procedimiento de soldeo exial (arco/láser)
DESCRIPTION
Acoplamiento de la energía de un arco eléctrico con la energía de un haz láser para operaciones de soldeo . Patentes registradas en varios países (EU - US - JP …) por Air Liquide. Procedimiento de soldeo EXIAL (arco/láser). El procedimiento EXIAL es derivado del soldeo láser. - PowerPoint PPT PresentationTRANSCRIPT
Acoplamiento de la energía de un arco eléctrico con la energía de un haz láser para operaciones de soldeo.
Patentes registradas en varios países(EU - US - JP …) por Air Liquide.

2
Procedimiento de soldadura láser. Este procedimiento se lleva a cabo en un
entorno gaseoso, concentrando por focalización un haz láser en un diámetro de 0,3 mm.
Las densidades de potencia producidas son muy elevadas (del orden de 106 W/cm2).
Esta densidad de potencia genera en la superficie del material:
Una fusión y una vaporización muy importante de la materia,
Una «perforación» del baño de materia fundida por descompresión hacia el exterior de esta vaporización,
y, después, la creación de una cavidad denominada «keyhole» (capilar de plasma).
Procedimiento de soldeo EXIAL (arco/láser)
El desplazamiento del «keyhole» realiza la operación de soldeo.
El procedimiento EXIAL es derivado del soldeo láser
3
Es muy difícil estabilizar un arco eléctrico a las velocidades de soldeo que se obtienen con el procedimiento láser, ya que:
El arco eléctrico no calienta suficientemente el material, debido a que su densidad de potencia es demasiado baja,
La propagación de la energía del arco se efectúa por conducción térmica,
Existe un desfase progresivo entre el electrodo y el baño de metal fundido, que estira el arco hasta la ruptura y la extinción del proceso.
Procedimiento de soldeo EXIAL (arco/láser)
Preámbulo de la problemática respecto al arco eléctrico

4
Procedimiento de soldeo EXIAL (arco/láser)
Principio El procedimiento se lleva a cabo en
un entorno gaseoso, produciendo un arcoeléctrico hacia el punto focal de un hazláser de soldeo.
El cordón de soldadura resultante presentaun perfil combinado por:
• Un cordón de soldadura de tipo "keyhole" producido por un láser,
• Una ampliación de la zona fundida en la parte superior del cordón producida por el arco eléctrico.
El plasma de los vapores metálicos y los electrónes libres producidos en el "keyhole" constituyen un ambiente idóneo
para atraer y estabilizar al arco eléctrico.
De este modo, se realiza el acoplamiento de las energías del láser y del arco.


6
Ventajas del procedimiento EXIAL respecto al láser solo
Mayor velocidad de soldeo.
Aumento de las tolerancias de puesta a tope.
Aumento de la tolerancia de posición del impacto del haz respecto al plano de junta.
Influencia metalúrgica en ZAT (zona afectada térmicamente) y ZF (zona fundida) por aportación de calor.

7
Principales mercados
Principales mercados objetivo: Empalme en carrocería automóvil de chapas de
acero, revestidas o no, y aleaciones de aluminio.
Soldeo continuo de tubos finos de acero inoxidable.
Soldeo de perfiles.
Con EXIAL, el grupo Air Liquide le presenta una solución global para sus aplicaciones:
Un procedimiento innovador que aumenta la productividad y la versatilidad. Un equipo complementario que se adapta a su instalación láser.
Gases LASAL específicamente puestos a punto para optimizar las prestaciones del conjunto.

8
Aplicaciones de soldeo láser CO² y YAG
para la chapa del automóvil
Soldeo de puerta
Láser CO² y YAG 2 a 6 kW
Soldeo de capó motorLáser YAG 2 a 4 kW, para
aleación de aluminioy
Láser CO² 2 a 6 kW
para tailored blanks
Soldeo de elementos de piso(tailored blanks)
Láser CO² y YAG 2 a 6 kW
Soldeo de depósito de gasolina
Láser CO² y YAG
2 a 6 kW
Soldeo de techo sobre montante
Láser CO² y YAG 2 a 6 kW
Soldeo de llanta de rueda
Láser CO² y YAG 2 a 6 kW
Soldeo de elementos de carrocería(tailored blanks)
Láser CO² y YAG 2 a 6 kW
9
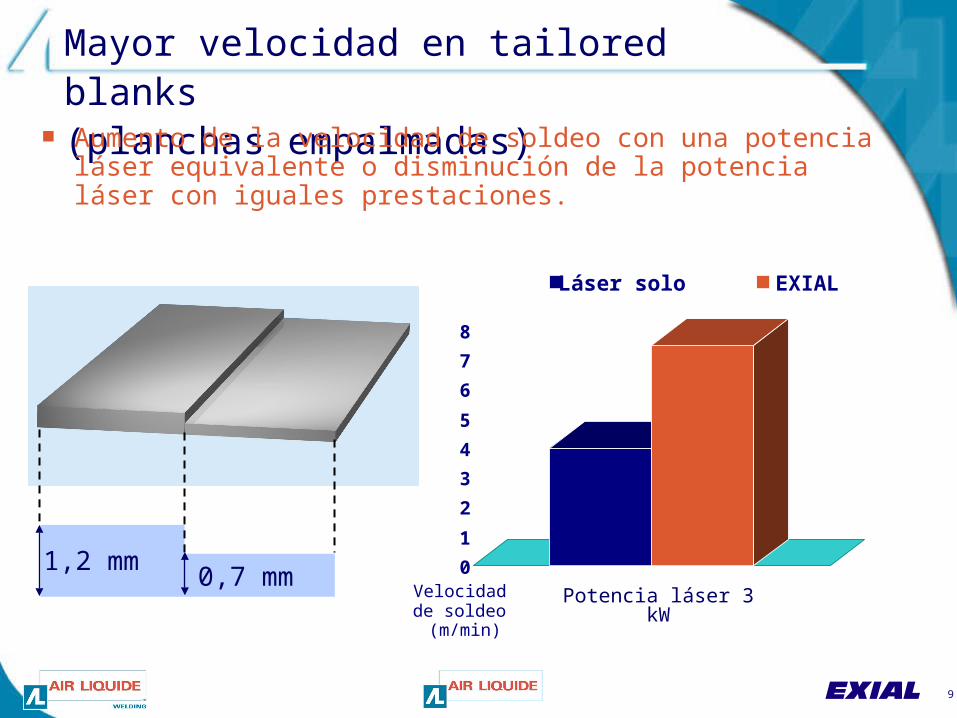
Mayor velocidad en tailored blanks (planchas empalmadas)
Aumento de la velocidad de soldeo con una potencia láser equivalente o disminución de la potencia láser con iguales prestaciones.
0
1
2
3
4
5
6
7
8
Velocidad de soldeo (m/min)
Láser solo EXIAL
Potencia láser 3 kW
1,2 mm0,7 mm
10
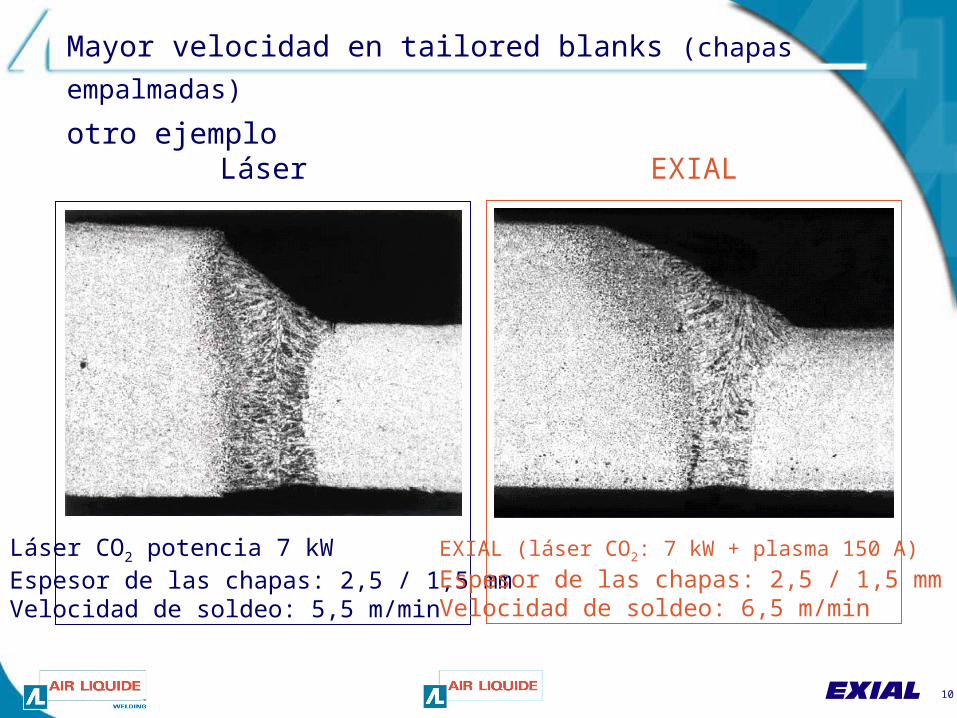
Láser CO2 potencia 7 kWEspesor de las chapas: 2,5 / 1,5 mmVelocidad de soldeo: 5,5 m/min
Láser
EXIAL (láser CO2: 7 kW + plasma 150 A)
Espesor de las chapas: 2,5 / 1,5 mmVelocidad de soldeo: 6,5 m/min
Mayor velocidad en tailored blanks (chapas empalmadas)
otro ejemplo
EXIAL

11
Mayor velocidad en tailored blanks (chapas empalmadas)
otro ejemplo
Ejemplo de aplicaciones
Soldadura sin porosidad
1,171,
76
ZAT ZAT
Potencia del láser: 4,8 kWFocalización: 200 mmCorriente plasma: 150 A
Velocidad de soldeo
Láser: 4,4 m/minEXIAL: 7,0 m/min
+ 60%+ 60%+ 60%+ 60%+ 60%+ 60%+ 60%+ 60%+ 60%

12
Aumento de las tolerancias en soldeo de tailored
blanks (planchas empalmadas)
Aumentar las tolerancias (mm) de: Preparación de las piezas (puesta a tope).
(espesores de 0,6 a 2,5 mm)

13
Aumento de las tolerancias en soldeo de tailored
blanks (planchas empalmadas)
Aumentar las tolerancias (mm) de: Posicionamiento del haz.
(espesores de 0,6 a 2,5 mm)
14
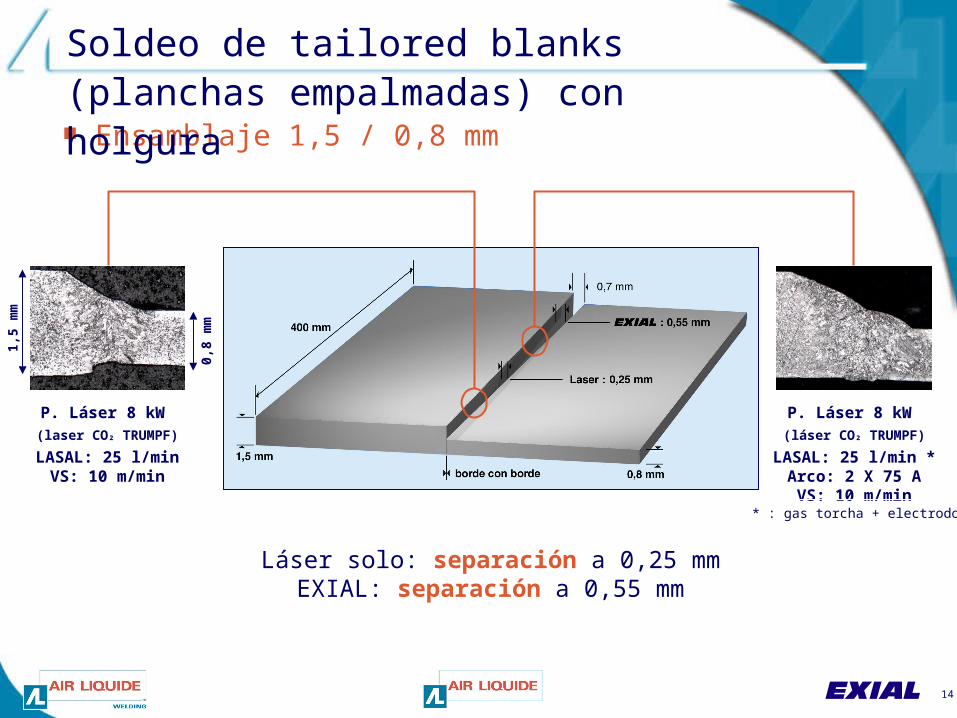
Ensamblaje 1,5 / 0,8 mm
P. Láser 8 kW (láser CO² TRUMPF)
LASAL: 25 l/min *Arco: 2 X 75 AVS: 10 m/min
* : gas torcha + electrodo
P. Láser 8 kW (laser CO² TRUMPF)
LASAL: 25 l/minVS: 10 m/min
1,5
mm
0,8
mm
Soldeo de tailored blanks(planchas empalmadas) con holgura
Láser solo: separación a 0,25 mmEXIAL: separación a 0,55 mm

15
6 mm
Acero inoxidable
láser solo CO2 – 6 kW
Formas de las penetraciones
Espesor
Material
Energía
6 mm
Acero inoxidable
EXIALCO2 – 6 kW
+ plasma 150 A

16
Calidad de las soldaduras reforzada gracias a las masas móviles
A alta velocidad, la calidad de la soldadura (en particular
en fin de cordón) se refuerza con masas móviles integradas en la torcha EXIAL. Con masas móviles
150 mm
Con masas fijadas en la mesa de soldeo

17
Instalación EXIAL
1 torcha EXIAL.
1 generador de soldeo.
1 grupo de refrigeración.
1 armario autómata refrigerado.
1 pupitre de mando.

18
Instalación EXIAL
Procedimiento EXIAL
Fuente láser
Pupitre de mando láser Caja gas
Grupo de refrigeración
Torcha EXIAL
Mando digital
Generadores Arco
+ interfaces+ autómata+ pupitre
19
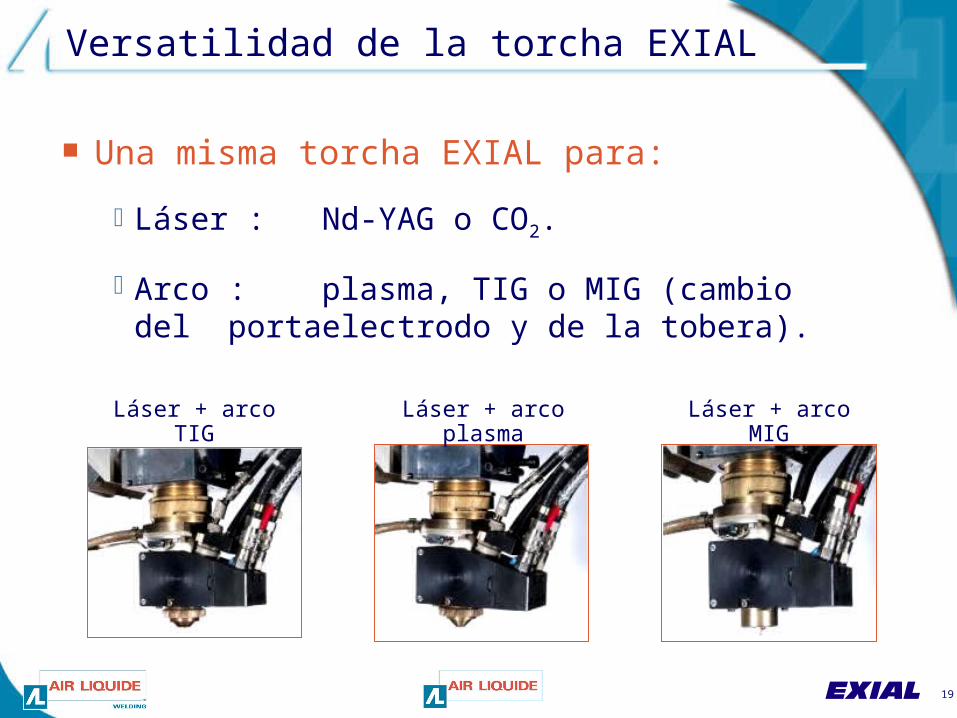
Versatilidad de la torcha EXIAL
Una misma torcha EXIAL para:
Láser : Nd-YAG o CO2.
Arco :plasma, TIG o MIG (cambio del portaelectrodo y de la
tobera).
Láser + arco TIG Láser + arco plasma Láser + arco MIG

20
Compacidad de la torcha EXIAL(con dispositivo de focalización del haz láser)
110 mm

21
Procedimiento EXIAL arco / láser
Composición de la torcha:
Tobera plasma o tobera MIG. Electrodo o tubo contacto. Cross jet. Sistema anticolisión.
Posibilidad de una solución torcha completa:
Cabezal de focalización del haz láser, + Torcha EXIAL,+ Aportación de hilo TIG o plasma.
El procedimiento EXIAL se ha optimizado con gases de la gama LASAL.

22
Plataformas de ensayos EXIAL
Plataformas con láser CO2 de 12 kW y de 4 kW en el CTAS (Centro Técnico de Aplicaciones del Soldeo).
Plataformas con láser Nd-YAG de 3 a 11 kW en la CLFA (Cooperación Láser Francoalemana).
Plataformas con láser CO2 y YAG en el Instituto del Soldeo.
Para validar aplicaciones industriales a petición de las empresas

Ficha técnica
Actualización
Ficha técnica
Soldeo láser(en resumen)
24
Procedimientos de soldeo (en resumen)
Por arco eléctrico.
Procedimiento de soldeo TIG. ? Para más información
Procedimiento de soldeo plasma. ? Para más información
Procedimiento de soldeo MIG. ? Para más información
Láser.
?Procedimientos de soldeo láser CO2 y YAG.
Para más información
EXIAL.
?Procedimientos láser + arco.Para más información,
continuación de la presentación...