proyecto metodos
TRANSCRIPT
Universidad Católica Bolivia “San Pablo” Ingeniería IndustrialIngeniería de Métodos – IND 251
Nombre: Daniela Noelia Borda PérezFecha: 19/Diciembre/2013
Trabajo Final
Tabla de contenido1. OBJETIVO....................................................................................................................................2
1.1 Objetivo General................................................................................................................2
1.2 Objetivos específicos..........................................................................................................2
2. DIAGNOSTICO DE LA SITUACIÓN ACTUAL..................................................................................2
2.1 La empresa.........................................................................................................................2
2.1.1 Aspectos técnicos.......................................................................................................2
2.2 Estudio del trabajo.............................................................................................................3
2.2.1 Descripción del proceso productivo (nivel Macro).....................................................4
2.2.2 Descripción de la sección (Nivel Medio)...................................................................11
2.2.3 Descripción del puesto de trabajo (Nivel Micro)......................................................12
2.3 Medición del trabajo........................................................................................................18
2.4 Incentivos salariales..........................................................................................................21
2.5 Problemas encontrados....................................................................................................22
3. PROPUESTA DE MEJORA..........................................................................................................23
4. CONCLUSIONES........................................................................................................................28
5. BIBLIOGRAFÍA...........................................................................................................................28
1
1. OBJETIVO
1.1 Objetivo General
Aplicar los conocimientos adquiridos en la materia Ingeniería de Métodos, para analizar la
problemática de la fábrica de alimentos “Flor de Leche”.
1.2 Objetivos específicos
Realizar el diagnostico de la situación actual de la empresa a través del estudio del trabajo en tres niveles (Macro, Medio y Micro).
Determinar cómo funciona la empresa a través de la medición del trabajo. Determinar los incentivos salariales usados.
2. DIAGNOSTICO DE LA SITUACIÓN ACTUAL
2.1 La empresa
La Microempresa Andina-Europea Flor de Leche S.R.L. nace en el año 1998 en la localidad de Achocalla provincia Murillo de la ciudad de La Paz. Inicia sus actividades como una empresa Unipersonal para posteriormente convertirse en una empresa de Sociedad de Responsabilidad Limitada (S.R.L) trabajando bajo los principios de Responsabilidad Social y Conciencia Ambiental. Hoy en día, la empresa Flor de Leche S.R.L es parte de una sociedad entre el Ing. Stanislas Gilles y el Señor Froilán Quino.
Los datos de identificación de la empresa son:
Nombre del representante legal: Ing. Stanislas Gilles
Actividad principal: Elaboración de productos lácteos naturales y gourmet (Quesos)
Otras actividades: Administración del “Restaurante Chalet”
Domicilio legal:Municipio de Achocalla, Cmd. Pucarani, zona Bolivar-Sojsaña, calle 4 de Abril No. 8
Ciudad: La PazDepartamento: La Paz-Provincia MurilloTeléfono: (591-2) 2890011 La PazNumero de edificaciones o pisos: 6 edificaciones
Fuente: Elaboración con datos obtenidos de la empresa “Flor de Leche S.R.L.”
2.1.1 Aspectos técnicos
Flor de Leche S.R.L., como empresa láctea artesanal, oferta al mercado regional y nacional gran variedad de quesos y derivados lácteos como yogurt, mantequilla, refrescos lácteos y otros.
Siendo su actividad principal la elaboración de quesos.
2
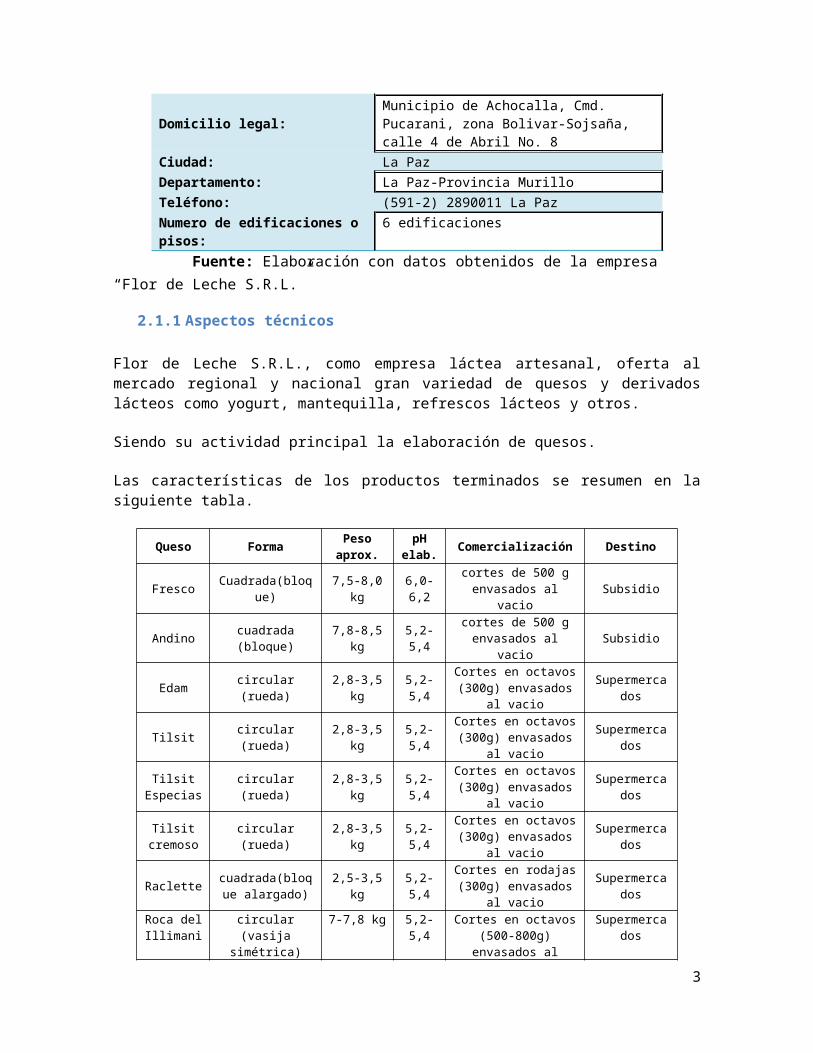
Las características de los productos terminados se resumen en la siguiente tabla.
Queso FormaPeso
aprox.pH
elab.Comercialización Destino
Fresco Cuadrada(bloque) 7,5-8,0 kg 6,0-6,2cortes de 500 g
envasados al vacioSubsidio
Andino cuadrada (bloque) 7,8-8,5 kg 5,2-5,4cortes de 500 g
envasados al vacioSubsidio
Edam circular (rueda) 2,8-3,5 kg 5,2-5,4Cortes en octavos (300g)
envasados al vacioSupermercados
Tilsit circular (rueda) 2,8-3,5 kg 5,2-5,4Cortes en octavos (300g)
envasados al vacioSupermercados
Tilsit Especias
circular (rueda) 2,8-3,5 kg 5,2-5,4Cortes en octavos (300g)
envasados al vacioSupermercados
Tilsit cremoso
circular (rueda) 2,8-3,5 kg 5,2-5,4Cortes en octavos (300g)
envasados al vacioSupermercados
Raclettecuadrada(bloque
alargado)2,5-3,5 kg 5,2-5,4
Cortes en rodajas (300g) envasados al vacio
Supermercados
Roca del Illimani
circular (vasija simétrica)
7-7,8 kg 5,2-5,4Cortes en octavos (500-
800g) envasados al vacioSupermercados
Achocallacircular (vasija
simétrica)7-7,8 kg 5,2-5,4
Cortes en octavos (500-800g) envasados al vacio
Supermercados
Vacherin circular (rueda) 0,3-0,4 kg 5,2-5,4
unidad envuelta en papel celofán y film,
presentada en cajas de madera
Supermercados
Fromachelli circular (rueda) 0,3-0,4 kg 5,2-5,4
unidad envuelta en papel celofán y film,
presentada en cajas de madera
Supermercados
2.2 Estudio del trabajo
El estudio de trabajo se realizará a través de los medios gráficos del analista de métodos, es decir:
Nivel Macro
Cursograma analítico cursograma sinóptico Flujograma del proceso Lay out de la planta Diagrama de recorridos
Nivel Medio
Diagrama de relación hombre – maquina
Nivel Micro
3
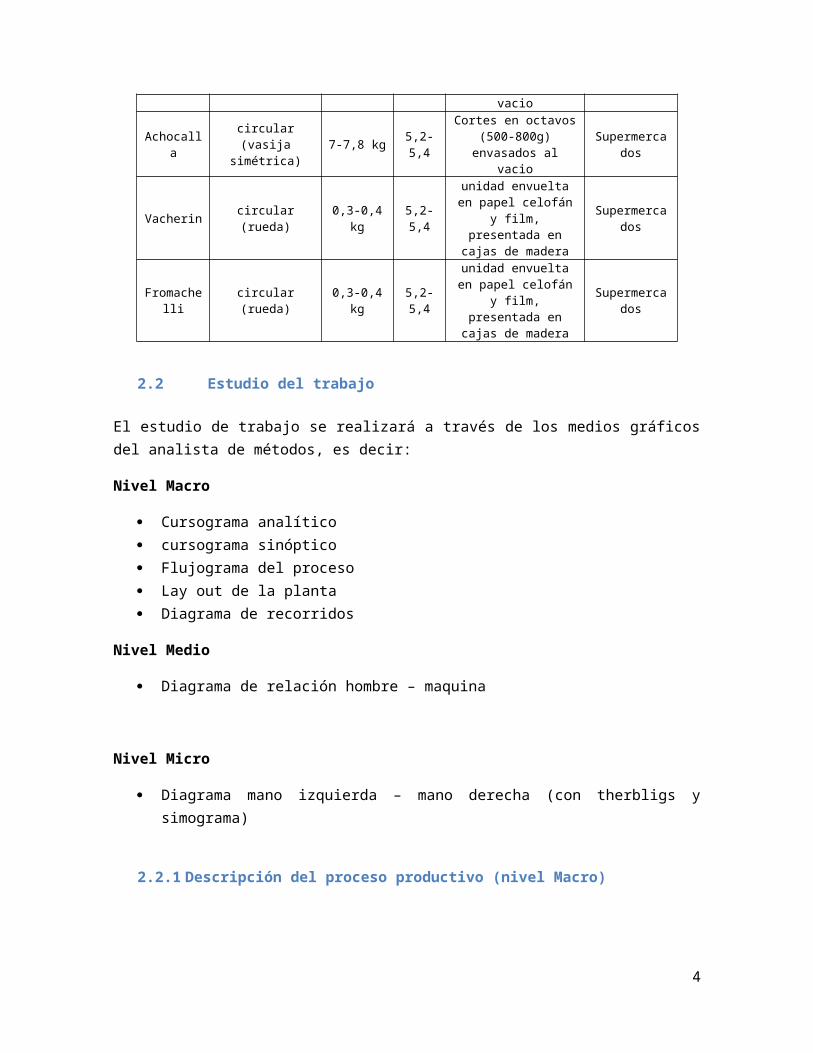
Diagrama mano izquierda – mano derecha (con therbligs y simograma)
2.2.1 Descripción del proceso productivo (nivel Macro)
Como se mencionó anteriormente, la empresa Flor de Leche divide su elaboración de quesos en dos secciones: Sección Andinos y Sección Tradicionales.
En la sección Andinos, se elaboran dos productos: Queso Fresco y Queso Andino, éste último es una variante del queso Edam pero el tiempo de maduración es menor además que se le adiciona un colorante especial para la obtención del color característico del Edam (amarillo). Estos productos están destinados al subsidio materno.
En la sección Tradicionales, se elaboran una variedad de quesos madurados: como el Edam, Tilsit, Tilsit especias, Roca del Illimani, Achocalla, Fromachelli, Vacherin y Raclette, todos estos con periodos de maduración o afinamiento, como es conocido en planta, de 1 mes hasta 8 meses. Estos productos son de calidad Gourmet.
Como la mayor parte de la producción diaria está destinada a la elaboración de quesos para el subsidio materno, siendo también ésta parte de los ingresos importantes y mayoritarios que percibe la empresa, se consideró a la sección Andinos y su producto Queso Andino como objeto de estudio.
A continuación se explica brevemente el proceso productivo para la elaboración de queso:
El proceso de fabricación de queso es bastante sencillo, ya que lo único que se necesita es conseguir fermentar la leche y dejarla en reposo para que adquiera la consistencia que se pretende. A continuación se describe la secuencia de la transformación de quesos. Las operaciones explicadas son las que, durante la cadena de producción, agregan valor al producto.
FILTRACIÓN.- Consiste en hacer pasar la leche a través de un tamiz para purificarlo de las partículas que lleva en suspensión.
PASTEURIZACIÓN.- Es elevar la temperatura de la leche a un nivel inferior al de su punto de ebullición durante un corto tiempo, enfriándolo después rápidamente, con el fin de destruir los microorganismos.
CUAJADO O COAGULACIÓN.- Se trata de añadirle el cuajo a la leche para tener como resultado un producto espeso que posteriormente dará lugar al queso fresco. Luego se deja a temperatura ambiente para que se lleve a cabo el proceso de coagulación que consiste en separar la parte sólida del queso, también llamada cuajada, de la líquida o suero.
CORTE DE LA CUAJADA: Mediante el uso de las liras, se realiza el corte de la cuajada varias veces, hasta obtener granos de cuajo de 1 a 1,5cm o menos.
DESUERADO: Se trata de realizar una deshidratación parcial del gel de caseína. Junto con el agua se separan también los constituyentes solubles de la leche, lactosa y sales minerales, así como las proteínas no integradas en el cuajo.
4
COCCIÓN Y LAVADO DEL CUAJO: En esta operación se añade a la cuajada agua con sal, a una temperatura entre 35 a 40 ºC, después de esta operación se retira el líquido existente en la mayor cantidad posible.
MOLDEO: Consiste colocar la cuajada en cada uno de los moldes y presionar ligeramente para que estos queden bien compactados y obtengan la forma deseada.
PRENSADO: Consiste en prensar la cuajada con el propósito fundamental de extraer completamente el suero y obtener la forma de presentación para la venta.
CURADO: O salado de los quesos, se logra a través de la inmersión de éstos en salmuera (1-2 horas), para dar un sabor característico.
MADURACIÓN: En esta fase, se guarda el queso en un cuarto en condiciones controladas de humedad y baja temperatura. Mientras el queso va madurando, la cuajada experimenta una fermentación.
SELLADO AL VACÍO: Consiste en la eliminación total del aire y cualquier partícula o microorganismo extraño que se adhirió al queso hasta el momento de su envasado.
El anterior proceso mencionado se resume en los siguientes cursogramas y diagramas:
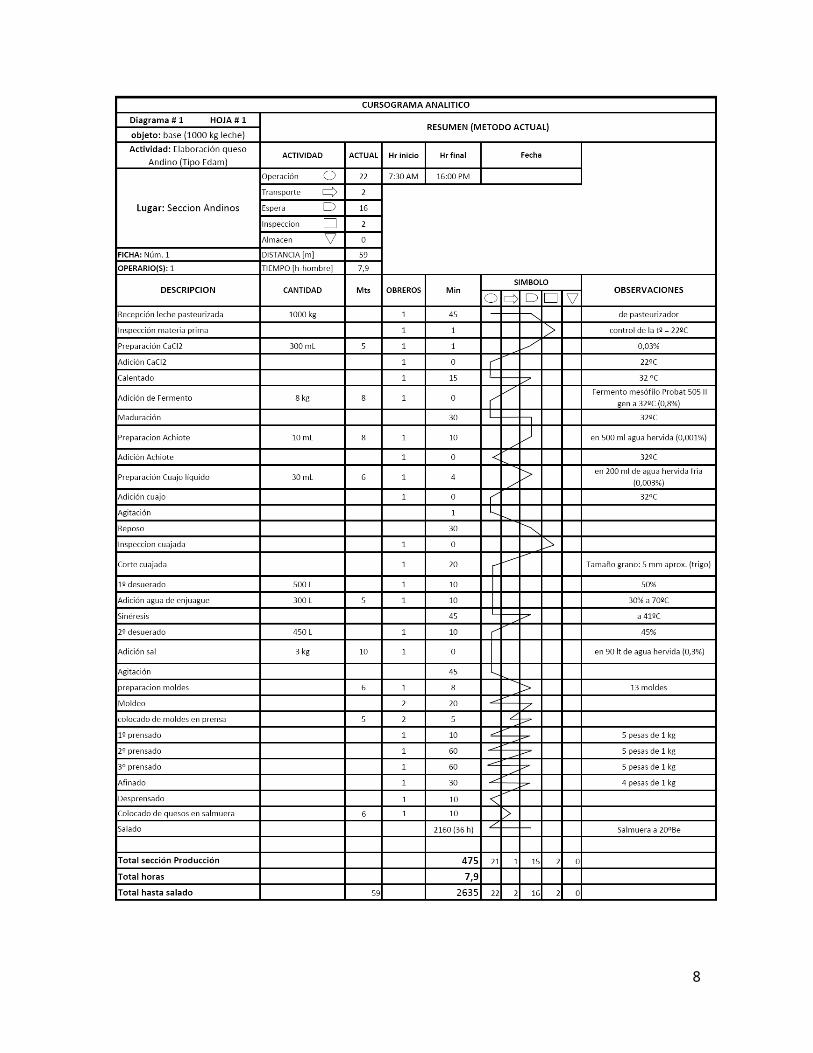
Cursograma Analítico (método actual)
Para la elaboración de queso Andino se tomó como inicio la recepción de la leche pasteurizada proveniente del pasteurizador de placas en la tina quesera hasta que el queso es entregado a la sala de salmuera.
5
6

Cursograma sinóptico (método actual)
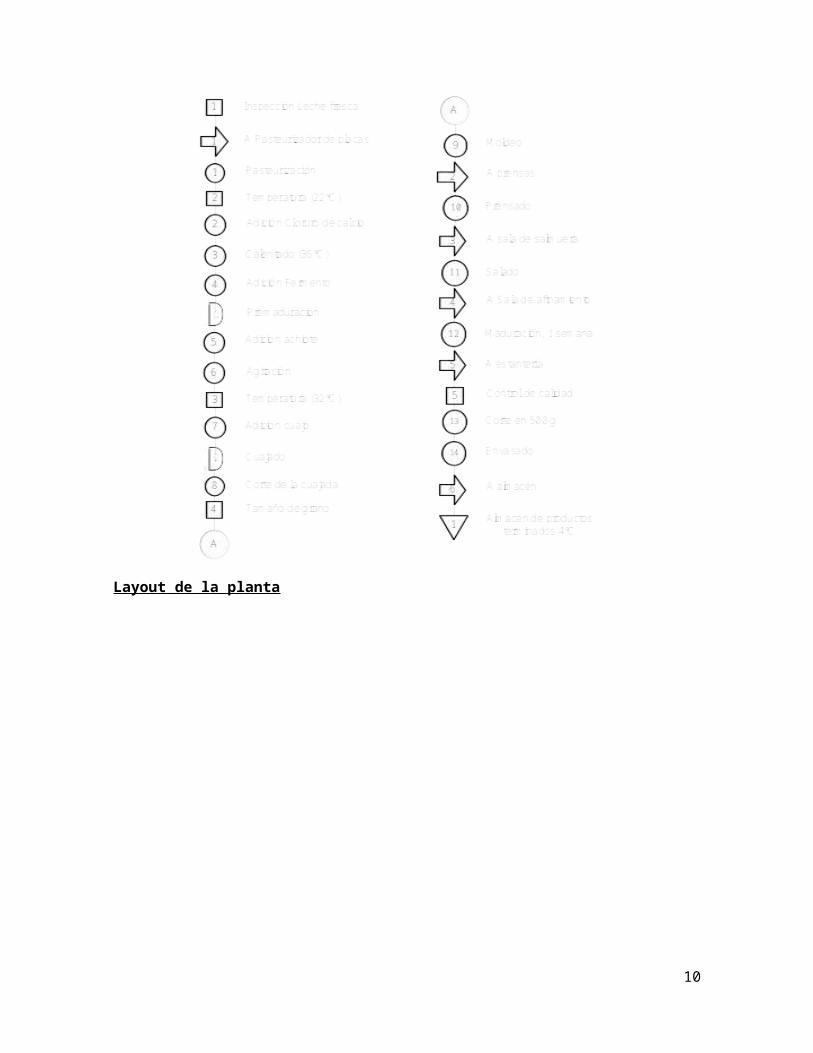
Flujograma del proceso (método actual)
Elaboración de queso Andino (tipo Edam):
7
Layout de la planta
8
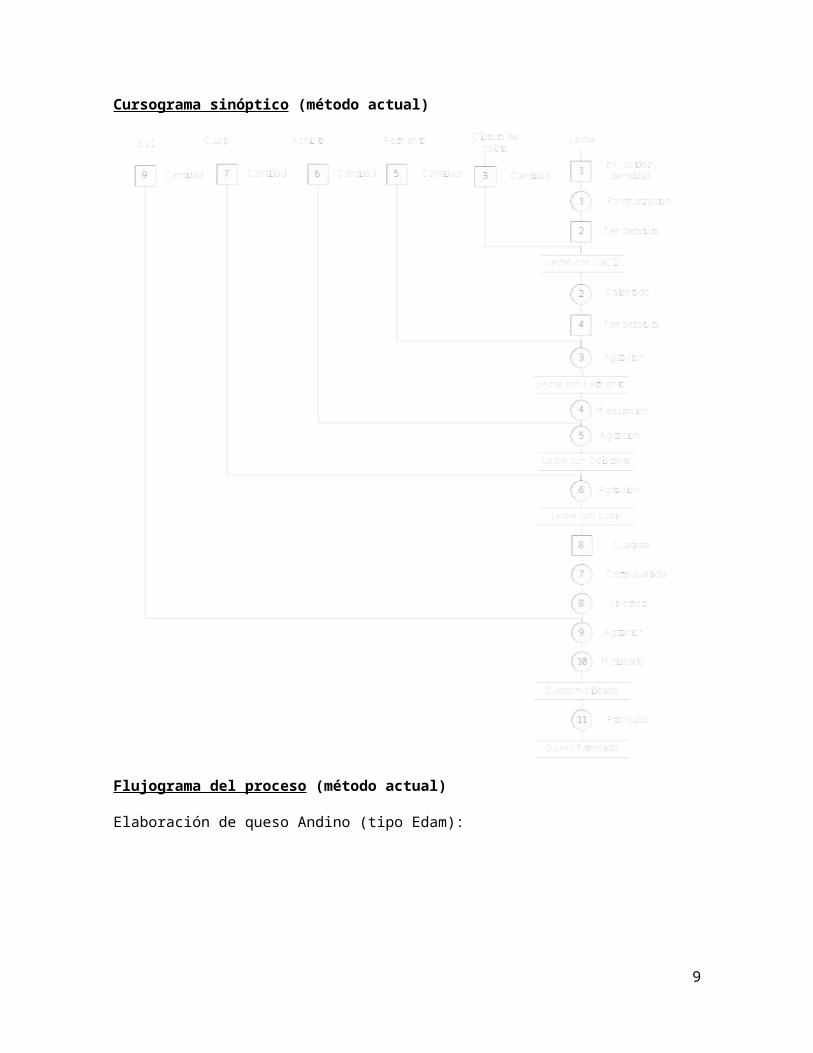
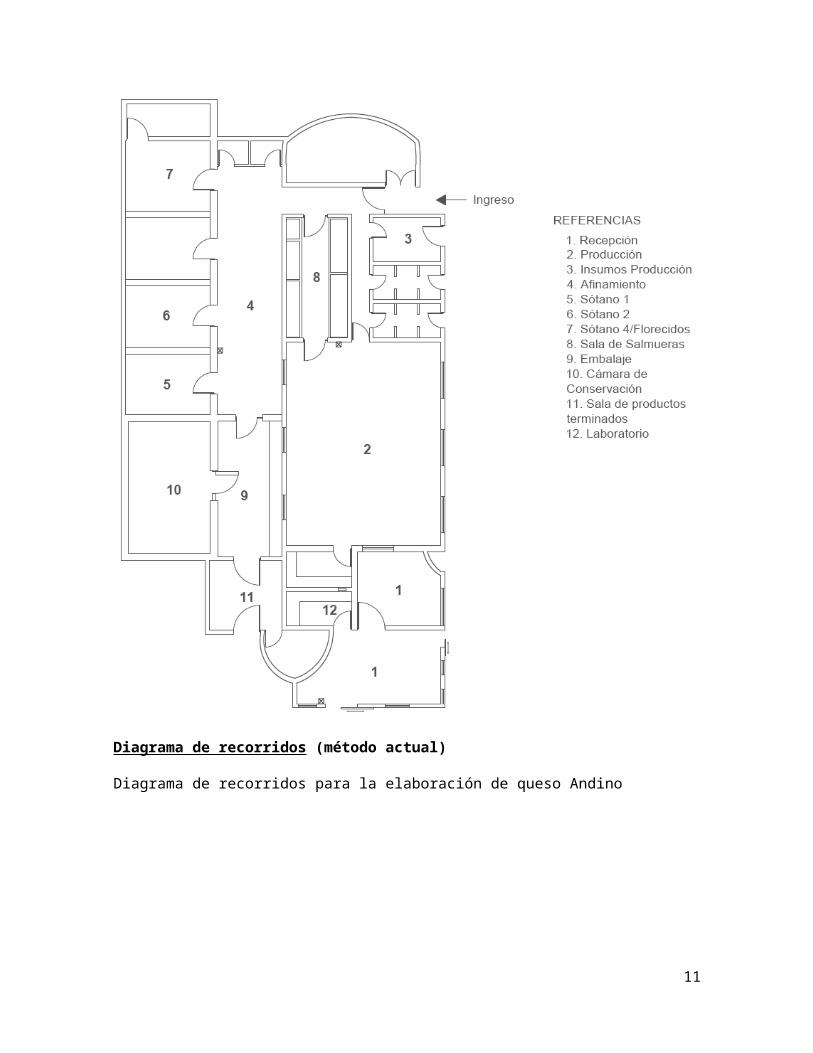
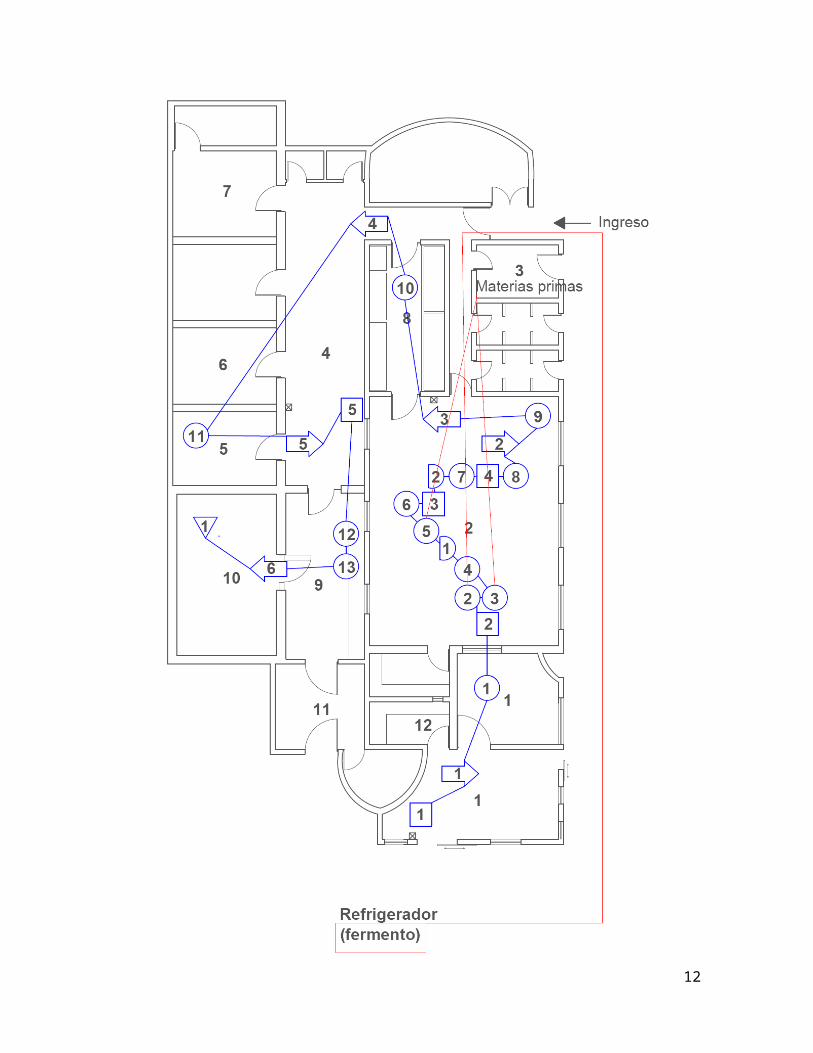
Diagrama de recorridos (método actual)
Diagrama de recorridos para la elaboración de queso Andino
9
10
2.2.2 Descripción de la sección (Nivel Medio)
Diagrama de relación hombre – maquina
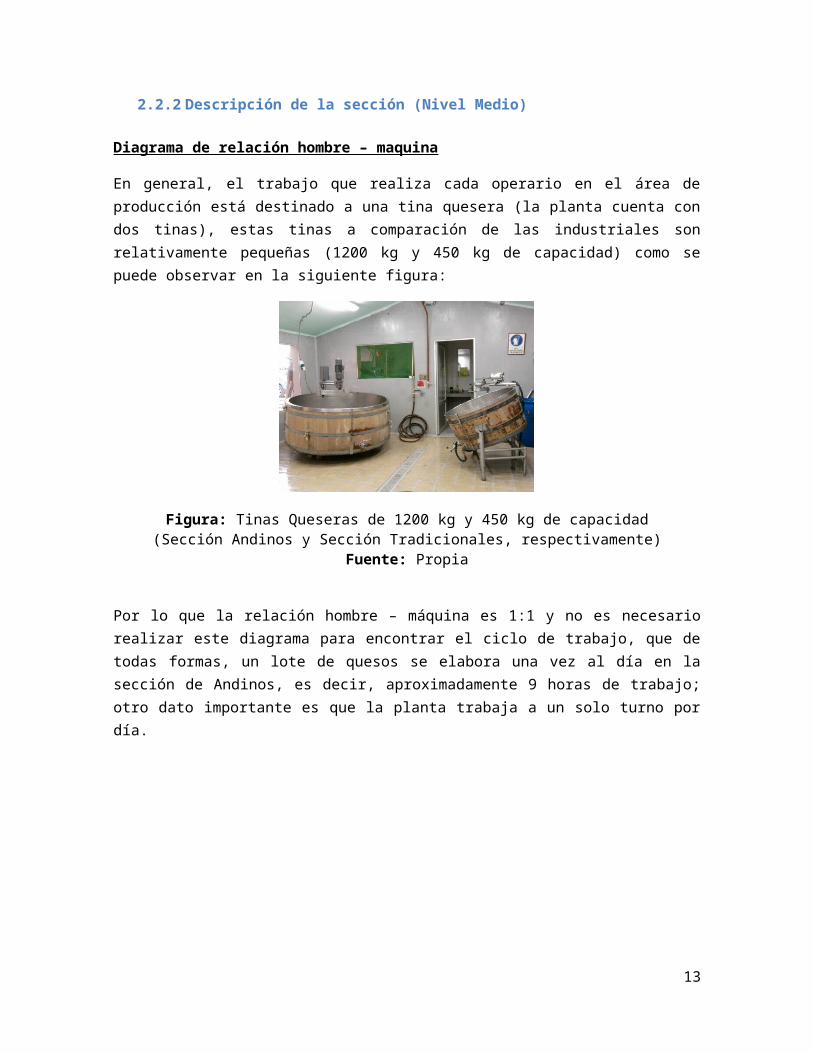
En general, el trabajo que realiza cada operario en el área de producción está destinado a una tina quesera (la planta cuenta con dos tinas), estas tinas a comparación de las industriales son relativamente pequeñas (1200 kg y 450 kg de capacidad) como se puede observar en la siguiente figura:
Figura: Tinas Queseras de 1200 kg y 450 kg de capacidad (Sección Andinos y Sección Tradicionales, respectivamente)
Fuente: Propia
Por lo que la relación hombre – máquina es 1:1 y no es necesario realizar este diagrama para encontrar el ciclo de trabajo, que de todas formas, un lote de quesos se elabora una vez al día en la sección de Andinos, es decir, aproximadamente 9 horas de trabajo; otro dato importante es que la planta trabaja a un solo turno por día.
11
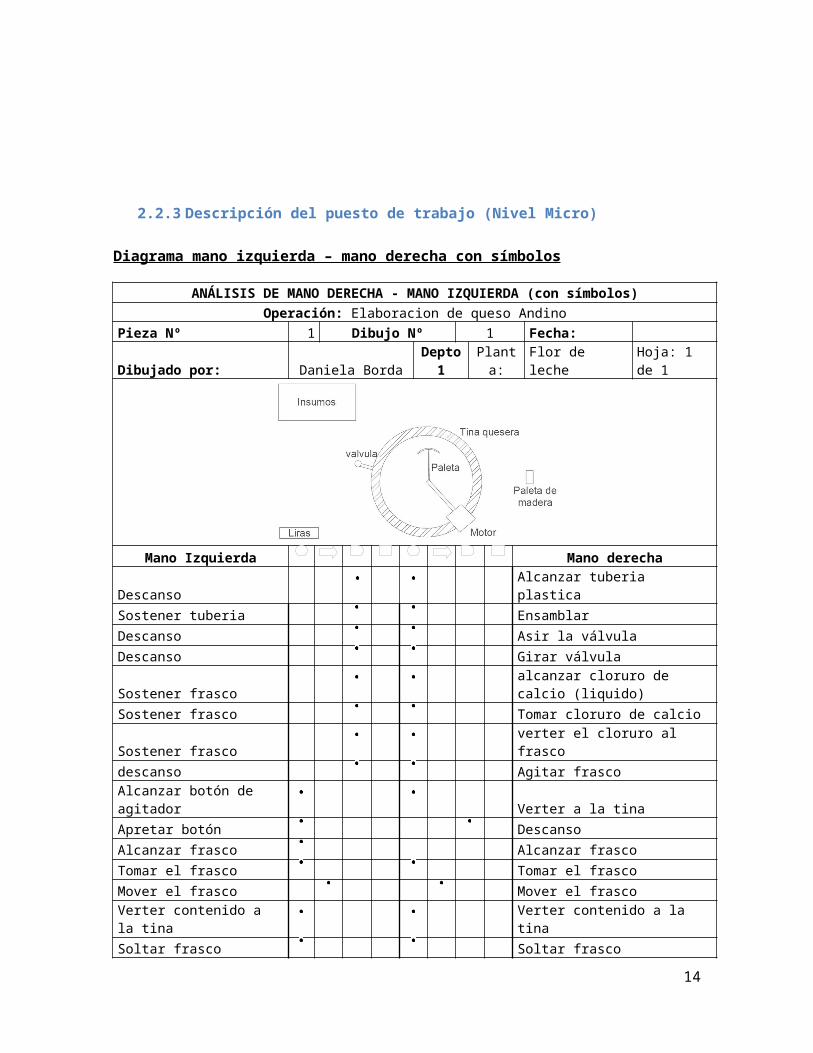
2.2.3 Descripción del puesto de trabajo (Nivel Micro)
Diagrama mano izquierda – mano derecha con símbolos
ANÁLISIS DE MANO DERECHA - MANO IZQUIERDA (con símbolos)Operación: Elaboracion de queso Andino
Pieza Nº 1 Dibujo Nº 1 Fecha: Dibujado por: Daniela Borda Depto 1 Planta: Flor de leche Hoja: 1 de 1
Mano Izquierda Mano derechaDescanso Alcanzar tuberia plasticaSostener tuberia EnsamblarDescanso Asir la válvulaDescanso Girar válvulaSostener frasco alcanzar cloruro de calcio (liquido)Sostener frasco Tomar cloruro de calcioSostener frasco verter el cloruro al frascodescanso Agitar frascoAlcanzar botón de agitador Verter a la tinaApretar botón DescansoAlcanzar frasco Alcanzar frascoTomar el frasco Tomar el frascoMover el frasco Mover el frascoVerter contenido a la tina Verter contenido a la tinaSoltar frasco Soltar frascoAlcanzar frasco Alcanzar frascoTomar el frasco Tomar el frascoMover el frasco Mover el frascoVerter contenido a la tina Verter contenido a la tinaSoltar frasco Soltar frascoDescanso Alcanzar termómetroDescanso Tomar termómetro Descanso InspecciónDescanso Soltar termómetroSostener frasco alcanzar Cuajo LiquidoSostener frasco Tomar cuajo
12
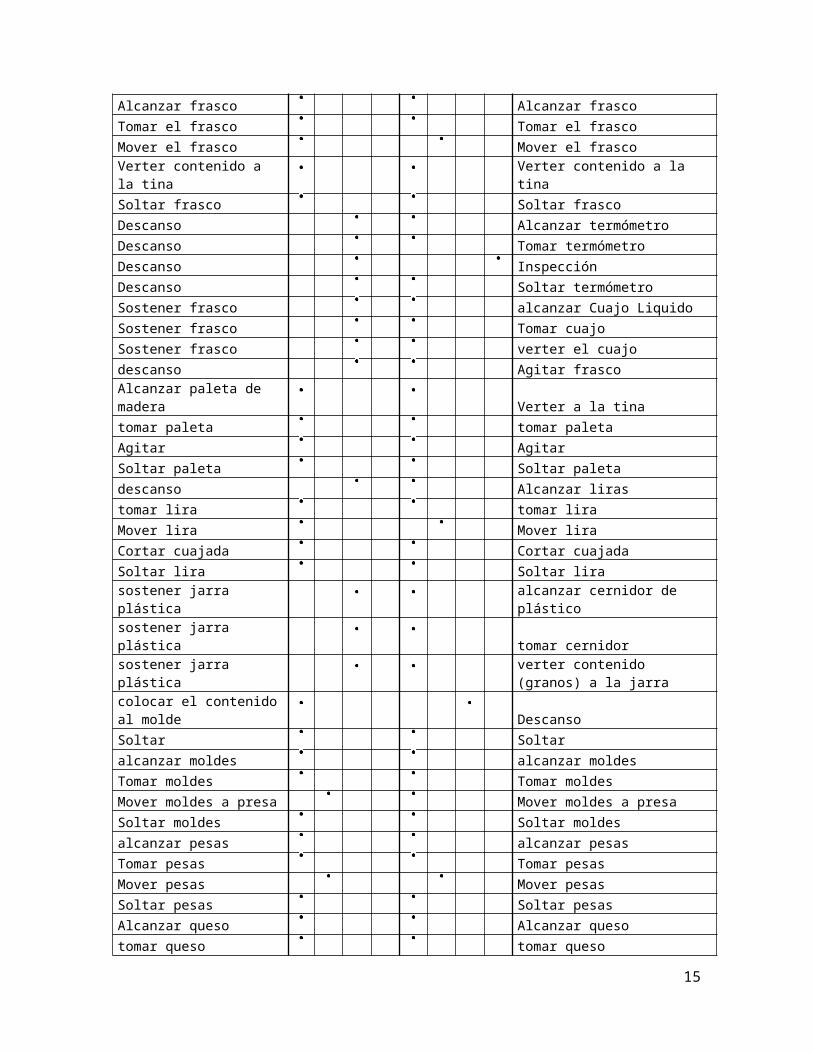
Sostener frasco verter el cuajodescanso Agitar frascoAlcanzar paleta de madera Verter a la tinatomar paleta tomar paletaAgitar AgitarSoltar paleta Soltar paletadescanso Alcanzar lirastomar lira tomar liraMover lira Mover liraCortar cuajada Cortar cuajada Soltar lira Soltar lirasostener jarra plástica alcanzar cernidor de plásticosostener jarra plástica tomar cernidor sostener jarra plástica verter contenido (granos) a la jarracolocar el contenido al molde DescansoSoltar Soltaralcanzar moldes alcanzar moldesTomar moldes Tomar moldesMover moldes a presa Mover moldes a presaSoltar moldes Soltar moldesalcanzar pesas alcanzar pesasTomar pesas Tomar pesasMover pesas Mover pesasSoltar pesas Soltar pesasAlcanzar queso Alcanzar quesotomar queso tomar quesomover queso mover queso
Soltar queso (en salmuera) Soltar queso (en salmuera)
Resumen
Mano Izquierda Mano derechaOperación 28 Operación 45Transporte 4 Transporte 5Demora 19 Demora 2Inspección 0 Inspección 1Total 39 Total 39
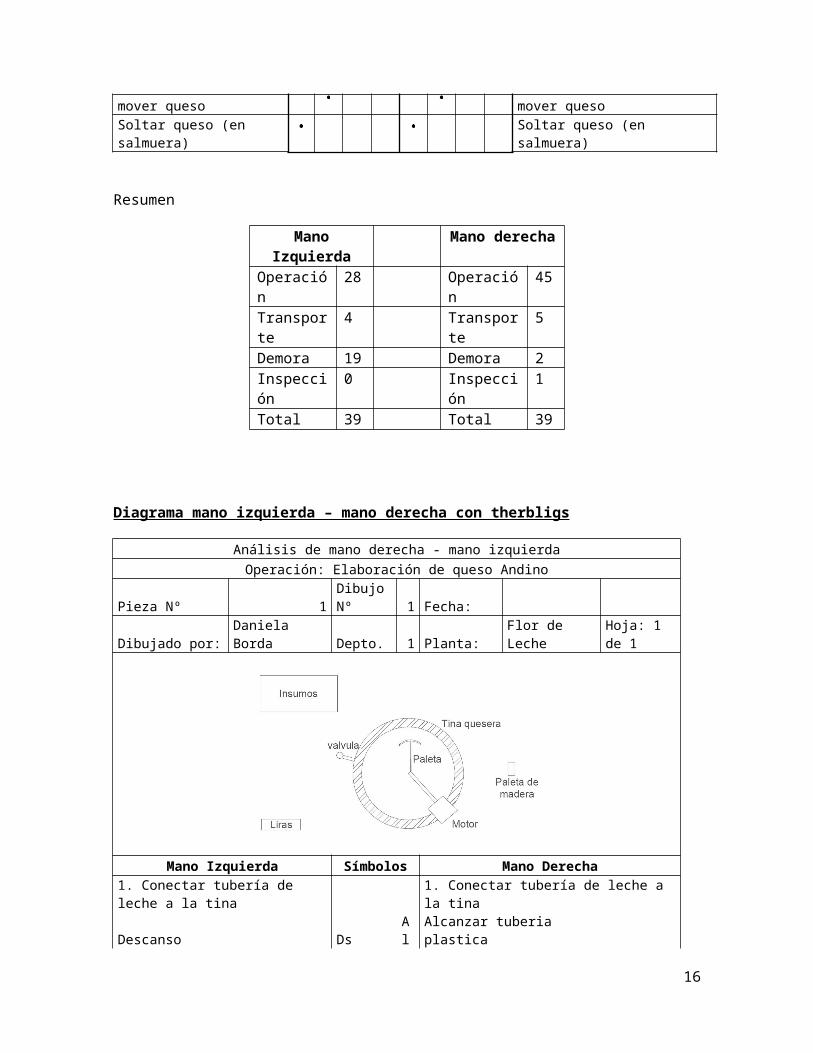
Diagrama mano izquierda – mano derecha con therbligs
Análisis de mano derecha - mano izquierda
13
Operación: Elaboración de queso AndinoPieza Nº 1 Dibujo Nº 1 Fecha: Dibujado por: Daniela Borda Depto. 1 Planta: Flor de Leche Hoja: 1 de 1
Mano Izquierda Símbolos Mano Derecha1. Conectar tubería de leche a la tina 1. Conectar tubería de leche a la tinaDescanso Ds Al Alcanzar tuberia plastica Sostener tuberia So E Ensamblar 2. Abrir valvula para paso de leche 2. Abrir valvula para paso de lecheDescanso Ds T Asir la valvula Descanso Ds M Girar valvula 3. Adicion de cloruro de calcio 3. Adicion de cloruro de calcioSostener frasco So Al alcanzar cloruro de calcio (liquido)Sostener frasco So T Tomar cloruro de calcio Sostener frasco So M verter el cloruro al frasco descanso Ds M Agitar frasco Alcanzar boton de agitador Al M Verter a la tina
Apretar boton TDs Descanso
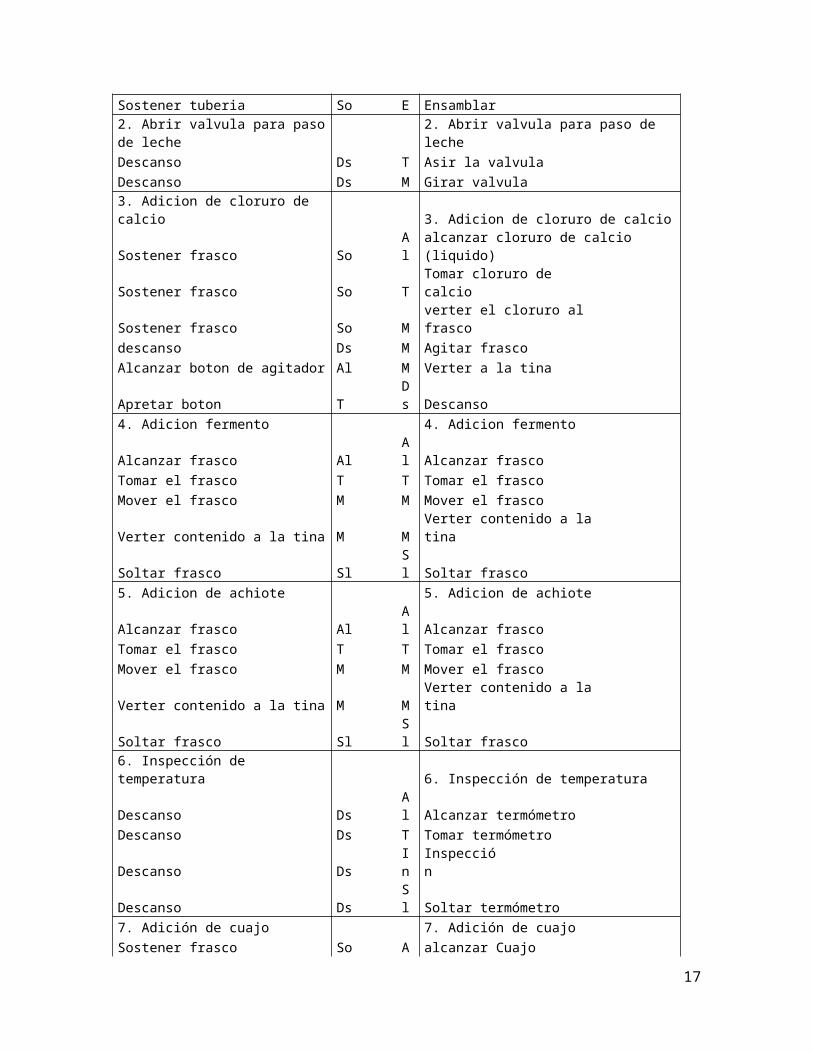
4. Adicion fermento 4. Adicion fermento Alcanzar frasco Al Al Alcanzar frasco Tomar el frasco T T Tomar el frasco Mover el frasco M M Mover el frasco Verter contenido a la tina M M Verter contenido a la tina Soltar frasco Sl Sl Soltar frasco 5. Adicion de achiote 5. Adicion de achiote Alcanzar frasco Al Al Alcanzar frasco Tomar el frasco T T Tomar el frasco Mover el frasco M M Mover el frasco Verter contenido a la tina M M Verter contenido a la tina Soltar frasco Sl Sl Soltar frasco 6. Inspección de temperatura 6. Inspección de temperaturaDescanso Ds Al Alcanzar termómetro Descanso Ds T Tomar termómetro Descanso Ds In Inspección
14
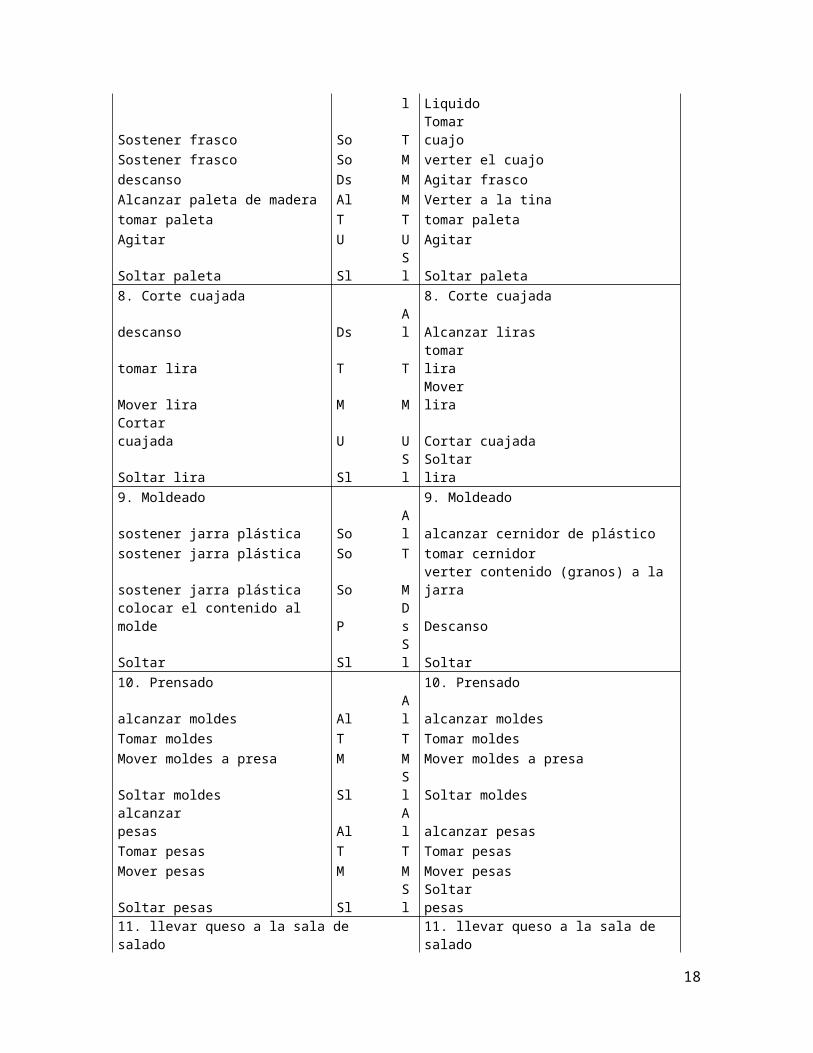
Descanso Ds Sl Soltar termómetro 7. Adición de cuajo 7. Adición de cuajo Sostener frasco So Al alcanzar Cuajo Liquido Sostener frasco So T Tomar cuajo Sostener frasco So M verter el cuajo descanso Ds M Agitar frasco Alcanzar paleta de madera Al M Verter a la tina tomar paleta T T tomar paleta Agitar U U Agitar Soltar paleta Sl Sl Soltar paleta 8. Corte cuajada 8. Corte cuajada descanso Ds Al Alcanzar liras
tomar lira T T tomar lira Mover lira M M Mover lira Cortar cuajada U U Cortar cuajada Soltar lira Sl Sl Soltar lira 9. Moldeado 9. Moldeado sostener jarra plástica So Al alcanzar cernidor de plásticosostener jarra plástica So T tomar cernidor sostener jarra plástica So M verter contenido (granos) a la jarra
colocar el contenido al molde PDs Descanso
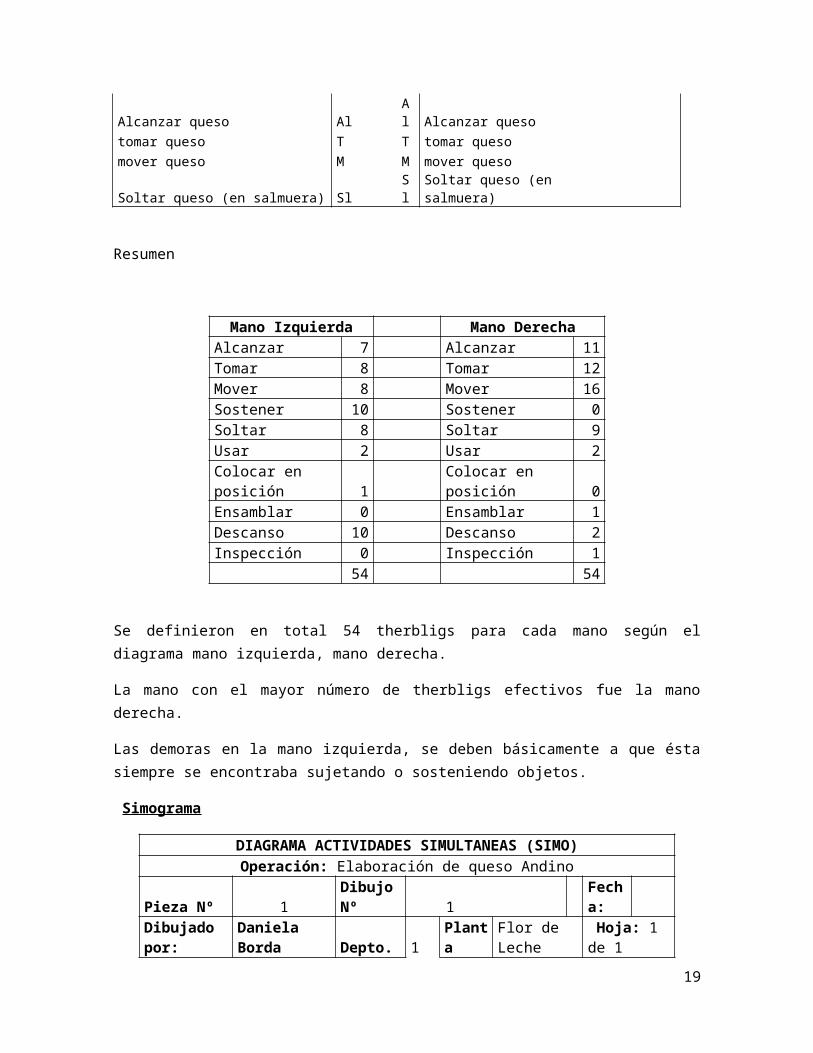
Soltar Sl Sl Soltar 10. Prensado 10. Prensado alcanzar moldes Al Al alcanzar moldes Tomar moldes T T Tomar moldes Mover moldes a presa M M Mover moldes a presa Soltar moldes Sl Sl Soltar moldes alcanzar pesas Al Al alcanzar pesas Tomar pesas T T Tomar pesas Mover pesas M M Mover pesas Soltar pesas Sl Sl Soltar pesas 11. llevar queso a la sala de salado 11. llevar queso a la sala de saladoAlcanzar queso Al Al Alcanzar queso tomar queso T T tomar queso mover queso M M mover queso Soltar queso (en salmuera) Sl Sl Soltar queso (en salmuera)
Resumen
Mano Izquierda Mano DerechaAlcanzar 7 Alcanzar 11
15
Tomar 8 Tomar 12Mover 8 Mover 16Sostener 10 Sostener 0Soltar 8 Soltar 9Usar 2 Usar 2Colocar en posición 1 Colocar en posición 0Ensamblar 0 Ensamblar 1Descanso 10 Descanso 2Inspección 0 Inspección 1
54 54
Se definieron en total 54 therbligs para cada mano según el diagrama mano izquierda, mano derecha.
La mano con el mayor número de therbligs efectivos fue la mano derecha.
Las demoras en la mano izquierda, se deben básicamente a que ésta siempre se encontraba sujetando o sosteniendo objetos.
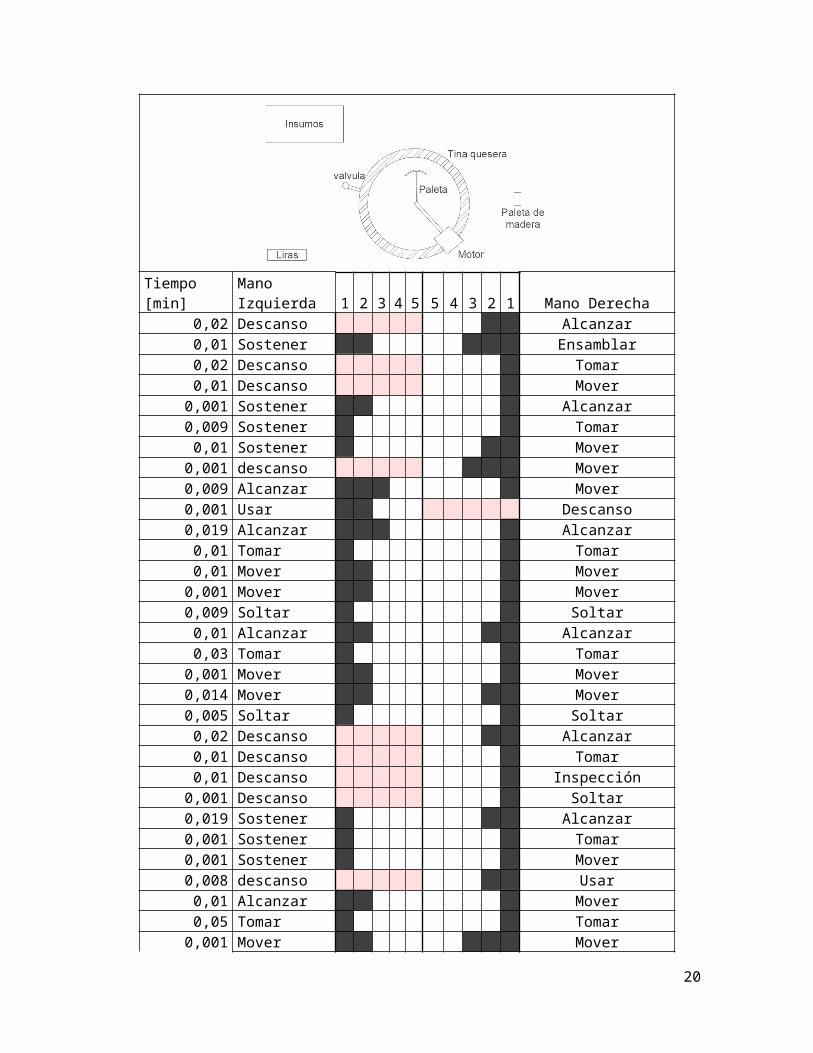
Simograma
DIAGRAMA ACTIVIDADES SIMULTANEAS (SIMO)Operación: Elaboración de queso Andino
Pieza Nº 1 Dibujo Nº 1 Fecha: Dibujado por: Daniela Borda Depto. 1 Planta Flor de Leche Hoja: 1 de 1
Tiempo [min] Mano Izquierda 1 2 3 4 5 5 4 3 2 1 Mano Derecha
0,02 Descanso Alcanzar0,01 Sostener Ensamblar0,02 Descanso Tomar0,01 Descanso Mover
0,001 Sostener Alcanzar0,009 Sostener Tomar
0,01 Sostener Mover0,001 descanso Mover0,009 Alcanzar Mover
16
0,001 Usar Descanso0,019 Alcanzar Alcanzar
0,01 Tomar Tomar0,01 Mover Mover
0,001 Mover Mover0,009 Soltar Soltar
0,01 Alcanzar Alcanzar0,03 Tomar Tomar
0,001 Mover Mover0,014 Mover Mover0,005 Soltar Soltar
0,02 Descanso Alcanzar0,01 Descanso Tomar0,01 Descanso Inspección
0,001 Descanso Soltar 0,019 Sostener Alcanzar0,001 Sostener Tomar0,001 Sostener Mover0,008 descanso Usar
0,01 Alcanzar Mover0,05 Tomar Tomar
0,001 Mover Mover0,009 Soltar Soltar
0,03 descanso Alcanzar0,01 Tomar Tomar0,01 Mover Mover0,04 Usar Usar0,01 Soltar Soltar
0,001 Sostener Alcanzar0,009 Sostener Tomar
0,02 Sostener Mover0,05 colocar Descanso0,03 Soltar Soltar0,01 Alcanzar Alcanzar
0,001 Tomar Tomar0,009 Mover Mover0,009 Soltar Soltar
0,02 Alcanzar Alcanzar0,05 Tomar Tomar0,04 Mover Mover0,01 Soltar Soltar 0,01 Alcanzar Alcanzar0,01 Tomar Tomar
17
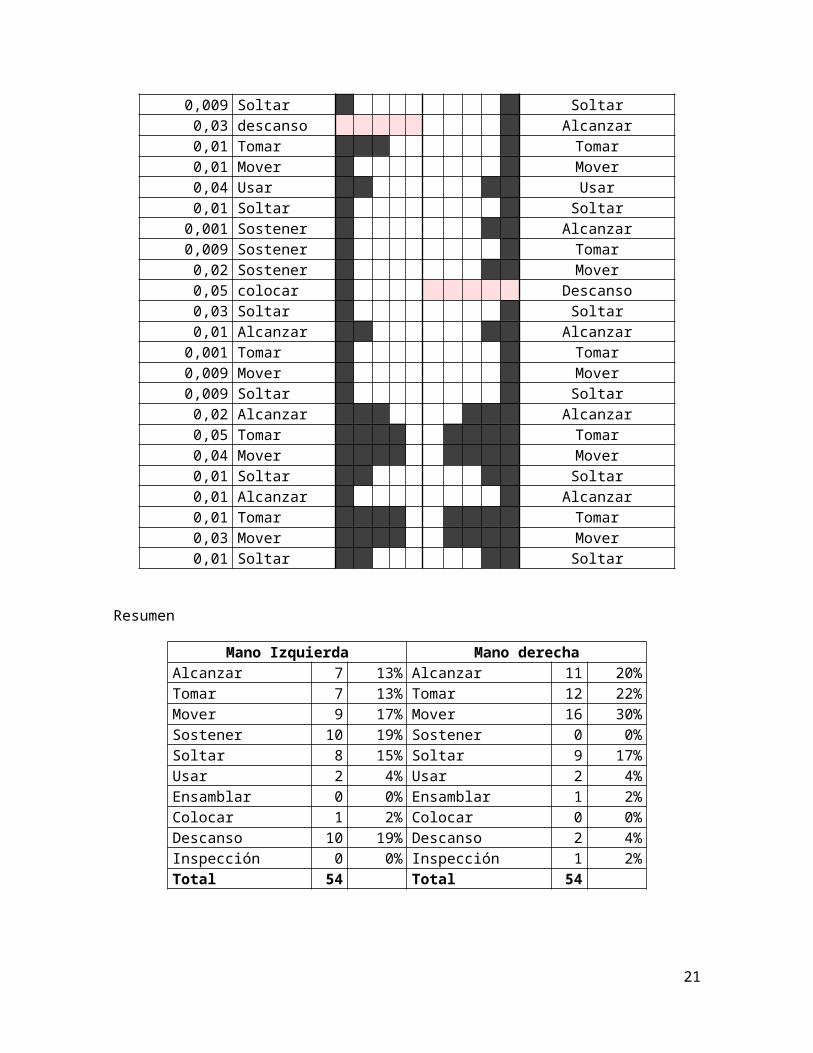
0,03 Mover Mover0,01 Soltar Soltar
Resumen
Mano Izquierda Mano derechaAlcanzar 7 13% Alcanzar 11 20%Tomar 7 13% Tomar 12 22%Mover 9 17% Mover 16 30%Sostener 10 19% Sostener 0 0%Soltar 8 15% Soltar 9 17%Usar 2 4% Usar 2 4%Ensamblar 0 0% Ensamblar 1 2%Colocar 1 2% Colocar 0 0%Descanso 10 19% Descanso 2 4%Inspección 0 0% Inspección 1 2%Total 54 Total 54
Se definieron en total 54 therbligs para cada mano según el diagrama simo.
El mayor porcentaje en la mano izquierda se encuentra en los therbligs ineficientes “descanso y sostener”, pero este descanso constituye una demora inevitable ya que no se puede reducir, porque mientras esta mano se encuentra en reposo, la mano derecha se encuentra realizando alguna acción.
En la mano derecha, el mayor porcentaje utilizado se encuentra en la acción o therbling mover, seguido por tomar.
2.3 Medición del trabajo
Se determinará el tiempo estándar de la elaboración de queso Andino en la sección de Andinos. La elaboración de éste se realiza una vez al día debido a que toma mucho tiempo (aproximadamente 9 horas por día). Un solo operario capacitado (mujer) en la elaboración de queso está a cargo de la sección y atiene una tina quesera de 1200 kg de capacidad, en toda la operación la trabajadora permanece de pie y las medidas de las cantidades de materia prima que se usa deben ser cuidadosamente medidas.
Se realizo la observación en 5 días, es decir que solo se tienen 5 muestras.
El factor de nivelación usado es constante y su valor es:
Habilidad Buena +0.06
18
Esfuerzo Bueno +0.05Condiciones Buenas +0.02Consistencia promedio 0Total +0.13
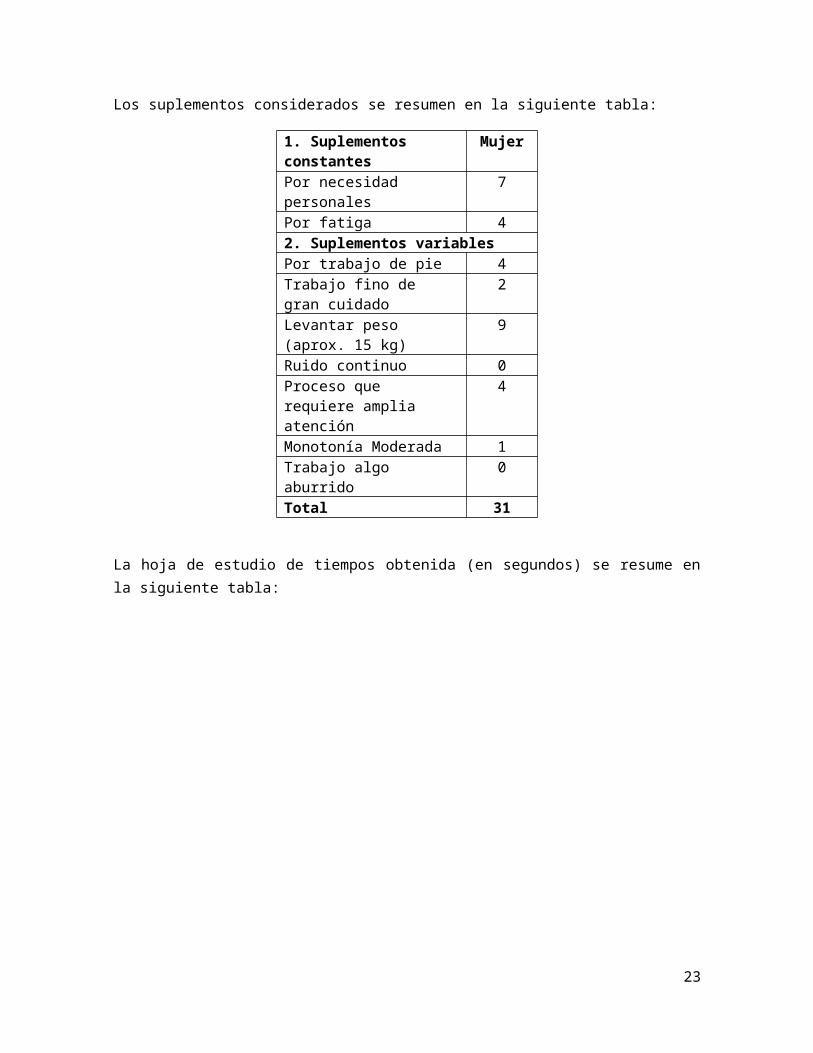
Los suplementos considerados se resumen en la siguiente tabla:
1. Suplementos constantes MujerPor necesidad personales 7Por fatiga 42. Suplementos variablesPor trabajo de pie 4Trabajo fino de gran cuidado 2Levantar peso (aprox. 15 kg) 9Ruido continuo 0Proceso que requiere amplia atención
4
Monotonía Moderada 1Trabajo algo aburrido 0Total 31
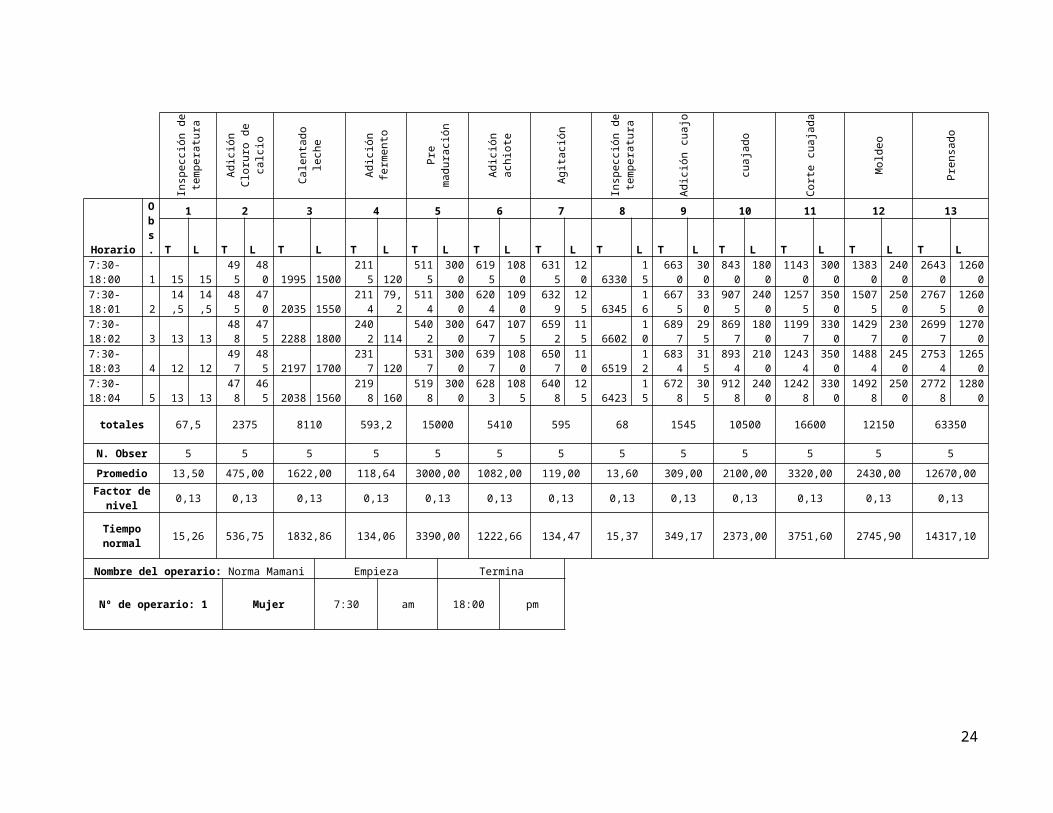
La hoja de estudio de tiempos obtenida (en segundos) se resume en la siguiente tabla:
19
Insp
ecci
ón d
e te
mpe
ratu
ra
Adic
ión
Clor
uro
de
calc
io
Cale
ntad
o le
che
Adic
ión
ferm
ento
Pre
mad
urac
ión
Adic
ión
achi
ote
Agita
ción
Insp
ecci
ón d
e te
mpe
ratu
ra
Adic
ión
cuaj
o
cuaj
ado
Cort
e cu
ajad
a
Mol
deo
Pren
sado
Horario
Obs.
1 2 3 4 5 6 7 8 9 10 11 12 13
T L T L T L T L T L T L T L T L T L T L T L T L T L
7:30-18:00 1 15 15 495 480 1995 1500 2115 120 5115 3000619
5 1080 6315 120 6330 15 6630 300 8430180
0 11430 3000 13830 2400 26430 12600
7:30-18:01 2 14,5 14,5 485 470 2035 1550 2114 79,2 5114 3000620
4 1090 6329 125 6345 16 6675 330 9075240
0 12575 3500 15075 2500 27675 12600
7:30-18:02 3 13 13 488 475 2288 1800 2402 114 5402 3000647
7 1075 6592 115 6602 10 6897 295 8697180
0 11997 3300 14297 2300 26997 12700
7:30-18:03 4 12 12 497 485 2197 1700 2317 120 5317 3000639
7 1080 6507 110 6519 12 6834 315 8934210
0 12434 3500 14884 2450 27534 12650
7:30-18:04 5 13 13 478 465 2038 1560 2198 160 5198 3000628
3 1085 6408 125 6423 15 6728 305 9128240
0 12428 3300 14928 2500 27728 12800
totales 67,5 2375 8110 593,2 15000 5410 595 68 1545 10500 16600 12150 63350
N. Obser 5 5 5 5 5 5 5 5 5 5 5 5 5
Promedio 13,50 475,00 1622,00 118,64 3000,00 1082,00 119,00 13,60 309,00 2100,00 3320,00 2430,00 12670,00
Factor de nivel 0,13 0,13 0,13 0,13 0,13 0,13 0,13 0,13 0,13 0,13 0,13 0,13 0,13
Tiempo normal
15,26 536,75 1832,86 134,06 3390,00 1222,66 134,47 15,37 349,17 2373,00 3751,60 2745,90 14317,10
Nombre del operario: Norma Mamani Empieza Termina
Nº de operario: 1 Mujer 7:30 am 18:00 pm
20
21
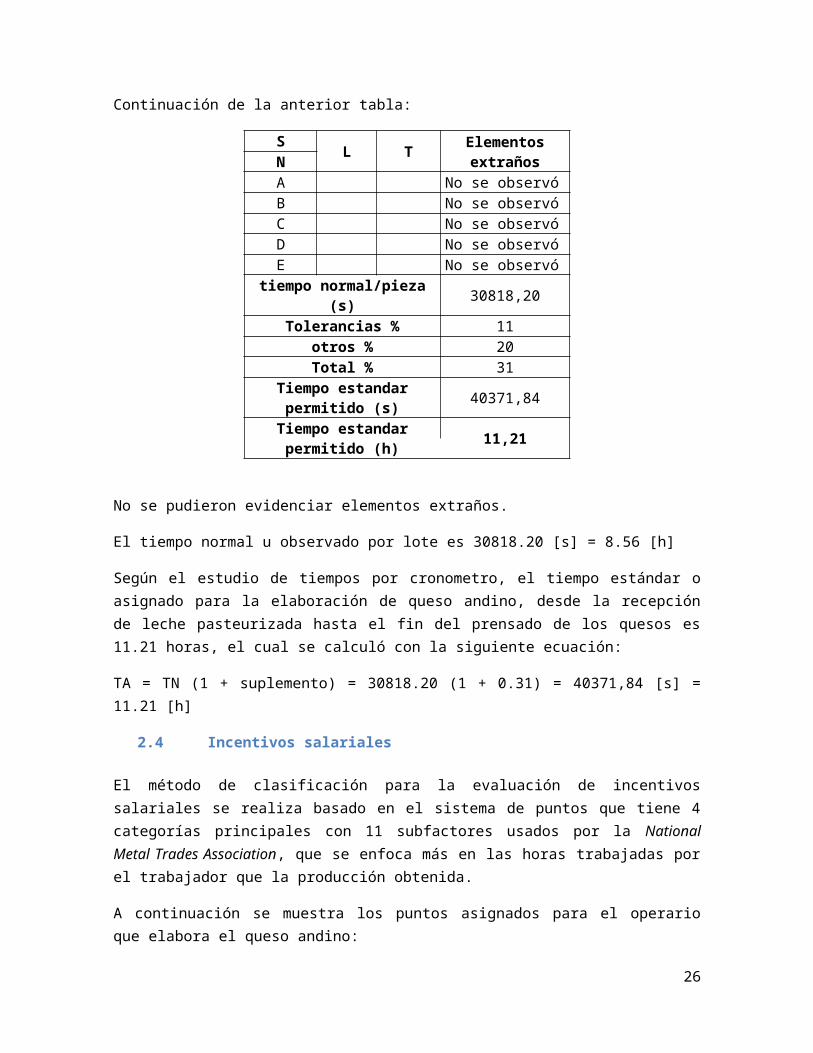
Continuación de la anterior tabla:
SL T Elementos
extrañosNA No se observóB No se observóC No se observóD No se observóE No se observó
tiempo normal/pieza (s) 30818,20
Tolerancias % 11otros % 20Total % 31
Tiempo estandar permitido (s) 40371,84
Tiempo estandar permitido (h) 11,21
No se pudieron evidenciar elementos extraños.
El tiempo normal u observado por lote es 30818.20 [s] = 8.56 [h]
Según el estudio de tiempos por cronometro, el tiempo estándar o asignado para la elaboración de queso andino, desde la recepción de leche pasteurizada hasta el fin del prensado de los quesos es 11.21 horas, el cual se calculó con la siguiente ecuación:
TA = TN (1 + suplemento) = 30818.20 (1 + 0.31) = 40371,84 [s] = 11.21 [h]
2.4 Incentivos salariales
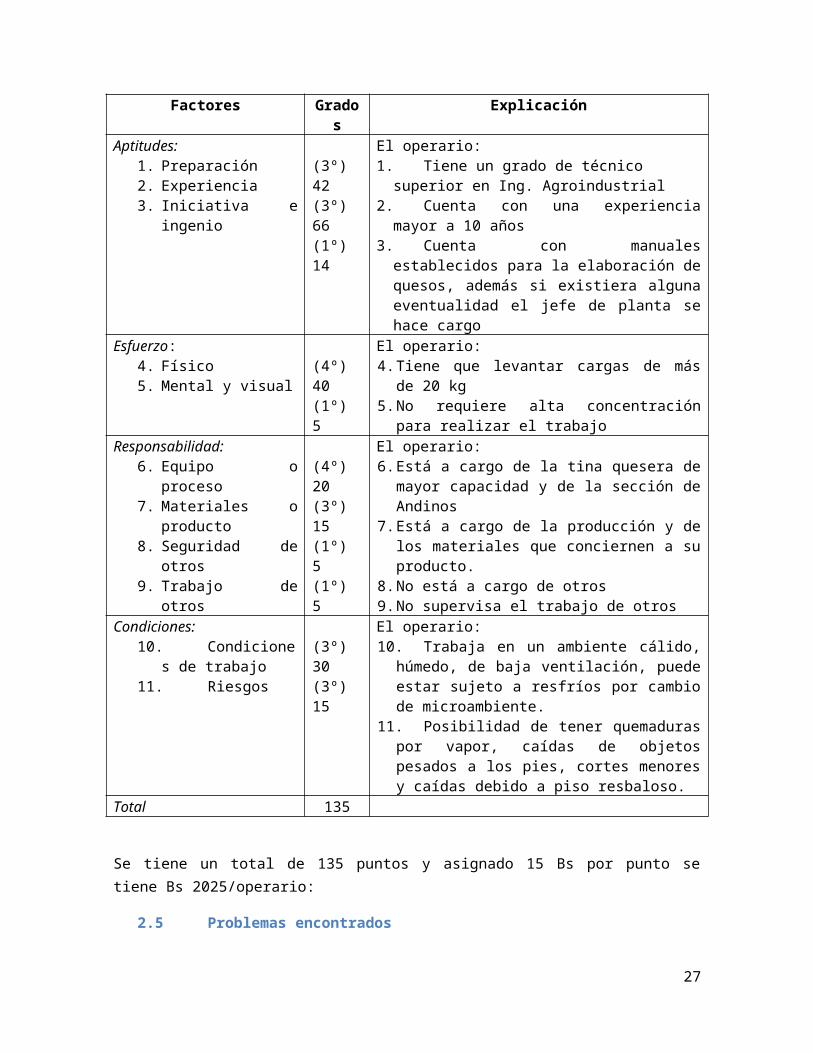
El método de clasificación para la evaluación de incentivos salariales se realiza basado en el sistema de puntos que tiene 4 categorías principales con 11 subfactores usados por la National Metal Trades Association, que se enfoca más en las horas trabajadas por el trabajador que la producción obtenida.
A continuación se muestra los puntos asignados para el operario que elabora el queso andino:
Factores Grados ExplicaciónAptitudes:
1. Preparación2. Experiencia3. Iniciativa e ingenio
(3º) 42(3º) 66(1º) 14
El operario:1. Tiene un grado de técnico superior en Ing.
Agroindustrial2. Cuenta con una experiencia mayor a 10 años3. Cuenta con manuales establecidos para la
elaboración de quesos, además si existiera alguna eventualidad el jefe de planta se hace cargo
Esfuerzo: El operario:22
4. Físico5. Mental y visual
(4º) 40(1º) 5
4. Tiene que levantar cargas de más de 20 kg5. No requiere alta concentración para realizar el
trabajoResponsabilidad:
6. Equipo o proceso7. Materiales o producto8. Seguridad de otros9. Trabajo de otros
(4º) 20(3º) 15(1º) 5(1º) 5
El operario:6. Está a cargo de la tina quesera de mayor capacidad
y de la sección de Andinos7. Está a cargo de la producción y de los materiales
que conciernen a su producto.8. No está a cargo de otros9. No supervisa el trabajo de otros
Condiciones:10. Condiciones de trabajo11. Riesgos
(3º) 30(3º) 15
El operario:10.Trabaja en un ambiente cálido, húmedo, de baja
ventilación, puede estar sujeto a resfríos por cambio de microambiente.
11.Posibilidad de tener quemaduras por vapor, caídas de objetos pesados a los pies, cortes menores y caídas debido a piso resbaloso.
Total 135
Se tiene un total de 135 puntos y asignado 15 Bs por punto se tiene Bs 2025/operario:
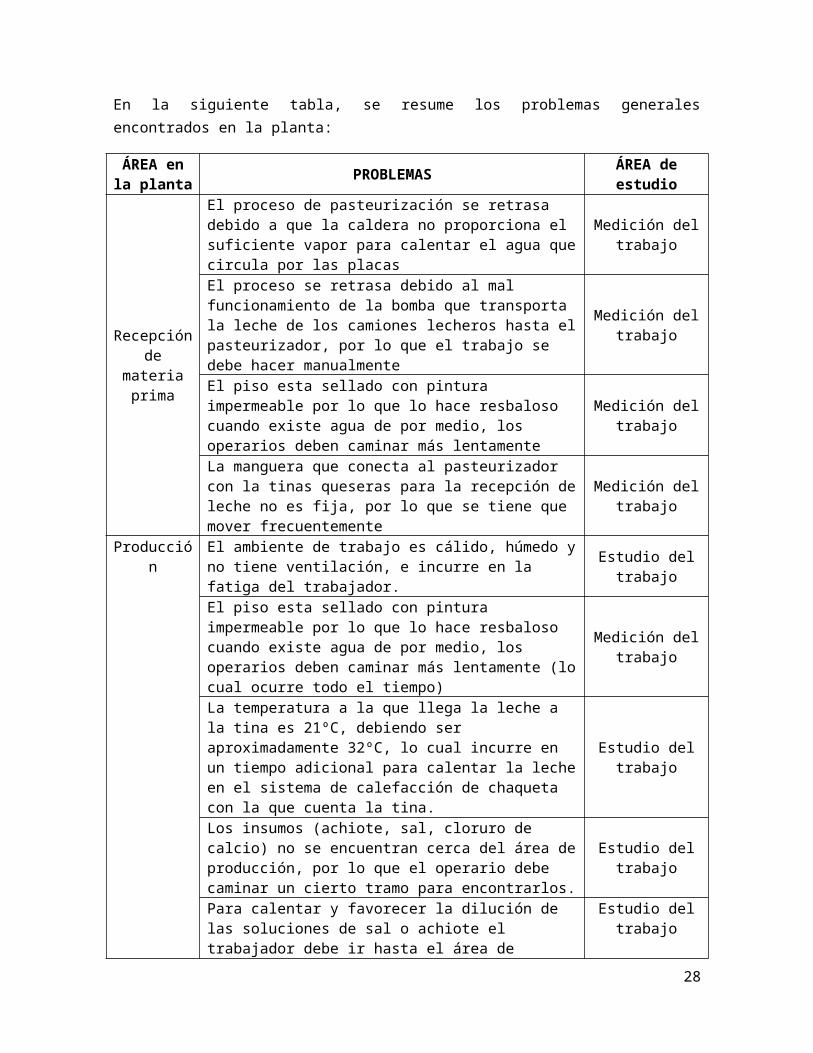
2.5 Problemas encontrados
En la siguiente tabla, se resume los problemas generales encontrados en la planta:
ÁREA en la planta
PROBLEMAS ÁREA de estudio
Recepción de materia
prima
El proceso de pasteurización se retrasa debido a que la caldera no proporciona el suficiente vapor para calentar el agua que circula por las placas
Medición del trabajo
El proceso se retrasa debido al mal funcionamiento de la bomba que transporta la leche de los camiones lecheros hasta el pasteurizador, por lo que el trabajo se debe hacer manualmente
Medición del trabajo
El piso esta sellado con pintura impermeable por lo que lo hace resbaloso cuando existe agua de por medio, los operarios deben caminar más lentamente
Medición del trabajo
La manguera que conecta al pasteurizador con la tinas queseras para la recepción de leche no es fija, por lo que se tiene que mover frecuentemente
Medición del trabajo
Producción El ambiente de trabajo es cálido, húmedo y no tiene ventilación, e incurre en la fatiga del trabajador.
Estudio del trabajo
El piso esta sellado con pintura impermeable por lo que lo hace resbaloso cuando existe agua de por medio, los operarios deben caminar más lentamente (lo cual ocurre todo el tiempo)
Medición del trabajo
La temperatura a la que llega la leche a la tina es 21ºC, Estudio del
23
debiendo ser aproximadamente 32ºC, lo cual incurre en un tiempo adicional para calentar la leche en el sistema de calefacción de chaqueta con la que cuenta la tina.
trabajo
Los insumos (achiote, sal, cloruro de calcio) no se encuentran cerca del área de producción, por lo que el operario debe caminar un cierto tramo para encontrarlos.
Estudio del trabajo
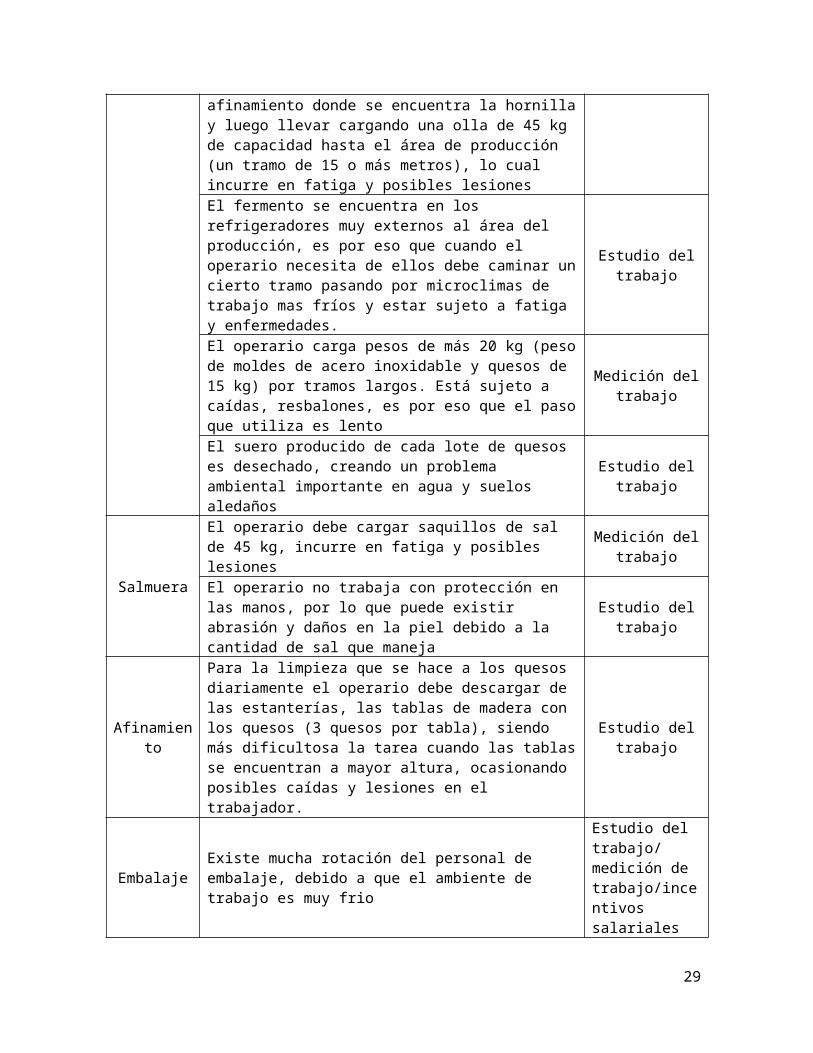
Para calentar y favorecer la dilución de las soluciones de sal o achiote el trabajador debe ir hasta el área de afinamiento donde se encuentra la hornilla y luego llevar cargando una olla de 45 kg de capacidad hasta el área de producción (un tramo de 15 o más metros), lo cual incurre en fatiga y posibles lesiones
Estudio del trabajo
El fermento se encuentra en los refrigeradores muy externos al área del producción, es por eso que cuando el operario necesita de ellos debe caminar un cierto tramo pasando por microclimas de trabajo mas fríos y estar sujeto a fatiga y enfermedades.
Estudio del trabajo
El operario carga pesos de más 20 kg (peso de moldes de acero inoxidable y quesos de 15 kg) por tramos largos. Está sujeto a caídas, resbalones, es por eso que el paso que utiliza es lento
Medición del trabajo
El suero producido de cada lote de quesos es desechado, creando un problema ambiental importante en agua y suelos aledaños
Estudio del trabajo
Salmuera
El operario debe cargar saquillos de sal de 45 kg, incurre en fatiga y posibles lesiones
Medición del trabajo
El operario no trabaja con protección en las manos, por lo que puede existir abrasión y daños en la piel debido a la cantidad de sal que maneja
Estudio del trabajo
Afinamiento
Para la limpieza que se hace a los quesos diariamente el operario debe descargar de las estanterías, las tablas de madera con los quesos (3 quesos por tabla), siendo más dificultosa la tarea cuando las tablas se encuentran a mayor altura, ocasionando posibles caídas y lesiones en el trabajador.
Estudio del trabajo
EmbalajeExiste mucha rotación del personal de embalaje, debido a que el ambiente de trabajo es muy frio
Estudio del trabajo/ medición de trabajo/incentivos salariales
3. PROPUESTA DE MEJORA
Uno de los mejores caminos para abordar el problema del mejoramiento de los métodos de trabajo es examinar todo lo relacionado con la tarea en cuestión: La forma en que se realiza el
24

trabajo, materiales que se utilizan, herramientas e instalaciones, condiciones de trabajo e incluso el diseño del producto, comenzado por preguntar ¿Qué? ¿Quién? ¿Dónde? ¿Cuándo? ¿Cómo? y ¿Por qué?
Para la propuesta de mejora se recurrió a técnica del interrogatorio como se menciono en el anterior párrafo, además para la parte del estudio del trabajo se estudio parte del principio de economía de movimientos. Presentando las siguientes soluciones resumidas en la tabla que se muestra a continuación:
ÁREA PROBLEMA SOLUCIÓN
Recepción de materia
prima
El proceso de pasteurización se retrasa debido a que la caldera no proporciona el suficiente vapor para calentar el agua que circula por las placas
Para evitar demoras en el proceso de producción debido a fallas en la caldera, se debe realizar planes preventivos de mantenimiento del equipo, además de planes correctivos
El proceso se retrasa debido al mal funcionamiento de la bomba que transporta la leche de los camiones lecheros hasta el pasteurizador, por lo que el trabajo se debe hacer manualmente
Igual que el anterior, elaborar planes de manteamiento correctivo y preventivo. En este caso hay la posibilidad de la compra de una nueva bomba para realizar la respectiva rotación del equipo
El piso esta sellado con pintura impermeable por lo que lo hace resbaloso cuando existe agua de por medio, los operarios deben caminar más lentamente
A pesar de que es más económico el revestimiento con pintura impermeable para pisos, se debería ver la posibilidad de realizar un cambio con cerámica o algún tipo de recubrimiento de goma para piso resistente al agua.
La manguera que conecta al pasteurizador con la tinas queseras para la recepción de leche no es fija, por lo que se tiene que mover frecuentemente incurriendo en demoras adicionales
Armar un sistema de tuberías de acero inoxidable con las respectivas válvulas para cada tina quesera y evitar de esta forma el movimiento de mangueras. El desarmado y limpieza de éstas se realizaría al finalizar la jornada
ProducciónEl ambiente de trabajo es cálido, húmedo y no tiene ventilación, e incurre en la fatiga del trabajador. Los ventiladores existentes no son suficientes
Se podría solucionar este problema a través de la instalación de más extractores aire. Además de colocar cortinas de separación entre áreas y no puertas como se tiene actualmente
El piso esta sellado con pintura impermeable por lo que lo hace resbaloso cuando existe agua de por medio, los operarios deben caminar más lentamente (lo cual ocurre todo el tiempo)
A pesar de que es más económico el revestimiento con pintura impermeable para pisos, se debería ver la posibilidad de realizar un cambio con cerámica o algún tipo de recubrimiento de goma para piso
25
resistente al agua.La temperatura a la que llega la leche a la tina es 21ºC, debiendo ser aproximadamente 32ºC, lo cual incurre en un tiempo adicional para calentar la leche en el sistema de calefacción de chaqueta con la que cuenta la tina.
Se debería readecuar el pasteurizador a placas para que la leche salga a la temperatura adecuada, adicionando o quitando las placas.
Los insumos (achiote, sal, cloruro de calcio) no se encuentran cerca del área de producción, por lo que el operario debe caminar un cierto tramo para encontrarlos.
Se debería realizar el cambio de los insumos y demás materia prima a la pequeña sala colindante al área de producción, que se encuentra a tan solo 3 metros de las tinas en vez de tener que salir del área para encontrarlos
Para calentar y favorecer la dilución de las soluciones de sal o achiote el trabajador debe ir hasta el área de afinamiento donde se encuentra la hornilla y luego llevar cargando una olla de 45 kg de capacidad hasta el área de producción (un tramo de 15 o más metros), lo cual incurre en fatiga y posibles lesiones
Esto aspecto se puede solucionar comprando otra hornilla exclusivamente para el área de producción y no solo compartir una con todas las áreas
El fermento se encuentra en los refrigeradores muy externos al área del producción, es por eso que cuando el operario necesita de ellos debe caminar un cierto tramo pasando por microclimas de trabajo mas fríos y estar sujeto a fatiga y resfríos.
La organización de las herramientas e insumos a manejar es parte fundamental para lograr un tiempo optimo de producción, ya que así se estarían evitando desplazamientos; por lo tanto se debería exigir que esta área organice el material que necesitan antes de iniciar labores
El operario carga pesos de más 20 kg (peso de moldes de acero inoxidable y quesos de 15 kg) por tramos largos. Está sujeto a caídas, resbalones, es por eso que el paso que utiliza es lento
Se debería implementar el uso de algunas mesas de distintos tamaños, para facilitar el desplazamiento de estos moldes a los lugares correspondientes, así evitando las posiciones incorrectas que pueden afectar la salud del personal
El suero producido de cada lote de quesos es desechado, creando un problema ambiental importante en agua y suelos aledaños
A pesar de que la empresa regala el suero a las personas que viven cerca de la planta y cuenta con un sedimentador y humedales para su disposición final (compost), estas actividades no son suficientes. Por lo que sería necesario reprocesar parte de este suero, por ejemplo en la elaboración de refrescos lácteos o envasarlos como nuevo producto, el cual tiene mercado en el área de
26
repostería
Salmuera
El operario debe cargar saquillos de sal de 45 kg, incurre en fatiga y posibles lesiones
Se puede solucionar esta situación con el empleo de una carretilla
El operario no trabaja con protección en las manos, por lo que puede existir abrasión y daños en la piel debido a la cantidad de sal que maneja
Incorporar y monitorear el uso de guantes para tratar las salmueras
Afinamiento
Para la limpieza que se hace a los quesos diariamente el operario debe descargar de las estanterías, las tablas de madera con los quesos (3 quesos por tabla), siendo más dificultosa la tarea cuando las tablas se encuentran a mayor altura, ocasionando posibles caídas y lesiones en el trabajador.
Se podría evitar esta situación utilizando solo las estanterías a niveles accesibles para el trabajador e instalando nuevas ya que existe el espacio necesario para tal fin
EmbalajeExiste mucha rotación del personal de embalaje, debido a que el ambiente de trabajo es muy frio
El trabajo en esta área necesita de frio para evitar el deterioro de los quesos, es por eso que la única medida es dotar a los operarios del lugar con ropa térmica adecuada para este microclima, ya que actualmente su vestimenta es igual al de todas las áreas.
Estas propuestas de mejora en parte ayudan a la reducción del tiempo en la producción con el reordenamiento de algunos materiales acortando desplazamientos innecesarios. Redefinir o eliminar algunas operaciones necesarias para la elaboración del queso no son factibles ya que se estaría comprometiendo la calidad del producto final.
La inclusión de mesas o carritos para el desplazamiento de objetos pesados no ayudan sustancialmente en la reducción de tiempos de producción pero si dan mayor comodidad al operario.
De acuerdo a la situación actual, el tiempo necesario para elaborar un lote de quesos es de aproximadamente 8 horas, con estas mejoras se podría reducir el tiempo hasta en una hora, es decir 7 horas.
A continuación se ve el ordenamiento de materias primas en el diagrama de recorridos:
27
28
4. CONCLUSIONES
La elaboración del proyecto de Ingeniería de Métodos se puso en práctica los conocimientos adquiridos a lo largo del curso, utilizando las herramientas correspondientes como lo son: estudio de movimientos, estudio de tiempos, las cuales fueron aplicadas en la empresa Flor de Leche.
Como resultado del estudio se determino el estándar de tiempo de producción para el proceso productivo más importante de la fabrica (elaboración de queso andino), con el fin de contar con una herramienta que facilite la programación de la producción (pudiendo implementarse un segundo turno de producción) además de tener una idea más clara acerca de los incentivos salariales que deberían efectuarse.
Se detalló los problemas observados en la planta que pueden incurrir en demoras.
Se elaboró una tabla donde se presenta planes de acción para evitar procesos improductivos o desplazamientos innecesarios.
No se propuso ningún tipo de redistribución de la planta ya que esta fue recientemente construida, solo el reordenamiento de algunos materiales, la compra de algunos equipos propios para cada área y la instalación de una red de tuberías para facilitar el paso de la leche a las tinas queseras.
5. BIBLIOGRAFÍA
NIEBEL Benjamín, “Ingeniería Industrial, métodos tiempos y movimientos” NIEBEL Benjamín, “Ingeniería Industrial, métodos, estándares y diseño del trabajo” GARCÍA CRIOLLO Roberto, “Estudio del Trabajo Ingeniería de Métodos y medición del
trabajo” “Practica Industrial Flor de Leche”. UMSA, Facultad de ingeniería, Ingeniería química.
Daniela Borda. Plan de incentivos salariales para promotores. Disponible en:
http://html.rincondelvago.com/plan-de-incentivos-salariales-para-promotores.html
29