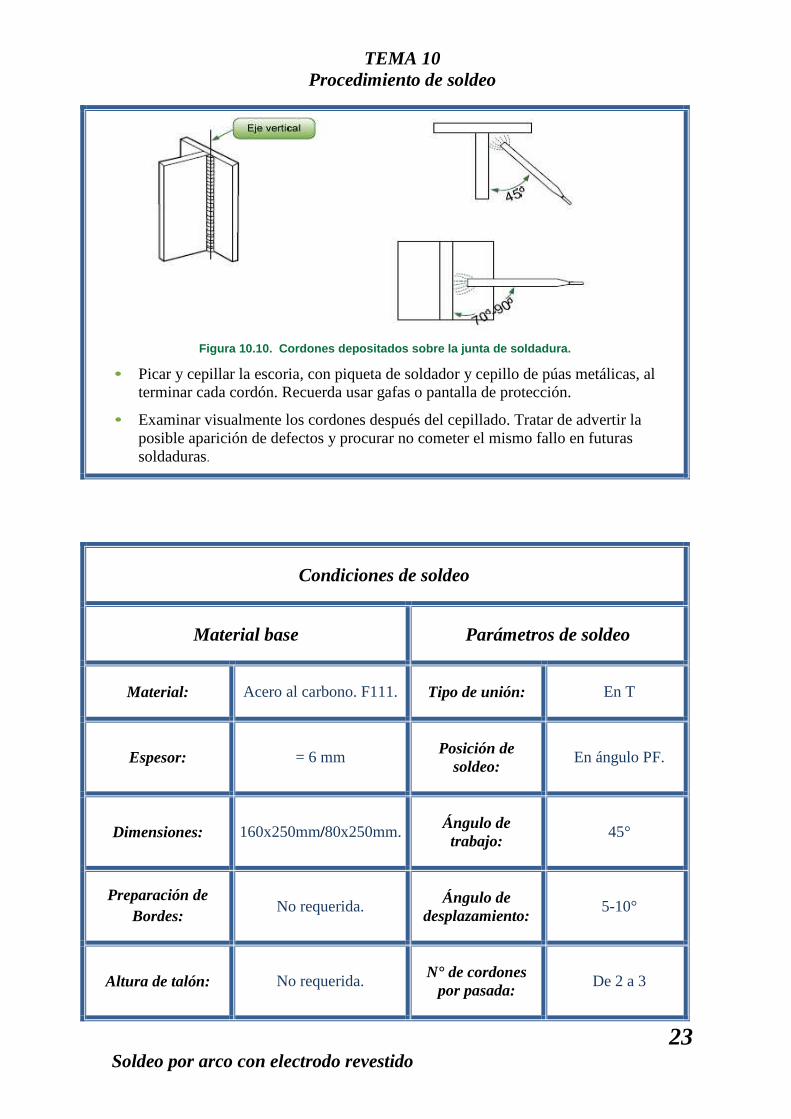
TEMA 10 Procedimiento de soldeo
23 Soldeo por arco con electrodo revestido
Figura 10.10. Cordones depositados sobre la junta de soldadura.
• Picar y cepillar la escoria, con piqueta de soldador y cepillo de púas metálicas, al terminar cada cordón. Recuerda usar gafas o pantalla de protección.
• Examinar visualmente los cordones después del cepillado. Tratar de advertir la posible aparición de defectos y procurar no cometer el mismo fallo en futuras soldaduras.
Condiciones de soldeo
Material base Parámetros de soldeo
Material: Acero al carbono. F111. Tipo de unión: En T
Espesor: = 6 mm Posición de soldeo:
En ángulo PF.
Dimensiones: 160x250mm/80x250mm. Ángulo de trabajo:
45°
Preparación de Bordes:
No requerida. Ángulo de desplazamiento:
5-10°
Altura de talón: No requerida. N° de cordones
por pasada: De 2 a 3

TEMA 10 Procedimiento de soldeo
24 Soldeo por arco con electrodo revestido
Separación de raíz: No requerida. N° de pasadas: 1
Material de aportación Parámetros eléctricos
Tipo de electrodo. Designación:
Electrodo con revestimiento de rutilo.
E 6013. Intensidad:
Consultar la intensidad
recomendada por el fabricante.
Indicada en caja.
Aproximadamente entre 110 y
130 A.
Diámetro: Recomendado 3.25 mm. Polaridad: Directa. CCEN.
Longitud: 300 mm.
10.8. Práctica: soldadura en cornisa de piezas posicionadas a tope
Ficha práctica Soldadura en cornisa, PC. Piezas posicionadas a tope
Proceso de soldeo: Electrodo revestido. 111. (SMAW).
Objetivos:
• Realizar la unión satisfactoria de dos piezas posicionadas a tope con los bordes preparados en "V", posicionadas en cornisa.
• Rellenar la unión completamente, sin depresiones o faltas de material y sin sobre espesores, realizando cordones con balanceo.
• Controlar el baño de fusión durante su avance.
• Fundir y rellenar correctamente los bordes de la unión. No deben aparecer defectos de falta de fusión en los bordes ni mordeduras.
• Evitar la aparición de material descolgado, efecto conocido comúnmente como aparición de carámbanos.
• La pieza debe presentar una buena fusión en la raíz.

TEMA 10 Procedimiento de soldeo
25 Soldeo por arco con electrodo revestido
• Evitar la aparición de sopladuras o inclusiones de escoria.
• Evitar la aparición de proyecciones duras.
Descripción:
Realizar la unión de dos piezas de acero al carbono de 80x250mm y de espesor de 6mm. Deben tener los bordes preparados en "V" asimétrica y posicionadas a tope con separación de raíz de 1,5mm y talón de 2 mm.
Puntear las piezas entre sí para mantener la posición durante la soldadura.
Una vez limpiada la escoria de los puntos, se debe realizar la soldadura a lo largo de toda la unión (es recomendable el uso de electrodos de diámetro de 3,25mm.).
La longitud de las piezas implica la necesidad de depositar más de un electrodo completo, por lo que para realizar la unión se deberá hacer al menos un empalme entre cordones.
Ejecución del proceso:
• Realizar cortes en chapa o en pletina mediante guillotina, sierra de cinta u otro procedimiento de corte hasta obtener las piezas con las dimensiones requeridas: 80x250, espesor 6mm. 2 Unidades.
• Preparar los bordes según la figura (10.11), usando una máquina preparadora de bordes o una desbarbadora.
Figura 10.11. Preparación de bordes.
• Limpiar con trapos cualquier resto de suciedad, aceites, líquidos de corte etc.
• Poner el equipo de soldeo en condiciones de funcionamiento y asegurarse de que no vamos a comprometer nuestra seguridad o la de cualquier otra persona durante el soldeo, además de no afectar a la integridad de los medios materiales que disponemos.
• Posicionar las piezas y puntearlas manteniendo la separación de raíz y el alineamiento entre las piezas como muestra la siguiente figura.
TEMA 10 Procedimiento de soldeo
26 Soldeo por arco con electrodo revestido
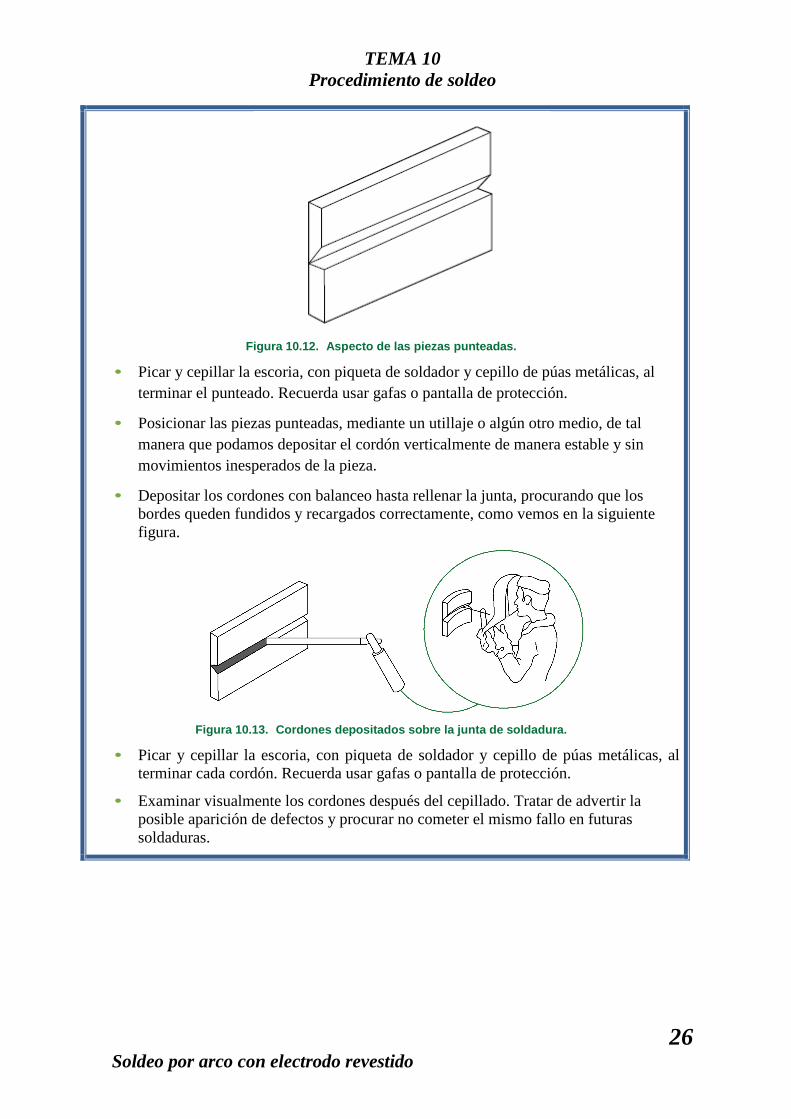
Figura 10.12. Aspecto de las piezas punteadas.
• Picar y cepillar la escoria, con piqueta de soldador y cepillo de púas metálicas, al terminar el punteado. Recuerda usar gafas o pantalla de protección.
• Posicionar las piezas punteadas, mediante un utillaje o algún otro medio, de tal manera que podamos depositar el cordón verticalmente de manera estable y sin movimientos inesperados de la pieza.
• Depositar los cordones con balanceo hasta rellenar la junta, procurando que los bordes queden fundidos y recargados correctamente, como vemos en la siguiente figura.
Figura 10.13. Cordones depositados sobre la junta de soldadura.
• Picar y cepillar la escoria, con piqueta de soldador y cepillo de púas metálicas, al terminar cada cordón. Recuerda usar gafas o pantalla de protección.
• Examinar visualmente los cordones después del cepillado. Tratar de advertir la posible aparición de defectos y procurar no cometer el mismo fallo en futuras soldaduras.

TEMA 10 Procedimiento de soldeo
27 Soldeo por arco con electrodo revestido
Condiciones de soldeo
Material base Parámetros de soldeo
Material: Acero al carbono.
F111. Tipo de unión:
A tope, con bordes preparados en "V".
Espesor: = 6mm. Posición de
soldeo: Cornisa. PC..
Dimensiones: 80x250mm (2 piezas). Ángulo de trabajo: 80-100°
Preparación de Bordes:
En "V" con talón. Según (Fig. 10.11).
Ángulo de desplazamiento:
5-10°
Altura de talón: 2mm. N° de cordones por pasada:
De 2 a 3
Separación de raíz: 2mm. N° de pasadas: 1
Material de aportación Parámetros eléctricos
Tipo de electrodo. Designación:
Electrodo con revestimiento de rutilo.
E 6013. Intensidad:
Consultar la intensidad
recomendada por el fabricante. Indicada
en caja.
Aproximadamente entre 90 y
110 A.
Diámetro: Recomendado 3.25
mm. Polaridad: Directa. CCEN.
Longitud: 300 mm.
TEMA 10 Procedimiento de soldeo
28 Soldeo por arco con electrodo revestido
10.9. Práctica: soldadura sobrecabeza con piezas posicionadas en T
Ficha práctica Soldadura en posición sobrecabeza, PE.
Piezas posicionadas en T
Proceso de soldeo: Electrodo revestido. 111. (SMAW)
Objetivos:
• El alumno debe realizar la práctica con el objetivo de realizar la unión satisfactoria de dos piezas posicionadas en T en posición sobre cabeza.
• Controlar el baño de fusión durante su avance.
• Distribuir el metal depositado de forma simétrica respecto del eje de la unión.
• Evitar que la sección aparente excesiva concavidad o convexidad.
• Mantener constante la sección del cordón.
• Evitar la aparición de material descolgado, efecto conocido comúnmente como aparición de carámbanos.
• La pieza debe presentar una buena fusión en la raíz.
• Evitar la aparición de mordeduras en los límites del cordón.
• Evitar la aparición de inclusiones de escoria y proyecciones duras en el cordón.
Descripción:
Sobre una pieza compuesta por chapas punteadas, el alumno debe realizar el depósito de cordones de soldadura sobre una junta en ángulo y en posición sobrecabeza.
Se deben depositar cordones rectos y con balanceo, siguiendo diferentes patrones de balanceo en función de la pasada que se esté ejecutando.
La soldadura en posición sobrecabeza es una soldadura muy complicada de ejecutar. Es muy posible que el alumno encuentre dificultades durante las primeras prácticas de este tipo de soldadura.
Se recomienda desarrollar la práctica usando distintos materiales (aceros aleados, inoxidables, aluminios, etc.), una vez se domine la técnica sobre el acero.
Ejecución del proceso:
• Realizar cortes en chapa o en pletina mediante guillotina, sierra de cinta u otro procedimiento de corte hasta obtener las piezas con las dimensiones requeridas:

TEMA 10 Procedimiento de soldeo
29 Soldeo por arco con electrodo revestido
una de 160 x 250mm y otra de 80x250, ambas con espesor de 6mm.
• Los métodos de corte usados suelen producir la suficiente planitud en las caras de corte, por lo que no es necesario realizar preparación posterior de los bordes.
• Poner el equipo de soldeo en condiciones de funcionamiento y asegurarse de que no vamos a comprometer nuestra seguridad o la de cualquier otra persona durante el soldeo, además de no afectar a la integridad de los medios materiales que disponemos.
• Posicionar las piezas centradas y perpendiculares entre si, puntearlas manteniendo la perpendicularidad como vemos en la figura (10.14 y 10.15).
Figura 10.14. Piezas preparadas para soldadura de p iezas en ángulo en
posición sobrecabeza.
• Picar y cepillar la escoria, con piqueta de soldador y cepillo de púas metálicas, al terminar el punteado. Recuerda usar gafas o pantalla de protección.
Figura 10.15. Comprobación de perpendicularidad y limpieza.

TEMA 10 Procedimiento de soldeo
30 Soldeo por arco con electrodo revestido
• El taller donde se vaya a realizar esta práctica debe contar de utillajes para posicionar la pieza de manera segura (Fig. 10.16) ya que cualquier movimiento brusco puede producir el desprendimiento de metal fundido. El aspecto de la pieza posicionada sería semejante al que se muestra en la imagen siguiente.
Figura 10.16. Pieza colocada mediante utillaje.
• Depositar los cordones con balanceo hasta rellenar la junta de manera homogénea,
procurando que los bordes queden fundidos y recargados correctamente. Soldar a ambos lados de la pieza central (Fig. 10.17).
Figura 10.17. De izquierda a derecha: ángulo de tr abajo y ángulo de desplazamiento del primer cordón.
• Continúe depositando cordones en pasadas sucesivas tal y como se muestra en la imagen siguiente. Realice los cordones 2 y 3 con un ligero balanceo.
Figura 10.18. Pasadas sucesivas.

TEMA 10 Procedimiento de soldeo
31 Soldeo por arco con electrodo revestido
• Limpie correctamente la soldadura antes de proceder con su evaluación. También se debe realizar una limpieza y evaluación de la soldadura al finalizar cada cordón (Fig. 10.19).
Figura 10.19. Limpieza preinspección
Condiciones de soldeo
Material base Parámetros de soldeo
Material: Acero al carbono. F111. Tipo de unión: En T
Espesor: = 6 mm Posición de soldeo:
En ángulo PE.
Dimensiones: 160x250mm/80x250mm. Ángulo de trabajo:
30-45°
Preparación de Bordes:
No requerida. Ángulo de desplazamiento:
5-10°
Altura de talón: No requerida. N° de cordones
por pasada: De 2 a 3
Separación de raíz: No requerida. N° de pasadas: 3
Material de aportación Parámetros eléctricos

TEMA 10 Procedimiento de soldeo
32 Soldeo por arco con electrodo revestido
Tipo de electrodo. Designación:
Electrodo con revestimiento de rutilo.
E 6013. Intensidad:
Consultar la intensidad
recomendada por el fabricante.
Indicada en caja.
Aproximadamente entre 80 y
100 A.
Diámetro: Recomendado 3.25 mm. Polaridad: Directa. CCEN.
Longitud: 300 mm.
10.10. Práctica: soldadura vertical ascendente de tubos posicionados a tope
Ficha práctica Soldadura vertical ascendente, PF. Tubos posicionados a tope.
Proceso de soldeo: Electrodo revestido. 111. (SMAW).
Objetivos:
• El alumno debe realizar la práctica con el objetivo de adquirir la destreza necesaria para el soldeo en esta posición.
• El alumno debe advertir los efectos que causa soldadura sobre la pieza, así como la aparición de posibles defectos y sus causas.
• El alumno debe cumplimentar previamente todas las tablas que comprenden el procedimiento de soldeo con los datos necesarios para la correcta ejecución de la soldadura (en este caso se incluyen las tablas cumplimentadas a modo de ejemplo).
Descripción:
Realizar la unión entre dos tubos de acero al carbono de diámetro exterior de 250 mm y con espesor de 10mm. Deben tener los bordes preparados en "V" y estar posicionados a tope, perfectamente alineados, con una separación de raíz de 1,5 mm y un talón de 2mm de altura.
Puntear las piezas entre sí para mantener la posición durante la soldadura.
Una vez limpiada la escoria de los puntos, se debe realizar la soldadura a lo largo de toda la

TEMA 10 Procedimiento de soldeo
33 Soldeo por arco con electrodo revestido
unión (es recomendable el uso de electrodos de diámetro de 3,25mm.).
La longitud de las piezas implica la necesidad de depositar más de un electrodo completo, por lo que para realizar la unión se deberá realizar al menos un empalme entre cordones.
Ejecución del proceso:
• Mediante sierra de cinta o tronzadora, cortar dos tubos con una longitud de 150 mm. El espesor de los tubos será de 10 mm y el diámetro de los tubos debe ser de 250 mm.
• Mediante amoladora preparar los bordes de los tubos, tal y como muestra la imagen siguiente.
Figura 10.20. Detalle de la preparación del borde.
• Presentar los tubos enfrentados y a tope, de tal manera que no presenten ninguna desalineación, como se muestra en la (Fig. 10.21). Para esto puede usarse una escuadra o una regla.
Figura 10.21. Tubos enfrentados a tope, dispuestos para la soldadura.

TEMA 10 Procedimiento de soldeo
34 Soldeo por arco con electrodo revestido
• Limpiar con trapos cualquier resto de suciedad, aceites, líquidos de corte, etc.
• Poner el equipo de soldeo en condiciones de funcionamiento y asegurarse de que no vamos a comprometer nuestra seguridad o la de cualquier otra persona durante el soldeo, además de no afectar a la integridad de los medios materiales que disponemos.
• Puntear los tubos para mantener su posición durante el relleno de la junta. Seguir la secuencia de puntos mostrada en la figura (10.22) para evitar las deformaciones. Se debe puntear con la secuencia: 1° en 0°, 2° en 180°, 3° en 270° y 4° en 90°.
Figura 10.22. Secuencia de punteado de los tubos.
• Picar y cepillar la escoria, con piqueta de soldador y cepillo de púas metálicas, al terminar el punteado. Recuerda usar gafas o pantalla de protección.
• Una vez que los tubos han quedado firmemente unidos por el punteado, puede rellenarse la junta depositando cordones. Sería conveniente comprobar la alineación antes de proceder con la soldadura.
• La secuencia de soldeo debe iniciarse desde el punto más bajo, pues se trata de rellenar la junta de manera ascendente (Fig. 10.23).

TEMA 10 Procedimiento de soldeo
35 Soldeo por arco con electrodo revestido
Figura 10.23. Inicio del cordón. Ángulo de desplaz amiento.
• El depósito de los cordones debe hacerse completando cada semicircunferencia. Si la longitud del electrodo no permite rellenar la junta completamente, realizar empalmes (Fig. 10.24).
Figura 10.24. Soldadura de la primera semicircunfer encia.
• Una vez completado el relleno de una semicircunferencia del tubo, completar la simétrica (Fig. 10.25). De esta forma se alivian las tensiones originadas por el soldeo de la semicircunferencia opuesta y se minimizan las desalineaciones ocasionadas por las tensiones térmicas del soldeo.

TEMA 10 Procedimiento de soldeo
36 Soldeo por arco con electrodo revestido
Figura 10.25. Soldadura de la segunda semicircunfer encia.
• Completar el relleno de la junta depositando cordones, siguiendo la secuencia indicada.
• Picar y cepillar la escoria, con piqueta de soldador y cepillo de púas metálicas, al terminar cada cordón. Recuerda usar gafas o pantalla de protección.
• Examinar visualmente los cordones después del cepillado. Tratar de advertir la posible aparición de defectos y procurar no cometer el mismo fallo en futuras soldaduras.
Condiciones de soldeo
Material base Parámetros de soldeo
Material: Tubo de acero.
Diámetro exterior 250mm.
Tipo de unión: A tope, con bordes preparados en "V".
Espesor: 10mm. Posición de soldeo:
Vertical. PF..
Dimensiones: 150mm (2 piezas). Ángulo de trabajo: 90°
Preparación de Bordes:
En "V" con talón. Según (Fig. 10.20).
Ángulo de desplazamiento:
5-10°
TEMA 10 Procedimiento de soldeo
37 Soldeo por arco con electrodo revestido
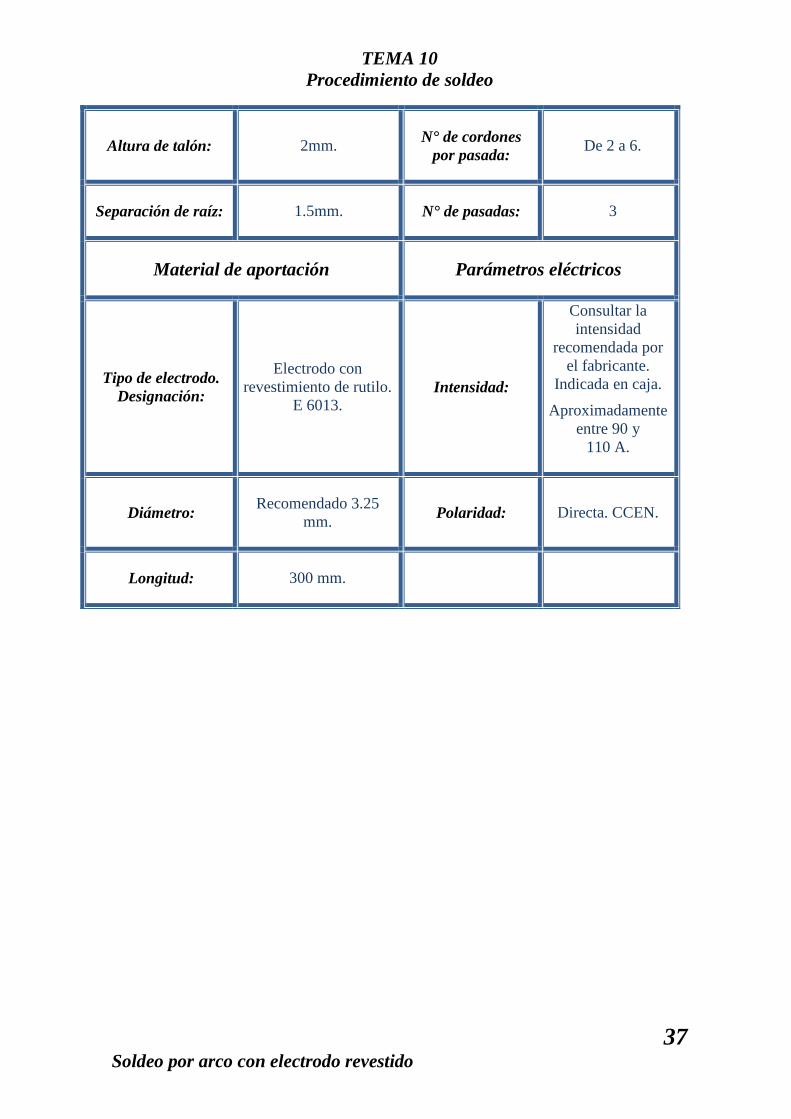
Altura de talón: 2mm. N° de cordones por pasada:
De 2 a 6.
Separación de raíz: 1.5mm. N° de pasadas: 3
Material de aportación Parámetros eléctricos
Tipo de electrodo. Designación:
Electrodo con revestimiento de rutilo.
E 6013. Intensidad:
Consultar la intensidad
recomendada por el fabricante.
Indicada en caja.
Aproximadamente entre 90 y
110 A.
Diámetro: Recomendado 3.25
mm. Polaridad: Directa. CCEN.
Longitud: 300 mm.

TEMA 10 Procedimiento de soldeo
38 Soldeo por arco con electrodo revestido
� Resumen
• Esta unidad se centra en el procedimiento de soldeo, y para ello son necesarias las prácticas.
• Se han presentado distintas prácticas fundamentales, que el alumno debe realizar para adquirir un aprendizaje completo sobre soldadura. Entre esas prácticas se encuentran: cebado de arco, empalme de cordones, depósito de cordones rectos en posición plana, soldadura de piezas posicionadas a tope en posición plana, soldadura en ángulo de piezas en T, soldadura vertical ascendente de piezas posicionadas a tope, soldadura vertical ascendente de piezas posicionadas a tope, soldadura sobrecabeza con piezas posicionadas en T y, por último soldadura vertical ascendente de tubos posicionados a tope.