procesos de manufactura.docx
DESCRIPTION
ensayo de los procesos de manufacturaTRANSCRIPT

Procesos de Manufactura
1. Trabajo de Metalesa. Fundamentos de maquinas y herramientas (Cambiar la forma del
metal)b. Maquinado tradicional (convencional)c. Unir partes o materiales ( Maquinas herramientas no
convencionales)d. Maquinado de alta tecnología (CNC)e. Dar acabado a superficiesf. Cambiar propiedades físicas (tratamientos térmicos)
2. Extrucción3. Forjado4. Fundición5. Trabajo de Plásticos
Fundamentos de las maquinas y herramientas
Máquina herramienta, máquina estacionaria y motorizada que se utiliza
para dar forma o modelar materiales sólidos, especialmente metales. El
modelado se consigue eliminando parte del material de la pieza o estampándola
con una forma determinada. Son la base de la industria moderna y se utilizan
directa o indirectamente para fabricar piezas de máquinas y herramientas. Estas
máquinas pueden clasificarse en tres categorías: máquinas desbastadoras
convencionales, prensas y máquinas herramientas especiales. Las máquinas
desbastadoras convencionales dan forma a la pieza cortando la parte no deseada
del material y produciendo virutas. Las prensas utilizan diversos métodos de
modelado, como cizallamiento, prensado o estirado.

MAQUINAS Y HERRAMIENTAS CONVENCIONALES
Entre las máquinas herramientas básicas se encuentran el torno, las
perfiladoras, las cepilladoras y las fresadoras. Hay además máquinas taladradoras
y perforadoras, pulidoras, sierras y diferentes tipos de máquinas para la
deformación del metal.
TORNO
El famoso torno, la máquina giratoria más común y más antigua, sujeta una
pieza de metal o de madera y la hace girar mientras un útil de corte da forma al
objeto. El útil puede moverse paralela o perpendicularmente a la dirección de giro,
para obtener piezas con partes cilíndricas o cónicas, o para cortar acanaladuras.
Empleando útiles especiales un torno puede utilizarse también para obtener
superficies lisas, como las producidas por una fresadora, o para taladrar orificios
en la pieza.
TALADRADORAS Y PERFORADORAS
Las máquinas taladradoras y perforadoras se utilizan para abrir orificios, para
modificarlos o para adaptarlos a una medida o para rectificar o esmerilar un orificio
a fin de conseguir una medida precisa o una superficie lisa.
Hay taladradoras de distintos tamaños y funciones, desde taladradoras
portátiles a radiales, pasando por taladradoras de varios cabezales, máquinas
automáticas o máquinas de perforación de gran longitud. La perforación implica
el aumento de la anchura de un orificio ya taladrado. Esto se hace con un útil de
corte giratorio con una sola punta, colocado en una barra y dirigido contra una
pieza fija. Entre las máquinas perforadoras se encuentran las perforadoras de
calibre y las fresas de perforación horizontal y vertical.

RECTIFICADORAS
Las rectificadoras son máquinas herramientas equipadas con muelas abrasivas de
precisión y sistemas adecuados para sujetar, colocar, girar o desplazar la pieza
para poder afinarla hasta lograr el tamaño, forma y acabado deseados. La muela
va montada en un eje movido por un motor, que la hace girar a unos 30
metros/segundo. Las rectificadoras suelen clasificarse según la forma de la pieza
a afinar, el modo de sujeción y la estructura de la máquina. Los cuatro tipos de
rectificadoras de precisión son las rectificadoras de puntos, las rectificadoras sin
puntos, las interiores y las de superficie.
Las rectificadoras de puntos o exteriores se usan con piezas cilíndricas taladradas
por su centro en cada extremo, lo que permite sujetar la pieza entre dos puntos y
hacerla girar. Las piezas rectificadas entre los puntos van desde minúsculos
manguitos de válvula hasta laminadoras siderúrgicas con diámetros superiores a
1,5 m y pesos de casi 100 toneladas.
Las rectificadoras sin puntos eliminan la necesidad de taladrar los extremos de la
pieza. En estas máquinas la pieza se sujeta sobre una cuchilla de apoyo y una
rueda reguladora, que también controla la rotación de la pieza. Se utilizan para
afinar objetos como bolas de bolos, suturas quirúrgicas o rodamientos de rodillos
cónicos.
Las rectificadoras interiores se emplean para el acabado de los diámetros
interiores de engranajes, guías de rodamientos y piezas similares. Las muelas
abrasivas son pequeñas y giran a velocidades muy elevadas, entre 15.000 y
200.000 revoluciones por minuto. La pieza va rotando despacio mientras la muela
permanece fija.
Las rectificadoras de superficie se emplean para superficies planas. La pieza se
coloca en un banco plano y se mantiene en su sitio mediante electroimanes o
dispositivos de fijación. La muela se hace descender sobre la pieza mientras el
banco se desplaza con un movimiento alternativo o gira lentamente.

PULIDORA
El pulido es la eliminación de metal con un disco abrasivo giratorio que trabaja
como una fresadora de corte. El disco está compuesto por un gran número de
granos de material abrasivo conglomerado, en que cada grano actúa como un útil
de corte minúsculo. Con este proceso se consiguen superficies muy suaves y
precisas. Dado que sólo se elimina una parte pequeña del material con cada
pasada del disco, las pulidoras requieren una regulación muy precisa. La presión
del disco sobre la pieza se selecciona con mucha exactitud, por lo que pueden
tratarse de esta forma materiales frágiles que no pueden procesarse con otros
dispositivos convencionales.
SIERRAS
Las sierras mecánicas más utilizadas pueden clasificarse en tres categorías,
según el tipo de movimiento que se utiliza para realizar el corte: de vaivén,
circulares o de banda. Las sierras suelen tener un banco o marco, un tornillo para
sujetar la pieza, un mecanismo de avance y una hoja de corte.
Útiles y fluidos para el corte
Dado que los procesos de corte implican tensiones y fricciones locales y un
considerable desprendimiento de calor, los materiales empleados en los útiles de
corte deben ser duros, tenaces y resistentes al desgaste a altas temperaturas. Hay
materiales que cumplen estos requisitos en mayor o menor grado, como los
aceros al carbono (que contienen un 1 o 1,2% de carbono), los aceros de corte
rápido (aleaciones de hierro con volframio, cromo, vanadio o carbono), el carburo
de tungsteno y los diamantes. También tienen estas propiedades los materiales
cerámicos y el óxido de aluminio.
En muchas operaciones de corte se utilizan fluidos para refrigerar y lubricar. La
refrigeración alarga la vida de los útiles y ayuda a fijar el tamaño de la pieza
terminada. La lubricación reduce la fricción, limitando el calor generado y la
energía necesaria para realizar el corte. Los fluidos para corte son de tres tipos:
soluciones acuosas, aceites químicamente inactivos y fluidos sintéticos.
Prensas
Las prensas dan forma a las piezas sin eliminar material, o sea, sin producir
viruta. Una prensa consta de un marco que sostiene una bancada fija, un pistón,
una fuente de energía y un mecanismo que mueve el pistón en paralelo o en
ángulo recto con respecto a la bancada. Las prensas cuentan con troqueles y
punzones que permiten deformar, perforar y cizallar las piezas. Estas máquinas
pueden producir piezas a gran velocidad porque el tiempo que requiere cada
proceso es sólo el tiempo de desplazamiento del pistón.
MÁQUINAS HERRAMIENTAS NO CONVENCIONALES
Entre las máquinas herramientas no convencionales se encuentran las
máquinas de arco de plasma, las de rayo láser, las de descarga eléctrica y las
electroquímicas, ultrasónicas y de haz de electrones. Estas máquinas fueron
desarrolladas para dar forma a aleaciones de gran dureza utilizadas en la industria
pesada y en aplicaciones aerospaciales. También se usan para dar forma y grabar
materiales muy delgados que se utilizan para fabricar componentes electrónicos
como los microprocesadores.
Arco de plasma
La mecanización con arco de plasma utiliza un chorro de gas a alta temperatura
y gran velocidad para fundir y eliminar el material. El arco de plasma se utiliza para
cortar materiales difíciles de seccionar con otros métodos, como el acero
inoxidable y las aleaciones de aluminio. Láser
La mecanización por rayo láser se consigue dirigiendo con mucha precisión un
rayo láser, para vaporizar el material que se desea eliminar. Este método es muy
adecuado para hacer orificios con gran exactitud. También puede perforar metales
refractarios y cerámicos y piezas muy finas sin abarquillarlas. Otra aplicación es la
fabricación de alambres muy finos.

Descarga eléctrica
La mecanización por descarga eléctrica, conocida también como erosión por
chispa, utiliza la energía eléctrica para eliminar material de la pieza sin necesidad
de tocarla. Se aplica una corriente de alta frecuencia entre la punta del útil y la
pieza, haciendo que salten chispas que vaporizan puntos pequeños de la pieza.
Como no hay ninguna acción mecánica, pueden realizarse operaciones delicadas
con piezas frágiles. Este método produce formas que no pueden conseguirse con
procesos de mecanizado convencionales.
Electroquímica
Este tipo de mecanización emplea también la energía eléctrica para eliminar
material. Se crea una celda electrolítica en un electrólito, utilizando el útil como
cátodo y la pieza como ánodo y se aplica una corriente de alta intensidad pero de
bajo voltaje para disolver el metal y eliminarlo. La pieza debe ser de un material
conductor. Con la mecanización electroquímica son posibles muchas operaciones
como grabar, marcar, perforar y fresar.
Ultrasónica
La mecanización ultrasónica utiliza vibraciones de alta frecuencia y baja
amplitud para crear orificios y otras cavidades. Se fabrica un útil relativamente
blando con la forma deseada y se aplica contra la pieza con una vibración,
utilizando un material abrasivo y agua. La fricción de las partículas abrasivas corta
poco a poco la pieza. Este proceso permite mecanizar con facilidad aceros
endurecidos, carburos, rubíes, cuarzo, diamantes y vidrio.
Haz de electrones
Este método de mecanización utiliza electrones acelerados a una velocidad
equivalente a tres cuartas partes de la velocidad de la luz. El proceso se realiza en
una cámara de vacío para reducir la expansión del haz de electrones a causa de
los gases de la atmósfera. La corriente de electrones choca contra un área de la
pieza delimitada con precisión. La energía cinética de los electrones se convierte
en calor al chocar éstos contra la pieza, lo que hace que el material que se quiere
eliminar se funda y se evapore, creando orificios o cortes. Los equipos de haz de
electrones se suelen utilizar en electrónica para grabar circuitos de
microprocesadores.
INTRODUCCIÓN AL CONTROL NUMÉRICO
El control numérico es un ejemplo de automatización programable. Se diseñó para
adaptar las variaciones en la configuración de los productos. Su principal
aplicación se centra en volúmenes de producción bajos y medios. Uno de los
ejemplos más importantes de automatización programable es el control numérico
en la fabricación de partes metálicas. El control numérico (CN) es una forma de
automatización programable en la cual el equipo de procesado se controla a
través de números, letras y otros símbolos. Estos números, letras y símbolos
están codificados en un formato apropiado para definir un programa de
instrucciones para desarrollar una tarea concreta. Cuando la tarea en cuestión
cambia, se cambia el programa de instrucciones. La capacidad de cambiar el
programa hace que el CN sea apropiado para volúmenes de producción bajos o
medios, dado que es más fácil escribir nuevos programas que realizar cambios en
los equipos de procesado.
El primer desarrollo en el área del control numérico se le atribuye a John Parsons.
El concepto de control numérico implicaba el uso de datos en un sistema de
referencia para definir las superficies de contorno de las hélices de un helicóptero.
La aplicación del control numérico abarca gran variedad de procesos. Aquí se
dividen las aplicaciones en dos categorías: (1) aplicaciones con máquina
herramienta, tales como el taladrado, laminado, torneado, etc., y (2) aplicaciones
sin máquina herramienta, tales como el ensamblaje, trazado e inspección. El
principio de operación común de todas las aplicaciones del control numérico es el
control del la posición relativa de una herramienta o elemento de procesado con
respecto al objeto a procesar.

Quizá la definición más clara en lo que se refiere al CN aplicado a las máquinas-
herramienta sea la siguiente:
"Sistema que aplicado a una máquina-herramienta automatiza y controla todas las
acciones de la misma, entre las que se encuentran: - los movimientos de los
carros y del cabezal, - el valor y el sentido de las velocidades de avance y de
corte, - los cambios de herramientas y de piezas a mecanizar, - las condiciones de
funcionamiento de la máquina (bloqueos, refrigerantes, lubricación, etc.), - el
estado de funcionamiento de la máquina (averías, funcionamiento defectuoso,
etc.), - la coordinación y el control de las propias acciones del CN (flujos de
información, sintaxis de programación, diagnóstico de su funcionamiento,
comunicación con otros dispositivos, etc.)." De todo ello se deduce que los
elementos básicos de un sistema de control numérico son, con carácter general. -
El programa, que contiene la información precisa para que se desarrollen esas
tareas. El programa se escribe en un lenguaje especial (código) compuesto por
letras y números y se graba en un soporte físico (cinta magnética, disquete, etc.) o
se envía directamente al control vía RS-232. - El control numérico (CN), que debe
interpretar las instrucciones contenidas en el programa, convertirlas en señales
que accionen los dispositivos de las máquinas y comprobar su resultado.
El control numérico puede aplicarse a una gran variedad de máquinas, entre las
que podemos
citar: tornos,fresadoras,centros de mecanizado,taladradoras,punteadoras,
mandrinadoras, rectificadoras,punzonadoras, dobladoras,plegadoras,prensas,
cizallas, máquinas de electroerosión,máquinas de soldar,máquinas de oxicorte,
máquinas de corte por láser, plasma, chorro de agua, etc., En el ámbito de las
máquinas-herramienta, la incorporación de un sistema de control numérico ha
supuesto una gran evolución hasta llegar a los centros de mecanizado y centros
de torneado que incorporan sistemas de cambio automático de piezas y
herramientas.

Procesos para cambiar Las propiedades físicas de Los materiales.
El tratamiento térmico y el control de calidad son procesos que pueden clasificar
como diversos o complementarios. El tratamiento térmico se logra al calentar y
enfriar el material para cambiarle ciertas características tales como blandura,
dureza, ductilidad y resistencia. Los procesos de tratamiento térmico aplican a
materiales como metales, plásticos, vidrios y cerámica. El tratamiento térmico de
los materiales de especial importancia y tiene extenso uso en la fabricación de
partes metálicas. El tratamiento térmico de las herramientas es de igual
importancia. El control de calidad es parte integral de la manufactura y se aplica
durante el curso de la producción y ensamble de las partes. Su función básica es
impresionar, controlar y mejorar la calidad del producto y de los procesos.
El tratamiento térmico es la operación de calentamiento y enfriamiento de un metal
en su estado sólido para cambiar sus propiedades físicas. Con el tratamiento
térmico adecuado se pueden reducir los esfuerzos internos, el tamaño del grano,
incrementar la tenacidad o producir una superficie dura con un interior dúctil.
Para conocer a que temperatura debe elevarse el metal para que se reciba un
tratamiento térmico es recomendable contar con los diagramas de cambio de
fases como el de hierro - hierro - carbono. En este tipo de diagramas se
especifican las temperaturas en las que suceden los cambios de fase (cambios de
estructura cristalina), dependiendo de los materiales diluidos.
Los tratamientos térmicos han adquirido gran importancia en la industria en
general, ya que con las constantes innovaciones se van requiriendo metales con
mayores resistencias tanto al desgaste como a la tensión.

Endurecimiento del acero
El proceso de endurecimiento del acero consiste en el calentamiento del metal de
manera uniforme a la temperatura correcta (ver figura de temperaturas para
endurecido de metales) y luego enfriarlo con agua, aceite, aire o en una cámara
refrigerada. El endurecimiento produce una estructura granular fina que aumenta
la resistencia a la tracción (tensión) y disminuye la ductilidad.
El acero al carbono para herramientas se puede endurecer al calentarse hasta su
temperatura crítica, la cual se adquiere aproximadamente entre los 1450 °F y 1525
°F (790 a 830 °C) lo cual se identifica cuando el metal adquiere el color rojo cereza
brillante. Cuando se calienta el acero la perlita se combina con la ferrita, lo que
produce una estructura de grano fino llamada austenita. Cuando se enfría la
austenita de manera brusca con agua, aceite o aire, se transforma en martensita,
material que es muy duro y frágil.

Temple (revenido)
Después que se ha endurecido el acero es muy quebradizo o frágil lo que impide
su manejo pues se rompe con el mínimo golpe debido a la tensión interior
generada por el proceso de endurecimiento. Para contrarrestar la fragilidad se
recomienda el temple del acero (en algunos textos a este proceso se le llama
revenido y al endurecido temple). Este proceso hace más tenaz y menos
quebradizo el acero aunque pierde algo de dureza. El proceso consiste en limpiar

la pieza con un abrasivo para luego calentarla hasta la temperatura adecuada (ver
tabla), para después enfriarla con rapidez en el mismo medio que se utilizó para
endurecerla.
Tabla de temperaturas para templar acero endurecido
Color Grados F Grados C Tipos de aceros
Paja claro 430 220 Herramientas como brocas,
machuelos
Paja
mediano
460 240 Punzones dados y fresas
Paja
obscuro
490 255 Cizallas y martillos
Morado 520 270 Árboles y cinceles para madera
Azul obscuro 570 300 Cuchillos y cinceles para acero
Azul claro 600 320 Destornilladores y resortes
Recocido
Cuando se tiene que maquinar a un acero endurecido, por lo regular hay que
recocerlo o ablandarlo. El recocido es un proceso para reducir los esfuerzos
internos y ablandar el acero. El proceso consiste en calentar al acero por arriba de
su temperatura crítica y dejarlo enfriar con lentitud en el horno cerrado o envuelto
en ceniza, cal, asbesto o vermiculita.
Cementado
Consiste en el endurecimiento de la superficie externa del acero al bajo carbono,
quedando el núcleo blando y dúctil. Como el carbono es el que genera la dureza
en los aceros en el método de cementado se tiene la posibilidad de aumentar la
cantidad de carbono en los aceros de bajo contenido de carbono antes de ser
endurecido. El carbono se agrega al calentar al acero a su temperatura crítica
mientras se encuentra en contacto con un material carbonoso. Los tres métodos

de cementación más comunes son: empacado para carburación, baño líquido y
gas.
Carburización por empaquetado
Este procedimiento consiste en meter al material de acero con bajo contenido
carbónico en una caja cerrada con material carbonáceo y calentarlo hasta 1650 o
1700 °F (900 a 927 °C) durante 4 a 6 horas. En este tiempo el carbón que se
encuentra en la caja penetra a la superficie de la pieza a endurecer. Entre más
tiempo se deje a la pieza en la caja con carbón de mayor profundidad será la capa
dura. Una vez caliente la pieza a endurecer a la temperatura adecuada se enfría
rápidamente en agua o salmuera. Para evitar deformaciones y disminuir la tensión
superficial se recomienda dejar enfriar la pieza en la caja para posteriormente
sacarla y volverla a calentar entre 1400 y 1500 °F (rojo cereza) y proceder al
enfriamiento por inmersión. La capa endurecida más utilizada tiene un espesor de
0.38 mm, sin embargo se pueden tener espesores de hasta 4 mm.
Carburado, cianurado y nitrurado
Existen varios procedimientos de endurecimiento superficial con la utilización del
nitrógeno y cianuro a los que por lo regular se les conoce como carbonitrurado o
cianurado. En todos estos procesos con ayuda de las sales del cianuro y del
amoniaco se logran superficies duras como en los métodos anteriores.

LA EXTRUSION
La extrusión es un proceso utilizado para crear objetos con sección transversal definida y fija. El material se empuja o se extrae a través de un troquel de una sección transversal deseada. Las dos ventajas principales de este proceso por encima de procesos manufacturados son la habilidad para crear secciones transversales muy complejas y el trabajo con materiales que son quebradizos, porque el material solamente encuentra fuerzas de compresión y de cizallamiento. También las piezas finales se forman con una terminación superficial excelente.[]
La extrusión puede ser continua (produciendo teóricamente de forma indefinida materiales largos) o semicontinua (produciendo muchas partes). El proceso de extrusión puede hacerse con el material caliente o frío.
Los materiales extruidos comúnmente incluyen metales, polímeros, cerámicas, hormigón y productos alimenticios.

El forjado
La forja, al igual que la laminación y la extrusión, es un proceso de conformado por deformación plástica que puede realizarse en caliente o en frío y en el que la deformación del material se produce por la aplicación de fuerzas de compresión.
Este proceso de fabricación se utiliza para dar una forma y unas propiedades determinadas a los metales y aleaciones a los que se aplica mediante grandes presiones. La deformación se puede realizar de dos formas diferentes: por presión, de forma continua utilizando prensas, o por impacto, de modo intermitente utilizando martillos pilones.
Hay que destacar que es un proceso de conformado de metales en el que no se produce arranque de viruta, con lo que se produce un importante ahorro de material respecto a otros procesos, como por ejemplo el mecanizado.
Los principales tipos de forja que existen son:
Forja libre Forja con estampa Recalcado Forjado isotérmico
Forja libre
Es el tipo de forja industrial más antiguo y se caracteriza porque la deformación del metal no está limitada (es libre) por su forma o masa. Se utiliza para fabricar piezas únicas o pequeños lotes de piezas, donde normalmente éstas son de gran tamaño. Además este tipo de forja sirve como preparación de las preformas a utilizar en forjas por estampa.
También puede encontrarse como forja en dados abiertos.
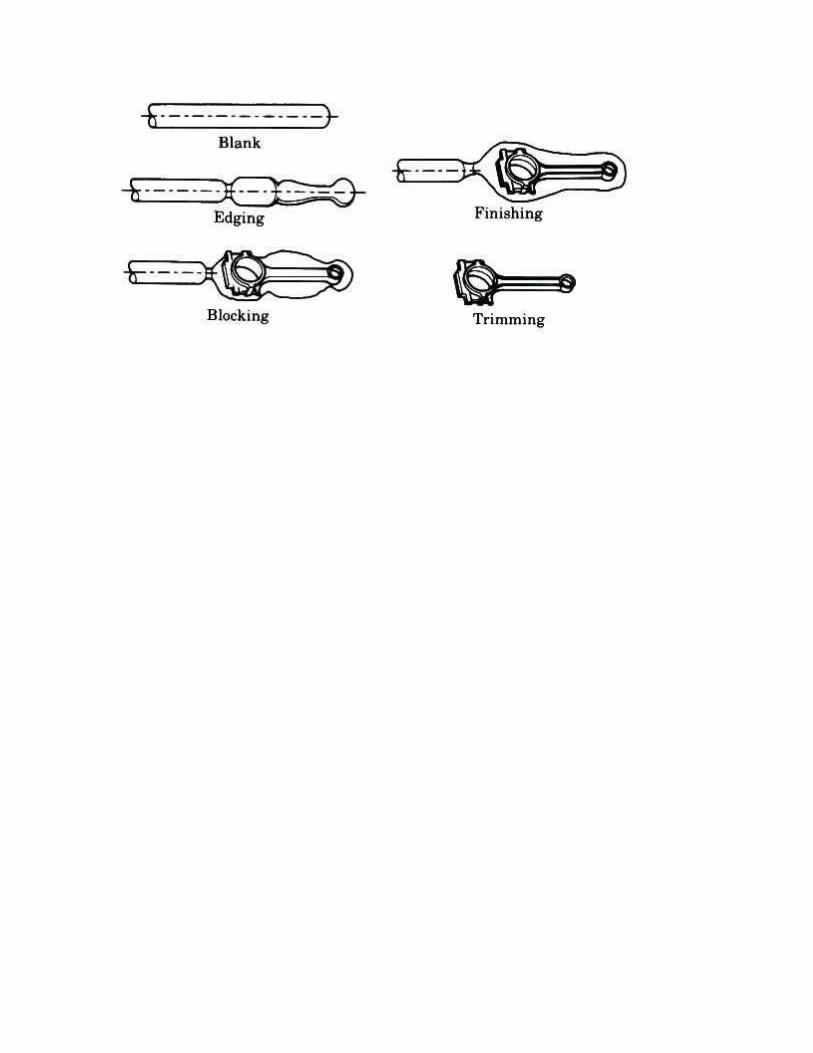
Forja con estampa
Antes y después de aplicar el proceso de forja con estampa

Antes y después de aplicar el proceso de forja con estampa
Este tipo de forja consiste en colocar la pieza entre dos matrices que al cerrarse conforman una cavidad con la forma y dimensiones que se desean obtener para la pieza. A medida que avanza el proceso, ya sea empleando martillos o prensas, el material se va deformando y adaptando a las matrices hasta que adquiere la geometría deseada. Este proceso debe realizarse con un cordón de rebaba que sirve para aportar la presión necesaria al llenar las zonas finales de la pieza, especialmente si los radios de acuerdo de las pieza son de pequeño tamaño y puede estar sin rebaba, dependiendo de si las matrices llevan incorporada una zona de desahogo para alojar el material sobrante (rebaba) o no. Se utiliza para fabricar grandes series de piezas cuyas dimensiones y geometrías pueden variar ampliamente. Las dimensiones de estas piezas van desde unos pocos milímetros de longitud y gramos de peso hasta varios metros y toneladas, y sus geometrías pueden ser simples o complejas. Cabe mencionar que es el forjado de estampa
También puede encontrarse como forja en dados cerrados.
En efecto así se presentan estos forjados.
Forjado isotérmico
Artículo principal: Forjado isotérmico.
El forjado isotérmico es un tipo especial de forja en la cual la temperatura de los troqueles es significativamente superior a la utilizada en procesos de forja convencional.
Recalcado
A diferencia de los procesos anteriores que se realizan en caliente, este además puede realizarse en frío. Consiste en la concentración o acumulación de material en una zona determinada y limitada de una pieza (normalmente en forma de barra). Por tanto, una consecuencia directa de este proceso es que disminuye la longitud de la barra inicial y aumenta la sección transversal de ésta en la zona recalcada.

Si el proceso se realiza en frió y en los extremos de las piezas se denomina encabezado en frío.

PROCESAMIENTO DE LOS PLASTICOS.
En la industria de los plásticos, participan los manufactureros de las resinas básicas, a partir de productos químicos básicos provenientes del petróleo y de sus gases y que suelen producir la materia prima en forma de polvo, gránulos, escamas, líquidos ó en forma estándar como láminas, películas, barras, tubos y formas estructurales y laminados, participan también los procesadores de plásticos que conforman y moldean las resinas básicas en productos terminados. En la conformación y moldeo de las resinas se utilizan también diversos componentes químicos o no, que le proporcionan al producto terminado ciertas características especiales, dentro de ellos tenemos:
Las cargas, que sirven de relleno, dar resistencia, dar rigidez al moldeado o bajar los costos de producción, dentro de ellos tenemos el aserrín, tejidos de algodón, limaduras de hierro, fibra de vidrio, etc.
Colorantes, para proporcionar color al producto terminado, son de origen mineral como los óxidos, se proporcionan en forma de polvos y en forma de resinas de óleo.
Aditivos como los endurecedores para las resinas líquidas, espumantes y desmoldantes para el moldeado.
Una de las más amplias ramas de la industria de los plásticos comprende las compañías que producen a partir de películas y láminas artículos como cortinas, impermeables, artículos inflables, tapicería, equipajes, en general artículos de: tocador, cocina, etc. Para la producción de todos estos artículos se hace necesario también la participación de un diseñador y un estampador para el acabado final. Los métodos de moldeo y conformados más común son el moldeado por prensa, moldeado por inyección prensada, por inyección, moldeado por soplado de cuerpos huecos, termoformado, calandrado, refuerzo, recubrimientos, como pintura dura, maquinado, unión y colado en moldes.
MOLDEADO POR PRENSA.
Es el método más usado para producciones unitarias y pequeñas series. Este procedimiento es indicado para moldear resinas denominadas Duroplásticos, que se obtiene en forma de polvo o granulado, para lo cual el molde previamente elaborado según la pieza a conformar, por lo general en macho y hembra, se calienta, se le aplica el desmoldante y se deposita en ella la cantidad precisa de resina.
Luego de cerrar el molde la resina se distribuye en su interior, se aplica calor y presión a valores de 140° - 170°C y 100 Bar o más. El calor y la presión conforman el plástico en toda su extensión. Con la finalidad de endurecer la resina a moldear (polimerizar o curar), se procede a enfriar el molde y se extrae la pieza. La polimerización o curado es un cambio químico permanente, dentro de la forma del molde. Para obtener el calor necesario se recurre a diversos procedimientos

como resistencias eléctricas, luz infrarroja o microondas, la presión que se aplica se obtiene por medio de prensas mecánicas o hidráulicas. El tiempo que se aplica el calor y la presión al molde cerrado, está en función del diseño de la pieza y de la composición de la resina. El procedimiento se aplica para producir piezas simples y de revolución como tazas, platos, cajas de radio, llaves de luz, tubos etc.
MOLDEADO POR PRENSADO EN INYECCIÓN
(transferencia) Al igual al método anterior también se le utiliza para el moldeo de resinas duroplásticas y en algunos casos las termoplásticos. La diferencia entre el moldeado por prensa y el de transferencia es que el calor y la presión necesaria para la polimerización (para fundir) de la resina se realiza en una cámara de caldeo y compresión, en ella previamente calentada se aplica el desmoldante y una determinada cantidad de resina en forma de polvo o en forma granulada. Cuando la resina se hace plástica, se transfiere al molde propiamente dicho mediante un émbolo en la cámara de caldeo. Por medio de bebederos o canales de transferencia, después de curado el plástico se abre el molde y se extrae la pieza.
El moldeado por transferencia fue desarrollado para facilitar el moldeo de productos complicados con pequeños agujeros profundos o numerosos insertos metálicos. En el moldeado por prensado, la masa seca varía la posición de los insertos y pasadores metálicos que forman los agujeros, en el moldeado por transferencia por el contrario, la masa plástica licuada fluye alrededor de estas partes metálicas, sin cambiarle la posición.

INYECCIÓN.
Es el principal método de la industria moderna en la producción de piezas plásticas, la producción es en serie, principalmente se moldea termoplásticos y para el moldeo de los duroplasticos se tiene que realizar modificaciones. El material plástico en forma de polvo o en forma granulada, se deposita para varias operaciones en una tolva, que alimenta una cilindro de caldeo, mediante la rotación de un husillo o tornillo sin fin, se transporta el plástico desde la salida de la tolva, hasta la tobera de inyección, por efecto de la fricción y del calor la resina se va fundiendo hasta llegar al estado líquido, el husillo también tiene aparte del movimiento de rotación un movimiento axial para darle a la masa líquida la presión necesaria para llenar el molde, actuando de ésta manera como un émbolo.
Una vez que el molde se ha llenado, el tornillo sin fin sigue presionando la masa líquida dentro del molde y éste es refrigerado por medio de aire o por agua a presión hasta que la pieza se solidifica. Las máquinas para este trabajo se denominan inyectora de husillo impulsor o de tornillo sin fin, también se le denomina extrusora en forma genérica.
En gráfico adjunto tenemos un corte transversal de una parte de un inyector de plástico en la que se observa:
1.- Tolva.
2.- Motor Hidráulico.
3.-Husillo sin fin.

4.- Sistema de calefacción del husillo.
5.- Molde
Soplado de cuerpos huecos.
Es un procedimiento para moldeo de termoplásticos únicamente, para ello, mediante una extrusora en forma horizontal o vertical se producen dos bandas o preformas calientes en estado pastoso, de un espesor determinado y además inflable, que se introducen al interior del molde partido, posteriormente se cierra el molde y mediante un mandril se introduce aire a alta presión entre las dos láminas, ésta presión hace que las láminas de plástico se adhieran a las paredes interiores del molde haciendo que tomen su configuración, seguidamente se enfría el molde para que las películas se endurezcan, pasado esto se procede a extraer la pieza y se elimina el material excedente( rebaba).
Para éste procedimiento es necesario que el material tenga estabilidad de fusión para soportar la extrusión de la preforma y el soplado de la misma al interior del molde. El moldeado por soplado de cuerpos huecos tiene un uso muy extenso para producir recipientes como botellas, galoneras, pelotas, barriles de todo tamaño y configuración, además de piezas para autos, juguetes como muñecas, etc.
Molde de acero para soplado de una galonera plástica de 64 onzas
TERMOFORMADO:
Procedimiento exclusivo para termoplásticos, la resina se proporciona en forma de fina láminas al cual se le calienta para poder conformarlo.

Con aire a presión o vacío, se obliga a la hoja a cubrir la cavidad interior del molde y adoptar su configuración, se utiliza para la fabricación de diversos recipientes como vasos, copas, pequeñas botellas todos descartables, la producción es en serie, utilizándose planchas o láminas del tamaño adecuado para 100 a 200 piezas.
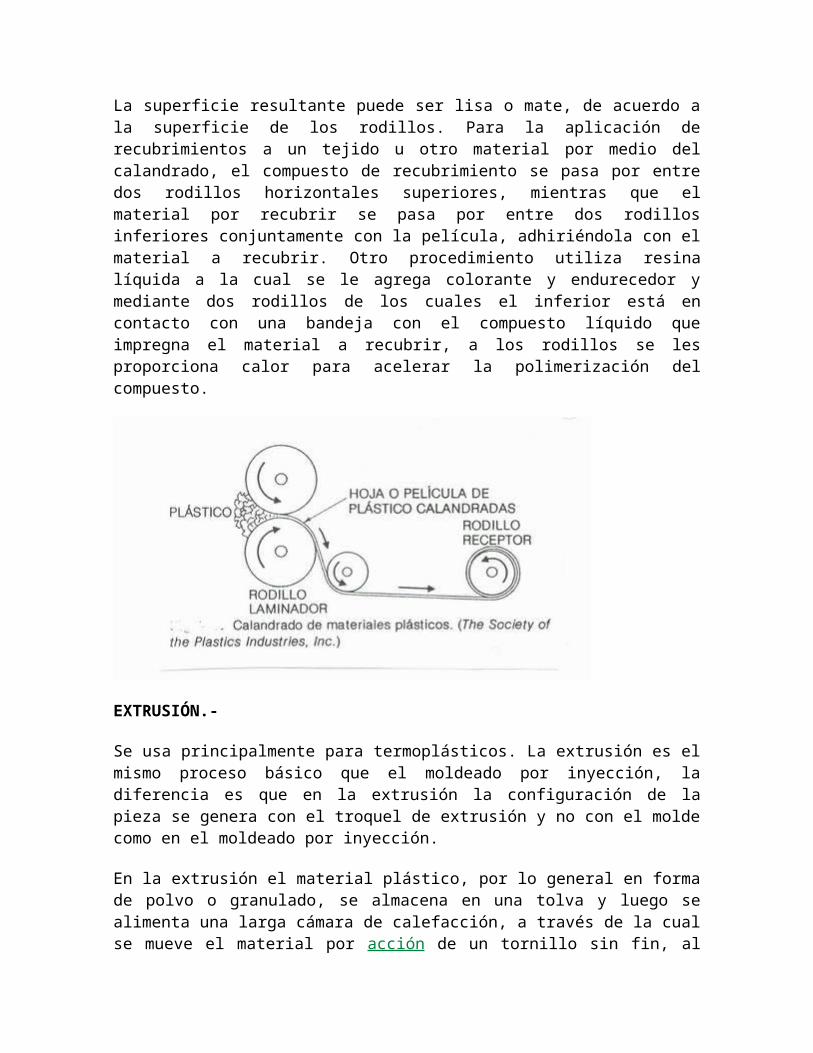
EL CALANDRADO.
Se utiliza para revestir materiales textiles, papel, cartón o planchas metálicas y para producir hojas o películas de termoplástico de hasta 10 milésimas de pulgada de espesor y las láminas con espesores superiores. En el calandrado de películas y láminas el compuesto plástico se pasa a través de tres o cuatro rodillos giratorios y con caldeo, los cuales estrechan el material en forma de láminas o películas, el espesor final de del producto se determina por medio del espacio entre rodillos.
La superficie resultante puede ser lisa o mate, de acuerdo a la superficie de los rodillos. Para la aplicación de recubrimientos a un tejido u otro material por medio del calandrado, el compuesto de recubrimiento se pasa por entre dos rodillos horizontales superiores, mientras que el material por recubrir se pasa por entre dos rodillos inferiores conjuntamente con la película, adhiriéndola con el material a recubrir. Otro procedimiento utiliza resina líquida a la cual se le agrega colorante y endurecedor y mediante dos rodillos de los cuales el inferior está en contacto con una bandeja con el compuesto líquido que impregna el material a recubrir, a los rodillos se les proporciona calor para acelerar la polimerización del compuesto.

EXTRUSIÓN.-
Se usa principalmente para termoplásticos. La extrusión es el mismo proceso básico que el moldeado por inyección, la diferencia es que en la extrusión la configuración de la pieza se genera con el troquel de extrusión y no con el molde como en el moldeado por inyección.
En la extrusión el material plástico, por lo general en forma de polvo o granulado, se almacena en una tolva y luego se alimenta una larga cámara de calefacción, a través de la cual se mueve el material por acción de un tornillo sin fin, al final de la cámara el plástico fundido es forzado a salir en forma continua y a presión a través de un troquel de extrusión preformado, la configuración transversal del troquel determina las forma de la pieza.
A medida que el plástico extruido pasa por el troquel, alimenta una correa transportadora, en la cual se enfría, generalmente por ventiladores o por inmersión en agua, con éste procedimiento se producen piezas como tubos, varillas, láminas, películas y cordones.
En el caso de recubrimiento de alambres y cables, el termoplástico se estruje alrededor de una longitud continua de alambre o cable, el cual al igual que el plástico pasa también por el troquel, después de enfriado el alambre se enrolla en tambores.
FUNDICIÓN.-
Mediante éste procedimiento se trabajan tanto termoplásticos como duroplásticos, en estado líquido por lo general o en estado granulado o en polvo, para la producción de diversas piezas, la diferencia entre la fundición y el moldeo es que no se utiliza la presión, el calor se utiliza sólo para resinas en forma de polvo o granulados, la masa se calienta hasta que esté fluido y se vierte en el molde, luego se cura a temperaturas que varía según el plástico y luego se retira del molde.

Mecanismo básico de un Termoformadora

MAQUINA TERMOFORMADORA GN-PLASTICS PARA PRODUCCION EN SERIE.
Lámina de Polietileno y piezas elaboradas por termoformado.
Procedimiento artesanal de conformado de láminas plásticas con modelo de madera para la obtención de la carrocería de un auto de juguete.

Una vez conformada la lámina se procede a extraer el modelo de madera por partes en el orden indicado: 1, 2, 3, 4 y finalmente la pieza de madera grande la número 5. Por lo general la lámina plástica es resina poliéster líquida reforzada con fibra de vidrio, en la cual esta actúa como carga y con su respectivo colorante y endurecedor.
CORTE ESQUEMATICO DE INYECTORA DE PLASTICO

MOLDE DE ACERO PARA LA INYECCION DE UN TINA PLASTICA

Empaque y etiqueta: Una sola pieza por inyección
La industria del empaque saca provecho de los avances en el proceso de inyección; a través de la tecnología de etiquetado dentro del molde, ha conseguido producir envases con una apariencia visual muy superior, con mejores propiedades y ha logrado eliminar procesos secundarios de impresión. El proceso representa grandes oportunidades de diferenciación para los clientes de moldeadores de empaques y envases
Tradicionalmente, la decoración y adición de información sobre un producto se realizan en una fase posterior al moldeo de la pieza, con procedimientos de impresión y etiquetado. Sin embargo, en los últimos años se han dado grandes pasos en las tecnologías de transformación, y se observa una marcada tendencia a integrar el proceso de decoración al proceso de moldeo por inyección. Es así que la técnica de etiquetado dentro del molde, o In-Mold Labeling (IML) está ganando cada vez más presencia en la producción de artículos plásticos, sobre todo en el sector de envases. La empresa Husky (Canada) es una de las impulsoras de este sistema innovador. Actualmente el 40% de los nuevos empaques que se hacen en Europa emplean la tecnología IML, y se proyecta que ésta tendrá un crecimiento del 20% anual. Husky, proveedor de sistemas completos de IML, asegura que la demanda global de este tipo de soluciones está creciendo a tasas de dos dígitos, y que el principal motor de crecimiento es la

habilidad de los contenedores de diferenciar productos con mejor calidad en la decoración.
PROCEDIMIENTO DE MOLDEO DE ENVASE CON ETIQUETADO DENTRO DEL MOLDE EN UNA INYECTORA DE 4 CAVIDADES POR LADO (COINYECCION)
Leer más: http://www.monografias.com/trabajos32/procesamiento-plasticos/procesamiento-plasticos.shtml#procesam#ixzz2iZkvzfzx