3 módulo iii soldeo tig
DESCRIPTION
Este documentos tienes documentacion de manejo del proceso TIG y explicacion de los paramentros del equipo y los rango de operacion de la maquina esta bueno para las persona que le gusta la soldadura es que las maquinas mas moderna que hay de españaTRANSCRIPT

SOLDEO TIG
Visite la plataforma del curso en http://www.plataforma‐moodle.com/inatec/entrada/inatec‐ats.php
Página 1 de 54
GENERALIDADES o Introducción o Definición o Denominación
CARACTERÍSTICAS
O Características del proceso o Ventajas del proceso o Limitaciones del proceso o Campo de aplicación
INSTALACIONES Y EQUIPAMIENTO
o Generadores o Generador auxiliar de alta frecuencia o Pinza portaelectrodos
GASES DE PROTECCIÓN
o Tipos de gases o Factores de protección o Clasificación
ELECTRODOS
o Tipos de electrodos o Designación, identificación o Adecuación y uso
MATERIALES DE APORTE o Generalidades, clases o Insertos consumibles
VARIANTES Y COMPLEMENTOS o Funciones complementarias o TIG FORCE o TIG POR PUNTOS o TIG ORBITAL
SOLDADURA EN ATMÓSFERA PROTEGIDA
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 2 de 54
GGGEEENNNEEERRRAAALLLIIIDDDAAADDDEEESSS
IINNTTRROODDUUCCCCIIÓÓNN
Sus comienzos se remontan a 1919, que fue cuando empezaron las primeras investigaciones con gases inertes, hidrógeno e hidrocarburos. En los años treinta las investigaciones se centraron en los gases inertes y fue en 1940 cuando comenzaron los primeros experimentos en Estados Unidos.
Inicialmente, la soldadura por arco con protección gaseosa se utilizaba únicamente en la soldadura de aceros inoxidables y otros metales de difícil soldadura. En la actualidad se aplica a todo tipo de metales, en sus diferentes variantes TIG. MIG y MAG.
Este procedimiento TIG, por razones de calidad, velocidad de soldeo y facilidad operatoria, ha desplazado a la soldadura oxiacetilénica e incluso en algunos casos a la soldadura por arco con electrodo revestido.
Se puede aplicar tanto manual como automáticamente y alcanza desde espesores finos hasta medios ó gruesos, y tanto a metales férreos como no férreos.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 3 de 54
DDEEFFIINNIICCIIÓÓNN
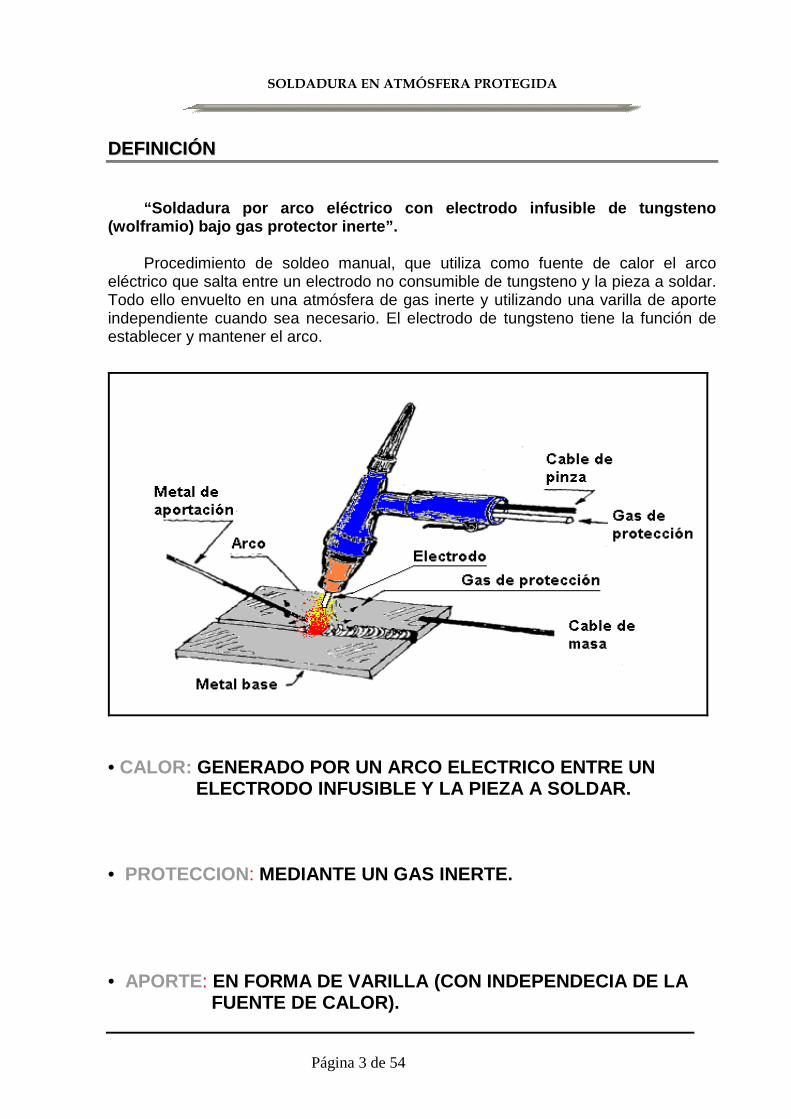
“Soldadura por arco eléctrico con electrodo infusib le de tungsteno (wolframio) bajo gas protector inerte”.
Procedimiento de soldeo manual, que utiliza como fuente de calor el arco
eléctrico que salta entre un electrodo no consumible de tungsteno y la pieza a soldar. Todo ello envuelto en una atmósfera de gas inerte y utilizando una varilla de aporte independiente cuando sea necesario. El electrodo de tungsteno tiene la función de establecer y mantener el arco.
• CALOR: GENERADO POR UN ARCO ELECTRICO ENTRE UN ELECTRODO INFUSIBLE Y LA PIEZA A S OLDAR. • PROTECCION: MEDIANTE UN GAS INERTE. • APORTE: EN FORMA DE VARILLA (CON INDEPENDECIA DE LA FUENTE DE CALOR).
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 4 de 54
DDEENNOOMMIINNAACCIIÓÓNN
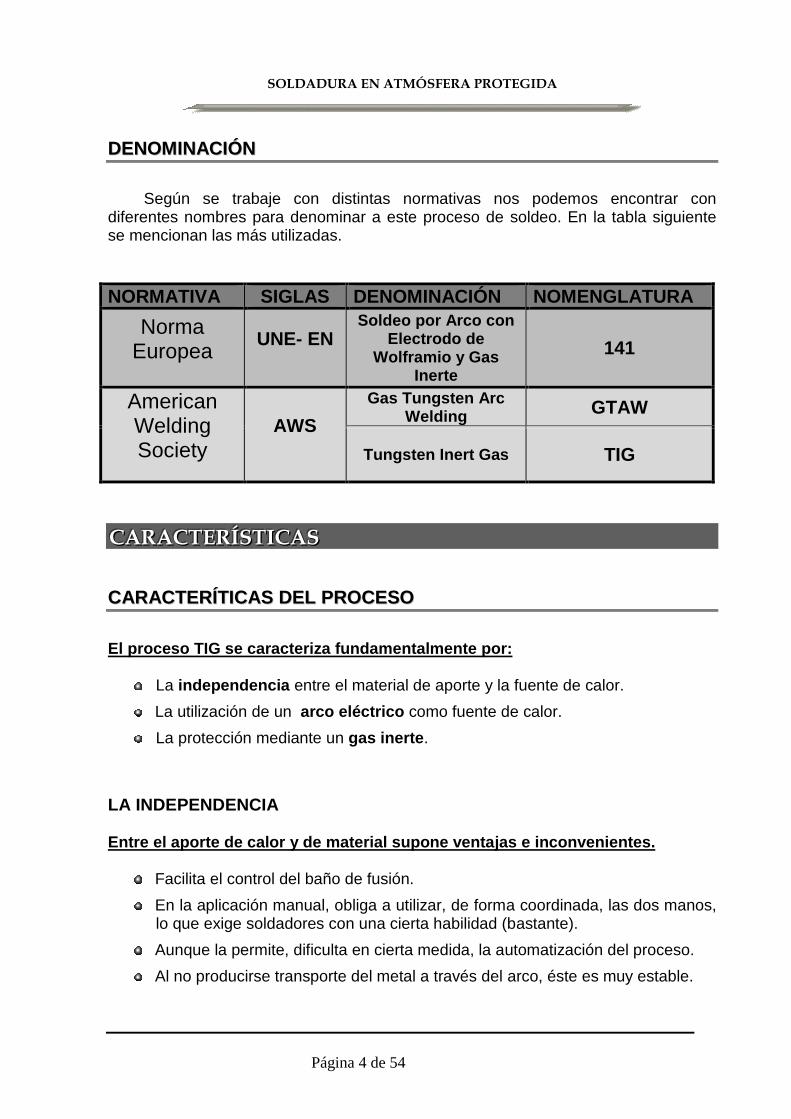
Según se trabaje con distintas normativas nos podemos encontrar con
diferentes nombres para denominar a este proceso de soldeo. En la tabla siguiente se mencionan las más utilizadas.
NORMATIVA SIGLAS DENOMINACIÓN NOMENGLATURA
Norma Europea
UNE- EN
Soldeo por Arco con Electrodo de
Wolframio y Gas Inerte
141
American Welding Society
AWS
Gas Tungsten Arc Welding GTAW
Tungsten Inert Gas TIG
CCCAAARRRAAACCCTTTEEERRRÍÍÍSSSTTTIIICCCAAASSS
CCAARRAACCTTEERRÍÍTTIICCAASS DDEELL PPRROOCCEESSOO
El proceso TIG se caracteriza fundamentalmente por:
La independencia entre el material de aporte y la fuente de calor.
La utilización de un arco eléctrico como fuente de calor.
La protección mediante un gas inerte .
LA INDEPENDENCIA Entre el aporte de calor y de material supone venta jas e inconvenientes.
Facilita el control del baño de fusión.
En la aplicación manual, obliga a utilizar, de forma coordinada, las dos manos, lo que exige soldadores con una cierta habilidad (bastante).
Aunque la permite, dificulta en cierta medida, la automatización del proceso.
Al no producirse transporte del metal a través del arco, éste es muy estable.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 5 de 54
EELL AARRCCOO EELLEECCTTRRIICCOO En el arco eléctrico debemos valorar:
La facilidad de cebado , condicionada por la clase de corriente y naturaleza del gas.
La estabilidad , condicionada por la clase de corriente y naturaleza del gas.
Su posible efecto limpiador, originado en algunos casos por el tipo de polaridad.
La potencia del arco , viene determinada por la INTENSIDAD DE CORRIENTE (I), y la TENSIÓN DE ARCO (V).
POTENCIA = TENSIÓN X INTENSIDAD
La intensidad la regula el soldador.
La tensión de arco, puede pasar desapercibida y viene determinada
por la longitud de arco y por la naturaleza del gas.
La distribución de la energía , tanto a lo largo del arco como en dirección radial. Aquí influyen la polaridad y el tipo de gas.
La eficiencia de la transferencia de calor a la pieza, esta condicionada por el gas.
EELL GGAASS IINNEERRTTEE Solo es inerte desde el punto de vista químico:
No actúa en ningún sentido sobre el baño.
No limpia suciedades previas.
No impide la formación de gases .
Importancia del grado de pureza .
Importancia de la eficacia de la protección .
El que sea inerte desde el punto de vista químico, no quiere decir que no influya sobre el decisivamente sobre el proceso de soldeo.
El comportamiento del arco, que se produce a través del gas esta muy influenciado por su naturaleza.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 6 de 54
Entendiendo el gas como un conductor de la corriente, este ofrece resistencia al paso de la corriente a través de él. La cantidad de calor generada depende del valor de la resistencia y no todos los gases ofrecen la misma resistencia.
No solo influye sobre la cantidad de calor generada en el arco. También afecta
a su distribución a lo largo del mismo y a la forma de transferirse a la pieza.
También afecta a la facilidad de cebado, la estabilidad del arco y la posibilidad de utilizar corriente alterna.
Todas estas influencias repercuten en la velocidad de soldeo y en la forma del baño de fusión.
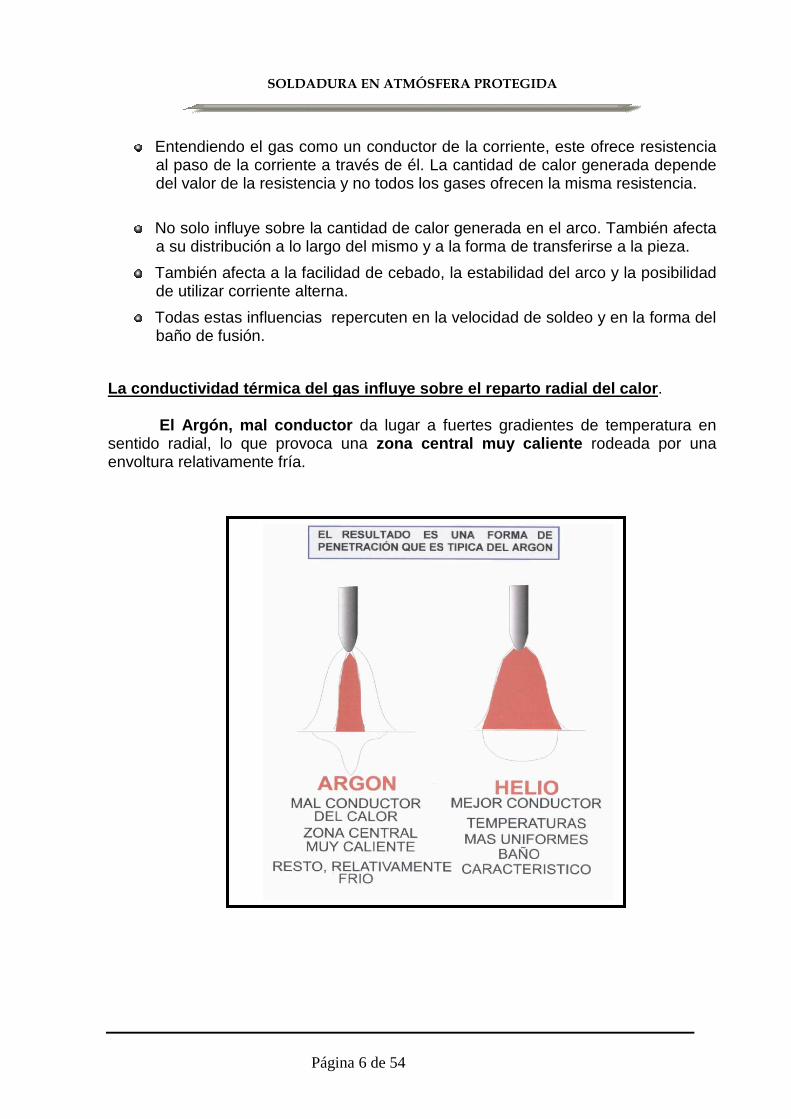
La conductividad térmica del gas influye sobre el r eparto radial del calor . El Argón, mal conductor da lugar a fuertes gradientes de temperatura en sentido radial, lo que provoca una zona central muy caliente rodeada por una envoltura relativamente fría.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 7 de 54
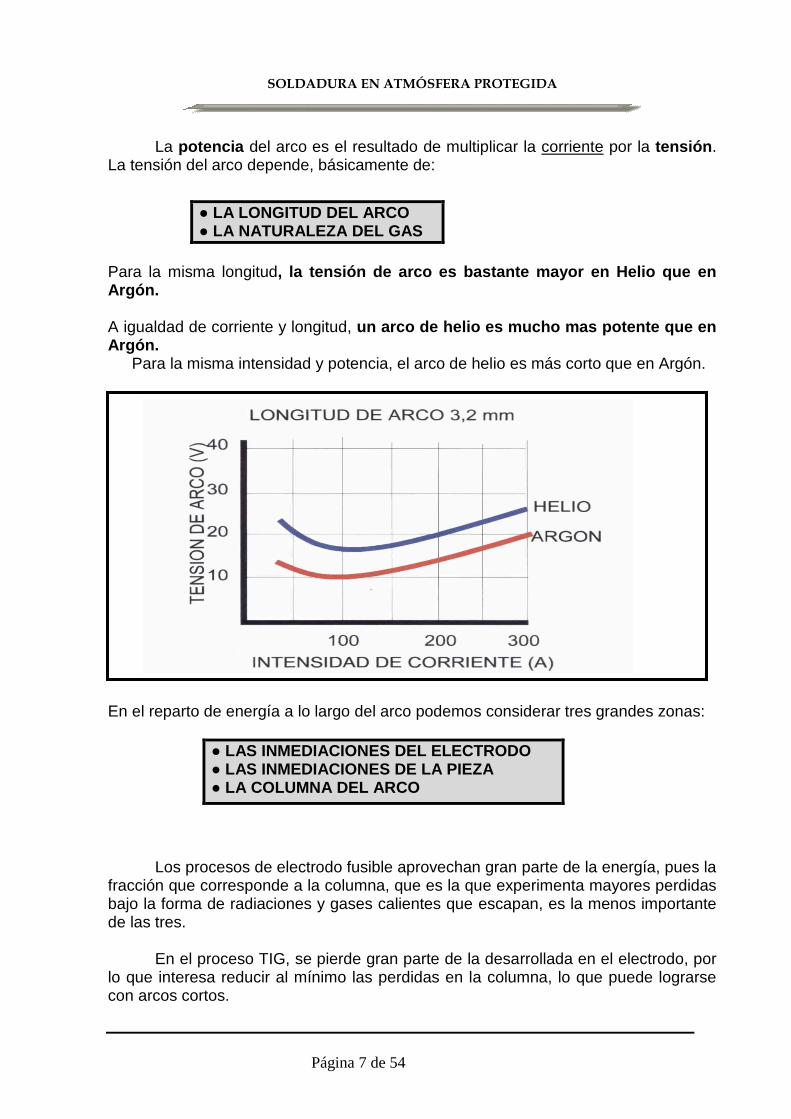
La potencia del arco es el resultado de multiplicar la corriente por la tensión . La tensión del arco depende, básicamente de:
● LA LONGITUD DEL AR CO ● LA NATURALEZA DEL GAS
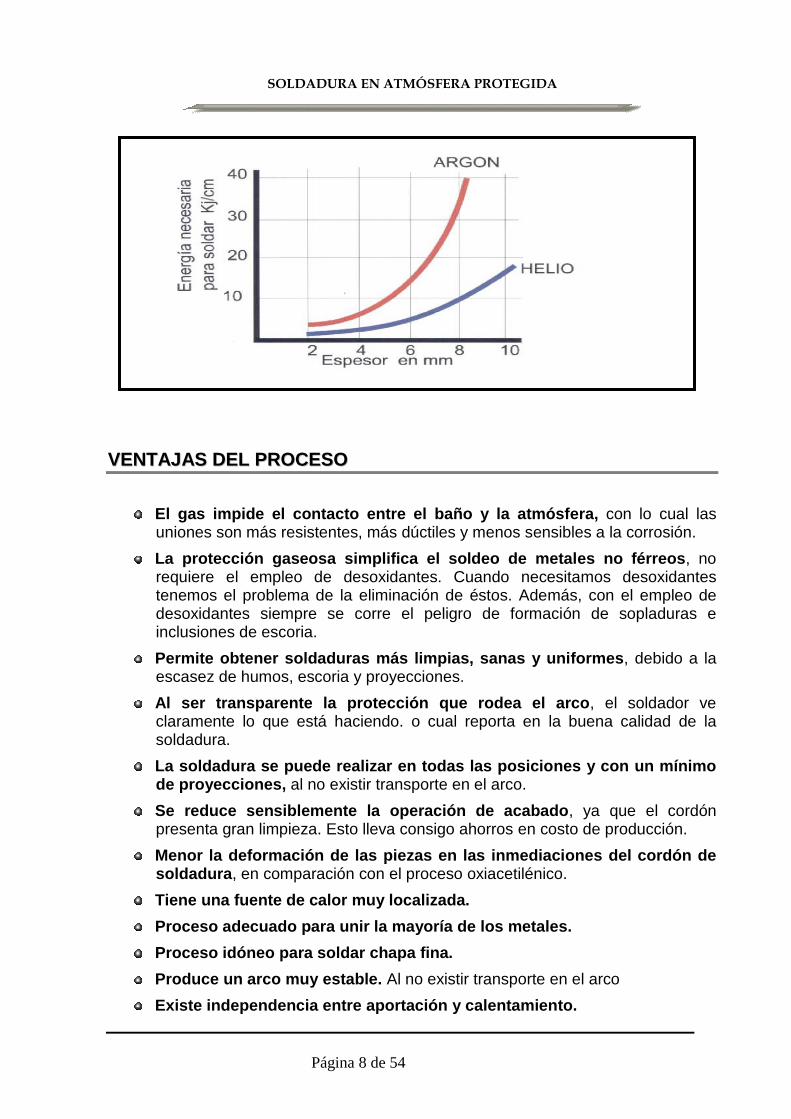
Para la misma longitud, la tensión de arco es bastante mayor en Helio que en Argón. A igualdad de corriente y longitud, un arco de helio es mucho mas potente que en Argón.
Para la misma intensidad y potencia, el arco de helio es más corto que en Argón.
En el reparto de energía a lo largo del arco podemos considerar tres grandes zonas:
● LAS INMEDIACIONES DEL ELECTRODO ● LAS INMEDIACIONES DE LA PIEZA ● LA COLUMNA DEL ARCO
Los procesos de electrodo fusible aprovechan gran parte de la energía, pues la fracción que corresponde a la columna, que es la que experimenta mayores perdidas bajo la forma de radiaciones y gases calientes que escapan, es la menos importante de las tres. En el proceso TIG, se pierde gran parte de la desarrollada en el electrodo, por lo que interesa reducir al mínimo las perdidas en la columna, lo que puede lograrse con arcos cortos.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 8 de 54
VVEENNTTAAJJAASS DDEELL PPRROOCCEESSOO
El gas impide el contacto entre el baño y la atmósf era, con lo cual las
uniones son más resistentes, más dúctiles y menos sensibles a la corrosión.
La protección gaseosa simplifica el soldeo de metal es no férreos , no requiere el empleo de desoxidantes. Cuando necesitamos desoxidantes tenemos el problema de la eliminación de éstos. Además, con el empleo de desoxidantes siempre se corre el peligro de formación de sopladuras e inclusiones de escoria.
Permite obtener soldaduras más limpias, sanas y uni formes , debido a la escasez de humos, escoria y proyecciones.
Al ser transparente la protección que rodea el arco , el soldador ve claramente lo que está haciendo. o cual reporta en la buena calidad de la soldadura.
La soldadura se puede realizar en todas las posicio nes y con un mínimo de proyecciones, al no existir transporte en el arco.
Se reduce sensiblemente la operación de acabado , ya que el cordón presenta gran limpieza. Esto lleva consigo ahorros en costo de producción.
Menor la deformación de las piezas en las inmediaci ones del cordón de soldadura , en comparación con el proceso oxiacetilénico.
Tiene una fuente de calor muy localizada.
Proceso adecuado para unir la mayoría de los metale s.
Proceso idóneo para soldar chapa fina.
Produce un arco muy estable. Al no existir transporte en el arco
Existe independencia entre aportación y calentamien to.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 9 de 54
Aunque se trata de un procedimiento manual , se ha automatiza para algunas producciones en serie.
LLIIMMIITTAACCIIOONNEESS DDEELL PPRROOCCEESSOO
Es un procedimiento relativamente lento.
La tasa de deposición es menor que la que se puede conseguir con otros procedimientos como el GMAW o SMAW.
La protección del arco pierde eficacia en zonas som etidas a corrientes de aire.
Su aplicación manual exige del soldador una gran ha bilidad.
CCAAMMPPOO DDEE AAPPLLIICCAACCIIÓÓNN
El proceso de soldeo TIG proporciona soldaduras de elevada calidad sustituyendo a la llama con notables ventajas en el soldeo de diversos materiales:
Aceros al carbono.
Aceros inoxidables.
Materiales de compleja soldabilidad :
Aluminio y sus aleaciones.
Magnesio y sus aleaciones.
Cobre y sus aleaciones.
Materiales sensibles a la oxidación:
Titanio y sus aleaciones.
Circonio y sus aleaciones.
En espesores:
Finos de 0,6 a 1 mm.
Medios, hasta 4 mm.
Su principal aplicación está centrada en la soldad ura de cordones de raíz en tubería.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 10 de 54
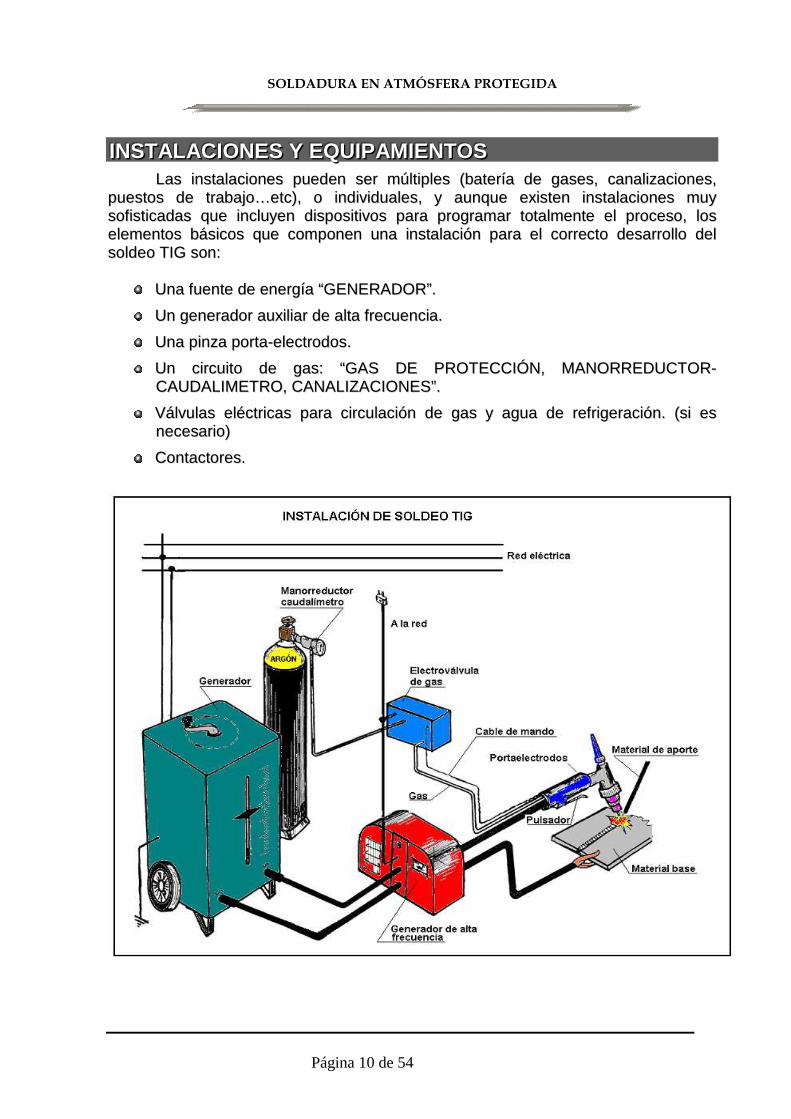
IIINNNSSSTTTAAALLLAAACCCIIIOOONNNEEESSS YYY EEEQQQUUUIIIPPPAAAMMMIIIEEENNNTTTOOOSSS LLaass iinnssttaallaacciioonneess ppuueeddeenn sseerr mmúúllttiipplleess ((bbaatteerrííaa ddee ggaasseess,, ccaannaalliizzaacciioonneess,,
ppuueessttooss ddee ttrraabbaajjoo……eettcc)),, oo iinnddiivviidduuaalleess,, yy aauunnqquuee eexxiisstteenn iinnssttaallaacciioonneess mmuuyy ssooffiissttiiccaaddaass qquuee iinncclluuyyeenn ddiissppoossiittiivvooss ppaarraa pprrooggrraammaarr ttoottaallmmeennttee eell pprroocceessoo,, llooss eelleemmeennttooss bbáássiiccooss qquuee ccoommppoonneenn uunnaa iinnssttaallaacciióónn ppaarraa eell ccoorrrreeccttoo ddeessaarrrroolllloo ddeell ssoollddeeoo TTIIGG ssoonn::
UUnnaa ffuueennttee ddee eenneerrggííaa ““GGEENNEERRAADDOORR””.. UUnn ggeenneerraaddoorr aauuxxiilliiaarr ddee aallttaa ffrreeccuueenncciiaa.. UUnnaa ppiinnzzaa ppoorrttaa--eelleeccttrrooddooss.. UUnn cciirrccuuiittoo ddee ggaass:: ““GGAASS DDEE PPRROOTTEECCCCIIÓÓNN,, MMAANNOORRRREEDDUUCCTTOORR--
CCAAUUDDAALLIIMMEETTRROO,, CCAANNAALLIIZZAACCIIOONNEESS””.. VVáállvvuullaass eellééccttrriiccaass ppaarraa cciirrccuullaacciióónn ddee ggaass yy aagguuaa ddee rreeffrriiggeerraacciióónn.. ((ssii eess
nneecceessaarriioo)) CCoonnttaaccttoorreess..
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 11 de 54
GGEENNEERRAADDOORR
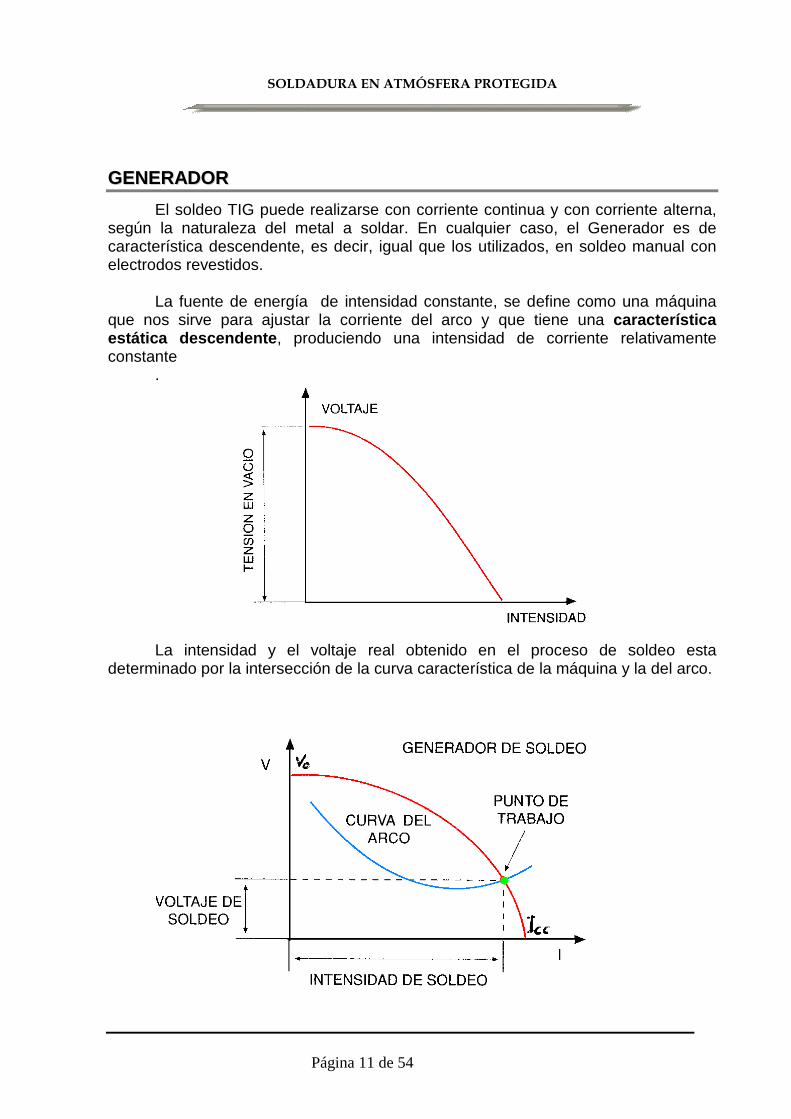
El soldeo TIG puede realizarse con corriente continua y con corriente alterna, según la naturaleza del metal a soldar. En cualquier caso, el Generador es de característica descendente, es decir, igual que los utilizados, en soldeo manual con electrodos revestidos.
La fuente de energía de intensidad constante, se define como una máquina que nos sirve para ajustar la corriente del arco y que tiene una característica estática descendente , produciendo una intensidad de corriente relativamente constante
.
La intensidad y el voltaje real obtenido en el proceso de soldeo esta
determinado por la intersección de la curva característica de la máquina y la del arco.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 12 de 54
Dos aspectos importantes son:
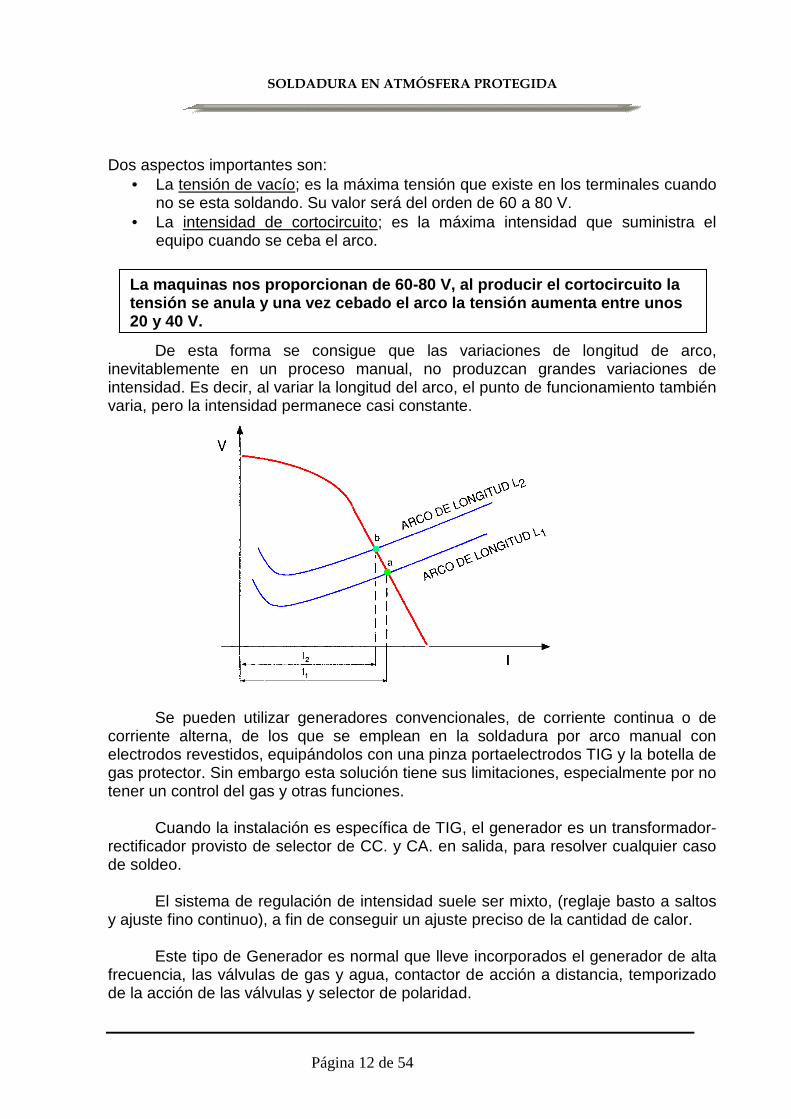
• La tensión de vacío; es la máxima tensión que existe en los terminales cuando no se esta soldando. Su valor será del orden de 60 a 80 V.
• La intensidad de cortocircuito; es la máxima intensidad que suministra el equipo cuando se ceba el arco.
De esta forma se consigue que las variaciones de longitud de arco, inevitablemente en un proceso manual, no produzcan grandes variaciones de intensidad. Es decir, al variar la longitud del arco, el punto de funcionamiento también varia, pero la intensidad permanece casi constante.
Se pueden utilizar generadores convencionales, de corriente continua o de corriente alterna, de los que se emplean en la soldadura por arco manual con electrodos revestidos, equipándolos con una pinza portaelectrodos TIG y la botella de gas protector. Sin embargo esta solución tiene sus limitaciones, especialmente por no tener un control del gas y otras funciones.
Cuando la instalación es específica de TIG, el generador es un transformador- rectificador provisto de selector de CC. y CA. en salida, para resolver cualquier caso de soldeo.
El sistema de regulación de intensidad suele ser mixto, (reglaje basto a saltos
y ajuste fino continuo), a fin de conseguir un ajuste preciso de la cantidad de calor. Este tipo de Generador es normal que lleve incorporados el generador de alta
frecuencia, las válvulas de gas y agua, contactor de acción a distancia, temporizado de la acción de las válvulas y selector de polaridad.
La maquinas nos proporcionan de 60 -80 V, al producir el cortocircuito la tensión se anula y una vez cebado el arco la tensió n aumenta entre unos 20 y 40 V.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 13 de 54
Las características principales de estos tipos de generadores son:
La regulación de la intensidad será la que modifique la potencia del arco.
Al aumentar la longitud del arco la tensión de arco sube y la intensidad disminuye ligeramente.
Pueden ser de CC o CA. Estos serán denominados como equipos simples. Si poseen los dos tipos de corriente se les denominaran equipos mixtos.
La tecnología de estos generadores podrá ser de tipo convencional (los más sencillos), de tipo electrónico y de tecnología inverter.
Los rangos de intensidad deberán estar comprendidos entre 10A y 200A. En algunos casos esta intensidad podrá ser más elevada.
Todos los equipos TIG deberán tener un regulador de intensidad preciso, que sea capaz de hacer pequeñas variaciones en los valores de Intensidad.
Para el soldeo con corriente alterna necesitará un generador de alta frecuencia.
Los equipos TIG podrán ser refrigerados o no. Si poseen refrigeración podrán ser de refrigeración abierta o cerrada.
GGEENNEERRAADDOORR AAUUXXIILLIIAARR DDEE AALLTTAA FFRREECCUUEENNCCIIAA
Es la solución más comúnmente adoptada en soldeo TIG para resolver el problema que presenta el cebado y la estabilidad del arco con electrodo desnudo en CA.
Existen otras posibilidades raramente utilizadas para la estabilización del arco con corriente alterna:
Transformador con tensión de vacío elevada ≥ 180V.
Dispositivo de mejora de la curva de corriente.
Estabilizadores de alta tensión.
Arco piloto (la boquilla será de cobre).
Todos estos tipos producen un arco estable pero resultan caros o pueden llegar a ser peligrosos para el soldador.
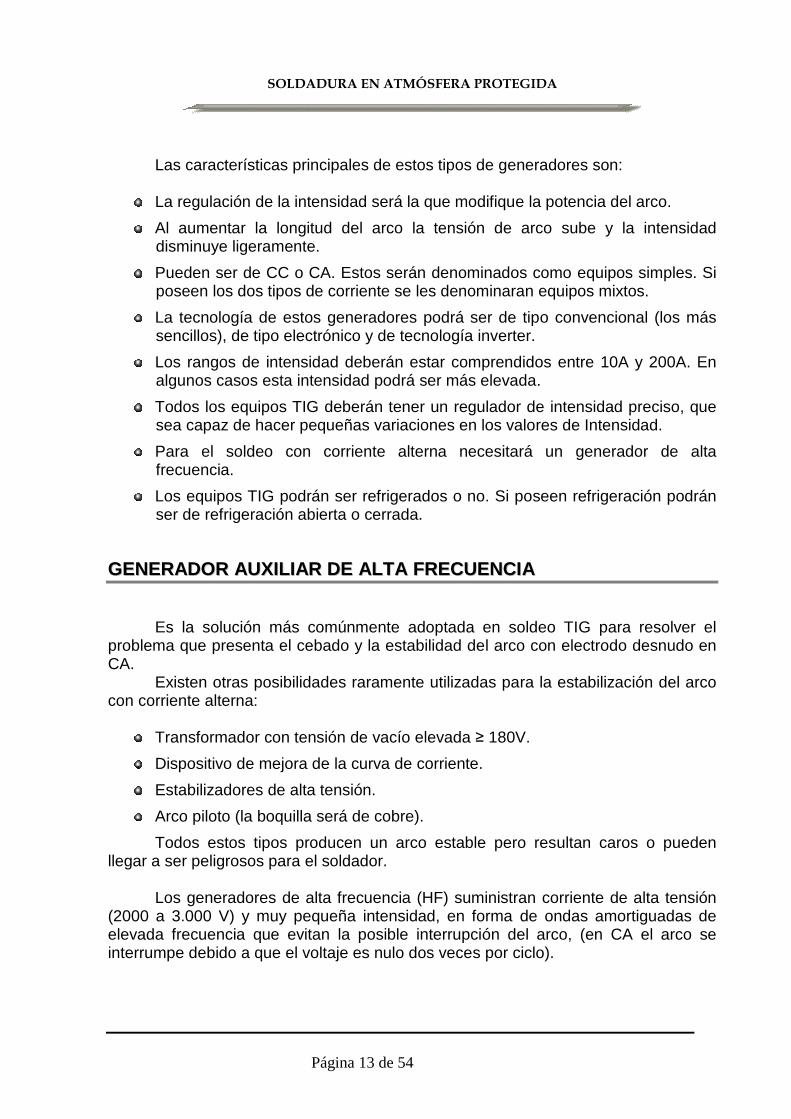
Los generadores de alta frecuencia (HF) suministran corriente de alta tensión
(2000 a 3.000 V) y muy pequeña intensidad, en forma de ondas amortiguadas de elevada frecuencia que evitan la posible interrupción del arco, (en CA el arco se interrumpe debido a que el voltaje es nulo dos veces por ciclo).
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 14 de 54
La corriente de alta frecuencia se superpone a la corriente de soldeo sin
perturbarla; no es peligrosa para el soldador y como único inconveniente es que puede producir trastornos por corrientes parásitas que afectarían a radio, TV. etc.
Son imprescindibles para el soldeo TIG en CA. y con venientes para mejorar el cebado en CC. Funcionan con corriente de la red y van provistos de regulador de potencia en los generadores convencionales.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 15 de 54
PPIINNZZAA PPOORRTTAA--EELLEECCTTRROODDOOSS
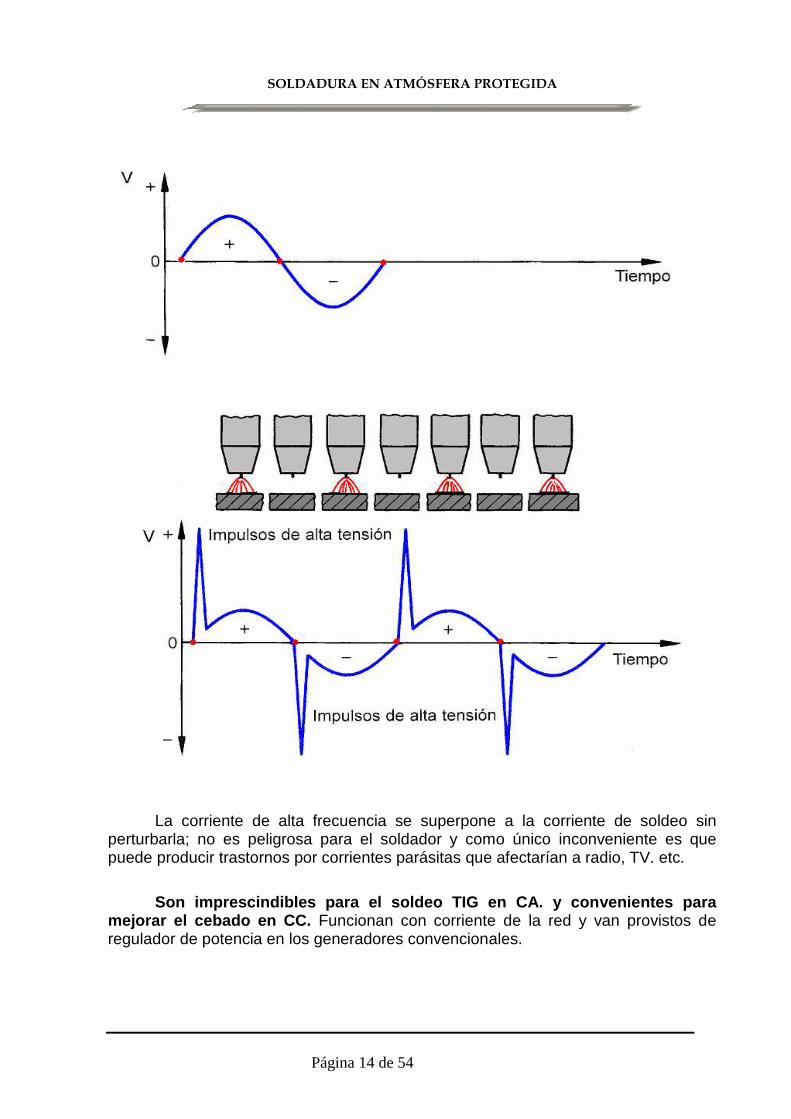
Tiene la misión de sujetar el electrodo , conducir la corriente y el gas de protección hasta la zona de soldeo. Puede ser:
De refrigeración natural (por aire); se emplean cuando no se requieren grandes intensidades y suelen ser muy ligeros (hasta 150 A).
El cable de corriente se sitúa en el interior en el interior del cable del gas.
De refrigeración forzada (mediante circulación de agua); se utilizan para trabajos que exijan intensidades superiores a las que soportan las de refrigeración natural.
En cuyo caso la circulación del agua por el interior del portaelectrodos evita el sobrecalentamiento del mismo. Los portaelectrodos de refrigeración por agua presentan el inconveniente de su mayor peso.
Partes de una torcha:
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 16 de 54
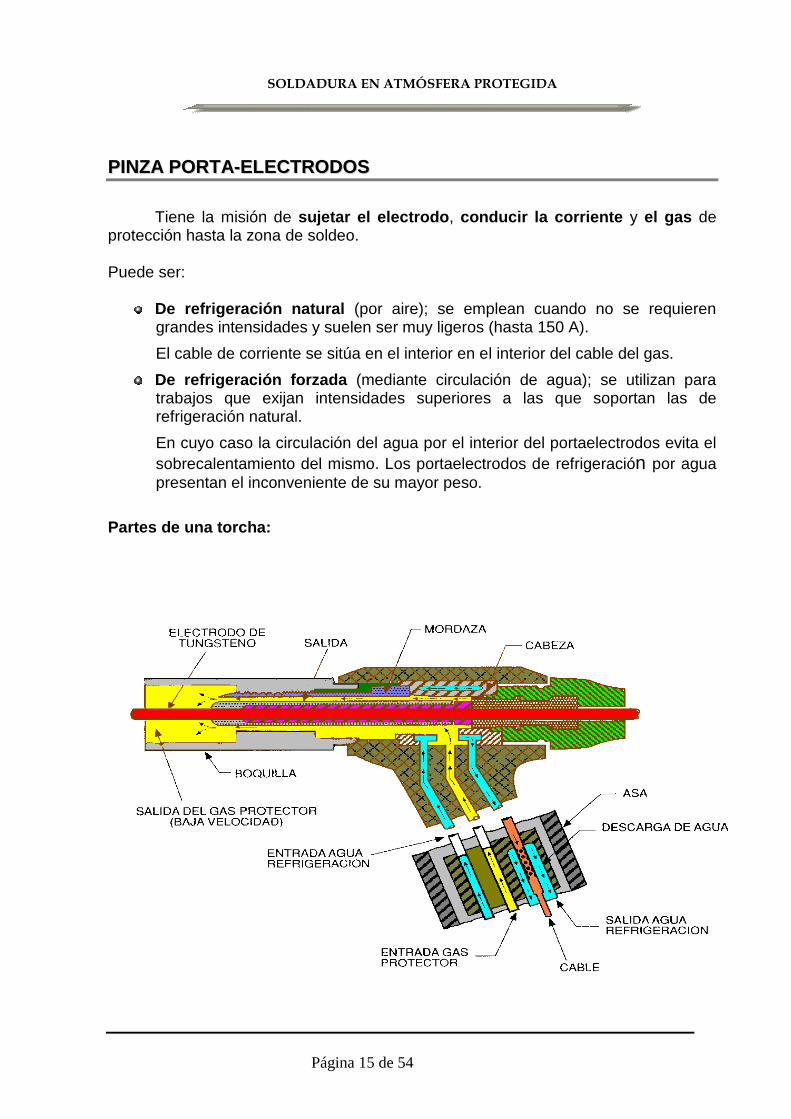
La torcha consta de un cuerpo provisto de una empuñadura. En él se encuentran alojados los siguientes elementos principales:
Interruptor o pulsador; acciona un contactor para que circule la corriente,
también activa las electroválvulas que regulan la circulación del gas y refrigerante (si se dispone).
Difusor ; Encargado de dirigir el gas de protección hacia la boquilla, y eliminar turbulencias en el chorro, que podrían absorber aire y contaminar la soldadura.
Boquilla . Construida de material cerámico, tiene la misión de dirigir y distribuir el gas protector sobre la zona de soldadura. A fin de acomodarse a distintas exigencias de consumo, existen boquillas de diferentes diámetros.
Espesor de chapa Diámetro de boquilla
1 6 1-2 8-9 2-4 10-11
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 17 de 54
Porta-electrodos ; Mediante la cual se sujeta rígidamente el electrodo de tungsteno. Se debe emplear la pinza correspondiente al diámetro del tungsteno.
Capuchón . Es el tapón posterior del portaelectrodos, con él se aprieta la pinza
sobre el tungsteno y se cierra la salida posterior del gas. Hay varios tipos de capuchones; el capuchón largo se utiliza en condiciones normales y el capuchón corto se emplea en lugares de difícil acceso.
Aislante. Accesorio encargado de aislar el posible paso de la corriente hacia la empuñadura.
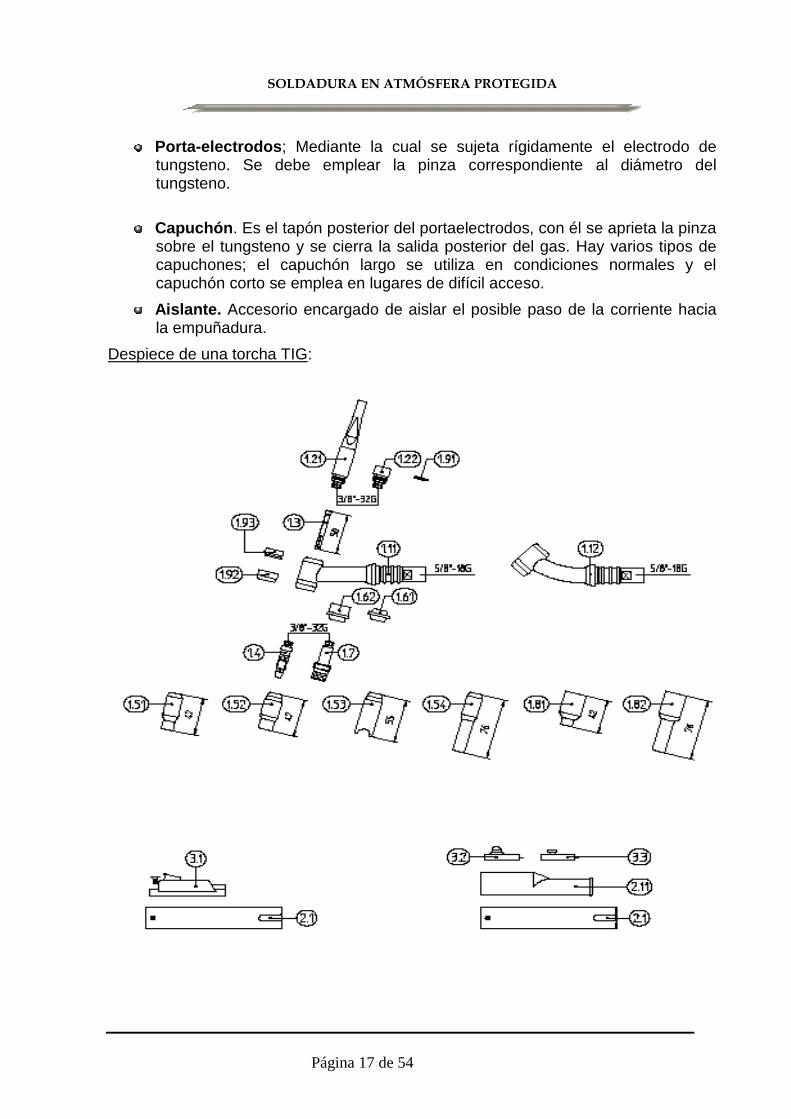
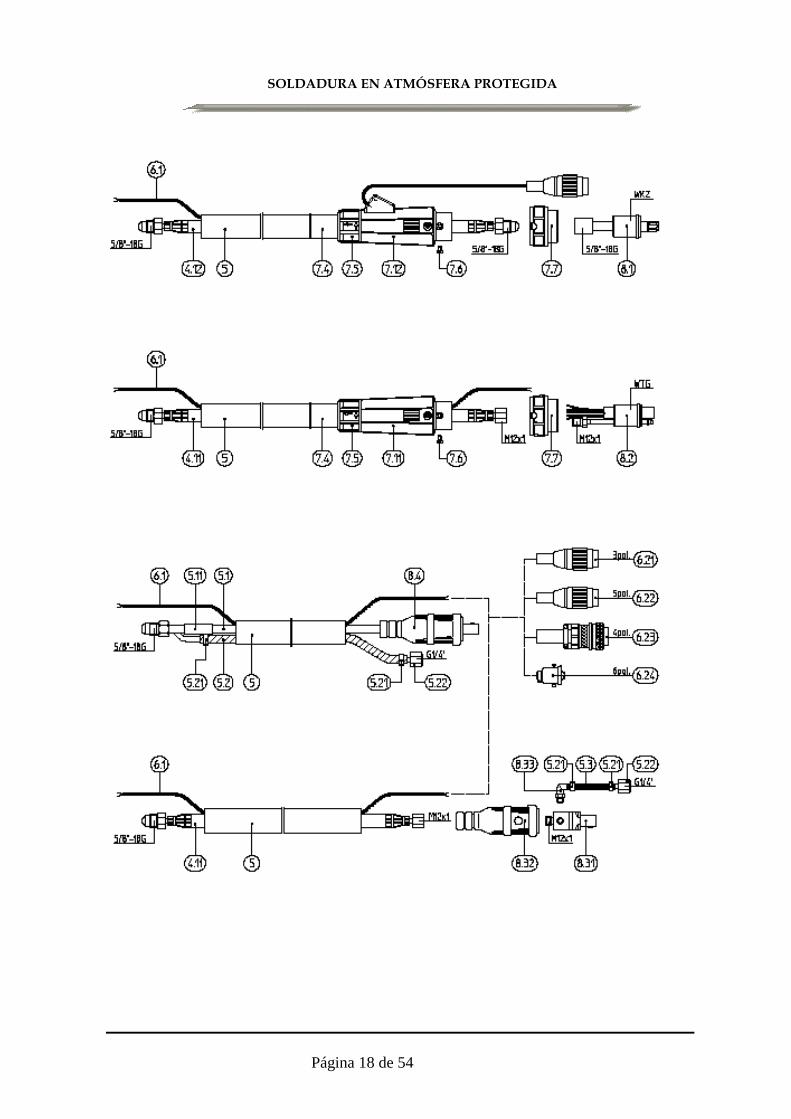
Despiece de una torcha TIG:
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 18 de 54
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 19 de 54
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 20 de 54
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 21 de 54
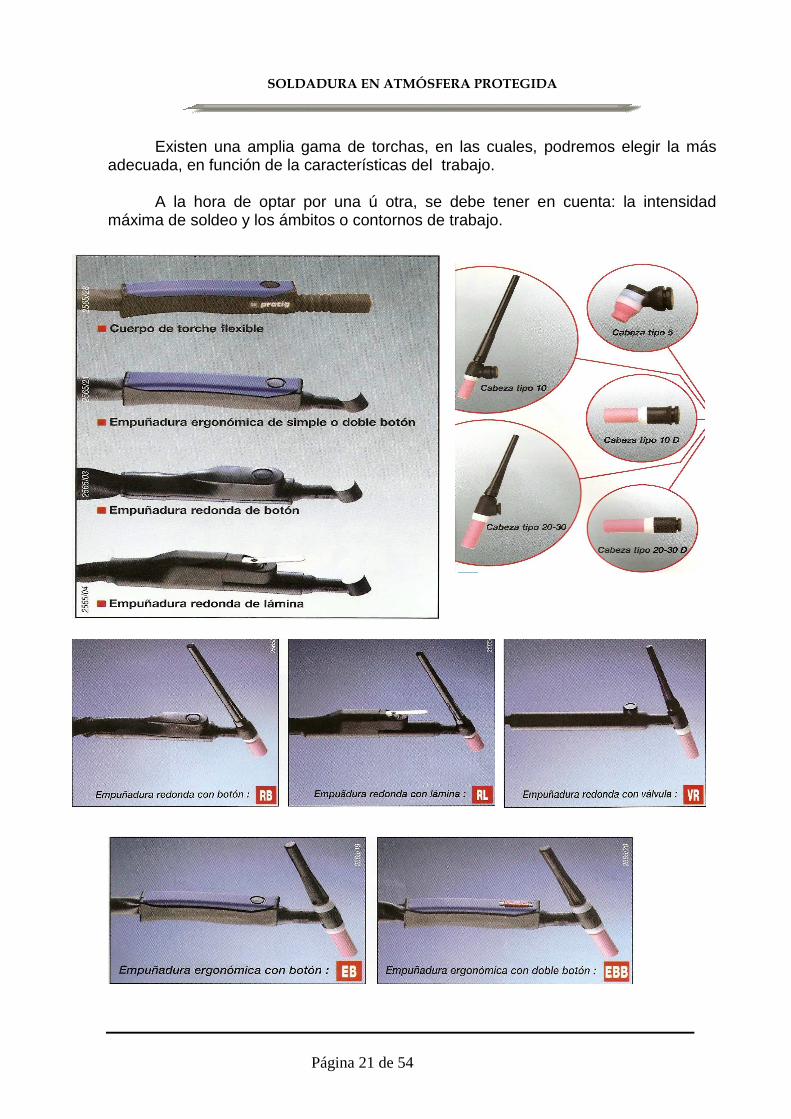
Existen una amplia gama de torchas, en las cuales, podremos elegir la más adecuada, en función de la características del trabajo. A la hora de optar por una ú otra, se debe tener en cuenta: la intensidad máxima de soldeo y los ámbitos o contornos de trabajo.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 22 de 54
GGGAAASSSEEESSS DDDEEE PPPRRROOOTTTEEECCCCCCIIIOOONNN
Su función es proteger:
El metal fundido.
El baño de fusión
El electrodo.
Contra la oxidación o contaminación por impurezas. Si el aire entra en contacto con el metal fundido, puede producirse los siguientes efectos:
Oxidaciones.
Formación de gases que pueden dar lugar a porosidades.
Formación de nitruros u otros componentes muy frágiles.
Absorción de gases.
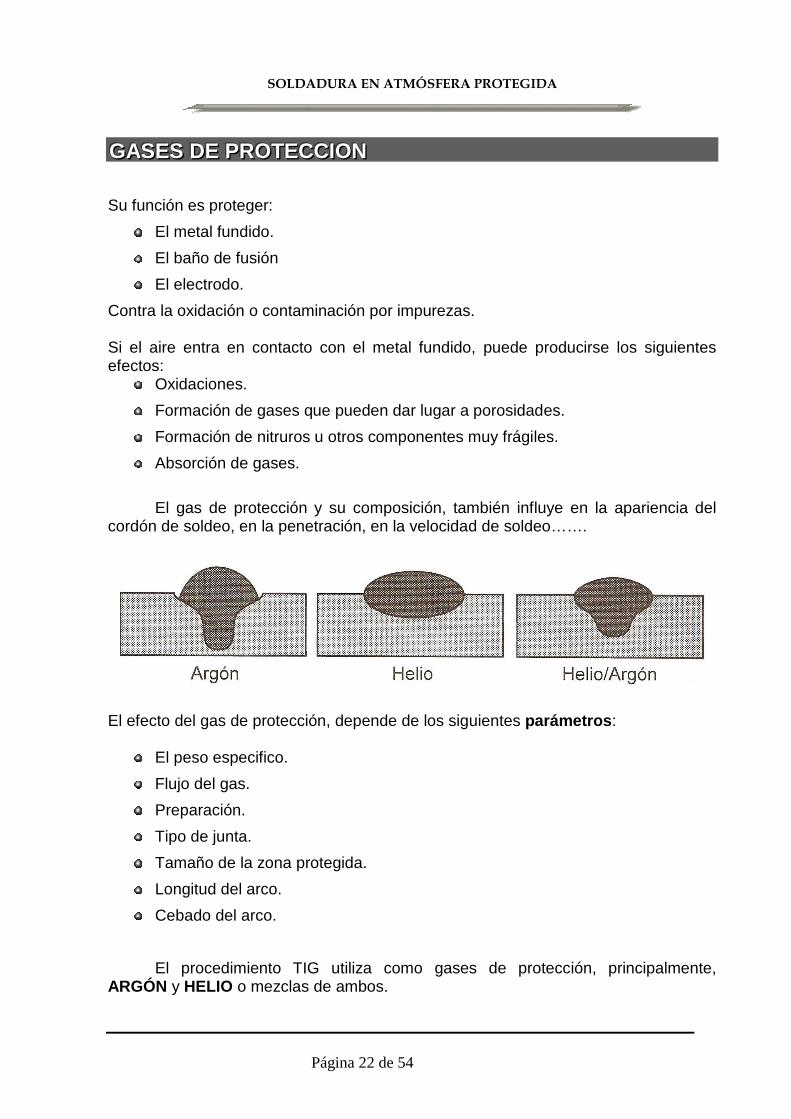
El gas de protección y su composición, también influye en la apariencia del cordón de soldeo, en la penetración, en la velocidad de soldeo…….
El efecto del gas de protección, depende de los siguientes parámetros :
El peso especifico.
Flujo del gas.
Preparación.
Tipo de junta.
Tamaño de la zona protegida.
Longitud del arco.
Cebado del arco.
El procedimiento TIG utiliza como gases de protección, principalmente, ARGÓN y HELIO o mezclas de ambos.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 23 de 54
El paso del gas comienza unos instantes antes de que salte el arco y finaliza unos instantes después del cese del mismo. De esta forma se garantiza la total protección del baño desde el inicio hasta la fase de solidificación.
El argón y el helio se suministran en botellas de acero que contienen unos 10 metros cúbicos de gas a una presión 200 kg. A la salida de la botella (individual), o batería de botellas (varios puestos), y para la regulación de trabajo lleva un regulador caudalímetro, el cual reduce la presión de la botella y proporciona el caudal de trabajo adecuado. El caudal a utilizar dependerá de la naturaleza del metal a soldar y del diámetro de la boquilla que se utilice. Se regula mediante un mando que lleva incorporado el caudalímetro.
GENERALMENTE UN LITRO X MM DE Ø DE BOQUILLA
AARRGGOONN
El Argón constituye aproximadamente el 0,93% de la atmósfera. (Forma parte del grupo de los gases nobles. Estos son un grupo de gases raros que poseen una gran estabilidad y unos ratios de reacción extremadamente bajos. También son llamados gases inertes).
El Argón es incoloro, inodoro, insípido y no tóxico. Tiene una gravedad específica de 1.38 que le hace ser un 25% más pesado que el aire. A presión atmosférica, se hace líquido a -186ºC.
Principales características:
Eficiente protección debido a su alta densidad . Al ser 1,4 veces más pesado que el aire tiende a cubrir bien el área de soldeo. En contraposición con el Helio que es mucho más ligero que el aire.
Cebado fácil . Debido a la menor energía de ionización es mas fácil el cebado con Argón que con Helio.
Buena estabilidad de arco . Como consecuencia de la baja energía de ionización anteriormente reseñada, se originan arcos estables y tranquilos. Importante cualidad en el soldeo con CC.
Económico . El argón es generalmente más económico que el helio. El empleo del helio resulta económico en Estados Unidos donde este gas suele acompañar al crudo en los pozos de petróleo.
Idóneo para pequeños espesores . Al tener una energía de ionización reducida, necesita tensiones reducidas y produce consecuentemente arcos poco energéticos, con aporte de calor reducido.
Forma del cordón de penetración . Al tener una conductividad térmica más baja que el Helio, el calor se concentra en la zona central del arco produciendo penetraciones de aspecto característico.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 24 de 54
HELIO
El Helio es mucho más ligero que el aire. Se obtiene generalmente del petróleo. Es el segundo gas elemental más ligero después del hidrógeno. El que posee moléculas más pequeñas, y tiene el punto de ebullición más bajo.
Es incoloro, inodoro, insípido y no tóxico, químicamente inerte y no inflamable, sólo ligeramente soluble en agua, y tiene una conductividad térmica alta.
Principales características:
Baja densidad . muy ligero, pesa unas 20 veces menos que el argón, lo que requiere caudales superiores.
Alta energía de ionización . dificulta el cebado y estabilidad de arco. Por esta misma razón requiere tensiones de arco elevadas.
Elevada conductividad térmica. Por lo que la columna de plasma es ancha.
No resulta económico . Solo se usa en soldaduras donde realmente exista una ventaja en su uso.
Idóneo para : soldeo de grandes espesores, procesos automatizados en los que se empleen grandes velocidades de soldeo o materiales de elevada conductividad. (p.j cobre).
Por lo tanto las propiedades más importantes del Helio son:
Aporte térmico muy elevado.
Cordones anchos y con gran penetración.
Se pueden realizar soldeos a gran velocidad.
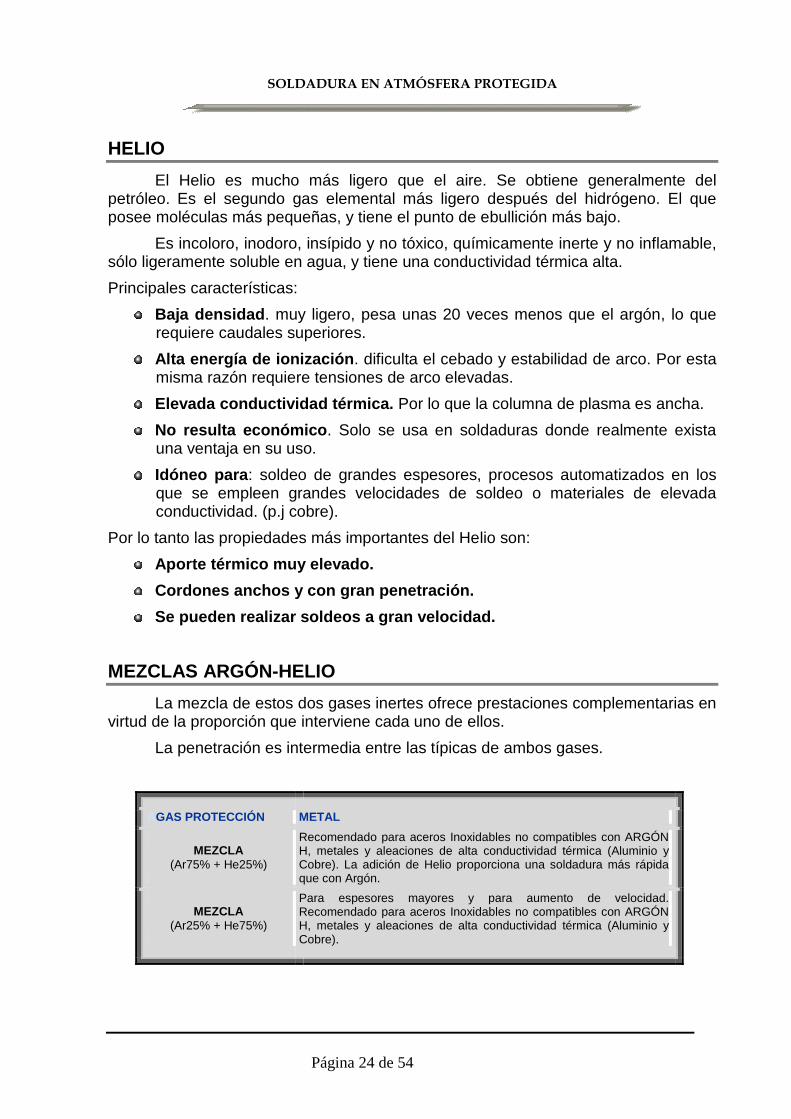
MEZCLAS ARGÓN-HELIO
La mezcla de estos dos gases inertes ofrece prestaciones complementarias en virtud de la proporción que interviene cada uno de ellos.
La penetración es intermedia entre las típicas de ambos gases.
AGAS PROTECCIÓN METAL
MEZCLA (Ar75% + He25%)
Recomendado para aceros Inoxidables no compatibles con ARGÓN H, metales y aleaciones de alta conductividad térmica (Aluminio y Cobre). La adición de Helio proporciona una soldadura más rápida que con Argón.
MEZCLA (Ar25% + He75%)
Para espesores mayores y para aumento de velocidad. Recomendado para aceros Inoxidables no compatibles con ARGÓN H, metales y aleaciones de alta conductividad térmica (Aluminio y Cobre).

SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 25 de 54
ADICIONES DE HIDRÓGENO.
Se utiliza como aditivo del Argón para el soldeo TIG, el porcentaje de adicción se encuentra entre el 1-10 %, obteniéndose con ello las siguientes ventajas:
Aumenta el aporte térmico.
Permite aumentar la velocidad de soldeo.
Aumenta la anchura y penetración del cordón de soldadura.
Nunca se deben utilizar, en el soldeo aceros al carbono, de baja aleación, aceros inox. Ferríticos.. Ya que en estos materiales el hidrogeno puede producir fisuraciones.
Se puede emplear , en el soldeo de los aceros inox. Austeníticos y aleaciones de base Níquel (especialmente en procesos automáticos).
La explicación del aumento en el aporte térmico producido por el hidrógeno, esta basado en las reacciones que este gas produce en el seno del arco.
La disociación del hidrógeno absorbe calor en las z onas calientes del arco.
La posterior recombinación devuelve este calor a la s inmediaciones del baño.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 26 de 54
ADICIONES DE NITRÓGENO.
Se utiliza como aditivo del Argón para el soldeo TIG, sin embargo no es una adicción muy común. El Nitrógeno potencialmente reactivo a alta temperatura con la formación indeseada de nitruros,(fuerte austenitizante),no debe ser empleado cuando es necesario obtener una estructura final ferrítica. Suele utilizarse casi con exclusividad en el soldeo del cobre y sus aleaciones, siendo las ventajas más destacadas las siguientes:
Bajo coste.
Aumenta la penetración y anchura del cordón.
Aumenta el aporte energético.
LA ELECCION DEL GAS DE PROTECCIÓN VA A DEPENDER COM O HEMOS DESCRITO CON ANTERIORIDAD, DE DIVERSOS FACTORES, EN SINTESIS:
Tipo de material.
Espesor del material.
Posición de soldadura.
Energía necesaria en el arco.
Calidad que se desee obtener.
Costo de la soldadura.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 27 de 54
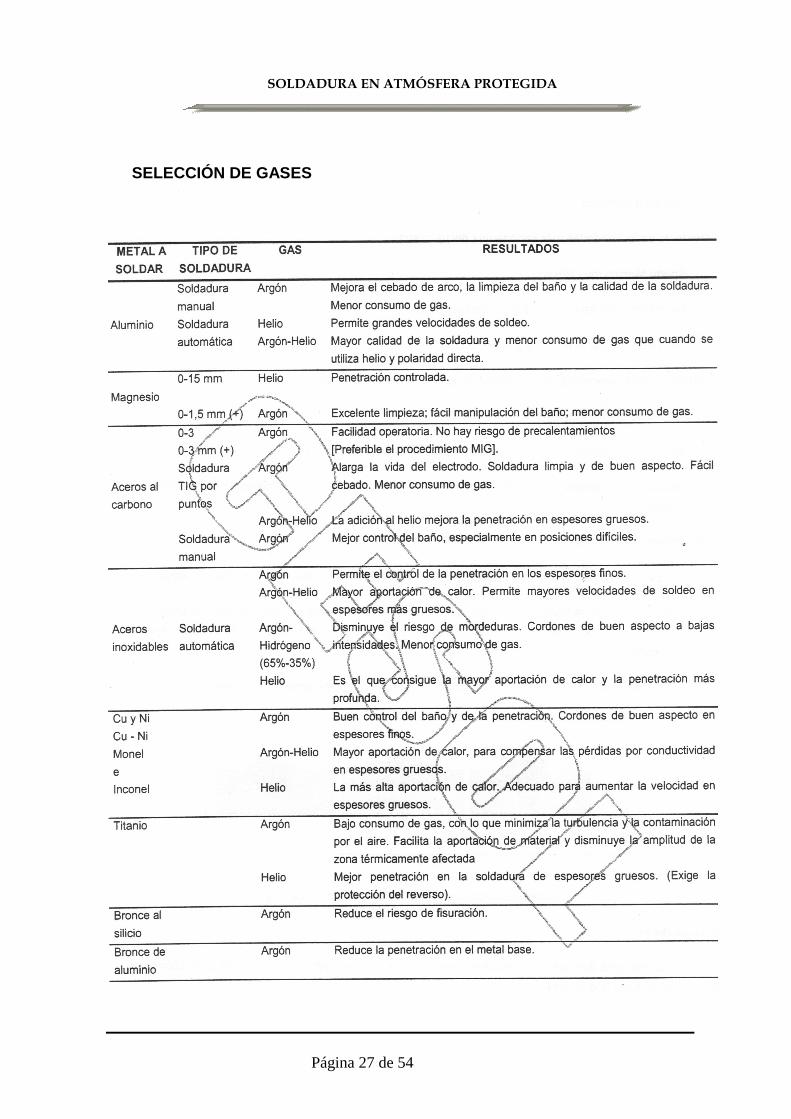
SELECCIÓN DE GASES
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 28 de 54
GASES DE PROTECCIÓN POR EL REVERSO
En algunos casos es necesaria la protección por el reverso de las uniones soldadas. Pueden ser utilizados los mismos gases de protección que se utilizan en la protección por el anverso Argón, Helio, mezclas, aunque también pueden utilizarse en algunos casos gases reductores (hidrógeno) o reactivos (Nitrógeno).
El Argón es el más utilizado. Aunque el Helio, compatible con todos los metales, facilita la eliminación del aire situado en las zonas más elevadas
Las mezclas reductoras (Ar + H2 o N2 + H2) se utilizan para aceros austeníticos. Impiden la formación de óxidos y mejoran el aspecto superficial del reverso de la junta. El porcentaje de hidrogeno oscila entre el 5 ó 10 %.
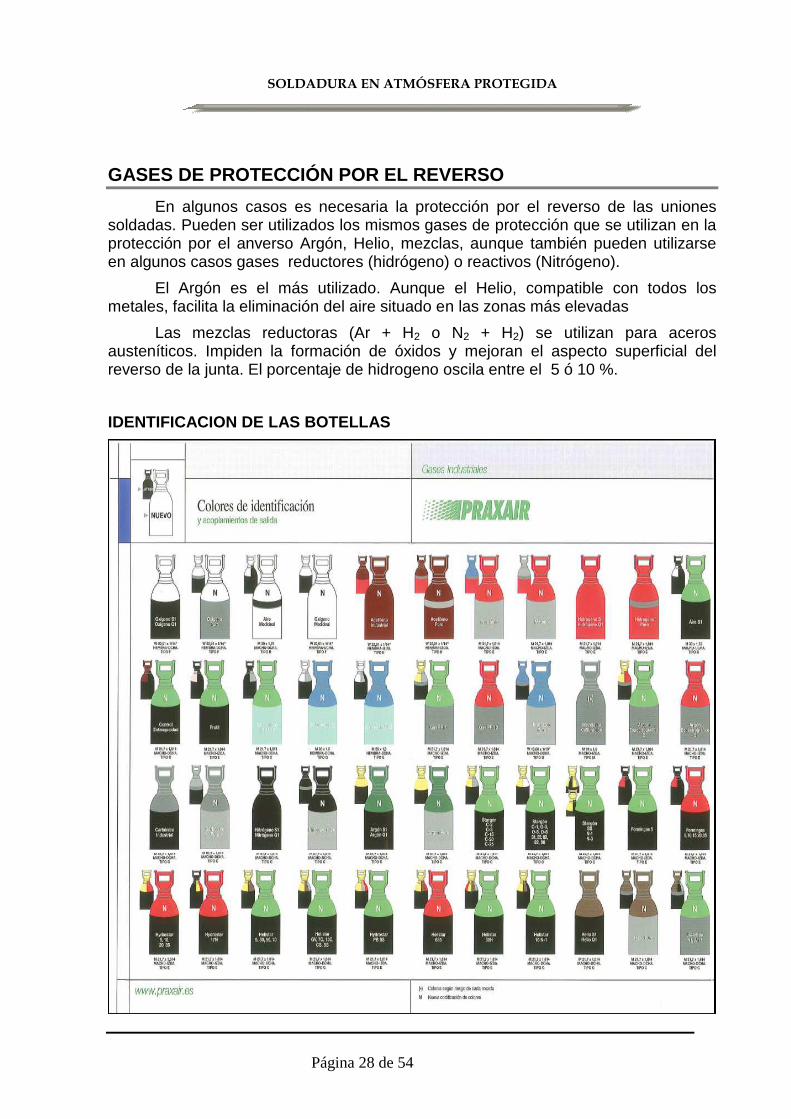
IDENTIFICACION DE LAS BOTELLAS
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 29 de 54
EEELLLEEECCCTTTRRROOODDDOOOSSS Tienen como misión servir de último conductor de la corriente de soldeo, estableciendo y manteniendo el arco estable, sin ap ortar material al baño de fusión.
Por este motivo (emisión) y para evitar su desgaste (duración), suelen estar aleados. Es muy importante que posea una alta temperatura de fusión.
Principalmente se empelan:
Tungsteno puro (distintivo verde).
Tungsteno aleado con 2% de torio (rojo).
Tungsteno aleado con circonio 3% (marrón).
Aunque también existen:
Tungsteno aleado con 0,4,1,3 y 4% de Torio.
Tungsteno aleado con circonio 8% (blanco).
Tungsteno aleado con Cerio (gris).
Tungsteno aleado con Lantano (negro).
La selección del tipo de electrodo se realizará en función del tipo de corriente a utilizar, a su vez determinada por el material a soldar. Los electrodos toriados pierden sus propiedades con la corriente alterna.
La selección del diámetro del electrodo se realiza en función de la intensidad necesaria y del tipo de corriente a utilizar. Cuando se trabaja con corriente continua el calor generado se reparte al 70% al polo positivo, y el 30 al polo negativo, por lo que para igual intensidad se necesita mayor diámetro con polaridad inversa. Con corriente alterna el reparto de calor es del 50%.
TUNGSTENO PURO.
Compuesto de tungsteno o wolframio puro, cuyo punto de fusión es de aproximadamente 3400ºC.
Es necesario que el extremo sea redondeado.
Se identifican con un anillo de color verde en uno de sus extremos.
Se utilizan con c.a. en la soldadura del aluminio, magnesio y sus aleaciones.
TUNGSTENO ALEADO CON TORIO.
El punto de fusión de esta aleación es aproximadamente de 4000ºC.
El extremo a de estar afilado.
El anillo es de color rojo, para los que tienen un 2%.
Se utilizan con c.c. en el soldeo de los aceros, cobres, titanio, etc.
El precio resulta de un 10 a un 15% superior a los de W puro.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 30 de 54
El contenido de torio conlleva una mejor emisividad, mejor cebado, mayor resistencia a la contaminación, y proporciona un arco más estable.
TUNGSTENO-CIRCONIO.
El punto de fusión es de aproximadamente de 3800ºC.
Tiene unas características intermedias entre los dos anteriores.
Se puede soldar con C.A. y con C.C. siendo más eficaz la C.A. ya que permite mejor estabilidad del arco.
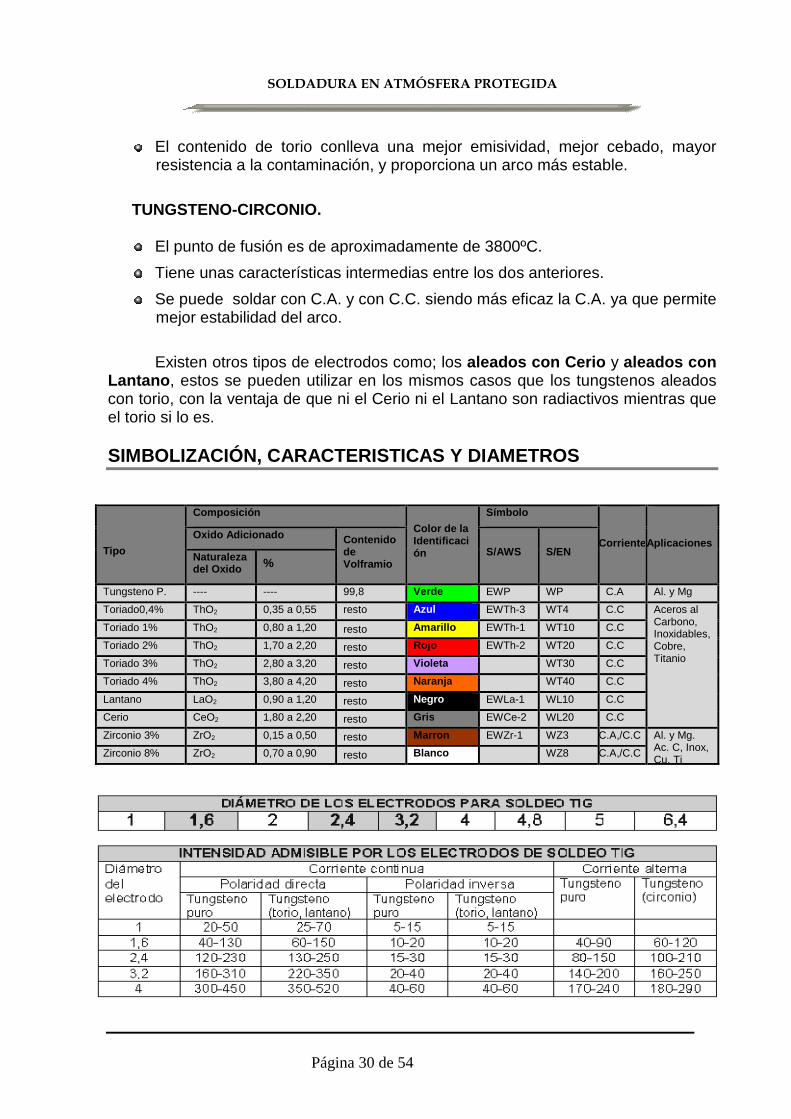
Existen otros tipos de electrodos como; los aleados con Cerio y aleados con Lantano , estos se pueden utilizar en los mismos casos que los tungstenos aleados con torio, con la ventaja de que ni el Cerio ni el Lantano son radiactivos mientras que el torio si lo es. SIMBOLIZACIÓN, CARACTERISTICAS Y DIAMETROS
Tipo
Composición
Color de la Identificación
Símbolo
Corriente
Aplicaciones Oxido Adicio nado Contenido
de Volframio
S/AWS S/EN Naturaleza del Oxido %
Tungsteno P. ---- ---- 99,8 Verde EWP WP C.A Al. y Mg
Toriado0,4% ThO2 0,35 a 0,55 resto Azul EWTh-3 WT4 C.C Aceros al Carbono, Inoxidables, Cobre, Titanio
Toriado 1% ThO2 0,80 a 1,20 resto Amarillo EWTh-1 WT10 C.C
Toriado 2% ThO2 1,70 a 2,20 resto Rojo EWTh-2 WT20 C.C
Toriado 3% ThO2 2,80 a 3,20 resto Violeta WT30 C.C
Toriado 4% ThO2 3,80 a 4,20 resto Naranja WT40 C.C
Lantano LaO2 0,90 a 1,20 resto Negro EWLa-1 WL10 C.C
Cerio CeO2 1,80 a 2,20 resto Gris EWCe-2 WL20 C.C
Zirconio 3% ZrO2 0,15 a 0,50 resto Marron EWZr-1 WZ3 C.A,/C.C Al. y Mg. Ac. C, Inox, Cu, Ti
Zirconio 8% ZrO2 0,70 a 0,90 resto Blanco WZ8 C.A,/C.C
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 31 de 54
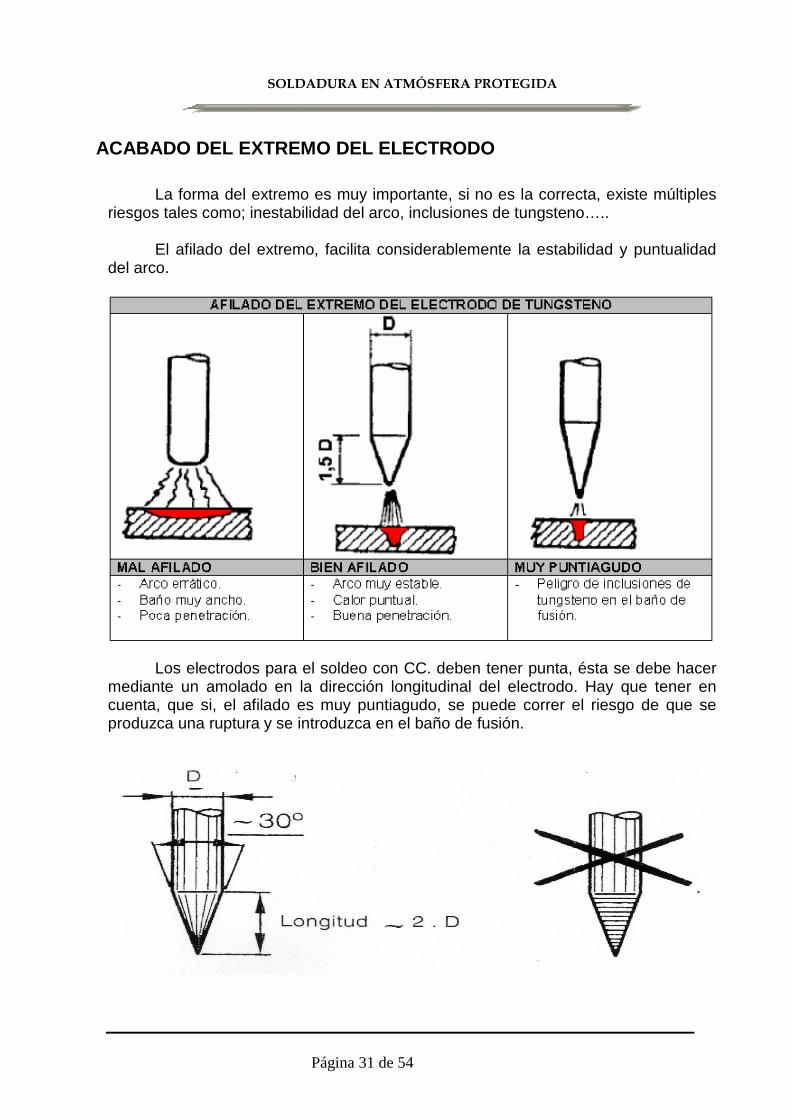
ACABADO DEL EXTREMO DEL ELECTRODO
La forma del extremo es muy importante, si no es la correcta, existe múltiples riesgos tales como; inestabilidad del arco, inclusiones de tungsteno….. El afilado del extremo, facilita considerablemente la estabilidad y puntualidad del arco.
Los electrodos para el soldeo con CC. deben tener punta, ésta se debe hacer mediante un amolado en la dirección longitudinal del electrodo. Hay que tener en cuenta, que si, el afilado es muy puntiagudo, se puede correr el riesgo de que se produzca una ruptura y se introduzca en el baño de fusión.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 32 de 54
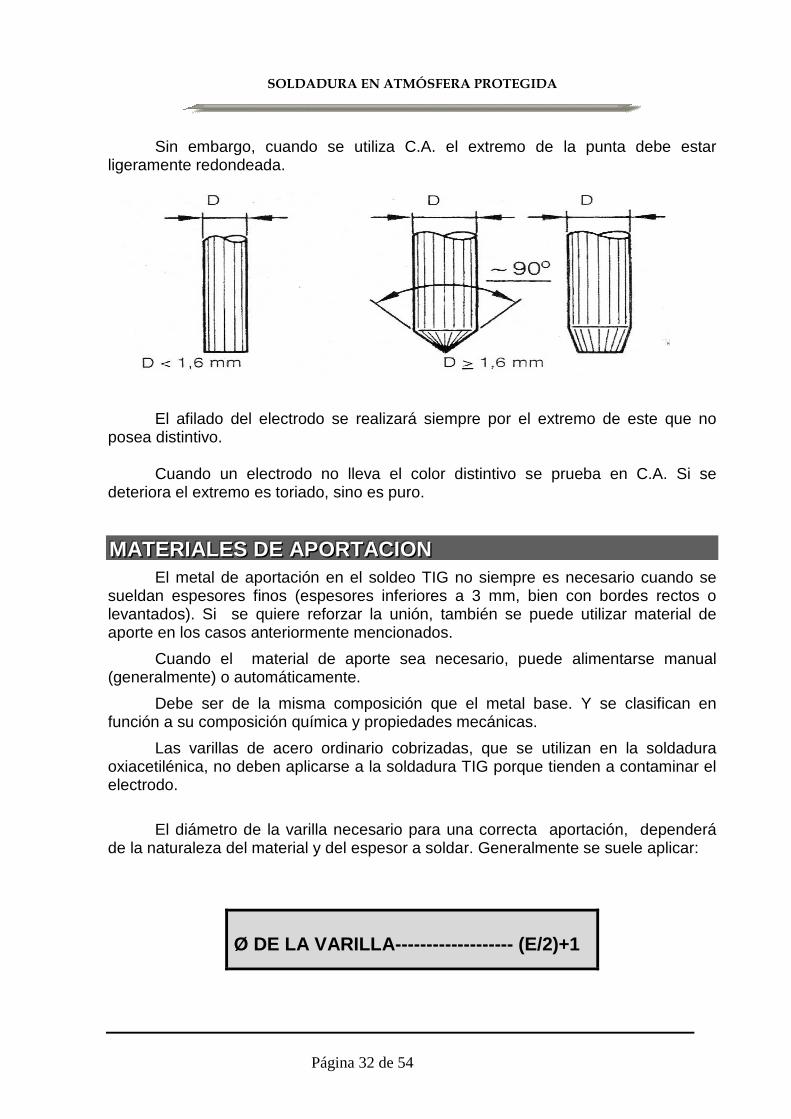
Sin embargo, cuando se utiliza C.A. el extremo de la punta debe estar ligeramente redondeada.
El afilado del electrodo se realizará siempre por el extremo de este que no posea distintivo. Cuando un electrodo no lleva el color distintivo se prueba en C.A. Si se deteriora el extremo es toriado, sino es puro.
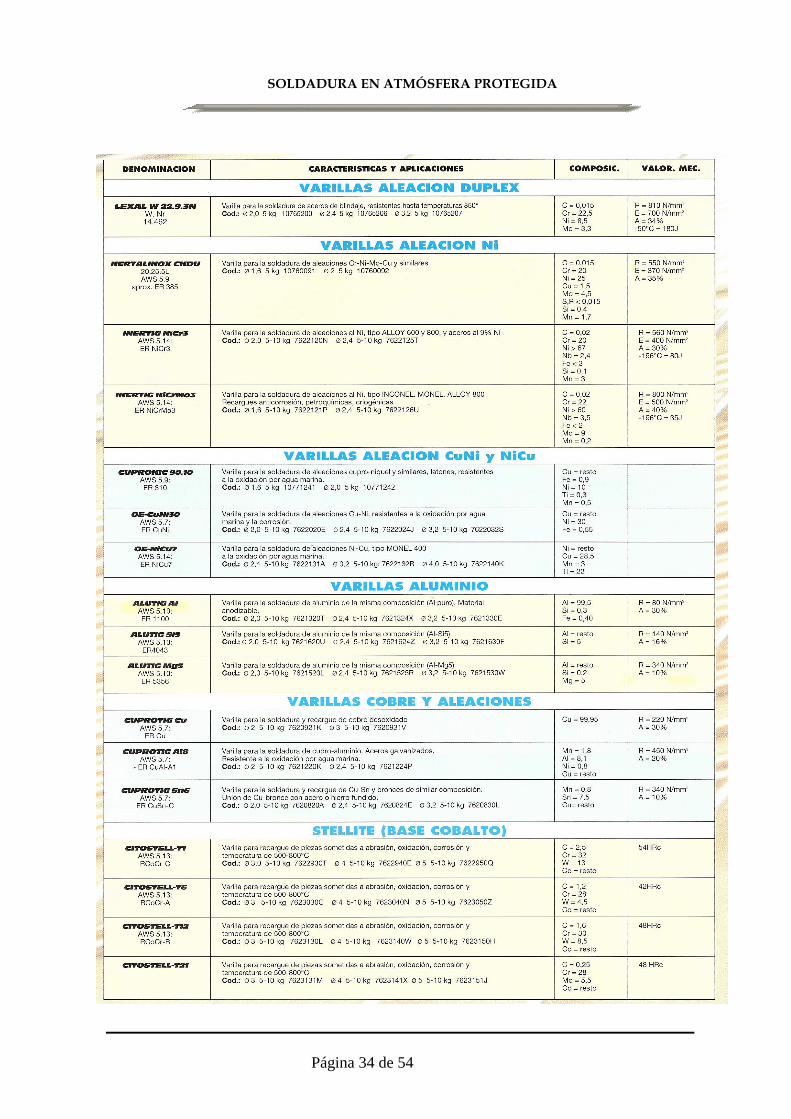
MMMAAATTTEEERRRIIIAAALLLEEESSS DDDEEE AAAPPPOOORRRTTTAAACCCIIIOOONNN El metal de aportación en el soldeo TIG no siempre es necesario cuando se sueldan espesores finos (espesores inferiores a 3 mm, bien con bordes rectos o levantados). Si se quiere reforzar la unión, también se puede utilizar material de aporte en los casos anteriormente mencionados.
Cuando el material de aporte sea necesario, puede alimentarse manual (generalmente) o automáticamente.
Debe ser de la misma composición que el metal base. Y se clasifican en función a su composición química y propiedades mecánicas.
Las varillas de acero ordinario cobrizadas, que se utilizan en la soldadura oxiacetilénica, no deben aplicarse a la soldadura TIG porque tienden a contaminar el electrodo.
El diámetro de la varilla necesario para una correcta aportación, dependerá
de la naturaleza del material y del espesor a soldar. Generalmente se suele aplicar:
Ø DE LA VARILLA------------------- (E/2)+1
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 33 de 54
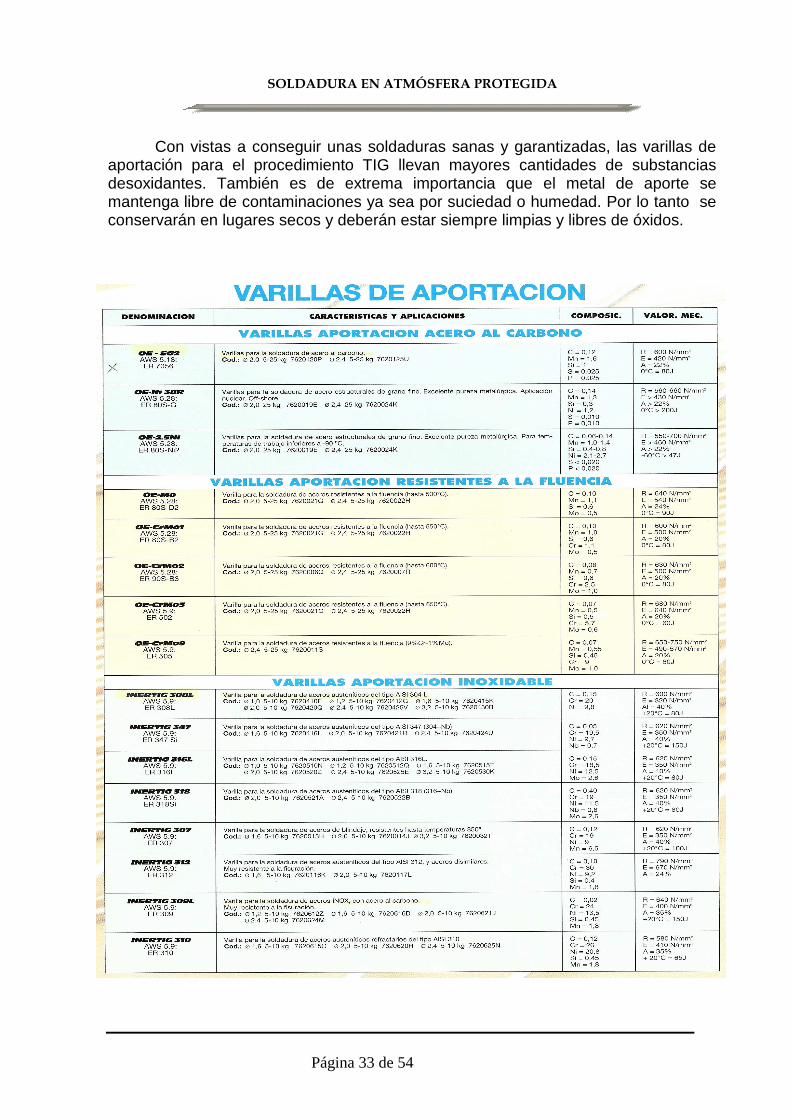
Con vistas a conseguir unas soldaduras sanas y garantizadas, las varillas de aportación para el procedimiento TIG llevan mayores cantidades de substancias desoxidantes. También es de extrema importancia que el metal de aporte se mantenga libre de contaminaciones ya sea por suciedad o humedad. Por lo tanto se conservarán en lugares secos y deberán estar siempre limpias y libres de óxidos.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 34 de 54
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 35 de 54
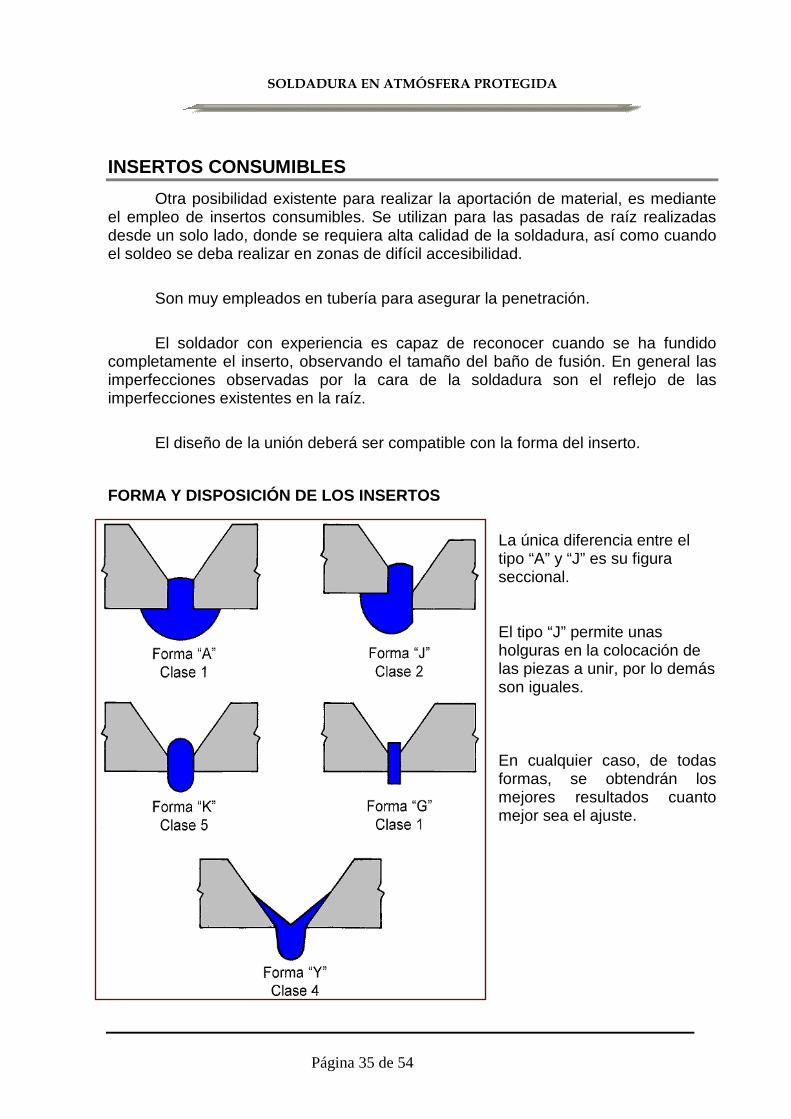
INSERTOS CONSUMIBLES
Otra posibilidad existente para realizar la aportación de material, es mediante el empleo de insertos consumibles. Se utilizan para las pasadas de raíz realizadas desde un solo lado, donde se requiera alta calidad de la soldadura, así como cuando el soldeo se deba realizar en zonas de difícil accesibilidad.
Son muy empleados en tubería para asegurar la penetración.
El soldador con experiencia es capaz de reconocer cuando se ha fundido
completamente el inserto, observando el tamaño del baño de fusión. En general las imperfecciones observadas por la cara de la soldadura son el reflejo de las imperfecciones existentes en la raíz.
El diseño de la unión deberá ser compatible con la forma del inserto.
FORMA Y DISPOSICIÓN DE LOS INSERTOS
La única diferencia entre el tipo “A” y “J” es su figura seccional. El tipo “J” permite unas holguras en la colocación de las piezas a unir, por lo demás son iguales. En cualquier caso, de todas formas, se obtendrán los mejores resultados cuanto mejor sea el ajuste.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 36 de 54
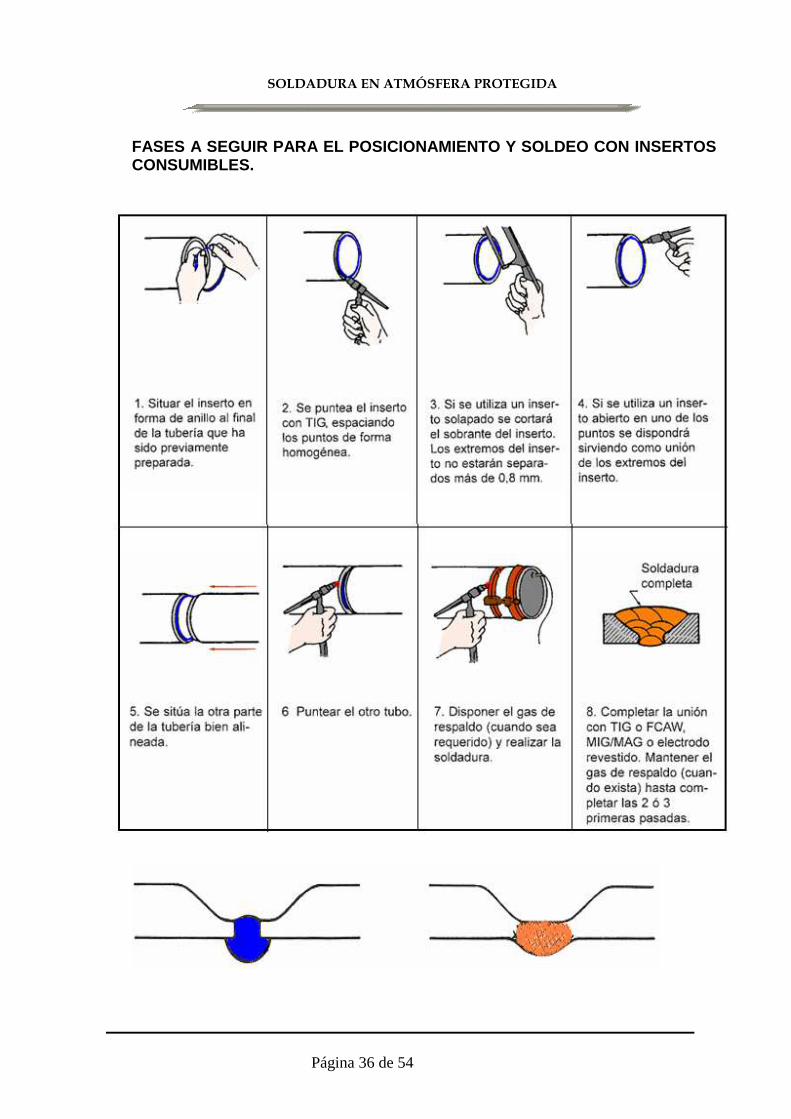
FASES A SEGUIR PARA EL POSICIONAMIENTO Y SOLDEO CON INSERTOS CONSUMIBLES.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 37 de 54
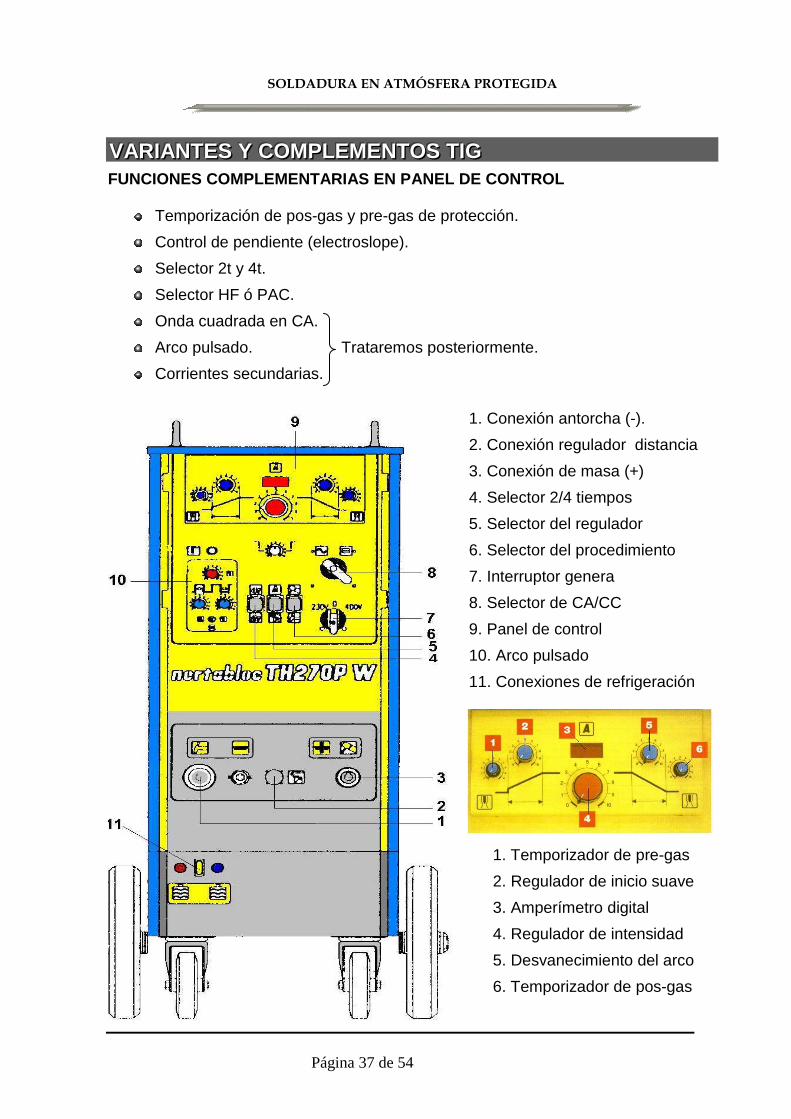
VVVAAARRRIIIAAANNNTTTEEESSS YYY CCCOOOMMMPPPLLLEEEMMMEEENNNTTTOOOSSS TTTIIIGGG FUNCIONES COMPLEMENTARIAS EN PANEL DE CONTROL
Temporización de pos-gas y pre-gas de protección.
Control de pendiente (electroslope).
Selector 2t y 4t.
Selector HF ó PAC.
Onda cuadrada en CA.
Arco pulsado. Trataremos posteriormente.
Corrientes secundarias.
1. Conexión antorcha (-).
2. Conexión regulador distancia
3. Conexión de masa (+)
4. Selector 2/4 tiempos
5. Selector del regulador
6. Selector del procedimiento
7. Interruptor genera
8. Selector de CA/CC
9. Panel de control
10. Arco pulsado
11. Conexiones de refrigeración
1. Temporizador de pre-gas
2. Regulador de inicio suave
3. Amperímetro digital
4. Regulador de intensidad
5. Desvanecimiento del arco
6. Temporizador de pos-gas
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 38 de 54
TEMPORIZACIÓN DE POS-GAS Y PRE-GAS DE PROTECCIÓN.
Con objeto de mejorar la protección al inicio y al final de la soldadura, se puede seleccionar:
El tiempo de salida de gas antes de cebar el arco ; con esto se elimina el aire que rodea el material base en la zona de cebado y se crea una atmósfera formada únicamente por el gas de protección.
El tiempo de salida de gas después de la extinción del arco ; con ello se asegura que el material recién depositado esté perfectamente protegido durante su solidificación. Además también se evita la contaminación del tungsteno.
FUNCIÓN CONTROL DE PENDIENTE.
Algunos equipos poseen integrada una función de control de pendiente.
Regulación de inicio suave (pendiente inicio de arc o); durante pendiente de inicio de arco, la intensidad se incrementa paulatinamente en el momento del cebado. Esto permite tener más control sobre la energía aportada en el inicio de la soldadura.
También reduce el riesgo de fusión del electrodo.
Desvanecimiento del arco (pendiente fin de arco); permite una reducción gradual de la intensidad. Esto evita la formación del cráter que se forma al final de la soldadura.
SELECTOR 2/4 TIEMPOS.
2T = 2 tiempos; mantener el interruptor apretado durante todo el proceso de soldeo, activando el paso de corriente, gas, refrigeración (si tiene).
4T = 4 tiempos; apretar y soltar, es decir no es necesario mantenerlo apretado para que se inicie el proceso de soldeo. Para la finalización del mismo volver a realizar la misma operación (apretar y soltar).
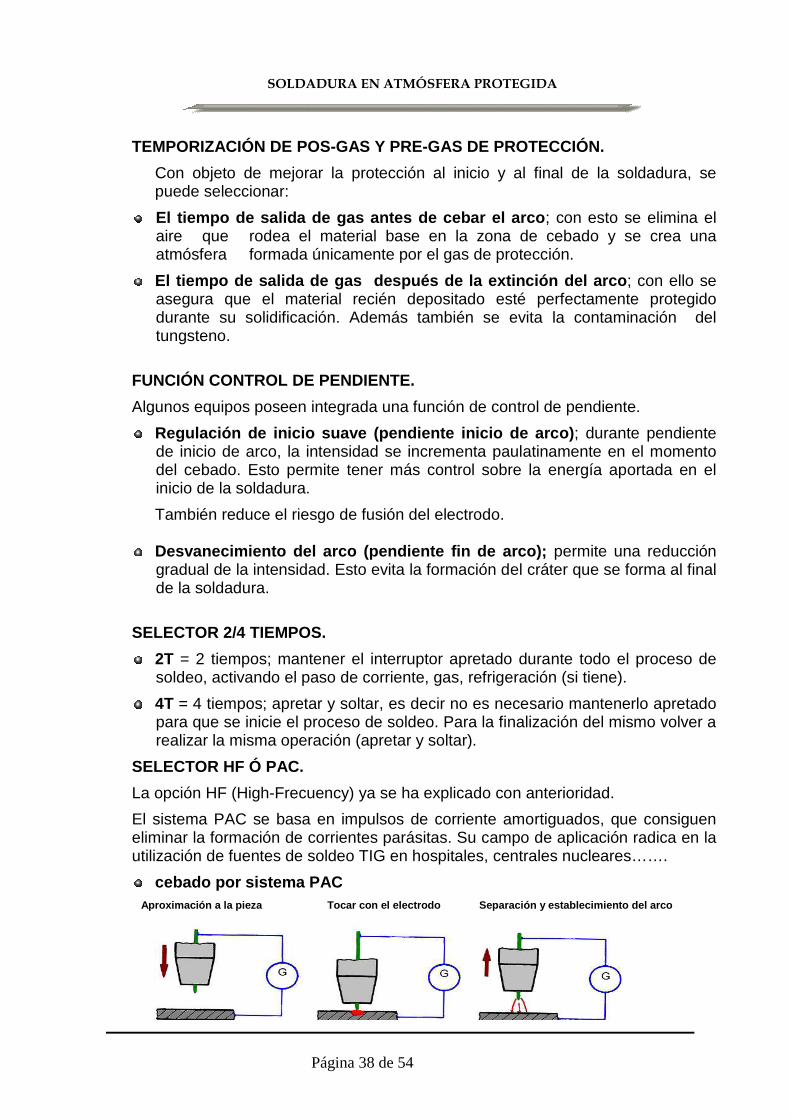
SELECTOR HF Ó PAC.
La opción HF (High-Frecuency) ya se ha explicado con anterioridad.
El sistema PAC se basa en impulsos de corriente amortiguados, que consiguen eliminar la formación de corrientes parásitas. Su campo de aplicación radica en la utilización de fuentes de soldeo TIG en hospitales, centrales nucleares…….
cebado por sistema PAC Aproximación a la pieza Toc ar con el electrodo Separación y establ ecimiento del arco
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 39 de 54
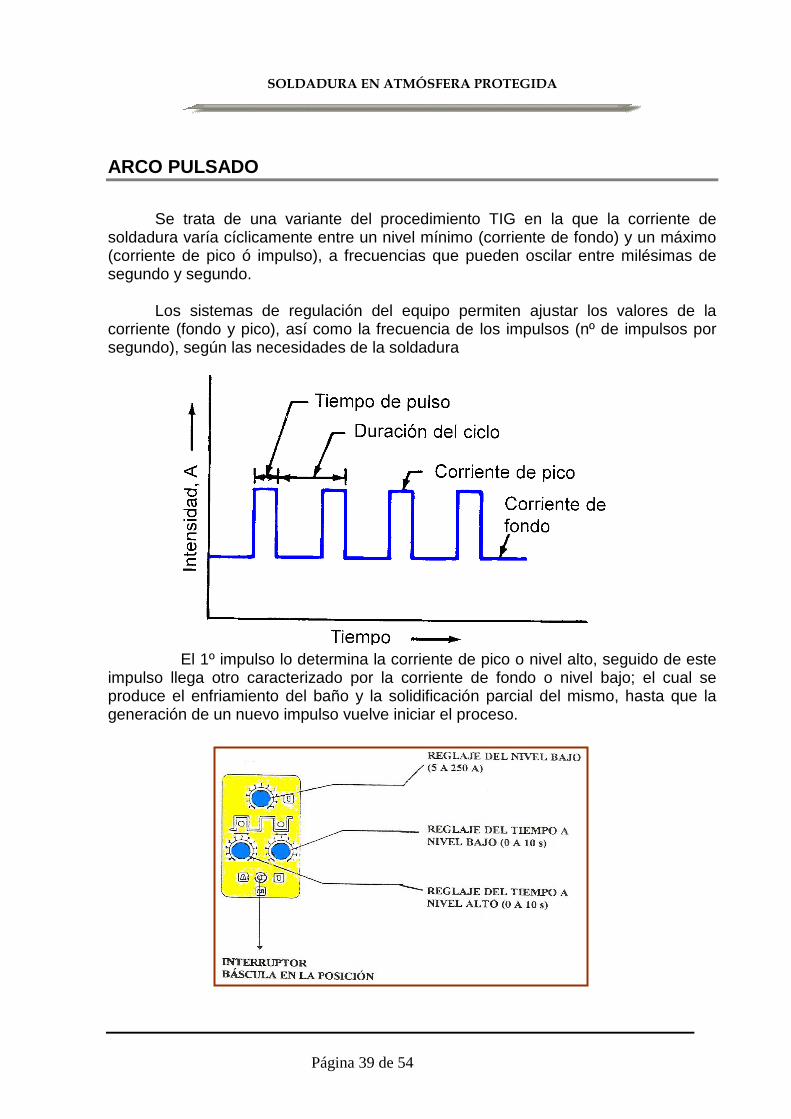
ARCO PULSADO
Se trata de una variante del procedimiento TIG en la que la corriente de soldadura varía cíclicamente entre un nivel mínimo (corriente de fondo) y un máximo (corriente de pico ó impulso), a frecuencias que pueden oscilar entre milésimas de segundo y segundo. Los sistemas de regulación del equipo permiten ajustar los valores de la corriente (fondo y pico), así como la frecuencia de los impulsos (nº de impulsos por segundo), según las necesidades de la soldadura El 1º impulso lo determina la corriente de pico o nivel alto, seguido de este impulso llega otro caracterizado por la corriente de fondo o nivel bajo; el cual se produce el enfriamiento del baño y la solidificación parcial del mismo, hasta que la generación de un nuevo impulso vuelve iniciar el proceso.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 40 de 54
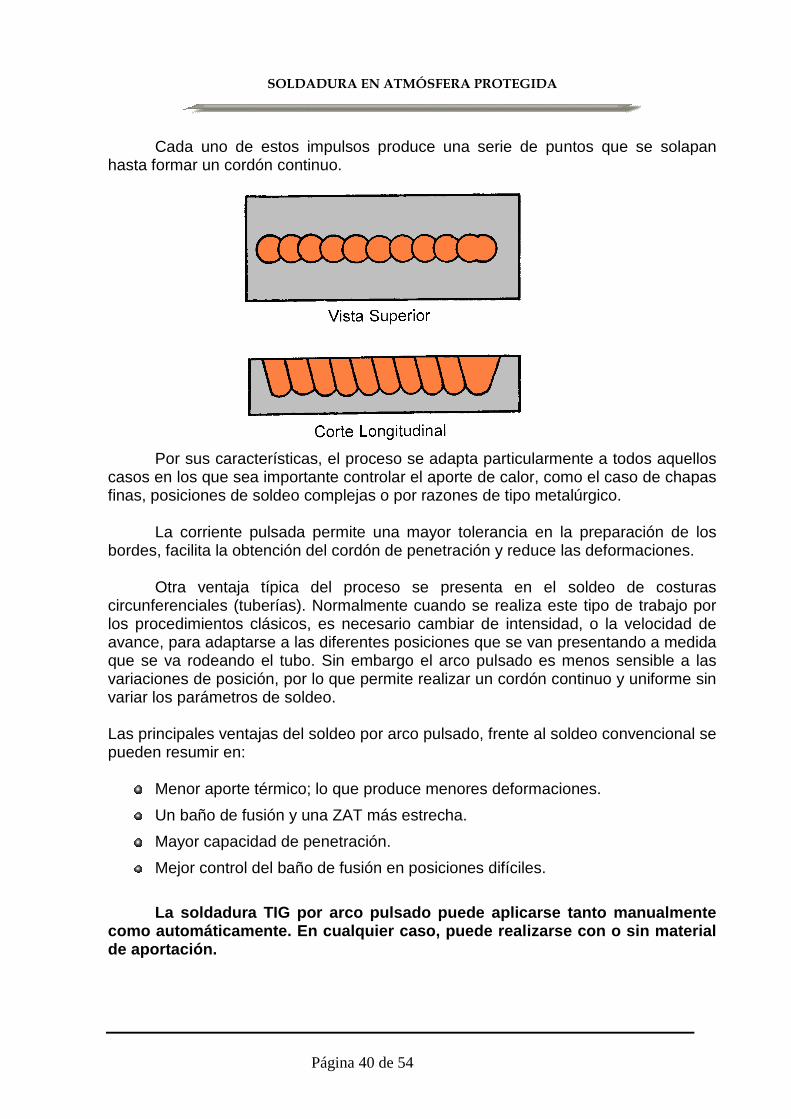
Cada uno de estos impulsos produce una serie de puntos que se solapan hasta formar un cordón continuo. Por sus características, el proceso se adapta particularmente a todos aquellos casos en los que sea importante controlar el aporte de calor, como el caso de chapas finas, posiciones de soldeo complejas o por razones de tipo metalúrgico. La corriente pulsada permite una mayor tolerancia en la preparación de los bordes, facilita la obtención del cordón de penetración y reduce las deformaciones. Otra ventaja típica del proceso se presenta en el soldeo de costuras circunferenciales (tuberías). Normalmente cuando se realiza este tipo de trabajo por los procedimientos clásicos, es necesario cambiar de intensidad, o la velocidad de avance, para adaptarse a las diferentes posiciones que se van presentando a medida que se va rodeando el tubo. Sin embargo el arco pulsado es menos sensible a las variaciones de posición, por lo que permite realizar un cordón continuo y uniforme sin variar los parámetros de soldeo. Las principales ventajas del soldeo por arco pulsado, frente al soldeo convencional se pueden resumir en:
Menor aporte térmico; lo que produce menores deformaciones.
Un baño de fusión y una ZAT más estrecha.
Mayor capacidad de penetración.
Mejor control del baño de fusión en posiciones difíciles.
La soldadura TIG por arco pulsado puede aplicarse t anto manualmente como automáticamente. En cualquier caso, puede real izarse con o sin material de aportación.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 41 de 54
ONDA CUADRADA
Las fuentes de corriente alterna convencionales utilizan una onda sinusoidal simplemente transformando la onda de la red para adecuar los parámetros de intensidad y tensión. El arco con corriente alterna es inestable, por lo que se utilizan diferentes medios para estabilizar el arco durante el soldeo como son: generador de impulsos de alta frecuencia, filtros capacitivos o empleo de fuentes de onda cuadrada.
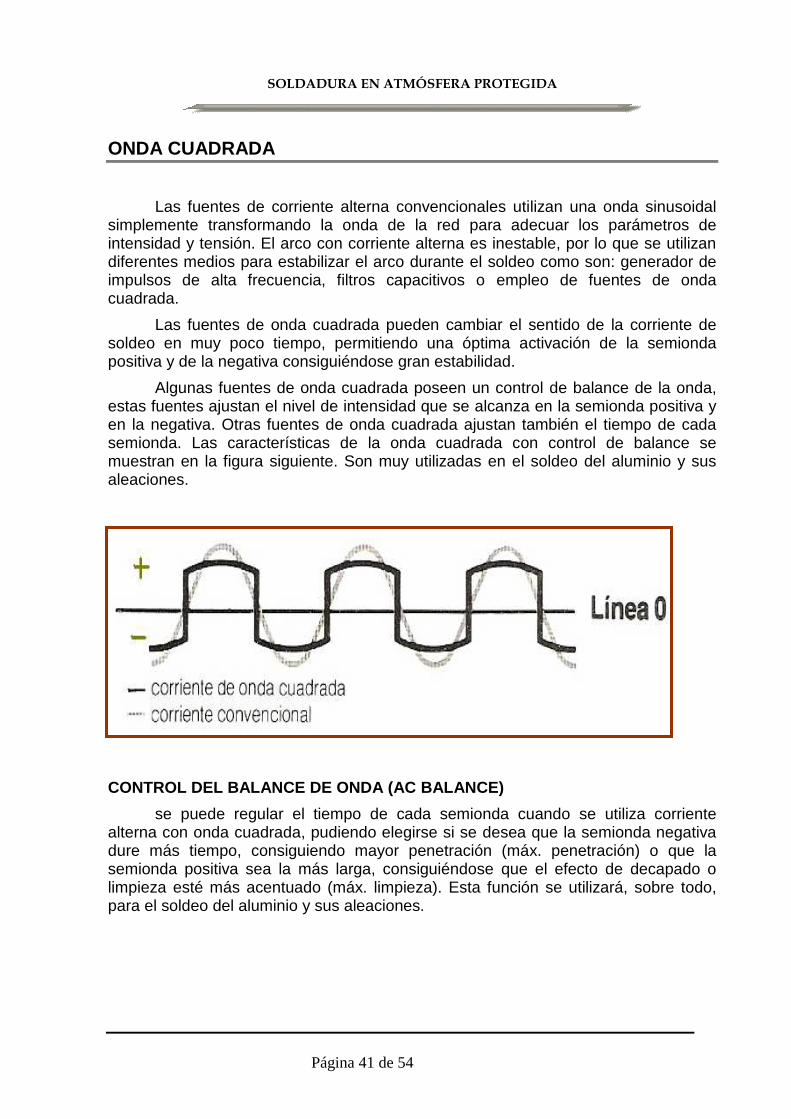
Las fuentes de onda cuadrada pueden cambiar el sentido de la corriente de soldeo en muy poco tiempo, permitiendo una óptima activación de la semionda positiva y de la negativa consiguiéndose gran estabilidad.
Algunas fuentes de onda cuadrada poseen un control de balance de la onda, estas fuentes ajustan el nivel de intensidad que se alcanza en la semionda positiva y en la negativa. Otras fuentes de onda cuadrada ajustan también el tiempo de cada semionda. Las características de la onda cuadrada con control de balance se muestran en la figura siguiente. Son muy utilizadas en el soldeo del aluminio y sus aleaciones.
CONTROL DEL BALANCE DE ONDA (AC BALANCE)
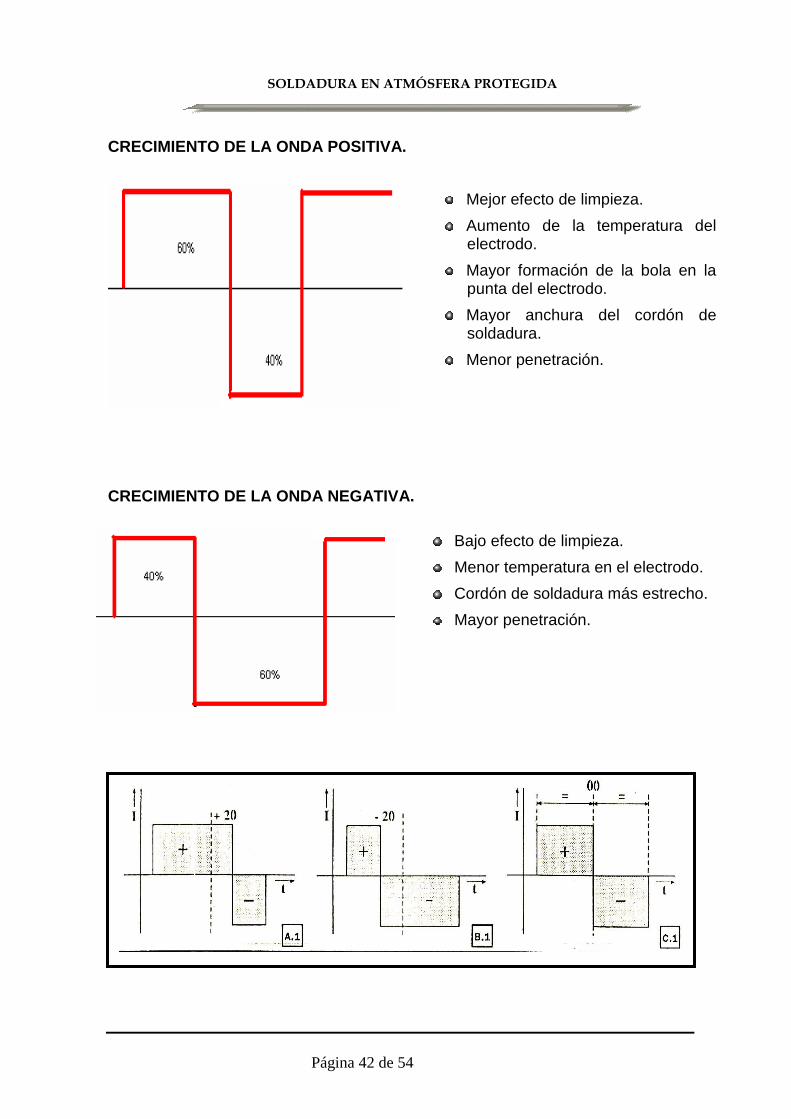
se puede regular el tiempo de cada semionda cuando se utiliza corriente alterna con onda cuadrada, pudiendo elegirse si se desea que la semionda negativa dure más tiempo, consiguiendo mayor penetración (máx. penetración) o que la semionda positiva sea la más larga, consiguiéndose que el efecto de decapado o limpieza esté más acentuado (máx. limpieza). Esta función se utilizará, sobre todo, para el soldeo del aluminio y sus aleaciones.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 42 de 54
CRECIMIENTO DE LA ONDA POSITIVA.
Mejor efecto de limpieza.
Aumento de la temperatura del electrodo.
Mayor formación de la bola en la punta del electrodo.
Mayor anchura del cordón de soldadura.
Menor penetración.
CRECIMIENTO DE LA ONDA NEGATIVA.
Bajo efecto de limpieza.
Menor temperatura en el electrodo.
Cordón de soldadura más estrecho.
Mayor penetración.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 43 de 54
TIG FORCE
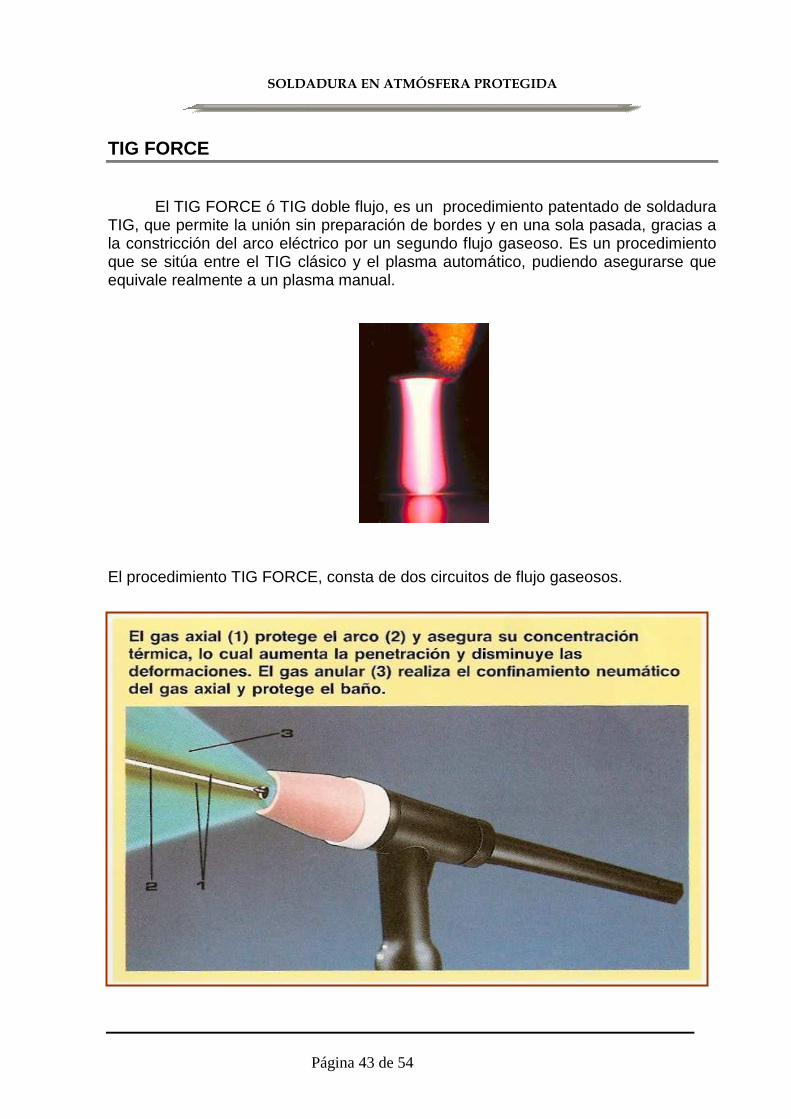
El TIG FORCE ó TIG doble flujo, es un procedimiento patentado de soldadura TIG, que permite la unión sin preparación de bordes y en una sola pasada, gracias a la constricción del arco eléctrico por un segundo flujo gaseoso. Es un procedimiento que se sitúa entre el TIG clásico y el plasma automático, pudiendo asegurarse que equivale realmente a un plasma manual.
El procedimiento TIG FORCE, consta de dos circuitos de flujo gaseosos.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 44 de 54
CARACTERÍSTICAS DE TIG FORCE
Conserva las ventajas del procedimiento TIG
Elevadas características metalúrgicas (compacidad-textura).
Utilización en los sectores de actividad punta, como: Petroquímica, Química, Nuclear.
Procedimiento manual.
La misma torcha para TIC FORCE y TIG Convencional.
Soldadura de aceros inoxidables y aluminio.
Un solo gas de protección.
TIG FORCE mejora las prestaciones del procedimiento TIG.
Aumento de la velocidad de soldadura de un 20% a un 30%.
Disminución de los tiempos de preparación (soldadura a tope hasta 6 mm).
Disminución de la cantidad de metal aportado.
Disminución de la energía de soldadura.
Disminución de la ZAT (zona afectada térmicamente).
Disminución de las deformaciones.
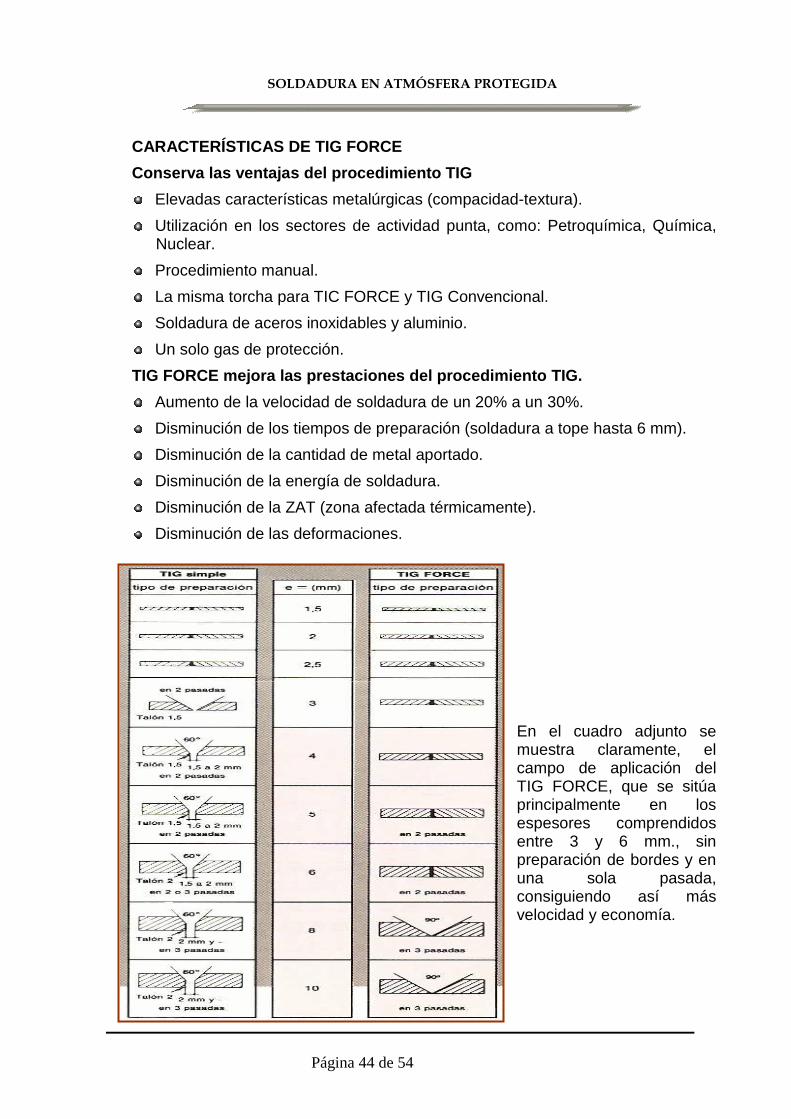
En el cuadro adjunto se muestra claramente, el campo de aplicación del TIG FORCE, que se sitúa principalmente en los espesores comprendidos entre 3 y 6 mm., sin preparación de bordes y en una sola pasada, consiguiendo así más velocidad y economía.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 45 de 54
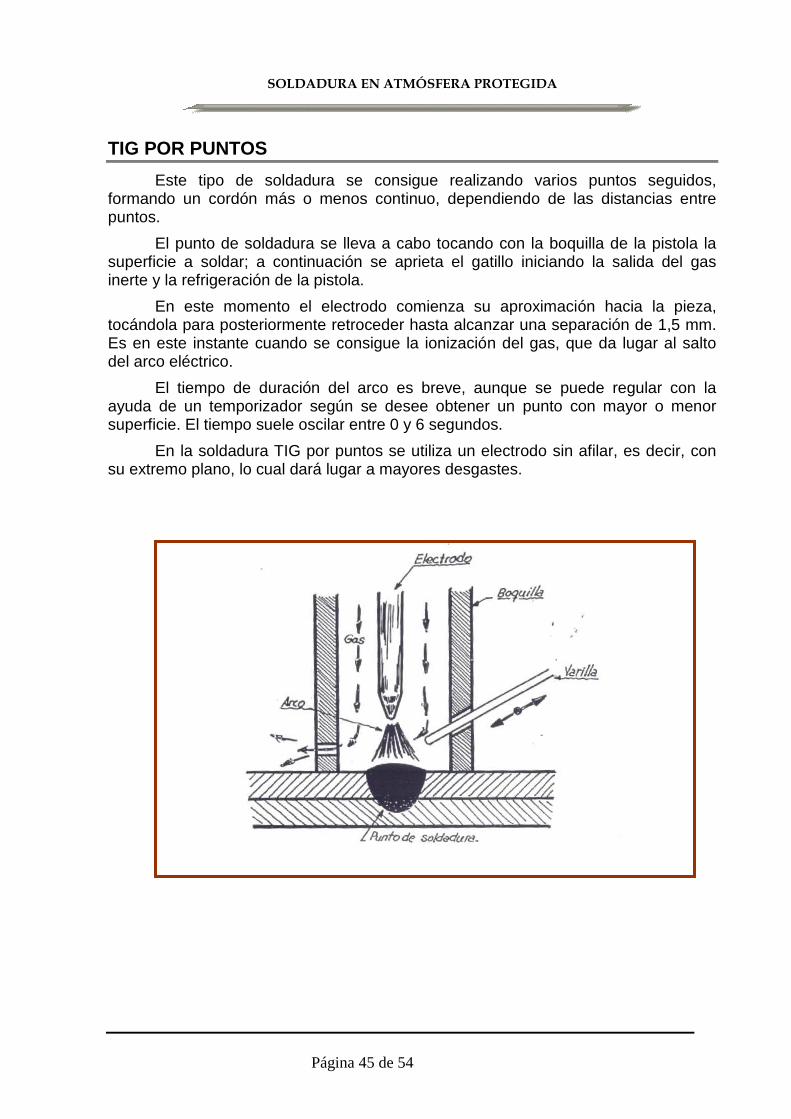
TIG POR PUNTOS
Este tipo de soldadura se consigue realizando varios puntos seguidos, formando un cordón más o menos continuo, dependiendo de las distancias entre puntos.
El punto de soldadura se lleva a cabo tocando con la boquilla de la pistola la superficie a soldar; a continuación se aprieta el gatillo iniciando la salida del gas inerte y la refrigeración de la pistola.
En este momento el electrodo comienza su aproximación hacia la pieza, tocándola para posteriormente retroceder hasta alcanzar una separación de 1,5 mm. Es en este instante cuando se consigue la ionización del gas, que da lugar al salto del arco eléctrico.
El tiempo de duración del arco es breve, aunque se puede regular con la ayuda de un temporizador según se desee obtener un punto con mayor o menor superficie. El tiempo suele oscilar entre 0 y 6 segundos.
En la soldadura TIG por puntos se utiliza un electrodo sin afilar, es decir, con su extremo plano, lo cual dará lugar a mayores desgastes.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 46 de 54
TIG ORBITAL
Hace más de veinte años que diversas compañías en USA dieron comienzo al desarrollo de máquinas mecanizadas o automáticas para la ejecución de trabajos de soldadura de tuberías en acero en las redes de oleoductos o gaseoductos que se estaban montando no solamente en dicho país sino también en Europa.
Así se consiguieron unos equipos que después han servido para desarrollar una tecnología más perfecta y lograr que la maquinaria actual esté al alcance no sólo de grandes empresas sino también de aquellas otras que tienen su actividad dentro de trabajos de menor importancia.
Podemos definir el soldeo TIG orbital como:
“Automatización del proceso de soldeo TIG, empleado en el soldeo circunferencial de tuberías, sin movimiento de est as, con ó sin material de aportación”.
Si bien es cierto que la automatización de muchas operaciones de soldeo es bastante anterior a ésta técnica, en el soldeo TIG orbital, “se ha automatizado el proceso de soldeo con mayor carga de manualidad y a rtesanía”. El que teóricamente justifica la presencia de cuadrillas de soldadores altamente especializados y cotizados.
En el caso del soldeo TIG orbital, la calidad del proceso resulta de la aportación de personal más versátil y flexible. “TÉCNICOS Y SOLDADORES”.
VENTAJAS QUE NOS OFRECE EL TIG ORBITAL
Mejora la calidad.
Independencia de mano de obra especializada.
Repetibilidad del procedimiento.
Control del aporte térmico.
Mejora las condiciones de trabajo del soldador.
Soldeo en condiciones de espacio reducido.
Posibilidad de algunos trabajos de muy compleja realización por métodos manuales.
Mejora de la productividad.
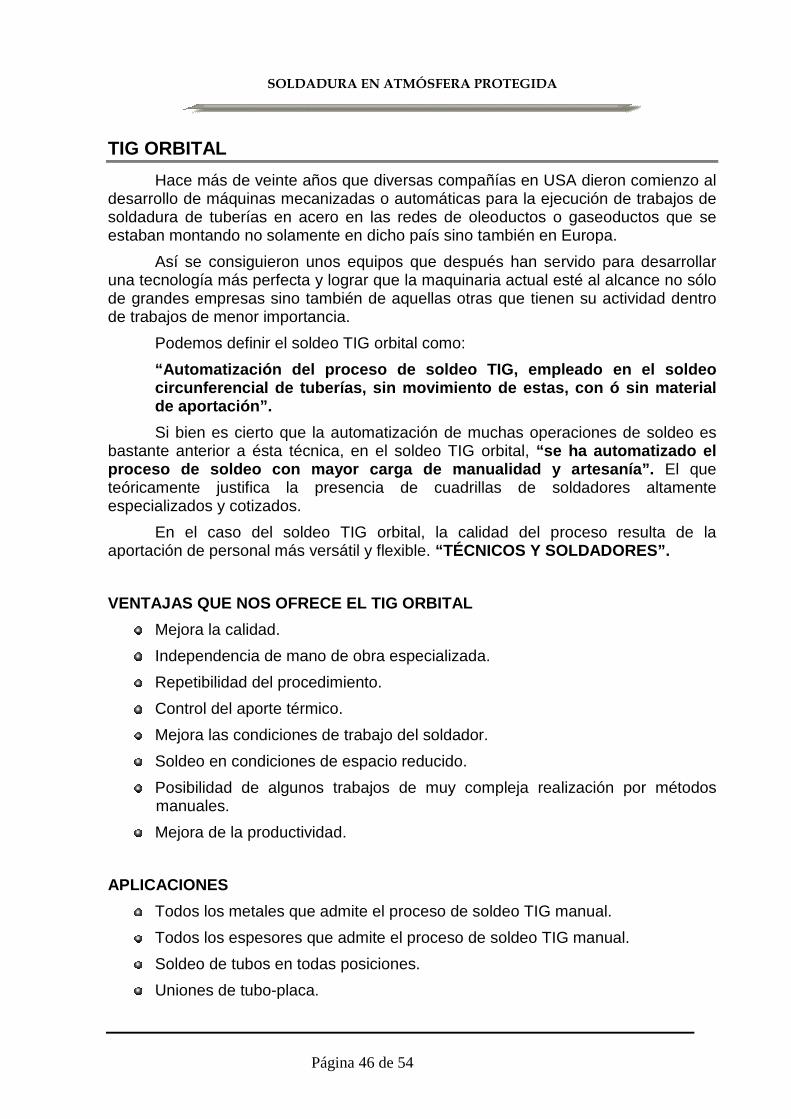
APLICACIONES
Todos los metales que admite el proceso de soldeo TIG manual.
Todos los espesores que admite el proceso de soldeo TIG manual.
Soldeo de tubos en todas posiciones.
Uniones de tubo-placa.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 47 de 54
LIMITACIONES
Distancia entre tubos paralelos.
Distancia de la unión a codos u otros.
Preparación de bordes precisa.
A diferencia de los procesos manuales en los que el soldador actúa continuamente sobre el baño a base de:
Modificar la longitud de arco.
Aportar más ó menos calor.
Balanceos más ó menos amplios y rápidos.
Avanzar más ó menos deprisa.
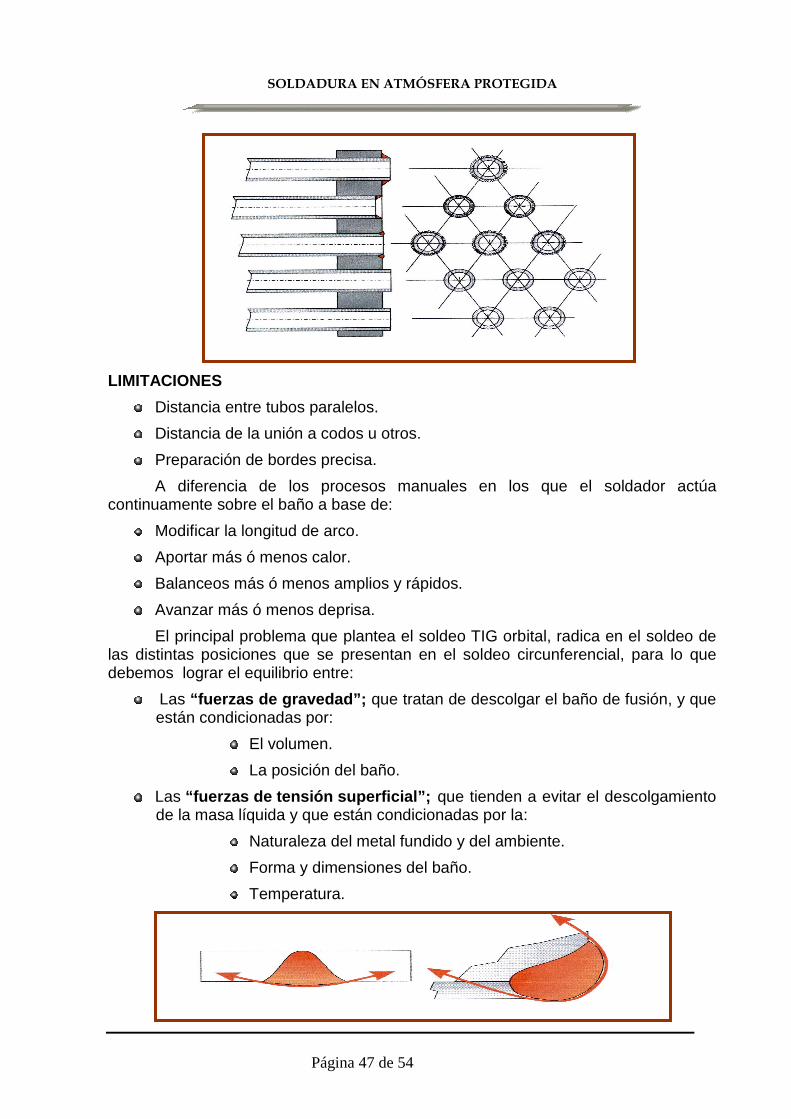
El principal problema que plantea el soldeo TIG orbital, radica en el soldeo de las distintas posiciones que se presentan en el soldeo circunferencial, para lo que debemos lograr el equilibrio entre:
Las “fuerzas de gravedad”; que tratan de descolgar el baño de fusión, y que están condicionadas por:
El volumen.
La posición del baño.
Las “fuerzas de tensión superficial”; que tienden a evitar el descolgamiento de la masa líquida y que están condicionadas por la:
Naturaleza del metal fundido y del ambiente.
Forma y dimensiones del baño.
Temperatura.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 48 de 54
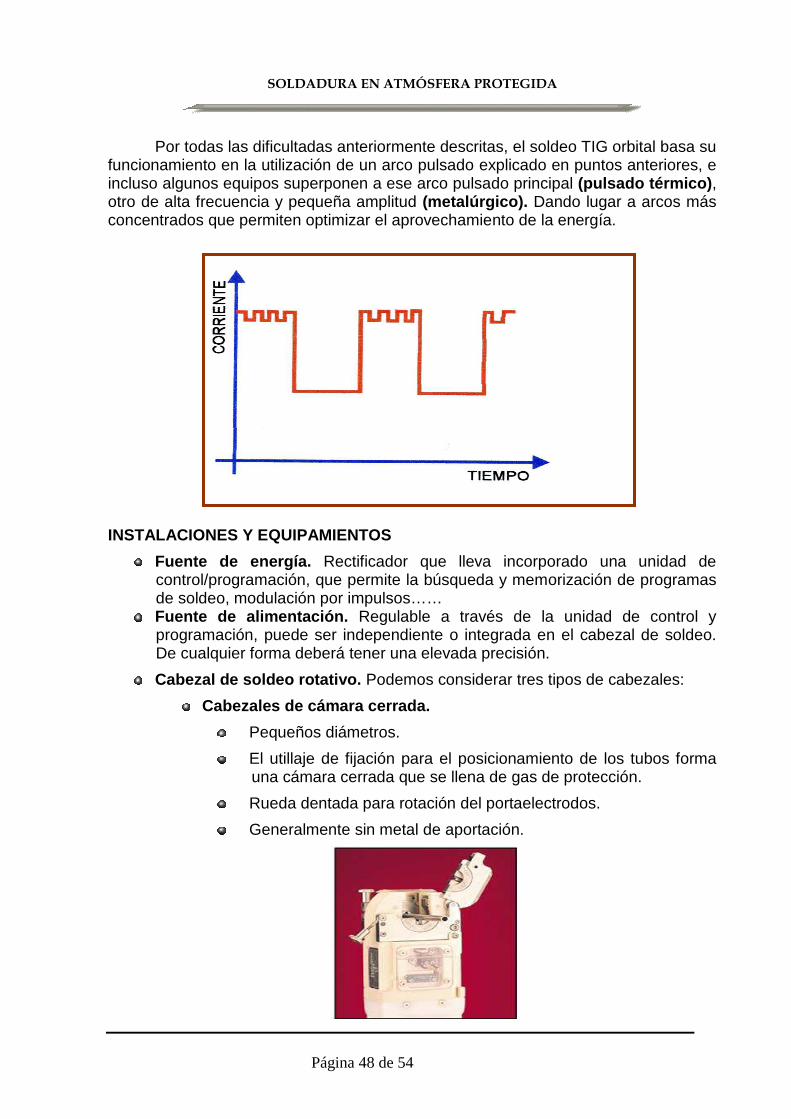
Por todas las dificultadas anteriormente descritas, el soldeo TIG orbital basa su funcionamiento en la utilización de un arco pulsado explicado en puntos anteriores, e incluso algunos equipos superponen a ese arco pulsado principal (pulsado térmico) , otro de alta frecuencia y pequeña amplitud (metalúrgico). Dando lugar a arcos más concentrados que permiten optimizar el aprovechamiento de la energía.
INSTALACIONES Y EQUIPAMIENTOS
Fuente de energía. Rectificador que lleva incorporado una unidad de control/programación, que permite la búsqueda y memorización de programas de soldeo, modulación por impulsos……
Fuente de alimentación. Regulable a través de la unidad de control y programación, puede ser independiente o integrada en el cabezal de soldeo. De cualquier forma deberá tener una elevada precisión.
Cabezal de soldeo rotativo. Podemos considerar tres tipos de cabezales:
Cabezales de cámara cerrada.
Pequeños diámetros.
El utillaje de fijación para el posicionamiento de los tubos forma una cámara cerrada que se llena de gas de protección.
Rueda dentada para rotación del portaelectrodos.
Generalmente sin metal de aportación.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 49 de 54
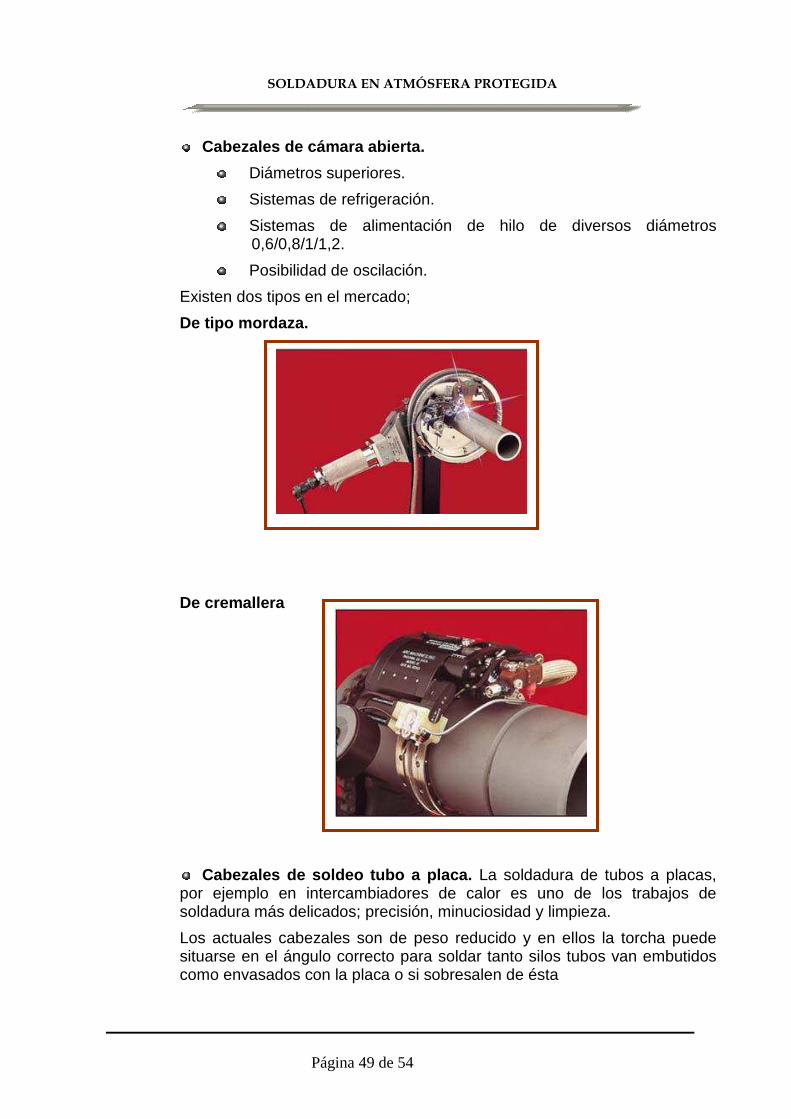
Cabezales de cámara abierta.
Diámetros superiores.
Sistemas de refrigeración.
Sistemas de alimentación de hilo de diversos diámetros 0,6/0,8/1/1,2.
Posibilidad de oscilación.
Existen dos tipos en el mercado;
De tipo mordaza.
De cremallera
Cabezales de soldeo tubo a placa. La soldadura de tubos a placas, por ejemplo en intercambiadores de calor es uno de los trabajos de soldadura más delicados; precisión, minuciosidad y limpieza.
Los actuales cabezales son de peso reducido y en ellos la torcha puede situarse en el ángulo correcto para soldar tanto silos tubos van embutidos como envasados con la placa o si sobresalen de ésta
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 50 de 54
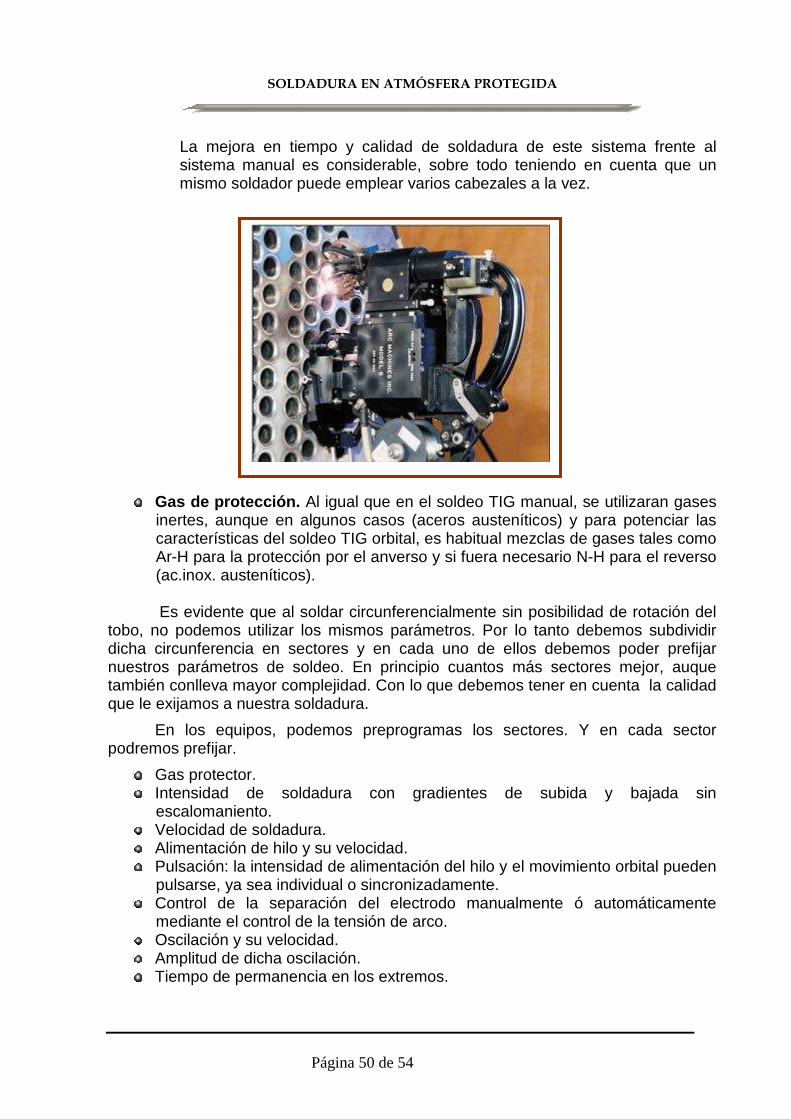
La mejora en tiempo y calidad de soldadura de este sistema frente al sistema manual es considerable, sobre todo teniendo en cuenta que un mismo soldador puede emplear varios cabezales a la vez.
Gas de protección. Al igual que en el soldeo TIG manual, se utilizaran gases inertes, aunque en algunos casos (aceros austeníticos) y para potenciar las características del soldeo TIG orbital, es habitual mezclas de gases tales como Ar-H para la protección por el anverso y si fuera necesario N-H para el reverso (ac.inox. austeníticos).
Es evidente que al soldar circunferencialmente sin posibilidad de rotación del
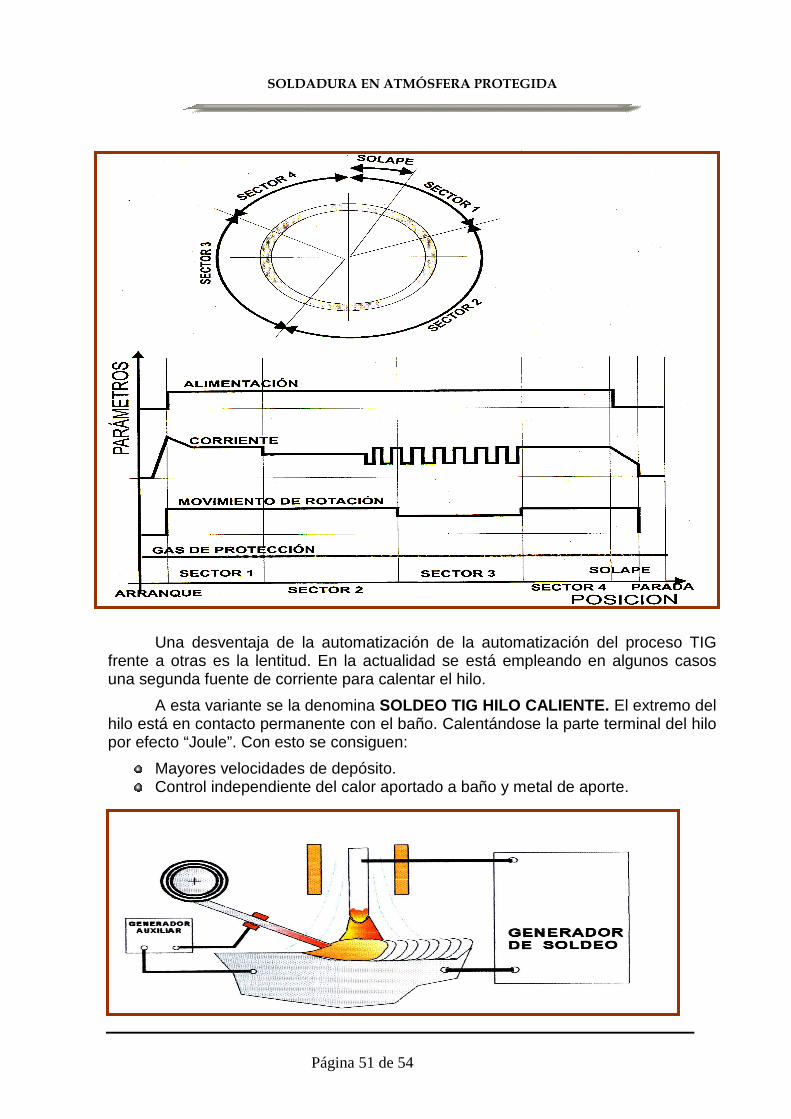
tobo, no podemos utilizar los mismos parámetros. Por lo tanto debemos subdividir dicha circunferencia en sectores y en cada uno de ellos debemos poder prefijar nuestros parámetros de soldeo. En principio cuantos más sectores mejor, auque también conlleva mayor complejidad. Con lo que debemos tener en cuenta la calidad que le exijamos a nuestra soldadura.
En los equipos, podemos preprogramas los sectores. Y en cada sector podremos prefijar.
Gas protector. Intensidad de soldadura con gradientes de subida y bajada sin
escalomaniento. Velocidad de soldadura. Alimentación de hilo y su velocidad. Pulsación: la intensidad de alimentación del hilo y el movimiento orbital pueden
pulsarse, ya sea individual o sincronizadamente. Control de la separación del electrodo manualmente ó automáticamente
mediante el control de la tensión de arco. Oscilación y su velocidad. Amplitud de dicha oscilación. Tiempo de permanencia en los extremos.
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 51 de 54
Una desventaja de la automatización de la automatización del proceso TIG frente a otras es la lentitud. En la actualidad se está empleando en algunos casos una segunda fuente de corriente para calentar el hilo.
A esta variante se la denomina SOLDEO TIG HILO CALIENTE. El extremo del hilo está en contacto permanente con el baño. Calentándose la parte terminal del hilo por efecto “Joule”. Con esto se consiguen:
Mayores velocidades de depósito. Control independiente del calor aportado a baño y metal de aporte.
SOLDADURA EN ATMÓSFERA PROTEGIDA
2º de Grado Medio Soldadura y Calderería Página 53 de 54
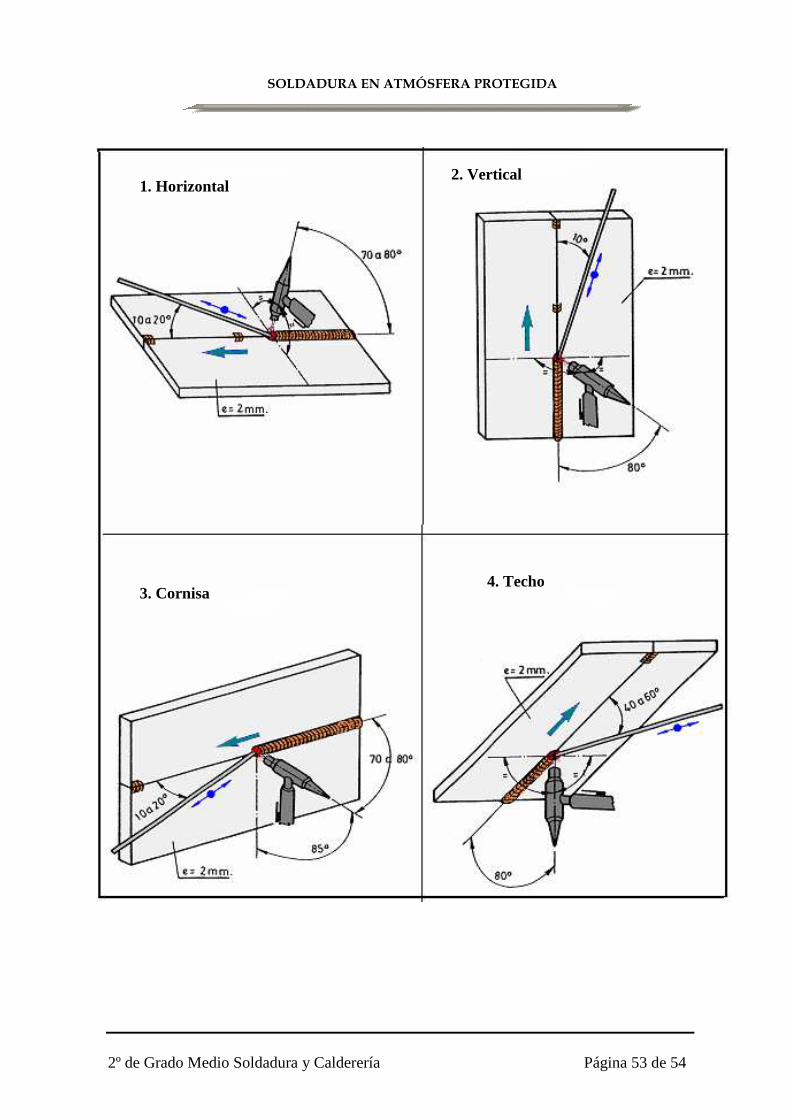
1. Horizontal 2. Vertical
3. Cornisa 4. Techo
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 53 de 54
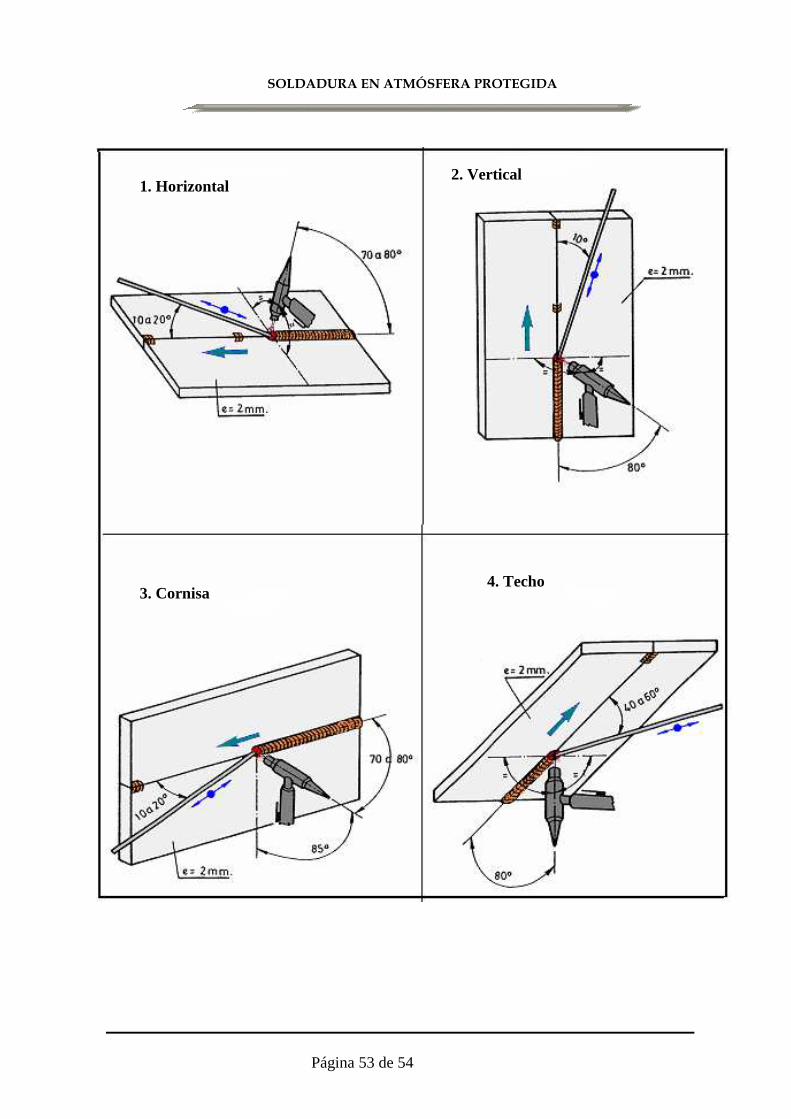
1. Horizontal 2. Vertical
3. Cornisa 4. Techo
SOLDADURA EN ATMÓSFERA PROTEGIDA
Página 52 de 54
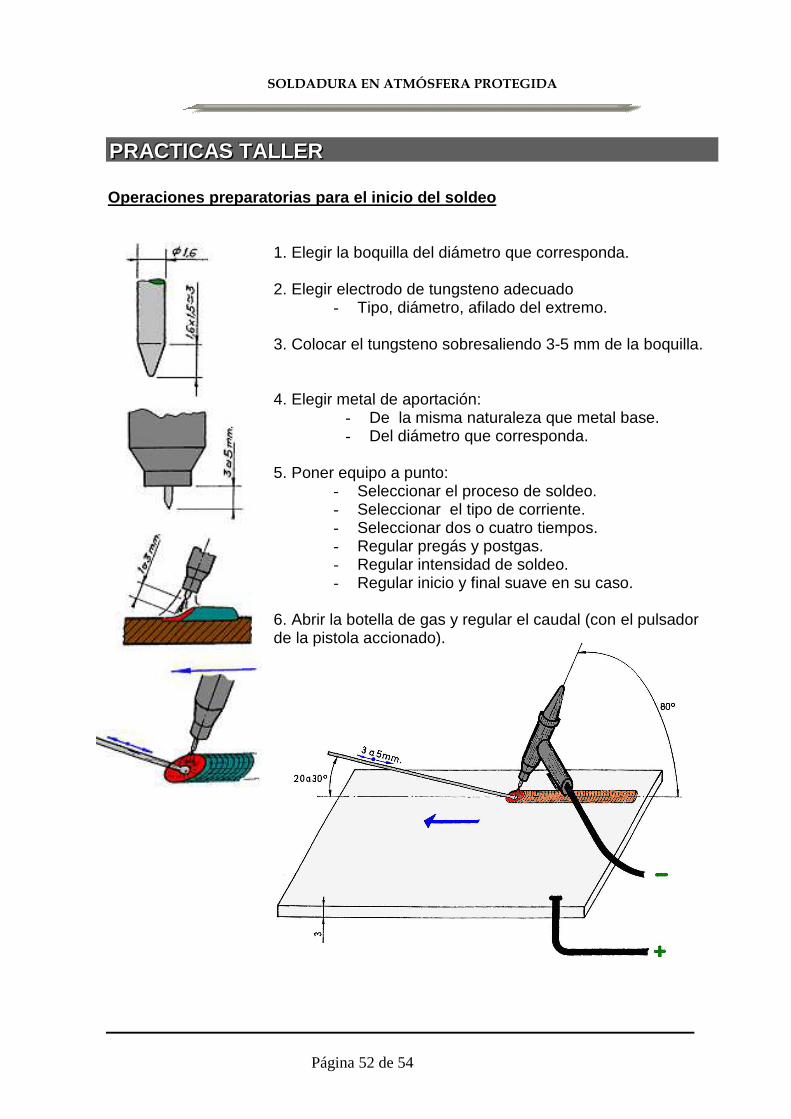
PPPRRRAAACCCTTTIIICCCAAASSS TTTAAALLLLLLEEERRR Operaciones preparatorias para el inicio del soldeo
1. Elegir la boquilla del diámetro que corresponda. 2. Elegir electrodo de tungsteno adecuado
- Tipo, diámetro, afilado del extremo. 3. Colocar el tungsteno sobresaliendo 3-5 mm de la boquilla. 4. Elegir metal de aportación:
- De la misma naturaleza que metal base. - Del diámetro que corresponda.
5. Poner equipo a punto:
- Seleccionar el proceso de soldeo. - Seleccionar el tipo de corriente. - Seleccionar dos o cuatro tiempos. - Regular pregás y postgas. - Regular intensidad de soldeo. - Regular inicio y final suave en su caso.
6. Abrir la botella de gas y regular el caudal (con el pulsador de la pistola accionado).