proyecto final soldeo por arco con …...la soldadura, hasta un elemento que nos permita sostener y...
TRANSCRIPT
CIENCIA APLICADA AL DESARROLLO DE PROYECTOS
PROYECTO FINAL
SOLDEO POR ARCO CON ELECTRODOREVESTIDO
TEMA 2 EQUIPAMIENTO DE SOLDEO
JOSÉ ANTONIO HERNÁNDEZ MAGALLÓN
TEMA 2 Equipamiento de soldeo
2 Soldeo por arco con electrodo revestido
� Índice
� Índice 2
� Introducción 3
2.1. Descripción del equipo de soldeo para soldadura con electrodo Revestido 4
2.1.1. Pinza de conexión a masa 4
2.1.2. Pinza porta electrodos 5
2.1.3. Cables y conectores de soldadura 7
2.1.3.1. Cables de soldadura. 7 2.1.3.2. Conectores de cables de soldadura 9 2.1.4.Fuentes de potencia 13
2.1.4.1. Clasificación de las fuentes de potencia 14 2.1.4.2. Clasificación de las fuentes según elementos de constitución 15 2.1.4.3. Clasificación de las fuentes según respuesta eléctrica 21 2.1.4.4. Clasificación según NEMA 25 2.1.4.5. Regulación de la corriente de soldadura 27 2.1.4.6. Regulación de corriente de las máquinas del tipo transformador rectificador 27 2.1.4.7. Regulación de corriente de las máquinas del tipo generador alternador 34 2.1.4.8. Punto de trabajo 35 2.1.4.9. Factor de marcha 36 2.1.4.10. Placa de características 39
2.1.5. Nuevas tecnologías 41
2.1.6. Mantenimiento del equipo de soldeo 42
2.2. Descripción del puesto de soldeo 43 2.2.1. Mesa o bancada de trabajo 43
2.2.2. Emplazamiento del puesto de soldadura 44
2.2.3. Construcción del local e instalaciones 45
� Resumen 46
TEMA 2 Equipamiento de soldeo
3 Soldeo por arco con electrodo revestido
� Introducción
En el mercado existe gran variedad de equipos destinados a la soldadura, son muchos y muy diferentes los procesos de soldadura, por lo tanto, las exigencias sobre los equipos hacen que éstos adopten distintas configuraciones.
El soldeo es un proceso donde se generan estados de elevada energía térmica, luminosa, eléctrica, etc.; por lo que es necesario contar con los dispositivos adecuados tanto para producir como manipular los distintos elementos que forman parte del soldeo.
El equipo de soldeo está destinado a proporcionarnos estos medios, que van desde disponer de un circuito eléctrico con unos parámetros de corriente característicos para la soldadura, hasta un elemento que nos permita sostener y dirigir el electrodo mientras se produce el arco eléctrico, de manera segura y eficaz.
Cada equipo debe satisfacer unos requerimientos, posibilitándolo para las condiciones de soldadura de cada proceso, los podemos clasificar entre:
• Requisitos eléctricos.
• Otros requisitos.
Los requisitos eléctricos son todas aquellas características que la fuente de potencia debe satisfacer a nivel eléctrico para poder producir la soldadura (tipo de corriente, tensión de vacío, factor de marcha, etc.). Los estudiaremos en profundidad en esta unidad.
Además de estas características eléctricas, cada equipo satisfará una serie de requisitos que lo capaciten para los distintos procesos.
El equipo para electrodo revestido es eminentemente sencillo, sólo son necesarios unos cables de conexión y unas pinzas para conectar a masa y para sostener el electrodo.
Sin embargo, para la soldadura TIG (Tungsten Inert Gas).o la soldadura MIG (Metal Inert Gas) - MAG (Metal Active Gas) u otros procesos, el equipo debe disponer de motorizaciones, elementos de control electrónico, válvulas, mangueras con distintas funciones, etc. Para poder dar soporte a cada tipo de soldadura, logrando equipos verdaderamente complejos y caros.
El propósito de este punto es ayudar al alumno a distinguir y comprender los distintos equipos de soldadura por electrodo revestido, así como enseñar a escoger la fuente de potencia apropiada para cada operación soldeo, además de conocer sus limitaciones.
TEMA 2 Equipamiento de soldeo
4 Soldeo por arco con electrodo revestido
2.1. Descripción del equipo de soldeo para soldadura con electrodo Revestido
Consideramos al equipo de soldeo sólo como los dispositivos que permiten ejecutar la soldadura. No forman parte de esta clasificación los equipos de protección individual del operario, las instalaciones en las que se desarrolla el trabajo y otros medios afines a la soldadura. Aunque siendo estos indispensables para poder realizar la soldadura, no son considerados como equipo de soldeo.
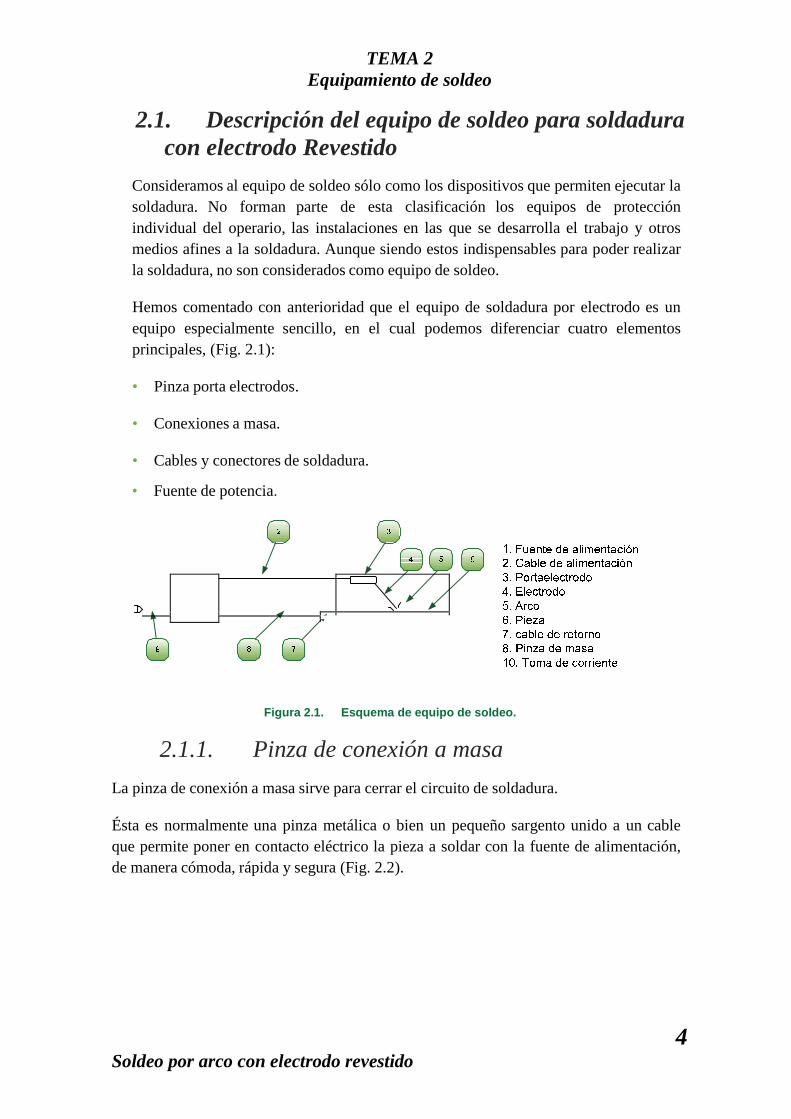
Hemos comentado con anterioridad que el equipo de soldadura por electrodo es un equipo especialmente sencillo, en el cual podemos diferenciar cuatro elementos principales, (Fig. 2.1):
• Pinza porta electrodos.
• Conexiones a masa.
• Cables y conectores de soldadura.
• Fuente de potencia.
Figura 2.1. Esquema de equipo de soldeo.
2.1.1. Pinza de conexión a masa
La pinza de conexión a masa sirve para cerrar el circuito de soldadura.
Ésta es normalmente una pinza metálica o bien un pequeño sargento unido a un cable que permite poner en contacto eléctrico la pieza a soldar con la fuente de alimentación, de manera cómoda, rápida y segura (Fig. 2.2).
TEMA 2 Equipamiento de soldeo
5 Soldeo por arco con electrodo revestido
Figura 2.2. Pinzas de conexión a masa.
El cable de soldadura que está unido a la pinza o sargento, termina en un conector característico de los equipos de soldeo, intercambiable, pudiéndose conectar al terminal positivo o al negativo en función de la polaridad escogida para la soldadura. Debemos asegurarnos que por la pinza pueda circular más amperaje que el máximo que suministre el equipo.
Si la pinza está deteriorada o la corriente de soldadura que circula por ella es mayor a la permitida, la pinza se calentará, pudiendo llegar al rojo, incluso puede fundirse. Esto es un riesgo de quemadura por contacto, además puede deteriorar otras partes del equipo.
La pinza o el sargento de masa suelen terminar en un pequeño inserto de cobre para mejorar el contacto eléctrico del dispositivo. Se recomienda su conservación libre de pinturas, aceites, cintas aislantes u otros medios que dificulten el paso de la corriente eléctrica, además producen humos en caso de calentamiento de la pinza. También se recomienda que el punto de contacto entre la pieza, el banco de trabajo y la masa, queden libres de impedimentos a la circulación de la corriente eléctrica.
Un problema muy común entre personas que no tienen experiencia, es conectar la masa en lugares con mala conductividad eléctrica, como metales pintados, dificultando o imposibilitando el establecimiento del arco eléctrico entre la pieza y el electrodo, causando defectos en la soldadura y también el desperdicio de electrodos. Suele ocurrir en el inicio del cordón, que el electrodo se quede pegado a la pieza si tenemos mal contacto eléctrico, normalmente al despegar el electrodo se le producen daños en el revestimiento que imposibilitan su uso posterior.
2.1.2. Pinza porta electrodos
La pinza porta electrodos nos permite sostener y dirigir el electrodo mientras éste se funde, también pone en contacto eléctrico al electrodo y a la fuente de alimentación de manera segura, la pinza nos debe garantizar un correcto aislamiento eléctrico y térmico (Fig. 2.3).
TEMA 2 Equipamiento de soldeo
6 Soldeo por arco con electrodo revestido
Debemos asegurarnos que la pinza pueda soportar más amperaje de corriente que el máximo que suministra la fuente. Ésta es una información que debe suministrar el fabricante cuando la compramos, aunque lo podemos detectar si existe un calentamiento
excesivo de la pinza.
Figura 2.3. Pinzas porta electrodos.
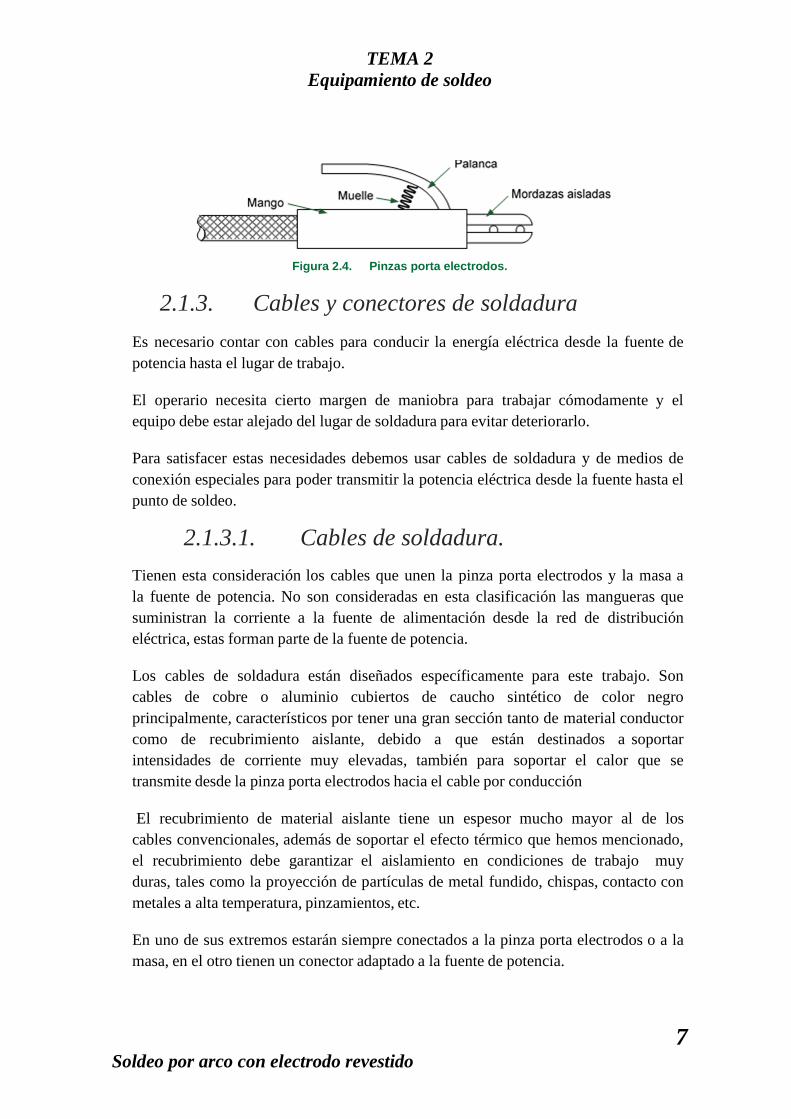
Podemos diferenciar cuatro partes principales en la pinza porta electrodos: cuerpo o mango, mordaza, gatillo o palanca y capucha.
• El cuerpo o mango: nos permite la sujeción de la pinza de manera ergonómica, aislando al soldador de la corriente eléctrica y la temperatura transmitida del electrodo a la pinza. También permite el ensamblaje del conjunto de la pinza. Básicamente es un cilindro de plástico termoestable, resistente a temperaturas y golpes.
• La mordaza: es un elemento metálico que sujeta el electrodo mediante la acción de un resorte por muelle. La mordaza está compuesta por dos mandíbulas que tienen practicadas unas acanaladuras, practicadas para colocar el electrodo con distintos ángulos. La mordaza pone en contacto eléctrico al electrodo y a la fuente de alimentación a través del cable.
• El gatillo o palanca: actúa sobre el mecanismo de apertura de la mordaza, de esta manera podemos liberar y sujetar al electrodo en el intercambio de manera rápida y segura. Debe aislarnos eléctrica y térmicamente de la mordaza.
• La capucha: es una pieza de material plástico que envuelve la cabeza de la mordaza. Evita que se pueda entrar en contacto con la mordaza y protege a la mordaza del deterioro producido por los efectos térmicos y luminosos de soldeo.
Para garantizar un correcto empleo de la pinza, se recomienda no consumir los electrodos totalmente. Es preferible cambiar el electrodo cuando todavía queda entre un 10 ó 15%, no fundir el electrodo a una distancia menor de 5 cm de la pinza, ya que si se consume hasta el final la capucha y el mango se deterioran inmediatamente (Fig. 2.4).
TEMA 2 Equipamiento de soldeo
7 Soldeo por arco con electrodo revestido
Figura 2.4. Pinzas porta electrodos.
2.1.3. Cables y conectores de soldadura
Es necesario contar con cables para conducir la energía eléctrica desde la fuente de potencia hasta el lugar de trabajo.
El operario necesita cierto margen de maniobra para trabajar cómodamente y el equipo debe estar alejado del lugar de soldadura para evitar deteriorarlo.
Para satisfacer estas necesidades debemos usar cables de soldadura y de medios de conexión especiales para poder transmitir la potencia eléctrica desde la fuente hasta el punto de soldeo.
2.1.3.1. Cables de soldadura.
Tienen esta consideración los cables que unen la pinza porta electrodos y la masa a la fuente de potencia. No son consideradas en esta clasificación las mangueras que suministran la corriente a la fuente de alimentación desde la red de distribución eléctrica, estas forman parte de la fuente de potencia.
Los cables de soldadura están diseñados específicamente para este trabajo. Son cables de cobre o aluminio cubiertos de caucho sintético de color negro principalmente, característicos por tener una gran sección tanto de material conductor como de recubrimiento aislante, debido a que están destinados a soportar intensidades de corriente muy elevadas, también para soportar el calor que se transmite desde la pinza porta electrodos hacia el cable por conducción
El recubrimiento de material aislante tiene un espesor mucho mayor al de los cables convencionales, además de soportar el efecto térmico que hemos mencionado, el recubrimiento debe garantizar el aislamiento en condiciones de trabajo muy duras, tales como la proyección de partículas de metal fundido, chispas, contacto con metales a alta temperatura, pinzamientos, etc.
En uno de sus extremos estarán siempre conectados a la pinza porta electrodos o a la masa, en el otro tienen un conector adaptado a la fuente de potencia.
TEMA 2 Equipamiento de soldeo
8 Soldeo por arco con electrodo revestido
Según la sección de material conductor y del recubrimiento aislante, el cable puede soportar un amperaje máximo. En ningún momento debemos sobrepasar este valor, pues el cable se deteriora de manera irreparable en la mayoría de los casos.
Cálculo de la sección de los cables de soldadura
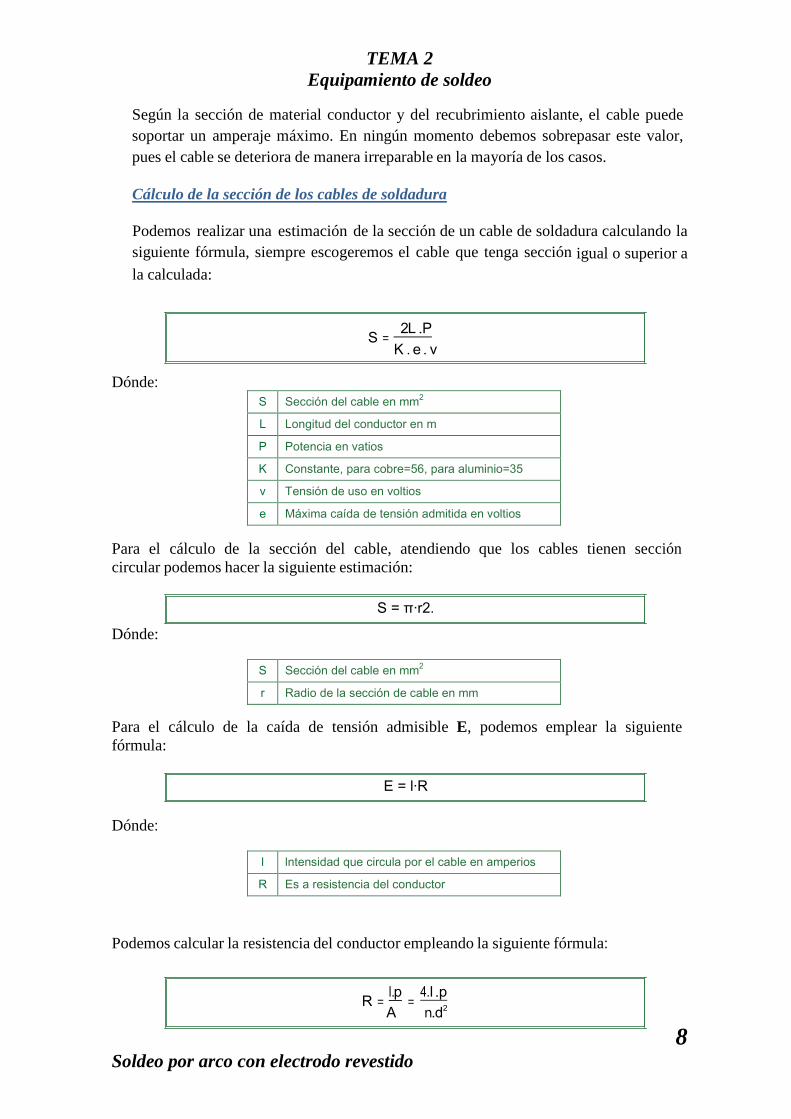
Podemos realizar una estimación de la sección de un cable de soldadura calculando la siguiente fórmula, siempre escogeremos el cable que tenga sección igual o superior a la calculada:
S = 2L . P K . e . v
Dónde:
S Sección del cable en mm2
L Longitud del conductor en m
P Potencia en vatios
K Constante, para cobre=56, para aluminio=35
v Tensión de uso en voltios
e Máxima caída de tensión admitida en voltios Para el cálculo de la sección del cable, atendiendo que los cables tienen sección circular podemos hacer la siguiente estimación:
S = π·r2.
Dónde:
S Sección del cable en mm2
r Radio de la sección de cable en mm
Para el cálculo de la caída de tensión admisible E, podemos emplear la siguiente fórmula:
E = l·R
Dónde:
l lntensidad que circula por el cable en amperios
R Es a resistencia del conductor
Podemos calcular la resistencia del conductor empleando la siguiente fórmula:
R = l. p
= 4. l . p
A n.d2
TEMA 2 Equipamiento de soldeo
9 Soldeo por arco con electrodo revestido
Dónde:
l Es la longitud del cable expresada en metros
A Es la sección del cable expresada en mm2
d Diámetro del cable expresado en mm
p Resistencia del material conductor del cable: • Cobre= 0,0171 Ohmxmm2/m • Aluminio=0,0278 Ohmxmm2/m
Siempre que nos sea posible, emplearemos las tablas suministradas por el fabricante del cable o del conector para estimar su dimensión. De las fórmulas anteriores podemos deducir que el cable necesario quedará determinado por la longitud del cable, el material del cable y la intensidad y el voltaje que vayamos a emplear. Ésta es básicamente la información que se cruza en las tablas para determinar qué cable o qué conector emplearemos.
2.1.3.2. Conectores de cables de soldadura
La mayoría de los equipos permiten intercambiar los cables de soldadura, principalmente para la sustitución por deterioro o por intercambio de cables con diferentes longitudes y secciones, según la carga de trabajo.
Por este motivo se han estandarizado los conectores de cable de soldadura, existen dos tipos de conectores convencionales:
• Conectores tipo clavija de vuelta (Fig.2.5).
• Conectores tipo lengüeta (Fig. 2.6).
Ambos conectores permiten la conexión de la pinza porta electrodos y la pinza de masa
con la fuente de potencia, también permiten conectar cables entre sí para formar alargos.
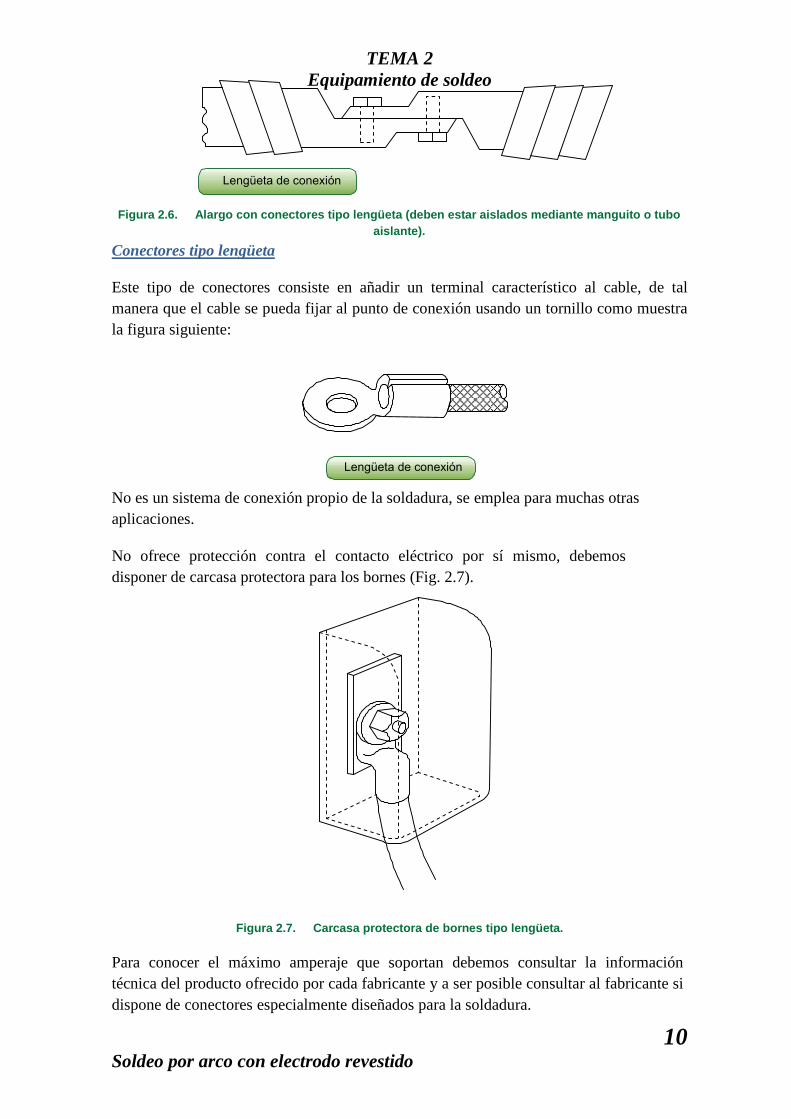
Figura 2.5. Alargo con conectores tipo clavija.
TEMA 2 Equipamiento de soldeo
10 Soldeo por arco con electrodo revestido
Lengüeta de conexión
Figura 2.6. Alargo con conectores tipo lengüeta (deben estar aislados mediante manguito o tubo
aislante).
Conectores tipo lengüeta
Este tipo de conectores consiste en añadir un terminal característico al cable, de tal manera que el cable se pueda fijar al punto de conexión usando un tornillo como muestra la figura siguiente:
Lengüeta de conexión No es un sistema de conexión propio de la soldadura, se emplea para muchas otras aplicaciones.
No ofrece protección contra el contacto eléctrico por sí mismo, debemos disponer de carcasa protectora para los bornes (Fig. 2.7).
Figura 2.7. Carcasa protectora de bornes tipo l engüeta.
Para conocer el máximo amperaje que soportan debemos consultar la información técnica del producto ofrecido por cada fabricante y a ser posible consultar al fabricante si dispone de conectores especialmente diseñados para la soldadura.

TEMA 2 Equipamiento de soldeo
11 Soldeo por arco con electrodo revestido
Es necesario tener la herramienta específica para insertar el conector en el cable. Cada fabricante puede ofrecer las suyas propias (Fig. 2.8).
Figura 2.8. Herramienta para empalmar cable y co nector a través de impacto con martillo.
Conectores tipo clavija % de vuelta
Los conectores tipo clavija son un sistema de conexión rápida, no necesitan ningún tipo de herramienta para hacer el cambio y garantizan el aislamiento eléctrico de la conexión.
Como todos los sistemas enchufables consta de macho y hembra.
La clavija macho tiene una espiga con un tetón en la punta. El conector hembra tiene una acanaladura, de tal forma que al insertarse ha de coincidir el tetón con la acanaladura, deben girar una respecto a otra por efecto de la acanaladura para realizar la conexión y quedar fijados.
Existen diferentes tamaños según la intensidad que pueden soportar. Pueden ser de enchufe a panel (con rosca pasamuros) o a cable (clavija) como muestra las figuras siguientes.
Conectores hembra contra panel (con rosca pasamuros)
TYPE mm2 mm mm Amp. Max*
TBEM 10-25 14 32 200
TBE 35-70 21 38 400
TBE 70-95 24 38 500
TYPE mm2 mm mm Amp. Max*
TBE 35-70 21 49 400

TEMA 2 Equipamiento de soldeo
12 Soldeo por arco con electrodo revestido
TBE 70-95 21 49 500
Conectores macho contra panel
Conector hembra contra cable (tipo clavija)
Conector macho contra cable (tipo clavija)
TEMA 2 Equipamiento de soldeo
13 Soldeo por arco con electrodo revestido
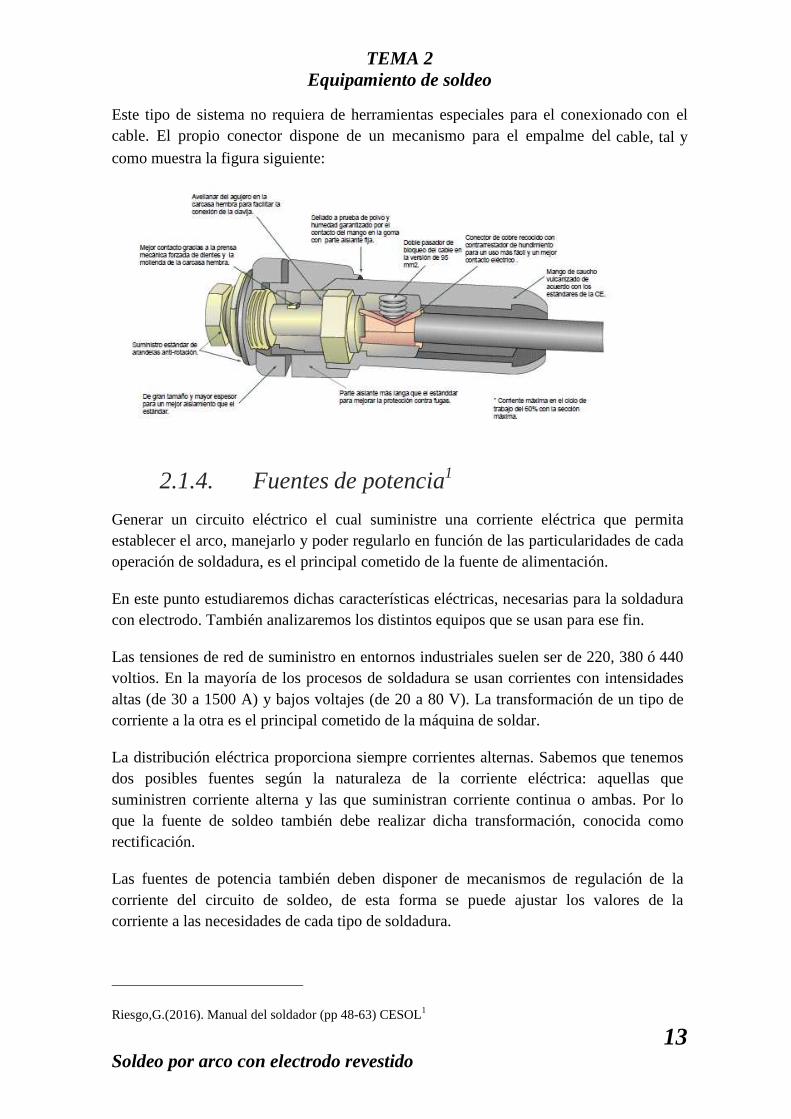
Este tipo de sistema no requiera de herramientas especiales para el conexionado con el cable. El propio conector dispone de un mecanismo para el empalme del cable, tal y como muestra la figura siguiente:
2.1.4. Fuentes de potencia1
Generar un circuito eléctrico el cual suministre una corriente eléctrica que permita establecer el arco, manejarlo y poder regularlo en función de las particularidades de cada operación de soldadura, es el principal cometido de la fuente de alimentación.
En este punto estudiaremos dichas características eléctricas, necesarias para la soldadura con electrodo. También analizaremos los distintos equipos que se usan para ese fin.
Las tensiones de red de suministro en entornos industriales suelen ser de 220, 380 ó 440 voltios. En la mayoría de los procesos de soldadura se usan corrientes con intensidades altas (de 30 a 1500 A) y bajos voltajes (de 20 a 80 V). La transformación de un tipo de corriente a la otra es el principal cometido de la máquina de soldar.
La distribución eléctrica proporciona siempre corrientes alternas. Sabemos que tenemos dos posibles fuentes según la naturaleza de la corriente eléctrica: aquellas que suministren corriente alterna y las que suministran corriente continua o ambas. Por lo que la fuente de soldeo también debe realizar dicha transformación, conocida como rectificación.
Las fuentes de potencia también deben disponer de mecanismos de regulación de la corriente del circuito de soldeo, de esta forma se puede ajustar los valores de la corriente a las necesidades de cada tipo de soldadura.
Riesgo,G.(2016). Manual del soldador (pp 48-63) CESOL1
TEMA 2 Equipamiento de soldeo
14 Soldeo por arco con electrodo revestido
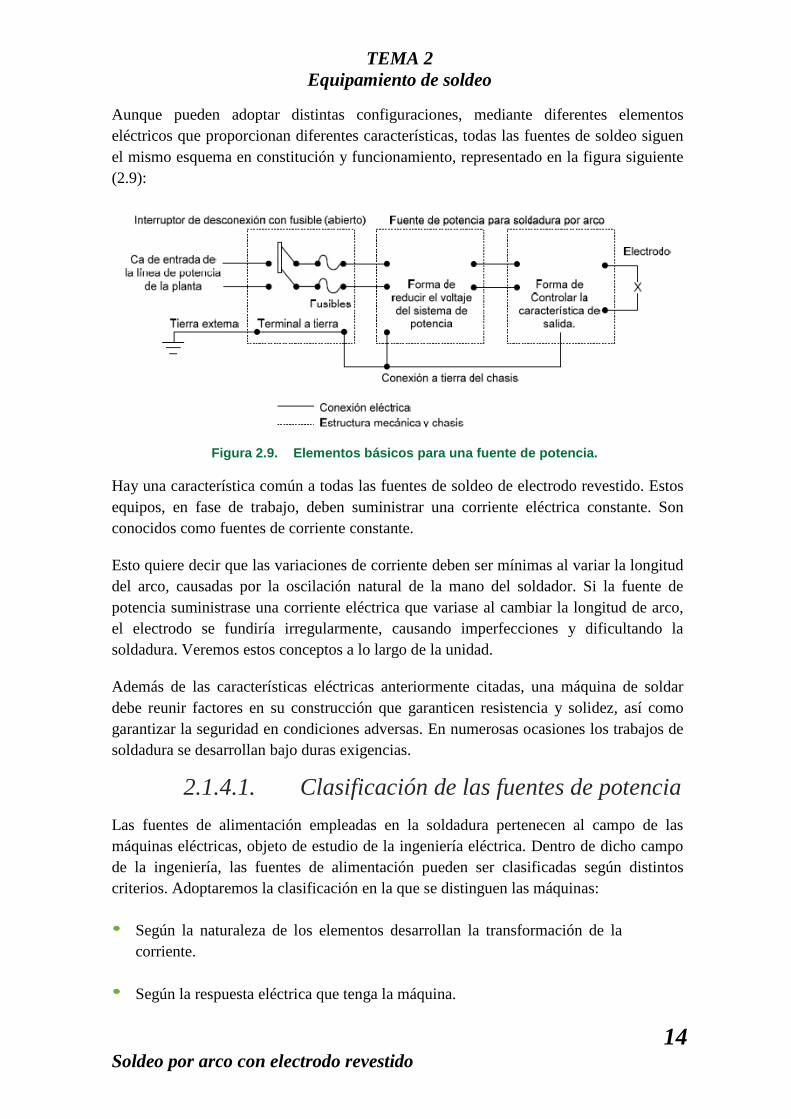
Aunque pueden adoptar distintas configuraciones, mediante diferentes elementos eléctricos que proporcionan diferentes características, todas las fuentes de soldeo siguen el mismo esquema en constitución y funcionamiento, representado en la figura siguiente (2.9):
Figura 2.9. Elementos básicos para una fuente de potencia.
Hay una característica común a todas las fuentes de soldeo de electrodo revestido. Estos equipos, en fase de trabajo, deben suministrar una corriente eléctrica constante. Son conocidos como fuentes de corriente constante.
Esto quiere decir que las variaciones de corriente deben ser mínimas al variar la longitud del arco, causadas por la oscilación natural de la mano del soldador. Si la fuente de potencia suministrase una corriente eléctrica que variase al cambiar la longitud de arco, el electrodo se fundiría irregularmente, causando imperfecciones y dificultando la soldadura. Veremos estos conceptos a lo largo de la unidad.
Además de las características eléctricas anteriormente citadas, una máquina de soldar debe reunir factores en su construcción que garanticen resistencia y solidez, así como garantizar la seguridad en condiciones adversas. En numerosas ocasiones los trabajos de soldadura se desarrollan bajo duras exigencias.
2.1.4.1. Clasificación de las fuentes de potencia
Las fuentes de alimentación empleadas en la soldadura pertenecen al campo de las máquinas eléctricas, objeto de estudio de la ingeniería eléctrica. Dentro de dicho campo de la ingeniería, las fuentes de alimentación pueden ser clasificadas según distintos criterios. Adoptaremos la clasificación en la que se distinguen las máquinas:
• Según la naturaleza de los elementos desarrollan la transformación de la corriente.
• Según la respuesta eléctrica que tenga la máquina.
TEMA 2 Equipamiento de soldeo
15 Soldeo por arco con electrodo revestido
• Según NEMA.
2.1.4.2. Clasificación de las fuentes según elementos de constitución
Por existir grandes diferencias de funcionamiento y constitución, podemos agrupar las fuentes de potencia para soldadura según dispongan de elementos en movimiento para transformar la energía o bien no los tengan.
Diferenciamos pues entre máquinas estáticas y máquinas rotativas.
Las principales máquinas rotativas para soldadura con electrodo revestido son:
• Alternadores.
• Generadores.
Las principales máquinas estáticas empleadas en soldadura con electrodo revestido son:
• Transformadores.
• Transformadores rectificadores.
• Transformadores rectificadores con inversor (tecnología inverter).
Maquinas estáticas
Son máquinas estáticas aquellas que aprovechando las propiedades electromagnéticas de la corriente eléctrica, transforman la corriente de suministroen corriente apta para la
soldadura sin disponer de elementos en movimiento.
• El Transformador
Los transformadores son máquinas eléctricas estáticas que transforman los valores de intensidad y voltaje de la corriente eléctrica de la red de suministro, para tener un voltaje y corriente adecuados en el circuito de soldeo.
Para aquellos que desconozcan la tecnología eléctrica, daremos un breve repaso a los principios de funcionamiento del transformador.
Su funcionamiento está basado en el siguiente principio físico: al circular corriente eléctrica a través de un conductor se genera un campo magnético entorno al conductor. A su vez, si un campo magnético variable atraviesa un conductor se crea una corriente eléctrica en dicho conductor.

TEMA 2 Equipamiento de soldeo
16 Soldeo por arco con electrodo revestido
Si arrollamos el conductor, creando una bobina, los efectos se potencian. Si además hacemos que el campo magnético circule a través de un núcleo material ferro magnético, en lugar de por el aire, los efectos del transformador se optimizan.
Figura 2.10. Esquema de funcionamiento de un con ductor.
Para comprender el funcionamiento del transformador podemos seguir la representación esquemática de la figura anterior (Fig.2.10). La bobina B (también conocida como primario) recibe corriente de la red de suministro, con valores de baja intensidad y alto voltaje. Esta bobina genera un campo magnético variable y éste se propaga por el núcleo ferro magnético. El campo magnético induce una corriente eléctrica en la bobina A (también conocida como secundario), de mayor corriente y menor voltaje. La corriente inducida en la bobina B es la corriente que empleamos para soldar.
La transformación de tensión y corriente son proporcionales al número de vueltas (conocidos como espiras) que tiene cada una de las bobinas del transformador.
La relación de transformación entre las magnitudes eléctricas dentro del transformador se relacionan de la siguiente manera:
N1 =
V1 =
I1
N2 V2 I2
Dónde:
N1 Número de vueltas del devanado primario del trasformador
N2 Número de vueltas del devanado secundario del transformador
V1 Voltaje de entrada del transformador
V2 Voltaje de salida del transformador
l1 Corriente de entrada
l2 Corriente de salida

TEMA 2 Equipamiento de soldeo
17 Soldeo por arco con electrodo revestido
La corriente de suministro proporciona altos voltajes y bajas intensidades. En soldadura por norma general se emplean corrientes de bajo voltaje y altas intensidades.
Este tipo de máquina sólo transforma la corriente, en ningún momento cambia la naturaleza de la corriente, por lo que en el circuito de soldeo tendremos siempre corriente alterna.
Esto es fácil de observar, la fuente de alimentación no dispone de la posibilidad de intercambiar la posición de la pinza porta electrodos, o si esta dispone de conectores intercambiables, estos no están marcados con el signo positivo y negativo.
Es la fuente de potencia más sencilla mediante la cual se puede soldar con electrodo
revestido (Fig. 2.11).
Figura 2.11. Aspecto característico de un transf ormador de soldadura
• El transformador rectificador2
Las fuentes de alimentación implementadas con transformador rectificador constan de las funciones de un transformador y la funcionalidad de un dispositivo que rectifica la corriente. Este equipo, como podemos deducir, dispone de un nuevo dispositivo, el rectificador de corriente.
El transformador realiza las mismas funciones de transformación de corriente que hemos visto en el punto anterior.
El nuevo dispositivo, el rectificador de corriente, realiza un cambio sobre la naturaleza de la corriente, recibe corriente alterna y entrega corriente continua.
2 http://www.lincolnelectric.com/es-mx/equipment/stick-welders/Pages/stick-welders.aspx http://www.esab.es/es/sp/products/index.cfm?fuseaction=home.productsbycategory&catId=12 https://www.oerlikon-welding.com/es/citorod
TEMA 2 Equipamiento de soldeo
18 Soldeo por arco con electrodo revestido
De nuevo las propiedades físicas de ciertos componentes, proporcionan las características de funcionamiento al rectificador.
Principalmente los rectificadores de corriente consisten en montajes con diodos o tiristores. Ambos son componentes electrónicos que basan su funcionamiento en las propiedades físicas de los semiconductores.
Estos componentes tienen la característica de dejar pasar la corriente sólo en un sentido, por lo que elimina uno de los semiciclos de la corriente alterna. Sobreponiendo semiciclos de corriente alterna muy próximos y de manera continua, se obtiene una corriente prácticamente continua.
En este caso nuestra fuente de soldadura si posibilitará el intercambio de terminal de la pinza porta electrodos. Los terminales irán marcados con el símbolo positivo y negativo sobre cada uno o bien designados como pinza o masa.
Si sobre los terminales está marcada la designación masa y pinza, deberemos entender que dicha conexión corresponde a la posición del porta electrodos en polaridad directa (también denominada CCEN: Corriente Continua Electrodo al Negativo).
Es posible que el equipo permita seleccionar entre corriente alterna y continua en el circuito de soldadura, conectando o desconectando el rectificador.
• Transformador rectificador con inversor (tecnología inverter) (Fig. 2.12)3
Este tipo de máquina integra una serie de componentes electrónicos, que añadidos al funcionamiento del ya conocido transformador rectificador, logra unas propiedades excelentes para la soldadura.
En primer lugar el equipo transforma la corriente alterna de entrada en corriente continua.
Esta corriente continua se aplica al inversor, el cual la transforma en corriente alterna de onda cuadrada de alta frecuencia (entre 1 y 50 KHz; la frecuencia de la corriente de suministro es de 50Hz).
Esta corriente de alta frecuencia se pasa al transformador para cambiar los valores de tensión y corriente, a continuación se vuelve a rectificar para tener corriente continua en el circuito de soldadura.
3 http://www.lincolnelectric.com/es-mx/equipment/multi-process-welders/Pages/multi-process-welders.aspx https://www.oerlikon-welding.com/es/miniarc
TEMA 2 Equipamiento de soldeo
19 Soldeo por arco con electrodo revestido
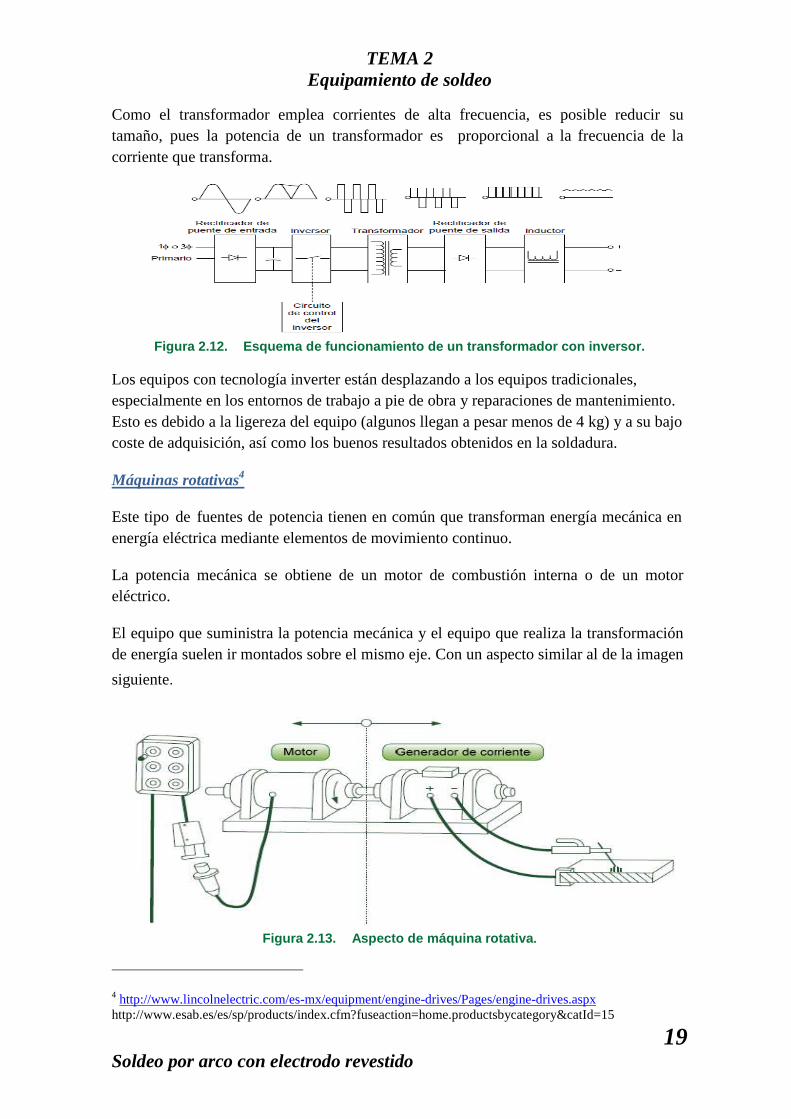
Como el transformador emplea corrientes de alta frecuencia, es posible reducir su tamaño, pues la potencia de un transformador es proporcional a la frecuencia de la corriente que transforma.
Figura 2.12. Esquema de funcionamiento de un tra nsformador con inversor.
Los equipos con tecnología inverter están desplazando a los equipos tradicionales, especialmente en los entornos de trabajo a pie de obra y reparaciones de mantenimiento. Esto es debido a la ligereza del equipo (algunos llegan a pesar menos de 4 kg) y a su bajo coste de adquisición, así como los buenos resultados obtenidos en la soldadura.
Máquinas rotativas4
Este tipo de fuentes de potencia tienen en común que transforman energía mecánica en energía eléctrica mediante elementos de movimiento continuo.
La potencia mecánica se obtiene de un motor de combustión interna o de un motor eléctrico.
El equipo que suministra la potencia mecánica y el equipo que realiza la transformación de energía suelen ir montados sobre el mismo eje. Con un aspecto similar al de la imagen
siguiente.
Figura 2.13. Aspecto de máquina rotativa .
4 http://www.lincolnelectric.com/es-mx/equipment/engine-drives/Pages/engine-drives.aspx http://www.esab.es/es/sp/products/index.cfm?fuseaction=home.productsbycategory&catId=15
TEMA 2 Equipamiento de soldeo
20 Soldeo por arco con electrodo revestido
En este tipo de fuente se produce corriente eléctrica porque un conductor se desplaza dentro del campo magnético, independientemente de que esté fijo el conductor o el campo magnético.
Según su constitución se distinguen dos tipos de máquinas:
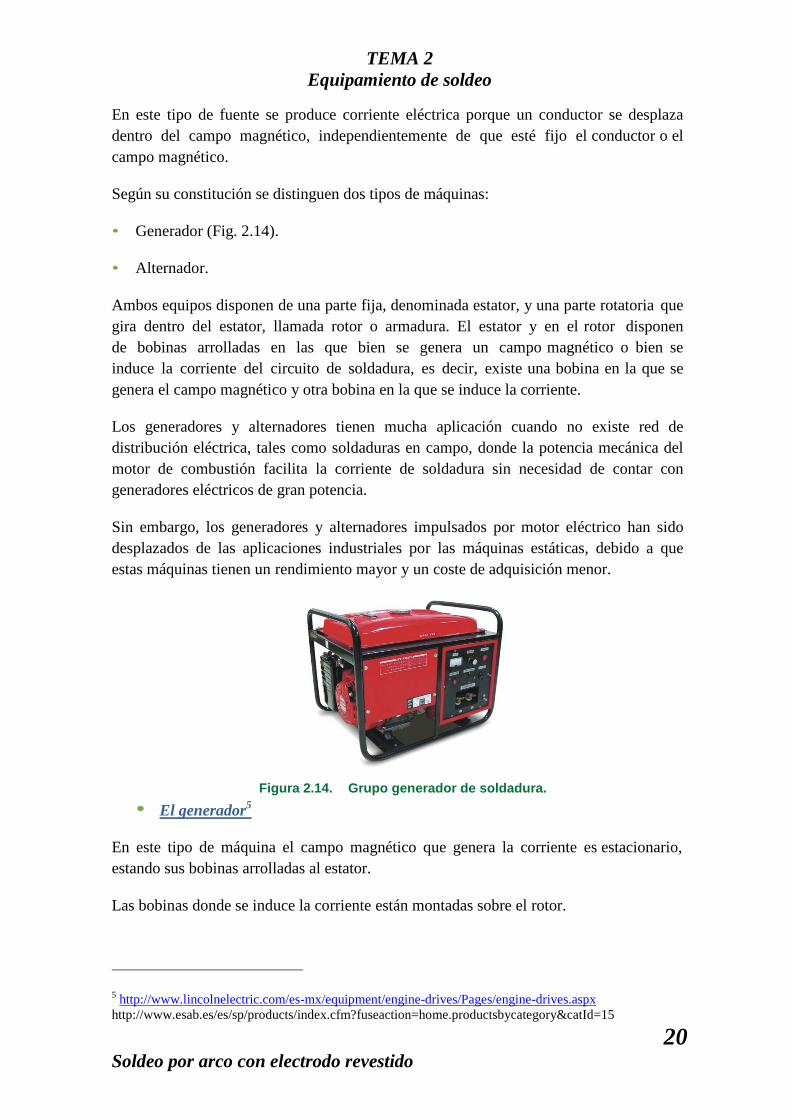
• Generador (Fig. 2.14).
• Alternador.
Ambos equipos disponen de una parte fija, denominada estator, y una parte rotatoria que gira dentro del estator, llamada rotor o armadura. El estator y en el rotor disponen de bobinas arrolladas en las que bien se genera un campo magnético o bien se induce la corriente del circuito de soldadura, es decir, existe una bobina en la que se genera el campo magnético y otra bobina en la que se induce la corriente.
Los generadores y alternadores tienen mucha aplicación cuando no existe red de distribución eléctrica, tales como soldaduras en campo, donde la potencia mecánica del motor de combustión facilita la corriente de soldadura sin necesidad de contar con generadores eléctricos de gran potencia.
Sin embargo, los generadores y alternadores impulsados por motor eléctrico han sido desplazados de las aplicaciones industriales por las máquinas estáticas, debido a que estas máquinas tienen un rendimiento mayor y un coste de adquisición menor.
Figura 2.14. Grupo generador de soldadura.
• El generador5
En este tipo de máquina el campo magnético que genera la corriente es estacionario, estando sus bobinas arrolladas al estator.
Las bobinas donde se induce la corriente están montadas sobre el rotor.
5 http://www.lincolnelectric.com/es-mx/equipment/engine-drives/Pages/engine-drives.aspx http://www.esab.es/es/sp/products/index.cfm?fuseaction=home.productsbycategory&catId=15
TEMA 2 Equipamiento de soldeo
21 Soldeo por arco con electrodo revestido
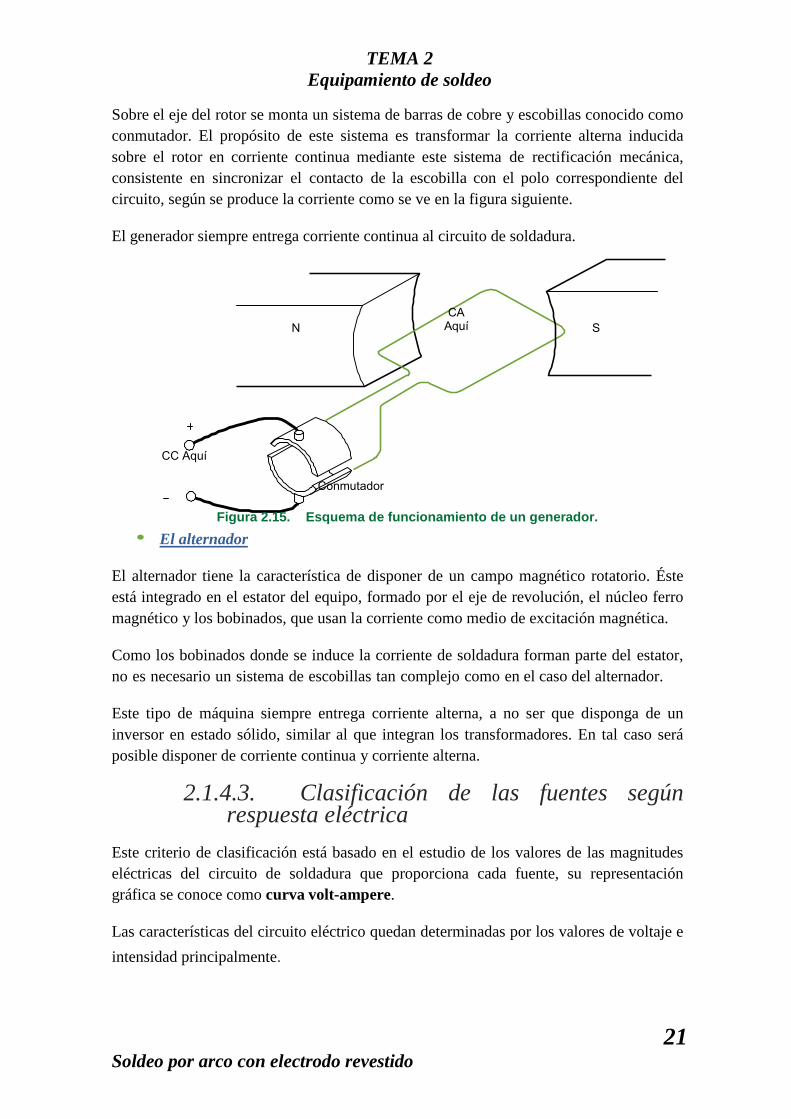
Sobre el eje del rotor se monta un sistema de barras de cobre y escobillas conocido como conmutador. El propósito de este sistema es transformar la corriente alterna inducida sobre el rotor en corriente continua mediante este sistema de rectificación mecánica, consistente en sincronizar el contacto de la escobilla con el polo correspondiente del circuito, según se produce la corriente como se ve en la figura siguiente.
El generador siempre entrega corriente continua al circuito de soldadura.
CA N Aquí S
CC Aquí
Conmutador
Figura 2.15. Esquema de funcionamiento de un gen erador.
• El alternador
El alternador tiene la característica de disponer de un campo magnético rotatorio. Éste está integrado en el estator del equipo, formado por el eje de revolución, el núcleo ferro magnético y los bobinados, que usan la corriente como medio de excitación magnética.
Como los bobinados donde se induce la corriente de soldadura forman parte del estator, no es necesario un sistema de escobillas tan complejo como en el caso del alternador.
Este tipo de máquina siempre entrega corriente alterna, a no ser que disponga de un inversor en estado sólido, similar al que integran los transformadores. En tal caso será posible disponer de corriente continua y corriente alterna.
2.1.4.3. Clasificación de las fuentes según respuesta eléctrica
Este criterio de clasificación está basado en el estudio de los valores de las magnitudes eléctricas del circuito de soldadura que proporciona cada fuente, su representación gráfica se conoce como curva volt-ampere.
Las características del circuito eléctrico quedan determinadas por los valores de voltaje e
intensidad principalmente.
TEMA 2 Equipamiento de soldeo
22 Soldeo por arco con electrodo revestido
Tens
ión
(V)
Para determinar el comportamiento de la fuente, debemos estudiar todos los valores de tensión y corriente que la fuente puede proporcionar. Con este fin, se hace uso de un dispositivo eléctrico de resistencia variable, el cual, mediante las pertinentes mediciones, nos permite estudiar el circuito de soldadura en todos sus puntos de trabajo.
Según el tipo de respuesta podemos distinguir entre dos tipos de fuentes:
• Fuentes de corriente constante.
• Fuentes de voltaje constante.
• Fuentes de intensidad constante6
La NEMA (Asociación Americana de Fabricantes Eléctricos) define la fuente de potencia para soldadura con arco eléctrico de corriente constante como una máquina que cuenta con un mecanismo para ajustar la corriente de carga y tiene una curva volt-ampere estática que tiende a producir una corriente de carga relativamente constante.
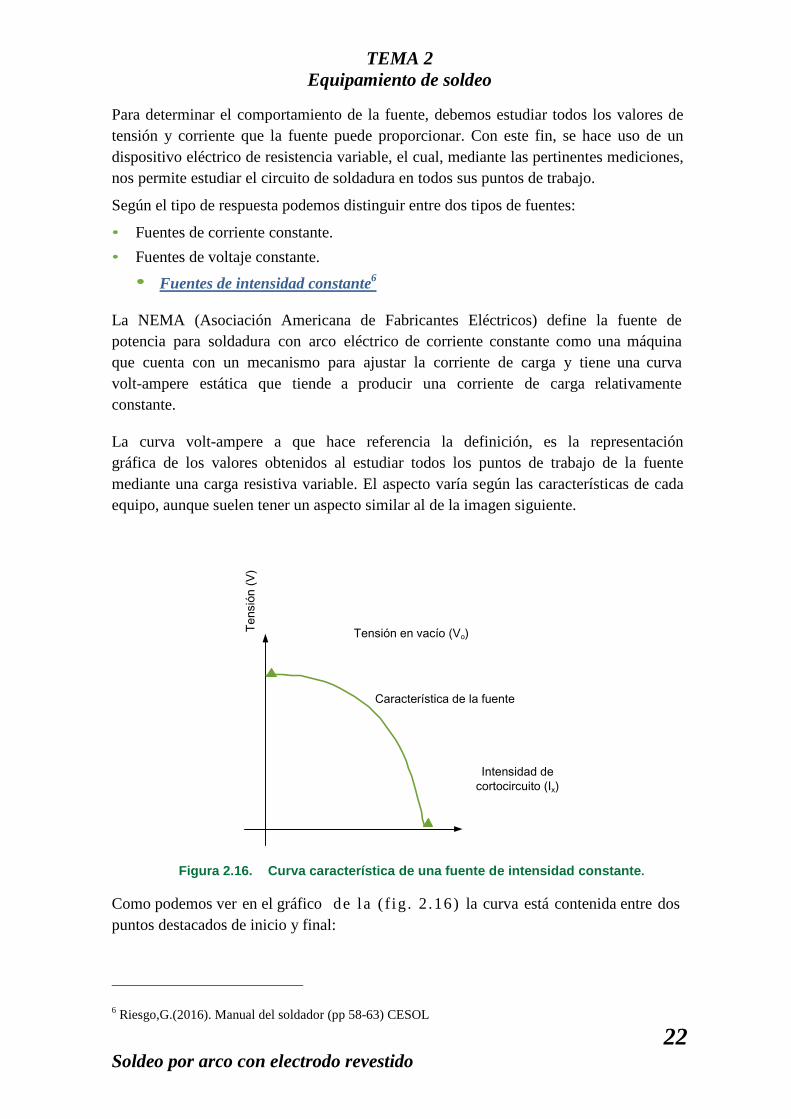
La curva volt-ampere a que hace referencia la definición, es la representación gráfica de los valores obtenidos al estudiar todos los puntos de trabajo de la fuente mediante una carga resistiva variable. El aspecto varía según las características de cada equipo, aunque suelen tener un aspecto similar al de la imagen siguiente.
Tensión en vacío (Vo)
Característica de la fuente
Intensidad de cortocircuito (Ix)
Figura 2.16. Curva característica de una fuente de intensidad constante .
Como podemos ver en el gráfico de la ( f ig. 2.16) la curva está contenida entre dos puntos destacados de inicio y final:
6 Riesgo,G.(2016). Manual del soldador (pp 58-63) CESOL
TEMA 2 Equipamiento de soldeo
23 Soldeo por arco con electrodo revestido
• VO: tensión de vacío: es la máxima tensión que puede suministrar la
fuente. Corresponde al valor obtenido cuando no se está soldando y el equipo está encendido.
• Icc: intensidad de cortocircuito: es la máxima intensidad que suministra la
fuente, cuando el electrodo y la pieza están en contacto directo.
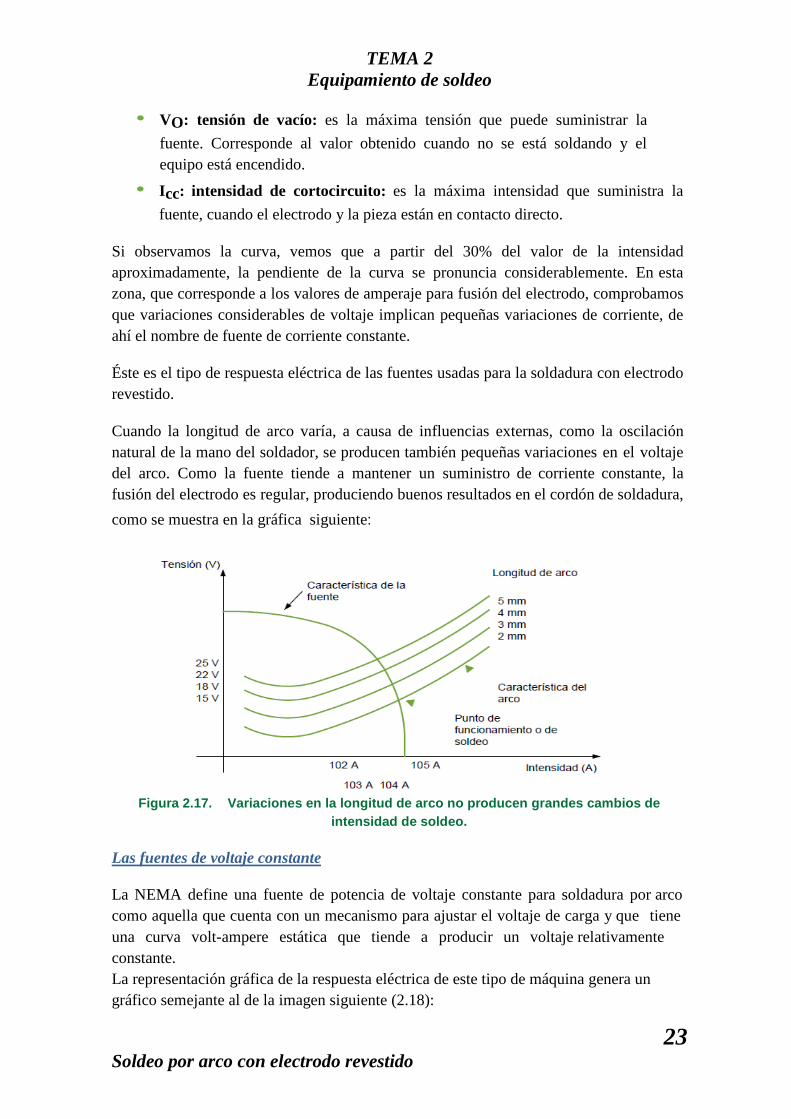
Si observamos la curva, vemos que a partir del 30% del valor de la intensidad aproximadamente, la pendiente de la curva se pronuncia considerablemente. En esta zona, que corresponde a los valores de amperaje para fusión del electrodo, comprobamos que variaciones considerables de voltaje implican pequeñas variaciones de corriente, de ahí el nombre de fuente de corriente constante.
Éste es el tipo de respuesta eléctrica de las fuentes usadas para la soldadura con electrodo revestido.
Cuando la longitud de arco varía, a causa de influencias externas, como la oscilación natural de la mano del soldador, se producen también pequeñas variaciones en el voltaje del arco. Como la fuente tiende a mantener un suministro de corriente constante, la fusión del electrodo es regular, produciendo buenos resultados en el cordón de soldadura,
como se muestra en la gráfica siguiente:
Figura 2.17. Variaciones en la longitud de arco no producen grandes cambios de
intensidad de soldeo.
Las fuentes de voltaje constante
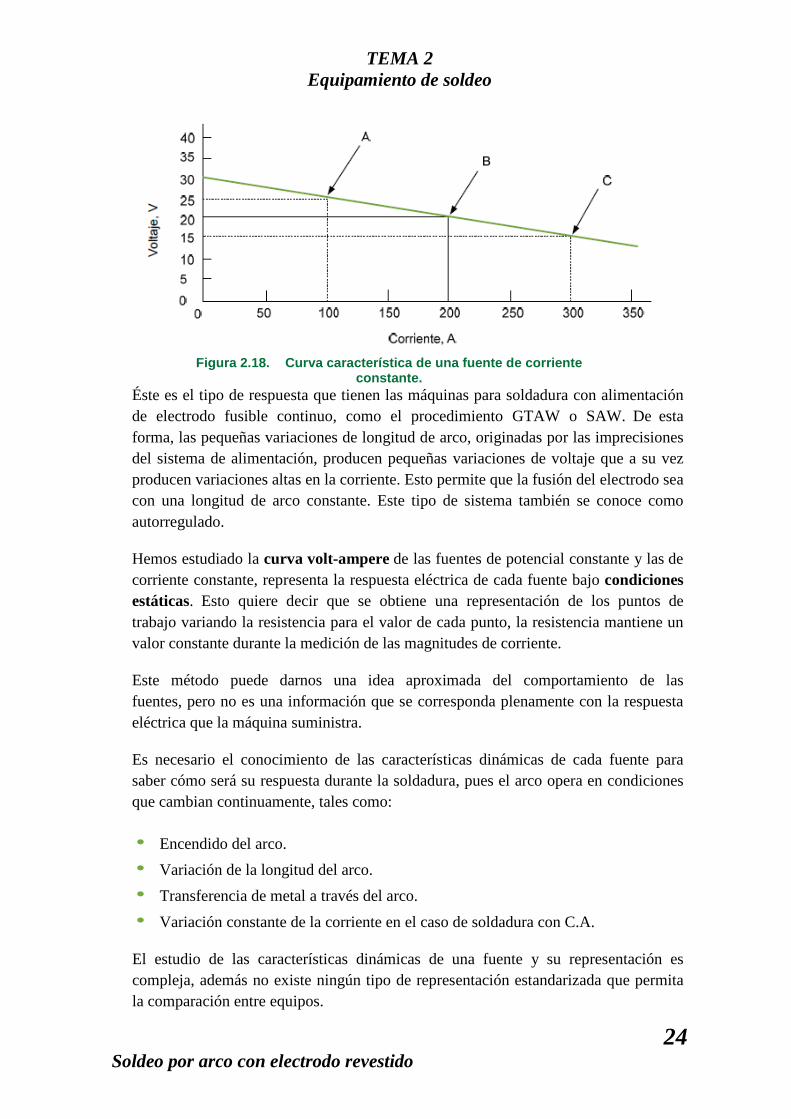
La NEMA define una fuente de potencia de voltaje constante para soldadura por arco como aquella que cuenta con un mecanismo para ajustar el voltaje de carga y que tiene una curva volt-ampere estática que tiende a producir un voltaje relativamente constante. La representación gráfica de la respuesta eléctrica de este tipo de máquina genera un gráfico semejante al de la imagen siguiente (2.18):
TEMA 2 Equipamiento de soldeo
24 Soldeo por arco con electrodo revestido
Figura 2.18. Curva característica de una fuente de corriente
constante. Éste es el tipo de respuesta que tienen las máquinas para soldadura con alimentación de electrodo fusible continuo, como el procedimiento GTAW o SAW. De esta forma, las pequeñas variaciones de longitud de arco, originadas por las imprecisiones del sistema de alimentación, producen pequeñas variaciones de voltaje que a su vez producen variaciones altas en la corriente. Esto permite que la fusión del electrodo sea con una longitud de arco constante. Este tipo de sistema también se conoce como autorregulado.
Hemos estudiado la curva volt-ampere de las fuentes de potencial constante y las de corriente constante, representa la respuesta eléctrica de cada fuente bajo condiciones estáticas. Esto quiere decir que se obtiene una representación de los puntos de trabajo variando la resistencia para el valor de cada punto, la resistencia mantiene un valor constante durante la medición de las magnitudes de corriente.
Este método puede darnos una idea aproximada del comportamiento de las fuentes, pero no es una información que se corresponda plenamente con la respuesta eléctrica que la máquina suministra.
Es necesario el conocimiento de las características dinámicas de cada fuente para saber cómo será su respuesta durante la soldadura, pues el arco opera en condiciones que cambian continuamente, tales como:
• Encendido del arco.
• Variación de la longitud del arco.
• Transferencia de metal a través del arco.
• Variación constante de la corriente en el caso de soldadura con C.A.
El estudio de las características dinámicas de una fuente y su representación es compleja, además no existe ningún tipo de representación estandarizada que permita la comparación entre equipos.

TEMA 2 Equipamiento de soldeo
25 Soldeo por arco con electrodo revestido
Los cambios que sufre el circuito de soldadura pueden ocurrir en intervalos inferiores a 0.001 s, produciéndose cambios significativos en el estado del arco en este tiempo que afectan a la calidad de la soldadura.
Las fuentes de potencia deben responder con prontitud a estas demandas para producir soldaduras de calidad.
Por eso, equipos con el mismo comportamiento estático, pueden diferir mucho en la ejecución de la soldadura.
Entre las características constructivas de los equipos que afectan y mejoran las características dinámicas destacan:
• Pilas de condensadores en paralelo al circuito de soldadura, ofreciendo almacenamiento local de la energía transitoria.
• Sistemas de inductancia en serie proporcionando también almacenamiento de energía.
• Controles electrónicos de lazo cerrado en sistemas regulados automáticamente.
• Sistemas de modificación de forma o frecuencia de onda.
Entre los beneficios más destacados de los equipos que disponen de mejor respuesta dinámica destacamos:
• Transferencia de metal más uniforme.
• Reducción de las proyecciones de metal.
• Menor turbulencia en el baño de fusión.
2.1.4.4. Clasificación según NEMA
La NEMA (National Electric Manufacturers Association) clasifica las fuentes de potencia para soldadura por arco eléctrico basándose en el ciclo de trabajo.
Distingue tres grupos de fuentes:
• Clase 1.
• Clase 11.
• Clase 111.
Una máquina para soldadura NEMA Clase 1 se caracteriza para la salida especificada con unos ciclos de trabajo de 60, 80 ó 100%. Se marcarán como:
• NEMA Clase 1 (60).
• NEMA Clase 1 (80).
TEMA 2 Equipamiento de soldeo
26 Soldeo por arco con electrodo revestido
• NEMA Clase 1 (100).
Una máquina NEMA Clase 11 mantendrá ciclos de trabajo de 30, 40 ó 50% para la salida especificada. Se marcarán de la siguiente manera:
• NEMA Clase 11 (30).
• NEMA Clase 11 (40).
• NEMA Clase 11 (50).
Una máquina NEMA Clase 111 mantendrá ciclos de trabajo de 20% para la salida especificada. Se marcarán de la siguiente manera:
• NEMA Clase 111 (20).
Además de los ciclos de trabajo la NEMA especifica la corriente y el voltaje de salida.
Las corrientes especificadas de salida según la clase de máquina son las siguientes:
• Clase 1: 200, 250, 300, 400, 500, 600, 800, 1000, 1200, 1500 A.
• Clase 11: 150, 175, 200, 225, 250, 300, 350 A.
• Clase 111: 180-230, 235-295 A. El voltaje de carga especificado será:
• V = 20 + 0.04 1 (1 es la corriente de carga) para fuentes de menos de 500 A.
• 44 V para máquinas de más de 600 A.
Los requisitos de entrada eléctrica para las máquinas con transformador se clasifican:
• NEMA Clases 1 y 11:
o 60 Hz: 220, 230, 460 y 575 V.
o 50 Hz: 220, 380, 440 V.
• NEMA Clase 111:
o 50 ó 60 Hz: 230 V.
Adicionalmente la NEMA define las fuentes de potencia para la soldadura como aquellas que cumplen las siguientes propiedades:
TEMA 2 Equipamiento de soldeo
27 Soldeo por arco con electrodo revestido
• Una máquina de corriente constante, voltaje constante o corriente y voltaje constante.
• Una máquina de un solo operador.
• Una de las siguientes:
o Fuente de potencia para soldadura por arco de generador de cc.
o Fuente de potencia para soldadura por arco de alternador de ca.
o Fuente de potencia para soldadura por arco de alternador-rectificador de cc o ca/cc.
o Fuente de potencia para soldadura por arco de transformador de ca.
o Fuente de potencia para soldadura por arco de transformador- rectificador de cc.
o Fuente de potencia para soldadura por arco de transformador- rectificador de ca/cc.
2.1.4.5. Regulación de la corriente de soldadura
La función más importante de la fuente de potencia para soldadura es permitir al operario modificar las magnitudes de la corriente eléctrica, adecuándola a cada situación de soldadura.
Principalmente las fuentes de potencia para soldadura con arco eléctrico permiten ajustar el voltaje, la corriente o ambos.
En este punto vamos a estudiar las diferentes tecnologías que usan las máquinas para permitir dichos controles.
Por existir una gran diferencia constructiva y de funcionamiento, también en los métodos de control de corriente de soldeo, agruparemos para su estudio las máquinas de la siguiente manera:
• Máquinas del tipo transformador rectificador.
• Máquinas del tipo generador alternador.
2.1.4.6. Regulación de corriente de las máquinas del tipo transformador rectificador
TEMA 2 Equipamiento de soldeo
28 Soldeo por arco con electrodo revestido
En este punto vamos a estudiar las principales tecnologías existentes para controlar la potencia del circuito de soldadura en las máquinas del tipo transformador rectificador.
Las clasificamos según el método empleado para dicha modificación en:
• Variación de la inducción magnética.
• Variación del número de espiras del bobinado.
• Uso de corrientes de control.
Variación de la inducción magnética
Como hemos visto en el punto dedicado al transformador, el cambio en las magnitudes de corriente se produce por la diferencia de espiras entre los bobinados, aunque la potencia final obtenida sobre la bobina del secundario depende del acople magnético entre las bobinas, es decir, la potencia eléctrica generada sobre el secundario depende de la intensidad del campo magnético que induce la corriente.
Existen diferentes métodos para que el operario pueda controlar la inducción magnética sobre la bobina del secundario del transformador o sobre un reactor en serie con el circuito de soldadura y de esta manera controlar los valores de corriente:
• Bobina móvil.
• Derivación de núcleo móvil.
• Reactor de núcleo móvil.
Todas estas tecnologías tienen una característica común, que hace que sean fácilmente identificables.
Para los tres tipos es necesario contar con un desplazamiento de alguno de los elementos de la máquina, por lo que ésta debe contar con volantes o palancas giratorias para proporcionar dicho desplazamiento.
Este tipo de control difiere mucho de otros tipos de controles, como los controlados por rosca fina o por selectores tipo llave.
• Control por bobina móvil
Un transformador con control por bobina móvil consiste esencialmente en un núcleo alargado donde están insertadas las dos bobinas, una de las cuales dispone de un mecanismo para poder desplazar mecánicamente una de las bobinas, mientras la otra mantiene su posición fija.
En la mayoría de los equipos la bobina del secundario permanece fija, siendo la bobina primaria la que se desplaza.
TEMA 2 Equipamiento de soldeo
29 Soldeo por arco con electrodo revestido
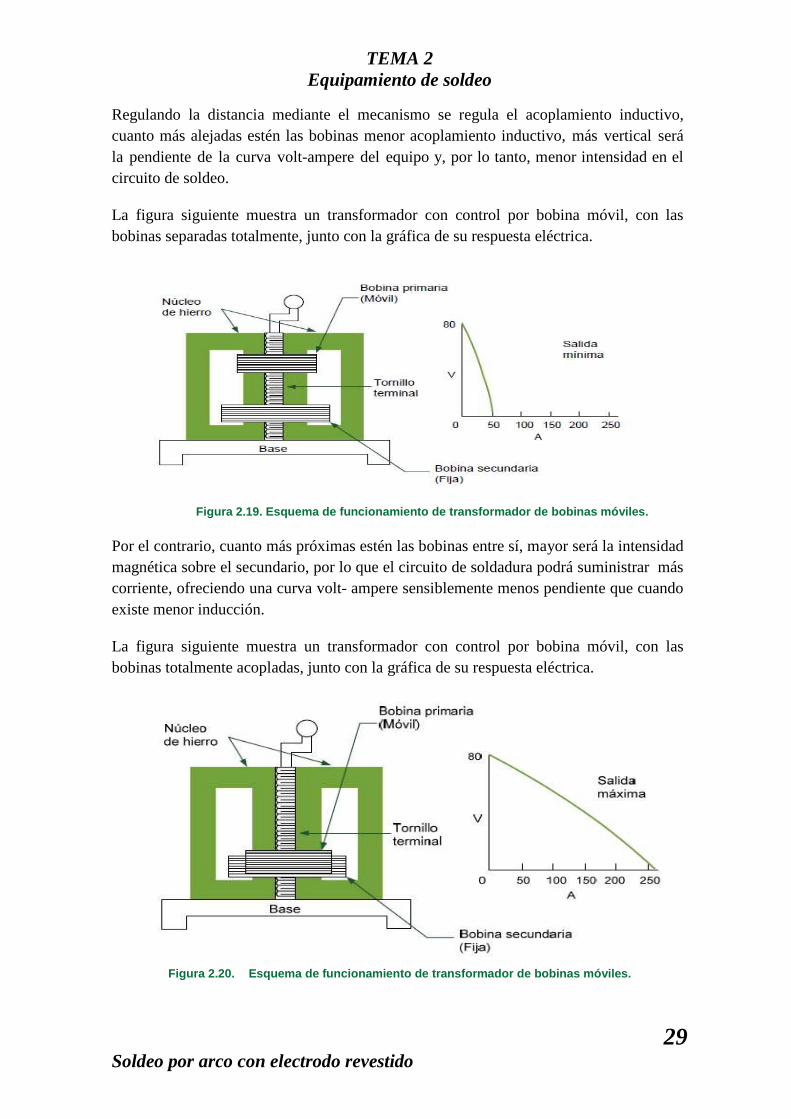
Regulando la distancia mediante el mecanismo se regula el acoplamiento inductivo, cuanto más alejadas estén las bobinas menor acoplamiento inductivo, más vertical será la pendiente de la curva volt-ampere del equipo y, por lo tanto, menor intensidad en el circuito de soldeo.
La figura siguiente muestra un transformador con control por bobina móvil, con las bobinas separadas totalmente, junto con la gráfica de su respuesta eléctrica.
Figura 2.19. Esquema de funcionamiento de transform ador de bobinas móviles.
Por el contrario, cuanto más próximas estén las bobinas entre sí, mayor será la intensidad magnética sobre el secundario, por lo que el circuito de soldadura podrá suministrar más corriente, ofreciendo una curva volt- ampere sensiblemente menos pendiente que cuando existe menor inducción.
La figura siguiente muestra un transformador con control por bobina móvil, con las bobinas totalmente acopladas, junto con la gráfica de su respuesta eléctrica.
Figura 2.20. Esquema de funcionamiento de transf ormador de bobinas móviles.
TEMA 2 Equipamiento de soldeo
30 Soldeo por arco con electrodo revestido
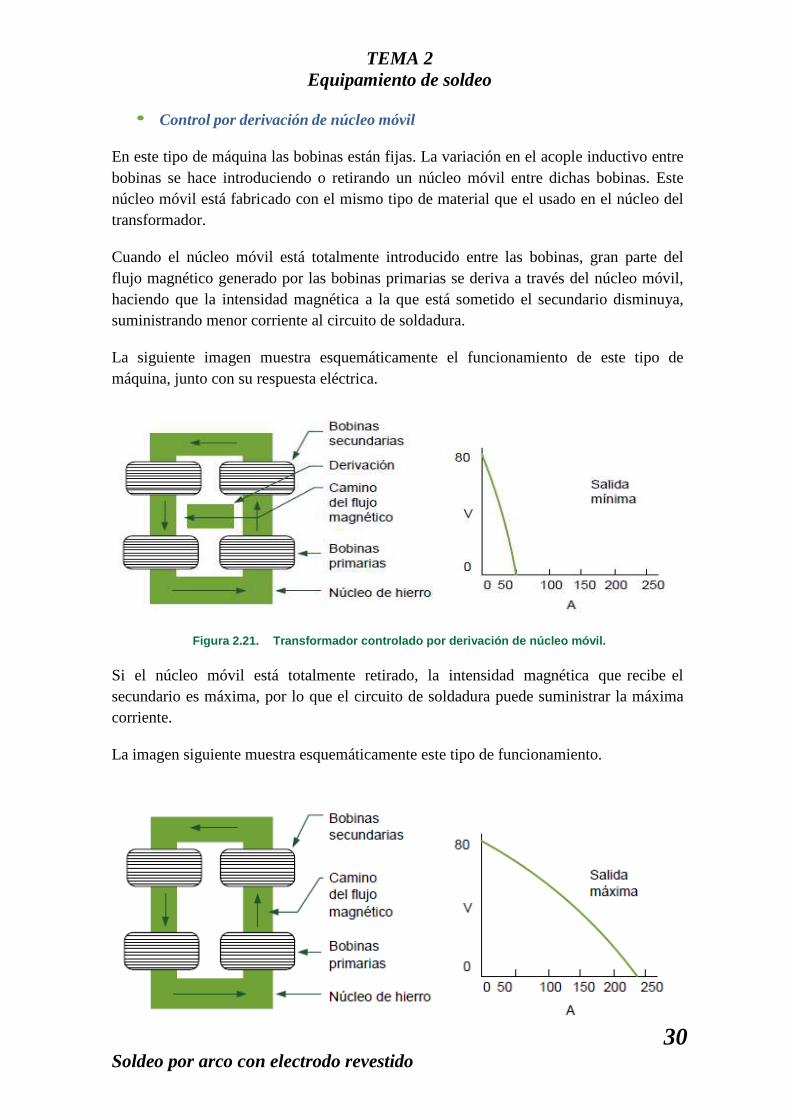
• Control por derivación de núcleo móvil
En este tipo de máquina las bobinas están fijas. La variación en el acople inductivo entre bobinas se hace introduciendo o retirando un núcleo móvil entre dichas bobinas. Este núcleo móvil está fabricado con el mismo tipo de material que el usado en el núcleo del transformador.
Cuando el núcleo móvil está totalmente introducido entre las bobinas, gran parte del flujo magnético generado por las bobinas primarias se deriva a través del núcleo móvil, haciendo que la intensidad magnética a la que está sometido el secundario disminuya, suministrando menor corriente al circuito de soldadura.
La siguiente imagen muestra esquemáticamente el funcionamiento de este tipo de máquina, junto con su respuesta eléctrica.
Figura 2.21. Transformador controlado por deriva ción de núcleo móvil.
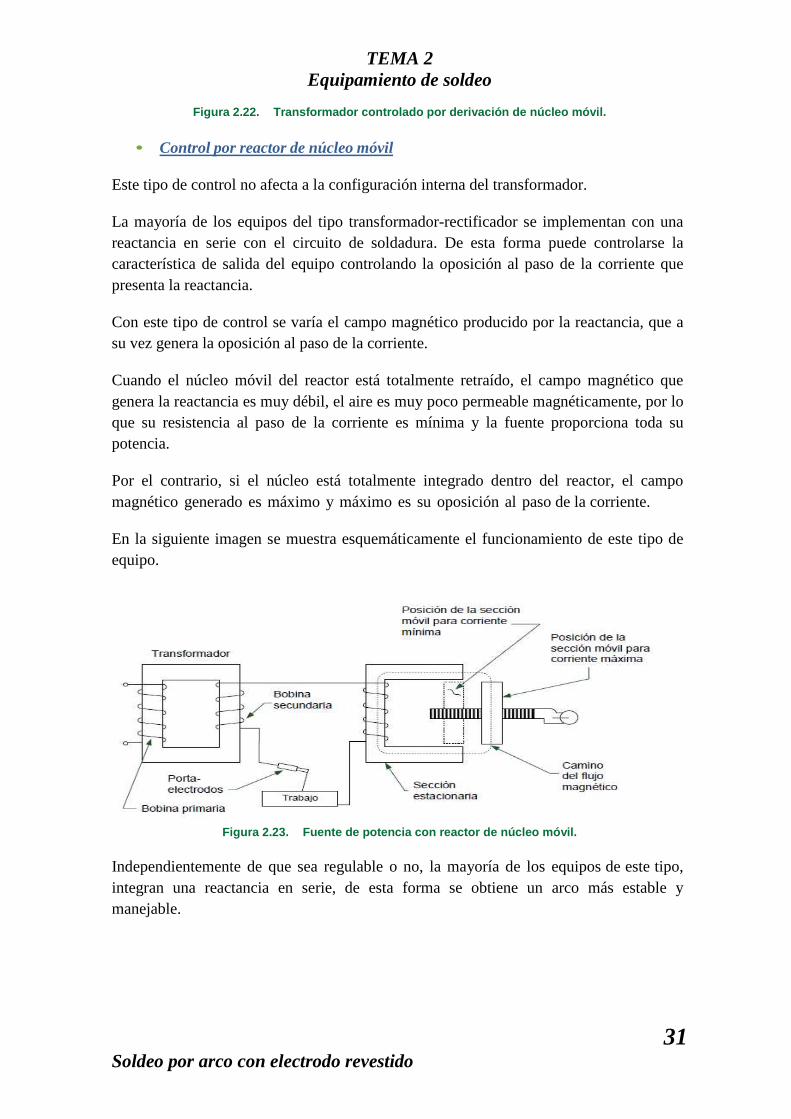
Si el núcleo móvil está totalmente retirado, la intensidad magnética que recibe el secundario es máxima, por lo que el circuito de soldadura puede suministrar la máxima corriente.
La imagen siguiente muestra esquemáticamente este tipo de funcionamiento.
TEMA 2 Equipamiento de soldeo
31 Soldeo por arco con electrodo revestido
Figura 2.22. Transformador controlado por deriva ción de núcleo móvil.
• Control por reactor de núcleo móvil
Este tipo de control no afecta a la configuración interna del transformador.
La mayoría de los equipos del tipo transformador-rectificador se implementan con una reactancia en serie con el circuito de soldadura. De esta forma puede controlarse la característica de salida del equipo controlando la oposición al paso de la corriente que presenta la reactancia.
Con este tipo de control se varía el campo magnético producido por la reactancia, que a su vez genera la oposición al paso de la corriente.
Cuando el núcleo móvil del reactor está totalmente retraído, el campo magnético que genera la reactancia es muy débil, el aire es muy poco permeable magnéticamente, por lo que su resistencia al paso de la corriente es mínima y la fuente proporciona toda su potencia.
Por el contrario, si el núcleo está totalmente integrado dentro del reactor, el campo magnético generado es máximo y máximo es su oposición al paso de la corriente.
En la siguiente imagen se muestra esquemáticamente el funcionamiento de este tipo de equipo.
Figura 2.23. Fuente de potencia con reactor de n úcleo móvil.
Independientemente de que sea regulable o no, la mayoría de los equipos de este tipo, integran una reactancia en serie, de esta forma se obtiene un arco más estable y manejable.
TEMA 2 Equipamiento de soldeo
32 Soldeo por arco con electrodo revestido
Variación del número de espiras del bobinado
Como hemos visto, la relación de transformación entre las magnitudes eléctricas
dentro del transformador obedecen la siguiente ley:
N1 =
V1 =
I1
N2 V2 I2
Dónde:
N1 Número de vueltas del devanado primario del trasformador
N2 Número de vueltas del devanado secundario del transformador
V1 Voltaje de entrada del transformador
V2 Voltaje de salida del transformador
l1 Corriente de entrada
l2 Corriente de salida
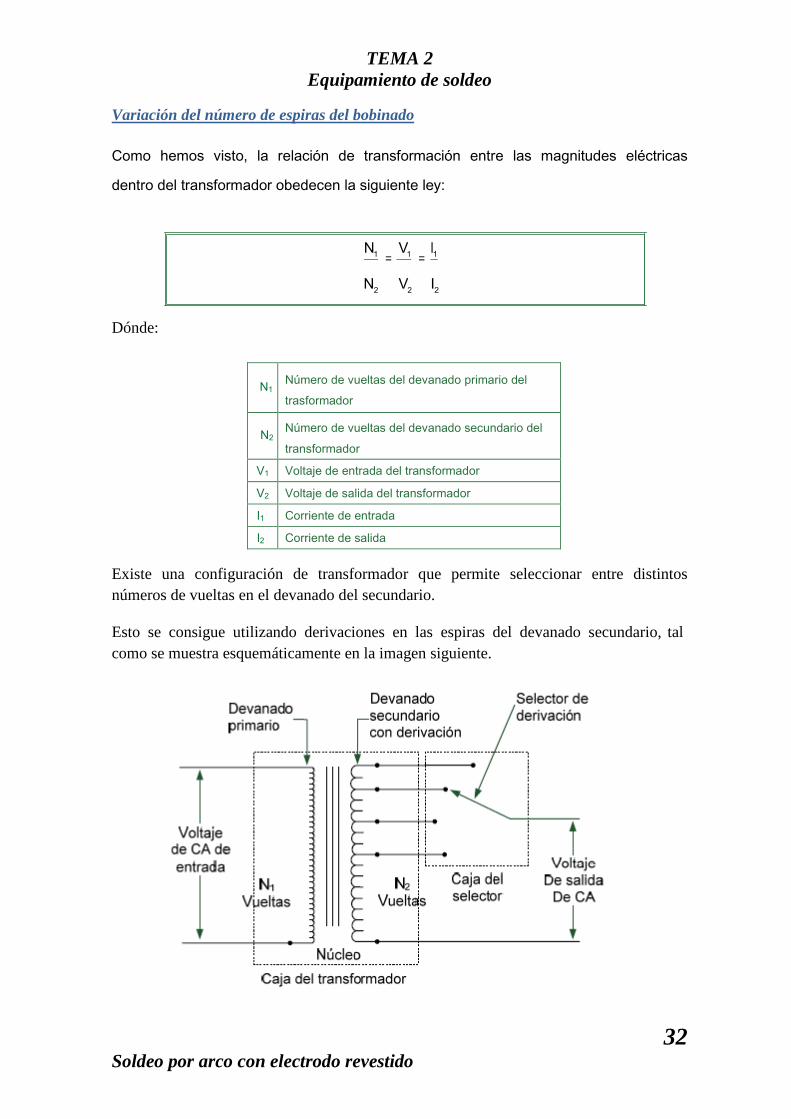
Existe una configuración de transformador que permite seleccionar entre distintos números de vueltas en el devanado del secundario.
Esto se consigue utilizando derivaciones en las espiras del devanado secundario, tal como se muestra esquemáticamente en la imagen siguiente.

TEMA 2 Equipamiento de soldeo
33 Soldeo por arco con electrodo revestido
Figura 2.24. Transformador para soldadura con de rivación del devanado secundario.
Como podemos comprobar, observando la relación entre las magnitudes eléctricas dentro del transformador, al disminuir el número de vueltas en el secundario aumenta la corriente en el circuito de soldadura, por lo que podemos ajustar la corriente de carga según la posición del selector.
Debemos tener en cuenta que al disminuir el número de espiras, el voltaje en el circuito de soldadura también cae, por lo que dificulta el encendido del arco.
A este tipo de configuración suele añadírsele una reactancia regulable en serie con el circuito de soldadura, de tal manera que nos permita regular la pendiente de la curva volt-ampere y así compensar los efectos de la variación de espiras sobre el voltaje.
Este tipo de control es fácilmente identificable, pues siempre es un mando selector tipo llave. Todos los selectores son característicos, únicamente pueden adoptar un número definido de posiciones y el mando no puede situarse en posiciones intermedias.
También se aplica este método de control fuera del transformador. Se usan también derivaciones para controlar la oposición al paso de la corriente que ofrece la reactancia. Este control se conoce como reactor con derivaciones.
Uso de corrientes de control
Siempre que un equipo se implementa con alguna tecnología que use corrientes de control, el equipo deberá de disponer de un potenciómetro para regular dicha corriente.
El potenciómetro se regula mediante una rosca fina, pudiendo adoptar un rango de valores indefinido, que consigue variar el potencial de la corriente de control.
Un potenciómetro es una resistencia variable, esta resistencia se opone al paso de la corriente con un valor determinado, según se haya seleccionado
Esta corriente de control, como su nombre indica, gobierna el funcionamiento de distintos sistemas de control de la corriente de soldadura. Estos pueden ser puramente eléctricos o electrónicos.
El funcionamiento de estos sistemas es verdaderamente complejo, más aún cuando se trata de dispositivos electrónicos, por lo que su explicación está fuera del alcance de este manual. No obstante, por interés del alumno, nombraremos los más importantes.
Los principales sistemas puramente eléctricos que usan corrientes de control son:
• Reactores saturables.
TEMA 2 Equipamiento de soldeo
34 Soldeo por arco con electrodo revestido
• Amplificadores magnéticos.
Los principales sistemas electrónicos que usan corrientes de control son:
• Tiristores de rectificador controlado por silicio (SCR) con control de fase.
• Transistores con modulación de frecuencia.
• Transistores con modulación de la anchura de pulso.
2.1.4.7. Regulación de corriente de las máquinas del tipo generador alternador
En los equipos impulsados por motor, el control de la corriente puede estar gobernado por alguno de los tres métodos siguientes o por una combinación de ellos.
Estos métodos de control se clasifican en:
• Variación de la velocidad del impulsor.
• Variación del campo magnético que genera la corriente.
• Variación de la reactancia en serie.
Variación de la velocidad del impulsor
Controlando la corriente eléctrica del motor eléctrico que impulsa el alternador o bien modificando la entrada de carburante y aire al motor de combustión, obtenemos una variación en el número de revoluciones por minuto del alternador.
La variación de revoluciones causa una modificación en la frecuencia eléctrica del circuito de soldadura. A mayor frecuencia, mayor potencia tendremos sobre el circuito de soldadura.
Variación del campo magnético que genera la corriente
Como hemos visto en puntos anteriores, en el generador o en el alternador se produce corriente eléctrica porque existe un campo magnético variable sobre un conductor eléctrico.
Este campo magnético también está generado por una corriente eléctrica que atraviesa un conductor. Si variamos la intensidad de corriente que circula por el conductor, variamos la intensidad del campo magnético, y por lo tanto, conseguiremos controlar la intensidad de corriente eléctrica sobre el circuito de soldadura.
El control sobre la corriente puede hacerse mediante un potenciómetro o sobre una reactancia variable.
TEMA 2 Equipamiento de soldeo
35 Soldeo por arco con electrodo revestido
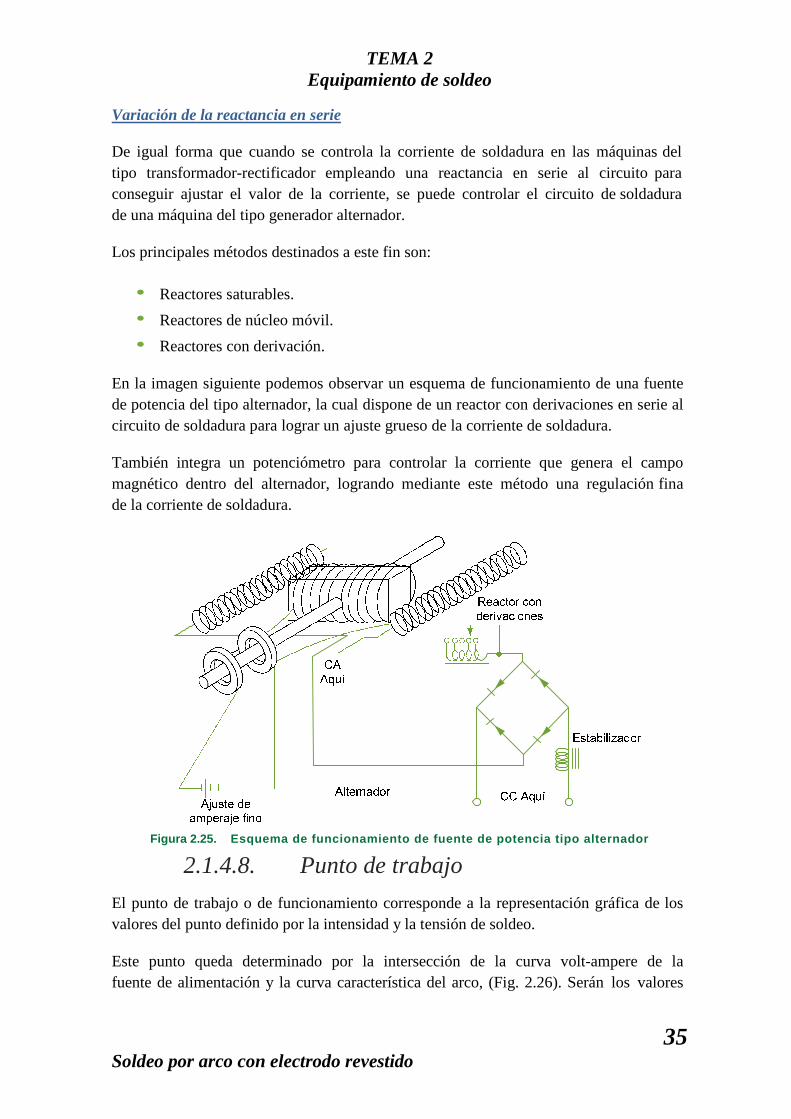
Variación de la reactancia en serie
De igual forma que cuando se controla la corriente de soldadura en las máquinas del tipo transformador-rectificador empleando una reactancia en serie al circuito para conseguir ajustar el valor de la corriente, se puede controlar el circuito de soldadura de una máquina del tipo generador alternador.
Los principales métodos destinados a este fin son:
• Reactores saturables.
• Reactores de núcleo móvil.
• Reactores con derivación.
En la imagen siguiente podemos observar un esquema de funcionamiento de una fuente de potencia del tipo alternador, la cual dispone de un reactor con derivaciones en serie al circuito de soldadura para lograr un ajuste grueso de la corriente de soldadura.
También integra un potenciómetro para controlar la corriente que genera el campo magnético dentro del alternador, logrando mediante este método una regulación fina de la corriente de soldadura.
Figura 2.25. Esquema de funcionamiento de fuente de potencia tipo alternador
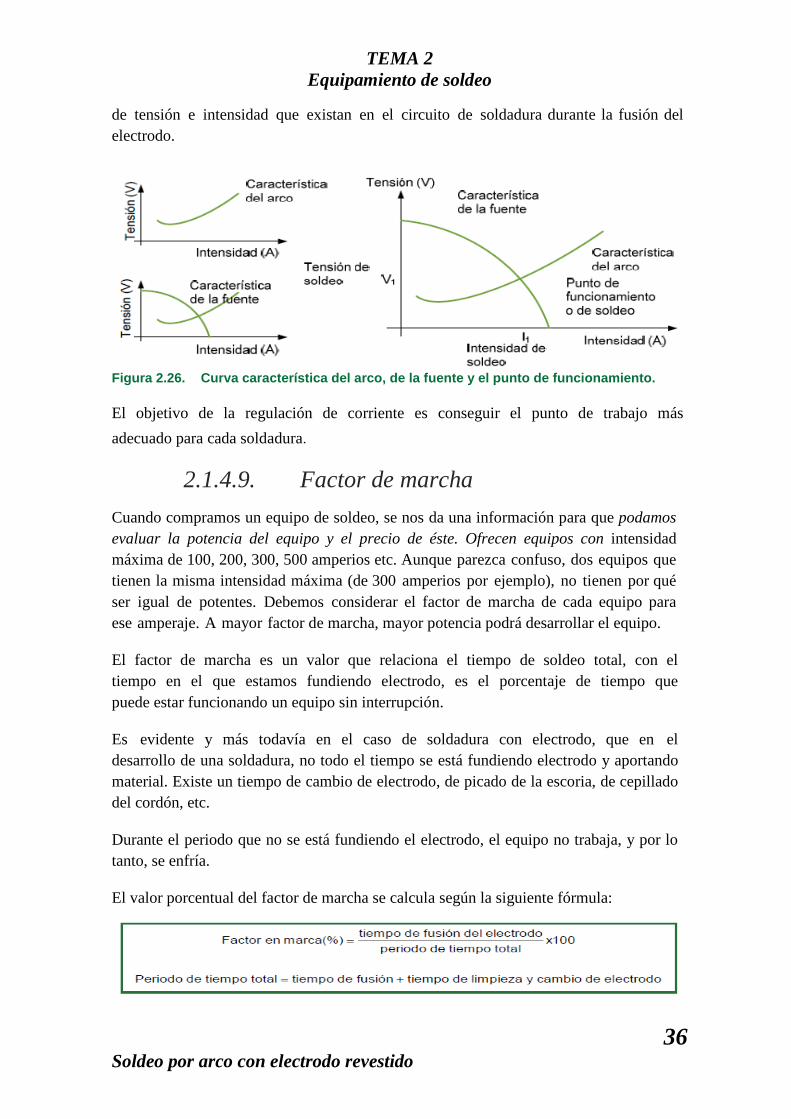
2.1.4.8. Punto de trabajo
El punto de trabajo o de funcionamiento corresponde a la representación gráfica de los valores del punto definido por la intensidad y la tensión de soldeo.
Este punto queda determinado por la intersección de la curva volt-ampere de la fuente de alimentación y la curva característica del arco, (Fig. 2.26). Serán los valores
TEMA 2 Equipamiento de soldeo
36 Soldeo por arco con electrodo revestido
de tensión e intensidad que existan en el circuito de soldadura durante la fusión del electrodo.
Figura 2.26. Curva característica del arco, de l a fuente y el punto de funcionamiento.
El objetivo de la regulación de corriente es conseguir el punto de trabajo más
adecuado para cada soldadura.
2.1.4.9. Factor de marcha
Cuando compramos un equipo de soldeo, se nos da una información para que podamos evaluar la potencia del equipo y el precio de éste. Ofrecen equipos con intensidad máxima de 100, 200, 300, 500 amperios etc. Aunque parezca confuso, dos equipos que tienen la misma intensidad máxima (de 300 amperios por ejemplo), no tienen por qué ser igual de potentes. Debemos considerar el factor de marcha de cada equipo para ese amperaje. A mayor factor de marcha, mayor potencia podrá desarrollar el equipo.
El factor de marcha es un valor que relaciona el tiempo de soldeo total, con el tiempo en el que estamos fundiendo electrodo, es el porcentaje de tiempo que puede estar funcionando un equipo sin interrupción.
Es evidente y más todavía en el caso de soldadura con electrodo, que en el desarrollo de una soldadura, no todo el tiempo se está fundiendo electrodo y aportando material. Existe un tiempo de cambio de electrodo, de picado de la escoria, de cepillado del cordón, etc.
Durante el periodo que no se está fundiendo el electrodo, el equipo no trabaja, y por lo tanto, se enfría.
El valor porcentual del factor de marcha se calcula según la siguiente fórmula:
TEMA 2 Equipamiento de soldeo
37 Soldeo por arco con electrodo revestido
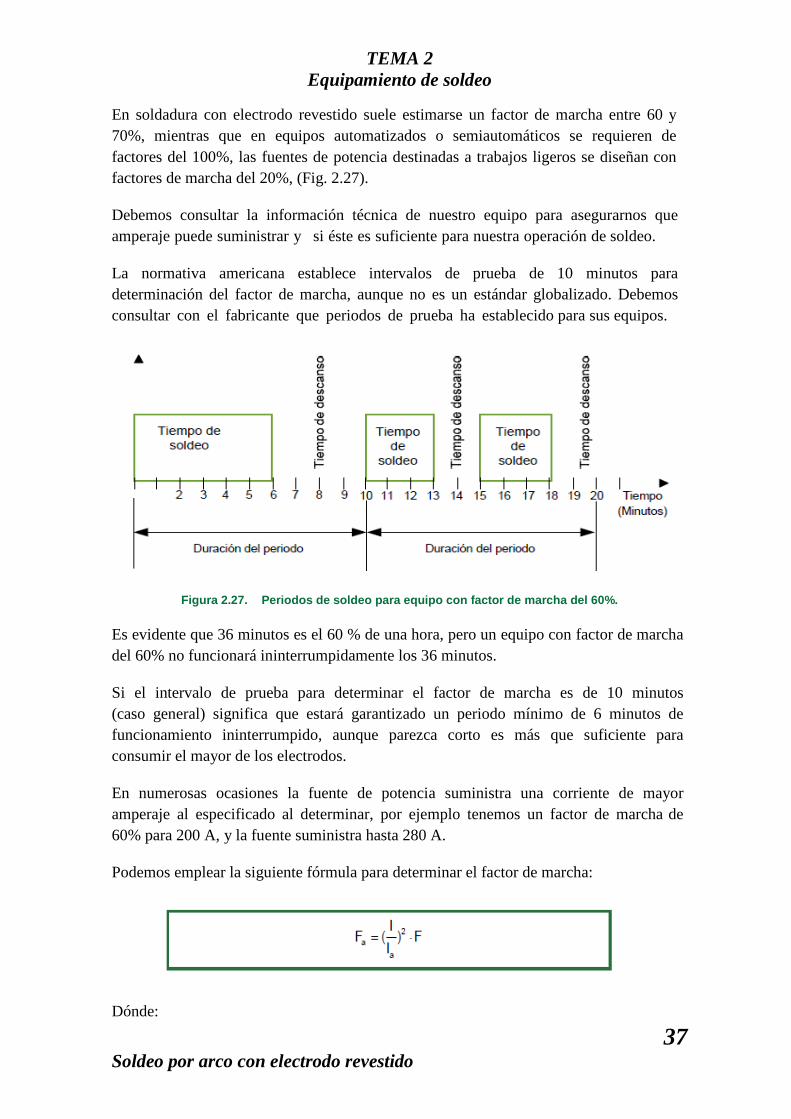
En soldadura con electrodo revestido suele estimarse un factor de marcha entre 60 y 70%, mientras que en equipos automatizados o semiautomáticos se requieren de factores del 100%, las fuentes de potencia destinadas a trabajos ligeros se diseñan con factores de marcha del 20%, (Fig. 2.27).
Debemos consultar la información técnica de nuestro equipo para asegurarnos que amperaje puede suministrar y si éste es suficiente para nuestra operación de soldeo.
La normativa americana establece intervalos de prueba de 10 minutos para determinación del factor de marcha, aunque no es un estándar globalizado. Debemos consultar con el fabricante que periodos de prueba ha establecido para sus equipos.
Figura 2.27. Periodos de soldeo para equipo con factor de marcha del 60%.
Es evidente que 36 minutos es el 60 % de una hora, pero un equipo con factor de marcha del 60% no funcionará ininterrumpidamente los 36 minutos.
Si el intervalo de prueba para determinar el factor de marcha es de 10 minutos (caso general) significa que estará garantizado un periodo mínimo de 6 minutos de funcionamiento ininterrumpido, aunque parezca corto es más que suficiente para consumir el mayor de los electrodos.
En numerosas ocasiones la fuente de potencia suministra una corriente de mayor amperaje al especificado al determinar, por ejemplo tenemos un factor de marcha de 60% para 200 A, y la fuente suministra hasta 280 A.
Podemos emplear la siguiente fórmula para determinar el factor de marcha:
Dónde:

TEMA 2 Equipamiento de soldeo
38 Soldeo por arco con electrodo revestido
Fa Factor de marcha
F Factor de marcha específica del equipo
I Intensidad de corriente específica
Ia Intensidad de corriente
Ejemplo:
Tenemos una fuente que suministra 300 A, el fabricante ha especificado un factor de marcha de 60% a 200 A, queremos determinar el factor de marcha para soldar con 250 A.
Por lo tanto, con el equipo estudiado podremos trabajar con 250A el 38% del tiempo a intervalos de 10 minutos. Manipulando aritméticamente la fórmula anterior, podemos determinar con que intensidad se puede trabajar para mantener un factor de marcha del 100%.
Te preguntarás qué ocurre si trabajas con un amperaje mayor al establecido para un factor de marcha dado.
El calor que genera la corriente al fluir por la fuente de potencia incrementando la temperatura de los componentes, afectando también al revestimiento aislante de los devanados del transformador y otros dispositivos.
Evidentemente el equipo se desconecta antes de deteriorarse, ya que los equipos modernos disponen de elementos de protección térmica. Cuando la temperatura del equipo supera un valor de consigna seguro para el propio equipo, este se desconecta automáticamente, imposibilitando continuar con la soldadura. Cuando el equipo se enfría hasta un valor seguro, vuelve a estar operativo.
Debemos evitar que el equipo llegue a interrumpir el suministro de potencia. Si esto sucede estamos llevando el equipo al límite de trabajo, además puede causar defectos en la soldadura ya que el arco eléctrico se interrumpe bruscamente y sin previo aviso.
TEMA 2 Equipamiento de soldeo
39 Soldeo por arco con electrodo revestido
También debemos considerar que el factor de marcha de una fuente de potencia puede verse afectado negativamente por temperatura ambiental elevada, aire refrigerante insuficiente, bajo voltaje de línea o falta de limpieza del equipo.
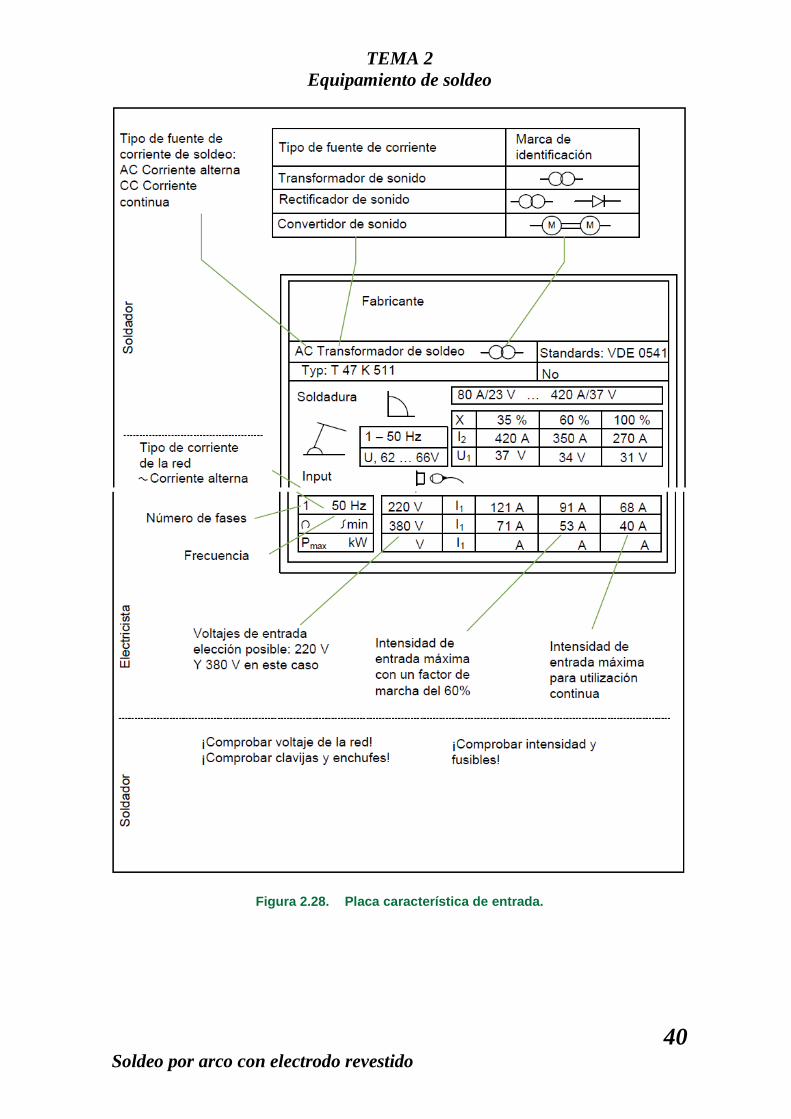
2.1.4.10. Placa de características
En la parte posterior de la máquina o en un lateral, debe haber una placa o en su defecto marcado directamente sobre la carcasa de la máquina, incluyendo una serie de datos que describen las principales características del equipo, al menos debe incluir los siguientes:
• Designación de tipo o número de identificación del fabricante.
• Clase NEMA a la que pertenece.
• Voltaje de circuito abierto máximo.
• Voltios de carga especificados.
• Amperios de carga especificados.
• Ciclo de trabajo.
• Velocidad máxima en rpm sin carga (cuando se trate de alternadores o generadores).
• Frecuencia de la fuente.
• Número de fases de la fuente.
• Voltaje de entrada.
• Amperaje de entrada con la salida de carga especificada.
Como nos indican las siguientes figuras:
TEMA 2 Equipamiento de soldeo
40 Soldeo por arco con electrodo revestido
Figura 2.28. Placa característica de entrada.
TEMA 2 Equipamiento de soldeo
41 Soldeo por arco con electrodo revestido
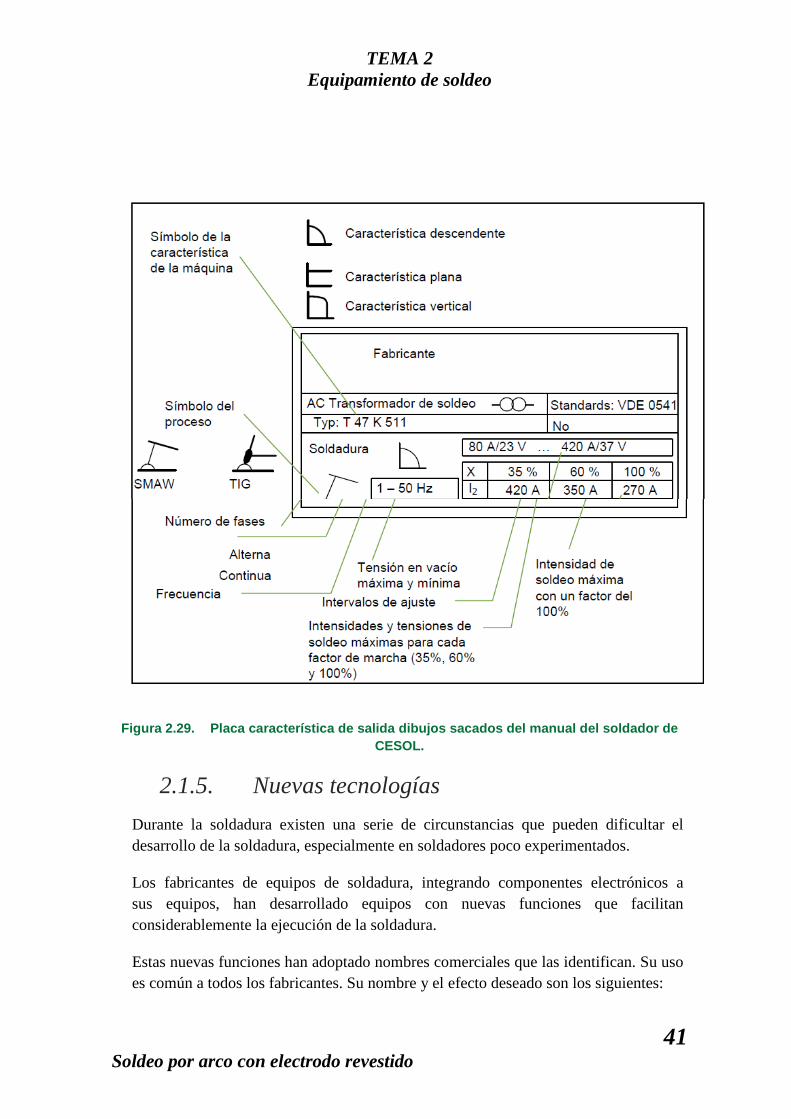
Figura 2.29. Placa característica de salida dibu jos sacados del manual del soldador de CESOL.
2.1.5. Nuevas tecnologías
Durante la soldadura existen una serie de circunstancias que pueden dificultar el desarrollo de la soldadura, especialmente en soldadores poco experimentados.
Los fabricantes de equipos de soldadura, integrando componentes electrónicos a sus equipos, han desarrollado equipos con nuevas funciones que facilitan considerablemente la ejecución de la soldadura.
Estas nuevas funciones han adoptado nombres comerciales que las identifican. Su uso es común a todos los fabricantes. Su nombre y el efecto deseado son los siguientes:
TEMA 2 Equipamiento de soldeo
42 Soldeo por arco con electrodo revestido
• Anti-Stick: evita que el electrodo se quede pegado a la pieza cuando se
reduce la longitud de arco excesivamente.
• Hot-Start: facilita en cebado del arco incrementando la intensidad al inicio del
cordón. Es muy útil cuando se usan electrodos de difícil encendido.
• Arc-Force: esta función garantiza la fusión constante del electro, evitando
que el arco fluctúe o incluso se corte, es especialmente útil con electrodos
especiales y de gran rendimiento.
• Arc-Sense: esta función estabiliza el arco, especialmente útil cuando se
trabaja a bajas intensidades y en procesos de soldadura críticos. Reduce
totalmente la aparición de proyecciones.
2.1.6. Mantenimiento del equipo de soldeo
El equipo de soldadura por electrodo revestido prácticamente no necesita de mantenimiento, especialmente cuando se trata de equipos estáticos.
Debemos prestar especial atención a la conservación de los cables, conectores y pinzas, ya que son los primeros en deteriorarse.
Solamente es necesario seguir unos consejos para la correcta conservación del equipo:
• Debemos evitar pisar los cables en todo momento, especialmente no pisarlos con máquinas, carretillas o cualquier tipo de vehículo.
• No dejar que los cables entren en contacto con zonas a alta temperatura o con elementos que puedan abrasar el revestimiento, como el giro residual del disco de la desbravadora.
• No dejar objetos pesados ni punzantes sobre los cables o la máquina.
• No golpear las pinzas ni los conectores, mantenerlos libres de partículas, polvo, aceites, etc.
• No soldar la pinza de masa a la mesa o bancada.
• No consumir excesivamente los electrodos.
• No proyectar chispas o escorias de la desbravadora o soplete sobre cualquier parte del equipo.
TEMA 2 Equipamiento de soldeo
43 Soldeo por arco con electrodo revestido
• No derramar líquido sobre ninguna parte del equipo, especialmente sobre la fuente de alimentación.
• Entre largos periodos de tiempo, es aconsejable desmontar la carcasa y soplar mediante aire comprimido los componentes internos de la máquina. La máquina debe estar desconectada. Es recomendable, en caso de disponer de tal, limpiar mediante proyección con hielo seco.
En caso de tratarse de equipos que incluyen motor, a los consejos citados
anteriormente, debemos añadir los cuidados característicos de motores y dinamos:
• Debemos engrasar o sustituir los cojinetes cuando lo especifique el fabricante.
• Prestaremos especial atención al desgaste de escobillas.
• Realizaremos cambios de aceite, bujías, filtros de aire y combustible según las especificaciones del fabricante.
2.2. Descripción del puesto de soldeo
Es necesario que el lugar donde vayamos a realizar la operación de soldeo cumpla unos requisitos básicos, tanto para poder realizar la soldadura eficazmente como para garantizar la seguridad y salud de los operarios.
Muchas de las soldaduras con electrodo son ejecutadas a pie de obra, en montajes o reparaciones, debido a que las características de este proceso lo hacen especialmente versátil en estas situaciones. Bajo estas circunstancias debemos ajustarnos a los medios que disponemos, siempre garantizando nuestra seguridad y la del resto de trabajadores.
Cuando la operación de soldeo vaya a realizarse en un taller, o en una fábrica, debemos destinar un lugar determinado para este fin dentro de las instalaciones. En este lugar debemos considerar una serie de factores que afectan principalmente a la mesa de trabajo, a la situación o emplazamiento del puesto de soldadura y a la construcción del local e instalaciones circundantes.
2.2.1. Mesa o bancada de trabajo
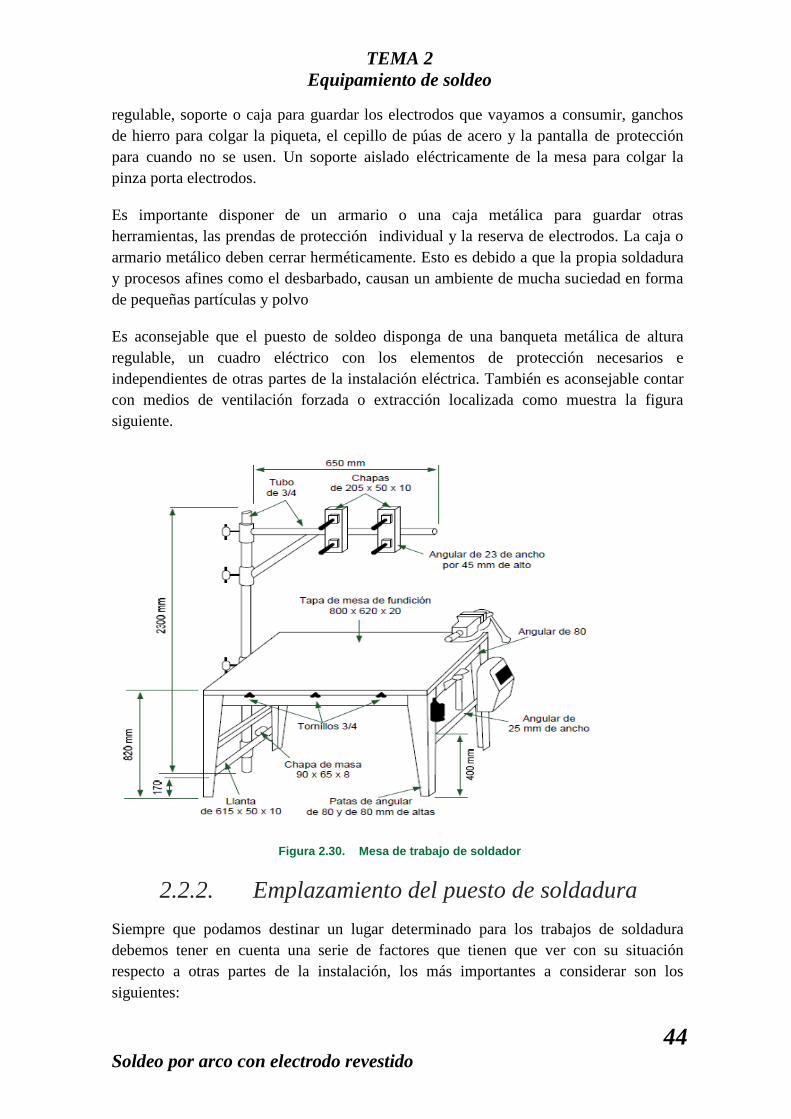
La mesa de trabajo debe ser muy robusta, para resistir golpes, altas temperaturas y piezas pesadas. Debe ser enteramente metálica: patas, travesaños y bastidor; deben estar construidos con perfiles de acero soldados. La placa de apoyo será una chapa de espesor suficiente, es aconsejable un espesor de entre 1 y 3 centímetros, firmemente unida.
Para comodidad del soldador es necesario que la mesa disponga de otros elementos como: tornillo de banco para sujetar piezas, un brazo metálico vertical de altura
TEMA 2 Equipamiento de soldeo
44 Soldeo por arco con electrodo revestido
regulable, soporte o caja para guardar los electrodos que vayamos a consumir, ganchos de hierro para colgar la piqueta, el cepillo de púas de acero y la pantalla de protección para cuando no se usen. Un soporte aislado eléctricamente de la mesa para colgar la pinza porta electrodos.
Es importante disponer de un armario o una caja metálica para guardar otras herramientas, las prendas de protección individual y la reserva de electrodos. La caja o armario metálico deben cerrar herméticamente. Esto es debido a que la propia soldadura y procesos afines como el desbarbado, causan un ambiente de mucha suciedad en forma de pequeñas partículas y polvo
Es aconsejable que el puesto de soldeo disponga de una banqueta metálica de altura regulable, un cuadro eléctrico con los elementos de protección necesarios e independientes de otras partes de la instalación eléctrica. También es aconsejable contar con medios de ventilación forzada o extracción localizada como muestra la figura siguiente.
Figura 2.30. Mesa de trabajo de soldador
2.2.2. Emplazamiento del puesto de soldadura
Siempre que podamos destinar un lugar determinado para los trabajos de soldadura debemos tener en cuenta una serie de factores que tienen que ver con su situación respecto a otras partes de la instalación, los más importantes a considerar son los siguientes:
TEMA 2 Equipamiento de soldeo
45 Soldeo por arco con electrodo revestido
• Debe estar alejado de almacenes con materiales inflamables: pinturas, disolventes, carburantes, aceites, maderas, cartones, etc.
• No debe ser un lugar de paso para ningún trabajador.
• Debe ser un local independiente y ventilado, o disponer de sistemas de ventilación forzada.
• En caso de disponer de ventanas, la parte inferior de éstas deben estar a una altura mínima de 2,5 metros del suelo.
• Es indispensable separar unos puestos de otros por medio de tabiques de fábrica, biombos, pantallas o cortinas. Si éstos pueden ir pintados, se pintarán en colores mate oscuro para evitar deslumbramientos.
• El espacio óptimo para cada puesto de soldadura debería tener unos 8 metros cuadrados, aunque suele estar sujeto al tamaño de las piezas a soldar.
2.2.3. Construcción del local e instalaciones
Todos los materiales con los que esté construido el local deben ser incombustibles, el hormigón es el material más apropiado.
Los locales destinados a la soldadura deberán de estar pintados interiormente con pinturas no combustibles de color mate oscuro.
Los suelos metálicos son muy peligrosos por riesgo de choque eléctrico, deberán evitarse siempre que sea posible.
Es aconsejable que no existan instalaciones de gases o líquidos combustibles dentro del área de soldadura.
TEMA 2 Equipamiento de soldeo
46 Soldeo por arco con electrodo revestido
� Resumen
• El equipamiento de soldeo proporciona los medios necesarios para poder ejecutar la soldadura de manera segura y eficaz. Para esto debe satisfacer unos requisitos eléctricos y otros requisitos no eléctricos.
• El equipamiento de soldeo para soldadura con electrodo revestido está compuesto por: pinza porta electrodos, pinza de conexión a masa, cables y conectores de soldadura y fuente de potencia.
• La pinza porta electrodos, la pinza de conexión a masa y los cables y conectores de soldadura son los medios necesarios para conducir la corriente eléctrica del circuito de soldeo hasta el arco eléctrico, de manera segura y eficaz.
• La fuente de potencia realiza una transformación de energía para producir una corriente eléctrica apta para la soldadura. Puede realizar una transformación de energía mecánica a energía eléctrica (generadores o alternadores impulsados por motor eléctrico o de combustión), o bien transformar la corriente eléctrica de suministro en corriente útil para la soldadura. También puede realizar la rectificación de la corriente transformando la corriente alterna en corriente continua.
Según el tipo de respuesta eléctrica las fuentes se clasifican en:
• Fuentes de potencial constante.
• Fuentes de corriente constante.
Para la soldadura con electrodo revestido son las fuentes de corriente constante las que permiten fundir el electrodo satisfactoriamente.
Las fuentes de potencia siempre dispondrán de mecanismos para regular la corriente del circuito de soldadura, pudiendo ajustar los valores de corriente a la demanda de cada soldadura en particular, ajustando los valores del punto de trabajo al tipo de electrodo.
Estos mecanismos son distintos según se trate de máquinas estáticas o máquinas rotativas.
• No todas las máquinas están diseñadas para trabajar sin interrupción. Deberemos evaluar si el factor de marcha de nuestro equipo es suficiente para la carga que le produzca nuestro caso de trabajo.
• La placa de características dispondrá de esta información, además de otros datos que deberemos de tener en cuenta para determinar las capacidades de nuestro equipo.

TEMA 2 Equipamiento de soldeo
47 Soldeo por arco con electrodo revestido
• No debemos olvidar que nuestro equipo, igual que casi todas las máquinas, requiere de un mantenimiento para garantizar su buen funcionamiento durante el mayor tiempo posible.