propuesta de mejora en el proceso logistico de...
TRANSCRIPT
PROPUESTA DE MEJORA EN EL PROCESO LOGISTICO DE ENTREGAS EN
BOPET – GRUPO EMPRESARIAL
LUIS ENRIQUE BARRETO
ISLEN GUERRERO LOPEZ
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD TECNOLOGICA
BOGOTÁ
2015
PROPUESTA DE MEJORA EN EL PROCESO LOGISTICO DE ENTREGAS EN
BOPET – GRUPO EMPRESARIAL
LUIS ENRIQUE BARRETO COD: 20051277006
ISLEN GUERRERO LOPEZ COD: 20041277023
Trabajo final del programa académico Diplomado en gestión de operaciones
logísticas
Dirigido por:
Nelson Rodríguez
Ing. Industrial
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD TECNOLOGICA
BOGOTÁ
2015
3
Nota de aceptación:
___________________________________
___________________________________
___________________________________
___________________________________
___________________________________
___________________________________
___________________________________
Firma de tutor:
___________________________________
Firma de jurado
___________________________________
Bogotá, Octubre 19 de 2015

4
Dedicatoria
En primera instancia dar gracias a Dios por estar con nosotros y fortalecer
nuestras mentes, a nuestras familias cuyo apoyo fue fundamental en este proceso
y a nuestros maestros por su tiempo, dedicación y generosidad con los
conocimientos.
Islen y Luis Enrique
5
TABLA DE CONTENIDO
Pág.
INTRODUCCION 8
1 PROBLEMA 9
1.1 IDENTIFICACIÓN DEL PROBLEMA 9
1.2 FORMULACIÓN DEL PROBLEMA 10
1.3 DELIMITACIÓN 11
1.4 JUSTIFICACION 11
2. OBJETIVOS 13
2.1 OBJETIVO GENERAL 13
2.2 OBJETIVOS ESPECIFICOS 13
3. MARCO REFERENCIAL 14
3.1 MARCO HISTORICO 14
3.1.1 Actividad económica Bopet – Grupo empresarial 14
3.1.2 Reseña Histórica 15
3.1.3 Misión. Bopet - Grupo Empresarial 16
3.1.4 Visión Bopet - Grupo Empresarial 16
3.2 MARCO TEORICO 16
3.2.1 Procedimientos Metodológicos 17
3.2.1.1 Fuentes de información: 17
3.2.1.2 Variables e instrumentos 18
3.2.2 Investigación de operaciones, modelo determinístico 18
3.2.3 Teoría de la decisión. 19
3.2.4 Análisis de carga de trabajo 19
3.2.5 Restricciones de horarios de movilidad 20
3.3 SITUACION ACTUAL 20
3.4 ESTRATEGIAS DE VENTAS 21
3.5 ESTRUCTURA ORGANIZACIONAL 21
3.6 DESCRIPCION DEL PROCESO PRODUCTIVO 22
6
3.6.1 Recepción de Materiales 23
3.6.2 Almacenamiento de Materiales 24
3.6.3 Alistamiento de materias primas 24
3.6.4 Programación de producción 24
3.6.5 Distribución de material 25
3.6.6 Preparación preliminar de montaje. 25
3.6.7 Arranque de producto 26
3.6.8 Proceso productivo 27
3.6.9 Empaque del producto 27
3.6.10 Elaboración del certificado de calidad 27
3.6.11 Alistamiento y embalaje 28
3.6.12 Manejo de producto no conforme 28
3.6.13 Aseguramiento de calidad 29
6.3.14 Recursos de planta 30
3.7 PORTAFOLIO DE PRODUCTOS 32
3.7 PROCESO DE ENTREGAS 33
3.9 RECURSOS 34
4. ANALISIS DE LA CADENA DE VALOR 36
4.1 DEFINICIÓN 36
4.2 CADENA DE VALOR DE BOPET 37
4.2.1 Actividades de apoyo 37
4.2.2 Actividades primarias 37
4.2.1 Logística interna 38
4.2.2 Operaciones 38
4.2.3 Logística de entregas 39
4.2.4 Servicios 39
4.3 ANALISIS MATRIZ DOFA 40
4.3.1 Análisis Interna Matriz Dofa 40
4.3.2 ANÁLISIS EXTERNO 41
7
4.3.2 ANÁLISIS EXTERNO 42
4.3.2.1 Entorno económico 42
4.3.2.2 Entorno ambiental 43
5. PROPUESTAS 44
5.1 DESARROLLO DEL PROYECTO 44
5.2 ALCANCE DEL PROYECTO 44
5.2.1 Beneficios Esperados 44
5.2.2 Limitaciones 44
5.3 AMPLIACION A DOS (2) TURNOS DE TRABAJO PARA EL PERSONAL
DE PLANEACION Y LOGISTICA 45
5.4 ANALISIS DE LA DEMANDA 47
5.5 ANALISIS DE COSTOS DE TRANSPORTE 50
6. CONCLUSIONES 55
BIBLIOGRAFIA 56
ANEXOS 60
8
INTRODUCCIÓN
En los últimos años la industria Colombiana ha crecido de una manera importante y
en consecuencia Bopet – grupo empresarial, compañía líder en el sector de
empaques plásticos, se ha visto beneficiada porque gran número de sus clientes
han incrementado sus consumos y pedidos. Estos crecimientos son muy buenos
para la compañía y redundan en mayores ingresos y aumentos en la producción,
sin embargo no es del todo fácil porque detrás de todo estos surgen situaciones que
son necesarias ajustar, corregir y mejorar para que la empresa siga siendo
competitiva en el mercado y pueda dar la capacidad y exigencias de los clientes.
En el caso de la industria de empaques para productos alimenticios y de aseo
encontramos empaques flexibles y empaque rígidos que se elaboran en diferentes
tipos de resinas plásticas como son polipropileno, polietileno, PET, entre otras; a
nivel de procesos para la elaboración de empaques de igual manera se han hecho
innovaciones y podemos encontrar procesos sofisticados para la elaboración de
bolsas, para la elaboración de empaques de confitería para contener papas fritas,
chitos, tajaditas etc.
En el caso de envases rígidos botellas, envases y tapas que es el que interesa para
el siguiente estudio, también se han hecho desarrollos e innovaciones en las resinas
plásticas utilizadas y en los procesos de fabricación. Es así como encontramos que
hace 40 años era muy común ver la gran mayoría de los productos empacados en
envases de hojalata y vidrio y había una poca participación en envases de plástico;
hoy en día ocurre lo contrario, la gran mayoría de los productos son puestos en
empaques plásticos y hay una pequeña participación de envases en vidrio y de
hojalata.
El acceso a la información referente a las últimas tecnologías desarrolladas en otros
países, da la posibilidad de que nuestro país conozca y le resulte más fácil la
9
adquisición o la adaptación a nuestros sistemas productivos por lo que en el área
de producción Bopet – grupo empresarial ha adquirido maquinaria y equipos de
última generación que la han hecho ampliar su capacidad de producción de una
manera importante dándole la posibilidad de comprometerse en entregar mayor
número de unidades a diferentes clientes.
Debido a que Bopet - grupo empresarial ha incrementado su capacidad productiva
y uno de sus clientes ha aumentado su demanda se ha evidenciado inconvenientes
en la adecuada ejecución de la logística de entregas dando como resultado
incumplimientos y faltantes en las líneas de llenado del cliente, razón por la cual el
siguiente documento tiene como finalidad efectuar un análisis de las variables que
están influyendo para que esta situación se esté dando y plantear algunas
propuestas y sugerencias que ayuden a mejorar esta situación con base en los
conocimientos adquiridos en el desarrollo de la actividad y desde la perspectiva
académica en la universidad.
Esperamos que el documento sea interesante tanto para Bopet – grupo empresarial
como para el lector que tenga la posibilidad de encontrar en los aportes positivos
que lo enriquezcan en su conocimiento.
10
1. PROBLEMA
1.1 IDENTIFICACIÓN DEL PROBLEMA
La compañía Bopet - Grupo Empresarial, debe mejorar su proceso logístico de
entregas con uno de sus principales clientes, una compañía dedicada a la
fabricación y comercialización de productos de consumo masivo; este cliente de
Bopet - Grupo Empresarial, tradicionalmente está ubicado en la zona industrial de
la autopista sur centre avenida Boyacá y avenida 68; recientemente abrió una
segunda planta de producción en Tocancipá, en razón a que ha puesto en el
mercado dos (2) productos que se han venido consolidándose en el mercado con
unos volúmenes de ventas importantes y sus pedidos se han incrementado de una
manera vertiginosa y considerable. El cliente ha solicitado que sus productos sean
entregados en esta nueva planta lo anterior ha generado dificultades en el proceso
logístico de entregas por las siguientes razones:
Se presentan demoras en los tiempos de cargue en las instalaciones de Bopet -
Grupo Empresarial debido al incremento en la cantidad de producción a despachar
las personas de la operación se tardan más tiempo y se presentan también demoras
en el descargue en las instalaciones del cliente porque su planta por ser nueva están
implementando la infraestructura de recepción de vehículos; los recorridos largos y
tiempos de desplazamientos mayores desde las instalaciones de Bopet - Grupo
Empresarial hasta las instalaciones del cliente en Tocancipa han influido en la
operación y a esto se le suma los horarios de restricción vehicular que aplican para
los carros de la compañía por ser camiones y tracto camiones, en donde durante
determinadas horas del día no es posible transitar; La capacidad de carga los
vehículos con que cuenta Bopet - Grupo Empresarial es más baja que los
requerimientos del cliente. En la salida y recepción de la mercancía hay procesos
administrativos y documentales que también inciden en que la operación logística
se retrase lo que genera tiempos perdidos de ayudantes y conductores en espera.
11
Lo anterior se ha convertido en un inconveniente que se agrava cada vez más
porque los incumplimientos con el programa de abastecimiento mensual se atrasa
cada día más y se va acumulando de tal menara que en la medida en que pasan
los días se aumenta el número de unidades faltantes en la línea de producción del
cliente.
1.2 FORMULACIÓN DEL PROBLEMA
La Compañía Bopet - Grupo Empresarial desea incorporar una nueva estrategia de
entregas y mejora de su proceso logístico a uno de sus principales clientes porque
le está generando desabastecimiento y retrasos en su operación por lo que se
pretende evaluar los procesos de despachos, condiciones y restricciones de
horarios de movilidad, infraestructura de transporte y procesos de recepción para
proponer estrategias en la logística de distribución y/o modelos operativos que
dinamicen la operación desde el cargue en Bopet hasta la entrega donde el cliente.
Actualmente Bopet – Grupo empresarial cuenta con una flota propia de transporte
para la logística de entregas a este cliente y es la siguiente:
VEHICULOS
- 3 Camiones sencillos
- 2 Tracto Camión
¿Cómo Bopet – Grupo Empresarial puede optimizar la logística de entregas a uno
de sus clientes más importantes, evaluando los procesos de despachos, entregas
al igual que la infraestructura actual de flota de transporte?
12
1.3 DELIMITACIÓN
La propuesta de mejora de Bopet – Grupo empresarial para el cumplimiento de
entregas al cliente de consumo masivo, está limitada al proceso de planeación y
logística que inicia con el cargue de productos, facturación, transporte hasta las
instalaciones del cliente y entrega física de la mercancía con las radicaciones y
sellos correspondientes.
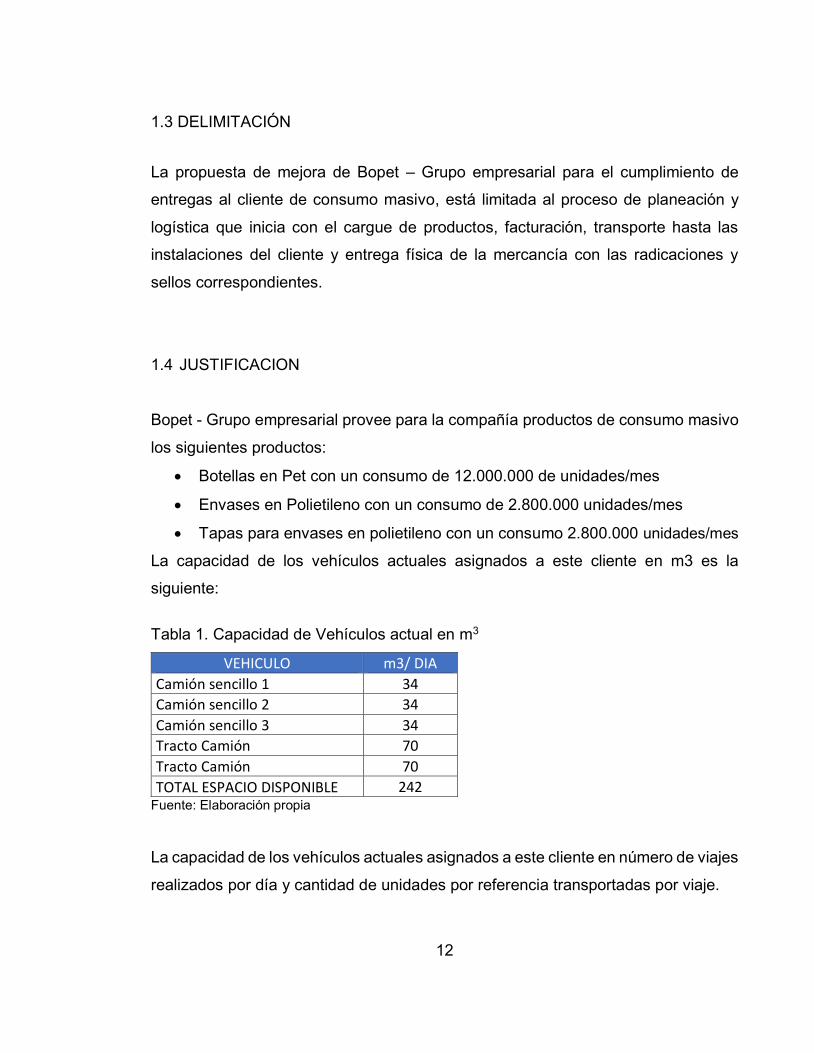
1.4 JUSTIFICACION
Bopet - Grupo empresarial provee para la compañía productos de consumo masivo
los siguientes productos:
Botellas en Pet con un consumo de 12.000.000 de unidades/mes
Envases en Polietileno con un consumo de 2.800.000 unidades/mes
Tapas para envases en polietileno con un consumo 2.800.000 unidades/mes
La capacidad de los vehículos actuales asignados a este cliente en m3 es la
siguiente:
Tabla 1. Capacidad de Vehículos actual en m3
VEHICULO m3/ DIA
Camión sencillo 1 34
Camión sencillo 2 34
Camión sencillo 3 34
Tracto Camión 70
Tracto Camión 70
TOTAL ESPACIO DISPONIBLE 242 Fuente: Elaboración propia
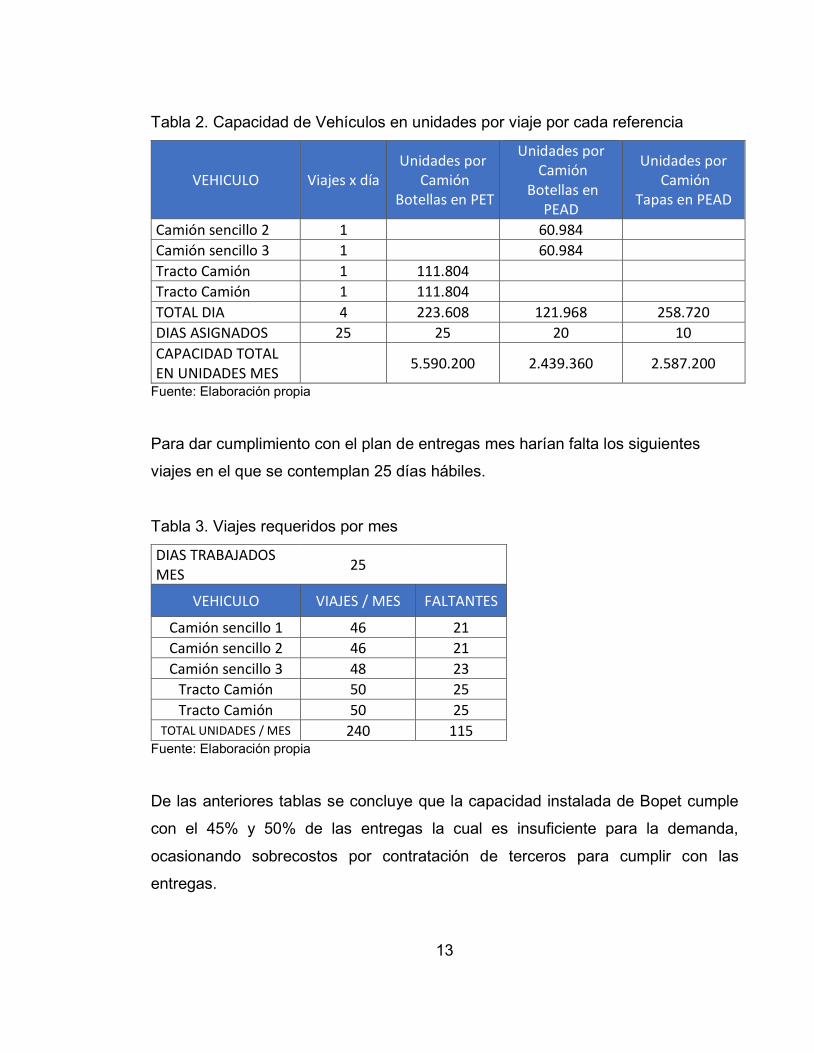
La capacidad de los vehículos actuales asignados a este cliente en número de viajes
realizados por día y cantidad de unidades por referencia transportadas por viaje.
13
Tabla 2. Capacidad de Vehículos en unidades por viaje por cada referencia
VEHICULO Viajes x día Unidades por
Camión Botellas en PET
Unidades por Camión
Botellas en PEAD
Unidades por Camión
Tapas en PEAD
Camión sencillo 2 1 60.984
Camión sencillo 3 1 60.984
Tracto Camión 1 111.804
Tracto Camión 1 111.804
TOTAL DIA 4 223.608 121.968 258.720
DIAS ASIGNADOS 25 25 20 10
CAPACIDAD TOTAL EN UNIDADES MES
5.590.200 2.439.360 2.587.200
Fuente: Elaboración propia
Para dar cumplimiento con el plan de entregas mes harían falta los siguientes
viajes en el que se contemplan 25 días hábiles.
Tabla 3. Viajes requeridos por mes
DIAS TRABAJADOS MES
25
VEHICULO VIAJES / MES FALTANTES
Camión sencillo 1 46 21
Camión sencillo 2 46 21
Camión sencillo 3 48 23
Tracto Camión 50 25
Tracto Camión 50 25 TOTAL UNIDADES / MES 240 115
Fuente: Elaboración propia
De las anteriores tablas se concluye que la capacidad instalada de Bopet cumple
con el 45% y 50% de las entregas la cual es insuficiente para la demanda,
ocasionando sobrecostos por contratación de terceros para cumplir con las
entregas.
14
2. OBJETIVOS
2.1 OBJETIVO GENERAL
Propuesta de mejoramiento logística de entregas actual de Bopet – Grupo
empresarial, desde el área de despachos hasta la entrega de la producción en las
instalaciones del cliente en Tocancipa realizando un análisis de la operación y de la
infraestructura de transporte disponible.
2.2 OBJETIVOS ESPECIFICOS
Diagnosticar posibles fallas en el proceso de entregas de Bopet - Grupo
empresarial con la compañía dedicada a la fabricación y comercialización de
productos de consumo masivo
Recomendar un modelo eficiente de entregas para dar cumplimiento a la
demanda del cliente.
Diseñar estrategias conjuntas con el cliente que aseguren el cumplimiento de
las metas reflejadas en beneficios mutuos basadas en relaciones gana –
gana.
Analizar económicamente las alternativas propuestas logrando la mayor
eficiencia del proceso logístico en los tiempos establecidos para esta
operación con el menor costo
Analizar la capacidad de entregas disponible de Bopet – Grupo empresarial
que le permitan mantener un colchón de seguridad para los repuntes de
producción que se pudiesen presentar en los diferentes periodos de tiempo
por sobredemanda del cliente.
15
3. MARCO REFERENCIAL
3.1 MARCO HISTORICO
3.1.1 Actividad económica Bopet – Grupo empresarial
El sector económico CIIU de Bopet – Grupo empresarial, es el 2229, “La fabricación
de artículos para envase de mercancías tales como: bolsas, sacos, cajones, frascos,
botellas, garrafones y similares de plástico”
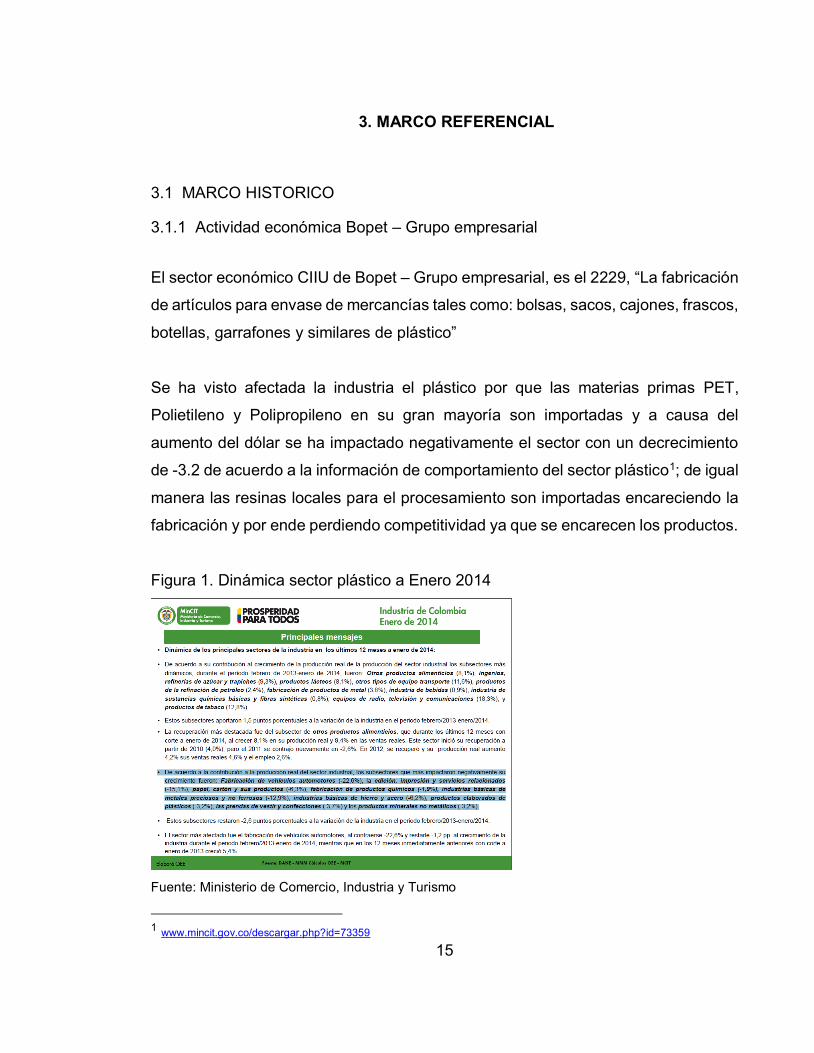
Se ha visto afectada la industria el plástico por que las materias primas PET,
Polietileno y Polipropileno en su gran mayoría son importadas y a causa del
aumento del dólar se ha impactado negativamente el sector con un decrecimiento
de -3.2 de acuerdo a la información de comportamiento del sector plástico1; de igual
manera las resinas locales para el procesamiento son importadas encareciendo la
fabricación y por ende perdiendo competitividad ya que se encarecen los productos.
Figura 1. Dinámica sector plástico a Enero 2014
Fuente: Ministerio de Comercio, Industria y Turismo
1 www.mincit.gov.co/descargar.php?id=73359
16
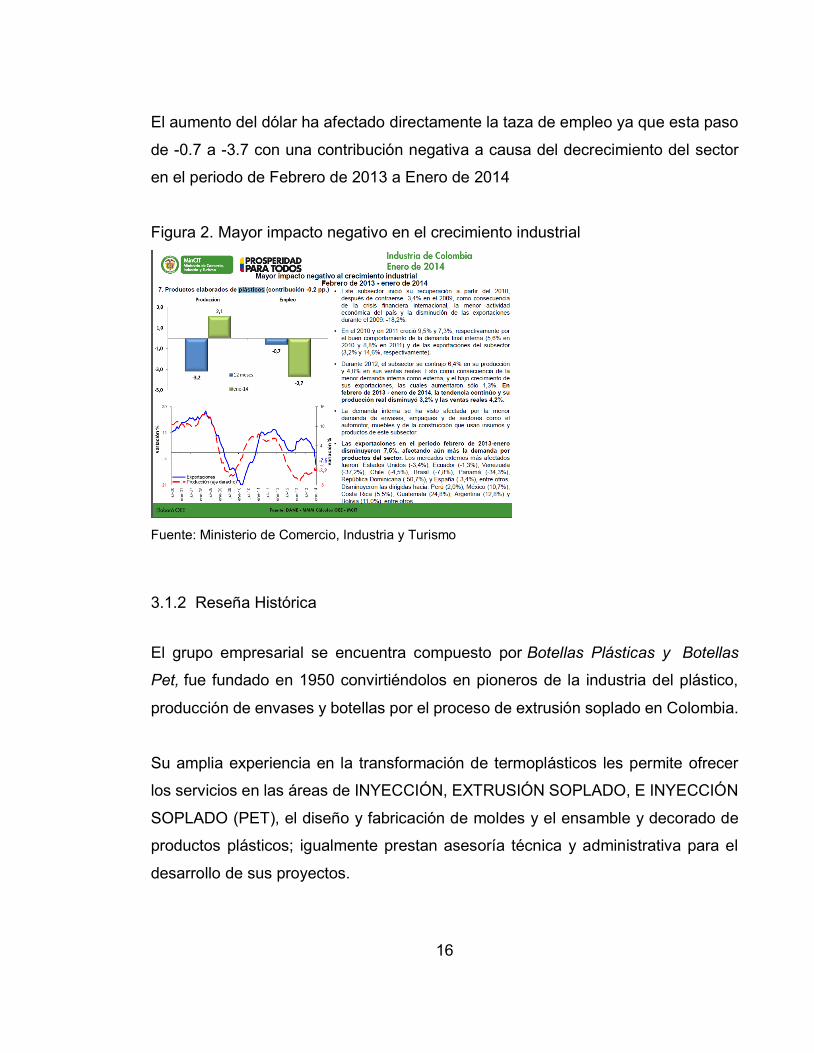
El aumento del dólar ha afectado directamente la taza de empleo ya que esta paso
de -0.7 a -3.7 con una contribución negativa a causa del decrecimiento del sector
en el periodo de Febrero de 2013 a Enero de 2014
Figura 2. Mayor impacto negativo en el crecimiento industrial
Fuente: Ministerio de Comercio, Industria y Turismo
3.1.2 Reseña Histórica
El grupo empresarial se encuentra compuesto por Botellas Plásticas y Botellas
Pet, fue fundado en 1950 convirtiéndolos en pioneros de la industria del plástico,
producción de envases y botellas por el proceso de extrusión soplado en Colombia.
Su amplia experiencia en la transformación de termoplásticos les permite ofrecer
los servicios en las áreas de INYECCIÓN, EXTRUSIÓN SOPLADO, E INYECCIÓN
SOPLADO (PET), el diseño y fabricación de moldes y el ensamble y decorado de
productos plásticos; igualmente prestan asesoría técnica y administrativa para el
desarrollo de sus proyectos.
17
Actualmente cuenta con una planta de producción y un taller de máquinas y
herramientas, cuya función específica es la fabricación y mantenimiento de moldes,
para atender las necesidades propias y de sus clientes.
En su larga trayectoria han desarrollado proyectos de gran envergadura, en las
áreas más variadas tales como: bebidas, alimentos, comestibles y agroindustria.
La planta para la fabricación de envases en PET (Polietilen Thereftalato) tiene
alrededor de 5 años produciendo envases con esta resina, iniciaron con la compra
de una máquina Aoki (tecnología japonesa) al igual que los moldes para el soplado
de envases; su tecnología innovadora y eficiente les permitió entrar a competir
también en el mercado del PET o envases no retornables.
3.1.3 Misión. Bopet - Grupo Empresarial 2
Proveemos empaques fabricados a base de polímeros y resinas de excelente
calidad; ofrecemos nuestro acompañamiento en el desarrollo de proyectos de
innovación para la fabricación de moldes buscando siempre satisfacer las
necesidades del mercado y contribuyendo al desarrollo y crecimiento de nuestro
país.
3.1.4 Visión Bopet - Grupo Empresarial 3
Consolidarnos como empresa líder en el mercado de empaques plásticos,
ampliando nuestro portafolio de productos y aumentando la posibilidad de atender
las necesidades de nuevos clientes con diseños innovadores; ofreciendo un
acompañamiento total e integral que se ajuste al comportamiento económico del
mercado.
2 1M-QA-01 MANUAL DE ASEGURAMIENTO HSEQ ver 2 - BOPET 3 1M-QA-01 MANUAL DE ASEGURAMIENTO HSEQ ver 2 - BOPET
18
3.2 MARCO TEORICO
Para el cumplimiento de las entregas se requiere el análisis de varias alternativas
conjuntas que abrirán la ventana de operación permitiendo la entrega en las
cantidades requeridas al cliente para los 3 productos analizados; en el cual se
analizara la metodología de investigación de operaciones basado en modelos
determinísticos ya que se cuenta con la información y se conocen variables que
intervienen el modelo, análisis de nuevas alternativas de vehículos de transporte,
ajustes de turnos de trabajo, análisis de restricciones y horarios de movilidad y para
realizar propuestas de mejora en el cumplimiento de entregas requeridas por el
cliente.
3.2.1 Procedimientos Metodológicos
La metodología de investigación del proyecto se fundamenta en el análisis del
proceso de entregas, de la infraestructura de vehículos y de las restricciones de
horarios que existen paraa que Bopet – Grupo Empresarial pueda atender una
demanda incremental de uno de sus clientes más importantes.
3.2.1.1 Fuentes de información:
Fuente Primaria:
La información de primera mano la obtendremos de Bopet – Grupo Empresarial
y del cliente, quienes realizan un convenio comercial para el abastecimiento de
botellas, garrafas y tapas con unas cantidades de demanda que deben ser
entregadas en Tocancipa y del análisis la operación de despachos y transporte
Fuentes Secundaria:
Representantes nacionales e internacionales de vehículos y carrocerías de
transporte.
Información de textos y libros de logística de entregas.
19
Información de las ferias anuales del Andina pack en Corferías
Revista del plástico a la que se encuentra afiliada BOTELLAS PET S.A.
Catálogos, revistas y videos almacenados en BOTELLAS PET S.A .( ver
anexos ).
3.2.1.2 Variables e instrumentos
Para la obtención de información, el cliente ha suministrado la demanda del
consumo mensual estimado que requiere le sea entregado en su planta en cada
referencia, y será la base para el desarrollo del proyecto; la información de la
logística de entregas es tomada directamente del proceso de entregas en Bopet –
Grupo Empresarial y de las estadísticas de entregas efectuadas durante este año
2015; por otro lado la información de las restricciones vehiculares es tomada de los
comunicados informativos de movilidad y transporte de la ciudad de Bogotá y del
departamento de tránsito y transporte de Cundinamarca.
Para la recolección de la demás información referente a los vehículos se empleó la
metodología de cotización y entrevista con los representantes nacionales y
analizaremos la información impresa existente solicitando cotización de aquellas
que sean atractivas
3.2.2 Investigación de operaciones, modelo determinístico
Por definición “Un Modelo determinístico es un modelo matemático donde las
mismas entradas producirán invariablemente las mismas salidas, no
contemplándose la existencia del azar ni el principio de incertidumbre”4
4 http://caece-mys1.wikispaces.com/Modelos+determin%C3%ADsticos+y+estoc%C3%A1sticos
20
El modelo de Bopet tiene definido el uso óptimo del vehículo para asegurar la
mayor cantidad de unidades por referencia.
La asignación del vehículo de acuerdo a la referencia de producto a entregar
Los tiempos estimados de cargue y descargue por referencia y por vehículo.
Distancia y tiempos de desplazamiento desde Bopet a los dos puntos de
entrega del cliente.
3.2.3 Teoría de la decisión.
Se deben analizar las alternativas del conjunto de posibles soluciones económicas
que conduzcan al mejor resultado de acuerdo con las necesidades y restricciones
del problema para lo cual nos basaremos en el análisis de costo- beneficio:
“es una técnica importante dentro del ámbito de la teoría de la decisión. Pretende
determinar la conveniencia de proyecto mediante la enumeración y valoración
posterior en términos monetarios de todos los costos y beneficios
derivados directa e indirectamente de dicho proyecto”.5
Basados en el análisis de costo-beneficio se compararan los costos de viabilidad de
la compra de Tracto Camion o tráiler y el impacto directo en mano de obra que
implicaría
3.2.4 Análisis de carga de trabajo
5 https://es.wikipedia.org/wiki/An%C3%A1lisis_de_costo-beneficio
21
“La carga de trabajo es la cantidad de actividad que puede ser asignada a una parte
o elemento de una cadena productiva sin entorpecer el desarrollo total de las
operaciones. La carga de trabajo puede estar formada por una o varias unidades
mínimas de trabajo.”
Actualmente se trabaja el turno ordinario 7:00 am a 5:30 pm para el personal de
despachos, compuesto por 5 conductores y 5 ayudantes los cuales entregan en
promedio un 50% de la cantidad requerida de las 3 referencias de productos, con 1
viaje diario en 25 días de labor.
3.2.5 Restricciones de horarios de movilidad
En la ciudad de Bogotá existen dos restricciones de movilidad para vehículos de
carga de más de 5 toneladas de capacidad: - ver anexo 1
- Ambiental de 9:00 am a 10:00 am
- Movilidad de 6:00 am a 8:30 am
3.3 SITUACION ACTUAL
Debido a la apertura económica y la llegada de muchos productos al mercado de
muy bajo costo y buena calidad, en las cuatro últimas décadas la industria
colombiana se ha visto obligada a cambiar sus métodos de producción para ser más
competitiva en los mercados nacionales e internacionales. Para algunas empresas,
por no decir la gran mayoría, estos cambios han sido bruscos, pues los métodos y
los sistemas administrativos y productivos que manejaban eran obsoletos y poco
eficientes.
22
En el sector de empaques plásticos el crecimiento ha sido importante debido a que
está asociado al crecimiento de los demás sectores de la industria pues en la
mayoría de los casos, sino en todos, los productos requieren un empaque acorde a
las características físicas y requerimientos técnicos de los productos. Las diferentes
compañías de la industria colombiana en los diferentes sectores, alimentos,
bebidas, aseo, cuidado hogar, cosméticos etc, permanentemente colocan en el
mercado, variedad de productos los cuales impulsan con campañas fuertes de
publicidad y marketing.
3.4 ESTRATEGIAS DE VENTAS
Bopet se ha caracterizado por dar valor agregado a cada producto, ofreciendo
servicios adicionales que van desde propuestas de mejora al diseño, manejo de
inventarios en las instalaciones de Bopet lo que alivia al cliente en la necesidades
de espacio y costos que implica el manejo del inventario, flexibilidad de entregas
con el manejo de órdenes de producción abiertas con entregas parciales en las
cantidades requeridas, flexibilidad e interacción en la programación de producción
abastecimiento en menos de 24 horas referencias que no se encuentran fabricadas,
servicio de etiquetado y embalado para facilitar la operación de llenado del cliente;
estas estrategias individuales por cada cliente han consolidado a Bopet como lider
en el sector plástico de empaques rígidos.
3.5 ESTRUCTURA ORGANIZACIONAL
Bopet – Grupo empresarial se encuentra conformada por procesos divididos en tres
niveles, estratégicos, operacionales y de apoyo los cuales se consolidan en el mapa
de procesos de la compañía.6
6 1M-QA-01 MANUAL DE ASEGURAMIENTO HSEQ ver 2 - BOPET
23
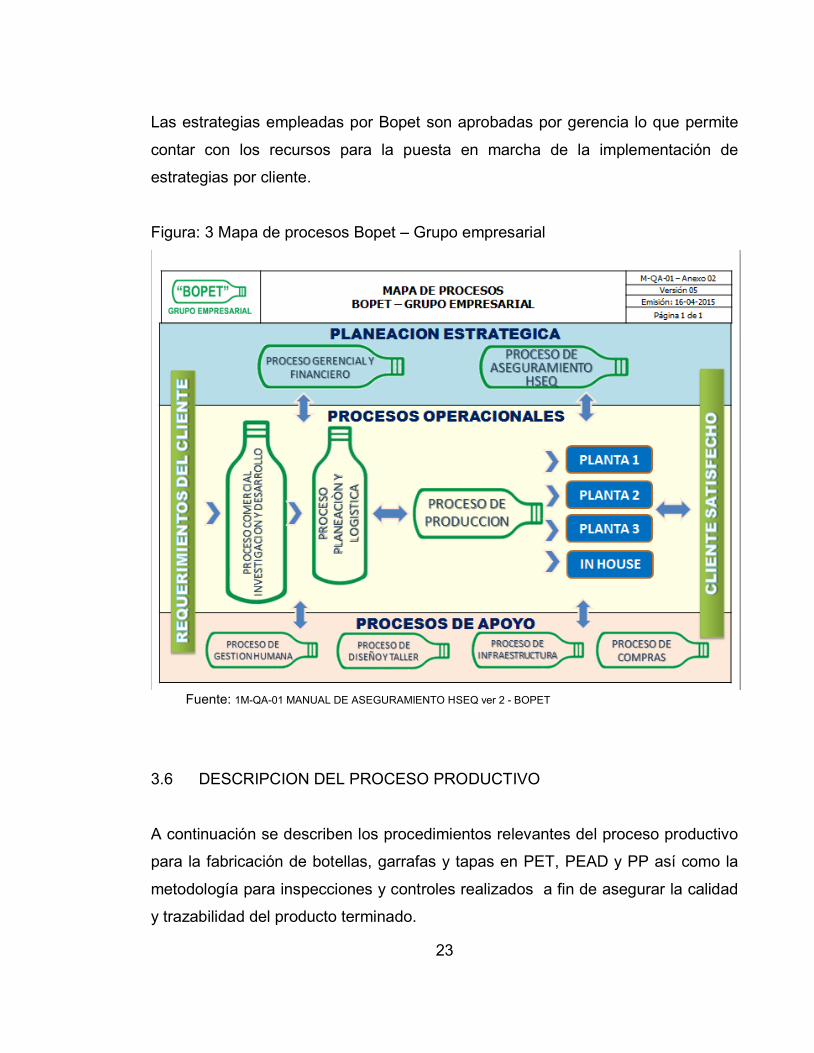
Las estrategias empleadas por Bopet son aprobadas por gerencia lo que permite
contar con los recursos para la puesta en marcha de la implementación de
estrategias por cliente.
Figura: 3 Mapa de procesos Bopet – Grupo empresarial
Fuente: 1M-QA-01 MANUAL DE ASEGURAMIENTO HSEQ ver 2 - BOPET
3.6 DESCRIPCION DEL PROCESO PRODUCTIVO
A continuación se describen los procedimientos relevantes del proceso productivo
para la fabricación de botellas, garrafas y tapas en PET, PEAD y PP así como la
metodología para inspecciones y controles realizados a fin de asegurar la calidad
y trazabilidad del producto terminado.
24
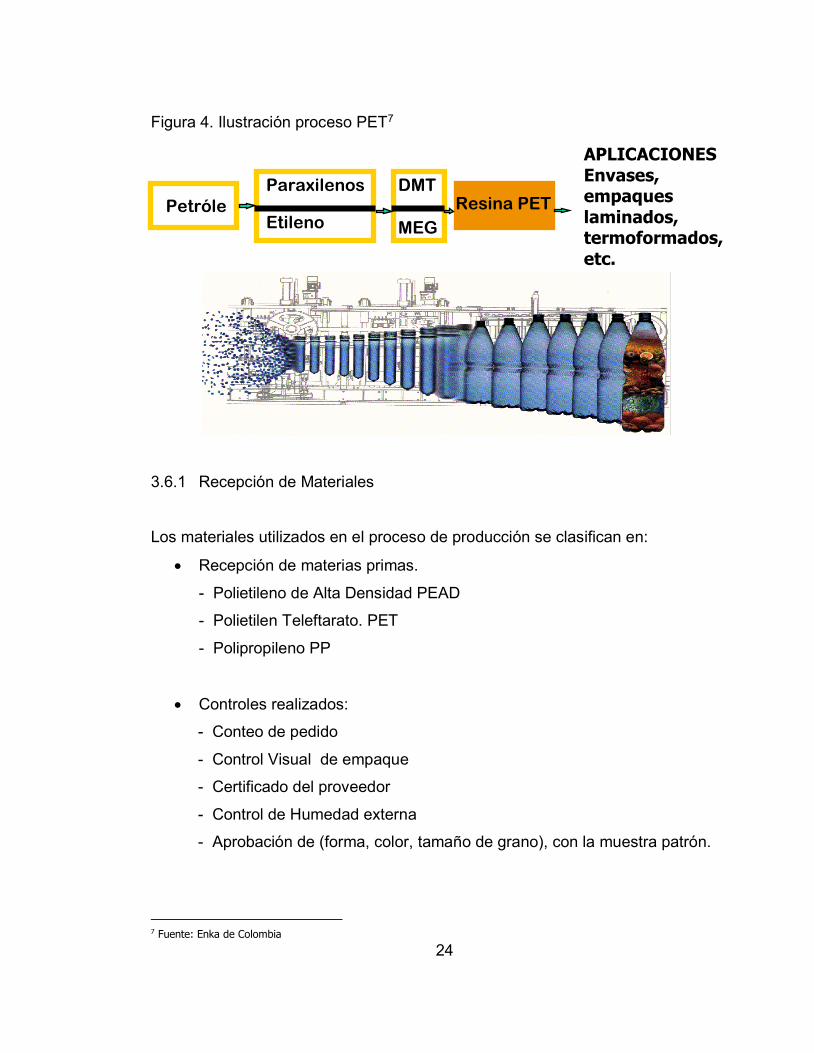
Figura 4. Ilustración proceso PET7
3.6.1 Recepción de Materiales
Los materiales utilizados en el proceso de producción se clasifican en:
Recepción de materias primas.
- Polietileno de Alta Densidad PEAD
- Polietilen Teleftarato. PET
- Polipropileno PP
Controles realizados:
- Conteo de pedido
- Control Visual de empaque
- Certificado del proveedor
- Control de Humedad externa
- Aprobación de (forma, color, tamaño de grano), con la muestra patrón.
7 Fuente: Enka de Colombia
Petróleo
Paraxilenos DMT
APLICACIONES
Envases, empaques
laminados, termoformados,
etc.
Resina PET Etileno MEG
25
Recepción de Insumos:
- Recepción de Stress, bolsa plástica y bandejas de servicio
- Recepción de etiquetas
Controles realizados
- Cantidad
- Verificación de medidas
- Control de color
- Control de referencia
- Control visual en general.
Todo lo anterior es controlado comparándolo con el certificado de calidad enviado
por el proveedor o el cliente según sea el caso y diligenciamiento del formato de
recepción de material
3.6.2 Almacenamiento de Material
El almacenamiento de las materias primas, insumos y material de empaque se
clasifica por referencias de proveedores y características físicas, controlando que
no estén propensos a la humedad o contaminación externa o entre materiales.
3.6.3 Alistamiento de materias primas
Proceso mediante el cual se organizan y se alista la resina PET para ser pasada a
producción.
Este proceso se realiza siguiendo estrictamente la guía de preparación de material,
para garantizar que el color preparado sea el aprobado.
3.6.4 Programación de Producción
Se inicia con la llegada de las órdenes de compra al departamento de ventas, en
donde son verificados los datos contenidos (cantidad, fecha, precio), para entregar
copia al departamento de producción, encargados de evaluar la capacidad de
26
máquina programando la fecha de iniciación de acuerdo a la fecha de entrega y
cantidad requerida.
La programación debe ser comunicada a los diferentes departamentos, los cuales
coordinaran su participación en el proceso logrando que la producción sea
entregada a tiempo y con los parámetros de calidad especificados.
3.6.5 Distribución de material
Teniendo como base la programación de productos y máquina se realiza una ficha
de distribución del material, a cargo del departamento de materia, que es el
encargado de suministrar al inicio y durante todo el proceso el material necesario.
3.6.6 Preparación preliminar de montaje.
Se deben llevar los siguientes pasos:
Verificación del estado general de máquina y ajustes:
En caso de encontrar deficiencias en la máquina o en el ajuste el mecánico debe
solucionarlos y registrarlos.
Preparación de molde programado y accesorios:
Alistar el molde y accesorios verificando que se encuentren en perfecto estado y
aptos para el montaje, registrando la información para solucionar los inconvenientes
encontrados.
Montaje de moldes:
En este paso los puntos básicos a controlar son el ajuste de cierre y amortiguación,
ajuste de seguridad de molde y verificación del buen funcionamiento del sistema de
refrigeración, los cuales son consignados en el formato de preparación de molde.
27
Ajuste de Accesorios:
Los accesorios deben estar en perfectas condiciones y con las medidas exactas,
para iniciar el proceso, estos ajustes son verificados por el jefe de montajes.
Verificación de sistemas y equipos de la máquina:
Consiste en garantizar que los sistemas hidráulicos, neumáticos, los de
amortiguación de movimientos y el ajuste de velocidades, se encuentren dentro de
los parámetros óptimos para el arranque de la máquina.
Programación de máquina :
Consiste en programar la máquina según la ficha de procesos, Temperaturas,
tiempos, y movimientos, garantizando la estabilidad y homogeneidad entre lotes de
producción.
Verificación general del montaje y ajuste de máquina.
Este control debe ser realizado en todos los montajes de producto y a todas las
máquinas antes del arranque, se debe llevar a cabo por el mecánico en asesoria
del jefe de montajes.
3.6.7 Arranque de producto
Operación que se lleva a cabo al inicio del proceso de soplado e inyección, se realiza
diligenciando el formato de control de arranque, comparando los resultados con la
ficha técnica de calidad.
Este paso se lleva a cabo en presencia del supervisor, auxiliar de calidad y mecánico
encargado, se registra en el formato de control de arranques de producción.
28
3.6.8 Proceso productivo.
Durante el proceso de producción se controlan visualmente y dimensionalmente los
productos, comparando los resultados con la ficha de calidad y consignándolos en
el registro de control diario, para evaluar las posibles fallas.
La persona encargada de esta labor es directamente el auxiliar de calidad seguido
por el supervisor de turno, encargado de controlar aleatoriamente todos los
productos en fabricación.
El operario debe realizar controles visuales al 100 % de la producción y controles
dimensiónales (según el producto), de acuerdo al convenio de calidad.
3.6.9 Empaque de producto.
El empaque del producto es el que nos garantiza que este llegue en óptimas
condiciones de calidad a nuestro cliente, por lo tanto es un punto de control que está
consignado en la ficha de calidad (cantidad, forma y grafica de empaque).
Esta información es suministrada al operario por medio de la supervisora y auxiliar
de calidad para que lo lleve a cabo correctamente y adicional se realizan controles
de empaque para verificar que sea la forma indicada y que el producto se mantiene
en óptimas condiciones.
3.6.10 Elaboración de certificado de calidad.
Esta labor es responsabilidad directa del departamento de calidad, se lleva a cabo
teniendo como base los controles realizados durante el proceso y un muestreo
aleatorio del lote a evaluar, para realizar un nuevo control (visual y dimensional),
con los datos obtenidos se diligencia el certificado de calidad, elaborado para cada
producto con base en los parámetros de la ficha técnica de calidad.
29
3.6.11 Almacenamiento y embalaje.
Cada uno de los productos fabricados en nuestra compañía tiene su lugar de
almacenamiento el cual es destinado por el departamento de producto terminado,
se deben realizar muestreos al producto de forma aleatoria.
El almacenamiento de los productos fabricados en la compañía se inicia clasificando
la producción por referencias y cliente, cada una de estas bodegas tiene su forma
de distribución, almacenamiento y cuidados.
El almacenamiento debe garantizar que la producción no sufra contaminaciones ni
deterioros.
Controles realizados en el despacho de la producción.
Entrega de producción por consecutivo de fabricación, PEPS (primero en
entrar primero en salir).
Controlar el transporte del producto del lugar de almacenamiento a sitio
de cargue.
Distribución de despacho de acuerdo a los vehículos existentes y a la
cantidad de producción. los vehículos son cubicados con anterioridad.
Verificar que el vehículo se encuentre dentro de los requerimientos de
calidad para transportar producción (asepsia, seguridad, exactitud).
Realizar la remisión del producto, con referencia y cantidad exacta,
vehículo transportador y conductor.
3.6.12 Manejo de producto no conforme
El lote de producción o las unidades que por concepto de incumplimiento en las
características dimensiónales, funcionales o visuales no cumplan con los
requerimientos técnicos o con las exigencias de los clientes se dispondrán como
producto no conforme y se le debe dar el tratamiento apropiado para cada uno de
ellos dependiendo del tipo de defecto o inconformidad.
Es prioritaria la identificación de la no conformidad para tomar la correspondiente
acción correctiva y efectuar el seguimiento de la acción tomada.
30
3.6.13 Aseguramiento de Calidad
Seguido al proceso de producción la empresa cuenta con personal calificado, apto
para el desempeño de las diversas operaciones implicadas en el proceso, que
realizan la labor de Aseguramiento de calidad, distribuidas así:
Personal operativo
Este personal se encarga de realizar control visual al 100 % de la producción, y
algunos controles dimensiónales (peso, capacidad), según el requerimiento de
producto o las necesidades del mismo.
Este personal recibe capacitación y adiestramiento continuo de los diferentes
controles y cuidados específicos de la producción, coordinados por el Auxiliar de
Calidad y el Supervisor.
Analistas de calidad.
Personal con formación técnica, los cuales realizan labores de inspección a los
productos empacados por el personal operativo, con frecuencias de inspección
determinadas por el estudio del proceso, donde se evalúan los siguientes aspectos:
Controles cualitativos (apariencia, textura, forma, transparencia, color ) los
cuales deben estar entre los límites de aceptación del producto.
Controles funcionales (filtración, ajuste de tapa, impacto)
Controles cuantitativos ( peso, capacidad, dimensiones del envase),
Lo anterior apoyado en la información y los parámetros de la ficha de calidad de
producto, donde se registran todas las normas de calidad requeridas.
Este personal recibe capacitación continua y además accesoria por parte del
departamento de calidad.
31
Supervisor de turno
Personal calificado con formación técnica, lo cuales realizan operaciones de
coordinación de personal y planta, realizan muestreos periódicos en el turno, de
manera aleatoria a la producción aplicando la normatividad , (Mil.Std. 105D, tabla
de inspección normal II-A), además dan visto bueno a la producción para luego ser
almacenada.
3.6.14 Recursos de planta.
La planta debe contar con los siguientes recursos para garantizar que el producto
terminado sea de óptima calidad:
Calibradores digitales pie de Rey, para realizar controles dimensiónales del
producto. Cantidad: 3 unidades.
Bodega de almacenamiento de materia prima y producto terminado
clasificadas por producto / Nº de lote / referencia.
Laboratorio control de calidad y para realizar las pruebas funcionales y
dimensiónales (Alturas, filtración, ajuste) además las pruebas de resistencia,
(impacto, compresión, vacío).
* Calibrador digital
* Galga pasa no pasa
* Balanza digital
* Placa de Mármol
* Altímetro
* Probetas y Pipetas
* Cámara de presión
* Dispositivo para medir carga vertical.
* Termómetro
32
* Manómetro y dispositivos de aire
* Poceta y demás elementos
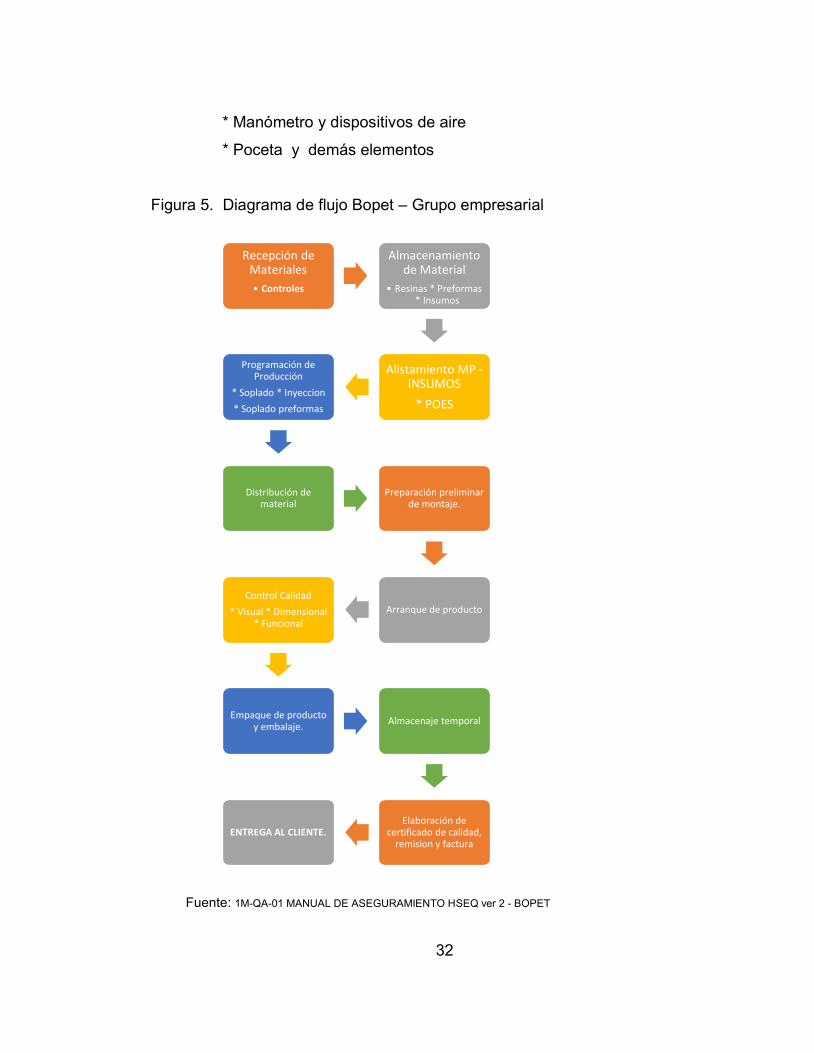
Figura 5. Diagrama de flujo Bopet – Grupo empresarial
Fuente: 1M-QA-01 MANUAL DE ASEGURAMIENTO HSEQ ver 2 - BOPET
Recepción de Materiales
• Controles
Almacenamiento de Material
• Resinas * Preformas * Insumos
Alistamiento MP -INSUMOS
* POES
Programación de Producción
* Soplado * Inyeccion
* Soplado preformas
Distribución de material
Preparación preliminar de montaje.
Arranque de producto
Control Calidad
* Visual * Dimensional * Funcional
Empaque de producto y embalaje.
Almacenaje temporal
Elaboración de certificado de calidad,
remision y factura ENTREGA AL CLIENTE.
33
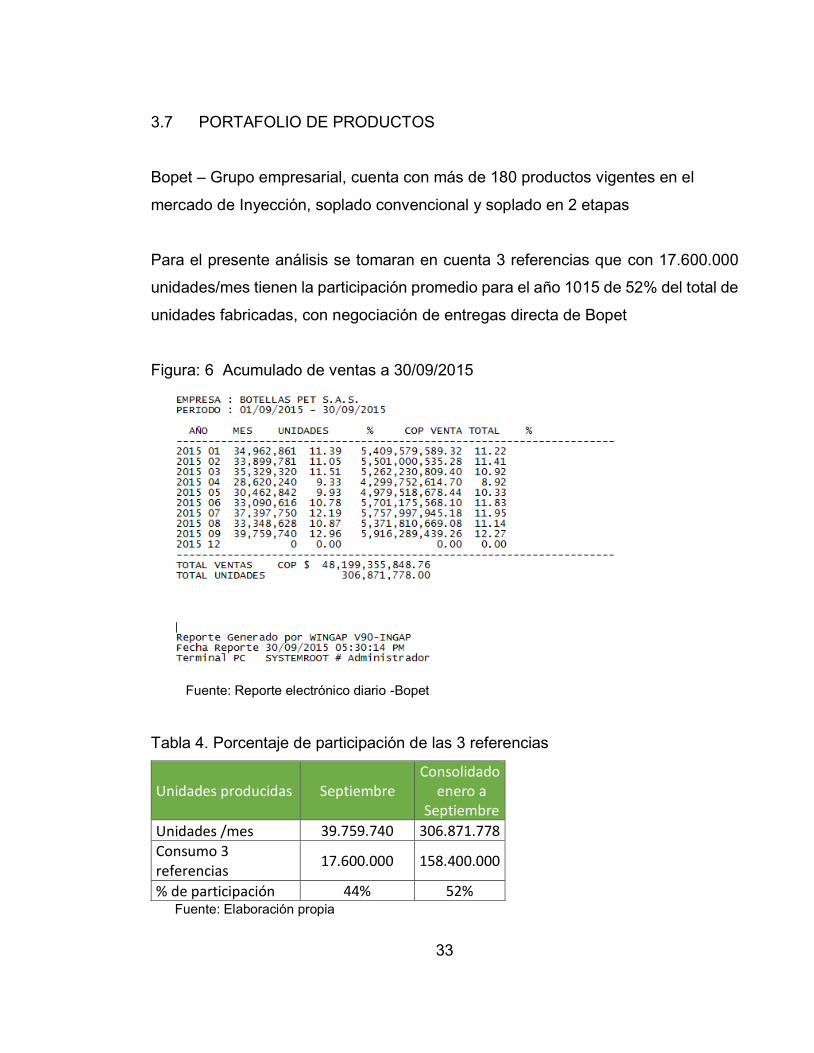
3.7 PORTAFOLIO DE PRODUCTOS
Bopet – Grupo empresarial, cuenta con más de 180 productos vigentes en el
mercado de Inyección, soplado convencional y soplado en 2 etapas
Para el presente análisis se tomaran en cuenta 3 referencias que con 17.600.000
unidades/mes tienen la participación promedio para el año 1015 de 52% del total de
unidades fabricadas, con negociación de entregas directa de Bopet
Figura: 6 Acumulado de ventas a 30/09/2015
Fuente: Reporte electrónico diario -Bopet
Tabla 4. Porcentaje de participación de las 3 referencias
Unidades producidas Septiembre Consolidado
enero a Septiembre
Unidades /mes 39.759.740 306.871.778
Consumo 3 referencias
17.600.000 158.400.000
% de participación 44% 52% Fuente: Elaboración propia
34
3.8 PROCESO DE ENTREGAS
El proceso analizado para el cumplimiento de entregas se encuentra a cargo del
proceso de planeación y logística de Bopet, en el cual se describe a continuación
las actividades dentro de este proceso que dan el go o paso a la siguiente etapa.
En Bopet – Grupo empresarial, tiene implementado el sistema de distribución Cross
Docking con sus 5 principales clientes, “en el cual la mercadería recibida por un
depósito o centro de distribución no es almacenada, sino preparada inmediatamente
para su próximo envío. Es decir, que la mercadería no hace stock ni ningún otro tipo
de almacenaje intermedio.”8; por lo anterior en la dinámica de entregas la
producción es fabricada y entregada en periodos de 1 día lo que permite la
reducción de tiempos de entrega, de costos de distribución, minimiza el área de
almacenaje, reduce la manipulación incrementando de esta manera la vida útil de
los envases y elimina las perdidas por deterioro y manipulación.
Este proceso inicia con la verificación de las órdenes de compra abiertas por
cantidades mes emitidas por el cliente, Bopet realiza entregas parciales de acuerdo
a los requerimientos del cliente, ajustando a diario y simultáneamente la
programación de entregas y de producción de tal manera que se cumpla con la
necesidad para cada día.
En la tarde de evalúa el cumplimiento de las entregas programadas, se ajusta o
apoya de ser necesario y se realiza la planeación para el día siguiente en base a
los inventarios físicos y reportes de producción generados todos los días, se
programan los vehículos y emiten las órdenes de entrega, información tomada para
realizar la factura correspondiente.
En el proceso de entrega para estos 3 productos intervienen 5 vehiculos que
realizan un (1) viaje por día, a causa de los tiempos e imprevistos en
8 http://businessgroupcorp.blogspot.com.co/2012/01/que-es-cross-docking.html
35
desplazamiento, espera y recepción de producto que no dependen de Bopet y que
actualmente son el cuello de botella de las entregas.
Una vez se recibe la mercancía Bopet ingresa las cantidades a la base de datos del
cliente y se descargan las cantidades de la orden de compra, de tal manera que se
lleva un control de inventario detallado con la misma información para ambas
compañías con un flujo de información veraz y en tiempo real que facilitan la toma
de decisiones
3.9 RECURSOS
El proceso de planeación y logística para dar cumplimiento a las entregas cuenta
con los siguientes recursos:
Sistema satelital Satrack que le permite tener la ubicación de cada uno de
los vehículos de la compañía
o Recorrido de Bopet a Planta 1 en Bogotá: recorrido 5.7 kilómetros
Figura: 7 Recorrido de Bopet a Planta 1 en Bogotá
Fuente: Sistema Satelital Satrack
36
o Recorrido de Bopet a Planta 2 en Bogotá: recorrido 63 kilómetros
Figura: 8 Recorrido de Bopet a Planta 2 en Tocancipa
Fuente: Sistema Satelital Satrack
Bopet cuenta con una flota de transporte propio y personal directo para dar
cumplimiento a las entregas
Sistemas de comunicación telefónica celular con cada vehículo para facilitar
operaciones y coordinar actividades.
Uso de plataforma de información que permite validar el cumplimiento de las
cantidades de entrega

37
4. ANALISIS DE LA CADENA DE VALOR
4.1 DEFINICION
La cadena de valor es un modelo teórico que gráfica y permite describir las
actividades de una organización para generar valor al cliente final y a la
misma empresa. En base a esta definición se dice que una empresa tiene una
ventaja competitiva frente a otra cuando es capaz de aumentar el margen (ya sea
bajando los costos o aumentando las ventas)”9.
4.2 CADENA DE VALOR DE BOPET
Grafica 1. Cadena de valor Bopet
Fuente: Elaboración propia
9 http://www.webyempresas.com/la-cadena-de-valor-de-michael-porter/
INFRAESTRUCTURA: 3 PLANTAS DE PRODUCCION
GESTION RECURSOS HUMANOS: DIRECTO POR LA EMPRESA
RESA
INFRAESTRUCTURA: 3 PLANTAS DE PRODUCCION DESARROLLO TECNOLOGICO: SATRAC, TELEFONO, PLATAFORMA INFORMACION APROVISIONAMIENTO: COMPRAS RESINA TRIMESTRALES 1.800.000 TON/ MES
RESA INFRAESTRUCTURA: 3 PLANTAS DE PRODUCCION Logística interna: *Recepcion Mp *Almacenamiento transitorio resinas, master y preformas *Control de inventarios
Operaciones: *Programación producción *Fabricación en máquinas tecnología de punta *Planeación de entregas diaria *Operación de Despachos
Logística de entregas: *Almacenamiento transitorio Producto Terminado inferior 24 horas *Transporte *Control de inventarios Operación de
Servicios: *Reprogramación de órdenes de compra *Entrega 24 horas * Almacenaje * Etiquetado * Disponibilidad de maquina * Flexibilidad
*
MARGEN
MARGEN
ACTIVIDADES
APOYO
ACTIVIDADES PRIMARIAS

38
La cadena de valor de la compañía Bopet - Grupo empresarial se encuentra
compuesta por la gestión de actividades triple A, agiles, adaptables y alineadas con
las necesidades del cliente que permiten tener la cantidad de producto necesario,
en la planta requerida por el cliente, en el tiempo oportuno y al menor costo.
Estas actividades son vitales para la dinámica cambiante que obedecen los
productos de consumo masivo y se basan en los resultados de mercado que se
ajustan a diario y deben ser replaneadas antes del envió.
La gestión de la cadena de suministro de Bopet – Grupo Empresarial es directa ya
que el transporte y personal involucrado son propios y sin intermediarios de tal
manera que la restricción es la distancia e imprevistos hasta las plantas del cliente
y la gestión interna en la que los flujos de información administrativos del cliente
para su recepción.
La implementación del modelo cross docking en Bopet lleva a su mínima expresión
los gastos de manejo de inventarios ya que estos corresponden a las entregas de
un (1) día, minimizando los costos de almacenaje y distribución y por ende la carga
financiera asociada a este control de inventario.
La cadena de valor de Bopet se encuentra definida de la siguiente manera:
4.2.1 Actividades de apoyo
Infraestructura: 3 plantas de producción que funcionan independientes y
enlazadas con una plataforma de comunicaciones que permite coordinar
operaciones entre las plantas.
Gestión de Recurso Humano: Contratación directa y capacitada por la
compañía para la especialización de las actividades de Bopet
39
Desarrollo Tecnológico: Plataforma Satrack para la ubicación de los
vehículos, Teléfono celular , Plataforma Información
Aprovisionamiento: Se consolidan negociaciones trimestrales de compras de
resinas por 1.800.000 toneladas de resinas de Polietilen-thereftalato,
Polipropileno, y Polietileno, las cuales se traen de puerto a Bopet en la flota
de transporte 4 Tracto Camiones propios destinado para tal fin.
4.2.2 Actividades primarias
4.2.1 Logística interna:
Recepción, transporte y almacenamiento transitorio de materias primas resinas,
master y preformas sumado al control de inventarios
4.2.2 Operaciones
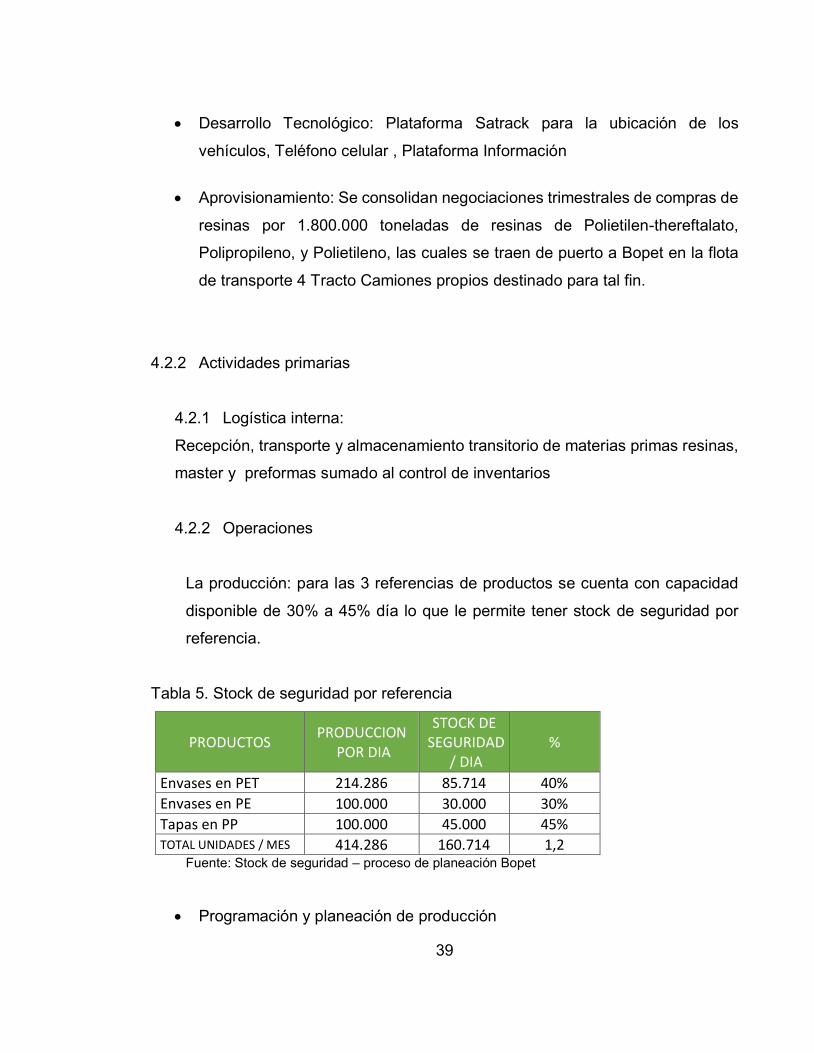
La producción: para las 3 referencias de productos se cuenta con capacidad
disponible de 30% a 45% día lo que le permite tener stock de seguridad por
referencia.
Tabla 5. Stock de seguridad por referencia
PRODUCTOS PRODUCCION
POR DIA
STOCK DE SEGURIDAD
/ DIA %
Envases en PET 214.286 85.714 40%
Envases en PE 100.000 30.000 30%
Tapas en PP 100.000 45.000 45% TOTAL UNIDADES / MES 414.286 160.714 1,2
Fuente: Stock de seguridad – proceso de planeación Bopet
Programación y planeación de producción
40
Fabricación en máquinas tecnología de punta
Planeación de entregas diaria
Operación de Despachos diaria
4.2.3 Logística de entregas
Almacenamiento transitorio Producto Terminado inferior 24 horas – cross
docking con un transporte propio y disponibilidad de 5 vehículos día el cual se
cumple en Bopet estrictamente ya que la dinámica de las plantas de producción
es eficiente y los espacios de almacenaje en planta son justos, obligando a parar
maquinas por restricción en espacios de almacenaje
4.2.4 Servicios
Se cuenta con servicios como:
Reprogramación de órdenes de compra
Entrega 24 horas
Almacenaje
Stock de seguridad de 1 dia por referencia
Etiquetado
Disponibilidad de maquina
Flexibilidad en la operación de producción y entregas
La gestión de inventario, se cuenta con un inventario de seguridad mínimo de una
entrega de un camión sencillo por referencia, el cual se ajustara y nivelara con la
producción del fin de semana que se realiza por programación y la proyección de la
semana siguiente
41
4.3 ANALISIS MATRIZ DOFA
4.3.1 Análisis Interna Matriz Dofa
Para el análisis interno presentaremos la matriz DOFA con las debilidades,
oportunidades, fortalezas y amenazas que tiene el proyecto.
Debilidades
La distancia geográfica que existe entre la compañía Bopet - Grupo Empresarial
y la nueva planta del cliente, ya que la primera se encuentra ubicada en la ciudad
de Bogotá y la segunda se encuentra ubicada en las afueras de Tocancipá.
La compañía Bopet - Grupo Empresarial tiene una flota de transporte propia pero
es pequeña para la demanda del cliente que requiere atender.
La zona de cargue en Bopet - Grupo Empresarial está restringida para el cargue
máximo de dos (2) camiones simultáneamente lo que retrasa la agilidad en el
cargue.
Oportunidades
El mejoramiento de la logística de entregas ayudará a que el cliente se sienta
satisfecho con su proveedor y y en un futuro podrá tenerlo en cuenta para
próximos proyectos.
Hay una demanda establecida en los pedidos que es fija y que tiene una alta
probabilidad de que siga creciendo dada la aceptación de los productos en el
mercado y las ampliaciones está realizando el cliente en su planta de producción.
Para Bopet – Grupo Empresarial es una buena oportunidad para tener un
crecimiento económico a mediano y largo plazo en sus ventas.
Para Bopet – Grupo Empresarial es una oportunidad para afianzar su
reconocimiento en la industria nacional como una excelente empresa dedicada a
la fabricaron de envases plásticos.
42
Fortalezas
La amplia experiencia que tiene Bopet - Grupo Empresarial en atender los
requerimientos de sus clientes y en manejar logística de entregas a diferentes
sitios es una de sus fortalezas.
El conocimiento y los desarrollos que ya se han efectuado con otras compañías
similares en el abastecimiento de sus productos.
Personal idóneo y capacitado con amplio conocimiento a nivel técnico a nivel de
los procesos productivos.
Amenazas
Los cambios que se puedan presentar en movilidad de acuerdo a nuevas
necesidades de la ciudad y del departamento.
Que los consumos del cliente no se mantengan estables y que a nivel de
mercadeo por la nueva presentación el consumidor final pueda resentirse y el
producto sufrir una caída en su consumo.
4.3.2 ANÁLISIS EXTERNO
4.3.2.1 Entorno económico
Las fluctuaciones incrementales del dólar afectarían el desarrollo del proyecto en
la medida en que si se hacen inversiones en flota de transporte sería necesario
pagar a la tasa representativa más alta.
El empleo del país puede afectar el proyecto en la medida en que baje el ingreso
Per cápita y disminuya la compra unitaria del producto final que son las botellas
con producto que el cliente está colocando en el mercado, sin embargo vale la
pena resaltar que en este caso que uno de los productos por ser de consumo
básico es necesario para la canasta familiar en especial para el aseo del hogar,

43
el otro es una bebida energizante y refrescante de bajo costo que se ha venido
posicionando fuertemente en el mercado colombiano.
Los conflictos internacionales generados por el dominio y control y acaparamiento
del petróleo ha generado un comportamiento atípico en los precios versus el
precio del dólar que han afectado los precios de las resinas que se utilizan en la
fabricación de los envases.
4.3.2.2 Entorno ambiental
Los materiales utilizados en las botellas son reciclables y en Colombia se ha
venido avanzando en este sentido con empresas que se dedican al tratamiento y
la recuperación de los materiales PET y PEAD lo que ha traído como beneficio
que día a día sea menor la cantidad de materiales plásticos que se van a los
botaderos.
Estas empresas realizan la recuperación de los materiales plásticos para
convertirlos en el caso de PEAD, en material adecuado para re-uso en un bajo
porcentaje en la fabricación de nuevas botellas para los sectores de agroquímicos
y envases y bidones para las líneas aseo que pueden ir en material recuperado y el
otro porcentaje va para la fabricación de monofilamentos y escobas, sillas plásticas,
baldes y materas; En el caso de las botellas en PET, la gran mayoría de los
transformadores han encaminados sus esfuerzos a realizar programas de
aligeramiento de los pesos de las botellas para procesar menos cantidad y la
recuperación de las botellas post consumo es utilizado en la fabricación de láminas
y fibras para escobas y cepillos sin contar en el área de la construcción en donde
organizaciones y cooperativas encaminan sus esfuerzos en la utilización de las
botellas vacías para construir casas.
44
5. PROPUESTAS
5.1 DESARROLLO DEL PROYECTO
Botellas PET – Grupo Empresarial ha tenido durante mucho tiempo una relación
comercial importante con un cliente que elabora y comercializa productos de
consumo masivo; este cliente representa el 40 % de las ventas de la compañía y en
los últimos tres (3) años el cliente ha puesto en el mercado dos (2) productos que
han tenido una excelente acogida en los consumidores, uno es una bebida
energizante que ha roto esquemas en la categoría por ser innovadora y competitiva
en precio; El otro producto de aseo hogar que se ha posicionado en el mercado
como líder en las tiendas de las principales ciudades del país por ser de buena
calidad y costo económico.
5.2 ALCANCE DEL PROYECTO
5.2.1 Beneficios Esperados
Con el desarrollo del presente proyecto se pretende presentar una propuesta a
Bopet - Grupo Empresarial para mejorar su proceso logístico de entregas, la
posibilidad de modificar los turnos de trabajo y la viabilidad técnica y financiera de
cambiar los vehículos de entregas. Esto con el fin de tener un beneficio en las
cantidades de producción entregadas y facturadas al cliente y en mejorar los
indicadores de cumplimiento en entregas para Bopet – Grupo empresarial.
5.2.2 Limitaciones
Las limitantes se evidencia en disponer de los recursos operativos para hacer una
gestión en horarios diferentes a los diurnos, lo mismo que las restricciones que
existen a nivel de movilidad en la ciudad de Bogotá y en el departamento de
45
Cundinamarca (consultar página de Invias) para poder movilizar vehículos de carga
en ciertos días y horarios. La recepción en la bodega del cliente por ser nueva está
adecuando la infraestructura para realizar la recepción. El espacio físico en Bopet
en donde solo puede ir máximo dos (2) vehículos para realizar el cargue de la
mercancía.
5.3 AMPLIACION A DOS (2) TURNOS DE TRABAJO PARA EL PERSONAL DE
PLANEACION Y LOGISTICA
Actualmente los conductores y ayudantes tienen un horario de 7:00 am a 5:00 pm
de lunes a viernes con 1 hora de almuerzo y los sábados de 8:00 am a 12:00m y
sus actividades durante el día son:
7:00 – 10:00 cargue y documentación del vehículo
10:00 – 11:30 recorrido a Instalaciones del cliente
11:30 – 12:00 entrega de documentación al cliente
12:00 - 13:00 hora de almuerzo
13:00 – 16:00 descargue
16:00 – 17:30 recorrido a Bopet
Cuando se presentan demora o imprevistos pueden llegar a las 20:00 pm lo que
genera horas extras
Por lo anterior proponemos hacer dos turnos de trabajo para incrementar las
entregas de la siguiente manera:
El personal de personal operativo que labora en el turno 3 horario (10:00 pm a 6:00
am), fabrica la producción y almacena directamente en el camión que se
despachara al día siguiente.

46
El personal de despachos, conductores y ayudantes tendrán las siguientes
actividades en el turno de trabajo de 8 horas de 5:00 am a 1300 pm:
10:00 – 6:00 am cargue por personal operativo turno 3
5:00 – 6:00 recorrido a Instalaciones del cliente
6:00 – 6:30 entrega de documentación al cliente
6:30 – 9:30 descargue
9:30 - 11:00 recorrido a Bopet
11:00 a 13:00 cargue del siguiente camión
El personal de despachos del segundo turno de trabajo de 8 horas de 13:00 am a
21:00 pm:
13:00 – 13:30 verificación y alistamiento del cargue
13:30 – 15:00 recorrido a Instalaciones del cliente
15:00 – 15:30 entrega de documentación al cliente
15:30 – 18:30 descargue
18:30 - 19:30 recorrido a Bopet
19:30 – 21:00 imprevistos o alistamiento del día siguiente.
47
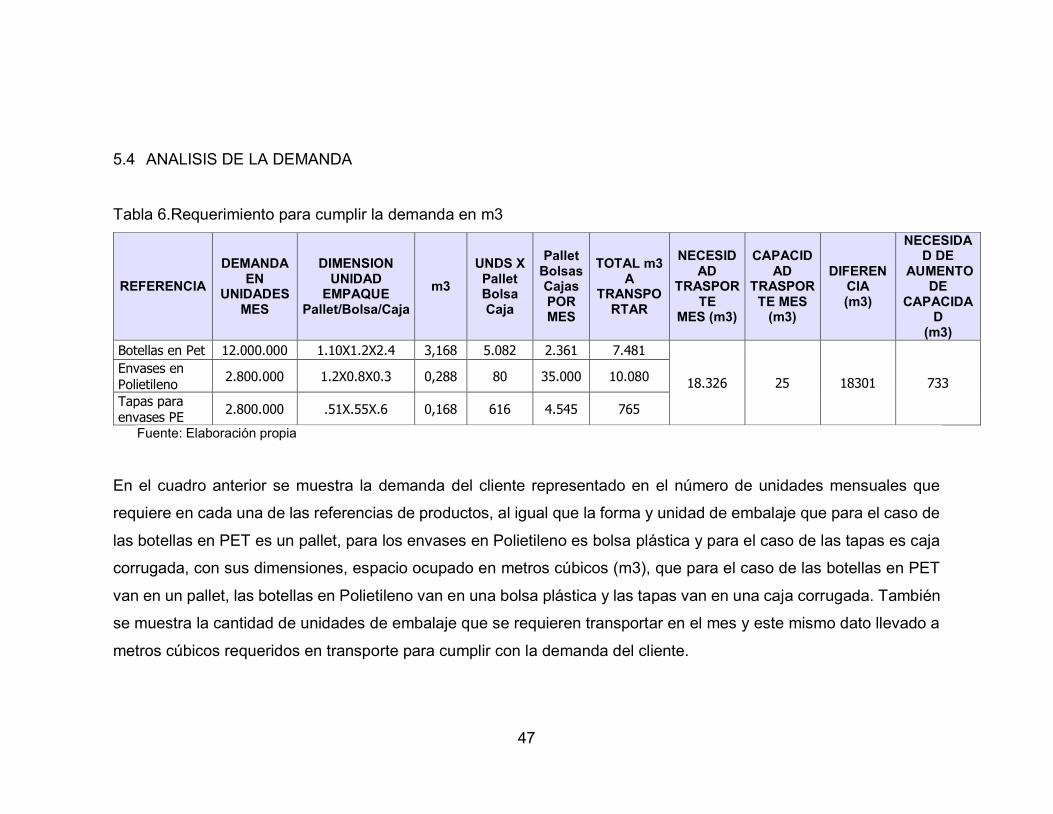
5.4 ANALISIS DE LA DEMANDA
Tabla 6.Requerimiento para cumplir la demanda en m3
REFERENCIA
DEMANDA EN
UNIDADES MES
DIMENSION UNIDAD
EMPAQUE Pallet/Bolsa/Caja
m3
UNDS X Pallet Bolsa Caja
Pallet Bolsas Cajas POR MES
TOTAL m3 A
TRANSPORTAR
NECESIDAD
TRASPORTE
MES (m3)
CAPACIDAD
TRASPORTE MES
(m3)
DIFERENCIA (m3)
NECESIDAD DE
AUMENTO DE
CAPACIDAD
(m3)
Botellas en Pet 12.000.000 1.10X1.2X2.4 3,168 5.082 2.361 7.481
18.326 25 18301 733 Envases en
Polietileno 2.800.000 1.2X0.8X0.3 0,288 80 35.000 10.080
Tapas para envases PE
2.800.000 .51X.55X.6 0,168 616 4.545 765
Fuente: Elaboración propia
En el cuadro anterior se muestra la demanda del cliente representado en el número de unidades mensuales que
requiere en cada una de las referencias de productos, al igual que la forma y unidad de embalaje que para el caso de
las botellas en PET es un pallet, para los envases en Polietileno es bolsa plástica y para el caso de las tapas es caja
corrugada, con sus dimensiones, espacio ocupado en metros cúbicos (m3), que para el caso de las botellas en PET
van en un pallet, las botellas en Polietileno van en una bolsa plástica y las tapas van en una caja corrugada. También
se muestra la cantidad de unidades de embalaje que se requieren transportar en el mes y este mismo dato llevado a
metros cúbicos requeridos en transporte para cumplir con la demanda del cliente.
48
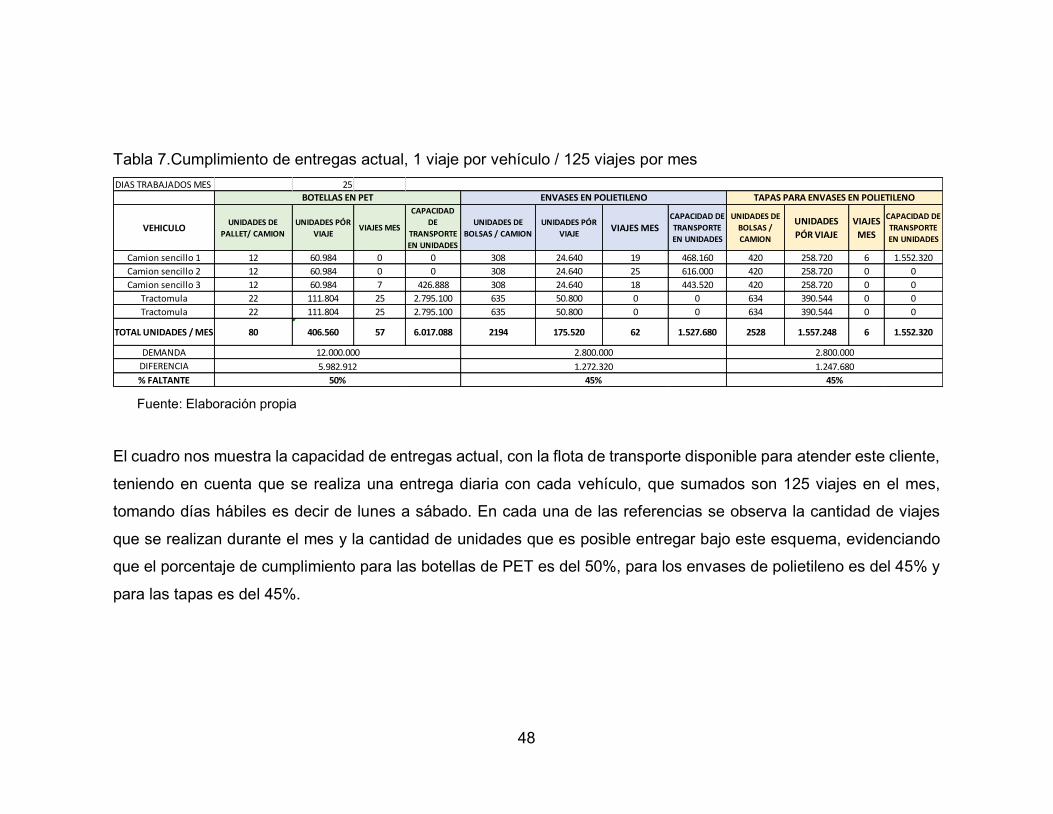
Tabla 7.Cumplimiento de entregas actual, 1 viaje por vehículo / 125 viajes por mes
Fuente: Elaboración propia
El cuadro nos muestra la capacidad de entregas actual, con la flota de transporte disponible para atender este cliente,
teniendo en cuenta que se realiza una entrega diaria con cada vehículo, que sumados son 125 viajes en el mes,
tomando días hábiles es decir de lunes a sábado. En cada una de las referencias se observa la cantidad de viajes
que se realizan durante el mes y la cantidad de unidades que es posible entregar bajo este esquema, evidenciando
que el porcentaje de cumplimiento para las botellas de PET es del 50%, para los envases de polietileno es del 45% y
para las tapas es del 45%.
DIAS TRABAJADOS MES 25
VEHICULOUNIDADES DE
PALLET/ CAMION
UNIDADES PÓR
VIAJEVIAJES MES
CAPACIDAD
DE
TRANSPORTE
EN UNIDADES
UNIDADES DE
BOLSAS / CAMION
UNIDADES PÓR
VIAJEVIAJES MES
CAPACIDAD DE
TRANSPORTE
EN UNIDADES
UNIDADES DE
BOLSAS /
CAMION
UNIDADES
PÓR VIAJE
VIAJES
MES
CAPACIDAD DE
TRANSPORTE
EN UNIDADES
Camion sencillo 1 12 60.984 0 0 308 24.640 19 468.160 420 258.720 6 1.552.320
Camion sencillo 2 12 60.984 0 0 308 24.640 25 616.000 420 258.720 0 0
Camion sencillo 3 12 60.984 7 426.888 308 24.640 18 443.520 420 258.720 0 0
Tractomula 22 111.804 25 2.795.100 635 50.800 0 0 634 390.544 0 0
Tractomula 22 111.804 25 2.795.100 635 50.800 0 0 634 390.544 0 0
TOTAL UNIDADES / MES 80 406.560 57 6.017.088 2194 175.520 62 1.527.680 2528 1.557.248 6 1.552.320
DEMANDA
DIFERENCIA
% FALTANTE 50% 45% 45%
BOTELLAS EN PET
1.272.320 1.247.680
12.000.000
5.982.912
ENVASES EN POLIETILENO TAPAS PARA ENVASES EN POLIETILENO
2.800.000 2.800.000
49
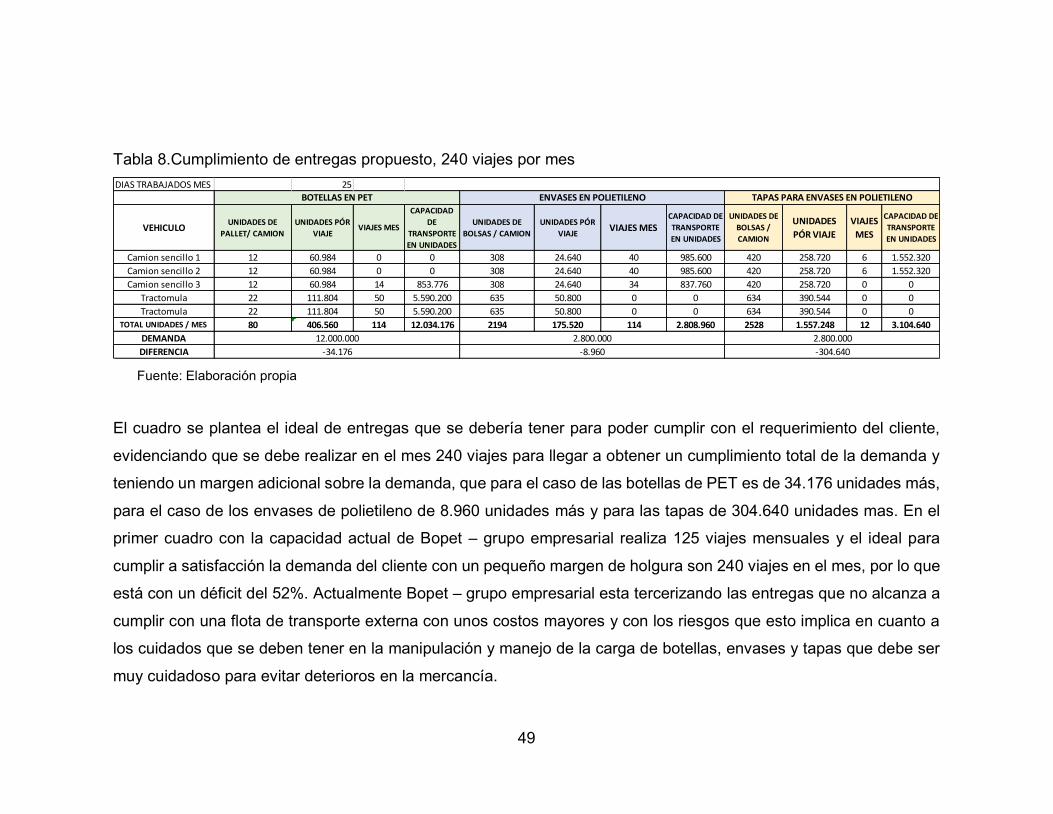
Tabla 8.Cumplimiento de entregas propuesto, 240 viajes por mes
Fuente: Elaboración propia
El cuadro se plantea el ideal de entregas que se debería tener para poder cumplir con el requerimiento del cliente,
evidenciando que se debe realizar en el mes 240 viajes para llegar a obtener un cumplimiento total de la demanda y
teniendo un margen adicional sobre la demanda, que para el caso de las botellas de PET es de 34.176 unidades más,
para el caso de los envases de polietileno de 8.960 unidades más y para las tapas de 304.640 unidades mas. En el
primer cuadro con la capacidad actual de Bopet – grupo empresarial realiza 125 viajes mensuales y el ideal para
cumplir a satisfacción la demanda del cliente con un pequeño margen de holgura son 240 viajes en el mes, por lo que
está con un déficit del 52%. Actualmente Bopet – grupo empresarial esta tercerizando las entregas que no alcanza a
cumplir con una flota de transporte externa con unos costos mayores y con los riesgos que esto implica en cuanto a
los cuidados que se deben tener en la manipulación y manejo de la carga de botellas, envases y tapas que debe ser
muy cuidadoso para evitar deterioros en la mercancía.
DIAS TRABAJADOS MES 25
VEHICULOUNIDADES DE
PALLET/ CAMION
UNIDADES PÓR
VIAJEVIAJES MES
CAPACIDAD
DE
TRANSPORTE
EN UNIDADES
UNIDADES DE
BOLSAS / CAMION
UNIDADES PÓR
VIAJEVIAJES MES
CAPACIDAD DE
TRANSPORTE
EN UNIDADES
UNIDADES DE
BOLSAS /
CAMION
UNIDADES
PÓR VIAJE
VIAJES
MES
CAPACIDAD DE
TRANSPORTE
EN UNIDADES
Camion sencillo 1 12 60.984 0 0 308 24.640 40 985.600 420 258.720 6 1.552.320
Camion sencillo 2 12 60.984 0 0 308 24.640 40 985.600 420 258.720 6 1.552.320
Camion sencillo 3 12 60.984 14 853.776 308 24.640 34 837.760 420 258.720 0 0
Tractomula 22 111.804 50 5.590.200 635 50.800 0 0 634 390.544 0 0
Tractomula 22 111.804 50 5.590.200 635 50.800 0 0 634 390.544 0 0
TOTAL UNIDADES / MES 80 406.560 114 12.034.176 2194 175.520 114 2.808.960 2528 1.557.248 12 3.104.640
DEMANDA
DIFERENCIA -34.176 -8.960 -304.640
BOTELLAS EN PET ENVASES EN POLIETILENO TAPAS PARA ENVASES EN POLIETILENO
12.000.000 2.800.000 2.800.000
50
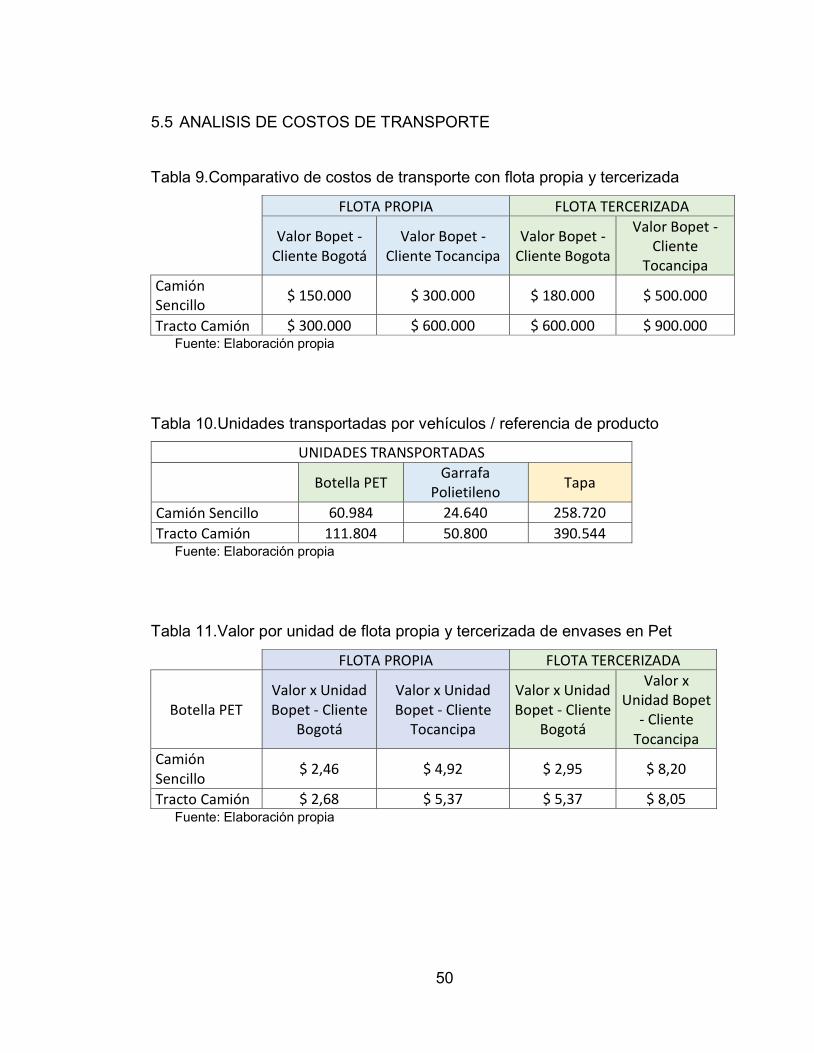
5.5 ANALISIS DE COSTOS DE TRANSPORTE
Tabla 9.Comparativo de costos de transporte con flota propia y tercerizada
FLOTA PROPIA FLOTA TERCERIZADA
Valor Bopet - Cliente Bogotá
Valor Bopet - Cliente Tocancipa
Valor Bopet - Cliente Bogota
Valor Bopet - Cliente
Tocancipa
Camión Sencillo
$ 150.000 $ 300.000 $ 180.000 $ 500.000
Tracto Camión $ 300.000 $ 600.000 $ 600.000 $ 900.000 Fuente: Elaboración propia
Tabla 10.Unidades transportadas por vehículos / referencia de producto
UNIDADES TRANSPORTADAS
Botella PET
Garrafa Polietileno
Tapa
Camión Sencillo 60.984 24.640 258.720
Tracto Camión 111.804 50.800 390.544 Fuente: Elaboración propia
Tabla 11.Valor por unidad de flota propia y tercerizada de envases en Pet
FLOTA PROPIA FLOTA TERCERIZADA
Botella PET Valor x Unidad Bopet - Cliente
Bogotá
Valor x Unidad Bopet - Cliente
Tocancipa
Valor x Unidad Bopet - Cliente
Bogotá
Valor x Unidad Bopet
- Cliente Tocancipa
Camión Sencillo
$ 2,46 $ 4,92 $ 2,95 $ 8,20
Tracto Camión $ 2,68 $ 5,37 $ 5,37 $ 8,05 Fuente: Elaboración propia
51
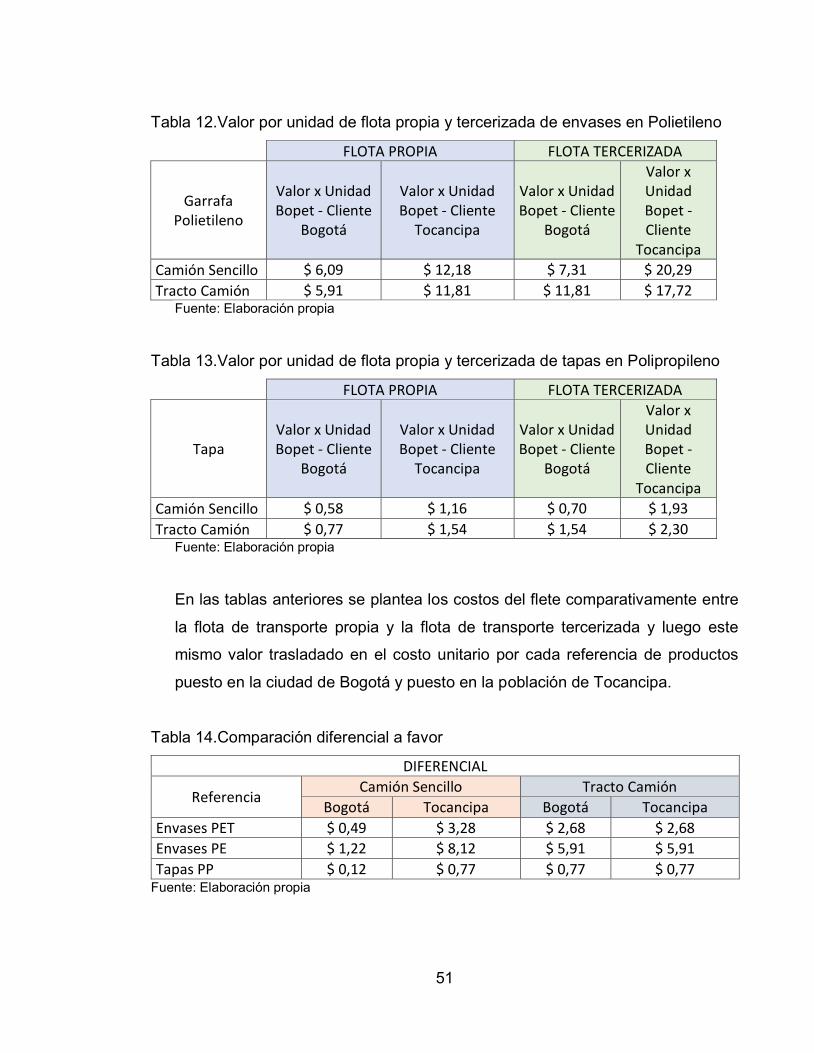
Tabla 12.Valor por unidad de flota propia y tercerizada de envases en Polietileno
FLOTA PROPIA FLOTA TERCERIZADA
Garrafa Polietileno
Valor x Unidad Bopet - Cliente
Bogotá
Valor x Unidad Bopet - Cliente
Tocancipa
Valor x Unidad Bopet - Cliente
Bogotá
Valor x Unidad Bopet - Cliente
Tocancipa
Camión Sencillo $ 6,09 $ 12,18 $ 7,31 $ 20,29
Tracto Camión $ 5,91 $ 11,81 $ 11,81 $ 17,72 Fuente: Elaboración propia
Tabla 13.Valor por unidad de flota propia y tercerizada de tapas en Polipropileno
FLOTA PROPIA FLOTA TERCERIZADA
Tapa Valor x Unidad Bopet - Cliente
Bogotá
Valor x Unidad Bopet - Cliente
Tocancipa
Valor x Unidad Bopet - Cliente
Bogotá
Valor x Unidad Bopet - Cliente
Tocancipa
Camión Sencillo $ 0,58 $ 1,16 $ 0,70 $ 1,93
Tracto Camión $ 0,77 $ 1,54 $ 1,54 $ 2,30 Fuente: Elaboración propia
En las tablas anteriores se plantea los costos del flete comparativamente entre
la flota de transporte propia y la flota de transporte tercerizada y luego este
mismo valor trasladado en el costo unitario por cada referencia de productos
puesto en la ciudad de Bogotá y puesto en la población de Tocancipa.
Tabla 14.Comparación diferencial a favor
DIFERENCIAL
Referencia Camión Sencillo Tracto Camión
Bogotá Tocancipa Bogotá Tocancipa
Envases PET $ 0,49 $ 3,28 $ 2,68 $ 2,68
Envases PE $ 1,22 $ 8,12 $ 5,91 $ 5,91
Tapas PP $ 0,12 $ 0,77 $ 0,77 $ 0,77 Fuente: Elaboración propia
52
En el cuadro anterior está el resumen del diferencial de costo por transportar cada
producto en flota propia y de transportarlo con u tercero. Se evidencia que el costo
del flete tercerizado se incrementa en un 30% promedio versus el costo de realizar
este transporte con la flota propia.
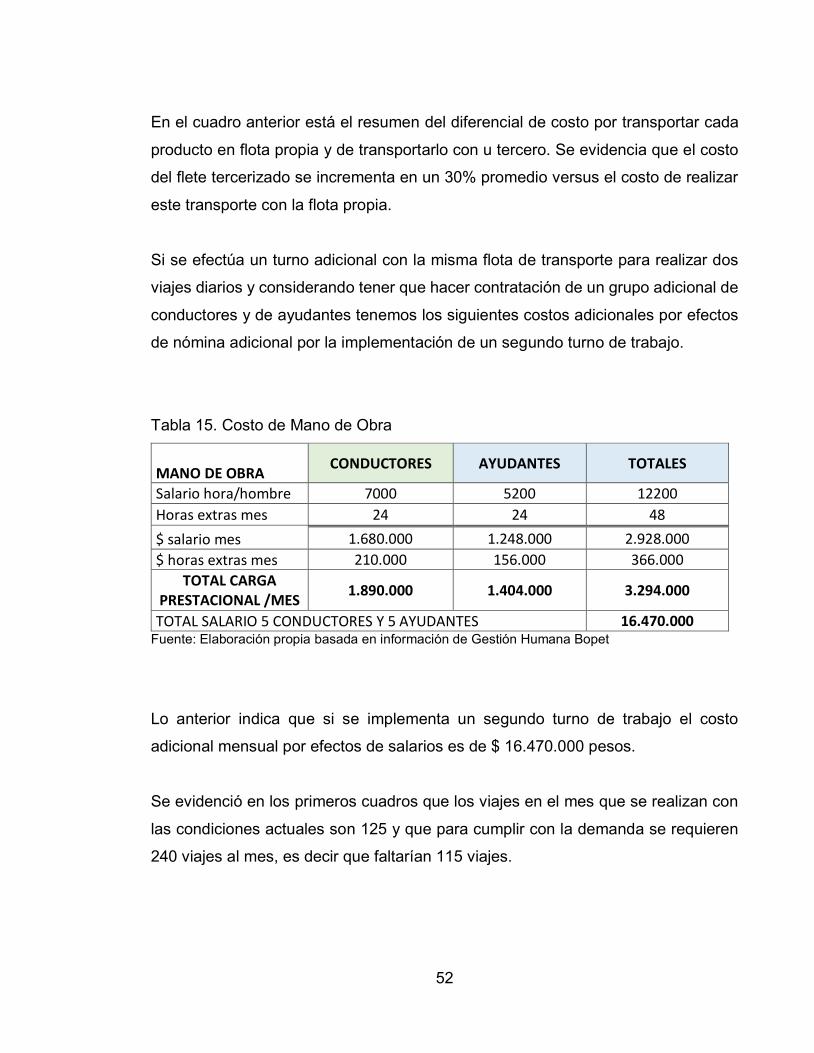
Si se efectúa un turno adicional con la misma flota de transporte para realizar dos
viajes diarios y considerando tener que hacer contratación de un grupo adicional de
conductores y de ayudantes tenemos los siguientes costos adicionales por efectos
de nómina adicional por la implementación de un segundo turno de trabajo.
Tabla 15. Costo de Mano de Obra
MANO DE OBRA CONDUCTORES AYUDANTES TOTALES
Salario hora/hombre 7000 5200 12200
Horas extras mes 24 24 48
$ salario mes 1.680.000 1.248.000 2.928.000
$ horas extras mes 210.000 156.000 366.000
TOTAL CARGA PRESTACIONAL /MES
1.890.000 1.404.000 3.294.000
TOTAL SALARIO 5 CONDUCTORES Y 5 AYUDANTES 16.470.000 Fuente: Elaboración propia basada en información de Gestión Humana Bopet
Lo anterior indica que si se implementa un segundo turno de trabajo el costo
adicional mensual por efectos de salarios es de $ 16.470.000 pesos.
Se evidenció en los primeros cuadros que los viajes en el mes que se realizan con
las condiciones actuales son 125 y que para cumplir con la demanda se requieren
240 viajes al mes, es decir que faltarían 115 viajes.
53
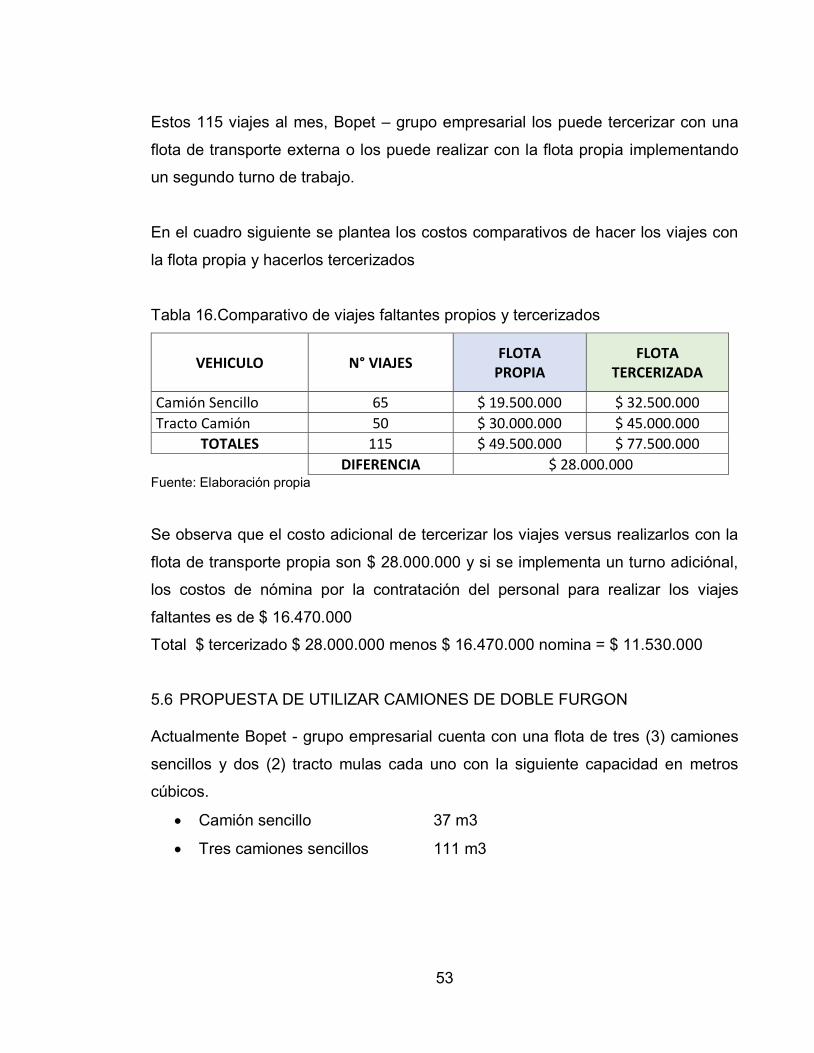
Estos 115 viajes al mes, Bopet – grupo empresarial los puede tercerizar con una
flota de transporte externa o los puede realizar con la flota propia implementando
un segundo turno de trabajo.
En el cuadro siguiente se plantea los costos comparativos de hacer los viajes con
la flota propia y hacerlos tercerizados
Tabla 16.Comparativo de viajes faltantes propios y tercerizados
VEHICULO N° VIAJES FLOTA
PROPIA FLOTA
TERCERIZADA
Camión Sencillo 65 $ 19.500.000 $ 32.500.000
Tracto Camión 50 $ 30.000.000 $ 45.000.000
TOTALES 115 $ 49.500.000 $ 77.500.000
DIFERENCIA $ 28.000.000 Fuente: Elaboración propia
Se observa que el costo adicional de tercerizar los viajes versus realizarlos con la
flota de transporte propia son $ 28.000.000 y si se implementa un turno adiciónal,
los costos de nómina por la contratación del personal para realizar los viajes
faltantes es de $ 16.470.000
Total $ tercerizado $ 28.000.000 menos $ 16.470.000 nomina = $ 11.530.000
5.6 PROPUESTA DE UTILIZAR CAMIONES DE DOBLE FURGON
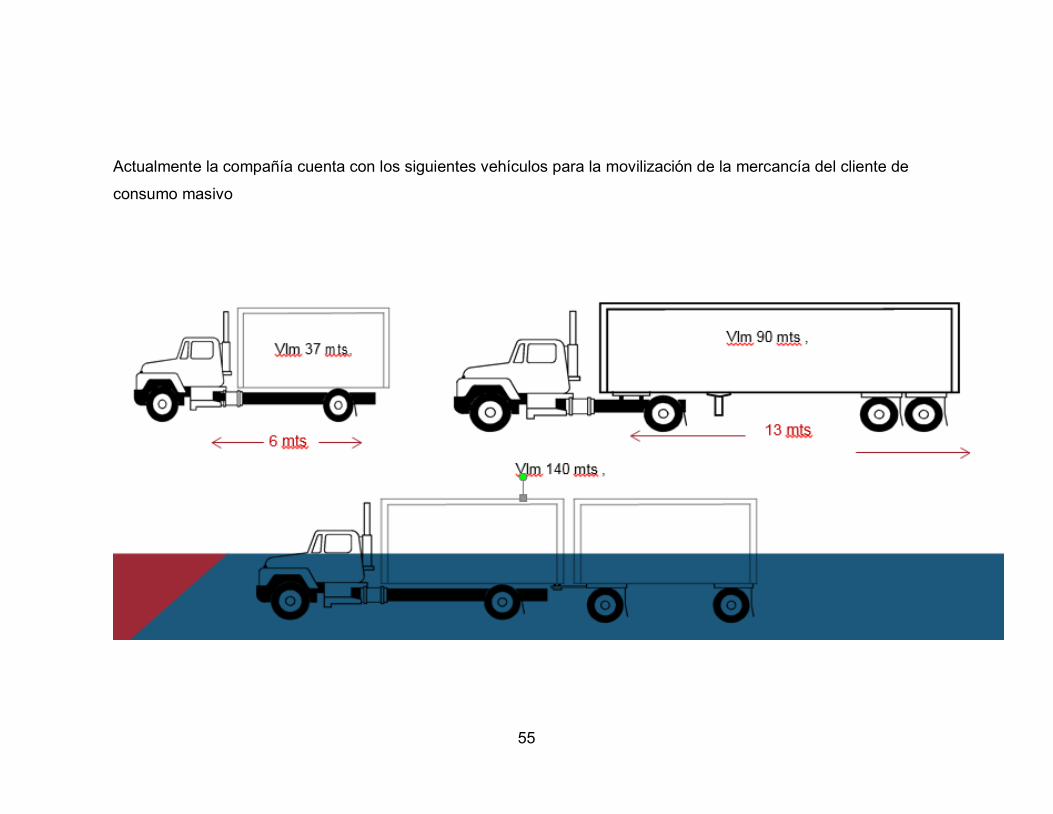
Actualmente Bopet - grupo empresarial cuenta con una flota de tres (3) camiones
sencillos y dos (2) tracto mulas cada uno con la siguiente capacidad en metros
cúbicos.
Camión sencillo 37 m3
Tres camiones sencillos 111 m3
54
Se propone reemplazar estos camiones por tracto camiones que son de dos
furgones y que a pesar que no son muy comunes en Colombia hay una compañía
que los fabrica y que presta el servicio logístico de transporte.
El beneficio de este tracto camiones es que tiene una capacidad mayor de carga y
es la siguiente:
Tracto camión de doble troque 140 m3
Si se transporta con estos vehículos estaríamos ampliando comparativamente con
una tracto mula actual, la capacidad de cada viaje en un 30 % lo que quiere decir
que si en el mes con las tracto mulas actuales se realizan 25 viajes con estos tracto
camiones se realizarían el equivalente a 33 viajes.
El costo operativo de transportar con estos camiones es el mismo que el de una
tracto mula y las consideraciones que tienen a nivel de movilidad son exactamente
las mismas que aplica para una tracto mula lo mismo que el costo de peajes.
La restricción que puede tener es referente a que se deben transitar por vías
amplias lo cual no sería problema ya que desde Bopet grupo empresarial hasta las
instalaciones del cliente las vías son amplias y principales en donde no habría
restricciones
55
Actualmente la compañía cuenta con los siguientes vehículos para la movilización de la mercancía del cliente de
consumo masivo
56
6 CONCLUSIONES
Bopet – grupo empresarial tiene ajustados sus horarios de cargue,
desplazamiento y entregas con su cliente, en jornada laboral de 7:00 am a
5:00 pm lo cual se cruza con los horarios de restricción vehicular, con los
horarios de almuerzo de los conductores y ayudantes y genera pérdidas de
tiempos, demoras en tiempos de espera e ineficiencia en el
aprovechamiento de la flota de transporte propia. Esto le está generando
que no tenga el mejor aprovechamiento de su flota y tenga que tercerizar su
operación con costos más altos de transporte.
Se sugiere implementar dos turnos de trabajo con horarios así. Un turno de
5:00 am a 1:30 pm para realizar una primera entrega durante la mañana y
un segundo turno de 1:30 pm a 9:30 pm para realizar la segunda entrega
en la tarde y así cumplir con los 240 viajes mensuales que requiere para
atender la demanda del cliente evitando la tercerización del transporte.
Con el cliente diseñar los horarios de recepción y descargue de la mercancía
en dos sesiones durante el día; una en la mañana y otra en la tarde de tal
manera que se pueda aprovechar al máximo la disponibilidad de los recursos
de Bopet – grupo empresarial con su flota de transporte y con los horarios
de llegada.
Económicamente la alternativa de implementar dos turnos de entregas es
viable en la medida en que los costos disminuyen comparados con tener una
flota tercerizada de transporte porque los costos operativos de son menores
que el diferencial que existe entre el costo de cada flete en camiones propios
versus el costo de hacerlo en camiones de terceros.
57
BIBLIOGRAFIA
1M-QA-01 MANUAL DE ASEGURAMIENTO HSEQ ver 2 – BOPET- Grupo
empresarial, Bogotá, 2015
WinGap Plataforma de información BOPET- Grupo empresarial, Bogotá, 2015
BALLOU, Ronald. Logística Administración de la cadena de suministro. Pearson
education, 2013.
PORTER, Michael E. Análisis de la cadena de valor. Ventaja competitiva, en
Gerencia de Mercadeo. 1998.
PATIÑO GARZON, Angélica. ZOQUE CUELLAR, Soraya. Las interrupciones en la
cadena de abastecimiento. Bogotá; Universidad de los Andes, 2008.
58
Lista de figuras
Figura 1. Dinámica sector plástico a Enero 2014 14
Figura 2. Mayor impacto negativo en el crecimiento industrial 15
Figura 3 Mapa de procesos Bopet – Grupo empresarial 22
Figura 4. Ilustración proceso PET 23
Figura 5. Diagrama de flujo Bopet – Grupo empresarial 31
Figura: 6 Acumulado de ventas a 30/09/2015 32
Figura: 7 Recorrido de Bopet a Planta 1 en Bogotá 34
Figura: 8 Recorrido de Bopet a Planta 2 en Tocancipa 35
Figura: 9 Camión sencillo 54
Figura: 10 Tracto Camión 54
59
Lista de tablas
Tabla 1. Capacidad de Vehículos actual en m3 11
Tabla 2. Capacidad de Vehículos en unidades por viaje por cada referencia 12
Tabla 3. Viajes requeridos por mes 13
Tabla 4. Porcentaje de participación de las 3 referencias 32
Tabla 5. Stock de seguridad por referencia 38
Tabla 6.Requerimiento para cumplir la demanda en m3 46
Tabla 7.Cumplimiento de entregas actual, 1 viaje por vehículo / 125 viajes
por mes 47
Tabla 8.Cumplimiento de entregas propuesto, 240 viajes por mes 48
Tabla 9.Comparativo de costos de transporte con flota propia y tercerizada 49
Tabla 10.Unidades transportadas por vehículos / referencia de producto 49
Tabla 11.Valor por unidad de flota propia y tercerizada de envases en Pet 49
Tabla 12.Valor por unidad de flota propia y tercerizada de envases en
Polietileno 50
Tabla 13.Valor por unidad de flota propia y tercerizada de tapas en
Polipropileno 50
Tabla 14.Comparación diferencial a favor 50
Tabla 15. Costo de Mano de Obra 51
Tabla 16.Comparativo de viajes faltantes propios y tercerizados 52

60
Lista de gráficas
Grafica 1. Cadena de valor Bopet 36
61
ANEXO A
Información de pico y placa ambiental para vehículos de carga y servicio público
colectivo -SDM10
3.2.7.2 Información de la restricción a la circulación de vehículos de carga -
SDM.11
Esta restricción comprende desde la avenida Boyaca hacia el Occidente y desde la
Calle 170 hasta la Avenida 1 de Mayo, en horario de 6:00 am a 8:30 am para
vehículos de carga superior a 3 toneladas
10 http://guiatramitesyservicios.bogota.gov.co/portel/libreria/php/frame_detalle_scv.php?h_id=23863 11 http://guiatramitesyservicios.bogota.gov.co/portel/libreria/php/frame_detalle_scv.php?h_id=25457
62