soldadura por explocion
DESCRIPTION
vgvTRANSCRIPT
SOLDADURA POR EXPLOCION (EXW: Explosion Welding)
CONCEPTO:
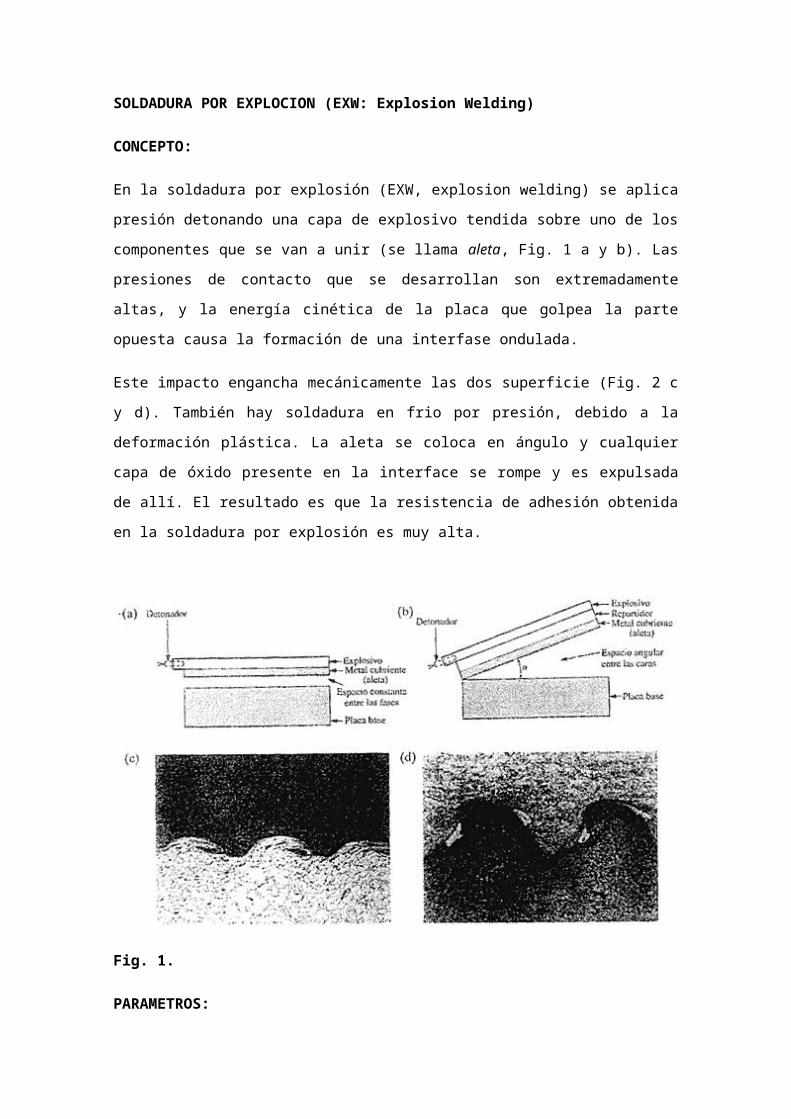
En la soldadura por explosión (EXW, explosion welding) se aplica presión detonando
una capa de explosivo tendida sobre uno de los componentes que se van a unir (se
llama aleta, Fig. 1 a y b). Las presiones de contacto que se desarrollan son
extremadamente altas, y la energía cinética de la placa que golpea la parte opuesta
causa la formación de una interfase ondulada.
Este impacto engancha mecánicamente las dos superficie (Fig. 2 c y d). También hay
soldadura en frio por presión, debido a la deformación plástica. La aleta se coloca en
ángulo y cualquier capa de óxido presente en la interface se rompe y es expulsada de
allí. El resultado es que la resistencia de adhesión obtenida en la soldadura por
explosión es muy alta.
Fig. 1.
PARAMETROS:
Los explosivos pueden estar en forma de hoja plástica flexible, cordon,
granulado o liquido, que se funde o separa sobre la aleta. La velocidad de
denotación suele ser de 2400 a 3600 m/s (8000 a 12000 pies/s); depende del
tipo de explosivos, el grosor de su capa y de su densidad de empacamiento.
Hay una velocidad minima de detonación necesaria en este proceso. La
detonación se hace con una espoleta normal comercial.
Las condicion fundamental para que se realice esta soldadura es la existencia
de un flujo o chorro limpiador que viaja inmediatamente por delante del punto
de colisión en el que la velocidad de la chapa, presión, ángulo y velocidad del
punto de colisión se controlan de manera que este flujo sea forzado a salir de
entre las chapas a alta velocidad, expulsando óxidos y contaminantes, dejando
así limpias las superficies de unión.
VARIABLES:
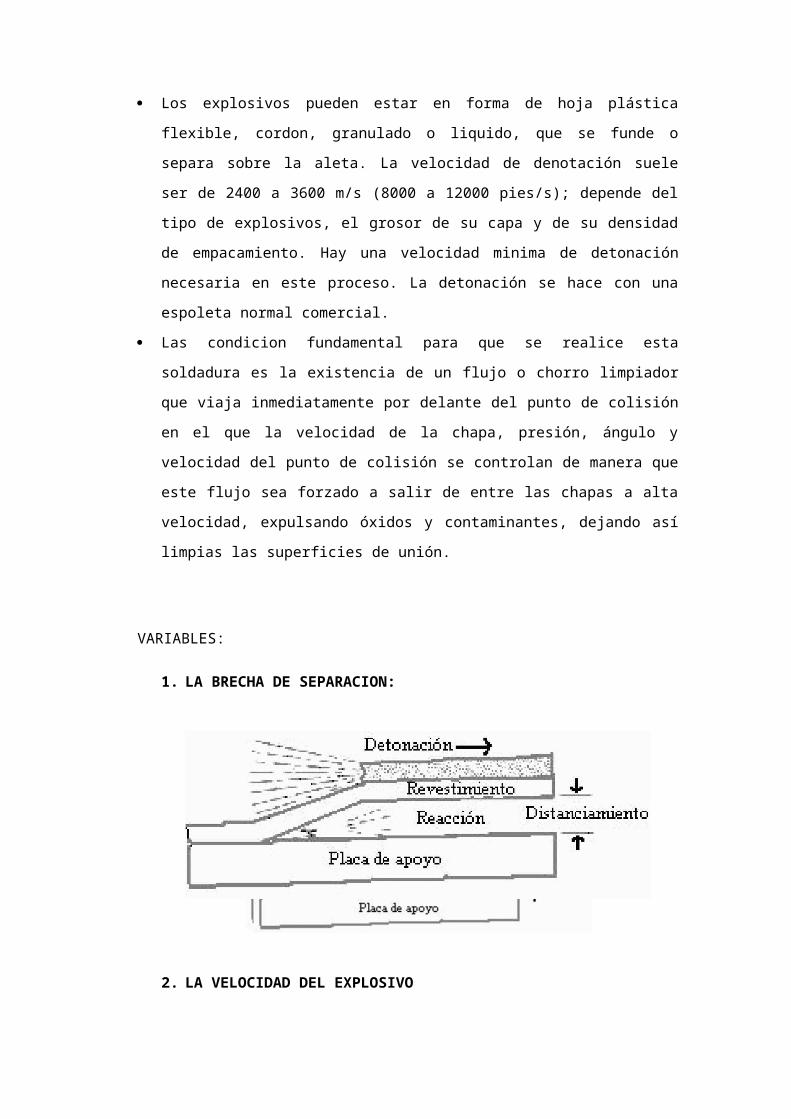
1. LA BRECHA DE SEPARACION:
2. LA VELOCIDAD DEL EXPLOSIVO
Cuando β<10º, se puede utilizar la aproximación. β y Vp son los dos más
importantes parámetros en la soldadura por explosión.
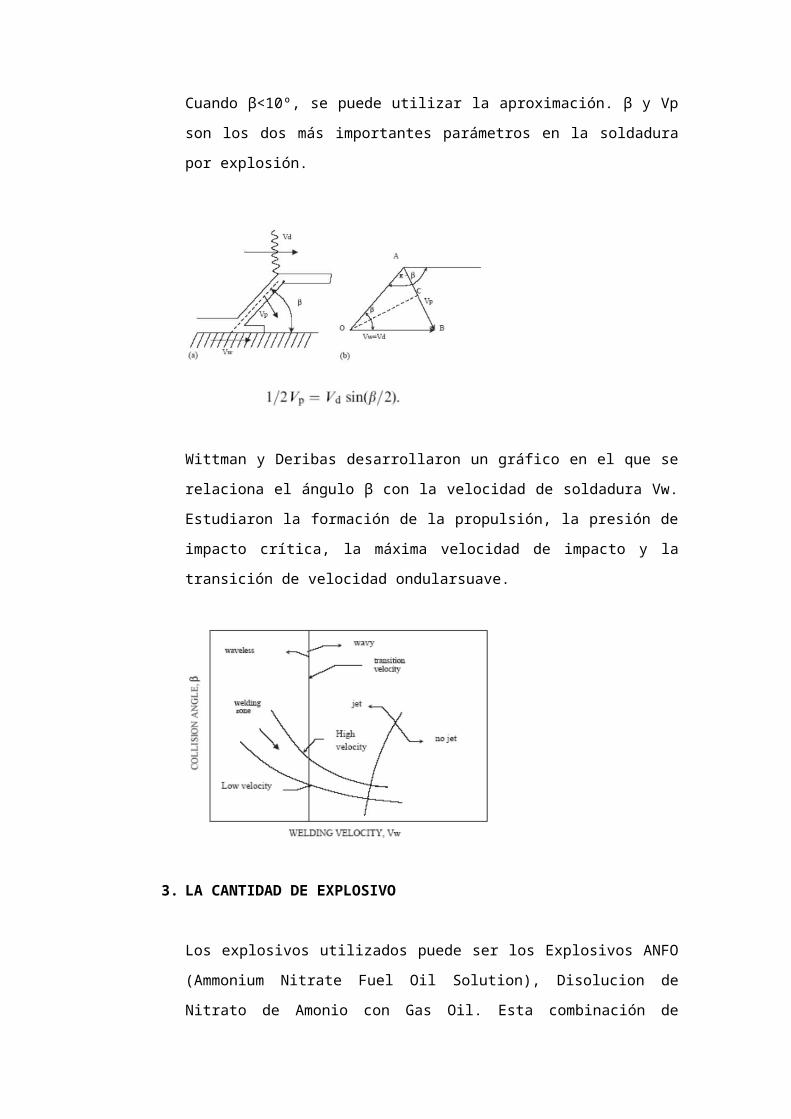
Wittman y Deribas desarrollaron un gráfico en el que se relaciona el ángulo
β con la velocidad de soldadura Vw. Estudiaron la formación de la
propulsión, la presión de impacto crítica, la máxima velocidad de impacto y
la transición de velocidad ondularsuave.
3. LA CANTIDAD DE EXPLOSIVO
Los explosivos utilizados puede ser los Explosivos ANFO (Ammonium
Nitrate Fuel Oil Solution), Disolucion de Nitrato de Amonio con Gas Oil.
Esta combinación de solucióna el problema que tiene el Nitrato Amonico:
gran capacidad d absorber vapor o agua. Este producto se obtiene
preparando una disolución al 94% en peso de Nitrato amónico y un 6% de
combustible Gas Oil. Su característica principal es de ser muy estables,
económicos y requerirán de un iniciador o una descarga para explotar
(detonador). Basicamente los explosivos de este tipo, se comercializa en
dos tipos, el ANFOS normal y el ANFOS aluminizado.
CONSUMO ESPECÍFICO
Esta técnica de soldadura es más comúnmente usado para unir la placa de acero al
carbono con una delgada capa de material resistente a la corrosión, tal como:
- Acero inoxidable
- Aleacion de niquel
- Titanio
- Zircón
Debido a la naturaleza de este proceso de soldadura, la capacidad de producir
diferentes soldaduras geométricas son muy limitadas. La soldadura debe ser sencillo
en diseño geométrico. Las geometrías básicas que pueden ser producidos mediante
este método incluyen placas y tubos.
BIBLIOGRAFIA
- MANUFACTURA, INGENIERIA Y TECNOLOGIA; Cuarta edición; SEROPE
KALPAKJIAN, STEVEN R. SCHMIND; CACION, Mexico, 2002
- http://www.youtube.com/watch?v=ClvAO_mZwcg